El sistema FMS-200 es la respuesta idónea para una ... · Plato divisor Las distintas operaciones...
38
El sistema FMS-200 es la respuesta idónea para una capacitación integral en automatización industrial. Un equipo totalmente modular y flexible, acorde a la realidad industrial. Las tecnologías integradas en sus diferentes estaciones de montaje, así como el proceso de ensamblaje con múltiples variantes, permiten al usuario desarrollar las capacidades profesionales demandadas por la industria automatizada actual. El original. La exitosa trayectoria de FMS-200 lo avala como un equipo didáctico de excepcional calidad y fiabilidad, utilizado por empresas y centros de enseñanza en todo el mundo.
Transcript of El sistema FMS-200 es la respuesta idónea para una ... · Plato divisor Las distintas operaciones...

El sistema FMS-200 es la respuesta idónea para una capacitación integral enautomatización industrial. Un equipo totalmente modular y flexible, acorde ala realidad industrial. Las tecnologías integradas en sus diferentesestaciones de montaje, así como el proceso de ensamblaje con múltiplesvariantes, permiten al usuario desarrollar las capacidadesprofesionales demandadas por la industria automatizada actual.
El original.
La exitosa trayectoria de FMS-200 lo avalacomo un equipo didáctico deexcepcional calidad y fiabilidad,utilizado por empresas y centrosde enseñanza en todo elmundo.


FMS-200
134
El carácter modular de esta célula de automatizaciónflexible permite introducir variaciones en los puestos que laconstituyen, de forma que se adapten a las diferentesnecesidades de los centros de formación o empresas.Desde una configuración simple de una sola estación (quetrabaja de forma totalmente autónoma) a una configuracióncompleja de ocho o diez estaciones, las posibilidades soninfinitas.
Asimismo, posibilita la realización de una inversiónescalonada, de forma que partiendo de una configuraciónbásica inicial, pueda ser completada fácilmente añadiendopuestos de trabajo.
Todos los componentes que integran FMS-200 sonutilizados en la industria, de forma que el usuario puedatrabajar en todo momento con elementos reales, haciendoque el proceso de aprendizaje sea realmente significativo.
El sistema incluye toda una serie de operaciones dealimentación, manipulación, verificación, carga, etc.realizados mediante componentes de diferentestecnologías (neumática, hidráulica, electrotécnica, robótica,etc.).
El sistema de simulación de averías TROUB-200 permitegenerar hasta 16 disfunciones que el usuario tendrá quediagnosticar.
A través de las distintas estaciones de proceso, se lleva acabo el ensamblaje de un mecanismo de giro, compuestode los siguientes elementos:
- Base o cuerpo
- Rodamiento
- Eje
- Tapa
- Tornillos
Para dotar al sistema de mayor flexibilidad, las distintasestaciones están adaptadas para el montaje de una grandiversidad de conjuntos, introduciendo variaciones en losmateriales, colores y tamaños de las piezas. Lacombinación de todas estas posibilidades permite obtenerhasta un total de veinticuatro conjuntos diferentes,posibilitando la utilización de estrategias de gestión de laproducción.
La malla de control es totalmente modular y de desmontajerápido, pudiendo el usuario diseñar una nueva malla.

135FMS-200
El sistema de transporte
Existen dos formas alternativas de transferir el conjunto que se ensambla entre las distintas estaciones: Mediante una cintatransportadora de 4 metros de longitud y doble sentido, que permite adosar hasta 8 estaciones de trabajo, o mediante cintasde transporte modulares (en esta opción, cada una de las estaciones lleva incorporado un tramo de transfer). Esta versiónpermite crear una configuración completa con las 10 estaciones de trabajo disponibles hasta el momento, o añadir opcionesde acuerdo con las demandas de los usuarios.
Las estaciones de proceso
Cada una de las estaciones de trabajo está constituida por una estructura basada en perfilería de aluminio, sobre la cual seubican los elementos encargados de realizar el proceso correspondiente. La parte frontal incorpora la parte de control,incluyendo el panel de mandos y el autómata programable seleccionado por el usuario.
Las estaciones se pueden extraer con facilidad de la célula, permitiendo el trabajo de forma autónoma. Unas ruedas facilitanla movilidad y el ensamblaje de las estaciones para configurar composiciones más complejas.
Cada una de las estaciones se encarga de realizar una parte del proceso de ensamblaje, haciendo uso de las distintastecnologías utilizadas en la industria automatizada:
1. - Alimentación de la base2. - Montaje del rodamiento3. - Prensa hidráulica4. - Montaje del eje5. - Colocación de la tapa6. - Montaje de tornillos7. - Atornillado robotizado8. - Almacén de producto terminado9. - Control de calidad por visión artificial
10. - Secado de pintura en horno
FMS-200
136
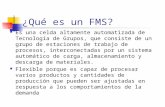
FMS-201: Alimentación de la base
Esta estación realiza el proceso de alimentación de la base que sirve como soporte al producto ensamblado (mecanismo degiro), y su desplazamiento hasta el palet situado en el sistema de transferencia.
• SAI0100 Alimentación de bases con PLC Mitsubishi / RS-485
• SAI0114 Alimentación de bases con PLC Siemens / PROFIBUS
• SAI0120 Alimentación de bases con PLC Allen Bradley / DEVICENET
• SAI0124 Alimentación de bases con PLC Omron / DEVICENET
• SAI0123 Alimentación de bases con PLC Telemechanique / MODBUS
• SAI0122 Alimentación de bases sin PLC
• SAI0135 Alimentación de bases con transfer modular y PLC Mitsubishi. / RS-485
• SAI0163 Alimentación de bases con transfer modular y PLC Siemens. / PROFIBUS
• SAI0133 Alimentación de bases con transfer modular y PLC Allen Bradley. / DEVICENET
• SAI0149 Alimentación de bases con transfer modular y PLC Omron / DEVICENET
• SAI0153 Alimentación de bases con transfer modular y PLC Telemechanique / MODBUS
• SAI0170 Alimentación de bases con transfer modular sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

137FMS-200
Múltiples módulos integrados
Alimentación de la base
Las piezas que sirven de base al mecanismo de giro seencuentran alojadas en un alimentador por gravedad.Mediante un cilindro neumático se empuja la basesituada en la posición inferior.
Verificación de la posición
La base dispone de un alojamiento en el que insertarel resto de componentes. Para comprobar laorientación de la base, se utiliza un cilindro con unapieza cilíndrica adosada. En caso de que la pieza noesté en posición correcta, el cilindro no completa sucarrera, con lo que no se activa el detector magnético,dando señal al PLC de ello.
Desplazamiento al punto de trasvase
Un cilindro de sección rectangular se encarga detrasladar la base al punto de recogida.
Rechazo de base incorrecta
Si la base está en posición incorrecta, mediante uncilindro de simple efecto es impulsada hacia unarampa de evacuación.
Inserción de la base en el palet
Un manipulador de dos ejes se encarga de desplazarla base desde el punto de trasvase al palet. Cada ejecontiene un cilindro con doble vástago y vástagosparalelos, y como elemento terminal se incluye unaplataforma de sujeción por vacío con cuatro ventosas.Un eyector de vacío se encarga de la aspiración.
Tecnologías integradas:
Neumática, electroneumática, manipulación, vacío, PLCs, sensores, ...

FMS-200
138
FMS-202: Inserción del rodamiento
Esta estación se encarga de insertar un rodamiento en el alojamiento de la base. Para ampliar las posibilidades didácticas, sepermite la inserción de rodamientos de alturas diferentes.
• SAI0200 Alimentación de rodamiento con PLC Mitsubishi / RS-485
• SAI0214 Alimentación de rodamiento con PLC Siemens / PROFIBUS
• SAI0220 Alimentación de rodamiento con PLC Allen Bradley / DEVICENET
• SAI0224 Alimentación de rodamiento con PLC Omron / DEVICENET
• SAI0229 Alimentación de rodamiento conPLC Telemechanique / MODBUS
• SAI0222 Alimentación de rodamiento sin PLC
• SAI0235 Alimentación de rodamiento con transfer modular y PLC Mitsubishi / RS-485
• SAI0263 Alimentación de rodamiento con transfer modular y PLC Siemens / PROFIBUS
• SAI0233 Alimentación de rodamiento con transfer modular y PLC Allen Bradley / DEVICENET
• SAI0264 Alimentación de rodamiento con transfer modular y PLC Omron / DEVICENET
• SAI0265 Alimentación de rodamiento con transfer modular y PLC Telemechanique / MODBUS
• SAI0270 Alimentación de rodamiento con transfer modular, sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

139FMS-200
¡Saque partido a su inversión!
Alimentación del rodamiento
Un alimentador por gravedad almacena losrodamientos. Mediante un cilindro empujador, seextrae el de la posición más baja. Un sensor depresencia dotado de un microrruptor se encarga deverificar que realmente se ha extraído un rodamiento,además de advertir cuándo se han acabado las piezasdel alimentador.
Trasvase al módulo de medida
Mediante un manipulador realizado a partir de unactuador de giro de tipo piñón-cremallera se desplazael rodamiento al siguiente punto. El actuador disponede un brazo con pinza de apertura paralela, para lacorrecta sujeción de la pieza.
Medición de la altura
El rodamiento es depositado en una plataforma sobreun centrador, dicha plataforma es elevada mediante uncilindro neumático sin vástago, y el rodamiento entraen contacto con un palpador que mide su altura. Elpalpador actúa sobre un potenciómetro lineal. En casode que el rodamiento no tenga la altura deseada(programada en el PLC), se rechaza por una rampa deevacuación por medio de un cilindro expulsor.
Inserción del rodamiento
Un manipulador rotolineal con un brazo dotado depinza de dos dedos se encarga de desplazar elrodamiento hasta el alojamiento existente en la base.
Tecnologías integradas:
Neumática, electroneumática, manipulación, PLCs, sensores analógicos, etc.
La estación FMS-202 incluye los siguientes módulos:

FMS-200
140
FMS-203: Prensado hidráulico del rodamiento
En esta fase del proceso se realiza el prensado hidráulico del rodamiento insertado en la estación anterior. El prensado essimulado, para facilitar el desmontaje posterior de los componentes y su reutilización. No obstante, todos los elementos queconstituyen el módulo son totalmente industriales.
En la parte baja de la estación se sitúa el grupo hidráulico completo, necesario para laalimentación del cilindro de prensado con aceite a alta presión.
• SAI0300 FMS-203 Prensado hidráulico con PLC Mitsubishi / RS-485
• SAI0314 FMS-203 Prensado hidráulico con PLC Siemens / PROFIBUS
• SAI0320 FMS-203 Prensado hidráulico con PLC Allen Bradley / DEVICENET
• SAI0324 FMS-203 Prensado hidráulico con PLC Omron / DEVICENET
• SAI0323 FMS-203 Prensado hidráulico con PLC Telemechanique / MODBUS
• SAI0322 FMS-203 Prensado hidráulico sin PLC
• SAI0335 FMS-203 Prensado hidráulico con transfer modular y PLC Mitsubishi / RS-485
• SAI0363 FMS-203 Prensado hidráulico con transfer modular y PLC Siemens / PROFIBUS
• SAI0333 FMS-203 Prensado hidráulico con transfer modular y PLC Allen Bradley / DEVICENET
• SAI0364 FMS-203 Prensado hidráulico con transfer modular y PLC Omron / DEVICENET
• SAI0365 FMS-203 Prensado hidráulico con transfer modular y PLC Telemechanique / MODBUS
• SAI0370 FMS-203 Prensado hidráulico con transfer modular, sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

141FMS-200
¡Multitud de tecnologías integradas en una sola estación!
Inserción/extracción del producto en proceso
La manipulación y traslado del producto en proceso serealiza mediante un actuador de giro neumático, elcual incorpora un brazo con cuatro ventosas. Éstas seencargan de trasladar la pieza por medio de vacío. Elmanipulador incorpora un mecanismo basado enpiñón y correa dentada, para mantener siempre lapieza en posición horizontal.
Alimentación de la prensa
Dos cilindros neumáticos de doble efecto se encargande trasladar el producto en proceso desde el punto detrasvase hasta el de prensado y viceversa.
Prensado del rodamiento
Una vez la pieza está en el punto de prensado, unamampara de protección accionada por un cilindroneumático, desciende para proteger al usuario deeventuales incidentes. A continuación, el cilindro deprensado (controlado por una válvula distribuidora 4/3)baja con fuerza regulable (por medio de una válvulalimitadora de presión). Una vez prensado elrodamiento, se levanta la mampara y el producto enproceso es transportado a la posición original.
Tecnologías integradas:
Hidraúlica, electrohidráulica, neumática, electroneumática, manipulación, sensórica,variador de frecuencia, PLCs
La estación FMS-203 incluye los siguientes módulos de trabajo:
FMS-200
142
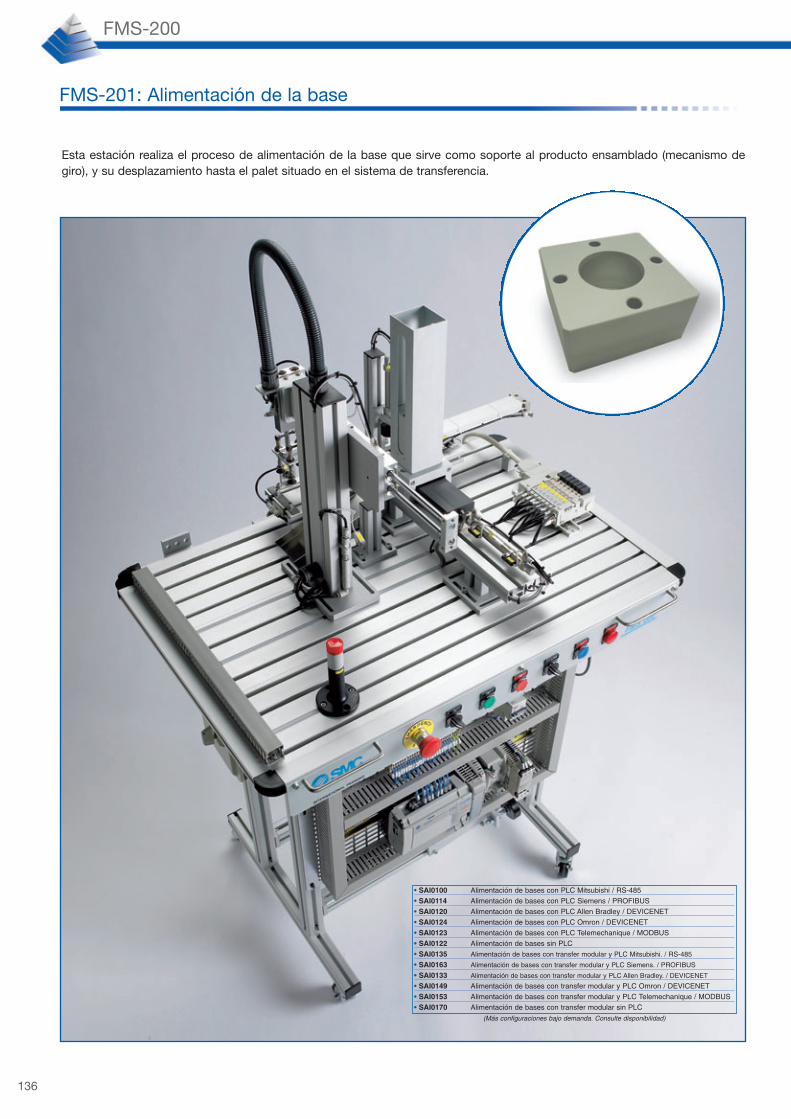
FMS-204: Inserción del eje
En esta cuarta estación de trabajo, se monta un eje sobre el producto en proceso proveniente de la anterior estación. Existendos tipos de ejes, dependiendo del material en que están fabricados: aluminio y nylon. Esto incrementa el número de posiblesproductos terminados que se ensamblan, aumentando también las capacidades didácticas del sistema FMS-200.
• SAI0400 Inserción del eje con PLC Mitsubishi / RS-485
• SAI0414 Inserción del eje con PLC Siemens / PROFIBUS
• SAI0420 Inserción del eje con PLC Allen Bradley / DEVICENET
• SAI0424 Inserción del eje con PLC Omron / DEVICENET
• SAI0423 Inserción del eje con PLC Telemechanique / MODBUS
• SAI0422 Inserción del eje sin PLC
• SAI0435 Inserción del eje con transfer modular y PLC Mitsubishi / RS-485
• SAI0473 Inserción del eje con transfer modular y PLC Siemens / PROFIBUS
• SAI0433 Inserción del eje con transfer modular y PLC Allen Bradley / DEVICENET
• SAI0464 Inserción del eje con transfer modular y PLC Omron / DEVICENET
• SAI0465 Inserción del eje con transfer modular y PLC Telemechanique / MODBUS
• SAI0470 Inserción del eje con transfer modular, sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

143FMS-200
Múltiples módulos integrados
Plato divisor
Las distintas operaciones llevadas a cabo en estaestación, se distribuyen alrededor de un plato giratorioque, mediante un cilindro empujador con movimientooscilante y otros dos cilindros de tope que funcionanalternativamente, gira un número de grados determinadoentre cada una de las operaciones que se llevan a cabo entorno a él.
Alimentación de ejes
Los ejes permanecen almacenados en un alimentador porgravedad. Mediante un sistema de alimentación paso apaso (formado por dos cilindros neumáticos), sonextraídos y depositados en la primera posición del platogiratorio.
Medición de la altura del eje
El eje no es simétrico, y debe colocarse sobre el conjuntoen una posición determinada. Con el fin de asegurar lacorrecta colocación del eje, se realiza una medición dealtura mediante un cilindro neumático equipado con undetector magnético.
Colocación del eje en posición correcta.
En caso de que el módulo anterior detecte que el eje estácolocado en posición incorrecta, un manipulador seencarga de corregirla. El eje es sujetado por una pinza dedos dedos y elevado por medio de un cilindro de vástagosparalelos. Un actuador de giro de 180º se encarga devoltearlo, para después volver a depositarlo en la posiciónadecuada.
Detección del material
Los dos siguientes módulos de la estación se encargan dedetectar el material del que está compuesto el eje. Undetector inductivo y otro capacitivo se encargan dedetectar si el material es nylon o aluminio.
Tecnologías integradas:
Neumática, electroneumática, manipulación, sensórica, vacío, PLCs
Evacuación del eje incorrecto
Esta estación permite seleccionar el tipo de eje que sequiere montar sobre el producto en proceso, de forma quese rechace el eje de material no deseado. Esta función esrealizada por un manipulador de dos ejes con una ventosaen su extremo. Cada eje está compuesto de un cilindro devástagos paralelos, que realizan los movimientos deelevación del eje y su conducción a la rampa deevacuación.
Inserción del eje en el conjunto.
Un manipulador rotolineal se encarga, en la última fase delproceso, de recoger el eje, desplazarlo y posicionarlo en elconjunto. El manipulador cuenta con un brazo conventosa, la cual sujeta el eje por succión durante esteproceso.

FMS-200
144
FMS-205: Inserción de la tapa
Esta estación es la encargada de insertar una tapa sobre el conjunto de piezas que vienen ensamblándose en las estacionesanteriores. Existen 6 tipos distintos de tapas: según material (aluminio y nylon), color (claro y oscuro) y altura (alto y bajo). Estavariedad dota a la estación de mayores posibilidades didácticas debido a toda la serie de operaciones de verificación y mediciónque se realizan.
• SAI0500 Inserción de la tapa con PLC Mitsubishi / RS-485
• SAI0519 Inserción de la tapa con PLC Siemens / PROFIBUS
• SAI0520 Inserción de la tapa con PLC Allen Bradley / DEVICENET
• SAI0524 Inserción de la tapa con PLC Omron / DEVICENET
• SAI0523 Inserción de la tapa con PLC Telemechanique / MODBUS
• SAI0522 Inserción de la tapa sin PLC
• SAI0535 Inserción de la tapa con transfer modular y PLC Mitsubishi / RS-485
• SAI0551 Inserción de la tapa con transfer modular y PLC Siemens / PROFIBUS
• SAI0553 Inserción de la tapa con transfer modular y PLC Allen Bradley / DEVICENET
• SAI0550 Inserción de la tapa con transfer modular y PLC Omron / DEVICENET
• SAI0554 Inserción de la tapa con transfer modular y PLC Telemechanique / MODBUS
• SAI0552 Inserción de la tapa con transfer modular, sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

145FMS-200
¡6 módulos operativos en una sola estación!
Plato divisor
Las operaciones llevadas a cabo en esta estación sedistribuyen alrededor de un plato giratorio de ochoposiciones accionado por un cilindro empujador y provistode sendos cilindros de retención.
Alimentación de la tapa
Las tapas permanecen almacenadas en un alimentadorpor gravedad. Un cilindro con empujador se encarga deextraer una de ellas, y mediante un manipulador rotolinealcon giro de 180º y pinza de apertura paralela se recoge lapieza y se traslada a la posición de descarga. Un sensorde presencia dotado de un microrruptor se encarga deverificar que realmente se ha extraido una tapa y que éstaestá en la posición correcta.
Detección del material
Tres detectores de distinta naturaleza (inductivo,capacitivo y fotoeléctrico) son los encargados de detectarel material y el color de las tapas.
Medición de altura de la tapa
En este caso, para realizar la medición de la tapa se utilizaun encoder lineal, que proporciona dos salidas por pulsos.
Evacuación de tapa incorrecta
En caso de no coincidir la pieza en color, material y/oaltura con los requerimientos indicados por el controlador,un manipulador de dos ejes la recoge y expulsa por larampa de evacuación. Cada eje está compuesto de uncilindro de vástagos paralelos, que realizan losmovimientos de elevación de la tapa y su conducción a larampa de evacuación.
Tecnologías integradas:
Neumática, electroneumática, sensórica, manipulación, PLCs
Inserción en el producto en proceso
En caso de coincidir con las especificaciones marcadas,mediante un manipulador neumático rotolineal se recogela pieza y se inserta en el conjunto. El manipulador cuentacon un brazo con pinza, la cual sujeta la tapaexteriormente.
FMS-200
146
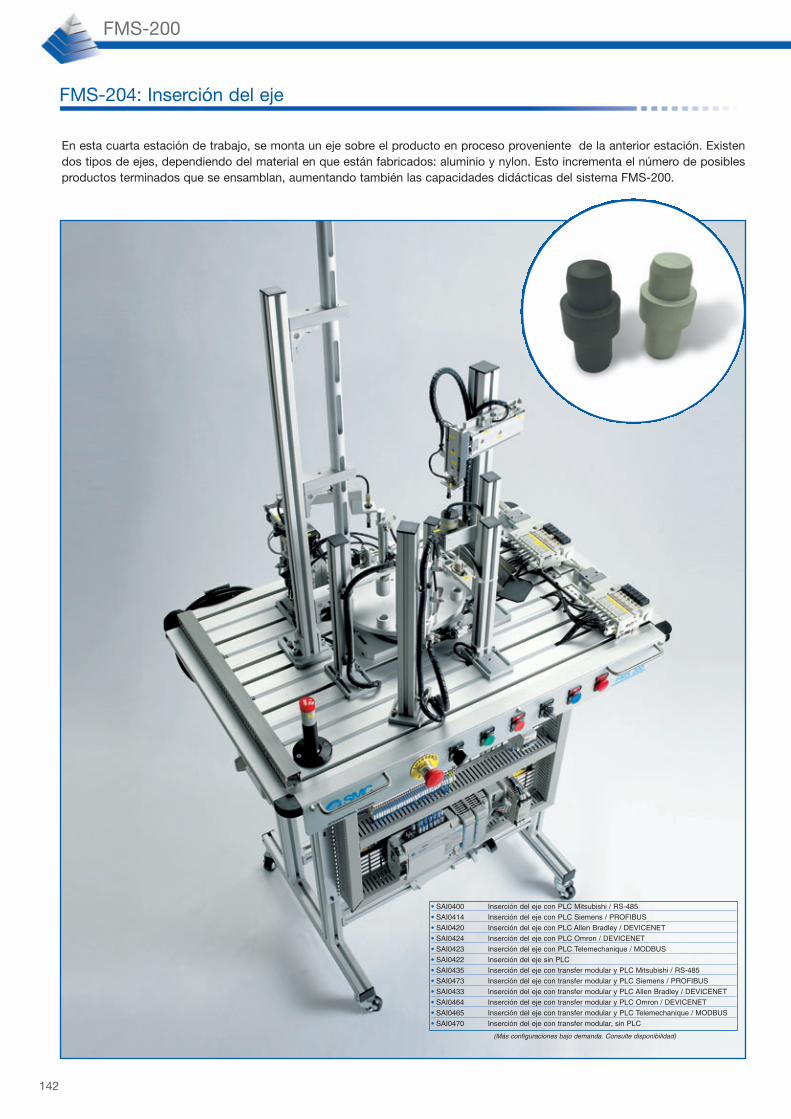
FMS-206: Inserción de tornillos
La sexta estación inserta cuatro tornillos en la base del producto en proceso. Debido a que la alimentación se realiza en un solopunto, se ha incluido en el transfer un mecanismo adicional que realiza giros sucesivos en el palet. Este elemento se componede un cilindro elevador y un actuador de giro.
• SAI0600 Inserción de tornillos con PLC Mitsubishi / RS-485
• SAI0616 Inserción de tornillos con PLC Siemens / PROFIBUS
• SAI0620 Inserción de tornillos con PLC Allen Bradley / DEVICENET
• SAI0624 Inserción de tornillos con PLC Omron / DEVICENET
• SAI0623 Inserción de tornillos con PLC Telemechanique / MODBUS
• SAI0622 Inserción de tornillos sin PLC
• SAI0635 Inserción de tornillos con transfer modular y PLC Mitsubishi / RS-485
• SAI0637 Inserción de tornillos con transfer modular y PLC Siemens / PROFIBUS
• SAI0633 Inserción de tornillos con transfer modular y PLC Allen Bradley / DEVICENET
• SAI0638 Inserción de tornillos con transfer modular y PLC Omron / DEVICENET
• SAI0639 Inserción de tornillos con transfer modular y PLC Telemechanique / MODBUS
• SAI0650 Inserción de tornillos con transfer modular, sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

147FMS-200
¡Multitud de posibilidades de trabajo!
Alimentación de tornillos
Los tornillos se encuentran alojados en un cargadorpor gravedad. Mediante dos cilindros de doble efectosituados en posición contrapuesta, se extrae untornillo y se sitúa sobre la posición de alimentación.
Trasvase
Un detector de fibra óptica verifica la presencia deltornillo, que será trasladado a la posición de recogidapor un cilindro neumático de vástagos paralelos.
Inserción del tornillo
Un manipulador basado en dos cilindros neumáticosrealiza la inserción del tornillo en el producto enproceso. Después, el manipulador de giro presente enel transfer girará para poder insertar el segundo de lostornillos, y así hasta completar la inserción de loscuatro.
Tecnologías integradas:
Neumática, electroneumática, sensórica, manipulación, PLCs
La estación 6 está compuesta por los siguientes módulos:

FMS-200
148
FMS-207: Atornillado robotizado
La séptima estación de FMS-200 supone la integración de la robótica como tecnología con amplia difusión en los entornosautomatizados.
En este caso, por medio de un robot se atornillarán los cuatro tornillos suministrados por la estación anterior. El robot tieneincorporada una herramienta con una pinza neumática y un atornillador eléctrico, y en la mesa de la estación se incluyen dosalmacenes de material (con capacidad para 6 tapas y 6 ejes de distintos materiales, colores y alturas).
Estos componentes permiten al usuario, además de atornillar los cuatro tornillos en el producto en proceso, realizar operacionesde cambio de material, inserción y extracción de material en el conjunto, e intercambio de material entre almacenes.
Estas aplicaciones abren un extenso abanico de programas para la unidad controladora del robot, ampliando enormemente suscapacidades didácticas.
• SAI0700 FMS-207 Atornillado robotizado con PLC Mitsubishi / RS-485
• SAI0716 FMS-207 Atornillado robotizado con PLC Siemens / PROFIBUS
• SAI0720 FMS-207 Atornillado robotizado con PLC Allen Bradley / DEVICENET
• SAI0724 FMS-207 Atornillado robotizado PLC Omron / DEVICENET
• SAI0723 FMS-207 Atornillado robotizado PLC Telemechanique / MODBUS
• SAI0722 FMS-207 Atornillado robotizado sin PLC
• SAI0762 FMS-207 Atornillador robotizado con transfer modular y PLC Mitsubishi / RS-485
• SAI0763 FMS-207 Atornillador robotizado con transfer modular y PLC Siemens / PROFIBUS
• SAI0733 FMS-207 Atornillado robotizado con transfer modular y PLC Allen Bradley/ DEVICENET
• SAI0760 FMS-207 Atornillado robotizado con transfer modular y PLC Omron / DEVICENET
• SAI0764 FMS-207 Atornillado robotizado con transfer modular y PLC Telemechanique / MODBUS
• SAI0761 FMS-207 Atornillado robotizado con transfer modular, sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

149FMS-200
La integración de la robótica
El control de movimientos del robot se lleva a cabo pormedio de un elemento controlador, a través del cualtambién se puede realizar una programación de losmovimientos que tiene que llevar a cabo. Laprogramación se lleva a cabo desde un PC por mediodel software propio del robot.
La estación también comprende una consola deprogramación desde la que introducir las órdenes.
Para evitar riesgos derivados de movimientosincontrolados del robot en la programación del mismo,la estación está equipada de una guarda deprotección.
Tecnologías integradas:
Robótica, neumática,electroneumática, manipulación, PLCs
Disponemos de amplia variedad de versiones delrobot, pudiendo adaptar la oferta a las necesidadesconcretas de nuestros clientes. Consultedisponibilidad.

FMS-200
150
FMS-208: Almacén
Esta fase del proceso de ensamblaje consiste en el almacenamiento de los productos terminados.
En FMS-200, el almacén se ha realizado mediante un sistema basado en dos ejes de coordenadas y en un tercer eje verticalencargado de la recogida del material.
Existe una versión que incluye un terminal de operador con pantalla táctil en color, para dotar de mayor flexibilidad a la estación.
• SAI0800 Almacenaje con PLC Mitsubishi / RS-485
• SAI0813 Almacenaje con PLC Siemens / PROFIBUS
• SAI0820 Almacenaje con PLC Allen Bradley / DEVICENET
• SAI0824 Almacenaje con PLC Omron / DEVICENET
• SAI0823 Almacenaje con PLC Telemechanique / MODBUS
• SAI0822 Almacenaje sin PLC
• SAI0835 Almacenaje con transfer modular y PLC Mitsubishi / RS-485
• SAI0863 Almacenaje con transfer modular y PLC Siemens / PROFIBUS
• SAI0833 Almacenaje con transfer modular y PLC Allen Bradley / DEVICENET
• SAI0849 Almacenaje con transfer modular y PLC Omron / DEVICENET
• SAI0851 Almacenaje con transfer modular y PLC Telemechanique / MODBUS
• SAI0850 Almacenaje con transfer modular, sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

151FMS-200
¡Saque partido a su inversión!
Eje vertical
Está compuesto por un cilindro de vástagos paralelos,al que se adosa una plataforma con cuatro ventosaspara la sujeción de la pieza. Como sensor de presiónse ha incluido un vacuostato digital, que permitevisualizar el valor exacto de presión de vacío.
Ejes posicionadores
Se encargan de trasladar el eje vertical con el productoterminado hasta una posición definida dentro de las 30posiciones con que cuenta el almacén.
Los ejes posicionadores están accionados porservomotores con encoder, para la precisa regulaciónde posición y velocidad por medio de loscorrespondientes “drivers”.
HMI – Terminal de operador (opcional)
Esta opción amplía las posibilidades de la estación alincluir esta nueva tecnología, y permite:
- Operar los accionamientos en modo consola
- Insertar parámetros de movimientos (posiciones,velocidades, aceleraciones, etc.)
- Visualizar posiciones del almacén así comoidentificar el tipo de producto en cada posición
- Efectuar salidas de material según parámetrosFIFO, LIFO o selección por el usuario
- Operar la botonera
- Visualizar alarmas y resetear
Tecnologías integradas:
Actuadores eléctricos, neumática, electroneumática, vacío, sensórica, HMI, PLCs
La estación FMS-208 incluye los siguientes módulos:

FMS-200
152
FMS-209: Secado de pintura en horno
En esta fase del proceso de ensamblaje se simula el secado de pintura por medio de un horno de policarbonato. El producto enproceso se introduce en el horno, en el cual mediante una lámpara de 150W se simula el proceso de secado de la pintura. Unavez terminado éste, el producto sale del horno para dirigirse a la siguiente fase del proceso. El sistema permite modificar el valorde la temperatura y el tiempo de tránsito del conjunto por el horno, dependiendo de las características del producto en proceso(colores, tamaños, altura de los componentes, etc.).
• SAI0171 Secado de pintura con PLC Mitsubishi / RS-485
• SAI0173 Secado de pintura con PLC Siemens / PROFIBUS
• SAI0174 Secado de pintura con PLC Allen Bradley / DEVICENET
• SAI0172 Secado de pintura con PLC Omron / DEVICENET
• SAI0180 Secado de pintura con PLC Telemechanique / MODBUS
• SAI0175 Secado de pintura sin PLC
• SAI0181 Secado de pintura con transfer modular y PLC Mitsubishi / RS-485
• SAI0177 Secado de pintura con transfer modular y PLC Siemens / PROFIBUS
• SAI0182 Secado de pintura con transfer modular y PLC Allen Bradley / DEVICENET
• SAI0176 Secado de pintura con transfer modular y PLC Omron / DEVICENET
• SAI0183 Secado de pintura con transfer modular y PLC Telemechanique / MODBUS
• SAI0179 Secado de pintura con transfer modular, sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

153FMS-200
El proceso
Manipulador de inserción/extracción:
Compuesto por un actuador giratorio, un cilindro sinvástago y otro de vástagos paralelos, permite trasladarel producto en proceso hasta la plataforma decarga/descarga situada sobre los ejes eléctricos. Elsistema de sujeción se ha implementado a través de 4ventosas.
Ejes eléctricos:
Se encargan de introducir el producto en proceso en elhorno, trasladarlo dentro del mismo, y extraerlo unavez terminado el proceso de secado.
A la entrada y salida del horno se dispone de sendaspuertas accionadas por cilindros neumáticos, conbarreras de seguridad para evitar que el productoentre o salga con la puerta cerrada.
Dentro del horno, el producto es transportado por dosejes lineales eléctricos motorizados con servomotores“brushless”.
Horno:
Mientras el producto es transportado a lo largo delhorno, una lámpara de 150W aumenta la temperaturasegún la consigna programada. Una sonda detemperatura situada en el interior del horno mide suvalor y se lo facilita al controlador.
Tecnologías integradas:
Lazos de control, neumática, electroneumática, sensórica, vacío, PLCs

FMS-200
154
FMS-210: Control de calidad por visión artificial
La incorporación de esta estación a la familia FMS-200 supone la integración de la tecnología de control de la calidad por visiónartificial, tan utilizada en los procesos productivos automatizados. El producto en proceso proveniente de la estación anterior estrasladado a la posición de inspección, en la que una cámara de visión artificial examina una serie de variables en dosposiciones. Este sistema es utilizado como control de calidad basado en la comparación de imágenes tomadas por la cámaracon patrones predefinidos.
• SAI0271 FMS-210 Inspección por visión con PLC Mitsubishi / RS-485• SAI0273 FMS-210 Inspección por visión con PLC Siemens / PROFIBUS• SAI0274 FMS-210 Inspección por visión con PLC Allen Bradley / DEVICENET• SAI0272 FMS-210 Inspección por visión con PLC Omron / DEVICENET• SAI0280 FMS-210 Inspección por visión con PLC Telemechanique / MODBUS• SAI0275 FMS-210 Inspección por visión sin PLC• SAI0281 FMS-210 Inspección por visión con transfer modular y PLC Mitsubishi / RS-485• SAI0277 FMS-210 Inspección por visión con transfer modular y PLC Siemens / PROFIBUS• SAI0283 FMS-210 Inspección por visión con transfer modular y PLC Allen Bradley / DEVICENET• SAI0282 FMS-210 Inspección por visión con transfer modular y PLC Omron / DEVICENET• SAI0276 FMS-210 Inspección por visión con transfer modular y PLC Telemechanique / MODBUS• SAI0279 FMS-210 Inspección por visión con transfer modular, sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

155FMS-200
Módulos integrados en la estación
Manipulador inserción/extracción:
Se encarga de trasladar el producto en proceso alpunto de descarga. Está formado por un actuador degiro neumático, que incorpora un brazo con cuatroventosas de sujeción. Para mantener el producto enposición horizontal, el brazo incorpora en su interior unmecanismo basado en piñón y correa dentada.
Sistema de visión artificial:
Un sistema de visión artificial industrial lleva a cabo lainspección del producto en proceso en dos posicionesdiferentes, mediante la verificación de la altura delrodamiento, el color del eje, la altura y el color de latapa y la existencia de los tornillos.
Todo este proceso de inspección se puede visualizar através de la pantalla que incorpora la estación. Si elresultado de la inspección es satisfactorio, el conjuntoserá devuelto al palet situado en el transfer.
En caso de rechazarse la inspección, el producto enproceso será trasladado a la rampa de evacuación pormedio de un manipulador de dos ejes.
Tecnologías integradas:
Visión artificial, neumática, electroneumática, motores, vacío, PLCs
Mesa giratoria:
Este módulo es utilizado para generar un movimientogiratorio del producto. Con cada giro, la mesa rota180º (por medio de un sistema de motor paso a pasoy correa dentada). Un cilindro se encarga de bloquearla mesa después de cada giro.
La estación FMS-210 integra los siguientes módulos:

FMS-200
156
El sistema de transferencia
Para adaptar nuestra oferta a las distintas necesidades de nuestros clientes, FMS-200 se presenta en dos versiones distintas:con un sistema transfer lineal de cuatro metros de longitud, o con tramos de transfer modulares acoplados en cada estación.Presentamos a continuación las dos opciones.
Transfer lineal
Se trata de un sistema de transferencia rectangular, por el cual circulan los palets que contienen el producto ensamblado a lolargo de todas las estaciones de la célula. Estos palets están provistos de un sistema de identificación binario.
Permite integrar a su alrededor hasta un máximo de ocho estaciones de trabajo, que gracias a la concepción de su estructura,se unen de manera fácil.
Asimismo, el transfer permite la ampliación y/o modificaciones sin necesidad de mecanizado. Esto posibilita realizar unainversión escalonada en el tiempo, pudiendo comenzar con una configuración sencilla e ir ampliando estaciones en el futuro.
El transfer tiene incorporados los siguientes elementos:
- Armario de mando y control
- Canaleta de conexiones
- Unidad de tratamiento de aire
- Pulsador de emergencia
- Topes retenedores, y elevadores de palets (situados ambos a la altura de cada estación de proceso)
- Sistema de identificación de palets
- Palets de transporte del producto en proceso
• SAI0900 Módulo transfer con PLC Mitsubishi / RS-485
• SAI0909 Módulo transfer con PLC Siemens / PROFIBUS
• SAI0943 Módulo transfer con PLC Allen Bradley / DEVICENET
• SAI0924 Módulo transfer con PLC Omron / DEVICENET
• SAI0923 Módulo transfer con PLC Telemechanique / MODBUS
• SAI0922 Módulo transfer sin PLC
(Más configuraciones bajo demanda. Consulte disponibilidad)

157FMS-200
Transfer modular
En esta versión de FMS-200, cada una de las estaciones incorpora un tramo individual de transfer, de forma que no esnecesario adquirir el transfer lineal.
Se pueden desarrollar multitud de combinaciones diferentes de estaciones creando distintos layouts, pudiendo realizar lasuniones entre estaciones en 90º o en 180º.
El PLC maestro, presente en una de las estaciones, controla al resto de PLCs de la red.
Los retenedores y elevadores de palets, conexiones eléctricas, tomas de aire y resto de elementos necesarios para elfuncionamiento de cada transfer, están incluidos en cada una de las estaciones correspondientes.
Este sistema permite también la escalabilidad del producto en el tiempo, posibilitando a su vez un mayor número de estacionesque se pueden unir. Es un sistema perfecto para los casos en que existen restricciones de espacio en el laboratorio.
Tecnologías integradas:
Motores, sensórica, neumática, variador de frecuencia,
bus de controladores, bus de campo, PLCs

FMS-200
158
Transfer lineal
4 estaciones
6 estaciones
8 estaciones

159FMS-200
Transfer modular
6 estaciones
10 estaciones

FMS-200
160
simFMS: Simulador virtual en 3D
La tecnología al servicio de la Capacitación
Esta nueva herramienta amplía enormemente el potencial de la célula en el laboratorio.
Mediante simFMS, la capacitación enautomatización industrial no se limita al trabajocon el sistema físico.
Se trata de un moderno software de simulaciónvirtual de la célula FMS-200, de fácil manejo ycon un interfaz atractivo, que permite:
- Simular en 3D las operaciones realizadaspor la célula.
- Programar el PLC virtual y observar enpantalla el resultado de la programación.
- Ver los efectos de una programaciónerrónea en el funcionamiento de cadaestación.
simFMS convierte el aula de automatización enun laboratorio multimedia, y amplíasustancialmente las posibilidades de trabajocon la célula. Una parte de los alumnos puedentrabajar con la simulación, mientras otrospractican con el equipo físico.
simFMS se presenta en un pequeño maletíncon las correspondientes licencias y lasinstrucciones de utilización. Disponible eninglés y español.
*simFMS se suministra como opciónconjuntamente con la FMS-200, pudiendo losusuarios actuales de la célula, adquirirlo paraampliar el laboratorio.
• SAI0010 1 LICENCIA simFMS
• SAI0007 PACK 8 LICENCIAS simFMS
• SAI0008 PACK 16 LICENCIAS simFMS
(Más configuraciones bajo demanda. Consulte disponibilidad)

161FMS-200
SCADA: Supervisión, Control y Adquisición de Datos
Se trata de una aplicación de software cada vez más utilizada en la industria, por la cual se permite llevar a cabo unamonitorización y supervisión del proceso desde la pantalla del ordenador.
Los sistemas SCADA permiten comunicar losdiferentes dispositivos de campo (controladoresautónomos, PLCs, etc.)
La información recogida del proceso puede servisualizada, gestionada y almacenada desde el PC pordistintos niveles funcionales de la empresa (control decalidad, control de producción, supervisión,mantenimiento, etc.).
El sistema permite monitorizar y modificar ciertosparámetros del proceso en tiempo real.
Dispone de un interfaz gráfico similar al sistema real,con animaciones que reproducen lo que estáocurriendo en el proceso.
El SCADA reconoce las alarmas en caso de fallos en elsistema.
Se permite generar históricos de datos y tratar datosestadísticos.
El sistema SCADA es totalmente operativo. Disponemos de una ampliavariedad de marcas de sistema SCADA adaptados a nuestro producto. Porfavor, consulte disponibilidad.
El usuario puede generar su propio interfaz gráfico ydefinir y programar la funcionalidad del SCADA.
• SAI0040 FMS-200 SCADA CX Supervisor SIEMENS
• SAI0041 FMS-200 SCADA CX Supervisor OMRON
• SAI0042 FMS-200 SCADA CX Supervisor MITSUBISHI
• SAI0043 FMS-200 SCADA CX Supervisor A. BRADLEY
(Más configuraciones bajo demanda. Consulte disponibilidad)

FMS-200
162
Documentación
El sistema FMS-200 incluye un juego completo de documentación compuesto por manual de usuario y manual de prácticas.
El manual de usuario comprende la descripción del equipo, todos los planos y esquemas neumáticos, mecánicos, eléctricosy grafcet, así como información técnica de los componentes industriales que componen el equipo.
El manual de prácticas incluye una colección de actividades prácticas destinadas al desarrollo de las capacidadesprofesionales descritas anteriormente, convenientemente estructuradas en unidades temáticas.

163FMS-200
Otros soportes didácticos
autoSIM-200: ¡El camino más
corto hacia la automatización!
Software para la formación en
tecnologías de automatización.
Más información en pág. 22.
Libro de tecnología neumática.
Incluye todos los conceptos y
conocimientos relacionados
con la tecnología neumática.
Más información en la pág. 64.
Transparencias de neumática.
Conjunto de transparencias
organizadas por capítulos,
para su uso como apoyo en el
laboratorio. En formato CD o
transparencia para proyector.
Más información en pág. 64.
Maleta con simbología
neumática.
Conjunto de símbolos
magnéticos para trabajar en
pizarra metálica. Más
información en pág. 64.
Además de la documentación incluida en cada equipo, el usuario
puede complementar su formación con los siguientes soportes
didácticos:

• Dimensiones: 900x540x900 mm • Unidad de tratamiento de aire: con regulador de presión y manómetro• Botonera mando: Pulsadores marcha, paro, reset. Selector ciclo continuo/único y seccionador. Seta emergencia y piloto error.
• Módulo alimentación bases- Cilindro doble efecto con reguladores de caudal y detectores de posición inicial y final. Controlado por electroválvula.- Detectores magnéticos tipo reed. - Detector inductivo.
• Módulo verificación de la posición- Cilindro doble efecto con reguladores de caudal y detector de posición final. Controlado por electroválvula.- Detector magnético tipo reed.
• Módulo desplazamiento- Cilindro sección rectangular, con reguladores de caudal y detector de posición final. Controlado por electroválvula.- Detector magnético tipo reed.
• Módulo rechazo base incorrecta- Cilindro simple efecto con regulador de caudal. Controlado por electroválvula.
• Módulo inserción en palet- Eje horizontal: Cilindro vástagos paralelos con reguladores de caudal y detectores de posición inicial y final. Controlado por
electroválvula.- Eje vertical: cilindro vástagos paralelos con reguladores de caudal y detectores de posición inicial y final. Controlado por electroválvula.- Placa sujeción: 4 ventosas telescópicas con eyector de vacío. Controlado por electroválvula.- Detectores magnéticos tipo reed.- Vacuostato salida PNP
• Panel eléctrico control:- Montado sobre malla perforada 550 x 400 mm- Bornero accesible con conexiones alimentación e I/O codificadas.- Interruptor térmico incorporado- I/O estación: 14 entradas/10 salidas.- Fuente de alimentación: 24V/2.1A- Control PLC: según elección del usuario
FMS-201: Estación de alimentación y verificación de la base.
• Dimensiones: 900x540x900 mm • Unidad tratamiento aire: con regulador de presión y manómetro• Botonera mando: Pulsadores marcha, paro, reset. Selector ciclo continuo/único y seccionador. Seta emergencia y piloto error.
• Módulo alimentación rodamientos- Cilindro doble efecto con reguladores de caudal y detector de posición final. Controlado por electroválvula.- Detector magnético tipo reed. - Sensor de presencia: microrruptor.
• Módulo trasvase estación de medida- Actuador de giro: tipo piñon/ doble cremallera con reguladores de caudal y detector de posición 0º, 90º, y 180º. Controlado por
electroválvula.- Brazo de sujección: pinzas neumáticas de dos dedos de apertura paralela controladas por electroválvula.- Detectores magnéticos tipo reed.
• Módulo medición de altura- Cilindro compacto simple efecto controlado por electroválvula.- Cilindro sin vástago con reguladores de caudal y detectores de posición inicial y final. Controlado por electroválvula.- Cilindro de doble efecto con reguladores de caudal. Controlado por electroválvula.- Detectores magnéticos tipo reed. - Potenciómetro lineal.
• Módulo inserción del rodamiento- Cilindro compacto de movimiento lineal y rotativo con reguladores de caudal y detector de posición inicial y final de carrera en el
movimiento lineal, y del 0º y 180º en el rotativo. Controlado por 2 electroválvulas.- Pinzas neumáticas de dos dedos de apertura paralela, controladas por electroválvula.- Detectores magnéticos tipo reed
• Panel eléctrico control:- Montado sobre malla perforada 550 x 400 mm- Bornero accesible con conexiones alimentación e I/O codificadas.- Interruptor térmico incorporado.- I/O estación: 15 entradas/13 salidas.- Fuente de alimentación: 24V/2.1A.- Control PLC: según elección del usuario.
FMS-202: Estación de alimentación , verificación y montaje del rodamiento
FMS-200
164
165FMS-200
• Dimensiones: 900x540x900 mm • Unidad tratamiento aire: con regulador de presión y manómetro.• Botonera mando: Pulsadores marcha, paro, reset. Selector ciclo continuo/único y seccionador. Seta emergencia y piloto error.
• Modulo inserción/extracción del producto en proceso- Actuador de giro tipo piñon/ doble cremallera con reguladores de caudal y detectores de 0º, 90º, y 180º. Controlado por electroválvula.- Brazo de sujección: 4 ventosas con eyector para generación del vacío. Controlado por electroválvula - Detectores magnéticos tipo reed. - Vacuostato salida PNP.
• Módulo alimentación de la prensa- 2 cilindros doble efecto con reguladores de caudal y detectores de posición del inicio y final de carrera. Controlados por electroválvula.- Detectores magnéticos tipo reed.
• Módulo prensado del rodamiento- Cilindro de vástagos paralelos doble efecto con reguladores de caudal y detector de posición final. Controlado por electroválvula.- Cilindro hidráulico compacto doble efecto con reguladores de caudal y detectores de posición inicial y final, controlado por electroválvula. - Detector magnético tipo reed.
• Panel eléctrico control:- Montado sobre malla perforada 550x400 mm- Bornero accesible con conexiones alimentación e I/O codificadas.- Interruptor térmico incorporado.- I/O estación: 18 entradas/11 salidas.- Fuente de alimentación: 24V/2.1A.- Filtro de red.- Convertidor de frecuencia.- Contactor para accionamiento grupo hidráulico.- Grupo hidráulico con manómetro indicador y limitador de presión.- Control PLC: según elección del usuario
FMS-203: Estación de prensa hidráulica
FMS-204: Estación de alimentación , selección e inserción del eje.• Dimensiones: 900x540x900 mm • Unidad tratamiento aire: con regulador de presión y manómetro• Botonera mando: Pulsadores marcha, paro, reset. Selector ciclo continuo/único y seccionador. Seta emergencia y piloto error.
• Módulo plato divisor- Cilindro compacto de doble efecto con reguladores de caudal y detector de posición inicial. Controlado por electroválvula. - 2 cilindros compactos controlados por electroválvula 5/2 monoestable.- Detector magnético tipo reed.
• Módulo alimentación de ejes- 2 cilindros de doble efecto controlados por electroválvula.
• Módulo medición de la altura del eje- Cilindro de doble efecto con reguladores de caudal y detector de posición final, controlado por electroválvula.- Detector magnético tipo reed.
• Módulo colocación eje en posición correcta- Pinza de dos dedos de apertura paralela y doble efecto, controlada por electroválvula.- Cilindro de vástagos paralelos y doble efecto con reguladores de caudal y detectores de posición inicial y final. Controlado por
electroválvula.- Actuador de giro: doble efecto _max=180º, con reguladores de caudal, controlado por electroválvula.- Detectores magnéticos tipo reed
• Módulo detección del material del eje- Detector inductivo.- Detector capacitivo.
• Módulo evacuación eje incorrecto- Eje horizontal: cilindro de vástagos paralelos doble efecto, con reguladores de caudal y detectores de posición inicial y final. Controlada
por electroválvula.- Eje vertical: cilindro de vástagos paralelos y doble efecto, con reguladores de caudal y detectores de posición inicial y final. Controlado
por electroválvula.- Brazo de sujección: ventosa con eyector de vacio, controlada por electroválvula.- Detectores magnéticos tipo reed.- Vacuostato de salida PNP.
• Módulo inserción eje en conjunto- Cilindro compacto de movimiento lineal y rotativo con reguladores de caudal y detectores de posición inicial y final en movimiento lineal
y del 0º y 180º en el rotativo. Controlada por dos electroválvulas.- Ventosa con eyector de generación de vacio, controlada por electroválvula.- Detectores magnéticos tipo reed. - Vacuostato de salida PNP.
• Panel eléctrico control:- Montado sobre malla perforada 550 x 400 mm- Bornero accesible con conexiones alimentación e I/O codificadas.- Interruptor térmico incorporado.- I/O estación: 20 entradas/6 salidas.- Fuente de alimentación: 24V/2.1A.- Control PLC: según elección del usuario.

FMS-200
166
• Dimensiones: 900x540x900 mm
• Unidad tratamiento aire: con regulador de presión y manómetro.
• Botonera mando: Pulsadores marcha, paro, reset. Selector ciclo continuo/único y seccionador. Seta emergencia y piloto indicador error.
• Módulo plato divisor
- Cilindro compacto de doble efecto con reguladores de caudal y detector de posición inicial. Controlado por electroválvula.
- 2 cilindros compactos controlados por electroválvula 5/2 monoestable.
- Detector magnético tipo reed.
• Módulo alimentación de tapas
- Cilindro de doble efecto, con reguladores de caudal y detector de posición final. Controlados por electroválvula.
- Detector magnético tipo reed.
- Sensor de presencia microrruptor.
• Módulo estación de carga
- Cilindro compacto de movimiento lineal y rotativo con reguladores de caudal y detector de posición inicial y final en movimiento lineal ydel 0º y 180º en el rotativo. Controlada por dos electroválvulas.
- Pinzas neumáticas de dos dedos de apertura paralela controladas por electroválvula.
- Detectores magnéticos tipo reed.
• Módulo estaciones de detección del material
- Detector inductivo
- Detector capacitivo.
- Detector fotoeléctrico.
• Módulo medición tapa
- Cilindro con lectura de carrera doble, con reguladores de caudal. Controlado por electroválvula.
- Encoder lineal integrado en el cilindro.
• Módulo evacuación tapa incorrecta
- Cilindro de vástagos paralelos doble efecto con reguladores de caudal y detectores de posición inicial y final. Controlado por
electroválvula.
- Cilindro de vástagos paralelos y doble efecto con reguladores de caudal y detector de posición inicial. Controlado por electroválvula.
- 3 ventosas con eyector de generación de vacío, controladas por electroválvula.
- Detectores magnéticos tipo reed
- Vacuostato de salida PNP.
• Módulo inserción tapa
- Cilindro compacto de movimiento lineal y rotativo con reguladores de caudal y detectores de posición inicial y final en movimiento lineal
y del 0º y 180º en el rotativo. Controlada por dos electroválvulas.
- Pinzas neumáticas de dos dedos de apertura paralela, controladas por electroválvula.
- Detectores magnéticos tipo Reed.
• Panel eléctrico control:
- Montado sobre malla perforada 550 x 400 mm
- Bornero accesible con conexiones alimentación e I/O codificadas.
- Interruptor térmico incorporado.
- I/O estación: 22 entradas/16 salidas.
- Fuente de alimentación: 24V/2.1A.
- Control PLC: según elección del usuario
FMS-205: Estación de alimentación, selección y colocación de la tapa.
Páginas técnicas
167FMS-200
• Dimensiones: 900x540x900 mm.
• Unidad tratamiento aire: con regulador de presión y manómetro.
• Botonera mando: Pulsadores marcha, paro, reset. Selector ciclo continuo/único y seccionador. Seta emergencia y piloto error.
• Módulo alimentación de tornillos
- 2 cilindros de doble efecto controlados por electroválvula.
• Módulo transvase
- Cilindro de vástagos paralelos y doble efecto con reguladores de caudal y detectores de posición inicial y final. Controlado porelectroválvula.
- Detectores magnéticos tipo reed.
- Fotocélula.
- Fibra óptica.
• Módulo manipulador inserción tornillo
- Cilindro de vástagos paralelos doble efecto Ø25 con reguladores de caudal y detectores de posición inicial y final. Controlado por
electroválvula.
- Cilindro de vástagos paralelos y doble efecto con reguladores de caudal y detectores de posición inicial y final. Controlado por
electroválvula.
- Pinzas neumática de dos dedos de apertura paralela y detectores de posición abierta y cerrada. Controlada por electroválvula.
- Detectores magnéticos tipo reed.
• Panel eléctrico control:
- Montado sobre malla perforada 550x400 mm
- Bornero accesible con conexiones alimentación e I/O codificadas.
- Interruptor térmico incorporado.
- I/O estación: 13 entradas/9 salidas.
- Fuente de alimentación: 24V/2.1A.
- Control PLC: según elección del usuario
FMS-206: Estación de montaje de tornillos
• Dimensiones: 900x540x900 mm
• Botonera mando: Pulsadores marcha, paro, reset. Selector ciclo continuo/único y seccionador. Seta emergencia y piloto error.
• Elementos de la estación:
- Robot de 5 ejes según elección del usuario.
- Atornillador eléctrico.
- Pinza neumática controlada por electroválvula.
- Carenado de metacrilato para protección del usuario.
• Panel eléctrico control:
- Montado sobre malla perforada 550x400 mm.
- Bornero accesible con conexiones alimentación e I/O codificadas.
- Interruptor térmico incorporado.
- I/O estación: 8 entradas/8 salidas.
- Relé para alimentación del atornillador.
- Fuente de alimentación: 24V/0.6A.
- Fuente de alimentación: 5V/2.5A.
- Controladora del robot, consola de programación, software de programación y cable según elección del usuario.
- Control PLC: según elección del usuario.
FMS-207: Estación de robot ensamblador-desensamblador y atornillador

FMS-200
168
• Dimensiones: 900x650x900 mm.
• Unidad tratamiento aire: con regulador de presión y manómetro
• Botonera mando: Pulsadores marcha, paro, reset. Selector ciclo continuo/único y seccionador. Seta emergencia y piloto indicador error.
• Módulo eje vertical- Cilindro de vástagos paralelos doble efecto con reguladores de caudal y detectores de posición inicial y final. Controlado por
electroválvula 5/2 monoestable.
- Sujección: 4 ventosas con eyector de generación de vacio. Controladas por electroválvula.
- Detectores magnéticos tipo reed
- Vacuostato digital de salida PNP
• Módulo ejes posicionadores- 2 actuadores eléctricos lineales
- Motores “brushless” para los actuadores lineales (50 y 100W).
- Detectores magnéticos tipo reed
• Panel eléctrico control:- Montado sobre malla perforada 550x400 mm
- Bornero accesible con conexiones alimentación e I/O codificadas.
- Interruptor térmico incorporado.
- I/O estación: 15 entradas/15 salidas.
- “Drivers” para controlar los motores incorporados en los actuadores lineales.
- Consola de programación para los “drivers” en caso de ser necesario.
- Control PLC : según elección del usuario
FMS-208: Estación de almacenaje de producto terminado.
Páginas técnicas
• Dimensiones: 900x540x900 mm.• Unidad de tratamiento de aire: con regulador de presión y manómetro indicador.• Panel de mando: Pulsadores de marcha, paro y reset. Piloto indicador de error y seta de emergencia.
• Módulo inserción/extracción- Cilindro doble efecto sin vástago con reguladores de caudal y detector de posición inicial y final. Controlado por electroválvula.- Actuador rotativo con reguladores de caudal y detectores de posición 0º y 180º. Controlado por electrováluva.- Cilindro de doble efecto y doble vástago, con reguladores de caudal y detectores de posición inicial y final. Controlado por electroválvula.- Sujección: 4 ventosas de vacío, con eyector generador de vacío. Controlado por electroválula 3/2 biestable.- Vacuostato de salida PNP.
• Módulo ejes eléctricos- 2 actuadores lineales .- Motores “brushless” de 50 y 100 W .
• Módulo Horno- 2 cilindros de doble efecto y de vástagos paralelos, con reguladores de caudal y detectores de posición inicial y final. Controlados por
electroválvula.- Motor.
• Panel eléctrico de control:- Montado sobre malla perforada 550x400 mm.- Bornero accesible con conexiones alimentación e I/O codificadas.- Interruptor térmico incorporado.- I/O estación: 22 entradas/27 salidas.
- Fuente de alimentación: 24V (60W).
- “Drivers” para actuadores lineales.
- Controlador de temperatura.
- PLC : según elección del usuario.
- CPU con tarjetas de expansión I/O.
- Tarjeta de comunicación.
FMS-209: Estación de secado de pintura en horno.

169FMS-200
• Dimensiones: 900x540x900 mm • Unidad tratamiento aire: con regulador de presión y manómetro indicador• Botonera mando: Pulsadores marcha, paro, reset. Selector ciclo continuo/único y seccionador. Seta emergencia y piloto indicador error.
• Módulo de inserción/extracción del conjunto- Actuador de giro tipo piñón/ doble cremallera, con reguladores de caudal y detectores de 0º, 90º y 180º . Controlado por electroválvula.- Brazo de sujección: 4 ventosas con eyector de vacío. Controlado por electroválvula.- Detectores magnéticos tipo reed - Vacuostato salida PNP
• Módulo mesa giratoria- Cilindro de doble efecto con detector de posición inicial. Controlado por electroválvula.- Motor paso a paso.- Detectores magnéticos tipo reed
• Módulo sistema de visión artificial- Incluye la unidad procesadora, cámara, lentes, monitor TFT de 5,5 pulgadas, consola de programación y accesorios necesarios.
• Módulo de evacuación de producto en proceso defectuoso- Eje horizontal: cilindro de vástagos paralelos con reguladores de caudal y detector de posición inicial y final. Controlado por
electroválvula.- Eje vertical: cilindro de vástagos paralelos con reguladores de caudal y detector de posición inicial y final. Controlado por electroválvula.- Brazo de sujección: 4 ventosas con eyector para generación del vacío. Controlado por electroválvula.- Detectores magnéticos tipo reed - Vacuostato salida PNP
• Panel eléctrico control:- Montado sobre malla perforada 550x400 mm- Bornero accesible con conexiones de alimentación e I/O codificadas.- Interruptor térmico incorporado.- I/O estación: 32 entradas/22 salidas.- Fuente de alimentación: 24V/2.1A.- Fuente de alimentación 5V/2.5A.- “Driver” de pulsos para motor paso a paso.- Controlador del sistema de visión artificial.- Control PLC: según elección del usuario.
FMS-210: Estación de control de calidad por visión artificial
• Dimensiones: 3900x130x970 mm.• Accionamiento: 2 motores trifásicos 230V/1.8A 0.37Kw.• Unidad tratamiento aire: con regulador de presión y manómetro indicador con presostato incorporado.
- 8 Cilindros compactos de doble efecto controlados por electroválvulas.- 3 Cilindros compactos con guía de doble efecto, con reguladores de caudal. Controlados por electroválvulas.- Actuador de giro de doble efecto _max:90º, con reguladores de caudal. Controlado por electroválvula.- 2 Cilindros sin vástago de doble efecto con reguladores de caudal y detectores de posición inicial y final. Controlados por electroválvulas.- Detectores magnéticos tipo reed.- 24 detectores inductivos.- 2 detectores capacitivos.- 8 microrruptores.- 10 Módulos para bus de campo de 4 entradas y 4 salidas.
• Panel eléctrico control:- Montado en armario 700 x 500mm. Fondo 230mm.- Bornero accesible con conexiones de alimentación e I/O codificadas.- Interruptor térmico incorporado.- I/O estación: 5 entradas/6 salidas.- Pulsadores marcha, paro. 1 seta de emergencia y 2 pilotos indicadores de defecto y en línea.- Filtro de red.- Convertidor de frecuencia con filtro.- Panel de operador para programación de variador.- 2 contactores trifásicos de alimentación de los motores.- Control PLC : según elección del usuario
Sistema de transporte. Transfer lineal
Sistema de transporte. Transfer modular• Dimensiones: 1000x130x970 mm.• Motor: 24 Vcc.
- 1 cilindro de doble efecto compacto controlado por electroválvula.- 3 detectores inductivos.- 1 microinterruptor.- Módulos Bus de Campo: Módulo de 8E/8S