Folleto Soldadura Carlos Perez

of 54
Transcript of Folleto Soldadura Carlos Perez
-
8/17/2019 Folleto Soldadura Carlos Perez
1/54
1
FOLLETO INTRODUCTORIO ASOLDADURA INDUSTRIAL
CARLOS HUMBERTO PÉREZ RODRÍGUEZINGENIERO MECÁNICO INDUSTRIAL
-
8/17/2019 Folleto Soldadura Carlos Perez
2/54
2
SOLDADURA
Se le llama soldadura a la unión de dos materiales que generalmenteson metales o termoplásticos logrado a través de un proceso de fusión en elcual las piezas son unidas derritiendo ambas y agregando metal o plástico
derretido para conseguir una pileta o punto de soldadura que, al enfriarse,forma una unión fuerte. La energía necesaria para formar la unión entre dospiezas de metal generalmente proviene de un arco eléctrico (o también arcovoltaico que es la descarga eléctrica que se forma entre dos electrodossometidos a una diferencia de potencial y colocados en el seno de unaatmósfera gaseosa enrarecida, normalmente a baja presión, o al aire libre).
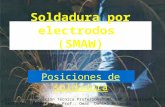
SOLDADURA POR ARCO ELÉCTRICO
La idea de la soldadura por arco eléctrico fue propuesta a principios delsiglo XIX por el científico inglés Humphrey Davy pero ya en 1885 dosinvestigadores rusos consiguieron soldar con electrodos de carbono.
-
8/17/2019 Folleto Soldadura Carlos Perez
3/54
3
Cuatro años más tarde fue patentado un proceso de soldadura convarilla metálica. Sin embargo, este procedimiento no tomó importancia en elámbito industrial hasta que el sueco Oskar Kjellberg descubrió, en 1904, elelectrodo recubierto. Su uso masivo comenzó alrededor de los 50's.
Para realizar una soldadura por arco eléctrico se induce una diferenciade potencial entre el electrodo y la pieza a soldar, con lo cual se ioniza el aireentre ellos y pasa a ser conductor, de modo que se cierra el circuito y se crea elarco eléctrico. El calor del arco funde parcialmente el material de base y fundeel material de aporte, el cual se deposita y crea el cordón de soldadura.
Elementos:
Electrodo: Son varillas metálicas preparadas para servir como polo delcircuito; en su extremo se genera el arco. En algunos casos, sirven tambiéncomo material fundente. La varilla metálica a menudo va recubierta de distintosmateriales, en función de la pieza a soldar y del procedimiento empleado.
-
8/17/2019 Folleto Soldadura Carlos Perez
4/54
4
Plasma: Está compuesto por electrones que transportan la corriente y que vandel polo negativo al positivo, de iones metálicos que van del polo positivo alnegativo, de átomos gaseosos que se van ionizando y estabilizándoseconforme pierden o ganan electrones, y de productos de la fusión tales comovapores que ayudarán a la formación de una atmósfera protectora. Esta zonaalcanza la mayor temperatura del proceso.
Llama: Es la zona que envuelve al plasma y presenta menor temperatura queéste, formada por átomos que se disocian y recombinan desprendiendo calorpor la combustión del revestimiento del electrodo. Otorga al arco eléctrico suforma cónica.
Baño de fusión: La acción calorífica del arco provoca la fusión del material,donde parte de éste se mezcla con el material de aportación del electrodo,provocando la soldadura de las piezas una vez solidificado.
Cráter: Surco producido por el calentamiento del metal. Su forma y profundidadvendrán dadas por el poder de penetración del electrodo.
Cordón de soldadura: Está constituido por el metal base y el material deaportación del electrodo y se pueden diferenciar dos partes: la escoria,compuesta por impurezas que son segregadas durante la solidificación y queposteriormente son eliminadas, y el sobre espesor, formado por la parte útil delmaterial de aportación y parte del metal base, que es lo que compone lasoldadura en sí.
-
8/17/2019 Folleto Soldadura Carlos Perez
5/54
5
Tipos de electrodos: Los electrodos para este tipo de soldadura están sujetosa norma de calidad, resultados y tipos de uso. La nomenclatura es la siguiente:
E-XX-Y-Z
La E indica que se trata de un electrodo con recubrimiento. Los dos primeros dígitos XX se utilizan para indicar la resistencia de la
soldadura a la tensión, por ejemplo cuando señalan 60 se refiere a quela resistencia a la tensión es de 60,000 lb/plg2
El tercer dígito Y se refiere a la posición en la que se puede utilizar lasoldadura, por ejemplo 1 es para sobre cabeza, 2 horizontal, y 3 vertical.
Por medio del cuarto dígito Z, se especifican características especialesde la soldadura como: si es para corriente directa, corriente alterna, oambas; si es de alta o baja penetración. En algunas ocasiones loselectrodos tienen letras al final, esto depende de la empresa que losfabricó.
Elemento Significado
E Electrodo para arco eléctrico
XX Resistencia a la tensión en lb/plg
Y
Posición de aplicación:
1 Cualquier posición
2 Vertical
3 Horizontal
Z
Características de la corriente
0 CC invertida
1 CC y CA sólo investida
2 CC (directa) y CA
3 CC y CA (directa)
Letras Depende de la marca de loselectrodos establece las aleaciones y lascaracterísticas de penetración
Ejemplo: un electrodo E7013 implica que produce soldadura con 70,000 lb/plg 2 de resistencia a la tensión, que se puede utilizar para soldar en cualquierposición (incluso sobre la cabeza) y que se recomienda la utilización decorriente continua o corriente alterna, ambas de manera directa.
-
8/17/2019 Folleto Soldadura Carlos Perez
6/54
6
Intensidad de corriente: El amperaje que se debe aplicar para generar lasoldadura es muy importante, de ello depende que no se pegue el electrodo,que la soldadura fluya entre las dos piezas o que no se perforen las piezas quese van a unir.
En la siguiente tabla se muestran las cantidades de corriente en
amperes que se deben utilizar de acuerdo al grueso de los electrodos.
Intensidad de corriente aproximada para diferentes diámetros de electrodos:
Diámetro delelectrodo (pulgada)
Amperiospara soldaduraplana
Amperiospara soldaduravertical y sobre lacabeza
1/16 25-70 ---
3/32 60-100 ---
1/8 80-150 75-130
5/32 125-225 115-1603/16 140-240 125-180
¼ 200-350 170-220
5/16 250-500 ---
3/8 325-650 ---
Una recomendación práctica que se utiliza en los talleres para hacer ladeterminación de la corriente, sin tener que recurrir a la tabla es la siguiente:
Convierta el diámetro del electrodo de fracciones a decimales, elimine el
punto y esa será la corriente aproximada que debe utilizar con ese electrodo.Por ejemplo, si tiene un electrodo de 1/8 su conversión a decimales será 0.125,al quitarle el punto se obtiene 125, lo que indica que se deben utilizar mas omenos 125 amperes para que el electrodo funcione bien.
SOLDADURA TIG (Tungsten Inert Gas)
Se caracteriza por el empleo de un electrodo permanente de tungsteno,aleado a veces con torio o zirconio en porcentajes no superiores a un 2%.Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 ºC),
acompañada de la protección del gas, la punta del electrodo apenas sedesgasta tras un uso prolongado. Los gases más utilizados para la proteccióndel arco en esta soldadura son el argón y el helio, o mezclas de ambos.
La gran ventaja de este método de soldadura es, básicamente, laobtención de cordones más resistentes, más dúctiles y menos sensibles a lacorrosión que en el resto de procedimientos, ya que el gas protector impide elcontacto entre el oxigeno de la atmósfera y el baño de fusión. Además, dichogas simplifica notablemente el soldeo de metales ferrosos y no ferrosos, por no
-
8/17/2019 Folleto Soldadura Carlos Perez
7/54
7
requerir el empleo de desoxidantes, con las deformaciones o inclusiones deescoria que pueden implicar.
Otra ventaja de la soldadura por arco en atmósfera inerte es la que
permite obtener soldaduras limpias y uniformes debido a la escasez de humosy proyecciones; la movilidad del gas que rodea al arco transparente permite alsoldador ver claramente lo que está haciendo en todo momento, lo querepercute favorablemente en la calidad de la soldadura. El cordón obtenido espor tanto de un buen acabado superficial, que puede mejorarse con sencillasoperaciones de acabado, lo que incide favorablemente en los costes deproducción. Además, la deformación que se produce en las inmediaciones delcordón de soldadura es menor.
Como inconveniente está la necesidad de proporcionar un flujo continuode gas, con la subsiguiente instalación de tuberías, bombonas, etc., y elencarecimiento que supone. Además, este método de soldadura requiere una
mano de obra muy especializada, lo que también aumenta los costes. Portanto, no es uno de los métodos más utilizados sino que se reserva parauniones con necesidades especiales de acabado superficial y precisión.
-
8/17/2019 Folleto Soldadura Carlos Perez
8/54
8
SOLDADURA MIG y MAG
Robot de Soldadura MIG / MAG Kawasaki, FSO6E, 6 ejes, tipo articulado,capacidad del brazo en la muñeca (puño) : 6 kg , repetit ividad : ± 0,05 mm
, generador MIG / MAG Fronius Transpulis Synergic.
Soldadura MIG: Este método es conocido en inglés como Gas Metal ArcWelding (GMAW), en este proceso se establece un arco eléctrico entre unelectrodo de hilo continuo que se renueva a medida que este se consume y lapieza a soldar, el electrodo es protegido por medio de una atmósfera protectorade mezclas de argón o de gases con base de helio.
-
8/17/2019 Folleto Soldadura Carlos Perez
9/54
9
Los parámetros de control de este proceso son los siguientes:
Intensidad de corriente. Diámetro del alambre electrodo. Velocidad de movimiento.
Ángulo de la pistola de soldar.
El diámetro del electrodo depende del amperaje requerido y los materiales deaplicación son: Acero inoxidable, cobre, aluminio, magnesio.
Soldadura MAG: Este método es idéntico al anterior pero con la diferencia deque la atmósfera protectora es un gas activo. Como aplicación, tiene la ventaja
de ejecutar soldaduras de acero con espesores más grandes, en adición conun fundente granular.
-
8/17/2019 Folleto Soldadura Carlos Perez
10/54
10
Soldadura en frío: Encolado o pegado de dos o más partes por intermedio deun tercer material adhesivo generalmente derivados del petróleo. Cuando seutilizan piezas de PVC, Alto Impacto, Acrílico, existen químicos capaces derealizar las uniones disolviendo el material de las superficies a unir,fusionándolas.
Los resultados que se obtienen con el procedimiento de pegado puedencompararse a los obtenidos por la soldadura tradicional, ya que existenpegamentos específicos para distintas necesidades y que producen una uniónsólida, estanca y permanente.
Soldadura GMAW : (Gas Metal Arc Welding) es un proceso semiautomático,automático o robotizado de soldadura que utiliza un electrodo consumible ycontinuo que es alimentado a la pistola junto con el gas inerte en soldaduraMIG o gas activo en soldadura MAG que crea la atmósfera protectora. Haceque no sea necesario estar cambiando de electrodo constantemente. Esteproceso se utiliza mucho en industrias donde el tiempo y la calidad de lasoldadura son cruciales. El principio es similar a la soldadura por arco, con la
diferencia en el electrodo continuo y la protección del gas inerte lo que le dan aeste método la capacidad de producir cordones más limpios.
Soldadura explosiva: El proceso de soldadura por explosión se conocetécnicamente como EXW (Explosion Welding), basándose en la detonación de
una carga explosiva colocada adecuadamente y que obliga a uno de losmetales que se desean soldar a precipitarse aceleradamente sobre otro.
Una de las condiciones fundamentales para que se realice estasoldadura es la existencia de un flujo o chorro limpiador que viajainmediatamente por delante del punto de colisión en el que la velocidad de lachapa, presión, ángulo y velocidad del punto de colisión se controlan demanera que este flujo sea forzado a salir de entre las chapas a alta velocidad,
-
8/17/2019 Folleto Soldadura Carlos Perez
11/54
11
expulsando óxidos y contaminantes, dejando así limpias las superficies deunión.
Entre las reducidas aplicaciones de esta soldadura están la calderería,para la fabricación de recipientes a presión, y la industria eléctrica, para lafabricación de juntas de transición donde entran en juego materialesdifícilmente soldables entre si como el aluminio y el cobre. También se usapara la fabricación de algunas monedas bimetálicas.
Soldadura por fricción: Es un método de soldadura que aprovecha el calorgenerado por la fricción mecánica entre dos piezas en movimiento.
Es utilizada para unir dos piezas aun cuando una de ellas por lo menossea de igual o distinta naturaleza, por ejemplo: acero duro y acero suave,aluminio y aleaciones, acero y cobre, etc. El principio de funcionamientoconsiste en que la pieza de revolución gira en un movimiento de rotación fijo ovariable alrededor de su eje longitudinal y se asienta sobre la otra pieza.Cuando la cantidad de calor producida por rozamiento es suficiente para llevarlas piezas a la temperatura de soldadura, se detiene bruscamente elmovimiento, y se ejerce un empuje el cual produce la soldadura porinterpenetración granular.
-
8/17/2019 Folleto Soldadura Carlos Perez
12/54
12
Soldadura por fusión: Técnica que consiste en calentar dos piezas de metal
hasta que se derriten y se funden entre sí. Si el proceso consiste en calentarlos metales hasta una temperatura inferior a su punto de fusión y unirlos con unmetal de aporte fundido, o calentar los metales hasta que están blandos paramartillarlos o unirlos a presión entre sí. Se llamaría soldadura sin fusión.
Soldadura por inducción: Tipo de soldadura que se produce al aprovechar elcalor generado por la resistencia al flujo de la corriente eléctrica inducida quese tiene en la piezas a unir. Por lo regular esta soldadura se logra también conpresión.
-
8/17/2019 Folleto Soldadura Carlos Perez
13/54
13
Consiste en la conexión de una bobina a los metales que se desea unir, y debido
a que en la unión de los metales se tiene una resistencia mayor al paso de la corriente
inducida, es en esa parte donde se genera el calor, lo que con presión genera la unión de
las dos piezas.
Soldadura por plasma: Conocida técnicamente como PAW (Plasma Arc
Welding), y utiliza los mismos principios que la soldadura TIG, por lo que puedeconsiderarse como un desarrollo de este último proceso. Sin embargo, tanto ladensidad energética como las temperaturas son en este proceso mucho máselevadas ya que el estado plasmático se alcanza cuando un gas es calentado auna temperatura suficiente para conseguir su ionización, separando así elelemento en iones y electrones.
La mayor ventajadel proceso PAW es quesu zona de impacto esdos o tres veces inferioren comparación a la
soldadura TIG, por loque se convierte en unatécnica óptima parasoldar metal deespesores pequeños.
-
8/17/2019 Folleto Soldadura Carlos Perez
14/54
14
Soldadura por puntos: Es un método de soldadura útil en láminas metálicas,aplicable normalmente entre 0,5 y 3 mm de espesor, que se logra mediantecalentamiento de una pequeña zona al hacer circular una corriente eléctrica.
-
8/17/2019 Folleto Soldadura Carlos Perez
15/54
15
Soldadura de choque: Forma particular de la soldadura por puntos, utilizadapara unir láminas de acero inoxidable. Se logra apretando las dos piezas entresí y haciendo pasar a través de ellas una corriente eléctrica muy fuerte duranteun lapso muy breve.
Al utilizar la cantidad exacta de corriente eléctrica y el tiempo exactopara los materiales a unir, se logra una pequeña zona en la cual las dos piezasmetálicas se funden y solidifican en una sola.
-
8/17/2019 Folleto Soldadura Carlos Perez
16/54
16
Soldadura con rayo de electrones: Es un proceso de soldadura en el cual laenergía requerida para derretir el material es suministrada por un rayo deelectrones. Para evitar la dispersión del rayo de electrones la pieza de trabajoes generalmente ubicada en una cámara de vacío.
Soldadura por rayo láser : Proceso de soldadura por fusión que utiliza la
energía aportada por un haz láser para fundir y recristalizar el material o losmateriales a unir, obteniéndose la correspondiente unión entre los elementosinvolucrados. En la soldadura láser no existe aportación de ningún materialexterno y la soldadura se realiza por el calentamiento de la zona a soldar.
Mediante espejos se focaliza toda la energía del láser en una zona muyreducida del material. Cuando se llega a la temperatura de fusión, se producela ionización de la mezcla entre el material vaporizado y el gas protector(formación de plasma). La capacidad de absorción energética del plasma esmayor incluso que la del material fundido, por lo que prácticamente toda laenergía del láser se transmite directamente y sin pérdidas al material a soldar.
La alta presión y alta temperatura causadas por la absorción de energíadel plasma, continúa mientras se produce el movimiento del cabezalarrastrando la "gota" de plasma rodeada con material fundido a lo largo de todoel cordón de soldadura.
De ésta manera se consigue un cordón homogéneo y dirigido a unapequeña área de la pieza a soldar, con lo que se reduce el calor aplicado a lasoldadura reduciendo así las posibilidades de alterar propiedades químicas ofísicas de los materiales soldados.
Soldadura ultrasónica: Consiste en una maquina con punta de base plana, secolocan los materiales uno encima de otro y después se baja la punta de lamaquina, esta emite una onda ultrasónica (ondas entre 2 y 3 Mhz.) que muevelas moléculas de ambos materiales provocando que estas se fundan. Losparámetros deben de ser ajustados cada vez que se altera en espesor depared de los materiales a fundir. Una ejemplo de su uso en la industria es la desoldar cables a terminales.
-
8/17/2019 Folleto Soldadura Carlos Perez
17/54
17
Soldadura aluminotérmica: Procedimiento de soldadura utilizado en rieles devías férreas. Se basa en el proceso, fuertemente exotérmico, de reducción delóxido de hierro por el aluminio, según la fórmula
Fe2O3 + 2Al = Al2O3 + 2Fe + calor
Esta soldadura se realiza mediante un molde refractario colocado en losextremos de los carriles a unir, dentro del cual se vierte el acero fundidoproducto de la reacción, la cual se inicia con un fósforo. El óxido de hierro y elaluminio, finamente molidos, provienen de la porción de soldadura, la cual sedispone dentro de un crisol situado encima de los carriles a soldar. Una vezalcanzada la temperatura adecuada, del orden de los 2000 °C, se produce el
destape del crisol mediante un fusible situado en la base, y el colado del metalfundido, que llena el molde.
Una vez iniciada la reacción el proceso es muy rápido y el materialfundido fluye dentro del molde de manera estudiada, quedando el acero entrelos extremos a soldar y vertiendo la escoria de corindón en una cubeta.
Existen diversos tipos de soldadura, atendiendo a la composición delacero de los carriles y a la geometría de estos, aunque generalmente seutilizan soldaduras que requieren del calentamiento previo de los extremos asoldar y del molde donde se verterá el metal fundido. El calentamiento serealiza mediante mezcla de oxígeno y propano, o mezcla de oxígeno y
gasolina.
Luego del vertido se espera un lapso especificado por el fabricante de laporción de soldadura y se procede a romper el molde y cortar las rebabas,mediante trancha o cortamazarota, para luego realizar el pulido de la superficiede rodadura del carril.
-
8/17/2019 Folleto Soldadura Carlos Perez
18/54
18
Cuando se sitúan los moldes para la soldadura los huecos se rellenancon una pasta selladora, diseñada especialmente para soportar la temperatura,y así evitar fugas.
Soldadura por resistencia: El principio del funcionamiento de este procesoconsiste en hacer pasar una corriente eléctrica de gran intensidad a través delos metales que se van a unir, como en la unión de los mismos la resistencia esmayor que en sus cuerpos se generará el aumento de temperatura,aprovechando esta energía y con un poco de presión se logra la unión.
La corriente eléctrica pasa por un transformador en el que se reduce elvoltaje de 120 o 240 a 4 o 12 V, y se eleva el amperaje considerablemente paraaumentar la temperatura. La soldadura por resistencia es aplicable a casi todoslos metales, excepto el estaño, zinc y plomo.
-
8/17/2019 Folleto Soldadura Carlos Perez
19/54
19
En los procesos de soldadura por resistencia se incluyen los de:
soldadura por puntos soldadura por resaltes soldadura por costura soldadura a tope
En la soldadura por puntos la corriente eléctrica pasa por dos electrodoscon punta, debido a la resistencia del material a unir se logra el calentamiento ycon la aplica de presión sobre las piezas se genera un punto de soldadura. Lamáquinas soldadoras de puntos pueden ser fijas o móviles o bien estar
acopladas a un robot o brazo mecánico.
Diagrama de una máquina soldadora por puntos:
La soldadura por resaltes es un proceso similar al de puntos, sólo que enesta se producen varios puntos a la vez en cada ocasión que se genera elproceso. Los puntos están determinados por la posición de un conjunto depuntas que hacen contacto al mismo tiempo. Este tipo de soldadura se puedeobservar en la fabricación de malla lac.
-
8/17/2019 Folleto Soldadura Carlos Perez
20/54
20
Soldadura con resaltes:
La soldadura por costura consiste en el enlace continuo de dos piezasde lámina traslapadas. La unión se produce por el calentamiento obtenido porla resistencia al paso de la corriente y la presión constante que se ejerce pordos electrodos circulares. Este proceso de soldadura es continuo.
La soldadura a tope: consiste en la unión de dos piezas con la mismasección, éstas se presionan cuando está pasando por ellas la corrienteeléctrica, con lo que se genera calor en la superficie de contacto. Con latemperatura generada y la presión entre las dos piezas se logra la unión.
-
8/17/2019 Folleto Soldadura Carlos Perez
21/54
21
Soldadura blanda: Es la unión de dos piezas de metal por medio de otro metalllamado de aporte, éste se aplica entre ellas en estado líquido. La temperaturade fusión de estos metales no es superior a los 430ºC. En este proceso seproduce una aleación entre los metales y con ello se logra una adherencia quegenera la unión. En los metales de aporte por lo regular se utilizan aleaciones
de plomo y estaño los que funden entre los 180 y 370ºC.
Este tipo de soldadura es utilizado para la unión de piezas que noestarán sometidas a grandes cargas o fuerzas. Una de sus principalesaplicaciones es la unión de elementos a circuitos eléctricos. Por lo regular elmetal de aporte se funde por medio de un cautín y fluye por capilaridad.
Soldadura fuerte: En esta soldadura se aplica también metal de aporte enestado líquido, pero este metal, por lo regular no ferroso, tiene su punto defusión superior a los 430 ºC y menor que la temperatura de fusión del metalbase. Por lo regular se requiere de fundentes especiales para remover losóxidos de las superficies a unir y aumentar la fluidez al metal de aporte.
Algunos de los metales de aporte son aleaciones de cobre, aluminio o plata. Acontinuación se presentan algunos de los más utilizados para las soldadurasdenominadas como fuertes:
Cobre. Su punto de fusión es de 1083ºC. Bronces y latones con punto de fusión entre los 870 y 1100ºC. Aleaciones de plata con temperaturas de fusión entre 630 y 845ºC. Aleaciones de aluminio con temperatura de fusión entre 570 y 640ºC
La soldadura dura se puede clasificar por la forma en la que se aplica elmetal de aporte. A continuación se describen algunos de estos métodos:
Inmersión: El metal de aporte previamente fundido se introduce entre las dospiezas que se van a unir, cuando este se solidifica las piezas quedan unidas.
Horno: El metal de aporte en estado sólido, se pone entre las piezas a unir,estas son calentadas en un horno de gas o eléctrico, para que con latemperatura se derrita al metal de aporte y se genere la unión al enfriarse.
-
8/17/2019 Folleto Soldadura Carlos Perez
22/54
22
Soplete: El calor se aplica con un soplete de manera local en las partes delmetal a unir, el metal de aporte en forma de alambre se derrite en la junta. Lossopletes pueden funcionar con los siguientes comburentes: aire inyectado apresión (soplete de plomero), aire de la atmósfera (mechero Bunsen), oxígenoo aire almacenado a presión en un tanque. Los combustibles pueden ser:alcohol, gasolina blanca, metano, propano-butano, hidrógeno o acetileno.
Electricidad: La temperatura de las partes a unir y del metal de aporte sepuede lograr por medio de resistencia a la corriente, por inducción o por arco,en los tres métodos el calentamiento se da por el paso de la corriente entre laspiezas metálicas a unir.
Soldadura por forja: Es el proceso de soldadura más antiguo. El procesoconsiste en el calentamiento de las piezas a unir en una fragua hasta su estadoplástico y posteriormente por medio de presión o golpeteo se logra la unión delas piezas. En este procedimiento no se utiliza metal de aporte y la limitacióndel proceso es que sólo se puede aplicar en piezas pequeñas y en forma delámina. La unión se hace del centro de las piezas hacia afuera y debe evitarse
a como de lugar la oxidación, para esto se utilizan aceites gruesos con unfundente, por lo regular se utiliza bórax combinado con sal de amonio.
La clasificación de los procesos de soldadura mencionados hasta ahora,es la más sencilla y general, a continuación se hace una descripción de losprocesos de soldadura más utilizados en los procesos industriales.
Soldadura por vaciado: Con algunos materiales la unión no se puede hacerpor los procedimientos antes descritos debido a que no fácilmente aceptan losmetales de aporte como sus aleaciones. Para lograr la soldadura de estosmetales en algunas ocasiones es necesario fundir del mismo metal que se va aunir y vaciarlo entre las partes a unir, con ello cuando solidifica las piezasquedan unidas. A este procedimiento se le conoce como fundición por vaciado.
Soldadura por fricción: En este proceso la unión se logra por el calor que segenera al girar una de las piezas a unir en contra de la otra que se encuentrafija, una vez alcanzada la temperatura adecuada se ejerce presión en las dospiezas y con ello quedan unidas.
Ilustración de un proceso que empleacalor generado por fricción para produciruna soldadura
Soldadura por ola: El propósito del flux es reducir óxidos en todas lassuperficies involucrados en la unión de soldadura. Reduce la tensión superficialde la soldadura fundida. Ayuda a prevenir la reoxidación de la superficiedurante la soldadura. Ayuda a transferir calor a las superficies a soldar.
-
8/17/2019 Folleto Soldadura Carlos Perez
23/54
23
Tipos de Flux:
R – Resina, fue el primer flux utilizado en la electrónica y aun esempleado. Esta hecho de savia que emana de algunos árboles (nohaluros/no ácidos orgánicos). Adecuado para limpieza consolvente/saponificador. Este flux debe de ser lavado.
RMA – Resina Media Activada (haluros limitados, ácidos orgánicosdébiles limitados)Adecuado para limpieza con solvente/saponificador
RA – Resina Activada (haluros/ácidos orgánicos débiles). Usado poralgunos como no-clean, usualmente con solvente/saponificador.
RSA – Resina Super Activada (alto nivel de haluros y ácidos orgánicos).Limpiado con solvente/saponificador.
OA – Orgánico Activado (alto nivel de haluros, alto nivel de ácidosorgánicos fuertes). Debe de ser lavado con agua o saponificador
NO-CLEAN – Los residuos no se lavan, no degradan la Resistencia alAislamiento de Superficie (SIR).
RESINA NATURAL Y SINTETICA – ácidos Orgánicos débiles y haluros.
VOC-FREE – ácidos orgánicos débiles usualmente libres de resinas. ElLa pureza de la soldadura tiene un gran efecto en la parte terminada y el
número de rechazos. Por consiguiente entender los efectos de lacontaminación de la soldadura obviamente nos puede llevar a mejorar lacalidad de las partes producidas a un costo reducido. Se recomienda no ignorarlos efectos perjudiciales de las impurezas de la soldadura en la calidad y elíndice de producción del equipo de soldadura por inmersión o de onda. Algunosde los problemas que prevalecen a causa de soldadura contaminada sonuniones opacas o ásperas, puentes y no poderse "mojar". Cambiar la soldadurano es necesariamente la solución. Las soldaduras se pueden dividir en tresgrupos básicos:
Soldadura Reciclada Virgen. Alto Grado de Pureza.
Soldadura reciclada es desperdicio de Estaño y Plomo que se puedecomprar y refinar por medio de procedimientos metalúrgicos regulares. Losaltos niveles de impureza pueden provocar problemas en las líneas deproducción en masa. Soldadura Virgen este término se refiere a la soldaduraque se componen de Estaño y Plomo extraídos del mineral. El nivel de purezael Estaño y Plomo de esta materias primas es alto y excede, en muchosaspectos de la magnitud y las normas (ASTM & QQS-571). Soldadura de alto
grado de pureza se selecciona Estaño y Plomo con bajo nivel de impurezas yse produce soldadura con bajo nivel de impurezas.
Antes de discutir problemas y soluciones considere la fuente de lacontaminación metálica en un crisol u onda durante la manufactura.Obviamente en una parte del equipo bien fabricada, las paredes del recipientepara el metal fundido, al igual que la bomba y todas las demás superficies quellegan a estar en contacto con la soldadura están hechas con un metal como elacero inoxidable. La contaminación del baño, por consiguiente, puede resultar
-
8/17/2019 Folleto Soldadura Carlos Perez
24/54
24
únicamente por el contacto con el trabajo mismo. Esto significa que un númerolimitado de elementos se adquieren, dependiendo de la línea de producción. Enel crisol de inmersión, esto significa que se podrá encontrar cobre y zinc, alsoldar con ola ensambles electrónicos y tablillas de circuitos impresos, significaque se podrá encontrar cobre y oro. En otras palabras, un baño de soldadurasolo se puede contaminar con aquellos metales con los que esta en contacto y
los cuales son solubles en la soldadura.
Al ir subiendo el nivel de contaminación, la calidad de la soldadura sedeteriora. Sin embargo, no existe una regla clara encuanto al nivel de contaminación metálica donde lasoldadura ya no se puede emplear. No podemosprevenir que los materiales de los PCB toquen el bañoe inevitablemente contaminaran la soldadura hastacierto grado. No existen valores absolutos para todaslas condiciones. El límite depende de los requisitos deespecificación, diseño del PCB, soldabilidad, espaciadode los circuitos, tamaño de los conectores y otros
parámetros. Establezca sus propios niveles de contaminación.
Los Efectos de Contaminantes Comunes
CobreUniones con apariencia arenosa, la capacidad de mojarsese ve reducida.
Aluminio Uniones arenosas, aumenta la escoria en el crisol.
CadmioReduce la capacidad de mojado de la soldadura, causaque la unión se vea muy opaca.
CincProvoca que el índice de escoria aumente, las uniones seven escarchadas.
Antimonio
En cantidades arriba de 0.5% puede reducir la capacidadde mojarse de la soldadura. En pequeñas cantidadesmejora la capacidad de baja temperatura de la unión de lasoldadura.
Hierro Produce niveles excesivos de escoria.
Plata
Puede provocar uniones opacas, en concentraciones muyaltas hará que la soldadura sea menos móvil. No es uncontaminante malo. Se añade a algunas aleaciones en
forma deliberada.
NíquelEn pequeñas concentraciones, provoca pequeñasburbujas o ampollas en la superficie de la unión.
Nota: La unión de la soldadura tiene apariencia opaca. El antimonioelimina este efecto.
-
8/17/2019 Folleto Soldadura Carlos Perez
25/54
25
Otros contaminantes: Fósforo, Bismuto, Indio, Sulfuro, arsénico, etc. Algunosde estos pueden considerarse contaminantes, sin embargo, unos de ellos seañaden a la soldadura en forma deliberada para fines especiales. Para soldarlas tablillas a máquinas, se consideran materiales que pueden provocarcontaminación de las uniones.
La escoria es el óxido que se forma en la superficie de la soldadura. Elíndice de la generación de escoria depende de la temperatura y la agitación.Mucho de lo que aparenta ser escoria es, en realidad, pequeños glóbulos desoldadura contenidos en una pequeña película de óxido. Entre mas turbulentasea la superficie de la soldadura, mas escoria se produce. Los contaminantestambién juegan un papel importante en la formación de escoria. Los elementosque oxidan contribuyen a esta formación. Aunque se cree que la escoria esperjudicial en los procesos de soldadura de ola, el óxido de la superficieprotege contra oxidación futura. No es necesario quitarla escoria confrecuencia, únicamente si interfiere con la acción de la ola o si la ola consisteen escoria.
Quitar la escoria una vez al día es, por lo general suficiente. Las áreasdonde se puede controlar la escoria son la temperatura y la agitación. Se haencontrado que lo que se considera escoria es una mezcla de compuestosintermetálicos y escoria. Es importante quitar la acumulación superficial delcrisol con herramientas que permitan que el metal se vuelva al crisol ysolamente se quite la escoria. Se han empleado muchas cosas para reducir laescoria, pero mientras haya exposición al oxigeno, se generara escoria.
Perfiles térmicos: Este asegura que el proceso por soldadura de ola este encontrol. El analizador térmico es una herramienta de medición (Temperatura VSTiempo) y detecta los cambios que presenta en proceso de soldadura en lamáquina.
Soldadura a gas: Tanto el oxígeno como el gas combustible son alimentadosdesde cilindros, o algún suministro principal, a través de reductores de presióny a lo largo de una tubería de goma hacia un soplete. En este, el flujo de losdos gases es regulado por medio de válvulas de control, pasa a una cámara demezcla y de ahí a una boquilla. El caudal máximo de flujo de gas es controladopor el orificio de la boquilla. Se inicia la combustión de dicha mezcla por mediode un mecanismo de ignición (como un encendedor por fricción) y la llamaresultante funde un material de aporte (generalmente acero o aleaciones de
zinc, estaño, cobre o bronce) el cual permite un enlace de aleación con lasuperficie a soldar y es suministrado por el operador del soplete.
-
8/17/2019 Folleto Soldadura Carlos Perez
26/54
26
Las características térmicas de diversos gases combustibles se indican en lasiguiente tabla:
Gascombustible
Temperaturade
flama teórica°C
Intensidad decombustióncal/cm3 /s
Uso
Acetileno 3 270 3 500 Soldadura y corte
Metano 3 100 1 700 Soldadura fuerte yblanda
Propano 3 185 1 500 Soldadura en general
Hidrógeno 2 810 2 100 Uso limitado
-
8/17/2019 Folleto Soldadura Carlos Perez
27/54
27
SOLDADURA
OXIACETILÉNICA
Los gases en estado comprimido son en la actualidad prácticamenteindispensables para llevar a cabo la mayoría de los procesos de soldadura. Porsu gran capacidad inflamable, el gas más utilizado es el acetileno que,
combinado con el oxígeno, es la base de la soldadura oxiacetilénica y oxicorte,el tipo de soldadura por gas más utilizado.
La mayor parte de procesos de soldadura se pueden separar en doscategorías: soldadura por presión, que se realiza sin la aportación de otromaterial mediante la aplicación de la presión suficiente y normalmente ayudadacon calor, y soldadura por fusión, realizada mediante la aplicación de calor alas superficies, que se funden en la zona de contacto, con o sin aportación deotro metal. En cuanto a la utilización de metal de aportación se distingue entre
-
8/17/2019 Folleto Soldadura Carlos Perez
28/54
28
soldadura ordinaria y soldadura autógena. Esta última se realiza sin añadirningún material. La soldadura ordinaria o de aleación se lleva a caboañadiendo un metal de aportación que se funde y adhiere a las piezas base,por lo que realmente éstas no participan por fusión en la soldadura. Sedistingue también entre soldadura blanda y soldadura dura, según sea latemperatura de fusión del metal de aportación empleado; la soldadura blanda
utiliza metales de aportación cuyo punto de fusión es inferior a los 450 ºC, y ladura metales con temperaturas superiores.
Gracias al desarrollo de nuevas técnicas durante la primera mitad delsiglo XX, la soldadura sustituyó al atornillado y al remachado en la construcciónde muchas estructuras, como puentes, edificios y barcos. Es una técnicafundamental en la industria del motor, en la aeroespacial, en la fabricación demaquinaria y en la de cualquier producto hecho con metales.
El tipo de soldadura más adecuado para unir dos piezas de metaldepende de las propiedades físicas de los metales, de la utilización a la queestá destinada la pieza y de las instalaciones disponibles. Los procesos de
soldadura se clasifican según las fuentes de presión y calor utilizadas.
El objetivo de este trabajo de investigación es dar a conocer lasoldadura oxiacetilénica: Sus partes, su funcionamiento los distintos riesgos yfactores de riesgo asociados a los trabajos de soldadura oxiacetilénica yoxicorte, las operaciones de almacenamiento y manipulación de botellas asícomo el enunciado de una serie de normas de seguridad; finalmente se dannormas reglamentarias relacionadas con el almacenamiento de gasesinflamables.
Soldar es unir dos metales , cuyos bordes se funden , añadiendootro metal que se conoce como el material de aportación, cuyatemperatura de fusión es inferior a la de las piezas que se han de soldar.
PIEZA CON SOLDADURA OXIACETILÉNICA
La soldadura oxiacetilénica o autógena es una unión por fusiónsimultánea de los bordes a empalmar, que presenta teóricamente todos loscaracteres de la homogeneidad, así como propiedades físicas, químicas ymecánicas a las de la materia soldada.Se emplea cuando no hay energía
-
8/17/2019 Folleto Soldadura Carlos Perez
29/54
29
eléctrica disponible. El calor se produce al encenderse una mezcla dedos gases que salen por un soplete , oxígeno y acetileno. El metal deaportación se suministra en forma de alambre o varilla.
La soldadura oxiacetilénica es adecuada para soldar:
Planchas delgadas de acero Tuberías complicadas Aluminio ( método barato ) Para pequeños talleres Algunos otros metales ( acero inoxidable, cobre, latón, níquel )
PARTES DE LA SOLDADURA OXIACETILÉNICA
1.- Botella de Oxigeno
2.- Botella de Acetileno
3.- Mangueras para soplete4.- Soplete de Soldar
5.- Empuñadura6.- Válvula de Acetileno
7.- Válvula de Oxigeno8.- Cabeza del Soplete
9.- Boquilla
10.- Carrito
-
8/17/2019 Folleto Soldadura Carlos Perez
30/54
30
CARACTERÍSTICAS DE LOS ELEMENTOS DE LA SOLDADURAOXIACETILÉNICA
Además de las dos botellas móviles que contienen el combustible y elcomburente, los elementos principales que intervienen en el proceso desoldadura oxiacetilénica son los manorreductores, el soplete, las válvulas
antirretroceso y las mangueras.
Elementos principales de una instalación móvil de soldadura por gas
BOTELLAS:El oxígeno se suministra en botellas de oxígeno con capacidad para 40 litros ala presión de 150 kgf/cm2, con lo que conseguimos tener mucho oxígeno enpoco volumen.
Para saber el volumen de oxígeno que nos queda en la botella, pero a lapresión atmosférica, basta multiplicar la capacidad de la botella por la presiónque nos marca el manómetro; ley de Boyle-Mariotte. El oxígeno lo extraemosdel aire separándolo del nitrógeno, y del agua separándolo del hidrógeno.
El otro gas utilizado en este tipo de soldadura es el acetileno; éste se forma por
la acción del agua sobre el carburo de calcio. Un kilo de carburo de calcioproduce cerca de 300 litros de acetileno. El carburo de calcio se obtiene a suvez por fusión en hornos eléctricos, a unos 4.000 ºC aproximadamente, de unamezcla de cal y carbón. El acetileno no puede comprimirse, ya que a la presiónde 15 kgf/cm2 se descompone y por la influencia de una llama, un choque o uncalentamiento excesivo esta reacción, que puede ser instantánea, puedeoriginar una explosión. La mezcla oxígeno-acetileno resulta explosiva, por loque hay que cuidar esto poniendo válvulas de seguridad en las conducciones ysopletes.
-
8/17/2019 Folleto Soldadura Carlos Perez
31/54
31
El acetileno disuelto a presión en acetona no es explosivo, por lo que secomercializa en botellas de acero que contienen en su interior una sustanciaporosa empapada en acetona que disuelve el acetileno a presión.
Acetileno:
En generadores de acetileno: El carburo de calcio (CaC2) se combinaquímicamente con el agua (H2O) produciendo acetileno (C2H2)
CaC2 + 2H2O C2H2 + Ca(OH)2 + calor
Oxigeno:
Almacenado en tubos a 125 kg/cm2 - 200 kg/cm2 un volumen de 10000litros de O2
El regulador o reductor de presión reduce la presión de almacenamientoa la de trabajo
MANORREDUCTORES:
Los manorreductores pueden ser de uno o dos grados de reducción en funcióndel tipo de palanca o membrana. La función que desarrollan es latransformación de la presión de la botella de gas (150 atm) a la presión detrabajo (de 0,1 a 10 atm) de una forma constante. Están situados entre lasbotellas y los sopletes.
SOPLETE:
Es el elemento de la instalación que efectúa la mezcla de gases. Pueden serde alta presión en el que la presión de ambos gases es la misma, o de bajapresión en el que el oxígeno (comburente) tiene una presión mayor que elacetileno (combustible). Las partes principales del soplete son las dosconexiones con las mangueras, dos llaves de regulación, el inyector, la cámarade mezcla y la boquilla.
-
8/17/2019 Folleto Soldadura Carlos Perez
32/54
32
Soplete con cartucho: generalmente, estos sopletesestán alimentados por cartuchos desechables (paraatornillar o perforar) de gas liquido (butano opropano, utilizable hasta -15° C). Pueden estarequipados de puntas de diversas formas y existe unmodelo especial destinado a facilitar la soldadura de
tubos.
Soplete con botellas de gas: es más potente que elsoplete de cartucho y dispone de una mayorautonomía. Está unido a grandes botellas de butanoo de propano (generalmente provistas de unreductor de presión). Su gran caudal permitealcanzar temperaturas más elevadas que con elsoplete de cartucho (1500° C).
Sopletes con botellas bi -gas: estos aparatosconsumen una mezcla de gas (butano, propano,acetileno) y de oxígeno. El combustible permitealcanzar temperaturas de 2800 ° C. Estos sopletesson los aparatos más eficaces para la soldadurafuerte del latón. También pueden realizarse otrassoldaduras.
Se usa el calor de la llama producida por la combustión del acetileno
(C2H2) al reaccionar con Oxígeno, después de que se mezclan en el soplete(boquilla y tubo mezclador)
3200° c
C2H2 + O2 2OC + H2 + calor2OC2 + H2 +3/2O2 2CO2 + H2O + Calor
-
8/17/2019 Folleto Soldadura Carlos Perez
33/54
33
El acetileno entra a 0,3 y 0,6 kg/cm2 máximo 1,5 kg/cm2.
El oxígeno entra a menos de 4 kg/cm2.
VÁLVULAS ANTIRRETROCESO:
Son dispositivos de seguridad instalados en las conducciones y que sólopermiten el paso de gas en un sentido impidiendo, por tanto, que la llamapueda retroceder. Están formadas por una envolvente, un cuerpo metálico, unaválvula de retención y una válvula de seguridad contra sobrepresiones. Pueden
haber más de una por conducción en función de su longitud y geometría.
CONDUCCIONES:
Las conducciones sirven para conducir los gases desde las botellas hasta elsoplete. Pueden ser rígidas o flexibles.
LA LLAMA:
En este tipo de soldadura se utiliza la unión oxígeno-acetileno. Mediante lacombustión de estos dos gases conseguimos temperaturas que se aproximan alos 3300 ºC, que es la temperatura a la que funden la mayoría de los metales.La unión de oxígeno y acetileno se hace casi a partes iguales, 1'2 partes deoxígeno por 1 parte de acetileno. Podemos obtener distintos tipos de llamasegún la proporción de gases que mezclemos:
LLAMA NEUTRA:
En ella las proporciones de oxígeno y acetileno son las adecuadas para queambos gases se quemen totalmente. Se utiliza para soldar acero, aleacionesférricas y aluminio. La proporción oxígeno-acetileno es 5/4.En ella podemosobservar un dardo limpio de 15 cm de longitud aproximadamente.
LLAMA OXIDANTE:
Se denomina así por que tiene exceso de oxígeno,una relación aproximada de 25/16. Se consiguentemperaturas más altas. Esta clase de llama rara vezse usa en soldaduras, excepto en soldaduras conbronce de silicio, barillas de bronce o hierro.
-
8/17/2019 Folleto Soldadura Carlos Perez
34/54
34
LLAMA REDUCTORA:
También llamada carburante, se consigue aumentando la proporción deacetileno. Es el tipo de llama con la que se alcanzan menores temperaturas. Se
utiliza Principalmente para soldar aluminio, acero con alto contenido decarbono, acero de ciertas aleaciones y soldaduras con aleación de plata.
Para la formación de una llama se necesitan dos materias: El combustible y elcomburente; por ejemplo en un trozo de madera que arde el combustible es lamadera y el comburente el aire, ya que el aire está formado por el 78% denitrógeno, el 21% de oxígeno y un 1% de otras materias; el nitrógeno es un gasinerte, por tanto el verdadero comburente es el oxígeno. El oxígeno atacalentamente a los metales oxidándolos, a mayor temperatura el fenómeno deoxidación es más rápido, y en estado de fusión este fenómeno es muyimportante.
a. Zona fría de gases no quemadosb. Cono luminoso de la llamac. Zona de soldadurad. Llama dispersa por acceso de oxígeno del aire
-
8/17/2019 Folleto Soldadura Carlos Perez
35/54
35
CONSUMO DE O2 Y C2O2 EN FUNCIÓN DELESPESOR DE LAS PIEZAS A SOLDAR
Espesor depiezas asoldar
(mm)
Presión deO2 (MPa)
Consumode C2O2
(l/h)
Consumode O2 (l/h)
Consumo deC2O2 (l/ mm de
soldadura)
Tiempos desoldadura en
(min/mm)
1 0.10 80 90 10 5
2 0.10 140 175 25 8
3 0.10 220 270 40 11
3 a 5 0.12 290 360 70 16
5 a 7 0.14 430 500 150 24
7 a 9 0.17 570 700 220 42
9 a 10 0.18 950 1.000 300 60
10 a 12 0.20 1.400 1.500 400 7212 a 15 0.22 2.000 2.100 600 105
15 a 25 0.30 2.400 2.700 2.000 165
CONSUMO DE O2 Y C2O2 EN FUNCIÓN DELESPESOR DE LAS PIEZAS A SOLDAR
ELEMENTOS DE UNA INSTALACION DE SOLDADURA AUTOGENA
Gasógeno o botella de acetileno con sus válvulas y manómetros. Botella de oxígeno con válvulas y manómetros. Mano-reductores de oxígeno y acetileno. Tuberías para la conducción de los gases. La de acetileno con válvula
de seguridad.
0
500
1000
1500
2000
2500
3000
0 2 4 6 8 10 12
Espesor de las piezas (mm)
Consumo de C2O2 (l/h)
Consumo de O2 (l/h)
Consumo de C2O2 (l/ mm de soldadura)
Tiempos de soldadura (min/mm)
-
8/17/2019 Folleto Soldadura Carlos Perez
36/54
36
Sopletes con varias boquillas. Gafas protectoras y guantes. Mesa de trabajo y útiles (Tenazas, sargentos, etc.). El gasógeno es un aparato destinado a la producción de un gas, en este
caso del acetileno, por la acción del agua sobre el carburo. En laactualidad no se utiliza en los talleres debido a su peligrosidad.
Existe una válvula de seguridad (hidráulica) en la conducción de acetileno, paraevitar un retroceso del oxígeno por esta tubería, por trabajar el oxígeno a máspresión que el acetileno, hecho que podría provocar una explosión.
MANO-REDUCTORES:
Para trabajar con el soplete es necesario reducir la presión existente en labotella, (150Kgf/cm2 en la de oxígeno y 15 Kgf/cm2 en la de acetileno), a lapresión de trabajo, (de 3 a 5 Kgf/cm2 en oxígeno y de 0'3 a 0,5 Kgf/cm2 enacetileno). Esto se consigue gracias a los manoreductores, que son unmecanismo provisto de dos manómetros, en uno leemos la presión de entradao de la botella y en el otro la de salida o de trabajo.
SOPLETE OXIACETILÉNICO:
Se compone de un inyector de oxígeno envuelto por la cámara de aspiraciónde acetileno; esta cámara termina en una convergencia donde comienza lamezcla de los gases. Los gases atraviesan enseguida una divergencia y llegana un conducto llamado cámara de mezcla; La lanza, que hace de continuaciónde la cámara de mezcla, conduce los gases mezclados a la boquilla, donde seefectúa la combustión y por consiguiente donde se inicia la llama. El oxígenollega en general a una presión que varía de 3 a 5 Kgf/cm2 según la potencia del
soplete, mientras que el acetileno es aspirado por el vacío originado por lacirculación rápida del oxígeno, efecto venturi.
La potencia de un soplete viene determinada por la cantidad de acetileno enlitros que el soplete es capaz de consumir por hora de funcionamiento. Porejemplo: Si tiene una potencia de 1500 litros es capaz de consumir 1500 litrosen una hora.
Existen economizadores para cortar el suministro de gases automáticamente aldejar de emplear el soplete, por ejemplo al colgarlo, devolviendo el suministroal utilizarlo de nuevo; se enciende por que no se apaga del todo sino quequeda encendida una llamita piloto.
COMO RELIZAR UNA BUENA SOLDADURA
La soldadura oxiacetilénica puede efectuarse hacia la derecha o hacia laizquierda. La soldadura hacia la izquierda se realiza principalmente enplanchas delgadas, mientras que hacia la derecha se prefiere paraplanchas gruesas.
-
8/17/2019 Folleto Soldadura Carlos Perez
37/54
37
SOLDADURA A IZQUIERDA:
La varilla del aporte va delante de la llama, (ambas en zigzag). Esta porsoplado empuja el material fundido hacia delante.
Para materiales de hasta 3 mm de espesor.
Inconvenientes de pérdida de calor, enfriamiento rápido y textura con defectos
SOLDADURA A DERECHA:
La varilla del aporte va siguiendo a la llama. (ambas en forma circular)
Para espesores de más de 3 mm.
La llama calienta la zona de fusión y retiene el material fundido por efecto desoplado.
-
8/17/2019 Folleto Soldadura Carlos Perez
38/54
38
1.- Distancia entre el electrodo y lapieza.
2.- Plancha de 1/2".3.- Plancha de 3/8".4.- Plancha de 1/4".
5.- Posición del Electrodo.
6.- Cepillo de alambre de puntas deacero abiertas INCORRECTO.7.- Cepillo de alambre de puntasRectas CORRECTO.
8.- Soldadura hacia la izquierda, ohacia adelante.9.- Soldadura hacia la derecha, ohacia atrás.
10.- Llama Neutra.
11.- Exceso de Acetileno, llamaCarburante.
12.- Exceso de Oxigeno, llamaOxidante.
-
8/17/2019 Folleto Soldadura Carlos Perez
39/54
39
PUESTA A PUNTO DEL EQUIPO DE SOLDAR
1.Manteniendo cerrada la llave de entrada al mano-reductor de acetileno abrirlentamente la botella.
2.Manteniendo cerrada la llave de salida del mano-reductor abrir lentamente la llave deentrada hasta conseguir en el manómetro la presión de trabajo deseada. Después abrirlentamente la de salida manteniendo cerrada la del soplete.
3.Seguir los pasos anteriores con la botella y mano-reductor de oxígeno.
4.Tomar el soplete y aproximarlo a la llama de encendido, abrir lentamente la llave deacetileno y encender.
5.Alimentar la llama con oxígeno hasta conseguir un dardo limpio, de llama bienregulada.
PARADA DEL EQUIPO DE SOLDAR
Para una parada momentánea hay que cerrar en el soplete el acetileno, el oxígeno secorta automáticamente, en todo caso cerrar la llave de oxígeno también.
Para una parada definitiva hay que cerrar en la botella tanto el acetileno como eloxígeno. Evacuar completamente el gas de las gomas, aflojando los mano-reductores ymanteniendo abierto el soplete. Una vez finalizada la salida de gases hay que cerrarcompletamente el soplete.
RETROCESOS DE LA LLAMA
Se presentan de tres maneras diferentes:
Chasquido seco, después del cual el soplete sigue se marcha normal; si serepite esto es señal de un funcionamiento defectuoso, conviene limpiar laboquilla.
Retrocesos de la llama con combustión interna. Se caracteriza por la supresión
de la llama en el exterior, sustituida por un chorro de humo negro; hay que cortarinmediatamente el gas por las llaves del soplete. Estos retrocesos de llama sonoriginados por un soplete mal regulado, mal montado o defectuoso. Esaconsejable enfriar de vez en cuando el soplete apagándolo.
Chasquidos sucesivos y muy próximos; hay que cerrar inmediatamente el pasode acetileno en el soplete.
En caso de cualquier incidente basta con cerrar el paso del gas en las válvulas de lasbotellas y en el soplete para extinguir la llama.
-
8/17/2019 Folleto Soldadura Carlos Perez
40/54
-
8/17/2019 Folleto Soldadura Carlos Perez
41/54
41
Esto quiere decir que para soldar un milímetro de acero ordinario hay que emplearun soplete correspondiente a un consumo horario de 100 litros de acetileno, para dosmilímetros de 200 litros, etc. En la práctica las boquillas van escalonadas así: 50-75-100-125-225-350-500. Hay que elegir la que más se aproxime al consumo horario deacetileno deseado. Hay que utilizar las medidas de seguridad e higiene adecuadasademás de las reseñadas anteriormente, así como el empleo de gafas, guantes,polainas, etc.
RIESGOS Y FACTORES DE RIESGO
SOLDADURA:
Incendio y/o explosión durante los procesos de encendido y apagado, porutilización incorrecta del soplete, montaje incorrecto o estar en mal estadoTambién se pueden producir por retorno de la llama o por falta de orden olimpieza.
Exposiciones a radiaciones en las bandas de UV visible e IR del espectro en
dosis importantes y con distintas intensidades energéticas, nocivas para losojos, procedentes del soplete y del metal incandescente del arco de soldadura.
Quemaduras por salpicaduras de metal incandescente y contactos con losobjetos calientes que se están soldando.
Proyecciones de partículas de piezas trabajadas en diversas partes del cuerpo.
Exposición a humos y gases de soldadura, por factores de riesgo diversos,generalmente por sistemas de extracción localizada inexistentes o ineficientes.
ALMACENAMIENTO Y MANIPULACIÓN DE BOTELLAS:
Incendio y/o explosión por fugas o sobrecalentamientos incontrolados.
Atrapamientos diversos en manipulación de botellas.
NORMAS DE SEGURIDAD FRENTE A INCENDIOS/EXPLOSIONES EN TRABAJOSDE SOLDADURA
Los riesgos de incendio y/o explosión se pueden prevenir aplicando una serie denormas de seguridad de tipo general y otras específicas que hacen referencia a lautilización de las botellas, las mangueras y el soplete. Por otra parte se exponennormas a seguir en caso de retorno de la llama.
-
8/17/2019 Folleto Soldadura Carlos Perez
42/54
42
NORMAS DE SEGURIDAD GENERALES
Se prohíben las trabajos de soldadura y corte, en locales donde se almacenenmateriales inflamables, combustibles, donde exista riesgo de explosión o en elinterior de recipientes que hayan contenido sustancias inflamables.
Para trabajar en recipientes que hayan contenido sustancias explosivas o
inflamables, se debe limpiar con agua caliente y desgasificar con vapor de agua,por ejemplo. Además se comprobará con la ayuda de un medidor de atmósferaspeligrosas (explosímetro), la ausencia total de gases.
Se debe evitar que las chispas producidas por el soplete alcancen o caigansobre las botellas, mangueras o líquidos inflamables.
No utilizar el oxígeno para limpiar o soplar piezas o tuberías, etc., o para ventilaruna estancia, pues el exceso de oxígeno incrementa el riesgo de incendio.
Los grifos y los manorreductores de las botellas de oxígeno deben estar siempre
limpios de grasas, aceites o combustible de cualquier tipo. Las grasas puedeninflamarse espontáneamente por acción del oxígeno.
Si una botella de acetileno se calienta por cualquier motivo, puede explosionar;cuando se detecte esta circunstancia se debe cerrar el grifo y enfriarla con agua,si es preciso durante horas.
Si se incendia el grifo de una botella de acetileno, se tratará de cerrarlo, y si nose consigue, se apagará con un extintor de nieve carbónica o de polvo.
Después de un retroceso de llama o de un incendio del grifo de una botella deacetileno, debe comprobarse que la botella no se calienta sola.
NORMAS DE SEGURIDAD ESPECÍFICAS
UTILIZACIÓN DE BOTELLAS:
Las botellas deben estar perfectamente identificadas en todo momento, en casocontrario deben inutilizarse y devolverse al proveedor.
Todos los equipos, canalizaciones y accesorios deben ser los adecuados a lapresión y gas a utilizar.
Las botellas de acetileno llenas se deben mantener en posición vertical, almenos 12 horas antes de ser utilizadas. En caso de tener que tumbarlas, sedebe mantener el grifo con el orificio de salida hacia arriba, pero en ningún casoa menos de 50 cm del suelo.
Los grifos de las botellas de oxígeno y acetileno deben situarse de forma quesus bocas de salida apunten en direcciones opuestas.
-
8/17/2019 Folleto Soldadura Carlos Perez
43/54
43
Las botellas en servicio deben estar libres de objetos que las cubran total oparcialmente.
Las botellas deben estar a una distancia entre 5 y 10 m de la zona de trabajo.
Antes de empezar una botella comprobar que el manómetro marca “cero” con elgrifo cerrado.
Si el grifo de una botella se atasca, no se debe forzar la botella, se debedevolver al suministrador marcando convenientemente la deficiencia detectada.
Antes de colocar el manorreductor, debe purgarse el grifo de la botella deoxígeno, abriendo un cuarto de vuelta y cerrando a la mayor brevedad.
Colocar el manorreductor con el grifo de expansión totalmente abierto; despuésde colocarlo se debe comprobar que no existen fugas utilizando agua jabonosa,pero nunca con llama. Si se detectan fugas se debe proceder a su reparacióninmediatamente.
Abrir el grifo de la botella lentamente; en caso contrario el reductor de presiónpodría quemarse.
Las botellas no deben consumirse completamente pues podría entrar aire. Sedebe conservar siempre una ligera sobrepresión en su interior.
Cerrar los grifos de las botellas después de cada sesión de trabajo. Después decerrar el grifo de la botella se debe descargar siempre el manorreductor, lasmangueras y el soplete.
La llave de cierre debe estar sujeta a cada botella en servicio, para cerrarla encaso de incendio. Un buen sistema es atarla al manorreductor.
Las averías en los grifos de las botellas debe ser solucionadas por elsuministrador, evitando en todo caso el desmontarlos.
No sustituir las juntas de fibra por otras de goma o cuero.
Si como consecuencia de estar sometidas a bajas temperaturas se hiela elmanorreductor de alguna botella utilizar paños de agua caliente para
deshelarlas.
MANGUERAS:
Las mangueras deben estar siempre en perfectas condiciones de uso ysólidamente fijadas a las tuercas de empalme.
Las mangueras deben conectarse a las botellas correctamente sabiendo que lasde oxígeno son rojas y las de acetileno negras, teniendo estas últimas undiámetro mayor que las primeras.
-
8/17/2019 Folleto Soldadura Carlos Perez
44/54
44
Se debe evitar que las mangueras entren en contacto con superficies calientes,
bordes afilados, ángulos vivos o caigan sobre ellas chispas procurando que noformen bucles.
Las mangueras no deben atravesar vías de circulación de vehículos o personassin estar protegidas con apoyos de paso de suficiente resistencia a la
compresión.
Antes de iniciar el proceso de soldadura se debe comprobar que no existenpérdidas en las conexiones de las mangueras utilizando agua jabonosa, porejemplo. Nunca utilizar una llama para efectuar la comprobación.
No se debe trabajar con las mangueras situadas sobre los hombros o entre laspiernas.
Las mangueras no deben dejarse enrolladas sobre las ojivas de las botellas.
Después de un retorno accidental de llama, se deben desmontar las manguerasy comprobar que no han sufrido daños. En caso afirmativo se deben sustituir porunas nuevas desechando las deterioradas.
SOPLETE:
El soplete debe manejarse con cuidado y en ningún caso se golpeará con él.
En la operación de encendido debería seguirse la siguiente secuencia deactuación:
a. Abrir lentamente y ligeramente la válvula del soplete correspondiente aloxígeno.
b. Abrir la válvula del soplete correspondiente al acetileno alrededor de 3/4de vuelta.
c. Encender la mezcla con un encendedor o llama piloto.d. Aumentar la entrada del combustible hasta que la llama no despida humo.e. Acabar de abrir el oxígeno según necesidades.f. Verificar el manorreductor.
En la operación de apagado debería cerrarse primero la válvula del acetileno ydespués la del oxígeno.
No colgar nunca el soplete en las botellas, ni siquiera apagado.
No depositar los sopletes conectados a las botellas en recipientes cerrados.
La reparación de los sopletes la deben hacer técnicos especializados.
-
8/17/2019 Folleto Soldadura Carlos Perez
45/54
45
Limpiar periódicamente las toberas del soplete pues la suciedad acumuladafacilita el retorno de la llama. Para limpiar las toberas se puede utilizar una agujade latón.
Si el soplete tiene fugas se debe dejar de utilizar inmediatamente y proceder asu reparación. Hay que tener en cuenta que fugas de oxígeno en localescerrados pueden ser muy peligrosas.
RETORNO DE LLAMA:
En caso de retorno de la llama se deben seguir los siguientes pasos:
a. Cerrar la llave de paso del oxígeno interrumpiendo la alimentación a la llamainterna.
b. Cerrar la llave de paso del acetileno y después las llaves de alimentación deambas botellas.
En ningún caso se deben doblar las mangueras para interrumpir el paso del gas. Efectuar las comprobaciones pertinentes para averiguar las causas y proceder a
solucionarlas.
NORMAS DE SEGURIDAD FRENTE A OTROS RIESGOS EN TRABAJOS DESOLDADURA
EXPOSICIÓN A RADIACIONES:
Las radiaciones que produce la soldadura oxiacetilénica son muy importantes por lo
que los ojos y la cara del operador deberán protegerse adecuadamente contra susefectos utilizando gafas de montura integral combinados con protectores de casco ysujeción manual adecuadas al tipo de radiaciones emitidas. El material puede ser elplástico o nylon reforzados, con el inconveniente de que son muy caros, o las fibrasvulcanizadas.
Para proteger adecuadamente los ojos se utilizan filtros y placas filtrantes que debenreunir una serie de características que se recogen en tres tablas; en una primera tablase indican los valores y tolerancias de transmisión de los distintos tipos de filtros yplacas filtrantes de protección ocular frente a la luz de intensidad elevada. Lasdefiniciones de los factores de transmisión vienen dados en la ISO 4007 y su
determinación está descrita en el cap. 5 de la ISO 4854. Los factores de transmisión delos filtros utilizados para la soldadura y las técnicas relacionadas vienen relacionadasen la tabla 1 de la NTP 494. Por otro lado, para elegir el filtro adecuado (nº de escala)en función del grado de protección se utilizan otras dos tablas que relacionan el tipo detrabajo de soldadura realizado con los caudales de oxígeno (operaciones de corte) olos caudales de acetileno (soldaduras y soldadura fuerte con gas). Se puede observarque el número de escala exigido aumenta según aumenta el caudal por hora. Vertablas 1 y 2.
-
8/17/2019 Folleto Soldadura Carlos Perez
46/54
46
Tabla 1. Escalonado de protección que debe utilizarse enoperaciones de soldadura y soldadura fuerte con gas
TIPO DE TRABAJO
I = Caudal de acetileno enlitros por hora
I =
70
70 < I
≤200
200 < I
≤ 800
I >
800Soldadura y soldadura fuerte demetales pesados
4 5 6 7
Soldadura con flux (aleacionesligeras, principalmente)
4a 5a 6a 7a
Notas:
1. Cuando en la soldadura con gas se emplea un flux la luzemitida por la fuente es muy rica en luz monocromática
correspondiente al tipo de flux empleado. Para suprimir lamolestia debida a esta emisión monocromática, se recomiendautilizar filtros o combinaciones de filtros que tengan unaabsorción selectiva según el tipo de flux empleado. Los filtrosindicados con letra “a” cumplen estas condiciones.
2. Según las condiciones de uso, puede emplearse la escalainmediatamente superior o inferior
Tabla 2. Escalonado de protección que deben utilizar se enoperaciones de oxicorte
TIPO DE TRABAJOCaudal de oxígeno en litros por hora
900 a 2000 2000 a 4000 4000 a 8000
Oxicorte 5 6 7
Notas
1. Según las condiciones de uso, puede emplearse la escalainmediatamente superior o inferior
2. Los valores de 900 a 2000 y de 2000 a 8000 litros por hora de
oxígeno corresponden muy aproximadamente al uso deorificios de corte de 1,5 y 2 mm de diámetro, respectiva mente.
Será muy conveniente el uso de placas filtrantes fabricadas de cristal soldadas que seoscurecen y aumentan la capacidad de protección en cuanto se enciende el arco desoldadura; tienen la ventaja que el oscurecimiento se produce casi instantáneamente, yen algunos tipos en tan sólo 0,1 ms. Las pantallas o gafas deben ser reemplazadascuando se rayen o deterioren.
-
8/17/2019 Folleto Soldadura Carlos Perez
47/54
47
Para prevenir las quemaduras por salpicaduras, contactos con objetos calientes oproyecciones, deben utilizarse los equipos de protección individual.
EXPOSICIÓN A HUMOS Y GASES:
Siempre que sea posible se trabajará en zonas o recintos especialmente preparadospara ello y dotados de sistemas de ventilación general y extracción localizadasuficientes para eliminar el riesgo.
Es recomendable que los trabajos de soldadura se realicen en lugares fijos. Si eltamaño de las piezas a soldar lo permite es conveniente disponer de mesas especialesdotadas de extracción localizada lateral. En estos casos se puede conseguir unacaptación eficaz mediante una mesa con extracción a través de rendijas en la parteposterior.
m.m.
A 600 máx
B 120
C 50D -
E 120
F 120
G 200
H 3.000 máx
Mesa fija de soldadura con extracción posterior. Cotas recomendadas
-
8/17/2019 Folleto Soldadura Carlos Perez
48/54
48
El caudal de aspiración recomendado es de 2000 m3/h por metro de longitud de lamesa. La velocidad del aire en las rendijas debe ser como mínimo de 5 m/s. La eficaciadisminuye mucho si la anchura de la mesa rebasa los 60 o 70 cm. La colocación depantallas en los extremos de la mesa, según se puede ver en la Fig. 2 mejora laeficacia de la extracción.
Cuando es preciso desplazarse debido al gran tamaño de la pieza a soldar se deben
utilizar sistemas de aspiración desplazables. (fig. 3). El caudal de aspiración estárelacionado con la distancia entre el punto de soldadura y la boca de aspiración. VerTabla 3.
Sistema móvil de extracción localizada
Tabla 3. Relación entre el caudal de aspiración y ladistancia al punto de soldadura de la boca de
aspiración
Caudal en m3/h Distancia en m
200 0,1
750 0,2
1.650 0,3
3.000 0,4
4.500 0,5
Nota: La distancia entre la boca de aspiración y elpunto de soldadura debe respetarse al máximopues la velocidad de la corriente de aire creada porla campana disminuye rápidamente con la distanciaperdiendo eficacia el sistema.
Si bien no es objeto de esta NTP, cabe reseñar la importancia de adoptar medidasespeciales de prevención frente a la exposición a contaminantes químicos, cuando setrate de aleaciones o revestimientos que puedan contener metales como el Cr, Ni, Cd,Zn, Pb, etc., todos ellos de alta toxicidad.
-
8/17/2019 Folleto Soldadura Carlos Perez
49/54
49
NORMAS DE SEGURIDAD EN EL ALMACENAMIENTO Y LA MANIPULACIÓN DEBOTELLAS
NORMAS REGLAMENTARIAS DE MANIPULACIÓN Y ALMACENAMIENTO:
Emplazamiento
No deben ubicarse en locales subterráneos o en lugares con comunicacióndirecta con sótanos, huecos de escaleras, pasillos, etc.
Los suelos deben ser planos, de material difícilmente combustible y concaracterísticas tales que mantengan el recipiente en perfecta estabilidad.
Ventilación
En las áreas de almacenamiento cerradas la ventilación será suficiente ypermanente, para lo que deberán disponer de aberturas y huecos encomunicación directa con el exterior y distribuidas convenientemente en zonasaltas y bajas. La superficie total de las aberturas será como mínimo 1/18 de lasuperficie total del área de almacenamiento.
Instalación eléctrica
Estará de acuerdo con los vigentes Reglamentos Electrotécnicos
Protección contra incendios
Indicar mediante señalización la prohibición de fumar. Las botellas deben estar alejadas de llamas desnudas, arcos eléctricos, chispas,
radiadores u otros focos de calor. Proteger las botellas contra cualquier tipo de proyecciones incandescentes. Si se produce un incendio se deben desalojar las botellas del lugar de incendio y
se hubieran sobrecalentado se debe proceder a enfriarse con abundante agua.
Medidas complementarias
Utilizar códigos de colores normalizados para identificar y diferenciar elcontenido de las botellas.
Proteger las botellas contra las temperaturas extremas, el hielo, la nieve y losrayos solares.
Se debe evitar cualquier tipo de agresión mecánica que pueda dañar las botellascomo pueden ser choques entre sí o contra superficies duras.
Las botellas con caperuza no fija no deben asirse por ésta. En eldesplazamiento, las botellas, deben tener la válvula cerrada y la caperuzadebidamente fijada.
-
8/17/2019 Folleto Soldadura Carlos Perez
50/54
50
Las botellas no deben arrastrarse, deslizarse o hacerlas rodar en posiciónhorizontal. Lo más seguro en moverlas con la ayuda de una carretilla diseñadapara ello y debidamente atadas a la estructura de la misma. En caso de nodisponer de carretilla, el traslado debe hacerse rodando las botellas, en posiciónvertical sobre su base o peana.
No manejar las botellas con las manos o guantes grasientos. Las válvulas de las botellas llenas o vacías deben cerrarse colocándoles los
capuchones de seguridad. Las botellas se deben almacenar siempre en posición vertical. No se deben almacenar botellas que presenten cualquier tipo de fuga. Para
detectar fugas no se utilizarán llamas, sino productos adecuados para cada gas. Para la carga/descarga de botellas está prohibido utilizar cualquier elemento de
elevación tipo magnético o el uso de cadenas, cuerdas o eslingas que no esténequipadas con elementos que permitan su izado con su ayuda.
Las botellas llenas y vacías se almacenarán en grupos separados.
Otras normas no reglamentarias
Almacenar las botellas al sol de forma prolongada no es recomendable, puespuede aumentar peligrosamente la presión en el interior de las botellas que noestán diseñadas para soportar temperaturas superiores a los 54oC.
Guardar las botellas en un sitio donde no se puedan manchar de aceite o grasa. Si una botella de acetileno permanece accidentalmente en posición horizontal,
se debe poner vertical, al menos doce horas antes de ser utilizada. Si secubrieran de hielo se debe utilizar agua caliente para su eliminación antes demanipularla.
Manipular todas las botellas como si estuvieran llenas. En caso de utilizar un equipo de manutención mecánica para su
desplazamiento, las botellas deben depositarse sobre una cesta, plataforma o
carro apropiado con las válvulas cerradas y tapadas con el capuchón deseguridad.
Tipo de plataforma de transporte de botellas
Las cadenas o cables metálicos o incluso los cables recubiertos de caucho nodeben utilizarse para elevar y transportar las botellas pues pueden deslizarse.
-
8/17/2019 Folleto Soldadura Carlos Perez
51/54
51
Indicador de prohibición de utilización de cadenas o cables para transportar botellas degas
Cuando existan materias inflamables como la pintura, aceite o disolventesaunque estén en el interior de armarios espaciales, se debe respetar unadistancia mínima de 6 m.
Distancia de seguridad entre botellas almacenadas y un armario con pinturas, aceites odisolventes.
Normas reglamentarias sobre clases de almacenes
En función de la cantidad de kg almacenados, los almacenes se clasifican encinco clases que van desde menos de 150 Kg de amoniaco hasta más de 8000Kg de productos oxidantes o inertes.
Normas reglamentarias sobre separación entre botellas de gases inflamables y otrosgases
Las botellas de oxígeno y de acetileno deben almacenarse por separado dejando unadistancia mínima de 6 m siempre que no haya un muro de separación.
-
8/17/2019 Folleto Soldadura Carlos Perez
52/54
52
Almacenamiento de botellas sin muro de separación
En el caso de que exista un muro de separación se pueden distinguir dos casos:
a. Muro aislado: la altura del muro debe ser de 2 m como mínimo y 0,5 m porencima de la parte superior de las botellas (fig. 8). Además la distancia desde elextremo de la zona de almacenamiento en sentido horizontal y la resistencia alfuego del muro es función de la clase de almacén según se puede ver en laTabla 4.
-
8/17/2019 Folleto Soldadura Carlos Perez
53/54
-
8/17/2019 Folleto Soldadura Carlos Perez
54/54
54
Equipos de protección individual
El equipo obligatorio de protección individual, se compone de:
Polainas de cuero Calzado de seguridad Yelmo de soldador (Casco y careta de protección) Pantalla de protección de sustentación manual Guantes de cuero de manga larga Manguitos de cuero Mandil de cuero Casco de seguridad, cuando el trabajo así lo requiera
Además el operario no debe trabajar con la ropa manchada de grasa, disolventes ocualquier otra sustancia inflamable. Cuando se trabaje en altura y sea necesario utilizarcinturón de seguridad, éste se deberá proteger para evitar que las chipas lo puedanquemar.