GOBIERNO DEL ESTADO DE MEXICO SECRETARÍA DE ECOLOGÍA
98
GOBIERNO DEL ESTADO DE MEXICO SECRETARÍA DE ECOLOGÍA INFORMACIÓN TÉCNICA SOBRE RECICLAJE Promoción de proyectos de reciclaje Acumuladores de plomo-ácido Neumáticos usados Papel de desecho Lubricantes Plásticos Diciembre 2003
Transcript of GOBIERNO DEL ESTADO DE MEXICO SECRETARÍA DE ECOLOGÍA

GOBIERNO DEL ESTADO DE MEXICOSECRETARÍA DE ECOLOGÍA
INFORMACIÓN TÉCNICA SOBRE RECICLAJE
Promoción de proyectos de reciclajeAcumuladores de plomo-ácido
Neumáticos usadosPapel de desecho
LubricantesPlásticos
Diciembre 2003

Gobierno del Estado de MéxicoSecretaria de EcologíaDirección General de Prevención y Controlde la Contaminación del Agua, Suelo yResiduos
Deutsche Gesellschaft für TechnischeZusammenarbeit (GTZ) GmbH(Agencia de Cooperación TécnicaAlemana)
M. en C. Arlette López TrujilloSecretaria de Ecología
Dr.-Ing. Günther WehenpohlAsesor Principal del Proyecto de Apoyo ala Gestión de Residuos Sólidos
M.V.Z. A. Ricardo Sánchez RubioDirector General de Prevención y Controlde la Contaminación del Agua, Suelo yResiduos
Arq. Onésimo Reyes MartínezSubdirector de Prevención y Control de laContaminación del Suelo y Residuos
Autor:
Dr.-Ing. Heinrich Vest
Foto de la capa: G. Wehenpohl
Secretaría de Ecología del Gobierno del Estado de México, 2003 Deutsche Gesellschaft für Technische Zusammenarbeit (GTZ) GmbH, 2003
Se autoriza la reproducción parcial o total, citando la fuente de referencia.

Introducción
GATE (German Appropriate Technology and Ecoefficiency Programme) es unservicio prestado por la Agencia de Cooperación Técnica Alemana (GTZ) quehace más de 20 años se dedica a la divulgación y la adaptación de tecnologías enpaíses en desarrollo. Las tecnologías se consideran apropiadas cuandoaprovechan los recursos existentes de manera óptima y respetuosa con el medioambiente y cuando se adaptan a las condiciones ecológicas, económicas ysocioculturales del país. La aplicación de tecnologías apropiadas contribuye a undesarrollo sostenible.
Los documentos presentados a continuación fueron traducidos de su original enInglés y pueden servir como orientación para incentivar el reciclaje.
M.V.Z. A. Ricardo Sánchez RubioDirector General de Prevención yControl de la Contaminación del Agua,Suelo y Residuos
Secretaria de Ecología delGobierno del Estado de México
Dr. Ing Günther WehenpohlAsesor Principal
Deutsche Gesellschaft für TechnischeZusammenarbeit (GTZ) GmbH(Agencia de Cooperación Técnica Alemana)

Índice
A. Guía para la promoción de proyectos de reciclaje a pequeña escala
B. Reciclaje de residuos plásticos a pequeña escala
C. Aspectos ambientales del reciclaje de papel de desecho
D. Reciclaje de neumáticos automotrices usados
E. Reuso y refinación de aceites lubricantes usados
F. Fundamentos del reciclaje de acumuladores de plomo-ácido

Guía para la promoción de proyectos dereciclaje a pequeña escala
Autor: Dr.-Ing. Heinrich Vest
Este material técnico ha sido suministrado por:
Servicio de información Gate / GTZP.O. Box 5180, 65726 Eschborn, AlemaniaTeléfono: +49(0)6196 / 79-3093, Fax: +49 (0)6196 / 79-7352Email: [email protected]
Internet: http://www.gtz.de/gate/
Información Técnica W14e
A - 1

A - 2
Introducción
La nueva forma de vida y el crecimiento económico en los países en vías de desarrollo,genera mayores cantidades de desechos domésticos y comerciales. El cambio en elestilo de vida y en el consumo va de la mano con el cambio en la composición de losdesechos. Con anterioridad, la parte principal de los desechos domésticos en las zonasrurales y urbanas pobres consistía en materia orgánica biodegradable. Ahora, elplástico, el papel, el vidrio, y el metal son los componentes principales (cuando menosen volumen) de los desechos que se generan no sólo en el sector moderno de lospaíses en vías de desarrollo.
El reuso y el reciclaje de los bienes valiosos que provienen de los desechos tienen unagran tradición en los países del sur. Los artículos como botellas vacías, envases deplástico, latas de hojalata, metales no ferrosos y ciertas calidades de papel, nuncallegan a ser desechos. Se separan en la fuente y se venden a centros de acopio. Lospedazos de metal, por ejemplo, todavía son la fuente principal de materia prima defundidores y herreros del sector informal de los países en vías de desarrollo.
Con el incremento en la cantidad y la complejidad de los materiales de desecho, elreciclaje ahora es un ejercicio más sofisticado, que lleva a un reciclador a pequeñaescala del sector informal a sus límites técnicos y financieros. Por otra parte, puedeabrir una gran gama de oportunidades para la creación de empleos y la generación deingresos si los empresarios a pequeña escala cuentan con el conocimiento técnico, losrecursos financieros y la administración del negocio.
El objetivo de este documento es asesorar en cuanto a la manera de abordar y utilizarel sector de reciclaje para el desarrollo de un negocio.
Fase inicial – reunión de información, investigación de mercado
Antes de iniciar un negocio en el sector del reciclaje (y también en otros sectores) esesencial realizar una investigación adecuada de todos los factores que podrían influir enel negocio. Al reunir la mayor cantidad de información posible, el empresario puedeobtener una imagen completa de las actividades y prospectos de su empresa futura.En el sector de reciclaje, se tienen que investigar tres áreas importantes:
• disponibilidad de la materia prima;• disponibilidad de la tecnología y los fondos;• prospectos de mercado para el producto.
La lista siguiente le puede ayudar a responder estos asuntos en detalle:

A - 3
Lista de verificación para la elaboración de proyectos en el sector de reciclaje
A. Materia Prima
¿Qué tipo de material de desecho se recolectará?
Para cada tipo: ¿En dónde se recolectará o se comprará el material de desecho? ¿A cuánto ascenderá la cantidad mensual de desechos recolectados? ¿Cuál es la distancia promedio que deberá recorrerse para la recolección o
compra? ¿Qué medios de transporte se requieren? ¿Cuál es la calidad del material de desecho? ¿Tiene el material algún costo o se obtiene sin cargo? ¿Las personas traen los desechos? ¿A qué precio?
B. Tecnologías administración del manejo de desechos.
Arreglo general: ¿En dónde se acumulará / almacenará el material? ¿Qué tipos de instalaciones se requieren? ¿Qué tipo de infraestructura se requiere en las instalaciones? ¿A cuánto ascenderá la inversión total para establecer la infraestructura? ¿Cuántas personas se contratarán y qué estructura organizativa se requerirá?
Para cada tipo de material de desecho: ¿Cuál es la calidad del material que ingresa? ¿Qué tipo de proceso se aplicará para mejorar la calidad? ¿Qué tipo de maquinaria se necesitará? ¿Cuántos trabajadores se necesitarán para mejorar la calidad? ¿Cuál será su productividad? ¿Qué se consumirá durante el proceso (energía eléctrica, combustible, lubricantes,
agua, etc.? ¿Qué inversión se necesitará hacer para adquirir la maquinaria requerida, los
vehículos de transporte, el equipo de oficina, etc.? ¿Cuál será la calidad de los productos que se venderán? ¿A cuánto ascenderán los costos de operación?

A - 4
C. Mercadeo de productos.
Para cada producto: ¿Cuáles son los clientes para el producto? ¿En dónde están ubicados los clientes? ¿Cuál es el precio de mercado del producto? ¿A qué distancia se transportará y cuáles son los costos de transporte? ¿A cuánto asciende la cantidad mensual que se embarcará y se venderá? ¿Qué medios de transporte se necesitan? ¿Cuál será la utilidad neta operativa del total de la operación?
No se puede dar respuesta a todas estas preguntas de inmediato. Se tiene que invertirun mayor esfuerzo en el diseño técnico, la planeación de la inversión y el cálculo delflujo del capital.
Diseño técnico
Con relación a las principales fracciones de desechos; metal, plástico, papel, y vidrio, secuenta con varias tecnologías para el reciclaje que han demostrado sereconómicamente viables y técnicamente confiables. Algunos de los procesos dereciclaje (en especial para los desechos comerciales) necesitan realizarse a gran escaladebido a la tecnología sofisticada que requieren la alta inversión y las medidas deprotección ambiental. Los países en vías de desarrollo con una generación limitada dedesechos y un mercado limitado para los productos reciclados, no son un lugarfavorable para iniciar actividades de reciclaje a gran escala. En estos casos, losrecicladores se deben concentrar principalmente en la recolección y en el pre-tratamiento de las fracciones de desechos y entregar estos productos a los grandesproductores de productos reciclados (por ejemplo, fábricas de papel, fábricas de vidrio,plantas de acero).
Para iniciar un reciclaje a pequeña escala se debe contar con las tecnologías y losprocesos adecuados. ¿De dónde provienen estas tecnologías?
El desarrollo técnico y económico de los países industrializados, ha producidotecnologías que reflejan su propia economía, sociedad y necesidades. No siempre esapropiado transferir estas tecnologías a los países en vías de desarrollo. Sería mássensato considerar una transferencia de tecnología entre los propios países en vías dedesarrollo. En el área de reciclaje y el procesamiento de desechos, países como laIndia, China, Egipto y Brasil, han desarrollado tecnologías a pequeña escala para lospaíses en vías de desarrollo, que son costeables, que se pueden administrar

A - 5
técnicamente y que son económicamente viables. Por desgracia, la transferencia detecnología entre países en vías de desarrollo no se desarrolla de manera satisfactoria.Se requiere de mayor información y cooperación.
En los países en vías de desarrollo que cuentan con un alto promedio de trabajadoresno calificados, tienen salarios relativamente bajos, costos de transporte de energíaelevados, tasas de interés altas y un apoyo financiero reducido para la masa deemprendedores en pequeño, los procesos y la maquinaria apropiados estáncaracterizados en la mayoría de los casos como:
• pequeños en tamaño y producción;• baratos;• producidos en la localidad o en la región;• mano de obra intensiva y operación manual;• ahorro de energía;• amigable para el medio ambiente.
La mayor parte de los países en vías de desarrollo no tienen una capacidad productoralocal significativa; se tendría que importar la mayor parte de la tecnología necesaria y elequipo. Para decidir si una tecnología importada es la adecuada, se debe examinarpara determinar:
• inversión total (que incluye transporte, aranceles aduaneros y un conjunto derefacciones genuinas);
• disponibilidad de servicio y reparaciones locales (incluyendo refaccioneslocales);
• capacidad necesaria para la operación;• costos operativos (consumo de energía, grasa, refacciones, mantenimiento,
etc.).
Es importante que el empresario seleccione los procesos y la tecnología conforme a lascircunstancias locales y a sus recursos personales. En general, los costos bajos demano de obra combinados con las altas tasas de interés, no favorecen una inversiónelevada. La falta de obreros calificados, de personal de servicio, y de refacciones haceque la operación de maquinaria importada se vuelva complicada. La lista de verificaciónsiguiente le ayudará a seleccionar los procesos y la maquinaria adecuada.

A - 6
Lista para la selección de los procesos y maquinaria adecuadas
A) Proceso de producciónAplicación de los procesos
¿Preparación de la alimentación? ¿Proceso principal? ¿Manejo final, por ejemplo, enlatado, empacado, almacenaje, etc.? ¿Maquinaria auxiliar?
Ubicación de los productores / proveedores de la maquinaria ¿Localmente? ¿En países vecinos? ¿En países lejanos? ¿Proporcionan servicio, mantenimiento y refacciones?
Condiciones de compra del equipo ¿Precio del equipo? ¿Costos de transporte a las instalaciones? ¿Aranceles aduanales? ¿Precio de refacciones, impuesto y transporte inclusive? ¿Tiempo de vida de la maquinaria y garantías?
Características de operación ¿Operación manual, semimecánica o automática? ¿Operación por lotes o continua? ¿Operación de baja o alta productividad? ¿Consumo de energía intenso? ¿Ruidosa y contaminante? ¿Riesgosa para la salud del trabajador? ¿Genera cantidades razonables de desechos y residuos? ¿En general, amistosa o no amistosa para el ambiente?

A - 7
B. Factores económicosMercado laboral
¿Disponibilidad de mano de obra capacitada? ¿Nivel de salarios y costos laborales relacionados? ¿Disponibilidad de ayuda técnica de institutos de investigación y tecnología
locales?
Mercado de capital ¿Nivel de autofinanciamiento del empresario? ¿Nivel de las tasas de interés? ¿Disponibilidad de préstamos de inversión favorables? ¿Existencia de esquemas de apoyo gubernamentales?
Plan de negocios, estudio de viabilidad
El mercado para productos reciclados en los países en vías de desarrollo, confrecuencia es limitado debido a la población reducida y a la ausencia derecicladores a gran escala (plantas de acero, productores de vidrio, fabricantes depapel, recicladores de plástico, etc.) En este caso, muchos recolectores yrecicladores de desechos tendrían que vender sus productos en el ámbitointernacional, lo que no sólo representa un problema de logística sino tambiéncostos muy elevados de transporte. Aún, si se cuenta con clientes locales en elpaís, otros factores que presentan trabas, podrían limitar la rentabilidad de lasoperaciones de reciclaje a pequeña escala.
Un factor importante que decide si un negocio es viable o no, son los costos detransporte. Las largas distancias para la recolección de las materias primas, o parala venta de productos puede incrementar los costos de operación a tal grado queel negocio resulte antieconómico. En el caso del reciclaje de desechos, confrecuencia, éstos se tienen que recolectar en lugares apartados uno del otro. Lanaturaleza voluminosa de muchas de las fracciones, y su peso y densidad baja,hacen que el transporte sea ineficiente. Por lo tanto, para minimizar los costos detransporte es esencial compactar los desechos.
Un segundo factor que presenta una traba al reciclaje, es que la eliminación de losdesechos en los países en vías de desarrollo por lo general es fácil y barata. Yasea que las autoridades locales recolecten los desechos de los hogares o de losnegocios privados sin ningún costo extra, o que éstos se arrojen en un rellenosanitario comunitario a un costo muy bajo o libre de cargo. En el peor de los

A - 8
casos, las personas arrojan sus desechos entre los matorrales, a sabiendas queno habrá consecuencias legales. Bajo estas circunstancias, el reciclaje tiene queser atractivo desde el punto de vista financiero aumentando el valor del materialdurante el proceso, lo que no siempre es posible. En especial, el tratamiento dealgunos de los componentes de los materiales riesgosos puede ser más caro quelo que justifica el precio de venta en el mercado.
Si el gobierno pretende promover el reciclaje y el reuso de los desechos, sepueden usar los instrumentos siguientes para alentar las actividades de reciclajeen el sector privado:
• la inclusión de incentivos para el reciclaje por medio de reglamentacionespara el manejo de desechos;
• la introducción de un sistema de impuestos (por ejemplo, para llantas,baterías, aceite, bolsas de plástico, etc.);
• la introducción de una cuota que cubra el costo de la eliminación dedesechos domésticos e industriales;
• el apoyo total a los proyectos de reciclaje provenientes de esquemas definanciamiento gubernamentales o del sector privado.
Plan de negocios
Antes de iniciar un negocio, el empresario debe elaborar un plan. La informaciónobtenida ayudará a juzgar la viabilidad del proyecto y se necesitará cuando sesoliciten préstamos y donaciones de la banca y de organismos financieros. Elsiguiente es un esbozo de un plan de negocios estándar:

A - 9
Guía muestra de un plan de negocios estándar
Descripción e historia de la empresa Cómo y qué es la empresa Posición del proyecto / empresa Objetivos clave
Producto y servicios Cuál es el producto o el servicio Cómo funciona Para qué es Ventajas de propiedad
Mercados Quiénes son los clientes prospecto Cuántos clientes hay Tasa de crecimiento del mercado Competidores Tendencias de la industria Participación estimada en el mercado
Operaciones Cómo se proporcionará/producirá el
producto o servicio Instalaciones/equipo Procesos especiales Habilidades laborales necesarias
Canales de distribución Cómo se distribuirá el producto o
servicio Medios de transporte Publicidad y mercadeo
Administración Qué hará quién Capacidades del personal Disponibilidad de mano de obra
especializada
Prospectos financieros Costos de inversión Costos de capital Costos de operación Facturación mensual Utilidades anuales estimadas Impuestos, costos sociales y legales Análisis de flujo de capital (un año) Estudio de viabilidad
Fuentes y aplicación de fondos Necesidades actuales Necesidades futuras Fondos propios Préstamos o donaciones necesarias
Cálculo del valor neto actual
Para juzgar la viabilidad de un proyecto, se debe hacer un cálculo del valor netoactual (análisis de flujo de capital, reintegración anual, y tasa deutilidad interna) para el tiempo de vida considerado del proyecto.
La tabla siguiente presenta un ejemplo en el que se aplican los factores que sedescriben a continuación:

A - 10
Inversión de capital
Resume la necesidad total de los fondos de capital para:
• maquinaria y equipo;• construcción e infraestructura;• gastos antes de la operación;• capital de trabajo.
Reintegración de la inversión
La reintegración es lineal, si el capital de inversión se paga en proporcionesiguales durante el tiempo de vida estimado de la operación.
Depreciación
La depreciación es lineal, si se ahorran porciones iguales de dinero cada año parasustituir la inversión por la maquinaria y el equipo, la construcción y lainfraestructura después de la vida de servicio.
Ingreso anual (=ingreso de efectivo)
Cantidad total del efectivo que ingresa por las ventas, los servicios, las cuotas porlicencias, los intereses ganados, etc.
Costos de operación (=salida de efectivo)
• Materia prima• Electricidad, agua y otros consumibles• Costos por transporte y servicios externos• Renta del lugar, de la infraestructura o del equipo• Sueldos y costos sociales• Interés pagado por préstamos• Depreciación del equipo.
Tasa de descuento
Tasa de interés recibida si el capital invertido se depositara en un bancocomercial.

A - 11
Tasa de interés
Interés pagado por la inversión de capital.
Vida de servicio
Tiempo de vida estimado para el proyecto / equipo.
Flujo neto de efectivo
‘Ingreso de efectivo’ menos ‘salida de efectivo’.
Factor de descuento
Expresa la pérdida en valor del ingreso ganado en una etapa posterior (años dos acinco) de la operación por el interés no recibido por el capital invertido. Se calculacomo:
1/(1+’tasa de descuento’)año
(Ejemplo: 1/(1+0,15)3 = 0,6575)
Flujo neto de efectivo descontado
‘Flujo neto de efectivo’ por ‘Factor de Descuento’
Ingresos antes de impuestos
‘Flujo neto de efectivo’ menos ‘tasa de reintegración lineal’ (Ej.: en el año 1: 12.000– 30.000/5).
Reintegración anual
Reintegración lineal de la inversión incluyendo los intereses acumulados. Secalcula como:
‘Inversión de capital’ dividida entre ‘vida de servicio’ + (‘Inversión de capital’dividida entre dos veces la ‘tasa de interés’)
(Ej., En el año 1: 30.000/5+30.0000/2x0,15).
Valor neto actual
Flujo de efectivo neto calculado durante el tiempo de vida del proyecto.

A - 12
Tasa interna de ganancias
Intereses ganados por la inversión de capital en la empresa. La tasa interna deganancias se puede calcular aumentando la tasa de descuento hasta el valor netoanual al final de la vida de servicio que llega a cero.
Indicadores de la viabilidad de los proyectos
Los resultados siguientes del cálculo del valor neto actual indican si un proyecto esviable o no:
• La reintegración anual debe ser mayor que el flujo neto de efectivo.• El valor neto actual al finalizar la vida de servicio debe ser positivo.• La tasa interna de ganancias debe ser superior a la tasa de descuento.
Al cambiar la magnitud de la inversión del capital, el ingreso anual, los costos deoperación, la tasa de descuento, la tasa de interés y la vida de servicio, se puedehacer un análisis de sensibilidad. Este análisis de sensibilidad indica la fluctuaciónaceptable de los factores críticos para mantener el proyecto viable.
En muchos países en vías de desarrollo hay instituciones gubernamentales, nogubernamentales y del sector privado activas que apoyan el desarrollo deempresas a pequeña escala. Por lo general, ofrecen ayuda para la preparación delplan de trabajo, la investigación del mercado o el desarrollo del producto. Confrecuencia pueden ofrecer préstamos o hacer donaciones para iniciar el negocio.
Estas instituciones tienen mucha experiencia dentro del sector productivotradicional. Podrían dudar en apoyar actividades de gestión o reciclaje dedesechos, debido a una falta de experiencia y conocimiento. Por lo tanto esimportante señalar que la producción de productos intermediarios o finales a partirde los desechos (materia prima secundaria) tiene mucha similitud con elprocesamiento de minerales y otros recursos naturales (materia prima primaria).Entonces, se justificaría un apoyo semejante al que reciben las actividadestradicionales.

A - 13

A - 14
Referencias y mayor información:
• Haan, Ch., A. Coad, I. Lardinois;Municipal solid waste management: Involving micro- and small enterprises;EDA/DEZA(SDC), WASTE, GTZ, ILO,SKAT, 1998ISBN 92-9049-365-8
• Vogler, J.;Work from Waste;IT-Publications, 1983ISBN 0-903031-79-5
• Whiby, G.;Glassware Manufacture for Developing Countries;IT-Publications, 1983
• Marshall, Ken;Package Deals;IT-Publication, 1983ISBN 0-903031-86-8
• Lardinois, I., A. van de Klundert;Plastic Waste – Options for small-scale resource recovery;TOOL, 1995ISBN 90-70857-34-0
• Ahmed, R., I. Lardinois, A.van de Klundert;Rubber Waste – Options for small-scale resource recovery;TOOL, 1996ISBN 90-70857-35-9
• Nickel, W.;Recycling Handbuch;VDI Verlag, 1996ISBN 3-18-401386-3
• Menges, G., W. Michaeli, M. Bittner;Recycling von Kunststoffen;Carl Hanser Verlag, 1992ISBN 3-446-16437-5
Direcciones electrónicas:
• www.wrf.org.uk (World Resource Foundation)• www.recyclers-info.com (Recyclers Info Germany)• www.waste.nl (Waste Consultants, Netherland)

Reciclaje de residuos de plástico apequeña escala
Autor: Dr.-Ing. Heinrich Vest
Este material técnico ha sido suministrado por:
Servicio de información Gate / GTZP.O. Box 5180, 65726 Eschborn, AlemaniaTeléfono: +49(0)6196 / 79-3093, Fax: +49 (0)6196 / 79-7352Email: [email protected]
Internet: http://www.gtz.de/gate/
e
Información Técnica W14B - 1

B - 2
Introducción
Los materiales y artículos siempre se han reciclado, particularmente cuando elproducto fue raro o difícil de producir y, por lo tanto, costoso. En el pasado, losmotivos principales para el reciclado fueron económicos. Hoy en día, los motivosecológicos son más importantes. Debido a que varias secuencias de procesos,cuando se producen nuevos productos, pueden ahorrarse a través del reciclaje, esposible reducir la materia prima y el consumo de energía, así como loscontaminantes y residuos.
La mayoría de los plásticos se producen a partir del petróleo. Debido a que elprecio del petróleo fue relativamente bajo durante mucho tiempo, los productoselaborados a partir de plásticos fueron y aún son muy baratos. Especialmente enlos países desarrollados, pero incluso en los países en desarrollo, el mercado localse encuentra inundado de artículos de plástico. Debido a que el plástico fue tanbarato, nadie pensó en el reciclaje y el re-uso por mucho tiempo. Mientras tanto,los desechos de plástico se han convertido en un fastidio y también en un peligroambiental. La incapacidad del plástico para degradarse y descomponerse demanera natural, hizo los desechos de plástico eternamente perdurables.Actualmente, incluso en medio de la selva o en sabanas remotas puedendescubrirse contenedores, bolsas o juguetes de plástico.
En los países desarrollados y en vías de desarrollo, el reciclaje de plásticos se havuelto necesario para poder manejar los volúmenes crecientes de desechos.Aunque todavía no muy viable económicamente, el reciclaje de plásticos se realizaen estos países sólo por razones ambientales. En los países en desarrollo, sedescubrió que los desechos de plástico pueden servir como una materia primavaliosa para la producción a pequeña escala y la generación de ingresos.Contrario al reciclaje tradicional de metales, orgánicos, papel y vidrio, los procesospara el reciclaje de plásticos de desecho son nuevos y comúnmente no muyconocidos.
Consideraciones generales
El valor de los desechos como recurso secundario depende de su pureza ycomposición. Normalmente, se requiere solo un tipo de material para elprocesamiento ulterior. Debido a que existe un gran número de diferentesplásticos en uso, separándolos en los distintos componentes de material originamuchos problemas. En los países industrializados en donde se generan grandesvolúmenes de desechos de plástico, la clasificación automática de plásticos esmuy complicada y no satisfactoria hasta ahora. Esta es básicamente la razón porla que estos países están intentando desarrollar técnicas (pirolisis, hidratación,

B - 3
gasificación, etc.) para separar los desechos de plástico mezclados nuevamenteen sus componentes y materias primas originales.
Varios experimentos y proyectos de investigación han comprobado, que laclasificación de desechos domésticos produce material de alta calidad, cuando sesepara a mano. La capacidad del ojo humano a distinguir entre los diferentesmateriales es todavía superior a las máquinas. En los países industrializados, endonde la mano de obra es muy costosa, la clasificación a mano no es unasolución; es una tarea para las máquinas. Sin embargo, los costos de mano deobra en los países en desarrollo son aún bajos, lo que aboga por el reciclaje deplásticos usados en aquellos países.
Las más adecuadas para la clasificación y el reciclaje de plásticos en los paísesen desarrollo son aquellas tecnologías que aprovechan extensamente la ventaja(comparativa) de la mano de obra barata. La materia prima secundaria obtenidamediante la separación a para producir productos reciclados de alta calidad através de la industria a pequeña y mediana escala.
Reciclaje de termoplásticos
Los termoplásticos (polímeros no entrelazados) en particular, son fáciles dereciclar con tecnologías sencillas. A diferencia de los duroplásticos y elastómeros,se funden nuevamente cuando se calientan. Debido a que las temperaturas dederretimiento de los distintos plásticos son diferentes, se requieren plásticosclasificados de un tipo con propiedades de fusión similares para obtener unafundición homogénea.
El polietileno (PE) y polipropileno (PP) pueden utilizarse en una mezcla, ya quepresentan características de fusión similares. Por otro lado, el cloruro polivinílico(PVC), otro termoplástico común, no puede utilizarse en combinación con PE oPP, particularmente por sus propiedades de material y fusión distintas. Estosmateriales necesitan ser separados.
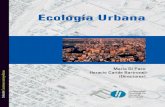
Debido a que la mayor parte de todos los desechos de plástico de los hogaresconsisten en PE, PP y PVC que puede ser reciclado con tecnologías sencillas, lasoperaciones iniciales de reciclaje de plásticos en los países en desarrollo deberíanutilizar principalmente estos materiales. A continuación se presenta una técnicapara el procesamiento de desechos de PE/PP en los países en desarrollo. LaFigura 1 muestra un esquema de operaciones de un proceso sencillo del reciclajede plásticos.

B - 4
Clasificación de plásticos
Después de haber recibido los desechos de los recolectores, debe llevarse a cabouna intensa separación manual con personal capacitado.
La mayor parte de todos los desechos de plástico domésticos consiste en:
• artículos de HDPE formado mediante sopladura (PE de alta densidad);• artículos de HDPE, PS (poliestirol) y PVC moldeados por inyección;• tubos o perfiles extraídos de PVC, PE y PP.• Llamado plástico “duro”, y• láminas de película de LDPE (PE de baja densidad), PP y algunos PVC.
Un primer intento para separar los materiales, puede hacerse visual- ymanualmente. Debido a que muchos polímeros diferentes tienen un aspectoidéntico, se requieren habilidades considerables para notar la diferencia. Lassiguientes características pueden ser útiles para distinguir entre los materiales:
LDPE Suave, flexible; fácilmente termosellable; sólo transparente cuandomuy delgado; secciones gruesas tienen un color blanco turbio (o decolor).
HDPE Duro, más rígido que LDPE; incluso las películas delgadas sonturbias (o de color).
PVC duro Duro y resistente, casi siempre de color; emitiendo un olor a ácidoclórico cuando se quema
PVC Suave, flexible, más bien frágil; puede ser altamentetransparente;
plastificado fácil de unir con textiles, metales, etc.
Si el plástico está sucio, necesita limpiarse. Los pasos de limpieza principales sonlos siguientes:
• drenaje de los fluidos restantes de contenedores en barriles de recogidapreparados;
• limpieza superficial de contenedores de plástico y otras piezas deplástico;
• eliminación de etiquetas de papel, plástico o metal;

B - 5
• lavado intenso en agua fría o caliente agregando detergentes o sodacáustica.
Producto final
Residuos de plástico
Recolección
Separación manual
Molienda
1. Separación con medios densos
2. Separación con medios densos
Tamiz
Aguas residuales Residuos sólidosDeshidratación
(Granulación)
Peletización
Terminazión
Trozos defabricación
Figura 1: Proceso de reciclaje de plásticos
Las bolsas de películas, sacos y laminados tienen que limpiarseconcienzudamente. Debido a que la película tiene un área grande comparado consu peso, puede llevar más suciedad, etiquetas adhesivas o cinta que los desechosduros (sólidos). Si las bolsas y los sacos se procesan, los residuos del contenido

B - 6
anterior pueden encontrarse aún dentro. Estas impurezas deben eliminarse, lo quees, evidentemente, un proceso tardado y costoso.
El PE/PP duro puede separarse fácilmente del PVC mediante una separación demedios densos en agua. Mientras que PE con una densidad de aproximadamente900 kg/m3 flota en el agua, PVC (y la mayoría de los otros plásticos) con unadensidad de aproximadamente 1.300 kg/m3 se hunde. Si se separa el LDPE(densidad de 0.91-0.92) del HDPE (densidad de 0.96), se obtiene un medio densoadecuado (densidad de 0.93-0.94) al mezclar agua y alcohol (densidad: 0.79). Encaso de que PP forme parte de la mezcla también, una separación de PP y LDPEmediante la separación con medios densos no es muy segura, porque susdensidades pueden ser muy similares.
Para facilitar la separación de los diferentes componentes, o para abrir loscontenedores cortándolos para liberar posibles contenidos de aire, se requiere unaoperación trituradora antes de la separación con medios densos. Para mejorar elproceso de clasificación, se recomienda aplicar una doble separación con mediosdensos con un paso de trituración fina entre ellos.
Pulverización
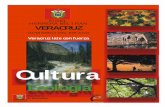
La pulverización de plástico duro se realiza en un pulverizador/granulador,triturador o molino de corte. Debido a las diferentes propiedades físicas de losplásticos, existe una variedad de modelos ligeramente modificados que seencuentran en uso. La Figura 2 muestra un pulverizador tipo estándar (granulador)para el plástico duro.
Figura 2: Pulverizador / granulador para plástico duro
Molino de corte(granulador)1) Caja del molino2) Rotor de corte3) Cuchilla de corte4) Cuchilla del estator5) Enrejado de descarga6) Canal de alimentación

B - 7
Después de la pulverización y separación, el producto debe secarse. Más tarde,se alimenta, ya sea directamente o después de haber aplicado un paso depeletización, en un extrusor para producir el producto final.
Aglomeración
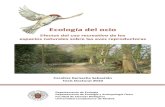
Los desechos de láminas de películas limpias se procesan en un aglomerador, elcual consiste en un tambor vertical con un juego de cuchillas en el fondo que seestán moviendo con gran rapidez (véase la Figura 3). El aglomerador desmenuzalas láminas en copos delgados de película. Debido a la energía de corte y friccióndel proceso, los copos se calientan hasta que comiencen a fundirse y formarmigajas o aglomerado. Esto aumentará la densidad a granel del material queahora se encuentra listo para alimentarse directamente en el extrusor para elmoldeo por inyección, la formación por sopladura o la sopladura de película.
Figura 3: Aglomerador para láminas de películas de plástico
Peletización
Para muchos propósitos se recomienda convertir las hojuelas o aglomerado deplástico en pelets antes del procesamiento ulterior. Durante la formación de pelets(re-fundición en un extrusor y producción de “espaguetis” que se cortanposteriormente en pelets, Figura 4), el plástico reciclado puede homogenizarse,mezclarse, desgasificarse, colorearse o estabilizarse.

B - 8
Figura 4: Peletizadora
Entre el extrusor y la herramienta de extrusión, se instalan tamices para eliminarimpurezas sólidas mayores. Esto es importante porque los problemas originadospor impurezas sólidas pueden ser muy serios cuando se extruyen productos depared delgada como láminas o bolsas. Los productos de pared gruesa extruídoscomo tubos de agua o perfiles son normalmente menos sensibles a las impurezasencerradas.
Extrusión de tubería o perfiles
Hojuelas, aglomerado o pelets de PE y PVC reciclado pueden utilizarse paraproducir tubería o perfiles. Debido a que el material reciclado nunca eshomogéneo, es necesario realizar un análisis para determinar la mezcla correcta(p.ej., de LDPE y HDPE) para lograr un producto con las propiedades físicasdeseadas.
La tubería o los perfiles se extruyen continuamente. El plástico se funde en elextrusor y se empuja a través de la herramienta de extrusión. Para conservar laforma deseada hasta que se haya solidificado el plástico, se utilizan herramientasde calibración enfriadas con agua. Finalmente, la tubería o los perfiles se cortan ala longitud deseada o se enrollan (tubos). Debido a que esta tecnología esbastante sencilla y fácil de controlar, es una opción para la producción a pequeñaescala de productos finales en los países en desarrollo. La Figura 5 muestra ladisposición general de una planta de extrusión de tubería.

B - 9
Obs: 1) Motor de acoplamiento de corriente parásita; 2) Caja de engranajes helicoidales; 3)Extrusor; 4) Soplador; 5) Cabeza del extrusor y cuño de tubo; 6) Cámara de vacío; 7)Tanque de enfriamiento de agua; 8) Bomba de vacío; 9) Arrastre; 10) Enrollador; 11)Unidad lateral; 12) Compresor; 14) Panel de control
uraFig. 5: Disposición de planta de extrusión de tubería
Moldeo por inyección
Para el moldeo por inyección se funden pellas, hojuelas o aglomerado en unextrusor. El plástico fundido se almacena medianamente en una cámara deprovisión en la parte delantera del extrusor. En ciertos intervalos, el materialfundido se inyecta en un molde. Después de la solidificación, el artículo producidose extrae del molde. Mientras tanto, una nueva provisión de plástico fundido se haformado, lista para la siguiente inyección.
Para operar este proceso, se requieren extensos mecanismos de control. Por lotanto, las máquinas de moldeo por inyección que operan de forma automática sonsofisticadas y costosas.
Para el uso a pequeña escala en los países en desarrollo, se han fabricadomáquinas de moldeo por inyección de operación manual, por ejemplo, en la India yen Egipto. La Figura 6 muestra una máquina de moldeo por inyección deoperación manual sencilla. En este tipo de dispositivo pueden producirse artículosmoldeados por inyección de hasta 50 g. Un solo trabajador es capaz de producirhasta 150 piezas en una hora.

B - 10
Figura 6: Máquina de moldeo por inyección de operación manual
Aspectos ecológicos del reciclaje de plásticos en PyMEs1 en los países endesarrollo
Similar a otras actividades del sector productivo, el reciclaje de plásticos generaresiduos y puede contaminar el medio ambiente. Es necesario ofrecer solucionesapropiadas que pueden aplicarse realmente en SME de los países en desarrollo.Cabe mencionar las siguientes áreas críticas y medidas requeridas para laprotección del medio ambiente:
Residuos de recolección:
• contenedores de depósito para material no deseado llevado por losrecolectores de desechos;
• barriles de recolección para fluidos restantes de contenedores de plásticoentregados;
• contenedores de depósito para piezas descartadas de la separaciónmanual o de separaciones con medios densos.
1 PyME: Pequeña y Mediana Empresa

B - 11
Tratamiento de aguas residuales:
• pre-tratamiento de aguas residuales generadas (agua superficial, aguade lavado, agua contaminada de la separación de medios densos)mediante filtración, sedimentación, separación de aceite y neutralización.
Filtración de gases de escape:
• colección y filtración de gases de escape de los molinos, la sección desecado y las emanaciones desgasificantez durante la extrusión.
Los residuos, polvos volátiles y las aguas residuales deben introducirse en elsistema de administración de desechos común de una manera metódica.

B - 12
Referencias y mayor información:
• Vogler, J.;Work from Waste;IT-Publications, 1983ISBN 0-903031-79-5
• Lardinois, I., A. van de Klundert;Plastic Waste - Options for small scale resource recovery;TOOL, 1995ISBN 90-70857-34-0
• Nickel, W.;Recycling Handbuch;VDI Verlag, 1996ISBN 3-18-401386-3
• Menges, G., W. Michaeli, M. Bittner;Recycling von Kunststoffen;Carl Hanser Verlag, 1992ISBN 3-446-16437-5
Direcciones de Internet:
• www.wrf.org.uk (Fundación de Recursos Mundiales)• www.recyclers-info.com (Información sobre Recicladores en Alemania)• www.waste.nl (Asesores en Desechos, Países Bajos)
Productores hindúes de máquinas de reciclaje a pequeña escala:
• http://web1.mtnl.in/-himalaya (Himalaya Manufacturing Corporation, Mumbai)• www.dgpwindsor.com (DGP Windsor India Ltd, Mumbai)• [email protected] (Boolani Engineering Cor., Mumbai)• www.kolsite.com (Kabra Extrusionstechnik Ltd, Mumbai)• www.pimcomachine.com (PIMCO Machines Private Ltd, Mumbai)• [email protected] (Glow Industries, Mumbai)• www.aipma.org (Asociación de Fabricantes de Plásticos de la India)

Aspectos ambientales del reciclaje depapel de desecho
Autor: Dr.-Ing. Heinrich Vest
Este material técnico ha sido suministrado por:
Servicio de información Gate / GTZP.O. Box 5180, 65726 Eschborn, AlemaniaTeléfono: +49(0)6196 / 79-3093, Fax: +49 (0)6196 / 79-7352Email: [email protected]
Internet: http://www.gtz.de/gate/
Información Técnica W14e
C - 1

C - 2
Introducción
Hoy día, la producción y el uso de papel reciclado se encuentran bien establecidos yampliamente aceptados. Las tecnologías necesarias están disponibles y es posible producirtodo tipo y cualquier calidad de papel mediante papel de desecho como materia prima. Elreciclaje de papel de desecho presenta varias ventajas ambientales:
• ahorra recursos naturales como madera, energía y agua fresca• minimiza la contaminación del agua y ahorra espacio en basureros y capacidad de
incineradores.El papel reciclado puede utilizarse para los mismos propósitos que el papel de fuentesprimarias. No hay indicios de que el papel reciclado sea nocivo para los seres humanosdebido a una contaminación por:
• gérmenes y patógenos;• sustancias químicas, p.ej., formaldehído;• dioxinas y furanos;• metales pesados , p.ej., plomo.
El lodo de alcantarillas destitado es el desecho de categoría normal que puede ser rellenadoo incinerado junto con los desechos sólidos municipales.
Breve introducción a la manufactura del papel
La materia prima básica para la producción de cualquier tipo de papel, es la fibra celulósicavegetal. Estas fibras se encuentran en las paredes celulares de todas las plantas. La celulosacomprende aproximadamente un 40 – 50 por ciento del peso seco de plantas de madera asícomo plantas que no son de madera. Las fibras de celulosa se unen mediante lignina. Existeuna gran variedad de materias primas disponibles para la producción de papel, p.ej., hojas,cáscaras de arroz, corteza, bambú, pasto, madera, lino, paja, hojas de plátano, etc. Ademásde estas materias primas principales, también puede utilizarse el papel de desecho y traposviejos. Los fabricantes de papel industrializados utilizan madera como fuente principal defibras celulósicas.
El primer paso en la fabricación del papel es la elaboración de pulpa en donde las fibrascelulósicas se separan del material adhesivo, la lignina. Existen básicamente dos métodospara convertir la materia prima fibrosa en pulpa: la elaboración mecánica de pulpa y laquímica (o una mezcla de ambos). La mecánica se utiliza principalmente para maderasconíferas (madera blanda). Alcanza un rendimiento más alto que la pulpa pura. El productose denomina pasta de madera y se utiliza para papel de menor calidad.

C - 3
El método de elaboración química de pulpa disuelve la lignina adhesiva mediante unareacción química y separa las fibras celulósicas con un mínimo de degradación. El métodoquímico puede ser, ya sea un procedimiento basado en sulfato o sulfito. El licor de desechosde sulfato o sulfito (licor negro) junto con el residuo líquido del paso de blanqueosubsiguiente son las fuentes principales de contaminación del agua originada por lamanufactura de papel. Debido al método de separación más suave, las fibras de la absorciónquímica retienen la mayor parte de su fuerza intrínseca característica. La pasta Kraftobtenida se utiliza, por lo tanto, para producir papel de alta calidad.
Para eliminar impurezas restantes de la pasta y para aumentar el brillo del papel final, seutilizan diferentes procesos de blanqueo. Estos pueden dividirse en dos grupos principales –Los métodos de blanqueo con cloro y los métodos de blanqueo sin cloro. Los métodos deblanqueo con cloro utilizan cloro elemental así como compuestos que contienen cloro,mientras que los procesos de blanqueo sin cloro utilizan sustancias químicas como peróxidode hidrógeno, oxígeno elemental, ozono, hiposulfito, etc. El proceso de blanqueo comprendenormalmente varios pasos con un lavado intermedio de la pasta. Esto genera un consumoelevado de agua y debido a las sustancias químicas involucradas, una mayor cantidad deresiduo líquido contaminado.
La transformación de la pasta en papel o cartón se realiza a través de cuatro operacionesprincipales: formación y drenaje, satinaje, secado y bobinado, arrollamiento y extensión enpliegos. Durante la formación y el drenaje, la suspensión de fibra y agua se distribuye sobreuna tela metálica de modo que el agua se drene a través de la malla y se retenga una hojade papel mojada. Los papeles elaborados por máquina, se forman continuamente en unalambre en movimiento. Antes del tambaleo, es necesario reducir el contenido de agua delpapel fresco. La prensa requerida comprende dos rodillos que giran en contacto, con presiónaplicada entre ellos. Después de la compresión, el papel aún contiene un 50 a 60% dehumedad, de la cual parte debe eliminarse antes del bobinado. El método de secado máscomún utiliza cilindros rotatorios de hierro fundido, que se calientan con vapor desde elinterior. El secado se realiza generalmente en varios de estos cilindros. Después del secado,el papel se tambalea para obtener el acabado subsiguiente. Las superficies lisas se obtienenal pasar el papel por rodillos de Callender. Debido a los diferentes tipos de papel y losrequerimientos de calidad respectivos, el proceso básico descrito se modifica de distintasmaneras, generando una gran variedad de productos de papel conocidos en la vidamoderna.
Tecnologías de reciclaje de papel de desecho
La fibra celulósica tiene la propiedad especial de formar enlaces de fibra a fibra a través deun intercambio de iones de hidrógeno cuando se elimina el agua. Como resultado se logra laestabilidad y resistencia del papel. Este proceso es reversible. Al agregar agua, se reduce laresistencia de la adhesión de la fibra.

C - 4
Debido a que las fibras en el papel de desecho ya han sido previamente tratadas, elenlodado o desfibrado, con una cantidad mínima de corte, es todo lo que se necesita en lapreparación de la pulpa del papel de desecho. Es sustancial elegir un equipo yprocedimientos que minimizan el encogimiento de la fibra y producen tan poco deterioro a lafibra como sea posible. Sin embargo, cierta pérdida de calidad debe considerarse cuando seestá reprocesando el material fibroso. Dependiendo de la calidad y limpieza del papel dedesecho, aproximadamente un 75 a 95% del mismo puede convertirse en nuevos productosde papel.
Además del material fibroso, el papel de desecho lleva diferentes impurezas en la pasta, delas cuales la más importante es la tinta. Si la tinta no se elimina, el papel reciclado finalpresenta un color pardusco o grisáceo. Por lo tanto, los procesos de reciclaje de papelmodernos incluyen pasos de destintado que eliminan un máximo de un 70% de la tinta. Seutilizan dos tipos de procesos de destintado: el de lavado y el de flotación. Este último es elmás común en Europa ya que se reduce a un mínimo la cantidad de aguas residualescontaminadas y las pérdidas de material fibroso. Durante el lavado o la flotación, también seelimina la mayor parte de los materiales de relleno.
Otras impurezas en las pastas de papel de desecho son cuerdas de alambres, trapos,plásticos o material pesado como alfileres, astillas, pedazos de metal, piedras y suciedad,etc. Estos se eliminan mediante ciertos dispositivos como los deragger robes, noriaselevadoras o tamices. Más serios son los residuos que se adhieren a la fibra misma comoesmalte, recubrimientos o pegamento. Estos pueden, más adelante, interferir con losprocesos de impresión sofisticados de papeles de alta calidad. Para incrementar el brillo, lapasta de papel de desecho, también se blanquea, pero solamente mediante tecnologíaslibres de cloro. Los pasos ulteriores para obtener el papel final siguen la misma línea deproceso que la pasta a partir de fuentes primarias.
Impactos ambientales de la manufactura de papel a partir de fuentes primarias ysecundarias
Para evaluar los impactos ambientales de la producción y el consumo de papel, variosaspectos son importantes. Las cifras que se proporcionan en este capítulo fueron extraídasde una publicación de la Oficina Federal Alemana del Medio Ambiente /1/:
Consumo de madera
La cantidad de madera que se necesita como materia prima para la manufactura de papeldepende del tipo de madera, la tecnología aplicada y los requerimientos de calidad parafibras y papel. La producción de pasta de madera en general consumo menos madera (1.02a 1.12 t de madera por t de papel) que la producción de pasta Kraft (1.65 a 2.25 t de maderapor t de papel). La producción de papel reciclado a partir de un 100 % de papel de desecho

C - 5
no requiere madera. Los impactos ambientales del uso extenso de madera debido a uncreciente consumo de papel dependen de muchos factores (p.ej. la explotación de bosquesnaturales, la expansión de monocultivos, la disponibilidad de residuos de madera de laproducción de madera de construcción y muebles, la sustentabilidad de la selvicultura, etc.).Debido a que los métodos sostenibles de la selvicultura no son comunes en todos lados, elcreciente consumo de papel genera la deforestación y efectos negativos relacionados almedio ambiente.
Uso de energía
Cuando se considera el consumo de energía para la manufactura de papel, es importanterealizar un ‘análisis del ciclo de vida’, que comprende todos los pasos de la producción yutilización de papel (p.ej., la producción de madera, manufactura de papel, transporte demadera y papel, aprovechamiento de papel, etc.). Para los tres tipos principales de papel(pasta de madera, pasta Kraft, pasta de papel de desecho), está proporcionada la energíarequerida para la producción de una tonelada de papel (Tabla 1).
Tabla 1: Energía requerida para la producción
Producciónde papel
Sóloproducción
de pastaPasta demadera
30-37 GJ/t 15-25 GJ/t
Pasta Kraft 35-54 GJ/t 26-45 GJ/t
Pasta depapel dedesecho
13-17 GJ/t 5 GJ/t
Tomando en consideración que el uso de energía tiene mucha influencia en el consumo delos recursos naturales (carbón, petróleo y gas), la generación de contaminantes del aire(partículas, SO2, NOX, gases de invernadero) y el consumo de agua, se recomienda unareducción del equilibrio de energía global para la manufactura de papel.
- Demanda de agua fresca
Dependiendo de la tecnología aplicada para la producción de pasta Kraft o de madera, elconsumo de agua fresca varía en gran medida. Mientras que las tecnologías anterioresconsumen hasta 400 mq de agua por tonelada de papel, los procesos modernos con circuitosde agua más o menos cerrados requieren solamente 20 a 50 m3 de agua por tonelada de

C - 6
papel. En comparación, con aproximadamente 5 m3 de agua por tonelada de papel, laproducción de papel reciclado requiere la cantidad más reducida de agua fresca.
- Cantidad y contaminación de aguas residuales
El uso de grandes cantidades de agua fresca durante la producción de papel, generagrandes cantidades de aguas residuales con una gran variedad de contaminantes. Los pasosdel proceso de eliminar la corteza de la madera, la separación de las sustancias adhesivascomo la lignina, la eliminación de tinta y otras impurezas de la pasta del papel de desecho, yel blanqueo de la pasta de tanto fuentes primarias como secundarias son relevantes para lageneración de las aguas residuales.
Se reconocen diez contaminantes diferentes de las aguas residuales de molinos de papelque son considerados peligrosos bajo la ley ambiental de Alemania. Los más importantesson los compuestos de cloro orgánico que provienen de los procesos de blanqueo con cloro(p.ej., cloroformo, tetracloroetano, clorobenceno, clorofenol, ácido cloroacético, dioxinas yfuranos, bifenileno post-clorado). Con frecuencia, éstos son altamente tóxicos, establesdurante períodos largos y se acumulan en la biomasa.
Debido a que es bastante complicado medir y controlar los compuestos individuales quecontaminan las aguas residuales de los molinos de papel, se utilizan ciertos factoresaritméticos para describir la contaminación del agua:
a) Demanda Bioquímica de Oxígeno (DBO)
El factor DBO describe la cantidad de oxígeno disuelto en agua que es necesaria paradegradar los contaminantes orgánicos. Normalmente, se utiliza el factor DOB5. Este factorproporciona la cantidad de oxígeno en mg/l lo que las bacterias y otros microorganismosrequieren en cinco días para descomponer los orgánicos contaminantes. DOB5 es unamedida para contaminantes fácilmente biodegradables.
b) Demanda Químico de Oxígeno (DQO)
El factor DQO describe la cantidad de oxígeno disuelto en agua que se requiere para laoxidación y degradación completa de todos los contaminantes. Este factor también toma encuenta aquellas sustancias que no son fácilmente biodegradables y que, por ende, puedenentrar en recursos acuáticos naturales y generar problemas cuando se extrae agua potabledesde los depósitos de agua superficial.
c) Haluro orgánico absorbible (AOX)
El factor AOX describe la cantidad de compuestos orgánicos en aguas residuales quecontienen por lo menos un átomo de halógeno y que son absorbibles en carbono activado.

C - 7
Estas sustancias se consideran peligrosas debido a su toxicidad, el largo tiempo de retencióny la capacidad de acumularse en la biomasa. El factor AOX es apropiado para describir lacontaminación de agua a través de sustancias que son más relevantes para el medioambiente.
Durante los últimos años, la industria de manufactura de papel ha invertido muchosesfuerzos en plantas de tratamiento de aguas residuales para cumplir con los requerimientosde la legislación ambiental. Dependiendo del tipo y la antigüedad de la tecnología, la eficaciadel tratamiento de aguas residuales y el tipo de material de preparación de pulpa, los factoresde contaminación respectivos varían en gran medida.
La Tabla 2 indica que la contaminación de las aguas residuales depende altamente del tipode preparación de pulpa y blanqueo. La producción de pasta a partir de papel de desechomuestra factores de contaminación muy bajos en comparación con los otros procesos.
Influencia en la generación de desechos sólidos municipales
El papel de desecho es un componente principal de los desechos sólidos municipales. Si noes reciclado, debe descargarse en basureros o incinerarse junto con las otras fracciones dedesechos. Esto ocupará espacio en basureros y capacidad de las incineradoras de desechossólidos municipales. A pesar de que el papel de desecho no se considera peligroso, crearácontaminación del aire cuando se incinera o contribuirá a la producción de filtrados y gas demetano durante el proceso de digestión anaeróbica en los basureros.
Tabla 2: Contaminación de aguas residuales conforme a los diferentes tipos detecnologías de producción de papel
Pasta Kraft
Prep. de pulpa de sulfito Prep. de pulpa de sulfato
Factor
Blanqueoconvenciona
l
Blanqueosin cloro
Blanqueoconvenciona
l
Blanqueosin cloro
Pasta demadera
Pasta depapel dedesecho
DBO5(kg/t)
26 – 81 2 – 25 20 – 30 1 – 8 2 – 50 0.1 – 1.5
DQO(kg/t)
70 – 290 20 – 35 72 – 120 22 – 65 3 – 90 0.8 – 5
AOX(kg/t)
3.7 - 7 0 3.7 - 10 0.22 – 1.2 < 0.02 0.012 – 0.2

C - 8
En muchos países, el reciclaje de papel de desecho ya tiene una larga tradición y seencuentra apoyado por una estructura bien establecida de recogida y procesamiento. EnAlemania, aproximadamente un 50% de la materia prima para la producción de papel, espapel de desecho. Esto ahorra mucho espacio en basureros e incineradoras. Si el reciclajede papel no hubiera ocurrido, se debería haber instalado 50 basureros mayores adicionales,o 29 incineradoras adicionales en los últimos 40 años para manejar la gran cantidad de papelde desecho. A pesar de que la incineración de papel genera energía, la energía ahorrada porel uso de papel de desecho como material prima para la producción de pasta es mayor.
Durante el proceso de preparación de pulpa, se generan residuos sólidos. Esto aplica para lapasta producida a partir de materias primas primarias y secundarias. Los residuos típicos dela preparación de pulpa de materia prima primaria como madera son corteza, lodo de laoperación de lavado y ceniza de la generación de energía o sustancias químicas. Durante lapreparación de pulpa del papel de desecho, los residuos principales se originan de laclasificación del papel, la eliminación de impurezas de la pasta y el proceso de destintado. Enpromedio, 0.19 m3 de residuo sólido se genera por tonelada de papel reciclado, mientras quela producción de papel a partir de fuentes primarias produce 0.08 a 0.16 m3 de desechossólidos por tonelada. Estos residuos deben descargarse en basureros. Algunas partespueden utilizarse también como combustible de incineradoras para la producción de energía.
Uso de papel reciclado
Desde un principio, han surgido dudas y objeciones con respecto al uso de papel reciclado.Algunos críticos tuvieron dudas acerca de la aceptación del papel reciclado por elconsumidor debido a su color grisáceo de poca calidad. Otros temieron que el papelreciclado dañara las copiadoras e impresoras modernas, o creyeron que el uso del papelreciclado fuera dañino para la salud. Después de muchos años de experiencia con el uso depapel reciclado, ninguna de estas objeciones se ha comprobado.
Papel reciclado para oficinas e impresoras
En 1981, La Oficina Ambiental Federal de Alemania, mandó a hacer un estudio para analizarla aplicabilidad del papel reciclado en los usos de oficinas modernas. Estas pruebasdemostraron que no hubo diferencias significativas entre el papel de fuentes primarias y elpapel reciclado con respecto a su uso como papel para escribir, copiar o imprimir. De formasimilar al papel de fuentes primarias, las diferencias de calidad entre los papeles recicladosdependían más de la selección de la materia prima (calidad del papel de desecho), elproceso de producción (preparación de pulpa, lavado, blanqueo), los aditivos (relleno) y elacabado (recubrimiento, vidriado). Se reportaron solamente pocos problemas con el uso delpapel reciclado para las impresiones de muy alta calidad. Para estos procesos de impresiónespecial, partículas restantes muy pequeñas de pegamento, esmalte o sintéticos (losllamados fundidos en caliente) han afectado la calidad de la impresión.

C - 9
Riesgos para la salud debido al uso de papel reciclado
Algunas veces, el papel de desecho se contamina durante su uso y puede contenergérmenes y patógenos que pueden originar enfermedades. Por lo tanto, ha habido temoresde que el papel reciclado podría ser higiénicamente inconveniente. Sin embargo, durante elproceso de producción del papel reciclado, el papel se somete a pasos de proceso en losque se calienta a temperaturas altas (p.ej., paso de secado) y, por lo tanto, se esterilizaprácticamente. Investigaciones realizadas en Alemania, comprobaron que el papel recicladoes higiénicamente aceptable, incluso para el empaque de alimentos.
En 1990, hubo ciertos rumores de que el papel reciclado contenía una cantidad más grandede formaldehído que se desgasifica durante el uso. El formaldehído puede provenir decalidades especiales de papel y cartón, en donde se utiliza durante el proceso de producción.Sin embargo, debido a que estos papeles son muy poco comunes en Alemania, (la situaciónpuede ser diferente en otros países) y se mezcla con otros papeles libres de formaldehídodurante el proceso de reciclaje, el formaldehído es difícil de rastrear en el papel reciclado. Sucontenido se encuentra por debajo de cualquier límite establecido por la legislaciónambiental.
Lo que parece más severo es la contaminación del papel por dioxinas y furanos. Durante elblanqueo con cloro, se forman varios compuestos de cloro, entre ellos dioxinas y furanos.Además del blanqueo, las dioxinas en el papel también pueden originarse de sustanciasquímicas para conservar la madera o ciertos colores de imprenta. Las investigacionescomprobaron que algunos papeles blanqueados con cloro contienen 30 a 50 ng TE/kg dedioxinas y furanos (TE = equivalente de toxicidad). Por otro lado, el papel blanqueado sincloro contiene con frecuencia sólo < 1 ngTE/kg. Durante el reciclaje del papel, se mezclanpapel blanqueado con cloro y papel blanqueado sin cloro. Debido a que el blanqueo concloro aplicado durante la producción del papel reciclado, la cantidad tomada de dioxinas delpapel blanqueado con cloro se diluirá mediante los otros papeles más o menos libres dedioxina. En la actualidad, esto produce un contenido de dioxinas de aproximadamente 3-4 ngTE/kg para el papel reciclado estándar, una cifra mucho inferior a cualquier límite establecidopor la legislación ambiental.
Estas cifras son el resultado de investigaciones y desarrollos y no siempre han sido así. Elcontenido de dioxina y furano en el papel reciclado ha disminuido constantemente durantelos últimos años, ya que la industria del papel ha cambiado más y más, a procesos deblanqueo sin cloro. Al principio del reciclado de papel, se midieron en ocasiones 50 a 60 ngTE/kg en el papel reciclado. Cuando se realizaron investigaciones sobre las causas de lacontaminación, se identificaron ciertas fuentes de dioxinas. Por ejemplo, el papel carbón seidentificó como una fuente principal de cloroparafinas, y algunas cajas de cartón para frutasexóticas contenían cantidades moderadas de pentaclorofenol. En el caso de ambas

C - 10
sustancias, es posible que formen dioxinas y furanos durante el proceso de elaboración depapel.
La situación en los países en vías de desarrollo, puede ser diferente a aquella en los paísesindustrializados. Dependiendo de la etapa de desarrollo, la disponibilidad de tecnología y losrecursos económicos, la industria de papel puede aún utilizar tecnologías de fabricación depapel más antiguas que se basan en los procesos de blanqueo con cloro. Adicionalmente,puede ser que el control ambiental con respecto al uso de ciertas sustancias químicas quecontienen cloro (o dioxina) (herbicidas, fungicidas, químicos de protección de madera,impregnación de papel y cartón, etc.) no sea tan estricto. Por lo tanto, existen másposibilidades para la inclusión de dioxinas y furanos en la producción del papel reciclado. Sinembargo, los contenidos de dioxina y furano alrededor de 60 ng TE/kg no son peligrosos ycumplen con los estándares ambientales aceptados.
Con respecto a la contaminación del papel reciclado, se han discutido los metales pesados,particularmente el plomo. Durante los procesos de imprenta anteriores que utilizaban letrasde impresión de plomo, se depositaron trazas de plomo junto con la tinta. Existía el temor deque durante el reciclaje, en particular del papel, el plomo podría acumularse en éste.Investigaciones han comprobado que el contenido de plomo de este tipo de papel recicladonunca excedió un límite crítico. Al mismo tiempo se desarrolló la tecnología de destintadoque elimina la mayor parte del plomo junto con la tinta. A pesar de que se enriqueció en loslodos de destintado, el plomo nunca ha sido un problema. La concentración de plomotambién se encontraba por debajo de los límites de, por ejemplo, plomo permitido en el lodode alcantarillas que es apropiado como fertilizante en terrenos para cultivo. Con ladesaparición de antiguas tecnologías de imprenta, el “problema del metal pesado”desapareció también. Hoy en día, los lodos de destintado pueden descargarse en basurerosnormales o pueden incinerarse en incineradoras de desechos sólidos municipales normales,sin la necesidad de que se tomen precauciones especiales.

C - 11
Referencias e información adicional
• Tiedemann, A.;Umweltargumente zum Recyclingpapier;Umweltbundesamt, Berlin,1992 mit Ergänzungen in 1996
• Orten, H., et al;Deinking – Stand und Entwicklung;Wochenblatt für Papierfabrikation,Nr. 16, 1975
• N. N.;Small-scale paper-making;Technical Memorandum No. 8,International Labour Office, Geneva
• N. N.;Simple PapermakingApro-Tech Bulletin, Series No. 19Technonet Asia
• Western, A.W.;Small-Scale PapermakingIntermediate Technology IndustrialServices, Rugby UK, 1979
Referencias adicionales
• Nickel, W. (Hrsg);Recycling-Handbuch;VDI Verlag GmbH, Düsseldorf, 1996ISBN 3-18-401386-3
• J. Vogler;Work from Waste;Intermediate Technology PublicationsLtd., London, 1983ISBN 0-903031-79-5
Direcciones de Internet• www.wrf.org.uk (Fundación de Recursos Mundiales)• www.epa.gov (Oficina de Protección Ambiental Estadounidense)• www.recyclersinfo.com (Información de Recicladores de Alemania)• www.waste.nl (Asesores en desechos, Países Bajos)• www.bundesumweltamt.de (Oficina Ambiental Federal, Alemania)• www.ilo.org (Oficina del Trabajo Internacional)

C - 12

Reciclaje de neumáticos automotricesusados
Autor: Dr.-Ing. Heinrich Vest
Este material técnico ha sido suministrado por:
Servicio de información Gate / GTZP.O. Box 5180, 65726 Eschborn, AlemaniaTeléfono: +49(0)6196 / 79-3093, Fax: +49 (0)6196 / 79-7352Email: [email protected]
Internet: http://www.gtz.de/gate/
Información Técnica W14e
D - 1

D - 2
Introducción
La creciente cantidad de vehículos en las carreteras de naciones industrializadas y endesarrollo, genera millones de neumáticos usados cada año. Aunque elalmacenamiento o tiradero de neumáticos no contamina al ambiente a causa de algunaemisión, su resistencia contra la descomposición de cualquier tipo, su enormenecesidad de espacio para almacenarlos así como el desperdicio de las materiasprimas si no se usan, y el riesgo de incendio cuando están apilados, los convierten enproblema ambiental en muchos países.
En especial, en los países industrializados, donde la mayor densidad de automóviles, elproblema de ¿cómo? desechar los neumáticos automotrices usados se presentó muchoantes y a mayor escala, la industria y los centros de investigación han tratado dedesarrollar conceptos para reciclar neumáticos durante los últimos años. Si bien se haintroducido una cantidad apreciable de conceptos y procesos, ninguno está listo pararesolver por sí solo el problema. Dependiendo de las facilidades tecnológicasexistentes, tal como de la legislación ambiental, la disponibilidad de presupuestos paralas actividades ambientales y para concientizar al público, algunos de estos conceptoshan tenido un éxito hasta cierto punto; sin embargo, todavía no se ve un gran avance.
Como se dijo arriba, la aplicabilidad de ciertos conceptos de reciclaje de neumáticosdepende del ambiente técnico, económico y social del respectivo país. Es muycomplicado, y casi imposible, decidir desde fuera de un país, cuál de las tecnologíasdisponibles será la adecuada. En consecuencia, en este informe se presenta unaperspectiva general sobre el estado del reciclaje en el mundo. Al juzgar las ventajas odesventajas que se describen, debería ser posible que alguien dentro de un paísseleccione la solución adecuada.
Composición y propiedades de los neumáticos automotrices
Un neumático automotriz moderno, es un producto compuesto hasta por 34 partesdistintas, cada una de las cuales puede ser un material compuesto a su vez. Aparte delas diferencias de diseño y tamaño, los neumáticos en general son un productohomogéneo con una composición promedio que se muestra en la Tabla 1 /2/.
Debido a los altos contenidos de carbón e hidrógeno, los neumáticos tienen un podercalorífico de 28,000 a 31,000 kJ/kg, parecido al del carbón. La alta temperatura deignición, de 400 °C, evita en el caso normal la ignición espontánea de neumáticosalmacenados.

D - 3
Tabla1: Composición de neumáticos /2/
Carbono 70 % - 75 %Hidrógeno 6 % - 7 %Óxido de zinc 1.2 % - 2.0 %Azufre 1.3 % - 1.7 %Hierro 13% - 15 %Aditivos 3.5% - 5.0%
Durante la vulcanización, los polímeros del hule natural o sintético de los neumáticosreaccionan con el azufre. El hule que se forma con esta reacción irreversible, une a losdiversos componentes de los neumáticos y les comunica la resistencia y elasticidadnecesarias dentro de un amplio intervalo de temperaturas. Sin embargo, lairreversibilidad de este proceso causa grandes problemas al reciclar los neumáticos, altérmino de su vida útil.
La cantidad de neumáticos viejos generados por una sociedad, depende de:
• la cantidad de vehículos en circulación;• la distancia promedio por vehículo y por año;• la duración (distancia máxima, millas) de los neumáticos.
Los neumáticos nuevos para automóviles de pasajeros pesan de 8 a 10 kg; los decamiones de servicio ligero (LDV, low-duty vehicles) de 25 a 30 kg, y los de camionespesados de 60 a 75 kg. Tomando en cuenta que los neumáticos pierdenaproximadamente el 15% de su peso cuando se usan, es posible calcular el tonelaje delos neumáticos viejos que se generan anualmente en un país.
Lugares donde se generan neumáticos usados:
• en los deshuesaderos;• en los talleres de desecho de automóviles;• en los estacionamientos;• en los flotilleros;• en las tiendas de neumáticos;• en las estaciones de gasolina;• en los grandes almacenes;• en los hogares.

D - 4
Opciones de reciclaje para los neumáticos automotrices usados
Muchos países con legislación ambiental citan, en su práctica de administración dedesechos, a la llamada jerarquía de administración de desechos. Esta jerarquíaestablece prioridades en cuanto a decidir ¿qué hacer con artículos usados una vez quese convierten en desecho? En el caso de los neumáticos, el orden siguiente parece serel preferible de acuerdo con los aspectos ambientales:
Tabla 2: Jerarquía de administración de desechos para neumáticos automotricesusados
Reciclaje de material Reuso de neumáticos:
- con recubrimientos;- en aplicaciones alternativas.
Transformar en granos y bandas para diversos usos. Despolimerización:
- por regeneración;- con microondas;- correfinación con petróleo crudo;- por pirólisis;- por hidrólisis.
Recuperación de energía• Pirólisis:
- incineración;- en plantas de recuperación de energía;- en hornos de cemento.
Desecho• Relleno sanitario
En Alemania se recicla una cantidad estimada de un 44% de los neumáticos usados(incluyendo exportaciones de neumáticos usados); un 41% se convierte en energía y un15% se desechan en rellenos, o se desconoce su paradero /2/.
Reciclaje del material de los neumáticos automotrices usados
Recubrimiento de neumáticos automotrices usados
El recubrimiento de los neumáticos usados es la forma más preferible de usarlos. Eneste caso no sólo se reusa el artículo "neumático" en su función original, sino tambiénse logra el ahorro máximo de materias primas y energía. En promedio sólo se necesita

D - 5
el 15% de petróleo crudo para producir un recubrimiento, en comparación con unneumático nuevo /2/ /3/. En consecuencia, el precio del neumático se reduce hasta el45% /1/ /3/ sin pérdida alguna de calidad. Mientras que normalmente los neumáticospara vehículos de pasajeros se suelen recubrir una vez, los de camiones grandes serecubren dos veces, y los de aviones hasta siete veces /3/. En Alemania, el 12% de losvehículos de pasajeros, el 20% de los camiones de servicio ligero y el 48% de loscamiones grandes recubre sus neumáticos /1/. El 90% de las líneas aéreas en elmundo usan neumáticos recubiertos /4/.
Para seleccionar un neumático usado para el recubrimiento, hay que examinarlo conmucho cuidado. Ya en 1974, la American Society for Testing of Materials (ASTM)desarrolló una práctica recomendada para la inspección visual de neumáticos antes derecubrirlos /6/. En Alemania, los neumáticos con más de 6 años de duración y que segastan disparejo no se recubren. La estructura interior se investiga con rayos x,métodos holográficos, cizallografía y las llamadas máquinas de uniformidad deneumático /1/ /4/. Sólo el 45% de los neumáticos usados pasan esta inspección y sonaptos para recubrir.
En principio, hay dos métodos para recubrir neumáticos usados: en caliente y en frío.En el caso de un recubrimiento en caliente, se coloca una banda no vulcanizada dehuella (banda de rodadura) y una banda de pared lateral en el neumático, usando unahoja adhesiva intermedia. La huella y la pared en este caso se extruyen en formasimultánea sobre el neumático, mediante un complicado conjunto de máquinas.Después, el neumático se calienta bajo presión en las instalaciones adecuadas, dandoal neumático su forma final. A una temperatura desde 125°C (parte interior) hasta160°C (parte externa), se lleva a cabo el proceso de vulcanización y se combinan lascapas nuevas con el neumático anterior en forma irreversible /1/.
Durante el recubrimiento en frío sólo se renueva la huella del neumático. En este casose agrega una banda de huella ya vulcanizada a un neumático preparado usandotambién una lámina intermedia adhesiva. El proceso de adhesión entre las partesanterior y nueva se lleva a cabo en un autoclave a la temperatura de 100-120°C.Contrario al recubrimiento en caliente, los daños menores del neumático no se puedenreparar con el recubrimiento en frío. De modo que sólo se pueden usar neumáticos sindaños y con desgaste simétrico en los recubrimientos en frío.
Las descripciones anteriores de proceso indican que el recubrimiento en caliente se usaprincipalmente en la producción masiva de tipos normalizados de neumáticos, debido alos mayores costos de inversión y menor flexibilidad de cambio de tamaño y modelo. El

D - 6
revestimiento en frío se usa en producciones de pieza por pieza, o en series pequeñas,principalmente para recubrir neumáticos de camiones pesados.
Debido a los ahorros de costo y energía, el recubrimiento de los neumáticos esinteresante en todos los países en vías de desarrollo. Hay dos aspectos que podríantener un impacto negativo sobre la producción y distribución de neumáticos recubiertos:
La aceptación de los recubrimientos por los clientes.
Las personas tienden a pensar que los recubrimientos tienen menor calidad encomparación con los neumáticos nuevos. Todas las investigaciones han demostradoque los neumáticos recubiertos con tecnología moderna, usando neumáticos usados dealta calidad, tienen la misma calidad y propiedades que los neumáticos reciénfabricados. Si hubiera algún problema, por ejemplo, las aerolíneas no usaríanneumáticos recubiertos en sus aviones. Los fabricantes alemanes de recubrimientosdan dos años de garantía en sus productos, y permiten conducir sus nuevosneumáticos hasta a 190 km/h /1/ /4/ (un fabricante permite hasta 210 km/h /2/.
La disponibilidad de suficientes neumáticos usados de alta calidad.
En los países donde los neumáticos son caros en comparación con el ingresopromedio, las personas desean usar un neumático hasta donde sea posible. Si ademásno hay reglamentos de seguridad o inspecciones periódicas por la policía u otrasautoridades que aseguran que los neumáticos sólo trabajen hasta tener al menos unespesor mínimo del dibujo (en Alemania, al menos 1 mm), se suelen usar losneumáticos hasta que queden visibles las capas internas. Esos neumáticos son inútilespara recubrir. En consecuencia, los clientes deben convencerse de ya no usar susneumáticos antes de que se dañe la pieza y las lonas de refuerzo.
El mercado internacional de neumáticos está inundado de neumáticos baratos y demala calidad. Como la diferencia de precio entre los neumáticos nuevos y losrecubiertos se reduce en este caso, las personas tienden a comprar neumáticos nuevosde menor calidad, y no neumáticos recubiertos de alta calidad. Si se usan demasiadosneumáticos de baja calidad, que no se pueden recubrir al final de su vida, disminuye ladisponibilidad de neumáticos usados de alta calidad.
Uso alternativo de neumáticos usados
Las propiedades que tienen los neumáticos usados - elasticidad del material que,siendo inerte, no se descompone - han conducido a varias aplicaciones alternativas:

D - 7
• En la agricultura: como pesos para hojas cubrientes de silos.• En la arquitectura de paisaje: como protección contra la erosión de las paredes y
pendientes de presas.• En la protección de costas: como rompeolas.• En los puertos y muelles: como amortiguadores de muelles y defensas de
barcos.• En la pesca: como arrecifes artificiales para piscicultura.• En los hogares y las comunidades: como amortiguadores en cocheras y parques
de diversiones.
Es obvio que estas aplicaciones de los neumáticos usados sólo pueden absorber unacantidad limitada de los millones que se generan cada año en un país. Sin embargo, enAlemania se usan unas 10,000 toneladas de esos neumáticos por año (=2.5%) paraesas aplicaciones /2/.
Recuperación de materias primas secundarias a partir de neumáticos usados
Para recuperar materias primas secundarias partiendo de neumáticos usados, se debeaplicar un tratamiento mecánico o térmico. Mecánicamente, los neumáticos se cortan otrituran hasta obtener trozos para poder usar ya sea el material compuesto en suconjunto, o separar los materiales distintos. El tratamiento térmico lleva a unadespolimerización o descomposición para recuperar gas de síntesis, hidrocarburoslíquidos u hollín.
a.) Tratamiento mecánico de los neumáticos para recuperar las materias primassecundarias
Especialmente en los países en vías de desarrollo, los neumáticos usados son unafuente valiosa de materias primas, con las cuales se obtiene una gran diversidad deproductos /6/. La estructura del neumático es una serie de capas de láminas de hulereforzado con textiles o acero, una sobre otra, con el "hilo" en direcciones alternas, yuna capa de hule macizo moldeada en la parte superior. Esas láminas se puedenseparar entre sí, y tienen unos 2 mm de espesor o menos aún. Así, los neumáticosproporcionan:
• Material separado de espesor uniforme que se puede cortar en bandas;• Material con hule macizo adherido, que se puede tallar, o bien las marcas de la
huella se usan como antiderrapantes en suelas para calzado.

D - 8
Como se pueden fabricar suelas, tacones y correas de sandalias con el material de losneumáticos, la fabricación y reparación de calzado a partir de hule de neumáticos esuna industria gigantesca en los países en vías de desarrollo. Los zapatos que seobtienen con esta tecnología son extremadamente fuertes y resistentes. Aun en lospaíses industrializados se dispone de calzado (para trabajo) que usa suelas hechas conneumáticos viejos.
Además de la fabricación de calzado, el hule de los neumáticos se puede usar enmanufacturas de pequeña escala para una gran variedad de productos: cuerdas paratraíllas de animales o para amarrar mercancías a camiones; alfombras paraautomóviles, tapetes para puertas en casas o capas protectoras para pick-ups,amortiguadores para manejar vidrio, bisagras para puertas, asientos de bancos y sillas.Las cuerdas de nylon o los alambres de acero de las lonas se usan en todo tipo deaplicaciones.
En una escala industrial, los trozos o harina de hule, las partes de acero y de fibra, sereciclan y son usadas en varias aplicaciones. La Tabla 3 muestra las aplicaciones delhule obtenido de neumáticos usados, después de desintegrarlos.
La desintegración de los neumáticos usados se hace a temperatura normal, o atemperaturas ligeramente elevadas debido a la energía de molienda; también se hace amuy bajas temperaturas.
En el caso de la desintegración caliente, los neumáticos usados son cortados en trozosdespués de eliminar las lonas. Con más desintegración se obtienen granos de 1 a 6mm, de los cuales se separan las fibras textiles y los alambres de hierro. Los granos dehule restantes se usan para fabricar artículos nuevos, o se sigue moliendo en unextrusor, para producir polvo de hule con tamaño de grano de 0.1 a 0.5 mm.
La desintegración en frío, o molienda criogénica, aprovecha la mayor fragilidad del huleen frío, fibras textiles y acero, a bajas temperaturas. Debido a los mecanismosespecíficos de desintegración, la superficie de los granos es muy lisa, con pocos poros.Esto causa mayor consumo de aditivos durante los procesos siguientes de moldeo. Losahorros de energía durante la desintegración se consumen con los costos mayores delnitrógeno necesario (consumo de nitrógeno: de 0.6 a 0.7 toneladas por tonelada deneumáticos.

D - 9
Tabla 3: Aplicaciones de hule obtenido de neumáticos usados, después dedesintegrarlos /7/
Neumáticos usados• Trozos de hule
• moldeados con poliuretano para formar losetas en carpetas de salasecuestres;
• material aislante para frigoríficos.• Granos de hule
• moldeados con asfalto o concreto asfáltico en construcción de carpetas decarreteras;
• material aislante acústico;• mezclado con arena como carpeta de canchas deportivas.
• Polvo de hule• aditivo en la producción de neumáticos nuevos;• moldeado con PVC o PU para fabricar nuevos productos:
- pistas de carreras en campos deportivos;- losetas y alfombras de piso- láminas cubrientes y capas protectoras;- suelas de zapatos;- material para aislamiento acústico;- parachoques, letreros, lados de carretera, impacto.
El hule molido de fuentes secundarias tiene muchos usos. Para fabricar nuevosneumáticos sólo se pueden mezclar cantidades pequeñas (de 1 a 2%) con el materialprimario. Como los granos de hule recuperado se vulcanizan sólo parcialmente con elmaterial fresco, las propiedades de los neumáticos se afectan mucho al agregar hulereciclaje. Aunque hay nuevos desarrollos que han mejorado la situación modificando lasuperficie de las partículas de hule reciclaje, recubriéndolas con látex, la fabricación deneumáticos no podría ser una aplicación apreciable del hule reciclaje en el futuropróximo /1/ /7/
Hay aplicaciones más prometedoras, en las que el hule reciclaje se mezcla con unamatriz de plástico (PVC, PU) y se moldea a presión y con calor, para producir artículoselásticos y flexibles para distintos fines: alfombras, láminas, amortiguadores y materialaislante acústico, losetas de piso y suelas de zapatos, que ya se mencionaron antes.Entre otras aplicaciones está el aislamiento de cables, mangueras para jardín, tubos dealbañal, subcapas de pavimento, losas de techo, llantas macizas y mucho más /2/ /9/.

D - 10
Una de las aplicaciones más prometedoras es el desarrollo de material de construcciónde caminos donde se incorporan trozos de neumáticos. En este caso, los trozos de hulese mezclan con cemento asfáltico y se forma hule-asfalto. Se ha logrado una mayorduración del pavimento con el uso del huleasfalto en aplicaciones de sellado de bases.Estas aplicaciones funcionan como membranas que son más resistentes y reducen larapidez de propagación de grietas desde la superficie del pavimento anterior hasta elnuevo material de la superficie. Además de los sellos de huleasfalto, también se usancapas intermedias de este material /10/.
Las pruebas con huleasfalto han demostrado que la duración de las capas superficialesde las carreteras puede elevarse al doble, usando capas con sólo la mitad del espesornormal. El huleasfalto tiene gran flexibilidad con poco riesgo de formación de grietas.Las buenas propiedades de fricción reducen el riesgo de derrapar y el ruido emitido alcircular sobre esta clase de pavimento. Desafortunadamente, el costo del huleasfalto esde un 20 a 100% mayor que el del material de construcción ordinario /11/. Una granduración con bajos costos durante la vida útil podría compensar los mayores costosiniciales. En Estados Unidos, las carreteras financiadas por el gobierno deben usarcierta proporción de huleasfalto (un 5% desde 1994, 2un 0% de 1997 en adelante ) /11/.
b.) Tratamiento térmico de los neumáticos para recuperar materias primassecundarias
Durante el tratamiento termoquímico de productos de hule en ausencia de oxígeno, lascadenas poliméricas del hule se rompen y se forman cadenas más cortas omonómeros. Dependiendo del tipo y de la intensidad del proceso, el hule sólo sedesvulcaniza en parte (regeneración), se despolimeriza (tratamiento con microondas,correfinación con petróleo crudo, hidrólisis) o se descompone formando gas de síntesis,aceite de pirólisis y hollín (pirólisis). En el caso ideal, esos procesos no deberíandestruir los enlaces C-H.
Regeneración del hule de desecho
La regeneración del hule vulcanizado es el proceso más antiguo que se conoce parareciclar el hule de desecho. Sin embargo, este proceso es un ejercicio costoso, debidoa los extensos sistemas de limpieza de gases residuales necesarios. Por último, sin serde menor importancia, la calidad de los neumáticos con grandes proporciones de huleregenerado ya no cumple con las exigentes normas actuales. En consecuencia, elconsumo de este material bajó en forma dramática durante los últimos años (del 20%de la cantidad total de caucho consumido (1959) hasta 1% (1992) /1/ /7/.

D - 11
En el tratamiento termoquímico de los granos de hule (1 mm) la estructura deentrelazamiento del hule vulcanizado se rompe parcialmente. Al mezclar huleregenerado con caucho fresco, el primero se incorpora en la nueva estructura deentrelazamiento que se forma durante la vulcanización.
Despolimerización por microondas
A temperaturas menores que 350°C, las moléculas del hule cambian su polaridad,debido a la energía de las microondas, y comienzan a vibrar a frecuencia deresonancia. Esto genera calor en la estructura molecular, que finalmente causa laruptura de los enlaces moleculares. Dependiendo de la composición del material y de laintensidad del tratamiento, se pueden recuperar hollín (negro de humo), acero, azufre yaceite, después de varios pasos de separación /1/.
Correfinación con petróleo crudo
Se agrega hule de desecho al residuo caliente (300 a 350°C) de la columna dedestilación de crudo, y se despolimeriza. Los productos que resultan de ladesintegración térmica combinados con las fracciones densas y menos volátiles depetróleo crudo van por la ruta normal de refinación. Como se sustituye petróleo crudopor hule, no se necesitan más tubos principales que suplan el proceso, y el calor deproceso necesario se obtiene con el calor desechado por la refinería. Por consiguiente,el proceso debería ser económicamente viable.
Despolimerización por hidrólisis
En teoría, la hidrólisis conduce a la recuperación directa de la materia prima original,mediante una reacción dirigida, de moléculas de agua en los puntos de enlace de lapolimerización, invirtiendo así ese proceso. En la mayor parte de los casos eso sólo esposible a altas temperaturas y presiones /13/ y en consecuencia requiere inversionesfinancieras y técnicas. En el caso del reciclaje del hule es posible producir petróleocrudo sintético con este proceso. Una operación piloto prometedora se inició en Dic. de1992, por VEBA ÖL AG y Ruhrkohle Öl und Gas GmbH, Alemania, cuando se usaron50 toneladas de neumáticos desintegrados para producir un crudo sintético de altacalidad por hidrólisis /14/.
En comparación con los procesos ya mencionados, la descomposición de hule dedesecho y neumáticos usados mediante pirólisis se lleva a cabo a temperaturas muchomayores (por ejemplo de 600 a 1000 °C). Principalmente en hornos rotatorios o enreactores de lecho fluidizado, el hule alimentado se descompone en los productos hollín(con impurezas de sulfuro de zinc y de potasio), aceite e hidrocarburos volátiles, como

D - 12
benceno, tolueno, xileno y gas de síntesis con alto contenido de metano (Tabla 4).Dependiendo de la temperatura y del tiempo de retención, varía la distribución de losproductos (gas, aceite, sólidos) (Tabla 5). Mientras que el hollín, los hidrocarburoslíquidos y el gas de síntesis se recuperan en el sistema de limpieza de efluentesgaseosos, el acero y algunas partículas gruesas de carbón permanecen en el horno. Enalgunas aplicaciones, el gas de pirólisis se usa en forma directa para calentar el horno ymantener funcionando el proceso.
Tabla 4: Composición del aceite de pirólisis en la operación piloto con reactor delecho fluidizado /23/
Temperatura de la pirólisis 720 °Cgas de pirólisis 21.8%con: hidrógeno 3.3%metano 40.3%etano 8.6%etileno 11.5%propeno 1.9%dióxido de carbono 7.2%monóxido de carbono 7.2%Aceite de pirólisis 21.0%con: benceno 12.1%tolueno 11.9%naftaleno 2.3%aceites pesados 48.9%compuestos alifáticos 4.1%Agua 4.6%Residuo sólido 49.2%con: hollín (hierro)
En una operación a escala piloto se pudieron pirolizar 120 Kg. de neumáticos/h. Ellecho fluidizado era de fracciones de arena y neumáticos, y se calentó en formaindirecta con varillas de calentamiento de acero, hasta una temperatura de 600 a900°C. La corriente de gas, responsable de fluidizar el lecho y transportar los productosgenerados en la pirolisis, se forma con el gas de pirólisis recirculado.

D - 13
Tab.5: Productos de pirólisis de neumáticos usados /16/
Producto de pirólisis Cantidad Podercalorífico
(%) (kJ/kg)Carbón (hollín) 30-52 28,270Gas (metano) 6-30 50,240Hidrocarburos líquidos 40-50 ~38,000
c) Recuperación de energía de neumáticos usados
Como los neumáticos están formados por 80% de carbono e hidrógeno, se pueden usarcomo combustible en procesos industriales, o para producir energía. La tabla 6 muestrael poder calorífico de los neumáticos, comparado con otras clases de combustible.
Tabla 6: Poder calorífico de diversos combustibles
Combustible Poder calorífico(kJ/kg)
Basura 5,800Biomasa mezclada 15,100Papel y cartón 17,400Textiles 18,600Carbón (bituminoso) 26,200Carbón (antracita) 28,000Neumáticos 31,400Petróleo crudo 39,500
En la práctica, los neumáticos usados entran como combustibles en plantas de energíaa partir de desechos, o como combustible alternativo en hornos de cemento.
Incineración de neumáticos usados para producir energía
Para recuperar la energía de los neumáticos usados éstos se incineran en forma directao indirecta en plantas de recuperación de energía de desechos, o bien los neumáticosse transforman en productos combustibles (gas, hidrocarburos líquidos y hollín) porpirólisis. En el último caso, la emanación de gas de pirólisis con hollín, se quema a suvez en cámaras de combustión adecuadas, aprovechando el calor en calderas derecuperación.

D - 14
En el caso de la incineración directa de neumáticos en plantas de recuperación deenergía de desechos, los neumáticos se queman junto con la basura doméstica normal,o bien se alimentan a incineradores especiales para neumáticos usados. Como losneumáticos usados son una alimentación muy homogénea sin fluctuaciones en sucomposición, estos incineradores son fáciles de manejar. Los residuos de esta clase deoperación son muy homogéneos y comerciables. Si bien las cenizas del incineradorpodrían ser usadas en la industria del acero, para construcción de caminos o, por sualto contenido de zinc, ser tiradas sin problema (Tabla 7), las cenizas y el polvorecuperado en el sistema de limpieza de efluentes gaseosos, son una materia primavaliosa para la industria del zinc, (Tabla 8). El SO2 que se genera requiere un paso dedesulfuración en el sistema de limpieza de efluentes gaseosos.
Tabla 7: Composición porcentual de dos muestras de cenizas de incinerador paraneumáticos usados
C 0.05 0.21Al 0.09 0.23As 0.0016 0.0002Cd <0.001 <0.001Cr 0.69 0.055Cu 0.18 0.26Fe 67.50 78.70Pb <0.001 <0.001Mg 0.041 0.048Mn 0.37 0.25Ni 0.17 0.076K 0.007 0.012Si 0.24 0.20Na 0.60 0.57Zn 0.037 0.13Sn <0.005 <0.005
La experiencia técnica de la empresa Gummi-Mayer, que opera dos incineradores deneumáticos usados en Landau, Alemania (10,000 toneladas de neumáticos/año = 1.5millones de neumáticos se transforman en 80,000 toneladas de vapor y 4.4 millones dekWh) para satisfacer sus propias necesidades de energía y calor (para reprocesarneumáticos) ha permitido construir o proyectar dos plantas mayores en los EstadosUnidos /2/.

D - 15
Tabla 8: Composición porcentual del polvo de chimenea de un incinerador deneumáticos usados
ZnO 51.48PbO 0.22Fe2O3 6.33Cr2O3 0.03CuO 0.55NiO 0.03As2O3 0.02Al2O3 0.76MgO 0.50Na2O <0.01K2O 0.01MnO2 0.36Son 0.03SiO2 6.85CdO 0.05C 32.20
Por ejemplo, en una central eléctrica de 14 MW en Modesto, California, se incineranmás de 5 millones de neumáticos cada año, y se producen 65 toneladas de vapor a 65bar y 500 °C por hora, que suministran energía suficiente para 15,000 hogares. Loscostos de inversión en 1987 fueron 55 millones de marcos alemanes /7/ /9/. En Sterling,Connecticut, una central eléctrica de 30 MW incinera 10 millones de neumáticoscompletos por año (con diámetro hasta de 1.20 m /20/, y produce 200 millones de kWh/9/. La central eléctrica de 25 MW Elm Energy en Wolverhampton, G. Br., puedequemar 90,000 toneladas de neumáticos por año, y será el modelo de una segundaplanta en East Kilbride, Escocia /18/. En Duisburg-Homberg, Alemania, se proyecta elprimer incinerador de neumáticos de desecho. Se quemarán 7 millones de neumáticosusados por año, produciendo energía eléctrica y térmica. Debido a la cogeneración decalor y electricidad que tendrá, la eficiencia que se alcanzará será alta. Los costos deinversión proyectados son 50 millones de marcos alemanes /19/.
- Incineración de neumáticos usados en hornos de cemento
El clínquer de cemento se produce alimentando caliza, sílice y arcilla a grandes hornosrotatorios. El consumo neto de energía en el proceso es 1,750 kJ/kg de cemento,aproximadamente. Además de combustibles fósiles como petróleo o carbón, se puedenusar residuos orgánicos como desechos domésticos, desechos de desintegrador, aceite

D - 16
usado, neumáticos usados, etc., para generar las temperaturas necesarias del proceso/21/. Para utilizar este combustible alternativo, se debe modificar el horno de cemento,agregando una segunda zona de combustión en el lado de alimentación del horno.
Los neumáticos se introducen al horno, completos o desintegrados, en el extremo dealimentación. Se pueden alimentar granos y polvo de hule en forma parecida alcombustible normal, en el extremo de descarga del horno. El largo tiempo de retenciónde los neumáticos en el horno, la alta temperatura de combustión, hasta de 2,000°C, yel alto potencial de oxígeno en el aire de combustión, garantizan una combustión totalde los neumáticos con muy poca generación de dioxinas y furanos. El sistema delimpieza de efluentes gaseosos de la fábrica de cemento no se afecta al usarneumáticos como combustible adicional.
La ceniza y el azufre que quedan de la combustión de los neumáticos se incorporan alclínquer de cemento como componentes normales. Dependiendo de la cantidad deneumáticos que se van a quemar como combustible, podría haber mayor entrada deóxido de hierro al proceso, lo cual se debe compensar.
Como se mencionó arriba, es posible alimentar granos finos o polvo de hule mejorado,en lugar de neumáticos completos. De esta forma se tienen las siguientes ventajas /1/:
• Como la fracción de hierro en los neumáticos se ha eliminado antes de entrar alhorno, no hay peligro de cambiar la composición del clínquer de cemento.
• Se puede mezclar el hule en polvo con combustible primario y alimentarse en laforma normal; no es necesario cambiar el diseño del horno.
En Alemania, los neumáticos son hasta un 15% del total del combustible para producircemento.

D - 17
Referencias e información adicional
/1/ Schmidt, U., Reinke, D.;Wiederverwertung von Altgummi, Status und Tendenzen in der GummiindustieDe: Neue Konzepte für die Autoverwertung, VDI Berichte 934VDI Verlag Düsseldorf, 1991, p 369-393
/2/ Schulz, K. D.;Altreifenrecycling in der Bundesrepublik – Elemente zur Verkehrsberuhigung ausReifengranulatDe: 1. Nordrhein-Westfälischer Recycling-Kongreß, DuisburgLandesamt für Wasser und Abfall NRW, Düsseldorf 1990, p 453-464
/3/ N. N.;Konsequent: Reifen-RecyclingDe: Sonderbeilage zum Thema Autorecycling, A. Sekudär-Rohstoffe, 3/9, p 10
/4/ N. N.;Capítulo: Used TiresDe: The National Bureau of Standards – Office of Recycled Materials 1976-1982Final Report on Activities and AccomplishmentsU.S. Department of Comerse, Washington D.C., 1983, p 58-60
/5/ N. N.;Standard Recommended Practice for Inspection of Pneumatic Tires Prior toRetreadingASTM Book of Standards, Volume 38, F393-74, 1974,
/6/ Vogler, J.;Re-use of tyresWork from Waste,IT-Publications, London 1981, p 166-171
/7/ Püchert, H., et al;Capítulo: AltreifenDe: Autorecycling, Demontage und VerwertungEconomica Verlag, 19922, p 156-164
/8/ von Schoenberg, A.;Reifenrecycling in KralikyTschech. Rep. WARMER BULLETIN 36, Febr. 1993, p 18
/9/ N. N.;Treading New Ground WARMER BULLETIN 25, 1990, p 12
/10/ N. N.,Capítulo: Asphalt-RubberDe: The National Bureau of Standards – Office of Recycled Materials 1976-1982 FinalReport on Activities and Accomplishments

D - 18
U.S. Depatment of Commerce, Washington D.C., 1983, p 61-64
/11/ N. N.,StoffkreislaufZ. Sekundär-Rohstoffe, 1/93, p 16-17
/12/ Beirut, Hauptstadt des Libanon: Abfallwirtschaft nach dem Krieg WARMER BULLETIN 48,Feb. 1996, p 4-5
/13/ N. N.,Capítulo: Hydrolysis and AlcoholysisDe: Ullmann’s Enciclopedia of Industrial ChemestryFifth Completely Revised Edition, Vol. A221 Verlag Weinheim, 1992, p 62-63
/14/ N. N.,UnwuchtZ. Sekundär-Rohstoffe, 6/93, p 22
/15/ Kaminsky, W.;Pyrolyse von Kunststoffabfällen und AltreifenDe: Pyrolyse von AbfällenEF-Verlag für Energie und Umwelttechnik, Berlin
/16/ N. N.,Capítulo: AltautosDe: Kreislaufwirtschaft; EF-Verlag für Energie und Umwelttechnik, Berlin 1994, p I/299-I/301
/17/ N. N.,Capítulo: Pyrolyse von AltreifenDe: Ullmanns Encyklopädie der technischen Chemie, 4. Auflage, Bd.6Verlag Weinheim, p 554-555
/18/ N. N.,Capítulo: ReifenWARMER BULLETIN 38, 1993, p 6
/19/ N. N.,ReifenheizkraftwerkZ. Sekundär-Rohstoffe, 5/93 p 160
/20/ N. N.,ReifenverbrennnungAbfallwirtschafts-Journal 5 (1993), Nr. 5, p 374
/21/ Rosemannnn, H.;Verfahrenstechnische Grundlagen für die Verwendung von Abfallbrennstoffen imZementbrennnprozeßDe: 16. Metallurgisches Seminar

D - 19
GDMB, Clausthal-Zellerfeld
/22/ de Fries, J.;Einsatz von Abfallbrennstoffen in der ZementindustrieDe: 16. Metallurgische SeminarGDMB, Clausthal-Zellerfeld
/23/ Kaminsky, W.;Recycling durch PyrolyseZ. EntsorgungsPraxis 9/87, p 392-397
/24/ P. V. Beukering, et al;Tyre Recycling in EuropeIVM, Vrije Universiteit, Ámsterdam, [email protected]
/25/ N. N.,ATBRIEF No. 25:Recycling and re-using rubberAppropriate Technology, Vol.25, Nol. Sept. 1998
Direcciones de Internet
• www.wrf.org.uk (World Resource Foundation)• www.epa.gov (US Environmental Protection Agency)• www.itra.com (ITRA Tire and Rubber Recycling Advisory Council, USA)• www.recyclers-info.com (Recyclers Info Germany)

D - 20

Reuso y refinación de aceites ylubricantes usados
Autor: Dr.-Ing. Heinrich Vest
Este material técnico ha sido suministrado por:
Servicio de información Gate / GTZP.O. Box 5180, 65726 Eschborn, AlemaniaTeléfono: +49(0)6196 / 79-3093, Fax: +49 (0)6196 / 79-7352Email: [email protected]
Internet: http://www.gtz.de/gate/
Información Técnica W14e
E - 1

E - 2
Introducción
Desde el punto de vista ambiental, el aceite usado de motor tiene un potencial de altapeligrosidad. No solo porque una pequeña cantidad de aceite puro ya pueda contaminarcantidades mayores de agua, por ejemplo, montos freáticos, sino también porque elaceite usado de motores mismo, contiene una variedad de aditivos y es contaminadopor impurezas y residuos generados por el proceso de combustión. Algunos de ellosson venenosos o cancerígenos como el Pb o PAH (hidrocarburos poli-aromáticos). Aveces, los aceites de transformadores contienen PCBs (bifenilos policlorados) quetambién son altamente cancerígenos. Además, el aceite usado de motores se generaen pequeñas cantidades en toda una variedad de lugares, por ejemplo,estacionamientos, pequeños talleres e instalaciones privadas. Esto hace difícil ycostosa la recolección del aceite. Muchos de los consumidores profesionales y, enparticular, la mayoría de los consumidores particulares de aceites, no están conscientesdel peligro potencial que genera el depósito inapropiado del aceite de desecho.
1. Fuentes de aceite usado
La fuente más grande del aceite usado en los países en vías de desarrollo, son conmucho, los aceites de lubricación de vehículos motorizados, motores de combustión ycajas de velocidades. Además de eso, una cantidad menor proviene de sistemashidráulicos, transformadores y otras aplicaciones industriales. Debido al aumento deltransito automotriz, en los países en vías de desarrollo, la cantidad de aceite usado segenera en pequeñas cantidades en varios lugares, por ejemplo, estacionamientos,pequeños talleres e instalaciones privadas. Existen, por supuesto, unos pocosgeneradores mayores de aceite de desecho, como ferrocarriles, grandes operadores deflotas de camiones pesados y grandes industrias.
2. Soluciones para el aceite usado
Hasta ahora, el aceite usado se utiliza para una variedad de aplicaciones. Algunas deellas pueden ser toleradas, otras son inaceptables desde el punto de vista ambiental.
• La primera y mejor opción para el depósito de aceite usado, es devolver el aceite alproductor. Particularmente en los países industrializados, existen planes derecolección para el aceite de desecho. El fabricante del aceite es el que sabe mejorqué debe hacerse con el aceite de desecho y que puede asegurar un métodoapropiado desde el punto de vista ambiental para el depósito o reciclaje. Una granporción del aceite de desecho colectado se vuelve a refinar a gran escala enrefinerías similares a aquellas que se utilizan para el aceite crudo.

E - 3
• Asimismo, el uso de desechos de aceite como combustible en hornos de cementoy cal, en enladrillados u hornos metalúrgicos, es ambientalmente aceptable.Debido a la alta temperatura de combustión y las propiedades de absorción delcemento, cal y arcilla, los hidrocarburos peligrosos se destruyen mientras que losmetales pesados, azufre y cloruros son absorbidos. Además, las plantas modernasse encuentran normalmente equipadas con sistemas de limpieza de gas sofisticadosque minimizan los posibles efectos de contaminación del aire.
• Principalmente en los países en vías de desarrollo, el aceite usado de motores seutiliza con frecuencia como combustible para diferentes aplicaciones enpequeña escala. Además de su uso en fundiciones, hornos de ladrillo y caltradicionales, y vehículos que producen asfalto, el aceite se utiliza también enpanaderías tradicionales. En estos casos, el aceite de desecho se mezcla a menudocon aceite negro (aceite de alquitrán, aceite de carbonera) (p.ej., panaderías),carbón de leña/ polvo de carbón mineral (hornos de cal) o pedazos de hule dellantas usadas (vehículos que producen asfalto).
• Existen también algunos reportes que constatan que el aceite de desecho norefinado puede mezclarse en pequeñas cantidades con combustible diesel demotores diesel (véase también el capítulo 4).
• Otro método sencillo para aprovechar el aceite de desecho de motores es laproducción de grasa. En muchos países en vías de desarrollo, existen unidadeslocales de fabricación de jabón a pequeña escala. Para producir grasa, el aceite dedesecho se agrega al jabón terminado (mientras que el jabón se encuentra aúncaliente y suave) a una proporción de un 20% de jabón a un 80% de aceite dedesecho. La mezcla sigue siendo agitada durante un tiempo hasta que adquiera latípica consistencia grasosa. La cantidad de aceite determina la viscosidad de lagrasa final. Es evidente que debido a una calidad inferior del aceite, la grasa finaltambién será de menor calidad; sin embargo, será suficiente para aplicaciones apequeña escala.
Además del uso del aceite de desecho como combustible o para la producción degrasa, se conocen algunas otras aplicaciones “tradicionales”:
• En muchos países africanos, en donde todas las estructuras de madera seencuentran en peligro de ser afectadas por termitas y otros insectos que comenmadera, el aceite usado de motores se utiliza como un agente protector demadera. Los postes de cercas, por ejemplo, se remojan con aceite usado paratornarlos resistentes contra el ataque de las termitas.

E - 4
• Desde Botswana se reporta que el aceite se utiliza en vacas como medicinaprotectora contra garrapatas o en otros casos se rocía en la tierra para aplacar elpolvo.
Particularmente estas dos últimas aplicaciones no son aceptables desde el punto devista ambiental.
A continuación, se describen en detalle algunas de las posibilidades de utilizar el aceitede desecho.
3. Uso de aceite de motor de desecho no refinado
3.1 Uso de aceite de desecho como combustible para la calefacción ygeneración de energía
El aceite de desecho también puede utilizarse para la calefacción o la producción deenergía. Como se practica en muchos países en vías de desarrollo, el aceite dedesecho es un combustible económico para muchos propósitos de calefacción.Dependiendo de su composición y las impurezas, el gas de combustión producido poresta operación puede ser muy sucio y peligroso. Por lo tanto, la práctica actual en estospaíses no es saludable para el medio ambiente y puede implicar muchos riesgos paralas personas que viven cerca.
En caso de que el gas de combustión esté lo suficiente limpio, el aceite de desechopuede utilizarse para la calefacción y producción de energía. En los paísesindustrializados existe una variedad de compañías que ofrecen quemadores de aceitede desecho de diseño especial. Los incineradores para el aceite de desecho quedisponen de un intercambiador de calor para aprovechar la energía del gas decombustión alimentan pequeñas turbinas o motores de vapor para la generación deenergía eléctrica.
3.2 Aprovechamiento de aceite de desecho como combustible para motoresdiesel
Una idea sorprendente para el aprovechamiento del aceite de desecho de motores, essu uso en motores diesel.
En principio, el aceite de desecho puede utilizarse en motores diesel, aunque existetoda una variedad de limitaciones. Los motores adecuados para el uso de este aceiteson los grandes generadores estacionarios de diesel de baja velocidad que se utilizanpara la generación de energía o aquellos utilizados en motores de buque.

E - 5
Precisamente, los motores que consumen combustible residual para la combustión,también operan con aceite de desecho. Cuando se utiliza este aceite comocombustible, la principal limitación es el contenido de aditivos en él. Estos aditivosalcanzan con frecuencia la cantidad de un 10% del aceite y consisten principalmente encompuestos orgánicos con base en Ca. Durante la combustión del aceite en un motordiesel, los aditivos generan una cantidad considerable de cenizas. Éstas se funden enforma parcial bajo la temperatura operativa del motor (400 a 550°C) y se depositan enlas válvulas de descarga o en el turbo-cargador. Esto puede causar la destrucción delas válvulas y obstruir el turbo-cargador.
El aceite de lubricación usado, también contiene parafina. Si se mezcla con elcombustible residual, ésta puede soportar una segregación del combustible,produciendo la formación de un sedimento lodoso de hidrocarburos de cadena larga,que se asienta en el fondo del tanque de combustible.
En principio, existen dos posibilidades para resolver estos problemas. Primero, todoslos aditivos se eliminan en un paso de refinación apropiado. Después de la eliminación,el aceite de desecho refinado puede utilizarse sin restricciones (a una concentración dehasta 100%). En este caso, se recomienda no mezclar el aceite de desecho refinadocon diesel o combustible residual para evitar la segregación del combustible.
En el caso de que los aditivos no se eliminen, solo un 3% a 5% del aceite de desechopuede agregarse al combustible normal. Algunas compañías dedicadas a la fabricaciónde motores sugieren limitar el contenido de Ca a 100 mg/kg y asegurar que no seexcedan los límites de ISO 8217 (estándar de calidad del combustible residual). Serecomienda también una medida de limpieza mecánica preliminar que utiliza unacentrífuga para eliminar la materia suspendida. Cuando se utiliza el aceite de desechocomo combustible, el motor debe ser supervisado con cuidado. Al incrementar lacantidad de aceite de desecho poco a poco, será posible investigar el porcentajeapropiado de aceite de desecho en el combustible, para asegurar que no se dañe elmotor. En general, no se requiere ninguna modificación del motor y debido aporcentajes menores de aceite de desecho en el combustible, no hay un cambiosignificativo en la composición del gas de combustión.
4. Refinación del aceite de desecho
4.1 La necesidad de refinar el aceite usado
En el pasado, el aceite usado siempre se refinaba a gran escala a través de las grandescompañías productoras de aceite. Al aplicar procesos y plantas altamente complejas(por ejemplo, proceso de tratamiento, destilación, refinación, acabado del solvente,

E - 6
proceso de refinación de destilación e hidroacabado, proceso de destilación a altastemperaturas) son capaces de producir un aceite de lubricación de alta calidad a partirde los anteriores desechos.
Durante los tiempos de precios elevados de petróleo o en economías aisladas (p.ej., enla República de Sudáfrica en la era del Apartheid), la refinación del aceite usado teníasentido económico; con precios bajos de petróleo, la ventaja económica de la refinaciónde aceite usado es menor. Por ejemplo, después de que hubo terminado la Apartheiden la República de Sudáfrica y la suspensión de las sanciones económicas por lacomunidad internacional, también se perdieron las razones políticas para la refinacióndel aceite de desecho. La consecuencia fue que cuatro de las cinco refinerías de aceitede desecho en Sudáfrica cerraron debido a problemas económicos. Sin embargo, segenera constantemente una cantidad considerable de desechos de aceite, finalmentepor el gran número de vehículos motorizados que llenan las calles de todo el mundo.Los países industrializados con un gran número de fábricas de cemento, plantasmetalúrgicas o incineradoras quizás sean capaces de utilizar este aceite comocombustible en los diferentes procesos de combustión.
Los países pequeños o menos poblados, en particular los en vía de desarrollo, muchasveces no tienen esta oportunidad. Además, la infraestructura para la recolección y eldepósito del aceite usado no se encuentra establecida de manera suficiente. Estoproduce un depósito sin criterio e inapropiado de los desechos de aceite en donde seaque se generen.
Para llenar la brecha entre la refinación y/o el re-uso de los desechos de aceite en lasgrandes plantas industriales, y el depósito indiscriminado del aceite de desecho, enalgún lugar en los matorrales o el patio trasero, se requieren plantas de procesamientoa pequeña escala que produzcan nuevos productos y minimicen la cantidad dedesechos.
Es evidente que los procesos de reciclaje a pequeña escala pueden ser incapaces delograr un producto de aceite de alta calidad, pero especialmente en los países en víasde desarrollo, existen también numerosas aplicaciones para aceites de lubricación demenor calidad en el sector de la industria a pequeña escala. Por lo menos el reciclajede aceite a pequeña escala ofrece una oportunidad de crear empleos e ingresos. Y alaprovechar el aceite de desecho como materia prima, reduce la cantidad dedesperdicios que necesita desecharse y mejora la situación ambiental previniendo undesecho sin criterio del aceite usado.

E - 7
4.2 Principios del proceso de refinación ácido-arcilla
Durante el uso del aceite en vehículos motorizados, pero también durante larecolección, el almacenaje o la mezcla con desechos de aceite de otras fuentes, elaceite se degrada y se contamina con varias impurezas. Éstas son, por un lado, losaditivos del aceite mismo, y por otro el producto del proceso de degradación del aceitedurante su uso por el desgaste mecánico de las partes del motor y de la combustión.
Durante el almacenaje y la mezcla, agua, suciedad y otros objetos pueden introducirsetambién en el aceite usado.
El proceso más común que se utilizaba durante muchos años y, en particular, paraaplicaciones a pequeña o mediana escala, es él de ácido-arcilla. Durante este proceso,la carga de alimentación de aceite usado se mezcla con ácido sulfúrico concentradopara eliminar la mayor parte de las impurezas y productos del proceso de degradación.Durante este paso, se forman compuestos que contienen azufre insoluble (asfalto defango) que se asientan en el reactor. Después, el producto se somete a unaneutralización (con cal/soda cáustica) y a un paso que implica el contacto/filtración conarcilla para mejorar el color/olor mediante tierra de blanqueo (p.ej., tierra Fuller). Unadestilación final al vacío puede completar la refinación del aceite de desecho (véaseFigura 1).
Figura 1: Proceso de refinación ácido-arcilla de aceite usado

E - 8
4.3 Proceso de refinación de aceite usado de motores en El Cairo
Un ejemplo práctico de un proceso de ácido-arcilla a pequeña escala puede observarseen El Cairo. El equipo instalado permite refinar 3,000 litros de aceite usado en un sololote. Para la refinación, sólo se acepta aceite usado de motores. El aceite se recolectade talleres mecánicos en la ciudad o es entregado por personas o recolectores deaceites de desecho intermediarios. En la planta de reciclaje se almacena en tambos de200 litros.
Para iniciar el proceso, los tambos se vacían en un tanque de alimentación desdedonde se bombea el aceite a un recipiente cerrado de calentamiento hecho de aceroque se calienta directamente a través de un quemador de aceite de desecho. El aceitese calienta hasta 170°C, deteniéndose a 100°C para permitir la evaporación delcontenido de agua. Arriba de 100°C se eliminan otras materias volátiles como gasolinao solventes orgánicos que pueden haberse mezclado con el desecho de aceite.
Cuando se alcanza la temperatura de 170°C, el aceite se bombea al primer recipientede agitación de acero. Este recipiente abierto tiene paredes dobles para permitir que elagua se bombee a través de ellas para enfriar el aceite a aproximadamente 30 a 40°C.A esa temperatura, el ácido sulfúrico concentrado se agrega a una cantidad de un 10%de la cantidad del aceite. La mezcla se agita constantemente durante 3 a 4 horas parapermitir la reacción del ácido con las impurezas formando sulfatos.
La mezcla de aceite-ácido se bombea después en recipientes cilíndricos de acero conforma cónica en el extremo inferior, se mantiene allí durante un día, para permitir quelos sedimentos insolubles se asienten en el cono del fondo, después, el lodo ácido seextrae y se vierte en viejos tambos de aceite para su depósito.
La mezcla restante de aceite-ácido transparente se bombea entonces a un segundorecipiente de agitación abierto de acero, que consta también de paredes dobles, aquípara propósitos de calentamiento. Éste se realiza de manera directa, utilizando vaporde un calentador separado. Después de llenar el recipiente de agitación con la mezclade aceite y ácido (contenido de 3,000 litros), se agregan aproximadamente 100 kg. deCaO o de ceniza de soda. El conjunto se calienta bajo agitación a 170°C. El procesototal demora entre 2 y 4 horas. La cal reacciona con el ácido neutralizando el aceite aun pH 7 y formando yeso.
Al final del tratamiento con cal, el contenido del recipiente de agitación se pasa a travésde una prensa de filtración que separa los sólidos (yeso) del aceite. El aceitetransparente se bombea ahora a recipientes de almacenaje para ser distribuido encontenedores pequeños o grandes. Puede utilizarse para una lubricación de menor

E - 9
calidad o para propósitos de enfriamiento, por ejemplo, de partes de movimiento lento,cajas reductoras de velocidad o máquinas, durante el maquinado de metales. Una partedel aceite refinado se procesa adicionalmente para obtener grasa. Para ese propósito,el aceite se mezcla con estearato de Na o Ca en un recipiente de agitación caliente y sevierte después en contenedores para su venta y distribución.
Figura 2: Proceso de ácido-arcilla a pequeña escala

E - 10
La mayor desventaja de este proceso es la generación de residuos (lodo ácido y yesoendurecido del filtro remojado de aceite) que deben deshacerse bajo ciertasprecauciones. Durante el manejo del aceite siempre existe el peligro de un derrame. Sedeben tomar las precauciones pertinentes para evitar que el aceite penetre al suelo. Lasemisiones a la atmósfera que se generan durante el proceso (gas de escape de lacombustión del aceite residual en calderas o recipientes de calefacción, materiaorgánica volátil del calentamiento del aceite residual, humos de ácido del tratamientocorrespondiente) deben evitarse.
Lo anterior era el punto débil de la planta de El Cairo; toda el área estaba empapada deaceite y no existía ninguna recolección o tratamiento del gas de escape. Lostrabajadores no llevaban ropa de protección.
4.4 Concepto mejorado para un proceso de refinación de aceite usado demotores de ácido-arcilla a pequeña escala
Para evitar las inconveniencias de la planta de reciclaje de El Cairo, el conceptomejorado del proceso pone más énfasis en el aspecto de protección ambiental. Másque nada era necesario mejorar las siguientes dos áreas principales:
• la protección del suelo y del manto freático contra la penetración de aceite;• la recolección y el tratamiento de los gases de escape, volátiles y humos.
Además, se modificó el equipo ligeramente para bajar los costos de inversión. Contrarioa la planta en El Cairo, la remoción de agua y volátiles por destilación, la neutralizacióncon cal y el mejoramiento de color y olor con tierra de blanqueo se efectúan en elmismo recipiente. La capacidad de los diferentes recipientes se ha reducido a 1.5 m3
para permitir el procesamiento de cantidades más pequeñas (aproximadamente 1000litros por lote).
Por lo tanto, las características principales del concepto mejorado de la planta (véasetambién la Figura 3) son:
• Todas las áreas de almacenaje y manejo de aceite tienen un piso de concreto yestán rodeadas por pequeños muros de protección para evitar derrames deaceite. El agua pluvial que se recolecta del piso pasa por un separador de aceiteantes de entrar al alcantarillado.
• Ambos recipientes de agitación tienen una tapa que sostiene un agitador y untubo de succión de gases de combustión. Durante los diferentes pasos detratamiento el recipiente de agitación está cubierto por la tapa. El gas decombustión se remueve por medio de una bomba de inyección de chorro de

E - 11
agua; el agua de la misma circula en un circuito cerrado. Durante elcalentamiento del aceite en el primer paso del proceso se condensan de nuevoel agua evaporada y orgánica al pasar por la bomba de inyección de chorro deagua. Los condensados del agua y de la materia orgánica volátil se acumulan enel agua circulante. Mientras el condensado de agua puede quedarse, la materiaorgánica se separa del agua de vez en cuando. Se agrega también un poco decal al agua para neutralizar los humos de ácido sulfúrico absorbidos en algunospasos del proceso.
Figura 3: Diseño posible de una planta de refinación de ácido-arcilla de aceite usadoa pequeña escala

• El primer recipiente de agitación (calentado) dispone de un sistema decalentamiento indirecto alimentado desde el exterior de la planta de tratamiento.
• Los gases de combustión se utilizan para calentar de manera indirecta alrecipiente de agitación y su carga de aceite. Después, se limpian en un lavadorhúmedo o por medio de un filtro de bolsa antes de descargarse a través de lachimenea. Se escogió este sistema para evitar un fuego abierto al lado de lacarga de aceite.
4.5 Proceso moderno a pequeña escala para aceite usado
Existen varios procesos de refinación de aceite usado a pequeña escala en el mercado.Como ejemplo se describen dos procesos que representan dos enfoques técnicosdiferentes.
4.5.1 Micro-filtración de aceite usado a pequeña escala
Una oportunidad muy interesante para la refinación de aceite usado a pequeña escala(inversión aproximadamente US$ 25,000.00) ofrece la compañía holandesa AXXONB.V. en Arheim. Su “Convertidor de Aceite Residual en Energía” filtra aceite usado deuna manera tan eficaz que el aceite refinado puede usarse en una mezcla (1-10%) concombustible diesel en vehículos con motor diesel (véase Figuras 4 y 5).
Figura 4: Equip
E - 12
o para la micro-filtración de aceite usado de motores
CCOONNVVEERRTTIIDDOORR DDEE AACCEEIITTEE RREESSIIDDUUAALL EENN EENNEERRGGÍÍAA

E - 13
EspecificacionesNúmero de modelo: 15SNo. de parte global: 2945Flujo máximo: 15 gpmFiltros de aceite dedesecho:
Elementos empacados de profundidad media: filtroprimario de seis (6) micrones y filtro final de cuatro (4)micrones.
Filtro final de dos etapas,para combustiblemezclado:
Remueve materia de partículas de cuatro (4) micronesy más grandes, y un elemento de absorción remueve99+% del agua emulsificada o autosostenida.
Mezclador estático: Del tipo de acero inoxidable, de multielementos,sensible a la viscosidad y libre de mantenimiento.
Dimensiones: Alto: 51 – ½”; ancho: 32”; largo 58 – ½”Entradas y salidas: 1” hembra NPTPeso – seco: 374 lbs.Peso - húmedo: 570 lbs.Presiones de operación: Ajustado en fábrica a 15 psiCubiertas del filtro: Probadas a una presión de 75 psiEléctrico: 5 amps @ 220 VCA, 50 Hz 1 Ø. Todo el cableado se
lleva a través de un conduit impermeable a cajas deNEMA 12.
Tamaño bruto detransporte:
Alto: 57 – ½”; Ancho:38”; largo: 64”
Peso bruto de transporte: 560 lbs.
Las especificaciones pueden cambiar sin aviso debido a mejoramientos
Figura 5: Especificación del convertidor de aceite residual en energía
4.5.2 Planta a pequeña escala para la refinación de aceite usado a gran escala
Todavía una planta a pequeña escala (para hasta 9 millones de litros de aceite usado),pero con una operación completa de refinación para todo tipo de aceites usados, ofrecela compañía canadiense Envirosystems Inc. en Dartmouth. El proceso combinado dedestilación, separación centrífuga y acondicionamiento es capaz de producir aceite dereciclaje de una calidad virgen (véase la Figura 6)

E - 14
Figura 6: Proceso de refinación de Envirosystems

E - 15
Referencias e información adicional
Compañías que suministran equipo de refinación a pequeña escala de aceiteusado:
AXXON B.V.Postbus 2566800 ArnheimPaíses BajosTeléfono: ++31/26/4455723Fax: ++31/26/4427163
Envirosystems Inc.11 Brown Avenue, Darmouth NuevaEscocia,Canadá B3B 1XBTeléfono: ++902/481/8008Fax: ++902/481/[email protected]
Compañías que suministran quemadores de aceite usado:
Ruhr Brenner Appartatebau GmbHP.O. Box 324458219 SchwerteAlemaniaTeléfono: ++49/2304/6851Fax: ++49/2304/63251
SAACKE GmbH& Coo KGP.O. Box 21026128222 BremenAlemaniaTeléfono: ++49/421/64950Fax: ++49/421/6495224
Compañías que suministran plantas generadoras de energía pequeñas:
Spillingwerk GmbHWerftstrasse 520457 HamburgAlemaniaTeléfono: ++49/40/7891750Fax: ++49/40/7892836
Tuthill Nadrowski Turbinen GMBHAuf dem Esch 2833619 bielefeldAlemaniaTeléfono: ++49/521/10850Fax: ++49/521/1085199
Compañías que pueden proporcionar información acerca del uso del aceite usadode motores diesel:
MaK Motoren GMBH & Co. KGFalckensteiner Str. 2-454159 KielAlemaniaTeléfono: ++49/431/3995490Fax: ++ 49/431/3995864
MWM Motorenwerke Mannheim AGCarl –Benz-Str. 568167 MannheimAlemaniaTeléfono: ++49/621/3848517Fax: ++49/621/3848513

E - 16
B.U.S. Berzelius Umwelt-Service AGVinckeufer 347119 DuisburgAlemaniaTeléfono: ++49/203/8093115Fax: ++49/203/8093192
BERESA Medio Ambiente S.A.Serrano, 41-2°28001 MadridEspañaTeléfono: ++34/1/5757110
Literatura:
Vogler, J.;Work form Waste;IT-Publications, 1983ISBN 0-903031-79-5
du Toit, J.;Study on the Management of OilContaining Wastes;Report N°: NCS/GTZ 5/96National Conservation Strategy Agency,Caborone, Botswana, 1996
Reiter, B.; R. Stroh;Behandlung von Abfällen in derZementindustrie;Bd. 72, UmweltbundesamtBundesministerium für Umwelt,Wien, Österreich, 1995
Porst, J.Handreichung: UmweltorientierterUmgang mit Altöl;UmwelthandbuchBMZ/GTZ, 2000
Direcciones de Internet:• www.wrf.org.uk (Fundación de Recursos Mundiales)• www.recyclers-info.com (Información de Recicladores de Alemania)• www.waste.nl (Asesores en desechos, Países Bajos)• www.epa.gov (Oficina de Protección Ambiental Estadounidense)

Fundamentos del Reciclaje deacumuladores de plomo-ácido
Autor: Dr.-Ing. Heinrich Vest
Este material técnico ha sido suministrado por:
Servicio de información Gate / GTZP.O. Box 5180, 65726 Eschborn, AlemaniaTeléfono: +49(0)6196 / 79-3093, Fax: +49 (0)6196 / 79-7352Email: [email protected]
Internet: http://www.gtz.de/gate/
Información Técnica W14e
F - 1

F - 2
Introducción
Los acumuladores se usan cuando se necesita la energía eléctrica, no habiendoconexión directa con la red eléctrica pública, y tampoco un generador independiente desuministro. Los acumuladores almacenan la energía eléctrica en forma de energíaquímica. Durante la descarga, ésta se convierte de nuevo en energía eléctrica.Dependiendo del sistema de la batería, este proceso es irreversible o reversible. Haydos clases de baterías: las 'baterías primarias' y las 'baterías secundarias' o'acumuladores'.
Los acumuladores de plomo-ácido se llaman ‘baterías secundarias’, porque se puedenrecargar. A su vez se pueden dividir en acumuladores de arranque e industriales. Lasdos se usan para suministrar grandes cantidades de energía (por ejemplo, arrancar unvehículo, hacer funcionar vehículos eléctricos, como medio de almacenamiento paraaplicaciones de energía solar, como fuente inmediata de corriente de emergencia, etc.).En general, las unidades pesan desde algunos kilogramos hasta una tonelada.
En el sector de los acumuladores de plomo-ácido, los de arranque forman, por mucho,la mayor parte. En 1995 se produjeron unos 96 millones de unidades en todo el mundo(fuente: Battery Council International). Se espera una tasa de aumento de producciónanual de ≤2%. En especial, en los países en desarrollo, donde la cantidad deautomóviles está creciendo desproporcionadamente, cabe esperar altas tasas deaumento en el uso de los acumuladores de plomo-ácido. Los estudios efectuados enBotswana indican que la cantidad de acumuladores usados en el sector automotrizcrecerá del 40 al 50% en el período de 1995 a 2005 (fuente: GTZ waste managementproject). Si sólo se considera a China, el país más poblado del mundo que en laactualidad comienza a introducir el transporte en automóvil privado, es obvio que cabeesperar altas tasas de crecimiento en el consumo de acumuladores de arranque para elfuturo, en especial en los países en desarrollo.
Una vieja tradición ha sido regresar los acumuladores usados de plomo para reciclarlos.Gracias a la compacidad de un acumulador, su alto contenido (> 95%) de plomo y losprecios relativamente altos de ese metal, a los consumidores les ha convenido regresarsus propios acumuladores al consumo de fundidoras secundarias. La proporción deregreso de acumuladores usados ya era alta cuando todavía no se usaban palabras demoda, como conservación de recursos y protección ambiental, reciclaje, administraciónde materiales en ciclo cerrado, etc. Aun hoy, el éxito del reciclaje de los acumuladoresde plomo en los países en vías de desarrollo continúa estando determinadoprincipalmente por las utilidades potenciales de los recolectores y los comercializadoresde desechos. En los países industrializados, los requisitos reglamentarios para devolver

F - 3
los acumuladores usados han compensado la pérdida de incentivos económicos delregreso de esos acumuladores.
En la mayoría de los países europeos, los vendedores al por menor de acumuladoresestán obligados a regresar los acumuladores usados. También, los acumuladores deplomo se originan en talleres de reparación, en el reprocesamiento de chatarra deautomóviles y en los centros de recolección municipal. Por ejemplo, en Alemania estesistema de recolección, que funciona bien y es efectivo, ha llegado a tener una tasa deretorno mayor del 95% de acumuladores de arranque y casi 100% de acumuladoresindustriales. También en los países en desarrollo se pueden alcanzar tasas de retornohasta de 80% donde hay estructuras de compra de acumuladores usados. EnZimbabwe (fuente: Central African Batteries), por ejemplo, toda la demanda deproducción local se cubre reciclando acumuladores usados.
1. Desecho de acumuladores - materia prima del reciclaje
La mayor cantidad de materia prima en el reciclaje del plomo son las baterías dearranque de los vehículos de motor. Los acumuladores automotrices modernosconsisten en una caja de polipropileno (PP), las placas (rejillas y pasta), conectores,polos y puentes, y separadores de PP aislantes entre las placas (Figura 1). La pastaconsiste en Pb, PbO2 y PbSO4.
Figura 1: Esquema de un acumulador de arranque
Conjunto de placas positivas

Las reacciones electroquímicas que se efectúan durante la carga y la descarga de unacumulador de plomo ácido son:
carga: 2PbSO4 + 2H2O → PbO2 + Pb + H2SO4
descarga: PbO2 + Pb + H2SO4 → 2PbSO4 + 2H2O
Los tipos anteriores de acumuladores tienen caja de hule duro y separadores de PVC(cloruro de polivinilo), en lugar de caja y separadores de PP. En algunos países endesarrollo (p.ej. Zimbabwe) esos tipos de acumuladores todavía se producen y se usan.
En consecuencia, los recicladores deben tener en cuenta que los acumuladores concaja de hule duro y separadores de PVC llegan con los desechos de acumuladores.
Dependiendo del tipo del acumulador, su tamaño y su diseño, varía la composición delos materiales de los acumuladores de arranque. La Tabla 1 es una comparación de lostipos antiguos, con caja de hule duro, y moderno. Los componentes que contienenplomo en un acumulador son:
Tabla 1: Composición de los acumuladores
Composición de un acumulador de arranque de 12V-44Ah-210A de arranqueen caja de hule duroComponentes con contenido de plomo 58%Hule duro 17.7%Ácido sulfúrico 26.2%Separadores (PVC) 2.3%
100.0%
Peso total aproximadamente 15 kg
Composición de un acumulador moderno de 12V-55Ah-210A de arranque concaja de PP
Componentes con contenido de plomo 63.9%Componentes de PP 5.0%Ácido sulfúrico 28.6%
F - 4

F - 5
Tabla 2: Composición aproximada de las partes con plomo de un acumulador dearranque
Las rejillas de los acumuladores de tipo antiguo tienen mayor contenido de Sb(antimonio) (~4%) que los acumuladores modernos sin mantenimiento (~2%), que loreemplazan por Ca (calcio) <0.5% a la aleación de sus rejillas.
2. Reciclado de los acumuladores de plomo-ácido
2.1 Consideraciones generales
Como ya se mencionó, el reciclaje de los acumuladores de plomo-ácido tiene una largatradición, en especial en los países industrializados. El vendedor al por menor deacumuladores y chatarra acepta los acumuladores agotados sin cargo, o hasta paga elvalor de su metal. Como la fracción metálica de un acumulador es plomoprincipalmente, nunca ha sido problema el reprocesamiento metalúrgico de losdesechos de acumuladores. En fecha reciente han sido los requisitos ambientales másestrictos los que han causado problema a los fundidores secundarios de plomo, y hanhecho que el reciclaje del plomo sea menos conveniente económicamente.
La recuperación del plomo de los acumuladores agotados puede seguir dos rutasbásicas. Ya sea que primero se separan los componentes de los acumuladores comoplomo, plásticos, ácidos etc., para después procesarse en forma individual, o bienprimero se saca el ácido y los acumuladores se procesan en conjunto. En el primercaso se recuperan los materiales de todas las partes de un acumulador (también elácido residual, parcialmente), y los componentes orgánicos se destinan a reciclar laenergía. En vista de las estrictas normas de control de contaminación implementadaspara las fundidoras secundarias de plomo en los países industrializados, el reciclaje
Metal de rejilla, polos y puentes44%
Pb 96-98%Sb 2-4%(Ca) < 0.5%
Pasta 56%PbSO4 60%PbO (PbO2) 19%Pb 21%
100%

F - 6
moderno del plomo no produce riesgo apreciable para la salud de la población o elambiente locales.
En los países en desarrollo, los acumuladores de plomo agotados se reciclan tanto eninstalaciones industriales o en pequeñas empresas informales. Los fundidores dereciclaje industrial usan el metal de las rejillas y la pasta con plomo, para producir plomosecundario. En contraste, el sector informal con frecuencia usa sólo las partes metálicas(rejillas, terminales y puentes) de los acumuladores desechados para producir artículoscomo soldaduras o pesos para redes de pescar. Las demás partes del acumulador sólose tiran en el ambiente.
Aun las instalaciones industriales de reciclaje en los países en desarrollo, empleanmuchas técnicas manuales, debido a la mano de obra barata. Con frecuencia losacumuladores se rompen, se vacían, se separan y se cargan a los hornos, todo a mano.El plomo que se extrae se refina y se cuela manualmente en lingotes. Esto crea unriesgo potencial para los trabajadores, la población vecina y el ambiente (suelo, terreno,recursos hidráulicos, etc.) en general.
Algunos fundidores secundarios también compran fracciones preclasificadas deacumuladores, como rejillas y pasta de plomo, sin cajas ni separadores, así comoacumuladores completos. Así, esos fundidores se ahorran varias etapas deprocesamiento y no tienen que manejar los desechos de cajas y separadores. Enconsecuencia, pueden pagar mayor precio por el material que se les suministra. Estapráctica es muy peligrosa, en términos ambientales. Durante las dispersas actividadesde preclasificación, se producen residuos con contenido de plomo en muchos lugares, yresulta imposible controlar su desecho adecuado.
2.1 Aspectos metalúrgicos del reciclaje del plomo de los acumuladoresdesechados
Como se dijo arriba, las materias primas que contienen plomo y se toman de losacumuladores desechados de plomo-ácido son:
Pb(Sb) Metal de rejillas, terminales y puentesPbO (PbO2) Óxidos de plomo, parte de la pastaPbSO4 Sulfato de plomo, parte de la pasta
Si bien el primer componente sólo necesita fundirse, los otros dos se deben convertirmediante procesos químicos y metalúrgicos para obtener plomo metálico, lo cual selleva a cabo en el horno.
La primera reacción química convierte al PbO (o al PbO2) a Pb con un proceso dereducción:

F - 7
2 PbO + C → 2 Pb + CO2
PbO2 + C → Pb + CO2
La segunda convierte al PbSO4 en PbS, de nuevo con un proceso de reducción:PbSO4 + 2C → PbS + 2CO2
Por último, el PbS se convierte en Pb con las siguientes reacciones:
PbS + Fe → Pb + FeS
o bien
PbS + 2 PbO → 3 Pb + SO2
PbS + PbO2 → 2 Pb + SO2
Las reacciones químicas anteriores son sumas de otras reacciones más. Eso significaque hay pasos intermedios. Las reacciones se efectúan en el horno de fusión a altatemperatura (900 a 1200°C) y se necesitan aditivos, que son carbono (en forma decarbón) y hierro (en forma de virutas). Las impurezas se recolectan en la escoria, querequiere fundente y escorificante de carbonato de sodio, por ejemplo. El producto de laoperación de fusión es plomo crudo, que necesita refinación, y escoria de sosa, elresiduo. Como la escoria de sosa es soluble en agua y, en consecuencia, peligrosa alllevarse a los tiraderos, en las plantas modernas de reciclaje se usa escoria de sílice(escoria de fayalita), insoluble en agua. Sin embargo, requiere una temperatura defuncionamiento del horno mucho mayor, de unos 1400°C.
La refinación del plomo crudo se hace en una marmita de refinación, a temperaturas de400 a 550°C. Si sólo se usa desecho de acumuladores para producir el plomo, serequieren dos pasos consecutivos de refinación:
1. Eliminación de Cu, que pudiera haber entrado al fundido por los conductores decobre.
2. Eliminación de antimonio de metales anteriores de rejilla, para producir plomopuro.
Si bien la eliminación de Cu se hace agregando azufre elemental, el Sb se puedeeliminar por oxidación selectiva, o agregando nitrato de sodio (NaNO3). Se agita elplomo en la marmita y se forma una nata. Entonces se eliminan las impurezas delfundido rastrillando la nata que se forma. Es obvio que el éxito de la refinación debecontrolarse con análisis químicos. El metal refinado se cuela en lingotes para sutransporte, venta o procesamiento posterior.

F - 8
2.3 Pasos técnicos en el reciclaje de los acumuladores
En los países en desarrollo, los desechos de acumuladores de plomo-ácido seprocesan normalmente en hornos de tambor rotatorio con combustible líquido comofuente de energía. Los materiales alimentados, con contenido de plomo, son interiorescompletos (rejillas y pasta) con sus separadores eliminados, o dos fracciones porseparado: a) sólo el metal de rejillas y b) pasta y otros materiales finos.
Figura 2: Diagrama general de flujo de reciclaje semimecanizado de acumuladoresdesechados
El diagrama de flujo de la Figura 2 muestra una opción de proceso semimecanizadopara reciclaje de acumuladores en escala de pequeña a mediana, en países endesarrollo. En esta opción, las rejillas y la pasta se separan y se procesan en formaindividual. Como las rejillas son los 2/5 del material total y ya están en estado metálico,no necesitan pasar por el proceso metalúrgico de conversión de PbO o PbSO4 a plomo
autógena
Partículas suspendidas yeso

F - 9
metálico. Sólo se deben fundir a unos 500°C (fundido de baja temperatura), refinar ycolar en lingotes, ahorrando así energía y costo.
2.3.1 Desmantelamiento de cajas de acumulador y preparación de laalimentación
Los acumuladores usados se vacían a mano y el ácido se junta en bidones de plástico.Si se mantienen los bidones llenos inmóviles durante algún tiempo, las impurezas sesedimentarán al fondo. Este proceso de sedimentación se puede promover agregandoalgún floculante. A continuación el ácido purificado se decanta y envasa para su venta.Los clientes probables de este ácido serán las industrias mineras y metalúrgicas, que lousan en diversas aplicaciones de lixiviación. El lodo de acumulador que queda seneutraliza con cal. Después de pasarlo por un filtro prensa, la torta se puede cargar,junto con la fracción de finos, en el horno de fusión y de reducción.
En el siguiente paso, las cubiertas de los acumuladores, ya sin ácido, se cortan con unaguillotina y se sacan las rejillas de la caja. Las rejillas se alimentan a un tamborperforado de trituración, que gira dentro de un recipiente con agua. Al mover laalimentación en el tambor se inicia un proceso de trituración autógena, que separa lasrejillas de los separadores y, más importante aún, la pasta de las rejillas. Al mismotiempo, las perforaciones del tambor funcionan como criba. Los finos se separan y sonarrastrados por el agua. Se agrega un poco de cal al agua para neutralizar los ácidos, yevitar la corrosión masiva del tambor.
En lugar de este método intensivo en mano de obra, los acumuladores completos sepueden triturar con un molino de martillos (Figura 3) y alimentarse en un tambor demolienda y lavado para su separación.
En ambos casos, el lodo se bombea en forma continua o intermitente a tanques desedimentación, donde los sólidos se sedimentan al fondo. El líquido clarificado regresaa la operación de trituración, mientras que el lodo, en el fondo de los tanques, pasa unfiltro prensa o se deja secar al sol. La torta del filtro o el material seco al sol es laalimentación principal de la operación de fusión y reducción, que producirá plomo casipuro.

F - 10
Figura 3: Trituradora de martillo para acumuladores completos
La segunda fracción, el material grueso que básicamente consiste en rejillas yseparadores, sale del tambor de trituración por su extremo inferior. Los separadores ylas rejillas se separan entre sí a mano, con una banda transportadora con movimientolento (Figura 4). La fracción metálica es la alimentación principal a la fusión de bajatemperatura, donde se produce una aleación de Pb-Sb.
Las cajas vacías y sus cubiertas con los polos, puentes y restos de rejilla fijos se cargana un molino de martillos en mojado, donde las partes metálicas y la pasta restante seseparan del plástico. La salida del molino pasa por un tambor perforado, donde seseparan sólidos y lodo. Mientras que los sólidos (partes metálicas y de plástico) seclasifican a mano, el lodo con los finos se agrega al lodo que se obtuvo en el tambor demolienda. Las partes metálicas macizas suplen la alimentación de la fundición a bajatemperatura.
Los residuos plásticos de la operación de desmantelamiento se deben desechar (en elcaso de los separadores de PVC) o bien se pueden usar como combustible (PP,celulosa, hule duro) en las fábricas de cemento. En este caso es importante que noquede plomo en el producto de plástico.

F - 11
Figura 4: Clasificación manual de la fracción de alimentación gruesa
2.3.2 Operación de fusión y reducción de pasta y finos de acumulador
La pasta de torta de filtro, o la secada al sol, se carga a un horno de tambor rotatoriocorto (Fig. 5) donde se funde la carga junto con los componentes fundentes (carbonatode sodio = Na2CO3) y con aditivos de reacción (virutas de Fe, carbón). La relación delos materiales en la alimentación es Pb-finos : virutas de Fe : carbonato de sodio :carbón es 10:2:1:0.5, aproximadamente. La energía necesaria para el proceso seobtiene quemando el carbón dentro del horno, y con un quemador adicional decombustible pesado parafínico, diesel, aceite quemado de motor, etc. Para ahorrarenergía y alcanzar mayor temperatura en el horno se debe precalentar el aire de lacombustión.
Dependiendo de la temperatura y la cantidad de material alimentado al horno, el tiempode reacción será de 2 a 3 h. A causa de la diferencia entre el peso específico, el plomofundido producido se asienta en la parte inferior del horno. Cuando se ha acumulado el

F - 12
plomo suficiente se sangra en un cucharón móvil y se transporta líquido a la marmita derefinación.
Cuando hay menos PbO y PbS en la escoria y se produce más Pb metálico, aumenta laviscosidad de la escoria. Esto estorba la separación de las pequeñas gotas de Pb y laescoria. Para combatir este problema se debe agregar más carbonato de sodio, o debeaumentarse la temperatura del horno. Ambas soluciones tienen consecuenciasnegativas. Mientras que la primera medida aumenta la cantidad de escoria que al finalse debe desechar, la segunda causa mayor consumo de energía, y más evaporacióndel plomo en el gas de salida.
Lo más adecuado es sangrar el plomo antes de alcanzar la recuperación óptima y dejarla escoria restante, rica en plomo, en el horno, para un segundo o tercer ciclo con nuevomaterial alimentado.
Figura 5: Horno de tambor rotatorio para reciclaje de desecho de acumuladores
Después de varios ciclos de producción, la cantidad de escoria en el horno serádemasiado grande para continuar con la operación. Si se agrega algo más de carbón ycarbonato de sodio fresco se puede obtener una escoria con bajo contenido de Pb (<9%), que a continuación se sangra del horno, junto con el plomo que se produjo alúltimo. Mientras que el plomo metálico se manda a refinación, la escoria se debedesechar.
Los gases de escape y los polvos que se producen en la operación se succionan y setratan en el sistema de limpieza de gases de escape.

F - 13
2.3.3 Fusión de rejillas, terminales y puentes
La fracción gruesa de los desechos triturados de acumulador se alimenta a un horno decrisol, marmita de fusión u horno rotatorio de fusión. Se agrega un poco de carbonatode sodio y se funde y agita durante cierto tiempo la carga. Durante esta operación, lasimpurezas insolubles flotan sobre el fundido y se unen a la escoria de carbonato desodio, que se separa rastrillando al final de la operación de fusión. Los gases y polvosdesechados en el proceso, se mojan y se pasan al sistema de limpieza de gases.
El fundido se cuela en lingotes, o se transfiere líquido a la marmita de refinación.
2.3.4 Refinación del plomo crudo
Primero, el plomo sangrado del horno debe limpiarse de óxidos y escoria residuales.Con este objeto se agregan algo de asfalto y aserrín. Después de agitar durante unrato, las impurezas flotan en la superficie y son rastrilladas (Figura 6).
Figura 6: Refinación de plomo crudo en una marmita

F - 14
El plomo crudo que se origina en los desechos de acumuladores suele estar aleado concobre y antimonio (y con huellas de Ca, Sn, As, Zn). Para eliminar los elementos nodeseados, se deben hacer otras dos operaciones de refinación.
Al agregar azufre al plomo fundido, y después de agitar durante algún tiempo, se separauna nata de Pb/Cu2S (y pequeñas partes de Zn, Sb y As si los hay), y se desnata. Estepaso de separación de cobre debe hacerse un mínimo de dos veces, para asegurar elbuen resultado de la refinación.
El plomo sin cobre todavía contiene una gran cantidad de antimonio (y quizá algo de Sny AS). Todos esos elementos se pueden eliminar por oxidación. Para este fin, se soplaaire solo o enriquecido con oxígeno por el fundido, que se agita. Los diversos óxidosque se forman se separan en la superficie y se pueden separar rastrillándolos. Elproceso de oxidación se termina cuando se forma principalmente óxido de plomo.
En lugar de oxidar las impurezas inyectando aire, se puede agregar nitrato de sodio,NaNO3. En este caso se forma también una nata que contiene las impurezas (y plomo),que se desescoria posteriormente. Todos los subproductos o residuos de la refinaciónse deben procesar para recuperar su plomo y demás componentes valiosos.
Los procesos de refinación y la pureza del plomo refinado se vigilan con análisisquímicos.
Los gases de salida de cada uno de los procesos se recolectan y alimentan al sistemacentral de limpieza de gases de la planta.
2.3.5 Sistema de limpieza de gases
Debido a la falta de legislación y vigilancia ambiental, y por la carencia de fondos, lasoperaciones industriales de los países en desarrollo tienen con frecuencia muy malcontrol de emisiones y sistemas de limpieza de gases de salida. Debido al potencialpeligroso de la mayor parte de los elementos y compuestos que intervienen en la fusióny refinación del plomo (Pb, Sb, As, SO2, etc.), se debe lograr cierta norma de limpiezade gases, que debería ser obligatoria.
En consecuencia, todos los gases y polvos que se produzcan durante los diferentespasos de producción se deben recolectar y tratar en un sistema central de limpieza degases. Un sistema normal de tratamiento de gases de salida suele consistir en al menosuna cámara de polvos calientes y/o un ciclón caliente, un lavador venturi y un lavador(Figura 7).

F - 15
Figura 7: Sistema de limpieza de gases de salida en un horno de reciclaje de plomoen Zimbabwe
Los gases calientes que salen del horno pasan por una cámara de polvos calientes y/opor un ciclón caliente, donde la mayor parte de las partículas gruesas de polvo sesepara de la corriente del gas. De aquí, el gas de salida va a un sistema de limpiezahúmeda, formado por un lavador venturi y otro lavador.
La tarea del lavador venturi es la recolección de partículas finas de polvo. El agua y elgas de salida se mezclan bajo condiciones de gran turbulencia y velocidad de aspersiónentre el gas y el agua, formándose un lodo fino que se bombea a un tanque desedimentación.
Después, el gas de escape más o menos libre de polvo entra a un lavador. Aquí, latarea principal es eliminar SO2 del gas de salida. Si se agrega cal al agua de lavado, elSO2 del gas de salida reacciona con el agua de cal, formando yeso. El yeso es insolubleen agua y precipita. De nuevo, el lodo fino del segundo lavador se bombea a un tanquede sedimentación. El gas limpio sale de todos los procesos por la chimenea principal.En el tanque de sedimentación, las pequeñas cantidades de cal y de floculanteneutralizan el lodo y ayudan a sedimentar los finos.
El lodo va a un filtro prensa, produciendo una torta. El agua extraída es recirculada a loslavadores, mientras que la torta filtrante se recircula al horno de fusión y reducción.

F - 16
3. Consideraciones ambientales
Como ya se mencionó, el riesgo potencial de salud y al ambiente que se tiene alprocesar los desechos de acumuladores es muy alto. Dependiendo del grado demecanización y de las normas ambientales, pueden surgir los siguientes riesgosambientales:
• contaminación de suelo y agua freática por el ácido derramado al vaciar losacumuladores.
• dispersión del polvo de plomo por el viento, si se guardan los acumuladorestriturados sin protección.
• se producen bastantes emisiones atmosféricas (por ejemplo, polvo con contenidode plomo, hollín, SO2, cloruros, dioxinas, etc.) al fundir los desechos deacumuladores, debido a:o procesar todo el acumulador incluyendo sus partes orgánicas (caja,
separadores de PVC, en los tipos antiguos)o eliminación inadecuada de gases y vapores durante el proceso de fusión y
refinación.o ausencia del tratamiento o tratamiento inadecuado de gases de combustión
• uso de escoria soluble en agua sin el diseño adecuado de tiradero, que evite lalixiviación y la formación de polvos.
• almacenamiento a cielo abierto de escoria y cenizas del proceso de refinación.• volcado de residuos y desechos a cielo abierto, como por ejemplo cajas de
acumulador y separadores de PVC.
También los trabajadores están expuestos a niveles elevados de sustancias peligrosasen estas instalaciones. Se generan altos riesgos para la salud, si no se toman lasmedidas precautorias adecuadas (equipo de respiración, instalaciones de lavado,cuartos de alimentos y descanso aparte, exámenes con regularidad, etc.).

F - 17
Referencias y más información:
Vogler, J.:Work from Waste,IT-Publications, 1983ISBN 0-903031-79-5
Nickel, W.:Recycling HandbuchVDI Verlag, 1996ISBN 3-18-401386-3
Vest, H., F. JantschEnvironmental Sound Battery Disposal and RecyclingManual ambiental;Ministerio Alemán de Cooperación y Desarrollo Económico, 1999
Direcciones en Internet: www.wrf.org.uk (Fundación de Recursos Mundiales) www.recyclers-info.de (Información de recicladores, Alemania) www.ens-news.com (Environmental News) www.epa.gov (Agencia de Protección Ambiental, E. U. A.) www.eea.dk (Agencia Europea de Protección Ambiental) www.gm.com (Global Recycling Network) www.residua.com Servicio de información sobre recuperación de recursos

Publicaciones de la SEGEM en Materia de Residuos Sólidos Urbanos
En el ámbito del proyecto “Apoyo a la Gestión de Residuos Sólidos en el Estado deMéxico”, que desarrolla la Secretaría de Ecología del Gobierno del Estado de México(SEGEM) en cooperación con la Agencia de Cooperación Técnica Alemana (GTZ),se han publicado los siguientes documentos:
Libros publicados:
Hernández Barrios, Claudia P.; Wehenpohl, Günther:Manual para la rehabilitación, clausura y saneamiento de tiraderos a cieloabierto en el Estado de México2° edición, Noviembre 2002
Wehenpohl, Günther; Hernández Barrios, Claudia P.:Manual para la supervisión y control de rellenos sanitarios2° edición, Noviembre 2002
Afferden, Manfred von; et al.:Alternativas de rellenos sanitarios – Guía de toma de decisiónNoviembre 2002
Wehenpohl, Günther; Hernández Barrios, Claudia P.:Guía en elaboración de Planes Maestros para la Gestión Integral de ResiduosSólidos Municipales (PMGIRSM)Noviembre 2002
Hernández Barrios, Claudia P.; Wehenpohl, Günther; Sánchez Gómez, Jorge:Guía para el desarrollo, presentación y evaluación de proyectos ejecutivos pararellenos sanitariosDiciembre 2003
Vest, Heinrich:Información técnica sobre reciclajeDiciembre 2003
Obs: Los manuales pueden ser bajados por Internet de las siguientes paginas:SEGEM: www.edomex.gob.mxGTZ: www.gtz.org.mx Proyecto de “Apoyo a la Gestión de Residuos Sólidos en el Estado deMéxico”

Autorización Comité EditorialA: 212 / 1 / 016 / 03

Con apoyo de:
Agencia Alemana deCooperación Técnica