GRAFICAS DE CONTROL - · PDF fileAsí por ejemplo, las normas ISO en todas sus...
42
GRAFICAS DE CONTROL Angel Francisco Arvelo L. Caracas, Marzo de 2006
Transcript of GRAFICAS DE CONTROL - · PDF fileAsí por ejemplo, las normas ISO en todas sus...

GRAFICAS DE CONTROL
Angel Francisco Arvelo L.
Caracas, Marzo de 2006

Graficas de Control Angel F Arvelo
1
ANGEL FRANCISCO ARVELO LUJAN Angel Francisco Arvelo Luján es un Profesor Universitario Venezolano en el área de Probabilidad y Estadística, con más de 40 años de experiencia en las más reconocidas universidades del área metropolitana de Caracas. Universidad Católica “Andrés Bello” : Profesor Titular Jubilado 1970 a 2003 Universidad Central de Venezuela: Profesor por Concurso de Oposición desde 1993 al presente Universidad Simón Bolívar: Profesor desde 2005 al presente Universidad Metropolitana: Profesor desde 1973 a 1987 Universidad Nacional Abierta: Revisor de contenidos, desde 1979 hasta 2004 Sus datos personales son : Lugar y Fecha de Nacimiento: Caracas, 16-02-1947 Correo electrónico: [email protected] Teléfono: 58 416 6357636 Estudios realizados: Ingeniero Industrial. UCAB Caracas 1968 Máster en Estadística Matemática CIENES , Universidad de Chile 1972 Cursos de Especialización en Estadística No Paramétrica Universidad de Michigan 1982 Doctorado en Gestión Tecnológica: Universidad Politécnica de Madrid 2006 al Presente El Profesor Arvelo fue Director de la Escuela de Ingeniería Industrial de la Universidad Católica “Andrés Bello” (1974-1979) , Coordinador de los Laboratorios de esa misma Universidad especializados en ensayos de Calidad, Auditor de Calidad, y autor del libro “Capacidad de Procesos Industriales” UCAB 1998. En numerosas oportunidades, el Profesor Arvelo ha dictado cursos empresariales en el área de “Estadística General” y “Control Estadístico de Procesos”. Otras publicaciones del Prof. Arvelo, pueden ser obtenidos en la siguiente página web: www.arvelo.com.ve

Graficas de Control Angel F Arvelo
2
PROLOGO El uso de métodos estadísticos en la gestión de calidad esta universalmente
aceptado y reconocido, por todas las instituciones y organismos que certifican
la calidad, tanto en la producción de bienes como en la prestación de
servicios.
Así por ejemplo, las normas ISO en todas sus versiones, hacen referencia en
varias de sus cláusulas, al uso de procedimientos de muestreo en el
aseguramiento de la calidad, tanto en la recepción de materias primas, como
en el control del proceso.
La recopilación de todos estos procedimientos constituye una disciplina
conocida como “Control Estadístico de Procesos” ó por sus siglas en inglés
SPC (Statistical Process Control), de obligatorio estudio en todas las
especialidades de Ingeniería.
Algunas de sus aplicaciones son las siguientes:
1. Gráficas de control, que se utilizan para detectar oportunamente
fluctuaciones irregulares que pudiera presentar un proceso.
2. Muestreo para la aceptación, que se utiliza para decidir acerca del
ingreso de lotes de materias primas que llegan a un proceso.
3. Diseño de Experimentos, que se utiliza para identificar las variables más
influyentes dentro de un proceso.
4. Análisis de Regresión, que se utiliza para pronosticar los valores de
calidad del producto terminado, en función de las variables controlables
del proceso.
5. Análisis de Confiabilidad, que se utiliza para el establecimiento de
garantías, y para decidir acerca de las políticas de mantenimiento a
seguir.
En Venezuela, su uso no es reciente, y las normas de calidad venezolanas
también sugieren el empleo de métodos estadísticos, tal como se evidencia en
la norma COVENIN – ISO9001: 1995.
Sin embargo, a pesar de lo difundido de los métodos, y de su elevado grado de
aceptación, ellos presentan desde el punto de vista teórico un punto débil, que
consiste en apoyarse en ciertos supuestos de distribución para modelar el
comportamiento del proceso, especialmente el supuesto de normalidad.

Graficas de Control Angel F Arvelo
3
Obviamente estos supuestos constituyen una limitación al aplicarlos, pues en
caso de no verificarse, la validez del método queda seriamente afectada, al
igual que las conclusiones que de él se deriven.
Muchas son las industrias que aplican los procedimientos de control estadístico
de procesos, sin verificar previamente los supuestos teóricos que los soportan.
Esta realidad plantea a juicio del autor, un objeto de investigación acerca de las
consecuencias que el incumplimiento de los supuestos exigidos puede
ocasionar en la gestión de la calidad, y también sobre la factibilidad de
desarrollar otros métodos alternativos que puedan ser aplicados, en aquellas
situaciones que así lo requieran.
En los últimos años, los métodos estadísticos han tenido un fuerte avance en
un área conocida como “Estadística no-paramétrica”, debido a que esta
disciplina proporciona una serie de procedimientos que se denominan “libres de
distribución”, que como lo indica el nombre, proporcionan una metodología
general que no requiere supuestos iniciales sobre el tipo de distribución que
sigue la variable en estudio.
Cuando estos métodos comenzaron a ser divulgados, aproximadamente a
comienzos de 1980, fueron fuertemente criticados por el hecho de requerir
tamaños de muestra mucho más grandes que los métodos convencionales, lo
que obviamente ocasiona un incremento en el costo de los estudios que los
aplican.
Con el transcurso del tiempo, los métodos no-paramétricos comenzaron a tener
una mayor aceptación, pero casi exclusivamente en el área de las ciencias
sociales, y en las ciencias del comportamiento; ya que allí se pudo demostrar
que los supuestos de distribución y muy en particular el de normalidad,
resultaban muy débiles para analizar datos que guarden relación con la
conducta humana.
En el área tecnológica, la difusión y aplicación de los métodos no-paramétricos
ha sido muy escasa, y los datos provenientes de procesos industriales aún
siguen siendo analizados bajo los supuestos clásicos, que los consideran como
provenientes de una población que sigue una distribución estadística
predeterminada, generalmente la normal, mejor conocida como “Campana de
Gauss”.
:

Graficas de Control Angel F Arvelo
4
Este trabajo pretende hacer una recopilación de los diferentes gráficos de
control que existen, a fin de que el usuario conozca el alcance, limitación y
aplicación de cada uno de ellos.
En futuro, el autor proyecta realizar una investigación acerca de la posible
aplicación que pudieran tener los procedimientos no paramétricos en la
construcción de estos gráficos de control , y seleccionar aquellos que puedan
ser aplicables en la gestión de calidad.
Para ello resulta indispensable conocer los objetivos que persiguen los
procedimientos estadísticos convencionales para la gestión de la calidad, y
analizar cuales de ellos pudieran ser sustituidos por procedimientos no
paramétricos.
Una vez identificados los procedimientos no paramétricos que pudieran ser
aplicados en la gestión de calidad, se hace necesario compararlos con sus
equivalentes convencionales, a fin de analizar sus ventajas y desventajas.
Esta comparación deberá tomar en consideración aspectos tales como el
tamaño de muestra requerido por cada uno de los dos procedimientos, sus
niveles de riesgo, y su sencillez de aplicación a nivel industrial.
Probablemente esta comparación requerirá aplicar cálculo de probabilidades
para medir el riesgo de los procedimientos propuestos, o muy seguramente
tendrá que ser hecho mediante técnicas de simulación.

Graficas de Control Angel F Arvelo
5
GRAFICAS DE CONTROL
El control estadístico distingue entre dos causas de variación dentro de un
proceso; aquellas que no pueden ser identificadas y corregidas que se
denominan “causas fortuitas o aleatorias”, y otras que pueden plenamente
identificadas y que se deben al proceso en sí, las cuales se denominan “causas
asignables”.
Cuando el proceso opera sólo bajo la acción de causas fortuitas, se dice que se
encuentra en el estado de control estadístico, o simplemente “bajo control”.
Las gráficas de control ayudan a identificar y a eliminar las causas asignables,
de manera de asegurar que el proceso se encuentra bajo control.
La construcción de estas gráficas requieren que las muestras sean tomadas en
forma de subgrupos racionales , en donde la probabilidad de variación dentro
de una misma muestra sea mínima, mientras que de una muestra a otra sea
máxima. Las variaciones dentro de una misma muestra se deben a causas
aleatorias, mientras las de una muestra a otra a causas asignables.
Si llegara a ocurrir un desajuste que ocasione un cambio en la forma de
operación del proceso, el gráfico debería detectarlo tan pronto como sea
posible, y dar una señal fuera de control.
Obviamente, cuanto más rápido se detecte el desajuste, más eficiente es la
gráfica de control utilizada.
El número de muestras o subgrupos que se necesitan para obtener la primera
señal fuera de control resulta ser una variable aleatoria denominada “longitud
de la corrida”, y su valor esperado conocido como “longitud media de la corrida”
o por sus siglas en inglés ARL (Average Run Length), es una medida muy
utilizada para evaluar el desempeño de la gráfica.
Cuanto menor sea el ARL de una gráfica de control mejor es su desempeño,
pues es capaz de detectar más rápidamente un desajuste.
Un gráfico de control también es susceptible de emitir una falsa alarma, que
equivale a cometer “Error del Tipo I” en una prueba de hipótesis, y dar una
señal fuera de control cuando en realidad el proceso se encuentra controlado.
Las gráficas de control son usualmente comparadas sobre la base de su
probabilidad de cometer “Error del tipo I”, y de su ARL.

Graficas de Control Angel F Arvelo
6
I1 CONSTRUCCION DE UNA GRAFICA DE CONTROL Es frecuente que para construir una gráfica de control se deba asumir alguna
distribución paramétrica para modelar el comportamiento de las causas
fortuitas, y ésta se suele llamar “la distribución subyacente”. Lo más común es
suponer que las causas fortuitas ejercen su efecto según una “Distribución
Normal”.
Esta realidad limita el uso de la gráfica de control, sólo a aquellas situaciones
donde se satisfacen tales supuestos de distribución.
Muchos autores han escrito sobre el uso de gráficas de control basadas en
normalidad cuando éste supuesto no se cumple. Shewhart (1939; p.12,54)
Ferrel (1953) , Tukey (1960; p. 458) , Langenberg e Iglewicz (1986) , Jacobs
(1990) , Alloway y Raghavachari (1991) Yourstone y Zimmer (1992) , Woodall y
Montgomery (1999) y Woodall (2000).
Adicionalmente, otros autores Noble(1951) , Tuckey (1960; p. 458) , Lehmann
(1983; p.365) y Gunter (1989) entre otros, proponen el uso de gráficas de
control que no dependan del supuesto de normalidad o de alguna otra
distribución paramétrica específica; y proporcionan una amplia argumentación
que justifica su desarrollo y aplicación.
En la construcción de un gráfico de control intervienen los siguientes
elementos:
1. El parámetro a controlar, que representa un valor poblacional cualitativo
o cuantitativo, que por alguna razón se desea mantener estable dentro del
proceso.
Este parámetro usualmente designado como “θ” puede ser predeterminado o
histórico, en cuyo caso se suele designar como θ , y corresponde al promedio
histórico durante un tiempo de observación conocido como “período base”.
La media del proceso, su mediana, su desviación estándar y la fracción de
defectuosos suelen ser los parámetros a controlar más comunes, dando lugar
así a diferentes tipos de gráficas.
2. El estadístico de control, que representa un valor muestral que se
utiliza como estimador del parámetro poblacional a controlar.

Graficas de Control Angel F Arvelo
7
Es práctica común seleccionar un estimador “ θ̂ ” que tenga la propiedad de ser
insesgado, es decir: E( θ̂ ) = θ, lo que define la llamada “línea central del
gráfico”.
3. Los límites de control, que representan las bandas, .una inferior (L.I.C) y
otra superior (L.S.C), entre las cuales debe caer el estadístico de control, para
considerar que el proceso se encuentra bajo control estadístico.
Para encontrar estos límites de control existen fundamentalmente dos criterios:
a) El criterio tres-sigmas, según el cual estos límites se hallan a tres
desviaciones estándar por encima y por debajo del valor esperado del
estimador, es decir: ˆL.S.C 3 Var( )
ˆL. I.C 3 Var( )
= θ + θ = θ − θ
b) El criterio probabilístico, que consiste en determinar un intervalo que tenga
una probabilidad mínima de 0,99 de contener el valor del estadístico de control.
P ( L.I.C ≤ θ̂ ≤ L.S.C) ≥ 0,99
Este último criterio, mas comúnmente utilizado en los países europeos, exige
que se conozca la distribución exacta del estadístico de control θ̂ .
Una vez calculados los límites de control, se procede a construir la gráfica y a
representar sobre ella los valores de θ̂ correspondientes al período base.
En caso de que todos los puntos obtenidos caigan dentro de los límites de
control, estos pasan a ser definitivos; si algunos se salen, es necesario
investigar la causa asignable que actuó, eliminar los puntos, y recalcular los
nuevos límites.
Según el Western Electric Handbook (1956), además de un punto fuera de los
límites de control, existen otros síntomas que pueden revelar que el proceso se
encuentra fuera de control, tales como:

Graficas de Control Angel F Arvelo
8
• Dos de tres puntos consecutivos fuera de los límites de advertencia dos
sigmas.
• Cuatro de cinco puntos consecutivos ubicados a una distancia de una
sigma o mas de la línea central.
• Ocho puntos consecutivos del mismo lado de la línea central.
• Siete puntos consecutivos en forma ascendente o descendente.
Una información mas detallada sobre este tema, y los principios teóricos que
sustentan la construcción de las gráficas de control, puede encontrarse en el
texto: “Indroduction to Quality Control” 5th Edition, por Douglas Montgomery,
John Wiley & Sons (2005) , o en cualquiera de sus ediciones previas que han
sido traducidas al castellano por la Editorial Limusa Wiley Mexico Cap.4 3ª
Edición México. (2005) ·
2 EVOLUCION DE LAS GRAFICAS DE CONTROL El primero en aplicar técnicas estadísticas al problema del control de calidad
fue el Dr. Walter A. Shewhart , quien en los Laboratorios de la Bell Telephone
escribió en Mayo de 1924 un memorando, donde hizo el primer esbozo de lo
que hoy se conoce como “Gráficos de Control de Shewhart.”
Posteriormente en 1931, el Dr. Shewhart escribió una obra titulada “Economic
Control of Quality of Manufactured Products”, y en 1939 “Statistical Method
from the view point of Quality Control”, donde fijó las normas para posteriores
aplicaciones de los métodos estadísticos en el control de procesos.
Estas obras de reconocido valor histórico, fueron posteriormente reeditadas en
1989, y en ellas establece el principio básico de variabilidad dentro de un
proceso, según el cual: “La calidad medida de un producto manufacturado, está
siempre sujeta a una cierta cantidad de variación como resultado del azar.
Algún sistema de causas casuales estable es inherente a cualquier esquema
particular de producción y de inspección. La variación dentro de este patrón
estable, es inevitable. Las razones de las variaciones externas a este patrón
estable pueden ser descubiertas y corregidas”.
Bajo el pensamiento de Shewhart fueron desarrolladas las primeras gráficas de
control, con el propósito de descubrir causas asignables.
Entre estas, las más importantes son:

Graficas de Control Angel F Arvelo
9
• La Gráfica X , R: Esta es una gráfica de control por variables, que
utiliza a la media de la muestra X como estadístico de control para la media
del proceso, y al rango de la muestra R como estadístico de control para la
desviación estándar del proceso.
Es muy utilizada por la sencillez de cálculo en R, y su uso sólo se recomienda
cuando el tamaño de los subgrupos “n” es pequeño (n ≤ 10).
Los límites de control vienen dados por las siguientes expresiones:
Para X :
2
2
L.S.C X A R
Línea Central X
L.I.C = X A R
= + =
−
Para R 4
3
L.S.C D R
Central R
L.I.C D R
= = =
:
Los coeficientes A2 , D3 y D4 son funciones de “n” , se deducen bajo el
supuesto de normalidad, y se leen en tabla especialmente elaborada para la
construcción de gráficas de control por variables que puede ser encontrada, al
igual que más detalles sobre esta gráfica y las siguientes, en la misma
referencia bibliográfica citada anteriormente “Indroduction to Quality Control”
5th Edition, por Douglas Montgomery, John Wiley & Sons (2005) , o en
cualquiera de sus ediciones previas que han sido traducidas al castellano por la
Editorial Limusa Wiley Mexico Cap.4, 3ª Edición México. (2005) ·
• La Gráfica X , S: Esta es también una gráfica de control por variables,
que utiliza a la media de la muestra X para controlar a la media del proceso,
pero en lugar del rango de la muestra R, utiliza a la desviación estándar
muestral “S” , para controlar a la desviación estándar del proceso.
Se recomienda su uso cuando el tamaño de los subgrupos “n” es mayor que 10
(n>10).debido a que en estos casos “S” es un estimador mucho más eficiente
que “R” para la desviación estándar poblacional.
Los límites de control vienen dados por las siguientes expresiones:
Para X :
3
3
L.S.C X A S
Línea Central X
L.I.C = X A S
= + =
−
Para S 4
3
L.S.C B S
Central S
L.I.C B S
= = =
:

Graficas de Control Angel F Arvelo
10
Al igual que la anterior, estas dos gráficas como casi todas las de Swehart
suponen que las muestras han sido tomadas como “subgrupos racionales”., y
en ellas los límites de control son obtenidos con el criterio tres sigmas bajo el
supuesto de normalidad.
• Gráfica de control para observaciones individuales: Es también una
gráfica por variables que se aplica cuando no existe oportunidad de conformar
subgrupos racionales, y en consecuencia la muestra es de tamaño n = 1.
Tal es el caso por ejemplo, del envasado de líquidos o de cremas que
previamente han sido debidamente homogeneizadas, y por lo tanto todas
aquellos envases que provengan de un mismo lote presentan las mismas
propiedades en el momento de su envasado.
En situaciones como esta, la variabilidad se presenta entre los diferentes lotes,
pero no entre las unidades de un mismo lote; y basta con medir el valor de la
característica de calidad en una unidad, para conocer la de todo el lote.
En estos casos, sobre la gráfica de control lo que se representa es el valor “X”
de esa característica de calidad medida sobre una única pieza, y el subgrupo
racional se forma al considerar el valor de la medición en un lote con la del
próximo, para formar un subgrupo de tamaño 2.
Suponiendo normalidad sobre “X” y aplicando el criterio tres sigmas, se
obtienen los siguientes límites de control para “X”: 2
2
RL.S.C X 3 d
Línea Central X
RL.I.C =X 3 d
= +
= −
Donde d2 = 1,128 que es el valor correspondiente para subgrupos de tamaño
2, y R es el rango móvil promedio.
• Gráfica P: Esta es una gráfica por atributos que busca controlar la
fracción de piezas no conformes que fabrica un proceso.
Se fundamenta en la aproximación normal a la Distribución Binomial, utiliza
como estadístico de control a p̂ proporción muestral de no conformes, y

Graficas de Control Angel F Arvelo
11
mediante la aplicación del criterio tres sigmas presenta los siguientes límites de
control para p̂ :
P(1 P)L.S.C P 3 n
Central P
P(1 P)L.I.C P 3 n
− = + =
− = −
P representa el promedio histórico de la proporción de no conformes, y “n” el
tamaño del subgrupo racional.
• Grafica NP: Esta es también otra gráfica por atributos que tiene el
mismo objetivo de la anterior, con la diferencia de que utiliza como estadístico
de control al número “X” de no conformes presentes en el subgrupo racional.
Los límites de control para “X” por criterio tres sigmas y utilizando la
aproximación normal a la binomial son:
L.S.C n P 3 n P(1 P)
Central n P
L.I.C n P 3 n P(1 P)
= + − =
= − −
Dado que la distribución exacta de “X” es conocida cuando el proceso está bajo
control, pues sigue una Binomial con parámetros “n” y “P ”; en esta gráfica es
posible obtener los límites de control con criterio probabilístico, que usualmente
resultan más estrechos que con criterio tres sigmas.
• Gráfica “C”: Es una gráfica por atributos utilizada para controlar el
número “C” de defectos presentes en una unidad de muestreo.
Supone que la distribución de “C” es una Poisson, y mediante la aplicación del
criterio tres sigmas, los límites de control para “C” son:
L.S.C C 3 C
Central C
L.I.C C 3 C
= + =
= −
C representa el promedio histórico del número de defectos, y bajo el supuesto
de la distribución de Poisson, es posible también obtener límites probabilísticos.
• Gráfica “U”: Es una gráfica por atributos, conocida también bajo el
nombre de “Gráfica de defectos por unidad”

Graficas de Control Angel F Arvelo
12
Se utiliza como alternativa del gráfico “C” cuando la unidad de muestreo esta
formada por “n” unidades de producción, y se define CUn
= .
Los límites de control para U resultan:
UL.S.C U 3 n
Central U
UL.I.C U 3 n
= + = = +
U representa el promedio histórico del número de defectos por unidad.
Es de hacer notar que en todos los gráficos de Shwehart el tamaño “n” del
subgrupo racional pudiera ser variable, lo que ocasionaría limites de control
variables, situación ésta de escaso valor práctico.
Uno de los inconvenientes que presentan las gráficas de control de Shwehart
es que en tales diagramas se utiliza solamente la información contenida en el
último punto graficado, y se omite toda la información suministrada por la
sucesión completa de puntos anteriores. (Véase Douglas Montgomery Control
Estadístico de la Calidad , Cap. 8 , 2005).
Esta situación ocasiona que las gráficas de Shwehart sean relativamente
insensibles frente a ligeros corrimientos del parámetro.
Para solucionar este problema se han incorporado otros criterios, tales como
las pruebas para corridas y los ya citados en el Western Electric Handbook,
cuya intención es incorporar información contenida en el conjunto completo de
puntos.
Sin embargo, el uso de estas reglas adicionales de decisión además de
dificultar la administración de las gráficas, incrementa considerablemente el
riesgo de “Error tipo I” o “falsa alarma”, lo cual es indeseable por el alto costo
que ocasiona y por su efecto desmoralizador.
Para resolver este problema, han sido diseñadas otros tipo de gráficas de
control, ya no de tan sencilla construcción, pero que con la ayuda de los
recientes programas para el “Control Estadístico de Procesos”, su uso ha ido
en notorio ascenso.

Graficas de Control Angel F Arvelo
13
Esta nueva categoría de gráficas ha sido llamada “graficas de control con memoria”, también se apoyan el algún supuesto de distribución, y las más
importantes son las siguientes:
• Gráficos CUSUM: Este gráfico cuyo nombre deriva de sus siglas en
inglés “cumulative sum” o en castellano “diagrama de control de suma
acumulativa”, fue propuesto por primera vez por Page (1954) , y ha sido objeto
de estudio por diversos autores, véase Ewan (1963) y Lucas (1976) .
Se utiliza para controlar la media de un proceso en un valor nominal “µo”, y
para ello existe una sucesión de muestras de tamaño “n” cada una, y cuyas
medias muestrales son 1 2 mX ,X , ,X⋅ ⋅ ⋅⋅ .
El gráfico convencional de Shwehart tomaría individualmente cada una de
estas medias muestrales, y de caer todas dentro de los límites de control para
X , concluiría que el proceso está bajo control.
El gráfico CUSUM utiliza la sucesión completa, y para ello parte el siguiente
razonamiento:
Para cada muestra calcula su desvío respecto al valor nominal i oX − µ . Si el
proceso estuviese realmente centrado en “µo”, algunos desvíos resultarían
positivos, otros negativos, y su suma acumulada debería tender a cero.
Por este motivo, toma como estadístico de control a la suma acumulada hasta
la e-mésima muestra definida por: i m
m i oi 1
S (X )=
=
= − µ∑ , la cual debería, en caso de
que el proceso esté bajo control, aproximarse a cero en la medida en que “m”
aumente.
Si la media del proceso llegara a sufrir un desajuste, se presentará un
desequilibrio entre los desvíos positivos y los negativos, y la suma acumulada
se incrementará positivamente si el deslizamiento es hacia un valor mayor que
“µo” , o negativamente en caso contrario.
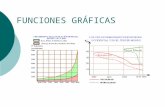
La siguiente gráfica muestra un gráfico CUSUM en donde la media del proceso
a partir de la muestra No 16, ha sufrido un presunto deslizamiento hacia un
valor mayor que el nominal, y la suma acumulada ha comenzado a crecer
indefinidamente.

Graficas de Control Angel F Arvelo
14
El principal problema que tropezó este gráfico inicial CUSUM fue la ausencia
de unos límites de control para la suma acumulada que permitieran detectar
cuando el proceso se ha desajustado.
La solución de este problema condujo a dos variantes del gráfico conocidas
como el CUSUM algorítmico y la plantilla o mascarilla V.
Para construir estos gráficos, es necesario definir un valor “k” llamado “valor de
referencia”, que representa el mayor deslizamiento en la media del proceso que
podría tolerarse, y a partir del cual la suma acumulada se considera
significativa y en consecuencia el proceso fuera de control.
El valor de “k” también depende de la probabilidad con que se quiera detectar
un deslizamiento, y su metodología de cálculo es distinta en el CUSUM
algorítmico y para la plantilla V.
El CUSUM algorítmico, considera dos sumas acumuladas, la de los desvíos
positivos llamada Ci+ y la de los negativos Ci
- , y la gráfica de control toma la
siguiente apariencia:

Graficas de Control Angel F Arvelo
15
mientras que en el de la plantilla “V” esta otra:
El procedimiento para construir esta mascarilla “V” fue desarrollado por
Johnson y Leone (1978) , y para una explicación detallada sobre su
construcción véase: “Control de Calidad y Estadística Industrial. Duncan Cap.
22 (1990)”.
La mascarilla “V” se centra en el punto “O” correspondiente a la suma
acumulada de desviaciones hasta la última muestra y a partir de allí, se trazan
sus brazos.
Si todos los puntos correspondientes a las sumas acumuladas anteriores caen
dentro de los brazos, el proceso se considera dentro de control.
Debido a la dificultad de los cálculos requeridos para su construcción, la
mascarilla “V” tuvo poca difusión en sus comienzos; pero con la aparición de

Graficas de Control Angel F Arvelo
16
los recientes programas estadísticos, su uso ha comenzado a tener gran
aceptación.
También existen gráficas CUSUM destinadas a controlar la variabilidad del
proceso, las cuales también suponen normalidad.
Hawkins (1993) hizo un estudio comparativo entre los gráficos de Shwehart
con límites tres sigmas y los gráficos CUSUM, basando su comparación en el
ARL de cada una.
Concluye que cuando el proceso esta bajo control ambas gráficas dan
aproximadamente la misma probabilidad de error tipo I y un ARL
aproximadamente igual; mientras que para procesos fuera de control, el ARL
varía considerablemente de una gráfica a otra, y presenta tablas comparativas
como la siguiente, donde se aprecia que el ARL del gráfico CUSUM resulta por
lo general significativamente menor que el de la gráfica Shwehart, frente a una
misma magnitud “δ” del deslizamiento en la media del proceso.
δ CUSUM Shwehart
0 500 500
0,5 30 214,5
1 10,5 65,2
1,5 5,4 18,2
2 3,4 7,35
3 2,6 2
ARL(δ) para gráficos CUSUM y Shwehart Comparables
“δ” representa la magnitud relativa del deslizamiento en la media del proceso expresada en
términos de “σ” desviación estándar poblacional
• Gráficas EWMA: Estás graficas con memoria, propuestas por primera
vez por Roberts (1992) derivan su nombre de “Exponencially Weighted Moving
Average, se utiliza principalmente para observaciones individuales, y parten de
la idea de darle un mayor peso a las observaciones más recientes con el
propósito de hacerlo más sensible frente a cambios en el proceso.
La versión más importante de las gráficas EWMA, es la que se utiliza para
controlar la media del proceso en un valor especificado “µo”, que usa como
estadístico de control a “Zi” definido como el promedio ponderado entre la
última observación “ Xi” y el valor anterior de ese mismo estadístico; es decir:
Zi = λXi + (1-λ) Zi-1 ; siendo Zo = µo , y 0 < λ ≤ 1.

Graficas de Control Angel F Arvelo
17
Si se aplica sucesivamente esta fórmula para Zi-1, Zi-2 etc., puede verse
fácilmente que “Zi” resulta un promedio exponencialmente ponderado entre
todas las observaciones, en donde la más reciente resulta con una ponderación
mayor, y las más antiguas con otra mucho menor. j i 1
j ii i j 0
j 0Z (1 ) X + (1- )
= −
−=
= λ − λ λ µ∑
El factor de ponderación “λ” refleja la importancia que se le esta dando a la
observación mas reciente, y es práctica común seleccionar 0,05 ≤ λ ≤ 0,25.
Bajo el supuesto de normalidad, los límites de control con criterio tres sigmas
resultan ser:
2i0
0
2i0
L.S.C + 3 1 (1 )2
Central
L.I.C + 3 1 (1 )2
λ = µ σ − − λ − λ = µ
λ = µ σ − − λ − λ
; lo que revela límites de
control variables, que a medida que va creciendo el número de observaciones,
e “i” crece tienden a estabilizarse, y alcanzar unos límites permanentes
representados por la expresiones:
0
0
0
L.S.C + 32
Central
L.I.C + 32
λ= µ σ − λ = µ
λ = µ σ
− λ
; dando lugar a una
gráfica con la siguiente apariencia:

Graficas de Control Angel F Arvelo
18
Este gráfico EWMA también puede usarse con subgrupos racionales de
tamaño “n”, en cuyo caso será necesario sustituir Xi por iX ,y σ por nσ en las
expresiones anteriores.
Existen también gráficos EWMA para controlar la variabilidad del proceso en un
valor especificado “σ0” , y en ellos se toma como estadístico de control al error
cuadrático medio ponderado exponencialmente ( EWMS) definido como: 2 2 2i i 0 i 1S (X ) (1 )S −= λ − µ + − λ
Los límites de control para Si se obtienen a partir de una Distribución Chi-
Cuadrado con aproximadamente 2 − λν =
λ grados de libertad, que con criterio
probabílistico del 99% resultan:
20.005;
0
20.995;
0
L.S.C
L.I.C
ν
ν
χ = σ
ν
χ= σ ν
Para procesos en donde se requiere un control por atributos, la Graficas EWMA
también ofrece una alternativa cuando el parámetro a controlar es el número de
defectos, el cual se quiere mantener controlado en un valor “µo”.
En este caso, al igual que en la gráfica “C” de Shwehart, se supone que el
número de defectos sigue una Distribución Poisson,
El valor del EWMA se mantiene al igual que antes: Zi = λXi + (1-λ) Zi-1 ; siendo
Xi el número de defectos encontrados en la i-ésima unidad inspeccionada,
Zo = µo , y 0 < λ ≤ 1.
Los límites de para “Zi” en este caso son:
2o0
0
2o0
L.S.C A 1 (1 )2
Central
L.I.C A 1 (1 )2
λµ = µ + − − λ − λ = µ
λµ = µ − − − λ − λ
A es un coeficiente que se selecciona en función de la Probabilidad de Error I.

Graficas de Control Angel F Arvelo
19
• GRAFICAS DE CONTROL CON PROMEDIOS MOVILES. Este otro tipo
de gráficas de control sólo toma en cuenta un cierto número “w” de las
observaciones más recientes omitiendo todas las anteriores.
Si se tiene una sucesión de valores individuales X1, X2, X3, ….., Xn , el promedio
móvil correspondiente para cada observación se obtiene promediando
aritméticamente esta observación con la “w -1” anteriores, es decir:
i i 1 i 2 i w 1i
X X X XMw
− − − ++ + + +=
Para las primeras “w-1” observaciones no es posible calcular el promedio móvil
mediante esta fórmula pues no se cuenta con “w” observaciones anteriores, y
sólo para ellas el promedio móvil se calcula promediando la totalidad de las
anteriores: 1 2 3 ii
X X X XMi
+ + + +=
; i ≤ w-1
Suponiendo que independencia entre las observaciones, y que el proceso
sigue una Distribución Normal con media “µo” cuando se encuentra bajo control
y con varianza σ2, es fácil deducir que los límites de control tres sigmas son:
Para las primeras “w-1” observaciones:
i 0
0
i 0
L.S.C 3i
Central
L.I.C 3i
σ = µ + = µ σ = µ −
; i ≤ w-1
Para todas las siguientes:
0
0
i 0
L.S.C 3w
Central
L.I.C 3w
σ = µ + = µ σ = µ −
En la mayoría de los casos prácticos se selecciona w = 5, y la apariencia de la
gráfica es como sigue:

Graficas de Control Angel F Arvelo
20
Estudios hechos por simulación, han demostrado que la gráfica de control con
promedios móviles es más efectiva que la de Shwehart para detectar
corrimientos leves en la media del proceso.
Una variante de este tipo de gráficas consiste en calcular el promedio móvil en
forma ponderada, concediéndole un mayor peso a la última observación, y una
ponderación menor a las anteriores.
I.3 GRAFICAS DE CONTROL MULTIVARIANTES Todas las gráficas anteriormente descritas se utilizan para el control de una
variable de calidad en forma aislada.
En la mayoría de los casos prácticos, la calidad de un producto la definen
varias variables de forma simultánea, de manera que si alguna de ellas no
cumple con sus requisitos de calidad, el producto es no conforme en su
totalidad.
Cuando se lleva una gráfica de control propia para cada una de las variables,
no sólo se pueden llegar a inferencias erróneas respecto del proceso, si no
también se incrementa considerablemente el riesgo de “Error Tipo I” o “falsa
alarma”, pues si cada gráfica tiene una probabilidad “α” de cometer error tipo I,
la probabilidad de que alguna de ellas lo cometa es 1-(1-α)n , suponiendo que
las “n” variables a controlar son independientes.
Si las variables a controlar no son independientes, este riesgo resulta difícil de
cuantificar.

Graficas de Control Angel F Arvelo
21
Las gráficas de control multivariantes se comenzaron a desarrollar por primera
vez en 1947 con el propósito de controlar varias variables en forma simultánea,
y hoy en día tienen una gran importancia en el control moderno de procesos, ya
que los procedimientos de inspección automáticos permiten fácilmente medir
un gran número de variables dentro de un producto manufacturado.
La más conocida de estas gráficas es la T2 de Hotelling, que supone una
distribución normal multivariante para el conjunto de variables en estudio, y
exige que se conozca tanto el vector de medias como la matriz de varianzas y
covarianzas.
La gráfica tiene como objetivo el control simultaneo de las medias de todas las
variables en los valores dados por el vector de medias.
Para el caso de dos variables, el estadístico de control es el valor de una “chi-
cuadrado” con dos grados de libertad, definido por la expresión:
2 2 2 2 2 21 2 1 22 1 1 2 12 1 22 2 2
1 2 12
n (X ) (X ) 2 (X )(X ) χ = σ − µ + σ −µ − σ −µ −µ σ σ − σ
Para aceptar que el proceso se encuentra bajo control, el valor de este
estadístico χ2 deberá ser menor o igual que el único límite de control superior
χ2α , dado por la distribución chi-cuadrado con 2 grados de libertad y un nivel
de significación “α” a la derecha.
Este hecho sirve como punto de partida para la construcción de la gráfica de
control , pues la expresión en el corchete representada en un plano cartesiano
con ejes 1X y 2X es una elipse con centro en (µ1, µ2)
Si el punto muestral 1 2(X ,X ) cae dentro de la región encerrada por la elipse, el
proceso se considera bajo control, caso contrario fuera de control.
La forma de esta elipse depende de las varianzas y de la correlación entre las
variables.
En caso de que X1 y X2 sean independientes la covarianza entre ellas 212σ = 0, y
la elipse resulta con ejes paralelos a los ejes coordenados, pero si no lo son
entonces 212σ ≠ 0 y la elipse resulta con ejes oblicuos cuya inclinación depende
de la magnitud de la correlación entre las variables, y de su signo.

Graficas de Control Angel F Arvelo
22
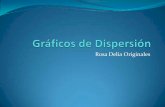
Gráfico de Control Bidimensional para dos
variables independientes
Gráfico de Control Bidimensional para dos
variables con correlación positiva
En caso de que las variables a controlar sean tres ó mas, el cálculo del
estadístico de control χ2 debe hacerse mediante la siguiente expresión
matricial: 2 -1n(X ) (X )´ χ = − µ − µΣ
donde “n” representa el tamaño muestral , “µ” el vector de medias bajo control,
X el vector de medias muestrales y Σ la matriz de varianzas y covarianzas.
En este caso, los grados de libertad coinciden con el número de variables
consideradas “p”, y el gráfico de control toma la apariencia de un gráfico
convencional de Shwehart, sin línea central y con un único límite de control
superior, en donde se representa el valor del estadístico de control χ2 obtenido
en las sucesivas muestras.
Cuando los parámetros poblaciones no son conocidos, es necesario hacer una
estimación previa de ellos, el estadístico de control cambia ligeramente, y pasa
a llamarse la T2 de Hotelling definido por expresión:
2 -1T n(X X) (X X)´ S= − −

Graficas de Control Angel F Arvelo
23
donde X y S son las estimaciones del vector de medias “µ” y de la matriz “Σ”
de varianzas y covarianzas respectivamente.
Al igual que el anterior, el gráfico de control T2 de Hotelling presenta un solo
límite superior de control sin línea central, y sobre él se representan los
sucesivos valores de T2 para las diferentes muestras examinadas.
Cuando se presentan puntos fuera de control en gráficos multivariantes, la
interpretación es mucho mas difícil que en el caso univariante, pues no se
puede identificar la variable que ha ocasionado esta situación.
Algunos autores sugieren complementar con gráficos individuales para cada
una de las variables a fin de facilitar esta identificación. Este procedimiento
además de largo puede fallar, especialmente cuando la señal fuera de control
no se debe a una sola de las variables, si no a la interacción entre varias de
ellas.
Otro procedimiento útil para analizar un punto fuera de control es descomponer
el valor de la T2 de Hotelling en distintas componentes que reflejen la acción de
cada una de las variables. ( véase referencias bibliográficas anteriores)..
Hayter y Tsui (1994) desarrollaron también un procedimiento basado en
intervalos de confianza simultáneos, que permite identificar las causas que
originaron la señal fuera de control.
GRAFICAS MCUSUM y MEWMA: Las gráficas χ2 y T2 descritas anteriormente
al igual que las de Shwheart no tienen memoria, pues solo consideran la
información contenida en la última muestra procesada.
Las MCUSUM y MEWMA son gráficas con memoria que pueden considerarse
una extensión multivariante de las CUSUM y EWMA respectivamente.
La gráfica MCUSUM utiliza la información contenida en todas las variables
consideradas reduciéndolas a un único escalar que las resume y representa, y
posteriormente a este escalar le aplica un gráfico CUSUM univariante, (Veáse
Pignatello y Runger (1990).
La gráfica MEWMA aplica un procedimiento similar, con la diferencia de que a
éste escalar utilizado como estadístico de resumen para todas las variables
consideradas, le aplica posteriormente un gráfico EWMA univariante.

Graficas de Control Angel F Arvelo
24
Prabhu y Runger (1996) demostraron que el gráfico MEWMA presenta un ARL
mucho menor que otros procedimientos multivariantes, y por lo tanto es capaz
de detectar mucho más rápidamente corrimientos en la media de alguna de las
variables involucradas.
Cabe agregar como comentario final que estos gráficos multivariantes son
considerados como paramétricos, pues parten de supuestos de normalidad y
dependen de la elección subjetiva de ciertos parámetros que afectan su
estructura.
Una limitación adicional que presentan estos métodos es que no consideran
autocorrelación entre las variables.
Para considerar el efecto de la autocorrelación están siendo desarrollados en la
actualidad varios métodos para el control estadístico de procesos,
principalmente basados en el análisis de series temporales.
Otra de las técnicas que ha encontrado una gran aplicación en este campo es
el del “análisis de componentes principales” que permite reducir el número de
variables a considerar , al sustituir varias de ellas por otra que sea combinación
lineal de éstas, sin que eso ocasione una excesiva pérdida de información.

Graficas de Control Angel F Arvelo
25
EJERCICIOS PROPUESTOS Los siguientes ejercicios están diseñados para el curso de “Control Estadístico
de la Calidad” que el Prof. Arvelo dicta en la Universidad Central de Venezuela,
y complementan a los que se proponen al final de cada capítulo del texto
“Control Estadístico de la Calidad” de Douglas Montgomery.
EJERCICIOS SOBRE REVISION DE INFERENCIA Y DISTRIBUCIONES
Texto: Control Estadístico de la Calidad Douglas Montgomery Editorial Limusa Wiley, 3ª Edición
Ejercicios de Revisión Capítulos 2 y 3: Los siguientes ejercicios complementan a los que se encuentran en los referidos capítulos del texto, que también deben ser resueltos en su totalidad.
1º) El contenido de jabón en unas cajas sigue una distribución normal. Si el 80% de las cajas contienen menos de 429,20 gramos de jabón , y el 90% de las cajas contienen más de 418,60 gramos: a) Determine la media y la desviación típica de la distribución. b) ¿Cual es el porcentaje de cajas cuyo contenido se encuentra en el intervalo (420 ± 5 ) gramos? Solución: a) µ =425 grms , σ =5 grms b) 47,72 % . 2º) Una pieza debe caer dentro de la especificación (200 ± 4) mm., para que sea considerada como buena. Las piezas que caen por debajo del límite inferior de la especificación, son consideradas como defectuosas y deben ser desechadas; mientras que, las que caen por encima del límite superior de la especificación, pueden ser corregidas, y llevadas a los límites de la especificación. Para producir estas piezas, se dispone de una máquina que las fabrica según una Distribución Normal, con media 200 mm., y desviación típica de 5 mm . El costo de producción para una pieza es de Bs. 7 , y el costo de la corrección es de Bs.2 ; mientras que el precio de venta de la pieza, es de Bs. 15 . a) ¿Cual es el ganancia esperada en la producción de una pieza? . b) ¿Cual es la probabilidad de que en un lote de 10 piezas, alguna caiga fuera de los límites de especificación? Solución : a) Bs. 4,40 b) 0,9960 3º) El proceso de llenado de unas botellas de refresco, sigue una distribución normal con media 220 cc a) Determine la desviación típica del proceso, si el 8% de las botellas resultan con un contenido inferior a 200 cc. b) ¿Cual es la probabilidad de que una botella resulte con un contenido superior a 250 cc. ? . Solución: a) 14,23 cc b) 0,0174

Graficas de Control Angel F Arvelo
26
4º) El consumo diario de un cierto producto sigue una distribución gamma con media 6 y varianza 18. ¿Cuál es la probabilidad de que en un día, el consumo sea más de 9?. Solución: 0,1991
5°) La distribución de Weibull corresponde a una variable aleatoria con función
de densidad: 1 xxf(x) e
ββ− −γ − δ β − γ = δ δ ; x ≥ γ
en donde β > 0, δ > 0 y -∞ < γ <∞ son parámetros, que se denominan “de forma”, “de escala” y “origen” respectivamente. Suponga que la vida de una componente sigue una Distribución de Weibull con parámetros: γ = 0, δ= 1000 horas , β = ½ . Calcule la probabilidad de que una componente sobreviva las 4000 horas de uso. Solución: 0,1353 6°) El contenido de refresco en una botella sigue una Distribución Normal con media 200 cc y desviación típica 20 cc. Al final del proceso de producción existe un dispositivo de control que rechaza las botellas con un contenido inferior a 180 cc. a) ¿Qué porcentaje de la producción resultará rechazada? b) ¿Cuál es la probabilidad de que una botella que aprobó el control, contenga más de 210 cc ? Solución: a) 15,87 % b) 0,3667 7°) La duración de unas pilas sigue una Distribución Normal con media 20 horas. Se sabe que el 80% de estas pilas sobrepasan las 15 horas de funcionamiento. Un radio lleva 4 pilas conectadas en serie, es decir, que si falla alguna, entonces falla el radio. a) ¿Cuál es la probabilidad de que el radio falle antes de las 18 horas de uso? . b) ¿ Por cuánto tiempo podría garantizarse la operación del radio, para tener
probabilidad 0,95 , de cumplir con lo garantizado ? . Solución: a) 0,8393 b) 6,70 horas aproximadamente 8º) El proceso de llenado de ciertas cajas sigue una Distribución Normal, y se exige que la desviación típica no exceda de 25 gramos. Con el objeto de mantenerlo controlado, se toman muestras periódicas de 12 cajas, y si la desviación típica de la muestra es de 30 gramos ó más, se detiene el proceso. a) ¿Cual es el nivel de significación de esta prueba ?. b) Si el proceso se desajusta, y pasa a llenar las cajas con una desviación típica de 40 gramos. ¿Cuál es la probabilidad de que la prueba no lo detecte ? 9º) El contenido de unas cajas de cereal sigue una Distribución Normal con una desviación típica de 25 gramos. Una muestra aleatoria de 36 cajas arrojó una media de 500 gramos. ¿ Con qué nivel de confianza puede decirse que el contenido medio de todas las cajas de cereal, está entre 495 y 505 gramos . Solución: 76,99 %

Graficas de Control Angel F Arvelo
27
10°) El siguiente diagrama de tallo y hoja representa el resultado de una muestra de 40 estudiantes, al medir el peso de cada uno de ellos: Frecuencia Tallo Hoja 3 4 o 678 1 5 * 4 4 5 o 5579 9 6 * 022233344 7 6 o 5556688 7 7 * 0111334 5 7 o 56678 2 8 * 14 2 8 o 69
Asumiendo normalidad, encuentre intervalos del 99% de confianza para la media y para la desviación estándar de la población. 11º) En el pasado un cierto proceso industrial producía un 6% de piezas defectuosas. Después de introducir ciertos cambios, se encuentra que en una muestra de 300 piezas, solo hay 10 defectuosas. ¿ Puede afirmarse a un nivel de significación del 5%, que los cambios han sido efectivos para mejorar la calidad del proceso? 12º) Los siguientes datos representan la resistencia en Kg /cm2 , de cierto tipo de concreto según sea el tipo de arena usada en su fabricación : Arena de grano ordinario : 208 203 229 215 220 223 233 228 209 Arena de grano fino : 208 181 207 173 165 190 181 184 212 A un nivel de significación del 5%, ¿se puede concluir que el tipo de arena es un factor influyente en la calidad del concreto ? . Solución: t = 4,531 . Si es significativamente influyente 13º) Un fabricante de radios recibe periódicamente de su proveedor un lote de pilas alcalinas, el cual examina por muestreo. Este fabricante exige que la duración promedio de estas pilas sea de 50 horas como mínimo. Una muestra aleatoria dio el siguiente resultado: Duración (Horas) 46-48 48-50 50-52 52-54 Frecuencia 2 3 4 1 Asumiendo normalidad en la duración de las pilas. a) ¿Aconsejaría Ud., a un nivel de significación del 5%,que se acepte el lote? . b) Al mismo nivel de significación anterior. ¿Aceptaría Ud., la hipótesis de que la desviación típica en la duración de estas pilas es de 1 hora como máximo? 14º) Un fabricante de equipos electrónicos, desea someter a dos empresas proveedores de transistores a una prueba comparativa rápida. De 80 transistores de la primera empresa, 25 fallan en la prueba; mientras que de 50 transistores de la segunda empresa, 21 fallan en la misma prueba. A un nivel de significación del 5%. ¿ Podría decirse que existe diferencia significativa ,entre las calidades de las dos empresas proveedoras de transistores?. 15º) Se afirma, que al añadir un cierto aditivo en el proceso de fabricación de una sustancia química, se logrará un producto más homogéneo; es decir, que

Graficas de Control Angel F Arvelo
28
dicha aditivo reducirá las fluctuaciones que se presentan en el pH del producto final, sin alterar su pH medio. Para probar tal afirmación, se realiza un experimento que consiste en preparar muestras del producto, con y sin el aditivo; obteniéndose los siguientes resultados: Con el aditivo Sin el aditivo Tamaño de la muestra 10 8 pH medio 7.8 8.0 Desviación típica muestral en el pH 0.21 0.32 A un nivel de significación del 5%, y asumiendo que el pH de las sustancias químicas, con y sin el aditivo, siguen en cada caso una distribución normal independientes, pruebe las siguientes hipótesis: a) El aditivo hace que el pH de la sustancia, sea más homogéneo. b) El aditivo no afecta al pH medio de la sustancia. 16º) Se toman 10 parcelas de terreno de igual área, se dividen por la mitad, y se siembran de arroz. Una de las mitades se abona con un cierto fertilizante y la otra no. Al final de la cosecha, se observa el rendimiento obtenido en cada parcela: Parcela Nº 1 2 3 4 5 6 7 8 9 10 Con fertilizante 6.0 5.8 6.5 6.2 5.7 6.3 5.7 6.0 6.0 5.8 Sin fertilizante 5.7 5.7 5.6 5.6 5.9 5.8 6.0 5.5 5.7 5.5 Asumiendo normalidad en el rendimiento de las parcelas: ¿ Puede afirmarse a un nivel de significación del 5%, que el uso del fertilizante , incrementa el rendimiento medio de las parcelas? . 17º) El proceso de producción de una cierta pieza mecánica sigue una Distribución Normal, y se exige por razones de precisión, que la desviación típica del proceso no exceda de 0,10 centímetros. El proceso va a ser controlado mediante muestras periódicas de tamaño 20, y se quiere que la probabilidad de detenerlo innecesariamente sea de apenas 0,01.
Una muestra aleatoria de 20 piezas arroja: ( )X Xii
i
=
=
∑ −1
202 = 0,225 .
¿Qué recomendaría Ud. : continuar o detener el proceso ? . 18º) Una muestra de cuerdas fabricadas con un cierto material, arrojó la siguiente resistencia a la tensión: Resistencia Frecuencia 80 - 100 4 100 - 120 8 120 - 140 9 140 - 160 3 160 - 180 1 a) Obtenga un intervalo del 95 % de confianza para la resistencia media de estas cuerdas. b) Obtenga un intervalo del 95 % de confianza para su desviación típica. c) A un 5% de significación, pruebe la hipótesis de que la resistencia media de estas cuerdas es de 135 por lo menos. Asuma normalidad en la resistencia de las cuerdas.

Graficas de Control Angel F Arvelo
29
19°) La vida de una componente sigue una distribución exponencial con media 10 horas. Se dispone de 30 componentes que serán usadas una tan pronto falle la anterior. a) Calcule la confiabilidad para un servicio de 335 horas. b) ¿Cuántas componentes se necesitan para que la confiabilidad sea de 0,99 por lo menos? . Solución : a) 0,25 20°) Una orden de producción establece que las especificaciones para una pieza deben ser de ( 20.00 ± 1.00 ) mm. El ingeniero de producción debe decidir entre dos máquinas para ejecutar esta orden. La siguiente tabla da los parámetros de producción para cada máquina y sus costos:
Media ( mm) Desviación típica (m m) Costo ($ / pieza) Máquina A 19,95 0,85 1,00 Máquina B 20,02 0,50 1,20
Si la pieza es defectuosa, el fabricante pierde el costo de producirla; y si resulta conforme a las especificaciones la puede vender en $ 1,80 ¿Cuál de las dos máquinas debe elegir para producir las piezas?. Solución: Conviene la máquina “B” porque da una ganancia esperada mayor. $ 0,52 para B y $ 0, 37 para A. 21°) Un fabricante anuncia que la resistencia media a la compresión de unos bloques marca "A", excede a la media de otros bloques marca "B" en 12 Kgs/cm2, como mínimo. Para demostrarlo, ensaya bajo condiciones similares 21 bloques marca "A" y 31 bloques marca "B" . La muestra de los bloques marca "A" ,arrojó una resistencia media a la compresión de 86,7 Kgs/cm2 , con una desviación típica muestral de de 6,28 Kgs/cm2 , mientras que la muestra de los bloques marca "B" dió una resistencia media de 77,8 Kgs/cm2, con una desviación típica muestral de 5,61 Kgs/cm2 . Asumiendo que la resistencia de los bloques de cada una de las marcas, se distribuye normalmente e independencia. a) Pruebe a un nivel de significación del 5% , si las varianzas en las resistencias de las dos marcas son iguales . b) Pruebe a un nivel de significación del 5% ,la afirmación enunciada por el fabricante. . 22°) Un Ingeniero Industrial afirma que si una cierta operación se efectúa por un cierto método, se logrará una economía en tiempo de 10 segundos en promedio, por lo menos. Se realizan observaciones de tiempos sobre grupos diferentes de obreros, por los dos procedimientos, el convencional y el propuesto por él, obteniendo: Método convencional (seg.) : 180,1 176,3 183,6 185,4 179,2 Método propuesto (seg.):173,4 170,7 175,4 169,6 170,1 168,4 172,9 Asumiendo que el tiempo de ejecución por ambos métodos, sigue cada uno, una Distribución Normal, y a un nivel de significación del 5%: a) ¿Puede afirmarse que sus varianzas son iguales? .

Graficas de Control Angel F Arvelo
30
b) ¿Puede aceptarse como cierta, la afirmación hecha por el Ingeniero Industrial? 23°) Se afirma que al añadir un cierto aditivo a la gasolina, aumentará el rendimiento en el consumo de la misma, obteniéndose como mínimo 1 Kilómetro por litro más, en promedio. Se seleccionaron 12 automóviles, que en primer lugar usaron gasolina sin el aditivo, y posteriormente, sin cambiar de conductores ni de ruta, usaron gasolina con el aditivo. Se observó el rendimiento en cada caso, obteniéndose los siguientes resultados en Kilómetros por litro: Automóvil: 1 2 3 4 5 6 7 8 9 10 11 12 Sin el aditivo: 4,1 4,9 6,2 6,9 6,8 4,4 5,7 5,8 6,9 4,9 6,0 4,9 Con el aditivo:5,2 5,7 7,6 8,0 7,7 5,5 6,7 6,5 7,4 5,3 7,0 5,6 Asumiendo que el consumo de gasolina en cada caso sigue una Distribución Normal: a) ¿Podría aceptarse como cierto, a un nivel de significación del 5%, que el uso del aditivo, aumenta el rendimiento medio en el consumo de combustible, en 1 kilómetro por litro, por lo menos ? . b) Dé un intervalo del 95% de confianza para en incremento en el rendimiento medio, dado por el aditivo. 24°) Para una cierta etapa de un proceso de producción es necesario adquirir una máquina, y hay que decidir entre dos modelos "A" y "B" . Puesto que el modelo "B" es más económico, la empresa preferiría seleccionarlo, a menos de que exista una evidencia significativa de que fabrica una mayor proporción de piezas defectuosas, en cuyo caso preferiría seleccionar el modelo "A", a pesar de ser más cara. Ud. como Ingeniero de Producción, decide tomar sendas muestras de cada máquina, obteniendo como resultado: Modelo "A" Modelo "B" Piezas Producidas 400 600 Piezas Defectuosas 12 21 ¿Cuál modelo recomendaría Ud. ? .Seleccione un nivel de significación del 5%.
EJERCICIOS SOBRE PRUEBAS NO PARAMETRICAS
Texto: Probabilidad y Estadística para Ingenieros Douglas Montgomery & George Runger Editorial Mac Graw Hill, 3ªEdición, Capítulo 13
1°) En un proceso de producción se utilizan dos máquinas diferentes para fabricar un mismo artículo. El departamento de Control de Calidad supone que los artículos producidos por estas dos máquinas son de idéntica calidad. La calidad de este artículo se determina a través del valor de una cierta variable cuantitativa, que se mide sobre él. Se toman muestras de los artículos producidos por cada una de las dos máquinas, con los siguientes resultados:

Graficas de Control Angel F Arvelo
31
Máquina 1: 342 358 349 357 360 355 351 Máquina 2: 359 362 365 367 354 361 369 363 366 A un nivel de significación del 5%, analice si el supuesto del departamento de Control de Calidad es válido. Haga su análisis de dos maneras: a) Suponiendo normalidad b) Sin suponer normalidad 2°) Se quiere comparar la duración de dos tipos de baterías para celulares. Las baterías del tipo “A” son más económicas y por lo tanto existe preferencia para seleccionarlas, a menos que se compruebe que las tipo “B” resulten significativamente más duraderas. Se toma una muestra de 10 baterías de cada tipo, se instalan en 20 celulares seleccionados al azar, y se observa su tiempo de funcionamiento hasta que necesiten recarga. Los resultados en horas, se dan en la tabla a continuación
A 86 90 78 95 104 89 75 102 77 85 B 92 125 110 108 99 114 130 118 122 101
a) Bajo el supuesto de normalidad para la duración de cada tipo de batería, ¿cuál de las dos recomendaría Ud. ? b) Haga el mismo análisis anterior, pero sin el supuesto de normalidad, mediante la aplicación de una prueba no paramétrica que Ud. considere adecuada. Use un nivel de significación del 5% en ambos análisis. Solución:
Group Statistics
10 88,10 10,05 3,1810 111,90 12,22 3,86
TIPO12
DURACIONN Mean
Std.Deviation
Std. ErrorMean
Independent Samples Test
,556 ,466 -4,758 18 ,000 -23,80 5,00 -34,31 -13,29
-4,758 17,355 ,000 -23,80 5,00 -34,34 -13,26
Equal variancesassumedEqual variancesnot assumed
DURACIONF Sig.
Levene's Test forEquality of Variances
t dfSig.
(2-tailed)Mean
DifferenceStd. ErrorDifference Lower Upper
95% ConfidenceInterval of the
Difference
t-test for Equality of Means
Mann-Whitney Test Ranks
TIPO N Mean Rank Sum of Ranks
DURACION 1 10 6,20 62,00
2 10 14,80 148,00 Total 20
Test Statistics
DURACION

Graficas de Control Angel F Arvelo
32
Mann-Whitney U
7,000
Wilcoxon W 62,000
Z -3,250 Asymp. Sig.
(2-tailed) ,001
Exact Sig. [2*(1-tailed
Sig.)]
,000
a Not corrected for ties. b Grouping Variable: TIPO 3º) Los siguientes datos representan la duración en horas de dos tipos de baterías pila para celulares, antes de que requieran recarga: A 126 145 168 145 128 186 B 175 198 166 179 191 186 177 180 153 A un nivel de significación del 5%, analice si existe diferencia significativa entre las duraciones de estos dos tipos de baterías. Haga su análisis por dos procedimientos diferentes:
a) Suponiendo normalidad en la duración de cada tipo de batería. b) Sin suponer normalidad en la duración de cada tipo de batería.
Solución: Con Normalidad:
TIPO N Mean Std. Deviation Std. Error Mean DURACION 1 6 149,67 23,36 9,54
2 9 178,33 13,30 4,43
Levene's Test for Equality of
Variances
t-test for Equality of
Means
F Sig. t df Sig. (2-tailed) Mean Difference
Std. Error Difference
DURACION Equal
variances assumed
2,681 ,126 -3,046 13 ,009 -28,67 9,41
Equal variances not
assumed
-2,725 7,185 ,029 -28,67 10,52
Sin Normalidad: Mann Whitney Ranks
TIPO N Mean Rank Sum of Ranks
DURACION 1 6 4,92 29,50 2 9 10,06 90,50 Total 15
Test Statistics
DURACION Mann-Whitney
U 8,500
Wilcoxon W 29,500 Z -2,184
Asymp. Sig. (2-tailed)
,029
Exact Sig. [2*(1-tailed
Sig.)]
,026

Graficas de Control Angel F Arvelo
33
4°) Los siguientes datos representan los tiempos de operación en horas, para tres tipos de calculadoras científicas de bolsillo antes de que requieran recarga: A 4.9 6.1 4.3 4.6 5.3 Calculadora B 5.5 5.4 6.2 5.8 5.5 5.2 4.8 C 6.4 6.8 5.6 6.5 6.3 6.6 Utilice la prueba de Kruskall Wallis a un nivel de significación del 5%, para analizar si existen diferencias significativas entre los tiempos de operación de cada una de estas calculadoras. ¿ Cuál calculadora recomendaría Ud.? 5°) Para controlar la calidad de un producto, se toman periódicamente muestras, y se mide el contenido de impurezas. Una muestra de tamaño 22 arrojó el siguiente resultado, en cuanto al contenido de impurezas ( en gramos) :
2.4 2.5 1.7 1.6 1.9 2.6 1.3 1.9 2.0 2.5 2.6 2.3 2.0 1.8 1.3 1.7 2.0 1.9 2.3 1.9 2.4 1.6
¿ Puede afirmarse que la mediana en el contenido de impurezas es menor que 2.5 gramos ?. Use la prueba de Wilcoxon (suma de los rangos con signo) , con un nivel de significación del 5%. 6°) Con el propósito de verificar las pesadas de dos balanzas, se seleccionan al azar 15 piezas cualesquiera, y se pesan cada una en las dos balanzas. El resultado de las mediciones, expresados en gramos, se da en la tabla a continuación:
Pieza N°
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Balanza
1 11.2 14.3 8.3 10.5 23.4 9.1 13.4 6.5 12.4 19.3 11.1 10.9 15.8 16.9 7.8
Balanza 2
11.3 14.5 8.7 10.5 23.5 9.5 13.9 6.7 12.3 19.9 12.0 10.9 15.9 17.5 8.0
¿Considera Ud. que existe diferencia significativa entre las pesadas que registran estas dos balanzas? Use α= 5%. Haga su análisis bajo tres enfoques distintos: a) Suponiendo normalidad en el peso de las piezas. b) Sin este supuesto de normalidad, eligiendo dos métodos no paramétricos que Ud. considere adecuados. c) En caso de que Ud. llegue a la conclusión de que existe diferencia entre las pesadas que registran estas balanzas, ¿qué procedimiento sugeriría Ud. para identificar a la que pesa correctamente? 7°) Un proveedor afirma que una nueva pintura reduce significativamente el tiempo de secado de unas piezas. Para probar tal afirmación se seleccionan doce piezas, y se pinta la misma pieza una mitad con la pintura convencional y la otra mitad con la nueva. Se observa para cada pieza el tiempo de secado de cada mitad, obteniendo: Pieza 1 2 3 4 5 6 7 8 9 10 11 12 Conv. 6.6 5.8 7.8 5.7 6.0 8.4 8.8 8.4 7.3 5.8 5.8 6.5 Nueva 6.4 5.8 7.4 5.5 6.3 7.8 8.6 8.2 7.0 4.9 5.9 6.5 A un nivel de significación del 5%, pruebe la afirmación hecha por el proveedor, utilizando: a) La prueba de signos.

Graficas de Control Angel F Arvelo
34
b) La prueba de rangos con signos de Wilcoxon. c) Suponiendo normalidad en el tiempo de secado para cada tipo de pintura 8°) Una compañía de taxis está interesada en identificar cual de dos marcas de cauchos, le conviene instalar en sus unidades. Se instalan ocho cauchos marca “A” y nueve marca “B” en taxis del mismo modelo, y se observa el kilometraje obtenido en miles de kilómetros. Los resultaron fueron: Marca
A 37.7 34.8 35.0 28.7 35.4 36.9 32.8 33.9 B 38.6 39.6 40.1 36.2 35.7 38.4 36.7 39.2 35.5
Sin suponer normalidad, analice si existe diferencia significativa entre los kilometrajes ofrecidos por las dos marcas de cauchos. ¿Cuál marca recomendaría Ud.? 9°) Las especificaciones exigen que la resistencia media de unas cadenas debe ser de 150 Kgs. como mínimo. Se examina una muestra de 100 cadenas, encontrándose los siguientes resultados:
Media Muestral 146,80 Kgs Desviación estándar muestral 2,80 Kgs.
Número de cadenas con resistencia < 150 Kgs 62 Número de cadenas con resistencia = 150 Kgs 4
Suma de los rangos para las cadenas < 150 Kgs
3350
Analice a un nivel de significación del 1%, si estas cadenas cumplen con lo especificado. Haga su análisis de la siguiente manera: a) Suponiendo normalidad en la resistencia de las cadenas. b) Sin suponer normalidad en la resistencia de las cadenas, y por dos procedimientos diferentes.
EJERCICIOS SOBRE GRAFICAS DE CONTROL
Profesor: Angel Francisco Arvelo L.
584166357636 ; [email protected]
Texto: Control Estadístico de la Calidad Douglas Montgomery Editorial Limusa Wiley, 3ª Edición
Ejercicios de Revisión Capítulo5, 6 y 7 : Resolver la totalidad de los Ejercicios del Capítulo 5 , y los Ejercicios del 7.1 al 7.10 del Capítulo 7.
1º) Se quiere construir un gráfico de control ( X , S ) para una importante característica de calidad. Se toman del proceso de producción, 40 subgrupos racionales de tamaño 12 cada uno, a intervalos regulares de tiempo, y se les calcula su media X y su desviación estándar S.

Graficas de Control Angel F Arvelo
35
El resumen de los resultados obtenidos es: Xii
i
=
=
∑ =1
40
2980 Sii
i
=
=
∑ =1
40
120
a) Encuentre los límites de control para el gráfico (X , S ). b) ) Encuentre los límites de advertencia para el gráfico X c) Suponga que todos los puntos en ambas gráficas , caen entre los límites de control ,y que la decisión de detener al proceso se toma al encontrar la segunda muestra fuera de los límites de control. De ocurrir un deslizamiento en la media del proceso en 2 unidades hacia la derecha, ¿cuál es la probabilidad de detener al proceso en la quinta muestra subsiguiente o antes. d) Si las especificaciones son 75 ± 4, estime el porcentaje de piezas defectuosas que actualmente fabrica el proceso, calcule los índices de capacidad Cp y Cpk , y diga sus conclusión acerca de la capacidad del proceso , para producir artículos conformes a estas especificaciones . Solución: c) 0,3180 b). Cp = 0,4343 Cpk = 0,38 2º) En algunos textos de “Control Estadístico de Calidad”, existen tablas como la Tabla 7.3 Pag. 360 del libro de Douglas Montgomery , que permiten estimar la proporción de piezas no conformes, para ciertos valores del coeficiente de capacidad potencial Cp ; y así por ejemplo, en esa tabla se lee que para Cp = 0,50, la proporción estimada de piezas no conformes es de 66.800 y de 133.600 piezas no conformes por cada millón de piezas producidas, para especificaciones unilaterales y bilaterales respectivamente. Justifique dichas estimaciones. 3°) Los límites de control para un gráfico ( X , R ) , con subgrupos de tamaño 8 son: Diagrama para X Diagrama para R Límite Superior 615 21 Línea Central 610 15 Límite Inferior 605 9 a) Analice si este gráfico está correctamente construido con criterio tres sigma, y en caso de no estarlo, halle los límites correctos. b) El departamento de control de calidad ha sugerido que es más conveniente controlar el proceso con un gráfico ( X , S ), y subgrupos de tamaño 20. Halle los límites de control para este nuevo gráfico. c) Si las especificaciones para una pieza son: 600 ± 20 , estime el porcentaje de piezas no conformes que actualmente produce el proceso, halle los coeficientes CP , CPK, y obtenga sus conclusiones acerca de la capacidad del proceso. d) De ocurrir un desajuste que deslice la media hacia 606, ¿Cuál es la probabilidad de que el nuevo gráfico ( X , S ) lo detecte en la primera muestra subsecuente?. Solución: c) p = 2,87 % Cp = 1,27 Cpk = 0,63 d) 0.6517

Graficas de Control Angel F Arvelo
36
4º) La profundidad de una ranura es una importante característica de calidad en una pieza. Del proceso se toman cada día muestras de tamaño 5 cada una. La tabla siguiente resume los resultados obtenidos con 20 muestras:
Muestra N° Media Rango Muestra N° Media Rango 1 139.7 1.1 11 138.4 0.8 2 139.8 1.4 12 138.5 0.9 3 140.0 1.3 13 137.9 1.2 4 140.1 1.6 14 138.5 1.1 5 139.8 0.9 15 140.8 1.0 6 139.9 1.0 16 140.5 1.3 7 139.7 1.4 17 139.4 1.4 8 140.2 1.2 18 139.9 1.0 9 139.3 1.1 19 137.5 1.5
10 140.7 1.0 20 139.2 1.3
X = 139.49 ; R = 1.175 a) Calcule los límites de control para la gráfica ( X , R) , y analice si el proceso
ha estado bajo control estadístico durante este lapso. b) De ocurrir un deslizamiento en la media del proceso hacia 139.00 , ¿ cuál
es la probabilidad de detectarlo, a lo más en la segunda muestra después de ocurrido?.
c) Suponga que las especificaciones son 140 ± 2. Estime el porcentaje de piezas fuera de especificación.
d) Estime los índices de capacidad del proceso, y haga las recomendaciones que considere conveniente.
Solución: b) 0,3653 , c) 0,16% d) Cp = 1,32 Cpk = 0,98
5°) Para elaborar un gráfico de control ( X , R ) se tomaron 30 muestras cada una de tamaño 4 , de una soldadura por puntos . Se midió la resistencia al esfuerzo cortante, y para cada una de las 30 muestras se calculó su media y
su rango , encontrándose : Xii
i
=
=
∑1
30= 15450 N , Ri
i
i
=
=
∑1
30 = 1206N.
Suponiendo que el proceso está bajo control, determine: a) Los límites para el gráfico ( X , R ). b) Si la especificación establece que la resistencia mínima de la soldadura por puntos es de 400 N. ¿ Qué porcentaje de las soldaduras cumple con esa especificación mínima ? . c) Analice si el proceso es capaz de cumplir con esta especificación. Calcule su coeficiente de capacidad Cpk. Solución: c) Cpk = 1,96 6°) Una empresa industrial suministra la siguiente información, con relación a un proceso de producción bajo control estadístico: Especificaciones: 50.00 ± 0.30 . Cp = 0.80 CpU = 0.40 CpL=1.20 Cpk= 0.40 Al hacer una auditoría se detecta que las especificaciones estaban mal calculadas, y que las correctas son: 50.00 ± 0.48. Estime en cuanto se reduce el porcentaje de piezas fuera de especificación como consecuencia de esta ampliación en las especificaciones, recalcule los

Graficas de Control Angel F Arvelo
37
nuevos índices de capacidad, y haga las recomendaciones que considere convenientes. Solución: Cp = 1,28 Cpk = 0,88 . p se reduce a 0,41% 7°) Se quiere construir un gráfico de control ( X , R ) para una importante característica de calidad. Se toman del proceso de producción, 40 subgrupos racionales de tamaño 4 a intervalos regulares de tiempo, y a cada uno se le calcula su media X y su rango R.
El resumen de los resultados obtenidos es: Xii
i
=
=
∑ =1
40
708 Rii
i
=
=
∑ =1
40
11120,
a) Encuentre los límites de control para el gráfico (X , R ). b) Suponga que todos los puntos en ambas gráficas caen entre los límites de control ,y que luego ocurre un desajuste que provoca un deslizamiento en la media del proceso en 1 unidad hacia la izquierda, ¿cuál es la probabilidad de que el gráfico de control para X detecte este corrimiento, a más tardar en la cuarta muestra subsiguiente?. c) Si las especificaciones son 17,50 ± 2,50 , estime el porcentaje de piezas defectuosas que actualmente fabrica el proceso, calcule los índices de capacidad Cp y Cpk , y diga sus conclusión acerca de la capacidad del proceso , para producir artículos conformes a estas especificaciones . Solución: b) 0,2292 , c) 6,74% d) Cp = 0,6173 Cpk = 0,5679 8º) Se quiere construir un gráfico “NP” para controlar la fracción de piezas no conformes en un proceso, y para ello se toman 50 subgrupos de tamaño 200 cada uno. a) Si en esos 50 subgrupos se encontraron en total 350 piezas no conformes, determine los límites probabilísticos al 99% para el gráfico “NP”. b) Suponiendo que el proceso se encuentra bajo control con los límites calculados anteriormente, y que ocurre un desajuste que eleva la fracción no conforme a 8 %, ¿cuál es la probabilidad de detectarlo después de la tercera muestra subsecuente?. c) ¿Cuál debería ser el tamaño del subgrupo?, para que un cambio en la fracción disconforme hacia 8% , sea detectado con probabilidad 0.99 Solución: a)1 y 14 b) 0,0465 c) 691 9º) Un gráfico de control para el número de disconformidades, presenta los
siguientes límites de control: L.S.C 21,00Central 15,40L.I.C 9,80
= = =
a) Analice si este gráfico esta correctamente construido bajo el criterio tres-sigma, y en caso de no estarlo, determine cuales deberían ser los límites de control.
b) Si se utilizara el criterio probabilístico, ¿Cuál serían los límites de control?)
c) De ocurrir un desajuste que ocasione un incremento en el número promedio de disconformidades hacia 19,8, ¿Cuál es la probabilidad de

Graficas de Control Angel F Arvelo
38
que el gráfico de control construido con criterio tres-sigma lo detecte después de la cuarta muestra subsecuente?.
Solución: a) 4 y 27 b) 7 y 26 c) 0,8228 10º) Un fabricante quiere establecer un diagrama de control para el número de disconformidades, en la estación de inspección final de un calentador de gas para agua. Se verifican los defectos en la fabricación y calidad de aspecto. En los últimos 22 días laborables se revisaron 176 calentadores y se encontraron 924 disconformidades.
a) Utilizando dos calentadores como unidad de inspección, encuentre con criterio 3 sigma los límites de control y la línea central para el número de disconformidades
b) ¿Cuál la probabilidad del error tipo I en el gráfico de control anterior?. Solución: a) 1 y 20 b) 0,00283
EJERCICIOS SOBRE MUESTREO PARA LA ACEPTACION
Profesor: Angel Francisco Arvelo L Texto: Control Estadístico de la Calidad Douglas Montgomery Editorial Limusa Wiley, 3ª Edición
584166357636 ; [email protected]
Ejercicios de Revisión Capítulos 14 y 15: Los siguientes ejercicios complementan a los que se encuentran en los referidos capítulos del texto.
1°) Lotes de tamaño 100 fabricados por un proveedor nuevo, van a ser examinado con un plan de muestreo simple para la aceptación por atributos. El AQL convenido es de 1.5% a) ¿Cuál es el plan sugerido por la Norma MIL STD 105 D, utilizando un nivel general de inspección II. ?. b) ¿Cuál es el riesgo del productor para este plan?. c) Suponga que bajo la vigencia de este plan, las muestras de los últimos 10 lotes examinados han arrojado el siguiente número de defectuosas: 0 0 0 1 0 0 0 1 1 1 Aplique los criterios establecidos en la norma MIL STD 105 D, para decidir bajo qué tipo de inspección debe ser examinado el próximo lote. Solución: a) n = 32 c = 1 b) 0,0830 c) Normal 2°) A un proveedor de larga trayectoria se le ha venido aplicando muestreo simple con Inspección Reducida y nivel general de inspección II. , según lo establecido en la norma MILSTD 105D . Este proveedor envía su producto en lotes de tamaño 120 y el AQL exigido es de 1,5% a) ¿Cuál es el riesgo del productor para este plan ?.

Graficas de Control Angel F Arvelo
39
b) Si el proveedor envía un lote con 3% de defectuosos, ¿Cuál es la probabilidad de que apruebe la inspección, pero el próximo lote deba ser examinado bajo Inspección Normal? Solución: a) 0,0157 b) 0,2706 3°) Se quiere diseñar un plan de muestreo simple para la aceptación, para un producto cuyo AQL = 1% y cuyo LTPD = 5%, con un riesgo del productor de 0,05 y un riesgo de consumidor de 0,01. a) Encuentre el plan de muestreo simple correspondiente. b) Con el plan de muestreo anterior, ¿cuál es la probabilidad de que un lote con 2% de defectuosos, apruebe la inspección. Solución: a) n = 281 c = 5 b) 0,48 aproximadamente 4o) Un primer lote de tamaño 4000 fabricado por un proveedor nuevo, va a ser sometido a un plan de muestreo para la aceptación. El AQL convenido es de 0,15 %, mientras que el LTPD es de 1%. Las especificaciones exigidas para el producto son 80.00 ± 0.50 a) Si se decide un plan simple por atributos, ¿cuál es el plan sugerido por la Norma MIL STD 105 D, utilizando un nivel general de inspección II. ?. b) ¿Cuál es el riesgo del productor para este plan simple?. Escriba la expresión exacta, y luego aproxímela. c) Si se decide un plan doble por atributos, ¿cuál es el plan sugerido por la Norma MIL STD 105 D, utilizando este mismo nivel general de inspección II? d) ¿Cuál es el riesgo del consumidor para este plan doble?. e) Suponga que Ud. considera que estos riesgos no resultan convenientes, y Ud. quisiera que fuesen de 0,05 para el productor, y de 0,10 para el consumidor. e.1) Diseñe el plan de muestreo simple correspondiente. e.2) Diseñe el plan de muestreo doble correspondiente, con n2 = 2 n1. f) Si se decide un plan por variables, ¿cuál es el plan sugerido por la Norma MIL STD 414 bajo el nivel de inspección IV? g) Si la muestra sugerida en f), arroja: X = 79,80, S = 0,16. ¿ Qué decisión debe tomarse respecto al lote ? Solución: a) n=315 Ac=1 Re=2 b) 0,0819 c) n1=n2=200 , Ac1=0 Re1= 2 Ac2=1 Re2= 2 d) 0,1702 e.1) n=507 c= 2 e.2) n1 = 400 n2 = 800 c1 = 1 c2=3 f) n= 50 M= 0,503 g) Rechazar el lote 5°) A un proveedor nuevo se le va a examinar el primer lote que envía, a nivel general de inspección II, según lo establecido en la norma MIL STD 105 E . Este proveedor envía su producto en lotes de tamaño 2500 y el AQL convenido es de 0,25%, mientras que el LTPD es del 1,5% a) ¿Cuál es el plan simple sugerido? . b) Calcule el riesgo del productor y el del consumidor, para este plan. c) Suponga que Ud. considera que estos niveles de riesgo son muy altos, y Ud. quisiera reducirlos a 0,05 para el productor, y a 0,10 para el consumidor aplicando un plan de muestreo doble con n2 = 2 n1. ¿Cuál debería ser el plan doble? d) ¿Cual es la probabilidad de que un lote con 1% de defectuosos apruebe la inspección con este plan de muestreo doble?

Graficas de Control Angel F Arvelo
40
e) Suponga que las especificaciones para este producto exigen 10.00 ± 0.08, y Ud. decide un plan por variables en lugar de uno por atributos, con Nivel General III, ¿cuál es el plan sugerido por la Norma MIL STD 414 f) Si la muestra sugerida en e) , arroja: X = 10,04 , S = 0,02 . ¿ Qué decisión debe tomarse respecto al lote ? Solución: a) n= 200 c=1 b) α= 0,09 β= 0,1969 c) n1= 240 c1= 1 n2= 480 c2= 3 e) n=30 M=0,879 f) Rechazar el lote 6º) Un lote de tamaño 5000 va a ser examinado para la aceptación con el plan simple n= 25, c= 1 e inspección rectificadora. Escriba la ecuación que permite determinar el AOQL para este plan, y explique el procedimiento para encontrarlo Solución: (1-p)2 + 26p (1-p) – 600p2 = 0 Al despejar p= AOQL 7°) Lotes de tamaño 700 provienen de un proceso que tiene un porcentaje promedio estimado del 0,15 % de defectuosos, y van a ser sometidos a un plan de muestreo doble por atributos, con inspección rectificadora. Se quiere que en caso de llegar un lote con 1% de defectuosos, su probabilidad de aceptación sea de apenas 0,10 a) ¿Cual es el plan de muestreo recomendado, para minimizar la inspección total media? b) Con este plan, ¿qué garantía se le podría ofrecer al consumidor, sobre el porcentaje promedio de defectuosas que recibirá?
c) Suponga que ocurre un desajuste, y el porcentaje promedio de defectuosos del proceso cambia a 0,7%. Para esta nueva situación:
• Encuentre la inspección total media • Verifique que a pesar del desajuste se sigue cumpliendo con lo
garantizado. Solución: a) n1 = 235 c1=0 n2= 125 c2= 1 b) AOQL = 0,16% c) ATI = 565,75 8°) Un proveedor que estaba siendo inspeccionado bajo Inspección Normal acaba de ser pasado a Inspección Estricta. Los lotes enviados por este proveedor son de tamaño 1.000, y el AQL convenido es de 0,65 % , a) Si se decide un plan por atributos, con muestreo simple ¿cuál es el plan sugerido por la Norma MIL STD 105 E, utilizando un nivel general de inspección II? b) Bajo la vigencia de este plan, y suponiendo que el proveedor está cumpliendo con el AQL convenido, ¿cuál es la probabilidad de que después de habérsele examinado los cinco lotes subsiguientes, aún deba permanecer bajo Inspección Estricta ?. c) Si se decide un plan por variables, y las especificaciones establecen que la pieza debe medir 40.00 ± 0.10 , ¿cuál es el plan sugerido por la Norma MIL STD 414 para Inspección Estricta, con un nivel general IV? d) Si la muestra sugerida en c) , arroja: X = 40,01 , S = 0,04 . ¿ Qué decisión debe tomarse respecto al lote ? . Solución: a) n= 125 c=1 b) 0,6630 c) n=35 M= 1,23 d) Aceptar el lote

Graficas de Control Angel F Arvelo
41