
Elementos de Diseño de Plantas
45
INDUSTRIAS II Elementos de Diseño de Plantas
-
Upload
maria-del-carmen-ojea -
Category
Documents
-
view
519 -
download
3
Transcript of Elementos de Diseño de Plantas
INDUSTRIAS II
Elementos de Diseño de Plantas
Programación
Elementos de Diseño de Plantas Procesos Unitarios Química Industrial Ácido Sulfúrico Elementos de Control Fertilizantes Industria Papelera, Láctea, Textil y Petrolera
Elementos de Diseño de Plantas Diagramas de flujo en Ingeniería Diagramas en Bloques Diagramas simplificados de los equipos
del proceso Diagramas detallados de equipos Diagrama de distribución de equipos e
instalaciones (Lay-out) Diagramas de Instrumentación
Instrumentación de Procesos Desarrollo del P&ID
Brunel, Isambard Kingdom (Portsmouth, 1806-Westminster, 1859) Ingeniero británico.
Hijo de M.I. Brunel, destacó en la construcción de vías férreas y puentes, y posteriormente se dedicó a construir buques de vapor, entre ellos el Great Britain (1843), que fue el primer transatlántico de hierro.
El ingeniero es la persona que puede hacer con 10 peniques lo que cualquier hijo de vecino podría hacer por una libra esterlina.
Se deduce que la optimización de costos es crucial para definir al ingeniero. A fin de optimizar costos, el ingeniero suele seguir rutas que consisten en precisar, en todo detalle, el diseño de la obra a construir (que hoy conoceríamos como el proyecto de inversión). Naturalmente, el ingeniero contemporáneo debe incorporar a su análisis de costos todos los elementos de factibilidad ambiental adecuados, asunto que para nuestros pares de principio de siglo estaba absolutamente fuera de cuestión.
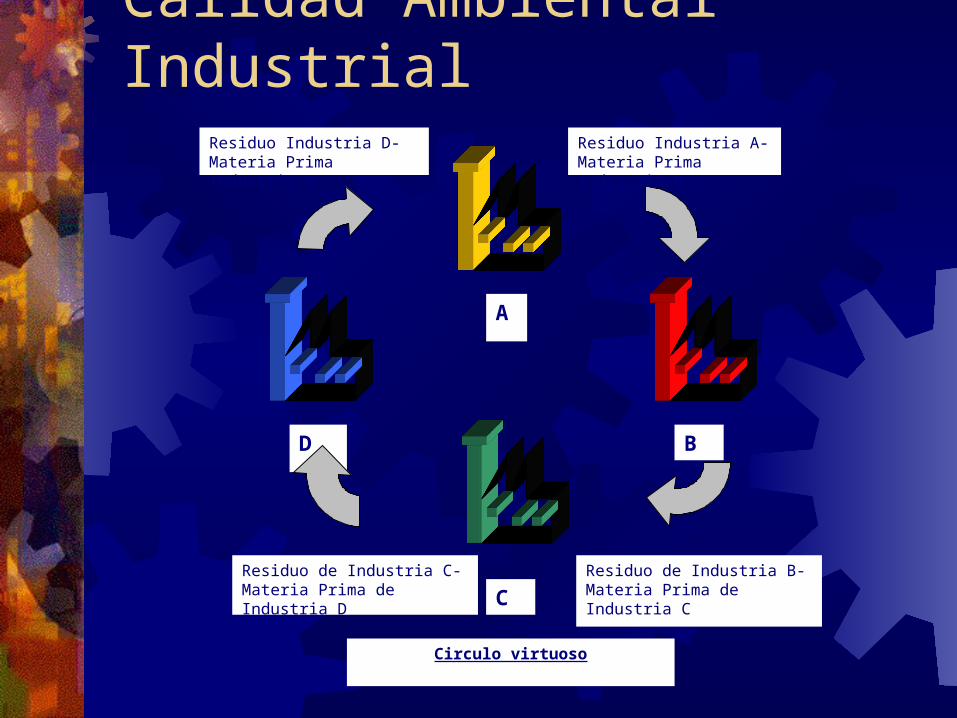
Calidad Ambiental Industrial
Residuo de Industria B-Materia Prima de Industria C
Residuo Industria A-Materia Prima Industria B
B
A
C
D
Residuo de Industria C-Materia Prima de Industria D
Residuo Industria D-Materia Prima Industria A
Circulo virtuoso
Una vez bien definidos el problema y su solución conceptual, se debe desarrollar una etapa de clasificación, parametrización y explicación de los aspectos científicos (o fundamentales) de la solución. Normalmente esta etapa se refleja en una memoria, (es decir, texto, tablas, fórmulas y cálculos) que describe lo conocido hasta la fecha. Cuan óptimo y actualizado resulte el proyecto estará comprometido en esta temprana etapa. En esta etapa se suelen generar varias alternativas y la elección de la óptima depende de la factibilidad técnica, de su impacto ambiental y de sus costos (factibilidad económica).
Por ejemplo, para neutralizar acidez, se dispone de amplios conocimientos fundamentales que recorren desde los conceptos de ácidos y bases hasta los equilibrios de soluciones complejas; la memoria (o informe) de fundamentos de ingeniería de un proyecto de neutralización podría iterar extensamente sobre estos aspectos, sin embargo, la idea es sólo citar los conocimientos a utilizar y concentrarse en sus implicaciones directas de proceso
Así, se podrá pensar en un sistema en base a cal (que por ser sólida genera un nuevo problema de sales de calcio que deben ser dispuestas en forma ambientalmente segura) o en un sistema en base a dosificación de hidróxidos solubles (p.e. de sodio que es un reactivo más caro que la cal pero que no produce residuos). Cada posible reactivo y reactor genera alternativas distintas de proceso que deben ser evaluadas en términos comparativos, destacando sus méritos o deméritos
A continuación se debe establecer una noción del proceso. A partir de etapas de complejidad creciente y de los procesos unitarios. Cada paso se orienta a una reducción de la incertidumbre asociada a la solución; es decir, conforme avanza el proyecto, es cada vez más clara la forma final de la solución, hasta llegar a la planta construida y operando.
La forma específica de las soluciones inicialmente planteadas, se refleja en diagramas de flujo (flow-sheet) de cada proceso propuesto. Usualmente, en un mismo proyecto se deben examinar las particularidades de varios diagramas de flujo alternativos, cada uno basado en principios distintos o en secuencias distintas de operaciones del proceso. El objetivo de esta etapa es poder optar por un número reducido (idealmente, uno) de alternativas que se seguirán desarrollando.
Conocidos los flow-sheet, que resuelven el problema propuesto y que se justifican conceptualmente, se procede a dimensionar los equipos de proceso, mediante metodologías que dependen de la naturaleza del proceso pero que en general son simples, por ejemplo, suponer estado estacionario del proceso. El dimensionamiento tiene por objetivo crucial la obtención de tamaño y costo de cada solución alternativa, con una precisión baja (20 a 30 por ciento) pero que permita, en orden de magnitud
Prosigue la etapa del diseño en ingeniería de procesos que es conocida como diseño de equipos, a diferencia del diseño de plantas, que conforman dos especialidades distintas.
Posterior al dimensionamiento de equipos, es necesario diseñar la operación del proceso. Es decir, exactamente cómo se consigue que el proceso propuesto funcione. Primeramente será la disposición de cañerías que permitan el transporte de fluidos y materiales desde una operación a otra; esta tarea suele ser conocida como el piping o el diseño de canalizaciones
Se deberán disponer válvulas, bombas motores, medidores de caudal, etc., que permitan manejar el proceso en el punto (velocidad, concentración, demanda, etc.) requerido; esta tarea es llamada la instrumentación del proceso. La operación del proceso puede ser automática o manual, asunto que incidirá sobre la complejidad de la tarea de diseño y de su futura operación; pero, en cualquier caso, se deberá disponer de elementos que permitan manejar la planta a fin de satisfacer la demanda planteada por el problema bajo análisis.
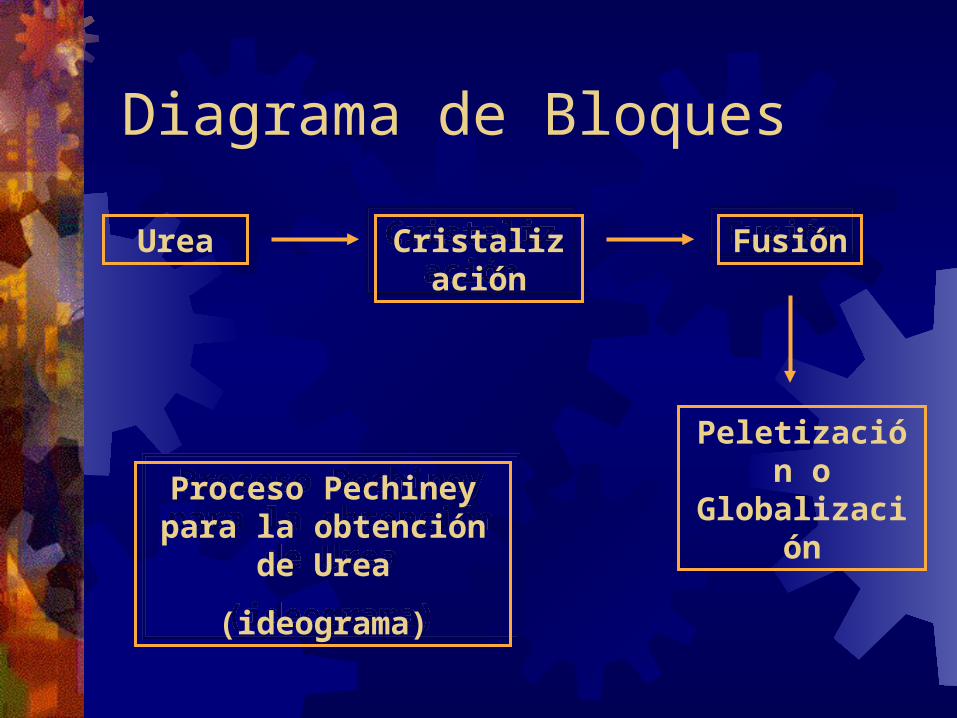
Diagrama de Bloques
Urea CristalizaciónCristalización FusiónFusión
Peletización o GlobalizaciónProceso Pechiney para la
obtención de Urea
(ideograma)
Proceso Pechiney para la obtención de Urea
(ideograma)

Datos TécnicosTemperatura 180ºCPresión 200 AtmMat. Convertidor PbR= NH3:CO2:H2O 2:1:0
Conversión CO2 50%
Conversión NH3 50%
Medio de la reacción Aceite
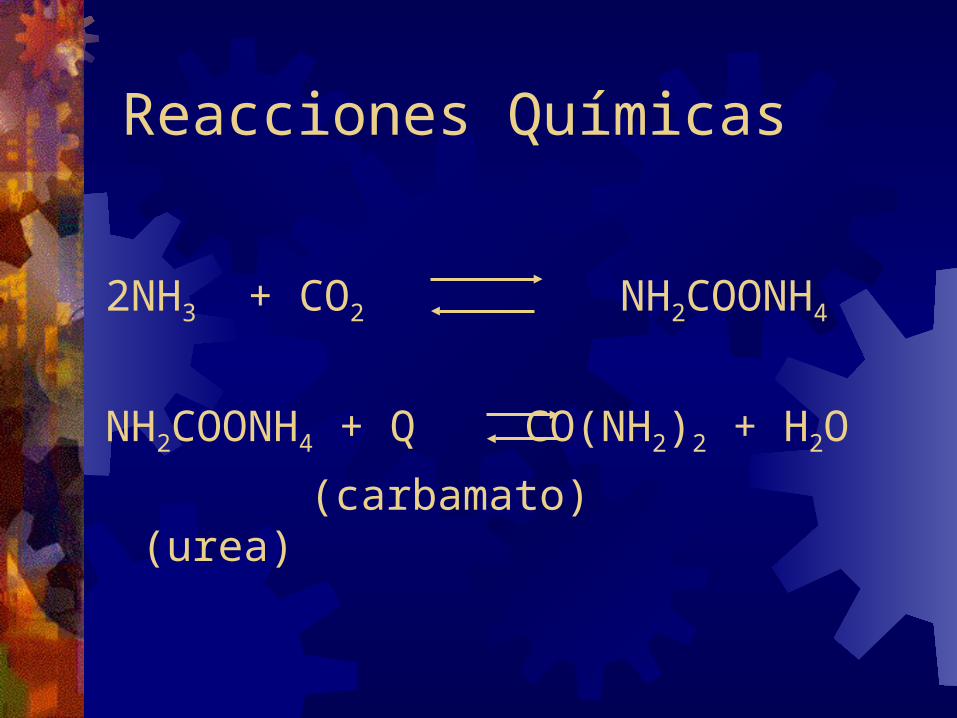
Reacciones Químicas
2NH3 + CO2 NH2COONH4
NH2COONH4 + Q CO(NH2)2 + H2O
(carbamato) (urea)

Planta Industrial
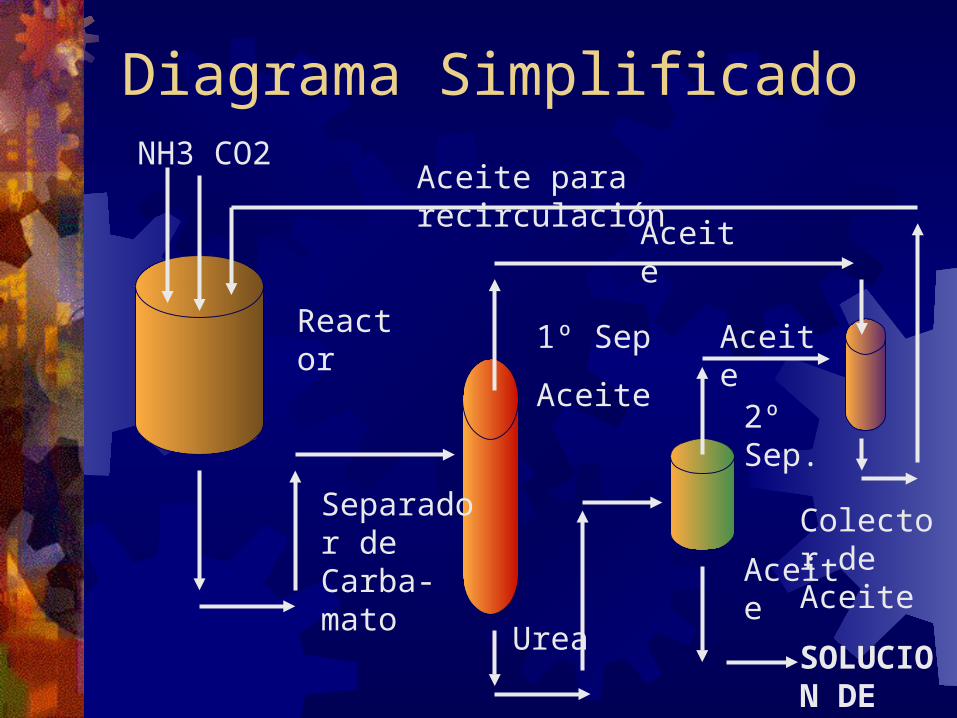
Diagrama SimplificadoNH3 CO2
Aceite para recirculación
Reactor
Separador de Carba- mato
Urea
Aceite
SOLUCION DE UREA
Aceite
2º Sep. Aceite
1º Sep
Aceite
Colector de Aceite
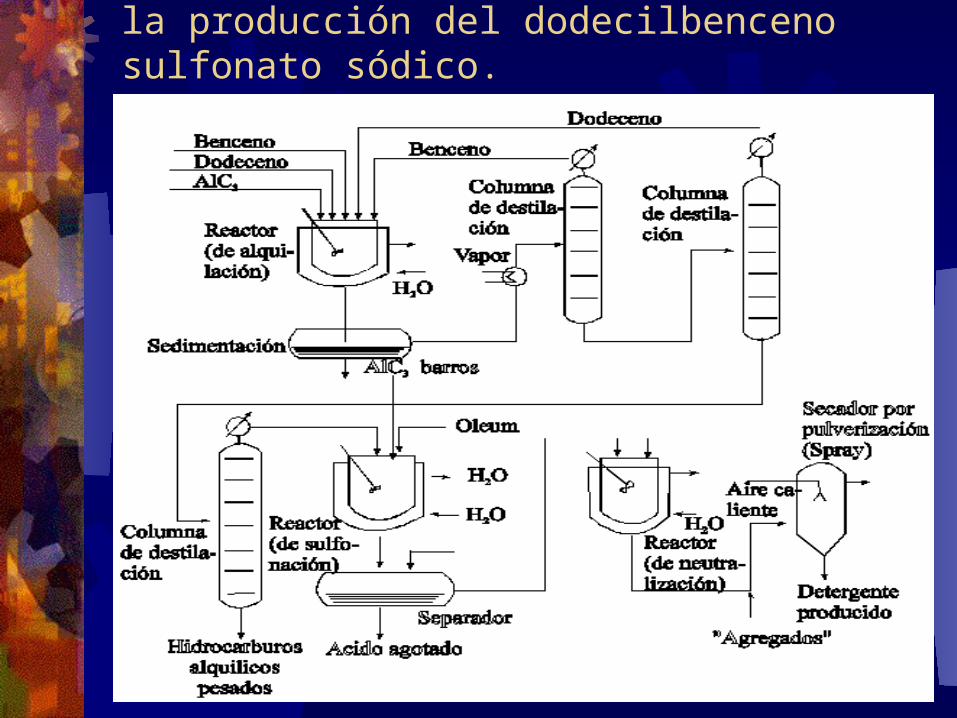
Diagrama de flujo cualitativo para la producción del dodecilbenceno sulfonato sódico.
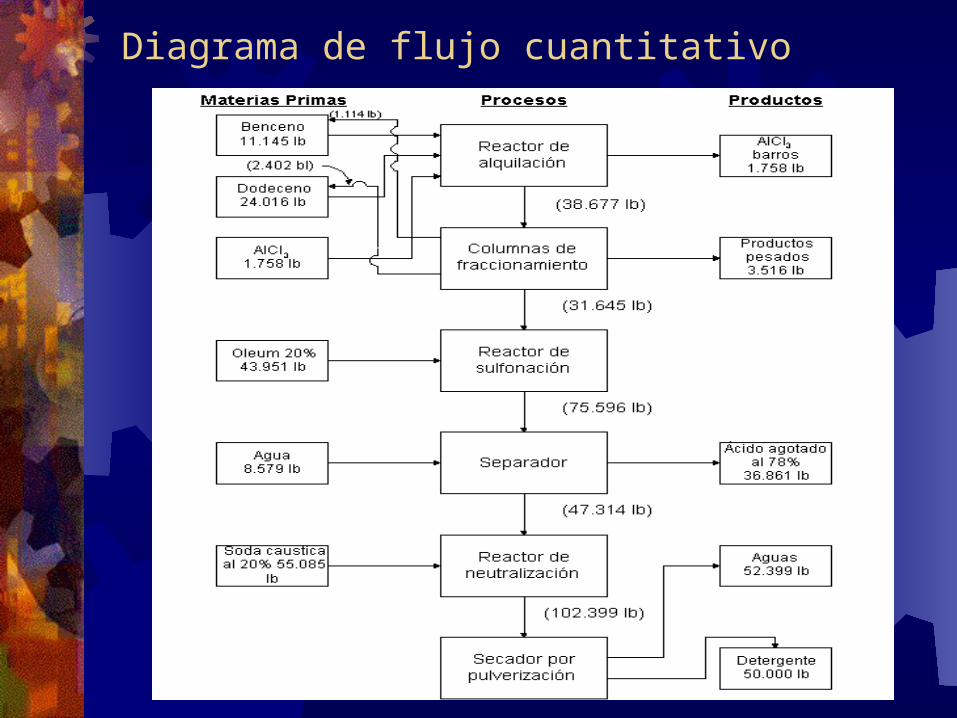
Diagrama de flujo cuantitativo
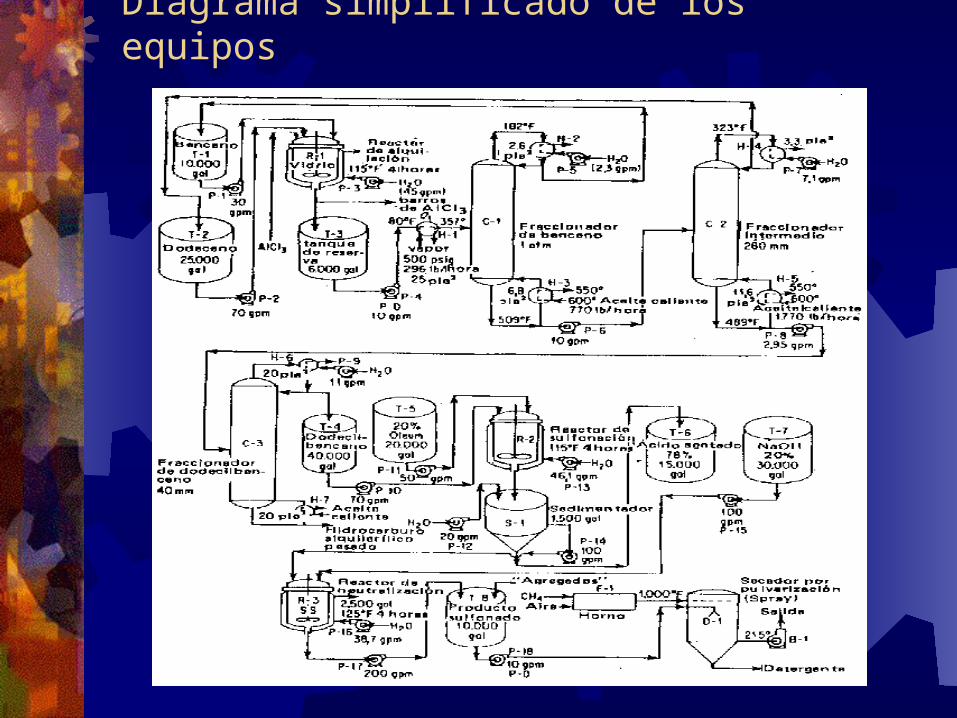
Diagrama simplificado de los equipos
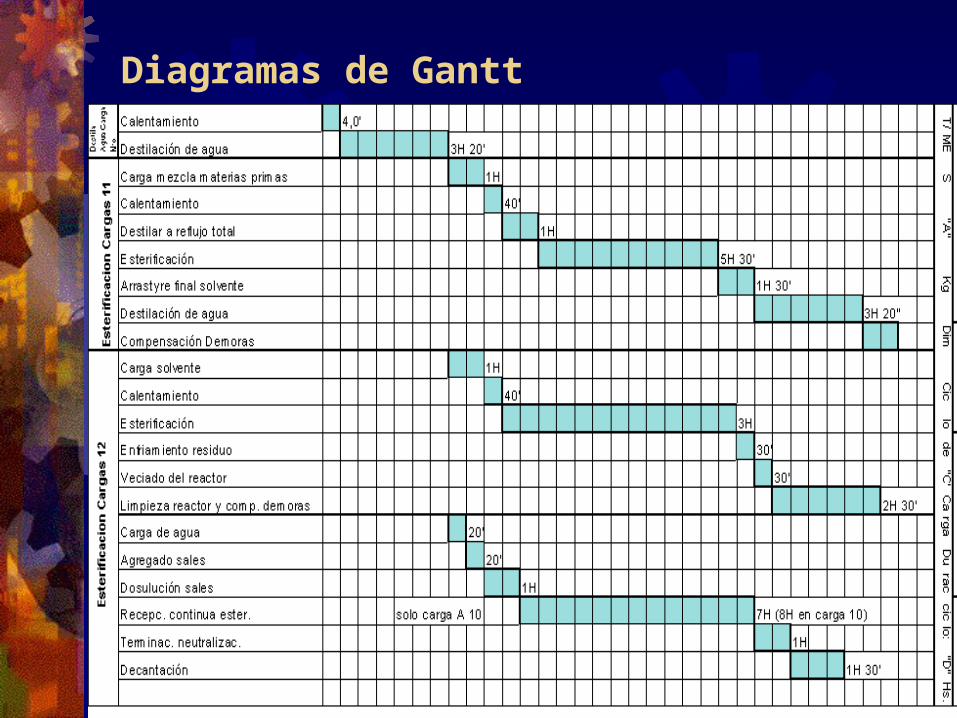
Diagramas de Gantt
OPERACIONES UNITARIAS
Tienen como objetivo modificar las condiciones de una determinada unidad de masa para conseguir una finalidad. Esta modificación se puede conseguir:
- Modificando su masa o composición. - Modificando su nivel o cantidad de
energía. - Modificando las condiciones de
movimiento: velocidad.

El estado de un cuerpo está absolutamente definido cuando están especificadas la cantidad de materia y composición, cuando conocemos su energía y cuando conocemos las componentes de la velocidad con las que dicho cuerpo está en movimiento.
Estas magnitudes están medidas por la ley de conservación de la materia, energía y cantidad de movimiento. Para transformar una cantidad de materia se producen transformaciones simultáneas de dos o más de estas propiedades.

Ing. Luis Orlandi
SÍNTESIS DEL AMONÍACO El proceso “Haber”, para la síntesis del
amoníaco, es una reacción en fase gaseosa en el cual se usa un catalizador heterogéneo para promover la velocidad de reacción
N2(g) + 3H2 (g) 2NH3(g)
se trabajan con presiones de hasta 500 atmósferas. La separación se lleva a unos 500ºC, condición que baja el rendimiento y es muy costosa, pero por otro lado esta aumenta la velocidad de producción, cosa que favorece comercialmente hablando. Este es un diagrama de la síntesis industrial del amoníaco a partir del nitrógeno y el hidrógeno.

Listado de equipos
Designación Bomba de recepción y envío Equipo Nº 1 Cantidad 1 Dimensiones y Capacidad 10 m3/h; 10m. altura mca 2Hp Características Centrifuga Vertical 2800 rpm Condiciones de proceso 30º C Material Polipropileno Tiempo aplicado 10% OBSERVACIONES (Proveedores, marcas, etc. )
Diagramas detallados de equipos Este diagrama incluye las tuberías del
proceso, las válvulas, los desagües, las desviaciones, las ventilaciones, los reciclos y todos los equipos de proceso.
El diagrama detallado no suele ser necesario para la estimación inicial de costos; su aporte es valioso, más bien, en el cálculo afinado de costos de la planta. Existen algunos sistemas CAD que incorporan un buen nivel de avance hacia este tipo de diagrama.
Distribución en Planta (Lay-out) Conocidos los equipos principales y las
instalaciones de servicio necesarias (por ejemplo, si deben llegar camiones de despacho de productos, se deberá considerar el área necesaria para su entrada, salida y maniobras de carga o descarga), se desarrolla un diagrama que especifique donde está cada equipo y donde está cada instalación (estacionamiento de ejecutivos, garaje, caldera, subestación eléctrica, comedor, guardería, etc.) Este diagrama se suele conocer como el Lay-out del proyecto o de la Planta.
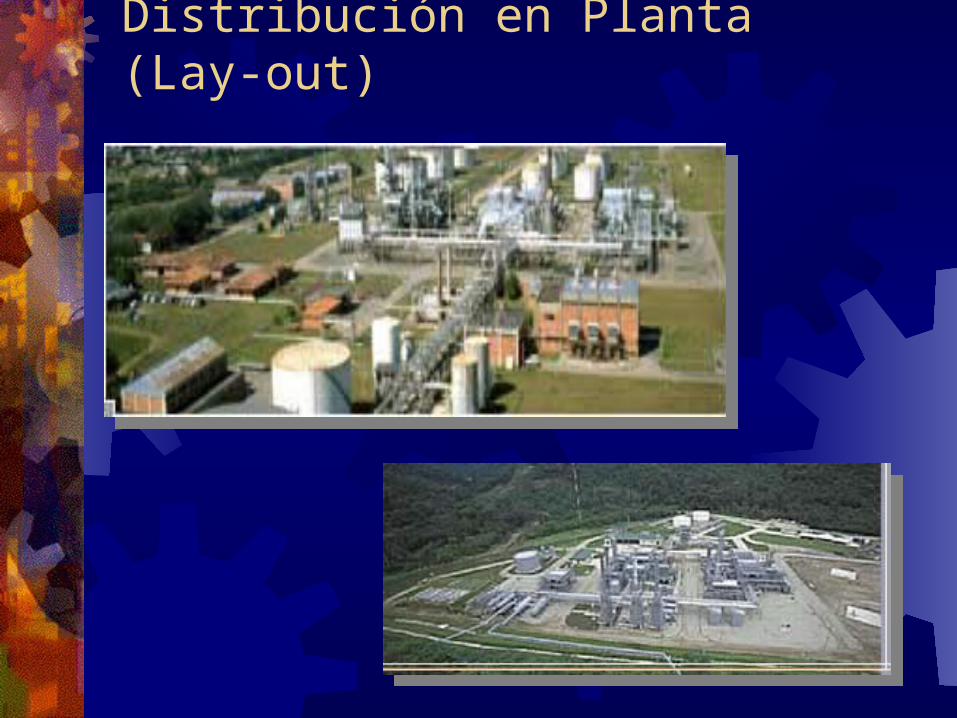
Distribución en Planta (Lay-out)
Diagramas de Instrumentación Este diagrama especifica tanto la
conexión hidráulica de un equipo con otro en forma precisa (diámetro y longitud de cañerías o canaletas, pérdidas de carga asociadas a singularidades, etc.) como los aparatos que permiten el manejo concreto del proceso. En muchos casos se pueden indicar los requisitos de instrumentación en los propios diagramas simplificados, pero, si la instrumentación es compleja, resulta necesario desarrollar un diagrama más detallado, destacando todos los reguladores e instrumentos, se lo conoce habitualmente como el P&ID.
Instrumentación y Control Son elementos que permiten el
control de un proceso industrial. Actualmente se utilizan
sensores y sistemas computarizados para el control.
Consultar la página www.ni.com
Al igual que para las unidades de proceso, los instrumentos deben costearse gruesamente, ya que la empírica indica que estos conforman una parte importante del costo de las plantas (del orden del 15% como empírica estándar). Conforme el proyecto avanza a ingeniería de detalles, se deberán obtener cotizaciones (primero "presupuestarias" y luego a firme) de cada instrumento asociado, contactando para ello a los proveedores del caso, y/o cotizaciones de fabricación de ser el caso.
Especificaciones
Materias primas y de productos elaborados
Efluentes gaseosos, líquidos y sólidos. Características y volúmenes
Normas Internacionales Estimación de costo de la Planta Estimación de costo del producto
Norma ISO 9000
El organismo internacional de normalización es la ISO (International Standards Organization), creado en 1947 y que cuenta con 110 estados miembros representados por sus organismos nacionales de normalización, que en España por ejemplo es AENOR (Agencia Española de Normalización), en Argentina el IRAM (Instituto Argentino de Racionalización de Materiales) y en Estados Unidos el ANSI (American National Standards Institute).
La ISO 9000 es el modelo de diseño-desarrollo del producto, su proceso de producción, instalación y mantenimiento, es decir, es un sistema para asegurar la calidad. Este sistema obliga a una estrecha relación entre el cliente y el proveedor. Actualmente la ISO 9000 tiene más de 70.000 registros en todo el mundo, lo cual evidencia que la comunidad de negocios internacional la ha adoptado como un sistema válido, fiable y realizable.
Ing. Luis Orlandi
Norma ISO 14000 En 1993 nace la ISO 14000 en Ginebra el
proceso de desarrollo de estándares de manejo ambiental, es decir, sistemas de protección al medio ambiente que se pudieran aplicar en las empresas independientemente de condicionantes locales, regionales o estatales, e incluso del tamaño de la organización.
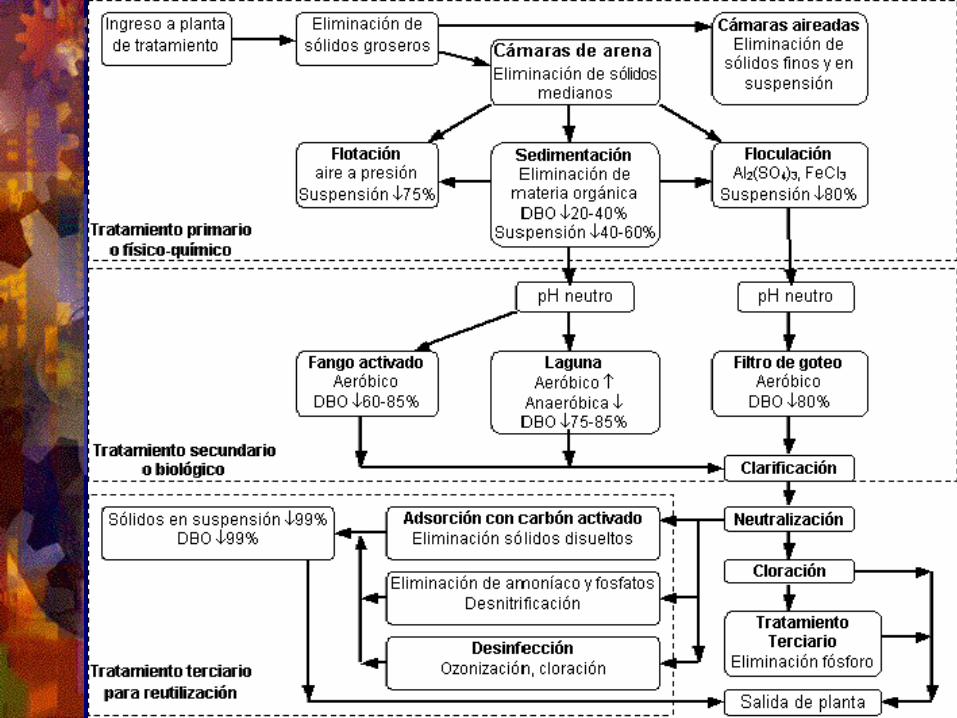
Ejemplo: Tratamiento de aguas de desecho
CostosP = X – Y . NP = precio para N unidadesX = precio para 0 unidadesY = variable del mercadoN = Número o cantidad de productoNp = Número potencialSi P = 0 ; X = Y . Np ; Y = X / Np
Ing. Luis Orlandi
U = V – F – v . NU = UtilidadV = VentasF = Costos fijosv = Costos variablesU = P . N – F – v . NU = (X – Y . N) . N – F – v . NU = (X. N – Y . N2) – F – v . NU´ = (X– 2 .Y . N) – v ; Umáx si U´= 0
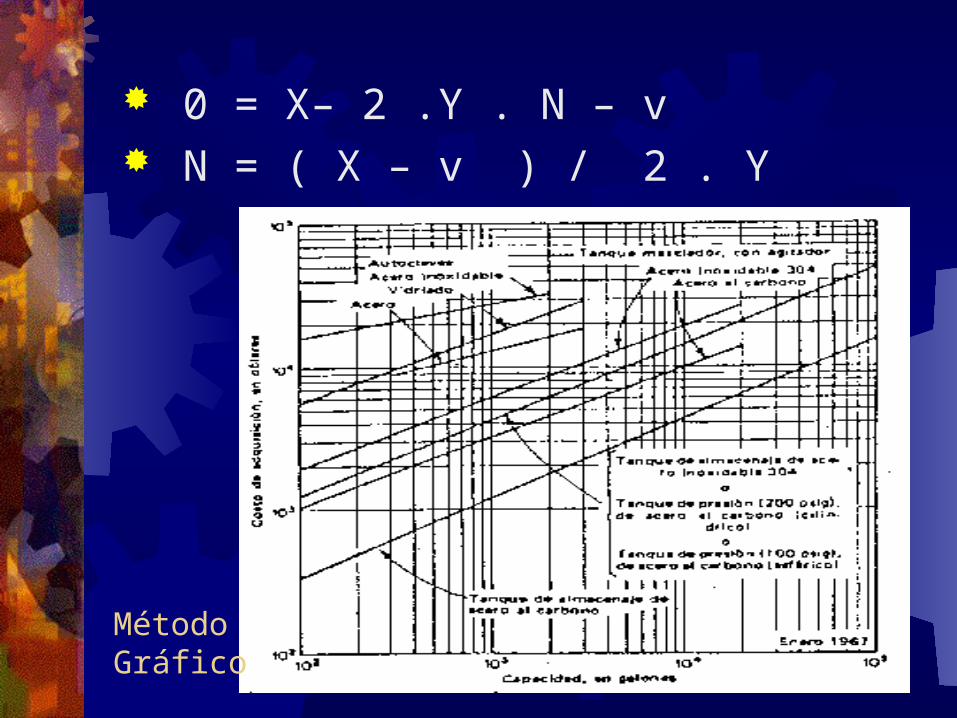
0 = X– 2 .Y . N – v N = ( X – v ) / 2 . Y
Método Gráfico
Costos por índices
Costo final = Costo inicial x índice inicial índice finalSegún Nelson-Farrar Refinery Index1991=436 ; 1993=453 (Perry 9-64-80)
Según Plant Design and Economics for Chemical Engineers, para una planta de Cracking Catalítico de 1000 ton/año, el costo es de 17.7 x 106 millones (1991)
(Perry 9-67-80)
Costo por orden de magnitud Cf = Ci x ( mag f / mag i ) exp x ind f / ind i Bomba Centrifuga de 7.5 Kw ; 1600 USD exp = 0.30 Bomba Centrifuga de 10 Kw Costo = 1600 USD x ( 10 Kw / 7.5 Kw) 0.3
Costo = 1744.20 USD
Según índice de Marshall y Stevens (Perry 9-69-80) Nota: índice estándar 0.6
Ing. Luis Orlandi 45
Otros Costos
Costo de instrumentación (Perry 74-80)Costo de iluminación (Perry 74-80)Costos auxiliares (Perry 75-80)Costo Laboral (Perry 78-80)Costo de Reparación (Perry 79-80)Costo Relativo de Construcción (Perry 79-80)


















