
Herramientas LEAN
32
Sistemas de Manufactura Herramientas de Lean Manufacturing Ingeniería Industrial P R E S E N T A: Alejandro Ortega Osornio SEP SNEST DGEST INSTITUTO TECNOLÓGICO DE TOLUCA
-
Upload
alejandro-ortega-osornio -
Category
Documents
-
view
226 -
download
1
Transcript of Herramientas LEAN

Metepec, Estado de México a 08 de Abril de 2014.
Sistemas de Manufactura
Herramientas de Lean Manufacturing
Ingeniería Industrial
P R E S E N T A:
Alejandro Ortega Osornio
INSTITUTO TECNOLÓGICO DE TOLUCA
DGESTSNESTSEP

Índice
Introducción………………………………………………………p.25S………………………………………………………………….p.3Administración visual……………………………………………p.4Just in Time………………………………………………………p.5KanBan……………………………………………………………p.7Andon……………………………………………………………..p.10Heijunka…………………………………………………………..p.11Jidoka……………………………………………………………..p.13TPM……………………………………………………………….p.14SPW……………………………………………………………….p.16SMED……………………………………………………………..p.17Poka Yoke………………………………………………………..p.18VSM……………………………………………………………….p.20Conclusión………………………………………………………..p.22Bibliografía………………………………………………………..p.22
1
Introducción
Lean manufacturing es una filosofía de gestión enfocada a la reducción de los ocho tipos de “desperdicios” (sobreproducción, tiempo de espera, transporte, exceso de procesado, inventario, movimiento y defectos, Potencial humano sub-utilizado) en productos manufacturados. Eliminando el despilfarro, la calidad mejora y el tiempo de producción y el costo, se reducen. Las herramientas “lean” (en inglés, “sin grasa” o “ágil”) incluyen procesos continuos de análisis (Kaizen), producción “pull” (en el sentido de Kanban), y elementos y procesos “a prueba de fallos” (poka yoke).
En esta imagen se muestran las herramientas que son pilares para el buen funcionamiento de la filosofía lean, a continuación se explican de forma detallada.
2

5S
Creador y año Definición
Se inició en Toyota en los años 1960 por Hiroyuki Hirano
Es una práctica de Calidad referida al “Mantenimiento Integral” de la empresa, no sólo de maquinaria, equipo e infraestructura sino del mantenimiento del entorno de trabajo por parte de todos.
Desarrollo
Es una técnica que se aplica en todo el mundo con excelentes resultados por su sencillez y efectividad. Su aplicación mejora los niveles de (Calidad, Eliminación y Reducción de Costos de Tiempos Muertos). Las cinco s son:
Seiri (seleccionar): Reducción de necesidades de espacio, stock, almacenamiento, transporte y seguros. Evita la compra de materiales no necesarios y su deterioro. Aumenta la productividad de las máquinas y personas implicadas
Seiton (orden): La organización es el estudio de la eficacia. Cada cosa debe tener un único, y exclusivo lugar donde debe encontrarse antes de su uso, y después de utilizarlo debe volver a él.
Seiso (limpieza): La limpieza la debemos hacer todos, es importante que cada uno tenga asignada una pequeña zona de su lugar de trabajo que deberá tener siempre limpia bajo su responsabilidad.
Seiketsu (estandarizar): Consiste en grupo de responsables que realiza periódicamente una serie de visitas a toda la empresa y detecta aquellos puntos que necesitan de mejora. Decir lo que haces y hacer lo que dices aplicando los códigos de colores.
Shitsuke (disciplina): En suma se trata de la mejora alcanzada con las 4 S anteriores se convierta en una rutina, en una práctica más de nuestros quehaceres. Es el crecimiento a nivel humano y personal a nivel de autodisciplina y autosatisfacción.
Ventajas Desventajas
La implantación de las 5S se basa en el trabajo en equipo.
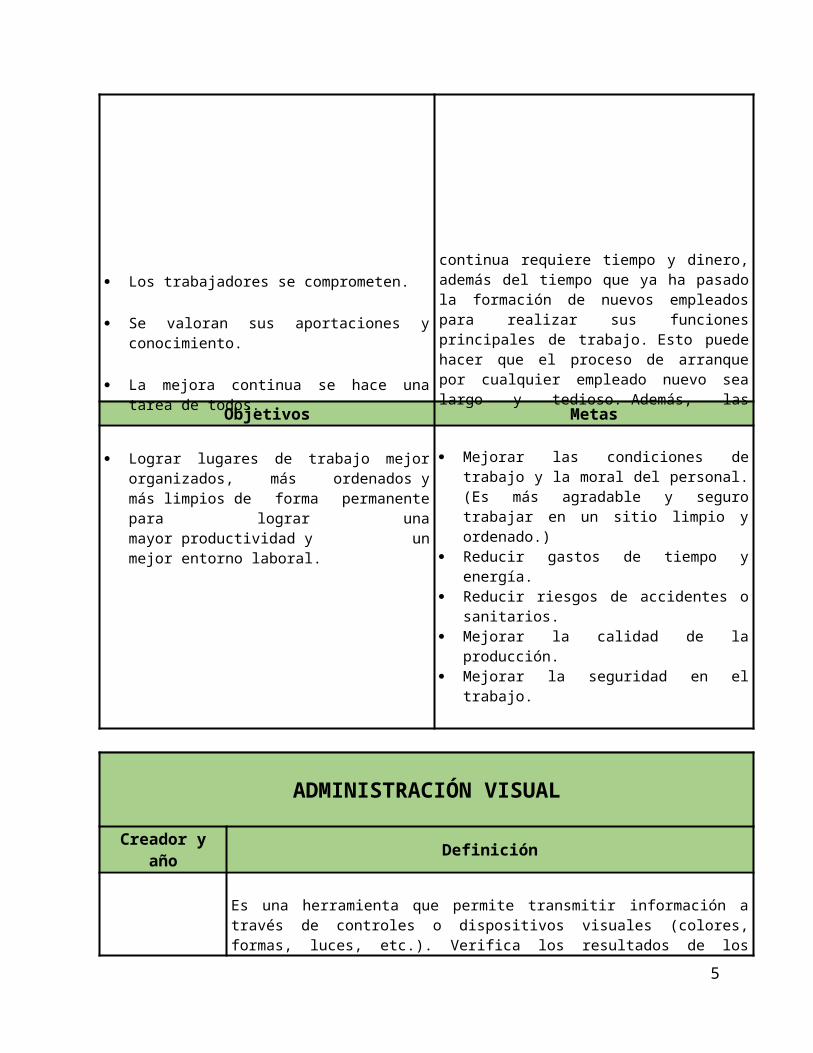
Los trabajadores se comprometen.
Se valoran sus aportaciones y conocimiento.
La mejora continua se hace una tarea de todos.
Capacitar a los empleados para trabajar en un entorno de mejora continua requiere tiempo y dinero, además del tiempo que ya ha pasado la formación de nuevos empleados para realizar sus funciones principales de trabajo. Esto puede hacer que el proceso de arranque por cualquier empleado nuevo sea largo y tedioso. Además, las empresas que siempre están buscando maneras de mejorar corren el riesgo de cambiar partes de su negocio que realmente funcionan bien.
Objetivos Metas
3

Lograr lugares de trabajo mejor organizados, más ordenados y más limpios de forma permanente para lograr una mayor productividad y un mejor entorno laboral.
Mejorar las condiciones de trabajo y la moral del personal. (Es más agradable y seguro trabajar en un sitio limpio y ordenado.)
Reducir gastos de tiempo y energía. Reducir riesgos de accidentes o sanitarios. Mejorar la calidad de la producción. Mejorar la seguridad en el trabajo.
ADMINISTRACIÓN VISUAL
Creador y año Definición
Es una herramienta que permite transmitir información a través de controles o dispositivos visuales (colores, formas, luces, etc.). Verifica los resultados de los procesos diariamente.
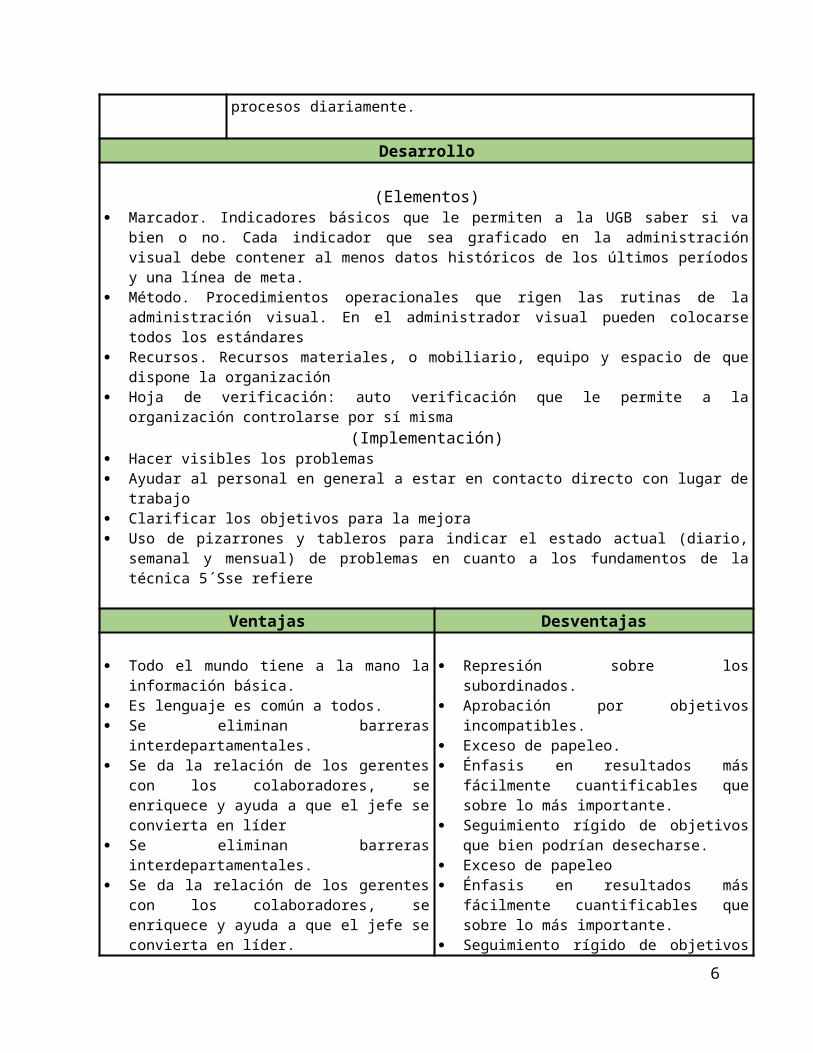
Desarrollo
(Elementos) Marcador. Indicadores básicos que le permiten a la UGB saber si va bien o no. Cada indicador
que sea graficado en la administración visual debe contener al menos datos históricos de los últimos períodos y una línea de meta.
Método. Procedimientos operacionales que rigen las rutinas de la administración visual. En el administrador visual pueden colocarse todos los estándares
Recursos. Recursos materiales, o mobiliario, equipo y espacio de que dispone la organización Hoja de verificación: auto verificación que le permite a la organización controlarse por sí misma
(Implementación) Hacer visibles los problemas Ayudar al personal en general a estar en contacto directo con lugar de trabajo Clarificar los objetivos para la mejora Uso de pizarrones y tableros para indicar el estado actual (diario, semanal y mensual) de
problemas en cuanto a los fundamentos de la técnica 5´Sse refiere
Ventajas Desventajas
Todo el mundo tiene a la mano la información básica.
Es lenguaje es común a todos. Se eliminan barreras interdepartamentales. Se da la relación de los gerentes con los
colaboradores, se enriquece y ayuda a que el jefe se convierta en líder
Se eliminan barreras interdepartamentales. Se da la relación de los gerentes con los
Represión sobre los subordinados. Aprobación por objetivos incompatibles. Exceso de papeleo. Énfasis en resultados más fácilmente
cuantificables que sobre lo más importante. Seguimiento rígido de objetivos que bien
podrían desecharse. Exceso de papeleo Énfasis en resultados más fácilmente
4
colaboradores, se enriquece y ayuda a que el jefe se convierta en líder.
cuantificables que sobre lo más importante. Seguimiento rígido de objetivos que bien
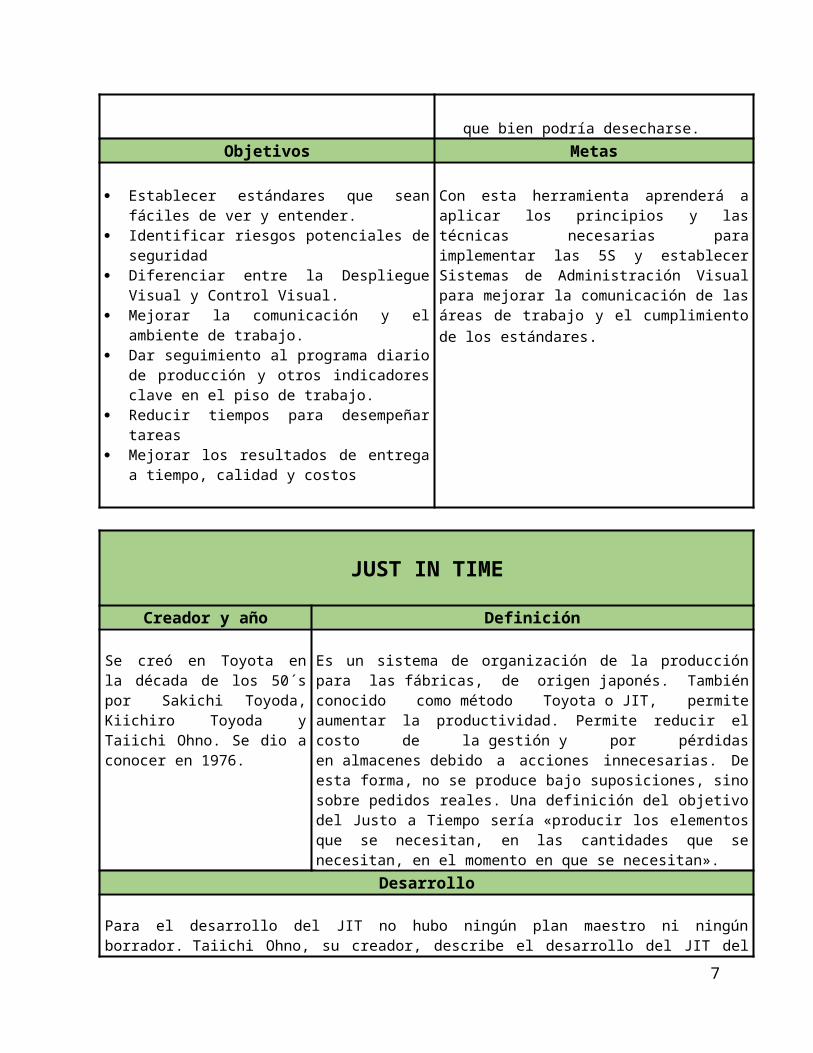
Objetivos Metas
Establecer estándares que sean fáciles de ver y entender.
Identificar riesgos potenciales de seguridad Diferenciar entre la Despliegue Visual y
Control Visual. Mejorar la comunicación y el ambiente de
trabajo. Dar seguimiento al programa diario de
producción y otros indicadores clave en el piso de trabajo.
Reducir tiempos para desempeñar tareas Mejorar los resultados de entrega a tiempo,
calidad y costos
Con esta herramienta aprenderá a aplicar los principios y las técnicas necesarias para implementar las 5S y establecer Sistemas de Administración Visual para mejorar la comunicación de las áreas de trabajo y el cumplimiento de los estándares.
JUST IN TIME
Creador y año Definición
Se creó en Toyota en la década de los 50´s por Sakichi Toyoda, Kiichiro Toyoda y Taiichi Ohno. Se dio a conocer en 1976.
Es un sistema de organización de la producción para las fábricas, de origen japonés. También conocido como método Toyota o JIT, permite aumentar la productividad. Permite reducir el costo de la gestión y por pérdidas en almacenes debido a acciones innecesarias. De esta forma, no se produce bajo suposiciones, sino sobre pedidos reales. Una definición del objetivo del Justo a Tiempo sería «producir los elementos que se necesitan, en las cantidades que se necesitan, en el momento en que se necesitan».
Desarrollo
Para el desarrollo del JIT no hubo ningún plan maestro ni ningún borrador. Taiichi Ohno, su creador, describe el desarrollo del JIT del siguiente modo: "Al intentar aplicarlo, se pusieron de manifiesto una serie de problemas. A medida que estos se aclaraban, me indicaban la dirección del siguiente movimiento. Creo que sólo mirando hacia atrás, somos capaces de entender cómo finalmente las piezas terminaron encajando". Pasos para lograr el JIT.1.- diseño del flujo del proceso2.- control total de la calidad3.- estabilizar el programa4.- emplear el kanban5.- trabajo con proveedores
5
6.- reducir inventarios7.- mejorar el diseño del producto
Los Elementos de Justo a Tiempo (JAT)Justo a Tiempo (JAT) necesita 3 elementos mayores: personas, la planta, y el sistema. 1) las
Ventajas Desventajas
Reduce los niveles de inventarios necesarios en todos los pasos de la línea productiva y, como consecuencia, los costos de mantener inventarios más altos, costos de compras, de financiación de las compras y de almacenaje.
Minimiza pérdidas por causa de suministros obsoletos.
Permite (exige) el desarrollo de una relación más cercana con los suministradores.
Esta mejor relación facilita acordar compras aseguradas a lo largo del año, que permitirán a los suministradores planearse mejor y ofrecer mejores precios.
El sistema es más flexible y permite cambios más rápidos.
El peligro de problemas, retrasos y de suspensiones por falta de suministros, que pueden causar retrasos y suspensiones de la línea productiva e impactar los gastos negativamente.
Limita la posibilidad de reducción de precios de compra si las compras son de bajas cantidades aunque, dependiendo de la relación con el suministrador, esta desventaja se puede mitigar.
Aumenta el switching cost, el coste de cambiar de suministrador.
Objetivos Metas
Los objetivos del Just-in-Time suelen resumirse en la denominada “Teoría de los Cinco Ceros”, siendo estos: * Cero tiempo al mercado. * Cero defectos en los productos. *Cero pérdidas de tiempo. *Cero papel de trabajo. *Cero stock. A los que suele agregarse un sexto “Cero”: * Cero accidentes.El sistema Just-in-Time tiene cuatro objetivos esenciales que son:
Atacar los problemas fundamentales. Eliminar despilfarros. Buscar la simplicidad. Diseñar sistemas para identificar problemas
JUST IN TIME tiene como metas principales el logro de:
Ceros Defectos.- Las empresas que tienen un método tradicional de producción es decir, un método en el cual el desperdicio se ve como algo normal, piensan que lograr un proceso de producción con cero defectos es casi imposible y algo que no es necesario. Ceros Inventarios.- Los inventarios, incluso el trabajo en progreso, tienen que ser reducidos para poner a cero inventarios.
Eliminar actividades que no produzcan un valor adicional a nuestro producto. (No necesarias).
6
Aumentar la habilidad de la organización para competir con otros y permanecer siempre en la carrera para ser competitivo
La eficacia creciente dentro del proceso de la producción. Se obtiene
KANBAN
Creador y año Definición
Fue creado en 1947 por Taiichi Ohno. Pero se implementó hasta 1958.
Es una herramienta que permite transmitir información a través de controles o dispositivos visuales (colores, formas, luces, etc.). Verifica los resultados de los procesos diariamente.
Desarrollo
La etiqueta KANBAN contiene información que sirve como orden de trabajo, ésta es su función
principal, en otras palabras es un dispositivo de dirección automático que nos da información
acerca de qué se va a producir, en qué cantidad, mediante qué medios y cómo trasportarlo.
Implementación de KANBAN en cuatro fases:
Fase 1. Entrenar a todo el personal en los principios de KANBAN, y los beneficios de usar
KANBAN.
Fase 2. Implementar KANBAN en aquellos componentes con más problemas para facilitar su
manufactura y para resaltar los problemas escondidos. El entrenamiento con el personal continúa
en la línea de producción.
Fase 3. Implementar KANBAN en el resto de los componentes, esto no debe ser problema ya que
para esto los operadores ya han visto las ventajas de KANBAN, se deben tomar en cuenta todas
las opiniones de los operadores ya que ellos son los que mejor conocen el sistema. Es importante
7
informarles cuando se va estar trabajando en su área.
Fase 4. Esta fase consiste de la revisión del sistema KANBAN, los puntos de reorden y los niveles
de reorden, es importante tomar en cuenta las siguientes recomendaciones para el funcionamiento
correcto de KANBAN:
• Ningún trabajo debe ser hecho fuera de secuencia.
• Si se encuentra algún problema notificar al supervisor inmediatamente.
Son dos las funciones principales de KANBAN:
* control de la producción: Por control de la producción se entiende la integración de los
diferentes procesos y el desarrollo de un sistema JIT, en la cual los materiales llegarán en el
tiempo y calidad requerida en las diferentes etapas de la fabricación, incluso de ser posible
incluyendo a los proveedores.
* mejora de los procesos: se entiende facilitar la optimización en las diferentes actividades de la
empresa mediante el uso de KANBAN, esto se hace mediante técnicas de ingeniería con la
consecuente reducción de los niveles de inventario.
El sistema Kanban funciona bajo ciertos principios, que son los que a continuación se enumeran:
1.- Eliminación de desperdicios.
2.- Mejora continua
3.- Participación plena del personal
4.- Flexibilidad de la mano de obra.
5.- Organización y visibilidad
Regalas para la implementación de kanban, son las siguientes:
REGLA 1: No se debe mandar material defectuoso a los procesos subsiguientes
REGLA 2: Los procesos subsiguientes requerirán sólo lo que es necesario
REGLA 3: Procesar solamente la cantidad exacta requerida por el proceso subsiguiente
REGLA 4: Balancear la producción
8
REGLA 5: Tener en cuenta que KANBAN es un medio para evitar especulaciones
REGLA 6: Estabilizar y racionalizar el proceso
Tipos de Kanban* Kanban de producción: Contiene la orden de producción
Ventajas Desventajas
1.- Aumenta la flexibilidad de los procesos de producción y transporte.2.- Si se usa un sistema informatizado, permite conocer la situación de todos los ítems en cada momento y dar instrucciones basadas en las condiciones actuales de cada área de trabajo.3.- Prevenir el trabajo innecesario y prevenir el exceso de papeleo innecesario.Ventajas en las operaciones logísticas:1.- Mejor control del stock de material.2.- Posibilidad de priorizar la producción: el tipo de producto con más importancia o urgencia se pone primero que los demás. 3.-Se facilita el control de material. Se da la relación de los gerentes con los colaboradores, se enriquece y ayuda a que el jefe se convierta en líder.
-El sistema no tiene ninguna anticipación en caso de fluctuaciones muy grandes e imprevisibles en la demanda. - Es difícil de imponerles este método a los proveedores. - Las aplicaciones son limitadas (solamente para una producción continua o repetitiva). El método KANBAN es aplicable a producciones de tipo "masa" para las cuales el número de referencias no es muy elevado, y la petición es regular o a reducidas variaciones. - Reducir el número de Kanban sin aportar de mejoramientos radicales al sistema de producción, arrastrará retrasos de entrega y de espera entre operaciones y en consecuencia, pérdidas importantes.
Objetivos Metas
Poder empezar cualquier operación estándar en cualquier momento.• Dar instrucciones basadas en las condiciones actuales del área de trabajo.• Prevenir que se agregue trabajo innecesario a aquellas órdenes ya empezadas y prevenir el exceso de papeleo innecesario.Otra función de KANBAN es la de movimiento de material, la etiqueta KANBAN se debe mover junto con el material:• Priorizar la producción. EL KANBAN con más importancia se pone primero que los demás.• Facilitar el control del material.
1. Optimizar el proceso existente2. Entregar con Alta Calidad.3. Mejorar la predictibilidad de nuestros tiempos de entrega.4. Mejorar la satisfacción del equipo5. Generar “tiempo-libre” para posibilitar la innovación6. Simplificar la priorización de los trabajos7. Proporcionar transparencia sobre el proceso y su funcionamiento8. Creación de una cultura de mejora continua
9

ANDON
Creador y año Definición
Es un sistema utilizado para alertar de problemas en un proceso de producción. Da al operario o a la máquina automatizada la capacidad de detener la producción al encontrarse un defecto y de continuarla cuando se soluciona. Motivos comunes para el uso de la señal Andón pueden ser falta de material, defecto creado o encontrado, mal funcionamiento del utillaje o la aparición de un problema de seguridad.
Desarrollo
La complejidad de un sistema Andón puede ser variable. La forma más simplificada es la de una columna de luces de varios colores. Una de ellas representa el estado OK en el que la producción transcurre de forma normal, respetando la cadencia de producción estándar y sin problemas de calidad, seguridad... Las otras representan cada una de las categorías de fallo que se quieran identificar y se encienden cuando se produzca un fallo de la categoría correspondiente. Un ejemplo de distribución de luces puede ser como sigue.
Blanco.- Producción normal
Rojo.- Problema de Calidad
Ámbar.- Falta de material
Azul.- Problema con el utillaje o la máquina
Sus 4 pasos:
1.- detectar la anormalidad.
2.- parar.
3.- fijar o corregir la condición anormal.
4.- investigar la causa raíz e instalar las contramedidas.Ventajas Desventajas
No funciona si no se usa de manera constante
10
Fácil Instalación en horas. Se pueden crear mensajes personalizados. Es posible conectar salidas a bocinas y
balizas. El ANDON se combina perfectamente con
Información de Productividad y Eficiencia. También puede desplegar información de
Recursos Humanos y de otros departamentos (Días sin accidentes, bienvenidas,
y sistemática, de manera que todos los involucrados de la producción se integren para una resolución más rápida de problemas.
No es efectivo para planta en el cual los procesos de manufactura o producción no es continuo o constante.
Objetivos Metas
Hacer visibles los problemas.
Ayudar tanto a los trabajadores como supervisores a permanecer en contacto directo con la realidad del gemba.
Motivar al personal a resolver los problemas sobre la marcha.
El monitoreo de eventos de producción El seguimiento de tiempos de paro El monitoreo, en tiempo real, de la
velocidad de producción La necesidad de propagación de Alarmas,
vía correo u otros medios automáticos El conteo de unidades producidas y de
Scrap por orden de producción El despliegue de indicadores de
productividad en la línea de producción en forma automática
HEIJUNKA
Creador y año Definición
Es una palabra japonesa que designa el alisamiento del programa de producción por el volumen y el mix de productos fabricados durante un tiempo dado. Permite amortiguar las variaciones de la demanda comercial produciendo, por pequeños lotes, varios modelos diferentes en la misma línea de producción.
11
Desarrollo
Con este sistema, los productos no se fabrican directamente según las necesidades de los clientes. La cartera de pedidos de un periodo dado esta alisada para poder fabricar cada día la misma cantidad y el mismo mix de productos.Procedimiento para implementar heijunka:1.- calcular el tiempo takt2.- calcular el pitch para la caja heijunka3.- crear la caja física heijunka4.- establecer el ritmo de producción
Ventajas Desventajas
1. se manejan lotes reducidos (espacios reducidos, mejora de la calidad)
2. uso de los recursos equilibrado3. alta capacidad de reacción (alta capacidad de
adaptarse a variaciones repentinas de la demanda)
Implica la necesidad de realizar cambios rápidos de referencia (SMED), gran flexibilidad en los medios de producción y polivalencia por parte del personal para poder fabricar distintas referencias.
Objetivos Metas
su objetivo principal consta en que en lugar de fabricar lotes grandes de un modelo después de otro, se debe producir lotes pequeños de muchos modelos en periodos cortos de tiempo.
Requiere de tiempo de cambio rápido, con pequeños lotes de piezas buenas entregadas con mayor frecuencia asegurando calidad en cada producto.
Reducir niveles de inventario y a producir en orden la demanda del cliente.
Tener la producción debidamente nivelada, para lograr una mejor calidad y sobre todo la satisfacción del cliente.
12
JIDOKA
Creador y año Definición
Taiichi Ohno a inicios de 1990.
Es un término japonés que en la metodología lean manufacturing significa 'automatización con un toque humano'. Jidoka permite que el proceso tenga su propio autocontrol de calidad. Si existe una anomalía durante el proceso, este se detendrá ya sea automática o manualmente, impidiendo que las piezas defectuosas avancen en el proceso.
Desarrollo
Jidoka no funcionaría solo con el simple hecho de detectar una anomalía y parar la línea, Jidoka es algo más, es corregir la condición anormal e investigar la causa raíz para eliminarla para siempre. Por lo que una buena ejecución de Jidoka consta de cuatro pasos: 1. Detectar la anormalidad. 2. Parar. 3. Fijar o corregir la condición anormal. 4. Investigar la causa raíz e instale las contramedidas.
Ventajas Desventajas
1.- Con Jidoka los temibles departamentos de control de calidad ya no son necesarios, porque la calidad no es responsabilidad de un único departamento, sino de todos los trabajadores de la empresa.2. permite que cada proceso tenga su propio autocontrol de calidad, no funciona solo corrigiendo una irregularidad sino que la corrige e investiga la, para así disminuir desperdicios. 3. Si localizas el problema se logran detectar tanto en los procesos intervenidos por maquinas o personas el foco de fallo.4. Este sistema en gran medida evita el paro de la fábrica completa.5. Reduce los costos, ya que evita que se continúe procesando un producto defectuoso
Al momento de implementar Jidoka, se puede llegar a parar una línea entera de producción.
1. Al tener un control de calidad más automatizado podría generar despido de personal.
2. Después de haber hecho este cambio en la empresa existe la posibilidad de que los operarios se resistan a cambiar su método de trabajo.
3. Se requiere invertir dinero en cualificar a los trabajadores, y a veces resulta más económico subcontratar.
4. El implementar este sistema puede generar altos costos para la empresa, entre los que se puede mencionar: costos de despidos de personal, capacitaciones, cambios en la
13
infraestructura, entre otros.Objetivos Metas
Calidad asegurando 100% del tiempo Averías de equipo previniendo Mano de obra usando eficazmente
Autocorrección en las metas
TPM
Creador y año Definición
Surgió en Japón gracias a los esfuerzos del Japan Institute of Plant Maintenance (JIPM), Seiichi Nakajima (1970)Se usaba en Nippondenso, una fábrica de elementos eléctricos automotrices
“Mantenimiento productivo total”. Es un sistema de organización donde la responsabilidad no recae sólo en el departamento de mantenimiento sino en toda la estructura de la empresa: "El buen funcionamiento de las máquinas o instalaciones depende y es responsabilidad de todos".
Desarrollo Fases de implementación:1. Preparación: Decisión de implementar TPM, Campaña de información, Formación de
comités, Análisis de las condiciones existentes, Planificación.2. Implantación: Capacitación, Monitoreo, Experiencia piloto, Aplicación de mantenimiento
autónomo, Implementación 5”s”, Aplicación de mantenimiento planificado.3. Evaluación: Análisis de resultados obtenidos4. Estandarización: Se estandarizan los resultados obtenidos y luego se da comienzo a un
nuevo proceso continuo de mejora en materia de fiabilidad y durabilidad.
La mejora de la efectividad se obtiene eliminando las ”Seis Grandes Pérdidas” que interfieren con la operación, a saber:
1. Fallos del equipo, que producen pérdidas de tiempo inesperadas. 2. Puesta a punto y ajustes de las máquinas que producen pérdidas de tiempo al iniciar una nueva operación u otra etapa de ella. Por ejemplo, al inicio en la mañana, al cambiar de lugar de trabajo, al cambiar una matriz o hacer un ajuste.3. Marchas en vacío, esperas y detenciones menores durante la operación normal que producen pérdidas de tiempo, ya sea por la operación de detectores, buzones llenos, obstrucciones en las vías, etc. 4. Velocidad de operación reducida, que produce pérdidas de tiempo al no obtenerse la velocidad de diseño del proceso. 5. Defectos en el proceso, que producen pérdidas de tiempo al tener que rehacer partes de él o reparar piezas defectuosas o completar actividades no terminadas.6. Pérdidas de tiempo propias de la puesta en marcha de un proceso nuevo, marcha blanca, periodo de prueba, etc.
14
Tipos de mantenimiento
* Mantenimiento Autónomo. Comprende la participación activa por parte de los operarios en el proceso de prevención a los efectos de evitar averías y deterioros en las máquinas y equipos. Tiene especial trascendencia la aplicación práctica de las Cinco "S". Una característica básica del TPM es que son los propios operarios de producción quieres llevan a término el mantenimiento autónomo, también denominado mantenimiento de primer nivel. Algunas de las tareas fundamentales son: limpieza, inspección, lubricación, aprietes y ajustes.* Aumento de la efectividad del equipo mediante la eliminación de averías y fallos. Se realiza mediante medidas de prevención vía rediseño-mejora o establecimiento de pautas para que no ocurran.* Mantenimiento Planificado. Implica generar un programa de mantenimiento por parte del departamento de mantenimiento. Constituye el conjunto sistemático de actividades programadas a los efectos de acercar progresivamente la planta productiva a los objetivos de: cero averías, cero defectos, cero despilfarros, cero accidentes y cero contaminación. Este conjunto de labores serán ejecutadas por personal especializado en mantenimiento.* Prevención de Mantenimiento. Mediante el desarrollo de ingeniería de los equipos, con el objetivo de reducir las probabilidades de averías, facilitar y reducir los costos de mantenimientos. Se trata pues de optimizar la gestión del mantenimiento de los equipos desde la concepción y diseño de los mismos, tratando de detectar los errores y problemas de funcionamiento que puedan producirse como consecuencia de fallos de concepción, diseño, desarrollo y construcción del equipo, instalación y pruebas del mismo hasta que se consiga el establecimiento de su operación normal con producción regular. El objetivo es lograr un equipo de fácil operación y mantenimiento,
Ventajas Desventajas
15
Al integrar a toda la organización un resultado final más enriquecido y participativo.
El concepto está unido con la idea de calidad total y mejora continua.
Cambio de cultura general. No puede ser introducido por imposición. La inversión en formación y cambios
generales en la organización es costosa. El proceso de implementación requiere de
varios años.
Objetivos Metas
El objetivo del mantenimiento de máquinas y equipos lo podemos definir cómo conseguir un determinado nivel de disponibilidad de producción en condiciones de calidad exigible, al mínimo coste y con el máximo de seguridad para el personal que las utiliza y mantiene.
Reducción de averías en los equipos. Reducción del tiempo de espera y de
preparación de los equipos. Utilización eficaz de los equipos existentes. Control de la precisión de las herramientas
y equipos. Promoción y conservación de los recursos
naturales y economía de energéticos. Formación y entrenamiento del personal
STW
Creador y año Definición
Los principios de Trabajo Estandarizado siguen de cerca el proceso de TWI el cual fue introducido en Japón después de la Segunda Guerra Mundial y el cual es la base del éxito de Toyota en mejora continua.
El Trabajo Estandarizado es una herramienta enfocada en personas con la idea de documentar funciones de trabajo efectuadas en secuencia repetida, que son acordadas, desarrolladas y mantenidas por cada miembro del equipo, ya sea en el piso de producción o dentro de algún centro de servicio y ambiente de oficinas administrativas.
Desarrollo
Al estandarizar las operaciones que establece la línea base para evaluar y administrar los procesos y evaluar sus desempeños lo cual será el fundamento de las mejoras. La documentación del trabajo estándar sirve para lo siguiente Asegura que la secuencia de las acciones del operador sea repetible. Apoya el control visual, creando así un ambiente para detectar anormalidad fácilmente. Ofrece una ayuda para comparar la documentación con los procesos actuales.Se utiliza desde que se obtiene información relevante de los procesos, como los tiempos de operaciones, cuando se requiere conocer la secuencia de las operaciones y su relación con el tiempo takt y una vez que se ha mejorado el proceso para documentar los nuevos métodos establecidos y para capacitar al personal en su nuevo puesto.
Ventajas Desventajas
16
Ayuda a mantener un alto nivel de repetitividad.
Asegura la operaciones más seguras y efectivas
Falta de capacitación a los empleados Falta de control y seguimiento de la
implementación.
Objetivos Metas
El propósito del Trabajo Estandarizado es establecer una base repetitiva y previsible para una mejora continua y para involucrar al equipo laboral en los progresos iniciales y actuales para después lograr los niveles más altos de seguridad, calidad, proyección y productividad.
El Trabajo estandarizado permite a su organización realizar procesos en secuencias repetidas mientras se reduce la variación y la eliminación de desperdicios.
SMED
Creador y año Definición
Técnica desarrollada por el japonés Shigeo Shingo, en 1969.
Se conoce como SMED ((Single-Minute Exchange of Die), a la técnica para realizar cambios rápidos de herramientas (troqueles, punzones, moldes, etc.), eliminando las actividades que retrasan el cambio al ejecutarlas mientras la maquinaria o equipo están en operación.
Desarrollo
Dentro de la herramienta SMED, se distingue dos tipos de ajuste, uno de ellos es el ajuste diagonal de tiempos internos, que corresponde a operaciones que se realiza con la maquina parada. El otro tipo de ajustes es a tiempos externos, y corresponde a operaciones que se pueden realizar con la maquina en marcha.También se tienen diferentes tipos de cambios y son:
1. Mismo material, diferente herramental.2. Diferente material, diferente herramental.3. Diferente material, mismo herramental.
Las etapas en las que se basa el SMED son: Etapa preliminar: diferenciar los tipos de cambio de preparación Etapa 1: separar la preparación externa e interna. Etapa 2: convertir la preparación interna en externa. Etapa3: perfeccionamiento de todos los aspectos de la operación de su preparación.
Ventajas Desventajas
Reducción de costos. Simplificación de cambios Estandarización de las herramientas usadas.
No se ha estandarizado el procedimiento de preparación.
El procedimiento no se observa
17
Estandarizar las piezas de sujeción. debidamente. Los materiales, las herramientas y las
plantillas no están dispuestos antes del comienzo de las operaciones de
Objetivos Metas
La técnica de la aplicación del SMED, tiene como principal objetivo realizar actividades mientras la maquinaria o equipo están trabajando para eliminar aquellas actividades (buscar, traer, conseguir, ajustar, etc.), que alargaran el tiempo de cambio de herramientas.
Reducir los tiempos de cambio. Reducir el impacto sobre la utilización del
equipo. Reducir los tamaños de lote. Mejorar la calidad, después de cada
cambio
POKA YOKE
Creador y año Definición
es una técnica desarrollada por Shingeo Shingo
Un poka-yoke (en japonés ポカヨケ , literalmente a prueba de errores) es una técnica de calidad que se aplica con el fin de evitar errores en la operación de un sistema.
Desarrollo
Poka Yoke es una herramienta procedente de Japón que significa “a prueba de errores”. Lo que se busca con esta forma de diseñar los procesos es eliminar o evitar equivocaciones ya sean de ámbito humano o automatizado.Los pasos para desarrollar dispositivos Poka Yoke son los siguientes:Paso 1: describe el defecto.Paso 2: identificar el lugar donde ocurre el defectoPaso 3: detalla los procedimientos Paso 4: identifica los errores o desviaciones de los estándaresPaso 5: identifica la condición de bandera roja, donde ocurren los defectos.Paso 6: identificar el dispositivo Poka Yoke, para prevenir el error.Paso 7: capacitar al personal que lo utilice.Paso 8: evaluar condiciones para asegurar que no se cometa otra vez el error.El sistema Poka Yoke puede diseñarse para prevenir los errores o para advertir sobre ellos:
Función de control:En este caso se diseña un sistema para impedir que el error ocurra. Se busca la utilización de formas o colores que diferencien cómo deben realizarse los procesos o como deben encajar la piezas.
Función de advertencia:En este caso asumimos que el error puede llegar a producirse, pero diseñamos un dispositivo que reaccione cuando tenga lugar el fallo para advertir al operario de que debe corregirlo. Por ejemplo, esto se puede realizar instalando barreras fotoeléctricas, sensores de presión, alarmas, etc.
18
El poka yoke tiene 3 reglas de oro, que son las siguientes:No acepto un defecto No hacer un defecto No pasar un defectoProveedor fabricante cliente
Clasificación de los métodos Poka-yoke1. Métodos de contacto. Son métodos donde un dispositivo sensitivo detecta las anormalidades en el acabado o las dimensiones de la pieza, donde puede o no haber contacto entre el dispositivo y el producto. 2. Método de valor fijo. Con este método, las anormalidades son detectadas por medio de la inspección de un número específico de movimientos, en casos donde las operaciones deben de repetirse un número predeterminado de veces. 3. Método del paso-movimiento. Estos son métodos en el cual las anormalidades son detectadas inspeccionando los errores en movimientos estándares donde las operaciones son realizadas con movimientos predeterminados. Este extremadamente efectivo método tiene un amplio rango de aplicación, y la posibilidad de su uso debe de considerarse siempre que se esté planeando la implementación de un dispositivo Poka-Yoke.
Ventajas Desventajas
Se elimina el riesgo de cometer errores en las actividades repetitivas (producción en cadena.)
El operario puede centrarse en las operaciones que añadan más valor, en lugar de dedicar su esfuerzo a comprobaciones para la prevención de errores.
Implantar un Poka-Yoke supone mejorar la calidad.
Se caracterizan por ser soluciones simples de implantar y muy baratas.
Mayor demora antes de descubrir el defecto.
Cubrimiento es removido de la causa raíz
Objetivos Metas
Contribuye al trabajo libre de defectos. Elimina muchas operaciones de inspección.No aceptar un defecto (proveedor)No hacer un defecto (fabricante)No paso el defecto (cliente)
19

VSM
Creador y año Definición
Frank Gilberth Es una herramienta que por medio de simples iconos y gráficos muestra la secuencia y el movimiento de la información, materiales y las diferentes operaciones que componen la cadena de valor.
Desarrollo
Las tres etapas básicas de la aplicación de VSM se reducen a:1. Identificar el flujo de información mediante el cual interactúan los procesos y las diversas
áreas de la organización, para determinar el estado actual2. Determinar las áreas de oportunidad para la reducción de tiempos y desperdicios3. Diseñar un estado futuro o deseado, diferenciando a los procesos clave del negocio de los
habilitadores o de apoyo, y asignando prioridades en la estrategia de implementación de la transformación física en el piso de producción. Se aconseja designar a un equipo, liderado por un VSM Team Manager, que se encargue de implementar la transformación.
Simbología
Ventajas Desventajas
El VSM ayuda a visualizar más que el nivel del proceso productivo en el que se
Esta herramienta examina la parte física del sistema, procesos e interconexiones. Para
20
encuentra, muestra el flujo de éste. Se puede identificar a través de éste donde
se generan los desperdicios. El VSM permite la identificación de detalles
escondidos, que lo único que aportan a los procesos son desperdicio e ineficiencia.
Proporciona un lenguaje en común para hablar del proceso de manufactura, lo que facilita la comunicación entre empleados de la
el éxito de la manufactura esbelta es necesario tener en cuenta la parte humana, ya que las fábricas requieren de un enfoque integral.
El VSM es poco aplicable en empresas que fabrican bajos volúmenes y gran variedad de productos, por lo que se hace necesario que éstas deban complementarlo con otras herramientas.
Objetivos Metas
Identificar las oportunidades de mejoramiento, actividades que agregan y no agregan valor y por tanto puntos de reducción de desperdicios.
Resaltar la interrelación entre los flujos de información y materiales.
Visualizar el proceso. Crear un estado actual del proceso. Permitir entender el mapa general del
proceso por cualquier persona en la compañía.
21
Conclusión
Lean en conjunto con sus herramientas son una filosofía o un sistema muy útil para utilizar dentro de la empresa, herramientas tan fáciles de aplicar como podrían ser Andon, Poka Yoke nos ayudan a hacer las cosas más fáciles día con día y a que los empleados se sientan seguros de las cosas que hacen y herramientas que requieren incluso un cambo de hábitos y de mentalidad como lo hace TPM nos ayuda a cuidar de nuestra maquinaria en cada rutina. La empresa que tiene implementado Lean dentro de su sistema, sin duda podría decir que tiene asegurado el éxito, pero no todo tiene que ver con la implementación, se requiere de constancia y atención a las nuevas necesidades de la empresa y del cliente para que nuestro sistema siga en pie y que junto con la empresa pueda crecer.
Bibliografía
http://www.eoi.es/blogs/nayellymercedeslazala/2011/12/18/lean-manufacturing-y-sus-herramientas/http://www.complejoideal.com/innovacion/Calidad/5s/http://www.elprisma.com/apuntes/ingenieria_industrial/tpmmantenimientoproductivototal/http://lean-esp.blogspot.com/2008/10/qu-es-value-stream-mapping-mapeo-de-la.htmlhttp://leanroots.com/poka-yoke.htmlhttp://mtmingenieros.com/knowledge/que-es-smed/http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/jidoka.htmlhttp://www.vision-lean.es/lean-manufacturing-leantek/lean-manufacturing-heijunka/http://leanroots.com/ANDON.htmlhttp://www.pdcahome.com/metodo-kanban/http://productivity-la.com/index.php?option=com_content&view=article&id=139&Itemid=173http://www.cge.es/portalcge/tecnologia/innovacion/4115sistemajust.aspx
22


















