II - Repositorio Digital UTE: Página de...
215
Transcript of II - Repositorio Digital UTE: Página de...

II
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
INGENIERÍA EN INDUSTRIALIZACIÓN DE ALIMENTOS
“DISEÑO DE UN SISTEMA BPM BUENAS PRÁCTICAS DE MANUFACTURA
EN LA EMPRESA “LA CHOCOLATECA” CHOCOLATE ECUATORIANO
C.A., SUSTENTADO EN LA LEGISLACIÓN ECUATORIANA VIGENTE”
TESIS PREVIA A LA OBTENCIÓN DEL TÍTULO DE INGENIERO EN
INDUSTRIALIZACIÓN DE ALIMENTOS
CARLOS ANDRES MANZANO ESTÉVEZ
DIRECTOR DE TESIS: ING. MANUEL CORONEL
QUITO – ECUADOR
2010

III
Del contenido del presente trabajo se responsabiliza el autor.
Carlos A. Manzano E.
C.I. 180367902-4

IV
Certifico que la presente Tesis ha sido desarrollada bajo mi visión y dirección
Atentamente,
Ing. Manuel Coronel
DIRECTOR DE TESIS

V

VI
AGRADECIMIENTO
Agradezco a todas las personas que han estado involucradas en la
consecución de este trabajo, a la Universidad Tecnológica
Equinoccial y su personal docente que me ha impartido todos los
conocimientos necesarios, a la empresa “La Chocolateca,
Chocolate Ecuatoriano C.A.” por la apertura brindada; a toda mi
familia, en especial a mi Padre y a mi Abuela por el apoyo
constante y desinteresado, a Belén y a Rafa por la paciencia y el
amor, y finalmente a mis amigos que gracias a su apoyo y ayuda
ha sido posible culminar esta etapa de mi vida
VII
DEDICATORIA
Dedicado a la luz de mi vida… Rafaela

VIII
ÍNDICE GENERAL
AGRADECIMIENTO ................................................................................................. VI
DEDICATORIA ......................................................................................................... VII
ÍNDICE GENERAL.................................................................................................. VIII
ÍNDICE DE CONTENIDO ......................................................................................... IX
ÍNDICE DE TABLAS ................................................................................................. XV
ÍNDICE DE DIAGRAMAS ....................................................................................... XVI
ÍNDICE DE GRÁFICOS ......................................................................................... XVII
ÍNDICE DE ILUSTRACIONES ........................................................................... XVIII
ÍNDICE DE ANEXOS ................................................................................................ XX
RESUMEN .................................................................................................................. XXI
SUMMARY .............................................................................................................. XXII

IX
ÍNDICE DE CONTENIDO
CAPÍTULO I
I. GENERALIDADES .................................................................................................... 1
1.1. Antecedentes ......................................................................................................... 1
1.2. Justificación........................................................................................................... 2
1.3. Objetivos ................................................................................................................ 3
1.3.1. Objetivo General .............................................................................................. 3
1.3.2. Objetivos Específicos ...................................................................................... 3
1.4. Hipótesis ................................................................................................................ 4
1.5. Alcance................................................................................................................... 4
1.6. Metodología ........................................................................................................... 4
CAPÍTULO II
II. MARCO TEÓRICO .................................................................................................. 8
2.1. Legislación en Seguridad Alimentaria ................................................................... 8
2.2. Higiene de los alimentos......................................................................................... 10
2.3. Inocuidad de los alimentos ................................................................................. 13
2.3.1. Contaminación Alimentaria ........................................................................... 14
2.3.1.1. Contaminación Química.......................................................................... 15
2.3.1.2. Contaminación Física .............................................................................. 16
2.3.1.3. Contaminación Biológica ........................................................................ 17

X
2.3.1.4. Otras clases de contaminación ................................................................ 18
2.4. Enfermedades de Transmisión Alimentaria .................................................... 18
2.4.1. Infecciones transmitidas por alimentos.......................................................... 19
2.4.2. Intoxicaciones causadas por alimentos .......................................................... 20
2.4.3. Toxi-infecciones ............................................................................................ 21
2.5. Buenas Prácticas de Manufactura .................................................................... 22
2.5.1. Definición ...................................................................................................... 22
2.5.2. Objetivos ........................................................................................................ 24
2.5.3. Ámbito regional ............................................................................................. 25
2.6. Prácticas Operativas Estándar de Sanitización ............................................... 26
2.6.1. Definición ...................................................................................................... 27
2.6.2. Objetivos ........................................................................................................ 27
2.7. Otros sistemas de inocuidad .............................................................................. 28
2.7.1. Sistema HACCP ............................................................................................ 29
2.7.2. Sistema ISO 22000 ........................................................................................ 31
2.7.3. Análisis comparativo de los diferentes sistemas de Inocuidad ...................... 33
CAPÍTULO III
III. DIAGNÓSTICO Y RESULTADOS ..................................................................... 37
3.1. Situación empresarial ......................................................................................... 37
3.1.1. Historia........................................................................................................... 37

XI
3.1.2. Situación actual de la empresa ....................................................................... 39
3.1.3. Principales productos comercializados .......................................................... 40
3.1.4. Descripción General del Proceso de Producción ........................................... 42
3.2. Diagnóstico de Buenas Prácticas de Manufactura .......................................... 50
3.2.1. Requisitos de Buenas Prácticas de Manufactura ........................................... 51
3.2.1.1. De las instalaciones ................................................................................. 51
3.2.1.2. Condiciones mínimas básicas ................................................................. 51
3.2.1.2.1. Localización ..................................................................................... 51
3.2.1.2.2. Diseño y construcción ...................................................................... 52
3.2.1.2.3. Condiciones específicas de las áreas, estructuras internas y
accesorios ......................................................................................................... 53
3.2.1.2.4. Pisos, paredes, techos y drenajes ...................................................... 54
3.2.1.2.5. Puertas, ventanas y otras aberturas. .................................................. 64
3.2.1.2.6. Escaleras, elevadores y estructuras complementarias ...................... 67
3.2.1.2.7. Instalaciones Eléctricas y Redes de Agua ........................................ 68
3.2.1.2.8. Iluminación ....................................................................................... 68
3.2.1.2.9. Calidad del aire y ventilación ........................................................... 69
3.2.1.2.10. Control de temperatura y humedad ambiental................................ 70
3.2.1.2.11. Instalaciones Sanitarias .................................................................. 70
3.2.2. Servicio de Planta - Facilidades ..................................................................... 74
3.2.2.1. Suministro de Agua ................................................................................. 74
XII
3.2.2.2. Suministros de Vapor .............................................................................. 75
3.2.2.3. Disposición de los desechos líquidos ...................................................... 75
3.2.2.4. Disposición de Desechos Sólidos............................................................ 75
3.2.3. De los Equipos y Utensilios ........................................................................... 77
3.2.3.1. Equipos .................................................................................................... 77
3.2.3.2. Utensilios................................................................................................. 79
3.2.4. Monitoreo de los Equipos .............................................................................. 80
3.2.5. Requisitos higiénicos de fabricación ............................................................. 82
3.2.5.1. Educación y capacitación ........................................................................ 83
3.2.6. Estado de Salud .............................................................................................. 83
3.2.6.1. Higiene y Medidas de Protección ........................................................... 84
3.2.6.2. Comportamiento del Personal ................................................................. 86
3.2.6.3. Ingreso de Personas extrañas, señalización e ingreso de visitantes ........ 86
3.2.7. Materias primas e insumos ............................................................................ 87
3.2.8. Operaciones de producción ............................................................................ 90
3.2.8.1. Envasado, Etiquetado y Empacado ......................................................... 91
3.2.9. Almacenamiento, distribución, transporte y comercialización ...................... 92
3.2.10. Aseguramiento de la calidad ........................................................................ 94
3.3. Resultados Generales de la Inspección ............................................................. 95
3.4. Análisis de resultados y acciones correctivas ................................................... 98

XIII
3.4.1. Análisis Estadístico de Resultados ................................................................ 99
3.5. Acciones Correctivas ........................................................................................ 102
3.5.1. Garantías de Calidad .................................................................................... 102
3.5.2. Operaciones de Producción ......................................................................... 103
3.5.3. Envasado, etiquetado y empaquetado .......................................................... 105
3.5.4. Instalaciones................................................................................................. 105
3.5.4.1. Techo, paredes y pisos. ......................................................................... 106
3.5.4.2. Ventilación. ........................................................................................... 106
3.5.4.3. Accesos ................................................................................................. 107
3.5.4.4. Eliminación de Filtraciones................................................................... 107
3.5.4.5. Iluminación ........................................................................................... 108
3.5.4.6. Servicios de Planta, Facilidades ............................................................ 108
3.5.4.7. Instalaciones Eléctricas ......................................................................... 108
3.5.4.8. Agua ...................................................................................................... 109
3.5.4.9. Instalaciones Sanitarias ......................................................................... 109
3.5.5. Personal ........................................................................................................ 110
3.5.6. Materias primas e insumos .......................................................................... 111
3.5.7. Almacén, distribución, transporte y comercialización................................. 112
3.5.8. De los equipos y utensilios .......................................................................... 112
3.6. Costos ................................................................................................................. 113

XIV
CAPÍTULO IV
IV. CONCLUSIONES Y RECOMENDACIONES .................................................. 115
4.1. Conclusiones ...................................................................................................... 115
4.2. Recomendaciones .............................................................................................. 116
BIBLIOGRAFIA ......................................................................................................... 117

XV
ÍNDICE DE TABLAS
Tabla 1 Sistema de Valoración ......................................................................................... 5
Tabla 2 Requisitos de Buenas Prácticas de Manufactura................................................ 51
Tabla 3 Equipos y Utensilios .......................................................................................... 77
Tabla 4 Requisitos Higiénicos de Fabricación ................................................................ 82
Tabla 5 Materias Primas e Insumos ................................................................................ 87
Tabla 6 Operaciones de Producción ................................................................................ 90
Tabla 7 Envasado, Etiquetado y Empacado .................................................................... 92
Tabla 8 Almacenamiento, Transporte y Comercialización ............................................. 93
Tabla 9 Aseguramiento de la Calidad ............................................................................. 94
Tabla 10 Resultados de la Evaluación ............................................................................ 95
Tabla 11 Desempeño BPM por Títulos ........................................................................... 96
Tabla 12 Desempeño BPM por Capítulos ....................................................................... 97
Tabla 13 Porcentajes de Cumplimiento en Registros y Documentos ............................. 99
Tabla 14 Inconformidad Valorada y Porcentaje Acumulado ........................................ 102
Tabla 15 Costos de Adecuación .................................................................................... 113
XVI
ÍNDICE DE DIAGRAMAS
Diagrama 1 Organigrama “La Chocolateca” Chocolate Ecuatoriano C.A. .................... 40
Diagrama 2 Flujograma “La Chocolateca” Chocolate Ecuatoriano C.A.” .................... 45
Diagrama 3 Distribución “La Chocolateca” Chocolate Ecuatoriano C.A. .................... 46
Diagrama 4 Diagrama de Recorrido “La Chocolateca” Chocolate Ecuatoriano C.A.” . 49
Diagrama 5 Pareto BPM - “La Chocolateca” Chocolate Ecuatoriano C.A. ............... 101

XVII
ÍNDICE DE GRÁFICOS
Gráfico 1 Diez Principales Causas de Morbilidad en el Ecuador entre 2007 ................. 11
Gráfico 2 Principales Causas de Muerte por tipos entre 1999 y 2000 ............................ 12
Gráfico 3 Distribución de las defunciones en el Ecuador por tipo de Prevención .......... 13
Gráfico 4 Puntos Claves de Buenas Prácticas de Manufactura....................................... 24
Gráfico 5 Esquema de Buenas Prácticas de Manufactura ............................................... 26
Gráfico 6 Sistema de Inocuidad y su Interacción............................................................ 29
Gráfico 7 Sistemas para la inocuidad de los alimentos ................................................... 33

XVIII
ÍNDICE DE ILUSTRACIONES
Ilustración 1 Leche Desechada por Contaminación Química ......................................... 16
Ilustración 2 Detector de Metales en línea de proceso .................................................... 17
Ilustración 3 Grupo de Alimentos y desarrollo bacteriano ............................................. 18
Ilustración 4 Punto de Venta “La Chocolateca” Chocolate Ecuatoriano C.A. .............. 38
Ilustración 5 Principales Productos de “La Chocolateca” Chocolate Ecuatoriano C.A. 41
Ilustración 6 Productos Corporativos “La Chocolateca” Chocolate Ecuatoriano C.A.” 42
Ilustración 7 Lobby de Ingreso – “La Chocolateca” Chocolate Ecuatoriano C.A. ........ 47
Ilustración 8 Recepción de “La Chocolateca” Chocolate Ecuatoriano C.A. ................. 48
Ilustración 9 Counter de Recepción Bodega de Papelería .............................................. 48
Ilustración 10 Posibles Filtraciones en Producción ........................................................ 52
Ilustración 11 Área de Recubrimientos ........................................................................... 54
Ilustración 12 Piso del Área de Producción .................................................................... 55
Ilustración 13 Piso del Área de Recubrimiento............................................................... 55
Ilustración 14 Piso del Área de Recubrimiento............................................................... 56
Ilustración 15 Entrada al Área de Producción................................................................. 57
Ilustración 16 Bodega de Materia Prima ......................................................................... 58
Ilustración 17 Desgaste en bordes, piso y pared ............................................................. 59
Ilustración 18 Pared Recubierta de Madera .................................................................... 60
Ilustración 19 Pared Desgastada ..................................................................................... 61
Ilustración 20 Limpieza Deficiente en paredes ............................................................... 61
Ilustración 21 Angulo techo / pared ................................................................................ 62
Ilustración 22 Estructuras en el Área de Recubrimiento ................................................. 63
XIX
Ilustración 23 Drenaje en Producción ............................................................................. 64
Ilustración 24 Disposición de Aditivos ........................................................................... 65
Ilustración 25 Materiales en Producción ......................................................................... 65
Ilustración 26 Ventanas en Producción ........................................................................... 66
Ilustración 27 Ventanas y Materiales Apilados .............................................................. 67
Ilustración 28 Redes Eléctricas ....................................................................................... 68
Ilustración 29 Iluminación dentro de Producción ........................................................... 69
Ilustración 30 Baño Administrativo ................................................................................ 71
Ilustración 31 Baño de Personal Masculino .................................................................... 72
Ilustración 32 Baño para el personal femenino ............................................................... 73
Ilustración 33 Baño Fuera de Producción ....................................................................... 74
Ilustración 34 Desechos en Producción .......................................................................... 76
Ilustración 35 Maquinaria de Producción ....................................................................... 78
Ilustración 36 Mezcladora ............................................................................................... 79
Ilustración 37 Utensilios ................................................................................................. 80
Ilustración 38 Elementos Extraños en el envasado ......................................................... 81
Ilustración 39 Personal de Producción ............................................................................ 83
Ilustración 40 Personal sin calzado adecuado ................................................................. 84
Ilustración 41 Distribución del Área de Almacenamiento .............................................. 88
Ilustración 42 Almacenamiento de Materia Prima.......................................................... 89

XX
ÍNDICE DE ANEXOS
A. Lista de Verificación BPM
B. Listado de Acciones Correctivas
C. Plano de Redistribución “La Chocolateca” Chocolate Ecuatoriano C.A.
D. Manual de Buenas Prácticas de Manufactura
E. Manual POES
F. Sustancias Químicas de Limpieza

XXI
RESUMEN
“La Chocolateca” Chocolate Ecuatoriano C.A., es una empresa ubicada en el Distrito
Metropolitano de la Ciudad de Quito, lugar donde se ha desarrollado el presente diseño
de las herramientas que se requiere para trabajar dentro de un Sistema de Buenas
Prácticas de Manufactura, realizado bajo los requerimientos legales vigentes.
Dentro del mismo, se detalla las generalidades utilizadas para el desarrollo del proyecto,
una revisión de la actualidad de la empresa, un diagnóstico de Buenas Prácticas de
Manufactura basado en la lista de chequeo utilizada por el Ministerio de Salud Pública
del Ecuador para evaluar empresas alimenticias además de un análisis estadístico de los
resultados obtenidos y las propuestas de acciones correctivas, así como las conclusiones
y recomendaciones desarrolladas a partir de la investigación.
Además, se incluye en este documento, un Manual de Buenas Prácticas de Manufactura
y un Manual de Procedimiento Operativo Estandarizado ambos diseñados para mejorar
las actividades de la empresa al momento de manipular alimentos.
El diseño de estas herramientas busca incorporar actividades productivas basadas en un
enfoque sistémico orientado a la inocuidad de los alimentos las mismas que
desarrolladas en base de documentos validados por su uso en agencias gubernamentales
de regulación, así como un estudio estadístico y las acciones correctivas, generan un
proyecto de valioso aporte a la empresa.

XXII
SUMMARY
“La Chocolateca” Chocolate Ecuatoriano C.A., is a company located in the Distrito
Metropolitano de la Ciudad de Quit, where he has developed the present design of the
tools required to work within a system of Good Manufacturing Practices, held under the
current requirements.
Within the same time, it is detailing the general used for the development of the project,
a review of the timeliness of the company, a diagnosis of Good Manufacturing Practices
based on the checklist used by the Ministry of Public Health of Ecuador to assess food
companies and a statistical analysis of the results and proposed corrective actions, and
the conclusions and recommendations developed from research.
We include in this document, a Manual of Good Manufacturing Practices and Standard
Operating Procedures Manual both designed to improve the company's activities when
handling food.
The design of these tools seek to incorporate productive activities based on a systemic
approach oriented food safety the same as those developed on the basis of documents
validated for use in government regulatory agencies, as well as statistical analysis and
corrective actions generate a draft valuable contribution to the company.

CAPÍTULO I

1
CAPÍTULO I
I. GENERALIDADES
“La Chocolateca” Chocolate Ecuatoriano C.A. una empresa que se ha dedicado al
desarrollo, producción y comercialización de confites elaborados a partir de chocolate
por décadas, actualmente presenta nuevos retos para mantenerse activa dentro del
mercado local y además con varias expectativas de exportación de las diferentes líneas
de sus productos.
Mediante una entrevista realizada a su Gerente se ha formulado el presente documento
en base a los requerimientos que se presentan con respecto a la normativa vigente, así se
determinó que el desarrollo de un sistema de Buenas Prácticas de Manufactura sería el
primer paso para iniciar un proceso de mejora en su estructura productiva.
1.1. Antecedentes
Las Buenas Prácticas de Manufactura es un sistema fundamental que tiene como
finalidad el correcto manejo que debe realizar una empresa que dentro de sus procesos
productivos, en la manipulación de alimentos o bebidas, garantice su inocuidad. Por este
motivo y de acuerdo con el deber del Estado que consiste entre otros, en garantizar el
derecho a la salud, su promoción y protección por medio de la seguridad alimentaria, se
ha adoptado un reglamento de Buenas Prácticas de Manufactura para alimentos
procesados publicado en el registro oficial como decreto ejecutivo 3253 el 4 de
Noviembre de 2002.

2
Además considerando que, “LA CHOCOLATECA” CHOCOLATE ECUATORIANO
C.A.”, una empresa que elabora productos alimenticios a base de chocolate fino de
aroma, en la actualidad tiene el interés por desarrollar dentro de su esquema de
procesamiento, el sistema antes mencionado, y que sus directivos se encuentran
informados sobre el deficiente manejo de sus materias primas, producto en proceso,
producto terminado; que posee una infraestructura poco adecuada para la manipulación
de alimentos y además un parcial conocimiento sobre BPMs, fundamentos por lo cual se
vuelve necesario el desarrollo de lineamientos que mediante un diagnostico, análisis y
recomendaciones establezca los cambios que debe realizar este diseño para su
implementación.
Por lo tanto el desarrollo de este tipo de estudios dentro de la “CHOCOLATECA” se
vuelve fundamental, para procurar que esta se mantenga vigente dentro del mercado a
través del tiempo.
1.2. Justificación
El reglamento de Buenas Prácticas de Manufactura, en su primer capítulo considera
como “Importante que el país cuente con una normativa actualizada para que la
industria alimenticia elabore alimentos sujetándose a normas de Buenas Prácticas de
Manufactura, las que facilitará el control a lo largo de toda la cadena de producción,
distribución y comercialización, tal como el comercio internacional, acorde a los
avances científicos y tecnológicos, a la integración de los mercados y a la globalización
de la economía”1
1 República del Ecuador, Ministerio de Salud Pública, (2002), Reglamento para Buenas Prácticas de
Manufactura, Quito, Decreto Ejecutivo 3253.
3
Además que establece como requisito para la obtención del Registro Sanitario, entre
otros documentos, la presentación de un certificado de operación de la planta
procesadora sobre la utilización de Buenas Prácticas de Manufactura.
Tomando en cuenta los puntos anteriormente indicados y enfatizando el interés que
presenta la empresa en el diseño, se evidencia la necesidad por cumplir con dicho
reglamento, siendo de carácter indispensable el cumplimiento de los requisitos legales.
Igualmente importante es definir las características que brinda el aplicar un sistema
dentro de una empresa, que entre otras esta ofrecer un producto apto para el consumo
humano y un protocolo de disposición de desechos que mejoran la situación de la
empresa frente a sus consumidores y a la sociedad. Por estos motivos se argumenta el
presente estudio que de acuerdo a las necesidades de la empresa, busca dinamizar
posibles soluciones mediante un diseño de Buenas Prácticas de Manufactura.
1.3. Objetivos
1.3.1. Objetivo General
- Diseñar un sistema de Buenas Prácticas de Manufactura para la empresa “LA
CHOCOLATECA, CHOCOLATE ECUATORIANO C.A.”.
1.3.2. Objetivos Específicos
- Realizar un diagnóstico de Buenas Prácticas de Manufactura en la empresa “LA
CHOCOLATECA, CHOCOLATE ECUATORIANO C.A.” mediante
formulario de cumplimiento.
- Determinar el porcentaje de cumplimiento.
- Definir acciones correctivas.

4
- Estructurar un manual de Buenas Prácticas de Manufactura y un Manual POES.
1.4. Hipótesis
- Es posible realizar el diseño de un sistema de BPM (Buenas Prácticas de
Manufactura) para luego ser implementado por parte de la empresa “La
Chocolateca” Chocolate Ecuatoriano C.A.
1.5. Alcance
- El alcance del presente documento se refiere al diseño de Buenas Prácticas de
Manufactura a partir del análisis de los datos obtenidos en las áreas y procesos de la
empresa “La Chocolateca” Chocolate Ecuatoriano C.A.”, incluyendo la
investigación y el desarrollo de alternativas de mejoras.
1.6. Metodología
Para realizar el diseño de un sistema de Buenas Prácticas de Manufactura se va a utilizar
una investigación aplicada, en donde el uso de varias herramientas que permitirán un
adecuado estudio de la empresa con respecto al manejo de la inocuidad.
El primer método se encuentra basado en la observación y registro de todo lo
concerniente con BPM, se ha optado realizar el diagnóstico de la empresa tomando un
check list o lista de chequeo que se encuentra realizada en el reglamento de Buenas
Prácticas de Manufactura emitido en el registro oficial como decreto ejecutivo 3253 y
utilizada actualmente por el Ministerio de Salud Pública (MSP) la poseen una
estructuración acorde con los títulos, capítulos, artículos y literales en donde se hace
referencia a un conjunto y se valora de acuerdo con la siguiente tabla:

5
Tabla 1 Sistema de Valoración
REGISTROS
DO
CU
ME
NT
OS
% N.E. D.M. A.D.
N.E. 0 25 50
D.M. 25 50 75
A.D. 50 75 100
Fuente: Ministerio de Salud Pública del Ecuador
Elaborado Por: Carlos Manzano
En la tabla anterior se puede apreciar una matriz conformada por el título de registros en
donde se indican tres niveles, N.E. “No Existe”, D.M. “Debe mejorar”, y A.D.
“Adecuado” donde cada uno muestra posee un porcentaje de cumplimiento, siendo 0%,
50% y 100% correspondientemente; se ha establecido la misma calificación aplicable
para el caso de documentos. Al momento de realizar una conjunción de ambas
calificaciones se puede apreciar una media de las mismas para definir cuál es el
porcentaje que se les adjudica este valor para todos los capítulos y títulos, es importante
indicar que se ha tomado en consideración este sistema de valoración con el fin de
realizar una evaluación de acuerdo a lo requerido por el ente gubernamental rector en el
tema y evitar falsas interpretación al usar otro sistema de evaluación aun considerando
que se puede encontrar otros como los adoptados por empresas certificadoras
internacionales
En el caso de “La Chocolateca” Chocolate Ecuatoriano C.A. se conoce que la empresa
había recibido algún tipo de capacitación con respecto al manejo de Buenas Prácticas de

6
Manufactura, sin embargo a simples rasgos se nota la falta de aplicación de varios de los
puntos básicos necesarios en los procesos de fabricación.
Con la finalidad de efectuar un análisis descriptivo de la situación de la empresa, se ha
optado por tomar en cuenta cada uno de los capítulos y literales así, en base de estos,
detallar tanto textual e ilustrativamente mediante fotografías las áreas y los elementos
que se encuentren dentro de la inspección de la empresa.
Una vez terminada la valoración, se realizará un análisis estadísticos de los resultados
en base de las calificaciones obtenidas y además utilizar una herramienta como el
diagrama de Pareto con las calificaciones de cada uno de los capítulos para establecer
una lista de acciones correctivas con respecto a las falencias de la aplicación de Buenas
Prácticas de Manufactura para luego ser implementadas por parte de la empresa.
CAPÍTULO II
8
CAPÍTULO II
II. MARCO TEÓRICO
Con la finalidad de proveer al presente con los conceptos adecuados para que se vuelva
un documento de total acceso, se ha elaborado el presente capítulo en donde se detallan
desde aspectos globales de la importancia del manejo adecuado de alimentos, conceptos
puntuales sobre los problemas que afectan a los alimentos así como los sistemas que se
han elaborado a través de los años para contrarrestar dichos problemas.
2.1. Legislación en Seguridad Alimentaria
En la vigente Constitución de la República del Ecuador en su título VI Régimen de
Desarrollo, capítulo tercero de Soberanía Alimentaria en su artículo 281, se señala entre
varios puntos, que constituye un objetivo estratégico y una obligación del Estado el
garantizar que las personas, comunidades, pueblos y nacionalidades tengan disponible
alimentos sanos y apropiados de forma permanente y que el Estado debe prevenir y
proteger a la población del consumo de alimentos contaminados o que pongan en riesgo
su salud. Estas directrices corresponden a lo expresado por la FAO (Organización de las
Naciones Unidas para la Agricultura y la Alimentación) como parte del concepto
dimensional de Seguridad Alimentaria en donde se señala principalmente el acceso de
las personas a los recursos adecuados para adquirir alimentos apropiados.
En relación a los enunciados anteriores, se ha englobado la necesidad de un marco legal
que elimine la presencia de alimentos inadecuados para la población, especialmente
aquella vulnerable, dentro de un territorio cómo la base de la seguridad alimentaria.
Con la finalidad de volver a los estamentos indicados anteriormente como instrumentos
de aplicación y control por los organismo gubernamentales encargados, en este caso el

9
Ministerio de Salud Pública, se ha definido como herramienta básica al sistema de
Buenas Prácticas de Manufactura (BPM) implementado en el país como un Reglamento
expresado a la ciudadanía como Decreto Ejecutivo 3253, vigente desde el 4 de
Noviembre del 2000.
Por otra parte, se tiene como herramientas utilizadas por las empresas comprometidas
con el mejoramiento continuo y la inocuidad de los alimentos a una serie de sistemas de
validación y gestión con mayor horizonte de aplicación y que resultan una suerte de
evolución del sistema BPM siendo estos las Prácticas Operativas Estándar de
Sanitización (POES), Sistema de Análisis de Peligros y Puntos Críticos de Control
(HACCP), y el sistema de gestión de la inocuidad ISO 22000.
Cada una de ellas, se ocupa de los diferentes niveles de gestión y control de la higiene
de los alimentos con el fin de obtener un producto inocuo a lo largo de toda la cadena
productiva para que este se encuentre apto al momento de ser consumido.
Igualmente es importante señalar que uno de los valores de una empresa que trabaja
dentro de los parámetros BPM es la seguridad que genera al comercializar productos
inocuos, siendo esta característica la base para el desarrollo de una conciencia de
inocuidad dentro de la empresa y luego dentro de la sociedad, tal como se observa en
ejemplos de gobiernos en donde un manejo global de BPM representa una ventaja para
los habitantes de dichos territorios, mejorando sus expectativas de vida, su economía y
especialmente sus sistemas de salud.

10
2.2. Higiene de los alimentos
De acuerdo con los conceptos indicados por el Códex Alimentarius, la higiene de los
alimentos son todas las condiciones y medidas necesarias para asegurar la inocuidad y
la aptitud de los alimentos en todas las fases de la cadena alimentaria y que los
alimentos que ingieren los seres humanos sean inocuos y aptos para el consumo, por
este motivo se recoge el enunciado de la FAO indicado a continuación:
“Los hábitos de consumo de alimentos han sufrido cambios importantes en muchos
países durante los dos últimos decenios y, en consecuencia, se han perfeccionado
nuevas técnicas de producción, preparación y distribución de alimentos. Por
consiguiente, es imprescindible un control eficaz de la higiene, a fin de evitar las
consecuencias perjudiciales que derivan de las enfermedades y los daños provocados
por los alimentos y por el deterioro de los mismos, para la salud y la economía. Todos,
agricultores y cultivadores, fabricantes y elaboradores, manipuladores y consumidores
de alimentos, tienen la responsabilidad de asegurarse de que los alimentos sean inocuos
y aptos para el consumo.”2
En lo señalado anteriormente, se puede identificar la intención de los organismos
encargados del control alimentario, por preservar la calidad de los alimentos que
consume una población, la necesidad de que los conceptos se encuentren a la par, entre
la inocuidad de los alimentos y el desarrollo tecnológico en todos los eslabones de la
cadena de comercialización que tengan relación directa con la manipulación de
alimentos, siendo importante el aspecto de seguridad alimentaria con respecto a la salud
de la población y además la economía de dicho lugar o población.
2 2003, Texto Básicos Sobre Higiene de Alimentos, Códex Alimentarius, Roma – Italia, FAO-OMS.

11
De acuerdo a los enunciados anteriores y según datos extraídos de estudios realizados
por el INEC (Instituto Nacional de Estadísticas y Censo) sobre la mortalidad en el
Ecuador en el año 2007, se ha detectado que la primera causa de morbilidad es la
diarrea y gastroenteritis de presunto origen infeccioso, presentando 39.205 casos, lo que
representa un 4,3% del total de muertes a nivel país.
Gráfico 1 Diez Principales Causas de Morbilidad en el Ecuador entre 2007
Fuente: Instituto de Estadísticas y Censo INEC 2009
Elaborado por: Instituto de Estadísticas y Censo INEC 2009
En el estudio demográfico también se identifica que dentro de las causas de muertes
tomando puntualmente los casos, la gastroenteritis y la diarrea de origen infeccioso
generan un 20% del total de las muertes en el país, considerándose como una de las
enfermedades que se pueden evitar, principalmente en los grupos sociales con mayores
desventajas.

12
Gráfico 2 Principales Causas de Muerte por tipos entre 1999 y 2000
Fuente: Instituto de Estadísticas y Censo INEC 2009
Elaborado por: Instituto de Estadísticas y Censo INEC 2009
Igualmente, se estudia las causas de muerte evitables e inevitables, donde se divide por
grupos, donde el tercer grupo (prevenibles por sanitización ambiental), donde se incluye
al cólera, diarrea y gastroenteritis de origen infeccioso, enfermedades infecciosas
intestinales, leishmaniasis, tripanosomiasis y esquistosomiasis. Esto representa el 29,2%
de causas de muerte en el país que pueden ser evitadas.
Si bien estos datos representan una realidad estadística del país, se debe tener en cuenta
que además de ser una responsabilidad del gobierno como ya se indico anteriormente,
una parte presente en estos porcentajes se encuentra dedicada a la producción
inadecuada de alimentos fabricados en la industria del país, por lo que una medida para
mejorar estos problemas es una producción limpia y desarrollada dentro de los estatutos
de las Buenas Prácticas de Manufactura.

13
Gráfico 3 Distribución de las defunciones en el Ecuador por tipo de Prevención
Fuente: Instituto de Estadísticas y Censo INEC 2009
Elaborado por: Instituto de Estadísticas y Censo INEC 2009
2.3. Inocuidad de los alimentos
Uno de los objetivos bases para toda empresa que realice dentro de sus procesos una
manipulación de alimentos, es brindar al mercado una solución a necesidades
alimentarias, productos adecuados, nutritivos, que se encuentren disponibles a la
población y sobre todo que sean aptos para el consumo. Estas características son parte
del concepto de inocuidad, que se trata de la garantía del fabricante y los entes de
control que los alimentos no causarán daño al consumidor cuando se preparen y/o
consuman de acuerdo con el uso al que se destinan de acuerdo con los conceptos
descritos en el Códex Alimentarius.
Según estadísticas de la OMS (Organización Mundial de la Salud), se indica que
alrededor de 1,8 millones de niños mueren anualmente por infecciones diarreicas,
dentro de esto, más de 200 tipos de enfermedades son transmitidas por alimentos mal
procesados, que este tipo de enfermedades se encuentran en constante movimiento a

14
nivel mundial, además que no solo los problemas de inocuidad corresponden a las
infestaciones biológicas, sino también químicas. Las primicias de la inocuidad de los
alimentos se basan en mantener la limpieza, separar los alimentos crudos y cocinados,
mantener los alimentos en condiciones adecuadas y utilizar agua potable para realizar la
preparación de los alimentos entre otros.
2.3.1. Contaminación Alimentaria
La contaminación de un alimento es uno el principal factor que intervienen para que se
considere como no apto, se ha clasificado a la contaminación de acuerdo a sus
propiedades o efectos causados dentro del mismo, dentro de esta lista se encuentran a la
contaminación física, química y biológica.
Debido a los riesgos que cada uno de los ítems anteriormente indicados representan para
el ser humano al encontrarse dentro de un alimento y ser ingerido, automáticamente
genera la importancia de un sistema de Buenas Prácticas de Manufactura, este listado
se trata de la razón de haber sido creados cada uno de los sistemas para el
mantenimiento de la inocuidad y el principal problema que se debe atacar al momento
de procesar o manipular productos alimenticios.
La contaminación es la presencia de un agente químico, biológico, materia extraña u
otra sustancia que no se añadió intencionalmente y que compromete la inocuidad de los
alimentos. Los principales tipos de contaminantes son los detallados en los puntos a
continuación.
15
2.3.1.1. Contaminación Química
Es aquella que ocurre cuando una sustancia química nociva para el ser humano se
encuentra presente en un alimento ya sea por adición accidental o voluntaria, que esta
cause una reacción adversa debido a sus características al ser ingerida, que no se
encuentre normada para su uso en alimentos o que se encuentre dentro de la lista
restringida de productos químicos de grado alimenticio en una zona o región regida por
un reglamento o entidad rectora, en la República del Ecuador este ente público es el
Instituto Ecuatoriano de Normalización.
Entre las contaminaciones químicas más comunes se encuentran aquellas generadas por
pesticidas en la producción primaria al utilizar agua no apta para el riego o el uso
excesivo de dichos productos químicos de control para plagas, por productos de
limpieza en la producción industrial al realizar una limpieza deficiente en las superficies
que se encuentran en contacto directo con el producto en proceso de producción, en el
proceso de transporte debido a la contaminación ocurrida en el medio ambiente con la
presencia de plomo liberado y en el almacenamiento por transferencia al utilizar envases
y empaques no aptos para el tipo de alimento.
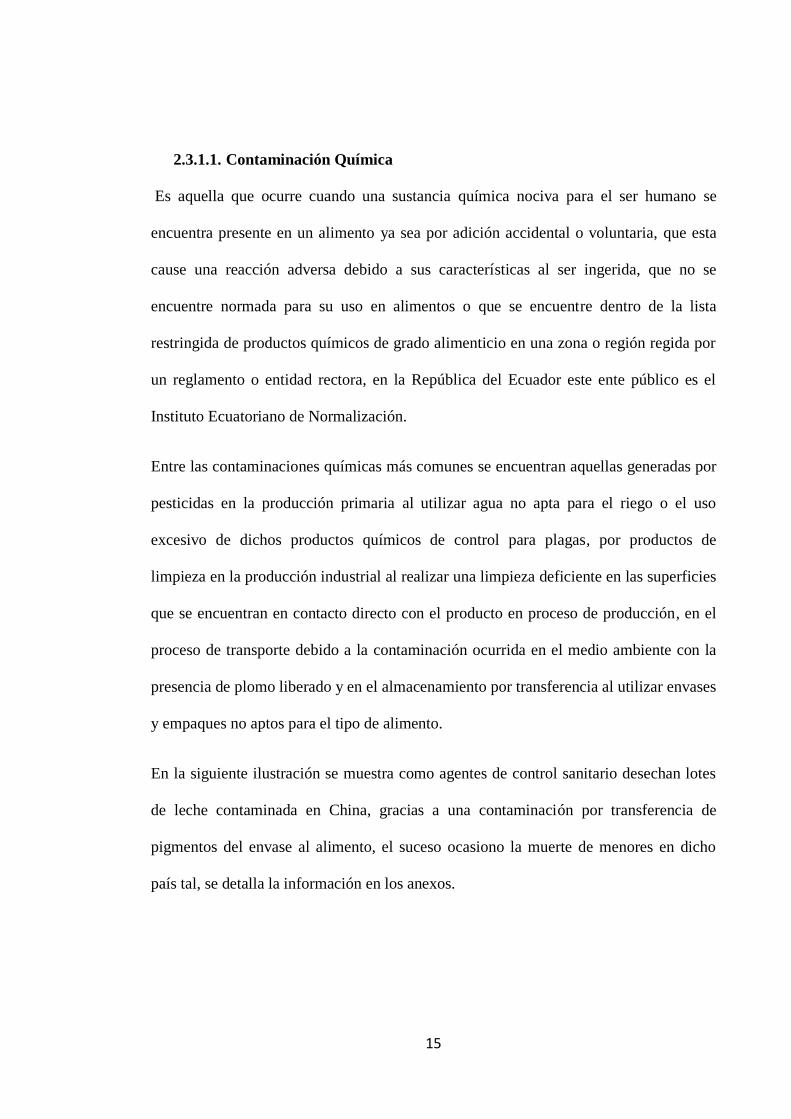
En la siguiente ilustración se muestra como agentes de control sanitario desechan lotes
de leche contaminada en China, gracias a una contaminación por transferencia de
pigmentos del envase al alimento, el suceso ocasiono la muerte de menores en dicho
país tal, se detalla la información en los anexos.

16
Ilustración 1 Leche Desechada por Contaminación Química
Fuente: The Seattle Times, November 9, 2008
Elaborado Por: STR / AFP/GETTY IMAGES
2.3.1.2. Contaminación Física
Se refiere al ingreso de un elemento extraño que ha sido agregado al alimento y que
pueda causar daño al consumidor al ser ingerido debido a sus propiedades físicas de
dureza y estructura.
Se reconoce que dentro de los riesgos de una línea de producción dependen del tipo de
producto y proceso de elaboración, sin embargo se considera que los casos de
contaminación física más comunes son los causados por una limpieza deficiente de la
materia prima, un almacenamiento inadecuado de la materia prima, producto en proceso
o producto terminado o menos incidente pero existente, aquellos causados por metales,
desprendidos generalmente de maquinaria dentro del área de producción. Para evitar
este tipo de inconvenientes los lineamientos de Buenas Prácticas de Manufactura poseen
una estructura que evita, limita y previene la posibilidad de este tipo de contaminación.

17
Ilustración 2 Detector de Metales en línea de proceso
Fuente: Calidad y Seguridad en la Industria Alimentaria
Elaborado Por: Jesús Blanch Rouanet
2.3.1.3. Contaminación Biológica
Se trata de la contaminación que ocurre por la transferencia de microorganismos
indeseables al alimento, corresponde al mayor problema de contaminación y que causa
mayores problemas de salud pública, se los han clasificado como enfermedades de
transmisión alimentaria.
Según la Norma Técnica Ecuatoriana NTE INEN 621, se considera a un alimento
microbiológicamente adecuado aquel que tas realizarse un análisis microbiológico se
constate que no contiene sustancias originadas por microorganismos en cantidades que
puedan representar un peligro para la salud, que este exento de microorganismos
patógenos además, el producto ensayado de acuerdo a las normas correspondientes debe
cumplir con los requisitos microbiológicos indicados en la norma técnica.

18
Ilustración 3 Grupo de Alimentos y desarrollo bacteriano
Fuente: Omnia.com.mx
Elaborador Por: Teresa Valdez - Omnia
2.3.1.4. Otras clases de contaminación
Dentro de los nuevos lineamientos que se han generado alrededor del cuidado y la
higiene de los alimentos, se han generado conceptos que se pueden considerar como una
contaminación debido a la reacción que puede causar en el consumidor.
En esta nueva línea de contaminación se encuentra impacto psicológico que puede
causar un elemento existente dentro del concepto global del producto (alimentos +
envase + utilitarios) que no infringe directamente la inocuidad del mismo, sino que
causa un impacto negativo al consumidor.
2.4. Enfermedades de Transmisión Alimentaria
Dentro de la contaminación biológica se maneja el concepto de enfermedades de
transmisión alimentaria. Los daños provocados por los alimentos contaminados por este
tipo son, en el mejor de los casos, desagradables, y en el peor pueden ser fatales. Los
principales tipos de enfermedades de transmisión por alimentación son los siguientes:

19
2.4.1. Infecciones transmitidas por alimentos
Resultan de la ingesta de alimentos que contienen microorganismos perjudiciales vivos
o patógenos, que tienen la posibilidad de desarrollarse dentro del ser humano causando
infecciones, intoxicaciones o parasitismo, muchos de ellos desarrollan síntomas debido
a la interferencia que realizan mientras se despliegan los procesos fisiológicos normales.
A razón de este concepto dictado por la Organización Panamericana para la Salud
(OPS) en su página web comunitaria, es necesario indicar que es la fuente principal de
los problemas de salud que se detallaron anteriormente. A pesar del avance de la ciencia
con respectos a los procedimientos para mejorar los tiempos de conservación de los
alimentos, se han ido presentando problemas con respecto a las técnicas y tecnologías
desarrolladas con este fin. Uno de estos problemas es el control de microorganismos de
alteración y de los microorganismos patógenos, estos últimos son aquellos que causan
enfermedades en su mayoría intestinales.
Las enfermedades de transmisión alimentaria presentan síntomas de acuerdo al tipo de
contaminación, así como la cantidad del alimento contaminado consumido. Los
síntomas más comunes son vómitos y diarreas, también pueden presentarse dolores
abdominales, dolor de cabeza, fiebre, síntomas neurológicos, visión doble, ojos
hinchados, dificultades renales, etc. Según la Food and Drug Administration (FDA) del
Gobierno de EE. UU., el 2% o 3% de ETA pueden llevar a una enfermedad de largo
plazo.
Una de las principales enfermedades es la ingesta de Escherichia coli, microorganismo
que puede provocar fallas en el riñón en niños e infantes, las Salmonellas que pueden
provocar artritis reactiva y serias infecciones y Listeria monocytogens puede generar

20
meningitis o aborto. Sin embargo, existen malestares provocados por los alimentos que
no se consideran ETA, como las alergias, las que no se pueden asociar con los alimentos
que la provocan y que son los que han sufrido un proceso de fermentación (vinos,
cerveza, quesos, yogur).
Para las personas sanas, la mayoría de las ETA son enfermedades pasajeras, que sólo
duran un par de días y sin ningún tipo de complicación. Pero algunas ETA más graves
pueden llegar a ser muy severas, dejar secuelas o incluso hasta provocar la muerte en
personas susceptibles como son los niños, los ancianos, mujeres embarazadas y las
personas enfermas. Con el fin de realizar una adecuada evaluación de la transmisión de
enfermedades por los alimentos, se ha optado por una lista con la clasificación global de
las enfermedades.
2.4.2. Intoxicaciones causadas por alimentos
Se trata de aquella contaminación biológica que contiene toxinas que han sido
generadas por microorganismos, la mayoría de estos son indicadores del proceso de
descomposición, esta contaminación se encuentra ligada al uso de materia prima con
estándares de calidad poco adecuados y presumiblemente un control de calidad
defectuoso o inexistente. También puede ocurrir cuando, una vez realizado el producto
no se han tomado las precauciones debidas con respecto a la inocuidad del alimento y
este se infesta, logrando desarrollo microbiológico, esto se puede desarrollar en el
producto terminado o en proceso, por lo que se hace fundamental, mantener un proceso
adecuado donde se incluya tiempos de procesamiento. Las principales muestras de las
infecciones se relacionan ampliamente con la elaboración de alimentos que al ser
hechos desde una materia prima defectuosa, pasar por un proceso térmico que

21
generalmente no es adecuado o es incompleto y que no logra aniquilar a todas las
bacterias, sin embargo y muchas veces aun logrando eliminarlas, muchas veces las
toxinas permanecen en el alimento y surten efecto una vez introducidas en el proceso
metabólico.
2.4.3. Toxi-infecciones
Resulta de la ingesta de alimentos con una cierta cantidad de microorganismos
causantes de enfermedades, los cuales son capaces de producir o liberar toxinas una vez
que son ingeridos.
Tal como se puede notar en el informe detallado de la realidad mundial de los alimentos
de la FAO, se indica que los brotes de enfermedades transmitidas por los alimentos
pueden perjudicar al comercio y al turismo y provocar pérdidas de ingresos y
desempleo. El deterioro de los alimentos ocasiona pérdidas, es costoso y puede influir
negativamente en el comercio y en la confianza de los consumidores. El comercio
internacional de productos alimenticios y los viajes al extranjero van en aumento,
proporcionando importantes beneficios sociales y económicos.
Así mismo se destaca que estos elementos facilitan también la propagación de
enfermedades en el mundo considerando a este punto uno de los principales problemas
que se presentan a nivel mundial y además se vuelve uno de los principales problemas a
evita, por lo que se hace urgente y necesario para cada uno de los gobiernos poseer una
normativa que defina la necesidad de establecer controles sobre el manejo de alimentos,
ya que es imprescindible que en cada empresa se deba contar con prácticas de higiene,
cuando sea apropiado, y con las directrices sobre criterios microbiológicos.
22
Tratando puntualmente a los productos elaborados a partir de chocolate, los principales
contaminantes se refieren a la contaminación por salmonella en el caso de una
contaminación biológica y en la contaminación química residuos de plaguicidas.
En el caso de la salmonella, esta bacteria se encuentra presente en este tipo de alimentos
únicamente por transferencia en el procesamiento por una deficiente limpieza tanto en el
personal como en la maquinaría o utensilios que se utilicen y se encuentre en contacto
directo con el producto.
2.5. Buenas Prácticas de Manufactura
Son los principios básicos y prácticas generales de higiene en la manipulación,
preparación, elaboración, envasado y almacenamiento de alimentos para consumo
humano, con el objeto de garantizar que los alimentos se fabriquen en condiciones
sanitarias adecuadas y se disminuyan los riesgos inherentes a la producción, constituyen
los requisitos básicos e indispensables para participar en el mercado.
2.5.1. Definición
La Organización Panamericana de la Salud las define así: “Las Buenas Prácticas de
Manufactura (BPM) es un sistema para asegurar que los productos son consistentemente
producidos y controlados conforme a estándares de calidad a fin de eliminar los riesgos
involucrados en la producción de medicinas y alimentos, este principio ha sido
promovido por la Organización Mundial de la Salud y actualizado la normativa de
BPM.”3
3 2000 Organización Panamericana de la Salud, Salud de las Américas (2000), Volumen 1, Miami – USA.

23
Se considera al sistema de Buenas Prácticas de Manufactura la base de todos los
procesos para garantizar la inocuidad del alimento, es aquel que toda empresa debe
manejar y por el que se parte para el desarrollo de los diferentes sistemas.
Dentro del sistema de Buenas Prácticas de Manufactura, se busca eliminar el riesgo que
representan los contaminantes para el producto, desde la recepción de la materia prima
hasta antes de la comercialización, indicando en cada etapa las responsabilidades y
llevando un registro de los sucesos que conllevan la obtención del producto.
En el gráfico número cinco mostrado a continuación se observa los cuatro puntos
principales que definen al sistema de Buenas Prácticas de Manufactura los cuales son
limpieza, control de plagas, métodos operacionales y prácticas personales y el
mantenimiento para mantener la seguridad alimentaria, así se determina el manejo
adecuado de los alimentos.
Además, debido a que se trata un sistema, es adecuado contar además de los
procedimientos anteriormente indicados, con un procedimiento que permita la
evaluación del sistema e ir mejorando los procedimientos hasta lograr que el sistema
funcione de acuerdo con los requerimientos del producto y con las necesidades de la
empresa.
Es importante indicar que existen empresas certificadoras de cumplimientos de Buenas
Prácticas de Manufactura que mediante procedimientos de verificación de ítems de
listas de chequeo e inspecciones indican a quien interese que la empresa que ha sido
auditada cuenta con un Sistema de Buenas Prácticas de Manufactura confiable.

24
Gráfico 4 Puntos Claves de Buenas Prácticas de Manufactura
Fuente: Fantus Technologies
Elaborado por: Fantus Technologies
2.5.2. Objetivos
Debido a que las Buenas Prácticas de Manufactura son los procedimientos necesarios
para lograr alimentos inocuos, saludables y sanos.
Las normas que definen las acciones de manejo y manipulación a que se debe ajustar
cada procedimiento o etapas del proceso deben ser desarrollados bajo los siguientes
objetivos:
- Establecer normas generales y específicas para la operatividad de una
organización.
- Asegurar que el personal conozca la importancia de la sanidad y esté entrenado
en higiene personal y laboral.
- Aseguras que los productos envasados y distribuidos sean de calidad y estén
libres de contaminación.
- Cumplir con las disposiciones sanitarias de los alimentos.
- Elaboración de alimentos insalubres.
25
- Protección de los mercados, del consumidor y prevención de la adulteración.
2.5.3. Ámbito regional
Las Buenas Prácticas de Manufactura, tal como se indico en la legislación de seguridad
alimentaria, es una herramienta que se utiliza para hacer cumplir los estatutos
recomendados internacionalmente. Con respecto a Buenas Prácticas de Manufactura se
posee varios estatutos a nivel regional que puede ser adoptada por una empresa, en el
caso de la “Chocolateca, Chocolate Ecuatoriano C.A.” se desea certificar para poder
exportar a los países vecinos y Estados Unidos.
Con respecto a la Comunidad Andina de Naciones, en su acuerdo de Cartagena,
mediante su Sistema Andino de Normalización, Acreditación, Ensayos, Certificación,
Reglamentos Técnicos y Metrología indica que no existen restricciones al comercio
Subregional, toda vez que los procedimientos y evaluaciones de cumplimiento de
Buenas Prácticas de Manufactura sea validado por las instituciones gubernamentales
pertinentes en cada territorio.
En un aspecto de igual carácter, el Mercosur mediante su reglamento técnico basado en
el Código de Regulaciones Federales de los Estados Unidos y en los Principios
Generales de Higiene de los Alimentos del Códex Alimentarius crea un estatuto de
cumplimiento para que el mercado internacional pueda acoger productos de otros
gobiernos, al igual que lo hace Estados Unidos con el reglamento anteriormente
indicado mediante la FDA (Food and Drugs Administrations).
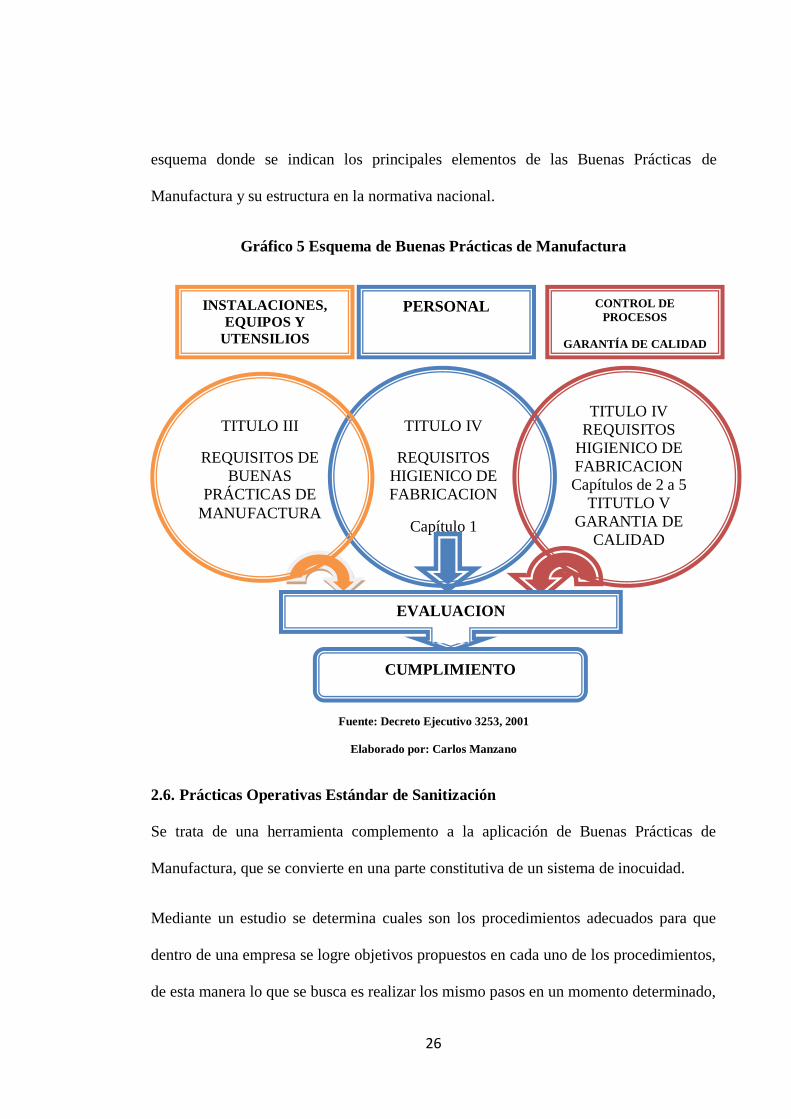
Todos los reglamentos coinciden en lo dictaminado por la Organización Mundial de la
Salud mediante el Códex Alimentarius y su necesidad de implementación en cada una
de las industrias que procesan y exportan alimentos tal como se muestra en el siguiente
26
esquema donde se indican los principales elementos de las Buenas Prácticas de
Manufactura y su estructura en la normativa nacional.
Gráfico 5 Esquema de Buenas Prácticas de Manufactura
Fuente: Decreto Ejecutivo 3253, 2001
Elaborado por: Carlos Manzano
2.6. Prácticas Operativas Estándar de Sanitización
Se trata de una herramienta complemento a la aplicación de Buenas Prácticas de
Manufactura, que se convierte en una parte constitutiva de un sistema de inocuidad.
Mediante un estudio se determina cuales son los procedimientos adecuados para que
dentro de una empresa se logre objetivos propuestos en cada uno de los procedimientos,
de esta manera lo que se busca es realizar los mismo pasos en un momento determinado,
INSTALACIONES,
EQUIPOS Y
UTENSILIOS
PERSONAL CONTROL DE
PROCESOS
GARANTÍA DE CALIDAD
EVALUACION
CUMPLIMIENTO
TITULO IV
REQUISITOS
HIGIENICO DE
FABRICACION
Capítulo 1
TITULO III
REQUISITOS DE
BUENAS
PRÁCTICAS DE
MANUFACTURA
TITULO IV
REQUISITOS
HIGIENICO DE
FABRICACION
Capítulos de 2 a 5
TITUTLO V
GARANTIA DE
CALIDAD

27
cabe indicar que cada uno de los procedimientos se desarrollan para un área específica y
que estos no son repetibles en otras áreas.
2.6.1. Definición
Son procedimientos operativos estandarizados que describen las tareas de saneamiento.
Se aplican antes, durante y después de las operaciones de elaboración.
En un POES es necesario tomar en cuenta el momento a realizarse, responsables,
materiales, inspección, tiempo de ejecución, productos de limpieza y además se debe
contar con un proceso científico de validación de procedimientos el cual, el cual muchas
veces se realiza por parte de una empresa consultora.
Dado que la misión de las POES es preservar la higiene en la elaboración alimentaria,
debe asimismo contemplarse factores externos que pongan en riesgo dicho propósito.
En tal sentido, las plagas constituyen un factor de riesgo importante, ya que en caso de
incidentes por insectos o roedores, estas contaminaciones no podrán ser controladas a
través de los procesos ejecutivos contemplados en este sistema.
Se puede indicar que este sistema puede ser implementado solo, sin embargo ha sido
parte fundamental de Buenas Prácticas de Manufactura, representado la documentación
adecuada como la base para realizar los registros de actividades realizadas con respecto
a la limpieza y el mantenimiento de la inocuidad de la empresa donde se realiza la
manipulación de los alimentos.
2.6.2. Objetivos
- Contener todos los procedimientos de higiene que en el establecimiento se
realizan antes y durante las operaciones.

28
- Identificar los procedimientos que serán realizados previo al inicio de las
operaciones (POES pre operacionales) y describir como mínimo la higiene de
las superficies o instalaciones en contacto con los alimentos, equipamiento y
utensilios.
- Especificar la frecuencia con la que cada procedimiento se realizará e identificar
al empleado o la posición responsable por la implementación y mantenimiento
de los procedimientos
- Identificar los productos de limpieza y desinfectantes, con el nombre comercial,
principio activo y nombre del responsable de efectuar las diluciones cuando
éstas sean necesarias.
- Describir del desarme y rearme del equipamiento antes y después de la limpieza.
2.7. Otros sistemas de inocuidad
Se considera como un sistema de inocuidad al conjunto de herramientas estadísticas,
controles, registros, plantillas, formas, equipos de medición y procedimientos que
poseen relaciones con los procesos productivos de la empresa y que tienen como
finalidad regular la inocuidad con la que otros sistemas se encuentran desarrollándose
dentro del área de producción. Se trata de una serie de procedimientos ligados que una
vez implementados en una empresa que realice procesamiento de alimentos de cualquier
tipo, establece lineamientos con los cuales se busca obtener al final de los procesos, un
alimento apto para el consumo humano al ser utilizado dentro de las recomendaciones
establecidas por la empresa para el consumo de dicho producto.
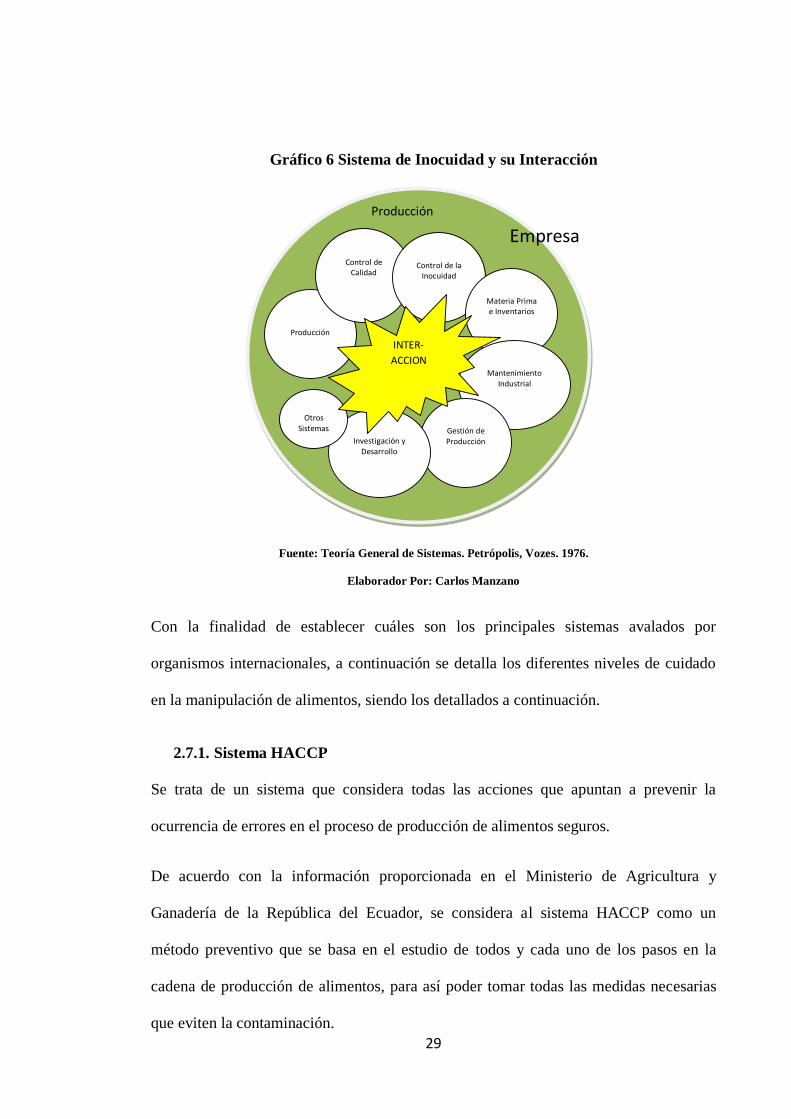
29
Gráfico 6 Sistema de Inocuidad y su Interacción
Fuente: Teoría General de Sistemas. Petrópolis, Vozes. 1976.
Elaborador Por: Carlos Manzano
Con la finalidad de establecer cuáles son los principales sistemas avalados por
organismos internacionales, a continuación se detalla los diferentes niveles de cuidado
en la manipulación de alimentos, siendo los detallados a continuación.
2.7.1. Sistema HACCP
Se trata de un sistema que considera todas las acciones que apuntan a prevenir la
ocurrencia de errores en el proceso de producción de alimentos seguros.
De acuerdo con la información proporcionada en el Ministerio de Agricultura y
Ganadería de la República del Ecuador, se considera al sistema HACCP como un
método preventivo que se basa en el estudio de todos y cada uno de los pasos en la
cadena de producción de alimentos, para así poder tomar todas las medidas necesarias
que eviten la contaminación.
Empresa
Producción
Producción
Control de
Calidad
Control de la
Inocuidad
Materia Prima e Inventarios
Mantenimiento
Industrial
Gestión de Producción
Investigación y
Desarrollo
Otros
Sistemas
INTER-
ACCION

30
No es un sistema de control de calidad de alimentos, sino que es un sistema preventivo
para asegurar la producción de alimentos inocuos. El control disminuye errores en todo
el proceso, pudiendo detectarse los mismos en cada una de las etapas.
“El sistema HACCP, es un conjunto de procedimientos científicos y técnicos, que
aseguran la sanidad de los productos alimenticios, llevado adelante por un equipo
interdisciplinario HACCP. El mismo permiten identificar, evaluar y controlar los
peligros que se producen en el proceso de elaboración de un determinado alimento, que
pueden hacerlo peligroso para la salud humana.”4
Este sistema de prevención puede realizarse si previamente se han cumplido con los
tratados de Buenas Prácticas Agrícolas y de Manufactura con los alimentos, además este
sistema se constituye como el sugerido por el Códex Alimentarius y aceptado
internacionalmente como un parámetro de referencia que garantiza la inocuidad de los
alimentos mediante la ejecución de una serie de acciones específicas
La principal característica de este sistema es la prevención en cada una de las etapas que
se involucra el producto, toma como base al sistema BPM y lo lleva a manejarse
mediante la reducción de probabilidades de contaminación en las etapas críticas,
mediante un control permanente lo que vuelve al sistema más eficiente y puntual con
respecto a los objetivos trazados.
Para iniciar la implementación del sistema es conformar el equipo HACCP para luego
de definir un diagrama de flujo de los procedimientos de la línea de producción, se sigue
los siguientes principios para su implantación:
4 República del Ecuador, Ministerio de Agricultura y Ganadería, análisis de peligros y puntos críticos de
control (HACCP) en la industria alimenticia, (2000), Ing. Agr. Analia Junovich, Quito – Ecuador.

31
- Conducir un análisis de peligro
- Identificación de peligros
- Evaluación de peligros
- Establecer los Puntos Críticos de Control (PCC).
- Establecer procedimientos de monitoreo.
- Establecer acciones correctivas.
- Establecer procedimientos de documentación y mantenimiento de registros.
El implementar este sistema significa un compromiso con la empresa y con la inocuidad
de los alimentos por parte del personal de la empresa, ya que puede convertirse en una
tarea difícil de cumplir si no existe el suficiente conocimiento de las personas que
manipulan alimentos, así como aquellas que se encuentran en cargos directivos, se
puede agregar que el sistema HACCP debe ser evaluado constantemente y que dentro
de nuestra legislación no se lo considera como necesario para que se implante dentro de
las empresas.
2.7.2. Sistema ISO 22000
Se trata del sistema de gestión de seguridad alimentaria, al igual que sus antecesores es
aplicable a la cadena de abastecimientos de alimentos.
El sistema ISO 22000 se deriva de los sistemas de gestión relacionados antes
mencionados, englobándolos y desarrollándose a partir de la implementación progresiva
de los anteriores sistemas.
La ISO 22000 establece los requisitos internacionales para seguridad en la cadena de
alimentos, desde el agricultor hasta llegar al consumidor. Por tanto, aplica a toda la

32
cadena de alimentos incluyendo transporte, restaurantes, elaboradores, fabricantes de
utensilios y equipos, agentes químicos de sanidad, comidas, sector agrícola, etc.
Los principales objetivos que maneja este sistema se asemejan mucho a los objetivos
HACCP, siendo los más importantes:
- Conformar los principios CODEX para Certificar HACCP
- Al igual a protocolos de gestión como lo son ISO 9001 e ISO 14001, ISO 22000
es un esquema para armonizar la seguridad alimentaria
- Provee especificaciones que pueden ser verificables y validadas así propiciando
certificación o auto declaración.
- Propicia alineamiento con otros sistemas de gestión para su fusión como ISO
9001 e ISO 14001.
Dentro de las principales especificaciones del sistema ISO 22000:2005 para
organizaciones del sistema, se tiene los mencionados a continuación:
- Planificar, implantar, operar, mantener y actualizar sistema de gestión
alimentario enfocado a productos de intencionado uso y consumo con seguridad
(alimentaria).
- Asisten en demostrar cumplimiento con estatutos, códigos y actas legales
relacionadas a seguridad de alimentos.
- Evaluar y verificar requisitos del cliente / consumidor y demostrar conformidad
con acuerdos relacionados a seguridad de alimentos.
- Comunicar efectivamente aspectos relacionados a seguridad de alimentos en la
cadena alimentaria.
- Asegurar que la organización cumpla con la política en seguridad alimentaria.

33
ISO 222000
HACCP
BPM + POES
- Demostrar conformidad a partes interesadas.
- Obtener certificación bajo dicho sistema de gestión alimentaria ISO 22000:2005
o declarar cumplimiento.
2.7.3. Análisis comparativo de los diferentes sistemas de Inocuidad
Tal como se ha descrito anteriormente, para el cumplimiento del marco jurídico descrito
tanto en documentos de la FAO-OMS y en la carta magna de la República del Ecuador
se ha adoptado una serie de herramientas por medio de las cuales las empresas pueden
cumplir con los reglamentos, tanto nacionales e internacionales. En el siguiente gráfico
se puede observar, cada uno de los sistemas antes detallados se basan en uno más
básico, estableciéndose que cualquier conjunto de procedimientos que se desee
implantar debe ser a partir del sistema de Buenas Prácticas de Manufactura, de ahí la
importancia del mismo en cualquier empresa que manipule alimentos.
Gráfico 7 Sistemas para la inocuidad de los alimentos
Fuente: FAO/OMS
Elaborado por: Carlos Manzano
Implementación
Control
Propuesta
Mejora

34
Pero más allá de la necesidad de cumplir con los reglamentos, cada una de estas
herramientas que al ser implementados se vuelven sub- sistemas propios de la empresa,
generan una serie de ventajas, cada una propia del sistema a ser implantado.
En cuanto se refiere a las Buenas Prácticas de Manufactura, se trata de sistema básico
utilizado por la empresas para garantizar la inocuidad de los alimentos, este sistema
cuida los detalles de infraestructura desde la edificación, pasando por las maquinarias
hasta evaluar los utensilios con los que se manipula, y los conocimientos que la empresa
en conjunto maneja, como los procesos de obtención de producto, prácticas estándares
de Sanitización, conocimiento del personal sobre inocuidad, registros de actividades,
responsabilidades, etc. Mientras tenemos las POES Prácticas Operativas Estándar de
Sanitización, como ya se indico anteriormente, constituyen las bases con las cuales se
puede implementar los demás sistemas de inocuidad.
Para realizar un cambio entre los diferentes niveles de gestión de la inocuidad, se debe
realizar una implementación del sistema, en donde se debe contar con un control de las
actividades que definan el cumplimiento de las actividades desarrolladas para el
sistema, además sirve para identificar los posibles problemas encontrados en cada uno
de los procedimientos o documentos para el efecto.
Una vez identificados los problemas se debe realizar una propuesta de mejora que al ser
analizada y una vez aplicada, se desarrolla nuevamente una mejora, en este caso esta
mejora puede ser la implementación del sistema que como se indica en la siguiente
ilustración inicia con las Buenas Prácticas de Manufactura y los Procesos Operativos
Estándar de Sanitización, los de definen las bases de la gestión. El principal objetivo es
establecer las estructuras básicas para evitar una contaminación.

35
El Sistema HACCP se reconoce por poseer una estructura que identifica los puntos
críticos de control con el fin de evitar la presencia de los contaminantes dentro del
proceso y por ende en los alimentos. Este sistema puede disgregarse en varias fases,
integrando la cadena de comercialización del alimento hacia adelante como hacia atrás
hasta donde sea posible realizarlo. La implementación de un sistema ISO 22000 define
la gestión de la inocuidad tomando en cuenta tanto los procesos utilizados para este fin
como su control y además la integración con otros sistemas que son parte de las normas
internacionales ISO 9001.

CAPÍTULO III

37
CAPÍTULO III
III. DIAGNÓSTICO Y RESULTADOS
Una vez determinadas las herramientas que se va a utilizar para el estudio de la empresa
y puntualizar los conceptos necesarios para entender la terminología utilizada, se
procede a realizar el diagnóstico de la empresa primero de una forma global indicando
cual es la situación de la empresa y luego utilizando el check list para conocer la
realidad de la empresa. Luego, se procede a analizar los resultados y generar una lista de
acciones correctivas.
3.1. Situación empresarial
Con el fin de describir globalmente la situación de la empresa “La Chocolateca” se ha
explicado en los siguientes puntos de este capítulo la información entregada por la
compañía.
3.1.1. Historia
“La Chocolateca” Chocolate Ecuatoriano C.A., se ha dedicado a realizar recetas
tradicionales en base de chocolate de calidad. La empresa se funda en el año de 1978
cuando un grupo de amas de casa se deciden a crear un lugar donde se encuentre el
mejor chocolate fino de aroma ecuatoriano.
Desde aquel entonces “La Chocolateca” Chocolate Ecuatoriano C.A. ha ofrecido sus
productos a los quiteños, pasando la empresa por una serie de cambios, hasta llegar a la
actualidad, donde sus productos son demandados en el mercado local y con perspectivas
de exportación. Actualmente la empresa, según su gerente se encuentra en una

38
capacidad productiva del 80% con constante crecimiento pero además con la
expectativa de mejora con el fin de mantenerse vigente dentro del mercado.
Para el aspecto de comercialización se posee una red de comercialización desarrollada a
partir del abastecimiento de islas en los principales centros comerciales de la capital, los
cuales son administrados por sus copropietarios se encuentran localizadas en los
siguientes puntos:
- Centro Comercial Mall El Jardín - Centro Comercial Multicentro
- Centro Comercial El Recreo - Paseo Comercial Caracol
- Local Valle de los Chillos
Ilustración 4 Punto de Venta “La Chocolateca” Chocolate Ecuatoriano C.A.
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano

39
Además, el producto se distribuye en cadenas comerciales como Supermaxi, Fybeca, El
Español, Entre dulces, Floralp, Delicatesen Federer, Xocoa, Fres flor, Corte Vikingo,
Monty’s y Olga fish, estos últimos ubicados en la terminal aérea, tiendas enfocadas a
turistas compradores.
3.1.2. Situación actual de la empresa
“La Chocolateca” Chocolate Ecuatoriano C.A. se constituye en una de las primeras
marcas de chocolate fino en la ciudad y actualmente, sus productos son ubicados en los
principales supermercados y puntos de venta dedicados a un segmento de mercado
medio-alto.
Internamente se identifica a esta como una microempresa que posee una estructura
pequeña donde el jefe de planta tiene a su cargo a cuatro operarios, un puesto de
asistente de gerencia y contabilidad y sobretodo un interesante modelo de
comercialización en donde a manera de franquicia se ha vendido puntos de venta a
copropietarios los cuales ubican el producto en las zonas que considera “La
Chocolateca” Chocolate Ecuatoriano C.A. como adecuado para la venta del producto.
Actualmente, se ha posicionado sólidamente dentro de un mercado exigente y busca un
mejoramiento en sus procesos productivos para abrir nuevos rumbos para con sus
productos, especialmente fuera del país donde de acuerdo con lo expresado por su
gerente se ha acercado propuesta interesantes para realizar exportaciones hacia países
como Colombia y Estados Unidos, siendo esta una de las principales razones por las
cuales la empresa ingresa en un proceso de mejoramiento global. A continuación se
detalla el organigrama de la empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
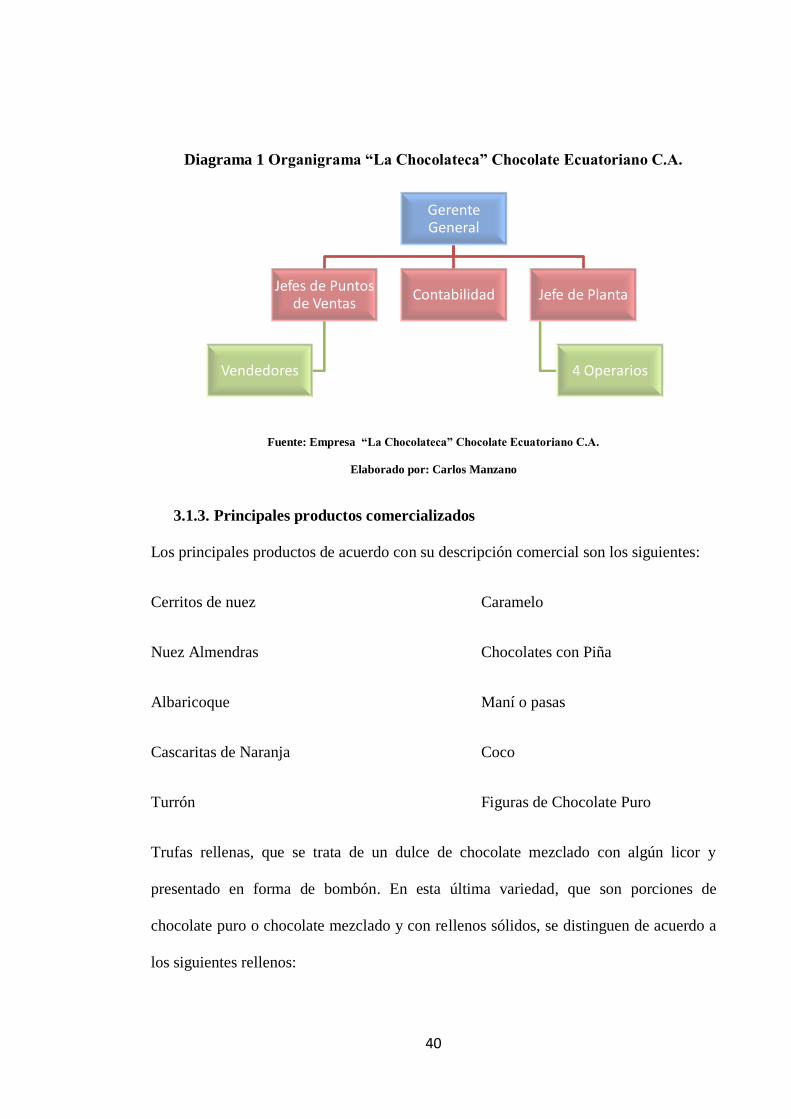
40
Diagrama 1 Organigrama “La Chocolateca” Chocolate Ecuatoriano C.A.
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano
3.1.3. Principales productos comercializados
Los principales productos de acuerdo con su descripción comercial son los siguientes:
Cerritos de nuez Caramelo
Nuez Almendras Chocolates con Piña
Albaricoque Maní o pasas
Cascaritas de Naranja Coco
Turrón Figuras de Chocolate Puro
Trufas rellenas, que se trata de un dulce de chocolate mezclado con algún licor y
presentado en forma de bombón. En esta última variedad, que son porciones de
chocolate puro o chocolate mezclado y con rellenos sólidos, se distinguen de acuerdo a
los siguientes rellenos:
Gerente General
Jefes de Puntos de Ventas
Vendedores
Contabilidad Jefe de Planta
4 Operarios

41
Licor de Menta Whiskey
Amaretto Piña Colada
Grand Manier Licor de Cacao
Vino de Frutas Exóticas Coñac Macadamia
Licor de Durazno Irish Coff
Ilustración 5 Principales Productos de “La Chocolateca” Chocolate Ecuatoriano C.A.
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: “La Chocolateca” Chocolate Ecuatoriano C.A.
Además se reconoce como una alternativa interesante la línea corporativa donde ofrece
chocolate puro con el logotipo de la empresa, con un empaque llamativo y
completamente personalizable de acuerdo con las necesidades que presente el
comprador, altamente flexible y llamativo dentro del mercado, tal como se muestra en la
siguiente ilustración:

42
Ilustración 6 Productos Corporativos “La Chocolateca” Chocolate Ecuatoriano C.A.”
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: “La Chocolateca” Chocolate Ecuatoriano C.A.
3.1.4. Descripción General del Proceso de Producción
De acuerdo con la situación empresarial señalada anteriormente, “La Chocolateca”
Chocolate Ecuatoriano C.A. ofrece al mercado tres principales productos, los cuales se
ha catalogado como trufas, bombones y su línea corporativa. Cada uno de estos
productos posee variantes, las cuales se basan principalmente en el cambio de la
cobertura o el relleno de los productos, que generalmente son hechos a partir de la fruta
de temporada o licor. Es necesario indicar que los procesos con los cuales se obtienen
dichos productos son gracias al conocimiento que se ha generado a través de los años, lo
que ha forjado recetas utilizadas en la formulación de los productos, sin embargo no se
reconoce ningún método que muestre una medición de la productividad en el proceso
general.

43
Dentro de la inspección de los procesos con los cuales se obtiene el producto, se puede
indicar que existe cierta cantidad del lote con el cual se trabaja que se vende al granel
directamente al consumidor, por lo que el envasado no se realiza en buena parte de la
producción.
Cabe indicar que la empresa considera como bombones al producto obtenido del
chocolate pasteurizado con forma pre establecido de acuerdo a las necesidades del
comprador y correspondiente a un bocado, que puede o no poseer un relleno y/o
cobertura, que la trufa es el producto elaborado a partir del chocolate, que posee dentro
de su mezcla trozos de semillas o frutas y que posee diferentes formas de acuerdo a la
necesidad, también se reconoce como paleta al producto que se encuentra conformado
por chocolate que puede o no poseer relleno y/o cobertura y un haza para facilitar la
manipulación del producto.
El inicio del proceso productivo empieza en la recepción de la materia prima,
dividiéndose a esta en productos perecederos o no perecederos, los primeros son las
frutas frescas y semillas que incluyen nueces y maníes, se lleva el producto a la bodega
general y a sus refrigeradores, en el caso de los no perecederos se refiere a aquellos
como licores y otros que son adquiridos ya procesados.
En el proceso se realiza un pesaje de la mezcla de chocolates y se los mantiene en la
mezcladora, la cual se encuentra a 60 – 75°C para luego ser llevada a los moldes los
cuales deben ser adecuados con sustancias antiadherentes y si es necesario se rellena de
acuerdo con las necesidades del proceso y el tipo de relleno que es previamente
preparado, luego se lleva a un reposo a temperatura de refrigeración donde el chocolate
toma la forma definida.

44
Una vez terminado este procedimiento, se toma al producto y se lo clasifica de acuerdo
al tipo de recubrimiento y se lo lleva a la zona de recubrimientos en donde se agrega las
cubiertas al bombón o trufa.
Nuevamente se deja reposar a temperatura ambiente y se lleva al producto al área de
empaque para que de acuerdo con la presentación del envase que se requiera se realiza
un pesaje el producto y se lo mantiene en la bodega general, hasta que se requiera que el
producto sea llevado a los puntos de venta de la ciudad.
Dentro del proceso se identifico falencias al momento de procesar como la falta de
definición de puestos de trabajo dentro del área de producción. Sin embargo esto ha
determinado que todos los operarios poseen un conocimiento sólido y confiable sobre
el proceso de elaboración y en cada una de sus fases de ejecución por lo que se puede
indicar que esta se ha vuelto una ventaja.
A continuación se detalla mediante un flujo grama general, las operaciones que se
realizan en la empresa para obtener su gama de productos comercializados.

45
Diagrama 2 Flujograma “La Chocolateca” Chocolate Ecuatoriano C.A.”
RECEPCION DE MATERIA PRIMA
PESAJE DE MATERIA PRIMA
Según C.C.
Según Formulación
MEZCLA CHOCOLATE
60 – 75°C / 15-20 min.
COLOCAR EN MOLDES
De acuerdo a Especificaciones
NECESITA RELLENO?
COLOCAR RELLENO /
ADITAMENTOS
ENFRIAMIENTO
NECESITA RECUBRIMIENTO?
RECUBRIR
ENVASADO
ALMACENAMIENTO
NO
SI
Temperatura 2-8°C / 5-10 min.
SI
NO
Frutas, semillas o licor
Chocolate de aroma, blanco o
caramelo 50°C / 1 min.
BOMBONES O TRUFAS
De acuerdo con presentación
C.C.
DESMOLDADO
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano

46
Con la finalidad de descifrar de mejor manera cada uno de los procedimientos que se
han detallado anteriormente se detalla un plano distributivo de “La Chocolateca”
Chocolate Ecuatoriano C.A., donde consta la distribución de las diferentes áreas que la
empresa ha destinado.
Diagrama 3 Distribución “La Chocolateca” Chocolate Ecuatoriano C.A.
Fuente: “La Chocolateca” Chocolate Ecuatoriano C.A.”
Elaborado por: Carlos Manzano
En el diagrama 3 se observa que la mayor superficie de la infraestructura está destinada
para la producción, cuatro baños para el uso del personal, donde se ha dividido en baño
de hombres y baño de mujeres, uno de personal administrativo que se encuentra justo a
47
la entrada al establecimiento, dentro de esto, el principal problema a simple vista es la
presencia de un baño ligado directamente al área de producción.
También se reconoció tres tipos de bodegas, uno de insumos, en donde se encontraba la
mayor parte de la papelería, otro de materias primas y un tercero donde se realiza el
envasado, sin embargo se encontró materias primas almacenadas en el mismo lugar.
Asimismo se encontró un área reconocida como cocina, donde se tiene un horno
utilizado casualmente y además para el consumo de alimentos del personal.
En la ilustración 7 se observa el lobby de ingreso a la planta donde se identifica
inmediatamente el producto apilado para ser llevado a los diferentes puntos de venta,
cada una de las cajas se encuentran identificadas mediante rótulos, junto a esta se tiene
una sala de espera y como se observa en la ilustración 8 una vitrina como muestra de los
productos que se procesan.
Ilustración 7 Lobby de Ingreso – “La Chocolateca” Chocolate Ecuatoriano C.A.
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano

48
Ilustración 8 Recepción de “La Chocolateca” Chocolate Ecuatoriano C.A.
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano
En la ilustración 8 observamos como ya se indico una vitrina a manera de counter de
recepción, por detrás, en el fondo izquierdo se observa una especie de bodega de
empaques, detrás del cubículo se encuentra actualmente el área de empaque o envasado.
Ilustración 9 Counter de Recepción Bodega de Papelería
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano

49
En la ilustración 9 se observa el almacén de papelería detrás del counter de recepción
con una vista frontal, por detrás de esta área se encuentra una puerta para ingresar al
área de envasado-empacado.
Al ingresar a la empresa, esta es la primera vista que se obtiene, de aquí se distribuye
hacia el área administrativa y la de producción.
Al realizar la evaluación de la empresa, una vez iniciadas las labores del personal, se
identifico el recorrido de materia prima, producto en proceso y producto terminado
dentro de las áreas de producción, lo que se detalla en el siguiente diagrama:
Diagrama 4 Diagrama de Recorrido “La Chocolateca” Chocolate Ecuatoriano C.A.”
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano

50
Así como se indica en el plano anterior, no existe una ruta claramente definida y
adecuada para realizar el proceso de producción de los diferentes productos elaborados
en la empresa.
Esto representa un problema al momento de la implantación de Buenas Prácticas de
Manufactura, ya que existe la posibilidad de una contaminación cruzada, debido a que
existen puntos donde la materia prima cruda, la materia prima en proceso y producto
terminado comparten espacio físico, así mismo se puede identificar que por este motivo
el personal que se encuentra manipulando alimento cruza de un área a otra sin tomar
precauciones por el hecho de no tener un orden claramente establecido.
Por tal motivo se considera dentro de las recomendaciones el establecer un circuito de
producción para evitar dicho inconveniente y además definir las diferentes áreas en la
producción.
3.2. Diagnóstico de Buenas Prácticas de Manufactura
Como se indico en el Capítulo I, se utilizó una lista de chequeo validada por el
Ministerio de Salud Pública. A continuación se detalla la aplicación y los diferentes
resultados en Buenas Prácticas de Manufactura de acuerdo a los capítulos y títulos de la
norma vigente y evaluada de acuerdo a documentos y registros.

51
3.2.1. Requisitos de Buenas Prácticas de Manufactura
3.2.1.1. De las instalaciones
Tabla 2 Requisitos de Buenas Prácticas de Manufactura
EVALUACIÓN DEL SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA
EMPRESA “LA CHOCOLATECA”
REGLAMENTO BPM ALIMENTOS DOCUMENTOS REGISTROS
%
REQUISITO N.E. D.M AD. N.E. D.M AD.
TITULO III REQUISITOS DE BUENAS PRACTICAS DE MANUFACTURA
CAPÍTULO I DE LAS INSTALACIONES
3.- De las condiciones mínimas básicas
50%
0%
25%
4. De la localización
50%
0%
25%
5. Diseño y Construcción
50%
0%
25%
6. Condiciones específicas de las áreas
50%
0%
25%
7. Servicios de Planta – Facilidades
50%
0%
25%
TOTAL CAPÍTULO I 25%
Fuente: Ministerio de Salud Pública del Ecuador
Elaborado Por: Carlos Manzano
3.2.1.2. Condiciones mínimas básicas
3.2.1.2.1. Localización
En cuanto al aspecto de localización se puede señalar que se encuentra dentro de una
zona urbana, la cual demuestra una posibilidad de fuente de insalubridad y
contaminación, principalmente con respecto a la contaminación generada por los
automotores que se encuentran por la zona, además se debe contemplar que existen
varias ordenanzas para localizar empresas dentro de distrito metropolitano.
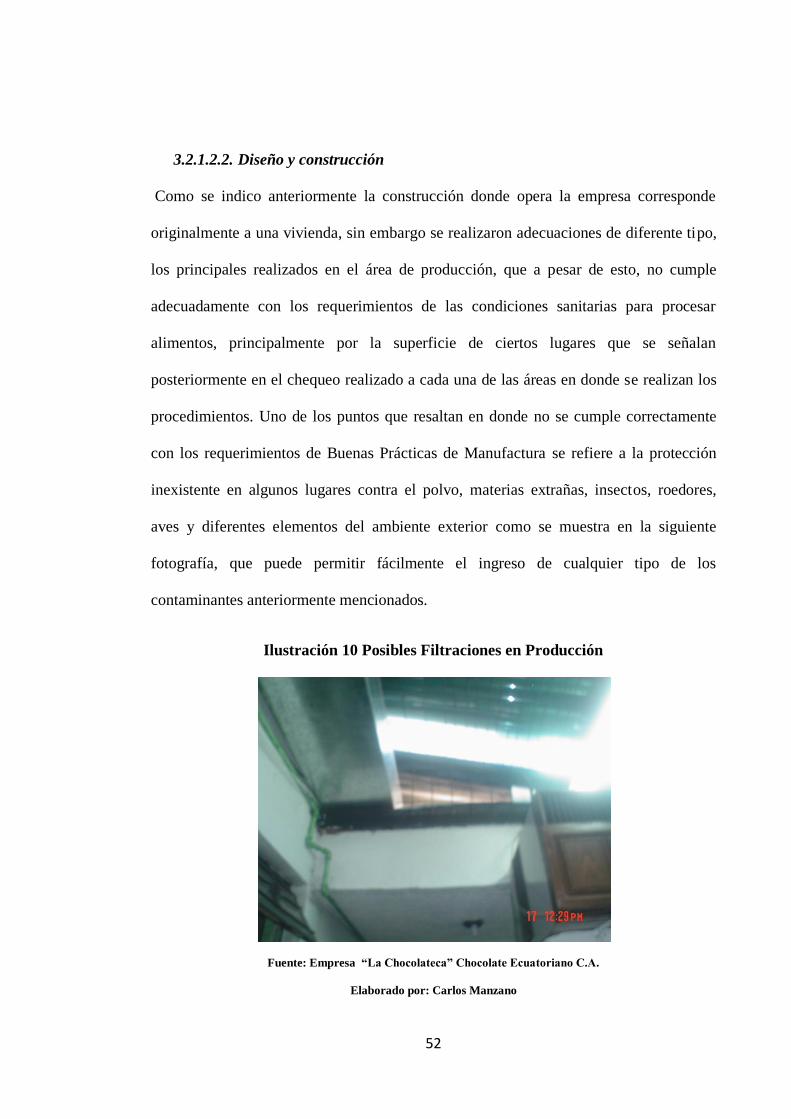
52
3.2.1.2.2. Diseño y construcción
Como se indico anteriormente la construcción donde opera la empresa corresponde
originalmente a una vivienda, sin embargo se realizaron adecuaciones de diferente tipo,
los principales realizados en el área de producción, que a pesar de esto, no cumple
adecuadamente con los requerimientos de las condiciones sanitarias para procesar
alimentos, principalmente por la superficie de ciertos lugares que se señalan
posteriormente en el chequeo realizado a cada una de las áreas en donde se realizan los
procedimientos. Uno de los puntos que resaltan en donde no se cumple correctamente
con los requerimientos de Buenas Prácticas de Manufactura se refiere a la protección
inexistente en algunos lugares contra el polvo, materias extrañas, insectos, roedores,
aves y diferentes elementos del ambiente exterior como se muestra en la siguiente
fotografía, que puede permitir fácilmente el ingreso de cualquier tipo de los
contaminantes anteriormente mencionados.
Ilustración 10 Posibles Filtraciones en Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano
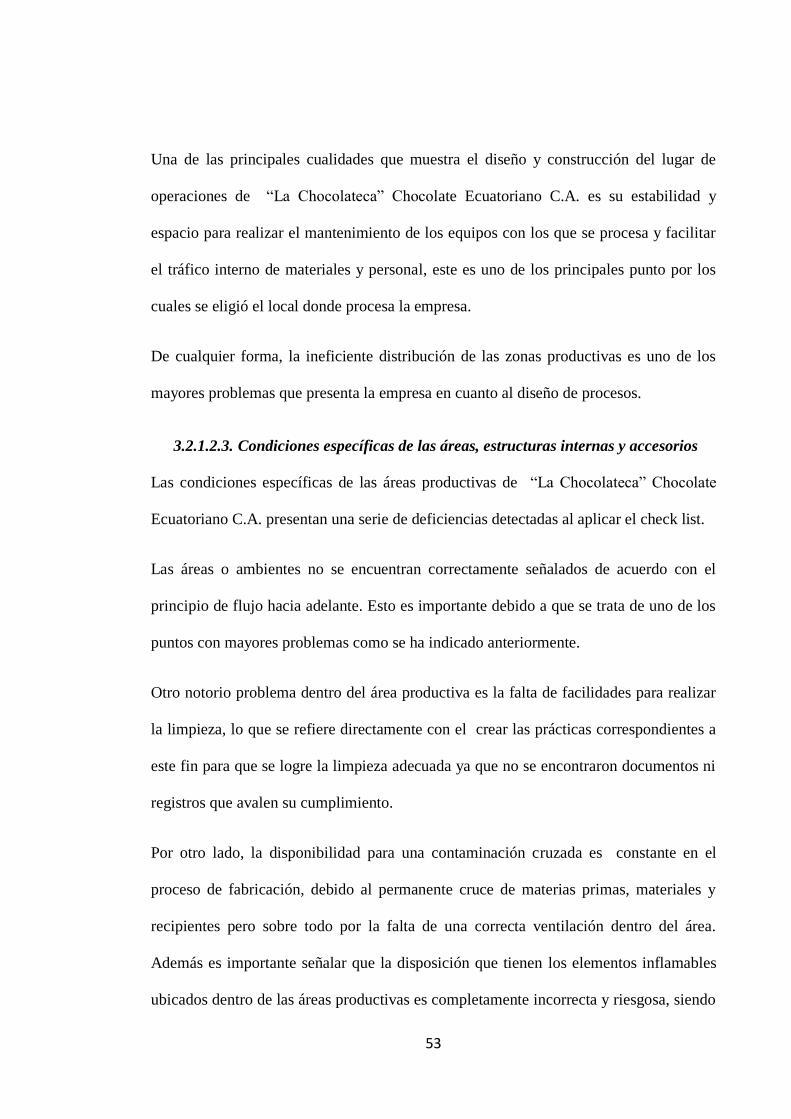
53
Una de las principales cualidades que muestra el diseño y construcción del lugar de
operaciones de “La Chocolateca” Chocolate Ecuatoriano C.A. es su estabilidad y
espacio para realizar el mantenimiento de los equipos con los que se procesa y facilitar
el tráfico interno de materiales y personal, este es uno de los principales punto por los
cuales se eligió el local donde procesa la empresa.
De cualquier forma, la ineficiente distribución de las zonas productivas es uno de los
mayores problemas que presenta la empresa en cuanto al diseño de procesos.
3.2.1.2.3. Condiciones específicas de las áreas, estructuras internas y accesorios
Las condiciones específicas de las áreas productivas de “La Chocolateca” Chocolate
Ecuatoriano C.A. presentan una serie de deficiencias detectadas al aplicar el check list.
Las áreas o ambientes no se encuentran correctamente señalados de acuerdo con el
principio de flujo hacia adelante. Esto es importante debido a que se trata de uno de los
puntos con mayores problemas como se ha indicado anteriormente.
Otro notorio problema dentro del área productiva es la falta de facilidades para realizar
la limpieza, lo que se refiere directamente con el crear las prácticas correspondientes a
este fin para que se logre la limpieza adecuada ya que no se encontraron documentos ni
registros que avalen su cumplimiento.
Por otro lado, la disponibilidad para una contaminación cruzada es constante en el
proceso de fabricación, debido al permanente cruce de materias primas, materiales y
recipientes pero sobre todo por la falta de una correcta ventilación dentro del área.
Además es importante señalar que la disposición que tienen los elementos inflamables
ubicados dentro de las áreas productivas es completamente incorrecta y riesgosa, siendo
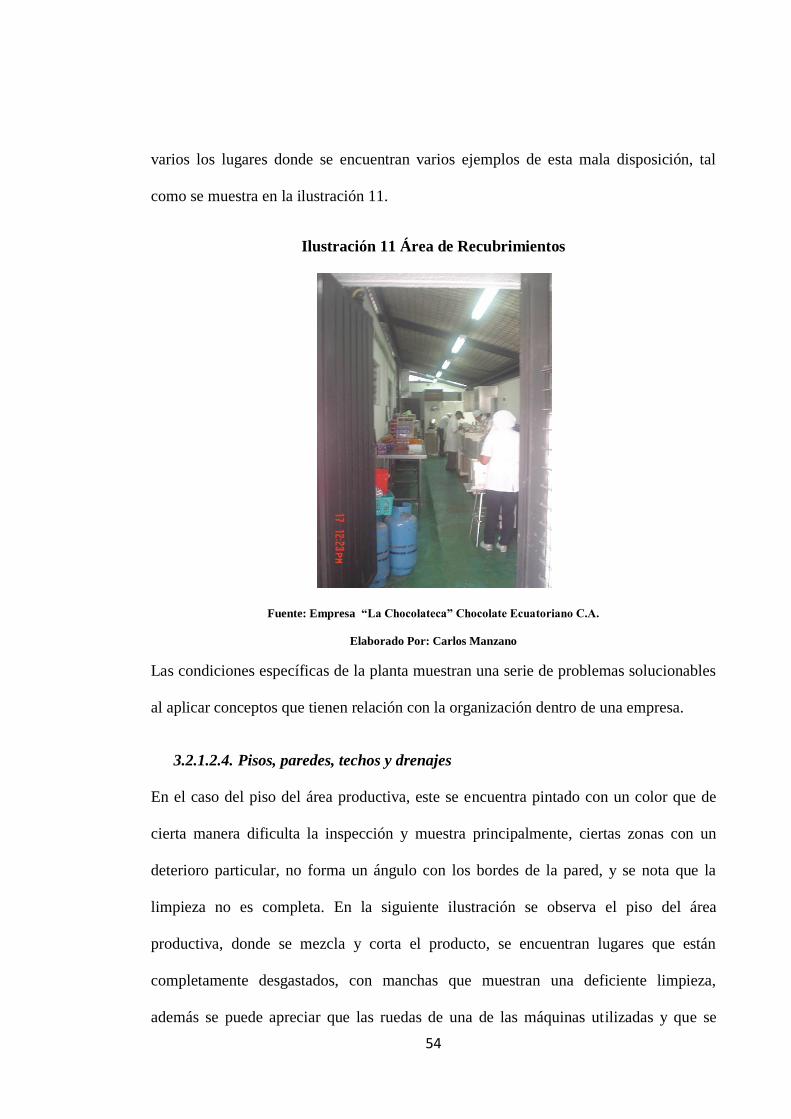
54
varios los lugares donde se encuentran varios ejemplos de esta mala disposición, tal
como se muestra en la ilustración 11.
Ilustración 11 Área de Recubrimientos
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
Las condiciones específicas de la planta muestran una serie de problemas solucionables
al aplicar conceptos que tienen relación con la organización dentro de una empresa.
3.2.1.2.4. Pisos, paredes, techos y drenajes
En el caso del piso del área productiva, este se encuentra pintado con un color que de
cierta manera dificulta la inspección y muestra principalmente, ciertas zonas con un
deterioro particular, no forma un ángulo con los bordes de la pared, y se nota que la
limpieza no es completa. En la siguiente ilustración se observa el piso del área
productiva, donde se mezcla y corta el producto, se encuentran lugares que están
completamente desgastados, con manchas que muestran una deficiente limpieza,
además se puede apreciar que las ruedas de una de las máquinas utilizadas y que se

55
encuentra en el lugar permanentemente presenta oxidación por la falta de
mantenimiento.
Ilustración 12 Piso del Área de Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
En la ilustración 12, se observa un boquete en el piso que tiene una profundidad de 2 a 3
mm., lo cual es perfecto para que el polvo o impurezas se acumulen dentro del mismo,
además el desprendimiento de sustancias en la empresa.
Ilustración 13 Piso del Área de Recubrimiento
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano

56
Igualmente se nota el desgaste en las zonas de traslado del personal, pero además que la
pintura ha sufrido un desgaste inusual, debido a alguna sustancia esparcida en el mismo.
Ilustración 14 Piso del Área de Recubrimiento
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
En la ilustración 20 se observa como se ha desgastado el piso al mantener una
maquinaria en el mismo lugar. Presenta el mismo desgaste como en las fotografías
anteriores pero además se observa en la zona izquierda superior un líquido viscoso,
presumiblemente azúcar, que no ha sido limpiado. Al momento de realizar la inspección
se pudo constatar que el personal no realizaba ningún procedimiento de limpieza. Se
puede apreciar, en la entrada a la zona de producción se constato que el piso se
encuentra ligeramente deteriorado y en donde puede haber contaminación por la falta de
limpieza y además por el tipo material con el cual está construido.

57
Ilustración 15 Entrada al Área de Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
En la fotografía mostrada a continuación, en el área de almacenamiento de materias
primas, se notó que el piso se encontraba en una precaria condición, tal es el caso que la
madera con la cual se encuentra recubierto ha perdió su color.
Esta área presenta un daño realmente considerable con respecto al piso ya que se puede
evidenciar que el mismo se encuentra recubierto con un material altamente poroso y
difícil de limpiar y además que no se tiene cautela con respecto a la manera de
recolectar la materia prima, como se muestra en la siguiente ilustración:

58
Ilustración 16 Bodega de Materia Prima
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
En el caso de las paredes se encontró falencias atribuibles a la falta de mantenimiento
de la infraestructura del edificio, se encontró principalmente que no se tenía un color
adecuado para la inspección de limpieza en el lugar, además que no termina en ángulo
para facilitar la limpieza tanto con el piso como para el techo.
Es importante señalar que las paredes del área productiva se encuentran pintada de
diferentes colores.

59
Ilustración 17 Desgaste en bordes, piso y pared
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
En la ilustración anterior se nota los diferentes niveles que posee la pared y además que
presenta las características anteriormente indicadas, incluyendo una deficiente limpieza.
Siguiendo con la descripción, una de las paredes que se encuentra dentro del área de
producción está recubierta con madera, lo que se conoce de acuerdo con estudios, es una
fuente de contaminación, además se notó un agujero de las conexiones del edificio
abierto y expuesto de donde fácilmente se desprende material contaminante, lo que debe
ser necesariamente mejorado.
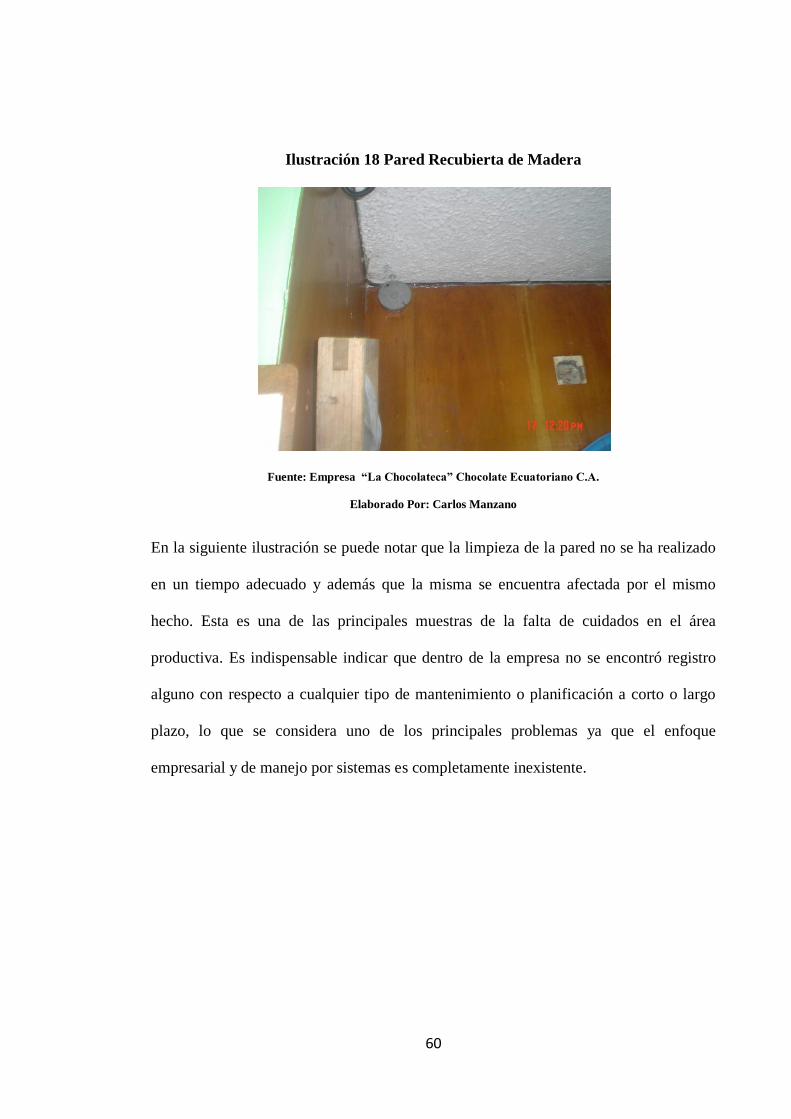
60
Ilustración 18 Pared Recubierta de Madera
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
En la siguiente ilustración se puede notar que la limpieza de la pared no se ha realizado
en un tiempo adecuado y además que la misma se encuentra afectada por el mismo
hecho. Esta es una de las principales muestras de la falta de cuidados en el área
productiva. Es indispensable indicar que dentro de la empresa no se encontró registro
alguno con respecto a cualquier tipo de mantenimiento o planificación a corto o largo
plazo, lo que se considera uno de los principales problemas ya que el enfoque
empresarial y de manejo por sistemas es completamente inexistente.

61
Ilustración 19 Pared Desgastada
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
De la misma manera se ha encontrado diferentes paredes que muestran evidencias de
salpicaduras, que no han sido limpiadas eficientemente y que se tratan de una fuente de
contaminación, aun más cuando se considera que la misma se encuentra muy próxima al
proceso.
Ilustración 20 Limpieza Deficiente en paredes
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
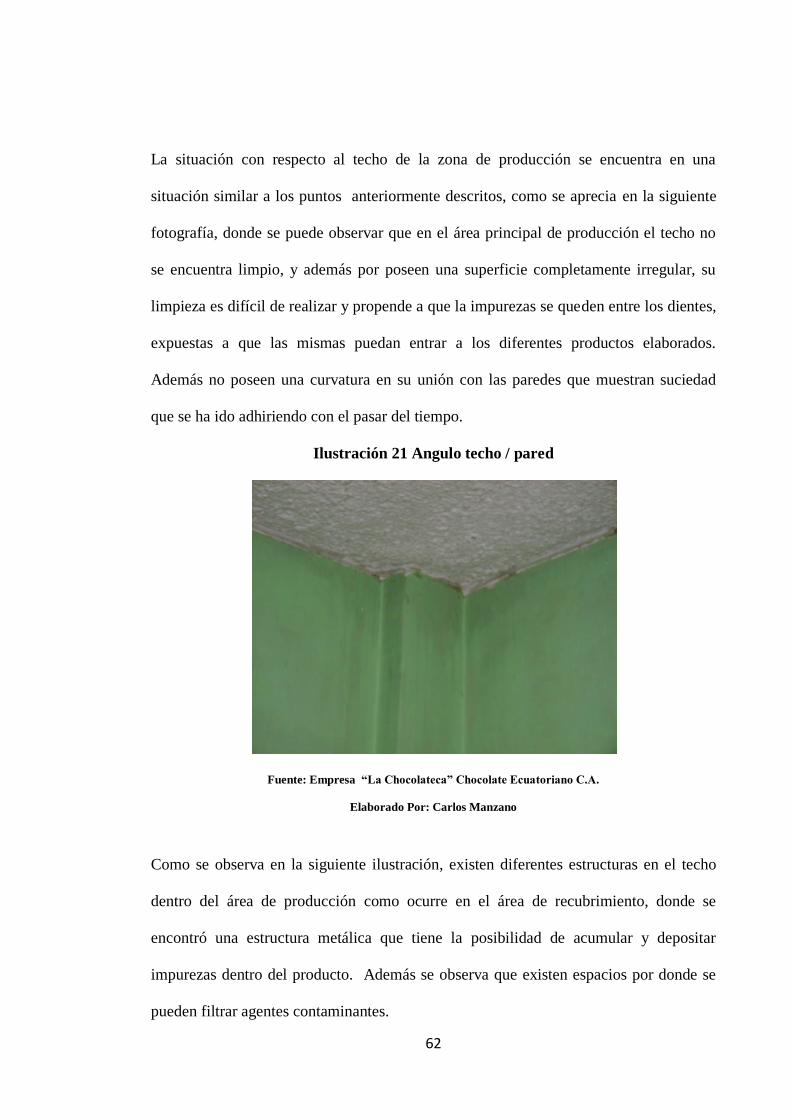
62
La situación con respecto al techo de la zona de producción se encuentra en una
situación similar a los puntos anteriormente descritos, como se aprecia en la siguiente
fotografía, donde se puede observar que en el área principal de producción el techo no
se encuentra limpio, y además por poseen una superficie completamente irregular, su
limpieza es difícil de realizar y propende a que la impurezas se queden entre los dientes,
expuestas a que las mismas puedan entrar a los diferentes productos elaborados.
Además no poseen una curvatura en su unión con las paredes que muestran suciedad
que se ha ido adhiriendo con el pasar del tiempo.
Ilustración 21 Angulo techo / pared
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
Como se observa en la siguiente ilustración, existen diferentes estructuras en el techo
dentro del área de producción como ocurre en el área de recubrimiento, donde se
encontró una estructura metálica que tiene la posibilidad de acumular y depositar
impurezas dentro del producto. Además se observa que existen espacios por donde se
pueden filtrar agentes contaminantes.

63
Ilustración 22 Estructuras en el Área de Recubrimiento
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
En el caso de drenajes, no se encontró ineficiencias, debido a que de acuerdo con el tipo
de producto que se está manejando, la maquinaría que lo procesa y el tipo de desechos
que se generan durante el procesamiento hacen que no sea necesario hasta el momento
un control adecuado sobre estos dispositivos. De cualquier forma se requiere que dentro
de los procedimientos de limpieza se incluya el lavado de estos desfogues para evitar
una contaminación cruzada
Conjuntamente se identifico que se cuenta con el número suficiente de drenajes, que se
encuentran distribuidos adecuadamente en el área de producción y el área de
recubrimiento, sin embargo se presenta en ciertas zonas del piso un desgaste que debe
ser corregido.
De cualquier manera, se puede incluir en el análisis general de este punto que se debe
tomar atención sobre este importante punto.

64
Ilustración 23 Drenaje en Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
3.2.1.2.5. Puertas, ventanas y otras aberturas.
Al realizar la inspección con respecto a puertas, ventanas y demás aberturas que se
encuentran en el área de producción, es importante indicar que existen varios elementos
que dejan a este punto con un porcentaje de cumplimiento deficiente. Dentro de los
principales problemas identificados con respecto a Buenas Prácticas de Manufactura y
su cumplimiento con el sistema actual de manufactura se refiere a las repisas donde
reposan los materiales a ser usados dentro del área de producción, ya que no presenta
facilidades de limpieza y la forma de almacenar cada uno de los utilitarios no se
encuentran en lugares adecuados, ya que no presenta un orden determinado, así como
se muestra en la siguiente fotografía.

65
Ilustración 24 Disposición de Aditivos
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
De la misma manera se puede observar que existen ciertos materiales en caja o cartones
dentro del área de producción, los mismos que no son convenientes para que se
encuentren dentro de dicho lugar, como se puede ver en la siguiente fotografía.
Ilustración 25 Materiales en Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano

66
En cuanto a las ventanas, se puede revelar que muchas de ellas se encuentran hechas
con metal y recubiertas con una capa de pintura para evitar su oxidación, lo cual evita
que haya algún tipo de contaminación, sin embargo no se cumple correctamente el
punto que indica que los vidrios de las ventanas deben estar recubiertos con una lámina
protectora para evitar la desfragmentación y una contaminación a una posible ruptura.
En otros casos se observo que las ventanas se encuentran recubriendo ciertos espacios
que no son funcionales, por lo que representa en todo caso, un peligro dentro de la
producción y además que el material utilizado para sellar el vidrio con el marco se
encuentra muy deteriorado.
Ilustración 26 Ventanas en Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
Dentro del área productiva como ya se indico anteriormente se divide el área de
procesos generales con el área de recubrimiento, la división de estas dos zonas está
conformada principalmente por ventanales y puertas que no justifican mantenerse en el

67
lugar ya que no permiten una adecuada ventilación. Además se encontró una serie de
elementos que se encuentran apilados en los lugares antes mencionados.
Ilustración 27 Ventanas y Materiales Apilados
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
En el caso de las ventanas que se encuentran hacia afuera del edificio, se puede indicar
que no poseen las protecciones adecuadas para aislar el área de una posible plaga, por lo
que es un punto a mejorar dentro de la infraestructura de la empresa.
Todas estas estructuras innecesarias dentro del área de producción producen una calidad
del medio ambiente del área poco adecuada, tanto para el alimento cuanto el desempeño
del personal que labora en el lugar.
3.2.1.2.6. Escaleras, elevadores y estructuras complementarias
Al momento de realizar la verificación de este punto, se examinó por toda el área
productiva y se constato que en ninguna parte del área productiva de la empresa no se
encontró ninguno de los elementos que se han descrito anteriormente, mucho menos que
causen contaminación de algún tipo o que influya en alguna parte del proceso tal como

68
se indica en la siguiente tabla en donde se ha etiquetado como no aplica en todos los
literales que se encuentran dentro de este artículo.
Por esta razón se ha descartado la calificación y el cumplimiento del check list, este
cambio afecto tanto a este punto como al análisis global de los resultados.
3.2.1.2.7. Instalaciones Eléctricas y Redes de Agua
Al tratar este punto se encontró una disyuntiva de acuerdo a las zonas que dividen el
área de producción, ya que en ciertos lugares las redes son cubiertas y en otros se
encuentran señaladas y descubiertas, en donde las zonas que muestran las instalaciones
eléctricas abiertas son las que se encuentran a continuación:
Ilustración 28 Redes Eléctricas
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
3.2.1.2.8. Iluminación
El primer aspecto destacable se refiere a las zonas productivas donde es válida la
inspección es que a pesar de poseer varias estructuras dentro del área destinadas para
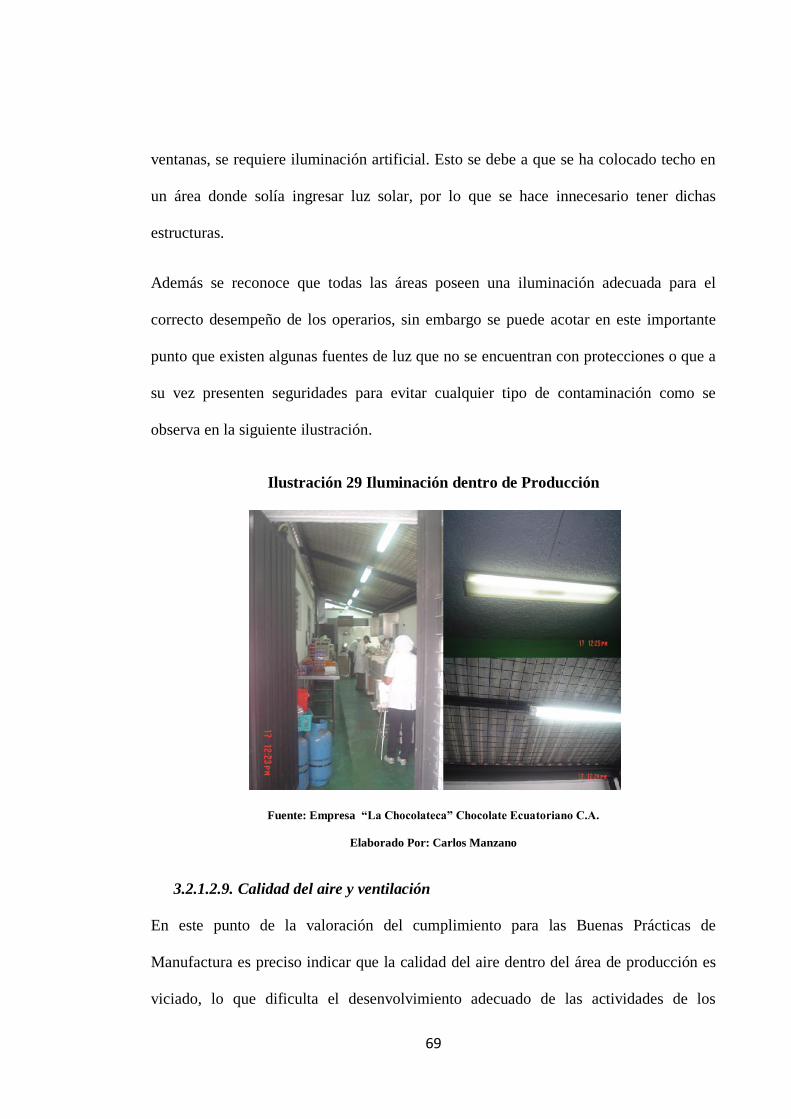
69
ventanas, se requiere iluminación artificial. Esto se debe a que se ha colocado techo en
un área donde solía ingresar luz solar, por lo que se hace innecesario tener dichas
estructuras.
Además se reconoce que todas las áreas poseen una iluminación adecuada para el
correcto desempeño de los operarios, sin embargo se puede acotar en este importante
punto que existen algunas fuentes de luz que no se encuentran con protecciones o que a
su vez presenten seguridades para evitar cualquier tipo de contaminación como se
observa en la siguiente ilustración.
Ilustración 29 Iluminación dentro de Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
3.2.1.2.9. Calidad del aire y ventilación
En este punto de la valoración del cumplimiento para las Buenas Prácticas de
Manufactura es preciso indicar que la calidad del aire dentro del área de producción es
viciado, lo que dificulta el desenvolvimiento adecuado de las actividades de los
70
operarios, ya que dispone de un medio de ventilación natural poco adecuado y es
completamente inexistente la ventilación mecánica.
A más de lo indicado, no se cuenta con un diseño adecuado para evitar el paso desde un
área contaminada a un área limpia, y además no se encontró evidencia de registros que
determinen la limpieza de los medio de circulación de aire.
3.2.1.2.10. Control de temperatura y humedad ambiental
Para determinar las condiciones de las áreas no existe un mecanismo que permita la
medición de la temperatura y humedad dentro de la zona de producción, esto es uno de
los principales factores que implica el cuidado de las diferentes etapas del producto, ya
que a mayor temperatura, mayor es la proliferación de microorganismos, lo que deriva
en menor tiempo de vida útil del producto y además un potencial riesgo con respecto a
contaminaciones por microorganismos patógenos. Además se conoce que la temperatura
elevada, crea malestar en el ambiente de trabajo, por lo que se considera este, uno de los
factores que reduce la productividad del recurso humano y la empresa.
3.2.1.2.11. Instalaciones Sanitarias
Dentro de la infraestructura de “La Chocolateca” Chocolate Ecuatoriano C.A., se
encuentran cuatro cuartos destinados para la higiene del personal, el primer baño de la
empresa se encuentra destinado para el uso del personal administrativo, no representa
problema alguno con respecto a la producción de alimentos.

71
Ilustración 30 Baño Administrativo
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
Otro de los baños se encuentra por fuera del área de producción, es el cual está
destinado para el uso del personal masculino de la planta, ahí se constato que el mismo
además es usado también para guardar la ropa del personal a manera de vestidores,
situación que promueve la contaminación y se encuentra totalmente prohibida por el
sistema de Buenas Prácticas de Manufactura.
En el mismo espacio físico, además se constato que no se existe un procedimiento
adecuado para la limpieza del personal, toallas desechables o elementos para colgar los
mandiles por fuera del lugar, por lo que se considera que es uno de los principales
problemas que se han encontrado, teniendo en cuenta que la empresa debe proveer de
espacios adecuados para sus empleados, aún más si se requiere que los mismos eviten
contaminación cruzada.
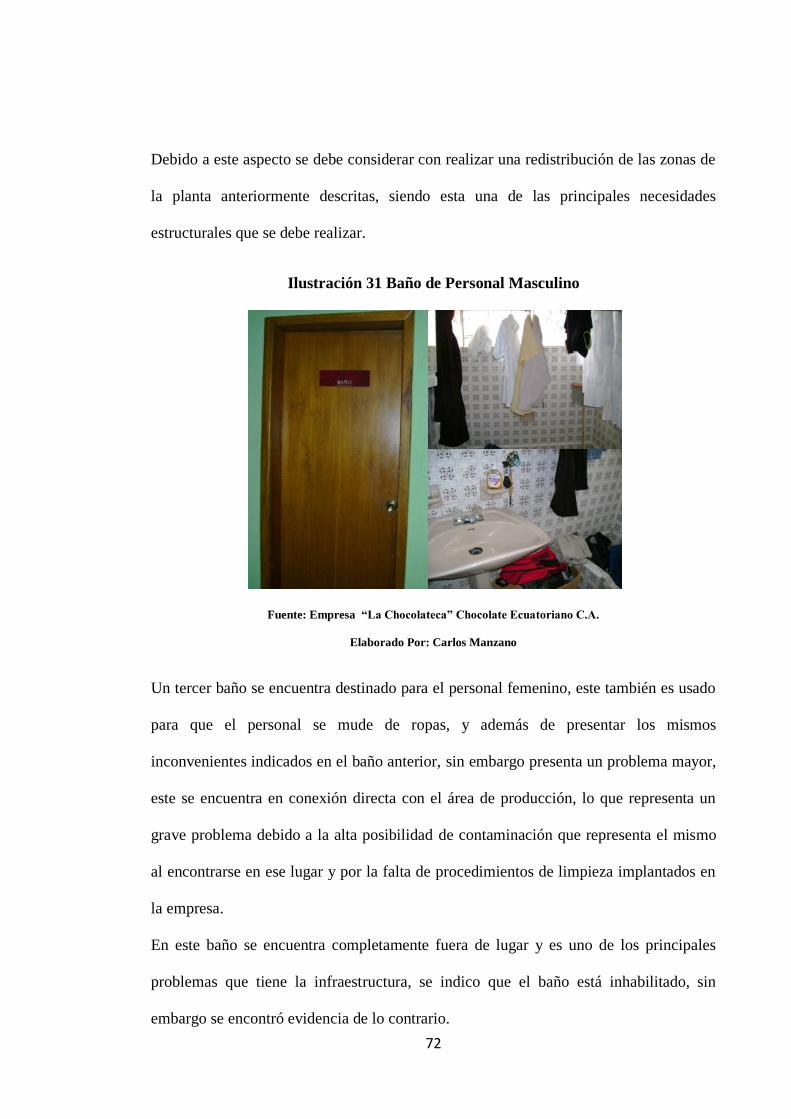
72
Debido a este aspecto se debe considerar con realizar una redistribución de las zonas de
la planta anteriormente descritas, siendo esta una de las principales necesidades
estructurales que se debe realizar.
Ilustración 31 Baño de Personal Masculino
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
Un tercer baño se encuentra destinado para el personal femenino, este también es usado
para que el personal se mude de ropas, y además de presentar los mismos
inconvenientes indicados en el baño anterior, sin embargo presenta un problema mayor,
este se encuentra en conexión directa con el área de producción, lo que representa un
grave problema debido a la alta posibilidad de contaminación que representa el mismo
al encontrarse en ese lugar y por la falta de procedimientos de limpieza implantados en
la empresa.
En este baño se encuentra completamente fuera de lugar y es uno de los principales
problemas que tiene la infraestructura, se indico que el baño está inhabilitado, sin
embargo se encontró evidencia de lo contrario.

73
En ninguno de los casos se pudo encontrar dispensador de jabón, toallas desechables,
secadores automáticos recipientes de cierre automático o instrucciones para el lavado de
mano.
El último de los baños encontrados se encuentra entre el área de almacenamiento de
materias primas y el área de coberturas. Esta instalación sanitaria tampoco presentó los
puntos necesarios anteriormente indicados.
Ilustración 32 Baño para el personal femenino
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
Tal como se indico anteriormente no se encontró las diferentes advertencias de lavarse
las manos después de usar los servicios y antes de reiniciar las labores de producción.

74
Ilustración 33 Baño Fuera de Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
3.2.2. Servicio de Planta - Facilidades
3.2.2.1. Suministro de Agua
En cuanto al suministro de agua de las instalaciones, punto que se evaluar en los ítems
46 a 49, estas se encuentran conectadas con el sistema de agua potable de la ciudad de
Quito, posee un tanque de almacenamiento y la distribución a las diferentes zonas de la
empresa se realiza mediante tuberías propias de la edificación que como se señalo
anteriormente, las cuales no se encuentran expuestas ni identificadas.
El principal problema que se presenta es la falta de un programa de limpieza,
desinfección y el mantenimiento de las mismas, se puede indicar que no se posee un
filtro adecuado para el área de producción, mecanismos que regulen la temperatura y
presión.
75
3.2.2.2. Suministros de Vapor
Dentro de los procesos que se desarrollan en “La Chocolateca” Chocolate Ecuatoriano
C.A. no es preciso utilizar sistemas de vapor, por lo que este artículo y no se requiere
filtros o productos químicos de grado alimenticio para su generación.
3.2.2.3. Disposición de los desechos líquidos
En cuanto a este artículo es importante indicar que se cumplen con muchos puntos
identificados en los requerimientos para desechos líquidos, principalmente porque la
producción no requiere grandes flujos, y además porque la planta se encuentra
conectada a la red de desechos de la ciudad, siendo el inconveniente en este punto, la
distribución de los puntos de desfogue dentro de la planta, principalmente porque no se
encontró ninguno en el área de almacenamiento para realizar una correcta limpieza del
área.
3.2.2.4. Disposición de Desechos Sólidos
En el caso de los desechos sólidos, se encontró que internamente no se cuenta con
metodologías, programas o un sistema para realizar una correcta limpieza,
almacenamientos y protección de los desechos generados, que estos no representen una
fuerte de contaminación o refugio de plagas, principalmente en la disposición final de
desechos dentro de la planta, antes de entregarlos a la empresa responsable de los
mismos.
Al mismo tiempo se identificó que no existe un área determinada para depositar los
desechos antes de salir de las facilidades de la empresa. A continuación se encontró las
siguientes condiciones durante la inspección realizada.

76
Con el fin de mejorar este punto, se desarrollará dentro del manual de procedimientos la
eliminación de este problema.
Ilustración 34 Desechos en Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano

77
3.2.3. De los Equipos y Utensilios
Tabla 3 Equipos y Utensilios
EVALUACIÓN DEL SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA
EMPRESA “LA CHOCOLATECA” CHOCOLATE
ECUATORIANO C.A.
REGLAMENTO BPM ALIMENTOS DOCUMENTOS REGISTROS
%
REQUISITO N.E. D.M AD. N.E. D.M AD.
TITULO III REQUISITOS DE BUENAS PRACTICAS DE MANUFACTURA
CAPÍTULO II DE LOS EQUIPOS Y UTENSILIOS
8. Equipos y Utensilios
8.1 a 8.3 Aptitud para el uso
50%
0%
25%
8.4 Dispositivos anticontaminación por lubricantes
100% 0%
50%
8.5 Recubrimiento de la superficies de contacto con alimentos
50%
0%
25%
8.6 Superficies exteriores de fácil limpieza
100% 0%
50%
8.7 Material constructivo de tuberías
50%
0%
25%
8.8 flujo de instalación de equipos
50%
0%
25%
8.9 material constructivo de los equipos
50%
0%
25%
9. Monitoreo de los equipos
9.1 Recomendaciones del fabricante
100%
50%
75%
9.2 Instrumentación adecuada de máquinas para operación, control y mantenimiento. Y calibración de los mismos
50%
0%
25%
TOTAL CAPÍTULO II: 36%
Fuente: Ministerio de Salud Pública del Ecuador
Elaboración: Carlos Manzano
3.2.3.1. Equipos
Con respecto a los equipos que se utiliza dentro del área productiva, no se encontró
documentos o registros que avalen el uso correcto, limpieza o mantenimiento efectuado.
Por otro lado, como ya se indicó anteriormente, se considera un problema la
distribución ineficiente de los equipos dentro del área productiva, muchos de ellos
presentan deficiencias en cuanto al recubrimiento que presentan, la dificultad de la
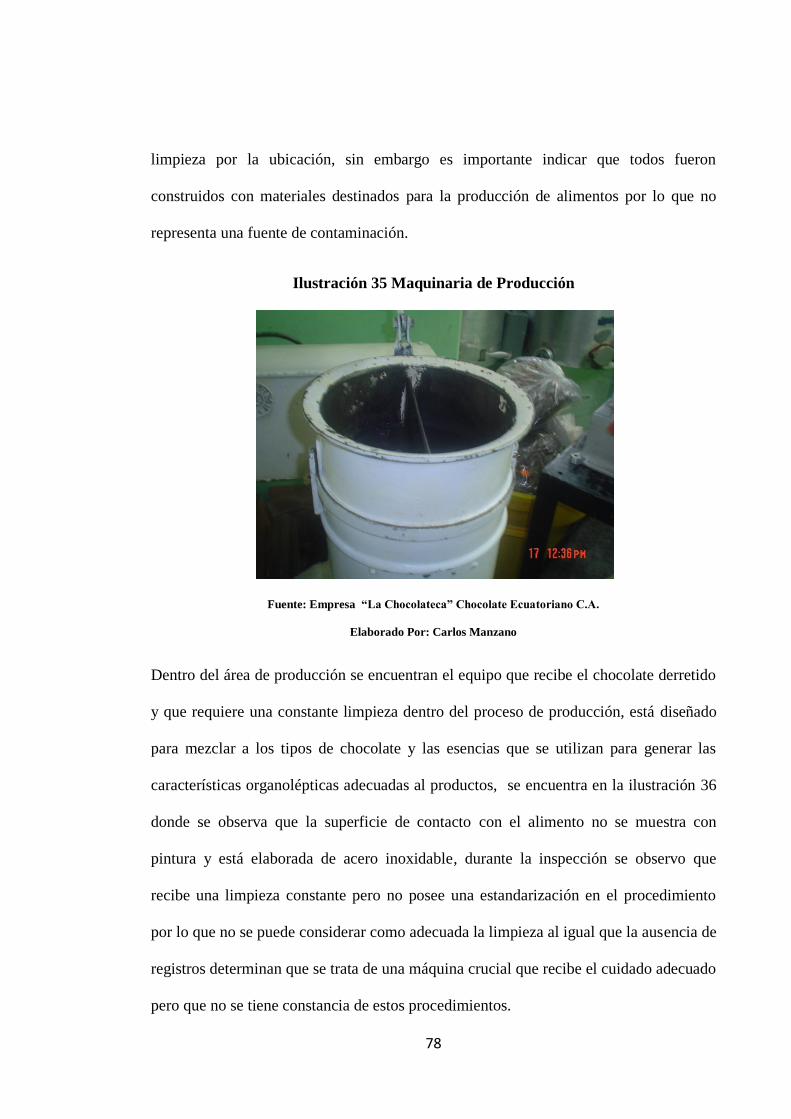
78
limpieza por la ubicación, sin embargo es importante indicar que todos fueron
construidos con materiales destinados para la producción de alimentos por lo que no
representa una fuente de contaminación.
Ilustración 35 Maquinaria de Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
Dentro del área de producción se encuentran el equipo que recibe el chocolate derretido
y que requiere una constante limpieza dentro del proceso de producción, está diseñado
para mezclar a los tipos de chocolate y las esencias que se utilizan para generar las
características organolépticas adecuadas al productos, se encuentra en la ilustración 36
donde se observa que la superficie de contacto con el alimento no se muestra con
pintura y está elaborada de acero inoxidable, durante la inspección se observo que
recibe una limpieza constante pero no posee una estandarización en el procedimiento
por lo que no se puede considerar como adecuada la limpieza al igual que la ausencia de
registros determinan que se trata de una máquina crucial que recibe el cuidado adecuado
pero que no se tiene constancia de estos procedimientos.

79
Ilustración 36 Mezcladora
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
3.2.3.2. Utensilios
Dentro de los utensilios se encontró materiales que no son adecuados para su uso dentro
de la manipulación de alimentos, siendo el único caso de este tipo unas bandejas
completamente reemplazables en donde se transporta a los productos desde el reposo
hasta la zona de cobertura, ya que los otros utensilios encontrados cumplen con los
requerimientos o son elaborados con los materiales adecuados.
Se ha indicado en el mismo momento de la inspección la observación, ya que se quería
indicar que no se tiene un contacto directo con el alimento, sin embargo y tal como lo
demuestra la siguiente fotografía en la ilustración 37, existe la posibilidad inminente de
contaminación cruzada debido a la que las bandejas durante el procedimiento de
traslado de un lugar a otro son constantemente apiladas.

80
Ilustración 37 Utensilios
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
3.2.4. Monitoreo de los Equipos
En cada uno de los equipos y maquinarias de producción, es necesario mantener un
registro de las actividades que se realiza en relación a estas, incluyendo el
mantenimiento y limpieza. En el caso de la maquinaria de “La Chocolateca” Chocolate
Ecuatoriano C.A. se observa que no existe este tipo de monitoreo y por lo que, al igual
que muchos casos no se cuenta con registros y desfavorece enormemente el puntaje
final para el cumplimiento del sistema de Buenas Prácticas de Manufactura.
Existen otros elementos usados en la obtención de los productos, que no ofrecen una
especificación técnica para ser limpiados adecuadamente debido a que son utilizados
para otros propósitos diferentes a la producción de alimentos y son almacenados al igual
que la materia prima, por lo que en primer lugar se requiere un lugar adecuado para
estos elementos.
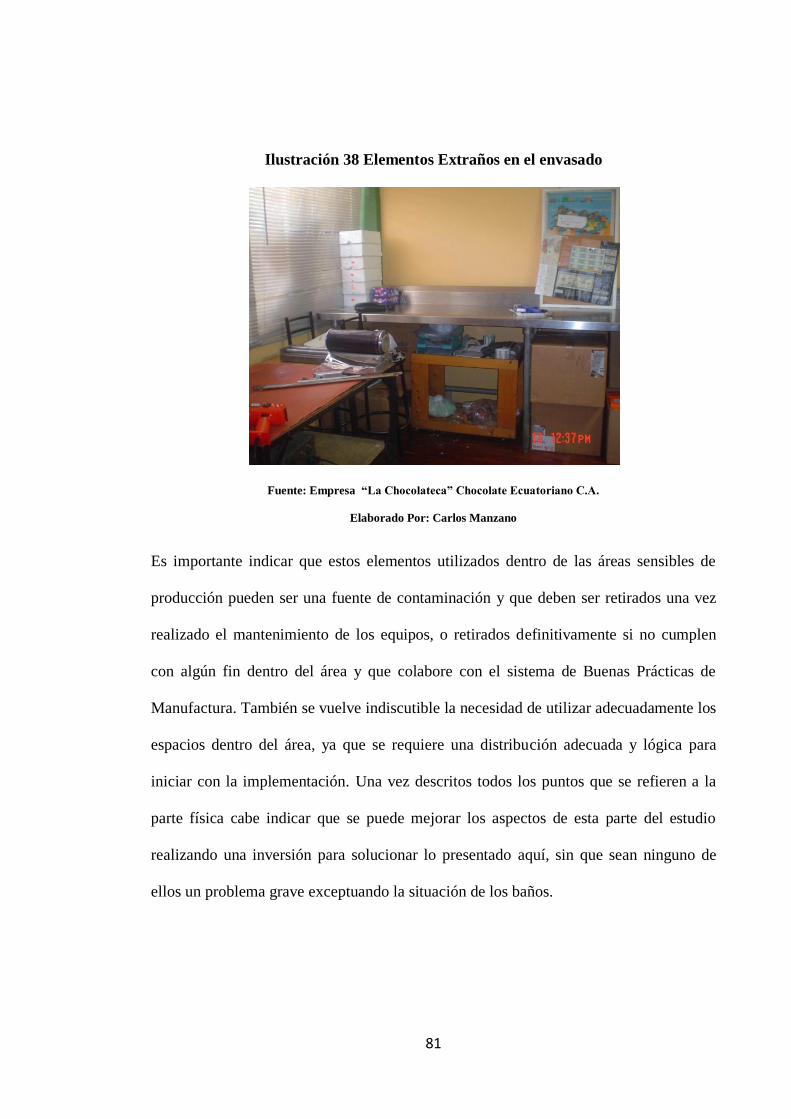
81
Ilustración 38 Elementos Extraños en el envasado
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
Es importante indicar que estos elementos utilizados dentro de las áreas sensibles de
producción pueden ser una fuente de contaminación y que deben ser retirados una vez
realizado el mantenimiento de los equipos, o retirados definitivamente si no cumplen
con algún fin dentro del área y que colabore con el sistema de Buenas Prácticas de
Manufactura. También se vuelve indiscutible la necesidad de utilizar adecuadamente los
espacios dentro del área, ya que se requiere una distribución adecuada y lógica para
iniciar con la implementación. Una vez descritos todos los puntos que se refieren a la
parte física cabe indicar que se puede mejorar los aspectos de esta parte del estudio
realizando una inversión para solucionar lo presentado aquí, sin que sean ninguno de
ellos un problema grave exceptuando la situación de los baños.

82
3.2.5. Requisitos higiénicos de fabricación
Tabla 4 Requisitos Higiénicos de Fabricación
EVALUACIÓN DEL SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA
EMPRESA “LA CHOCOLATECA” CHOCOLATE ECUATORIANO C.A.
REGLAMENTO BPM ALIMENTOS DOCUMENTOS REGISTROS %
REQUISITO N.E. D.M AD. N.E. D.M AD.
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPÍTULO I PERSONAL
10.- Consideraciones Generales
10.1 y 2 Higiene del personal. 50% 0% 25%
10.3 capacitación del personal 100% 0% 50%
11.- Educación y Capacitación 0% 0% 0%
12. Salud del personal
12.1.Certificados de salud del personal 0% 0% 0%
12.1. Frecuencia de chequeos médicos 50% 0% 25%
12.1. Acciones preventivas en salud 0% 0% 0%
12.2.Contacto entre alimentos y personal con afecciones de salud
50% 0% 25%
13. Normas acerca de la contaminación y la seguridad de productos
13.1.a.-Disposición de uniformes 100% 0% 50%
13.1.b.- Disposición de mascarillas para operaciones críticas 0% 0% 0%
13.1.b.Condición de guantes 100% 0% 50%
13.1.c.Condición del calzado 0% 0% 0%
13.2.-Lavado de prendas de vestir 100% 0% 50%
13.3.- Limpieza de manos de personal en contacto con alimentos
50% 0% 25%
13.4.- Desinfección de manos 0% 0% 0%
14.Comportamiento del personal
14.1. Indicativos de no beber, fumar, comer o masticar productos.
0% 0% 0%
14.2. Protección de cabellos, barbas y patillas en zonas críticas 50% 0% 25%
14.2.Uñas limpias y sin esmalte 100% 50%
14.2.Lentes de plástico 100% 0% 50%
15. Mecanismos que impidan el acceso de personas extrañas
100% 0% 50%
16. Señalización y normas de seguridad 0% 0% 0%
17.Cumplimientos de visitas en normas de protección sanitaria
100% 0% 50%
TOTAL CAPÍTULO I 25%
Fuente: Ministerio de Salud Pública del Ecuador
Elaboración: Carlos Manzano

83
3.2.5.1. Educación y capacitación
Es imprescindible para una empresa de cualquier tipo, aún más aquella que maneja
alimentos, poseer un plan de capacitación continua en donde se detalle la manera como
se mantienen las Buenas Prácticas de Manufactura, no se encontró evidencia de algún
tipo de manuales que detallen los procedimientos, programas de entrenamiento
específicos o normas de comportamiento en cada uno de los deferentes lugares de la
planta.
Ilustración 39 Personal de Producción
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
3.2.6. Estado de Salud
Uno de los principales problemas que presentó al realizar la verificación de la situación
de la empresa es el detalle a continuación, en donde fue difícil comprobar si existe un

84
reconocimiento médico en caso de necesitarlo, de todas formas es necesario definir que
la empresa cuenta con un seguro el cual puede ser aplicado a sus trabajadores, lo que se
pudo notar es que no existe un sistema para detectar algún tipo de enfermedad o en el
caso de presentar irritaciones cutáneas y solo se puede contar con él criterio del
encargado de la planta.
3.2.6.1. Higiene y Medidas de Protección
En el caso de las medidas de protección se puede indicar que se cuenta con buena parte
de los requerimientos señalados anteriormente, se utiliza uniformes, pero no
adecuadamente, notándose que en muchos casos el mandil no cubre completamente el
cuerpo del operario, no se utiliza cofia o mascarilla, es importante indicar que la
empresa no requiere el uso de calzado cerrado en las áreas de producción como se
muestra a continuación:
Ilustración 40 Personal sin calzado adecuado
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano

85
Como uno de los problemas que se muestran es que dentro del área de producción no se
cuida completamente los requerimientos higiénicos, especialmente con el lavado de
manos en cada aspecto. Se pudo verificar que el personal no realiza una desinfección
adecuada dentro o fuera del proceso, principalmente por falta de implementos o
conocimiento de la necesidad de realizarlo. Se incluye dentro de las políticas de la
empresa los siguientes aspectos destacables de un memorándum a sus empleados en
donde se indica:
- Los uniformes deben llevarse impecables, el cabello bien recogido dentro de la
cofia, sin maquillaje, limpias y bien cortadas las uñas, cuando salen a la atención
al público deben ponerse un mandil limpio y las manos bien lavadas.
- Los uniformes deben permanecer siempre limpios dentro de la fábrica, para
tenerlos listos para el siguiente día.
- Al momento de ir al baño, sacarse el delantal, entrar al baño, después de utilizar
el baño lavarse bien las manos con bastante agua y jabón desinfectante.
- Lavar los uniformes fuera de hora laborables.
- De acuerdo con las normas de higiene el teléfono no debe estar en el área de
trabajo.
- Queda prohibido la utilización del celular para llamadas y mensajes personales
en hora de trabajo, el celular podrá ser utilizado en hora de descanso.
Los requerimientos de la empresa se encuentran definidos en gran parte por la necesidad
de cumplir una norma de higiene para el procesamiento de alimentos, pero es
importante indicar que el cumplimiento del manual de Buenas Prácticas de Manufactura
se debe al conocimiento del recurso humano de la empresa y tu correcta aplicación,
dentro de esto mantener una filosofía adecuada para que no se tome a esto como una

86
carga sino como una conducta normal dentro del procesamiento. Además se puede
indicar que los lineamientos no son claros, no están correctamente definidos y que no se
pueden cumplir en algunos puntos por falta de infraestructura.
3.2.6.2. Comportamiento del Personal
Con respecto al comportamiento del personal, como se indica en la tabla anterior, no
existe la suficiente rotulación que indique la obligatoriedad de ciertas normas dentro del
área de procesamiento, sin embargo como norma general, se cumplen los
requerimientos anteriormente indicados. En el asunto correspondiente a otros
requerimientos, y como ya se menciono, no se cumple cabalmente las normas de la
planta, tanto por no estar completamente definidas en el aspecto personal, en el uso de
cofias, mascarillas y la prevención con respecto a visitantes dentro del área. Sin
embargo de estos puntos, se puede identificar que el personal ha comenzado con el
reconocimiento de la necesidad de producir alimentos limpios.
3.2.6.3. Ingreso de Personas extrañas, señalización e ingreso de visitantes
Para el caso del ingreso de personas extrañas en las zonas productivas, se cuenta con un
procedimiento no especificado mediante un documento que evita el ingreso de personas
extrañas al área de producción. Se considera como adecuada a la metodología, sin
embargo no se lleva ningún registro de los eventos que se encuentren asociados, por lo
que nuevamente se presenta la necesidad de mantener un registro de ingreso de personal
extraño.
Se vuelve importante también indicar que el sistema de señalización de la empresa es
deficiente y poco claro con respecto a este tipo de aspectos, por lo que será necesario

87
colocar en cada uno de los punto señales informativa, preventivas, regulatorias y otras
para indicar procedimientos adecuados.
3.2.7. Materias primas e insumos
Tabla 5 Materias Primas e Insumos
EVALUACIÓN DEL SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA
EMPRESA “LA CHOCOLATECA” CHOCOLATE ECUATORIANO C.A.
REGLAMENTO BPM ALIMENTOS DOCUMENTOS REGISTROS %
REQUISITO N.E. D.M AD. N.E. D.M AD.
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPÍTULO II MATERIAS PRIMAS E INSUMOS
18. Garantía del uso de materias primas, e ingredientes de niveles de sanitarios aceptables.
100% 0% 50%
19. Muestreo y evaluación de las materias primas y materiales de empaque
19. Control de las materias primas 100% 0% 50%
19. Niveles de calidad 100% 0% 50%
20. Recepción de materias primas 50% 0% 25%
21. Almacenaje de materias primas e insumos 50% 0% 25%
22. Condición de recipientes, contenedores, envases o empaques de las materias primas o insumos
100% 0% 50%
23. Procedimientos que minimicen la contaminación.
0% 0% 0%
24. Control de la velocidad de descongelamiento de materias primas
50% 0% 25%
25. Aditivos permitidos en base al CODEX alimentario
0% 0% 0%
26. Agua 0% 0% 0%
TOTAL CAPÍTULO II 28%
Fuente: Ministerio de Salud Pública del Ecuador
Elaborado Por: Carlos Manzano
El manejo de materias primas e insumos dentro de “La Chocolateca” Chocolate
Ecuatoriano C.A. tiene varios puntos a consideración, bajo una norma de
reconocimiento de la materia prima por inspección visual, la empresa no recibe materia

88
prima con ingredientes que contengan parásitos microorganismos o sustancias tóxicas,
muchas veces la materia prima recibida posee un certificado de calidad, especialmente
en el chocolate utilizado, ya que se trabaja a partir de chocolate líquido y no a partir del
cacao, lamentablemente no se dispone de un sistema que sirva para la comprobación de
la calidad del producto, la inspección realizada se basa únicamente en la determinación
del operario que acepta o el jefe de control de calidad, se debe indicar que la materia
prima se recibe en condiciones aceptables y que se almacena en recipientes adecuados,
sin embargo el área destinada para el manejo de la materia prima no se encuentra en
condiciones adecuadas para mantener la calidad, no se cuentan con procedimientos para
ingresar productos dentro de las áreas de proceso y no se utiliza aditivos para aumentar
el tiempo de vida útil del producto.
Ilustración 41 Distribución del Área de Almacenamiento
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano

89
En la fotografía anterior se puede identificar que en la misma área se almacena producto
terminado con materia prima, la cual se encuentra en bidones y en cajas, en la próxima
fotografía se identifica a la otra zona donde se almacena otra cantidad de materia prima.
Ilustración 42 Almacenamiento de Materia Prima
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado Por: Carlos Manzano
En esta zona, se puede evidenciar que la materia prima se encuentra almacenada en
recipientes adecuados, sin embargo, no se puede realizar una correcta limpieza del lugar
por las características del piso.
En el caso del agua que se utiliza dentro de la fábrica, se puede indicar que existe un
cumplimiento de un 100% debido a las características de producción, donde no se
requiere agua dentro del proceso, sino que esta es utilizada para realizar la limpieza
dentro del área de producción.

90
3.2.8. Operaciones de producción
Dentro de las operaciones de producción se establece una serie de requerimientos que la
empresa debe cumplir para constatar que no exista contaminación de los productos en el
proceso de transformación, en la siguiente tabla se puede observar los diferentes
requerimientos.
Tabla 6 Operaciones de Producción
EVALUACIÓN DEL SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA
EMPRESA “LA CHOCOLATECA” CHOCOLATE ECUATORIANO C.A.
REGLAMENTO BPM ALIMENTOS DOCUMENTOS REGISTROS %
REQUISITO N.E. D.M AD. N.E. D.M AD.
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPÍTULO III OPERACIONES DE PRODUCCION
27. Operaciones de fabricación 50% 0% 25%
28. Elaboración de productos 50% 0% 25%
29.Proceso de fabricación 50% 0% 25%
30.Procedimientos y registros 0% 0% 0%
31. Control del uso de sustancias letales o peligrosas
50% 0% 25%
32. Identificación del status de producción de productos
50% 0% 25%
33.Record, registro o bitácora de producción 0% 0% 0%
34. Control de las operaciones de producción
34. Control de Parámetros Críticos 0% 0% 0%
34. Condiciones de fabricación 50% 0% 25%
35.Métodos para la no contaminación del alimento
0% 0% 0%
36. Registro de acciones correctivas 0% 0% 0%
37. Aire o gas no fuente de contaminación. 0% 0% 0%
38.Operaciones de envasado 50% 0% 25%
39. Eliminación de productos alterados 0% 0% 0%
40. Archivo de registros de control de producción y distribución
0% 0% 0%
TOTAL CAPÍTULO III 12%
Fuente: Ministerio de Salud Pública del Ecuador
Elaboración: Carlos Manzano

91
Dentro de los requerimientos que se muestran en la tabla anterior corresponden a las
operaciones de Sanitización de la planta, muchos de ellos no cumplen debido a que no
existe un procedimiento adecuado para los mismos.
Debido a que no se cuenta con una estandarización de los procesos dentro del área, se
vuelve indispensable realizar cambios adecuados para una mejorar sustancial y real
dentro del área y especialmente en la validación de procesos.
La principal característica que se presenta en los procesos es el soporte de conocimiento
adquirido del jefe de planta el que determina las necesidades y sus soluciones en la
producción, así como los requerimientos de materiales y materia prima.
De acuerdo con lo observado en la inspección realizada, se puede observar que la
estructura administrativa del área está basada en el jefe de producción y que no se posee
ningún sistema que documente, registre y determine si el procesamiento se está
realizando correctamente.
3.2.8.1. Envasado, Etiquetado y Empacado
Para estos ítems, se ha determinado que debido a los diferentes productos que la
empresa comercializa, se debe tener en cuenta que los productos ofertados se envasan
de acuerdo a las necesidades del cliente; en este punto se vuelven evidentes las
inconformidades relacionadas con la falta de documentación y registros dentro del área.
Se debe indicar que en esta área también se requiere una serie de adecuaciones con
respecto a la infraestructura, con el fin de satisfacer las necesidades del sistema que se
quiere implantar. Dentro de estos puntos se encuentra el uso de etiquetas normadas y
además un sistema de codificación para cada uno de los productos elaborados.
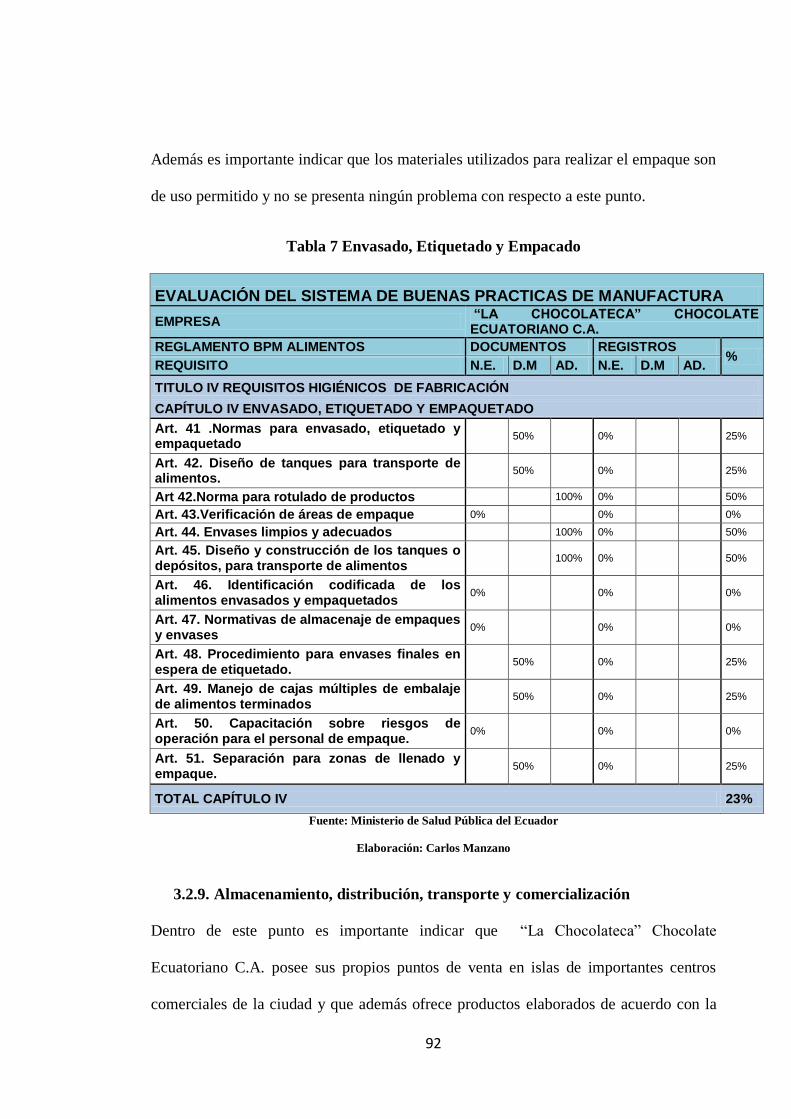
92
Además es importante indicar que los materiales utilizados para realizar el empaque son
de uso permitido y no se presenta ningún problema con respecto a este punto.
Tabla 7 Envasado, Etiquetado y Empacado
EVALUACIÓN DEL SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA
EMPRESA “LA CHOCOLATECA” CHOCOLATE ECUATORIANO C.A.
REGLAMENTO BPM ALIMENTOS DOCUMENTOS REGISTROS %
REQUISITO N.E. D.M AD. N.E. D.M AD.
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPÍTULO IV ENVASADO, ETIQUETADO Y EMPAQUETADO
Art. 41 .Normas para envasado, etiquetado y empaquetado
50% 0% 25%
Art. 42. Diseño de tanques para transporte de alimentos.
50% 0% 25%
Art 42.Norma para rotulado de productos 100% 0% 50%
Art. 43.Verificación de áreas de empaque 0% 0% 0%
Art. 44. Envases limpios y adecuados 100% 0% 50%
Art. 45. Diseño y construcción de los tanques o depósitos, para transporte de alimentos
100% 0% 50%
Art. 46. Identificación codificada de los alimentos envasados y empaquetados
0% 0% 0%
Art. 47. Normativas de almacenaje de empaques y envases
0% 0% 0%
Art. 48. Procedimiento para envases finales en espera de etiquetado.
50% 0% 25%
Art. 49. Manejo de cajas múltiples de embalaje de alimentos terminados
50% 0% 25%
Art. 50. Capacitación sobre riesgos de operación para el personal de empaque.
0% 0% 0%
Art. 51. Separación para zonas de llenado y empaque.
50% 0% 25%
TOTAL CAPÍTULO IV 23%
Fuente: Ministerio de Salud Pública del Ecuador
Elaboración: Carlos Manzano
3.2.9. Almacenamiento, distribución, transporte y comercialización
Dentro de este punto es importante indicar que “La Chocolateca” Chocolate
Ecuatoriano C.A. posee sus propios puntos de venta en islas de importantes centros
comerciales de la ciudad y que además ofrece productos elaborados de acuerdo con la

93
necesidad del cliente. Por estos puntos es necesario realizar la evaluación acerca de la
calidad del transporte.
Tabla 8 Almacenamiento, Transporte y Comercialización
EVALUACIÓN DEL SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA
EMPRESA “LA CHOCOLATECA” CHOCOLATE ECUATORIANO C.A.
REGLAMENTO BPM ALIMENTOS DOCUMENTOS REGISTROS %
REQUISITO N.E. D.M AD. N.E. D.M AD.
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPÍTULO V ALMACENAMIENTO, DISTRIBUCIÓN, TRANSPORTE Y COMERCIALIZACION
Art. 52. Operaciones de almacenamiento. 50% 0% 25%
Art. 53. Control de temperatura y humedad, programas sanitarios, plan de limpieza y control de roedores y plagas.
0% 0% 0%
Art. 54. Manejo en altura los alimentos. 50% 0% 25%
Art.55. Los alimentos SERÁN almacenados de manera que faciliten el libre ingreso del personal para el aseo y mantenimiento.
50% 0% 25%
Art. 56, Utilización de etiquetas de identificación de la condiciones del producto.
100% 0% 50%
Art 57. Registro de temperatura y humedad del cuarto de refrigeración o congelación
0% 0% 0%
Art 58.Transporte de alimentos. 100% 0% 50%
Art 59. Conservación de los alimentos en la comercialización y expendio.
59.1. Limpieza de vitrinas, muebles y estantes. 100% 0% 50%
59.2. Equipos necesarios para la conservación de alimentos 100% 0% 50%
59.3. Estado del establecimiento de comercialización de las condiciones sanitarias para garantizar la conservación.
100% 0% 50%
Fuente: Ministerio de Salud Pública del Ecuador
Elaboración: Carlos Manzano
Dentro de las facilidades con las que la empresa cuenta es importante señalar que no
existe una correcta regulación del medio ambiente del área de almacenamiento y
mecanismos que ayuden a que se realice adecuadamente, no se realiza adecuadamente
una limpieza de las áreas. En cuanto al transporte, se realiza de una manera adecuada ya
que no se requiere mayores adecuaciones al transporte más que las obvias, como

94
aquellas de protección del alimento. En la comercialización directa que la empresa
ofrece en centros comerciales, se advierte la posibilidad de contaminación debido a que
se encuentran muchos de los mismos en exhibición y debido a que se compra al granel,
no se cuenta con un proceso con el cual se evite la contaminación. Al igual que las
demás estructuras administrativas de la calidad dentro de la planta de procesamiento,
no se cuenta con documentos o registros que avalen los procedimientos que se realizan
dentro de la empresa.
3.2.10. Aseguramiento de la calidad
Tabla 9 Aseguramiento de la Calidad
EVALUACIÓN DEL SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA EMPRESA “LA CHOCOLATECA”
REGLAMENTO BPM ALIMENTOS DOCUMENTOS REGISTROS %
REQUISITO N.E. D.M AD. N.E. D.M AD.
TITULO V GARANTIAS DE CALIDAD
CAPÍTULO UNICO DEL ASEGURAMIENTO Y CONTROL DE CALIDAD
Art. 60.Procedimientos de control 0% 0% 0%
Art. 61 Control y aseguramiento de la inocuidad 0% 0% 0%
Art. 62. Aseguramiento del sistema de aseguramiento de la calidad
0% 0% 0%
Art. 63. Desarrollo del sistema de Aseguramiento de la Calidad Sanitaria
0% 0% 0%
Art. 64. Planes de muestreo, procedimientos de laboratorio
50% 0% 25%
Art. 65. Sistema apropiado de mantenimiento de los establecimientos y equipos
0% 0% 0%
Art. 66. Métodos de limpieza y desinfección.
66.1. Procedimientos para la limpieza y desinfección.
0% 0% 0%
66.2. Desinfección efectiva con agentes normalmente usados
50% 0% 25%
66.3. Registro de inspecciones de verificación de la limpieza
0%
0% 0%
Art 67. Control de plagas 0% 0% 0%
TOTAL TITULO V 7%
Fuente: Ministerio de Salud Pública del Ecuador
Elaboración: Carlos Manzano
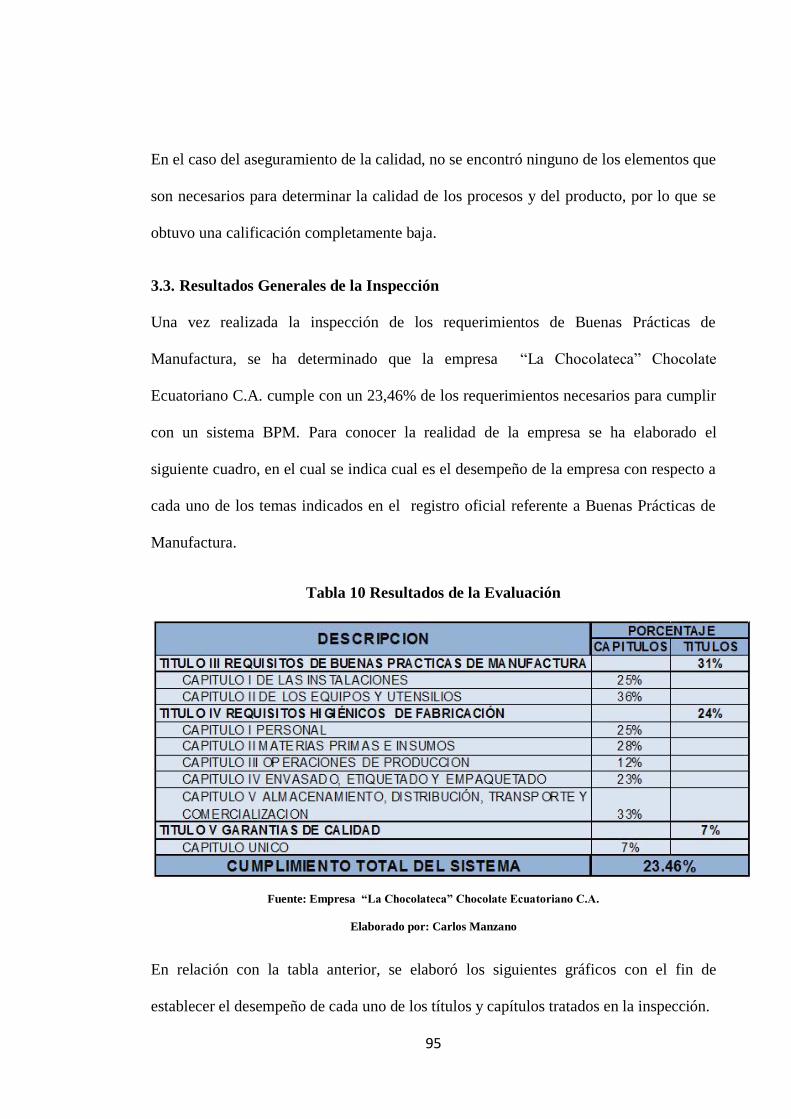
95
En el caso del aseguramiento de la calidad, no se encontró ninguno de los elementos que
son necesarios para determinar la calidad de los procesos y del producto, por lo que se
obtuvo una calificación completamente baja.
3.3. Resultados Generales de la Inspección
Una vez realizada la inspección de los requerimientos de Buenas Prácticas de
Manufactura, se ha determinado que la empresa “La Chocolateca” Chocolate
Ecuatoriano C.A. cumple con un 23,46% de los requerimientos necesarios para cumplir
con un sistema BPM. Para conocer la realidad de la empresa se ha elaborado el
siguiente cuadro, en el cual se indica cual es el desempeño de la empresa con respecto a
cada uno de los temas indicados en el registro oficial referente a Buenas Prácticas de
Manufactura.
Tabla 10 Resultados de la Evaluación
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano
En relación con la tabla anterior, se elaboró los siguientes gráficos con el fin de
establecer el desempeño de cada uno de los títulos y capítulos tratados en la inspección.

96
Tabla 11 Desempeño BPM por Títulos
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano
En el gráfico anterior se puede observar tres principales barras, la que mayor desempeño
muestra es aquella que representa los requisitos de Buenas Prácticas de Manufactura, el
título de garantías de calidad es el que peor desempeño muestra, con un 7%.
En el caso de los requisitos higiénicos de fabricación, se encuentra en la segunda barra
igualmente, con un desempeño muy pobre.
Cabe indicar que todos los capítulos presentan un desempeño inferior al 35% de un
100% posible, lo que se considera como un valor bajo.
0%
5%
10%
15%
20%
25%
30%
35%
TITULO III REQUISITOS DE BUENAS PRACTICAS
DE MANUFACTURA
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
TITULO V GARANTIAS DE CALIDAD
31%
24%
7%
DESEMPEÑO BPM POR TITULOS EN PORCENTAJES
%
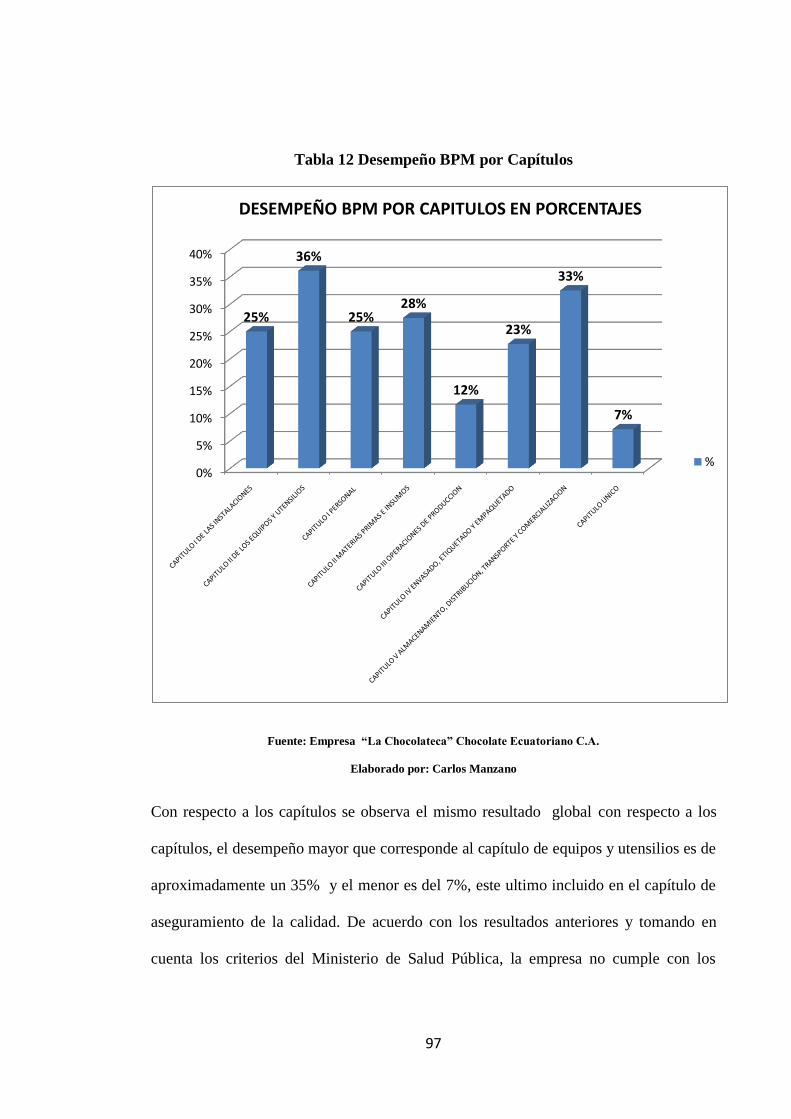
97
Tabla 12 Desempeño BPM por Capítulos
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano
Con respecto a los capítulos se observa el mismo resultado global con respecto a los
capítulos, el desempeño mayor que corresponde al capítulo de equipos y utensilios es de
aproximadamente un 35% y el menor es del 7%, este ultimo incluido en el capítulo de
aseguramiento de la calidad. De acuerdo con los resultados anteriores y tomando en
cuenta los criterios del Ministerio de Salud Pública, la empresa no cumple con los
0%
5%
10%
15%
20%
25%
30%
35%
40%
25%
36%
25%28%
12%
23%
33%
7%
DESEMPEÑO BPM POR CAPITULOS EN PORCENTAJES
%
98
requerimientos mínimos para procesar alimentos, por lo que existe la posibilidad de
clausura del establecimiento.
3.4. Análisis de resultados y acciones correctivas
Una vez realizado el diagnóstico de Buenas Prácticas de Manufactura es necesario crear
un estudio para definir cuáles son las mejores alternativas de mejora que se debe
efectuar, a continuación se describe los resultados y sus respectivas propuestas.
Para considerar que una empresa cumple con procesos enmarcados en Buenas Prácticas
de Manufactura debe cumplir al menos con el 90% de los puntos propuesto en el check
list, si se encuentra entre el 80 y 90% puede realizarse una nueva inspección luego de
revisar las inconformidades, en el caso de estar fuera de este rango, se corre el riesgo de
tener multas o clausura por incumplimiento. En la evaluación realizada de acuerdo al
check list del Ministerio de Salud Pública, en base al decreto 3253, se cumplió con un
23,46% de cumplimiento de la metodología de Buenas Prácticas de Manufactura.
Debido a esto, se considera que la empresa no califica y necesita realizarse una nueva
inspección luego de haberse realizado los correctivos para eliminar los problemas
presentados.
Es necesario indicar que el check list que se utilizó se encuentra completamente basado
en el reglamento de Buenas Prácticas de Manufactura para Alimentos procesados
publicado en el registro oficial 3253, y utilizado por el Ministerio de Salud Pública del
Ecuador, este check list es el inicio de los requerimientos de Buenas Prácticas de
Manufactura, y el primer paso para la implementación donde se toma en cuenta otros
aspectos relacionados al mismo, volviendo a este sistema, el más adecuado para pasar a
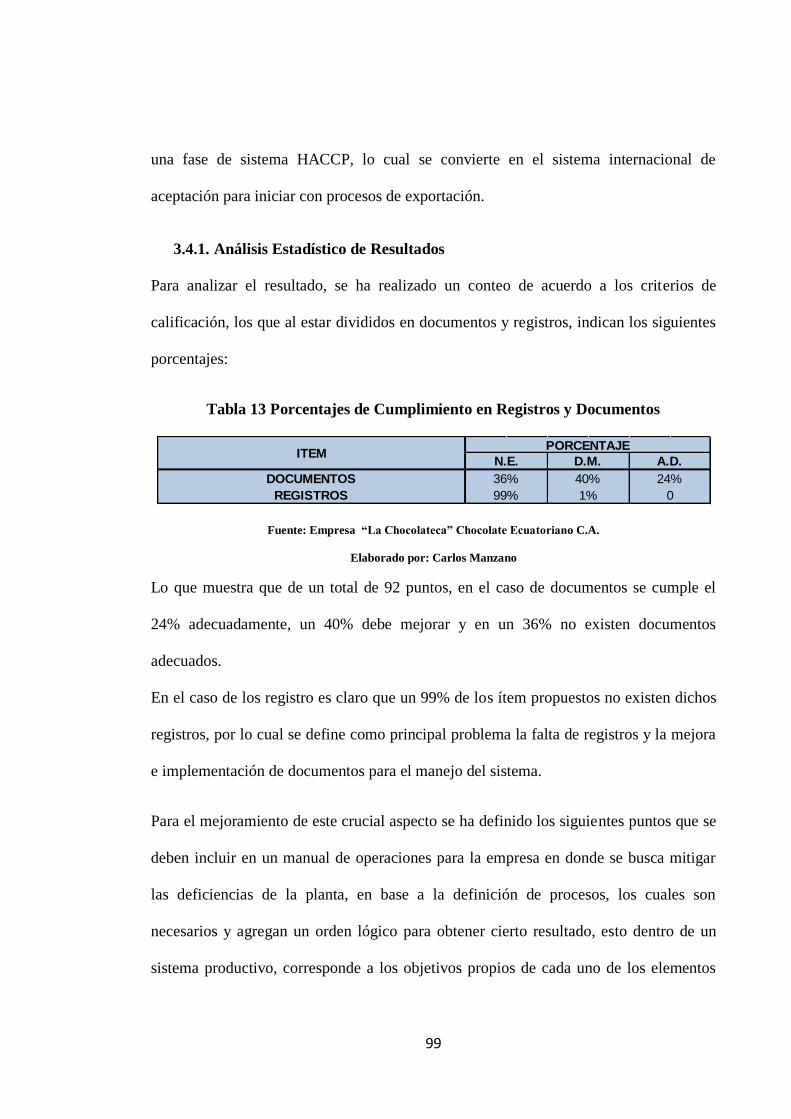
99
una fase de sistema HACCP, lo cual se convierte en el sistema internacional de
aceptación para iniciar con procesos de exportación.
3.4.1. Análisis Estadístico de Resultados
Para analizar el resultado, se ha realizado un conteo de acuerdo a los criterios de
calificación, los que al estar divididos en documentos y registros, indican los siguientes
porcentajes:
Tabla 13 Porcentajes de Cumplimiento en Registros y Documentos
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano
Lo que muestra que de un total de 92 puntos, en el caso de documentos se cumple el
24% adecuadamente, un 40% debe mejorar y en un 36% no existen documentos
adecuados.
En el caso de los registro es claro que un 99% de los ítem propuestos no existen dichos
registros, por lo cual se define como principal problema la falta de registros y la mejora
e implementación de documentos para el manejo del sistema.
Para el mejoramiento de este crucial aspecto se ha definido los siguientes puntos que se
deben incluir en un manual de operaciones para la empresa en donde se busca mitigar
las deficiencias de la planta, en base a la definición de procesos, los cuales son
necesarios y agregan un orden lógico para obtener cierto resultado, esto dentro de un
sistema productivo, corresponde a los objetivos propios de cada uno de los elementos
DOCUMENTOS
REGISTROS
A.D.
24%
0
PORCENTAJEITEM
N.E.
36%
99%
D.M.
40%
1%
% CUMPLIMIENTO SISTEMA ACTUAL
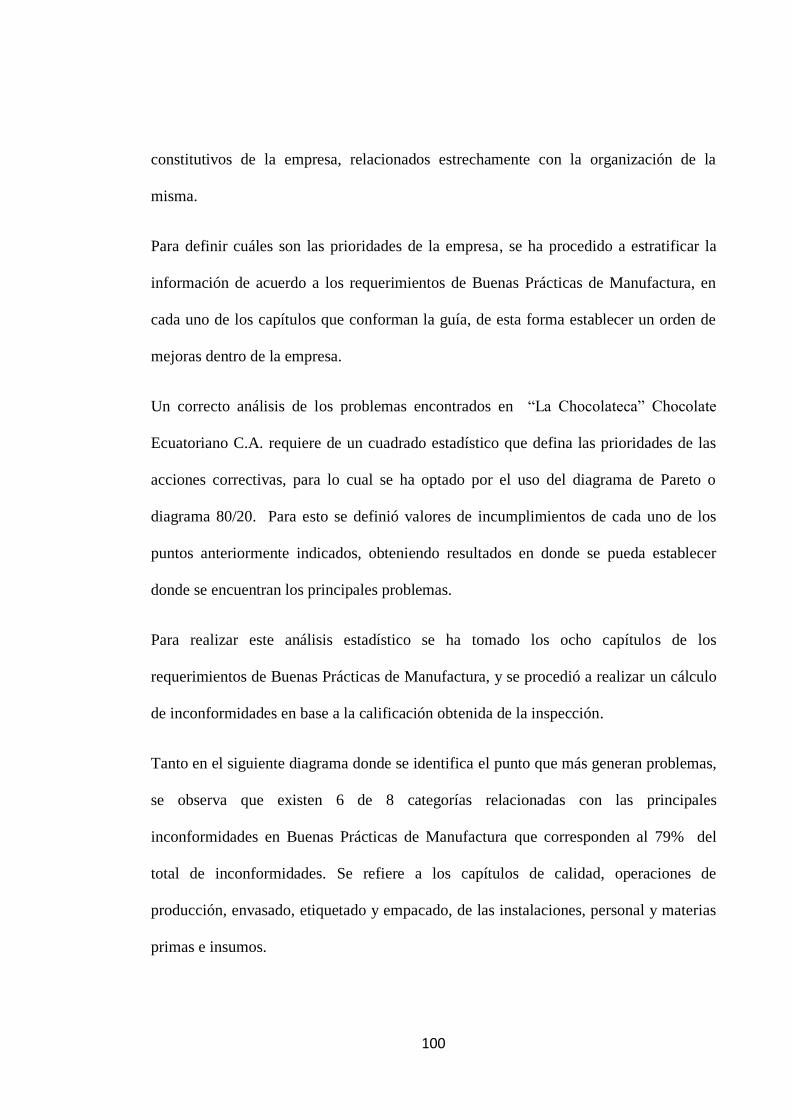
100
constitutivos de la empresa, relacionados estrechamente con la organización de la
misma.
Para definir cuáles son las prioridades de la empresa, se ha procedido a estratificar la
información de acuerdo a los requerimientos de Buenas Prácticas de Manufactura, en
cada uno de los capítulos que conforman la guía, de esta forma establecer un orden de
mejoras dentro de la empresa.
Un correcto análisis de los problemas encontrados en “La Chocolateca” Chocolate
Ecuatoriano C.A. requiere de un cuadrado estadístico que defina las prioridades de las
acciones correctivas, para lo cual se ha optado por el uso del diagrama de Pareto o
diagrama 80/20. Para esto se definió valores de incumplimientos de cada uno de los
puntos anteriormente indicados, obteniendo resultados en donde se pueda establecer
donde se encuentran los principales problemas.
Para realizar este análisis estadístico se ha tomado los ocho capítulos de los
requerimientos de Buenas Prácticas de Manufactura, y se procedió a realizar un cálculo
de inconformidades en base a la calificación obtenida de la inspección.
Tanto en el siguiente diagrama donde se identifica el punto que más generan problemas,
se observa que existen 6 de 8 categorías relacionadas con las principales
inconformidades en Buenas Prácticas de Manufactura que corresponden al 79% del
total de inconformidades. Se refiere a los capítulos de calidad, operaciones de
producción, envasado, etiquetado y empacado, de las instalaciones, personal y materias
primas e insumos.
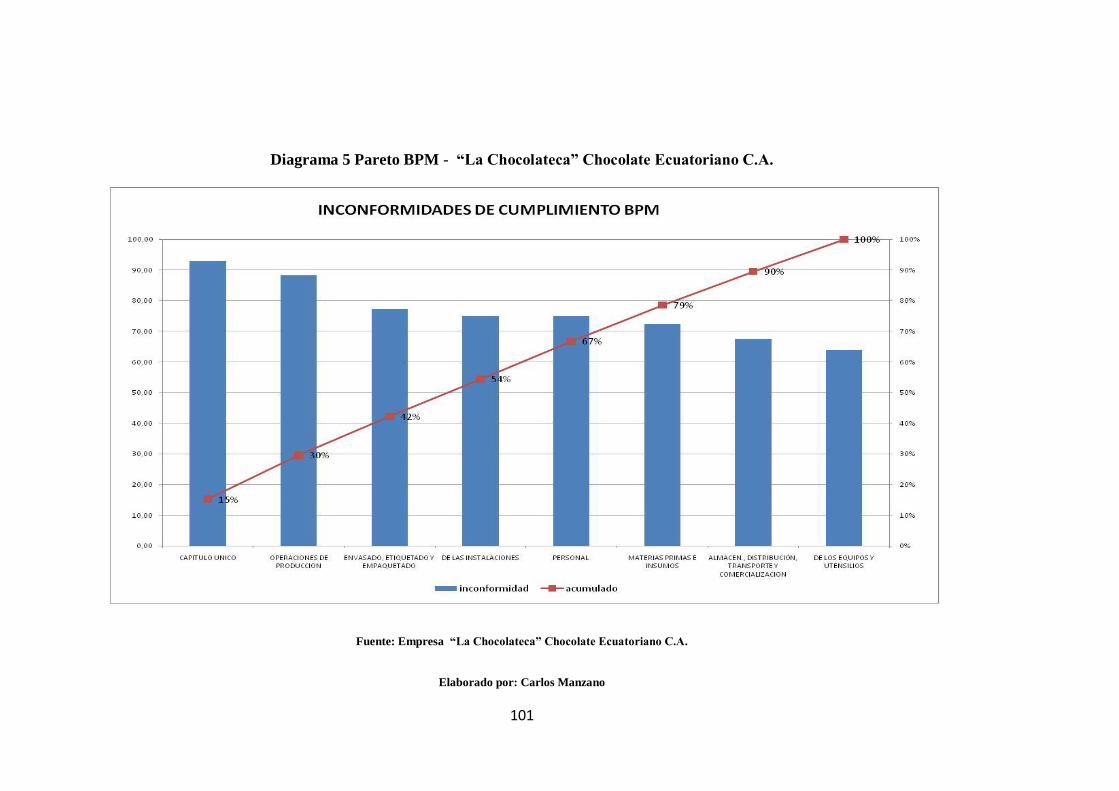
101
Diagrama 5 Pareto BPM - “La Chocolateca” Chocolate Ecuatoriano C.A.
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano

102
Tabla 14 Inconformidad Valorada y Porcentaje Acumulado
DESEMPEÑO BPM POR CAPÍTULOS INCONFORMIDAD %
ACUMULADO
CAPÍTULO UNICO GARANTIAS DE CALIDAD 92,86 15%
OPERACIONES DE PRODUCCION 88,33 30%
ENVASADO, ETIQUETADO Y EMPAQUETADO 77,27 42%
DE LAS INSTALACIONES 75,00 54%
PERSONAL 75,00 67%
MATERIAS PRIMAS E INSUMOS 72,50 79%
ALMACEN., DISTRIBUCIÓN, TRANSPORTE Y COMERCIALIZACION 67,50 90%
DE LOS EQUIPOS Y UTENSILIOS 63,89 100% Fuente: Carlos Manzano
Elaborado por: Carlos Manzano
3.5. Acciones Correctivas
3.5.1. Garantías de Calidad
Dentro de esta propuesta de mejora es necesario detallar que al realizar una aplicación
de los demás puntos identificados para la mejora de los procesos en cuanto a
documentación y registro va a significar una mejora en el capítulo de la lista de chequeo
en donde se busca mantener el sistema completo en control por medio de métodos
basado en la inspección y control. Además con el fin de establecer mejoras en la parte
operativa se recomienda a la empresa optar por manejarse dentro de una filosofía de
trabajo conocida como Housekeeping o 5 S japonesas, se encuentran detalladas como
anexo.
Asimismo se busca crear un programa apropiado de mantenimiento de establecimientos
y equipos, al igual que procedimientos de laboratorio, en el caso de “La Chocolateca”
Chocolate Ecuatoriano C.A., mantener un registro de controles realizados por
laboratorios externos.
103
3.5.2. Operaciones de Producción
Con el fin de mejorar ciertos puntos que se encontraron como inconformidades para la
producción bajo Buenas Prácticas de Manufactura, dentro de la inspección y en base al
análisis de la operatividad de la empresa “La Chocolateca” Chocolate Ecuatoriano
C.A., es necesario realizar una redistribución de los elementos físicos para crear un
circuito adecuado y lógico de movimiento de la materia prima desde su entrada al
proceso productivos, pasando por los diferentes puestos de elaboración y su
transformación a producto en proceso, hasta el área de envasado y empacado del
producto terminado, todo esto posible una vez realizadas las adecuaciones de las
instalaciones.
Este cambio operacional reduce la exposición de la materia prima a contaminaciones,
provee al sistema facilidades en cuanto a la implantación de métodos de trabajo y
además existe la posibilidad de una reducción de los tiempos de producción.
La propuesta se basa en el movimiento de la maquinaría dentro de la misma área de
producción con el fin de lograr el traslado de materiales desde una estación hacia otra en
forma progresiva, evitando la posibilidad de una contaminación cruzada. En el siguiente
plano se identifican mediante un diagrama de recorrido como se realiza el traslado de
materia prima hacia los diferentes puntos y como recorre posiciones dentro de un orden
progresivo de la transformación de la materia prima.
A continuación se detalla la propuesta de reubicación de la maquinaria dentro del
espacio destinado para producción.
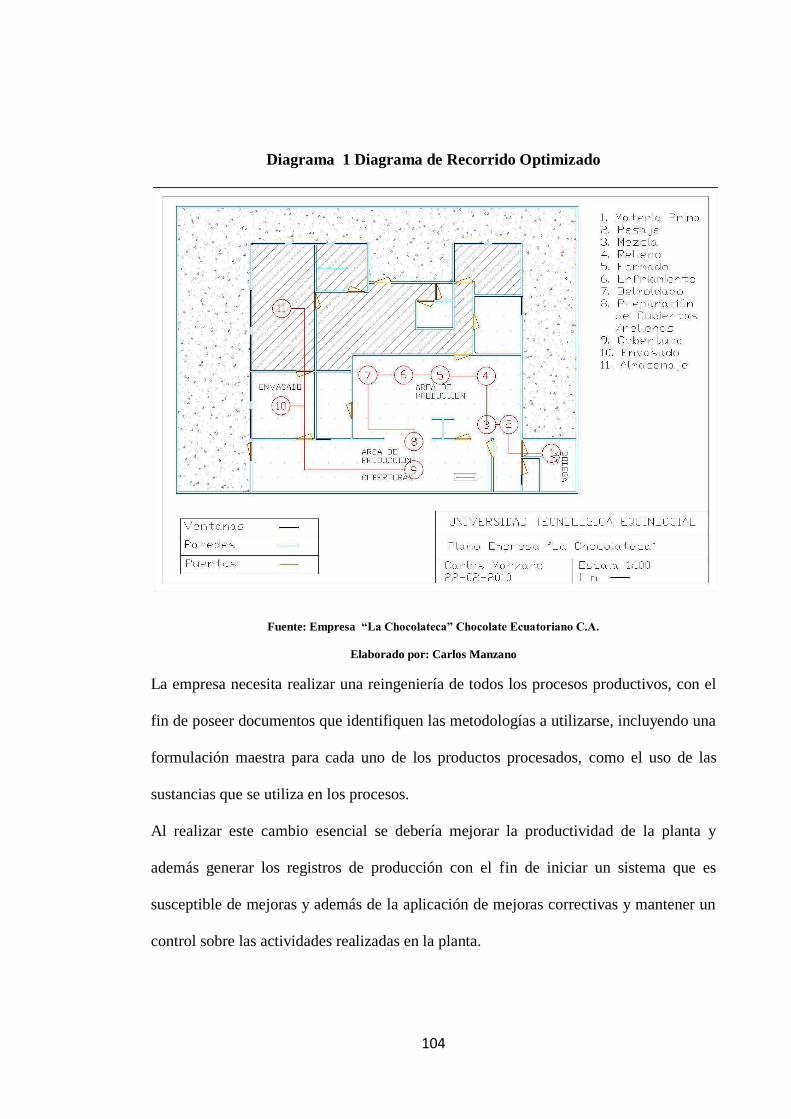
104
Diagrama 1 Diagrama de Recorrido Optimizado
Fuente: Empresa “La Chocolateca” Chocolate Ecuatoriano C.A.
Elaborado por: Carlos Manzano
La empresa necesita realizar una reingeniería de todos los procesos productivos, con el
fin de poseer documentos que identifiquen las metodologías a utilizarse, incluyendo una
formulación maestra para cada uno de los productos procesados, como el uso de las
sustancias que se utiliza en los procesos.
Al realizar este cambio esencial se debería mejorar la productividad de la planta y
además generar los registros de producción con el fin de iniciar un sistema que es
susceptible de mejoras y además de la aplicación de mejoras correctivas y mantener un
control sobre las actividades realizadas en la planta.

105
3.5.3. Envasado, etiquetado y empaquetado
En el caso del área de etiquetado además de su reubicación y la generación de
documentos y registros se considera además verificar y adaptarse a las normas de
etiquetado que sugiere el Instituto Nacional de Normalización INEN y obtener un
sistema de codificación para los alimentos embasados con el fin de definir un sistema de
trazabilidad del producto.
Otro punto que se debe tratar, al igual que el ítem anterior, es desarrollar los
procedimientos adecuados para la recepción, almacenamiento y despacho del producto,
además de los procedimientos de limpieza, incluyendo los registros.
A la par de las mejoras de las instalaciones se puede indicar que se busca, con una
nueva distribución el separar las diferentes áreas, volviéndolas seguras.
Es importante además, capacitar al personal sobre la importancia de culminar el proceso
de producción con un envasado y empacado adecuado de los productos en esta área.
3.5.4. Instalaciones
Si bien, la infraestructura de la empresa se encuentra en un estado donde las condiciones
mínimas de funcionamiento, la localización de la empresa no se encuentra dentro un
área adecuada para la industria dentro de la ciudad, sin embargo se cuenta con los
permisos correspondientes.
En el caso especifico de las áreas y estructuras internas, se requiere varios cambios
además de los generados por documentos y registros los que sirven para constatar que se
está realizando el mantenimiento adecuado y en otros puntos como los detallados a
continuación:

106
3.5.4.1. Techo, paredes y pisos.
Uno de los problemas que “La Chocolateca” Chocolate Ecuatoriano C.A. presenta con
respecto a sus instalaciones se refiere a las mejoras de techo, paredes y piso. Con el fin
de realizar mejoras, es necesario realizar una serie de adecuaciones necesarias para
lograr una mejor aptitud para el cumplimiento de Buenas Prácticas de Manufactura. Las
adecuaciones de infraestructura que se deben efectuar se encuentran listadas a
continuación.
- Alisado del techo
- Retirar estructuras sin uso.
- Pintado del techo.
- Pintado de paredes.
- Eliminar los ángulos entre paredes, pisos y techo.
- Retirar la duela en donde se requiere, especialmente en la bodega de materia
prima.
- Alisado y pintado del piso.
- Eliminar el acceso sin uso en el área de producción.
3.5.4.2. Ventilación.
Para realizar las mejoras en la ventilación del área de producción se puede identificar
plenamente que dentro de la misma se encuentra una división de metal con ventanas,
estructura que no tiene ningún objetivo dentro del área. La recomendación se basa en la
eliminación de esta barrera que impide una correcta circulación de aire dentro del área.
Esto mejoraría las temperaturas de procesamiento y de circulación.

107
Además se observa que en un lugar del proceso de producción existe un agujero entre el
techo y la pared de la zona de recubrimientos, el cual puede ser reemplazado por
ventilas
Se recomienda también, colocar protecciones en las ventanas que colindan con el área
exterior del establecimiento, principalmente aquellas que se encuentran en el área de
almacenamiento de producto terminado, con el fin de mantener la temperatura y evitar
un daño en el producto procesado a sabiendas que el chocolate es sensible a la
temperatura.
Al realizar este cambio se puede indicar que se cumplen las condiciones ambientales
para realizar los diferentes procedimientos, además de contar con los registros de
temperaturas adecuados a partir de aparatos de medición instalados en el lugar.
3.5.4.3. Accesos
Dentro de las mejoras en accesos, en este caso las puertas que tienen relación con el
área de producción, se basa en el cambio o eliminación de puertas innecesarias y
además la colocación de dispositivos de cierre automático, tal como se observa en el
siguiente plano donde se observa dos tipos principales de problemas, el primero es el
cambio de cinco puertas que se encuentran en el área y la eliminación de dos de ellas
que no poseen ningún uso dentro del área y en lugar de eso entorpece el correcto
traslado dentro del proceso de producción.
3.5.4.4. Eliminación de Filtraciones
Este punto se refiere a las filtraciones de materias contaminantes incluyendo plagas
dentro de la empresa. En este punto es importante señalar que se encontraron algunos

108
lugares susceptibles de acceso de plagas, pero ninguno de peligro inminente, así que
este punto se puede mejorar cerrando dichas filtraciones conjuntamente con las
adecuaciones de techo, paredes y piso
Además es importante desarrollar un sistema de control de plagas adecuado para la
empresa.
3.5.4.5. Iluminación
Con respecto a las mejoras de iluminación, los puntos de inconformidad se daban con
relación a la falta de protección en las luminarias, por lo que se requerirá una protección
en las mismas con el fin de eliminar dicho problema.
Una vez realizados todos los cambios necesarios en infraestructura la empresa podrá
eliminar todos los elementos que representa un problema en el manejo dentro de la
filosofía de Buenas Prácticas de Manufactura.
3.5.4.6. Servicios de Planta, Facilidades
Este aspecto se refiere a las instalaciones básicas que se requiere para que los procesos
productivos se realicen dentro de la metodología de Buenas Prácticas de Manufactura,
se encuentran agrupadas como instalaciones eléctricas, agua e instalaciones sanitarias,
los cuales son indicados a continuación:
3.5.4.7. Instalaciones Eléctricas
El principal problema con las instalaciones eléctricas es que la red de distribución no se
encuentra abierta y rotulada adecuadamente, sin embargo no se considera que sea
necesario realizar un reemplazo total de los elementos que conforma la instalación, es
mucho más adecuado realizar una adecuada señalización.

109
3.5.4.8. Agua
Con respecto al agua, la propuesta de mejora se basa en el establecimiento de un
circuito de distribución de agua en donde se pueda realizar controles y registros del
estado de la tubería, además del uso de filtros antes del ingreso de la misma dentro de la
planta para el uso en la producción de alimentos.
Otro punto que se debe tratar es el desecho de efluente o aguas usadas al sistema de
recolección, este punto no mostró problemas, sin embargo no se cuenta con registros de
limpieza de los drenajes ni los procedimientos adecuados para realizar dicha tarea.
3.5.4.9. Instalaciones Sanitarias
En el caso de las instalaciones sanitarias, se requiere una especial atención debido a que
el personal cuenta con el número suficiente de cuarto de baño, pero los mismos son
utilizados además como vestuarios para el personal masculino y femenino. La propuesta
de mejora se basa en la división de los vestidores con los baños, ubicándolos en un área
que se considera mal usada actualmente, donde se realiza el envasado de los productos.
Además de dicho cambio, se debe señalar que existe un cuarto de baño destinado al uso
del personal femenino, que se encuentra en conexión directa con el área de producción.
Se plantea la eliminación del sanitario y que este lugar sirva de almacenamiento de los
productos utilizados para realizar la Sanitización del área de producción y además que
se mantenga el lavamanos de este cuarto con el fin de ofrecer un dispositivo de este tipo
en el área de producción.
En el caso de los cuatro lavamanos existentes, se debe proveer de los elementos
necesarios para que pueda realizarse un correcto lavado de manos, esto es:

110
- Agua potable
- Jabón liquido
- Toallas desechables o secadores
- Solución desinfectante
- Basurero con cierre hermético
- Procedimiento de lavado
La nueva distribución de áreas propuesta se encuentra adjunta como anexa en el final de
presente documento, donde se representa la mejora de cada una de las recomendaciones
de mejora en cada uno de los aspectos anteriormente indicados.
3.5.5. Personal
El aspecto de personal representa una de las inconformidades de “La Chocolateca”
Chocolate Ecuatoriano C.A. en Buenas Prácticas de Manufactura.
Para que la filosofía de Buenas Prácticas de Manufactura puedan ser implementadas
dentro de una empresa es necesario que el compromiso de las mismas se realice desde
los altos mandos, para este fin es necesario que se realice una capacitación continua y
sostenida en cada uno de los empleados que se encuentran en directa relación con el
procesamiento de alimentos.
Dentro de este proceso de mejoramiento y capacitación continua de la conducta del
personal se tiene como una herramienta efectiva el realizar un curso de manipulador de
alimentos, estos son dictados por el Ministerio de Salud Pública y en coordinación, por
instituciones relacionadas con la industria como las cámaras y universidades.
111
En el caso de los requerimientos informativos que la empresa necesita dentro de lo
relacionado con el personal, se ha dispuesto que la misma posea una serie de rótulos
informativos, preventivos y de obligatoriedad en todas las zonas que se requiera para
que en unos casos cumpla con su función de información tanto operativo y otros de
seguridad.
Por otro lado, es necesario desarrollar un sistema de control de personal en el cual se
identifique el certificado de salud del personal, acciones preventivas de salud y también
que determine la higiene del personal al momento del procesamiento.
Se requiere además señalización y definición de normas de calidad, los rótulos
adecuados para este fin se encuentran como anexos al final de este documento.
3.5.6. Materias primas e insumos
En el caso de la materia prima, se debe realizar un proceso de recepción para todos los
materiales que se recibe, desde el chocolate que se encuentra ya procesado, las frutas
secas y hasta el licor que se utiliza como relleno.
Para este fin se propone el uso de tablas de referencia de cada uno de los productos,
además de documentos que certifiquen el buen estado de la materia prima por parte del
proveedor.
En ninguno de los casos se encontró materia prima en mal estado, principalmente
porque ya se encuentra con algún grado de procesamiento, sin embargo se debe indicar
que es necesario además un control de productos en el área. En el caso de los materiales
utilizado en el proceso de producción, todos son de uso alimentario y se encuentran el

112
puesto de trabajo, listos para su uso. Los controles a utilizarse para mantener la calidad
serán detallados en el manual de calidad.
3.5.7. Almacén, distribución, transporte y comercialización
En el caso de este capítulo, es importante señalar que es necesario realizar documentos
que indiquen operaciones de almacenamiento y control del ambiente del almacén, el
control del producto en los puntos de venta.
Es importante además, establecer un sistema con el cual se identifique los productos
que se han procesado para despachar los productos en su orden de entrada.
3.5.8. De los equipos y utensilios
Con respecto a los equipos que se utilizan en la producción de alimentos en la empresa,
estos se encuentran construidos con materiales adecuados para el procesamiento y
limpieza, existe uno que se encuentra pintado exteriormente, pero que únicamente
requiere mantenimiento.
En el caso de los utensilios que se utilizan la mayoría que están dentro del proceso son
hechos de plástico para alimentos, otros como las mesas son de acero inoxidable, sin
embargo existen unas bandejas que deben ser reemplazadas debido a que están hechas
con madera y este es un material que no está permitido dentro de la fabricación de
productos alimenticios.

113
3.6. Costos
Tabla 15 Costos de Adecuación
DESCRIPCION INCONFORMIDAD
ADECUACIONES DE INFRAESTRUCTURA $ 3629.54
SISTEMAS DE TRAZABILIDAD 500,00
PROGRAMAS ANTIPLAGAS Y ROEDORES 400,00
CAMBIO DE UTENSILIOS 100,00
COSTO TOTAL 4629.54 Fuente: Recadi, Truly Noly 2010
Elaborado por: Carlos Manzano
Una vez conocidos los costos de adecuación y considerando los antecedentes indicados
en la evaluación, la empresa deberá evaluar la posibilidad de buscar una locación que
preste mayores beneficios para procesar alimentos.
Se adjunta como anexo la lista simplificada de las acciones correctivas a tomar.

CAPÍTULO IV

115
CAPÍTULO IV
IV. CONCLUSIONES Y RECOMENDACIONES
4.1. Conclusiones
- El uso del check list desarrollado por el Ministerio de Salud Pública del Ecuador
permitió reconocer las deficiencias de la gestión BPM en la empresa “La
Chocolateca, Chocolate Ecuatoriano C.A.” y facilitó así, el diseño de un sistema
apropiado.
- Al obtener un 23,46% en el diagnóstico realizado se identificó las
vulnerabilidades del sistema y se pudo establecer un esquema de acciones
correctivas.
- Se diseñó un sistema de Buenas Prácticas de Manufactura para la empresa “La
Chocolateca, Chocolate Ecuatoriano C.A.” mediante la estructuración de un
manual BPM y un manual POES.

116
4.2. Recomendaciones
- Implementar tanto las acciones correctivas como el Sistema de Buenas Prácticas
de Manufactura en la empresa.
- Realizar un estudio técnico completo dentro del área de producción con el fin de
crear un enfoque sistémico y mejorar su gestión.
- Analizar la posibilidad de buscar instalaciones con mayores ventajas y
prestaciones para el procesamiento y manipulación de alimentos dentro de la
empresa.
BIBLIOGRAFIA
Diez Sánchez Oscar, La certificación de sistemas de gestión en seguridad
alimentaria, Enero 2010, Consumer Eroski, http://srt.bz/3pw
Evans J, Williams L., Administración Y Control De La Calidad (2000), Editorial
Tompson
FAO/OMS, Informe de Políticas de Seguridad Alimentaria, Numero 2, Cumbre
Mundial sobre la Alimentación, Junio 2006.
FAO/OMS Códex Alimentarius, Textos Básicos Sobre Higiene de Alimentos,
(2003), Revisión 4, Roma Italia.
Gutiérrez H, Salazar V., Control Estadístico de Calidad y Seis Sigma (2004), Mc
Grawn Hill, México D.F.
Kendall K., Kendall, J., Análisis y Diseño de Sistemas(1997), Editorial Pearson,
Masaaki Imai, Como Implementar El Kaizen en el Sitio de Trabajo, Mcgraw-
Hill, 1998, México D.F.
Panalimentos OPS/OMS, Enfermedades Transmitidas por Alimentos, 2002,
http://www.panalimentos.org/comunidad/educacion.asp
Proyecto BID-FOMIN-OIRSA, Manual de Buenas Prácticas de Manufactura
para Plantas Exportadoras de Miel (2003), versión 1, El Salvador.
República del Ecuador, Constitución de la República, (2008), Capítulo Tercero,
p. 138, Montecristi-Ecuador.
República del Ecuador, Instituto Ecuatoriano de Estadísticas y Censo INEC,
Estudios Demográficos en Profundidad, La Mortalidad en el Ecuador en el
Período 1990-2001, Edición 1, Quito – Ecuador, 2001.

República del Ecuador, Instituto Ecuatoriano de Estadísticas y Censo INEC,
Estudios Demográficos en Profundidad, La Mortalidad en el Ecuador en el año
2009, Edición 1, Quito – Ecuador, 2010.
República del Ecuador, Instituto Ecuatoriano de Normalización INEN, Norma
Técnica Ecuatoriana NTE 621:2000, Chocolate: Requisitos, Edición 1, Quito –
Ecuador, 2000.
República del Ecuador, Instituto Ecuatoriano de Normalización INEN, Norma
Técnica Ecuatoriana NTE 334-1:2000, Rotulado de Productos Alimenticios para
Consumo Humano, Parte 1 Requisitos, Quito – Ecuador, 2000.
República del Ecuador, Ministerio de Agricultura y Ganadería, análisis de
peligros y puntos críticos de control (HACCP) en la industria alimenticia,
(2000), Ing. Agr. Analia Junovich, Quito – Ecuador.
República del Ecuador, Ministerio de Salud Pública, (2002), Decreto Ejecutivo
3253, Reglamento para Buenas Prácticas de Manufactura, Quito-Ecuador.
The Seattle Times, How toxic chemical melamine got into China's food supply,
2008, The Seattle Times Company, http://srt.bz/3pv
Zelaya V., Amador R., Manual De Buenas Prácticas De Fabricación, Mayo del
2001, Honduras, C. A.

ANEXOS
A. Lista de Verificación BPM
B. Listado de Acciones Correctivas
C. Plano de Redistribución “La Chocolateca” Chocolate Ecuatoriano C.A.
D. Manual de Buenas Prácticas de Manufactura
E. Manual POES
F. Sustancias Químicas de Limpieza

ANEXO A
Lista de Verificación BPM

SISTEMA NACIONAL DE VIGILANCIA Y CONTROL
FORMULARIO DE INSPECCION DE BUENAS PRACTICAS DE MANUFACTURA
A.- DATOS GENERALES DE LA PLANTA PROCESADORA DE ALIMENTOS
1.- NOMBRE / RAZON SOCIAL:
2.- UBICACIÓN: ( ) ( ) ( )
Zona Urbana Zona Rural Zona Industrial
Provincia Cantón Parroquia Area de Salud
Calles y No. Teléfono/Fax Dirección electrónica
3.- CATEGORIA: ( ) ( ) ( ) ( )
Industria Pequeña Industria Artesanía Microempresa
4.- RESPONSABLE LEGAL:
Nombre Firma
5.- RESPONSABLE TECNICO:
Nombre Firma Profesión
6.- GERENTE DE PRODUCCIÓN
Nombre Firma Profesión
7.- GERENTE DE CONTROL DE CALIDAD
Nombre Firma Profesión
8.- PERMISO DE FUNCIONAMIENTO:
Código Número Fecha emisión
9.- LAS ACTIVIDADES DE LA PLANTA PROCESADORA DE ALIMENTOS COMPRENDEN:
( ) ( ) ( )
Procesamiento Envase y empaque Distribución
10.- TIPO(S) DE ALIMENTOS QUE PROCESA / ENVASA O EMPACA / DISTRIBUYE:
Pág. 1
11.- MOTIVO DE LA INSPECCION:
Para obtener el Certificado de BPM ( )
Para renovar el Certificado de BPM ( )
Para toma de muestras ( )
Por otros motivos ( )
12.- TIPO DE INSPECCION: ( ) ( ) ( )
Total Específica Parcial
13.- COMISION INSPECTORA:
Nombre Institución Cédula Identidad
14.- FECHA DE LA INSPECCION:
Inicio Término
15.- OBSERVACIONES:

CRITERIOS DE CALIFICACION EN %
REGISTROS
DO
CU
ME
NT
OS
% NE DM AD
NE 0 25 50
DM 25 50 75
AD 50 75 100
SIGNIFICADO SIGLAS VALOR EN %
NO EXISTE NE 0
DEBE MEJORAR DM 50
ADECUADO AD 100
SISTEMA NACIONAL DE VIGILANCIA Y CONTROL
FORMULARIO DE INSPECCION DE BUENAS PRACTICAS DE MANUFACTURA
A.- DATOS GENERALES DE LA PLANTA PROCESADORA DE ALIMENTOS
1.- NOMBRE / RAZON SOCIAL:
2.- UBICACIÓN: ( ) ( ) ( )
Zona Urbana Zona Rural Zona Industrial
Provincia Cantón Parroquia Area de Salud
Calles y No. Teléfono/Fax Dirección electrónica
3.- CATEGORIA: ( ) ( ) ( ) ( )
Industria Pequeña Industria Artesanía Microempresa
4.- RESPONSABLE LEGAL:
Nombre Firma
5.- RESPONSABLE TECNICO:
Nombre Firma Profesión
6.- GERENTE DE PRODUCCIÓN
Nombre Firma Profesión
7.- GERENTE DE CONTROL DE CALIDAD
Nombre Firma Profesión
8.- PERMISO DE FUNCIONAMIENTO:
Código Número Fecha emisión
9.- LAS ACTIVIDADES DE LA PLANTA PROCESADORA DE ALIMENTOS COMPRENDEN:
( ) ( ) ( )
Procesamiento Envase y empaque Distribución
10.- TIPO(S) DE ALIMENTOS QUE PROCESA / ENVASA O EMPACA / DISTRIBUYE:
Pág. 1
11.- MOTIVO DE LA INSPECCION:
Para obtener el Certificado de BPM ( )
Para renovar el Certificado de BPM ( )
Para toma de muestras ( )
Por otros motivos ( )
12.- TIPO DE INSPECCION: ( ) ( ) ( )
Total Específica Parcial
13.- COMISION INSPECTORA:
Nombre Institución Cédula Identidad
14.- FECHA DE LA INSPECCION:
Inicio Término
15.- OBSERVACIONES:

EVALUACIÓN DEL SISTEMA DE BUENAS PRACTICAS DE MANUFACTURA
EMPRESA LA CHOCOLATECA / CHOCOLATE ECUATORIANO C.A.
REGLAMENTO BPM ALIMENTOS DOCUMENTOS REGISTROS %
REQUISITO N.E. D.M AD. N.E. D.M AD.
TITULO III REQUISITOS DE BUENAS PRACTICAS DE MANUFACTURA
CAPITULO I DE LAS INSTALACIONES
3.- De las condiciones mínimas básicas
4. De la localización
5. Diseño y Construcción
6. Condiciones específicas de las aéreas, estructuras internas y accesorios
7. Servicios de Planta - Facilidades
TOTAL CAPITULO I
TITULO III REQUISITOS DE BUENAS PRACTICAS DE MANUFACTURA
CAPITULO II DE LOS EQUIPOS Y UTENSILIOS
8. Equipos y Utensilios
8.1 a 8.3 Aptitud para el uso
8.4 Dispositivos anticontaminación por lubricantes
8.5 Recubrimiento de la superficies de contacto con alimentos
8.6 Superficies exteriores de fácil limpieza
8.7 Material constructivo de tuberías
8.8 flujo de instalación de equipos
8.9 material constructivo de los equipos
9. Monitoreo de los equipos
9.1 Recomendaciones del fabricante
9.2 Instrumentación adecuada de máquinas para operación, control y mantenimiento. Y calibración de los mismos
TOTAL CAPITULO II:
TOTAL TITULO III
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPITULO I PERSONAL
10.- Consideraciones Generales
10.1 y 2 Higiene del personal.
10.3 capacitación del personal
11.- Educación y Capacitación
12. Salud del personal
12.1.Certificados de salud del personal
12.1. Frecuencia de chequeos médicos
12.1. Acciones preventivas en salud
12.2.Contacto entre alimentos y personal con afecciones de salud
13. Normas acerca de la contaminación y la seguridad de productos
13.1.a.-Disposición de uniformes
13.1.b.- Disposición de mascarillas para operaciones críticas

13.1.b.Condición de guantes
13.1.c.Condición del calzado
13.2.-Lavado de prendas de vestir
13.3.- Limpieza de manos de personal en contacto con alimentos
13.4.- Desinfección de manos
14.Comportamiento del personal
14.1. Indicativos de no beber, fumar, comer o masticar productos.
14.2. Protección de cabellos, barbas y patillas en zonas críticas
14.2.Uñas limpias y sin esmalte
14.2.Lentes de plástico
15. Mecanismos que impidan el acceso de personas extrañas
16. Señalización y normas de seguridad
17.Cumplimientos de visitas en normas de protección sanitaria
TOTAL CAPITULO I
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPITULO II MATERIAS PRIMAS E INSUMOS
18. Garantía del uso de materias primas, e ingredientes de niveles de sanitarios aceptables.
19. Muestreo y evaluación de las materias primas y materiales de empaque
19. Control de las materias primas
19. Niveles de calidad
20. Recepción de materias primas
21. Almacenaje de materias primas e insumos
22. Condición de recipientes, contenedores, envases o empaques de las materias primas o insumos
23. Procedimientos que minimicen la contaminación.
24. Control de la velocidad de descongelamiento de materias primas
25. Aditivos permitidos en base al CODEX alimentario
26. Agua
TOTAL CAPITULO II
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPITULO III OPERACIONES DE PRODUCCION
27. Operaciones de fabricación
28. Elaboración de productos
29.Proceso de fabricación
30.Procedimientos y registros
31. Control del uso de sustancias letales o peligrosas
32. Identificación del status de producción de productos

33.Record, registro o bitácora de producción
34. Control de las operaciones de producción
34. Control de Parámetros Críticos
34. Condiciones de fabricación
35.Métodos para la no contaminación del alimento
36. Registro de acciones correctivas
37. Aire o gas no fuente de contaminación.
38.Operaciones de envasado
39. Eliminación de productos alterados
40. Archivo de registros de control de producción y distribución
TOTAL CAPITULO III
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPITULO IV ENVASADO, ETIQUETADO Y EMPAQUETADO
Art. 41 .Normas para envasado, etiquetado y empaquetado
Art. 42. Diseño de tanques para transporte de alimentos.
Art 42.Norma para rotulado de productos
Art. 43.Verificación de aéreas de empaque
Art. 44. Envases limpios y adecuados
Art. 45. Diseño y construcción de los tanques o depósitos, para transporte de alimentos
Art. 46. Identificación codificada de los alimentos envasados y empaquetados
Art. 47. Normativas de almacenaje de empaques y envases
Art. 48. Procedimiento para envases finales en espera de etiquetado.
Art. 49. Manejo de cajas múltiples de embalaje de alimentos terminados
Art. 50. Capacitación sobre riesgos de operación para el personal de empaque.
Art. 51. Separación para zonas de llenado y empaque.
TOTAL CAPITULO IV
TITULO IV REQUISITOS HIGIÉNICOS DE FABRICACIÓN
CAPITULO V ALMACENAMIENTO, DISTRIBUCIÓN, TRANSPORTE Y COMERCIALIZACION
Art. 52. Operaciones de almacenamiento.
Art. 53. Control de temperatura y humedad, programas sanitarios, plan de limpieza y control de roedores y plagas.
Art. 54. Manejo en altura los alimentos.
Art.55. Los alimentos SERÁN almacenados de manera que faciliten el libre ingreso del personal para el aseo y mantenimiento del local.
Art. 56, Utilización de etiquetas de identificación de la

condiciones del producto.
Art 57. Registro de temperatura y humedad del cuarto de refrigeración o congelación
Art 58.Transporte de alimentos.
Art 59. Conservación de los alimentos en la comercialización y expendio.
59.1. Limpieza de vitrinas, muebles y estantes.
59.2. Equipos necesarios para la conservación de alimentos
59.3. Estado del establecimiento de comercialización de las condiciones sanitarias para garantizar la conservación del alimento.
TOTAL CAPITULO V
TOTAL TITULO IV
TITULO V GARANTIAS DE CALIDAD
CAPITULO UNICO DEL ASEGURAMIENTO Y CONTROL DE CALIDAD
Art. 60.Procedimientos de control
Art. 61 Control y aseguramiento de la inocuidad
Art. 62. Aseguramiento del sistema de aseguramiento de la calidad
Art. 63. Desarrollo del sistema de Aseguramiento de la Calidad Sanitaria
Art. 64. Planes de muestreo, procedimientos de laboratorio
Art. 65. Sistema apropiado de mantenimiento de los establecimientos y equipos
Art. 66. Métodos de limpieza y desinfección.
66.1. Procedimientos para la limpieza y desinfección.
66.2. Desinfección efectiva con agentes normalmente usados
66.3. Registro de inspecciones de verificación de la limpieza
Art 67. Control de plagas
TOTAL TITULO V
% CUMPLIMIENTO SISTEMA

ANEXO B
Lista de Acciones Correctivas

Listado de Acciones Correctivas
No Acción Correctiva Lugar de Incidencia
1 Housekeeping toda la planta
2 Manual POES toda la planta
3 Controles Externos de Calidad toda la planta
4 Redistribución de maquinaria Producción
5 Reingeniería de Procesos Producción
6 Desarrollar formulas maestras Producción
7 Etiquetar de acuerdo a INEN NTE 334-1:2000 Envasado
8 Adoptar Norma INEN Chocolate Envasado
9 Sistema de codificación Envasado
10 División de envasado Envasado
11 Instalaciones toda la planta
12 Alisar Techo, paredes y pisos Producción
13 Retirar estructuras sin uso Producción
14 Pintado de techo, paredes y pisos Producción
15 Mejorar accesos Producción
16 Colocar extractor de olores Producción
17 Colocar instrumentos de medición ambiental Producción
18 Eliminar filtraciones Producción
19 Sistema antiplagicida Exteriores
20 Mejora iluminación Producción
21 Codificar instalaciones eléctricas Producción
22 Colocar filtro de agua toda la planta
23 retirar y mejorar baterías sanitarias toda la planta
24 dotar de vestidores, comedor toda la planta
25 Capacitación Personal
26 Reemplazar utensilios no adecuados Producción
ANEXO C
Plano de Redistribución “La Chocolateca” Chocolate Ecuatoriano C.A.
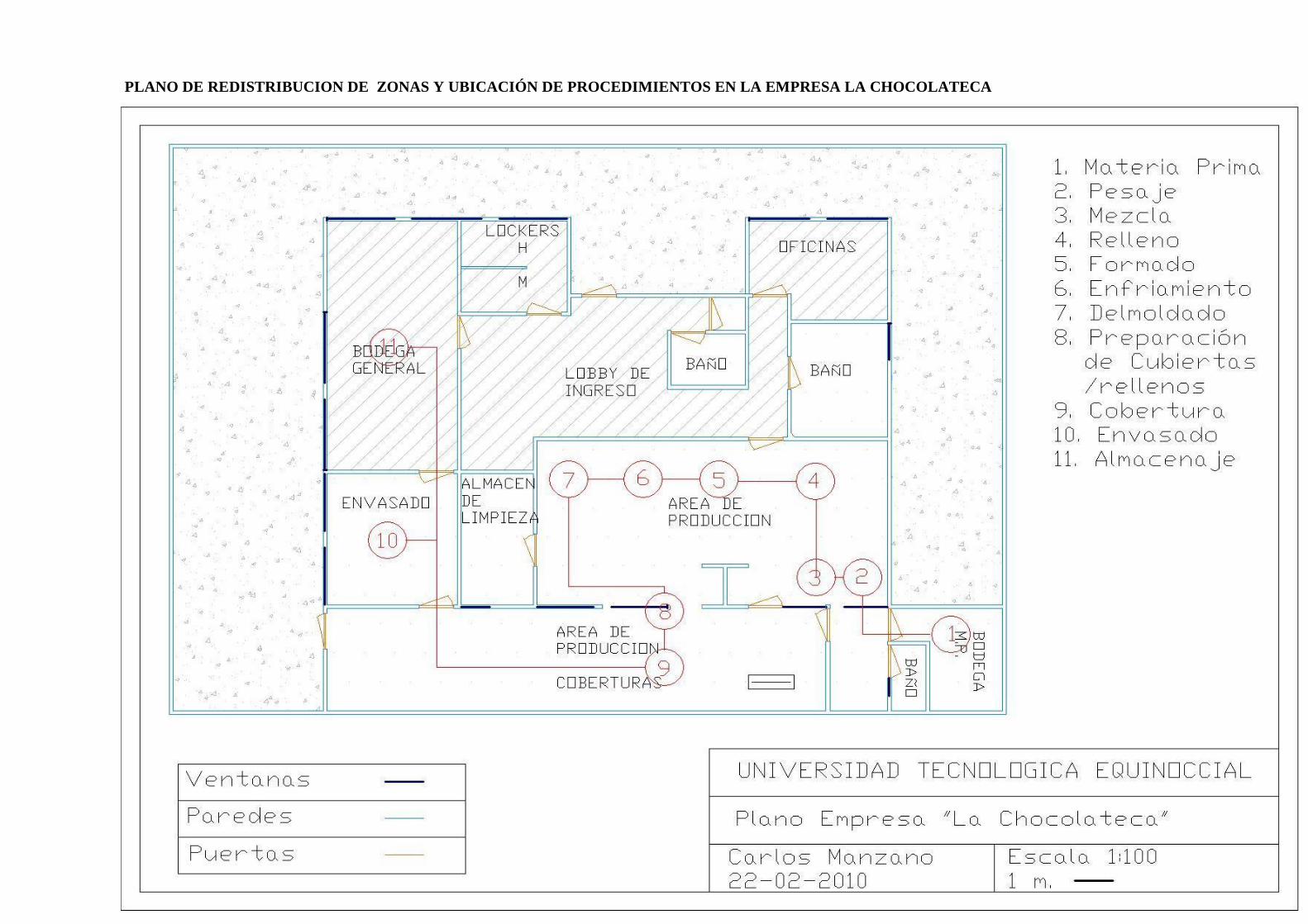
PLANO DE REDISTRIBUCION DE ZONAS Y UBICACIÓN DE PROCEDIMIENTOS EN LA EMPRESA LA CHOCOLATECA

ANEXO D
Manual de Buenas Prácticas de Manufactura
MANUAL DE BUENAS PRÁCTICAS DE MANUFACTURA
El presente Manual de Buenas Prácticas de Manufactura es de uso exclusivo y obligatorio
para todo el personal de “La Chocolateca” Chocolate Ecuatoriano C.A., Chocolate
Ecuatoriano C.A.
Realizado por: Carlos Manzano E. Firma:
Aprobado por: Ing. Miguel de la Torre Firma:

1. INDICACIONES GENERALES DE LA EMPRESA 4
1.1. POLÍTICAS Y OBJETIVOS DE LA CALIDAD SANITARIA 4
1.2. MISIÓN Y VISIÓN 4
1.2.1. MISIÓN 4
1.2.2. VISIÓN 4
1.3. PLANO DE DISTRIBUCIÓN DE LA PLANTA 5
2. INTRODUCCIÓN A LAS BUENAS PRÁCTICAS DE MANUFACTURA 5
2.1. QUÉ SON LAS B.P.M 5
2.2. SOBRE LA CONTAMINACIÓN 7
2.3. TÉRMINOS UTILIZADOS 8
3. DESCRIPCIÓN TÉCNICO SANITARIA SEGÚN DECRETO 3253 9
3.1. ALREDEDORES Y VÍAS DE ACCESO 9
3.2. DISEÑO, CONSTRUCCIÓN Y/O REMODELACIÓN DE LA PLANTA 9
3.3. PISOS 11
3.4. PASILLOS 11
3.5. PAREDES 12
3.6. TECHOS 12
3.7. VENTANAS 12
3.8. PUERTAS 13
3.9. RAMPAS Y ESCALERAS 13
4. PERSONAL 13
4.1. HIGIENE PERSONAL 14
4.2. PROTECCIÓN PERSONAL 17
4.3. UNIFORMES 18
4.4. ELEMENTOS DE PROTECCIÓN. 18
4.5. VISITANTES 18
4.6. CONTROL DE ENFERMEDADES 19
4.7. LIMPIEZA 20
4.8. EDUCACIÓN Y ENTRENAMIENTO 21
4.9. SUPERVISIÓN 22
5. EQUIPOS Y UTENSILIOS 22
5.1. OPERACIONES DE FABRICACIÓN 22
5.2. REQUISITOS PARA EL MATERIA PRIMA EN CONGELADORES. 23
5.3. ÁREAS DE EMPAQUE Y ROTULADO: 24
5.4. OPERACIONES DE TRANSPORTE: 24
6. DOCUMENTOS Y REGISTROS 26

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 4 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
4
1. Indicaciones generales de la empresa
1.1. Políticas y Objetivos de la calidad sanitaria
La Chocolateca, Chocolate Ecuatoriano C.A. es una empresa que elabora productos en
base de Chocolate fino Ecuatoriano. La principal intención del presente documento es
proveer de la información necesaria para conocer sobre el Sistema de Buenas Prácticas
de Manufactura, sus características y su funcionamiento dentro de la empresa.
Este documento expresa el compromiso de La Chocolateca, Chocolate Ecuatoriano
C.A. en brindar a su selecta clientela un producto de altísima calidad, realizado bajo los
estándares adecuados para la manipulación de alimentos.
1.2. Misión y Visión
1.2.1. Misión
- Obtener productos de altísima calidad sanitaria para satisfacer las necesidades de
nuestros consumidores.
- Difundir el compromiso de la filosofía de Buenas Prácticas de Manufactura en todo
el recurso humano de La Chocolateca, Chocolate Ecuatoriano C.A.
1.2.2. Visión
- Ser lideres en el mercado de la confitería ofreciendo productos de calidad y
apoyados en Sistemas de Buenas Prácticas de Manufactura para una mejora
continua.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 5 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
5
1.3. Plano de distribución de la planta
2. Introducción a las Buenas Prácticas de Manufactura
2.1. Qué son las B.P.M
Las Buenas Prácticas de Manufactura son una filosofía de trabajo, la cual se basa en la
participación de todo el personal. Su principal objetivo es crear el ambiente adecuado de
trabajo con el fin de evitar alimentos peligrosos para el consumo humano.
Para lograr esto, se fija en tres puntos principales:
- El personal o factor humano
MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 6 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
6
- Las instalaciones, maquinarias
- Procedimientos.
Al lograr trabajar con B.P.M. una empresa logra los siguientes puntos:
- Una imagen empresarial sólida para los clientes
- Mejora el rendimiento productivo (se trabaja de una manera ordenada)
- Se trabaja en un ambiente de trabajo más seguro.
- Satisfacción personal y laboral.
Por otro lado, si una empresa se mantiene sin el manejo BPM
- Se estanca en el mercado (no hay crecimiento).
- Intoxicaciones de clientes.
- Multas, cierres y CLAUSURA de la empresa.
- Perdida de fuentes de empleo.
Por lo tanto las BPM involucran a aspectos económicos, sociales y legales, así como
particulares y grupales (empresariales). Entonces el compromiso es necesario para cada uno
de los miembros de la empresa La Chocolateca y el cumplimiento responsable del manejo
de todos los productos procesados en la planta.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 7 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
7
Las Buenas Prácticas de Manufactura más que un sistema, es una filosofía de trabajo, la
cual compromete a todo el recurso humano de una empresa. A continuación se indica de
una manera fácil los principales conceptos que se manejará y aclarar muchos otros para su
aplicación dentro de la empresa.
2.2. Sobre la Contaminación
La contaminación sucede cuando una sustancia u objeto extraño ingresa a un producto y
causa daños a quien lo consume.
Existen tres tipos de contaminaciones,
La química que sucede cuando sustancias como detergentes, pesticidas, desinfectantes entra
en contacto con el alimento.
La física cuando objetos como piedras, tornillos, polvo, etc. ingresan en el alimento y
causan daño al producto o al consumidor.
La microbiológica que sucede cuando microorganismos (bacterias, hongos y virus)
ingresan en el alimento, que al ser ingerido causan problemas de intoxicación.
Toda contaminación representa un riesgo alimentario que puede adulterar nuestros
productos, siendo los riesgos más importantes:
- Microorganismos
- Parásitos
- Cuerpos Extraños
MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 8 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
8
- Residuos de medicamentos
- Aditivos mal suministrados
- etc,
2.3. Términos utilizados
Inocuidad.- Incapacidad de hacer daño, en el caso de los productos de La Chocolateca,
significa que al consumir nuestros productos no hay peligro de enfermedad para el
consumidor.
Limpieza.- Se trata de un procedimiento en el cual se elimina a un instrumento, superficie
alimento, etc. de sustancias u objetos contaminantes que se puede observar, se realiza
mediante una acción física (restregar).
Desinfección.- Sucede cuando se elimina completamente mediante sustancias químicas
especiales, a cualquier contaminante microscópico.
Se trata de la destrucción de todas y cada una de las bacterias perjudiciales por medio de la
cocción u otra práctica de conservación, por medio de esto se elimina la contaminación y se
agrega tiempo de vida útil del alimento y se crea una protección frente a la contaminación,
incluyendo las bacterias perjudiciales, cuerpos extraños y tóxicos.
Por otro lado la higiene alimentaria considera a la prevención como el mejor método para
cuidar la inocuidad.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 9 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
9
3. Descripción Técnico Sanitaria según Decreto 3253
3.1. Alrededores y Vías de Acceso
Los alrededores de la planta La Chocolateca deben estar iluminados, mantenerse libres de
acumulaciones de materiales, especialmente basuras, desperdicios o chatarra que facilite la
contaminación y plagas. Todo el entorno debe estar en condiciones para evitar la
contaminación de los productos.
Se debe considerar:
- Almacenamiento de equipo y stands de ventas en forma apropiada, remover basura
y desperdicios de acuerdo al manual POES.
- Mantener los, patios y estacionamiento limpios para impedir una fuente de
contaminación para las áreas en donde el producto o la materia prima estén
expuestos.
- Mantener los drenajes limpios para evitar la contaminación de los productos por
medio de infiltraciones.
3.2. Diseño, Construcción y/o Remodelación de la Planta
Los edificios y estructuras de la planta de La Chocolateca deberán ser de un tamaño,
construcción y diseño que faciliten su mantenimiento, y las operaciones sanitarias
adecuadas.
MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 10 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
10
Las edificaciones estarán dotadas de barreras antiplagas tales como láminas antiratas,
mallas, cortinas de aire, trampas para roedores e insectos, puertas de cierre automático.
Deben existir espacios suficientes que permitan las maniobras y el fácil flujo de equipos,
materiales y personas; de igual manera para el libre acceso para la operación y el
mantenimiento de equipos.
Las áreas de proceso deben estar separadas físicamente de las áreas destinadas a servicios
para evitar cruces contaminantes; claramente identificadas y señalizadas.
Dentro de la planta se considera:
Proveer suficiente espacio para la colocación del equipo y almacenamiento de materiales.
Reducir la contaminación de los alimentos, superficies de contacto de alimentos, o
materiales para el empaque de alimento contra contaminantes.
Separar la operación en la cual sea probable que una contaminación pueda ocurrir, por uno
más de los medios: localización, tiempo, divisiones, flujo de aire, sistemas cerrados, u otro
medio que sea efectivo.
Los pisos, paredes y techos tienen que estar de tal manera que puedan limpiarse
adecuadamente y mantenerse limpios y en buenas condiciones: los ductos, las goteras o la
condensación en los tubos del equipo, no contaminen el alimento, las superficie de contacto
con alimentos o materiales de empaques; los pasillos, o espacio de trabajo entre el equipo
serán provistos entre el equipo y las paredes.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 11 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
11
Proveer iluminación adecuada en todas aquellas áreas donde los alimentos se inspeccionan,
elaboran, o almacenan donde se lavan el equipo y utensilios; cualquier otro objeto de vidrio
instalados sobre alimentos expuestos en cualquier lugar de elaboración sean de un tipo
seguro, o se protegerán para evitar en caso de que estas se rompan la contaminación del
alimento.
Proveer ventilación adecuada parar reducir los olores y vapores.
3.3. Pisos
Deben ser construidos con materiales resistentes, impermeables para controlar hongos y
focos de proliferación de microorganismos, antiresbalantes y con desniveles hacia los
sifones para facilitar el drenaje de las aguas.
Deben ser construidos en materiales que resistan la acción de las sustancias químicas que se
desprendan de las operaciones de proceso. Las uniones de paredes y pisos serán continuas y
en forma de media caña para facilitar la limpieza y desinfección.
3.4. Pasillos
Deben tener una amplitud proporcional al número de personas y vehículos que transiten por
ellos y estarán señalizados los flujos de tránsito correspondientes. En las intersecciones y
esquinas, se recomienda disponer de espejos y señales de advertencia. No se permite el
almacenamiento de ningún tipo de objetos en ellos.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 12 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
12
3.5. Paredes
Las paredes serán lisas, lavables, recubiertas de material sanitario de color claro y fácil
limpieza y desinfección.
Si se emplean pinturas con componentes antifúngicos o con aditivos plaguicidas, estos
deben ser aprobados por la autoridad sanitaria para uso en fábricas de alimentos y no deben
emitir olores o partículas nocivas.
3.6. Techos
No deben tener grietas ni elementos que permitan la acumulación de polvo. Deben ser
fáciles de limpiar y se debe evitar al máximo la condensación, ya que facilita la formación
de mohos y el crecimiento de bacterias.
Cuando la altura del techo sea excesiva, se permite colocar un cielo raso o techo falso,
construido en material inoxidable e inalterable.
3.7. Ventanas
Deben construirse en materiales inoxidables, sin rebordes que permitan la acumulación de
suciedad; los dinteles serán inclinados para facilitar su aseo y evitar que sean usados como
estantes. Si es posible el vidrio de las ventanas debe ser reemplazado por material
irrompible (plástico, plexiglás, etc) para que en caso de rupturas no haya contaminación por
fragmentos.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 13 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
13
3.8. Puertas
Serán construidas en materiales lisos, inoxidables e inalterables, con cierre automático y
apertura hacia el exterior. Deben estar separadas y señalizadas las puertas de entrada de
materias primas y de salida de productos terminados.
Para emergencias se cuenta con dos puertas para facilitar el desalojo.
3.9. Rampas y Escaleras
Los pisos de las rampas y escaleras serán antideslizantes, los desniveles no serán superiores
al 10%, su amplitud debe calcularse de acuerdo a las necesidades y estarán señalizados los
flujos vehiculares y de personas.
4. Personal
El recurso humano es el factor más importante para garantizar la seguridad y calidad de los
alimentos, en el caso de no comprender adecuadamente y determinar con claridad las
responsabilidades y obligaciones que se requiere para las Buenas Prácticas de Manufactura
en cada uno de los integrantes de la Chocolateca es realimente imposible trabajar bajo esta
filosofía. Dos aspectos importantes que se deben considerar son los requerimientos pre y
post ocupacionales.
Los requerimientos pre-ocupacionales se refieren al conocimiento y experiencia que la
persona debe tener para la actividad que va a desempeñar. Es importante que a cada
persona que la empresa contrate, se le practique un examen pre-ocupacional. Con esto se

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 14 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
14
pretende identificar si las condiciones físicas y de salud del trabajador le permiten
desempeñar el cargo y que éstas estén ajustadas al tipo de trabajo que desempeñará.
Entre los requisitos que el empleado debe cumplir para postular al cargo, figuran los
siguientes:
- Evaluación médica general.
- Carné de salud otorgado por el Ministerio de Salud Pública.
- Certificados o diplomas que lo acrediten como Profesional, Técnico y/o
Manipulador de Alimentos.
Los requerimientos post-ocupacionales son los que la empresa y el trabajador deben
cumplir para garantizar el normal desarrollo de los procesos. Están definidos por el Manual
de Buenas Prácticas de Fabricación y otras normas de obligatorio cumplimiento que sean
determinadas.
4.1. Higiene Personal
La higiene personal es la base fundamental para la aplicación de las Buenas Prácticas de
Fabricación; Por lo tanto toda persona que entre en contacto con materias primas,
ingredientes, material de empaque, producto en proceso y producto terminado, equipos y
utensilios, deberá cumplir las siguientes recomendaciones:
Baño corporal diario. Este es un factor fundamental para la seguridad de los alimentos. La
Chocolateca desea fomentar tal hábito dotando los vestidores con duchas, jabón y toallas.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 15 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
15
Es importante indicar que no se permite trabajar a empleados que no estén aseados.
- Usar uniforme limpio a diario (incluye el calzado).
- Lavarse las manos y desinfectarlas antes de iniciar el trabajo, cada vez que vuelva a
la línea de proceso especialmente si viene del baño y en cualquier momento que
están sucias o contaminadas.
- Mantener las uñas cortas, limpias y libres de esmaltes o cosméticos. No usar
cosméticos durante las jornadas de trabajo.
- Cubrir completamente los cabellos, barba y bigote. Las redes deben ser simples y
sin adornos; los ojos de la red no deben ser mayores de 3 mm y su color debe
contrastar con el color del cabello que están cubriendo.
- No fumar, comer, beber, escupir o mascar chicles o cualquier otra cosa dentro de las
áreas de trabajo. Esto solo podrá hacerse en áreas y horarios establecidos.
- No se permiten chicles, dulces u otros objetos en la boca durante el trabajo, ya que
pueden caer en los productos que están procesando.
- Por la misma razón no se permiten plumas, lapiceros, termómetros, sujetadores u
otros objetos desprendibles en los bolsillos superiores del uniforme o detrás de la
oreja.
- No se permite el uso de joyas, adornos, broches, peinetas, pasadores, pinzas, aretes,
anillos, pulseras, relojes, collares, o cualquier otro objeto que pueda contaminar el
producto; incluso cuando se usen debajo de alguna protección.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 16 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
16
- Evitar toser o estornudar sobre los productos; el tapaboca ayuda a controlar estas
posibilidades.
- Las heridas leves y no infectadas, deben cubrirse con un material sanitario, antes de
entrar a la línea de proceso.
- Las personas con heridas infectadas no podrán trabajar en contacto directo con los
productos. Es conveniente alejarlos de los productos y que efectúen otras
actividades que no pongan en peligro los alimentos, hasta que estén curados.
- Es obligatorio que los empleados y operarios notifiquen a sus jefes sobre episodios
frecuentes de diarreas, heridas infectadas y afecciones agudas o crónicas de
garganta, nariz y vías respiratorias en general.
- Los refrigerios y almuerzos solo pueden ser tomados en las salas o cafeterías
establecidas por la empresa. No se permite que los empleados tomen sus alimentos
en lugares diferentes, o sentados en el piso, o en lugares contaminados.
- Cuando los empleados van al baño, deben quitarse la gabacha antes de entrar al
servicio y así evitar contaminarla y trasladar ese riesgo a la sala de proceso.
- No se permite que los empleados lleguen a la planta o salgan de ella con el uniforme
puesto.
La Dirección de la empresa deberá ordenar las medidas necesarias para que todas las
personas, y especialmente las nuevas que ingresen, reciban los conocimientos de higiene
personal e higiene de procesos, para que de una manera clara y sencilla, aprendan y

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 17 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
17
comprendan los procedimientos señalados en los manuales de Buenas Prácticas de
Fabricación y de Saneamiento.
Además de la inducción inicial, la empresa facilitará la capacitación continuada a través de
conferencias, talleres, cursos o cualquier otro mecanismo de participación que crea
conveniente.
4.2. Protección Personal
El uniforme caracteriza al empleado de una planta y le confiere una identidad que respalda
las actividades que realiza, por ello debe estar acorde con el trabajo que el empleado
desempeña y proteger tanto a la persona como el producto que elabora.
Para efectos de control de acceso a diferentes áreas y control sobre la ubicación y
actividades del personal, se recomienda usar un código de colores que permita identificar la
ocupación de cada quién. La costumbre y algunas prácticas han establecido colores por
área; por ejemplo: Blanco para áreas de proceso, azul para mantenimiento, gris para
saneamiento, verde para aseguramiento de calidad, rojo para visitantes, anaranjado para
supervisores o jefes de línea, etc. De acuerdo con los criterios de cada empresa, el color se
puede aplicar en el uniforme completo; en la gorra o casco, o en los cuellos de las camisas
o blusas.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 18 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
18
4.3. Uniformes
Son los elementos básicos de protección y constan de: Redecilla para cabello, barbas y
bigotes; gorra o gorro que cubra totalmente el cabello, tapabocas que cubra nariz y boca,
camisa / blusa y pantalón u overol, delantal impermeable, zapatos o botas impermeables
según sea el caso.
El uniforme completo es de uso obligatorio para todas las personas que vayan a ingresar a
las salas de proceso y no se permite que dentro de ellas permanezca nadie que no lo use.
4.4. Elementos de Protección.
Se consideran elementos de protección todos aquellos aditamentos que por necesidades del
oficio deben ser usados por los empleados o personas que ingresan a una planta productora
de alimentos. No se permitirá que ninguna persona esté en zonas de riesgo o trabajando en
áreas de peligro, si no está usando los elementos de protección establecidos por la empresa.
4.5. Visitantes
Se consideran visitantes a todas las personas internas o externas que por cualquier razón
deben ingresar a un área en la que habitualmente no trabajan. Los visitantes deben cumplir
estrictamente todas las normas en lo referente a presentación personal, uniformes y demás
que la empresa haya fijado para el personal de planta.
Las personas externas que vayan a entrar a la planta deben utilizar el uniforme que les sea
asignado, se lavarán y desinfectarán las manos antes de entrar. Se abstendrán de tocar
MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 19 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
19
equipos, utensilios, materias primas o productos procesados. No deben comer, fumar,
escupir o masticar chicles. Los visitantes externos tendrán un uniforme de color diferente a
los usados por el personal de la planta.
4.6. Control de Enfermedades
La notificación de casos de enfermedad es una responsabilidad de todos, especialmente
cuando se presenten episodios de diarreas, tos, infecciones crónicas de garganta y vías
respiratorias; lesiones, cortaduras o quemaduras infectadas.
Se recomienda disponer de un botiquín de primeros auxilios para atender cualquier
emergencia que se presente, y tener previstos mecanismos de información y traslado de
lesionados para su atención médica.
En general la gerencia de la planta será responsable de tomar toda las medidas y
precauciones necesarias para asegurarse que ninguna persona que, por un examen médico o
por observación del supervisor, demuestre que tiene, o aparenta tener, una enfermedad,
lesión abierta, incluyendo nacidos, llagas, o heridas infectadas, o cualquiera otra fuente
anormal de contaminación microbiología por la cual existe una posibilidad razonable de
que el alimento, la superficie de contacto del alimento, o los materiales de empaque del
alimento puedan ser contaminados, será excluida de cualquier operación en la que se espera
como resultado contaminación hasta que la condición este corregida. El personal será
instruido en reportar las condiciones de salud a su supervisor.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 20 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
20
4.7. Limpieza
Todas las personas que trabajan en contacto directo con los alimentos, superficie de
contacto de alimento, y materiales de empaque de alimento tendrán que cumplir con
prácticas higiénicas cuando estén trabajando al grado necesario para proteger contra la
contaminación del alimento.
Los métodos para mantener una buena limpieza incluyen a los siguientes aspectos:
Utilizar ropa apropiada para la operación de manera que proteja contra la contaminación el
alimento, las superficies de contacto de alimentos, o los materiales para empacar alimentos.
Mantener una limpieza personal adecuada.
Lavarse bien las manos y desinfectarlas para proteger contra la contaminación de
microorganismos indeseables utilizando las instalaciones para el lavado de manos antes de
empezar a trabajar, después de cada ausencia de la línea de trabajo, y en cualquier otro
momento en que las manos hayan podido ensuciarse o contaminarse.
Quitar todas las prendas inseguras y otros objetos que puedan caer dentro del alimento,
equipo, o recipientes, y remover prendas de las manos que no puedan ser desinfectadas
adecuadamente durante los períodos de tiempo que las manos estánen en contacto con el
alimento. Si este tipo de prendas no puede ser removido, entonces deberá de cubrirse con
un material que pueda mantenerse intacto, limpio, y en condición sanitaria y que proteja

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 21 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
21
efectivamente contra la contaminación de estos objetos con el alimento, superficie de
contacto de alimentos, o materiales de empaque.
Si en el manejo de alimentos se usa guantes, se deberán mantener íntegros, limpios y en
condiciones sanitarias adecuadas. Los guantes deberán ser de un material impermiable.
Cuando sea apropiado, utilizar en una forma efectiva,redilla, bandas de cabeza, gorras,
cubre barbas, u otro sistema efectivo que restrinja el cabello.
Almacenar ropa u otro artículos personales en otras áreas donde el alimento este expuesto,
o donde se lave equipos o utensilios.
Restringir donde los alimentos estén expuestos o donde se laven equipos y utensilios, a
otras áreas: el comer, mascar goma, beber refresco, o usar tabaco.
Tomar todas las precauciones necesarias para proteger contra la contaminación del
alimento, superficie de contacto de alimento, o materiales de empaque de microorganismo,
o substancias extrañas incluyendo, pero no esta limitado, a sudor, pelos, cosméticos,
sustancias químicas y medicamentos que se aplican a la piel.
4.8. Educación y Entrenamiento
El personal responsable de identificar fallas en las condiciones sanitarias o contaminación
del alimento deberán tener una preparación de educación o experiencia o una combinación
de ambas, que provea el nivel de competencia necesaria para la producción de los alimentos
limpios y seguros. Los manipuladores y supervisores deben recibir entrenamiento adecuado

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 22 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
22
de técnicas correctas del manejo de alimento y principios de protección y deben ser
informados de los peligros de una higiene personal pobre y practicas insalubres.
4.9. Supervisión
La responsabilidad de asegurar el cumplimiento por todo el personal con todos los
requisitos de esta parte será asignada a un personal de supervisión competente.
5. Equipos y Utensilios
- Deben estar construidos en materiales no tóxicos, no porosos, que sean de fácil
lavado y desinfección.
- Deben tener un programa de mantenimiento preventivo basado en sus manuales de
operación.
- Los equipos de medición utilizados durante el proceso deben ser calibrados
semestralmente
- Todas las operaciones de monitoreo y las acciones correctivas deben ser registradas
en los formatos correspondientes.
5.1. Operaciones de Fabricación
Se consideran operaciones de fabricación todas las actividades que se llevan a cabo en cada
una de las etapas de procesamiento de un producto.
Requisitos para la recepción de Materias Primas
MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 23 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
23
- El lugar de recepción está alejado de posibles focos de contaminación y de la
presencia de plagas.
- Será lavado y desinfectado antes de comenzar el descargue y cuando sea necesario
durante el resto del día de trabajo.
- El personal responsable de la inspección en recepción debe tener la ficha técnica del
producto y se debe manejar de acuerdo con el Manual POES, para verificar su
conformidad y en caso negativo ordenar las acciones correctivas pertinentes
(rechazo, recibo condicional, o cualquiera otra que esté pre establecida).
5.2. Requisitos para el materia prima en congeladores.
- Los congeladores deben ser limpiados de acuerdo con el Manual POES,
identificados en forma visible, demarcados interiormente los puntos de
almacenamiento y los pasillos de flujo.
- Todo producto que se almacene estará debidamente rotulado para identificar su
contenido y facilitar la rotación del mismo.
- No se permite iniciar proceso hasta tanto no se haya hecho el chequeo sanitario
previo.
- No se permite la presencia en la sala de proceso de personal sin uniforme.
- Si durante el proceso se presenta un daño que obligue a llamar a personal de
mantenimiento, el operario responsable deberá colocar una gabacha limpia sobre su
uniforme y cumplir los procedimientos sanitarios establecidos.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 24 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
24
- No se permite el lavado de pisos con agua a presión, cerca de las mesas de proceso
para evitar contaminación por salpicaduras.
5.3. Áreas de empaque y rotulado:
- No se permite la presencia de personal extraño en las salas de empaque.
- Los empaques deben ser almacenados y protegidos en bodegas limpias, sin plagas,
aisladas de productos químicos.
- Los empaques que tienen contacto directo con los alimentos deben ser de grado
alimentario.
- Los empaques que no tienen contacto directo con los alimentos, deben garantizar
que en su composición no contienen productos nocivos que puedan contaminar con
sabor, olor, color o cualquier otra condición anormal.
- Todos los empaques que se usen en la industria de alimentos serán de primer uso.
- Todos los productos que se empacan deberán estar etiquetados de acuerdo a las
normas establecidas del estado.
5.4. Operaciones de Transporte:
- Antes de comenzar el cargue del vehículo o contenedor se verificará que haya sido
lavado y desinfectado, que no contenga elementos diferentes al producto que se va a
embarcar y que los sistemas de refrigeración y control de temperatura estén
funcionando correctamente. A continuación se detalla mediante un diagrama de
flujo los procedimientos de producción en la Chocolateca.

MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 25 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
25
RECEPCION DE MATERIA PRIMA
PESAJE DE MATERIA PRIMA
Según C.C.
Según Formulación
MEZCLA CHOCOLATE
60 – 75°C / 15-20 min.
COLOCAR EN MOLDES
De acuerdo a Especificaciones
NECESITA RELLENO?
COLOCAR RELLENO /
ADITAMENTOS
ENFRIAMIENTO
NECESITA RECUBRIMIENTO?
RECUBRIR
ENVASADO
ALMACENAMIENTO
NO
SI
Temperatura 2-8°C / 5-10 min.
SI
NO
Frutas, semillas o licor
Chocolate de aroma, blanco o
caramelo 50°C / 1 min.
BOMBONES O TRUFAS
De acuerdo con presentación
C.C.
DESMOLDADO
MANUAL B.P.M.
(BUENAS PRACTICAS DE MANUFACTURA)
Manual BPM Ver. 001/ 05-11-09
MBPM - 001 Página 26 de 26
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
26
6. Documentos y Registros
- Para comprender de mejor manera como realizar las operaciones refiérase al manual
POES en donde se indica detalladamente cada uno de los procedimientos de
limpieza.
- Se debe cumplir con los formularios de resgistro cada vez que se realiza una
actividad, para esto se debe revisar el manual POES.
1. Compromiso
La Chocolateca, Chocolate Ecuatoriano C.A. requiere del compromiso de cada uno de sus
empleados para lograr su misión: obtener productos de altísima calidad sanitaria para
satisfacer las necesidades de nuestros consumidores. Sin su compromiso personal es
imposible lograrlo, así mismo es una satisfacción para todos nosotros saber que usted se
encuentra involucrado y le queremos agradecer por eso.
Muchas Gracias
La Chocolateca.

ANEXO E
Manual de Procedimiento Operativo Estándar de Sanitización

MANUAL DE PROCEDIMIENTO OPERATIVO
ESTANDARIZADO DE SANITIZACION PARA LAS
BUENAS PRACTICAS DE MANUFACTURA
El presente Manual de Procedimientos Estándar de Sanitización representa el compromiso de la
empresa con las Buenas Prácticas de Manufactura, elaborado a partir de las disposiciones
establecidas en el REGLAMENTO DE BUENAS PRACTICAS PARA ALIMENTOS
PROCESADOS como decreto 3253 del registro oficial de la República del Ecuador
El presente documento es de uso exclusivo y obligatorio para todo el personal de la Chocolateca,
Chocolate Ecuatoriano C.A.
Realizado por: Carlos Manzano E. Firma:
Aprobado por: Ing. Miguel de la Torre Firma:
PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 1 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
INTRODUCCION
El presente manual de procedimiento operativo estandarizado de SANITIZACION es un
documento exclusivo y obligatorio de uso por los manipuladores de La Chocolateca, Chocolate
Ecuatoriano C.A.
Este documento contiene los lineamientos necesarios para procurar el mantenimiento de Buenas
Prácticas de Manufactura en la empresa, indica los objetivos, definiciones, procedimientos y
aplicaciones, formatos de control y registro de cada una de las actividades que son obligatorias para
el personal manipulador.
El presente documento se ha realizado con el fin de cumplir con el REGLAMENTO DE BUENAS
PRACTICAS DE MANUFACTURA PARA ALIMENTOS PROCESADOS indicado en el decreto
ejecutivo 3253.
OBJETIVOS
- Proveer de los procedimientos necesarios para garantizar que las superficies, utensilios,
equipos, personal e infraestructura se encuentren limpios y desinfectados para evitar la
contaminación del producto.
- Desarrollar un documento explicativo que ayude a la aplicación de los procedimientos
desarrollados para el mantenimiento de Buenas Prácticas de Manufactura.

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 2 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
DEFINICIONES
Limpieza
Es el proceso por el cual se separa la suciedad adherida a una superficie (remoción de los residuos
visibles) con la ayuda de un agente de limpieza (jabón o detergente) y que se aplica en la superficie
de las estructuras que se sea limpiar.
Desinfección
Es la aplicación de métodos físicos como calor, radiación, agua o aire y químicos como sustancias
desinfectantes no tóxicas germicidas y permitidas para uso, a superficies que se han limpiado
previamente y que destruye los microorganismos presentes.
Procedimientos de Limpieza y Desinfección
Se trata de todas las actividades que se debe aplicar a cada una de las áreas de proceso para eliminar
o disminuir a un mínimo aceptable la carga microbiana presente en los equipos, utensilios, personal
y demás elementos que se encuentren en contacto directo con los alimentos para garantizar la
calidad sanitaria de los productos alimenticios que se procesan en La Chocolateca C.A.
Para este fin se ha diseñado el presente documento divido en los siguientes aspectos.
1. Prólogo y Definiciones
2. Programa de limpieza y desinfección
3. Programa de control de materia prima
4. Programa de control de producto
5. Programa de capacitación de manipuladores
6. Registros de Control
Procedimientos de control
Son los procedimientos que utiliza la empresa para controlar que los programas anteriormente
indicados se cumplan dentro de la frecuencia recomendada.

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 3 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Procedimientos de verificación
Son los procedimientos que utiliza la empresa para controlar que los programas anteriormente
indicados estén aplicados adecuadamente, para este fin se utiliza laboratorios de terceras personas.

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 4 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
PROCEDIMIENTO DE LAVADO DE MANOS
FRECUENCIA DURACION RESPONSABLE
Antes, durante y después de 1minuto y 30 segundo
la producción, cuando sea
necesario
Materiales Equipos de
Seguridad
Sustancias
Toallas Desechables Agua
Jabón Antibacterial
Gel desinfectante
PROCEDIMIENTO
1. En el lavamanos de Producción remoje sus manos y brazos con abundante agua
2. Aplique la cantidad de jabón que le proporciona el dispensador
3. Restriegue sus manos, antebrazos, uñas y entre los dedos por lo menos 20 segundos.
4. Enjuague con agua hasta retirar el jabón, de 5 a 10 segundos.
5. Seque sus manos con toallas de papel desechable
6. Use la toalla para cerrar el agua.
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica del Jabón Antibacterial FT-001
Ficha Técnica del Gel Desinfectante FT-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 5 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA Y DESINFECCION DE MESAS
FRECUENCIA DURACION RESPONSABLE
Al inicio y final de la 7 minutos Supervisor:
Producción
Al cambiar de producto
Materiales Equipos de
Seguridad
Sustancias
Limpiones Guantes de Látex Agua
Solución detergente
Solución desinfectante
PROCEDIMIENTO
1. Limpiar la mesa con un limpión procurando retirar residuos
2. Enjuagar la mesa con abúndate agua
3. Restregar la mesa con un limpión empapado en solución de cloro
4. Haga espuma y deje actuar por al menos 3 minutos
5. Retire el exceso
6. Coloque la solución desinfectante y deje actuar por 3 minutos
7. Retire el exceso
8. Enjuague ante de procesar
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica de la Solución Detergente FT-001
Ficha Técnica de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 6 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA Y DESINFECCION DE UTENSILIOS
FRECUENCIA DURACION RESPONSABLE
Al inicio, durante y al final 5 - 25 minutos Supervisor:
De la producción
Al cambiar de producto
Materiales Equipos de
Seguridad
Sustancias
Fregador Guantes de Látex Agua
Balde Solución detergente
Solución desinfectante
PROCEDIMIENTO
1. Colocar los utensilios en el pozo de lavado
2. Restregar los utensilios con un fregador
3. Enjuague con abundante agua
4. Sumerguir los utensilios en el balde con solución desinfecta por 10 seg.
5. Colocar los utensilios en la mesa desinfectada y deje escurrir
6. Coloque los utensilios en sus lugares
7. Antes de iniciar la producción, enjuague con abundante agua
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002
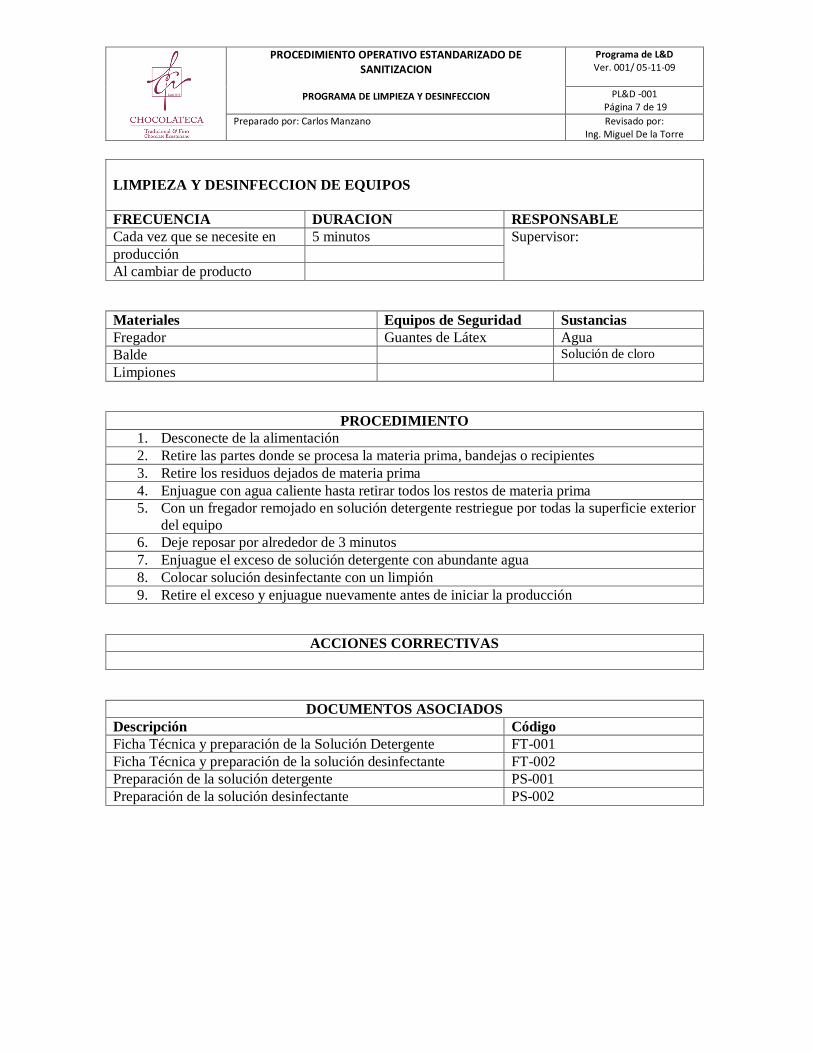
PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 7 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA Y DESINFECCION DE EQUIPOS
FRECUENCIA DURACION RESPONSABLE
Cada vez que se necesite en 5 minutos Supervisor:
producción
Al cambiar de producto
Materiales Equipos de Seguridad Sustancias
Fregador Guantes de Látex Agua
Balde Solución de cloro
Limpiones
PROCEDIMIENTO
1. Desconecte de la alimentación
2. Retire las partes donde se procesa la materia prima, bandejas o recipientes
3. Retire los residuos dejados de materia prima
4. Enjuague con agua caliente hasta retirar todos los restos de materia prima
5. Con un fregador remojado en solución detergente restriegue por todas la superficie exterior
del equipo
6. Deje reposar por alrededor de 3 minutos
7. Enjuague el exceso de solución detergente con abundante agua
8. Colocar solución desinfectante con un limpión
9. Retire el exceso y enjuague nuevamente antes de iniciar la producción
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 8 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA Y DESINFECCION DEL POZO DE LAVADO
FRECUENCIA DURACION RESPONSABLE
Cada vez que se necesite 5 minutos Supervisor:
producción
Al cambiar de producto
Materiales Equipos de
Seguridad
Sustancias
Fregador, limpiones Guantes de Látex Agua
Balde Solución detergente
Solución desinfectante
PROCEDIMIENTO
1. Retire todos los residuos dejados en el pozo de lavado
2. Restriegue con un fregador remojado en solución detergente por toda la superficie
3. Haga espuma y deje reposar por 2 minutos
4. Enjuague con abundante agua
5. Coloque solución desinfectante por toda la superficie
6. Enjuague con abundante agua
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 9 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA Y DESINFECCION DE RECIPIENTES
FRECUENCIA DURACION RESPONSABLE
Al final de la producción 10 minutos Supervisor:
Materiales Equipos de
Seguridad
Sustancias
Fregador Guantes de Látex Agua
Manguera Solución Detergente
PROCEDIMIENTO
1. Mojar todos los recipientes a ser lavados con una manguera
2. Restriegue con un fregador mojado en solución detergente
3. Deje reposar por 3 minutos
4. Enjuague las cabetas con agua a presión
5. Deje reposar
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002
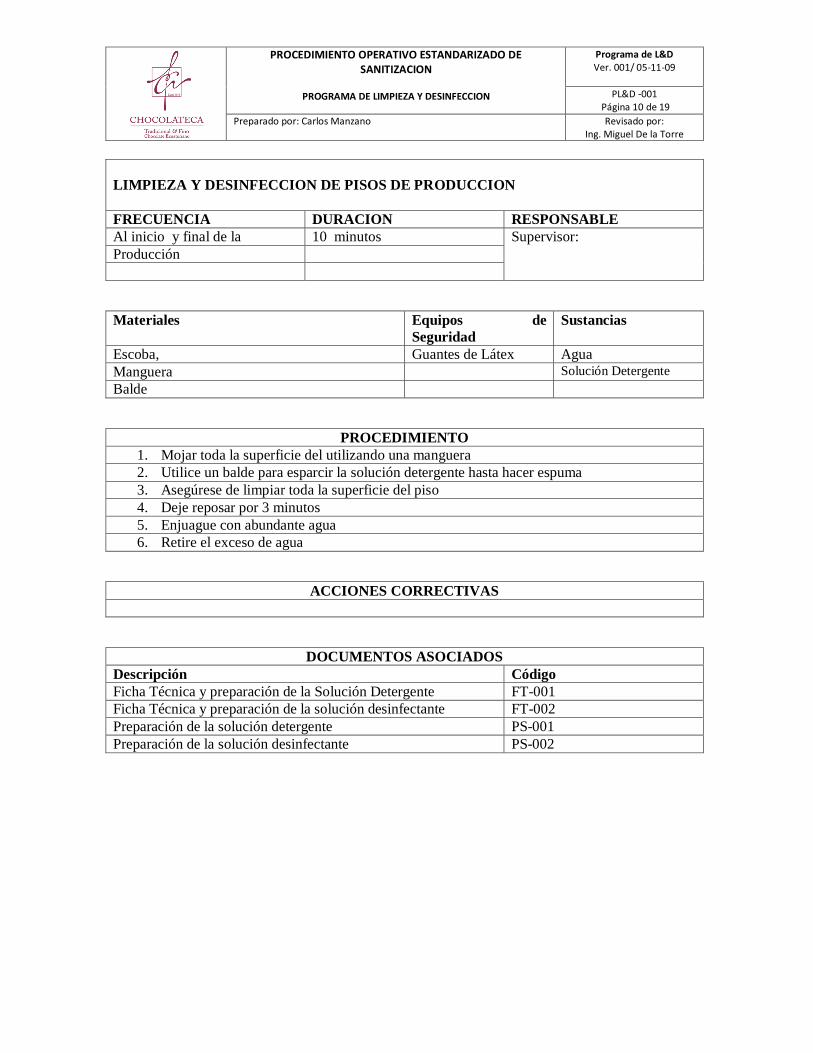
PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 10 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA Y DESINFECCION DE PISOS DE PRODUCCION
FRECUENCIA DURACION RESPONSABLE
Al inicio y final de la 10 minutos Supervisor:
Producción
Materiales Equipos de
Seguridad
Sustancias
Escoba, Guantes de Látex Agua
Manguera Solución Detergente
Balde
PROCEDIMIENTO
1. Mojar toda la superficie del utilizando una manguera
2. Utilice un balde para esparcir la solución detergente hasta hacer espuma
3. Asegúrese de limpiar toda la superficie del piso
4. Deje reposar por 3 minutos
5. Enjuague con abundante agua
6. Retire el exceso de agua
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 11 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA DE PAREDES DE PRODUCCION
FRECUENCIA DURACION RESPONSABLE
Al final de cada semana 10 minutos Supervisor:
Materiales Equipos de
Seguridad
Sustancias
Escoba, Guantes de Látex Agua
Manguera Solución Detergente
Balde
PROCEDIMIENTO
1. Mojar toda la superficie de las paredes utilizando una manguera
2. Esparza con una escoba solución detergente
3. Asegúrese de limpiar toda la superficie de las paredes
4. Con una manguera enjuague con abundante agua
5. Deje secar
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 12 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA DE TECHO DE PRODUCCION
FRECUENCIA DURACION RESPONSABLE
Al final de cada semana 10 minutos Supervisor:
Materiales Equipos de
Seguridad
Sustancias
Escoba Guantes de Látex Agua
Manguera Solución Detergente
Balde
PROCEDIMIENTO
1. Mojar toda la superficie del techo utilizando una manguera
2. Esparza con una escoba solución detergente
3. Asegúrese de limpiar toda la superficie de las paredes
4. Con una manguera enjuague con abundante agua
5. Deje secar
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 13 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA DE EMPACADORA
FRECUENCIA DURACION RESPONSABLE
Al final de cada semana 10 minutos Supervisor:
Materiales Equipos de
Seguridad
Sustancias
Fregador Guantes de Látex Agua
Limpión Solución Detergente
Solución desinfectante
PROCEDIMIENTO
1. Con un fregador empapado en solución detergente, retire los residuos
2. Con un limpión seco, retire los exceso y residuos
3. Coloque solución desinfectante con otro limpión
4. Deje secar.
5.
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 14 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA DEL PISO DE BODEGA
FRECUENCIA DURACION RESPONSABLE
Al final del día de trabajo 10 minutos Supervisor:
Materiales Equipos de
Seguridad
Sustancias
Escoba Guantes de Látex Agua
Limpión Solución Detergente
Balde Solución Desinfectante
PROCEDIMIENTO
1. Retire los residuos al barrer el área
2. Cubra todo el piso con un limpión mojado con solución detergente
3. Retire el exceso con un limpión seco
4. Cubra todo el piso con un limpión mojado con solución desinfectante
5. Retire el exceso con un limpión seco.
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002
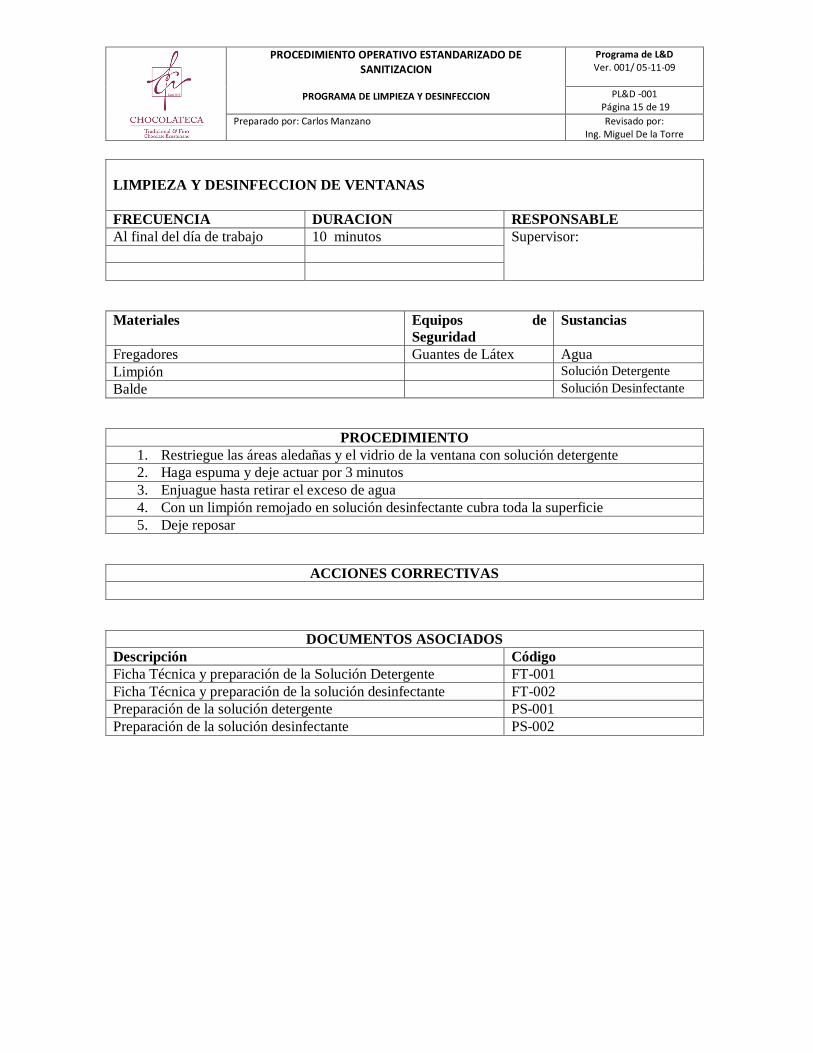
PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 15 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA Y DESINFECCION DE VENTANAS
FRECUENCIA DURACION RESPONSABLE
Al final del día de trabajo 10 minutos Supervisor:
Materiales Equipos de
Seguridad
Sustancias
Fregadores Guantes de Látex Agua
Limpión Solución Detergente
Balde Solución Desinfectante
PROCEDIMIENTO
1. Restriegue las áreas aledañas y el vidrio de la ventana con solución detergente
2. Haga espuma y deje actuar por 3 minutos
3. Enjuague hasta retirar el exceso de agua
4. Con un limpión remojado en solución desinfectante cubra toda la superficie
5. Deje reposar
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 16 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
LIMPIEZA Y DESINFECCION DE PUERTAS
FRECUENCIA DURACION RESPONSABLE
Cada semana 30 minutos Supervisor:
Materiales Equipos de
Seguridad
Sustancias
Fregadores Guantes de Látex Agua
Limpión Solución Detergente
Balde Solución Desinfectante
PROCEDIMIENTO
1. Con un fregador mojado en solución detergente, restregar toda la superficie
2. Enjuagar con abundante agua
3. Pasar por toda la superficie un limpión mojado en solución detergente
4. Deje reposar
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 17 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
RECOLECCION DE DESECHOS SOLIDOS
FRECUENCIA DURACION RESPONSABLE
Diario, antes del almuerzo 20 minutos Supervisor:
Antes de la jornada
Materiales Equipos de
Seguridad
Sustancias
Escobas
Recogedores
Balde
PROCEDIMIENTO
1. Barrer toda el área con el fin de recoger todos los desechos
2. Depositar los desechos en los basureros ubicados en cada área
3. Recoger todos los basureros y depositar el contenido en un recipiente externo a la
planta.
4. Asegurarse de entregar los desechos totales de acuerdo a los horarios de recolección
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Ficha Técnica y preparación de la Solución Detergente FT-001
Ficha Técnica y preparación de la solución desinfectante FT-002
Preparación de la solución detergente PS-001
Preparación de la solución desinfectante PS-002

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 18 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
CONTROL DE MATERIA PRIMA E INSUMOS (No Perecible)
FRECUENCIA DURACION RESPONSABLE
Al recibí materia prima 5 minutos Supervisor:
Materiales Equipos de
Seguridad
Sustancias
Check List
PROCEDIMIENTO
1. Inspeccionar la materia prima, debe estar sellada
2. Verificar fecha de expiración
3. Solicitar hoja técnica
4. Almacenar la materia prima
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROGRAMA DE LIMPIEZA Y DESINFECCION
Programa de L&D Ver. 001/ 05-11-09
PL&D -001 Página 19 de 19
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
CONTROL DE MATERIA PRIMA E INSUMOS (Perecible)
FRECUENCIA DURACION RESPONSABLE
Al recibí materia prima 5 minutos Supervisor:
Materiales Equipos de Seguridad Sustancias
Check List
PROCEDIMIENTO
1. Inspeccionar la materia prima, según grado de madurez
2. Aceptar o Desechar el producto de acuerdo a su uso.
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROCEDIMIENTO DE VALIDACION
Programa de Verificación Ver. 001/ 05-11-09
PV -001 Página 1 de 2
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
PROCEDIMIENTO DE VERIFICACIÓN
FRECUENCIA DURACION RESPONSABLE
Trimestral De acuerdo a laboratorio Supervisor:
Materiales Equipos de Seguridad Sustancias
Check List
PROCEDIMIENTO
1. Solicitar el servicio a un laboratorio acreditado
2. Realizar muestreos de materiales en contacto con el alimento
3. Analizar los resultados
4. Tomar Acciones correctivas
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
PROCEDIMIENTO DE VALIDACION
Programa de Verificación Ver. 001/ 05-11-09
PV -001 Página 2 de 2
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
PROCEDIMIENTO PARA MEJORA CONTINUA
FRECUENCIA DURACION RESPONSABLE
Semestral 1 a 3 semanas Supervisor:
Materiales Equipos de Seguridad Sustancias
Check List Buenas Prácticas de Manufactura
PROCEDIMIENTO
1. Analizar procedimientos de verificación
2. Identificar fallas del sistema
3. Definir acciones correctivas
4. Tomar Acciones correctivas
5. Correr procedimiento de verificación
ACCIONES CORRECTIVAS
DOCUMENTOS ASOCIADOS
Descripción Código
Procedimiento de verificación PV-001
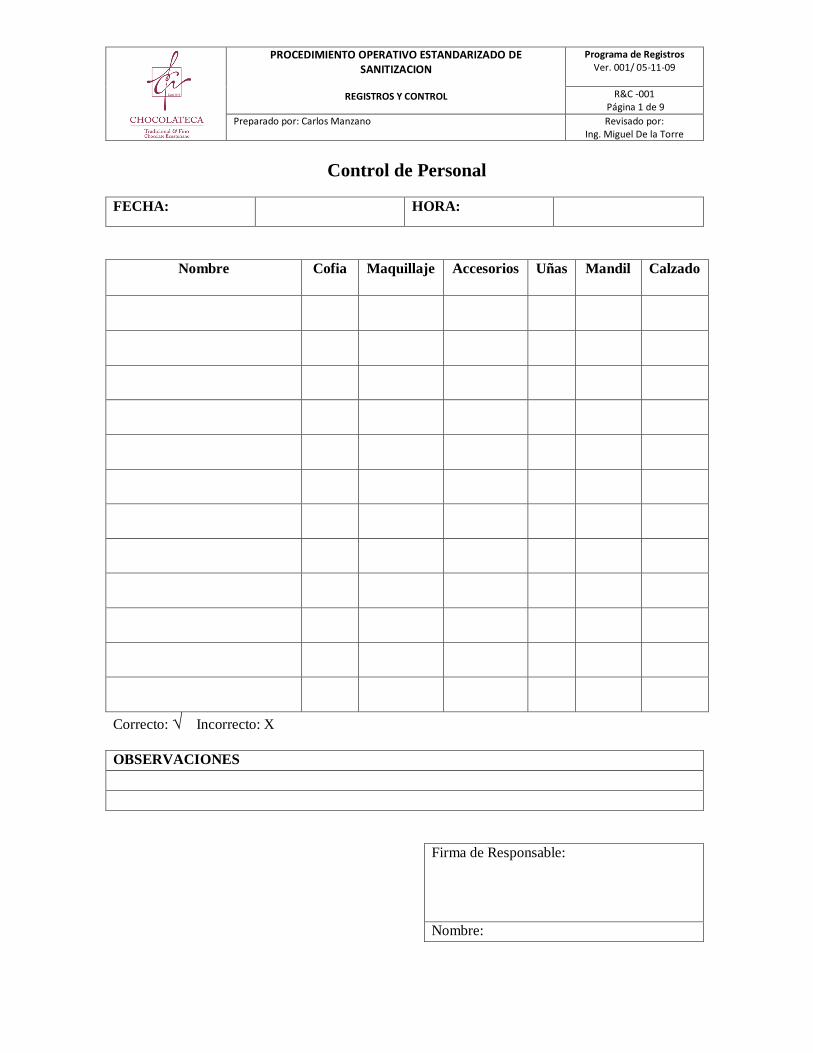
PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
REGISTROS Y CONTROL
Programa de Registros Ver. 001/ 05-11-09
R&C -001 Página 1 de 9
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Control de Personal
FECHA: HORA:
Nombre Cofia Maquillaje Accesorios Uñas Mandil Calzado
Correcto: √ Incorrecto: X
OBSERVACIONES
Firma de Responsable:
Nombre:
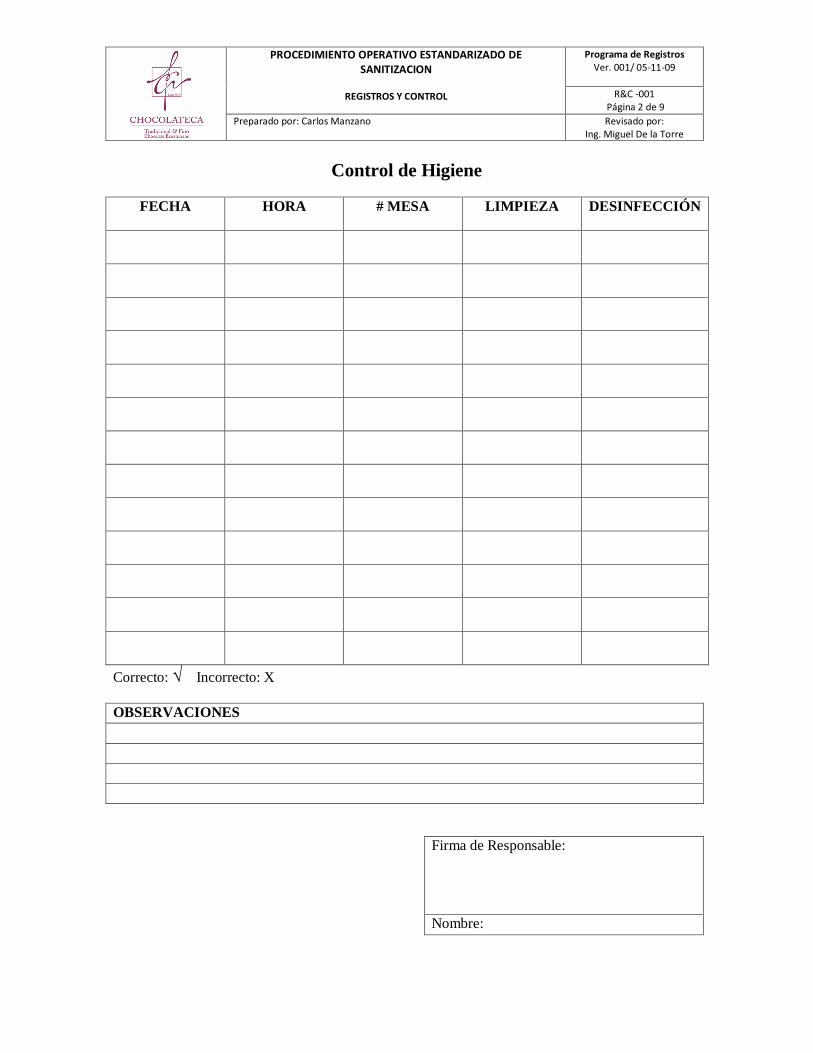
PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
REGISTROS Y CONTROL
Programa de Registros Ver. 001/ 05-11-09
R&C -001 Página 2 de 9
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Control de Higiene
FECHA HORA # MESA LIMPIEZA DESINFECCIÓN
Correcto: √ Incorrecto: X
OBSERVACIONES
Firma de Responsable:
Nombre:

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
REGISTROS Y CONTROL
Programa de Registros Ver. 001/ 05-11-09
R&C -001 Página 3 de 9
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Control de Higiene Pisos, Paredes y Techo
FECHA AREA PISOS PAREDES TECHOS
Correcto: √ Incorrecto: X
OBSERVACIONES
Firma de Responsable:
Nombre:

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
REGISTROS Y CONTROL
Programa de Registros Ver. 001/ 05-11-09
R&C -001 Página 4 de 9
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Control de Higiene, Puertas y Ventanas
FECHA AREA PUERTAS VENTANAS
Correcto: √ Incorrecto: X
OBSERVACIONES
Firma de Responsable:
Nombre:

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
REGISTROS Y CONTROL
Programa de Registros Ver. 001/ 05-11-09
R&C -001 Página 5 de 9
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Control de Higiene Utensilios
FECHA AREA
UTENSILIO # UBICACION LIMPIEZA DESINFECCION
Correcto: √ Incorrecto: X
OBSERVACIONES
Firma de Responsable:
Nombre:

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
REGISTROS Y CONTROL
Programa de Registros Ver. 001/ 05-11-09
R&C -001 Página 6 de 9
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Control de Higiene Maquinaria y Equipos
FECHA AREA
UTENSILIO # UBICACION LIMPIEZA DESINFECCION
Correcto: √ Incorrecto: X
OBSERVACIONES
Firma de Responsable:
Nombre:

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
REGISTROS Y CONTROL
Programa de Registros Ver. 001/ 05-11-09
R&C -001 Página 7 de 9
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Control de Higiene – Desecho de Sólidos
SEMANA DEL AL
DIA HORA HORA PRODUCCION EMPAQUE ALMACEN
Correcto: √ Incorrecto: X
OBSERVACIONES
Firma de Responsable:
Nombre:

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
REGISTROS Y CONTROL
Programa de Registros Ver. 001/ 05-11-09
R&C -001 Página 8 de 9
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Control de Materia Prima (Perecible)
DOCUMENTO #
FECHA DE
INGRESO
PROVEEDOR PRODUCTO VOL. / CANT. EXP.
OBSERVACIONES
Firma de Responsable:
Nombre:

PROCEDIMIENTO OPERATIVO ESTANDARIZADO DE SANITIZACION
REGISTROS Y CONTROL
Programa de Registros Ver. 001/ 05-11-09
R&C -001 Página 9 de 9
Preparado por: Carlos Manzano Revisado por: Ing. Miguel De la Torre
Recepcion de Materia Prima (Perecible)
DOCUMENTO #
FECHA DE
INGRESO
PRODUCTO MADUREZ VOL. / CANT.
OBSERVACIONES
Firma de Responsable:
Nombre:

ANEXO F
Listado de Sustancias Químicas de Limpieza

NOMBRE DEL
PRODUCTO
USO Y
APLICACIÓNUBICACIÓN DILUCION
TIEMPO DE
EXPOSICIÓN Y
ENJUAGUE
PRECAUCIONES
EQUIPO DE
PROTECCIÓN
PERSONAL
Desinfectante y
limpiador para
pisos
Bodega de
sustancias
químicas
9 onz.de Foamy
en 5 litros de
agua
Aplicar con un
trapeador. Dejar 5
minutos. Enjuagar con
trapeador limpio.
Desinfectante
para baños
Bodega de
sustancias
químicas
9onz.de Foamy
en 2.5 litros de
agua
Restregar el inodoro
con un cepillo. Dejar 2-
3 min. Enjuagar con
abundante agua.
Lavamanos: restregar
con una fibra
Desinfectante
para inodoros
Bodega de
sustancias
químicas
15ml de Cloro
puro en 4 litros
de Agua
Verter en el inodoro la
solución luego de
haber limpiado con
N.A.B.C. Aplicar en
lavamanos, ducha,
inodoro y piso del baño
limpios. No enjuagar.
Desinfectante
para pisos y
baldosas de
baños y duchas
Bodega de
sustancias
químicas
6 ml. de Cloro
puro en 4 litros
de agua
Aplicar con trapeador
en las areas luego de
haber limpiado con
N.A.B.C. No enjuagar
Sanitizante 5G-80
(Sales de Amonio
cuaternario de 5ta.
Generación)
Desinfectante
para manos
Bodega de
sustancias
químicas
3 onz. De
sanitizante en 2
litros de agua
Se debe colocar un
chorro de sanitizante
preparado en las
manos y dejar
evaporar apróx. un min.
Evitar contacto con los ojos, en
caso de hacerlo enjuagar con
abundante agua.
guantes de látex ,
gafas, mascarilla
Evitar contacto con piel y ojos.
En caso de ingestión: no inducir
vómito dar a beber leche o
agua.Acudir al médico.
Contacto Ocular : lavar con
abundante agua por 15 min. Sí
irritación persiste consultar al
médico
guantes de látex ,
gafas, mascarilla
LISTADO DE SUSTANCIAS QUÍMICAS DE LIMPIEZA CON MAYOR USO EN LA INDUSTRIA ALIMENTICIA
FOAMY Q&A
(sales de amonio
cuaternario)
Evitar contacto con piel y ojos.
En caso de ingestión: no inducir
vómito dar a beber leche o
agua.Acudir al médico.
Contacto Ocular : lavar con
abundante agua por 15 min. Sí
irritación persiste consultar al
médico
guantes de látex ,
gafas, mascarilla
Cloro al 10%

Pisos y baldosas
de baños
Bodega de
sustancias
químicas
Aplicar en el piso y
baldosas del baño.
Restregar con escoba
de cerdas plásticas.
Enjuagar con agua.
Duchas e inodoros
Bodega de
sustancias
químicas
Verter el producto en
los inodoros y duchas,
restregar con un cepillo
durante 2 - 3 minutos.
Enjuagar con agua.
Chemlock
2250 -7.5
Desinfectante
para pisos en la
planta de
producción
Bodega de
sustancias
químicas
Colocar 135 ml
de
desinfectante
puro por cada
20 litros de
agua
Después de haber
dejado el piso limpio ,
libre de cualquier sólido
y suciedad. Aplicar el
desinfectante, no
enjuagar.
Evitar contacto con ojos y
manos. En caso de ingestiòn
beber agua abundante.Acudir al
mèdico
guantes de làtex.
Desengrasante
ND-150
Superficies de
contacto,
maquinarias.
Bodega de
sustancias
químicas
Colocacar 1 litro
de
desengraasante
puro por cada
10 litros de
agua
Aplicar en superficies
libres de partículas,
con un trapo aplicar en
las áreas que se
necesite
Evitar contacto con los ojos.guantes, mascarilla y
gafas
Detergente
Limpieza de
recipientes,
utensilios y
superfices que no
tengan contacto
con alimentos.
Bodega de
sustancias
químicas
5g de
detergente en
un litro de agua,
agitar
Aplicar en superficies
libres de partículas y
despercidios, restregar
con una escoba ó
cepillo.
Evitar contacto con ojos. Guantes y gafas.
Alcohol 80%Desinfección de
superficies
Bodega de
sustancias
químicas
Aplicar en superficies
limpias
Evitar contacto con ojos, piel e
inhalación.
Guantes, gafas y
mascarilla
LISTADO DE SUSTANCIAS QUÍMICAS DE LIMPIEZA CON MAYOR USO EN LA INDUSTRIA ALIMENTICIA
Limpiador y
desinfectante
N.A.B.C (Elimina
microorg.)
Uso directo
Evitar contacto dérmico y
ocular.En caso de ingestión no
inducir vómito dar a beber gran
cantidad de agua. Acudir al
médico. Contacto Ocular : lavar
con abundante agua por 15 min.
Si irritación persiste consultar al
médico
guantes de látex