INDUSTRIA DEL ALCALI, S.A. DE C. V. - Fideicomiso para el ...
12
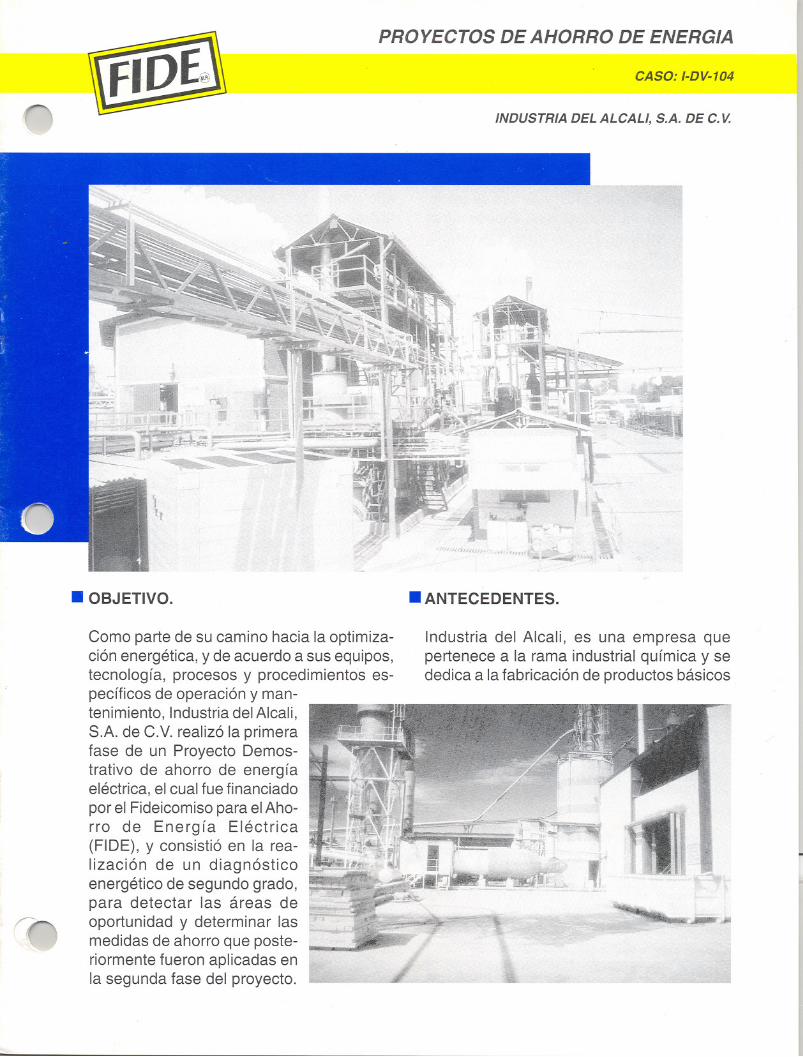
FIDE. PROYECTOS DE AHORRO DE ENERGIA CASO: I-DV-104 INDUSTRIA DEL ALCALI, S.A. DE C. V. . OBJETIVO. . ANTECEDENTES. Como parte de su camino hacia la optimiza- ción energética, y de acuerdo a sus equipos, tecnología, procesos y procedimientos es- pecíficos de operación y man- tenimiento, Industriadel Alcali, S.A. de C.V. realizó la primera fase de un Proyecto Demos- trativo de ahorro de energía eléctrica, el cual fue financiado por el Fideicomisopara el Aho- rro de Energía Eléctrica (FIDE), y consistió en la rea- lización de un diagnóstico energético de segundo grado, para detectar las áreas de I I ,-, oportunidad y determinar las - medidasde ahorroqueposte- ,~ riormentefueronaplicadasen I la segunda fase del proyecto. L-- Industria del Alcali, es una empresa que perten.ecea la rama industrial química y se dedica a la fabricación de productos básicos
Transcript of INDUSTRIA DEL ALCALI, S.A. DE C. V. - Fideicomiso para el ...
FIDE.PROYECTOS DE AHORRO DE ENERGIA
CASO: I-DV-104
INDUSTRIA DEL ALCALI, S.A. DE C. V.
. OBJETIVO. . ANTECEDENTES.
Como parte de su camino hacia la optimiza-ción energética, y de acuerdo a sus equipos,tecnología, procesos y procedimientos es-pecíficos de operación y man-tenimiento, IndustriadelAlcali,S.A. de C.V. realizó la primerafase de un Proyecto Demos-trativo de ahorro de energíaeléctrica,el cual fue financiadopor el Fideicomisopara elAho-rro de Energía Eléctrica(FIDE), y consistió en la rea-lización de un diagnósticoenergético de segundo grado,para detectar las áreas de I
I ,-,
oportunidad y determinar las -medidasde ahorroqueposte- ,~riormentefueronaplicadasen
Ila segunda fase del proyecto. L--
Industria del Alcali, es una empresa queperten.ecea la rama industrial química y sededica a la fabricación de productos básicos
inorgánicos, siendo sus principalesproductos: carbonato de sodio, bicarbonatode sodio, cloruro de sodio y cloruro de calcio.Sus instalaciones industriales se encuentranubicadas en el km 9 de la carretera a García,Nuevo León.
El diagnóstico energético tuvo un costo de$179,410.00 y como resultado de su aplica-ción se seleccionarononce medidas de aho-rro de energía eléctrica. De estas, ocho seaplicaron con recursosde la propia empresay las restantes se aplicaron con financia-miento del FIDE.
Las medidas aplicadas con recursos de lapropia planta, permitieron obtener un ahorroen consumo de 14,955MWh/añoy 2,129 kWen demanda facturable.
Las medidas aplicadascon el financiamientodel FIDE, lograron un ahorro en demandafacturable por 519 kW y 4,058 MWh/año enconsumo.
Esta empresa recibe su energía eléctrica dela Comisión Federal de Electricidad en varios
contratos, el principal se alimenta en 110 kV,aplicando la tarifa HSL; se tienen otros con-tratos para alimentar las estaciones de bom-beo en diferentes tarifas (HM y OM).
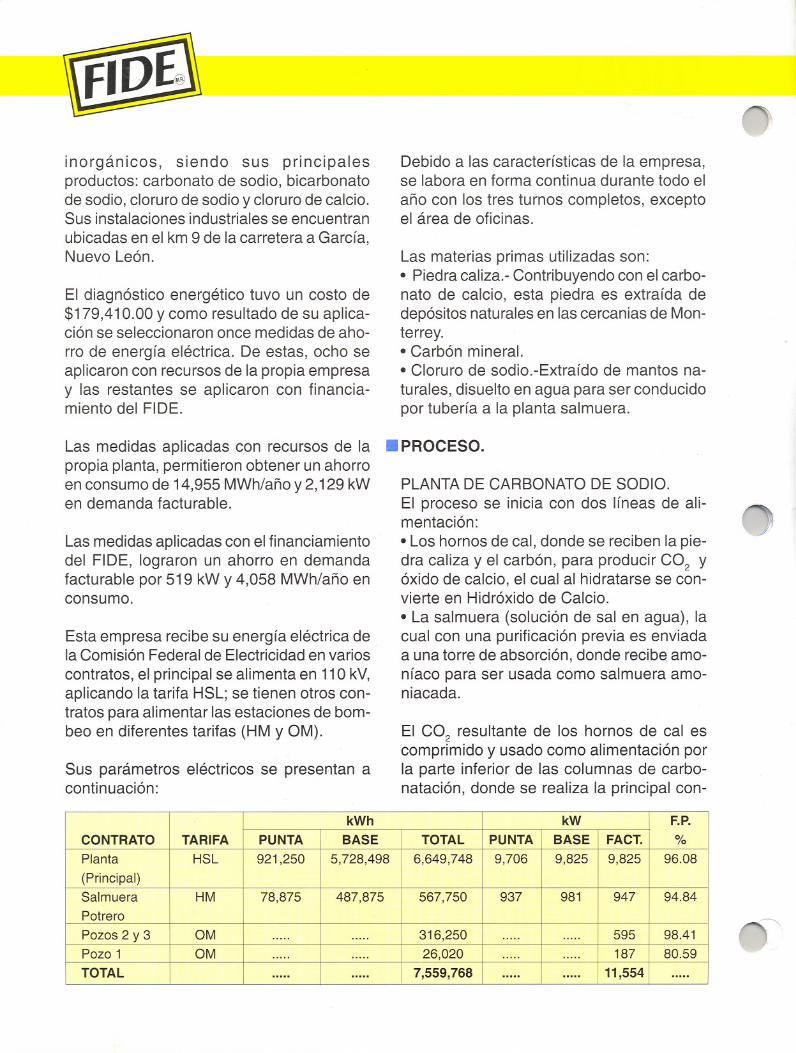
Sus parámetros eléctricos se presentan acontinuación:
oDebido a las características de la empresa,se labora en forma continua durante todo elaño con los tres turnos completos, exceptoel área de oficinas.
Las materias primas utilizadas son:· Piedracaliza.-Contribuyendocon el carbo-nato de calcio, esta piedra es extraída dedepósitosnaturalesen lascercaniasde Mon-terrey.· Carbón mineral.· Cloruro de sodio.-Extraído de mantos na-turales, disuelto en agua para ser conducidopor tubería a la planta salmuera.
. PROCESO.
PLANTADE CARBONATODE SODIO.El proceso se inicia con dos líneas de ali-mentación:· Los hornos de cal, donde se reciben la pie-dra caliza y el carbón, para producir CO2 yóxido de calcio, el cual al hidratarse se con-vierte en Hidróxido de Calcio.· La salmuera (solución de sal en agua), lacual con una purificación previa es enviadaa una torr~ de absorción, donde recibe amo-níaco para ser usada como salmuera amo-niacada.
()
El CO2 resultante de los hornos de cal escomprimido y usado como alimentación porla parte inferior de las columnas de carbo-natación, donde se realiza la principal con-
kWh kW F.P.CONTRATO TARIFA PUNTA BASE TOTAL PUNTA BASE FACT. %Planta HSL 921,250 5,728,498 6,649,748 9,706 9,825 9,825 96.08
(Principal)Salmuera HM 78,875 487,875 567,750 937 981 947 94.84Potrero
Pozos 2 y 3 OM ..... ..... 316,250 ..... ..... 595 98.41Pozo 1 OM ..... ..... 26,020 ..... ..... 187 80.59TOTAL ..... ..... 7,559,768 ..... ..... 11,554 .....
.rversión al reaccionar en contraflujo con lasalmuera amoniacada.
El producto de las columnas de carbonata-ción es un bicarbonato de sodio crudo y enel proceso de filtrado se separan sólidos ylicores. Los licores son enviados a columnasde destilación para recuperar el amoníacoque actúa en el proceso, formando un ciclocerrado.
o
Los sólidos de filtrado son secados (secadosde ligera), con extracción de gases, princi-palmenteCO2recuperado,que se comprimenuevamentepara reinyectarseen el proceso,siendo completado con el producido por loshornos de cal. El producto de los secadoresde ligera puede ser enviado a la planta debicarbonato de sodio grado U8P, a densifi-cación, donde pasa por un secado adicionalo directamente al mercado.
En las columnas de destilación, donde seutiliza la cal hidratada recibida de los hornosde cal, se obtiene cloruro de calcio comosubproducto, el cual se concentra inicial-mente en una planta separadora de sólidosparaser enviadaa la plantade concentraciónal 30% de cloruro de calcio o los excedentesinyectados en pozos especialmente prepa-rados para ello.
Los productos finales que quedan de la plan-ta de carbonatación son: carbonato ligero,carbonato denso y cloruro de calcio.
o
PLANTA DE BICARBONATO DE 80DI0(U8P).La ceniza ligera obtenida en las columnasde carbonatación se recarbonata en una co-
lumna, usando también CO2 como medioprincipal. El producto resultante es centrifu-gado, secadoy cribado para su envase,todoello en un medio que cumple las especifica-
ciones sanitarias para producir un productode grado farmacéutico.
PLANTA DE CLORURO DE 80D10.
A partir de la salmuera de los pozos se iniciaun proceso de concentración con cuatroefectos de evaporación, usando vapor comomedio de calentamiento y obteniendo unmagma, el cual es centrifugado para separarlos sólidos del agua y así obtener la llamadasal húmeda.
Una parte del magma es enviada a la deno-minada planta de sal seca, donde se recibeen un filtro secador y seca con aire caliente.A esta sal (para el mercado de alimentos)se agregan yoduro y fluoruro para cumplirlas especificaciones sanitarias y es enfriadaantes de su empaque.
PLANTADECLORURODECALCIOAL38%.Esta planta recibe el cloruro de calcio de laseparadora de sólidos señalada anterior-mente, con una concentración del 10%. 8uproceso se inicia en un carbonatador, dondeen contacto con cloro y CO2se asegura unaconversión completa a cloruro de calcio.
Los pasos siguientes del proceso son bási-camente de concentraciónen evaporadores,eliminación de sulfatos y un proceso físicode sedimentación y centrifugación para ob-tener finalmente el cloruro de calcio con unaconcentración del 38%.
PLANTA DE CLORURO DE CALCIO AL 94%.
Tomando como materia prima la solución decloruro de calcio al 38%, se tiene un primerpaso de evaporación para obtener clorurode calcio al 56%, que después de filtrado sealimenta a un evaporador de lecho fluidizadodonde es secado con aire caliente resultante
de una combustión de gas natural. El pro-ducto es peletizado, cribado y enfriado en
un enfriador también de lecho fluidizado,para ser enviado a empacado final.
(1)20
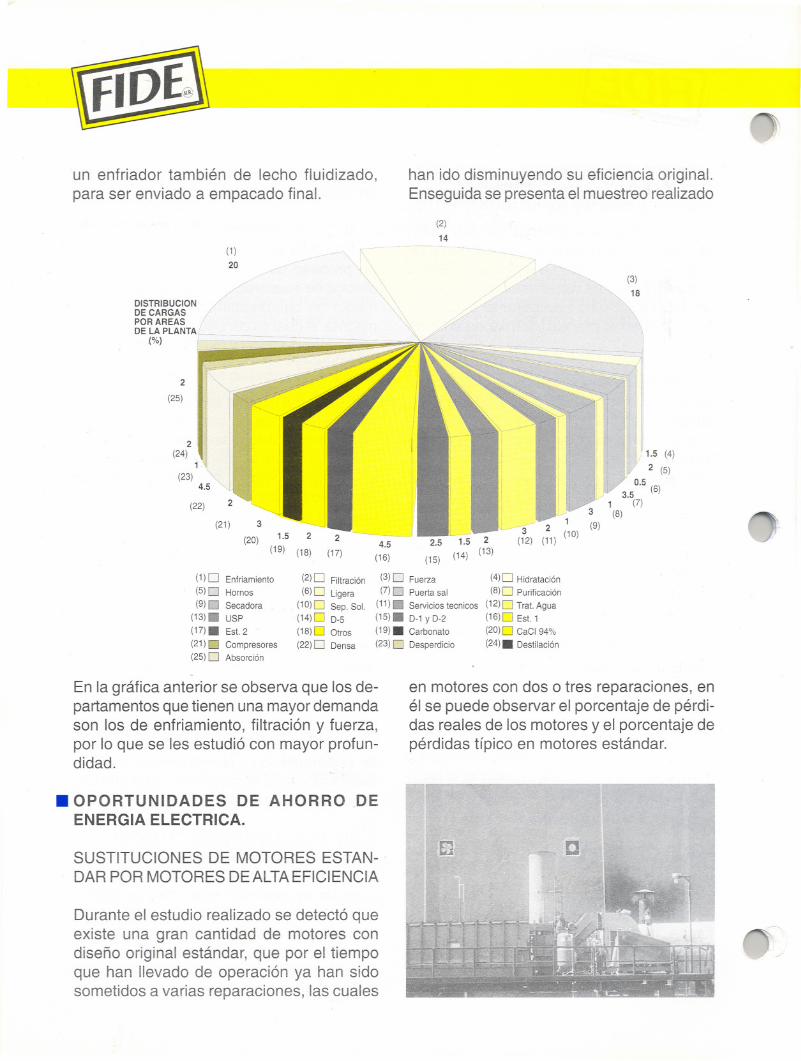
DISTRIBUCIONDE CARGASPOR AREASDE LA PLANTA.
(%) -2
(25)
2(24) _
1,(23)
4.5
(22)
(21)1.5
(19) (18)
(1)0 Enfriamiento(5) [] Hornos(9). Secadora
(13). USP
(17). Es!.2
(21)11 Compresores(25)O Absorción
(2)O Filtración
(6)O Ligera(10)0 Sep.Sol.(14)00-5(18)0 Otros(22)O Densa
En la gráfica anterior se observa que los de-partamentosque tienen una mayordemandason los de enfriamiento, filtración y fuerza,por lo que se les estudió con mayor profun-didad.
. OPORTUNIDADESDE AHORRO DEENERGIA ELECTRICA.
SUSTITUCIONES DE MOTORES ESTAN-DAR PORMOTORESDEALTAEFICIENCIA
Durante el estudio realizado se detectó queexiste una gran cantidad de motores condiseño original estándar, que por el tiempoque han llevado de operación ya han sidosometidos a varias reparaciones, las cuales
han ido disminuyendo su eficiencia original.Enseguidase presentael muestreorealizado
(2)14
(3)18
4.5(16)
2.5 '- 1.5
(15) (14)
U: I ~ 1~5 (~)
4)
. . 05
. ..~.5' (6)
. 3 1 (7)
3 2 1 (8)(9)
(12) (11) (10)
(3) O Fuerza (4)O Hidratación(7) ~ Puertasal (8)O Purificación
(11). Serviciostecnicos (12)O Tra!.Agua(15). 0-1 Y0-2 (16)0 Es!.1(19). Carbonato (20)0 CaC194%
(23)D Desperdicio (24). Destilación
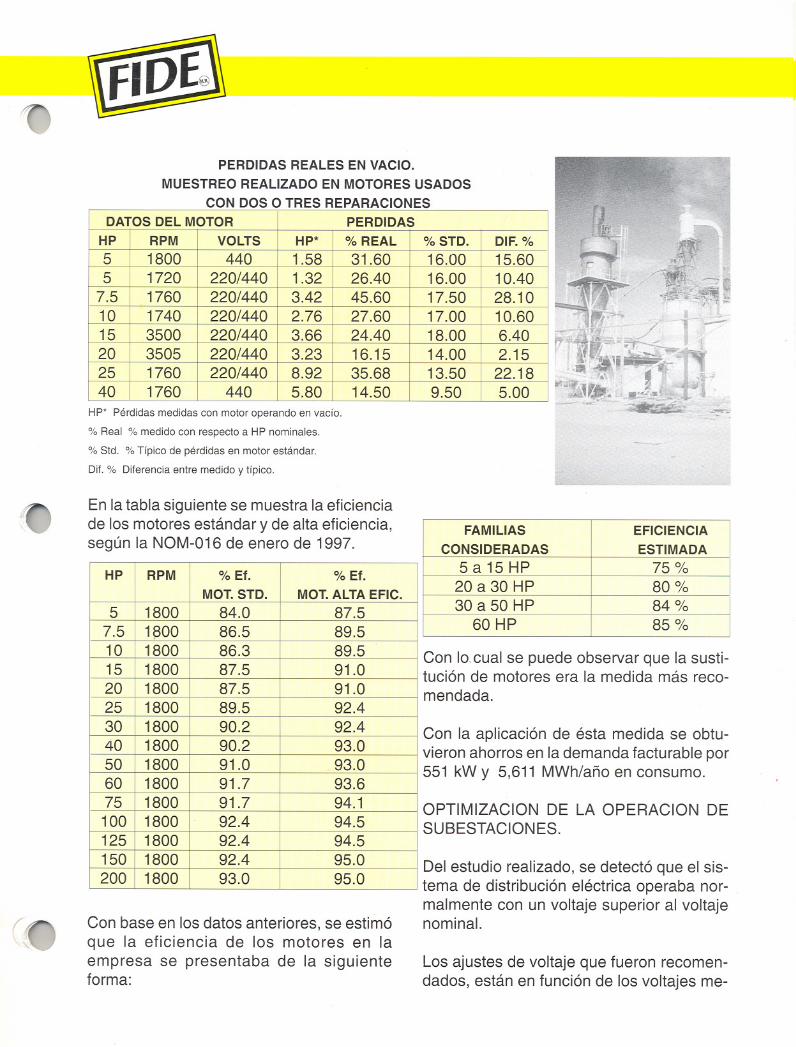
en motores con dos o tres reparaciones, enél se puede observar el porcentaje de pérdi-das reales de los motores y el porcentaje depérdidas típico en motores estándar.
-- -.
fl DE.
PERDIDAS REALES EN VACIO.MUESTREO REALIZADO EN MOTORES USADOS
CON DOS O TRES REPARACIONES
HP* Pérdidas medidas con motor operando en vacío.
% Real % medido con respecto a HP nominales.
% Std. % Típico de pérdidas en motor estándar.
Dif. % Diferencia entre medido y típico.
o En la tabla siguiente se muestra la eficienciade los motores están dar y de alta eficiencia,según la NOM-016 de enero de 1997.
Con base en los datos anteriores, se estimóque la eficiencia de los motores en laempresa se presentaba de la siguienteforma:
Con 10.cualse puede observar que la susti-tución de motores era la medida más reco-mendada.
Con la aplicación de ésta medida se obtu-vieron ahorros en la demanda facturable por551 kW y 5,611 MWh/año en consumo.
OPTIMIZACION DE LA OPERACION DESUBESTACIONES.
Del estudio realizado, se detectó que el sis-tema de distribución eléctrica operaba nor-malmente con un voltaje superior al voltajenominal.
Los ajustes de voltaje que fueron recomen-dados, están en función de los voltajes me-
DATOSDELMOTOR PERDIDASHP RPM VOLTS HP* % REAL %STD. DIF.%5 1800 440 1.58 31.60 16.00 15.605 1720 220/440 1.32 26.40 16.00 10.40
7.5 1760 220/440 3.42 45.60 17.50 28.1010 1740 220/440 2.76 27.60 17.00 10.6015 3500 220/440 3.66 24.40 18.00 6.4020 3505 220/440 3.23 16.15 14.00 2.1525 1760 220/440 8.92 35.68 13.50 22.1840 1760 440 5.80 14.50 9.50 5.00
HP RPM % Ef. % Ef.MOT. STD. MOT.ALTA EFIC.
5 1800 84.0 87.57.5 100 86.5 89.510 1800 86.3 89.515 1800 87.5 91.020 1800 87.5 91.025 1800 89.5 92.430 1800 90.2 92.440 1800 90.2 93.050 1800 91.0 93.060 1800 91.7 93.675 1800 91.7 94.1100 1800 92.4 94.5125 1800 92.4 94.5150 1800 92.4 95.0200 1800 93.0 95.0
FAMILIAS EFICIENCIACONSIDERADAS ESTIMADA
5 a 15 HP 75%20 a 30 HP 80%30 a 50 HP 84%
60 HP 85%
fl DE.
dios leídos en las diferentes subestaciones,voltajes de alimentación a los motores en elcentro de control de motores y voltaje dealimentación a los motores en sus propiasterminales.
Cabe señalar que durante la etapa de medi-ciones, se llegaron a encontrar motores ope-rando con el núcleo en condiciones de satu-
ración magnética en parte por la onda senoi-dal de alimentación. Esta situación, indepen-dientemente de la disminución en eficiencia
del motor, provoca generación de armónicasal sistema, que incrementa la situación depérdidas en núcleos magnéticos metálicos.
La solución está planteada sobre la base deajustar el voltaje en cada subestación paraobtener, en terminales del motor, las condi-ciones adecuadas para una máxima eficien-cia desde el punto de vista del voltaje de ope-ración.
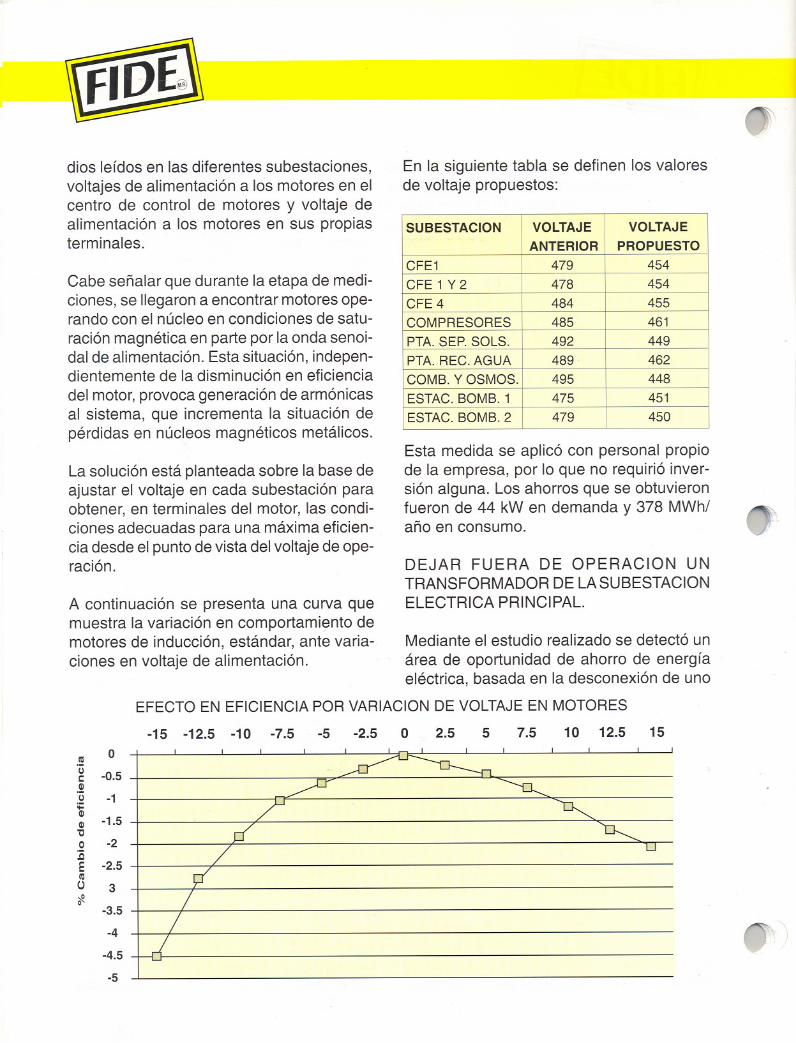
A continuación se presenta una curva quemuestra la variación en comportamiento demotores de inducción, estándar, ante varia-ciones en voltaje de alimentación.
En la siguiente tabla se definen los valoresde voltaje propuestos:
Esta medida se aplicó con personal propiode la empresa, por lo que no requirió inver-sión alguna. Los ahorros que se obtuvieronfueron de 44 kW en demanda y 378 MWhlaño en consumo.
DEJAR FUERA DE OPERACION UNTRANSFORMADORDE LASUBESTACIONELECTRICA PRINCIPAL.
Mediante el estudio realizado se detectó unárea de oportunidad de ahorro de energíaeléctrica, basada en la desconexión de uno
EFECTOEN EFICIENCIAPORVARIACIONDEVOLTAJEEN MOTORES
-15 -12.5 -10 -7.5 -5 -2.5 O 2.5 5 7.5 10 12.5 15
SUBESTACION VOLTAJE VOLTAJEANTERIOR PROPUESTO
CFE1 479 454
CFE 1 y 2 478 454CFE4 484 455
COMPRESORES 485 461PTA.SEP. SOLS. 492 449
PTA. REC. AGUA 489 462
COMBoy OSMOS. 495 448ESTAC. BOMB. 1 475 451ESTAC.BOMB. 2 479 450
10 o'u -0.5eQ)'U -1;;Q)Q) -1.5'tio -2:cE -2.510(J 3'1-
-3.5
-4
-4.5
-5
flDE.de los transformadores utilizados en la sub-estaciónprincipal,donde se recibela energíaproveniente de CFE en 110kV Yla reduce a13.8 kV para la distribución en la planta.
Dado que la demanda máxima de la plantaes del orden de 10,000 kW y cada uno delos transformadores existentes en la subes-tación mencionada tiene capacidad hastapor 26,000 kVA, se tiene la capacidad sufi-ciente con un solo transformador para aten-der la demanda total. El transformador conquese cuentatiene unaconfiabilidadde ope-ración muy alta, sin embargo se desea con-tar con el otro transformador como respaldo,por lo cual se recomendóque no fuera remo-vido de su lugar y que fuese llenado con unapresión positiva de Nitrógeno para evitar en-trada de aireque humedecieralosaislamien-tos, además de realizar mediciones de rigi-dez dieléctrica en el aceite cada dos sema-nas, para así asegurar la inmediata entradaen servicio cuando fuese necesario.
Con la aplicación de esta medida, las pérdi-das en vacío serían evitadas, con lo cual setiene un ahorro de 55 kW en demanda y480,000 kWh/año con una inversión nula.
DISMINUCION DE PERDIDAS POR CON-DUCCION DE LlNEAS ELECTRICAS.
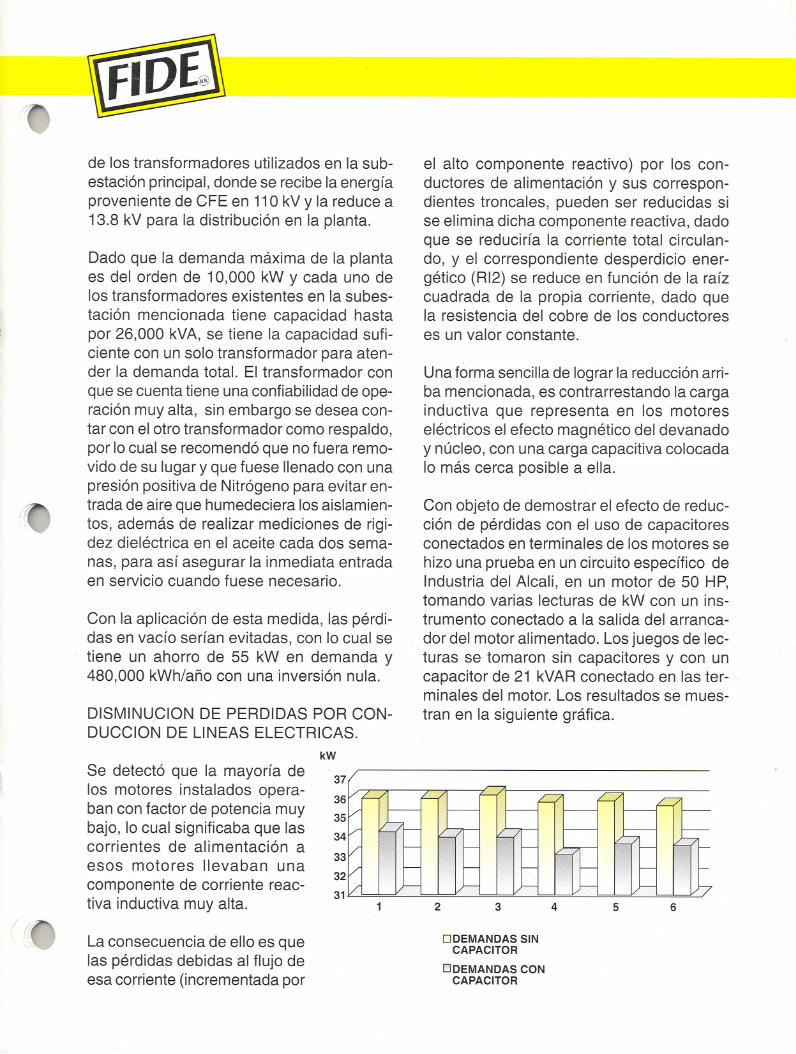
Se detectó que la mayoría delos motores instalados opera-ban con factor de potencia muybajo, lo cual significaba que lascorrientes de alimentación aesos motores llevaban unacomponente de corriente reac-tiva inductiva muy alta.
kW
37
el alto componente reactivo) por los con-ductores de alimentación y sus correspon-dientes troncales, pueden ser reducidas sise elimina dicha componente reactiva, dadoque se reduciría la corriente total circulan-do, y el correspondiente desperdicio ener-gético (RI2) se reduce en función de la raízcuadrada de la propia corriente, dado quela resistencia del cobre de los conductoreses un valor constante.
Una forma sencillade lograr la reducciónarri-ba mencionada, es contrarrestando la cargainductiva que representa en los motoreseléctricos el efecto magnético del devanadoy núcleo, con una carga capacitiva colocadalo más cerca posible a ella.
Con objeto de demostrar el efecto de reduc-ción de pérdidas con el uso de capacitoresconectados en terminales de los motores sehizo una prueba en un circuito específico deIndustria del Alcali, en un motor de 50 HP,tomando varias lecturas de kW con un ins-trumento conectado a la salida del arranca-dor del motor alimentado. Los juegos de lec-turas se tomaron sin capacitores y con uncapacitorde 21 kVARconectadoen laster- .
minales del motor. Los resultados se mues-tran en la siguiente gráfica.
La consecuencia de ello es quelas pérdidas debidas al flujo deesa corriente (incrementada por
1 2 3 4 5 6
DDEMANDAS SINCAPACITOR
DDEMANDAS CONCAPACITOR
fl DE.
Se hizo la recomendación de que los capa-citores se conectaran lo más cerca posiblea los motores designados y que estuvieranoperados por el mismoarrancadordel motor,de manera que su desconexión estuvieracontrolada.
Los ahorros alcanzados son de 531 kWendemanda y 4,608,000 kWh/año.
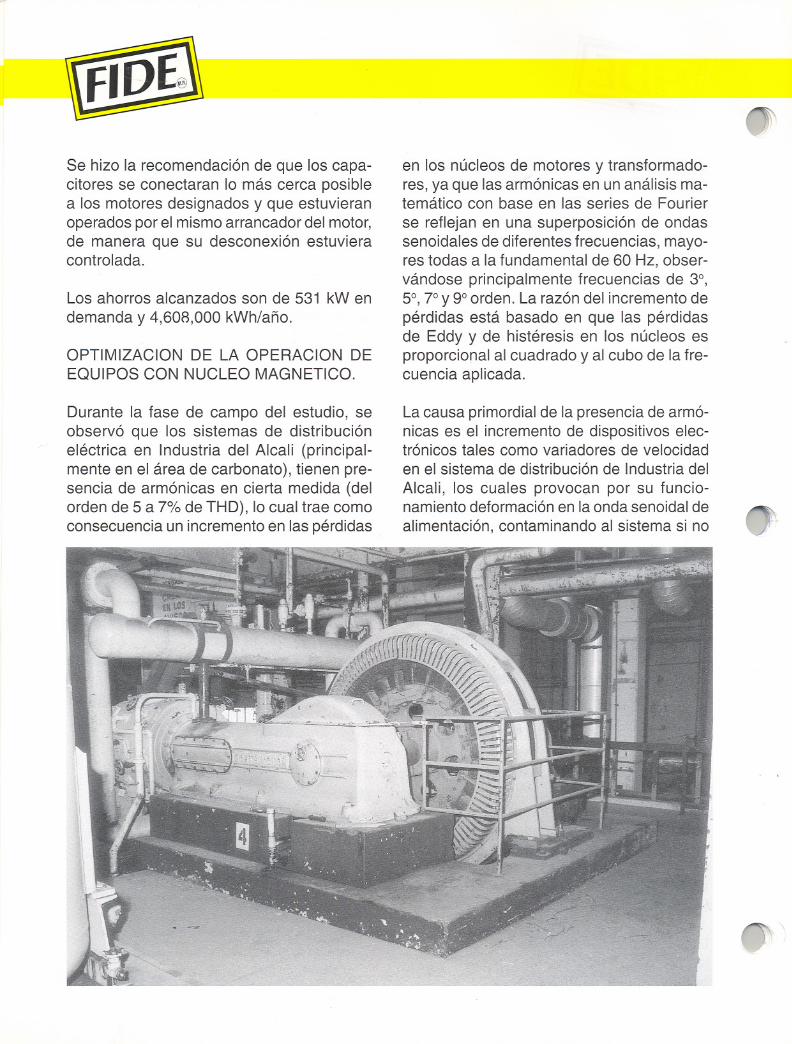
OPTIMIZACION DE LA OPERACION DEEQUIPOS CON NUCLEO MAGNETICO.
Durante la fase de campo del estudio, seobservó que los sistemas de distribucióneléctrica en Industria del Alcali (principal-mente en el área de carbonato), tienen pre-sencia de armónicas en cierta medida (delorden de 5 a 7% de THD), lo cual trae comoconsecuencia un incrementoen las pérdidas
en los núcleos de motores y transformado-res, ya que las armónicas en un análisis ma-temático con base en las series de Fourierse reflejan en una superposición de ondassenoidales de diferentes frecuencias, mayo-res todas a la fundamental de 60 Hz, obser-vándose principalmente frecuencias de 3°,5°,7° Y9°orden. La razón del incremento depérdidas está basado en que las pérdidasde Eddy y de histéresis en los núcleos esproporcional al cuadrado y al cubo de la fre-cuencia aplicada.
La causa primordialde la presenciade armó-nicas es el incremento de dispositivos elec-trónicos tales como variadores de velocidaden el sistema de distribución de IndustriadelAlcali, los cuales provocan por su funcio-namientodeformaciónen la ondasenoidaldealimentación, contaminandoal sistema si no
flDE.
existe un filtrado adecuado de las armónicas.
Por todo lo anterior, se recomendó utilizarsupresores de picos transitorios de voltaje,como herramientade ahorro de electricidad,lo cual incrementa la vida útil de los equiposconectados en el sistema eléctrico.
Con esta medida se tuvieron ahorros de 77kW en demanda y 665,000 kWh/año enconsumo.
OPTIMIZACION DEL SISTEMA DE AGUADE ENFRIAMIENTO.
o
Paro de una bomba de la torre deenfriamiento No.4.El flujo de agua de enfriamiento requeridoen las columnas de carbonatación, a serbombeado de la torre de enfriamiento No. 4es de 700 m3/horaen condiciones normales,para un máximo de 800 m3/hora.Con baseen las curvas características de operaciónde las bombas, cada una de ellas tiene unacapacidadpara el manejode 3,500 gpm (789m3/hora),con una presión de descarga de120 ft de columna de agua (3.54 kg/cm2),con eficiencia de 80%.
Originalmente se encontraron operando enforma continua tres bombas; se midieron
presiones de descarga para estimar suscondiciones de operación y se obtuvo:
Bomba A: Presión = 3.8 kg/cm2(129 ft),Gasto (según curvas) = 2,570 gpm = 580m3/hora
Bomba B: Presión = 3.8 kg/cm2 (129 ft),Gasto (según curvas) = 2,570 gpm = 580m3/hora
Bomba C: Presión = 4.0 kg/cm2 (136 ft),Gasto (según curvas) = 1,300 gpm = 293m3/hora
Dadoque losdatos obtenidos de flujo a partirde las curvas no concuerdan con los datosmedidos de flujo total (750 m3/hora),se hacela consideración que las condiciones físicasde las bombas,dadoque hansido equipadascon impulsores "no originales", provoca quelas características originales no concuerdencon las reales, operando con menor eficien-cia de la debida.
Con base en lo anterior se recomendó sacar
de operación una de las bombas, ya que lasotras dos pueden abastecer el flujo reque-rido. .
Paro de una bomba de recirculación de
las torres 1 y 2.El flujo requerido total de agua provenientede las torres de enfriamiento 1 y 2, es esti-madoen 18,000gpm (4,090m3/hora),el cuales manejado por una batería de 6 bombas.
Las mediciones efectuadas arrojaron losresultados siguientes:
BombaA: Presión = 3.8 kg/cm2 (129 ft), Gas-to (según curvas) = 2,000 gpmBomba B: Presión = 4.1 kg/cm2 (139 ft), Gas-to (según curvas) = 100 gpmBomba C: Presión = 4.1 kg/cm2 (139 ft), Gas-to (según curvas) = 100 gpm
FIDE.
Bomba D: Presión = 4.0 kg/cm2 (136 ft), Gas-to (según curvas) = 900 gpmBomba E: Presión = 4.0 kg/cm2 (136 ft), Gas-to (según curvas) = 900 gpmBomba F: Presión = 4.0 kg/cm2 (136 ft), Gas-to (según curvas) = 900 gpm
Ante estos datos, muy distintos del flujo es-timado de los 18,000 gpm, se concluye quelas bombas están operando sobre unas cur-vas característicasmuy diferentesde lasquecorresponden a las originalmente seleccio-nadas.
Cabe mencionarque durante las medicionesrealizadas, solo 5 de las bombas se encon-traban operando y que los flujos obtenidosson muy diferentes entre las bombas.
La recomendación fue sacar de operaciónuna de las bombas y hacer una labor ade-cuada de mantenimientoparaobtener un ba-lance de flujos entre ellas.
Paro de una bomba vertical de retorno delas torres 1 y 2.Las bombas verticales usadas para retornoa las torres 1 y 2 deben manejar el mismo
(1flujo que el grupo de bombas de recircula-ción, es decir, 18,000 gpm (4,090 m3/hora).
Se hicieron lecturas de presión a la descar-ga, obteniéndose los resultados siguientes:
Bomba 1 (75 HP): Presión= 1.0kg/cm2(33.9ft), Gasto (según curvas) = 6,250 gpmBomba 3 (75 HP): Presión= 1.0 kg/cm2(33.9ft), Gasto (según curvas) = 6,250 gpmBomba4 (75 HP): Presión= 1.0 kg/cm2(33.9ft), Gasto (según curvas) = 6,250 gpmBomba 5 (125 HP): Presión = 1.1 kg/cm2(37.3 ft), Gasto (según curvas) = 9,000 gpm
Con base en estas lecturas, se deduce quecon bombasen condicionesoriginalesy paralas presiones de descarga leídas, la utiliza-ción de 3 bombas de 75 HP es suficientepara el manejo del flujo total requerido.
Con la aplicación de estas medidas se logróun ahorro total en demanda de 157 kW y1,357,000 kWh/año en consumo con una in-versión nula.
OPTIMIZACION DEL SISTEMA DECARBONATACION.
El sistema de vacío trabaja enconjunto con filtros rotatorios,los cuales recibenel licorde lascolumnas de carbonataciónpara una eliminación inicial dehumedad. El vacío es reque-rido para mantener la "torta"dematerial adherida al tambor delfiltro y así, eliminar el agua enque viene suspendido elmaterial sólido (con la succiónde las bombas de vacío conec-tadas al centro del tambor, setiene una adhesión hacia lasuperficie del tambor causada
flDE.cío permanecerán cerradas y las fugas semantendrán en un mínimo necesario parael control de vacío.
por la diferencia de presiones entre laatmosférica y el vacío).
Se tienen instaladas varias bombas de 500HPYuna bomba de 350 HP,interconectadasentre sí, de manera que cualquiera de ellaspodía operar sobre cualquier filtro rotatorio.
Con las medidas anteriores implantadas seobtuvieron ahorros en consumo de1,856,000 kWh/año y 214 kW en demanda,sin necesidad de inversión alguna.
Mediante el estudio realizado se detectarondiversos orificios en los tambores de los fil-tros rotatorios, ocasionando pérdidas de va-cío, fugas en las líneas de vacío que conec-tan las bombas con tambores de filtros, unasupuesta regulaciónde carga en los motoresde las bombas de vacío, abriendo parcial-mente válvulas a la atmósfera en los sepa-radoresexistentesen el sistema, lo cual oca-siona desperdicio del trabajo de las bombas.
CONTROL ENERGETICO DEL PROCESO.
En las gráficas de demanda mensual, diariae instantánea,se detectó que existía unava-riación en la demanda máxima durante elhorario punta, siendo el valor máximo de10,050 kW y el valor mínimo de 8,870 kW.Analizando la información de demanda má-xima diaria (máxima, mínima y promedio) enun mes típico, se detectó que en un día de-terminado existíanvariaciones que iban des-de 8,050 kW hasta 9,980 kW y en el estudiode comportamiento típico de demanda enun día, se observaron variaciones que ibandesde 8,400 kW hasta 9,400 kW.
o La recomendación fue eliminar fugas; insta-lar en ambos lados de la parte central de losfiltros, válvulas e instrumentos de mediciónde vacío para controlar el mismo, establecerunaoperaciónbasadaen 2 bombasde vacíode 500 HP,con cabezal interconectado,con-trolando el vacío en el tambor solamenteconlas válvulas recién instaladas; de esta ma-nera las válvulas usadas para romper el va-
La recomendaciónfue instalarequipode me-dición ~n subestaciones de distribución, conel objetivo de tener información y estar en
posibilidades de monitorear losconsumos y demandas a nivel de"área de consumo", así comotomar decisiones con base en elconocimiento más detallado delcomportamiento de las cargas,aunado a la capacitación delpersonal de operación paramanejo de demanda, con el fin dereaccionar debidamente en ladisminución de demanda, espe-cialmenteduranteel horariopunta.
1
rr!(,
La aplicación de esta medida tuvocomo resultado un ahorro en
demanda por 500 kW.
:.
flDE.
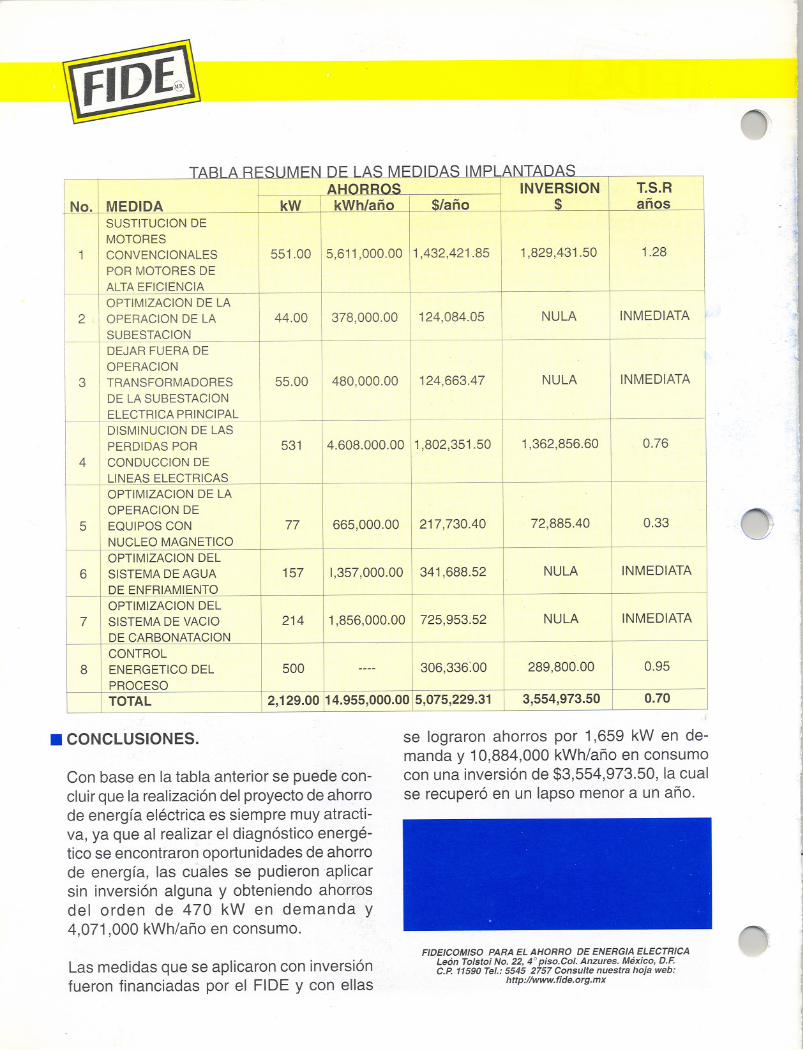
. CONCLUSIONES. se lograron ahorros por 1,659 kW en de-manda y 10,884,000 kWh/año en consumocon una inversión de $3,554,973.50, la cualse recuperó en un lapso menor a un año.
Con base en la tabla anterior se puede con-cluir que la realizacióndel proyectode ahorrode energía eléctrica es siempre muy atracti-va, ya que al realizar el diagnóstico energé-tico se encontraron oportunidades de ahorrode energía, las cuales se pudieron aplicarsin inversión alguna y obteniendo ahorrosdel orden de 470 kW en demanda y4,071,000 kWh/año en consumo.
Las medidas que se aplicaron con inversiónfueron financiadas por el FIDE y con ellas
FIDEICOMISO PARA EL AHORRO DE ENERGIA ELECTRICALeón Tolstoi No. 22, 40piso. Col. Anzures. México, D.F.C.P. 11590 Tel.: 5545 2757 Consulte nuestra hoja web:
http://www.fide.org.mx
1
J
1
o
TARI A I:U=11f\4EN nE I A f\nl-I)In IMPLANTAnA. INVERSION T.S.RNo. MEDIDA kW kWh/año S;/año S; años
SUSTITUCION DEMOTORES
1 CONVENCIONALES 551.00 5,611,000.00 1,432,421.85 1,829,431.50 1.28
POR MOTORES DEALTAEFICIENCIAOPTIMIZACION DE LA
2 OPERACION DE LA 44.00 378,000.00 124,084.05 NULA INMEDIATA
SUBESTACIONDEJAR FUERA DEOPERACION
3 TRANSFORMADORES 55.00 480,000.00 124,663.47 NULA INMEDIATA
DE LA SUBESTACIONELECTRICA PRINCIPALDISMINUCION DE LASPERDIDAS POR 531 4.608.000.00 1,802,351.50 1,362,856.60 0.76
4 CONDUCCION DELlNEAS ELECTRICASOPTIMIZACION DE LAOPERACION DE
5 EQUIPOS CON 77 665,000.00 217,730.40 72,885.40 0.33
NUCLEO MAGNETICOOPTIMIZACION DEL
6 SISTEMA DE AGUA 157 1,357,000.00 341,688.52 NULA INMEDIATA
DE ENFRIAMIENTOOPTIMIZACION DEL
7 SISTEMA DE VACIO 214 1,856,000.00 725,953.52 NULA INMEDIATA
DE CARBONATACIONCONTROL
8 ENERGETICO DEL 500 ---- 306,336:00 289,800.00 0.95PROCESOTOTAL 2,129.00 14.955,000.00 5,075,229.31 3,554,973.50 0.70