
Infortgaeme Textil
35
INGENIERÍA INDUSTRIAL INGENIERIA TEXTIL DOCENTE : ING . EDGARDO SALAS 201 3 ASUS UCSM 01/01/2013 UCSM SONORA+ALGODÓN ALGODÓN NATIVO DE COLOR Integrantes Ana Paz Sanchez Vania Florez Manco Italo Ortega Huayhua DavidAmado arias Carlos Oblea Silva
-
Upload
juan-carlos-gomez-ramirez -
Category
Documents
-
view
260 -
download
0
description
aggf
Transcript of Infortgaeme Textil

ASUSUCSM
01/01/20132013
INGENIERÍA INDUSTRIAL
INGENIERIA TEXTILDOCENTE : ING . EDGARDO SALAS
UCSM
SONORA+ALGODÓN
ALGODÓN NATIVO DE COLOR
Integrantes
Ana Paz Sanchez
Vania Florez Manco
Italo Ortega Huayhua
DavidAmado arias
Carlos Oblea Silva

PROCESO DE HILATURA ALGODÓN NATIVO DE COLOR
Tipos de hilatura de la fibra de algodónEl proceso de hilatura del algodón presenta una serie de etapas con operaciones destinadas a lograr distintos objetivos, realizadas en el siguiente orden de proceso y con los equipos mencionados.
Proceso Equipo utilizadoApertura y mezcla Abridora de fardos
Limpieza Alimentadora de cardaLimpieza BatidoraCardado Carda
Estirado/Doblado ManuarPeinado Peinadora
Afinado y torsión MecheraTorsión del hilo Continua
Acabado BobinadoraEnconadora
TexturizadoraVaporizadora
El hilado de algodón puede tener diferentes características de acuerdo a la forma en que se ha elaborado. Hoy en día existen dos tipos distintos de hilatura para la fibra de algodón que generan tres tipos de hilados de características definidas y diferenciales con requerimientos del mercado.Ellos son: hilado cardado e hilado peinado, con sistema de hilatura por anillo e hilado open end con el sistema de hilatura por rotor.
Tanto las características de los hilados como la forma de producirlos se agrupará de la siguiente forma:
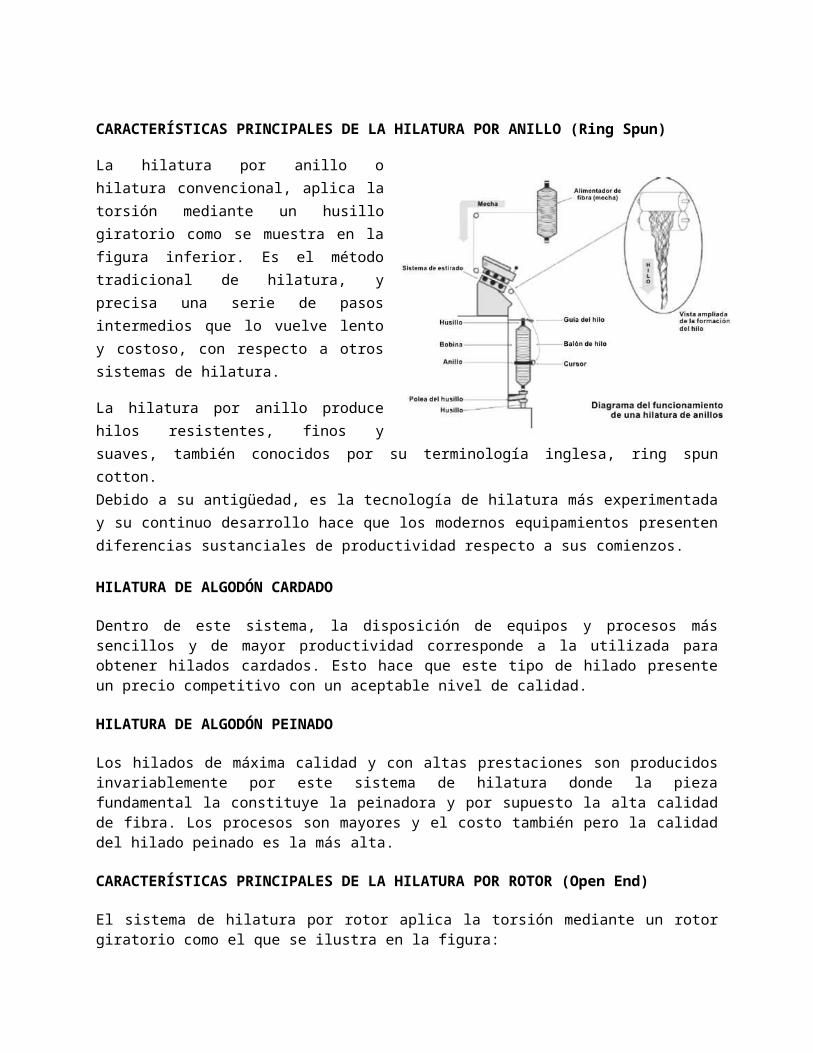
CARACTERÍSTICAS PRINCIPALES DE LA HILATURA POR ANILLO (Ring Spun)
La hilatura por anillo o hilatura convencional, aplica la torsión mediante un husillo giratorio como se muestra en la figura inferior. Es el método tradicional de hilatura, y precisa una serie de pasos intermedios que lo vuelve lento y costoso, con respecto a otros sistemas de hilatura.
La hilatura por anillo produce hilos resistentes, finos y suaves, también conocidos por su terminología inglesa, ring spun cotton.
Debido a su antigüedad, es la tecnología de hilatura más experimentada y su continuo desarrollo hace que los modernos equipamientos presenten diferencias sustanciales de productividad respecto a sus comienzos.
HILATURA DE ALGODÓN CARDADO
Dentro de este sistema, la disposición de equipos y procesos más sencillos y de mayor productividad corresponde a la utilizada para obtener hilados cardados. Esto hace que este tipo de hilado presente un precio competitivo con un aceptable nivel de calidad.
HILATURA DE ALGODÓN PEINADO
Los hilados de máxima calidad y con altas prestaciones son producidos invariablemente por este sistema de hilatura donde la pieza fundamental la constituye la peinadora y por supuesto la alta calidad de fibra. Los procesos son mayores y el costo también pero la calidad del hilado peinado es la más alta.
CARACTERÍSTICAS PRINCIPALES DE LA HILATURA POR ROTOR (Open End)
El sistema de hilatura por rotor aplica la torsión mediante un rotor giratorio como el que se ilustra en la figura:
La hilatura por rotor está caracterizada por su gran productividad, que genera un costo es bajo gracias a su alto rendimiento y la eliminación de varias etapas en la producción. Sin embargo presenta la desventaja de producir hilos más débiles que los obtenidos por el sistema de anillo, su variedad de títulos de hilo es bastante más limitada y produce un hilo “más seco”, que resulta menos suave y agradable al tacto.

HILATURA DE ALGODÓN OPEN END
Una variante tecnológica en la producción de hilados permite reducir drásticamente los tiempos de producción y sus costos, con un menor nivel de equipamiento por acortar etapas respecto del sistema convencional. Este sistema sigue en expansión y con continuas mejoras.
OTROS SISTEMAS DE HILATURA
Los avances tecnológicos van produciendo día a día modificaciones en los procesos tradicionales y ofreciendo al mercado nuevas opciones de productos. Un ejemplo de ello es la denominada hilatura directa.
La etapa de afinado y torsión que se lleva a cabo en la mechera, sea reemplazada por un dispositivo de anillos que tuercen el hilo a la vez que lo están estirando, en esta etapa de hilatura. Pero produce un hilo más grueso comparado al obtenido si existiese la mecha previa.
Otras variantes son la hilatura sin torsión, que genera hilos sin resistencia, la hilatura de auto torsión, y otras, que serán desarrolladas en artículos específicos.
DESCRIPCION DE LA MAQUINA Y EQUIPOSPreparación de la Fibra:
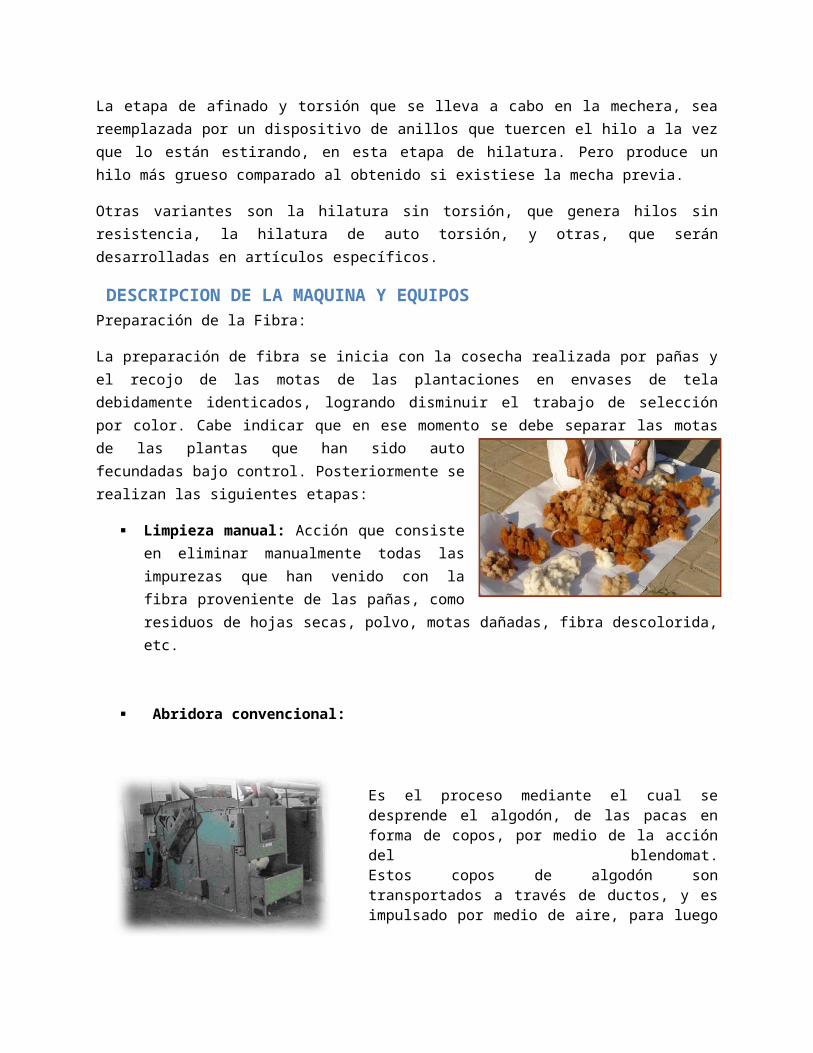
La preparación de fibra se inicia con la cosecha realizada por pañas y el recojo de las motas de las plantaciones en envases de tela debidamente identicados, logrando disminuir el trabajo de selección por color. Cabe indicar que en ese momento se debe separar las motas de las plantas que han sido auto fecundadas bajo control. Posteriormente se realizan las siguientes etapas:
Limpieza manual: Acción que consiste en eliminar manualmente todas las impurezas que han venido con la fibra proveniente de las pañas, como residuos de hojas secas, polvo, motas dañadas, fibra descolorida, etc.
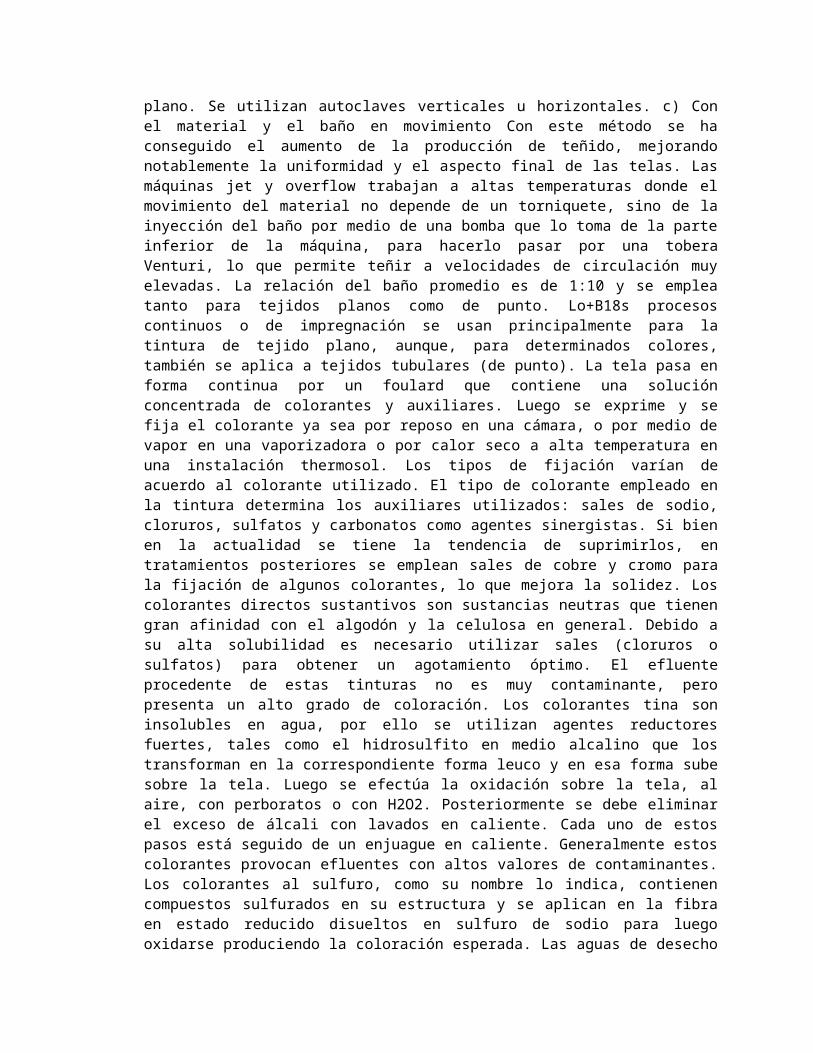
Abridora convencional:
Es el proceso mediante el cual se desprende el algodón, de las pacas en forma de copos, por medio de la acción del blendomat.Estos copos de algodón son transportados a través de
ductos, y es impulsado por medio de aire, para luego ser pasado por los siguientes equipos: Abridora mezcladora, plano inclinado, abridora intensiva, duxtes.
Objetivo.Abrir, limpiar y mezclar el algodón entregando al proceso de cardado, copos de algodón en óptimas condiciones de calidad.
Flujo de la abridora
Batanes o enrolladoras:
Objetivo.El objetivo del batán es sacar las materias extrañas y motas pesadas que aun no han sido posibles extraer del material.El material es entregado por el batán, en forma de un rollo de napa con una determinada masa por longitud.
Es en esta máquina que se da inicio al concepto del estiraje en el material.Funcionamiento del batán. La limpieza y el mezclado continúan en la enrolladora a medida que el algodón es transportado uniformemente. Una masa de fibras es transportada por una estera horizontal de madera, detrás de la sección del batán golpeador, ésta recoge el algodón y rápidamente lo pasa a los rodillos alimentadores del batán golpeador; este se encarga de abrir y golpear el material contra un emparrillado colocado

debajo de él, para sacar las impurezas y materias extrañas. Las pantallas condensadoras, transforman las motas que provienen del batán, en una capa compacta de algodón. El ventilador del condensador, exhorta su aire de desperdicio hacia el filtro; éste consiste en una pantalla perforada con la función de retener la fibra corta, materias extrañas y polvo del aire. La capa de algodón en las pantallas condensadoras es removida por medio de un par de cilindros desprendedores. Posteriormente una estera vertical lleva el algodón a una tolva de reserva.La enrolladora tiene dos mecanismos que conducen la fibra a través de un control de velocidad para producir una napa uniforme. El control de la uniformidad de la napa, se inicia cuando la tolva de reserva de la caja está llena de material y provoca el paro de la alimentación del batán golpeador, hasta que el material sea procesado y el sensor controlador de carga de la tolva, actúe iniciando nuevamente la alimentación. Los pedales de la pianola a través de una palanca, cambian de posición la banda o correa de los conos por medio de engranajes; éstos aumentan o disminuyen la velocidad del rodillo alimentador, en función del mayor o menor espesor de la capa de material respectivamente, para obtener igual masa por longitud de la napa en todo momento. Esta sección es llamada sección del batán cardador.
La sección igualadora de la napa alimenta al batán cardador, el cuál es del tipo kirschner; éste tiene tres aspas de madera igualmente espaciadas con unas agujas a lo largo de ellas, las cuales entran en contacto con el material, realizando una acción de cardado. Este batán se encarga de dar una limpieza más suave a la capa de fibras.
Flujo del batan
Cardado:
Objetivo. Separar las fibras entre sí, eliminando las más cortas; hacer una última limpieza eliminando los desperdicios por medio de rejillas y chapones, y entregar el material en forma de cinta, con una determinada masa por longitud.
Flujo de carda.
Manuares o estiradoras. El proceso de estiraje es efectuado por el Manuar o estiradora de la siguiente manera:

Se hace pasar un grupo de cintas (seis u ocho para el primer pase y seis u ocho para el segundo pase) por la zona de estiraje del Manuar en donde por diferencia de velocidad entre las varillas se produce un estiraje de las cintas y a la vez una paralelización de las fibras para obtener una cinta con características determinadas de peso y longitud que luego es sometida a un segundo pase en estiradoras con autorregulación, con el fin de mejorar la uniformidad de la cinta como se describe a continuación:
A la entrada de la cinta en la estiradora se registra continuamente por medio de una palpación mecánica el espesor de las cintas de fibras, los valores que se miden se convierten en señales eléctricas que se usan para controlar el estiraje en el campo de estiraje principal, regulando las oscilaciones de la cinta dando como resultado cinta con buena regularidad en longitudes cortas y medias, manteniendo así mismo el titulo de la cinta en longitudes largas, entregando al proceso siguiente cinta con óptimas condiciones de calidad.
Objetivo.o Paralelizar las fibras.o Mezclar las diferentes fibras.o Voltear los ganchos.
Fujo de Manuar o Estiradora
Reunidora.Su objetivo es reunir varias cintas en una sola. Están destinadas a la fabricación de un rollo de cintas de longitud determinada; la alimentación es de 16 a 20 cintas. Éstas son entregadas a una mesa formando una capa de material, luego pasan a un par de cilindros calandradores y posteriormente a los tambores formadores del rollo. La cinta recibe una tensión.La reunidora súper-lap no necesita el paso del manuar, es alimentada con el velo de cardas; posee un pequeño manuar y forma un rollo de cintas superpuestas.
Flujo de la Reunidora

Peinadora
Las peinadoras VOUK son alimentadas con los rollos napa que vienen de la Súper Lap. La máquina, por medio de peines circulares y rectos, separa las fibras cortas de las fibras largas de cada una de los rollos de napas. Las fibras largas convertidas en finos velos, son condensadas en cintas, las cuales son dobladas y sometidas a un proceso de estiraje; de nuevo son condensadas para entregar una cinta envuelta en un bote para el proceso siguiente.
Objetivo.
Separar las fibras largas de las cortas, paralelizándolas y removiendo los desperdicios presentes en la napa.
Flujo Peinadora:
Mecheras. Tiene por objeto dar un adelgazamiento a la masa de fibras, hasta convertir la cinta de manuar en una mecha o pabilo, con una pequeña torsión para que resista la envoltura y manipulación en el proceso siguiente.
En la mechera se cumplen las siguientes funciones:o Cada puesto de trabajo es alimentado con una
cinta proveniente de manuares.o Se da un estiraje al material formando una
delgada cinta.o Se le da una ligera torsión a la delgada cinta formando una mecha o pabilo.o La mecha o pabilo es depositado sobre una carreta plástica, formando un paquete de
forma especial.
Flujo de mechera

HILADORASEn éstas máquinas se obtienen los hilos propiamente dichos. Hay varios tipos de hiladoras,pero las universalmente conocidas son la hiladora de anillos y la hiladora por rotor.
HILADORA DE ANILLOS
Objetivo.Transformar el pabilo en hilo mediante estiramiento y torsión, para entregarlo al cliente interno cumpliendo los requisitos especificados según el tipo de tela.
Dobladora.
Objetivo.El objetivo de la dobladora es unir dos hilos simples, uno al lado del otro con la misma tensión.
Flujo Dobladora
Retorcedora.
Objetivo.El objetivo de la retorcedora es Transformar tacos de hilos doblados en hilos retorcidos envueltos en Bobina.Flujo De la Retorcedora

Devanadora, enconadora o envolvedora.
Objetivo.Recibir paquetes pequeños de hilo (bobinas) provenientes de Hilados, para unirlos y formar paquetes de hilo con mayor diámetro (cono) mejorando la calidad del hilo.
Flujo de la envolvedora
UrdidoraEl urdido es otro de los procesos importantes en la preparación de hilos que han de formar la tela. Esta función se cumple en la maquina denominada urdidora que tiene por objeto reunir determinada cantidad de hilos en un solo paquete, los cuales se fusionaron en el proceso siguiente para formar el número total de hilos requeridos en el tejido.OBJETIVOS: juntar en un cilindro 100, 200, 300 o más hilos.
PRODUCTO QUE ENTREGA: un cilindro o enjulios con un metraje ya predeterminado

Teñido. Es la etapa más compleja dentro de las operaciones de procesamiento; involucra una gran variedad de colorantes y agentes auxiliares de teñido. La calidad de la tintura depende del equipamiento empleado, la fórmula específica, los tintes y auxiliares de tintes que proveen el medio químico para su difusión y fijación sobre la fibra. La tintura puede realizarse en procesos discontinuos o de agotamiento y en procesos continuos o de impregnación. En esta etapa la dificultad encontrada es que los auxiliares usados en este proceso matizan los colores. Los procesos discontinuos de agotamiento se caracterizan porque el material textil está un tiempo más menos largo en contacto con el baño de teñido, dando tiempo a que el colorante se fije en la fibra. El proceso se realiza de diferentes maneras: a) Con el material en movimiento y el baño en reposo, para lo cual las máquinas más comunes son: La barca de torniquete: se usa básicamente para el teñido de tejidos de punto o jersey, felpas, alfombras y tejidos planos. La relación de baño, volumen de baño por kilo de material que se procesa, varía entre 1:30 a 1:15. Las relaciones de baño altas elevan el costo del teñido ya que para obtener la misma calidad de producto se requiere un mayor consumo de energía, colorante y productos auxiliares. El jigger: en esta máquina se trabaja solamente tejidos planos, como popelinas, driles, cretonas y felpas. Hay mayor velocidad de circulación de la materia textil en forma de cuerda. La relación del baño promedio es de 1:15, con el consiguiente ahorro de productos auxiliares, agua y energía. b) Con el material en reposo y el baño en movimiento Este proceso se utiliza para el teñido de hilados, ya sea en forma de madeja, conos, bobinas, tejidos de punto sintético y tejido plano. Se utilizan autoclaves verticales u horizontales. c) Con el material y el baño en movimiento Con este método se ha conseguido el aumento de la producción de teñido, mejorando notablemente la uniformidad y el aspecto final de las telas. Las máquinas jet y overflow trabajan a altas temperaturas donde el movimiento del material no depende de un torniquete, sino de la inyección del baño por medio de una bomba que lo toma de la parte inferior de la máquina, para hacerlo pasar por una tobera Venturi, lo que permite teñir a velocidades de circulación muy elevadas. La relación del baño promedio es de 1:10 y se emplea tanto para tejidos planos como de punto. Lo+B18s procesos continuos o de impregnación se usan principalmente para la tintura de tejido plano, aunque, para determinados colores, también se aplica a tejidos tubulares (de punto). La tela pasa en forma continua por un foulard que contiene una solución concentrada de colorantes y auxiliares. Luego se exprime y se fija el colorante ya sea por reposo en una cámara, o por medio de vapor en una vaporizadora o por calor seco a alta temperatura en una instalación thermosol. Los tipos de fijación varían de acuerdo al colorante utilizado. El tipo de colorante empleado en la tintura determina los auxiliares utilizados: sales de sodio, cloruros, sulfatos y carbonatos como agentes sinergistas. Si bien en la actualidad se tiene la tendencia de suprimirlos, en tratamientos posteriores se emplean sales de cobre y cromo para la fijación de algunos colorantes, lo que mejora la solidez. Los colorantes directos sustantivos

son sustancias neutras que tienen gran afinidad con el algodón y la celulosa en general. Debido a su alta solubilidad es necesario utilizar sales (cloruros o sulfatos) para obtener un agotamiento óptimo. El efluente procedente de estas tinturas no es muy contaminante, pero presenta un alto grado de coloración. Los colorantes tina son insolubles en agua, por ello se utilizan agentes reductores fuertes, tales como el hidrosulfito en medio alcalino que los transforman en la correspondiente forma leuco y en esa forma sube sobre la tela. Luego se efectúa la oxidación sobre la tela, al aire, con perboratos o con H2O2. Posteriormente se debe eliminar el exceso de álcali con lavados en caliente. Cada uno de estos pasos está seguido de un enjuague en caliente. Generalmente estos colorantes provocan efluentes con altos valores de contaminantes. Los colorantes al sulfuro, como su nombre lo indica, contienen compuestos sulfurados en su estructura y se aplican en la fibra en estado reducido disueltos en sulfuro de sodio para luego oxidarse produciendo la coloración esperada. Las aguas de desecho contienen el baño de tintura y los enjuagues son alcalinos, altamente coloreados y tóxicos y constituyen uno de los efluentes más contaminados. Ha surgido una línea de colorantes llamados "sulfuros ecológicos" que utilizan otro tipo de reductores y requieren una menor cantidad de sulfuro de sodio para su disolución. Existe una tendencia mundial a no usar los colorantes al sulfuro. Colorantes en base naftol: azoicos insolubles. El tejido se impregna primeramente con un agente de desarrollo como el naftol; se exprime y eventualmente se seca en forma suave y luego se trata con una base diazotada o su correspondiente sal soluble para que se produzca el desarrollo (o copulación) del color, generándose en la fibra. Luego de la copulación se enjuaga jabonando enérgicamente y a ebullición. Los contaminantes principales se originan en las tinturas diazota- das, el beta-naftol y los enjugues. Colorantes reactivos: son los únicos colorantes que se unen a la fibra químicamente. Para ello inicialmente se disuelve el colorante y luego se agota con grandes cantidades de sal para lograr el desplazamiento del colorante hacia la fibra en el menor tiempo posible, evitando la hidrólisis del mismo en el agua que compite con la subida del colorante a la fibra. Inmediatamente se fija en medio alcalino (carbonato, hidróxido o silicato de sodio) entre 50 y 80 oC. Los enjuagues comprenden lavados jabonosos a ebullición y un aclarado final con agua.
POLO
Fibra
Algodón nativo de color, producido en la costa norte del país
Cabo
Como el objetivo de la prenda es que sea fresco, se utilizara un cabo 1/*
Título
En lo que es fabricación de polo se requiere hilos de títulos delgados por ejemplo entre Ne 1/50 (los más delgados) hasta 1/20 los más gruesos, en nuestro caso utilizaremos
Titulo Ne 1/30 que es lo mismo Nm 1/50
Torsión

Se utilizara una torsión Ring Spun o anillos, el cual tuerce las puntas hacia el interior del hilado, evitando el pilling, da un acabado parejo y fuerte a la fibra final.
Se le dará una torsión tipo Z, por ser la que más se usa
Para hallar el valor de la torsión se usara la siguiente formula
|TPP: torsiones por pulgada, podría convertirse a torsiones por metro
El valor del titulo lo determinamos líneas arriba
Ne 1/30
La constante c la obtendremos de la siguiente tabla de coeficientes Ce para el algodón
Entonces
TPP=3×√30
TPP=16.43
Producción
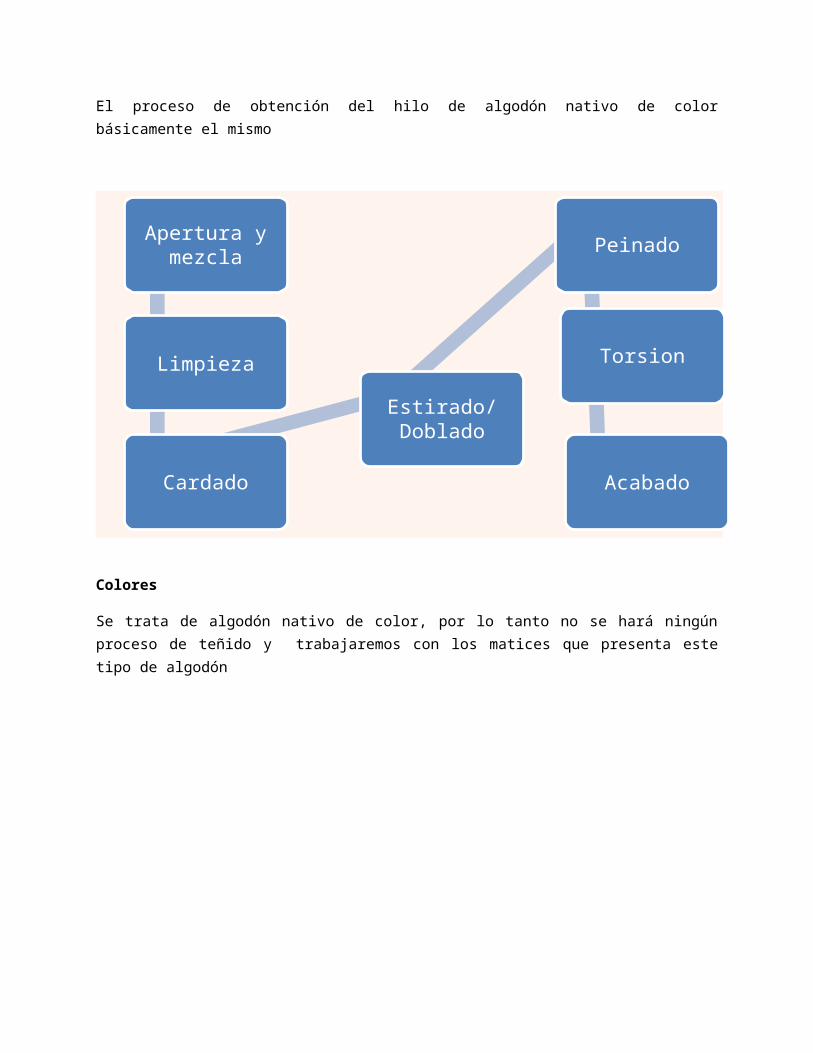
El proceso de obtención del hilo de algodón nativo de color básicamente el mismo
Colores
Se trata de algodón nativo de color, por lo tanto no se hará ningún proceso de teñido y trabajaremos con los matices que presenta este tipo de algodón
Apertura y mezcla
Limpieza
Cardado
Estirado/Doblado
Peinado
Torsion
Acabado

Tejido
Se hará un tejido de punto para dar comodidad y elasticidad al usuario, la opción a manejar es el jersey derecho, con un Rib 2*1 en la mangas

Diseño del Polo
Podría tener la siguiente variante
Plan de marketing
Características del algodón
CARACTERÍSTICAS FAVORABLES
+ Alto poder hidrófilo+ Confort en el uso (fresca)+ Absorbe la transpiración+ No tiene acumulación de electricidad estática+ Es bastante resistente a la rotura+ Es aceptablemente resistente a la abrasión+ Es bastante resistente a las polillas+ Se logran colores firmes y brillantes+ Puede lavarse con solventes orgánicos
CARACTERÍSTICAS DESFAVORABLES
- Tiene tendencia a arrugarse con relativa facilidad- Tarda bastante tiempo en secarse- Lo ataca con facilidad el moho en condiciones desfavorables- Planchado a más de 140º en seco, amarillea y disminuye resistencia- Puede presentar encogimiento luego de lavase una prenda- Se puede decolorar bajo la acción de oxidantes como el hipoclorito- Una acción de lejías fuertes y oxidantes en el lavado puede generar roturas- Arde con facilidad en presencia de calor y llama
Considerando las ventajas anteriormente mencionadas y el hecho de que los colores son naturales de por sí (valor agregado del producto), es que queremos potenciar el uso de fibras de algodón nativo
Conclusiones
Esta prenda te dará confort al usarla, no sentirás molestia alguna al usarla, cuando uno la use se va a olvidar que la tiene puesta. La manera en que está diseñada esta prenda( titulo, numero de cabos) hará que pueda ser usada en cualquier estación del año bajo cualquier clima pues te dará una sensación de frescura en verano y de calidez en invierno, la característica de torsión del hilo y tipo de tejido (tejido de punto) hará que el usuario se sienta cómodo y con la suficiente flexibilidad como para realizar sus actividades ( ir a la universidad y jugar un rato un deporte, echarse en el pasto para conversar un rato o para salir a bailar en el día del amigo)
3. PROCESO HILATURA SORONA
PROCESO DE OBTENCION
“Del maíz a los polímeros y fibras”Se obtiene del almidón que ocurre de forma natural en los granos de maíz. En los próximos cinco años, investigan el plan para encontrar maneras de utilizar el almidón de la planta entera.
1. La cosecha del maíz: el maíz es la primera planta que se utiliza en la fabricación de polímeros. 2. Obtención de azúcar a partir del maíz: una forma de azúcar llamada glucosa se extrae de los
granos, la parte más almidona del maíz. Los científicos están trabajando en la extracción de glucosa a partir de tallos y la paja, lo que reduciría el costo de producción de glucosa y reducir el costo de los productos como Sorona.
3. El fermentador: conver tir el azúcar en un monómero. La glucosa es alimentada por tuberías de tres pisos que contienen organismos genéticamente modificados, agua y algunas vitaminas y minerales.
4. Convirtiéndose de monómeros en polímeros: DOP, conocido como un monómero, es enviad o para una planta de polímeros en los que se mezcla o es polimerizado, con un monómero a base de ácido TPA (tereftalico). El polímero sale en filamentos largos cortados como pelotillas.
5. Fibras y tejidos se crean: las pelotillas son enviadas a una planta textil en el que se hacen girar en fibras. Las fibras se utilizan actualmente para indumentaria, alfombras, pero en el futuro partes para automóviles y aviones podrían ser hechas del polímero Sorona.
FABRICACIÓN DE FIBRAS
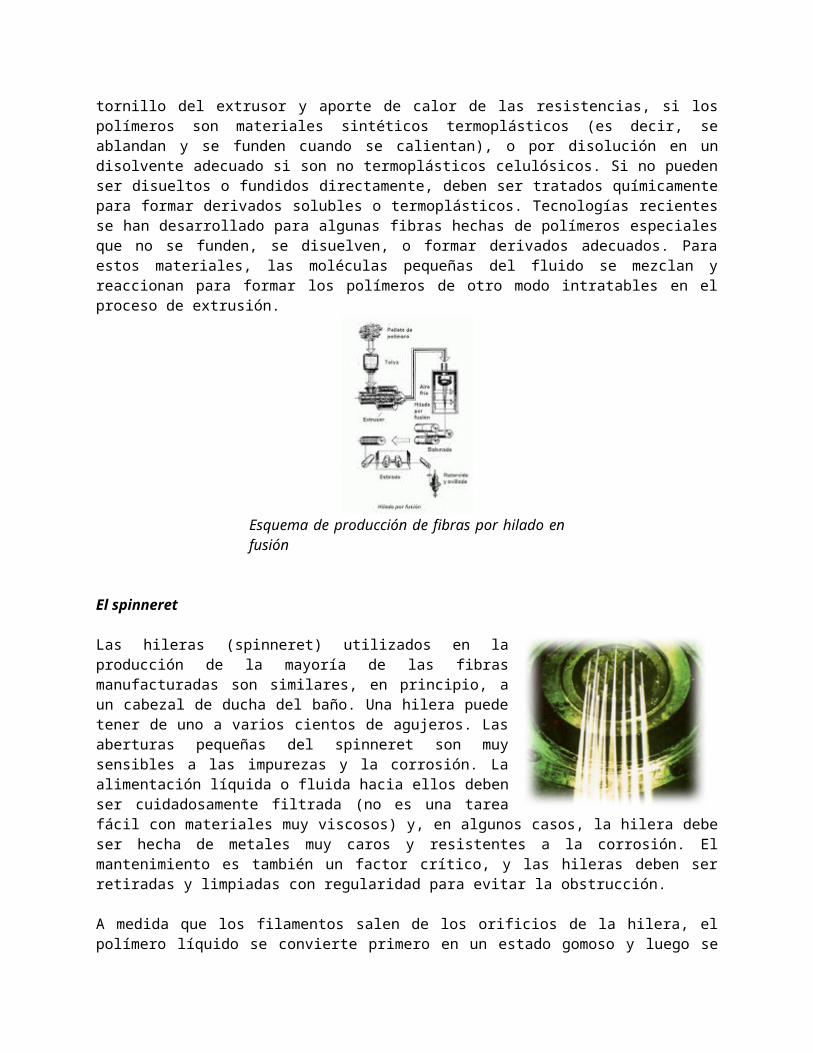
La mayoría fibras sintéticas y celulósicas manufacturadas son creados por extrusión, que en resumen es obligar a un fluido espeso y viscoso a través de los pequeños orificios de un dispositivo llamado spinneret (hilera o hilador) para formar filamentos continuos de polímero semisólido. En su estado inicial, los polímeros formadores de fibras son sólidos y por lo tanto deben ser primero convertidos en un estado fluido para la extrusión. Esto se consigue normalmente por el trabajo mecánico del tornillo del extrusor y aporte de calor de las resistencias, si los polímeros son materiales sintéticos termoplásticos (es decir, se ablandan y se funden cuando se calientan), o por disolución en un disolvente adecuado si son no termoplásticos celulósicos. Si no pueden ser disueltos o fundidos directamente, deben ser tratados químicamente para formar derivados solubles o termoplásticos. Tecnologías recientes se han desarrollado para algunas fibras hechas de polímeros especiales que no se funden, se disuelven, o formar derivados adecuados. Para estos materiales, las moléculas pequeñas del fluido se mezclan y reaccionan para formar los polímeros de otro modo intratables en el proceso de extrusión.

Esquema de producción de fibras por hilado en fusión
El spinneret
Las hileras (spinneret) utilizados en la producción de la mayoría de las fibras manufacturadas son similares, en principio, a un cabezal de ducha del baño. Una hilera puede tener de uno a varios cientos de agujeros. Las aberturas pequeñas del spinneret son muy sensibles a las impurezas y la corrosión. La alimentación líquida o fluida hacia ellos deben ser cuidadosamente filtrada (no es una tarea fácil con materiales muy viscosos) y, en algunos casos, la hilera debe ser hecha de metales muy caros y resistentes a la corrosión. El mantenimiento es también un factor crítico, y las hileras deben ser retiradas y limpiadas con regularidad para evitar la obstrucción.
A medida que los filamentos salen de los orificios de la hilera, el polímero líquido se convierte primero en un estado gomoso y luego se solidifica. Este proceso de extrusión y la solidificación de filamentos continuos se llama hilado (no debe confundirse con la operación de textil del mismo nombre, donde las fibras cortadas en hilos cortos son retorcidos en hilo). Hay cuatro métodos de hilar filamentos de fibras manufacturadas: Hilado en húmedo.
Hilado en seco. Hilado por fusión. Hilado en gel.
Hilado en húmedo
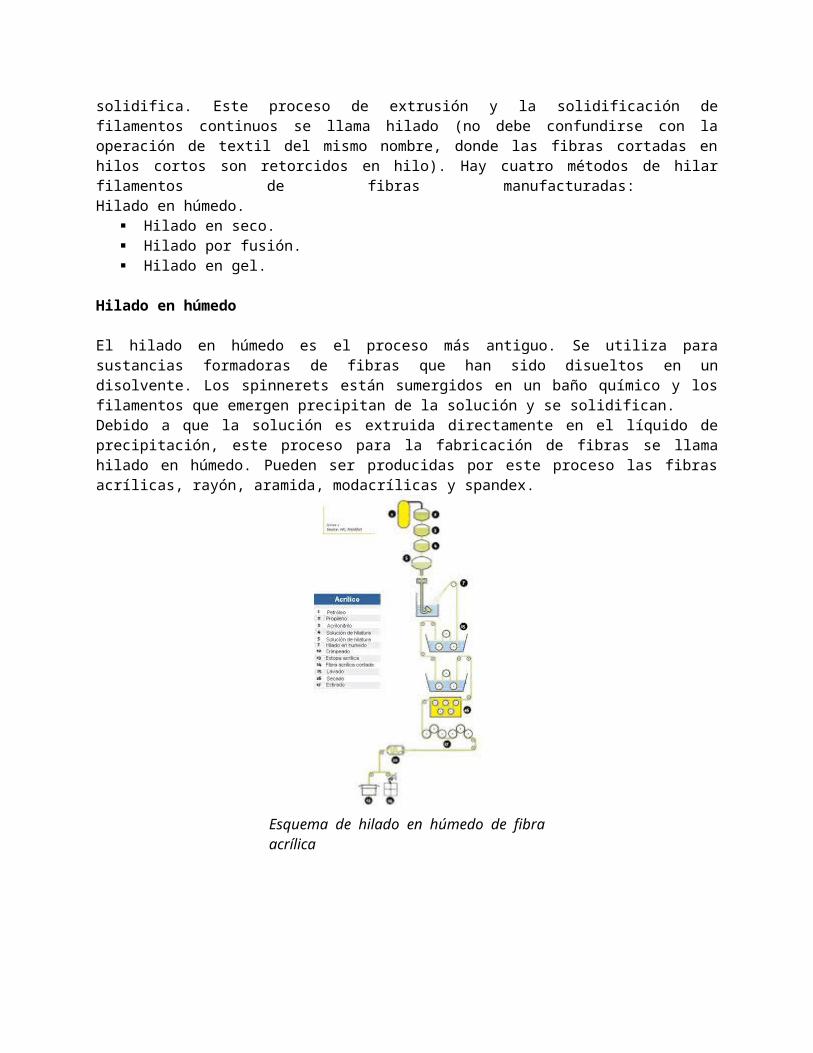
El hilado en húmedo es el proceso más antiguo. Se utiliza para sustancias formadoras de fibras que han sido disueltos en un disolvente. Los spinnerets están sumergidos en un baño químico y los filamentos que emergen precipitan de la solución y se solidifican. Debido a que la solución es extruida directamente en el líquido de precipitación, este proceso para la fabricación de fibras se llama hilado en húmedo. Pueden ser producidas por este proceso las fibras acrílicas, rayón, aramida, modacrílicas y spandex.
Esquema de hilado en húmedo de fibra acrílica
Hilado en húmedo
Hilado en seco
El hilado en seco se utiliza también para sustancias formadores de fibras en solución. Sin embargo, en lugar de precipitar el polímero en dilución por reacción química, la solidificación se consigue mediante la evaporación del disolvente en una corriente de aire o gas inerte.
Los filamentos no entran en contacto con un líquido de precipitación, lo que elimina la necesidad de secado y facilitar la recuperación de disolventes. Este proceso puede ser utilizado para la producción de fibras de acetato, triacetato, acrílico, modacrílicas, PBI (Polibenzimidazol), spandex y Vinyon (policloruro de vinilo).
Esquema de hilado en seca de fibra acrílica
Hilatura por fusión
En la hilatura por fusión, la sustancia de formación de fibras se funde por extrusión a través de la hilera y luego directamente solidifica por enfriamiento. Las fibras de nylon (poliamida), olefinas, poliéster, Saran (copolímero de cloruro de vinilideno y cloruro de vinilo) y sulfar (polisulfuro de fenileno) se producen mediante este proceso.
Las fibras hiladas por fusión pueden ser extruidas de la hilera en diferentes formas de sección transversal (redondo, trilobular, pentagonal, octogonal, y otros) para brindar diversas propiedades y texturas a la fibra. Por ejemplo, las fibras en forma trilobal reflejan más la luz y dan un brillo atractivo para los textiles. Las fibras de forma pentagonal y huecas, cuando se utilizan en alfombras, muestran menos la tierra y la suciedad. Las fibras en forma octogonal ofrecen efectos libres de brillo. Las fibras huecas atrapan el aire, creando aislamiento y proporcionar características elevadas, iguales o mejor que el plumón.

Esquema de hilado por fusión de fibra poliéster
Fibra poliéster
Hilatura en gel
La hilatura en gel es un proceso especial utilizado para obtener fibras especiales con alta resistencia u otras propiedades. El polímero no se encuentra verdaderamente en un estado líquido durante la extrusión. Las cadenas de polímero no están completamente separadas como lo estarían en una verdadera solución, sino que están unidas entre sí en diversos puntos en forma de cristal líquido. Esto produce fuertes fuerzas de atracción entre las cadenas poliméricas en los filamentos resultantes que pueden aumentar significativamente la resistencia a la tracción de las fibras. Además, los cristales líquidos se alinean a lo largo del eje de la fibra por las fuerzas de cizallamiento durante la extrusión. Los filamentos emergen con un grado inusualmente alto de orientación, mejorando aún más la fuerza. El proceso también puede ser descrito como hilatura seco-húmeda, ya que los filamentos primero pasan a través de aire y luego se enfrían adicionalmente en un baño líquido. Algunas fibras de polietileno y de aramida de alta resistencia son producidas por hilatura en gel.
Estiramiento y Orientación
Mientras que las fibras extruidas se solidifica, o en algunos casos incluso después de que se han endurecido, los filamentos se
pueden estirar para impartir resistencia. Al ser estiradas, las cadenas moleculares se juntan y orientan a lo largo del eje de la fibra, creando un hilo considerablemente más fuerte.
Por lo general el estirado de los filamentos se consigue pasándolos por rodillos que giran a diferentes velocidades. Primeramente los filamentos pasan por rodillos que los calientan hasta la temperatura de transición vítrea, para evitar la rotura de los mismos durante el estirado. Luego pasan por los rodillos de estirado y posteriormente por rodillos estabilizadores para evitar que se encojan nuevamente.
Medición de la fibra
Denier
El denier es la unidad de medida del Sistema Inglés de la densidad lineal de masa de fibras. Se define como la masa en gramos por cada 9.000 metros de fibra. Se distingue entre denier de filamento y denier total. Ambos se definen como lo dicho en el párrafo anterior, pero el primero (conocido como Denier Por Filamento o D.P.F.), se refiere únicamente a un filamento de la fibra, mientras que el otro se refiere a una aglomeración de filamentos.
La siguiente relación se aplica a los filamentos unitarios:
D.P.F. = Denier Total / Cantidad de Filamentos Uniformes
El sistema denier de medición se usa para fibras de uno y dos filamentos. Algunos cálculos comunes son los siguientes: 1 denier = 1 gramo por 9.000 metros 1 denier = 0,05 gramos por 450 metros (1/20 del anterior) - Una fibra generalmente se considera como microfibra si es de 1 denier o menos. - Una fibra poliéster de 1 denier tiene un diámetro de alrededor de 10 micrómetros. - El denier se usa como medida de densidad para medias, lo cual define su opacidad.
Tex
El Tex es otra unidad de medida utilizada para medir la densidad o la masa lineal de una fibra. Se define como la masa, expresada en gramos, por cada 1000 metros de fibra. El Tex se emplea habitualmente en Canadá y Europa, mientras que en Estados Unidos es más común el empleo del denier. La unidad más usada es en realidad el decitex (dtex) que es la masa en gramos por cada 10000 metros de fibra. Para medir objetos compuestos por múltiples fibras se utiliza a veces el término "filament tex", referido a la masa por cada 10000 metros de un único filamento.
El Tex se utiliza para medir el tamaño de las fibras en muchos productos, como por ejemplo, filtros de cigarrillos, cables ópticos, hilos y tejidos.
Se puede calcular el diámetro de un filamento a partir de su peso en dtex aplicando la siguiente fórmula:
ρ: es la densidad del material en g/cm3
El diámetro estará dado en centímetros.
POLERA
Fibra
Sorona + algodón
Sorona: fibra obtenida a partir de la del maíz, utilizando un proceso de purificación del almidón de dicha planta
Algodón: fibra de origen vegetal
Cabo
Como el objetivo de la prenda es cubrir del ambiente al usuario pero a la vez q sea ligera de usar pues es ropa deportiva, se utilizará un cabo 1/*
Título
En la polera se requiere hilos de títulos relativamente delgados, en nuestro caso utilizaremos
Titulo Ne 1/20 que es lo mismo Nm 1/34
Torsión
Se utilizara una torsion Ring Spun o anillos, el cual tuerce las puntas hacia el interior del hilado, evitando el pilling, da un acabado parejo y fuerte a la fibra final.
Se le dará una torsión tipo Z, por ser la que más se usa
Para hallar el valor de la torsión se usara la siguiente formula

|TPP: torsiones por pulgada, podría convertirse a torsiones por metro
El valor del título lo determinamos líneas arriba
Ne 1/34
La constante c la obtendremos de la siguiente tabla de coeficientes Ce para el algodón
Entonces
TPP=3×√34
TPP=17.49
Producción
El proceso de obtención del hilo de algodón nativo de color básicamente el mismo
Cosecha del Maiz
Obtencion del azucar a partir
del Maiz
Fermentador
Polimerizacion
Extrusion

Colores
EN esta parte usaremos diferentes tipos de colores de acuerdo al gusto del cliente, el teñido se hará en conos con los siguientes colores disponibles
Tejido
Se hara un tejido jersey para darle comodidad y elasticidad al usuario, pues el hecho de que sea roa de deporte hace imprescindible que tenga las caracteriticas mencionadas
Plan de marketing
Características del algodón
CARACTERÍSTICAS FAVORABLES
+ Alto poder hidrófilo+ Confort en el uso (fresca)+ Absorbe la transpiración+ No tiene acumulación de electricidad estática+ Es bastante resistente a la rotura+ Es aceptablemente resistente a la abrasión+ Es bastante resistente a las polillas+ Se logran colores firmes y brillantes+ Puede lavarse con solventes orgánicos
Características y Propiedades:
+ Protege la piel de los rayos UV (ultravioletas).+ Es más suave, aún mayor al nylon y al tereftalato de poliéster,+ Excelente rapidez de lavado,

+ Posee una resistencia natural a las manchas, al no tener sitios receptores de pigmentos para atraerlas permanentemente a las fibras.+ Gran sensación de confort y comodidad.+ Recuperación al estiramiento: hasta un 120% de tensión sin sufrir deformación.+ Mantiene colores vibrantes.+ Excelente resistencia al cloro.+ De fácil cuidado.+ Combina bien con otras fibras, ya sean naturales o sintéticas.+ Puede ser utilizado en las películas, filamentos, componentes de ingeniería, resinas y otras aplicaciones.+ Posee todas las ventajas de rendimiento más beneficios ambientales.
Si sumamos la ventajas del algodón y las ventajas de la sorona obtendríamos una fibra idónea para realizar deportes o para salir a la calle un día cualquiera
Diseño de la polera

Conclusiones
Esta prenda además de brindar confort al usarla, nos protegerá de los rayos UV que en Arequipa son bastante intensos. La manera en que está diseñada esta prenda( título, numero de cabos) hará que pueda ser usada bajo cualquier condición climática una noche de verano o un día de invierno, la característica de torsión del hilo y tipo de tejido (tejido de punto) hará que el usuario sienta comodidad

al hacer sus rutinas de ejercicios no dejando que los olores se peguen fácilmente a la prenda, lo que lo hace ideal para personas con poco tiempo que basan su vida en hacer sus labores diarias e ir a hacer deporte los fines de semana


















