Ingeniería de procesos de planta de producción de...
248
II Trabajo Fin de Grado Ingeniería Química Ingeniería de procesos de planta de producción de 150 t/día de nitrato amónico poroso prilado a partir de nitrato amónico técnico Autor: José María Cueli García Tutor: Aurelio Luis Azaña García Dep. Ingeniería de la Construcción y Proyectos de Ingeniería Escuela Técnica Superior de Ingeniería Universidad de Sevilla 2017
Transcript of Ingeniería de procesos de planta de producción de...

II
Trabajo Fin de Grado
Ingeniería Química
Ingeniería de procesos de planta de producción de
150 t/día de nitrato amónico poroso prilado a partir
de nitrato amónico técnico
Autor: José María Cueli García
Tutor: Aurelio Luis Azaña García
Dep. Ingeniería de la Construcción y Proyectos de Ingeniería
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
2017


Trabajo Fin de Grado
Ingeniería Química
Autor:
José María Cueli García
Tutor:
Aurelio Luis Azaña García
Profesor asociado
Dep. Ingeniería de la Construcción y Proyectos de Ingeniería
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2017
Sevilla, 2017

I

Trabajo Fin de Grado: Ingeniería de procesos de planta de producción de 150 t/día de nitrato
amónico poroso prilado a partir de nitrato amónico técnico
Autor: José María Cueli García
Tutor: Aurelio Luis Azaña García
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes
miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2013
El Secretario del Tribunal


I
AGRADECIMIENTOS
En primer lugar me gustaría agradecer a toda mi familia, pero en especial a mis padres, por todo lo
que han hecho, por su sacrificio, por ayudarme a alcanzar mi sueño profesional, ser ingeniero. Ellos
me han ayudado en los peores momentos, pero también se alegraban por mí cada vez que aprobaba
una asignatura o me quitaba un curso completo.
También agradecerle a mi hermana por no parar de decir que si no apruebo es porque no quiero,
porque eso denota confianza en mí, a mis tíos por preocuparse, a mis primos por alegrarme, a mi
novia, con sus incesantes “nene ponte a estudiar ya” y a mis amigos por el ánimo y el apoyo que me
han demostrado a los largo de estos años.
Y por último pero no por ello menos importante, quiero agradecer a todas las personas que de algún
modo han estado a los largo de estos años ayudando a mi desarrollo personal y profesional, como
son los profesores y compañeros de clase, incluso algunos de ellos han llegado a ser grandes amigos
míos.


II
RESUMEN
El nitrato amónico tiene diversas aplicaciones, entre ellas la fabricación de fertilizantes y explosivos.
En este trabajo se llevara a cabo el diseño de una planta de 150 t/día de nitrato amónico poroso
prilado para ser utilizado en la fabricación de explosivos.
Existe una gran diferencia entre diseñar una serie de equipos de manera aislada, al diseño de una
planta. Diseñar una planta conlleva diseñar cada uno de esos equipos dentro de un sistema, en el
cual, cada uno de esos equipos debe funcionar y aparte, debe hacer que el resto funcione, de manera
que el conjunto de todos ellos nos lleven a la producción del producto deseado.
De este modo y basándose en la idea de que la planta debe funcionar y permitir obtener el producto,
se procederá a definir la planta en su conjunto y a diseñar cada equipo necesario de la instalación.
Para ello se expondrán las distintas opciones que hay disponible para llevar a cabo este proyecto, y se
seleccionara de todas las opciones posibles, la más conveniente desde el punto de vista técnico y
económico.


III
ABSTRACT
Ammonium nitrate have diverse applications, between them fertilizer and explosives manufacture. In
this work it will be carried out the design of a 165,35 tons/day porous and prilled ammonium nitrate
plant for be used in the explosive manufacture.
There is a large different between designs a series of equipments in isolation, to the design of a plant.
Design a plant it entails design each one of that equipments within a system, in which, each one of
that equipments must work and also, they must do that the rest work too, so that the set of all of them
let us the production of the desire product.
In this way and based on the idea of the plant must work and let obtain the product, it will proceed to
define the plant as a whole and to design every of the equipment needed of the installation. For that it
explain the different options that there are available for carry out this project, and it select of all
possible options, the most convenient from the point of view technical and economic.


IV
ÍNDICE
Agradecimientos…………………………………....………………………………………………I
Resumen……………………………………………..……………………………………………..II
Abstract………………………………………………...…………………………………………III
Índice……………………………………………………...………………………………………IV
Índice de tablas…………………………………………….....……………………………………V
Índice de figuras……………………………………………......…………………………………VI
Notación………………………………………………………….………………………………VII
1. Introducción……………………………………………………………………………………1
1.1. Nitrato amónico…………………………………………………………………………1
1.2. Propiedades nitrato amónico……………………………………………………………3
1.3. Diagrama de una planta genérica de producción de nitrato amónico……………………4
2. Memoria descriptiva…………………………………………………………………………...5
2.1. Objeto del proyecto……………………………………………………………………5
2.2. Ubicación………………………………………………………………………………5
2.3. Destino de la construcción……………………………………………………...………5
2.4. Alcance del proyecto……………………………………………………………………5
2.5. Obtención del nitrato amónico…………………………………………………………6
2.5.1. General…………………………………………………………………….6
2.5.2. Etapas principales en la obtención del nitrato amónico……………………6
2.5.1.1. General…………………………………………………………….6
2.5.1.2. Materias primas……………………………………………………6
2.5.1.3. Reacción de neutralización…………………………………………7
2.5.1.4. Concentración de la solución………………………………………8
2.5.1.5. Solidificación………………………………………...……………10
2.5.1.6. Secado……………………………………………………..………14
2.5.1.7. Enfriamiento…………………………………………………….....15
2.5.1.8. Almacenamiento…………………………………………...………16
2.5.3. Procesos industriales………………………………………………….……16
2.5.3.1. General…………………………………………………..………...16
2.5.3.2. Proceso a alta presión…………………………………………..….16
2.5.3.3. Proceso a ligera sobrepresión……………………………...……….17
2.5.3.4. Proceso a presión atmosférica……………………………...………17
IV
2.5.4. Concentración de soluciones……………………………………….………18
2.5.4.1. General………………………………………………………….....18
2.5.4.2. Problemas de selección………………………………………...…..19
2.5.4.3. Tipos de evaporadores……………………………….......................20
2.5.4.4. Diseño térmico de evaporadores…………………………...………25
2.5.5. Agitación de líquidos………………………………………………………26
2.5.5.1. General………………………………………………………….....26
2.5.5.2. Finalidad de la agitación………………………………………..….26
2.5.5.3. Equipos de agitación……………………………………...………..26
2.5.5.4. Rodetes…………………………………………………...………..27
2.5.5.4.1. Rodetes de hélice…………………………….………...28
2.5.5.4.2. Rodetes de palas……………………………….………28
2.5.5.4.3. Rodetes de turbina……………………………………..29
2.5.5.5. Modelos de flujo en tanques agitados…………………………..….30
2.5.5.5.1. Prevención del flujo circulatorio………………………30
2.5.5.6. Importancia de la turbulencia…………………………………...….31
2.5.5.7. Consumo de potencia. Correlación de potencia…………………....31
2.5.6. Producción de sólidos granulares…………………………………………..32
2.5.6.1. General...…………………………………………………..………32
2.5.6.2. Aspersión por goteo……………………………………………......33
2.6. Descripción del proceso….…………………………………...…………….…………33
2.6.1. Sistema de nitrato amónico………………………………………………...33
2.6.1.1. Alimentación de nitrato amónico a los evaporadores……………....33
2.6.1.2. Solución de nitrato amónico en los evaporadores………………….33
2.6.1.3. Solución de nitrato amónico en el separador…………………….....34
2.6.1.4. Solución de nitrato amónico en el homogeneizador...........................34
2.6.1.5. Solución de nitrato amónico en el depósito pulmón………………..35
2.6.1.6. Torre de prill……………………………………………………….35
2.6.1.6.1. Rociadores estáticos…………………………………...35
2.6.1.6.2. Solidificación de la solución…………………………...36
2.6.1.7. Tuberías……………………………………………………………36
2.6.1.8. Aislamiento………………………………………………………..36
2.6.2. Sistema de vapor y condensado……………………………………………36
2.7. Sistema de construcción…………………………………………………......................37
2.8. Sistema de adjudicación……………………………………………………….….....37
2.9. Plazo y calendario de ejecución…………………………………………….……….…37
2.10. Importe del proyecto…………………………………………………………………39

IV
3. Memoria justificativa…………………………………………………………………………40
3.1 Evaporador………………………………………………………………………...…...40
3.1.1 General…………………………………………………………………….40
3.1.1.1 Elección de evaporador……………………………………………40
3.1.1.2 Capacidad de evaporación…………………………………………40
3.1.1.3 Elevación del punto de ebullición………………………………….41
3.1.1.4 Coeficientes de transmisión de calor………………………………41
3.1.2 Balance de materia y energía………………………………………………41
3.1.2.1 General…………………………………………………………….41
3.1.2.2 Hipótesis de cálculo………………………………………………..42
3.1.2.3 Balance de materia………………………………………………...42
3.1.2.4 Balance de energía………………………………………………...43
3.1.3 Diseño del evaporador……………………………………………………..45
3.1.3.1 General……………………………………………………………45
3.1.3.2 Transferencia de calor por convección forzada…………………….46
3.1.3.3 Cálculo de longitud de tubos………………………………………48
3.1.3.4 Cálculo de la velocidad por tubos………………………………….51
3.1.4 Cálculo mecánico………………………………………………………….52
3.1.4.1 Presión y temperatura de diseño…………………………………...52
3.1.4.2 Espesor de carcasa…………………………………………………52
3.1.4.3 Espesor de tubos…………………………………………………...53
3.1.4.4 Placas tubulares……………………………………………………55
3.1.4.5 Placa distanciadora y soporte de tubos…………………………..…55
3.1.4.6 Tirantes y tubo distanciador………………………………………..56
3.1.4.7 Toberas en el evaporador…………………………………………..56
3.1.4.7.1 De entrada de líquido………………………………….56
3.1.4.7.2 De salida de concentrado a separador………………….57
3.1.4.7.3 De entrada de vapor en carcasa…...……..……………..59
3.1.4.7.4 De salida de condensado………………………………60
3.2 Separador………………………………………………………………………………61
3.2.1 General……………………...……………………………………………..61
3.2.1.1 Elección de separador……………………………………………...61
3.2.2 Balance de materia………………………………………………................61
3.2.2.1 General…………………………………………………………….61
3.2.2.2 Hipótesis de cálculo………………………………………………..61
3.2.2.3 Balance de materia………………………………………………...61
IV
3.2.3 Calculo del separador........................................................................................63
3.2.3.1 General..................................................................................................63
3.2.3.2 Método de cálculo................................................................................63
3.2.4 Calculo mecánico..............................................................................................66
3.2.4.1 Presión y temperatura de diseño..........................................................66
3.2.4.2 Espesor de casco cilíndrico..................................................................66
3.2.4.3 Espesor de fondos.................................................................................67
3.3 Homogeneizador..................................................................................................................67
3.3.1 General...............................................................................................................67
3.3.2 Diferencia de nivel entre el separador y el homogeneizador..........................67
3.3.3 Dimensionado del homogeneizador.................................................................68
3.3.3.1 Diseño estándar de turbina...................................................................68
3.3.3.2 Dimensionado del agitador..................................................................69
3.3.3.2.1 Volumen de líquido...........................................................69
3.3.3.2.2 Tiempo de residencia........................................................69
3.3.3.3 Correlaciones de potencia para tanques con deflectores....................70
3.3.3.3.1 Cálculo consumo de potencia...........................................70
3.3.4 Cálculo del encamisado....................................................................................71
3.3.4.1 Calculo de pérdidas de calor en tuberías.............................................71
3.3.4.1.1 General...............................................................................71
3.3.4.1.2 Condiciones de servicio....................................................71
3.3.4.1.3 Bases de partida.................................................................72
3.3.4.1.4 Cálculo del coeficiente global de transferencia...............72
3.3.4.1.5 Perdidas de calor...............................................................73
3.3.4.2 Transferencia de calor..........................................................................74
3.3.5 Cálculo mecánico..............................................................................................76
3.3.5.1 Calculo de tuberías...............................................................................76
3.3.5.1.1 Entrada de nitrato amónico...............................................76
3.3.5.1.2 Salida de nitrato amónico.................................................76
3.3.5.1.3 Entrada de vapor...............................................................77
3.3.5.1.4 Salida de condensado........................................................77
3.3.5.2 Separación entre tanque cilíndrico y camisa.......................................78
3.3.5.3 Espesor de tanque y camisa.................................................................79
3.3.5.3.1 Espesor de tanque..............................................................79
3.3.5.3.2 Espesor de camisa.............................................................81

IV
3.4 Torre de prills........................................................................................................................81
3.4.1 General...............................................................................................................81
3.4.1.1 Cristalización del nitrato amónico.......................................................81
3.4.1.2 Datos funcionales.................................................................................85
3.4.2 Balance de materia y energía de la solución de nitrato amónico....................85
3.4.2.1 General..................................................................................................85
3.4.2.2 Hipótesis de cálculo..............................................................................85
3.4.2.3 Balance en el intervalo 150ºC→120ºC...............................................86
3.4.2.3.1 General...............................................................................86
3.4.2.3.2 Balance de materia............................................................86
3.4.2.3.3 Balance de energía............................................................86
3.4.2.4 Balance en el intervalo 120ºC→90ºC.................................................86
3.4.2.4.1 General...............................................................................86
3.4.2.4.2 Balance de materia............................................................87
3.4.2.4.3 Balance de energía............................................................87
3.4.2.5 Calor total desprendido por el nitrato amónico...................................88
3.4.3 Aire de enfriamiento de la torre........................................................................89
3.4.3.1 Condiciones del aire.............................................................................89
3.4.3.1.1 Temperatura de entrada y humedad del aire....................89
3.4.3.1.2 Temperatura de salida del aire..........................................89
3.4.3.1.3 Calor especifico del aire húmedo.....................................89
3.4.3.1.4 Densidad del aire húmedo................................................89
3.4.3.2 Caudal de aire.......................................................................................89
3.4.3.3 Velocidad del aire en la torre...............................................................90
3.4.4 Diámetro de la torre...........................................................................................90
3.4.5 Trayectoria de los prills.....................................................................................90
3.4.5.1 General..................................................................................................90
3.4.5.2 Ecuaciones de partida...........................................................................90
3.4.5.3 Ecuaciones del movimiento.................................................................91
3.4.5.4 Datos de entrada...................................................................................92
3.4.6 Tiempo de cristalización...................................................................................93
3.4.6.1 General..................................................................................................93
3.4.6.2 Tiempo de cristalización en el intervalo 150ºC→120ºC....................93
3.4.6.2.1 General...............................................................................93
3.4.6.2.2 Ecuaciones diferenciales de transferencia de calor..........93
3.4.6.2.3 Determinación de θ y del coeficiente de transferencia....94
3.4.6.2.4 Temperatura del aire.........................................................97
IV
3.4.6.3 Tiempo de cristalización en el intervalo 120ºC→90ºC......................97
3.4.6.3.1 General...............................................................................97
3.4.6.3.2 Ecuaciones diferenciales de transferencia de calor..........97
3.4.6.3.3 Determinación de θ y del coeficiente de transferencia....97
3.4.7 Cuadro resumen y altura de la torre..................................................................98
3.4.7.1 Cuadro resumen....................................................................................98
3.4.7.2 Altura de la torre...................................................................................99
3.4.8 Rociadores.........................................................................................................99
3.4.8.1 General..................................................................................................99
3.4.8.2 Formación de partículas.......................................................................99
3.4.8.3 Número de orificios..............................................................................99
3.4.8.4 Número de rociadores........................................................................100
3.4.8.5 Diámetro de rociadores......................................................................100
3.4.8.6 Distribución de rociadores en cabeza de torre..................................100
3.4.9 Cálculo hidráulico...........................................................................................100
3.4.9.1 Ventanas de entrada del aire..............................................................100
3.4.9.2 Pérdidas de presión a la entrada de la torre.......................................102
3.4.9.3 Pérdidas de presión en la torre...........................................................102
3.4.9.4 Pérdidas de presión en la parte superior de la torre..........................103
3.4.9.5 Pérdida total de presión por fricción..................................................103
3.4.9.6 Presión estática...................................................................................103
3.5 Ventiladores axiales...........................................................................................................104
3.5.1 Numero de ventiladores..................................................................................104
3.5.2 Variables del proceso......................................................................................104
3.5.2.1 Temperatura del aire...........................................................................104
3.5.2.2 Caudal de aire.....................................................................................104
3.5.2.3 Altura estática del ventilador.............................................................104
3.5.2.4 Rendimiento y ángulo de pala...........................................................104
3.5.3 Potencia del ventilador....................................................................................105
3.5.3.1 Potencia hidráulica.............................................................................105
3.5.3.2 Potencia en el eje................................................................................105
3.5.4 Potencia en el motor........................................................................................105
3.5.5 Disposición de los ventiladores......................................................................105

IV
3.6 Tanque a nivel constante....................................................................................................106
3.6.1 General.............................................................................................................106
3.6.2 Datos funcionales............................................................................................106
3.6.3 Presión y temperatura de diseño.....................................................................107
3.6.4 Código de diseño.............................................................................................107
3.6.5 Dimensiones y capacidad...............................................................................107
3.6.5.1 General................................................................................................107
3.6.5.2 Dimensiones.......................................................................................107
3.6.5.3 Cálculo mecánico...............................................................................108
3.6.5.3.1 Espesor del tanque..........................................................108
3.7 Grupo de bombeo...............................................................................................................109
3.7.1 Descripción......................................................................................................109
3.7.2 Diagrama de la instalación..............................................................................109
3.7.3 Perdida de carga en las conducciones............................................................110
3.7.3.1 Altura total de aspiración...................................................................110
3.7.3.1.1 Pérdidas por rozamiento.................................................110
3.7.3.2 Altura total de impulsión....................................................................112
3.7.3.2.1 Tubería de impulsión......................................................112
3.7.3.2.2 Perdidas por rozamiento.................................................112
3.7.4 NPSH disponible.............................................................................................113
3.7.5 Presión de descarga de las bombas.................................................................114
3.7.6 Cálculo de la potencia de la bomba................................................................115
3.7.6.1 Altura de presión................................................................................115
3.7.6.2 Potencia de la bomba al eje................................................................115
3.7.6.3 Potencia consumida por el motor......................................................116
3.8 Tolva...................................................................................................................................116
3.8.1 General.............................................................................................................116
3.8.2 Características del material.............................................................................116
3.8.2.1 Densidad aparente..............................................................................116
3.8.2.2 Granulometría.....................................................................................116
3.8.2.3 Angulo de reposo...............................................................................117
3.8.3 Consideraciones preliminares.........................................................................117
3.8.3.1 Material de construcción....................................................................117
3.8.3.2 Angulo de la tolva..............................................................................117
3.8.3.3 Porcentaje de volumen inútil.............................................................117

IV
3.8.4 Dimensionamiento..........................................................................................117
3.8.4.1 Diámetro superior...............................................................................118
3.8.4.2 Diámetro inferior................................................................................118
3.8.4.3 Volumen útil.......................................................................................118
3.8.4.4 Capacidad de almacenamiento..........................................................118
3.8.5 Cálculo mecánico............................................................................................118
3.8.5.1 Distribución de presiones...................................................................118
3.8.5.1.1 Presión vertical................................................................118
3.8.5.1.2 Presión horizontal...........................................................119
3.8.5.1.3 Presión total.....................................................................119
3.8.5.2 Espesor de chapa................................................................................120
3.9 Tornillo sin fin....................................................................................................................120
3.9.1 General.............................................................................................................120
3.9.2 Componentes del sistema...............................................................................120
3.9.2.1 Tipo de hélice.....................................................................................120
3.9.2.2 Carcasa................................................................................................120
3.9.2.3 Grupo motriz......................................................................................120
3.9.3 Características del material.............................................................................121
3.9.3.1 Granulometría.....................................................................................121
3.9.3.2 Clase material.....................................................................................121
3.9.4 Capacidad de transporte..................................................................................121
3.9.4.1 Flujo material......................................................................................121
3.9.4.2 Velocidad de giro del tornillo............................................................121
3.9.4.3 Paso y diámetro del tornillo...............................................................121
3.9.4.4 Velocidad de transporte.....................................................................122
3.9.5 Potencia de accionamiento.............................................................................122
3.9.5.1 Potencia necesaria para transportar el material.................................122
3.9.5.2 Potencia de accionamiento en vacio..................................................122
3.9.5.3 Potencia total......................................................................................122
3.9.5.4 Potencia del motor..............................................................................122
3.9.5.5 Potencia instalada...............................................................................122
3.10. Elevador de cangilones....................................................................................................123
3.10.1 General.............................................................................................................123
3.10.2 Elección del tipo de elevador..........................................................................123
3.10.3 Datos relativos al elevador..............................................................................124

IV
3.10.4 Cálculo de la potencia.....................................................................................124
3.10.4.1 Potencia para elevar el material........................................................124
3.10.4.2 Potencia para vencer el esfuerzo de carga........................................125
3.10.4.3 Potencia total.....................................................................................125
3.10.4.4 Potencia de accionamiento necesaria del motor..............................125
3.10.5 Cálculo de la tensión máxima........................................................................125
3.10.6 Diámetro del tambor......................................................................................125
3.10.7 Cantidad de cangilones por metro.................................................................125
3.11. Silo....................................................................................................................................125
3.11.1 General.............................................................................................................125
3.11.2 Consideraciones preliminares.........................................................................126
3.11.2.1. Material de construcción..................................................................126
3.11.2.2. Ángulo de la tolva............................................................................126
3.11.3 Volumen necesario..........................................................................................126
3.11.4 Volumen del silo.............................................................................................126
3.11.5 Distribución de presiones................................................................................127
3.11.5.1. Presión vertical.................................................................................127
3.11.5.2. Presión horizontal.............................................................................128
3.11.5.3. Presión total......................................................................................128
3.11.6 Espesor de chapa.............................................................................................128
3.12 Tuberías y válvulas de control.......................................................................................129
3.12.1 Dimensiones de las tuberías............................................................................129
3.12.1.1. Tuberías de licor de nitrato amónico...............................................129
3.12.1.1.1 Alimentación al evaporador............................................129
3.12.1.1.2 Salida de licor concentrado y vapor hacia separador....129
3.12.1.1.3 Salida de separador a homogeneizador..........................129
3.12.1.1.4 Aspiración e impulsión a deposito pulmón....................130
3.12.1.1.5 Salida del depósito pulmón.............................................130
3.12.1.1.6 Rociadores.......................................................................130
3.12.1.2. Tuberías de vapor calefactor y condensados...................................130
3.12.1.2.1. Entrada de vapor a evaporador.......................................130
3.12.1.2.2. Salida de condensados de evaporador............................131
3.12.1.2.3. Entrada de vapor a camisa..............................................131
3.12.1.2.4. Salida de condensado de camisa....................................131
3.12.2. Aislamiento de las tuberías...........................................................................131
3.12.2.1. General..............................................................................................131

IV
3.12.2.2. Cálculo de espesor en materiales aislantes......................................132
3.12.2.2.1. En tubería de aspiración..................................................132
3.12.2.2.2. En tubería de impulsión..................................................132
3.12.3. Cálculo de válvulas de control......................................................................133
3.12.3.1. Consideraciones generales de diseño..............................................133
3.12.3.2. Cálculos de válvulas.........................................................................134
3.12.3.2.1. Control de vapor a carcasa de evaporador.....................134
3.12.3.2.2. Control de vapor a encamisado......................................134
3.12.3.2.3. Control de nivel en pulmón............................................135
4. Diagramas, localización y planos......................................................................................VIII
4.1 Localización
4.2 Diagrama de bloques del proceso (PBD)
4.3 Diagrama de flujo del proceso (PFD)
4.4 Diagrama de tuberías e instrumentación (P&ID)
4.5 Situación, emplazamiento y layout de la zona de procesos
5. Anexos......................................................................................................................................IX
5.1 Tablas
5.2 Hojas de datos
5.3 Normativa aplicable
5.3.1 Legislación medioambiental
5.3.2 Legislación urbanística
6. Mediciones y presupuestos.....................................................................................................X
7. Referencias..............................................................................................................................XI

IV

V
ÍNDICE DE TABLAS
Tabla 1.2: Factor de capacidad.
Tabla 1.1: Distancias mínimas base.
Tabla 1.3: Propiedades del nitrato amónico.
Tabla 3.1: Comparación de longitud de tubos supuesta y calculada.
Tabla 3.2: Volumen específico del vapor.
Tabla 3.3: Valores de las constantes
Tabla 3.4: Estructuras cristalinas del nitrato amónico.
Tabla 3.5: Transición cristalina del nitrato amónico.
Tabla 3.6: Solubilidad del nitrato amónico en agua.
Tabla 3.7: Tiempo de cristalización I.
Tabla 3.8: Tiempo de cristalización II.
Tabla 3.9: Cuadro resumen.
Tabla 3.10: Longitudes equivalentes I.
Tabla 3.11: Longitudes equivalentes II.
Tabla 3.12: Valor del coeficiente de reserva.
Tabla 3.13: Presiones verticales en la tolva.
Tabla 3.14: Presiones horizontales en la tolva.
Tabla 3.15: Presiones totales en la tolva.
Tabla 3.16: Presiones verticales en el silo.
Tabla 3.17: Presiones horizontales en el silo.
Tabla 3.18: Presiones totales en el silo.

IV

VI
ÍNDICE DE FIGURAS
Figura 1.1: Planta de producción de nitrato amónico.
Figura 2.1: Evaporador de película descendente.
Figura 2.2: Evaporador a vacio.
Figura 2.3: Evaporador multiefecto.
Figura 2.4: Cristalizador de enfriamiento superficial.
Figura 2.5: Torre de perdigonado.
Figura 2.6: Granulador.
Figura 2.7: Secador de sólidos.
Figura 2.8: Enfriador industrial.
Figura 2.9: Evaporador de circulación forzada.
Figura 2.10: Evaporador vertical de tubo corto.
Figura 2.11: Evaporador de tubos horizontales.
Figura 2.12: Evaporador vertical de tubos largos.
Figura 2.13: Esquema de un agitador estándar
Figura 2.14: Agitadores de hélice.
Figura 2.15: Agitadores de palas.
Figura 2.16: Agitadores de turbinas.
Figura 3.1: Balance de materia en el evaporador.
Figura 3.2: Error entre la longitud supuesta y la longitud calculada.
Figura 3.3: Figura UGO-28.0.
Figura 3.4: Figura UHA-28.2.
Figura 3.5: Balance de materia en el separador.
Figura 3.6: Dimensionado del separador.
Figura 3.7: Dimensiones del tanque agitado.
Figura 3.8: Curvas de Número de potencia (Np) frente al Reynolds (N’Re).
Figura 3.9: Coeficiente de arrastre.
Figura 3.10: Dimensiones ventanas de entrada de aire.
Figura 3.11: Disposición de los ventiladores.
Figura 3.12: Diagrama del grupo de bombeo.
Figura 3.13: Dimensiones de la tolva.
Figura 3.14: Velocidad de giro del tornillo.
Figura 3.15: Elección del tipo de elevador.
Figura 3.16: Datos relativos del elevador.

IV
Figura 3.17: Forma del silo.

IV

Memoria y anexos
VII
NOTACIÓN
- Tª: Temperatura
- LSE: Limite superior de explosividad
- LIE: Limite inferior de explosividad
- DL50: dosis letal media
- ΔHflíquido: entalpia de formación en estado liquido
- ΔHfsólido: entalpia de formación en estado solido
- Da: diámetro del rodete
- u: velocidad del extremo del rodete
- π: Número pi
- w: velocidad angular del rodete
- NP: Número de potencia
- NFR: Número de Froude
- Q: flujo de calor
- A: Área de intercambio de calor
- U: Coeficiente global de transferencia de calor
- DTLM: diferencia de temperatura logarítmica media
- q: densidad de flujo de calor.
- λs: Calor latente.
- Mvv: Vapor calefactor en el evaporador.
- Me: Entrada de la solución de nitrato amónico al evaporador.
- Ms: Salida de la solución de nitrato amónico del evaporador.
- Tf: Temperatura de entrada de nitrato amónico al evaporador.
- Tvv: Temperatura del vapor.
- Mc: Solución concentrada.
- Ma: Vapor de agua generado en el evaporador.
- Hv: Entalpia especifica del vapor.
- Hf: Entalpia especifica de la solución diluida.
- Hc: Entalpia especifica de la solución concentrada.
- Teb: Temperatura de ebullición de una solución.
- Tsat: Temperatura de saturación del agua a una determinada presión.
- x: Coeficiente de concentración.
- ΔTeb: elevación de la temperatura de ebullición respecto al agua.
- Cpa: Calor especifico del agua

IV
- Tref: Temperatura referencia.
- Re: Reynolds.
- Di: Diámetro interior del tubo.
- Nt: Número de tubos.
- C: Capacidad calorífica del fluido.
- hi: Coeficiente de película interior.
- k: Conductividad térmica.
- ρ: Densidad del fluido.
- L: longitud de los tubos.
- Lp: Perímetro mojado.
- μ: Viscosidad del fluido.
- μvv: Viscosidad del fluido a la temperatura de la pared.
- ho: Coeficiente de película exterior.
- g: Gravedad.
- ρl: Densidad del líquido.
- ρv: Densidad del vapor.
- kl: Conductividad del líquido.
- μl: Viscosidad del líquido.
- M: masa de vapor condensado por unidad de perímetro mojado.
- De: diámetro exterior de los tubos.
- Fse: Coeficiente de ensuciamiento externo.
- Fsi: Coeficiente de ensuciamiento interno.
- Ka: Conductividad térmica de los tubos.
- hoi: Coeficiente de película exterior en función del área interna.
- δ: Espesor de película
- A’: Área de paso de la película.
- g: gravedad
- Vm: velocidad media de película.
- Vmax: Velocidad máxima de película.
- ec: Espesor de la carcasa.
- Dc: Diámetro de carcasa.
- Pdc: Presión de diseño de la carcasa.
- E: Eficiencia de la junta.
- S: Valor del esfuerzo del material.
- c: Sobreespesor.
- et: Espesor de tubos.

IV
- Lm: Longitud entre montajes de refuerzo.
- Dplaca_soporte: Diámetro de la placa distanciadora.
- Φntd: Diámetro nominal del tubo distanciador.
- Φexttd=Diámetro exterior del tubo distanciador.
- etd=Espesor de pared del tubo distanciador.
- we: Caudal volumétrico de la tobera de entrada de líquido.
- Ate: Área de paso de la tobera de entrada.
- Dte: Diámetro interior de la tobera de entrada.
- Φnte: Diámetro nominal de la tobera de entrada.
- Φextte=Diámetro exterior de la tobera de entrada.
- ete=Espesor de la tobera de entrada.
- wtc: Caudal volumétrico de la tobera de salida de concentrado.
- Atc: Área de paso de la tobera de salida de concentrado.
- Dtc: Diámetro interior de la tobera de salida de concentrado.
- Φntc: Diámetro nominal de la tobera de salida de concentrado.
- Φexttc=Diámetro exterior de la tobera de salida de concentrado.
- etc=Espesor de la tobera de salida de concentrado.
- wtv: Caudal volumétrico de la tobera de entrada de vapor.
- Atv: Área de paso de la tobera de entrada de vapor.
- Dtv: Diámetro interior de la tobera de entrada de vapor.
- Φntv: Diámetro nominal de la tobera de entrada de vapor.
- Φexttv=Diámetro exterior de la tobera de entrada de vapor.
- ete=Espesor de la tobera de entrada de vapor.
- wts: Caudal volumétrico de la tobera de salida de condensado.
- Ats: Área de paso de la tobera de salida de condensado.
- Dts: Diámetro interior de la tobera de salida de condensado.
- Φnts: Diámetro nominal de la tobera de salida de condensado.
- Φextts=Diámetro exterior de la tobera de salida de condensado.
- ets=Espesor de la tobera de salida de condensado.
- F: Factor de separación líquido-vapor.
- Kv: Factor de velocidad del vapor.
- ug: Máxima velocidad de diseño del vapor.
- Amp: Área mínima de paso.
- Ds: Diámetro del separador.
- umab: Velocidad máxima por la boca.
- umib: Velocidad mínima por la boca.

IV
- ρmezcla: Densidad de la mezcla.
- Amab: Área máxima de la boca
- Dimax: Diámetro interior máximo.
- eseb: Espesor de la boca de entrada del separador.
- uR: Velocidad real por la boca.
- Hv: Altura desde la boca hasta arriba del separador.
- Hl: Altura desde la boca hasta abajo del separador.
- Hb: Altura desde la máxima altura del liquido hasta la boca.
- Pcl: Presión de la columna de líquido.
- Pops: Presión en el separador.
- Pext: Presión externa.
- esep: Espesor de chapa del separador.
- Df: Diámetro de fondos.
- efon: Espesor de chapa de los fondos.
- Hcl: Altura de la columna de líquido.
- Ea: distancia al fondo del tanque.
- Dt: Diámetro del tanque.
- Ha: altura del tanque.
- J: Ancho de placa deflectora.
- Wr: Altura de la pala.
- Lr: longitud de la pala.
- Er: Espesor de la pala.
- Vliq: Volumen del liquido.
- Vcil: Volumen del cilindro.
- VFeli: Volumen de los fondos elípticos.
- tres: Tiempo de residencia.
- Pot: Potencia
- Qcal: Calor necesario para calentar la solución.
- Dj: Diámetro interno del recipiente mezclador.
- Rem: Reynolds de la mezcla.
- Prm: Prandtl de la mezcla.
- Pdh: Presión de diseño de la entrada de vapor al encamisado.
- wthe: Caudal volumétrico de la entrada de vapor al encamisado.
- Ahe: Área de paso de entrada de vapor al encamisado.
- Die: Diámetro interior de entrada de vapor al encamisado.
- Ahs: Área de paso de salida de condensado del encamisado.

IV
- ethe: Espesor de la tubería de vapor al encamisado.
- wths: Caudal volumétrico de la salida de condensado del encamisado.
- Dis: Diámetro interior de salida de condensado del encamisado.
- eths: Espesor de la tubería de condensado del encamisado.
- S: Superficie.
- e: Espesor.
- Dse: Diámetro de una superficie.
- Pdt: Presión de diseño del tanque.
- Pdf: Presión de diseño del fondo semielíptico.
- Pmax: Presión máxima.
- Pda: Presión de diseño de la camisa.
- Pope: Presión de operación.
- Qsen: Calor sensible.
- ε: Función de solubilidad.
- QT: Calor total.
- Ti: Temperatura de entrada del aire.
- To: Temperatura de salida del aire.
- Cah: Calor especifico del aire húmedo.
- Cas: Calor especifico del aire seco.
- Ch: Calor especifico de la humedad del aire.
- ρah: Densidad del aire húmedo.
- y: Humedad del aire.
- ρi: Densidad a la entrada del aire.
- ρo: Densidad a la salida del aire.
- Maire: Masa de aire seco.
- M’aire: Masa de aire húmedo.
- u: Velocidad relativa de la partícula.
- uh: Componente horizontal de la velocidad relativa.
- uv: Componente vertical de la velocidad relativa.
- Carr: Coeficiente de arrastre.
- θ: Tiempo.
- Dp: Diámetro de partícula.
- ρp: Densidad de partícula.
- Cpar: Calor especifico de la partícula.
- Dr: Diámetro del chorro saliente de los orificios de los rociadores.
- ζ: Tensión superficial.

IV
- wo: Caudal de un orificio.
- No: Número de orificios.
- Nr: Número de rociadores.
- pr: Paso en rociador.
- K1: Coeficiente de pérdida de presión.
- K2: Coeficiente de pérdida de presión.
- ΔPe: Pérdida de presión a la entrada.
- ΔPt: Pérdida de presión en la torre.
- ΔPs: Pérdida de presión en la salida.
- ΔPtotal: Pérdida de presión total en la torre.
- ΔPx: Presión estática.
- Phidr: Potencia hidráulica.
- Peje: Potencia en el eje.
- Vctc: Volumen controlado en el tanque constante.
- Ddp: Diámetro exterior de la parte cilíndrica del depósito pulmón.
- Hdp: Altura total del depósito pulmón.
- edp: Espesor del depósito pulmón.
- Hga: Altura geométrica de aspiración.
- Hgi: Altura geométrica de impulsión.
- Hpa: Pérdida de carga en la aspiración.
- Hpi: Pérdida de carga en la impulsión.
- Pa: Presión en el tanque de aspiración.
- Pi: Presión en el tanque de impulsión.
- Hg: diferencia de altura de aspiración e impulsión.
- H: Altura total.
- A.T.A.: Altura total de aspiración.
- Φ: Factor de fricción.
- A.T.I.: Altura total de impulsión.
- NPSHdis: NPSH disponible.
- Pvap: Presión de vapor.
- Whidr: Potencia hidráulica.
- ηbomba: Rendimiento de la bomba.
- Wbomba: Potencia de la bomba.
- ηacoplamiento: Rendimiento de acoplamiento.
- ηmotor: Rendimiento del motor.
- Wmotor: Potencia del motor.

IV
- η: Rendimiento de la instalación.
- Winst: Potencia instalada.
- Dinf: Diámetro inferior.
- ρB: Densidad aparente.
- Cap: Capacidad de almacenamiento.
- Pv: Presión vertical.
- Ph: Presión horizontal.
- Pt: Presión total.
- Wmat: Potencia necesaria para transportar el material
- Wvac: Potencia de accionamiento en vacio.
- Dcarcasa: Diámetro de la carcasa.
- Pem: Potencia para elevar el material.
- Pec: Potencia para vencer el esfuerzo de carga.
- Dtambor: Diámetro del tambor.
- QL: Pérdidas lineales.
- Qper: Calor perdido.
- Qais: Calor perdido por el aislamiento.
- Cv: Coeficiente de capacidad.
- Kv: Coeficiente de capacidad.

IV
Introducción
1
1 INTRODUCCIÓN
1.1 El nitrato amónico
El nitrato amónico es una sal simple compuesta por un ion amonio y un ion nitrato, con un alto
contenido en nitrógeno. Su fórmula es NH4NO3.
Es un compuesto incoloro e higroscópico, es decir, absorbe la humedad del aire y forma una pasta
pegajosa que se endurece al bajar la humedad. Esto produce problemas en el almacenamiento de esta
sustancia.
El nitrato amónico no es un producto inflamable pero su descomposición se produce de manera
explosiva.
El nitrato amónico se sintetiza por medio de la neutralización del ácido nítrico con amoniaco:
𝑁𝐻3 + 𝐻𝑁𝑂3 → 𝑁𝐻4𝑁𝑂3
Esta reacción es exotérmica, instantánea e irreversible. El calor de reacción depende de la
concentración de ácido nítrico y puede ser usada para la evaporación del agua de la solución.
La producción de nitrato amónico debe hacerse bajo controles estrictos, ya que es un compuesto que
puede causar explosiones, quemaduras y otro tipo de accidentes.
Los reactores en los cuales se sintetiza el nitrato amónico, los flujos de reactivos se controlan
mediante válvulas, para que la mezcla de estos sea lo más eficaz posible. En la reacción se controla
tanto el pH como la temperatura para evitar sobrecalentamiento, volatilización y descomposición de
los reactivos.
Una parte del nitrato amónico producido es transformado a óxido nitroso mediante aplicación de
calor:
𝑁𝐻4𝑁𝑂3 → 2𝐻2𝑂 + 𝑁2𝑂
Esta reacción debe ser muy controlada, ya que al ser exotérmica puede producir una explosión si se
produce demasiado rápido o en un contenedor hermético.
Hay bastantes antecedentes de accidentes en lugares donde se fabrica, almacena o transporta nitrato
amónico. En estos accidentes de han ocasionado heridos y muertos
Alguno de los usos del nitrato amónico son los siguientes:
- Su principal uso es el de fertilizante. El nitrógeno perteneciente al ion nitrato es absorbido
directamente por las plantas mientras que el perteneciente al ion amonio se usa como
fertilizante de absorción lenta ya que este tiene una absorción mucho menos, y permite que
las bacterias fijen el nitrógeno en forma de nitritos y nitratos, sirviendo estos como nutrientes
para las plantas.
- Otro uso muy extendido es el uso como explosivo ya que al ser un oxidante fuerte permite
que al ser mezclado con un hidrocarburo, se produzca una mezcla altamente explosiva. Uno
de los explosivos muy conocidos es el ANFO que es la mezcla del nitrato amónico con fuel
oil. El nitrato amónico es muy utilizado en la producción de explosivos militares, un ejemplo
“La ciencia puede divertirnos y fascinarnos, pero es la ingeniería la que cambia el mundo.”
-Isaac Asimov-
Introducción
2
es el amonal que es una mezcla de nitrato amónico, TNT y aluminio. También puede ser
usado como explosivo en forma pura ya que al aumentar la temperatura produce oxido
nitroso. Otra industria que usa el nitrato amónico como explosivo es la industria civil.
- Para la modificación de la zeolita.
- Tratamiento de minerales.
- Preparación de oxido nitroso.
- Kits de supervivencia.
- Producción de amoniaco anhidro.
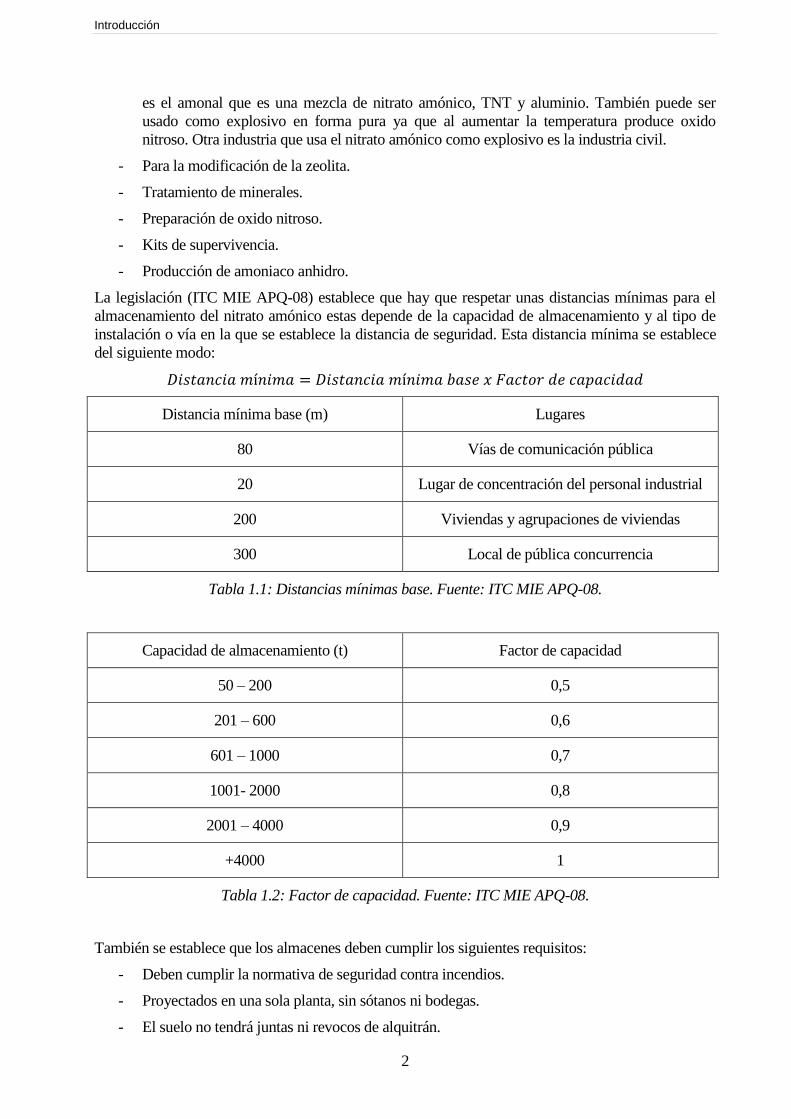
La legislación (ITC MIE APQ-08) establece que hay que respetar unas distancias mínimas para el
almacenamiento del nitrato amónico estas depende de la capacidad de almacenamiento y al tipo de
instalación o vía en la que se establece la distancia de seguridad. Esta distancia mínima se establece
del siguiente modo:
𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 𝑚í𝑛𝑖𝑚𝑎 = 𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑖𝑎 𝑚í𝑛𝑖𝑚𝑎 𝑏𝑎𝑠𝑒 𝑥 𝐹𝑎𝑐𝑡𝑜𝑟 𝑑𝑒 𝑐𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑
Distancia mínima base (m) Lugares
80 Vías de comunicación pública
20 Lugar de concentración del personal industrial
200 Viviendas y agrupaciones de viviendas
300 Local de pública concurrencia
Tabla 1.1: Distancias mínimas base. Fuente: ITC MIE APQ-08.
Capacidad de almacenamiento (t) Factor de capacidad
50 – 200 0,5
201 – 600 0,6
601 – 1000 0,7
1001- 2000 0,8
2001 – 4000 0,9
+4000 1
Tabla 1.2: Factor de capacidad. Fuente: ITC MIE APQ-08.
También se establece que los almacenes deben cumplir los siguientes requisitos:
- Deben cumplir la normativa de seguridad contra incendios.
- Proyectados en una sola planta, sin sótanos ni bodegas.
- El suelo no tendrá juntas ni revocos de alquitrán.

Introducción
3
- Deben tener aislamiento térmico que garantice que el producto está siempre a menos de
32°C.
- El tejado tendrá estructura ligera.
- Tendrán instalación pararrayos.
- El nitrato amónico no entrará nunca en contacto con las instalaciones eléctricas o de
calefacción.
- Las fuentes de luz serán frías e incombustibles.
- La instalación eléctrica cumplirá IT-BT-029.
1.2 Propiedades del nitrato amónico.
Aspecto Gránulos o prills Color Blanco
Olor Inodoro Peso molecular 80 g/mol
pH >4,5 Punto de fusión 169 ºC
Punto de inflamación No inflamable Inflamabilidad No inflamable
Tª descomposición 210 ºC Tª autoinflamación No inflamable
LSE No aplica LIE No aplica
Densidad 1720 kg/m3 Densidad aparente 650-800 kg/m
3
ΔHflíquido -359,6 kJ/mol ΔHfsólido -366 kJ/mol
DL50 2,1-5,3 g/kg Solubilidad en agua 190g/100ml a 20ºC
Tabla 1.3: Propiedades del nitrato amónico. Fuente: Ficha de datos de seguridad de Fertiberia.

Introducción
4
1.3 Diagrama de una planta genérica de producción de nitrato amónico.
Figura 1.1: Planta de producción de nitrato amónico. Fuente:
http://www.yara.com.ar/quimicos/nitratos-tecnicos/

Diagramas, localización y planos
40
2 MEMORIA DESCRIPTIVA
2.1 Objeto del proyecto
El objetivo de este proyecto es la definición de cada uno de los elementos de una planta de nitrato
amónico poroso prilado, con una producción de 150 t/día.
2.2 Ubicación
La planta se situará en el sector SUS-DMN-05, en el polígono El Higuerón de Sevilla, entre las calles
Termodinámica, Química, Luna y la carretera de Brenes.
2.3 Destino de la construcción
El destino de la planta es la producción de 150 t/día de nitrato amónico poroso prilado, para ser
usado como componente de explosivos.
2.4 Alcance del proyecto
El alcance del proyecto abarca desde la concentración del licor en los evaporadores hasta el
almacenamiento del producto final. Esto incluye:
- Evaporador de película descendente con botellón separador.
- Deposito homogeneizador.
- Deposito de nitrato amónico para alimentación a la torre de prilado.
- Torre de hormigón que forma parte de la torre de prilado.
- Grupos de elementos transportadores de productos.
- Sistema de tuberías.
- Sistema de válvulas.
- Sistema de elementos especiales.
- Aislamiento necesario de equipos y componentes del sistema.
- Almacenamiento de producto.
“El pesimista ve el vaso medio vacío, el optimista medio lleno, el ingeniero ve que el vaso
tiene el doble de capacidad de la necesaria.”
-Anónimo-

Memoria justificativa
6
2.5 Obtención del nitrato amónico
2.5.1 General
Debida a sus propiedades, el nitrato amónico es un compuesto altamente utilizado en varias clases de
industrias. Sus principales usos son la fabricación de fertilizantes y explosivos.
Según su uso, el nitrato amónico debe ser fabricado de un modo u otro. Si su uso es la fabricación de
fertilizantes debe tener un contenido en humedad menor al 0,5% y es denominado nitrato amónico
denso. Mientras que si su uso es la fabricación de explosivos debe tener un contenido en humedad
menor al 5% y se denomina nitrato amónico poroso.
2.5.2 Etapas principales en la obtención del nitrato amónico
2.5.2.1 General
La fabricación de nitrato amónico poroso prilado, se lleva a cabo de manera industrial según los
siguientes pasos:
- Reacción de neutralización en un reactor neutralizador.
- Concentración de la solución de nitrato amónico. Evaporación.
- Solidificación mediante perdigonado.
- Secado.
- Enfriamiento.
- Acondicionamiento del producto.
2.5.2.2 Materias primas
Las materias primas necesarias para la producción industrial de nitrato amónico, son el amoniaco y el
ácido nítrico.
El ácido nítrico utilizado es diluido, en una concentración que puede variar entre el 45 y el 60%.
El amoniaco utilizado, sin embargo, puede tener procedencia y propiedades diversas, como son las
siguientes:
- Amoniaco liquido concentrado, con una proporción de agua menor al 1% y un contenido en
aceite menos a 15 ppm.
- Amoniaco gaseoso procedente de gases de otros procesos con un contenido mínimo del 60%.
- Amoniaco gaseoso procedente de procesos donde se evapora el amoniaco liquido.
- Amoniaco gaseoso procedente de la purga de gases en la producción de gas de síntesis, con
un contenido aproximado del 7%.
- Amoniaco gaseoso procedente de los gases residuales en los procesos de producción de urea.
Memoria justificativa
7
2.5.2.3 Reacción de neutralización
La producción de nitrato amónico se realiza mediante la neutralización de ácido nítrico diluido con
amoniaco, esta reacción es peligrosa debido al carácter explosivo del nitrato amónico. La reacción se
realiza según la siguiente ecuación:
𝐻𝑁𝑂3 𝑙 + 𝑁𝐻3 𝑔 → 𝑁𝐻4𝑁𝑂3 + ∆𝐻𝑟
La entalpía de reacción (ΔHr) es de aproximadamente de -106,7 kJ/mol de nitrato amónico formado,
esto no tiene encuentra los calores de reacción indirectos, es decir el calor de disolución del ácido
nítrico al cambiar la concentración del mismo. Por lo tanto, este calor de reacción puede variar según
la concentración de ácido nítrico utilizado y el tipo de amoniaco.
El calor de reacción puede aproximarse mediante la ley de Hess, que establece que la entalpía de
reacción es igual a la entalpía de los productos menos la de los reactivos:
∆𝐻𝑟 = ∆𝐻𝑓𝑁𝐻4𝑁𝑂3 − ∆𝐻𝑓𝑁𝐻3 − ∆𝐻𝑓𝐻𝑁𝑂3
El nitrato amónico es muy higroscópico, por lo tanto es muy importante el control de la humedad en
su almacenamiento, ya que puede compactarse y formar tortas las cuales dificultan el manejo del
mismo.
El calor de reacción se suele usar para la concentración de la solución obtenida, es decir, se
aprovecha en la evaporación del agua presente en la solución. Si este calor no fuese disipado, el
nitrato amónico y el ácido nítrico se descompondrían, lo que supone una pérdida de nitrógeno, lo
cual es un efecto indeseado en el proceso.
Otro problema del incremento de temperatura es la evaporación del ácido nítrico que al reaccionar
con el amoniaco en fase gaseosa forma microcristales que se quedan en suspensión en el gas y es
transportado junto al vapor generado. Los cristales de nitrato amónico presentes en el vapor suponen
un problema de tratamiento de gases, ya que el nitrato amónico es difícil de separar del vapor.
Para evitar problemas de explosiones e incrementos de temperatura indeseados, se debe tener las
siguientes precauciones:
- El nitrato amónico formado se debe mantener a la temperatura más baja que sea posible.
- La solución debe tener un pH superior a 4,5.
- El reactor debe estar correctamente refrigerado para evitar puntos calientes.
- Se debe utilizar un catalizador adecuado, quedando excluidos aquellos que contienen cloro.
En los procesos industriales al usarse el calor de reacción para la concentración de la solución de
nitrato amónico, y producirse vapor, este puede ser usado para la evaporación del agua y en el
precalentamiento de la alimentación de reactivos al reactor.
En este proceso la reacción de neutralización se puede realizarse a distintas presiones, las cuales,
tienen sus ventajas e inconvenientes, pudiéndose elegir la más adecuada según las condiciones que se
tengan en la planta, buscando de este modo la alternativa que produzcan mejores resultados. La
neutralización se puede dar a:
- Vacio.
- Presión atmosférica.
- Alta presión.
La concentración final de la solución de nitrato amónico dependerá de la concentración inicial de
ácido nítrico y de la temperatura de ambos reactivos. Un aumento en la temperatura de entrada,
aumenta la concentración de nitrato amónico a la salida, pero hay que controlarla aun así ya que
puede producirse la descomposición si se aumenta demasiado la temperatura. Por ejemplo, se puede

Memoria justificativa
8
obtener un nitrato amónico al 95% si se introduce el ácido nítrico a 50ºC y el amoniaco a 70ºC.
Para que el proceso funcione correctamente, para obtener un buen rendimiento y cumplir con las
precauciones se suele operar a presión atmosférica que concentre la solución por encima del 90%
seguido de un evaporador para ajustar la humedad.
2.5.2.4 Concentración de la solución
La concentración de la solución de nitrato amónico necesaria puede variar de 95 a 99,8%,
dependiendo para lo que será destinado el nitrato amónico y el sistema de cristalización del proceso.
Esta concentración puede ser conseguida de dos modos:
- Llevando la solución de salida del neutralizador a un segundo neutralizador.
- Llevando la solución de salida del neutralizador a uno o varios evaporadores.
Otro problema que surge debido esto, es que al evaporar la solución, su concentración aumenta y
esto provoca una elevación en el punto de ebullición de la misma. Si la temperatura de la solución
alcanza un valor superior a 180ºC, se produciría la descomposición del nitrato amónico para dar
oxido nitroso según la siguiente reacción:
𝑁𝐻4𝑁𝑂3 → 𝑁2𝑂 + 2𝐻2𝑂
Esta reacción es altamente exotérmica (558,98 kJ/mol) lo cual aumenta la temperatura de la solución
y produce una mayor descomposición del nitrato amónico. Esta reacción puede llegar a ser explosiva
si se lleva a cabo en un recipiente cerrado o si se produce con gran rapidez.
El nitrato amónico puede también descomponerse por un proceso de hidrólisis mediante un
calentamiento prolongado de la solución a partir de 110ºC según la siguiente ecuación:
𝑁𝐻4𝑁𝑂3 → 𝑁𝐻3 + 𝐻𝑁𝑂3
Esta reacción es endotérmica (174,59 kJ/mol) y produce una disminución del pH de la solución.
Sin embargo, tanto el problema de la descomposición térmica como la descomposición lenta por
hidrólisis parcial de nitrato amónico tienen solución. Para evitar la descomposición térmica se
utilizan evaporadores a vacio para concentrar la solución, con el fin de reducir la temperatura
necesaria para evaporar el agua de la solución. Para evitar la hidrólisis parcial se utilizan
evaporadores de película descendente, con el fin de reducir el tiempo de contacto de la solución.
Además, los evaporadores de película descendente consiguen un alto coeficiente de transferencia de
calor y por lo tanto una alta eficiencia. A la entrada del evaporador, la mezcla comienza a hervir y los
vapores se envían a un separador, donde la solución concentrada se va por cola y el vapor por
cabeza. Por ello, en este proyecto los evaporadores utilizados serán de película descendente.
Otra solución sería utilizar evaporadores multietapas, con el fin de reducir el consumo de vapor vivo
en el calentamiento de la solución, aunque cada una de las etapas debe tener el tamaño que tendría el
evaporador necesaria para hacerlo en una sola etapa, esto incrementa el coste del proyecto. Por ello si
se realizase el proceso en evaporadores multietapas, esto se realizaría en un máximo de dos o tres
etapas.
Aunque no es el caso de este proyecto, ya que la finalidad es la producción de nitrato amónico
poroso, lo cual no necesita alcanzar una concentración tan elevada. Si la finalidad del proyecto fuese
la producción de nitrato amónico denso, habría que estudiar la posibilidad de usar evaporadores
multiefecto, ya que se necesitaría concentraciones cercanas al 99,8%. Aunque también puede ser
realizado en un evaporador de película descendente vertical con flujo ascendente de aire caliente por
el interior de los tubos.

Memoria justificativa
9
Figura 2.1: Evaporador de película descendente. Fuente:
industrialevaporacion.blogspot.com.es/2012/05/evaporador-pelicula-descendente.html

Memoria justificativa
10
Figura 2.2: Evaporador a vacio. Fuente: www.controlgraf.com/evaporacion_al_vacio.html
Figura 2.3: Evaporador multiefecto. Fuente: www.industriaquimica.net/operacion-unitaria-
transferecia-calor-evaporacion.html
2.5.2.5 Solidificación
La solidificación es el paso de una sustancia desde el estado líquido a sólido, esto se puede llevar a
cabo industrialmente de tres modos, mediante cristalización, perdigonado o prilado y granulación.
Estos procesos se detallarán a continuación:
Cristalización:
En los procesos industriales existen cinco tipos de sistemas de cristalización. El paso de un tipo de
cristalización a otro se realiza a una determinada temperatura. La cristalización del nitrato amónico
es un proceso exotérmico.
El calor desprendido en la cristalización reduce el contenido de humedad en la solución entre un 0,1
y un 0,2%.
Memoria justificativa
11
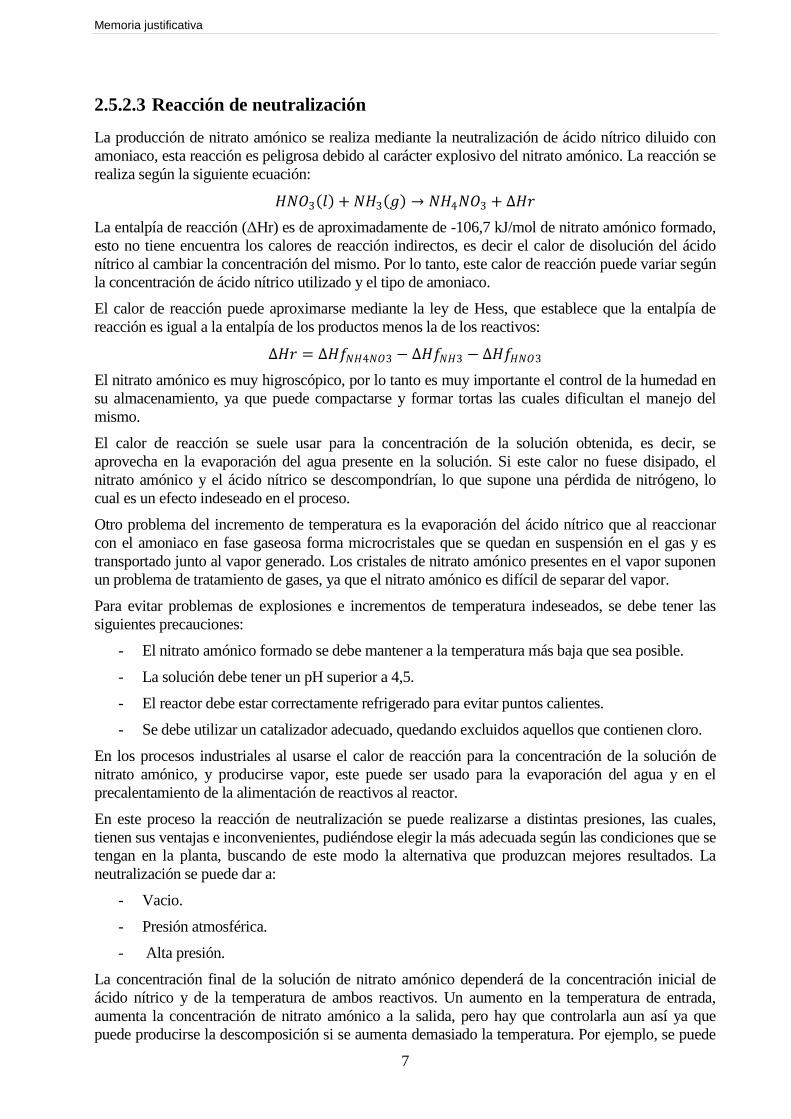
Figura 2.4: Cristalizador de enfriamiento superficial. Fuente:
https://www.textoscientificos.com/quimica/cristales/cristalizadores
Los tipos de cristalizadores que existen son los siguientes:
- Cristalizadores de tipo tornillo:
Este tipo de cristalizador es frecuentemente utilizado en la industria. Se dispone en forma de cascada
y están provistos de inyectores de aire caliente con un contenido en humedad controlado. En el
primer cristalizador, la sal pasa del sistema cúbico (forma cristalina I) al tetragonal (forma cristalina
II), es decir, alcanzándose valores de humedad del 2 al 3% a una temperatura de 100ºC, después de
esto, con el fin de alcanzar un contenido en humedad inferior al 0,5%, se introduce el nitrato
amónico en un segundo cristalizador.
- Cristalizadores de dos cilindros:
Estos cristalizadores constan de dos cilindros, el cilindro exterior se encuentra sumergido en la
solución de producto a cristalizar, mientras que el cilindro interior está sumergido en un refrigerante,
en este caso agua. La solución cristalizada en el cilindro exterior es extraída mecánicamente,
mientras que el refrigerante en el cilindro interior, elimina el calor generado en la cristalización.
- Cristalizadores a vacio con recirculación forzada:
Estos cristalizadores consisten en un recipiente en el cual se hace un vacio, separándose el vapor de
la solución, que regresa por gravedad al primero. El calor sensible y el que se produce en la
cristalización es utilizada para reducir la humedad de la solución evaporando el agua de la misma.
- Cristalizadores de cintas:
Este tipo de cristalizador está constituido por cintas metálicas refrigeradas, cristalizando la solución
en forma de planchas sobre las cintas.

Memoria justificativa
12
Perdigonado:
Los perdigones o prills, son pequeñas partículas esféricas que se forman al pulverizar la solución en
en torres de perdigonado o torres de prills. Estas partículas tiene un tamaño y forma muy regular.
Dependiendo de la concentración de la solución que se pulverice en la torre de perdigonado se
obtendrá un tipo de nitrato amónico u otro. Si la concentración varía entre un 95-96% se obtendrá el
denominado nitrato amónico poroso prilado, mientras que si la concentración es superior al 99% se
obtendrá nitrato amónico denso prilado.
El tamaño y densidad de los perdigones o prills dependerá del tamaño de los rociadores, que pueden
ser, centrífugos o estáticos según el sistema de pulverización elegido. Otros factores que también
afectan a las características de las partículas son el caudal de la solución que se pulveriza en los
rociadores, su concentración y su temperatura.
Para garantizar la calidad del producto final, es necesario que el fondo de la torre, tenga una
temperatura superior a 90ºC, ya que a 84ºC se produce un cambio en la cristalización de las
partículas que conlleva un aumento de la fragilidad de las mismas.
El perdigonado es el sistema que se utilizará en el proyecto para producir la solidificación del nitrato
amónico.
Figura 2.5: Torre de perdigonado. Fuente: www.panoramio.com/photo/12618469

Memoria justificativa
13
Granulación:
La granulación consiste en la formación de gránulos mediante el mezclado entre las fases líquidas y
sólidas.
Existes varios tipos de granuladores entre los que destacan los siguientes:
- Granuladores de paletas.
- Granuladores de plato o bandeja.
- Granuladores de tambor rotativo.
- Granuladores de lecho fluidizado.
Figura 2.6: Granulador. Fuente: www.comac.es/productos/granuladores/
Memoria justificativa
14
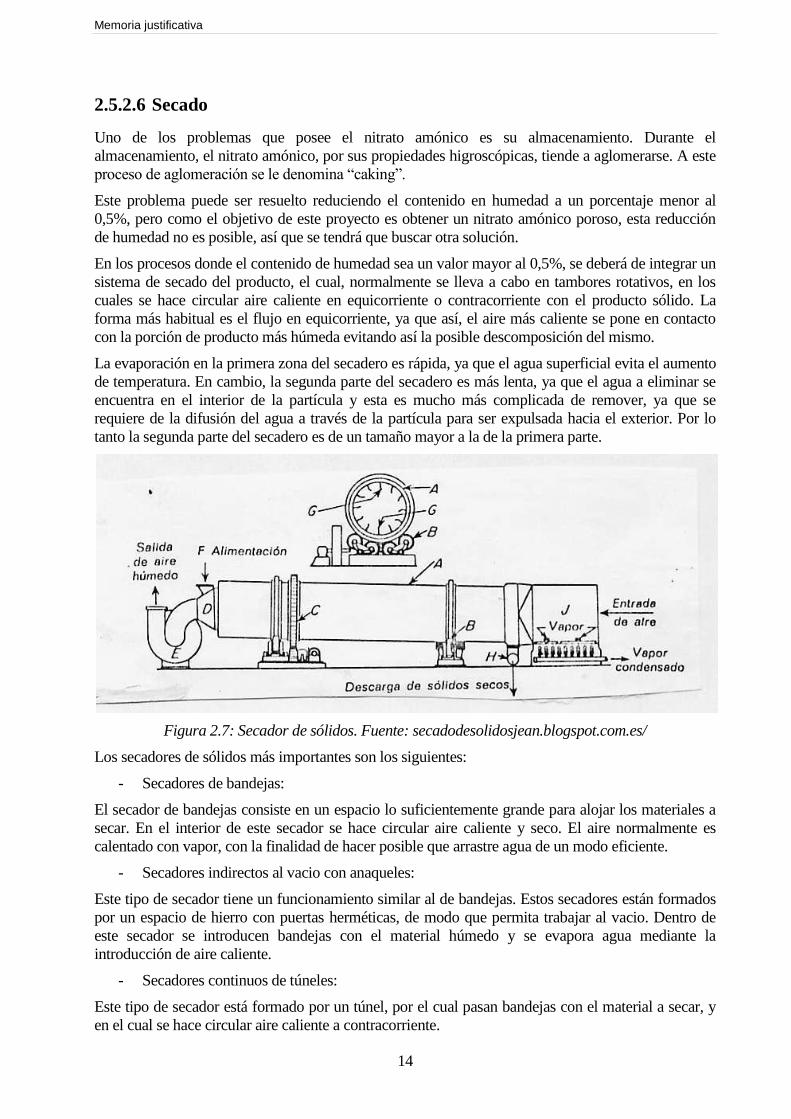
2.5.2.6 Secado
Uno de los problemas que posee el nitrato amónico es su almacenamiento. Durante el
almacenamiento, el nitrato amónico, por sus propiedades higroscópicas, tiende a aglomerarse. A este
proceso de aglomeración se le denomina “caking”.
Este problema puede ser resuelto reduciendo el contenido en humedad a un porcentaje menor al
0,5%, pero como el objetivo de este proyecto es obtener un nitrato amónico poroso, esta reducción
de humedad no es posible, así que se tendrá que buscar otra solución.
En los procesos donde el contenido de humedad sea un valor mayor al 0,5%, se deberá de integrar un
sistema de secado del producto, el cual, normalmente se lleva a cabo en tambores rotativos, en los
cuales se hace circular aire caliente en equicorriente o contracorriente con el producto sólido. La
forma más habitual es el flujo en equicorriente, ya que así, el aire más caliente se pone en contacto
con la porción de producto más húmeda evitando así la posible descomposición del mismo.
La evaporación en la primera zona del secadero es rápida, ya que el agua superficial evita el aumento
de temperatura. En cambio, la segunda parte del secadero es más lenta, ya que el agua a eliminar se
encuentra en el interior de la partícula y esta es mucho más complicada de remover, ya que se
requiere de la difusión del agua a través de la partícula para ser expulsada hacia el exterior. Por lo
tanto la segunda parte del secadero es de un tamaño mayor a la de la primera parte.
Figura 2.7: Secador de sólidos. Fuente: secadodesolidosjean.blogspot.com.es/
Los secadores de sólidos más importantes son los siguientes:
- Secadores de bandejas:
El secador de bandejas consiste en un espacio lo suficientemente grande para alojar los materiales a
secar. En el interior de este secador se hace circular aire caliente y seco. El aire normalmente es
calentado con vapor, con la finalidad de hacer posible que arrastre agua de un modo eficiente.
- Secadores indirectos al vacio con anaqueles:
Este tipo de secador tiene un funcionamiento similar al de bandejas. Estos secadores están formados
por un espacio de hierro con puertas herméticas, de modo que permita trabajar al vacio. Dentro de
este secador se introducen bandejas con el material húmedo y se evapora agua mediante la
introducción de aire caliente.
- Secadores continuos de túneles:
Este tipo de secador está formado por un túnel, por el cual pasan bandejas con el material a secar, y
en el cual se hace circular aire caliente a contracorriente.
Memoria justificativa
15
- Secadores de cintas transportadoras perforadas:
Este secadero consiste en cintas transportadoras con orificios por el cual se hace pasar aire caliente
de manera trasversal.
- Secadores de tornillo sin fin:
Estos secadores consisten en un transportador horizontal de tornillo sin fin, montados en una carcasa
cilindra encamisada que proporciona el calor necesario para evaporar el agua pero sin contacto del
fluido calefactor con el producto a secar.
- Secadores rotatorios:
Un secador rotatorio consta de un cilindro hueco que gira sobre su eje, el cual tiene una ligera
inclinación, lo que permite el transporte del solido hacia la boca de salida. En estos secadores el aire
se introduce a contracorriente.
- Secadores de tambor rotatorio:
Estos secadores están compuestos por un tambor que hace las veces de evaporador y secador. El
secado se produce a través del calor que proporciona la superficie del tambor y la pasta seca se retira
del tambor a través de una cuchilla.
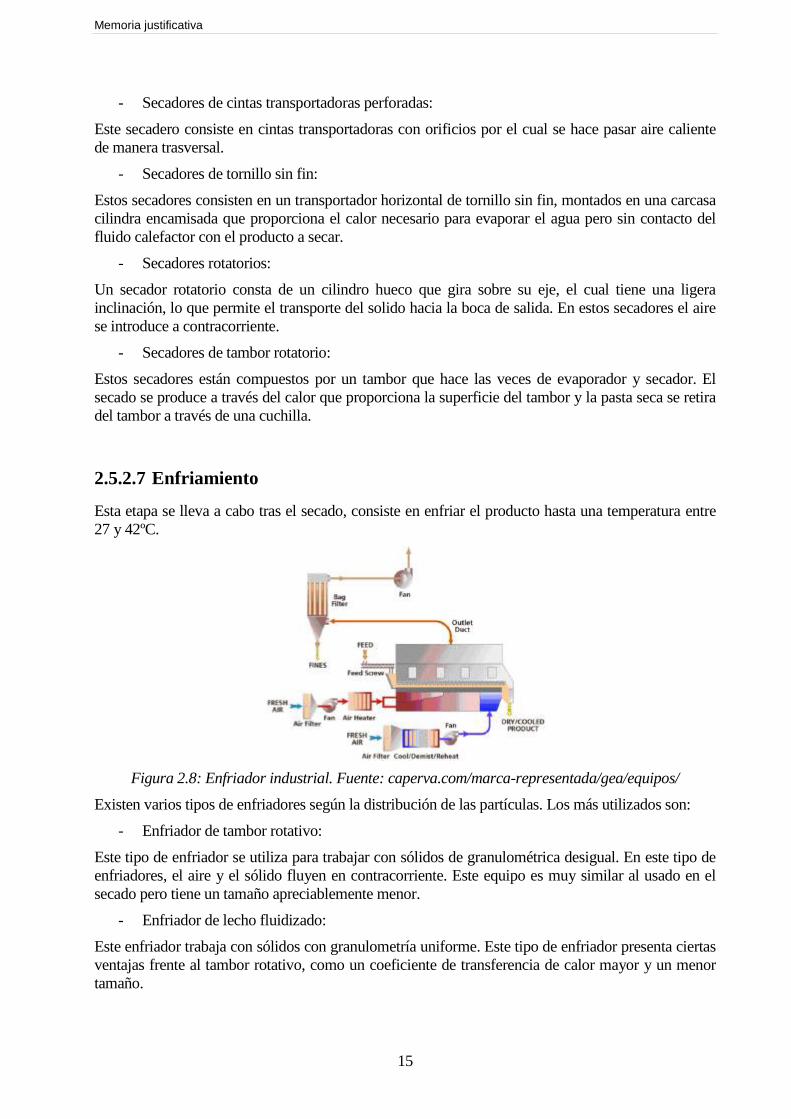
2.5.2.7 Enfriamiento
Esta etapa se lleva a cabo tras el secado, consiste en enfriar el producto hasta una temperatura entre
27 y 42ºC.
Figura 2.8: Enfriador industrial. Fuente: caperva.com/marca-representada/gea/equipos/
Existen varios tipos de enfriadores según la distribución de las partículas. Los más utilizados son:
- Enfriador de tambor rotativo:
Este tipo de enfriador se utiliza para trabajar con sólidos de granulométrica desigual. En este tipo de
enfriadores, el aire y el sólido fluyen en contracorriente. Este equipo es muy similar al usado en el
secado pero tiene un tamaño apreciablemente menor.
- Enfriador de lecho fluidizado:
Este enfriador trabaja con sólidos con granulometría uniforme. Este tipo de enfriador presenta ciertas
ventajas frente al tambor rotativo, como un coeficiente de transferencia de calor mayor y un menor
tamaño.

Memoria justificativa
16
2.5.2.8 Almacenamiento
Como se comentó anteriormente, el nitrato amónico presenta un problema de “caking” es su
almacenamiento.
La higroscopia del nitrato amónico favorece la formación de este fenómeno, pero la principal causa
de su aparición es que a 32ºC el nitrato amónico cambia su sistema de cristalización desde un sistema
de cristalización monocíclico (forma III) a un sistema de cristalización rómbico (forma IV), esta
transición produce un aumento de volumen del 3,6%, lo que conlleva la rotura de la partícula y su
posterior aglomeración.
La solución de este problema es retener la humedad del nitrato amónico añadiendo aditivos,
comúnmente se añade el nitrato magnésico. Este aditivo forma unos agregados, obteniéndose de este
modo unos contenidos en humedad tan bajo que la transición tiene lugar a 50ºC y tiene lugar desde
un sistema de cristalización tetragonal (forma II) a un sistema de cristalización rómbico (forma IV).
2.5.3 Procesos industriales
2.5.3.1 General
Se pueden clasificar los procesos industriales de obtención de nitrato amónico en tres grupos
distintos, según a la presión a la que tenga lugar la reacción de neutralización del ácido nítrico y el
amoniaco. Estos tres grupos son:
- Proceso a alta presión.
- Proceso a ligera sobrepresión.
- Proceso a presión atmosférica.
2.5.3.2 Proceso a alta presión
Los procesos a alta presión presentan ventajas desde el punto de vista de la inversión inicial, aunque
por otro lado presenta problemas e inconvenientes, siendo los más notables el complicado control del
proceso y el riesgo de explosión que acarrea operar en este proceso a temperaturas elevadas.
En este grupo de procesos destacan los siguientes: proceso Stengel, proceso Fauser, proceso
Kantelbach y el proceso S.B.A. Siendo los más importantes los dos primeros, los cuales serán
descritos a continuación:
Proceso Stengel:
En este proceso se opera a una presión de 3,5 bar y una temperatura de neutralización en un intervalo
entre 200 y 400 ºC. Por ello, la neutralización, se lleva a cabo en un reactor de baja capacidad con
una velocidad espacial alta.
Previamente la alimentación de ácido nítrico, con una concentración entre el 57 y 60%, y el
amoniaco, se precalienta a una temperatura de 150ºC. Tras ello se introduce en el reactor y el vapor
que se produce es separado del nitrato amónico y se condensa en un primer intercambiador, los
nitratos y el amoniaco arrastrado en el vapor, se eliminan en un condensador parcial, y se introducen
de nuevo los recirculados en el circuito.
La principal ventaja que posee el proceso Stengel frente al resto de procesos es, que la concentración
obtenida en la reacción tiene una concentración del 99%, lo que permite no introducir en el sistema
un evaporador y por tanto reducir los costes del mismo.

Memoria justificativa
17
Proceso Fauser:
El reactor empleado en este proceso consta de dos cilindros concéntricos, en el cilindro interior se
produce la reacción de neutralización a presión, mientras que en el externo se evapora la solución
obtenida en el interno a presión atmosférica. Este proceso produce que la solución alcance una
concentración del 90%, con una temperatura que varía entre 148 y 157ºC.
2.5.3.3 Proceso a ligera sobrepresión
Entre grupo de procesos destacan los siguientes: proceso ICI, proceso Cominco-Glider y el proceso
Espindesa. El primero será descrito a continuación:
En estos procesos la neutralización tiene lugar a una presión ligeramente superior a la atmosférica, en
torno a 1,5 bar absolutos, y con una temperatura en torno a 140 ºC. Por ello, las principales ventajas
de estos procesos son que operan a una temperatura lejana al punto de descomposición del nitrato
amónico, reducen el riesgo de explosión y permiten la recuperación de calor, precalentando los
reactivos con el calor sobrante tras la reacción de neutralización.
El reactor de estos procesos es similar al usado en el proceso Fauser, ya que consiste también en dos
cilindros concéntricos, en los cuales, la neutralización se realiza en el interno mientras que la
evaporación se produce en el externo. La diferencia con el proceso Fauser es que la cámara de
neutralización se encuentra abierta por la parte superior y tiene orificios en la parte inferior. La
mayor temperatura y la presencia de vapor en la parte superior de la cámara, tiene la consecuencia
que la presión en estas cámaras sea inferior que la de la cámara de evaporación. Esta diferencia de
presión, provoca que la solución de nitrato amónico pase de la cámara de evaporación a la de
neutralización a través de los orificios, teniendo lugar la circulación contraria por rebose en la parte
superior, lo que garantiza de este modo, una circulación de fluido segura y continua entre las dos
cámaras. Esta circulación favorece la disminución de la temperatura y favorece el mezclado de los
reactivos.
En el caso particular del proceso ICI, la solución de nitrato amónico pasa a un segundo neutralizador
a través de un rebose, en el cual se introduce amoniaco gaseoso, donde se completa la reacción de
neutralización, obteniéndose una concentración aproximada del 95%. Este porcentaje es apto para la
producción de nitrato amónico poroso, por lo cual el proyecto se llevara a cabo siguiendo el proceso
ICI.
2.5.3.4 Proceso a presión atmosférica
En este grupo de procesos destacan los siguientes: proceso Stamcarbon y el proceso Montecatini.
Estos procesos se realizan con neutralizadores más baratos y no requiere que el vapor producido en
el proceso pase por un economizador, lo que supone ventajas desde el punto de vista de inversión y
facilidad de operación.

Memoria justificativa
18
Estos procesos emplean un reactor similar a los descritos anteriormente, están compuestos de dos
cilindros concéntricos. El interior hace de cámara de neutralización, mientras que el externo de
cámara de evaporación. Al igual que en el proceso ICI, estos procesos disponen de orificios en la
parte inferior del cilindro interno y un rebosadero en la parte superior del cilindro. El amoniaco
gaseoso y el ácido nítrico al 56% se introducen en la cámara de neutralización, previamente
precalentados. A medida que se produce la reacción, y al cambio de densidades producido por la
formación de vapor, producen que los productos rebosen por el rebosadero y entren los reactivos
fríos por los orificios. Esto produce que se origine una recirculación, lo que favorece la mezcla de
reactivos y la refrigeración del reactor, lo que evita puntos calientes.
La solución final producida en estos procesos, tiene una concentración que varía entre el 60 y el
85%. Por lo tanto, será necesaria la posterior concentración de la solución, haciéndola pasar por dos
evaporadores en serie que trabajan a vacio.
Tras ello se lleva a cabo la solidificación en una torre de prills, se recogen los perdigones, se enfrían,
se tamizan y se recubren con un agente para ser posteriormente empaquetado o ensilado.
2.5.4 Concentración de las soluciones
2.5.4.1 General
El objetivo de la evaporación es aumentar la concentración de una solución, dicha solución está
compuesta por un soluto no volátil disuelto en un disolvente volátil. Al evaporar el disolvente, la
concentración de soluto aumenta. En la gran mayoría de procesos industriales, el disolvente es el
agua, como es el caso de este proceso.
A diferencia del secado, en la evaporación el residuo no es un sólido, si no un líquido, generalmente
de una viscosidad superior a la de la solución diluida, es decir, la viscosidad de la solución
concentrada es mayor que la de la solución diluida.
Con respecto a la destilación, la evaporación se diferencia en que el vapor producido es
monocomponente, mientras que en la destilación es multicomponente. Pero aunque el vapor
procedente de la evaporación fuese multicomponente, el objetivo de la misma no sería separar el
vapor en fracciones.
Y en cuanto a lo que se refiere a la cristalización, la evaporación se diferencia en que no se pretende
formar ni fomentar el crecimiento de cristales, si no en la concentración de la solución.
La transferencia de calor es el factor clave en el diseño de los evaporadores, ya que la mayor parte
del costo del evaporador corresponde a la superficie de intercambio del mismo. Por lo tanto, un
aumento en el coeficiente global de transferencia, lleva consigo una disminución de la superficie de
intercambio, y por consiguiente un menor coste del evaporador.
Cuanto las demás características del evaporador son similares, se tiende a seleccionar el evaporador
con mayor coeficiente de transferencia de calor en las condiciones de operación del proceso. Sobre
todo si se requiere del suministro de energía al fluido para hacerlo circular por el intercambiador de
calor.
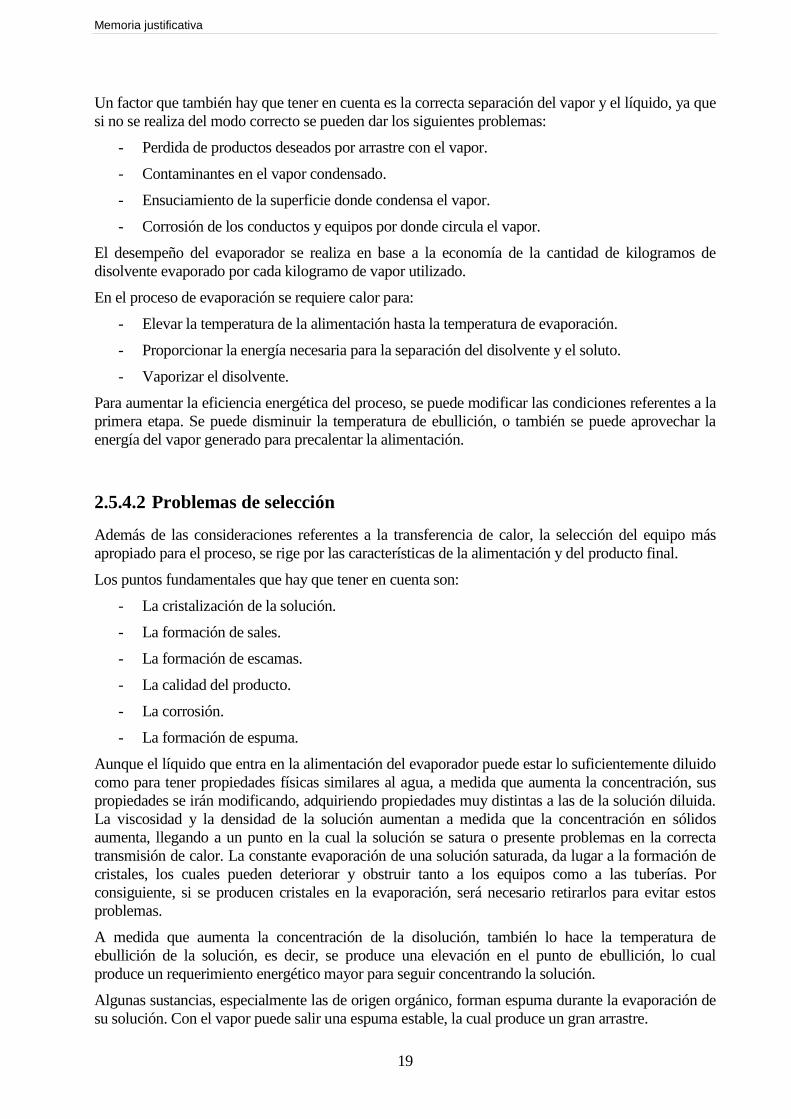
Memoria justificativa
19
Un factor que también hay que tener en cuenta es la correcta separación del vapor y el líquido, ya que
si no se realiza del modo correcto se pueden dar los siguientes problemas:
- Perdida de productos deseados por arrastre con el vapor.
- Contaminantes en el vapor condensado.
- Ensuciamiento de la superficie donde condensa el vapor.
- Corrosión de los conductos y equipos por donde circula el vapor.
El desempeño del evaporador se realiza en base a la economía de la cantidad de kilogramos de
disolvente evaporado por cada kilogramo de vapor utilizado.
En el proceso de evaporación se requiere calor para:
- Elevar la temperatura de la alimentación hasta la temperatura de evaporación.
- Proporcionar la energía necesaria para la separación del disolvente y el soluto.
- Vaporizar el disolvente.
Para aumentar la eficiencia energética del proceso, se puede modificar las condiciones referentes a la
primera etapa. Se puede disminuir la temperatura de ebullición, o también se puede aprovechar la
energía del vapor generado para precalentar la alimentación.
2.5.4.2 Problemas de selección
Además de las consideraciones referentes a la transferencia de calor, la selección del equipo más
apropiado para el proceso, se rige por las características de la alimentación y del producto final.
Los puntos fundamentales que hay que tener en cuenta son:
- La cristalización de la solución.
- La formación de sales.
- La formación de escamas.
- La calidad del producto.
- La corrosión.
- La formación de espuma.
Aunque el líquido que entra en la alimentación del evaporador puede estar lo suficientemente diluido
como para tener propiedades físicas similares al agua, a medida que aumenta la concentración, sus
propiedades se irán modificando, adquiriendo propiedades muy distintas a las de la solución diluida.
La viscosidad y la densidad de la solución aumentan a medida que la concentración en sólidos
aumenta, llegando a un punto en la cual la solución se satura o presente problemas en la correcta
transmisión de calor. La constante evaporación de una solución saturada, da lugar a la formación de
cristales, los cuales pueden deteriorar y obstruir tanto a los equipos como a las tuberías. Por
consiguiente, si se producen cristales en la evaporación, será necesario retirarlos para evitar estos
problemas.
A medida que aumenta la concentración de la disolución, también lo hace la temperatura de
ebullición de la solución, es decir, se produce una elevación en el punto de ebullición, lo cual
produce un requerimiento energético mayor para seguir concentrando la solución.
Algunas sustancias, especialmente las de origen orgánico, forman espuma durante la evaporación de
su solución. Con el vapor puede salir una espuma estable, la cual produce un gran arrastre.

Memoria justificativa
20
Las especificaciones de calidad de un producto, pueden exigir un tiempo de residencia bajo y
temperatura de operación bajo, para evitar degradación térmica. Estas exigencias pueden producir
que se descarte el uso de ciertos tipos de evaporadores, ya que requieren de tiempos de residencia
mayores a los exigidos o tienen malos coeficientes de transferencia de calor a bajas temperaturas.
Las especificaciones de calidad, pueden exigir también el uso de materiales especiales para evitar la
contaminación metálica del producto o efectos catalíticos del mismo.
2.5.4.3 Tipos de evaporadores
La mayor parte de los evaporadores industriales consisten en evaporadores cuya superficie de
intercambio son tubos alargados, es decir, la mayoría de evaporadores industriales son
multitubulares.
Los tipos de evaporadores industriales son los siguientes:
Evaporadores de circulación forzada:
Figura 2.9: Evaporador de circulación forzada. Fuente:
nptel.ac.in/courses/103103027/module3/lec1/5.html

Memoria justificativa
21
Los evaporadores de circulación forzada son apropiados para una gran variedad de procesos y
aplicaciones, aunque su coste suele ser elevado y por lo tanto, no económicos para algunos usos. El
empleo de bombas para impulsar el fluido a través de los tubos, permite separar las funciones de
transferencia de calor, separación entre el vapor y el líquido y la cristalización. La bomba retira el
líquido de la cámara de evaporación, haciéndolo circular por los elementos de intercambio de calor
de regreso a dicha cámara.
La velocidad del líquido a través de los tubos del evaporador está limitada por la potencia de bombeo
que necesita o se encuentra disponible y por la corrosión y erosión de la superficie de los tubos,
debido a los sólidos en suspensión o al mismo líquido al pasar a grandes velocidades a través de los
tubos.
Las ventajas de esto tipos de evaporadores son:
- Elevados coeficientes de transferencia de calor.
- Circulación positiva.
- Baja formación de sales y escamas.
- Menor ensuciamiento de los tubos.
Las desventajas de estos tipos de evaporadores son:
- Alta coste de compra.
- Alto coste de operación.
- Tiempo de residencia relativamente alto.
Los problemas de operación más comunes son la obstrucción de las entradas de los tubos por la
formación de sales y su posterior deposición sobre las paredes del equipo, la mala circulación debido
a las pérdidas de carga, la formación de sales durante la evaporación y la corrosión y erosión de los
tubos debido a las altas velocidades del fluido.

Memoria justificativa
22
Evaporadores verticales de tubo corto:
Figura 2.10: Evaporador vertical de tubo corto. Fuente: www.thermopedia.com/content/744/
De todos los tipos de evaporadores, este es el más usado industrialmente. La circulación del fluido
por el interior de los tubos se induce por la ebullición de la solución por el interior de estos.
Las ventajas de estos tipos de evaporadores son:
- Coeficiente de transferencia de calor elevado con altas diferencia de temperaturas.
- Poca altura de equipo.
- Eliminación sencilla de las escamas formadas de forma mecánica.
- Precio relativamente bajo.
Las desventajas de estos tipos de evaporadores son:
- Coeficiente de transferencia de calor bajo con baja diferencia de temperaturas o a
temperaturas bajas.
- Gran diámetro de equipo.
- Alto peso.
- Alto tiempo de residencia.
- Mala transferencia de calor con líquidos viscosos.
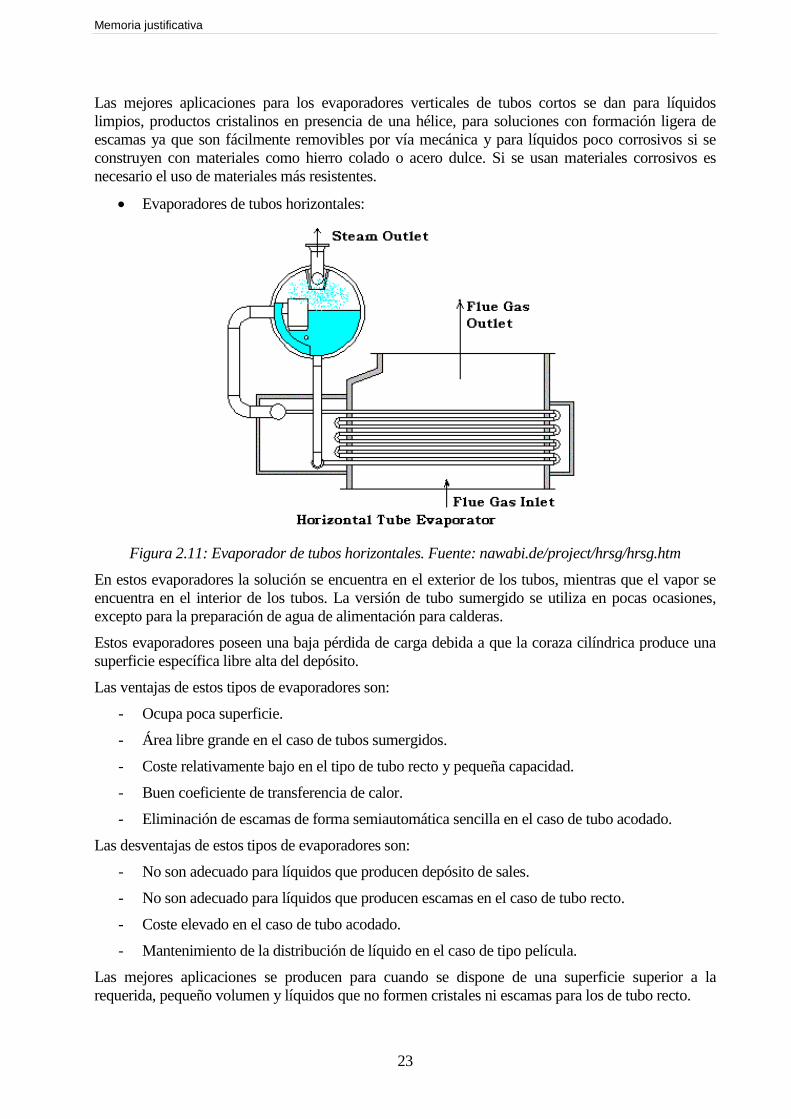
Memoria justificativa
23
Las mejores aplicaciones para los evaporadores verticales de tubos cortos se dan para líquidos
limpios, productos cristalinos en presencia de una hélice, para soluciones con formación ligera de
escamas ya que son fácilmente removibles por vía mecánica y para líquidos poco corrosivos si se
construyen con materiales como hierro colado o acero dulce. Si se usan materiales corrosivos es
necesario el uso de materiales más resistentes.
Evaporadores de tubos horizontales:
Figura 2.11: Evaporador de tubos horizontales. Fuente: nawabi.de/project/hrsg/hrsg.htm
En estos evaporadores la solución se encuentra en el exterior de los tubos, mientras que el vapor se
encuentra en el interior de los tubos. La versión de tubo sumergido se utiliza en pocas ocasiones,
excepto para la preparación de agua de alimentación para calderas.
Estos evaporadores poseen una baja pérdida de carga debida a que la coraza cilíndrica produce una
superficie específica libre alta del depósito.
Las ventajas de estos tipos de evaporadores son:
- Ocupa poca superficie.
- Área libre grande en el caso de tubos sumergidos.
- Coste relativamente bajo en el tipo de tubo recto y pequeña capacidad.
- Buen coeficiente de transferencia de calor.
- Eliminación de escamas de forma semiautomática sencilla en el caso de tubo acodado.
Las desventajas de estos tipos de evaporadores son:
- No son adecuado para líquidos que producen depósito de sales.
- No son adecuado para líquidos que producen escamas en el caso de tubo recto.
- Coste elevado en el caso de tubo acodado.
- Mantenimiento de la distribución de líquido en el caso de tipo película.
Las mejores aplicaciones se producen para cuando se dispone de una superficie superior a la
requerida, pequeño volumen y líquidos que no formen cristales ni escamas para los de tubo recto.

Memoria justificativa
24
Evaporadores verticales de tubo largo:
Figura 2.12: Evaporador vertical de tubos largos. Fuente:
nptel.ac.in/courses/103103027/module3/lec1/3.html
En estos tipos de evaporadores se consigue una mayor evaporación total, frente al resto de tipos de
evaporadores, por lo cual, es más barato por unidad de volumen.
Consiste en un intercambiador de carcasa y tubo vertical de paso simple, que se descarga en un
cabezal de vapor de pequeño tamaño. En general no se mantiene constante el nivel de líquido en el
cabezal de vapor y el tiempo de residencia del líquido es del orden de segundos. El evaporador
funciona por lo general, mediante un paso simple, concentrándose desde la alimentación a la
densidad de descarga, solo por el tiempo que se necesita para que el líquido y el vapor que se
desarrolla pasen por el tubo. Debido a la longitud de los tubos y los coeficientes de transferencia de
calor relativamente elevados, es posible lograr capacidades más altas por unidad de volumen en este
tipo de evaporador que en cualquier otro.
La versión de película descendente del evaporador vertical de tubo largo elimina los problemas de
presión hidrostática. Se alimenta líquido a la parte superior de los tubos y fluye hacia abajo por las
paredes, formándose una película de líquido.
El evaporador de película descendente se emplea mucho para la concentración de soluciones con
riesgo a temperaturas altas, puesto que el tiempo de residencia es muy pequeño, el líquido no se
calienta en exceso, y se mantienen elevados los coeficientes de transferencia de calor, incluso a
temperaturas bajas de ebullición.

Memoria justificativa
25
El problema principal de los evaporadores verticales de tubos largos y película descendente, es la
correcta distribución de la solución en la entrada de los tubos. Es primordial que las paredes del
intercambiador estén siempre mojadas por una película de líquido.
La distribución real de la solución en la alimentación a los tubos individuales se puede lograr
mediante orificios de entrada en cada uno de los tubos, con cierto número de placas perforadas o con
varias toberas de rociado.
En general, tanto los evaporadores verticales de tubo largo de película ascendente como descendente
no suelen ser los idóneos para líquidos que provoquen una elevada precipitación de sales o escamas.
El evaporador de película descendente no es adecuado para líquidos que contienen sólidos, por los
problemas que existen en la obstrucción de los distribuidores del material de alimentación.
Las ventajas de estos tipos de evaporadores son:
- Bajo coste.
- Gran superficie de calentamiento.
- Bajo tiempo de residencia.
- Necesita poca superficie.
- Buenos coeficientes de transferencia de calor con diferencias razonables de temperatura en el
caso de película ascendente.
- Buenos coeficientes de transferencia de calor con cualquier diferencia de temperatura en el
caso de película descendente.
Las desventajas de estos tipos de evaporadores son:
- Alta altura de equipo.
- En general, no son adecuado para líquidos que forman grandes deposiciones de escamas.
- Bajos coeficientes de transferencia de calor con bajas diferencias de temperatura en el caso
de película ascendente.
- Por lo general, se requiere la recirculación para el caso de película descendente.
Las mejores aplicaciones para los evaporadores verticales de tubos largos se dan para líquidos
limpios, líquidos que forman espuma y corrosivos. También para gran capacidad de vaporación, con
diferencias elevadas de temperatura en el caso de la película ascendente. Y para la película
descendente a temperaturas bajas y con bajas diferencias de temperatura.
Los problemas más comunes que se pueden encontrar son la sensibilidad de los evaporadores de
película ascendente a los cambios de las condiciones de operación y la mala distribución de la
solución en los evaporadores de película descendente.
2.5.4.4 Diseño térmico de evaporadores
Para la clasificación por tamaños de las superficies de calentamiento del evaporador, se suele recurrir
a coeficientes de película individuales. Sin embargo, la mayoría de los evaporadores se ocupan de
evaporar soluciones concentradas, las cuales, tienen normalmente altas concentraciones de sólidos
cristalizados en suspensión. Esto produce que las propiedades sean muy distintas a la de las
soluciones liquidas sin sólidos en suspensión. Por lo tanto, hay que tener cuidado a la hora de definir
las diferencias de temperaturas utilizadas para calcular las propiedades de la transferencia de calor.

Memoria justificativa
26
La principal propiedad a definir en los evaporadores es el área de intercambio de calor que está en
contacto con el líquido que se está evaporando, mientras que en el resto de equipos de intercambio de
calor se define como la superficie exterior de los tubos.
Los evaporadores de película descendente tienen propiedades similares a los intercambiadores de
calor de película descendente sin cambio de fase. Por lo general el líquido circula descendiendo por
la superficie del tubo en forma de película líquida y no se mezcla con el núcleo de vapor ni se ve
acelerado por este. El punto de ebullición en los tubos es mayor que el del vapor, debido a la pérdida
de carga producida por la fricción con el vapor y la gran cantidad de calor necesario para la
formación de burbujas de vapor en la película. Estos dos factores se deben de tener en cuenta. Esto
provoca que los coeficientes globales de transferencia de calor sean inferiores a los que corresponden
a los intercambiadores de calor sin cambio de fase.
2.5.5 Agitación de líquidos
2.5.5.1 General
Un factor que puede determinar la viabilidad económica de un proceso en muchas ocasiones es la
eficacia de agitación y mezcla de fluidos. Aunque se tiende a confundir los términos de agitación y
mezcla, estos no son sinónimos. La agitación se refiere al movimiento inducido de un material de
una manera determinada, generalmente dicho movimiento se produce por el movimiento circular de
las partículas de un sistema inducido por el movimiento de un elemento rotatorio. La mezcla es la
distribución aleatoria de los componentes presentes en dos o más fases inicialmente separadas.
2.5.5.2 Finalidad de la agitación
Los fluidos pueden ser agitados por diversos motivos, estos motivos dependerán de la etapa en la
cual se produzca la agitación en el proceso. Estos motivos pueden ser:
- Producir el mezclado de un sólido y un líquido y formar una suspensión de partículas sólidas.
- Producir el mezclado de dos líquidos miscibles.
- Producir la dispersión de un gas en un líquido en forma de burbujas.
- Producir la dispersión de un líquido en otro líquido inmiscible para formar una emulsión o
suspensión de gotas de pequeño tamaño.
En el presente proyecto el objetivo de la agitación es favorecer la transferencia de calor entre el
líquido y un encamisado.
Normalmente, un agitador cubre varios objetivos al mismo tiempo, como puede ocurrir en la
agitación de algunos tipos de soluciones, en las cuales la agitación garantiza la correcta mezcla de los
materiales y evita la formación de cristales de gran tamaño.
2.5.5.3 Equipos de agitación
Los líquidos se agitan normalmente en tanques o recipientes, como norma general de forma
cilíndrica, y dotados de un eje vertical, en el cual se instala el sistema de agitación. La parte superior
del recipiente puede estar abierta o cerrada al ambiente. Las dimensiones de dichos sistemas de
agitación, varían bastante dependiendo de la naturaleza del material a agitar y del motivo de su uso.
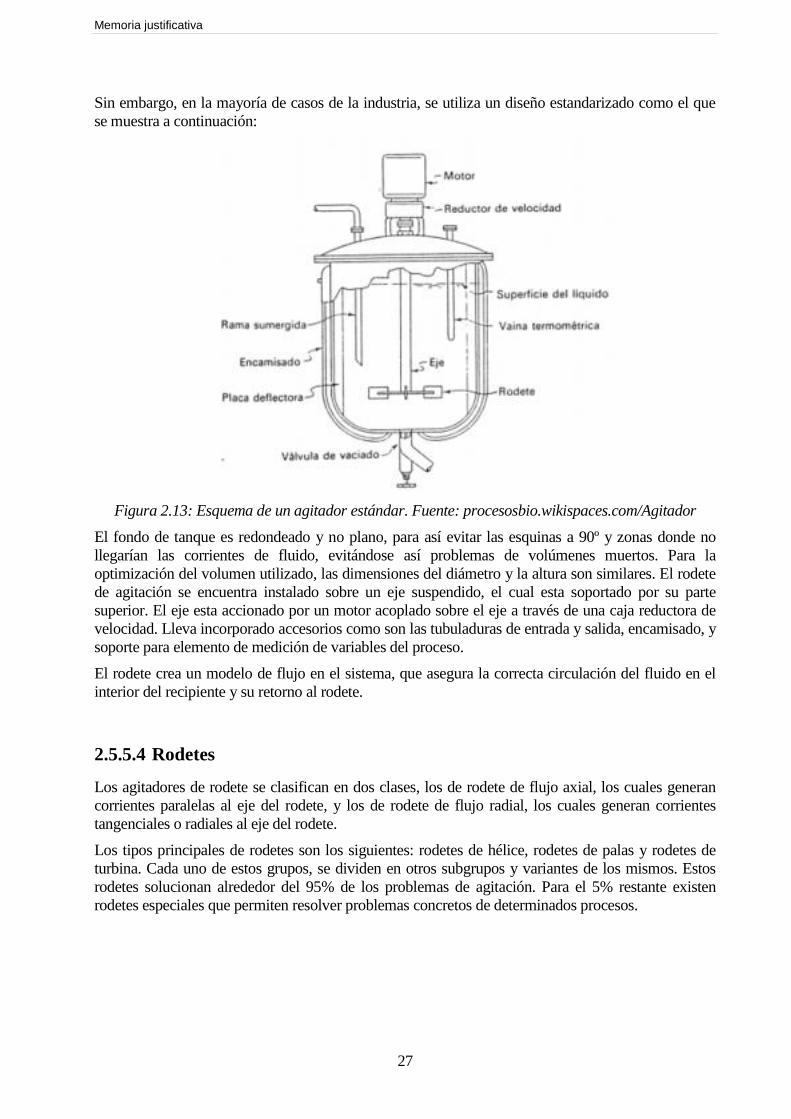
Memoria justificativa
27
Sin embargo, en la mayoría de casos de la industria, se utiliza un diseño estandarizado como el que
se muestra a continuación:
Figura 2.13: Esquema de un agitador estándar. Fuente: procesosbio.wikispaces.com/Agitador
El fondo de tanque es redondeado y no plano, para así evitar las esquinas a 90º y zonas donde no
llegarían las corrientes de fluido, evitándose así problemas de volúmenes muertos. Para la
optimización del volumen utilizado, las dimensiones del diámetro y la altura son similares. El rodete
de agitación se encuentra instalado sobre un eje suspendido, el cual esta soportado por su parte
superior. El eje esta accionado por un motor acoplado sobre el eje a través de una caja reductora de
velocidad. Lleva incorporado accesorios como son las tubuladuras de entrada y salida, encamisado, y
soporte para elemento de medición de variables del proceso.
El rodete crea un modelo de flujo en el sistema, que asegura la correcta circulación del fluido en el
interior del recipiente y su retorno al rodete.
2.5.5.4 Rodetes
Los agitadores de rodete se clasifican en dos clases, los de rodete de flujo axial, los cuales generan
corrientes paralelas al eje del rodete, y los de rodete de flujo radial, los cuales generan corrientes
tangenciales o radiales al eje del rodete.
Los tipos principales de rodetes son los siguientes: rodetes de hélice, rodetes de palas y rodetes de
turbina. Cada uno de estos grupos, se dividen en otros subgrupos y variantes de los mismos. Estos
rodetes solucionan alrededor del 95% de los problemas de agitación. Para el 5% restante existen
rodetes especiales que permiten resolver problemas concretos de determinados procesos.

Memoria justificativa
28
2.5.5.4.1 Rodetes de hélice
Una hélice es un rodete con flujo axial y alta velocidad que se utiliza para líquidos de baja
viscosidad. Las hélices de pequeño tamaño se utilizan con una velocidad angular igual a la del motor,
entre 1150 y 1750 rpm, mientras que las de mayor tamaño lo hacen a una velocidad inferior, entre
400 y 800 rpm. Las corrientes de flujo que producen este tipo de rodetes provocan que el líquido siga
una trayectoria determinada hasta chocar con el fondo o las paredes del recipiente. La columna de
remolinos formada, la cual es altamente turbulenta, abandona el rodete produciendo el corte o
cizallamiento vigoroso del líquido. Debido a la persistencia de las corrientes de flujo, los agitadores
de hélices son muy eficaces en tanques de gran tamaño.
Figura 2.14: Agitadores de hélice. Fuente: procesosbio.wikispaces.com/Agitadores
2.5.5.4.2 Rodetes de palas
Estos tipos de agitadores son ampliamente usados para los problemas más sencillos, este tipo de
agitadores consisten en una pala que gira sobre un eje vertical. Generalmente se usan agitadores que
contienen de dos a cuatro palas. En ocasiones las palas están inclinadas respecto al eje vertical, pero
lo más común es que se encuentren en posición vertical. Las palas giran a velocidades de bajas a
moderadas en el centro del tanque, impulsando el fluido de forma radial y tangencial, sin que se
produzca prácticamente movimiento vertical, excepto en el caso de palas colocadas de manera
oblicua. La corriente generada se desplaza primeramente desde el centro hacia el exterior hasta llegar
a la pared y luego hacia arriba o hacia abajo. Si los tanques son profundos, se deben de instalar varias
palas sobre el mismo eje, para de este modo asegurar la correcta agitación de todo el líquido del
tanque. En algunos diseños, se instalan palas de casi el mismo diámetro que el recipiente, rascando
de este modo la superficie y pasando de esta a muy poca distancia.
Los agitadores industriales de palas giran a pequeñas o medias velocidades, comprendidas entre 20 y
150 rpm. La longitud total de un rodete de palas, está comprendida normalmente entre el 50 y el 80%
del diámetro del tanque. El espesor de la pala comprende desde la sexta a la decima parte de su
longitud. A velocidades muy bajas, los agitadores de palas generan una agitación muy suave en
tanques sin deflectores, los cuales son necesarios para procesos a velocidades más elevadas, de lo
contrario, el liquido se movería en bloque alrededor del tanque a alta velocidad, pero generando muy
poca mezcla.

Memoria justificativa
29
Figura 2.15: Agitadores de palas. Fuente: procesosbio.wikispaces.com/Agitadores
2.5.5.4.3 Rodetes de turbina
La mayoría de diseños de agitadores de turbina, recuerdan por su forma a agitadores compuestos por
varias palas cortas, que giran a alta velocidad sobre un eje colocado en el centro del tanque. La forma
y orientación de las palas pueden ser diversas, ya que las palas pueden ser rectas o curvas, estar
colocadas de forma vertical o inclinada. El rodete puede ser abierto, semicerrado o cerrado. El
diámetro del rodete es menor que el de las palas, estos varían entre el 30 y el 50% del diámetro del
tanque.
Las turbinas son eficaces para un gran abanico de viscosidades. En líquidos de baja viscosidad, las
turbinas generan fuertes corrientes turbulentas que persisten en todo el tanque, eliminando así
volúmenes muertos en el interior del tanque. Cerca del rodete, las zonas son de corrientes rápidas,
con elevada turbulencia y con una intensa cizalladura. Las corrientes principales son radiales y
tangenciales.
Los componentes tangenciales inducen la formación de vórtices y remolinos, que deben ser
eliminados mediante deflectores o anillos difusores para que la agitación sea eficaz.

Memoria justificativa
30
Figura 2.16: Agitadores de turbinas. Fuente: simulacionprocesos.wikispaces.com/Agitadores
2.5.5.5 Modelos de flujo en tanques agitados
El tipo de flujo que se genera en tanque agitado depende del tipo de rodete, de las características del
fluido y las dimensiones y proporciones del tanque, los deflectores y el propio agitador. La velocidad
del fluido en un punto del tanque tiene tres componentes, y el tipo de flujo global en el mismo
depende de los gradientes de estas tres componentes de la velocidad a lo largo de los puntos del
tanque. La primera componente de la velocidad es la velocidad radial, esta actúa en dirección
paralela al eje del rodete. La segunda componente es la velocidad longitudinal, esta actúa en
dirección paralela al eje del rodete. Y la tercera es la velocidad tangencial o rotacional, y esta actúa
en dirección tangencial a la circunferencia descrita en el giro del rodete. Para el caso corriente de un
eje vertical, las componentes radial y tangencial están situadas en el plano horizontal y la
longitudinal en el plano vertical. Las componentes radial y longitudinal son útiles porque son las que
dan lugar al flujo necesario para que se produzca la mezcla.
Cuando el eje es vertical y se encuentra en el centro del tanque, la componente tangencial es
generalmente prejudicial para la mezcla.
El flujo tangencial describe una trayectoria circular alrededor del eje y crea un vórtice en la superficie
del fluido, que debido a la circulación en flujo laminar, da lugar a la estratificación permanente del
fluido, lo que provoca diferentes niveles o estratos que impiden la mezcla longitudinal, y por tanto
produce un mezclado defectuoso de la misma.
2.5.5.5.1 Prevención del flujo circulatorio
El método más conveniente y eficaz de eliminar los vórtices es la instalación de deflectores, los
cuales, impiden el flujo rotacional sin afectar a los flujos radial y longitudinal. Un método para
eliminar vórtices, es la instalación de deflectores verticales perpendiculares a la pared del tanque. A
excepción de tanques muy grandes, la instalación de unos cuatro deflectores es suficiente para evitar
la formación de vórtices y reducir la posibilidad de crear un remolino central.

Memoria justificativa
31
Para agitadores de turbina, la relación entre la anchura de los deflectores y el diámetro del tanque no
necesita ser mayor que la doceava parte de este último. Para agitadores de hélice, sin embargo,
precisa que esta relación sea de al menos la octava parte.
Una vez que el flujo circulatorio ha finalizado, el modelo específico de flujo en el tanque depende del
tipo de rodete seleccionado. Los agitadores de hélice, por norma general, dirigen el fluido hacia el
fondo del tanque, donde la corriente se dispersa de manera radial en todas las direcciones hasta llegar
a las paredes del tanque, y tras ello asciende a lo largo de la pared y vuelve desde la parte superior
hacia el centro, donde se encuentra el punto de succión del rodete.
Se utilizan agitadores de hélice cuando se quieren fuertes corrientes verticales, como es el caso de
mantener partículas solidas en suspensión en el líquido. No son utilizados normalmente cuando la
viscosidad del fluido supera un límite de unos 5000 cP.
Los agitadores de palas y los de turbina de placas planas producen un buen flujo en el plano del
rodete en dirección radial, distribuyendo el flujo hacia la pared de forma que produzca dos modelos
distintos de circulación. Una parte fluye hacia abajo a lo largo de la pared y retorna hacia el centro
del rodete desde el fondo del tanque, mientras que otra parte fluye hacia la superficie y retorna hacia
el centro del rodete desde la parte superior del tanque. En un tanque sin deflectores, hay un fuerte
flujo tangencial, así como la formación de vórtices incluso a velocidades de giro moderadas del
agitador. Cuando se instalan deflectores, aumenta el flujo vertical, aumentando así la velocidad de
mezclado del líquido.
2.5.5.6 Importancia de la turbulencia
Para que el tanque del proceso sea eficaz, independientemente del problema de agitación, el volumen
de fluido impulsado por el agitador debe ser suficientemente grande y tener la suficiente energía
como para llegar a todas partes del tanque. En las operaciones de mezcla y dispersión, influyen más
factores a parte de la velocidad de circulación del fluido, ya que este no es si quiera el más
importante, si no que con frecuencia, es la turbulencia la que determina la eficacia de la operación.
La turbulencia es la consecuencia de que las corrientes estén debidamente dirigidas y de que se
generen grandes gradientes de velocidad en el líquido. Tanto la circulación del fluido como la
generación de turbulencias en este, consumen energía. Algunos problemas de agitación necesitan que
haya grandes flujos de líquido o elevadas velocidades del mismo, mientras que otros requieren de
una elevada turbulencia o disipación local de energía. Tanto la velocidad de flujo como la disipación
de energía, aumentan con la velocidad de giro del agitador. La selección del tipo y tamaño del
agitador, influyen sobre los valores relativos de la velocidad de flujo y la disipación de energía. En
general, se utilizan agitadores de gran tamaño que giran a velocidades medias cuando se necita
promover el flujo de líquido, y agitadores de menor tamaño que giren a velocidad elevada si lo que
se necesita es promover la turbulencia interna.
2.5.5.7 Consumo de potencia. Correlación de potencia
Un factor muy importante a considerar en el diseño de un tanque agitado es la potencia necesaria
para hacer girar el rodete a una velocidad angular concreta.

Memoria justificativa
32
Es necesario tener una serie de correlaciones empíricas de la potencia o del número de potencia, en
función de otras variables del sistema, que permitan estimar la potencia necesaria. La forma de estas
correlaciones puede encontrarse en el análisis dimensional, en función de las medidas principales del
tanque y del rodete, la distancia del rodete al fondo del tanque, la profundidad de la columna de
líquido y las dimensiones de los deflectores.
También se debe de fijar el número y disposición de los deflectores, así como el número de palas que
tiene el rodete.
Las distintas medidas dimensionales, pueden transformarse en relaciones adimensionales, más
comúnmente conocidas como factores de forma, dividiendo cada una de esas medidas por una que se
toma como base. El diámetro del rodete “Da” es una elección bastante adecuada como medida de
base, y los factores de forma se calculan dividiendo cada una de las medidas restantes entre el valor
de esta medida base.
El número denominado como número de potencia es una función, obtenida a partir del análisis
dimensional de diferentes variables.
Puesto que la velocidad del extremo del rodete “u” es:
𝑢2 = 𝜋 · 𝐷𝑎 · 𝑤
Y este grupo adimensional es proporcional al número de Reynolds calculado a partir del diámetro y
la velocidad lineal del rodete.
El número de potencia NP, es el análogo al factor de fricción o coeficiente de rozamiento. El número
de potencia es proporcional a la relación entre la fuerza de rozamiento que actúa por unidad de área
del rodete y la fuerza inercial. La fuerza inercial, del mismo modo está relacionada con la cantidad de
movimiento correspondiente al movimiento del seno del fluido.
El número de Froude NFR, es una medida de la relación entre la fuerza inercial y la fuerza gravitatoria
por unidad de superficie que actúa sobre el fluido. Interviene en situaciones donde se produce
movimiento de ondas significativas sobre la superficie del fluido.
2.5.6 Producción de sólidos granulares
2.5.6.1 General
Existen diferentes métodos, llamados métodos de rociado, que se pueden utilizar para la producción
de sólidos granulares a partir de finos como función primaria o secundaria. Los sólidos deben ser
alimentados en estado fluidos, ya sea en forma de solución, gel, pasta, emulsión…y deben ser
dispersados en un gas para que se conviertan en productos granulares, reduciendo el contenido en
disolvente mediante transferencia de masa o energía.
Estos métodos se realizan de forma automática y se utilizan en operaciones a gran escala. El
diámetro de partícula del producto producido se limita a un tamaño máximo de 5 mm, siendo muy
frecuente encontrar partículas con tamaño mucho menor.
La alimentación a este tipo de procesos debe cumplir ciertos requisitos que faciliten su bombeo y
dispersión, además de tener en cuenta que la fricción supone problema, y deben de recuperarse o
reciclarse los finos.

Memoria justificativa
33
2.5.6.2 Aspersión por goteo
El proceso de prilado, también conocido como aspersión por goteo o perdigonado, consiste en la
aspersión de gotas de un producto en fase fluida desde la parte superior de una torre, produciendo
que circule a contracorriente con una corriente de gas, el cual se encargara de retirar el disolvente.
Durante la caída, las gotas se solidifican, formándose partículas sólidas esféricas de un tamaño de
alrededor de unos 3 mm.
El diseño debe llevarse a cabo teniendo en cuenta las propiedades de los materiales y la facilidad que
posean a la aspersión, previamente a proceder al diseño de la torre. Utilizando datos de las
propiedades del material como son el punto de fusión, la viscosidad, la tensión superficial u otras
propiedades de los materiales, además de las pruebas de aspersión del material realizadas a escala de
laboratorio o planta piloto, lo que hace posible especificar las condiciones de temperatura, presión y
tamaño de orificio de la boquilla del aspersor para obtener el tamaño y las características requeridas
para la partícula.
El dimensionado de la torre consiste esencialmente en la especificación del diámetro que asegura el
área trasversal y altura requerida de la torre. La altura de la torre debe ser lo suficientemente larga
como para garantizar la solidificación de la gota y depende principalmente de las características de
materia y energía de las gotas y las condiciones de operación a la que se produce el perdigonado. A
consecuencia del tamaño relativamente grande de las partículas se tienden a usar torres bastante altas
pero estrechas, es decir se usan torres con una gran esbeltez, con el fin de garantizar que las gotas
alcancen el punto requerido de solidificación al momento de llegar al fondo. A través de cálculos
teóricos se puede estimar una altura de torre con una aproximación lo suficientemente exacta para
considerarse razonable.
2.6 Descripción del proceso
2.6.1 Sistema de nitrato amónico
2.6.1.1 Alimentación de nitrato amónico a los evaporadores
La alimentación de nitrato amónico a los evaporadores se produce a través de una tubería con un
diámetro de 2” SCH 10, diámetro que garantiza que la velocidad a la que circula el nitrato amónico
por el interior de la tubería sea lo suficientemente baja, como para que en la medida de lo posible, no
se produzcan de vórtices en la caja distribuidora del evaporador.
2.6.1.2 Solución de nitrato amónico en los evaporadores
El sistema dispone de un evaporador de película descendente vertical. Se ha colocado en la tubería de
salida de la solución de nitrato amónico, de diámetro nominal 6” SCH 10, un tubo capilar de
instrumento para colocar un controlador registrador de temperatura, cuya señal se utiliza para
seleccionar el posicionamiento de una válvula de control de vapor a carcasa, con el fin de mantener
constante la temperatura de salida de la solución de nitrato amónico. Esta válvula de control es
isoporcentual, de paso reducido y factor 0,4, con obturador de asiento simple y un diámetro nominal
de 2 ¼“. El termoelemento es un termopar tipo cobre-constatan. El controlador es un PID, con el
punto de consigna a la temperatura 133ºC, para evitar así la descomposición del nitrato amónico. La
válvula es del tipo “air to open”, es decir, que ante un incremento en la señal de entrada, la válvula se
abre, ya que en caso de fallo, se desea que la válvula permanezca totalmente cerrada, y produciendo
de este modo que la temperatura de la solución sea la mínima posible. En el caso de que la

Memoria justificativa
34
temperatura de la solución fuese inferior a la de consigna, el controlador enviaría una señal para abrir
la válvula, y de este modo incrementar el flujo de vapor, produciéndose así un incremento en la
temperatura de la solución. A medida que subiese la temperatura de la solución, el controlador
enviaría una señal cada vez más débil para ir cerrando la válvula y de este modo mantener constante
la temperatura de la solución.
Es sistema está dotado también de una válvula de asiento en by-pass para el control del flujo de
vapor en caso de fallo del sistema automático.
2.6.1.3 Solución de nitrato amónico en el separador
El depósito separador recoge la solución concentrada y el vapor producido para su separación,
pasando la solución a un depósito homogeneizador por la tubería de descarga, de diámetro nominal
de 2” SCH 10.
El separador posee una alarma de alto nivel en cuadro y un level-glass, es decir, un cristal que
permite ver el nivel dentro del separador, para controlar el nivel en el interior del separador. La salida
de vapor está controlada por una válvula de seguridad.
2.6.1.4 Solución de nitrato amónico en el homogeneizador
El homogeneizador es el depósito en el cual la solución de nitrato amónico alcanza, mediante
calentamiento por vapor a través de un encamisado a una temperatura de 152 ºC. El calentamiento se
realiza con vapor de agua saturado a 153 ºC.
Dado que el homogeneizador descarga al sistema de bombas que impulsan la solución de nitrato
amónico al depósito pulmón en la cabeza de la torre. Se coloca una alarma de nivel bajo, con señal
en cuadro, para asegurar una presión mínima adecuada a las bombas. El interruptor de nivel que se
utilizará, será del tipo sonda que mide la conductividad en un determinado punto cuando el líquido
conductor alcanza el electrodo actuando como un relé de contacto.
En el encamisado, se ha dispuesto un indicador de presión tipo Bourdon y una válvula de seguridad
para el control de la presión del vapor de agua en el encamisado.
A su vez, la temperatura de salida de la solución está controlada del mismo modo que a la salida del
evaporador.
Se ha instalado en la tubería de salida del homogeneizador un medidor de temperatura, este medidor
es un termopar de tipo cobre-constantan, el cual envía una señal a un controlador registrador de
temperatura como el anterior, con un punto de consigna a una temperatura de 152 ºC. La válvula de
control es isoporcentual de paso reducido con un factor de 0,4, con obturador de asiento simple y un
diámetro nominal de 2 ¼”. La válvula, como la anterior, es del tipo “air to open”, ya que ante el fallo
conviene que esté totalmente cerrada.
Este sistema como el anterior, también dispone de una válvula de asiento en by-pass, para controlar
el flujo de vapor, en el caso de que el sistema automático falle.
Al homogeneizador, también, llega una tubería proveniente del rebosadero del tanque a nivel
constante, situada en la cabeza de la torre.
Se han colocado dos bombas en paralelo, una de ellas en funcionamiento mientras que la otra queda
en reserva para ser utilizada en caso de que la primera no esté en funcionamiento, ya sea por avería o
mantenimiento.

Memoria justificativa
35
En la aspiración de las bombas, se ha colocado válvulas de aislamiento de compuerta. En cada una
de las tuberías de impulsión se ha colocado una válvula antirretroceso, para proteger a la bomba de la
posible inversión del flujo y de posibles golpes de ariete, además de una válvula de aislamiento. Se
ha dispuesto en el colector común de descarga de las bombas, un medidor de flujo de tipo placa de
orificio para la medida del caudal de solución de nitrato amónico. El medidor dispondrá de válvulas
de aislamiento y by-pass de compuerta en el caso de que quedara fuera de servicio.
2.6.1.5 Solución de nitrato amónico en el depósito pulmón
El depósito pulmón recoge la solución procedente del homogeneizador y alimenta a los rociadores
estáticos de la torre. Este depósito tiene la función de asegurar una presión estática de columna de
líquido constante en los rociadores, así como el correcto funcionamiento de estos. Para ello, se
mantiene el nivel constante y controlado en el depósito mediante un controlador registrador de nivel
de tipo externo de tipo P y transmisión neumática, que actúa sobre una válvula de control situada en
la tubería de alimentación de los rociadores. El elemento principal de del lazo de control es un
medidor continuo de nivel por conductividad mediante células platinizadas. Esta sonda es conductora
en toda su longitud de manera que va midiendo la diferencia de potencial a medida que la superficie
de la sonda va siendo cubierta por el líquido. La válvula de control es una válvula lineal con doble
con obturador de doble asiento y un diámetro nominal de 1 ¼”. La estación de control de nivel del
depósito, está provista de válvulas de compuerta de aislamiento y una válvula de globo de by-pass
para el control manual en el caso de que la válvula principal se encuentre inoperativa.
El depósito pulmón dispone de de una alarma de alto nivel en cuadro, del mismo tipo que la instalada
en el homogeneizador. Si el nivel del tanque sube, puede rebosar a través de la conexión instalada
para tal fin en el homogeneizador.
La temperatura de este equipo se mantiene constante mediante el aislamiento térmico en el exterior
del depósito.
Antes de la conexión a la red de tuberías de los rociadores, se ha instalado un filtro dúplex para la
protección de los rociadores de las posibles impurezas que puede llevar consigo la solución de nitrato
amónico. La caída de presión en el filtro está controlada por una alarma de presión tipo Bourdon con
señal en cuadro.
2.6.1.6 Torre de prills
2.6.1.6.1 Rociadores estáticos
Los rociadores van colocados en una serie de colectores en disposición paralela, que se distribuyen
bajo la plataforma metálica de la torre. Estos colectores se alimentan a través de un colector general
situado diametralmente en la torre. Cada uno de los colectores dispone de una válvula de compuerta
de aislamiento para estos. Se han instalado 28 rociadores uniformemente repartidos en conformación
triangular con una separación entre rociadores de 460 mm.
El tipo de rociador seleccionado es estático, dado que el prill producido a través de estos rociadores
son partículas de tamaño más uniforme que las obtenidas con rociadores centrífugos. El diámetro
promedio de las partículas producidas es de 2 mm.
Se ha programado revisiones periódicas con el fin de detectar y sustituir rociadores que presenten un
mal funcionamiento.

Memoria justificativa
36
2.6.1.6.2 Solidificación de la solución
Las partículas de solución formadas en los rociadores uniformemente repartidos sobre la sección de
la torre descienden por acción de la gravedad hasta el fondo de la torre, recorriendo una longitud
efectiva de 14 m. En contracorriente asciende aire frio inducido por un ventilador axial en la cabeza
de la torre. Al enfriarse, las partículas solidifican, llegando al fondo de la torre a una temperatura de
95 ºC. Una vez que las partículas alcanzan el fondo de la torre, los prills son expulsados de esta a
través de una tolva, hacia un tornillo sin fin y elevador de cangilones para almacenarlo.
La torre tiene forma cilíndrica vertical, con descarga troncocónica, sustentada sobre cuatro patas, sin
estructura externa, de hormigón armado. Interiormente dispone de una plataforma de hormigón
donde se encuentra el depósito pulmón. También dispone de una plataforma metálica con rejillas,
desde donde son accesibles los rociadores y la tubería de alimentación de solución de nitrato
amónico de estos.
Se ha colocado un indicador de nivel en la cola de la torre del tipo peso y cable, idóneo para sólidos
de pequeño tamaño.
2.6.1.7 Tuberías
Todas las tuberías pertenecientes al sistema de transporte del nitrato amónico son de acero inoxidable
A-316L.
2.6.1.8 Aislamiento
Debido al alto punto de cristalización de las soluciones concentradas de nitrato amónico, existe el
riesgo de la cristalización de esta en las tuberías o en los equipos, al bajar la temperatura en exceso
debido a una mala operación o simplemente al entrar en funcionamiento de algún sistema que no
estuviese en funcionamiento y por tanto a temperatura ambiente. Para evitar este problema, tanto en
las tuberías como en los rociadores, depósitos y separador. Además, las válvulas y accesorios se
mantendrán aislados mediante térmicamente mediante silicato cálcico o lana mineral.
2.6.2 Sistema de vapor y condensado
El fluido calefactor utilizado en el evaporador, en su lado de carcasa, es vapor de agua a 7,09 bar y
165 ºC. El homogeneizador utiliza como fluido calefactor vapor a 5,23 bar y 153 ºC. El vapor llega
por tuberías de acero al carbono, procedente del sistema de vapor de la unidad de producción.
Al comienzo de la puesta en marcha de los equipos, las tuberías de vapor se encontrarán a
temperatura ambiente, y a medida que vaya condensando el vapor, irá pasando a la temperatura del
proceso debido al calor latente del vapor. Igualmente durante el funcionamiento nominal de la planta,
dado a que el vapor está saturado, se producirán condensaciones del mismo. El condensado generado
tiende a acumularse en los puntos más bajos del sistema, donde se deberán de colocar purgadores
que purguen el condensado.
A la entrada del evaporador, se encuentra la estación de control de temperatura de la solución de
nitrato amónico que sale del evaporador. Esta estación está constituida por una válvula de control,
una válvula de compuerta de aislamiento y una de by-pass de globo para el control manual en el caso
de fallo de la válvula de control.

Memoria justificativa
37
Las válvulas de control, tanto la del evaporador como la del homogeneizador, se posicionan para
mantener una temperatura de 133 y 152 ºC respectivamente.
Con el fin de proteger el lado de la carcasa del evaporador y el homogeneizador frente a las posibles
sobrepresiones generadas por el vapor, se ha dotado de válvulas de seguridad a los equipos, taradas a
una presión absoluta de 8,51 y 6,81 bar respectivamente, siendo de este modo un 20% superior a la
presión de operación de cada uno de los equipos.
2.7 Sistema de construcción
La planta del presente proyecto está situada en el sector SUS-DMN-04 del PGOU de Sevilla, junto a
la autopista A-4, cerca del Aeropuerto de Sevilla. Constara de una estructura metálica con sus
respectivos cimientos que servirá de soporte para los diferentes elementos de la instalación.
Todos los elementos de mantenimiento y materias primas necesarias para el correcto desarrollo de
las actividades necesarias para la producción de nitrato amónico, están disponibles en la empresa,
como pueden ser el fluido calor portador o la alimentación de nitrato amónico.
La ejecución del presente proyecto se llevará a cabo siguiendo las siguientes etapas:
- Cimentación y construcción de la estructura metálica soporte.
- Se instalará una red eléctrica de 220 V en toda la planta.
- Se empleara un revestimiento de corcho de 40 mm de espesor para absorber las vibraciones
generadas por la maquinaria de la planta.
- Se podrecerá al montaje de maquinaria, tanques y equipos auxiliares, para ello se tomara
como guía las instrucciones de las mediciones y se realizará según planos.
- Se colocarán los dispositivos hidráulicos en el siguiente orden, primero las tuberías, tras ello
las bombas, luego las válvulas y por último, los demás componentes.
- Se colocaran equipos de protección y extinción de incendios según lo que indique la
normativa vigente, así como las medidas auxiliares necesarias.
- Se instalará un laboratorio con todos los materiales para todos los análisis rutina. Así como
todos los controles de calidad que la empresa estime oportuno.
2.8 Sistema de adjudicación del proyecto
La adjudicación de la construcción se efectuará por el método de subasta pública, adjudicándose el
trabajo a aquella empresa que dé el presupuesto más favorable dentro de las condiciones estipuladas
en el presente proyecto. Los presupuestos deberán estar siempre dentro de los márgenes establecidos
por el presente proyecto.
2.9 Plazo y calendario de ejecución
La ejecución del proyecto consta de dos fases claramente diferenciadas:
- Construcción de la estructura soporte y la torre de prilado.
- Instalación de todos los demás elementos.
Memoria justificativa
38
La empresa encargada dispone de 45 días para la realización de la primera fase y de 90 para el
montaje y puesta a punto de la segunda. Para el cumplimiento del plazo sólo se tendrán en cuenta los
días laborables, quedando excluidos sábados, domingos y festivos.
La obra dará comienzo el 1 de septiembre de 2017 y se cumplirán los plazos de de ejecución de
forma estricta para evitar de este modo el encarecimiento del proyecto debido a los retrasos.

Memoria justificativa
39
2.10 Importe del proyecto
1.-Estructura metálica................................................................................................................730.000,00
2.-Torre de prilado.......................................................................................................................53.888,00
3.-Conjunto evaporador-separador.............................................................................................58.613,00
4.-Homogenizador.........................................................................................................................9.490,00
5.-Deposito pulmón.......................................................................................................................6.290,00
6.-Grupo de bombeo....................................................................................................................10.368,00
7.-Ventiladores axiales..................................................................................................................3.815,00
8.-Tolva..........................................................................................................................................7.076,00
9.-Tornillo sin fin...........................................................................................................................7.509,0
10.-Elevador de cangilones...........................................................................................................6.957,00
11.-Silo.........................................................................................................................................58.495,00
12.-Tuberías y accesorios..............................................................................................................2.525,00
13.-Válvulas...................................................................................................................................9.684,00
14.-Control e instrumentación....................................................................................................29.809,00
15.-Varios.......................................................................................................................................4.696,00
Suma inicial...............................................................................................................................999.215,19
Imprevistos..................................................................................................................................50.000,00
Gastos generales de la empresa...................................................................................................70.000,00
Honorarios de la redacción del proyecto y dirección de obra...................................................50.000,00
Beneficio industrial.....................................................................................................................80.000,00
Presupuesto sin impuestos.....................................................................................................1.249.215,00
21% de I.V.A.............................................................................................................................262.335,15
Presupuesto total 1.511.550,15 €
El presupuesto del presente proyecto asciende a la cantidad de UN MILLON QUINIENTOS ONCE
MIL QUINIENTOS CINCUENTA EUROS CON QUINCE CENTIMOS.

Memoria justificativa
40
3 MEMORIA JUSTIFICATIVA
3.1 Evaporador
3.1.1 General
3.1.1.1 Elección del evaporador
El evaporador con el cual se va a opera es del tipo película descendente y a vacío. Se puede
considerar como un intercambiador de carcasa y tubos 1-1 convencional que opera en vertical.
La solución de nitrato amónico se introduce por la parte superior, con un gasto másico, tal que, los
tubos no se llenan por completo, creando una película alrededor de su perímetro interno. El líquido
desciende por las paredes por la acción de la gravedad.
Por el exterior de los tubos fluye vapor de agua, el cual calienta la solución hasta la temperatura
deseada. Los tubos internos, se mantienen a una presión inferior a la atmosférica, con el fin de
disminuir la temperatura de ebullición de la solución. Esto permite evaporar el agua a una menor
temperatura y por lo tanto, permite realizar un calentamiento más moderado de la mezcla, lo cual es
conveniente ya que así se puede evitar la descomposición del nitrato amónico.
Los evaporadores de este tipo requieren un separador de líquido-vapor, donde se elimina el vapor de
agua formado, y se recoge la solución concentrada.
3.1.1.2 Capacidad de evaporación
Las dos principales características de un evaporador de tubular calentado por vapor de agua son: la
capacidad y la economía.
La definición de capacidad es la máxima cantidad de vapor de agua que es posible evaporar en una
unidad de tiempo determinada.
Por otra parte, la economía es la cantidad de vapor producido respecto a la cantidad de vapor
utilizado para ello.
El flujo de calor “Q”, a través de la superficie de calentamiento de un evaporador, se calcula con el
producto de tres factores: el área de transferencia de calor “A”, el coeficiente global de transferencia
de calor “U” y la diferencia de temperatura logarítmica media “DTLM”.
𝑄 = 𝑈 · 𝐴 · 𝐷𝑇𝐿𝑀
Si el flujo de alimentación que se introduce en el evaporador está a la temperatura de saturación de la
solución a la presión de operación, todo el calor transmitido a través de la superficie de calentamiento
es utilizado en la evaporación del agua, y la capacidad seria proporcional a “Q”. Si la alimentación
entra a una temperatura menor, como es el caso de la utilizada en este proyecto, el calor procedente
del vapor vivo es usado para calentar la solución hasta la temperatura de ebullición y luego para su
evaporación, es decir, la capacidad será menor que en el caso anterior.
“Los científicos estudian el mundo tal como es; los ingenieros crean el mundo que nunca ha sido”
- Theodore Von Karman-

Memoria justificativa
41
3.1.1.3 Elevación del punto de ebullición
La temperatura de ebullición de la mezcla se ve influida por la concentración de la misma, por
consiguiente, a concentraciones muy bajas la temperatura de ebullición será muy similar a la del
agua pura, pero a medida que la concentración aumente, esta temperatura se irá diferenciando.
El incremento de la temperatura de ebullición se conoce como la elevación del punto de ebullición de
la solución. La elevación de ese punto de ebullición es proporcional a la concentración de la
solución, siendo de unos pocos grados en soluciones orgánicas hasta decenas en soluciones
concentradas de sales inorgánicas. La elevación del punto de ebullición, hay que restarla a la caída de
temperatura que se predice a partir de propiedades del vapor de agua.
3.1.1.4 Coeficientes de transferencia de calor
La densidad de flujo de calor “q” y la capacidad del evaporador se modifica cuando varía la caída de
temperatura y el coeficiente global de transferencia de calor, de acuerdo con lo antes descrito. La
caída de temperatura está fijada por las propiedades de cambio de fase del agua. La presión
hidrostática no depende de las propiedades constructivas del evaporador, si no de la alimentación.
El coeficiente de transferencia de calor entre el vapor calefactor y el líquido en ebullición es la suma
de cinco resistencias individuales. El coeficiente de película del vapor que condensa, el coeficiente
de ensuciamiento del tubo externo, la conductividad de la pared, el coeficiente de ensuciamiento del
tubo interno y el coeficiente de película del liquido en ebullición. Las resistencias debidas al
ensuciamiento de los tubos son muy pequeñas en este tipo de intercambiadores, por lo que
generalmente se desprecian a la hora de realizar los cálculos.
La resistencia del lado del líquido depende en su mayoría de la velocidad del líquido sobre la
superficie calefactora, es decir, es función del número de Reynolds. En la mayoría de evaporadores,
especialmente los evaporadores donde se manejan materiales viscosos, la resistencia del lado líquido
es la resistencia controlante del proceso. En los evaporadores verticales de tubos largos y circulación
natural, como es el utilizado en el presente proyecto, la velocidad del líquido aumenta
considerablemente en las zonas cercanas a la parte inferior de los tubos, por lo que el coeficiente de
transferencia es mayor, y depende de las características del líquido, de su velocidad, cantidad de
vapor producido y de la caída de temperatura entre el líquido y la pared.
3.1.2 Balance de material y energía
3.1.2.1 General
Se plantean los balances de materia y energía para calcular las características constructivas del
evaporador, tomando como punto de partida la producción diaria de 150 toneladas de nitrato
amónico poroso prilado.
Se parte de una solución de nitrato amónico con una concentración del 92%, por lo tanto, la
alimentación al evaporador es de:
150𝑡
𝑑í𝑎𝑑𝑒 𝑁𝐻4𝑁𝑂3
0,92=
163,04𝑡
𝑑í𝑎𝑑𝑒 𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛

Memoria justificativa
42
3.1.2.2 Hipótesis de cálculo
Las hipótesis de cálculo de los balances de material y energía son las siguientes:
- El evaporador constará de dos elementos: un evaporador y un separador. La cámara de
evaporación en el evaporador se encuentra a una presión de 0,3 kg/cm2.
- El evaporador se supondrá como un intercambiador de carcasa y tubos vertical 1-1 en
isocorriente y calentado mediante vapor saturado a 7 kg/cm2.
- Se supondrá que no cristaliza sólido en el evaporador, y este no se adhiere a las paredes, de
manera que el flujo de vapor que llega al separador, será la diferencia entre el flujo de la
solución diluida menos el flujo de la solución concentrada.
- Se supone también que no existen fugas, arrastre de líquido con el vapor, que el flujo de
condensables es despreciable y que las pérdidas de calor del evaporador son despreciables.
- Se supondrá que el calor de disolución es despreciable, de forma que las entalpias de la
solución diluida y concentrada serán establecidas a partir de los calores específicos de la
solución.
3.1.2.3 Balance de materia
En la figura de a continuación, se muestra un esquema de las corrientes correspondientes al
evaporador.
El flujo de vapor vivo y del condensado se muestra como “Mvv” (kg/h), el de la alimentación como
“Me” (kg/h) y el flujo de salida del evaporador como “Ms”.
Figura 3.1: Balance de materia en el evaporador.

Memoria justificativa
43
A continuación se muestran los datos de partida en el balance de materia del evaporador:
Alimentación(Me):
- Solución de nitrato amónico al 92%.
- Me: 6793,33 kg/h.
- Temperatura de la entrada (Tf): 120ºC.
Vapor calefactor(Mvv):
- Vapor de agua saturado.
- Presión: 7kg/cm2.
- Temperatura: 165ºC (Tvv).
Solución a la salida(Ms):
- Solución de nitrato amónico al 95% junto con el vapor de agua generado.
- Ms: 6793,33 kg/h.
El flujo de nitrato amónico al 92% es de 6793,33 kg/h de los cuales hay:
- 6249,86 kg/h de nitrato amónico puro.
- 543,47 kg/h de agua.
El flujo de salida del evaporador está compuesto por:
- 6578,8 kg/h de nitrato amónico al 95%.
- 214,53 kg/h de vapor de agua.
A su vez el flujo de nitrato amónico al 95% está constituido por:
- 6249,86 kg/h de nitrato amónico puro.
- 328,94 kg/h de agua.
En resumen:
- Alimentación (Me): 6793,33 kg/h de nitrato amónico al 92%
- Solución concentrada (Mc): 6578,8 kg/h de nitrato amónico al 95%
- Agua evaporada (Ma): 214,53 kg/h de vapor de agua.
3.1.2.4 Balance de energía
Para realizar el balance de energía es necesario realizarlo en dos lugares, uno en la parte del vapor
condensando y otro en la evaporación del agua de la solución de nitrato amónico.
Teniendo en cuenta las hipótesis anteriormente mencionadas, la diferencia de entalpía del vapor vivo
con su condensado es el calor latente de condensación del vapor de agua λs, el cual se transmite a la
solución de nitrato amónico para vaporizar el agua.
Si se desprecian las pérdidas de calor, el calor que se transmite desde el vapor vivo hacia los tubos es
igual al que se transmite desde los tubos hacia la solución, de forma que el balance de energía en los
dos lados es igual, quedando el siguiente balance:
𝑄 = 𝑀𝑣𝑣 · 𝜆𝑠 = 𝑀𝑒 −𝑀𝑐 ·𝐻𝑣 −𝑀𝑒 · 𝐻𝑓 +𝑀𝑐 · 𝐻𝑐
Siendo λs = 2068,98 kJ/kg.

Memoria justificativa
44
Y siendo:
- Q: flujo de calor en kW.
- λs: Calor latente en kJ/kg.
- Mvv: Vapor calefactor en el evaporador en kg/s.
- Me: Entrada de la solución de nitrato amónico al evaporador en kg/s.
- Mc: Solución concentrada en kg/s.
- Hv: Entalpia especifica del vapor en kJ/kg.
- Hf: Entalpia especifica de la solución diluida en kJ/kg.
- Hc: Entalpia especifica de la solución concentrada en kJ/kg.
Si se elige como temperatura de referencia para la cual se calculan las entalpias, la temperatura de
ebullición del liquido en el evaporador, la entalpía específica Hc de la solución concentrada es cero,
y el termino Mc·Hc desaparece.
La temperatura de ebullición de la solución de nitrato amónico es desconocida, y tendrá que ser
calculada.
El agua pura tiene un punto de ebullición de 100ºC a 1 atmosfera, pero si esta presión disminuye,
también disminuirá la temperatura de ebullición, mientras que si la presión aumenta, lo hará del
mismo modo la temperatura de ebullición. En el caso de que el agua contenga algún tipo de sustancia
disuelta, este punto de ebullición se verá afectado, y la solución de nitrato amónico tendrá un punto
de ebullición más alto que el del agua pura a la misma presión. Para el caso de este proyecto influyen
ambos factores, ya que no se opera con agua pura ni a 1 atmosfera de presión.
El cálculo de dicha temperatura, que se calculará a la temperatura de salida de la solución de nitrato
amónico, se realizara con el método de cálculo de elevación del punto de ebullición, mediante la
siguiente expresión:
𝑇𝑒𝑏 = 𝑇𝑠𝑎𝑡 + 𝑥 · ∆𝑇𝑒𝑏
Siendo:
- Teb: Temperatura de ebullición de una solución en ºC.
- Tsat: Temperatura de saturación del agua a una determinada presión en ºC.
- x: Coeficiente de concentración adimensional.
- ΔTeb: elevación de la temperatura de ebullición respecto al agua en ºC.
Según la tabla V del libro “The technology of mineral fertilizer”, la temperatura de ebullición de una
solución de nitrato amónico al 95% es de 180ºC, quedando por consiguiente un ΔTeb de 80ºC.
De la tabla VI, se obtiene el valor del coeficiente x, el cual tiene un valor de 0,8.
La temperatura de saturación del agua a 0,3 kg/cm2 es de 69ºC.
Sustituyendo estos datos en la ecuación anterior:
𝑇𝑒𝑏 = 69 + 0,8 · 80 = 133º𝐶
A partir del calor específico se puede calcular la entalpia Hf, que se supone que permanece constante
en el intervalo 120-133ºC, por consiguiente:
𝐻𝑓 = 𝐶𝑝𝑎 · (𝑇𝑓 − 𝑇𝑟𝑒𝑓 )
El calor especifico del agua en este intervalo es de 2,03 kJ/kgºC.

Memoria justificativa
45
Siendo:
- Cpa: Calor especifico del agua en kJ/kgºC.
- Tref: Temperatura referencia en ºC.
El valor de Hv es la entalpia de vaporización del agua a la temperatura de referencia. La temperatura
de referencia se establece en 133ºC.
Dado que la elevación del punto de ebullición no es despreciable con respecto a la del agua, el vapor
que sale de la solución, está sobrecalentado en una determinada temperatura igual a la elevación del
punto de ebullición. De esta forma se puede deducir que Hv será la diferencia entre la entalpia de
vapor y la entalpia del agua a 133ºC.
Sin embargo, aproximar Hv al calor latente del vapor de agua a la presión del equipo, es lo
suficientemente exacto como para ser utilizado en la práctica.
Por lo cual, Hv será:
𝐻𝑣 = 𝜆𝑠 0,3𝑘𝑔
𝑐𝑚2 = 2338,24
𝑘𝐽
𝑘𝑔
De la ecuación del balance de energía despejamos Mvv:
𝑀𝑣𝑣 = 𝑀𝑒 −𝑀𝑐 · 𝐻𝑣 +𝑀𝑒 · 𝐶𝑝𝑎 · (𝑇𝑟𝑒𝑓 − 𝑇𝑓)
𝜆𝑠= 329,1 𝑘𝑔/
Dado que la temperatura de alimentación es menor que la de ebullición, el término del calor latente
es positivo, por lo tanto, requiere de un consumo extra de vapor vivo para suministrar esa entalpía.
Po lo tanto, el calor del vapor de agua será utilizado en:
- Vaporizar el agua de la solución de nitrato amónico.
- Calentar la solución hasta la temperatura de ebullición.
Introduciendo lo anteriormente calculado en la ecuación del balance de energía:
𝑄 = 𝑀𝑣𝑣 · 𝜆𝑠 = 189,14 𝑘𝑊
3.1.3 Diseño del evaporador
3.1.3.1 General
Las principales características que hay que diseñar en un evaporador son:
- El número de tubos.
- Diámetro de los tubos.
- Longitud de los tubos.
- Distribución de los tubos.
- Diámetro de la carcasa.
Para ello, es necesario especificar los tipos de mecanismos de transmisión de calor que intervienen
en el funcionamiento del proceso. A continuación se muestra el tipo de mecanismo que interviene en
el proceso y los coeficientes de transmisión que se necesitaran calcular para el diseño del evaporador.

Memoria justificativa
46
3.1.3.2 Transferencia de calor por convención forzada
La transferencia de calor por convección se produce cuando se utilizan fluidos para producir el
intercambio de calor. La transferencia de calor por convección forzada se diferencia de la de
convección natural en que el fluido es impulsado, provocando que este se mueva a una determinada
velocidad por la superficie de intercambio. Los coeficientes de transmisión de calor en este tipo de
mecanismos dependen del tipo de fluido que se utilice, la velocidad del mismo y la geometría del
sistema.
Los coeficientes que hay que calcular son los siguientes:
Coeficiente de película interior (hi)
La solución de nitrato amónico se distribuye de manera uniforme alrededor del perímetro en la parte
superior de los tubos, y cae hacia abajo por el interior de los tubos por medio de la gravedad en
régimen laminar.
Para calcular el coeficiente de película interior se seguirán las ecuaciones que se especifican en el
“Perry, Manual del ingeniero químico” de Robert H. Perry. Este coeficiente se calcula con las
siguientes expresiones:
Para 𝑅𝑒 =4𝛤
𝜇< 2100:
𝑖 = 6,85 · 𝑘2 · 𝜌
4
3 · 𝐶
𝐿 · 𝜇1
3
1/3
· 𝜇
𝜇𝑣𝑣
1/4
· 𝑅𝑒1/9
Siendo:
- Re: Reynolds adimensional.
- C: Capacidad calorífica del fluido en J/kgºC.
- hi: Coeficiente de película interior en W/m2ºC.
- k: Conductividad térmica en W/mºC.
- ρ: Densidad del fluido en kg/m3.
- L: longitud de los tubos en m.
- μ: Viscosidad del fluido en kg/s·m.
- μvv: Viscosidad del fluido a la temperatura de la pared en kg/s·m.
- Γ: Flujo de masa de una película por unidad de perímetro mojado en kg/s·m.
A su vez, Γ se calcula del siguiente modo:
𝛤 =𝑀𝑒
3600 · 𝑁𝑡 · 𝐿𝑝
Siendo:
- Nt: Número de tubos.
- Lp: Perímetro mojado en m.

Memoria justificativa
47
Coeficiente película exterior(ho)
El vapor de agua circula por la carcasa, intercambiando calor con la superficie exterior de los tubos.
Para calcular el coeficiente de película exterior, se recurre a la “Colección de tablas de transmisión
de calor” de la asignatura transmisión de calor. El coeficiente se calcula con las siguientes
expresiones (Tabla 6.13 correlación 55):
Para 𝑅𝑒𝑣 < 1800 y temperatura de la superficie constante:
𝑜 = 1,76 · 𝑔 · 𝜌𝑙 · 𝜌𝑙 − 𝜌𝑣 · 𝑘𝑙3
𝜇𝑙2
1/3
· 𝑅𝑒−1/3
𝑅𝑒𝑣 =4 ·𝑀
𝜇𝑙
𝑀 =𝑀𝑣𝑣/3600
𝜋 · 𝐷𝑒 · 𝑁𝑡
Siendo:
- ho: Coeficiente de película exterior en W/m2ºC.
- g: Gravedad en m/s2.
- ρl: Densidad del líquido en kg/m3.
- ρv: Densidad del vapor en kg/m3.
- kl: Conductividad del líquido en W/mºC.
- μl: Viscosidad del líquido en kg/m·s.
- M: Masa de vapor condensado por unidad de perímetro mojado en kg/s·m.
- De: Diámetro exterior del tubo.
Coeficientes de ensuciamiento exterior e interior (Fse, Fsi)
Dado que por el exterior circula vapor de agua, se asume que el coeficiente de ensuciamiento externo
es nulo. Sin embargo, para el fluido interno, el coeficiente de ensuciamiento si es apreciable, y según
el Perry es de aproximadamente de 𝐹𝑠𝑖 = 0,3522 m2ºC/kW.
Conductividad térmica de los tubos(Ka)
Al tratarse de un coeficiente muy alto respecto al resto, se considera de no es controlante y por
consiguiente se desprecia su efecto en el sistema.

Memoria justificativa
48
3.1.3.3 Cálculo de longitud de los tubos
Para el cálculo de la longitud de los tubos, se seguirá un método iterativo, en el cual se llevara a cabo
un algoritmo hasta que converja el valor de la longitud de los tubos. Los pasos son los siguientes:
- Se fijan los valores del número de tubos y el diámetro de los mismos.
- Se supone una longitud de tubos.
- Se calcula Γ.
- Se calcula el Reynolds del líquido y se comprueba que cumple con las especificaciones.
- Se calcula el coeficiente de película interior.
- Se calcula M.
- Se calcula el Reynolds del vapor, se comprueba que cumple especificaciones y se sustituya
en la ecuación del coeficiente de película externo.
- Se calcula el coeficiente de película externo.
- Se calcula hoi, que es el coeficiente de película externo en función del área de intercambio
interna. Se tiene por consiguiente:
𝑜𝑖 = 𝑜 ·𝐷𝑒
𝐷𝑖
- Se calcula U:
1
𝑈=
1
𝑖+ 𝐹𝑠𝑖 +
1
𝑜𝑖
- Se calcula el área necesaria:
𝐴 =𝑄
𝑈 · 𝐷𝑇𝐿𝑀
𝐷𝑇𝐿𝑀 = 𝑇𝑣𝑣 − 𝑇𝑓 − (𝑇𝑣𝑣 − 𝑇𝑒𝑏)
ln 𝑇𝑣𝑣−𝑇𝑓
𝑇𝑣𝑣−𝑇𝑒𝑏
- Se calcula L’
𝐴 = 𝜋 · 𝐷𝑖 · 𝐿′ ·𝑁𝑡
- Si L’ es igual a L se cierra el problema.
Las características de los tubos tras las iteraciones son:
- Número de tubos: 14.
- Diámetro de los tubos: 1 1/4” BWG 14.
- Diámetro interior: 27,53 mm.
- Diámetro exterior: 31,75 mm.
- Disposición de los tubos en distribución triangular 30º y diámetro interior de carcasa de 10”.
Cálculo de Γ:
𝛤 =𝑀𝑒
3600 · 𝑁𝑡 · 𝐿𝑝=
𝑀𝑒
3600 ·𝑁𝑡 · 𝜋 · 𝐷𝑖= 1,158
𝑘𝑔
𝑚 · 𝑠

Memoria justificativa
49
Cálculo del número de Reynolds:
μ=0,0035 kg/m·s
𝑅𝑒 =4𝛤
𝜇= 1781 < 2100 Regimen laminar, cumple especificaciones.
Cálculo del coeficiente de película interior:
k=0,6836 W/ºC·m
ρ=1425 kg/m3.
C=4,273 kJ/kgºC.
μ/μvv=1
𝑖 = 6,85 · 𝑘2 · 𝜌
4
3 · 𝐶
𝐿 · 𝜇1
3
1/3
· 𝜇
𝜇𝑣𝑣
1/4
· 𝑅𝑒1/9 = 6,901𝑘𝑊
𝑚2 · º𝐶
Cálculo de masa de vapor de agua condensado por unidad de perímetro:
𝑀 =𝑀𝑣𝑣/3600
𝜋 · 𝐷𝑒 · 𝐿 · 𝑁𝑡= 0,06547
𝑘𝑔
𝑠 ·𝑚
Cálculo del Reynolds del vapor:
μl=0,000165 kg/m·s
𝑅𝑒𝑣 =4·𝑀
𝜇𝑙= 1588 < 1800 Régimen laminar, cumple especificaciones.
Cálculo del coeficiente de película exterior:
kl=0,6789 W/mºC.
g=9,81 m/s2.
ρl=902,5 kg/m3.
ρv=3,64 kg/m3.
𝑜 = 1,76 · 𝑔 · 𝜌𝑙 · 𝜌𝑙 − 𝜌𝑣 · 𝑘𝑙3
𝜇𝑙2
1/3
· 𝑅𝑒−1/3 = 6,795𝑘𝑊
𝑚2º𝐶
Cálculo del coeficiente de película externo en función del área interna:
𝑜𝑖 = 𝑜 ·𝐷𝑒
𝐷𝑖= 7,835
𝑘𝑊
𝑚2º𝐶

Memoria justificativa
50
Cálculo del coeficiente global de transferencia:
1
𝑈=
1
𝑖+ 𝐹𝑠𝑖 +
1
𝑜𝑖= 3,12 → 𝑈 = 1,632
𝑘𝑊
𝑚2º𝐶
Cálculo del área necesaria:
𝐷𝑇𝐿𝑀 = 𝑇𝑣𝑣 − 𝑇𝑓 − (𝑇𝑣𝑣 − 𝑇𝑒𝑏)
ln 𝑇𝑣𝑣−𝑇𝑓
𝑇𝑣𝑣−𝑇𝑒𝑏
= 31,13º𝐶
𝐴 =𝑄
𝑈 · 𝐷𝑇𝐿𝑀= 3,039 𝑚2
A continuación se muestra una tabla con los valores obtenidos de L y L’:
L(m) hi(kW/m2ºC) ho(kW/m
2ºC) hoi(kW/m
2ºC) U(kW/m
2ºC) L’(m)
1,8288 7,659 6,795 7,835 1,671 2,451
2,1336 7,275 6,795 7,835 1,652 2,479
2,4384 6,959 6,795 7,835 1,635 2,505
2,7432 6,691 6,795 7,835 1,62 2,529
3,048 6,46 6,795 7,835 1,606 2,55
Tabla 3.1: Comparación de longitud de tubos supuesta y calculada.

Memoria justificativa
51
Figura 3.2: Error entre la longitud supuesta y la longitud calculada.
El valor que se toma para la longitud de los tubos es de 8,2 pies, es decir, 2,5 m ya que la L’
resultante es de 2,51 m.
3.1.3.4 Cálculo de la velocidad de los tubos
Para el cálculo de la velocidad de la solución de nitrato amónico por el interior de los tubos, es
necesario calcular el área de paso de la película en su caída.
El área media de paso tiene la expresión siguiente:
𝐴′ = 𝑁𝑡 · 𝜋 · 𝐷𝑖 · 𝛿 = 0,001134 𝑚2
Donde:
- δ: Espesor de película, y tiene la siguiente expresión:
𝛿 = 3 · 𝜇 · 𝛤
𝜌 · 𝑔
1
3
= 9,365 · 10−4 𝑚
La velocidad media de película viene dada por la siguiente expresión:
𝑉𝑚 =𝛤
𝐴′ · 𝜌= 0,9642
𝑚
𝑠
1,5 2 2,5 3 3,5 40
0,2
0,4
0,6
0,8
1
1,2
1,4
L
dif
L

Memoria justificativa
52
La velocidad máxima se obtiene en la superficie libre, suponiendo un perfil parabólico de
velocidades:
𝑉𝑚𝑎𝑥 = 𝑉𝑚 ·6 · 𝐷𝑖 − 𝛿
4 · 𝐷𝑖 − 3 · 𝛿= 1,434
𝑚
𝑠
3.1.4 Cálculo mecánico
3.1.4.1 Presión y temperatura de diseño
Presión:
Para la presión de diseño se escoge el valor de la presión de operación y se le aplica un coeficiente de
seguridad, en este caso se multiplicara por 1,25:
- Presión de diseño en los tubos:
Pdiseño_tubos = 1,25·0,3 kg/cm2 = 0,375 kg/cm
2.
Dado que el valor es inferior al indicado por la normativa, se escogerá el valor mínimo
recomendado, es decir, 3kg/cm2.
- Presión de diseño de la carcasa:
Pdiseño_carcasa = 1,25·7 kg/cm2 = 8,75 kg/cm
2.
Se escoge una presión de diseño de 9 kg/cm2.
Temperatura:
Para seleccionar la temperatura, se escogerá de mínimo un valor 30ºC por encima de la temperatura
máxima en el equipo, en este caso sería de 195ºC, se escogerá una temperatura de diseño de 200ºC.
3.1.4.2 Espesor de carcasa
La expresión para calcular el espesor de carcasa, para una carcasa cilíndrica, es la siguiente:
𝑒𝑐 =0,5 · 𝑃𝑑𝑐 · 𝐷𝑐
𝐸 · 𝑆 − 0,6 · 𝑃𝑑𝑐+ 𝑐 = 0,178" = 4,51 𝑚𝑚
Donde:
- ec: Espesor de la carcasa en pulgadas.
- Dc: Diámetro de carcasa en pulgadas.
- Pdc: Presión de diseño de la carcasa en psi.
- E: Eficiencia de la junta. Recogida de la tabla UW-12 ASME, con un valor de 0,7.
- S: Valor del esfuerzo del material en psi. 17500 psi.
- c: Sobreespesor en pulgadas. 1/8” de sobreespesor.
- Material: Pieza de forja de acero al carbono. ASME SA 105 grado II.
Es espesor mínimo recomendado según la norma TEMA clase RCB, tabla R.3.13, para diámetros
interiores de 10” y material acero al carbono, corresponde a un valor de 1/8”.

Memoria justificativa
53
3.1.4.3 Espesor de tubos
Las especificaciones de los tubos quedan del siguiente modo:
- Diámetro nominal: 1 ¼” BWG 14.
- Diámetro interior de tubos: 27,43 mm.
- Diámetro exterior de tubos: 31,75 mm.
- Longitud efectiva: 2,5 m.
- Numero de tubos: 14.
- Material: Acero inoxidable AISI 316.
Se determina la presión externa capaz de soportar los tubos con el espesor determinado,
comprobando si cumple las especificaciones del diseño. Esta presión se determina por el siguiente
procedimiento:
- Se calcula la relación del diámetro exterior y el espesor:
𝐷𝑒
𝑒𝑡=
31,75𝑚𝑚
2,11𝑚𝑚= 15,05 > 10
- Cuando la relación del diámetro exterior y el espesor es mayor que 10, la presión máxima
permitida es de:
𝑃𝑎 =4 · 𝐵 · 𝑒𝑡
3 · 𝐷𝑒
- El valor de B se calcula del siguiente modo:
- Cálculo de la relación de longitud entre montajes de refuerzo y diámetro exterior:
El valor de L es la longitud entre montajes de refuerzo, es decir, la longitud del tubo sin soportes, y
tiene un valor de 49,2”, valor descrito en el apartado 3.1.4.5.
𝐿𝑚
𝐷𝑒=
1250𝑚𝑚
31,75𝑚𝑚= 40,65
- Se entra con este valor en la figura UGO-28.0.
- Se sigue la horizontal hasta el valor que representa De/et. Desde el punto de inserción
se traza una línea para determinar el valor de A=0,05.

Memoria justificativa
54
Figura 3.3: Figura UGO-28.0.
- Con el valor de A se entra en la grafica UHA-28.2. Se sigue hasta la línea correspondiente a
la temperatura. En la intersección se sigue horizontal y se determina el valor de B=12000.

Memoria justificativa
55
Figura 3.4: Figura UHA-28.2.
- Una vez calculado B, se sustituya y se obtiene la máxima presión permitida
𝑃𝑎 =4 · 𝐵 · 𝑒𝑡
3 · 𝐷𝑒= 1063,1 𝑝𝑠𝑖 > 128𝑝𝑠𝑖
Cumple con las especificaciones del diseño.
3.1.4.4 Placas tubulares
La distribución de los tubos es triangular, y tiene un paso de 1 9/16”.
Los agujeros para las placas tubulares, según TEMA en la tabla RCB-7.41, para un diámetro de
tubos de 1 ¼” son de 1,264”, es decir, 32,11 mm.
3.1.4.5 Placa distanciadora y soporte de tubos
Estos elementos tienen la función de mantener los tubos separados y evitar que se flexionen,
sirviendo a estos de apoyo.
Según la tabla TEMA RCB-4.52 los platos soporte deben estar como máximo a una distancia en la
cual los tubos no excedan del valor indicado en la tabla, que depende del material y el diámetro
exterior de los tubos. Según la tabla, la distancia máxima es de 88”, 2,235m.
Las placas soporte serán situadas a la mitad de los tubos. Esto implica que la longitud de los tubos sin
soporte será de unas 49,2”, 1,25m. Por lo cual el espesor de la placa distribuidora según la tabla de la
TEMA CB.-4.41, será de 3/8”.
Dado que la longitud de los tubos sin soporte es superior a 36” para tubos de 1 ¼”, la TEMA nos
indica, que los agujeros de la placa distanciadora serán de1/64” mayor que el diámetro del tubo, es
decir, 1 17/64”, 1,266”, 32,15 mm.

Memoria justificativa
56
El diámetro de la placa viene dado por el hecho que según la tabla TEMA RCB.-4.3, la diferencia
entre el diámetro inferior de la carcasa y el de la placa para carcasas de 10” es de 1/8”, por
consiguiente:
𝐷𝑝𝑙𝑎𝑐 𝑎𝑠𝑜𝑝𝑜𝑟𝑡𝑒 = 10−1
8= 9,875" = 251 𝑚𝑚.
3.1.4.6 Tirantes y tubo distanciador
El tirante tiene como misión sujetar la placa soporte. Va alojado en el interior del tubo distanciador,
el cual mantiene la distancia entre la placa soporte y la placa tubular.
Según C.-4.71 de TEMA, para un diámetro de carcasa entre 6” y 15” le corresponde un tirante de
¼”, y el número debe de ser como mínimo de 4.
Las especificaciones del tubo distanciador son las siguientes:
Φntd=6,35 mm.
Φexttd=13,7 mm.
etd=2,23 mm.
3.1.4.7 Toberas en el evaporador
3.1.4.7.1 De entrada de líquido
El diámetro de la tobera se elije de tal manera que la velocidad de entrada del nitrato amónico sea lo
suficientemente baja, como para evitar turbulencias. Una velocidad que puede tomarse como
referencia es 0,61 m/s.
- Caudal volumétrico de entrada:
𝑤𝑡𝑒 =𝑀𝑒
3600 · 𝜌= 1,324 · 10−3
𝑚3
𝑠
- Área de paso de la tobera:
𝐴𝑡𝑒 =𝑤𝑡𝑒
𝑣= 2,17 · 10−3 𝑚2
- Diámetro interior:
𝐷𝑡𝑒 = 4 · 𝐴𝑡𝑒𝜋
= 52,57 𝑚𝑚
Se elijen las siguientes dimensiones:
Φnte=50,8 mm.
Φextte=60,32 mm.
- Espesor:
𝑒𝑡𝑒 =0,5 · 𝑃𝑡𝑒 · 𝐷𝑒𝑥𝑡 _𝑡𝑒
𝐸 · 𝑆 − 0,4 · 𝑃𝑡𝑒+ 𝑐 = 0,097 𝑚𝑚

Memoria justificativa
57
Donde:
- ete: Espesor de tobera de entrada de líquido.
- Pte: Presión en la tobera. 3 kg/cm2, 42,7 psi.
- Dext_te: Diámetro exterior de la tobera de entrada de líquido.
- c = 0 para acero inoxidable.
- E = 1.
- S = 13300 psi.
- Material: Acero inoxidable AISI 316.
Para espesores tipo Schedule se tiene:
𝑡𝑠𝑐 = 1,25 · 𝑒𝑡𝑒 = 0,109 𝑚𝑚
Las dimensiones de la tobera serán Φnte = 2” SCH 10, la cual corresponde, a un diámetro exterior de
60,32 mm y un espesor de 2,77 mm.
- Velocidad y área de paso:
𝐴𝑡𝑒 =𝜋 · 𝜙𝑒𝑥𝑡𝑡𝑒
4= 2,357 · 10−3𝑚2
𝑣 =𝑤𝑡𝑒
𝐴𝑡𝑒= 0,56
𝑚
𝑠
3.1.4.7.2 De salida de concentrado a separador
Se considera que el vapor ocupa la totalidad de la tubería. La velocidad de referencia del vapor será
de 40 m/s.
- Caudal volumétrico de entrada:
Tenemos un vapor sobrecalentado a una temperatura de 133ºC y una presión de 0,3 kg/cm2. Se
tienen los siguientes valores de tablas:
P (bar) T(ºC) 100 150
0,1 17,2 m3/kg 19,51 m
3/kg
0,5 3,42 m3/kg 3,89 m
3/kg
Tabla 3.2: Volumen específico del vapor.
Con estos datos se puede calcular el volumen específico a 0,3 bar y 133ºC:
- Primero se calcula el volumen específico a 0,3 bar y a ambas temperatura:
𝑣𝑔 0,3𝑏𝑎𝑟, 100º𝐶 = 3,42 +17,2− 3,42
0,4· 0,2 = 10,31
m3
kg
𝑣𝑔 0,3𝑏𝑎𝑟, 150º𝐶 = 3,89 +19,51− 3,89
0,4· 0,2 = 11,7
m3
kg
Memoria justificativa
58
- En segundo lugar se calcula el volumen específico a 0,3 bar y 133ºC:
𝑣𝑔 0,3𝑏𝑎𝑟, 133º𝐶 = 10,31 +11,7− 10,31
50· 33 = 11,23
m3
kg
De modo que:
𝑤𝑡𝑐 =𝑀𝑎
3600· 𝑣𝑔 = 0,67
𝑚3
𝑠
- Área de paso de la tobera:
𝐴𝑡𝑐 =𝑤𝑡𝑐
𝑣= 1,68 · 10−2 𝑚2
- Diámetro interior:
𝐷𝑡𝑐 = 4 · 𝐴𝑡𝑐𝜋
= 146,5 𝑚𝑚
Se elijen las siguientes dimensiones:
Φntc=152 mm.
Φexttc=168,2 mm.
- Espesor:
𝑒𝑡𝑐 =0,5 · 𝑃𝑡𝑐 · 𝐷𝑒𝑥𝑡 _𝑡𝑐
𝐸 · 𝑆 − 0,4 · 𝑃𝑡𝑐+ 𝑐 = 0,27 𝑚𝑚
Donde:
- etc: Espesor de tobera de entrada de líquido.
- Ptc: Presión en la tobera. 3 kg/cm2, 42,7 psi.
- Dext_tc: Diámetro exterior de la tobera de entrada de líquido.
- c = 0 para acero inoxidable.
- E = 1.
- S = 13300 psi.
- Material: Acero inoxidable AISI 316.
Para espesores tipo Schedule se tiene:
𝑡𝑠𝑐 = 1,25 · 𝑒𝑡𝑐 = 0,3 𝑚𝑚
Las dimensiones de la tobera serán Φntc = 6” SCH 10, la cual corresponde, a un diámetro exterior de
168,27 mm y un espesor de 2,77 mm.
- Velocidad y área de paso:
𝐴𝑡𝑐 =𝜋 · 𝜙𝑒𝑥𝑡𝑡𝑐
4= 2,224 · 10−2𝑚2
𝑣 =𝑤𝑡𝑐
𝐴𝑡𝑐= 30,1
𝑚
𝑠
Memoria justificativa
59
3.1.4.7.3 De entrada de vapor en carcasa
La velocidad recomendada para vapor en tubos es de 40m/s.
- Caudal volumétrico de entrada:
𝑤𝑡𝑣 =𝑀𝑣𝑣
3600· 𝑣𝑔(𝑠𝑎𝑡𝑢𝑟𝑎𝑑𝑜, 165º𝐶) = 2,494 · 10−2
𝑚3
𝑠
- Área de paso de la tobera:
𝐴𝑡𝑣 =𝑤𝑡𝑣
𝑣= 6,23 · 10−4 𝑚2
- Diámetro interior:
𝐷𝑡𝑒 = 4 · 𝐴𝑡𝑣𝜋
= 28,17 𝑚𝑚
Se elijen las siguientes dimensiones:
Φnte=38,1 mm.
Φextte=48,26 mm.
- Espesor:
𝑒𝑡𝑒 =0,5 · 𝑃𝑡𝑣 · 𝐷𝑒𝑥𝑡 _𝑡𝑣
𝐸 · 𝑆 − 0,4 · 𝑃𝑡𝑣+ 𝑐 = 3,35 𝑚𝑚
Donde:
- etv: Espesor de tobera de entrada de líquido.
- Ptv: Presión en la tobera. 9 kg/cm2, 128 psi.
- Dext_tv: Diámetro exterior de la tobera de entrada de líquido.
- c = 1/8”, 3,175 mm.
- E = 1.
- S = 17495 psi.
- Material: Acero SA 105 grado II.
Para espesores tipo Schedule se tiene:
𝑡𝑠𝑐 = 1,25 · 𝑒𝑡𝑣 = 3,77 𝑚𝑚
Las dimensiones de la tobera serán Φntv = 1 ½” SCH 80, la cual corresponde, a un diámetro exterior
de 48,26 mm y un espesor de 5,08 mm.
- Velocidad y área de paso:
𝐴𝑡𝑣 =𝜋 · 𝜙𝑒𝑥𝑡𝑡𝑒
4= 1,14 · 10−3𝑚2
𝑣 =𝑤𝑡𝑣
𝐴𝑡𝑣= 21,88
𝑚
𝑠

Memoria justificativa
60
3.1.4.7.4 De salida de condensado
La velocidad recomendable de salida de condensado es de 0,61 m/s.
- Caudal volumétrico de entrada:
La densidad del agua se cogerá a la de saturación a 165ºC en estado líquido.
𝑤𝑡𝑠 =𝑀𝑣𝑣
3600 · 𝜌= 1,013 · 10−4
𝑚3
𝑠
- Área de paso de la tobera:
𝐴𝑡𝑠 =𝑤𝑡𝑠
𝑣= 1,66 · 10−4 𝑚2
- Diámetro interior:
𝐷𝑡𝑠 = 4 · 𝐴𝑡𝑠𝜋
= 14,54 𝑚𝑚
Se elijen las siguientes dimensiones:
Φnte=19,05 mm.
Φextte=26,67 mm.
- Espesor:
𝑒𝑡𝑠 =0,5 · 𝑃𝑡𝑠 · 𝐷𝑒𝑥𝑡 _𝑡𝑠
𝐸 · 𝑆 − 0,4 · 𝑃𝑡𝑠+ 𝑐 = 3,27 𝑚𝑚
Donde:
- ets: Espesor de tobera de entrada de líquido.
- Pts: Presión en la tobera. 9 kg/cm2, 128 psi.
- Dext_ts: Diámetro exterior de la tobera de entrada de líquido.
- c = 1/8”, 3,175 mm.
- E = 1.
- S = 17495 psi.
- Material: Acero SA 105 grado II.
Para espesores tipo Schedule se tiene:
𝑡𝑠𝑐 = 1,25 · 𝑒𝑡𝑠 = 3,68 𝑚𝑚
Las dimensiones de la tobera serán Φnte = ¾” SCH 80, la cual corresponde, a un diámetro exterior de
26,67 mm y un espesor de 3,91 mm.
- Velocidad y área de paso:
𝐴𝑡𝑠 =𝜋 · 𝜙𝑒𝑥𝑡𝑡𝑠
4= 2,791 · 10−4𝑚2
𝑣 =𝑤𝑡𝑠
𝐴𝑡𝑠= 0,36
𝑚
𝑠

Memoria justificativa
61
3.2 Separador
3.2.1 General
3.2.1.1 Elección del separador
Los separadores de líquido-vapor, por lo general, tienen dos funciones. La función principal es la
correcta separación del líquido del vapor, pero también deben de garantizar que tiene una capacidad
suficiente como para servir de depósito de líquido.
El principio básico en el diseño de estos equipos, es dotar al fluido de una velocidad baja pero lo
suficientemente alta como para separar el líquido del vapor.
Como regla general, un recipiente el cual debe de proveer un volumen alto, como es el caso de un
acumulador de una torre de destilación atmosférica, será horizontal. Sin embargo, para volúmenes
más bajos, el recipiente será vertical.
El separador de este proyecto es vertical, y se diseñara según las pautas descritas en “Curso sobre
diseño de recipientes para industrias de procesos” organizado por el Centro de Perfeccionamiento del
Ingeniero (CPI) en el año 1975.
3.2.2 Balance de materia y energía
3.2.2.1 General
Se plantean los balances de materia y energía para el cálculo de los detalles constructivos del
separador.
Se parte de una solución de nitrato amónico con una concentración del 95% junto con vapor de agua,
con una alimentación total de:
6578,8kg
h𝑑𝑒 𝑁𝐻4𝑁𝑂3𝑎𝑙 95% + 214,53
kg
h𝑑𝑒 𝑣𝑎𝑝𝑜𝑟 = 6793,33
kg
h𝑑𝑒 𝑎𝑙𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖ó𝑛
3.2.2.2 Hipótesis de cálculo
Las hipótesis de cálculo de los balances de material y energía son las siguientes:
- El separador se supondrá como un separador flash adiabático, a una presión de 0,3 kg/cm2.
- Se supondrá que no cristaliza sólido en el separador, y este no se adhiere a las paredes, de
manera que el flujo de vapor que llega al separador es la diferencia entre los flujos de materia
de la solución diluida y la concentrada.
- Se supone también que las pérdidas de calor son despreciables.
3.2.2.3 Balance de materia
En la figura de a continuación, se muestra un esquema de las corrientes correspondientes al
separador.
El flujo de entrada de solución concentrada más el vapor se muestra como “Ms”, la solución
concentrada se muestra como “Mc” y el de vapor como “Ma”
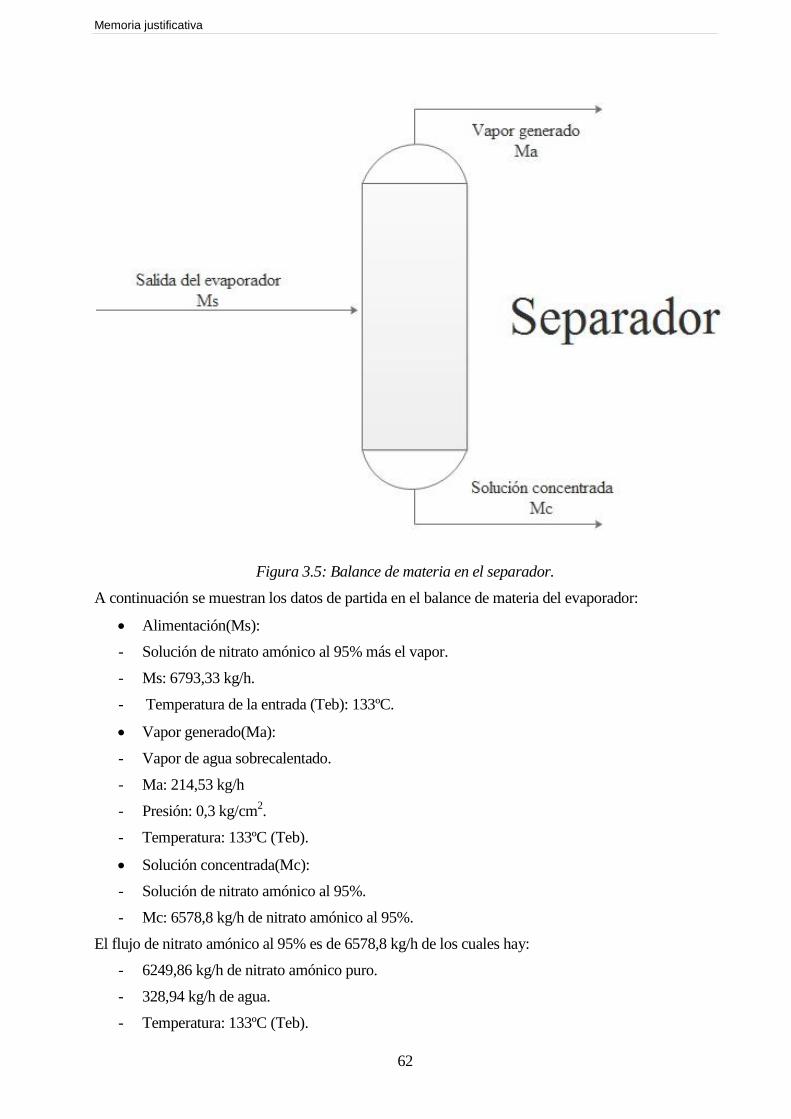
Memoria justificativa
62
Figura 3.5: Balance de materia en el separador.
A continuación se muestran los datos de partida en el balance de materia del evaporador:
Alimentación(Ms):
- Solución de nitrato amónico al 95% más el vapor.
- Ms: 6793,33 kg/h.
- Temperatura de la entrada (Teb): 133ºC.
Vapor generado(Ma):
- Vapor de agua sobrecalentado.
- Ma: 214,53 kg/h
- Presión: 0,3 kg/cm2.
- Temperatura: 133ºC (Teb).
Solución concentrada(Mc):
- Solución de nitrato amónico al 95%.
- Mc: 6578,8 kg/h de nitrato amónico al 95%.
El flujo de nitrato amónico al 95% es de 6578,8 kg/h de los cuales hay:
- 6249,86 kg/h de nitrato amónico puro.
- 328,94 kg/h de agua.
- Temperatura: 133ºC (Teb).

Memoria justificativa
63
En resumen:
- Alimentación (Ms): 6793,33 kg/h de nitrato amónico al 95%
- Solución concentrada (Mc): 6578,8 kg/h de nitrato amónico al 95%
- Vapor generado (Ma): 214,53 kg/h de vapor de agua.
3.2.3 Cálculo del separador
3.2.3.1 General
Al separador llega una corriente de nitrato amónico concentrado y un vapor sobrecalentado, a una
presión de 0,3 kg/cm2 y una temperatura de 133ºC.
En estas condiciones, el volumen ocupado por el vapor es muy elevado comparado con el volumen
ocupado por el líquido.
Las características de los fluidos son las siguientes:
Vapor:
- Teb = 133ºC.
- vg = 11,28 m3/kg.
- Ma = 214,53 kg/h.
Líquido:
- Teb = 133ºC.
- ρ = 1425 kg/m3.
- Mc = 6578,8 kg/h.
3.2.3.2 Método de cálculo
El método de cálculo del separador consta de los siguientes pasos:
- Cálculo del factor de separación líquido-vapor:
𝐹 =𝑀𝑐
𝑀𝑎· 𝑣𝑔−1
𝜌= 0,242
- Se entra en la tabla adjunta con el valor de F y se busca en la ordenada el valor de Kv:
𝐾𝑣 = 0,341
- Máxima velocidad de diseño del vapor:
𝑢𝑔𝑚𝑎𝑥 = 𝐾𝑣 · 𝜌 · 𝑣𝑔 − 1 = 43,23𝑝𝑖𝑒𝑠
𝑠=
13,15𝑚
𝑠
- Área mínima de paso:
𝐴𝑚𝑝 =𝑄𝑔
𝑢𝑔𝑚𝑎𝑥= 5,11 · 10−2𝑚2

Memoria justificativa
64
Siendo:
𝑄𝑔 =𝑀𝑎
3600· 𝑣𝑔 = 0,672
𝑚3
𝑠
- Cálculo del diámetro del recipiente:
𝐷𝑠 = 𝐷𝑚𝑖𝑛 + 6" = 407,47 𝑚𝑚
𝐷𝑚𝑖𝑛 = 4 · 𝐴𝑚𝑝
𝜋= 255,07 𝑚𝑚
Dado el bajo valor del diámetro se seleccionará un diámetro mayor:
Ds = 609,6 mm
- La velocidad aproximada por la boca de entrada se tomará según el siguiente criterio:
𝑢𝑚𝑎𝑏 =100
𝜌𝑚𝑒𝑧𝑐𝑙𝑎= 10,774
𝑝𝑖𝑒𝑠
𝑠= 3,284
𝑚
𝑠
𝑢𝑚𝑖𝑏 =60
𝜌𝑚𝑒𝑧𝑐𝑙𝑎= 6,464
𝑝𝑖𝑒𝑠
𝑠= 1,97
𝑚
𝑠
𝜌𝑚𝑒𝑧𝑐𝑙𝑎 =𝑀𝑐
𝑀𝑠· 𝜌 +
𝑀𝑎
𝑀𝑠·
1
𝑣𝑔= 1380
𝑘𝑔
𝑚3=
86,151𝑙𝑏
𝑝𝑖𝑒3
- Se realiza un dimensionado preliminar según la figura de a continuación. Para ello es
necesario dimensionar la boca de entrada de la alimentación.
𝐴𝑚𝑎𝑏 =𝑀𝑠
3600 · 𝜌𝑚𝑒𝑧𝑐𝑙𝑎 · 𝑢𝑚𝑖𝑏= 6,94 · 10−4 𝑚2
- Se calcula el diámetro interior de la boca:
𝐷𝑖𝑚𝑎𝑥 = 𝐴𝑚𝑎𝑏 · 4
𝜋= 29,73 𝑚𝑚
Para un ϕn=1” se tiene un ϕext=33,7 mm.
Para una presión de diseño de 3 kg/cm2, una temperatura de diseño de 200ºC y material acero
inoxidable AISI 316 se tiene:
𝑒𝑠𝑒𝑏 =0,5 · 𝑃 · 𝜙𝑒𝑥𝑡𝐸 · 𝑆 − 0,4 𝑃
= 0,043 𝑚𝑚
Con ello se escogen las siguientes dimensiones:
Φn=1” SCH 40 la cual tiene un diámetro interno de ϕint=26,64 mm.
- Se calcula la velocidad real:
𝑢𝑅 =4 · 𝑀𝑠
3600 · 𝜌𝑚𝑒𝑧𝑐𝑙𝑎 · 𝜋 · 𝜙𝑖𝑛𝑡2 = 2,45
𝑚
𝑠
- Se realiza un dimensionado preliminar del recipiente:
𝐻𝑣 = 36+1
2ϕext=36,83"

Memoria justificativa
65
Debe ser como mínimo de 48”.
𝐻𝑏 = 12 +1
2ϕext = 12,83"
Debe de como mínimo de 18”
- Se selecciona el factor de trabajo(2) y el factor de alarma(1)
- Se calcula el volumen de líquido en el separador:
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 =𝑀𝑐
3600 · 𝜌· 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑙𝑙𝑒𝑛𝑎𝑑𝑜 = 461,67 · 10−3𝑚3.
Siendo el tiempo de llenado el doble de la suma de los dos factores anteriores, es decir, 6 min, 360s.
𝐻𝑙 = 𝑉𝑜𝑙𝑢𝑚𝑒𝑛 ·4
𝜋 · 𝐷𝑠2= 1,582 𝑚 ≈ 63"
- Se realiza una comprobación geométrica, de forma que se debe de cumplir la siguiente
expresión:
3 <𝐻𝑙 + 𝐻𝑣
𝐷𝑠< 5
𝐻𝑙 + 𝐻𝑣
𝐷𝑠= 4,6
- Se calcula el volumen total del cilindro:
𝑉 = 𝐻𝑙 + 𝐻𝑣 · 𝜋 ·𝐷𝑠2
4= 817, 57 · 10−3𝑚3
Figura 3.6: Dimensionado del separador.

Memoria justificativa
66
3.2.4 Cálculo mecánico
3.2.4.1 Presión y temperatura de diseño
Presión:
La presión interior en el separador es de 0,3 kg/cm2. La presión que ejerce la columna de líquido en
el interior del separador es:
𝑃𝑐𝑙 = 𝜌 · 𝑔 ·𝐻𝑙 = 22115,17 𝑃𝑎 = 0,226𝑘𝑔
𝑐𝑚2
Por lo tanto la presión en el separador es:
𝑃𝑜𝑝𝑠 = 𝑃𝑐𝑙 + 0,3 = 0,526𝑘𝑔
𝑐𝑚2
Como el recipiente esta a una presión inferior a la atmosférica, este será sometido a una presión
externa de:
𝑃𝑒𝑥𝑡 = 1,003 − 0,526 = 0,477 = 6,78 𝑝𝑠𝑖
Según el “Manual de recipientes a presión”, un recipiente que se diseñe y se construya de acuerdo
con el código ASME, para presión interna menor a la atmosférica, y que esté sometido a una presión
externa menor a 15 psi, no se necesita diseñar de acuerdo a las normas correspondiente a la
condición de presión externa.
Al tratarse de una presión muy baja, la presión de diseño se establece en 3 kg/cm2.
Temperatura:
La temperatura de diseño se establece en 200ºC, ya que se opera en un rango de temperaturas similar
al evaporador.
3.2.4.2 Espesor del casco cilíndrico
Para calcular el espesor mínimo requerido para el separador, se recurre a la siguiente fórmula:
𝑒𝑠𝑒𝑝 =0,5 · 𝑃 · 𝐷𝑠
𝑆 · 𝐸 + 𝑃 · 𝑌+ 𝑐 = 1 𝑚𝑚
Donde:
- E = 1.
- Y = 0,6.
- c = 0.
- S (200ºC) = 935 kg/cm2.
- Material: Acero inoxidable AISI-316.
Como es un espesor muy bajo, se elije un espesor de 4 mm.

Memoria justificativa
67
3.2.4.3 Espesor de fondos
Los fondos son semielípticos 2:1 y los datos de diseño son:
Df = 618 mm.
Material: Acero inoxidable AISI-316.
Por lo tanto se obtiene un espesor de:
𝑒𝑓𝑜𝑛 =0,5 · 𝑃 · 𝐷𝑠
𝑆 · 𝐸 + 𝑃 · 𝑌+ 𝑐 = 1 𝑚𝑚
Los datos son los mismos que en el apartado anterior.
Al ser un espesor muy bajo, se escoge un espesor de 4 mm.
3.3 Homogeneizador
3.3.1 General
En el presente proyecto, la solución de nitrato amónico concentrada al 95% en el evaporador de
película descendente, fluye hacia el homogeneizador mediante la gravedad, a una temperatura de
133ªC.
El homogeneizador cumple las siguientes funciones:
- Almacenar la solución a presión constante.
- Calentar la solución mediante un encamisado.
El evaporador de película descendente trabaja a una presión inferior a la atmosférica. Para extraer el
líquido del separador sería necesario el uso de una bomba, con el objetivo de producir una succión lo
suficientemente grande como para superar la diferencia de presión. Este problema de bombeo se
soluciona introduciendo una columna de líquido de solución cuya longitud se calculará a
continuación.
La solución de nitrato amónico es enviada hasta el depósito pulmón situado en la cabeza de la torre.
Debido a la distancia entre estos dos equipos, se producirán perdidas de calor, lo que acarrea una
disminución de la temperatura de la solución. Estas pérdidas se evaluarán, calculándose a que
temperatura será necesaria calentar la solución, para asegurar que se pulveriza en la torre a una
temperatura de 150ºC.
3.3.2 Diferencia de nivel entre el homogeneizador y el separador
La diferencia de altura entre el separador y el homogeneizador, será la altura de líquido necesaria
para llevar la solución hasta el homogeneizador a presión atmosférica.
Se dispone de los siguientes datos:
- Presión en el separador: 0,3 kg/cm2.
- Presión atmosférica: 1 kg/cm2.
- Densidad de la solución: 1425 kg/m3.

Memoria justificativa
68
Se debe cumplir la siguiente ecuación:
1 = 0,3 + Pcl
Siendo:
𝑃𝑐𝑙 = 𝜌 · 𝑔 · 𝐻𝑐𝑙
De estas ecuaciones de despeja la altura de columna de líquido:
𝐻𝑐𝑙 =0,7
𝜌 · 𝑔= 4,91𝑚
Se elige una altura de columna de líquido de 5 m.
3.3.3 Dimensionado del homogeneizador
3.3.3.1 Diseño estándar de turbinas
El diseño de un tanque agitado dispone de un gran número de elecciones sobre el tipo de localización
del agitador, las proporciones del tanque, el número de placas deflectoras, el tamaño de las placas
deflectoras, y otras variables. Cada una de estas elecciones afecta a la velocidad del líquido, los
modelos de velocidad y el consumo de potencia. Las proporciones típicas que se presentan, según lo
que se muestra en la figura son:
Figura 3.7: Dimensiones del tanque agitado.
𝐷𝑎
𝐷𝑡=
1
3
𝐻𝑎
𝐷𝑡= 1
𝐽
𝐷𝑡=
1
12
𝑊𝑟
𝐷𝑎=
1
5
𝐸𝑎
𝐷𝑎= 1
𝐿𝑟
𝐷𝑎=
1
4

Memoria justificativa
69
El número de placas deflectoras es normalmente de 4. El número de palas del agitador varía entre 4 y
16, aunque se suele elegir entre 6 u 8 palas.
En algunas ocasiones, en el caso de procesos especiales por ejemplo, se pueden aconsejar otras
proporciones a las indicadas. Pese a esto, las proporciones estándar expuestas anteriormente, son
ampliamente aceptadas y en ellas se basa muchas de las correlaciones referentes al diseño de
agitadores.
3.3.3.2 Dimensionado del agitador
Las distintas variables dimensionales escogidas para el agitador son:
Dt = 1300 mm Da = 433 mm Ha = 2400 mm Ea = 433 mm
J = 108 mm Lr = 108,25 mm Wr = 86,6 mm
Las características del agitador elegido son:
- Tipo de agitación: disco de turbina aleta plana.
- Número de palas: 6.
- Velocidad del agitador: 10,47 rad/s, 100 rpm.
- Número de placas deflectoras: 4.
3.3.3.2.1 Volumen de líquido
El homogeneizador constara de dos fondos semielípticos 2:1 y cuerpo cilíndrico. De forma que el
volumen de líquido será:
𝑉𝑙𝑖𝑞 = 𝑉𝑐𝑖𝑙 + 𝑉𝐹𝑒𝑙𝑖
Siendo:
𝑉𝐹𝑒𝑙𝑖 =𝜋 · 𝐷𝑡3
24
𝑉𝑐𝑖𝑙 =𝜋 · 𝐷𝑡2 ·𝐻𝑎
4
Como Ha = 2,4 m y Dt = 1,3 m:
𝑉𝐹𝑒𝑙𝑖 = 287,59 · 10−3𝑚3
𝑉𝑐𝑖𝑙 = 3,186 𝑚3
Por lo tanto el volumen de la solución de nitrato amónico será de:
𝑉𝑙𝑖𝑞 = 3,474 𝑚3
3.3.3.2.2 Tiempo de residencia
Para el volumen de solución dado, le corresponde el siguiente tiempo de residencia en el
homogeneizador:
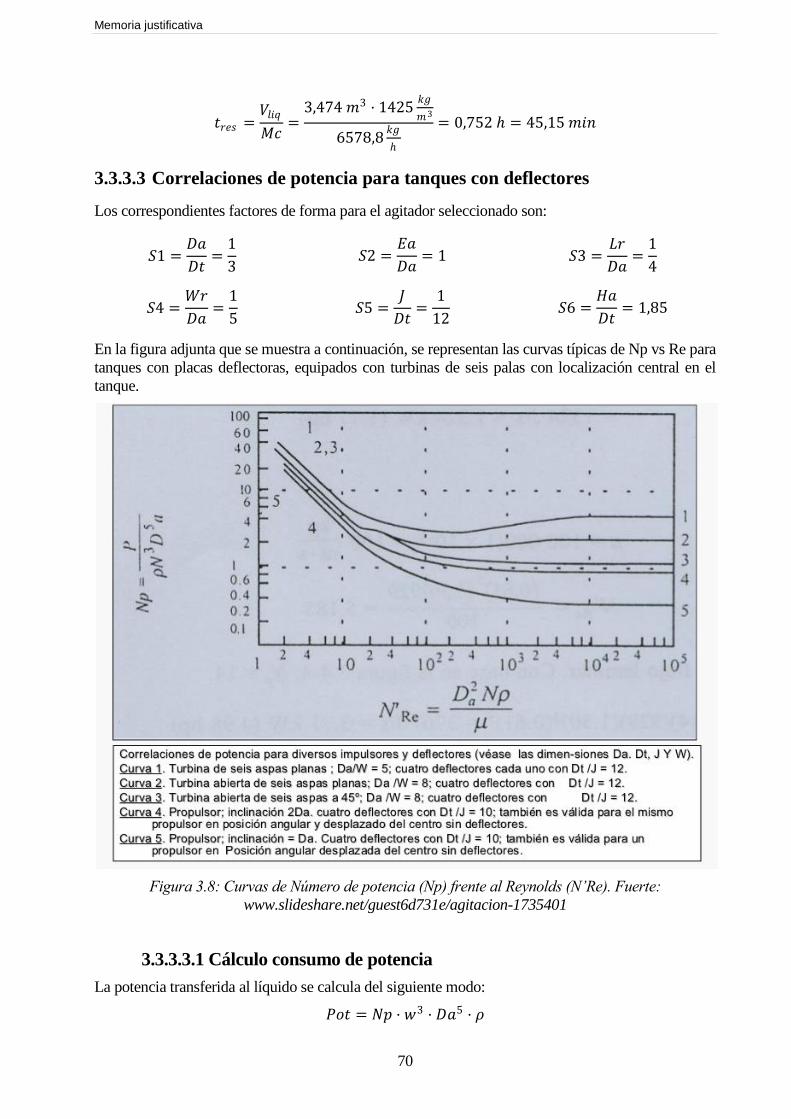
Memoria justificativa
70
𝑡𝑟𝑒𝑠 =𝑉𝑙𝑖𝑞
𝑀𝑐=
3,474 𝑚3 · 1425𝑘𝑔
𝑚3
6578,8𝑘𝑔
= 0,752 = 45,15 𝑚𝑖𝑛
3.3.3.3 Correlaciones de potencia para tanques con deflectores
Los correspondientes factores de forma para el agitador seleccionado son:
𝑆1 =𝐷𝑎
𝐷𝑡=
1
3 𝑆2 =
𝐸𝑎
𝐷𝑎= 1 𝑆3 =
𝐿𝑟
𝐷𝑎=
1
4
𝑆4 =𝑊𝑟
𝐷𝑎=
1
5 𝑆5 =
𝐽
𝐷𝑡=
1
12 𝑆6 =
𝐻𝑎
𝐷𝑡= 1,85
En la figura adjunta que se muestra a continuación, se representan las curvas típicas de Np vs Re para
tanques con placas deflectoras, equipados con turbinas de seis palas con localización central en el
tanque.
Figura 3.8: Curvas de Número de potencia (Np) frente al Reynolds (N’Re). Fuerte:
www.slideshare.net/guest6d731e/agitacion-1735401
3.3.3.3.1 Cálculo consumo de potencia
La potencia transferida al líquido se calcula del siguiente modo:
𝑃𝑜𝑡 = 𝑁𝑝 · 𝑤3 · 𝐷𝑎5 · 𝜌

Memoria justificativa
71
Para las condiciones que se tiene, se aplica la gráfica anterior para el cálculo del número de potencia.
Para el cálculo del Reynolds, se requieren los siguientes datos:
𝑅𝑒 =𝐷𝑎2 ·𝑤 · 𝜌
𝜇= 1,272 · 105
Donde:
𝐷𝑎 = 0,433 𝑚 𝑤 = 1,67 𝑟𝑝𝑠
𝜇 = 0,0035𝑘𝑔
𝑠 · 𝑚 𝜌 =
1425𝑘𝑔
𝑚3
A partir de la curva 1, para un Reynolds de 1,272 ·105, se obtiene un Np de 5, y a partir de la
expresión de la potencia consumida se tiene que:
𝑃𝑜𝑡 = 502,08 𝑊
3.3.4 Cálculo del encamisado
3.3.4.1 Cálculo de pérdidas de calor en tuberías
3.3.4.1.1 General
El homogeneizador calienta la solución de nitrato amónico hasta una temperatura, la cual, permita
que la solución llegue a la torre de prilado a una temperatura de 150ºC. Por consiguiente, se calienta
la solución a una temperatura de 152ºC.
Si las perdidas en las tuberías fuesen lo suficientemente altas como para que la solución no llegue a
la torre a la temperatura deseada, se deberá de resolver el problema bien calentando mas la solución,
o bien mejorando el aislamiento de las tuberías.
3.3.4.1.2 Condiciones de servicio
Las condiciones de servicio son las siguientes:
Las tuberías donde se calcularán los parámetros serán todas exteriores a la torre.
Los valores de los parámetros ambientales son los siguientes:
- Temperatura ambiente mínima:
Exterior: 13ºC.
Interior: 15ºC.
- Presión atmosférica: 760 mmHg.
Para determinar las pérdidas de calor a través de las tuberías se escoge las condiciones más
desfavorables, en este caso es la temperatura mínima exterior.

Memoria justificativa
72
3.3.4.1.3 Bases de partida
1- Se supondrá que tanto la temperatura del ambiente como la de la superficie de la tubería son
iguales, por lo tanto no se tendrá en cuenta la convección natural.
2- Se despreciará la resistividad de la pared metálica de la tubería, por consiguiente la
resistencia de la conducción será despreciable y por tanto no se tendrá en cuenta.
3- Se despreciará la radicación de calor de la superficie de la tubería.
4- Por lo anteriormente comentado, la única resistencia que se tendrá en cuenta, y por tanto la
única transferencia de calor que se dará por convección forzada.
La expresión de la transferencia de calor es la siguiente:
𝑄 = 𝑈𝑖 · 𝐴𝑖 · 𝐷𝑇𝐿𝑀
Donde:
1
𝑈𝑖= 𝐹𝑠𝑖 +
1
𝑖
Siendo Fsi =0,3522 m2ºC/kW.
3.3.4.1.4 Cálculo del coeficiente global de transferencia
Para poder calcular el coeficiente de película interior será necesario elegir la correlación adecuada,
para ello debemos de conocer en el régimen que circula el fluido, y por tanto calcular el Reynolds y
el Prandtl.
Existen dos partes diferenciadas:
Tubería desde la salida del homogeneizador a la bomba:
Datos funcionales:
- Dimensiones de tubería: Dn = 1 ½” SCH 10 y dint = 45,53 mm.
- Velocidad de circulación del fluido: v = 0,79 m/s.
𝑅𝑒 =𝑣 · 𝑑𝑖𝑛𝑡 · 𝜌
𝜇= 14644,4 → 𝑅𝑒𝑔𝑖𝑚𝑒𝑛 𝑡𝑢𝑟𝑏𝑢𝑙𝑒𝑛𝑡𝑜
𝑃𝑟 =𝐶 · 𝜇
𝑘= 11,06
Dado que se cumple que Re > 10000, 07 < Pr < 700 y L/D > 60, se recomienda la utilización para la
determinación del coeficiente de película interior, según el Perry, de la ecuación de Sieder-Tate
La correlación es la siguiente:
𝑁𝑢 = 0,023 · 𝑅𝑒4
5 · Pr1
3 · μb
μw
0,14
Y suponiendo que μb = μw, quedando del siguiente modo:
𝑁𝑢 = 0,023 · 𝑅𝑒4
5 · Pr1
3
𝑁𝑢 =𝑖 · 𝐿
𝑘= 110,2

Memoria justificativa
73
Y por tanto:
𝑖 =𝑁𝑢 · 𝑘
𝐿= 0,29
𝑘𝑊
𝑚2 · º𝐶
Siendo:
- L: Longitud de la superficie de transferencia, 5m.
- k: Coeficiente de conductividad térmica del acero inoxidable, 13,14 W/m·K.
1
𝑈𝑖= 3,8 → 𝑈𝑖 = 0,263
𝑘𝑊
𝑚2 · º𝐶
Tubería desde la bomba al depósito pulmón:
Datos funcionales:
- Dimensiones de tubería: Dn’ = 1” SCH 10 y dint’ = 30,63 mm.
- Velocidad de circulación del fluido: v = 1,74 m/s.
𝑅𝑒 =𝑣 · 𝑑𝑖𝑛𝑡′ · 𝜌
𝜇= 21699,17 → 𝑅𝑒𝑔𝑖𝑚𝑒𝑛 𝑡𝑢𝑟𝑏𝑢𝑙𝑒𝑛𝑡𝑜
𝑃𝑟 =𝐶 · 𝜇
𝑘= 11,06
𝑁𝑢 = 0,023 · 𝑅𝑒4
5 · Pr1
3
𝑁𝑢 =𝑖′ · 𝐿′
𝑘= 150,94
Y por tanto:
𝑖′ =𝑁𝑢 · 𝑘
𝐿′= 0,079
𝑘𝑊
𝑚2 · º𝐶
- L’: Longitud de la superficie de transferencia, 25m.
1
𝑈𝑖′= 13,01 → 𝑈𝑖′ = 0,077
𝑘𝑊
𝑚2 · º𝐶
3.3.4.1.5 Pérdidas de calor
Tubería desde la salida del homogeneizador a la bomba:
Datos funcionales:
- Área de intercambio:
𝐴𝑖 = 𝜋 · 𝑑𝑖𝑛𝑡 · 𝐿 = 715,18 · 10−3𝑚2
- DTLM:
𝐷𝑇𝐿𝑀 = 152 − 13 − 𝑇 − 13
𝑙𝑛152−13
𝑇−13

Memoria justificativa
74
Por otro lado:
𝑄 = 𝑀𝑐 · 𝐶𝑝 · 152 − 𝑇
𝑀𝑐 · 𝐶𝑝 · 152 − 𝑇 = 𝑈𝑖 · 𝐴𝑖 · 𝐷𝑇𝐿𝑀
Se despeja la temperatura y se obtiene:
𝑇 = 145 º𝐶
Tubería desde la bomba al depósito pulmón:
Datos funcionales:
- Área de intercambio:
𝐴𝑖′ = 𝜋 · 𝑑𝑖𝑛𝑡′ · 𝐿′ = 2,406 𝑚2
DTLM:
𝐷𝑇𝐿𝑀′ = 148,7− 13 − 𝑇′ − 13
𝑙𝑛148,7−13
𝑇′−13
Por otro lado:
𝑄 = 𝑀𝑐 · 𝐶𝑝 · 148,7− 𝑇′
𝑀𝑐 · 𝐶𝑝 · 148,7− 𝑇′ = 𝑈𝑖′ · 𝐴𝑖′ · 𝐷𝑇𝐿𝑀′
Se despeja la temperatura y se obtiene:
𝑇 = 138,4 º𝐶
La caída de temperatura global es de 13,6ºC.
La perdida de calor a lo largo de las tuberías es de 49,31 kW.
Debido a estas pérdidas de temperatura, será necesaria la instalación de aislamiento en las tuberías.
El espesor de aislamiento será calculado posteriormente.
3.3.4.2 Transferencia de calor
Una de las funciones del homogeneizador es la de aportar calor a la solución de nitrato amónico y
servir como recipiente.
El calentamiento de la solución se da desde 133ºC hasta 152ºC. El calor necesario para incrementar
la temperatura, para una alimentación de 6578,8 kg/h, será el siguiente:
𝑄𝑐𝑎𝑙 = 𝑀𝑐 · 𝐶𝑝 · 152 − 133 = 68,78 𝑘𝑊
Cálculo del vapor del encamisado:
Según el Perry, la mayor parte de las correlaciones de transferencia de calor para liquidos en
recipientes agitados con encamisado, son del siguiente modo:
𝑖 · 𝐷𝑗
𝑘= 𝑎 · 𝑅𝑒𝑚
𝑏 · 𝑃𝑟𝑚1/3
𝜇𝑏
𝜇𝑤 𝑚
𝑅𝑒𝑚 =𝐷𝑎2 · 𝑤 · 𝜌
𝜇
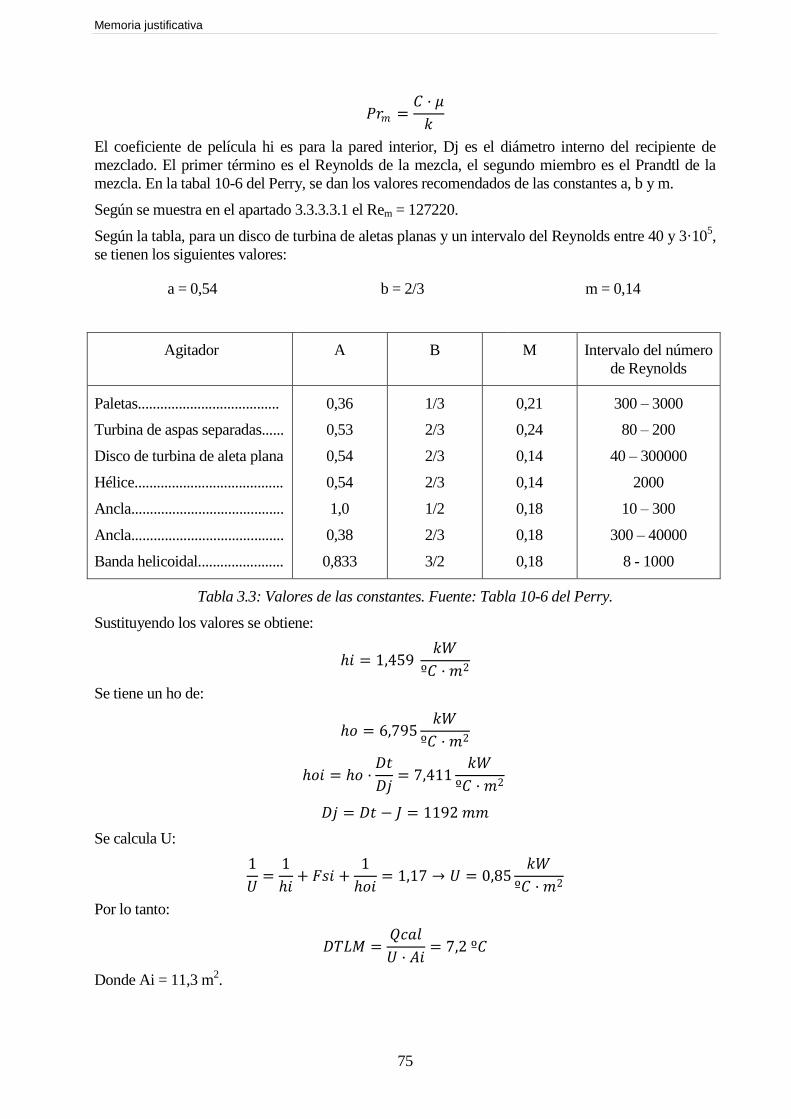
Memoria justificativa
75
𝑃𝑟𝑚 =𝐶 · 𝜇
𝑘
El coeficiente de película hi es para la pared interior, Dj es el diámetro interno del recipiente de
mezclado. El primer término es el Reynolds de la mezcla, el segundo miembro es el Prandtl de la
mezcla. En la tabal 10-6 del Perry, se dan los valores recomendados de las constantes a, b y m.
Según se muestra en el apartado 3.3.3.3.1 el Rem = 127220.
Según la tabla, para un disco de turbina de aletas planas y un intervalo del Reynolds entre 40 y 3·105,
se tienen los siguientes valores:
a = 0,54 b = 2/3 m = 0,14
Agitador A B M Intervalo del número
de Reynolds
Paletas......................................
Turbina de aspas separadas......
Disco de turbina de aleta plana
Hélice........................................
Ancla.........................................
Ancla.........................................
Banda helicoidal.......................
0,36
0,53
0,54
0,54
1,0
0,38
0,833
1/3
2/3
2/3
2/3
1/2
2/3
3/2
0,21
0,24
0,14
0,14
0,18
0,18
0,18
300 – 3000
80 – 200
40 – 300000
2000
10 – 300
300 – 40000
8 - 1000
Tabla 3.3: Valores de las constantes. Fuente: Tabla 10-6 del Perry.
Sustituyendo los valores se obtiene:
𝑖 = 1,459 𝑘𝑊
º𝐶 · 𝑚2
Se tiene un ho de:
𝑜 = 6,795𝑘𝑊
º𝐶 · 𝑚2
𝑜𝑖 = 𝑜 ·𝐷𝑡
𝐷𝑗= 7,411
𝑘𝑊
º𝐶 · 𝑚2
𝐷𝑗 = 𝐷𝑡 − 𝐽 = 1192 𝑚𝑚
Se calcula U:
1
𝑈=
1
𝑖+ 𝐹𝑠𝑖 +
1
𝑜𝑖= 1,17 → 𝑈 = 0,85
𝑘𝑊
º𝐶 ·𝑚2
Por lo tanto:
𝐷𝑇𝐿𝑀 =𝑄𝑐𝑎𝑙
𝑈 · 𝐴𝑖= 7,2 º𝐶
Donde Ai = 11,3 m2.
Memoria justificativa
76
𝐷𝑇𝐿𝑀 = 𝑇𝑠 − 133 − 𝑇𝑠 − 152
𝑙𝑛𝑇𝑠−133
𝑇𝑠−152
𝑇𝑠 = 153,5 ≈ 153º𝐶
El vapor calefactor escogido entonces tendrá, según las tablas de vapor de agua, las siguientes
características:
- Temperatura de saturación: 153ºC.
- Presión de saturación: 5,162 bar.
- Volumen másico: 0,3644 m3/kg.
- Calor latente de condensación: 2105,11 kJ/kg.
El caudal de vapor será:
𝑚𝑣𝑣 =𝑄𝑐𝑎𝑙
𝜆𝑠= 0,0327
𝑘𝑔
𝑠→ 117,62
𝑘𝑔
3.3.5 Cálculo mecánico
3.3.5.1 Cálculo de tuberías
3.3.5.1.1 Entrada de nitrato amónico
Dado que las condiciones a la que la solución de nitrato amónico entra en el homogeneizador, no
difieren de las condiciones de la entrada al evaporador. Así que, se eligen las mismas dimensiones:
- Diámetro nominal: 2” SCH 10.
- Material: Acero inoxidable AISI 316.
- Presión de diseño: 3 kg/cm2.
- Temperatura de diseño: 200ºC.
3.3.5.1.2 Salida de nitrato amónico
Se elige igual que la anterior:
- Diámetro nominal: 2” SCH 10.
- Material: Acero inoxidable AISI 316.
- Presión de diseño: 3 kg/cm2.
- Temperatura de diseño: 200ºC.

Memoria justificativa
77
3.3.5.1.3 Entrada de vapor
- Velocidad de diseño: v≈15 m/s.
- Presión de diseño:
𝑃𝑑 = 1,25 · 𝑃𝑜𝑝𝑒 = 6,453 𝑏𝑎𝑟 = 6,58𝑘𝑔
𝑐𝑚2
Se escoge una presión de diseño de 7 kg/cm2.
- Caudal volumétrico:
𝑤𝑡𝑒 = 117,62𝑘𝑔
· 0,3644
𝑚3
𝑘𝑔·
1
3600𝑠= 1,798 · 10−2
𝑚3
𝑠
- Área de paso:
𝐴𝑒 =𝑤𝑡𝑒
𝑣= 793,717 · 10−6 𝑚2
- Diámetro de tubería:
𝐷𝑖𝑒 = 4 · 𝐴
𝜋= 31,79 𝑚𝑚
El material de la tubería será acero al carbono SA-105-Grll, acero el cual, tiene una resistencia de
1230 kg/cm2. Para un diámetro exterior de 33,4 mm, el cual corresponde a un diámetro nominal de
1”, se tiene un espesor mínimo de:
𝑒𝑡𝑒 =0,5 · 𝑃𝑑 · 𝐷𝑒𝑥𝑡
𝑆 · 𝐸 + 𝑃𝑑 · 𝑌+ 𝑐 =
0,5 · 7 · 33,4
1230 · 1 + 7 · 0,4+ 3,175 = 3,27𝑚𝑚
Por tanto:
𝑡𝑠𝑐 = 1,125 · 𝑒𝑡𝑒 = 3,679 𝑚𝑚
Se tiene por tanto, una tubería con las siguientes dimensiones:
- Diámetro nominal: 1” SCH 80.
- Material: Acero al carbono SA-105-Grll.
- Presión de diseño: 7 kg/cm2.
- Temperatura de diseño: 200ºC.
3.3.5.1.4 Salida de condensado
- Velocidad de diseño: v≈0,61 m/s.
- Presión de diseño:
𝑃𝑑 = 1,25 · 𝑃𝑜𝑝𝑒 = 6,453 𝑏𝑎𝑟 = 6,58𝑘𝑔
𝑐𝑚2
Se escoge una presión de diseño de 7 kg/cm2.

Memoria justificativa
78
- Caudal volumétrico:
𝑤𝑡𝑠 =117,62
𝑘𝑔
916,6𝑘𝑔
𝑚3
·1
3600𝑠= 3,565 · 10−5
𝑚3
𝑠
- Área de paso:
𝐴𝑠 =𝑤𝑡𝑠
𝑣= 58,434 · 10−6 𝑚2
- Diámetro de tubería:
𝐷𝑖𝑠 = 4 · 𝐴
𝜋= 8,63 𝑚𝑚
El material de la tubería será acero al carbono SA-105-Grll, acero el cual, tiene una resistencia de
1230 kg/cm2. Para un diámetro exterior de 21,34 mm, el cual corresponde a un diámetro nominal de
½”, se tiene un espesor mínimo de:
𝑒𝑡𝑠 =0,5 · 𝑃𝑑 · 𝐷𝑒𝑥𝑡
𝑆 · 𝐸 + 𝑃𝑑 · 𝑌+ 𝑐 =
0,5 · 7 · 21,34
1230 · 1 + 7 · 0,4+ 3,175 = 3,234𝑚𝑚
Por tanto:
𝑡𝑠𝑐 = 1,125 · 𝑒𝑡𝑠 = 3,638 𝑚𝑚
Se tiene por tanto, una tubería con las siguientes dimensiones:
- Diámetro nominal: ½” SCH 160.
- Material: Acero al carbono SA-105-Grll.
- Presión de diseño: 7 kg/cm2.
- Temperatura de diseño: 200ºC.
3.3.5.2 Separación entre tanque cilíndrico y camisa
La separación entre las dos superficies se calcula en base a considerar que el vapor al entrar al
encamisado se distribuye uniformemente alrededor de toda la boca de entrada. En esta zona de
entrada del vapor, se considera una superficie “S” cuya separación “e” se debe de calcular para que la
velocidad del vapor sea de alrededor de 0,5 m/s.
𝑆 =𝑤𝑡𝑒
𝑣= 3,596 · 10−2𝑚2
El diámetro que corresponde a la superficie es:
𝐷𝑠𝑒 = 4 · 𝑆
𝜋= 213,98 𝑚𝑚

Memoria justificativa
79
Por lo tanto la separación es:
𝑒 =𝑆
𝐷𝑠𝑒 · 𝜋= 53,59 𝑚𝑚
Se escoge una separación de 54 mm.
3.3.5.3 Espesor de tanque y camisa
3.3.5.3.1 Espesor del tanque
Dado que el vapor se encuentra a una presión de5,264 kg/cm2, o lo que es lo mismo, 74,869 psi, por
el exterior de la superficie del tanque, se tomará esta presión como presión externa de operación.
- Presión de diseño:
𝑃𝑑𝑡 = 1,25 · 𝑃𝑜𝑝𝑒 = 6,58𝑘𝑔
𝑐𝑚2= 93,586 𝑝𝑠𝑖
Se escoge una presión de diseño de 7 kg/cm2, 99,56 psi.
- Temperatura de diseño:
Se escogerá una temperatura de diseño de 200ºC.
- Material: Acero inoxidable AISI 316.
Se determina una presión externa capaz de soportar el tanque con el espesor escogido, que es de 12
mm comprobando que es superior a la de diseño.
Espesor del casco cilíndrico:
Esta presión se determina por el siguiente procedimiento, basado en el procedimiento descrito en el
“Manual de recipientes a presión” por Eugene F. Megyesy.
- Cálculo de De/e:
𝐷𝑒
𝑒=
1324
12= 110,33 > 10
Cuando De/e es mayor que 10, la presión máxima permitida es de:
𝑃𝑚𝑎𝑥 =4 · 𝐵
3 ·𝐷𝑒
𝑒
El valor de B deberá de determinarse según:
o Cálculo del valor de L/De:
El valor de L es la longitud que corresponde a la altura del encamisado más un tercio de la
profundidad del fondo semielíptico, que resulta de ser 2760 mm. Por tanto:
𝐿
𝐷𝑒= 2,085

Memoria justificativa
80
- Se entra en la figura UGO-28.0, con el valor de L/De.
- Se sigue horizontalmente hasta la línea que representa De/e. Desde el punto de intersección
se sigue verticalmente hasta determinar el valor del factor A. En este caso A=0,0009.
- Con ese valor de A se entra a la gráfica del material correspondiente, la gráfica UHA-28.2.
Se sigue verticalmente hasta la línea que corresponde con la temperatura de diseño T=200ºC,
T=392ºF.
- Desde la intersección se sigue horizontalmente y se lee el valor de B, en este caso B=8500.
Se sustituyen los valores en Pmax:
𝑃𝑚𝑎𝑥 = 102,72𝑝𝑠𝑖 > 99,56𝑝𝑠𝑖
Espesor del fondo semielíptico:
El espesor requerido para el fondo semielíptico, será el mayor de los siguientes espesores, según el
procedimiento descrito en el “Manual de recipientes a presión”.
1) El espesor calculado por las formulas dada para la presión interna usando una presión de
diseño 1,67 veces la presión externa y una eficiencia de junta E=1.
2) El espesor comprobado de la formula Pa=B/(Re/e), siendo Re=0,9·De y determinando B
como si fuese el caso de una esfera.
Se determina la presión externa capaz de soportar el tanque con un espesor de 12mm, comprobando
que esta sea superior a la de diseño a través de los dos métodos.
1) Primer procedimiento:
- Presión de diseño:
𝑃𝑑𝑓 = 1,67 · 𝑃𝑜𝑝𝑒 = 8,791𝑘𝑔
𝑐𝑚2= 125,041 𝑝𝑠𝑖
La fórmula requerida para la presión interna y un espesor de 12 mm, tiene la forma:
𝑃𝑚𝑎𝑥 =2 · 𝑆 · 𝐸 · 𝑒
𝐷𝑒 − 1,8 · 𝑒= 17,23
𝑘𝑔
𝑐𝑚2> 8,791
𝑘𝑔
𝑐𝑚2
2) Segundo procedimiento:
Se determina el valor de B a través del siguiente procedimiento:
- Se calcula A usando la siguiente fórmula:
𝐴 =0,125
𝑅𝑒
𝑒
= 1,259 · 10−3
- Con el valor de A se entra en la gráfica del material aplicable, la gráfica UHA-28.2. Se sigue
verticalmente hasta la temperatura de diseño.
- Desde la intersección se sigue horizontalmente y se lee el valor de B. En este caso B =
10900.
Se sustituyen los valores en la formula:
𝑃𝑚𝑎𝑥 =𝐵𝑅𝑒
𝑒
= 109,768 𝑝𝑠𝑖 > 125,041 𝑝𝑠𝑖

Memoria justificativa
81
3.3.5.3.2 Espesor de la camisa
Se tiene un vapor saturado a una presión de 5,264 kg/cm2, o lo que es lo mismo 74,869 psi,
circulando por el interior de la superficie de la camisa, esta presión, se tomará como presión interna
de operación.
- Presión de diseño:
𝑃𝑑𝑎 = 1,25 · 𝑃𝑜𝑝𝑒 = 6,58𝑘𝑔
𝑐𝑚2
Se escoge una presión de diseño de 7 kg/cm2, 99,56 psi.
- Temperatura de diseño:
Se escogerá una temperatura de diseño de 200ºC.
- Material: Acero al carbono SA-105-Grll.
Se determina una presión externa capaz de soportar el tanque con el espesor escogido, que es de 12
mm comprobando que es superior a la de diseño.
Espesor de casco cilíndrico:
Esta presión se determina por la siguiente ecuación:
𝑃 =𝑆 · 𝐸 · 𝑒
𝑅 − 0,4 · 𝑒=
1230 · 1 · 12
728 − 0,4 · 12= 20,41
𝑘𝑔
𝑐𝑚2> 7
𝑘𝑔
𝑐𝑚2
Espesor de fondo semielíptico:
Esta presión se determina por la siguiente fórmula:
𝑃 =2 · 𝑆 · 𝐸 · 𝑒
𝑅 − 0,8 · 𝑒= 41,09
𝑘𝑔
𝑐𝑚2> 7
𝑘𝑔
𝑐𝑚2
3.4 Torre de prill
3.4.1 General
3.4.1.1 Cristalización del nitrato amónico
El nitrato amónico puro es una sal cristalina de color blanco con una temperatura de solidificación de
169,6ºC.
El nitrato amónico cristalino se puede encontrar en 5 formas distintas, es decir, en 5 tipos de sistemas
de cristalización, siendo cada una de estas formas cristalinas estables en un rango de temperatura
definido.
Al variar la temperatura del nitrato amónico cristalino, y alcanzarse una de las temperaturas fijas
anteriormente citadas, se produce dicho cambio, con absorción o desprendimiento de calor. Este
calor intercambiado se denomina calor latente de cambio de sistema. Además, también se produce
una variación de volumen específico del nitrato amónico cristalino.
En la siguiente tabla se muestra los distintos sistemas cristalinos y los rangos de temperatura donde
son estables:
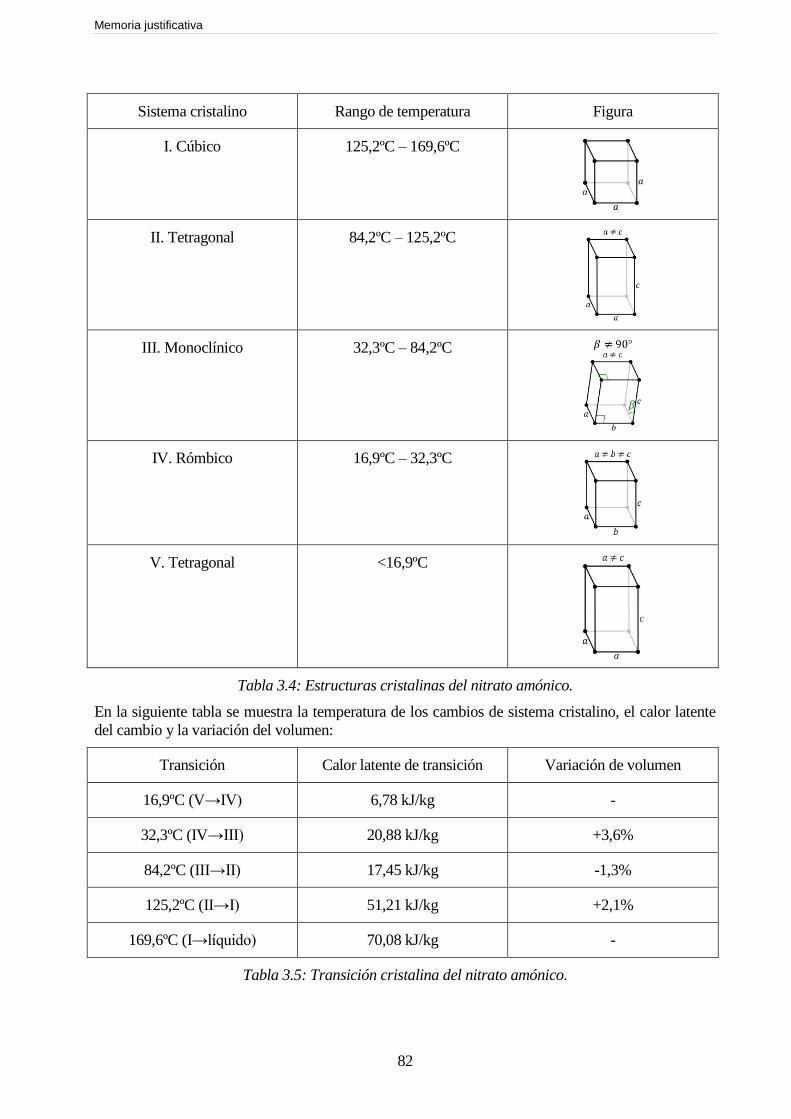
Memoria justificativa
82
Sistema cristalino Rango de temperatura Figura
I. Cúbico 125,2ºC – 169,6ºC
II. Tetragonal 84,2ºC – 125,2ºC
III. Monoclínico 32,3ºC – 84,2ºC
IV. Rómbico 16,9ºC – 32,3ºC
V. Tetragonal <16,9ºC
Tabla 3.4: Estructuras cristalinas del nitrato amónico.
En la siguiente tabla se muestra la temperatura de los cambios de sistema cristalino, el calor latente
del cambio y la variación del volumen:
Transición Calor latente de transición Variación de volumen
16,9ºC (V→IV) 6,78 kJ/kg -
32,3ºC (IV→III) 20,88 kJ/kg +3,6%
84,2ºC (III→II) 17,45 kJ/kg -1,3%
125,2ºC (II→I) 51,21 kJ/kg +2,1%
169,6ºC (I→líquido) 70,08 kJ/kg -
Tabla 3.5: Transición cristalina del nitrato amónico.
Memoria justificativa
83
La temperatura a la que comienza la cristalización de las soluciones de nitrato amónico (punto de
fusión) será siempre una temperatura inferior a 169,6ºC y dependerá de la concentración de la
solución.
La solución de nitrato amónico a cristalizar en la torre tiene una concentración del 95%, según la
tabla que se muestra a continuación esta solución comienza a cristalizar una temperatura de 120ºC.
La temperatura que se escoge para cristalizar la solución es de 150ºC, existiendo de este modo, un
sobrecalentamiento de 30ºC respecto a la temperatura de cristalización. De este modo, se prevé la
cristalización indeseable de la solución en los rociadores si esta fuese cercana a 120ºC.
Durante el enfriamiento el cambio cristalino de la forma II a III lleva consigo un rápido incremento
de volumen, aumentando así la fragilidad de los prills. Para evitar la formación de polvo debida a
esta fragilidad, durante la caída de los prills en la torre es conveniente que la temperatura de estos en
cola de la torre sea mayor a 84,2ºC, evitando de este modo el cambio de sistema de cristalización.
Debido a esto se escoge una temperatura de diseño de prills en la cola de la torre de 95ºC.
En la siguiente tabla se muestra la solubilidad del nitrato amónico en agua respecto a su temperatura:
Dónde:
- T: Temperatura en ºC.
- S: Solubilidad en g de NH4NO3/g de H2O.
- P: % en peso.
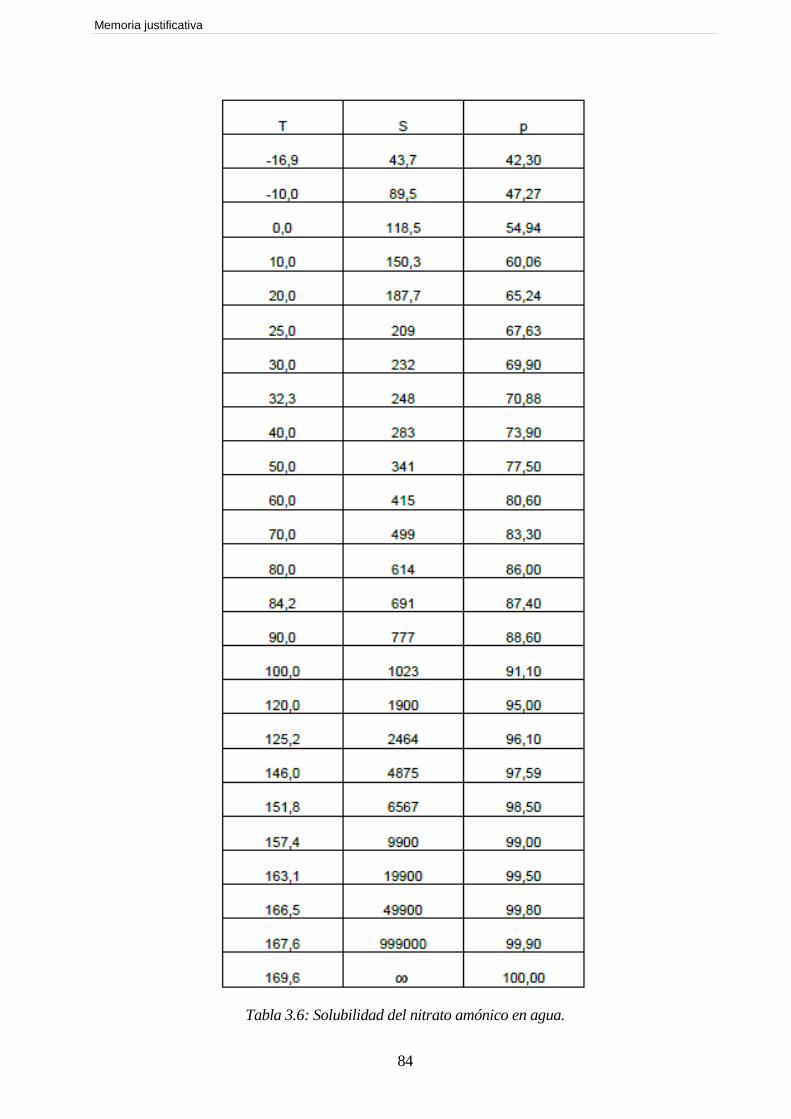
Memoria justificativa
84
Tabla 3.6: Solubilidad del nitrato amónico en agua.

Memoria justificativa
85
3.4.1.2 Datos funcionales
Los datos funcionales, base de partida para el cálculo de la torre son los que se indican a
continuación:
- Caudal de nitrato amónico: 6578,8 kg/h.
- Concentración de la solución: 95%.
- Temperatura del nitrato amónico en cabeza: 150ºC.
- Temperatura del nitrato amónico en cola: 95ºC.
- Fluido refrigerante: Aire ambiental.
- Temperatura del aire a la entrada: 35ºC
Para la selección de la temperatura del aire se selecciona la temperatura más desfavorable esperada
para la situación de la planta en los meses entre Junio y Septiembre.
3.4.2 Balance de material y energía de la solución de nitrato amónico
3.4.2.1 General
Se plantean los balances de material y energía en los distintos intervalos de temperatura durante el
enfriamiento del nitrato amónico desde 150ºC a 95ºC.
3.4.2.2 Hipótesis de cálculo
Las hipótesis de cálculo de los balances de material y energía y de los tiempos de cristalización son
las siguientes:
I. Durante el proceso de enfriamiento de los prills a lo largo de su caída en la torre, se
supondrá que la temperatura de la partícula se mantiene uniforme a lo largo de esta, es
decir, que la temperatura irá cambiando con el tiempo y se mantendrá igual en toda la
partícula. En esta hipótesis se supone que la transferencia de calor por convección es
la resistencia controlante y la que controlara la velocidad de enfriamiento, es decir,
que es mucho mayor que la transferencia por conducción en la partícula. Si se
supusiese que la distribución de la temperatura fuese función de la geometría de la
partícula, encontraríamos una complicación matemática en el cálculo del tiempo de
cristalización, lo cual no es una complicación que aporte una cuestión interesante en
este proyecto.
II. Durante el proceso de enfriamiento y cristalización de las partículas no se efectúa
transferencia de masa. El contenido en humedad se mantiene constante durante todo el
proceso en forma de solución saturada, esta humedad se fija en el 0,5%. La solución
estará sometida a dos fuerzas impulsoras, una hacia el interior de la partícula en el
momento que empieza a cristalizar y otra hacia el exterior producida por el gradiente
de presión de vapor entre el exterior y en el interior.

Memoria justificativa
86
3.4.2.3 Balance en el intervalo 150ºC→120ºC
3.4.2.3.1 General
La solución de nitrato amónico comienza a enfriarse desde los 150ºC hasta comenzar la
cristalización de la partícula a 120ºC. Durante este intervalo, la solución se mantiene a concentración
constante al 95% hasta alcanzar la saturación.
3.4.2.3.2 Balance de materia
6578,8 kg/h de solución de nitrato amónico al 95%
6578,8 · 0,95 = 6249,86𝑘𝑔
𝑑𝑒 𝑁𝐻4𝑁𝑂3 𝑝𝑢𝑟𝑜
6578,8 · 0,05 = 328,94𝑘𝑔
𝑑𝑒 𝑎𝑔𝑢𝑎
3.4.2.3.3 Balance de energía
El calor desprendido por el nitrato amónico en este intervalo, es su calor sensible y su valor es:
𝑄𝑠𝑒𝑛 =𝑀𝑐
3600· 𝐶 · 𝑇1− 𝑇2
Dónde:
- Mc: 6578,8 kg/h.
- C: 1,97 kJ/kgºC.
- T1: 150ºC.
- T2: 120ºC.
Sustituyendo se obtiene:
𝑄 = 108 𝑘𝑊
3.4.2.4 Balance en el intervalo 120ºC→95ºC
3.4.2.4.1 General
En este intervalo de temperatura, el nitrato amónico comienza a cristalizar en la forma II, es decir
estructura tetragonal, de modo que existirá para cada temperatura una parte cristalina y otra en
solución, con una concentración correspondiente a la de saturación a dicha temperatura. Al bajar la
temperatura el nitrato amónico seguirá cristalizando manteniéndose la solución en saturación.
La solución pasará desde una concentración del 95% a 120ºC hasta 89,8% a 95ºC. Según se puede
obtener de la tabla 3.6.
A continuación se determinará la función de solubilidad ε (kg de nitrato amónico/kg de agua), en
función de la temperatura en este intervalo.
Para obtener dicha función se cogerán 3 puntos de la tabla en este intervalo y se ajustara por una
ecuación de segundo orden.
휀 = 𝑎 · 𝑇2 + 𝑏 · 𝑇 + 𝑐

Memoria justificativa
87
Temperatura ºC ε
95 8,805
100 10,23
120 19
𝑎 · 952 + 𝑏 · 95 + 𝑐 = 8,805
𝑎 · 1002 + 𝑏 · 100 + 𝑐 = 10,23
𝑎 · 1202 + 𝑏 · 120 + 𝑐 = 19
Por tanto:
- a = 0,0061.
- b = -0,9123.
- c = 40,06.
Quedando la función buscada del siguiente modo:
휀 = 0,0061 · 𝑇2 − 0,9123 · 𝑇 + 40,06
3.4.2.4.2 Balance de materia
Se hará mediante balance diferencial:
En el instante θ:
- Agua en disolución: 328,94 kg/h.
- Nitrato amónico en disolución: 328,94 · ε kg/h.
- Nitrato amónico cristalino: 6249,86 – 328,94 · ε kg/h.
En el instante θ + dθ:
- Agua en disolución: 328,94 kg/h.
- Nitrato amónico en disolución: 328,94 · (ε + dε) kg/h.
- Nitrato amónico cristalino: 6249,86 – 328,94 · (ε + dε) kg/h.
La cantidad de nitrato amónico cristalizado es la diferencia entre el instante θ y el θ + dθ, siento esta
cantidad:
- Nitrato amónico cristalizado: - 328,94 · dε kg/h.
3.4.2.4.3 Balance de energía
La energía calorífica en un instante se expresa en función de dos sumandos, uno correspondiente al
nitrato amónico en solución y otro respecto al nitrato amónico cristalino. Cada sumando será
producto de la masa, el calor específico y el incremento de temperatura.
Memoria justificativa
88
El calor latente de cristalización para la forma II, es la suma del calor latente de cristalización de la
forma I (70,08 kJ/kg), más la correspondiente al cambio de sistema de cristalización de la forma I a
la forma II (51,21 kJ/kg). Esto da un resultado de 121,29 kJ/kg.
El calor específico medio de la solución en el intervalo seleccionado es de 2,03 kJ/kgºC.
El calor específico del nitrato amónico cristalino tiene un valor de 1,66 kJ/kgºC.
En el balance diferencial:
En el instante θ:
- Calor en la solución: 328,94 · (1 + ε) ·2,03 · T kJ/h.
- Calor de los cristales: (6249,86 – 328,94 · ε) · 1,66 · T kJ/h.
En el instante θ + dθ:
- Calor en la solución: 328,94 · (1 + ε + dε) ·2,03 · (T + dT) kJ/h.
- Calor de los cristales: [6249,86 – 328,94 · (ε + dε)] · 1,66 · (T + dT) kJ/h.
- Calor latente de cristalización en el intervalo dθ: - 328,94 · dε · 121,29 kJ/h.
El calor desprendido en el intervalo dθ será:
𝑑𝑄 = 𝑆𝑢𝑚𝑎 𝑑𝑒 𝑐𝑎𝑙𝑜𝑟𝑒𝑠 𝑖𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝜃 − 𝑆𝑢𝑚𝑎 𝑑𝑒 𝑐𝑎𝑙𝑜𝑟𝑒𝑠 𝑖𝑛𝑠𝑡𝑎𝑛𝑡𝑒 𝜃 + 𝑑𝜃
Simplificando se obtiene:
𝑑𝑄 = −121,71 · 𝑇 · 𝑑휀 − 39897,13 · 𝑑휀 − 11042,52 · 𝑑𝑇 − 121,71 · 휀 · 𝑑𝑇 − 121,71 · 𝑑휀 · 𝑑𝑇
Despreciando los diferenciales de segundo orden se obtiene:
𝑑𝑄 = −121,71 · 𝑇 · 𝑑휀 − 39897,13 · 𝑑휀 − 11042,52 · 𝑑𝑇 − 121,71 · 휀 · 𝑑𝑇
Por otra parte se tiene que:
휀 = 0,0061 · 𝑇2 − 0,9123 · 𝑇 + 40,06
𝑑휀 = 0,0122 · 𝑇 − 0,9123 · 𝑑𝑇
Que sustituyendo queda:
𝑑𝑄 = −2,22 · 𝑇2 − 264,66 · 𝑇 + 20479,93 · 𝑑𝑇
El calor total que se desprende en este intervalo se obtiene integrando la ecuación entre los valores
limites de temperatura:
𝑄 = 𝑑𝑄 = −2,22 · 𝑇2 − 264,66 · 𝑇 + 20479,93 · 𝑑𝑇95
120
𝑇2
𝑇1
Obteniéndose un calor total desprendido de:
𝑄 = 234,3 𝑘𝑊
3.4.2.5 Calor total desprendido por el nitrato amónico
Sumando los calores desprendidos en los distintos intervalos:
𝑄𝑇 = 108 + 234,3 = 342,3 𝑘𝑊

Memoria justificativa
89
3.4.3 Aire de enfriamiento de la torre
3.4.3.1 Condiciones del aire
3.4.3.1.1 Temperatura de entrada y humedad del aire
La temperatura de entrada del aire de diseño es de Ti=35ºC y su humedad de 0,015kg de agua/kg de
aire seco, el cual corresponde a una humedad relativa del 40%.
3.4.3.1.2 Temperatura de salida del aire
Para este tipo de torres, por diseño, usualmente se establece que el incremento de temperatura
aproximado de unos 20ºC.
Quedando por lo tanto una temperatura de salida de:
𝑇𝑜 = 𝑇𝑖 + 20º𝐶 = 55º𝐶
3.4.3.1.3 Calor especifico del aire húmedo
Para las condiciones de humedad del aire su calor específico es de:
𝐶𝑎 = 𝐶𝑎𝑠 + 0,015 · 𝐶 =1,04 𝑘𝐽
𝑘𝑔 𝑑𝑒 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜 · º𝐶
3.4.3.1.4 Densidad del aire húmedo
La densidad del aire húmedo viene dada por:
𝜌𝑎 =10,1325 · 104 · 1 + 𝑦
𝑇 · 287,1 + 461,5 · 𝑦
Para y=0,015 se tiene:
- Densidad a la entrada: ρi=1,124 kg/m3.
- Densidad a la salida: ρo=1,047 kg/m3.
3.4.3.2 Caudal de aire
El caudal másico del aire se obtiene por el balance térmico de la torre:
𝑄𝑇 = 𝑀𝑎𝑖𝑟𝑒 · 𝐶𝑎 · 𝑇𝑜 − 𝑇𝑖
Siendo todos los términos conocidos excepto el caudal de aire:
𝑀𝑎𝑖𝑟𝑒 =𝑄𝑇
𝐶𝑎 · 𝑇𝑜 − 𝑇𝑖 = 59244,23 𝑘𝑔.𝑎. 𝑠/
El caudal de aire húmedo es:
𝑀𝑎𝑖𝑟𝑒′ = 𝑀𝑎𝑖𝑟𝑒 · 1 + 𝑦 = 60132,89 𝑘𝑔. 𝑎./

Memoria justificativa
90
3.4.3.3 Velocidad del aire en la torre
La velocidad del aire en la torre se escoge de v=1 m/s, valor el cual está dentro del rango usado para
este tipo de procesos.
3.4.4 Diámetro de la torre
La sección trasversal de la torre para el caudal y velocidad de la torre es de:
𝐴 =𝑀𝑎𝑖𝑟𝑒′
𝜌𝑖 · 𝑣= 14,86 𝑚2
Para una torre circular, su diámetro será:
𝐷 = 4 · 𝐴
𝜋= 4,35 𝑚
Se escogerá un diámetro de 4,35 m.
3.4.5 Trayectoria de los prills
3.4.5.1 General
Sobre una partícula que se mueve por el seno de un fluido, actúan tres fuerzas:
1) La fuerza externa, en este caso la gravedad.
2) La fuerza de empuje del fluido, que es paralela a la fuerza externa pero de sentido contrario.
3) La fuerza de rozamiento, que aparece en el movimiento relativo entre la partícula y el fluido.
La fuerza de rozamiento actúa en dirección al movimiento de la partícula pero en el sentido
contrario.
Dado que la dirección del fluido no es paralela a la dirección de las fuerzas externa y de empuje, la
fuerza de rozamiento tendrá un ángulo respecto a estas dos. Se tiene lo que se llama movimiento
bidimensional.
En este apartado se estudia la trayectoria que seguirán las partículas en el movimiento descendente
desde que sale en los rociadores hasta su llegada al fondo de la torre, en presencia de un fluido
ascendente.
El conocimiento de la posición media de las partículas en cada instante junto con sus componentes
de velocidad, aportan un dato necesario para la determinación del tiempo de cristalización.
Del mismo modo, el conocimiento de la cinemática de las partículas sirve de referencia para
determinar la disposición de los rociadores en toda la sección de la torre, consiguiendo de este modo
una uniformidad en la densidad de prills en la torre, minimizando de este modo las colisiones entre
partículas.
3.4.5.2 Ecuaciones de partida
Se aplicaran las ecuaciones correspondientes al movimiento bidimensional de una partícula en un
medio gaseoso bajo la acción de la gravedad.

Memoria justificativa
91
Para las partículas esféricas, las ecuaciones diferenciales que describen el movimiento son:
𝑑𝑢𝑑𝜃
= − 3 · 𝜌 · 𝐶𝑎𝑟𝑟 · 𝑢 · 𝑢
4 · 𝜌𝑃 · 𝐷𝑝
𝑑𝑢𝑣𝑑𝜃
= 𝑔 · 𝜌𝑃 − 𝜌
𝜌𝑝 −
3 · 𝜌 · 𝐶𝑎𝑟𝑟 · 𝑢 · 𝑢4 · 𝜌𝑃 · 𝐷𝑝
𝑢2 = 𝑢2 − 𝑢𝑣
2
Donde:
- u: Velocidad relativa de la partícula (m/s).
- uh: Componente horizontal de la velocidad relativa (m/s).
- uv: Componente vertical de la velocidad relativa (m/s).
- Carr: Coeficiente de arrastre.
- θ: Tiempo (s).
- Dp: Diámetro de partícula (m).
- ρp: Densidad de la partícula (kg/m3).
- ρ: Densidad del aire (kg/m3)
- g: Aceleración de la gravedad (m/s2).
Las ecuaciones anteriores pueden representarse de manera incremental:
∆𝑢 = − 3 · 𝜌 · 𝐶𝑎𝑟𝑟 · 𝑢 · 𝑢
4 · 𝜌𝑃 · 𝐷𝑝 · ∆𝜃
∆𝑢𝑣 = 𝑔 · 𝜌𝑃 − 𝜌
𝜌𝑝 −
3 · 𝜌 · 𝐶𝑎𝑟𝑟 · 𝑢 · 𝑢4 · 𝜌𝑃 · 𝐷𝑝
· ∆𝜃
𝑢2 = 𝑢2 + 𝑢𝑣
2
Estas ecuaciones se resuelven con el incremento del tiempo tras sustituir todos los términos que
pueden considerarse constantes en todo el intervalo.
3.4.5.3 Ecuaciones del movimiento
En las ecuaciones anteriores se puede considerar constante:
- ρp=1425 kg/m3.
- ρ= 1,107 kg/m3 (promedio).
- g= 9,81 m/s2.
Sustituyendo estos valores queda:
∆𝑢 = 5,826 · 10−4 · 𝐶𝑎𝑟𝑟 · 𝑢 · 𝑢
𝐷𝑝 · ∆𝜃
∆𝑢𝑣 = 9,802 − 5,826 · 10−4 · 𝐶𝑎𝑟𝑟 · 𝑢 · 𝑢𝑣
𝐷𝑝 · ∆𝜃

Memoria justificativa
92
El número de Reynolds de la partícula sería:
𝑅𝑒 =𝜌 · 𝑢 · 𝐷𝑝
𝜇= 58416,89 · 𝑢 · 𝐷𝑝
Con μ=1,895·10-5
(promedio obtenido por EES para aire húmedo).
El coeficiente de arrastre es función del Reynolds, para su obtención se recurre a la gráfica que se
muestra a continuación:
Figura 3.9: Coeficiente de arrastre. Fuente: fisica.laguia2000.com/dinamica-clasica/dinamica-de-
una-particula/coeficiente-de-presion
La posición absoluta de las partículas se determina según las siguientes ecuaciones:
∆𝑆 = 𝑢 · ∆𝜃
∆𝑆𝑣 = (𝑢𝑣 − 𝑣) · ∆𝜃
Siendo ΔSh y ΔSv los desplazamientos horizontales y verticales absolutos de las partículas en un
intervalo de tiempo y v la velocidad del aire ascendente.
3.4.5.4 Datos de entrada
Valores de uh y uv:
La velocidad de entrada del aire es de 1 m/s, por tanto en cabeza de torre será:
𝑣𝑜 = 𝑣𝑖 ·𝜌𝑖
𝜌𝑜= 1 ·
1,124
1,047= 1,073
𝑚
𝑠
La velocidad de salida de las partículas del rociador es de 1,142, de modo que las partículas que salen
de los orificios más periféricos, que forman 20º con la vertical, tengan una componente de velocidad
vertical igual o mayor a la del aire, evitando de este modo que los prills sean arrastrados hacia arriba
en el momento de abandonar el rociador.
𝑢𝑣 = 1,073 𝑚/𝑠

Memoria justificativa
93
Por tanto:
𝑢 = 0,391 𝑚/𝑠
Por otro lado, las partículas que salen de los orificios colocados a 0º, solo tienen componente vertical,
siendo esta la velocidad de la partícula y por consiguiente no posee componente horizontal.
Para cualquier otro ángulo se debe de cumplir que la suma de los cuadrados de las componentes de la
velocidad sea igual al cuadrado de 1,142.
Valor de Dp:
La distribución de diámetros de partículas es normal, con un valor de tamaño medio de 2 mm.
Se consideran dos casos, Dp= 2mm como tamaño representativo y medio de las partículas, y Dp=
3mm para determinar la trayectoria más amplia de las partículas más gruesas, las cuales, pueden
considerarse de 3mm.
Valores de v y ε:
- v= 1m/s.
- ε= 0,1.
3.4.6 Tiempo de cristalización
3.4.6.1 General
El tiempo de cristalización se estudia en los mismos intervalos en los que se estudiaron los balances
de materia y energía. Las ecuaciones del balance diferencial en cada intervalo así como los valores
correspondiente al estado cinemático de las partículas, se utilizan para el cálculo del tiempo de
cristalización.
Las hipótesis de cálculo son las anteriormente mencionadas.
El tiempo de cristalización se estudia para partículas de 2 mm, ya que este es el tamaño promedio de
las partículas.
Los datos cinemáticos que se utilizan son los correspondientes al ángulo intermedio de salida entre
los dos extremos del rociador, es decir, un ángulo de 10º, ya que las partículas salen del rociador
entre un ángulo de 20º y 0º.
3.4.6.2 Tiempo de cristalización en el intervalo 150ºC→120ºC
3.4.6.2.1 General
En este intervalo de temperatura, las partículas se mantienen en estado líquido, enfriándose hasta
alcanzar 120ºC, temperatura en la cual la solución se encuentra saturada.
3.4.6.2.2 Ecuaciones diferenciales de transferencia de calor
Se establecen las ecuaciones diferenciales de transferencia de calor:
Calor cedido por las partículas por convección en un intervalo de tiempo dθ:
𝑑𝑄 = · 𝐴 · 𝑁 · 𝑇 − 𝑡 · 𝑑𝜃

Memoria justificativa
94
Donde:
- h: Coeficiente de película, kW/m2ºC.
- A: Área de la partícula esférica, m2.
- N: Número de partículas.
𝐴 = 𝜋 · 𝐷𝑝 = 1,257 · 10−5 𝑚2
𝑉𝑒𝑠𝑓𝑒𝑟𝑎 =1
6· 𝜋 · 𝐷𝑝3 = 4,189 · 10−9 𝑚3
𝑁 =𝑀𝑐
3600 · 𝜌𝑃 · 𝑉𝑒𝑠𝑓𝑒𝑟𝑎= 3,06 · 105
𝑝𝑎𝑟𝑡𝑖𝑐𝑢𝑙𝑎𝑠
𝑠
Calor cedido por las partículas en un tiempo dθ:
𝑑𝑄 = 𝑀𝑐 · 𝐶𝑝𝑎𝑟 · 𝑑𝑇
Calor absorbido por el aire en un tiempo dθ:
𝑑𝑄 = 𝑀𝑎𝑖𝑟𝑒 · 𝐶𝑎 · 𝑑𝑡
3.4.6.2.3 Determinación de θ y del coeficiente de transferencia
En primer lugar tenemos:
𝑑𝜃 =𝑑𝑄
· 𝐴 · 𝑁 · 𝑇 − 𝑡
Por otra parte:
𝑀𝑎𝑖𝑟𝑒 · 𝐶𝑎 · 𝑑𝑡 = 𝑀𝑐 · 𝐶 · 𝑑𝑇
Integrando estas ecuaciones entre las condiciones de inicio del intervalo (T=150ºC y t=55ºC) y otras
genéricas (T,t):
𝑑𝑡55
𝑡
=𝑀𝑐 · 𝐶
𝑀𝑎𝑖𝑟𝑒 · 𝐶𝑎· 𝑑𝑇
150
𝑇
Llegando de este modo a que:
𝑡 = 55 −𝑀𝑐 · 𝐶
𝑀𝑎𝑖𝑟𝑒 · 𝐶𝑎· 150 − 𝑇
Por tanto:
𝑇 − 𝑡 = 𝑇 − 55 +𝑀𝑐 · 𝐶
𝑀𝑎𝑖𝑟𝑒 · 𝐶𝑎· 150− 𝑇
𝑇 − 𝑡 = 0,879 · 𝑇 − 23,5
Que sustituyendo obtenemos:
𝑑𝜃 =𝑀𝑐 · 𝐶 · 𝑑𝑇
· 𝐴 · 𝑁 · 0,79 · 𝑇 − 23,5
El valor del tiempo de cristalización en este intervalo se obtiene integrando la ecuación entre los
valores 150ºC y 120ºC
Memoria justificativa
95
𝜃 =𝑀𝑐 · 𝐶
· 𝐴 · 𝑁·
𝑑𝑇
0,79 · 𝑇 − 23,5
150
120
Resolviendo la integral:
𝜃 =0,3419
El coeficiente de transferencia de calor para partículas esféricas en un medio gaseoso viene dado por
la siguiente expresión:
= 0,37 · 𝑅𝑒0,6 ·𝐾
𝐷
En cabeza de la torre: T=150ºC y t=55ºC:
𝑇 + 𝑡
2= 102,5º𝐶
En cola de la torre: T=95ºC y t=35ºC:
𝑇 + 𝑡
2= 65º𝐶
- K(102,5ºC) = 3,15 · 10-5
kW/mºC.
- K(65ºC) = 2,85 · 10-5
kW/mºC.
Para la determinación de h se escoge un valor intermedio de K, en este caso 3 · 10-5
kW/mºC.
Sustituyendo:
= 5,55 · 10−3 · 𝑅𝑒0,6
Para obtener θ se resuelve con el siguiente método:
- Se introducen los datos de partida:
𝑢0,𝑢𝑣0 ,𝐷𝑝
- Se establece que:
𝑢02 = 𝑢𝑣0
2 + 𝑢𝑜2
- Se calcula el Reynolds:
𝑅𝑒 = 116,83 · 𝑢0
- Se obtiene el coeficiente de arrastre de la tabla.
- Se establecen los incrementos de velocidad:
∆𝑢 = 5,826 · 10−4 ·𝐶𝑎𝑟𝑟 · 𝑢0 · 𝑢0
𝐷𝑝· ∆𝜃
∆𝑢𝑣 = 9,802 − 5,826 · 10−4 ·𝐶𝑎𝑟𝑟 · 𝑢0 · 𝑢𝑣0
𝐷𝑝 · ∆𝜃
- Se calculan las nuevas componentes de velocidad:
𝑢 = 𝑢0 +∆𝑢
2
𝑢𝑣 = 𝑢𝑣0 +∆𝑢𝑣
2

Memoria justificativa
96
𝑢2 = 𝑢2 + 𝑢𝑣
2
- Se calcula el Reynolds:
𝑅𝑒 = 116,83 · 𝑢
- Se obtiene el coeficiente de arrastre de la tabla.
- Se establecen los incrementos de velocidad:
∆𝑢 = 5,826 · 10−4 ·𝐶𝑎𝑟𝑟 · 𝑢 · 𝑢
𝐷𝑝· ∆𝜃
∆𝑢𝑣 = 9,802 − 5,826 · 10−4 ·𝐶𝑎𝑟𝑟 · 𝑢 · 𝑢𝑣
𝐷𝑝 · ∆𝜃
- Se calculan las nuevas componentes de velocidad:
𝑢′ = 𝑢 +
∆𝑢2
𝑢𝑣′ = 𝑢𝑣 +
∆𝑢𝑣2
𝑢′2 = 𝑢′2 + 𝑢𝑣
′2
- Se calcula el Reynolds:
𝑅𝑒 = 116,83 · 𝑢′
- Se calcula h:
= 5,55 · 10−3 · 𝑅𝑒0,6
- Se calcula el tiempo de cristalización:
𝜃 =0,3417
- Se realiza hasta que converja la solución:
𝜃 ≈ ∆𝜃
En la siguiente tabla se muestran las soluciones:
ΣΔθ u0 u uh0 uh uv0 uv θ
1,1 1,142 5,984 0,196 0,29 1,125 5,977 1,21
1,15 1,142 6,186 0,196 0,298 1,125 6,178 1,19
1,2 1,142 6,386 0,196 0,306 1,125 6,378 1,16
Tabla 3.7: Tiempo de cristalización I.
El tiempo de cristalización es de 1,175 s.
Memoria justificativa
97
3.4.6.2.4 Temperatura del aire
De la siguiente ecuación se puede despejar t para T=120ºC:
𝑇 − 𝑡 = 0,79 · 𝑇 − 23,5
𝑡 = 48,7º𝐶
3.4.6.3 Tiempo de cristalización en el intervalo 120ºC→95ºC
3.4.6.3.1 General
En este intervalo de temperatura se dan las transformaciones anteriormente descritas, cristalizándose
la solución hasta llegar a los 95ºC.
3.4.6.3.2 Ecuaciones diferenciales de transferencia de calor
Se realizará siguiendo la misma metodología que en apartado anterior. Se establecen las ecuaciones
diferenciales de transferencia de calor.
Calor cedido por las partículas por convección en un intervalo de tiempo dθ:
𝑑𝑄 = · 𝐴 · 𝑁 · 𝑇 − 𝑡 · 𝑑𝜃
Calor cedido por las partículas en un tiempo dθ:
𝑑𝑄 = −2,22 · 𝑇2 − 264,66 · 𝑇 + 20479,93 · 𝑑𝑇
Calor absorbido por el aire en un tiempo dθ:
𝑑𝑄 = 𝑀𝑎𝑖𝑟𝑒 · 𝐶𝑎 · 𝑑𝑡
3.4.6.3.3 Determinación de θ y del coeficiente de transferencia
Sustituyendo los valores de Maire y Cah se obtiene:
𝑑𝑡 = −3,603 · 10−2 · 𝑇2 − 4,296 · 𝑇 + 332,51 · 𝑑𝑇
Integrando esta ecuación entre las condiciones de contorno (T=120ºC y t=48,7ºC) y otras genéricas
(T y t):
𝑑𝑡𝑡
48,7
= −3,603 · 10−2 · 𝑇2 − 4,296 · 𝑇 + 332,51 · 𝑑𝑇120
𝑇
𝑡 − 48,7 = −1,201 · 10−2 · 𝑇3 − 2,148 · 𝑇2 + 332,51 · 𝑇 |𝑇120
𝑇 − 𝑡 = −1,201 · 10−2 · 𝑇3 − 2,148 · 𝑇2 + 332,51 · 𝑇 − 11734,58
De la ecuación:
𝑑𝜃 =𝑑𝑄
· 𝐴 · 𝑁 · 𝑇 − 𝑡
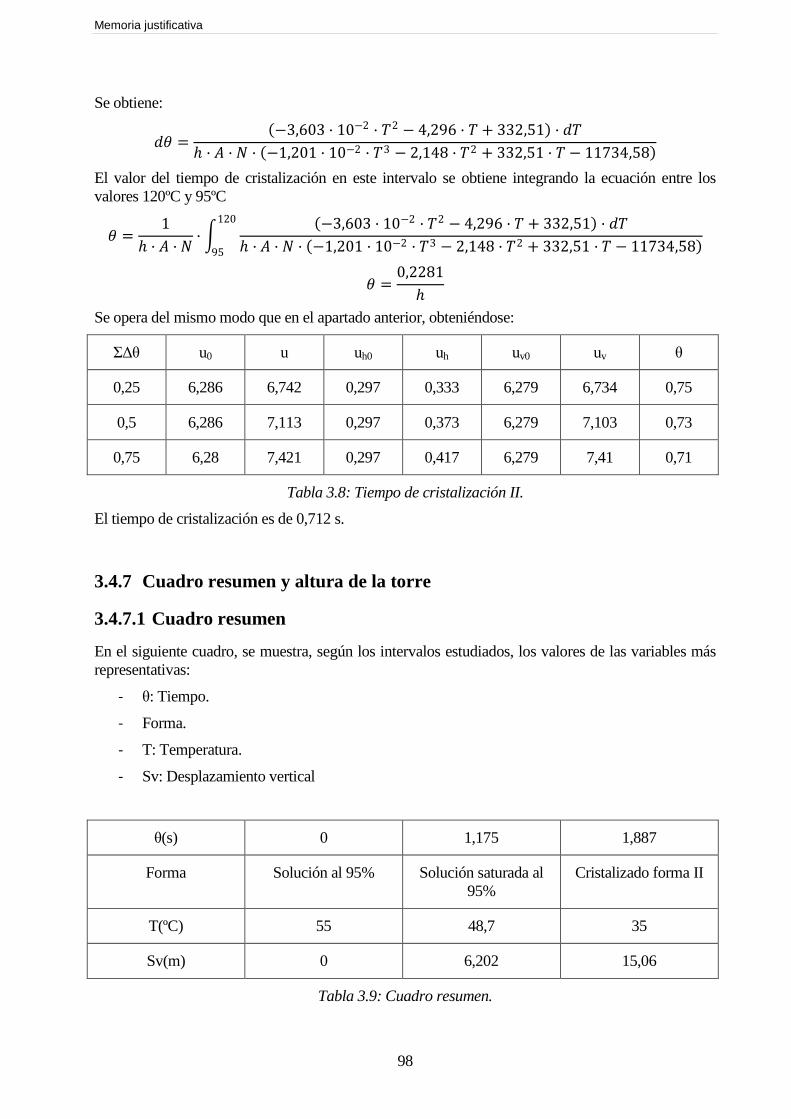
Memoria justificativa
98
Se obtiene:
𝑑𝜃 = −3,603 · 10−2 · 𝑇2 − 4,296 · 𝑇 + 332,51 · 𝑑𝑇
· 𝐴 · 𝑁 · −1,201 · 10−2 · 𝑇3 − 2,148 · 𝑇2 + 332,51 · 𝑇 − 11734,58
El valor del tiempo de cristalización en este intervalo se obtiene integrando la ecuación entre los
valores 120ºC y 95ºC
𝜃 =1
· 𝐴 ·𝑁·
−3,603 · 10−2 · 𝑇2 − 4,296 · 𝑇 + 332,51 · 𝑑𝑇
· 𝐴 · 𝑁 · −1,201 · 10−2 · 𝑇3 − 2,148 · 𝑇2 + 332,51 · 𝑇 − 11734,58
120
95
𝜃 =0,2281
Se opera del mismo modo que en el apartado anterior, obteniéndose:
ΣΔθ u0 u uh0 uh uv0 uv θ
0,25 6,286 6,742 0,297 0,333 6,279 6,734 0,75
0,5 6,286 7,113 0,297 0,373 6,279 7,103 0,73
0,75 6,28 7,421 0,297 0,417 6,279 7,41 0,71
Tabla 3.8: Tiempo de cristalización II.
El tiempo de cristalización es de 0,712 s.
3.4.7 Cuadro resumen y altura de la torre
3.4.7.1 Cuadro resumen
En el siguiente cuadro, se muestra, según los intervalos estudiados, los valores de las variables más
representativas:
- θ: Tiempo.
- Forma.
- T: Temperatura.
- Sv: Desplazamiento vertical
θ(s) 0 1,175 1,887
Forma Solución al 95% Solución saturada al
95%
Cristalizado forma II
T(ºC) 55 48,7 35
Sv(m) 0 6,202 15,06
Tabla 3.9: Cuadro resumen.

Memoria justificativa
99
3.4.7.2 Altura de la torre
La altura mínima de la torre disponible para la caída de los prills según los valores de la tabla anterior
es de 15,06 m.
Se añade un 20% más de altura para prevenir que las partículas de mayor tamaño no hayan
cristalizado en ese tiempo, obteniéndose una altura de torre:
𝐻 = 15,06 · 1,2 = 18 𝑚
3.4.8 Rociadores
3.4.8.1 General
Los prills se forman en los rociadores estáticos en la cabeza de la torre.
Los rociadores están provistos de orificios colocados sobre una superficie curva simétrica de sección
circular. La superficie tiene una curvatura tal, que los orificios mas periféricos forman un ángulo de
20º con la vertical.
3.4.8.2 Formación de partículas
Según la ecuación de Weber, la relación existente que guardan el diámetro del chorro de nitrato
amónico saliente de los orificios de los rociadores estáticos (Dr) y el diámetro de partícula que se
forma (Dp) viene dada por:
𝐷𝑝 = 1,89 · 𝐷𝑟 · 1 +3 · 𝜇
3 · 𝜍 · 𝜌 · 𝐷𝑟
1
6
Siendo:
- μ = 0,0035 kg/m·s.
- ρ = 1425 kg/m3.
- ζ(tensión superficial) = 7·10-4
kg/m
- Dp = 0,002 m.
Resolviendo la ecuación, se llega:
𝐷𝑟 = 1,06 𝑚𝑚
3.4.8.3 Número de orificios
El caudal de un orificio viene dado por la siguiente ecuación:
𝑤𝑜 = 𝑢 ·𝜋 · 𝐷𝑟2
4· 𝜌
Por tanto:
𝑤𝑜 = 1,436 · 10−3𝑘𝑔
𝑠

Memoria justificativa
100
Por consiguiente el número de orificios será:
𝑁𝑜 =𝑀𝑐
𝑤= 1272,59 𝑜𝑟𝑖𝑓𝑖𝑐𝑖𝑜𝑠
Se escoge como número de orificios No = 1273 orificios.
3.4.8.4 Número de rociadores
Cada rociador tiene 55 orificios. El número de rociadores es de:
𝑁𝑟 =𝑁𝑜
55= 23,15
Se elige como numero de diseño de rociadores Nr = 24 rociadores.
Se escoge un número de rociadores de 28, ya que supone un 15% más del número de rociadores
requeridos por diseño. Este exceso de rociadores asegura la capacidad de la torre aun cuando algunos
de ellos se encuentren obstruidos, fuera de servicio, o en proceso de mantenimiento.
3.4.8.5 Dimensiones del rociador
La distribución de orificios sobre la superficie curva del rociador es triangular, con un diámetro de
orifico de Dr = 1,06 mm, y un paso de pr = 2,5·Dr = 2,65 mm.
La superficie total curva del rociador es de S = 407,2 mm.
𝑆 = 2 · 𝜋 · 𝑟2 · 1− 𝑐𝑜𝑠20
De aquí se saca que el radio de curvatura es de r = 32,8 mm.
3.4.8.6 Distribución de rociadores en cabeza de torre
Los 28 rociadores se colocan uniformemente en toda la sección de la torre.
Su distribución es triangular, con una separación entre rociadores de 460 mm. Esta separación es más
que suficiente para que las partículas de cada rociador no choquen entre sí durante la caída, ya que
las partículas de 2 mm, las cuales son las más abundantes, tienen un desplazamiento horizontal
máximo de 195 mm.
El desplazamiento máximo de las partículas de trayectoria más amplia, las cuales son las partículas
de mayor tamaño, 3mm, tiene un desplazamiento horizontal máximo de 494 mm. Los rociadores
más próximos a la pared, se colocarán a una distancia mínima de 495 mm de la pared, para de este
modo, evitar el choque de las partículas con las paredes de la torre en su caída.
3.4.9 Cálculo hidráulico
3.4.9.1 Ventanas de entrada de aire
El aire entra en la torre mediante unas ventanas repartidas uniformemente a lo largo de todo el
perímetro de la torre. Estas ventanas disponen de una malla para evitar la entrada de pájaros, insectos
y grandes partículas.

Memoria justificativa
101
El caudal de aire a la entrada de la torre es de:
60132,89 𝑘𝑔 𝑎.
1,142𝑘𝑔
𝑚3
= 52655,77𝑚3
La velocidad recomendada del aire a través de las ventanas es de 2 m/s, para evitar turbulencias. La
sección de paso total es de:
52655,77𝑚3
2𝑚
𝑠· 3600
𝑠
= 7,31 𝑚2
El perímetro interior de la torre es de:
𝜋 · 𝐷 = 13,67 𝑚
Se escoge una fracción del 75% del perímetro ocupado por las ventanas:
13,67 · 0,75 = 10,25 𝑚
La altura de las ventanas es de:
7,31 𝑚2
10,25 𝑚= 713,2 𝑚𝑚
Suponiendo 12 ventanas, la longitud de cada una será de:
10,25
12= 854,2 𝑚𝑚
La separación entre ventanas será de:
13,67 · 0,25
12= 283,3 𝑚𝑚
Se escogen las siguientes dimensiones:
Figura 3.10: Dimensiones ventanas de entrada de aire.
La malla será de paso 25 mm, de alambre redondo de 3 mm de diámetro de aluminio.

Memoria justificativa
102
3.4.9.2 Pérdidas de presión a la entrada de la torre
El coeficiente de pérdida de presión K1 para el paso del aire por la malla es:
𝐾1 = 𝛽 · 𝑑
𝑏
4
3
= 0,13
Siendo:
- β = 1,79.
- d = 3 mm.
- b = 22 mm.
El coeficiente de pérdida de presión K2 para la contracción en vena de aire al pasar de la atmosfera a
la torre vale 0,5.
La velocidad real de paso del aire a través de las ventanas es:
- Paso por la malla de un cuadrado: 222 = 484 mm
2.
- Paso teórico: 252 = 625 mm
2.
Así que la velocidad real será:
𝑣 = 2 ·625
484= 2,6
𝑚
𝑠
La pérdida de presión será:
∆𝑃𝑒 = 𝐾1 + 𝐾2 · 𝜌 ·𝑣2
2 · 𝑔= 2,5 · 10−5
𝑘𝑔
𝑐𝑚2
3.4.9.3 Pérdidas de presión en la torre
Datos de partida:
- Diámetro de la torre: 4,35 m.
- Longitud: 18 m.
- ρ: 1,1065 kg/m3.
- u: 1,037 m/s.
- µ: 1,895·10-5
kg/m·s.
Número de Reynolds:
𝑅𝑒 =𝜌 · 𝑢 · 𝑑
𝜇= 2,634 · 105
Existe régimen turbulento.
La rugosidad absoluta del aluminio es de:
휀 = 0,06 𝑚𝑚
La rugosidad relativa:
휀
𝐷= 1,38 · 10−5

Memoria justificativa
103
Del ábaco de Moody se obtiene un coeficiente de fricción de:
𝑓 = 0,015
La pérdida de presión:
∆𝑃𝑡 = 𝑓 ·𝐿
𝐷· 𝜌 ·
𝑢2
2 · 𝑔= 3,839 · 10−8
𝑘𝑔
𝑐𝑚2
3.4.9.4 Pérdidas de presión en la parte superior de la torre
Datos de partida:
- Diámetro de la torre: 4,35 m.
- Longitud: 3 m.
- ρ: 1,071 kg/m3.
- u: 1,073 m/s.
- µ: 1,94·10-5
kg/m·s.
Número de Reynolds:
𝑅𝑒 =𝜌 · 𝑢 · 𝑑
𝜇= 2,631 · 105
Existe régimen turbulento.
La rugosidad relativa:
휀
𝐷= 1,38 · 10−5
Del ábaco de Moody se obtiene un coeficiente de fricción de:
𝑓 = 0,015
La pérdida de presión:
∆𝑃𝑠 = 𝑓 ·𝐿
𝐷· 𝜌 ·
𝑢2
2 · 𝑔= 6,630 · 10−9
𝑘𝑔
𝑐𝑚2
3.4.9.5 Pérdida total de presión por fricción
La pérdida total de presión por fricción es de:
∆𝑃𝑡𝑜𝑡𝑎𝑙 = ∆𝑃𝑒 + ∆𝑃𝑡 + ∆𝑃𝑠 = 2,505 · 10−5𝑘𝑔
𝑐𝑚2
3.4.9.6 Presión estática
La presión estática se calcula del siguiente modo:
∆𝑃𝑥 = 𝛾 ·𝐻 = 2,545 · 10−3
𝐻 = 2 + 18 + 3 = 23
Memoria justificativa
104
3.5 Ventiladores axiales
3.5.1 Número de ventiladores
Se disponen de tres ventiladores axiales, del 50% de la potencia necesaria cada uno, de modo que
dos de ellos estarán en funcionamiento y el tercero en reserva.
3.5.2 Variables del proceso
3.5.2.1 Temperatura del aire
La temperatura del aire a la entrada será la más desfavorable, que es de 35ºC.
3.5.2.2 Caudal de aire
El caudal de aire total será de 52655,77 m3/h por lo cual, cada ventilador impulsara un caudal de aire
de 26327,89 m3/h.
3.5.2.3 Altura estática del ventilador
La pérdida de presión total en la torre será la suma de la pérdida de presión por fricción más la
presión estática:
∆𝑃𝑡𝑜𝑡𝑎𝑙 + ∆𝑃𝑥 = 2,570 · 10−3𝑘𝑔
𝑐𝑚2
De las especificaciones de este ventilador se considera que hay un incremento del 30% en la pérdida
de carga, esto ocurre durante la aspiración y descarga del ventilador. La altura estática total del
ventilador es por lo tanto de:
2,570 · 10−3 · 1,3 = 3,341 · 10−3𝑘𝑔
𝑐𝑚2
3.5.2.4 Rendimiento y ángulo de pala
Para el tipo de ventilador especificado, idóneos para el servicio para el que se requieren, el
rendimiento en el punto de operación indicado es de aproximadamente el 77% y el ángulo de pala de
-8º.

Memoria justificativa
105
3.5.3 Potencia del ventilador
3.5.3.1 Potencia hidráulica
La potencia hidráulica viene dada por:
𝑃𝑖𝑑𝑟 = 𝑊 ·𝛾
𝛾 − 1· 𝑅𝑇 ·
𝑃2
𝑃1
𝛾−1
𝛾
− 1
Siendo:
𝑊 = 26327,89 ·1000
3600·
1
28,97= 252,44 moles/s
- γ = 1,4.
- R = 0,082 atm·L/K·mol.
- T = 308 K.
- P2 = 10333 mm c.a.
- P1 = 10306,87 mm c.a.
Sustituyendo se obtiene:
𝑃𝑖𝑑𝑟 = 16,15 𝑎𝑡𝑚 ·𝐿
𝑠= 2,22 𝐶𝑉
3.5.3.2 Potencia en el eje
La potencia en el eje es de:
𝑃𝑒𝑗𝑒 =𝑃𝑖𝑑𝑟𝜂
= 2,88 𝐶𝑉
3.5.4 Potencia en el motor
A partir de la potencia en el eje se escoge una potencia instalada con un factor de reserva de 1,3:
𝑃𝑚𝑜𝑡𝑜𝑟 = 1,3 · 𝑃𝑒𝑗𝑒 = 3,74 𝐶𝑉
Se escoge una potencia del motor de accionamiento normalizada de 4 CV. Al ser de funcionamiento
directo, el motor y el ventilador tendrán la misma velocidad angular, siento esta de 1480 rpm.
3.5.5 Disposición de los ventiladores
Los tres ventiladores se disponen en la cabeza de la torre en distribución triangular.
El diámetro exterior de aspiración de cada ventilador es de 714 mm. El diámetro exterior de la
caperuza antipájaros es de 1093 mm.
La separación entre ejes de los ventiladores es de 1276 mm, siendo el radio de la circunferencia
circunscrita de 1284 mm.

Memoria justificativa
106
Figura 3.11: Disposición de los ventiladores.
3.6 Tanque a nivel constante
3.6.1 General
El tanque a nivel constante consiste en un depósito de capacidad determinada, el cual, debe ejercer
una presión constante sobre el líquido que será enviado a los rociadores.
El depósito está dotado de una entrada de hombre para facilitar el acceso al interior, también tiene un
rebosadero para que el nivel de líquido no supere la altura establecida para el correcto
funcionamiento del equipo.
3.6.2 Datos funcionales
Los datos funcionales son los que se indican a continuación:
- Fluido: Solución de nitrato amónico al 95%.
- Caudal de entrada de nitrato amónico: 6578,8 kg/h.
- Caudal de salida del nitrato amónico: 6578,8 kg/h.
- Temperatura de entrada del nitrato amónico: 150ºC.
- Temperatura de salida del nitrato amónico: 95ºC.

Memoria justificativa
107
3.6.3 Presión y temperatura de diseño
Presión de diseño:
Se escoge una presión un 25% mayor que la de operación, si esa presión es menor de 30 psi, se
escogerá esta última.
1,25 · 1,033𝑘𝑔
𝑐𝑚2= 1,29
𝑘𝑔
𝑐𝑚2
30 𝑝𝑠𝑖 = 2𝑘𝑔
𝑐𝑚2
Se escoge una presión de diseño de 3 kg/cm2.
Temperatura de diseño:
La temperatura de diseño será de 200ºC.
3.6.4 Código de diseño
El depósito se calculará de acuerdo a la norma ASME div.I sección VIII, “Rules of Construction of
Pressure Vessels”.
3.6.5 Dimensiones y capacidad
3.6.5.1 General
El volumen de nitrato amónico en el interior del depósito constituye una reserva de líquido en el
sistema, la cual asegura una alimentación a la presión necesaria hacia los rociadores, reduciendo lo
máximo posible los posibles regímenes transitorios que pudieran aparecer, debido a las condiciones
de operación, en la alimentación de los rociadores. El volumen de solución debe asegurar el tiempo
de residencia necesario.
Según esto, se escoge unas dimensiones del depósito, tal que el tiempo de residencia sea de al menos
5 minutos.
3.6.5.2 Dimensiones
Capacidad de diseño:
Para un tiempo de residencia de 5 minutos se obtiene un volumen de nitrato amónico de:
𝑉𝑐𝑡𝑐 =6578,8
kg
h
60min
h
· 5min ·1
1425kg
m3
= 384,73 · 10−3m3
Dimensiones:
El depósito pulmón constará de dos fondos semielípticos 2:1.

Memoria justificativa
108
Las dimensiones escogidas son:
- Diámetro exterior de la parte cilíndrica, Ddp = 800 mm.
- Altura total, Hdp = 1200 mm.
- Espesor, edp = 8 mm.
- Altura de líquido en el recipiente:
𝑉𝑐𝑡𝑐 = 𝑉𝑐𝑖𝑙 + 𝑉𝑓𝑜𝑛𝑑𝑜 = 384,73 · 10−3𝑚3
De donde se saca:
𝑉𝑐𝑖𝑙 = 𝜋 · 𝐷𝑑𝑝 − 2 · 𝑒𝑑𝑝 2
4· = 482,75 · 10−3 · 𝑚3
𝑉𝑓𝑜𝑛𝑑𝑜 =𝜋
24· 𝐷𝑝𝑑 − 2 · 𝑒𝑑𝑝 3 = 63,08 · 10−3𝑚3
Despejando h se obtiene:
= 667 𝑚𝑚
3.6.5.3 Cálculo mecánico
Presión de diseño:
La presión de operación tiene un valor de:
1,033 + 𝑃𝑐𝑙 = 1,156𝑘𝑔
𝑐𝑚2
La presión de diseño será un 12,5% mayor:
1,156 · 1,125 = 1,3𝑘𝑔
𝑐𝑚2
La presión de diseño será de 3 kg/cm2.
Temperatura de diseño:
Se escoge una temperatura de diseño de 200ºC.
Material:
Acero inoxidable AISI 316L.
3.6.5.3.1 Espesor del tanque
Se determina el espesor necesario para soportar la presión de diseño, comprobando que este sea
menor de 8 mm.
Espesor casco cilíndrico:
𝑡 =𝑃 · 𝐷𝑑𝑝
𝑆 · 𝐸 + 0,4 · 𝑃= 1,281 𝑚𝑚
Por consiguiente, un espesor de 8 mm es capaz de soportar una presión superior a la de diseño.

Memoria justificativa
109
Espesor fondos semielípticos:
𝑡 =𝑃 · 𝐷𝑑𝑝
2 · 𝑆 · 𝐸 + 1,8 · 𝑃= 1,28 𝑚𝑚
Por consiguiente, un espesor de 8 mm es capaz de soportar una presión superior a la de diseño.
3.7 Grupo de bombeo
3.7.1 Descripción
El tipo de bomba que se va a utilizar para elevar el nitrato amónico hasta el tanque a nivel constante
será centrifuga. Se prevé la instalación de una bomba en paralelo para asegurar el funcionamiento de
la planta en el caso de que la primera bomba no esté en funcionamiento. Esta segunda bomba tendrá
las mismas características que la primera.
3.7.2 Diagrama de la instalación
Los datos funcionales son los que se muestran a continuación:
- Fluido: Solución de nitrato amónico al 95%.
- Caudal de nitrato amónico: 6578,8 kg/h.
- Temperatura media del nitrato amónico: 150ºC.
El diagrama de la instalación se muestra a continuación y tiene las siguientes magnitudes:
- Hga: altura geométrica de aspiración.
- Hgi: altura geométrica de impulsión.
- Hpa: pérdida de carga en la aspiración.
- Hpi: pérdida de carga en la impulsión.
- Pa: presión en el tanque de aspiración.
- Pi: presión en el tanque de impulsión.
- Hg: diferencia de altura entre la aspiración y la impulsión.
- H: altura total.
𝐻 = 𝐻𝑔𝑖 − 𝐻𝑔𝑎 + 𝐻𝑝𝑎 + 𝐻𝑝𝑖 + 𝑃𝑖 − 𝑃𝑎
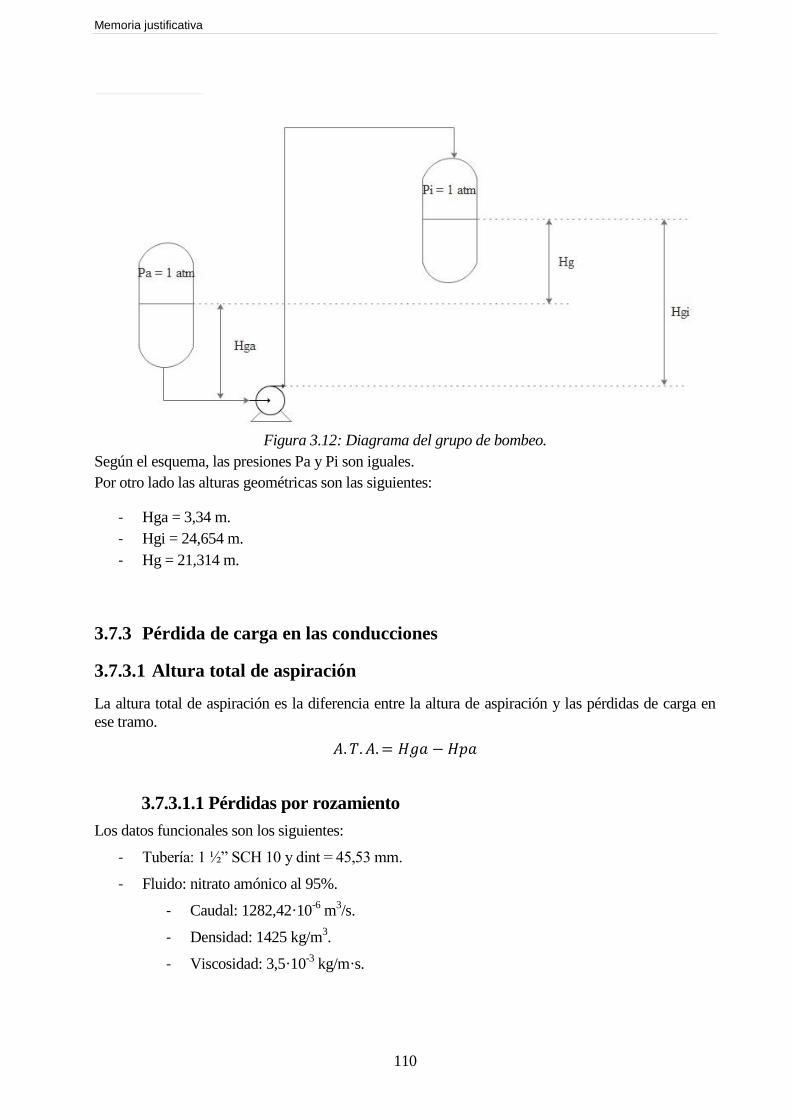
Memoria justificativa
110
Figura 3.12: Diagrama del grupo de bombeo.
Según el esquema, las presiones Pa y Pi son iguales.
Por otro lado las alturas geométricas son las siguientes:
- Hga = 3,34 m.
- Hgi = 24,654 m.
- Hg = 21,314 m.
3.7.3 Pérdida de carga en las conducciones
3.7.3.1 Altura total de aspiración
La altura total de aspiración es la diferencia entre la altura de aspiración y las pérdidas de carga en
ese tramo.
𝐴.𝑇.𝐴. = 𝐻𝑔𝑎 − 𝐻𝑝𝑎
3.7.3.1.1 Pérdidas por rozamiento
Los datos funcionales son los siguientes:
- Tubería: 1 ½” SCH 10 y dint = 45,53 mm.
- Fluido: nitrato amónico al 95%.
- Caudal: 1282,42·10-6
m3/s.
- Densidad: 1425 kg/m3.
- Viscosidad: 3,5·10-3
kg/m·s.

Memoria justificativa
111
- Número de Reynolds:
𝑅𝑒 =𝜌 · 𝑑𝑖𝑛𝑡 · 𝑣
𝜇= 14644,4
Siendo la velocidad del fluido: v = 0,79 m/s.
- La rugosidad aparente, para tuberías nuevas de acero comercial tiene un valor según gráficas
de:
휀 = 4,6 · 10−5𝑚
- La rugosidad relativa tiene por lo tanto, un valor de:
휀
𝑑𝑖𝑛𝑡= 1,01 · 10−3
- Según el diagrama de Moody se tiene un factor de fricción de:
𝛷 = 0,0055
- Donde las perdidas por rozamiento son de:
𝐻𝑝𝑎 = 4 ·𝛷 ·𝐿
𝑑𝑖𝑛𝑡· 𝑣2
Donde L = Ltuberia + Laccesorios.
La longitud de la tubería es de 5 m.
La longitud de los accesorios viene dada por la longitud equivalente en tramo recto de de tubería
según la tabla siguiente:
Accesorio Longitud equivalente
Codo 90º 1,6 m
Conexión en T 3 m
Válvula de compuerta abierta 0,3 m
Tabla 3.10: Longitudes equivalentes I.
Las longitudes equivalentes serían igual a:
𝐿𝑎𝑐𝑐𝑒𝑠𝑜𝑟𝑖𝑜𝑠 = 2 · 1,6 + 3 + 0,3 = 6,5 𝑚
Por lo tanto:
𝐿 = 5 + 6,5 = 11,5 𝑚
Las pérdidas por fricción se calculan sustituyendo estos valores en la ecuación anterior,
obteniéndose:
𝐻𝑝𝑎 = 4 · 0,0055 ·11,5
0,04553· 0,792 = 3,468
𝐽
𝑘𝑔= 0,353 𝑚
Por lo tanto la altura total de aspiración es de:
𝐴.𝑇.𝐴. = 3,34 − 0,353 = 2,987 𝑚

Memoria justificativa
112
3.7.3.2 Altura total de impulsion
La altura total de impulsión es la suma de la altura geométrica de impulsión más la pérdida de carga
en ese tramo.
𝐴.𝑇. 𝐼. = 𝐻𝑔𝑖 + 𝐻𝑝𝑖
3.7.3.2.1 Tubería de impulsión
Se requiere una velocidad aproximada de flujo de 1,74 m/s. Con un caudal de 1282,42·10-6
m3/s. se
obtiene un área de paso de 737,02 m2.
Por tanto el diámetro interior tendrá un valor de:
𝑑𝑖𝑛𝑡 = 4 · 𝐴
𝜋= 30,63 𝑚𝑚
Se elige una tubería con un diámetro nominal de 1” SCH 10 con diámetro de 30,63 mm.
La velocidad del fluido será:
𝑣 =1282,42 · 10−6
𝜋 ·𝑑𝑖𝑛 𝑡2
4
= 1,74𝑚
𝑠
3.7.3.2.2 Pérdidas por rozamiento en la impulsión
Los datos funcionales son los siguientes:
- Tubería: 1” SCH 10 y dint’ = 30,63 mm.
- Fluido: Nitrato amónico al 95%
- Caudal: 1282,42·10-6
m3/s.
- Densidad: 1425 kg/m3.
- Viscosidad: 3,5·10-3
kg/m·s.
- Número de Reynolds:
𝑅𝑒 =𝜌 · 𝑑𝑖𝑛𝑡 · 𝑣
𝜇= 21699,17
Siendo la velocidad del fluido: v = 1,74 m/s.
- La rugosidad aparente, para tuberías nuevas de acero comercial tiene un valor según gráficas
de:
휀 = 4,6 · 10−5𝑚
- La rugosidad relativa tiene por lo tanto, un valor de:
휀
𝑑𝑖𝑛𝑡= 1,502 · 10−3
- Según el diagrama de Moody se tiene un factor de fricción de:
𝛷 = 0,0036

Memoria justificativa
113
- Donde las pérdidas por rozamiento son de:
𝐻𝑝𝑖 = 4 ·𝛷 ·𝐿
𝑑𝑖𝑛𝑡· 𝑣2
Donde L = Ltuberia + Laccesorios.
La longitud de la tubería es de 25 m.
La longitud de los accesorios viene dada por la longitud equivalente en tramo recto de de tubería
según la tabla siguiente:
Accesorio Longitud equivalente
Codo 90º 1 m
Conexión en T 2 m
Válvula de compuerta abierta 0,21 m
Válvula de retención abierta 2,5 m
Medidor de flujo 400 x dint m
Tabla 3.11: Longitudes equivalentes II.
Las longitudes equivalentes serían igual a:
𝐿𝑎𝑐𝑐𝑒𝑠𝑜𝑟𝑖𝑜𝑠 = 4 · 1 + 2 + 3 · 0,21 + 2,5 + 400 · 0,03063 = 21,382 𝑚
Por lo tanto:
𝐿 = 25 + 21,382 = 46,382 𝑚
Las pérdidas por fricción se calculan sustituyendo estos valores en la ecuación anterior,
obteniéndose:
𝐻𝑝𝑖 = 4 · 0,0036 ·46,382
0,03063· 1,742 = 66,182
𝐽
𝑘𝑔= 6,751 𝑚
Por lo tanto la altura total de impulsión es de:
𝐴.𝑇. 𝐼. = 24,654 + 6,751 = 31,405 𝑚
3.7.4 NPSH disponible
El NPSH disponible de un sistema es una característica del mismo, y se define como la energía que
posee un fluido en la toma de aspiración de la bomba, independiente del tipo de aspiración, que esta
por encima de la energía de la presión de vapor del fluido.
El NPSH disponible tiene la siguiente expresión:
𝑁𝑃𝑆𝐻𝑑𝑖𝑠 = 𝐻𝑔𝑎 +𝑃𝑎 − 𝑃𝑣𝑎𝑝
𝜌 · 𝑔− 𝐻𝑝𝑎
Donde:
𝑃𝑣𝑎𝑝 = 5,2 · 104 𝑃𝑎
𝑃𝑎 = 1,0134 · 105 𝑃𝑎

Memoria justificativa
114
𝐻𝑝𝑎 = 0,353 𝑚
𝐻𝑔𝑎 = 3,34 𝑚
Sustituyendo se obtiene:
𝑁𝑃𝑆𝐻𝑑𝑖𝑠 = 6,517 𝑚
El NPSH disponible debe ser mayor o igual al NPSH requerido, que es una característica que aporta
el fabricante de la bomba, para evitar que se produzca cavitación.
3.7.5 Presión de descarga de las bombas
La presión de descarga de las bombas es la suma de las resistencias a superar para que el líquido
circule desde la bomba hacia el depósito pulmón. De este modo, la presión de descarga es la suma de
la presión atmosférica, más las pérdidas de carga que se producen en las tuberías mas la presión
hidrostática debida a la diferencia de altura.
𝑃 = 𝑃𝑎 + 𝐻𝑝𝑖 + 𝜌 · 𝑔 ·𝐻𝑔𝑖
Donde:
𝑃𝑎 = 1,0123 · 105 𝑃𝑎
𝐻𝑝𝑖 = 6,751 𝑚 = 9,428 · 104 𝑃𝑎
𝑃𝑒𝑠𝑡 = 2,98 · 105 𝑃𝑎
Por tanto la presión de descarga de la bomba será de 493463,73 Pa o lo que es lo mismo 5,03
kg/cm2.
Si como presión de diseño para el cálculo de la tubería de impulsión, de material acero inoxidable
AISI 316L, se escoge:
𝑃𝑑 = 𝑃 · 1,25 = 6,288𝑘𝑔
𝑐𝑚2
Se calcula es espesor mínimo de la tubería mediante la expresión:
𝑡 =𝑃𝑑 · 𝐷𝑜
2 · 𝑆 · 𝐸 + 𝑌 · 𝑃𝑑 + 𝑐
Donde:
- Do = 30,63 mm.
- S = 935 kg/cm2.
- E = 1.
- Y = 0,4.
- c = 0.
Sustituyendo se obtiene:
𝑡 = 0,102 𝑚𝑚

Memoria justificativa
115
Por tanto:
𝑡𝑠𝑐 = 1,125 · 𝑡 = 0,11475 𝑚𝑚
El cual es menor que el espesor escogido para la tubería.
3.7.6 Cálculo de la potencia de la bomba
3.7.6.1 Altura de presión
La altura de presión desarrollada por una bomba se define con la siguiente ecuación:
𝐻 =𝑃𝑖 − 𝑃𝑎
𝜌 · 𝑔+ 𝐻𝑔 + 𝐻𝑝𝑎 + 𝐻𝑝𝑖
Donde:
- Pi = 1,0123·105 Pa
- Pa = 1,0123·105 Pa
- Hg = 21,314 m.
- Hpa = 0,353 m.
- Hpi = 6,751 m.
Sustituyendo se obtiene que:
𝐻 = 28,418 𝑚
3.7.6.2 Potencia de la bomba al eje
La potencia hidráulica de la bomba tiene la siguiente expresión:
𝑊𝑖𝑑𝑟 = 𝑄 · 𝜌 · 𝑔 ·𝐻
Donde:
- Q = 1,282·10-3
m3/s.
- H = 28,418 m.
- ρ = 1425 kg/m3.
- g = 9,81 m/s2.
Por lo que se obtiene:
𝑊𝑖𝑑𝑟 = 509,29 𝑊 = 0,691 𝐶𝑉 ≈ 0,7 𝐶𝑉
De modo que se necesita una potencia de 0,7 CV para llevar un caudal de 1,282·10-3
m3/s de nitrato
amónico a una altura de 28,418 m.
El rendimiento de la bomba se fija en un 60%, es decir que el rendimiento de la bomba ηbomba = 0,6.
De forma que la potencia de la bomba tiene un valor de:
𝑊𝑏𝑜𝑚𝑏𝑎 =𝑊𝑖𝑑𝑟
𝜂𝑏𝑜𝑚𝑏𝑎= 848,82 𝑊 = 1,152 𝐶𝑉

Memoria justificativa
116
3.7.6.3 Potencia consumida por el motor de la bomba
La potencia del motor será la potencia de la bomba entre el producto del rendimiento del motor y el
rendimiento de acoplamiento. Dicho producto, la unión del rendimiento del motor y el de
acoplamiento, se ha fijado en el 85%, es decir que ηacoplamiento · ηmotor = 0,85.
𝑊𝑚𝑜𝑡𝑜𝑟 =𝑊𝑏𝑜𝑚𝑏𝑎
𝜂𝑎𝑐𝑜𝑝𝑙𝑎𝑚𝑖𝑒𝑛𝑡𝑜 · 𝜂𝑏𝑜𝑚𝑏𝑎= 998,612 𝑊 = 1,355 𝐶𝑉
El rendimiento total de la instalación es de:
𝜂 = 𝜂𝑏𝑜𝑚𝑏𝑎 · 𝜂𝑚𝑜𝑡𝑜𝑟 · 𝜂𝑎𝑐𝑜𝑝𝑙𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 0,51
Teniendo presente la reserva de las posibles sobrecargas, el motor de la bomba se instalará con una
potencia algo mayor que la consumida:
𝑊𝑖𝑛𝑠𝑡 = 𝛽 · 𝑊𝑚𝑜𝑡𝑜𝑟
El coeficiente de reserva de potencia se toma dependiendo de la magnitud de la potencia del motor,
según la tabla expuesta a continuación:
W(kW) <1 1 – 5 5 – 50 >50
Β 2 – 1,5 1,5 – 1,2 1,2 – 1,15 1,1
Tabla 3.12: Valor del coeficiente de reserva.
Según el valor obtenido de W, se elige un β = 1,75.
La potencia instalada será de aproximadamente de 1,748 kW o 2,373 CV.
El motor a instalar tendrá una potencia normalizada de 1,842 kW o 2,5 CV.
3.8 Tolva
3.8.1 General
La tolva se colocará en la parte inferior de la torre de prilado, aquí se recogerán los prills cristalizados
en la torre.
Se calculará tanto el volumen y capacidad de la tolva, como la distribución de presiones y el espesor
de chapa necesario de la tolva.
3.8.2 Características del material
3.8.2.1 Densidad aparente
Se escogerá la densidad aparente más desfavorable para el diseño. La densidad aparente del nitrato
amónico va desde 600 kg/m3 hasta 800 kg/m
3, por lo que se escogerá esta última.
3.8.2.2 Granulometría
La granulometría del material es de 2 mm de media y 3 mm de máxima.
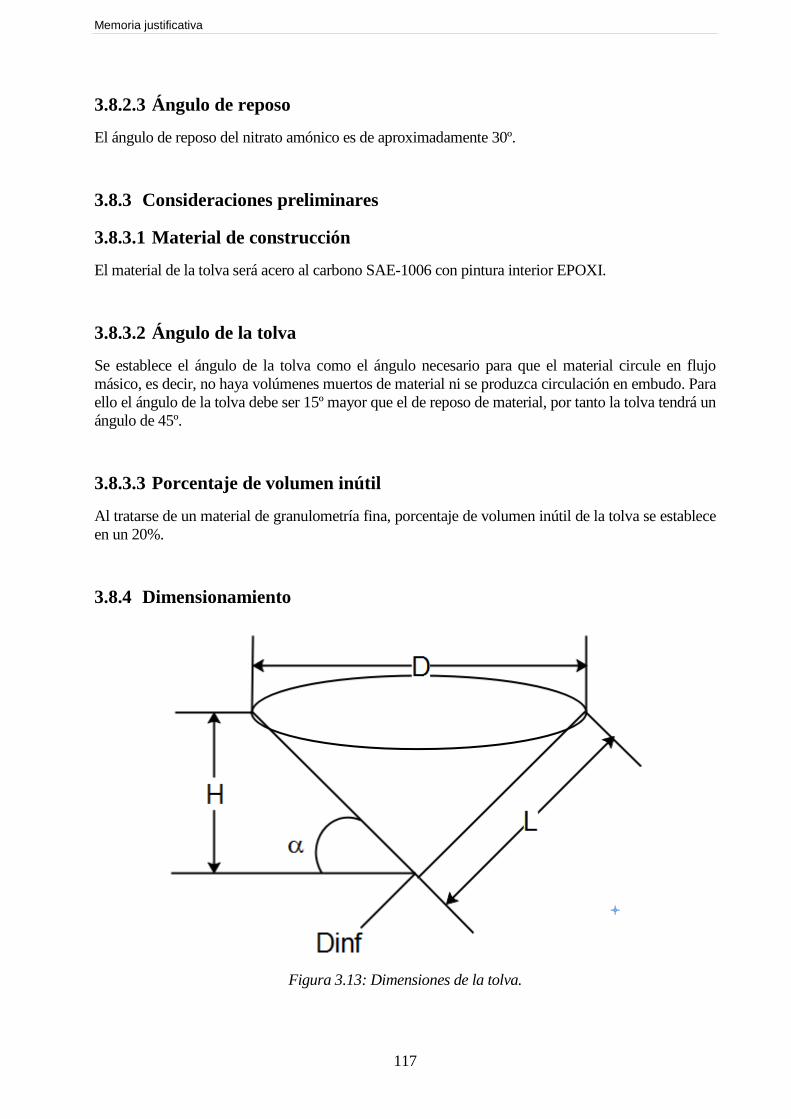
Memoria justificativa
117
3.8.2.3 Ángulo de reposo
El ángulo de reposo del nitrato amónico es de aproximadamente 30º.
3.8.3 Consideraciones preliminares
3.8.3.1 Material de construcción
El material de la tolva será acero al carbono SAE-1006 con pintura interior EPOXI.
3.8.3.2 Ángulo de la tolva
Se establece el ángulo de la tolva como el ángulo necesario para que el material circule en flujo
másico, es decir, no haya volúmenes muertos de material ni se produzca circulación en embudo. Para
ello el ángulo de la tolva debe ser 15º mayor que el de reposo de material, por tanto la tolva tendrá un
ángulo de 45º.
3.8.3.3 Porcentaje de volumen inútil
Al tratarse de un material de granulometría fina, porcentaje de volumen inútil de la tolva se establece
en un 20%.
3.8.4 Dimensionamiento
Figura 3.13: Dimensiones de la tolva.

Memoria justificativa
118
3.8.4.1 Diámetro superior
El diámetro superior de la tolva será igual al de la torre, es decir 4,35 m.
3.8.4.2 Diámetro inferior
Se elige un diámetro inferior lo suficientemente grande como para evacuar todo el material a 1m/s y
permitir de este modo que no se produzca obstrucciones.
El diámetro se calculará del siguiente modo:
𝑀𝑐
3600 · 𝜌𝐵= 1 · 𝜋 ·
𝐷𝑖𝑛𝑓2
4→ 𝐷𝑖𝑛𝑓 = 53,93 𝑚𝑚 ≈ 60 𝑚𝑚
3.8.4.3 Volumen útil
La altura de la tolva sería de:
𝐷
2= 𝑐𝑜𝑠45 · 𝐿 → 𝐿 = 3,08 𝑚
𝐻 = 𝐿 · 𝑠𝑒𝑛45 = 2,175 𝑚
El volumen total de la tolva es de:
𝑉𝑡𝑜𝑡𝑎𝑙 =𝜋 · 𝐷2 · 𝐻
12= 10,77 𝑚3
𝑉𝑢𝑡𝑖𝑙 = 0,8 · 𝑉𝑡𝑜𝑡𝑎𝑙 = 8,616 𝑚3
3.8.4.4 Capacidad de almacenamiento
La capacidad de almacenamiento será de:
𝐶𝑎𝑝 = 𝑉𝑢𝑡𝑖𝑙 · 𝜌𝐵 = 6892,8 𝑘𝑔
Lo que supone una capacidad de almacenamiento para un tiempo de:
𝑇𝑖𝑒𝑚𝑝𝑜 =𝐶𝑎𝑝
𝑀𝑐= 1,05 = 63 𝑚𝑖𝑛
3.8.5 Cálculo mecánico
3.8.5.1 Distribución de presiones
3.8.5.1.1 Presión vertical
Las presiones verticales se calculan a partir de la ecuación de Janssen:
- Coeficiente de fricción:
𝜇 = 𝑡𝑎𝑛45 = 1

Memoria justificativa
119
- Coeficiente de distribución:
𝐾 =1− 𝑠𝑒𝑛 45
1 + 𝑠𝑒𝑛 45= 0,172
- Ecuación de Janssen:
𝑃𝑣 =𝜌𝐵 · 𝑔 · 𝑑
4 · 𝜇 · 𝐾· 1 − 𝑒−
4·𝜇 ·𝐾 ·
𝐷
Obteniéndose las siguientes presiones a lo largo de la tolva:
Posición d (m) h (m) Pv (Pa)
Parte superior 4,35 0 0
Parte intermedia 2,18 1,09 7238,13
Parte inferior 0,06 2,175 684,42
Tabla 3.13: Presiones verticales en la tolva.
3.8.5.1.2 Presión horizontal
La presión horizontal se calcula como:
𝑃 = 𝑃𝑣 · 𝐾
Obteniéndose las siguientes presiones:
Posición Pv (Pa) Ph (Pa)
Parte superior 0 0
Parte intermedia 7238,13 2895,25
Parte inferior 4655,07 1862,03
Tabla 3.14: Presiones horizontales en la tolva.
3.8.5.1.3 Presión total
La presión total de la tolva se calcula como:
𝑃𝑇 = 𝑃𝑣2 + 𝑃2
Obteniéndose las siguientes presiones:
Posición Pv (Pa) Ph (Pa) PT (Pa)
Parte superior 0 0 0
Parte intermedia 7238,13 2895,25 7795,7
Parte inferior 4655,07 1862,03 5013,66
Tabla 3.15: Presiones totales en la tolva.

Memoria justificativa
120
3.8.5.2 Espesor de chapa
El espesor de chapa se calculará en base a la presión máxima calculada, es decir 7795,7 Pa o lo que
es lo mismo 0,08 kg/cm2.
𝑒𝑠𝑒𝑝 =0,5 · 𝑃𝑇 · 𝐷
𝑆 · 𝐸 + 𝑃 · 𝑌+ 𝑐 = 0,14 𝑚𝑚
Donde:
- E = 1.
- Y = 0,4.
- c = 0.
- S = 1200 kg/cm2.
- Material: Acero al carbono SAE-1006.
Como es un espesor muy bajo, se elije un espesor de 3 mm.
3.9 Tornillo sin fin
3.9.1 General
El tornillo sin fin consiste en una hélice montada sobre un eje que se encuentra suspendido en un
canal en forma de U.
3.9.2 Componentes del sistema
3.9.2.1 Tipo de hélice
El tornillo sin fin está constituido por una hélice continua de paso igual al diámetro, fabricada de
acero al carbono SAE-1006 recubierto de una pintura EPOXI de 3 mm.
3.9.2.2 Carcasa
La carcasa está constituida de acero al carbono SAE-1006 recubierto de una pintura EPOXI de 5
mm. En ella se añaden tanto las bocas de carga como de descarga. El diámetro es de 2 mm mayor
que el del eje
3.9.2.3 Grupo motriz
Para el accionamiento del eje del tornillo sin fin se dispone de un motor de accionamiento eléctrico.
El grupo motriz está constituido por un motor-reductor con base de fijación sobre una bancada
solitaria a la carcasa. La unión de la mangueta del reductor al eje se produce mediante un acoplador.

Memoria justificativa
121
3.9.3 Características del material
3.9.3.1 Granulometría
La granulometría media del material es de 2 mm y de 3 mm como máximo.
3.9.3.2 Clase de material
El nitrato amónico se considera un material de clase IV.
3.9.4 Capacidad de transporte
3.9.4.1 Flujo de material
El flujo de material es de 6,5788 t/h.
𝑄 =𝐹
𝜌𝐵= 8,2235
𝑚3
3.9.4.2 Velocidad de giro del tornillo
Figura 3.14: Velocidad de giro del tornillo.
Se escoge una velocidad de 50 r.p.m.
3.9.4.3 Paso y diámetro de tornillo
El diámetro que se obtiene para esa velocidad es de 25 cm que cumple la especificación de ser 12
veces mayor que el diámetro de las partículas que sería de 3,6 cm.
El paso sería del mismo tamaño que el diámetro.

Memoria justificativa
122
3.9.4.4 Velocidad de transporte
La expresión que permite conocer la velocidad de transporte es la siguiente:
𝑣 =𝑝 · 𝑛
60= 0,208
𝑚
𝑠
3.9.5 Potencia de accionamiento
3.9.5.1 Potencia necesaria para transportar el material
𝑊𝑚𝑎𝑡 = 𝐶 ·𝐹 · 𝐿
367= 448,15 𝑊
Siendo:
- C = 2,5.
- L= 10 m.
3.9.5.2 Potencia de accionamiento en vacio
𝑊𝑣𝑎𝑐 =𝐷𝑐𝑎𝑟𝑐𝑎𝑠𝑎 · 𝐿
20= 126 𝑊
3.9.5.3 Potencia total
𝑊𝑇 = 𝑃𝑚𝑎𝑡 + 𝑃𝑣𝑎𝑐 = 574,15 𝑊
3.9.5.4 Potencia del motor
La potencia del motor es la potencia total dividida por el producto del rendimiento del motor y el
rendimiento de acoplamiento que es del 85%.
𝑊𝑚𝑜𝑡𝑜𝑟 =𝑊𝑇
𝜂𝑚𝑜𝑡𝑜𝑟 · 𝜂𝑎𝑐𝑜𝑝𝑙𝑎𝑚𝑖𝑒𝑛𝑡𝑜= 675,47 𝑊
3.9.5.5 Potencia instalada
Teniendo presente la reserva de las posibles sobrecargas, el motor del tornillo se instalará con una
potencia algo mayor que la consumida:
𝑊𝑖𝑛𝑠𝑡 = 𝛽 · 𝑊𝑚𝑜𝑡𝑜𝑟
Según el valor obtenido de W, se elige un β = 1,75.
La potencia instalada será de aproximadamente de 1,182 kW o 1,6 CV.
El motor a instalar tendrá una potencia normalizada de 1,478 kW o 2 CV.
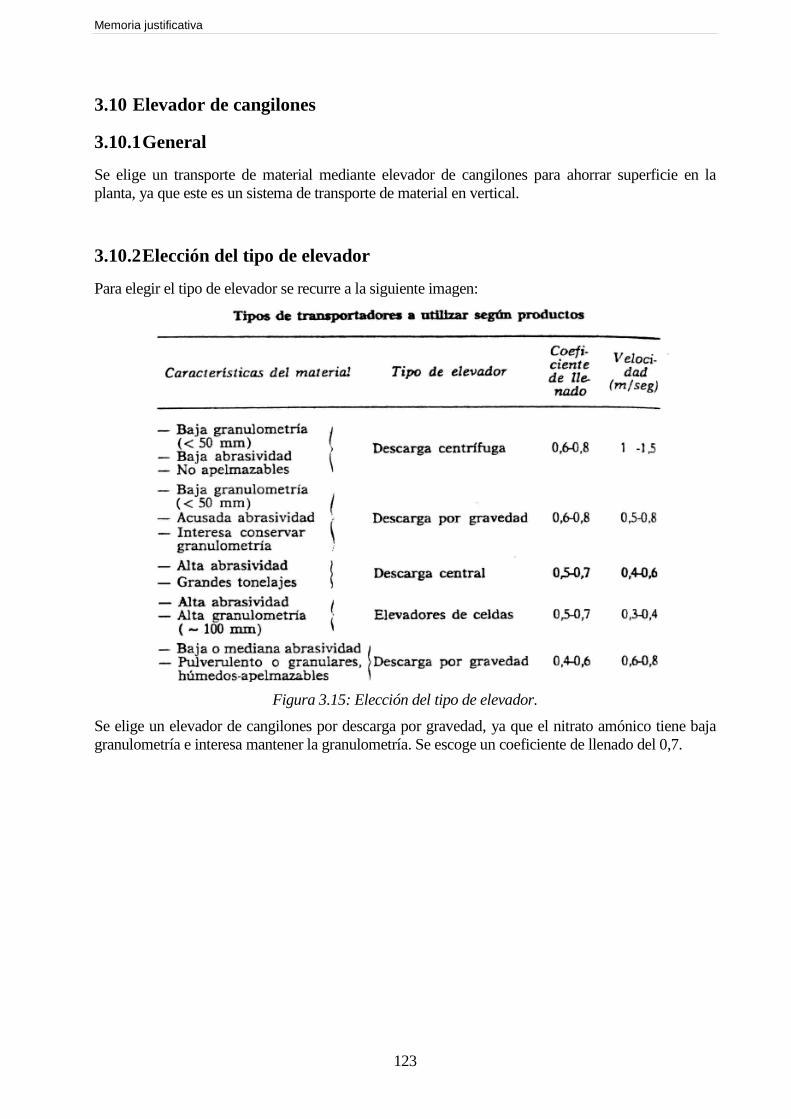
Memoria justificativa
123
3.10 Elevador de cangilones
3.10.1 General
Se elige un transporte de material mediante elevador de cangilones para ahorrar superficie en la
planta, ya que este es un sistema de transporte de material en vertical.
3.10.2 Elección del tipo de elevador
Para elegir el tipo de elevador se recurre a la siguiente imagen:
Figura 3.15: Elección del tipo de elevador.
Se elige un elevador de cangilones por descarga por gravedad, ya que el nitrato amónico tiene baja
granulometría e interesa mantener la granulometría. Se escoge un coeficiente de llenado del 0,7.

Memoria justificativa
124
3.10.3 Datos relativos al elevador
En la siguiente imagen se muestra los datos relativos al cangilón:
Figura 3.16: Datos relativos del elevador.
- Capacidad necesaria:
La capacidad necesaria del elevador de cangilones es de:
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 =𝑀𝑐
𝜌= 8,22
𝑚3
- Capacidad del cangilón:
Se escoge una capacidad al 100% de 14 m3/h, o lo que es lo mismo, una capacidad al 70% de 9,8
m3/h.
- Distancia entre cangilones:
La distancia entre cangilones del cangilón escogido es de 567 mm.
- Velocidad de cangilón:
La velocidad del cangilón escogido es de 0,6 m/s.
3.10.4 Cálculo de la potencia
3.10.4.1 Potencia para elevar el material
La potencia para elevar el material se puede obtener de la siguiente ecuación:
𝑃𝑒𝑚 =𝑀𝑐 · 𝐻
1000 · 270= 0,536 𝐻𝑃 = 0,543 𝐶𝑉
Siendo la altura de elevación de 22 m.

Memoria justificativa
125
3.10.4.2 Potencia para vencer el esfuerzo de carga
La potencia para vencer el esfuerzo de carga es:
𝑃𝑒𝑐 =𝑀𝑐 · 𝐻𝑐𝑜𝑟𝑟𝑒𝑔𝑖𝑑𝑎
1000 · 270= 0,122 𝐻𝑃 = 0,124 𝐶𝑉
Siendo la altura corregida de 5 m.
3.10.4.3 Potencia total
𝑃𝑇 = 𝑃𝑒𝑚 + 𝑃𝑒𝑐 = 0,667 𝐶𝑉
3.10.4.4 Potencia de accionamiento necesaria del motor
𝑃𝑀 =𝑃𝑇
𝜂= 0,889 𝐶𝑉
𝑃𝑖𝑛𝑠𝑡 = 1,75 · 𝑃𝑀 = 1,556 𝐶𝑉
Siendo el rendimiento del motor del 75%. Se instala un motor normalizado de 2 CV.
3.10.5 Cálculo de la tensión máxima
La tensión de la banda es:
𝑇 =𝑀𝑐
1000 · 3.6 · 𝑣· 𝐻 + 𝐻𝑐𝑜𝑟𝑟𝑒𝑔𝑖𝑑𝑎 · 1,64 = 134,87 𝑘𝑔
3.10.6 Diámetro del tambor
𝐷𝑡𝑎𝑚𝑏𝑜𝑟 =2 · 𝑣2
𝑔= 73,39𝑚𝑚
3.10.7 Cantidad de cangilones por metro
𝐶𝑎𝑛𝑔𝑚𝑒𝑡𝑟𝑜 =1
𝑠𝑒𝑝𝑎𝑟𝑎𝑐𝑖𝑜𝑛𝑐𝑎𝑛𝑔= 1,764
𝑐𝑎𝑛𝑔𝑖𝑙𝑜𝑛𝑒𝑠
𝑚𝑒𝑡𝑟𝑜
3.11 Silo
3.11.1 General
Se va a diseñar un silo con capacidad de almacenamiento de material para un día, si se quisiera
almacenar la producción de más días sería necesario diseñar un sistema de tornillos sin fin,
elevadores de cangilones y silos adicionales.

Memoria justificativa
126
3.11.2 Consideraciones preliminares
3.11.2.1 Material de construcción
El material del silo será acero al carbono SAE-1006 con pintura interior EPOXI.
3.11.2.2 Ángulo de la tolva
Se establece el ángulo de la tolva como el ángulo necesario para que el material circule en flujo
másico, es decir, no haya volúmenes muertos de material ni se produzca circulación en embudo. Para
ello el ángulo de la tolva debe ser 15º mayor que el de reposo de material, por tanto la tolva tendrá un
ángulo de 45º.
3.11.3 Volumen necesario
El volumen necesario de almacenamiento es de:
𝑉𝑛𝑒𝑐𝑒𝑠𝑎𝑟𝑖𝑜 =𝑀𝑐 · 24
𝜌= 197,36 𝑚3 ≈ 198 𝑚3
3.11.4 Volumen del silo
El silo escogido es de fondo cónico, teniendo la siguiente forma:
Figura 3.17: Forma del silo.
Se distinguen tres zonas principales, cabeza, cilindro y cono:
𝑉𝑠𝑖𝑙𝑜 = 𝑉𝑐𝑎𝑏𝑒𝑧𝑎 + 𝑉𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 + 𝑉𝑐𝑜𝑛𝑜

Memoria justificativa
127
Donde:
𝑉𝑐𝑎𝑏𝑒𝑧𝑎 = 𝜋 ∗ 𝐷2 ∗ 𝐻𝑐𝑎𝑏𝑒𝑧𝑎
6
𝑉𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 = 𝜋 ∗ 𝐷2 ∗ 𝐻𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜
4
𝑉𝑐𝑜𝑛𝑜 = 𝜋 ∗ 𝐷2 ∗ 𝐻𝑐𝑜𝑛𝑜
3 ∗ 4
La distribución de la altura total será de 10% cabeza, 50% cilindro, 40% cono.
El silo se llenará al 80% por lo cual el volumen del silo será:
𝑉𝑠𝑖𝑙𝑜 =𝑉𝑛𝑒𝑐𝑒𝑠𝑎𝑟𝑖𝑜
0,8= 247,5 𝑚3
Se escogerá una altura de 18 m.
247,5 = 𝜋 · 𝐷2 · 𝐻 · 0,1
6+
0,5
4+
0,4
12 → 𝐷 = 5 𝑚
3.11.5 Distribución de presiones
3.11.5.1 Presión vertical
Las presiones verticales se calculan a partir de la ecuación de Janssen:
- Coeficiente de fricción:
𝜇 = 𝑡𝑎𝑛30 = 0,58
- Coeficiente de distribución:
𝐾 =1− 𝑠𝑒𝑛 30
1 + 𝑠𝑒𝑛 30= 0,33
- Ecuación de Janssen:
𝑃𝑣 =𝜌𝐵 · 𝑔 · 𝑑
4 · 𝜇 · 𝐾· 1 − 𝑒−
4·𝜇 ·𝐾 ·
𝐷
Obteniéndose las siguientes presiones a lo largo de la tolva:
Posición d (m) h (m) Pv (Pa)
Base cabeza 5 0 0
Base cilindro 5 10,8 41446,92
Intermedio cono 2,5 14,4 25315,41
Base cono 0,6 18 5586,21
Tabla 3.16: Presiones verticales en el silo.
Memoria justificativa
128
3.11.5.2 Presión horizontal
La presión horizontal se calcula como:
𝑃 = 𝑃𝑣 · 𝐾
Obteniéndose las siguientes presiones:
Posición Pv (Pa) Ph (Pa)
Base cabeza 0 0
Base cilindro 41446,92 13677,48
Intermedio cono 25315,41 8354,09
Base cono 5586,21 1843,45
Tabla 3.17: Presiones horizontales en el silo.
3.11.5.3 Presión total
La presión total de la tolva se calcula como:
𝑃𝑇 = 𝑃𝑣2 + 𝑃2
Obteniéndose las siguientes presiones:
Posición Pv (Pa) Ph (Pa) PT (Pa)
Base cabeza 0 0 0
Base cilindro 41446,92 13677,48 43645,4
Intermedio cono 25315,41 8354,09 26658,22
Base cono 5586,21 1843,45 5882,52
Tabla 3.18: Presiones totales en el silo.
3.11.6 Espesor de chapa
El espesor de chapa se calculará en base a la presión máxima calculada, es decir 43645,4 Pa o lo que
es lo mismo 0,445 kg/cm2.
𝑒𝑠𝑒𝑝 =0,5 · 𝑃𝑇 · 𝐷
𝑆 · 𝐸 + 𝑃 · 𝑌+ 𝑐 = 0,93 𝑚𝑚

Memoria justificativa
129
Donde:
- E = 1.
- Y = 0,4.
- c = 0.
- S = 1200 kg/cm2.
- Material: Acero al carbono SAE-1006.
Como es un espesor muy bajo, se elije un espesor de 3 mm.
3.12 Tuberías y válvulas de control
3.12.1 Dimensiones de las tuberías
3.12.1.1 Tuberías de licor de nitrato amónico
3.12.1.1.1. Alimentación al evaporador
Del cálculo del evaporador:
- Diámetro: 2” SCH 10.
- Material: Acero inoxidable AISI 316L.
- Presión de diseño: 3 kg/cm2.
- Temperatura de diseño: 200ºC.
3.12.1.1.2. Salida de licor concentrado y vapor hacia separador
Del cálculo del evaporador:
- Diámetro: 6” SCH 10.
- Material: Acero inoxidable AISI 316L.
- Presión de diseño: 3 kg/cm2.
- Temperatura de diseño: 200ºC.
3.12.1.1.3. Salida de separador a homogeneizador
Tiene condiciones similares a la de alimentación al evaporador por tanto se utilizará una tubería con
las mismas características:
- Diámetro: 2” SCH 10.
- Material: Acero inoxidable AISI 316L.
- Presión de diseño: 3 kg/cm2.
- Temperatura de diseño: 200ºC.

Memoria justificativa
130
3.12.1.1.4. Aspiración e impulsión a depósito pulmón
Del cálculo de las bombas:
- Diámetro: 1 ½” SCH 10 - 1” SCH 10.
- Material: Acero inoxidable AISI 316L.
- Presión de diseño: 6,288 kg/cm2.
- Temperatura de diseño: 200ºC.
3.12.1.1.5. Salida del depósito pulmón
De las mismas características que la de entrada al homogeneizador:
- Diámetro: 2” SCH 10.
- Material: Acero inoxidable AISI 316L.
- Presión de diseño: 3 kg/cm2.
- Temperatura de diseño: 200ºC.
3.12.1.1.6. Rociadores
Se diseña para una velocidad de fluido de aproximadamente 1 m/s.
- Diámetro: 3/8” SCH 10.
- Material: Acero inoxidable AISI 316L.
- Presión de diseño: 3 kg/cm2.
- Temperatura de diseño: 200ºC.
3.12.1.2 Tuberías de vapor calefactor y condensados
3.12.1.2.1. Entrada de vapor a evaporador
Del cálculo de evaporador:
- Diámetro: 1 ½” SCH 80.
- Material: Acero al carbono SA-106 Gr II.
- Presión de diseño: 9 kg/cm2.
- Temperatura de diseño: 200ºC.

Memoria justificativa
131
3.12.1.2.2. Salida de condensados de evaporador
Del cálculo de evaporador:
- Diámetro: 3/4” SCH 80.
- Material: Acero al carbono SA-106 Gr II.
- Presión de diseño: 9 kg/cm2.
- Temperatura de diseño: 200ºC.
3.12.1.2.3. Entrada de vapor a camisa
Del cálculo del homogeneizador:
- Diámetro nominal: 1” SCH 80.
- Material: Acero al carbono SA-105-Grll.
- Presión de diseño: 7 kg/cm2.
- Temperatura de diseño: 200ºC.
3.12.1.2.4. Salida de condensado de camisa
Del cálculo del homogeneizador:
- Diámetro nominal: ½” SCH 160.
- Material: Acero al carbono SA-105-Grll.
- Presión de diseño: 7 kg/cm2.
- Temperatura de diseño: 200ºC.
3.12.2 Aislamiento de tuberías
3.12.2.1 General
Dado que la solución de nitrato amónico debe de recorrer todo el camino desde el homogeneizador
hasta el depósito pulmón (tanque a nivel constante), que está situado junto a la parte superior de la
torre de prilado, tendrá una gran pérdida de calor durante el recorrido. Para minimizar las perdidad de
calor se instala un aislamiento de silicato cálcico en las tuberías.

Memoria justificativa
132
3.12.2.2 Cálculo del espesor de material aislante
3.12.2.2.1. En tubería de aspiración
Se quiere determinar el espesor necesario de aislante en la aspiración de solución de nitrato amónico,
de 45,53 mm de diámetro exterior, con los siguientes datos:
- Longitud de tubería: 5 m.
- Temperatura de fluido: 152ºC.
- Caída de temperatura admitida: 1ºC.
- Temperatura exterior: 13ºC.
- Conductividad del silicato: 63,92·10-6
W/m·K.
- Calor especifico del fluido: 1,97 kJ/kg·K.
- Flujo de nitrato amónico: 6578,8 kg/h.
Se aplica la formula:
𝑄𝐿 =2 · 𝜋 · 𝐾 · 𝑇1− 𝑇2
𝑙𝑛𝐷2
𝐷1
𝑇1 =152 + 152 − 1
2= 151,5 º𝐶
𝑄𝑝𝑒𝑟 =𝑀𝑐
3600· 𝐶𝑝 · 1
Admitiendo que las pérdidas por los soportes representan 1/3 de las pérdidas totales, las pérdidas a
través del aislamiento deben ser iguales a:
𝑄𝑎𝑖𝑠 =2
3· 𝑄𝑝𝑒𝑟
Luego las pérdidas por metro lineal de tubería es:
𝑄𝐿 =𝑄𝑎𝑖𝑠
5
Se obtiene un D2 = 51,12 mm, lo que corresponde a un espesor de 2,795 mm.
3.12.2.2.2. En tubería de impulsión
Se quiere determinar el espesor necesario de aislante en la impulsión de solución de nitrato amónico,
de 30,63 mm de diámetro exterior, con los siguientes datos:
- Longitud de tubería: 25 m.
- Temperatura de fluido: 151ºC.
- Caída de temperatura admitida: 1ºC.
- Temperatura exterior: 13ºC.
- Conductividad del silicato: 63,92·10-6
W/m·K.
- Calor especifico del fluido: 1,97 kJ/kg·K.
- Flujo de nitrato amónico: 6578,8 kg/h.

Memoria justificativa
133
Se aplica la formula:
𝑄𝐿 =2 · 𝜋 · 𝐾 · 𝑇1− 𝑇2
𝑙𝑛𝐷2
𝐷1
𝑇1 =151 + 151 − 1
2= 150,5 º𝐶
𝑄𝑝𝑒𝑟 =𝑀𝑐
3600· 𝐶𝑝 · 1
Admitiendo que las pérdidas por los soportes representan 1/3 de las pérdidas totales, las pérdidas a
través del aislamiento deben ser iguales a:
𝑄𝑎𝑖𝑠 =2
3· 𝑄𝑝𝑒𝑟
Luego las pérdidas por metro lineal de tubería es:
𝑄𝐿 =𝑄𝑎𝑖𝑠25
Se obtiene un D2 = 54,44 mm, lo que corresponde a un espesor de 11,905 mm.
3.12.3 Cálculo de válvulas de control
3.12.3.1 Consideraciones generales de diseño
La variable a fijar en el diseño de las válvulas de control será la pérdida de carga en las mismas.
En general, una pérdida de carga elevada aumenta el intervalo de caudal controlable y hace más
sencillo ajustarse a una determinada característica. Pero también significa un aumento en el gasto
energético.
Se recomienda, en general, una pérdida de carga en la válvula de al menos el 50% del total en líneas
pequeñas, pudiendo bajar hasta el 25% si los cambios de caudal no son muy grandes, o se emplea
una válvula isoporcentual.
En líneas grandes, pueden aplicarse las mismas recomendaciones, aunque puede ocurrir que resulte
más económico el empleo de un motor de velocidad variable en el sistema de impulsión, que la
reducción de la sección de la línea.
En aquellos casos en los que no se dispongan de datos para conocer la pérdida de carga total, se
puede recurrir a diseñar la válvula para una pérdida de carga fija de 10 a 25 psi, es decir, del orden de
1 kg/cm2.
Una vez que se conocen las características de la operación, se dimensiona la válvula, definiendo su
capacidad. Para el calcula de la capacidad de la bomba, se recurre a una forma estándar incluida en
los catálogos de los fabricantes de válvulas, este método se basa en el conocimiento del coeficiente
de capacidad, el cual puede ser despejado de la siguiente formula.
𝑄 = 𝐶𝑣 · ∆𝑃
El coeficiente de capacidad se define como el número de galones de agua por minuto, que pasarían a
través de una restricción dada, con una caída de presión de1 psi.
Una vez conocido el coeficiente de la válvula, se puede obtener directamente el tamaño de la válvula
aconsejada en pulgadas mediante las tablas que se encuentran en los catálogos.

Memoria justificativa
134
En dichas tablas se dan los valores de los coeficientes a plena apertura, para los distintos tipos de
válvulas.
3.12.3.2 Cálculos de válvulas
3.12.3.2.1. Control de vapor a carcasa del evaporador
Esta válvula pertenece a un lazo de control de temperatura de la solución de nitrato amónico de
salida del evaporador.
La temperatura de la solución de nitrato amónico genera una señal que controla el caudal de vapor
requerido para mantener constante la temperatura de salida de la solución de nitrato amónico.
La línea por la que circula el vapor es desconocida, por lo que se supondrá una pérdida de carga de 1
kg/cm2.
La capacidad de la válvula de control, por la cual circula el vapor, tiene la siguiente expresión:
𝐾𝑣 =𝑀𝑣𝑣 · 𝐾
19,2 · ∆𝑃 · 𝑃2
Donde:
- K = 1 + 0,0012·ΔT.
𝐶𝑣 = 1,17 · 𝐾𝑣
Sustituyendo los valores en la expresión se obtiene:
𝐾𝑣 = 6,479 → 𝐶𝑣 = 7,58
Se escoge la siguiente válvula:
Válvula isoporcentual de paso reducido factor 0,4, obturador de simple asiento con un diámetro
nominal de 2”.
3.12.3.2.2. Control de vapor a encamisado
Esta válvula pertenece a un lazo de control de temperatura de la solución de nitrato amónico de
salida del homogeneizador.
La temperatura de la solución de nitrato amónico genera una señal que controla el caudal de vapor
requerido para mantener constante la temperatura de salida de la solución de nitrato amónico.
La línea por la que circula el vapor es desconocida, por lo que se supondrá una pérdida de carga de 1
kg/cm2.
Se obtiene:
𝐾𝑣 = 2,67 → 𝐶𝑣 = 3,12
Se escoge la siguiente válvula:
Válvula isoporcentual de paso reducido factor 0,4, obturador de simple asiento con un diámetro
nominal de 1 ¼”.

Memoria justificativa
135
3.12.3.2.3. Control de nivel en pulmón
Esta válvula pertenece a un lazo de control de nivel de la solución de nitrato amónico en el depósito
pulmón en la cabeza de la torre.
El nivel de nitrato amónico genera una señal que controla el caudal de nitrato amónico requerido
para mantener constante el nivel del tanque.
En este caso circula nitrato amónico por la línea. Además, dado que la tubería es pequeña y que no
hay cambios significativos de caudal, la caída de presión en la válvula se puede suponer del 25%.
La solución de nitrato amónico debe salir a una velocidad de 1,142 m/s por los agujeros de los
rociadores. Con estos datos y aplicando la ecuación de Bernouilli entre los puntos: (1) Superficie del
líquido en tanque a nivel constante, (2) Salida de líquido en rociadores, se podrá calcular la pérdida
de energía por rozamiento necesaria para que el líquido salga a una velocidad de 1,142 m/s.
La ecuación de Bernouilli viene dada por:
∆𝑃 + ∆𝑐2 ·𝜌
2+ 𝜌 · 𝑔 · ∆𝑧 +𝑊𝐿 = 0
Donde:
- ΔP = 0.
- Δc2 = 1,304 m
2/s
2.
- Δz = -3,8 m.
Despejando se obtiene una pérdida de carga de:
𝑊𝐿 = 52192,05 𝑃𝑎 = 0,532𝑘𝑔
𝑐𝑚2
La pérdida en la válvula al ser el 25% del total, será de 0,133 kg/cm2.
La capacidad de la válvula de control viene dada por la formula:
𝐾𝑣 =0,07 · 𝑄 · 𝜌
∆𝑃
Se obtiene:
𝐾𝑣 = 17,63 → 𝐶𝑣 = 20,628
Se escoge la siguiente válvula:
Válvula lineal, obturador de doble asiento con un diámetro nominal de 2”.

Diagramas, localización y planos
VIII
4 DIAGRAMA, LOCALIZACIÓN Y PLANOS
4.1 Localización
La localización de la planta se representa en las siguientes imágenes:
“No basta tener buen ingenio, lo principal es aplicarlo bien”
- René Descartes-

Diagramas, localización y planos
VIII

Diagramas, localización y planos
VIII
4.2 Diagrama de bloques del proceso (PBD)
Evaporación de la solución
Separación del vapor de la solución concentrada
Homogeneización de la solución
Prilado de la solución
Almacenamiento del nitrato amónico

Diagramas, localización y planos
VIII
4.3 Diagrama de flujo del proceso (PFD)

Diagramas, localización y planos
VIII
4.4 Diagrama de tuberías e instrumentación

Diagramas, localización y planos
VIII

Diagramas, localización y planos
VIII

Diagramas, localización y planos
VIII
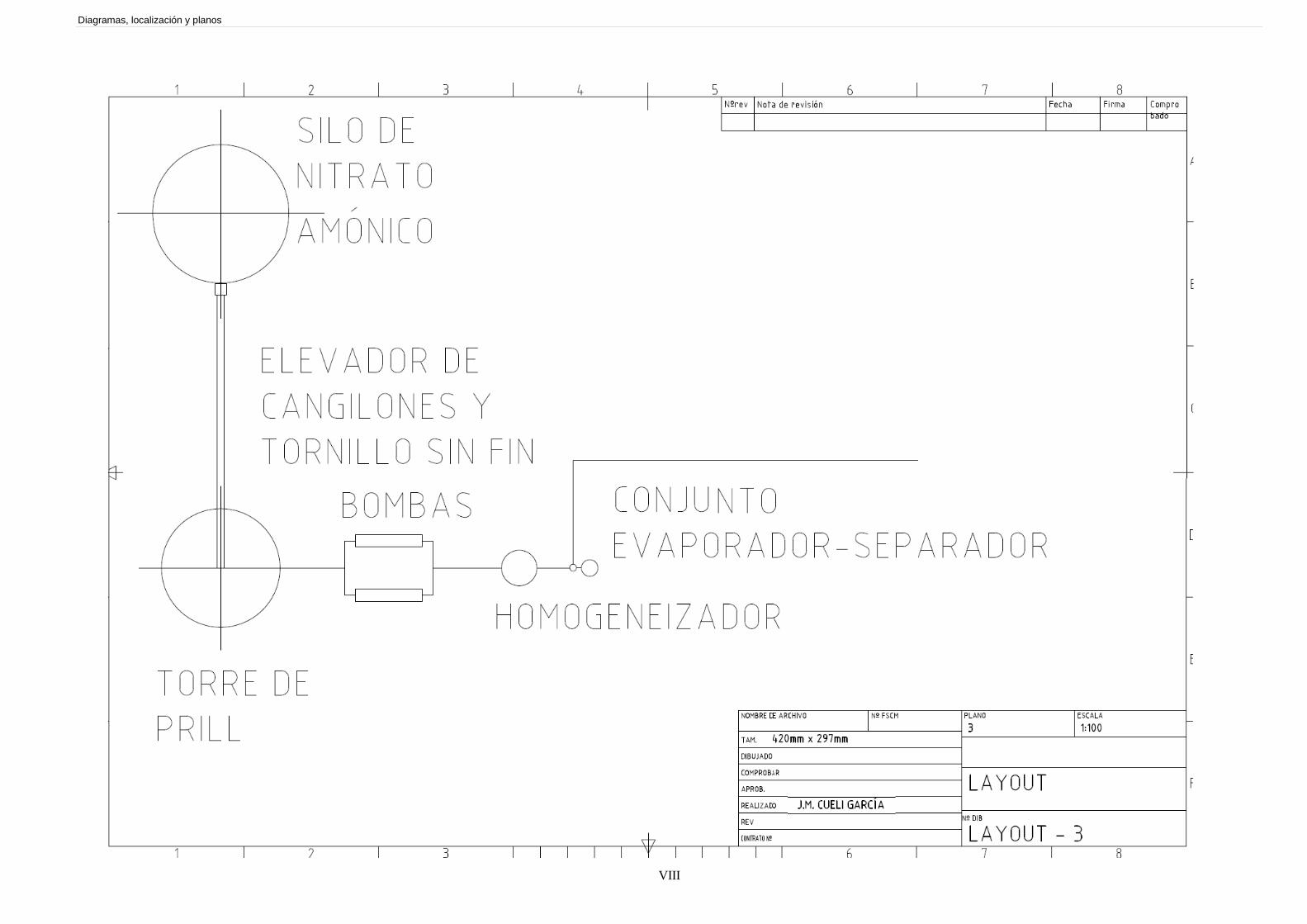
Diagramas, localización y planos
VIII

Anexos
IX
5 ANEXOS
5.1 Tablas
“La mejor herramienta de un ingeniero o arquitecto, no es un martillo o plano, es la imaginación”
- Anónimo-

Anexos
IX

Anexos
IX
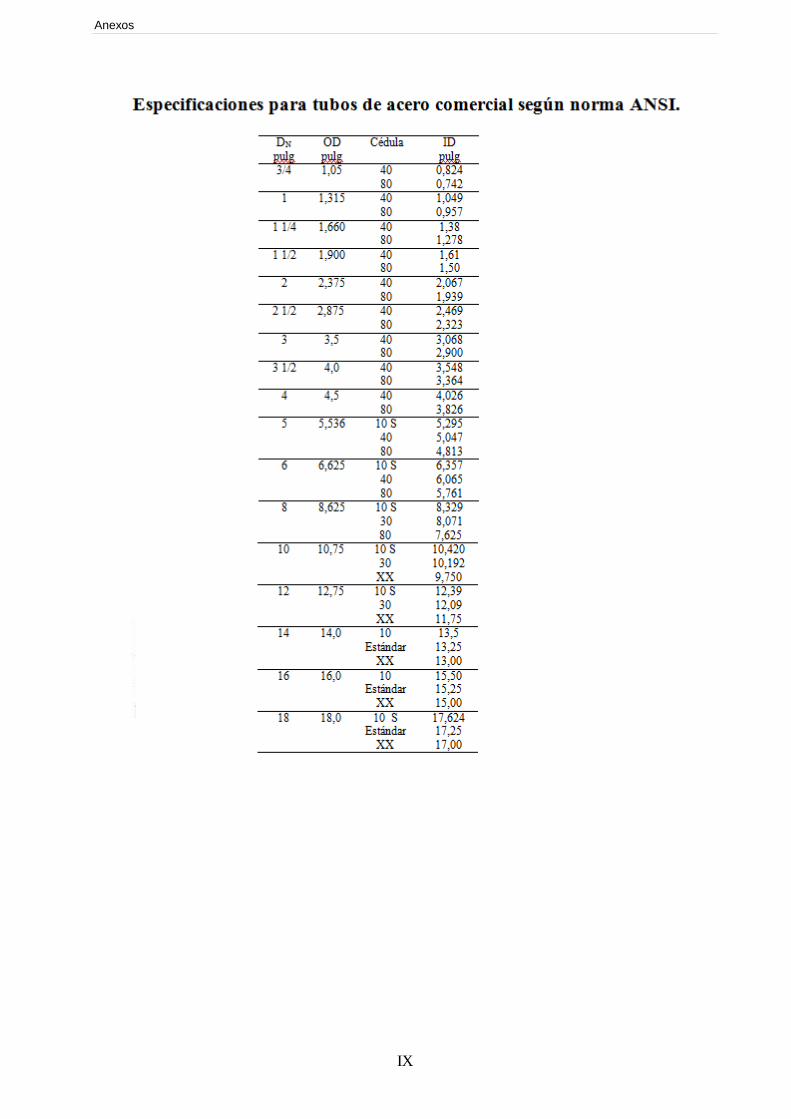
Anexos
IX

Anexos
IX

Anexos
IX
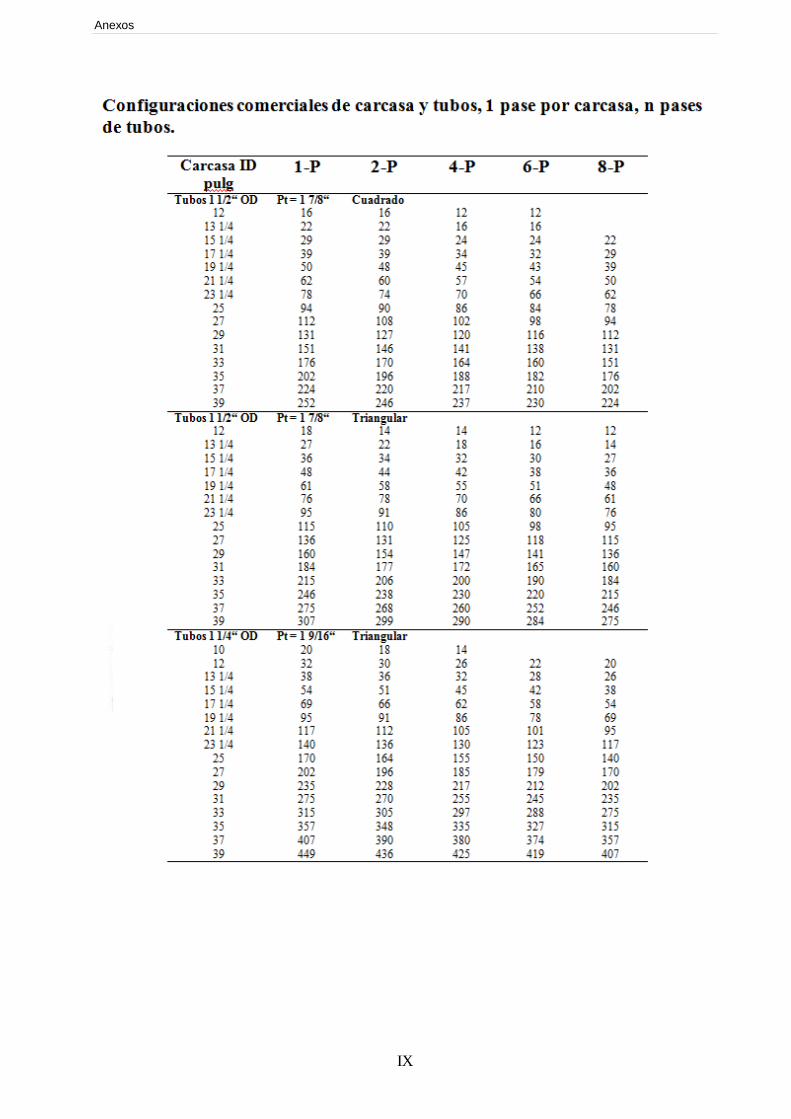
Anexos
IX

Anexos
IX

Anexos
IX

Anexos
IX

Anexos
IX
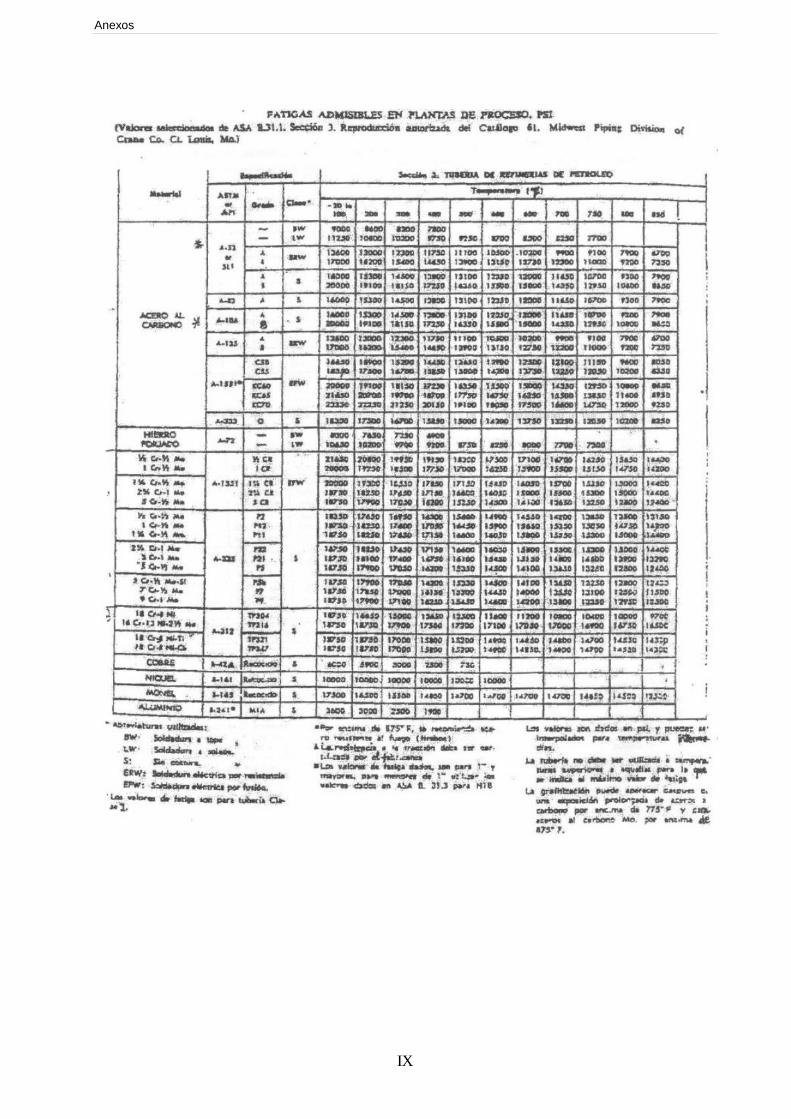
Anexos
IX

Anexos
IX
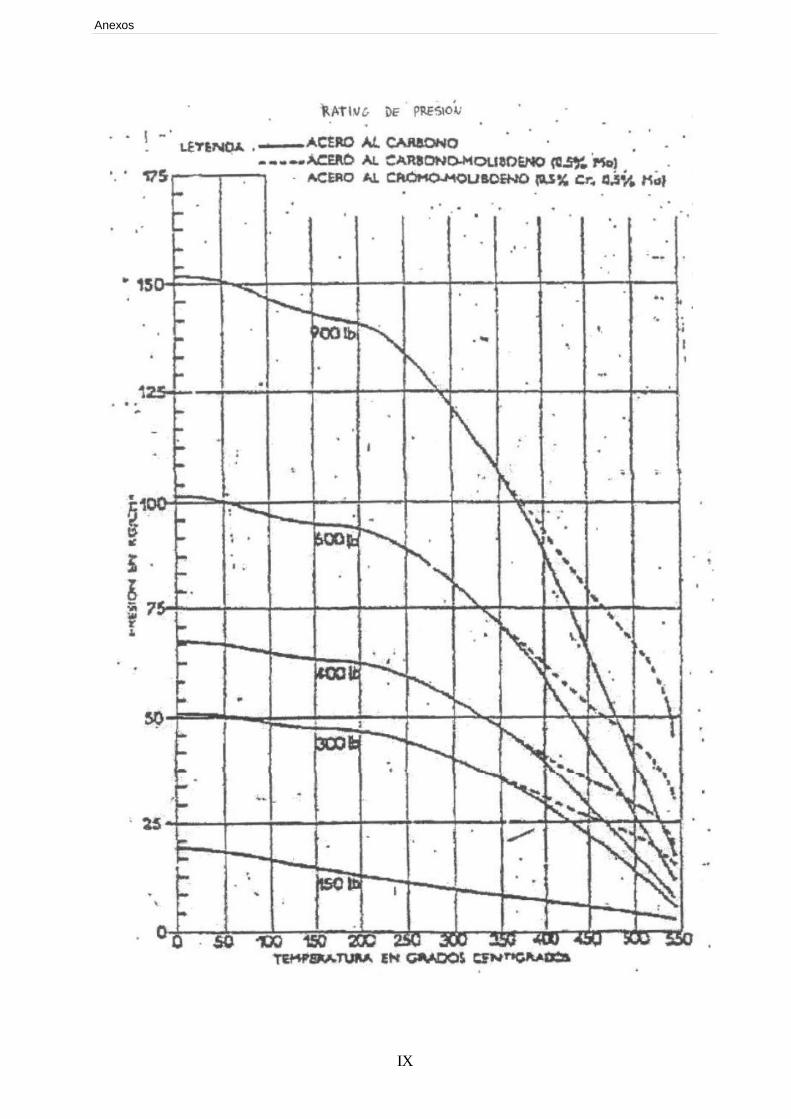
Anexos
IX

Anexos
IX
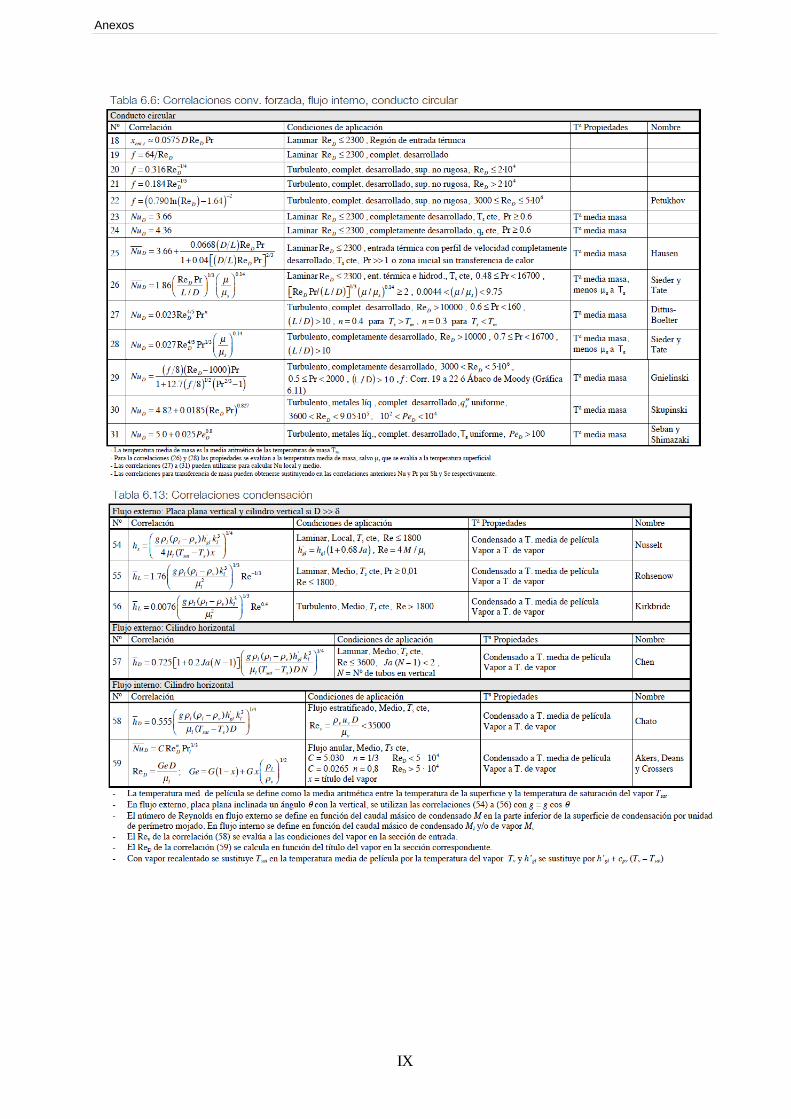
Anexos
IX

Anexos
IX

Anexos
IX

Anexos
IX
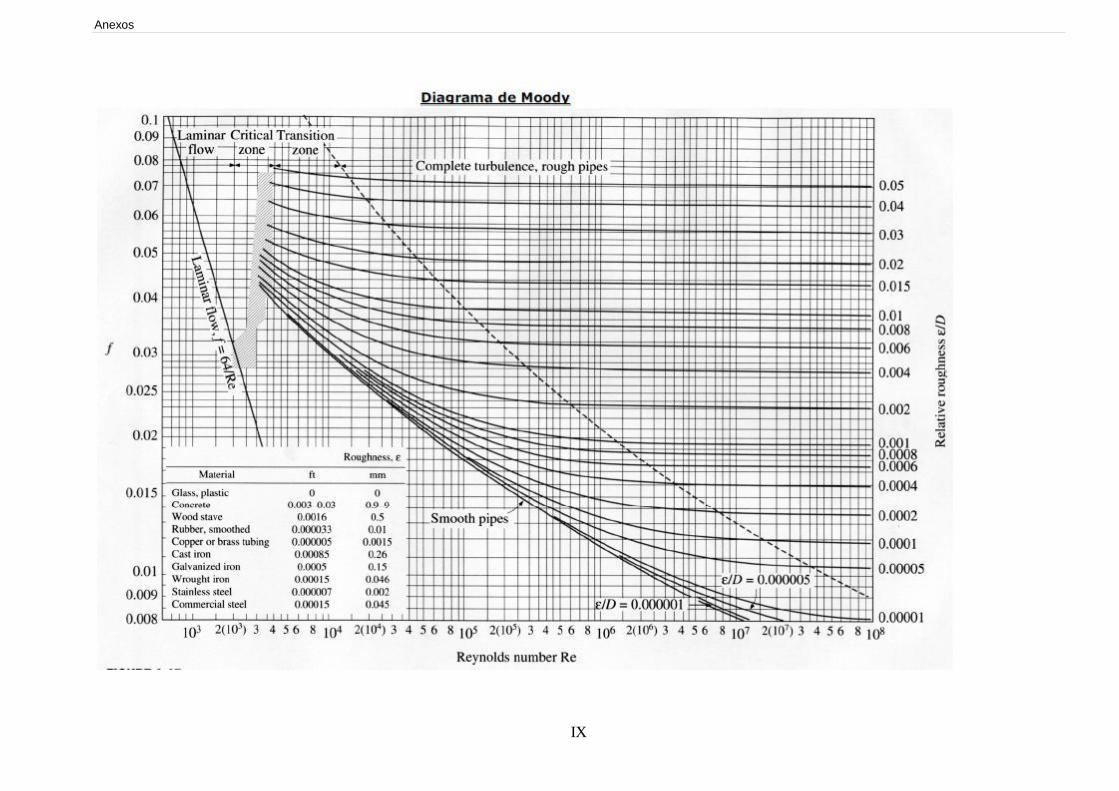
Anexos
IX

Planos
IX
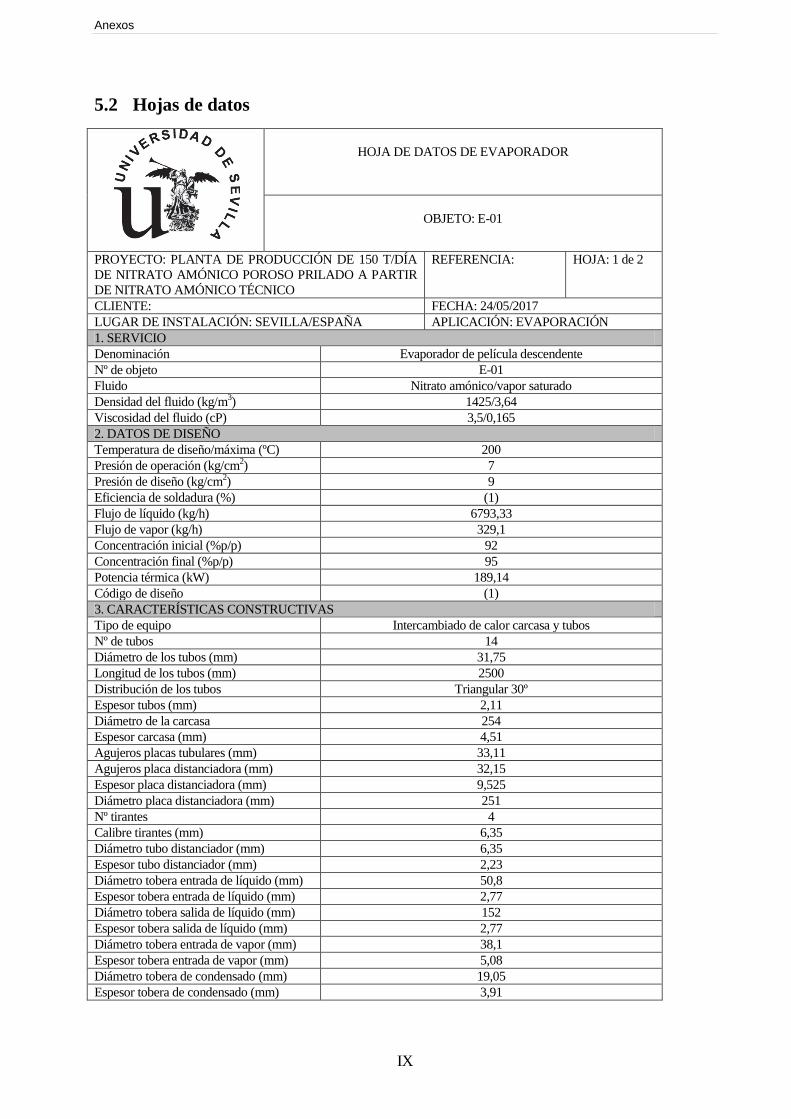
Anexos
IX
5.2 Hojas de datos
HOJA DE DATOS DE EVAPORADOR
OBJETO: E-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 2
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: EVAPORACIÓN
1. SERVICIO
Denominación Evaporador de película descendente
Nº de objeto E-01
Fluido Nitrato amónico/vapor saturado
Densidad del fluido (kg/m3) 1425/3,64
Viscosidad del fluido (cP) 3,5/0,165
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 200
Presión de operación (kg/cm2) 7
Presión de diseño (kg/cm2) 9
Eficiencia de soldadura (%) (1)
Flujo de líquido (kg/h) 6793,33
Flujo de vapor (kg/h) 329,1
Concentración inicial (%p/p) 92
Concentración final (%p/p) 95
Potencia térmica (kW) 189,14
Código de diseño (1)
3. CARACTERÍSTICAS CONSTRUCTIVAS
Tipo de equipo Intercambiado de calor carcasa y tubos
Nº de tubos 14
Diámetro de los tubos (mm) 31,75
Longitud de los tubos (mm) 2500
Distribución de los tubos Triangular 30º
Espesor tubos (mm) 2,11
Diámetro de la carcasa 254
Espesor carcasa (mm) 4,51
Agujeros placas tubulares (mm) 33,11
Agujeros placa distanciadora (mm) 32,15
Espesor placa distanciadora (mm) 9,525
Diámetro placa distanciadora (mm) 251
Nº tirantes 4
Calibre tirantes (mm) 6,35
Diámetro tubo distanciador (mm) 6,35
Espesor tubo distanciador (mm) 2,23
Diámetro tobera entrada de líquido (mm) 50,8
Espesor tobera entrada de líquido (mm) 2,77
Diámetro tobera salida de líquido (mm) 152
Espesor tobera salida de líquido (mm) 2,77
Diámetro tobera entrada de vapor (mm) 38,1
Espesor tobera entrada de vapor (mm) 5,08
Diámetro tobera de condensado (mm) 19,05
Espesor tobera de condensado (mm) 3,91

Anexos
IX
HOJA DE DATOS DE EVAPORADOR
OBJETO: E-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 2 de 2
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: EVAPORACIÓN
4. MATERIALES
Carcasa Acero al carbono ASME SA 105 grado II
Tubos Acero inoxidable AISI 316
Soportes internos Acero al carbono ASME SA 105 grado II
Toberas de líquido Acero inoxidable AISI 316
Toberas de vapor y condensado Acero al carbono ASME SA 105 grado II
5. TRATAMIENTOS
Tratamiento térmico No
Tratamiento
superficial
Interno (2)
Externo -
Limpieza (2)
Pintura interna (2)
Pintura externa -
6. ELEMENTOS INTERNOS
Bridas ciegas No
Escalera No
Skimmer No
Deflectores No
Venteo No
7. NOTAS
(1) Por suministrador
(2) Según código

Anexos
IX
HOJA DE DATOS DE SEPARADOR
OBJETO: S-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: SEPARACIÓN
1. SERVICIO
Denominación Separador líquido-vapor
Nº de objeto S-01
Fluido Nitrato amónico/vapor sobrecalentado
Densidad del fluido (kg/m3) 1425/11,25
Viscosidad del fluido (cP) 3,5/0,123
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 200
Presión de operación (kg/cm2) 0,3
Presión de diseño (kg/cm2) 3
Eficiencia de soldadura (%) (1)
Flujo de entrada de líquido (kg/h) 6793,33
Flujo de salida de líquido (kg/h) 6578,8
Flujo de salida de vapor (kg/h) 214,53
Código de diseño (1)
3. CARACTERÍSTICAS CONSTRUCTIVAS
Tipo de equipo Separador flash
Diámetro tanque (mm) 609,6
Diámetro interior de la boca (mm) 25,4
Altura desde la boca hasta arriba(mm) 1219,2
Altura desde el fondo a la boca (mm) 1600,2
Altura desde el liquido a la boca (mm) 457,2
Altura total (mm) 2819,4
Capacidad (L) 817,57
Espesor del tanque (mm) 4
Diámetro de fondo semielíptico (mm) 618
Espesor de fondo semielíptico (mm) 4
4. MATERIALES
Casco cilíndrico Acero inoxidable AISI 316
Fondo semielíptico Acero inoxidable AISI 316
5. TRATAMIENTOS
Tratamiento térmico No
Tratamiento
superficial
Interno (2)
Externo -
Limpieza (2)
Pintura interna (2)
Pintura externa -
6. ELEMENTOS INTERNOS
Bridas ciegas No
Escalera No
Skimmer No
Deflectores No
Venteo No
7. NOTAS
(1) Por suministrador
(2) Según código

Anexos
IX
HOJA DE DATOS DE HOMOGENEIZADOR
OBJETO: A-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 2
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: HOMOGENEIZACIÓN
1. SERVICIO
Denominación Homogeneizador
Nº de objeto A-01
Fluido Nitrato amónico
Densidad del fluido (kg/m3) 1425
Viscosidad del fluido (cP) 3,5
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 200
Presión de operación (kg/cm2) 6,58
Presión de diseño (kg/cm2) 7
Eficiencia de soldadura (%) (1)
Flujo de líquido (kg/h) 6578,8
Flujo de vapor (kg/h) 117,62
Código de diseño (1)
3. CARACTERÍSTICAS CONSTRUCTIVAS
Tipo de equipo Agitador de palas
Altura tanque (mm) 2400
Diámetro tanque (mm) 1300
Diámetro de palas (mm) 433
Ancho placa deflectora (mm) 180
Distancia al fondo del tanque (mm) 433
Altura de la pala (mm) 86,6
Longitud de la pala (mm) 108,25
Número de palas 6
Velocidad de giro (rpm) 100
Volumen de líquido (m3) 3,474
Tiempo de residencia (min) 45,15
Potencia de agitación (W) 502,08
Potencia térmica (kW) 68,78
Separación entre tanque y camisa (mm) 54
Espesor casco cilíndrico (mm) 12
Espesor fondo semielíptico (mm) 12
Espesor camisa (mm) 12
4. MATERIALES
Casco cilíndrico Acero inoxidable AISI 316
Fondo semielíptico Acero inoxidable AISI 316
Camisa Acero al carbono SA 150 grado II
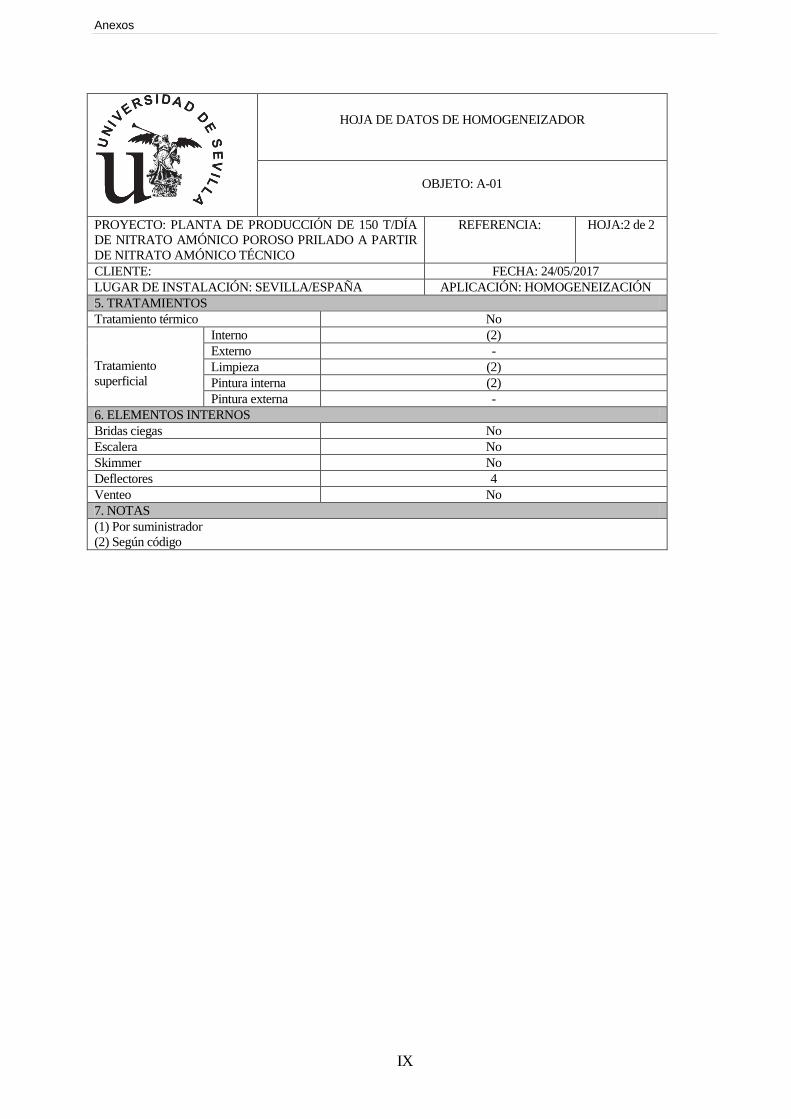
Anexos
IX
HOJA DE DATOS DE HOMOGENEIZADOR
OBJETO: A-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA:2 de 2
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: HOMOGENEIZACIÓN
5. TRATAMIENTOS
Tratamiento térmico No
Tratamiento
superficial
Interno (2)
Externo -
Limpieza (2)
Pintura interna (2)
Pintura externa -
6. ELEMENTOS INTERNOS
Bridas ciegas No
Escalera No
Skimmer No
Deflectores 4
Venteo No
7. NOTAS
(1) Por suministrador
(2) Según código
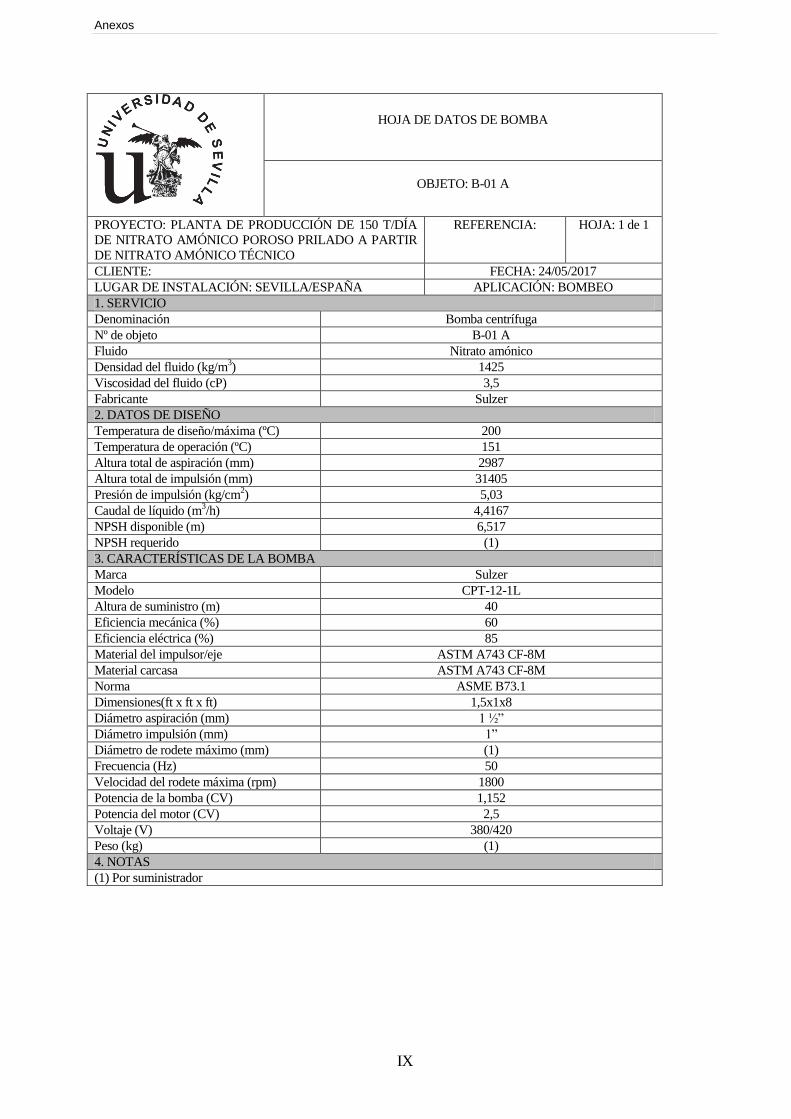
Anexos
IX
HOJA DE DATOS DE BOMBA
OBJETO: B-01 A
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: BOMBEO
1. SERVICIO
Denominación Bomba centrífuga
Nº de objeto B-01 A
Fluido Nitrato amónico
Densidad del fluido (kg/m3) 1425
Viscosidad del fluido (cP) 3,5
Fabricante Sulzer
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 200
Temperatura de operación (ºC) 151
Altura total de aspiración (mm) 2987
Altura total de impulsión (mm) 31405
Presión de impulsión (kg/cm2) 5,03
Caudal de líquido (m3/h) 4,4167
NPSH disponible (m) 6,517
NPSH requerido (1)
3. CARACTERÍSTICAS DE LA BOMBA
Marca Sulzer
Modelo CPT-12-1L
Altura de suministro (m) 40
Eficiencia mecánica (%) 60
Eficiencia eléctrica (%) 85
Material del impulsor/eje ASTM A743 CF-8M
Material carcasa ASTM A743 CF-8M
Norma ASME B73.1
Dimensiones(ft x ft x ft) 1,5x1x8
Diámetro aspiración (mm) 1 ½”
Diámetro impulsión (mm) 1”
Diámetro de rodete máximo (mm) (1)
Frecuencia (Hz) 50
Velocidad del rodete máxima (rpm) 1800
Potencia de la bomba (CV) 1,152
Potencia del motor (CV) 2,5
Voltaje (V) 380/420
Peso (kg) (1)
4. NOTAS
(1) Por suministrador

Anexos
IX
HOJA DE DATOS DE BOMBA
OBJETO: B-01 B
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: BOMBEO
1. SERVICIO
Denominación Bomba centrífuga
Nº de objeto B-01 B
Fluido Nitrato amónico
Densidad del fluido (kg/m3) 1425
Viscosidad del fluido (cP) 3,5
Fabricante Sulzer
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 200
Temperatura de operación (ºC) 151
Altura total de aspiración (mm) 2987
Altura total de impulsión (mm) 31405
Presión de impulsión (kg/cm2) 5,03
Caudal de líquido (m3/h) 4,4167
NPSH disponible (m) 6,517
NPSH requerido (1)
3. CARACTERÍSTICAS DE LA BOMBA
Marca Sulzer
Modelo CPT-12-1L
Altura de suministro (m) 40
Eficiencia mecánica (%) 60
Eficiencia eléctrica (%) 85
Material del impulsor/eje ASTM A743 CF-8M
Material carcasa ASTM A743 CF-8M
Norma ASME B73.1
Dimensiones(ft x ft x ft) 1,5x1x8
Diámetro aspiración (mm) 1 ½”
Diámetro impulsión (mm) 1”
Diámetro de rodete máximo (mm) (1)
Frecuencia (Hz) 50
Velocidad del rodete máxima (rpm) 1800
Potencia de la bomba (CV) 1,152
Potencia del motor (CV) 2,5
Voltaje (V) 380/420
Peso (kg) (1)
4. NOTAS
(1) Por suministrador

Anexos
IX
HOJA DE DATOS DE DEPÓSITO PULMÓN
OBJETO: D-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: ALMACENAMIENTO
1. SERVICIO
Denominación Tanque a nivel constante
Nº de objeto D-01
Fluido Nitrato amónico
Densidad del fluido (kg/m3) 1425
Viscosidad del fluido (cP) 3,5
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 200
Presión de operación (kg/cm2) 1,033
Presión de diseño (kg/cm2) 3
Eficiencia de soldadura (%) (1)
Flujo de líquido (kg/h) 6578,8
Código de diseño ASME div.I sección VIII
3. CARACTERÍSTICAS CONSTRUCTIVAS
Tipo de equipo Depósito
Diámetro tanque (mm) 800
Altura (mm) 1200
Espesor del tanque (mm) 8
Espesor de fondo semielíptico (mm) 8
Altura de líquido (mm) 667
Capacidad (L) 384,73
4. MATERIALES
Casco cilíndrico Acero inoxidable AISI 316L
Fondo semielíptico Acero inoxidable AISI 316L
5. TRATAMIENTOS
Tratamiento térmico No
Tratamiento
superficial
Interno (2)
Externo -
Limpieza (2)
Pintura interna (2)
Pintura externa -
6. ELEMENTOS INTERNOS
Bridas ciegas No
Escalera No
Skimmer No
Deflectores No
Venteo No
7. NOTAS
(1) Por suministrador
(2) Según código
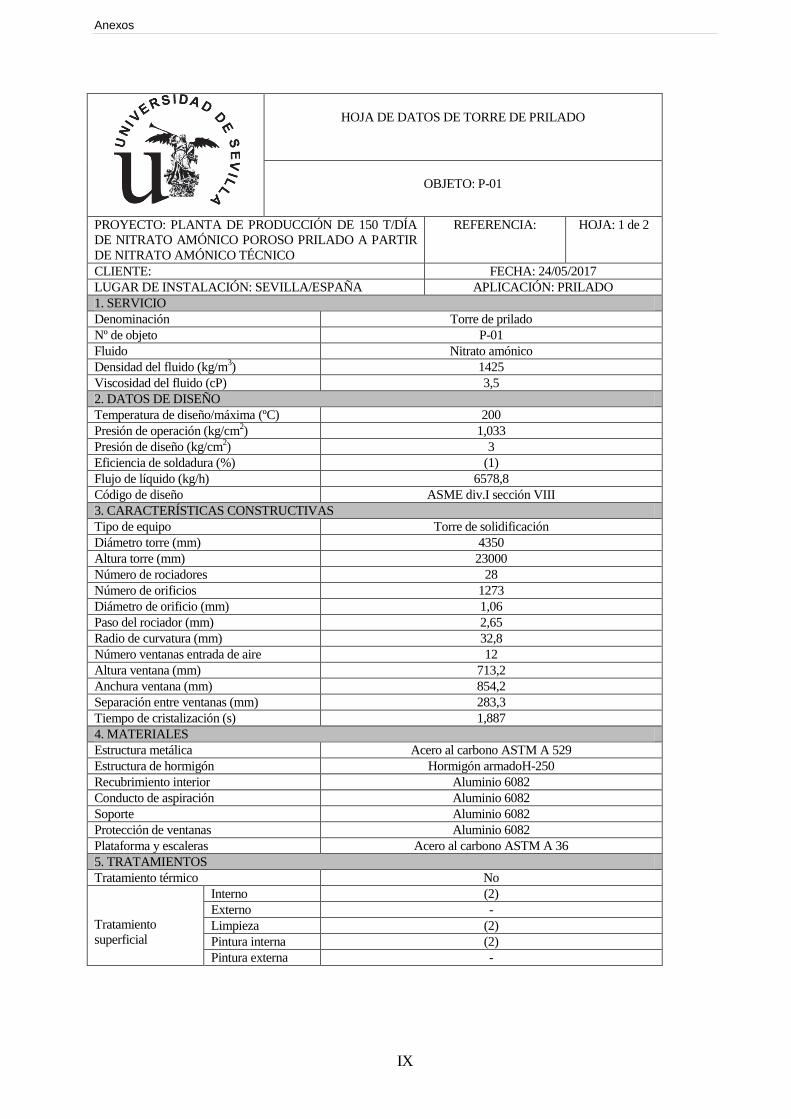
Anexos
IX
HOJA DE DATOS DE TORRE DE PRILADO
OBJETO: P-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 2
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: PRILADO
1. SERVICIO
Denominación Torre de prilado
Nº de objeto P-01
Fluido Nitrato amónico
Densidad del fluido (kg/m3) 1425
Viscosidad del fluido (cP) 3,5
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 200
Presión de operación (kg/cm2) 1,033
Presión de diseño (kg/cm2) 3
Eficiencia de soldadura (%) (1)
Flujo de líquido (kg/h) 6578,8
Código de diseño ASME div.I sección VIII
3. CARACTERÍSTICAS CONSTRUCTIVAS
Tipo de equipo Torre de solidificación
Diámetro torre (mm) 4350
Altura torre (mm) 23000
Número de rociadores 28
Número de orificios 1273
Diámetro de orificio (mm) 1,06
Paso del rociador (mm) 2,65
Radio de curvatura (mm) 32,8
Número ventanas entrada de aire 12
Altura ventana (mm) 713,2
Anchura ventana (mm) 854,2
Separación entre ventanas (mm) 283,3
Tiempo de cristalización (s) 1,887
4. MATERIALES
Estructura metálica Acero al carbono ASTM A 529
Estructura de hormigón Hormigón armadoH-250
Recubrimiento interior Aluminio 6082
Conducto de aspiración Aluminio 6082
Soporte Aluminio 6082
Protección de ventanas Aluminio 6082
Plataforma y escaleras Acero al carbono ASTM A 36
5. TRATAMIENTOS
Tratamiento térmico No
Tratamiento
superficial
Interno (2)
Externo -
Limpieza (2)
Pintura interna (2)
Pintura externa -
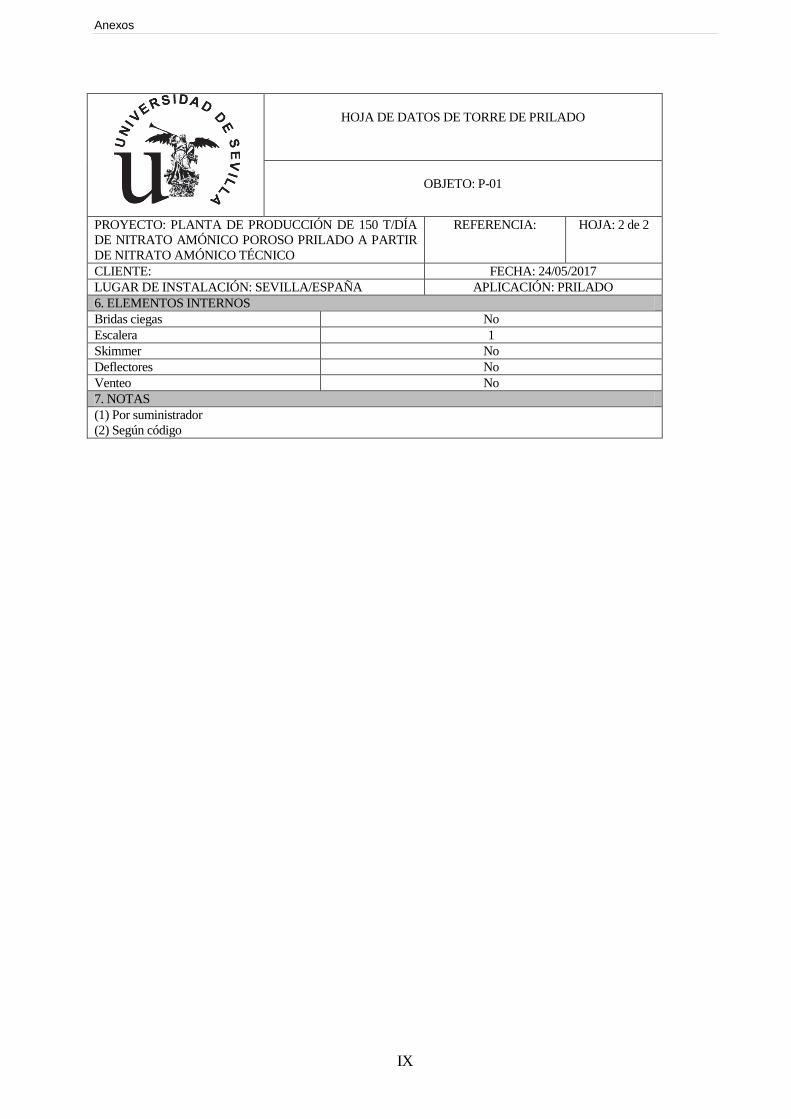
Anexos
IX
HOJA DE DATOS DE TORRE DE PRILADO
OBJETO: P-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 2 de 2
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: PRILADO
6. ELEMENTOS INTERNOS
Bridas ciegas No
Escalera 1
Skimmer No
Deflectores No
Venteo No
7. NOTAS
(1) Por suministrador
(2) Según código

Anexos
IX
HOJA DE DATOS DE VENTILADOR AXIAL
OBJETO: V-01 A
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: ASPIRACIÓN
1. SERVICIO
Denominación Ventilador axial
Nº de objeto V-01 A
Fluido Aire
Densidad del fluido (kg/m3) 1,1065
Viscosidad del fluido (cP) 0,019
Fabricante APX
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 35
Caudal de aire (m3/h) 26327,89
Número de ventiladores 3
Presión estática del ventilador (kg/mm2) 0,2613
Ángulo de pala (º) -8
3. CARACTERÍSTICAS DE LA BOMBA
Marca APX
Modelo APX 714-9FA-4-1480
Potencia ventilador (CV) 2,22
Rendimiento ventilador (%) 77
Potencia del motor (CV) 4
Disposición ventiladores Triangular
Diámetro exterior de aspiración (mm) 714
Diámetro exterior caperuza (mm) 1093
Separación ejes ventiladores (mm) 1276
Radio Circunferencia circunscrita (mm) 1284
Número de palas 9
Material de palas Acero al carbono AISI 4337
Material soporte Acero inoxidable AISI 309
Norma (1)
Frecuencia (Hz) 50
Voltaje (V) 380/420
Peso (kg) (1)
4. NOTAS
(1) Por suministrador
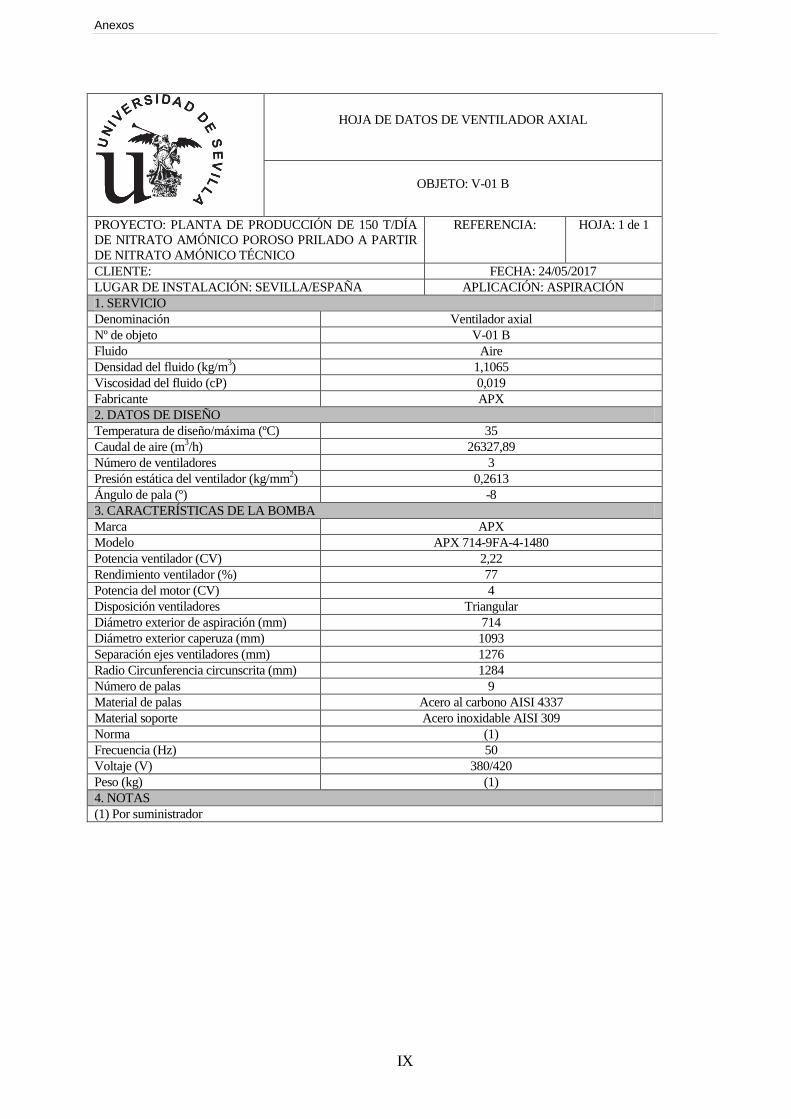
Anexos
IX
HOJA DE DATOS DE VENTILADOR AXIAL
OBJETO: V-01 B
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: ASPIRACIÓN
1. SERVICIO
Denominación Ventilador axial
Nº de objeto V-01 B
Fluido Aire
Densidad del fluido (kg/m3) 1,1065
Viscosidad del fluido (cP) 0,019
Fabricante APX
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 35
Caudal de aire (m3/h) 26327,89
Número de ventiladores 3
Presión estática del ventilador (kg/mm2) 0,2613
Ángulo de pala (º) -8
3. CARACTERÍSTICAS DE LA BOMBA
Marca APX
Modelo APX 714-9FA-4-1480
Potencia ventilador (CV) 2,22
Rendimiento ventilador (%) 77
Potencia del motor (CV) 4
Disposición ventiladores Triangular
Diámetro exterior de aspiración (mm) 714
Diámetro exterior caperuza (mm) 1093
Separación ejes ventiladores (mm) 1276
Radio Circunferencia circunscrita (mm) 1284
Número de palas 9
Material de palas Acero al carbono AISI 4337
Material soporte Acero inoxidable AISI 309
Norma (1)
Frecuencia (Hz) 50
Voltaje (V) 380/420
Peso (kg) (1)
4. NOTAS
(1) Por suministrador

Anexos
IX
HOJA DE DATOS DE VENTILADOR AXIAL
OBJETO: V-01 C
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: ASPIRACIÓN
1. SERVICIO
Denominación Ventilador axial
Nº de objeto V-01 C
Fluido Aire
Densidad del fluido (kg/m3) 1,1065
Viscosidad del fluido (cP) 0,019
Fabricante APX
2. DATOS DE DISEÑO
Temperatura de diseño/máxima (ºC) 35
Caudal de aire (m3/h) 26327,89
Número de ventiladores 3
Presión estática del ventilador (kg/mm2) 0,2613
Ángulo de pala (º) -8
3. CARACTERÍSTICAS DE LA BOMBA
Marca APX
Modelo APX 714-9FA-4-1480
Potencia ventilador (CV) 2,22
Rendimiento ventilador (%) 77
Potencia del motor (CV) 4
Disposición ventiladores Triangular
Diámetro exterior de aspiración (mm) 714
Diámetro exterior caperuza (mm) 1093
Separación ejes ventiladores (mm) 1276
Radio Circunferencia circunscrita (mm) 1284
Número de palas 9
Material de palas Acero al carbono AISI 4337
Material soporte Acero inoxidable AISI 309
Norma (1)
Frecuencia (Hz) 50
Voltaje (V) 380/420
Peso (kg) (1)
4. NOTAS
(1) Por suministrador

Anexos
IX
HOJA DE DATOS DE TOLVA
OBJETO: R-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: ALMACENAMIENTO
1. SERVICIO
Denominación Tolva cónica de sólido
Nº de objeto R-01
Sólido Prill de nitrato amónico
Densidad del fluido (kg/m3) 800
Granulometría media (mm) 2
2. DATOS DE DISEÑO
Ángulo de reposo (º) 30
Porcentaje volumen útil (%) 80
Presión de diseño (kg/cm2) 0,1
Eficiencia de soldadura (%) (1)
Flujo de sólido (kg/h) 6578,8
Código de diseño (1)
3. CARACTERÍSTICAS CONSTRUCTIVAS
Tipo de equipo Tolva
Diámetro superior (mm) 4350
Diámetro inferior (mm) 60
Angulo tolva (º) 45
Volumen útil (m3) 8,616
Altura (mm) 2175
Espesor de chapa (mm) 3
Capacidad de almacenamiento (kg) 6892,8
Tiempo de almacenamiento máximo (h) 1,05
4. MATERIALES
Tolva Acero al carbono SAE-1006
5. TRATAMIENTOS
Tratamiento térmico No
Tratamiento
superficial
Interno (2)
Externo -
Limpieza (2)
Pintura interna EPOXI
Pintura externa -
6. ELEMENTOS INTERNOS
Bridas ciegas (2)
Escalera No
Skimmer No
Deflectores No
Venteo No
7. NOTAS
(1) Por suministrador
(2) Según código

Anexos
IX
HOJA DE DATOS DE TORNILLO SIN FIN
OBJETO: T-01
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: TRANSPORTE
1. SERVICIO
Denominación Tornillo sin fin
Nº de objeto T-01
Sólido Prill de nitrato amónico
Densidad del fluido (kg/m3) 800
Granulometría media (mm) 2
2. DATOS DE DISEÑO
Ángulo de reposo (º) 30
Tipo de hélice Continua
Eficiencia de soldadura (%) (1)
Flujo de sólido (kg/h) 6578,8
Clase material IV
Código de diseño (1)
3. CARACTERÍSTICAS CONSTRUCTIVAS
Tipo de equipo Tornillo sin fin
Diámetro (mm) 250
Paso (mm) 250
Velocidad de giro (rpm) 50
Velocidad de transporte (m/s) 0,208
Eficiencia mecánica (%) 90
Eficiencia eléctrica (%) 95
Longitud (mm) 10000
Espesor hélice (mm) 3
Espesor carcasa (mm) 6
Potencia de transporte (W) 574,15
Potencia del motor (CV) 2
4. MATERIALES
Hélice Acero al carbono SAE-1006
Carcasa Acero al carbono SAE-1006
5. TRATAMIENTOS
Tratamiento térmico No
Tratamiento
superficial
Interno (2)
Externo -
Limpieza (2)
Pintura interna EPOXI
Pintura externa -
6. ELEMENTOS INTERNOS
Bridas ciegas (2)
Escalera No
Skimmer No
Deflectores No
Venteo No
7. NOTAS
(1) Por suministrador
(2) Según código

Anexos
IX
HOJA DE DATOS DE ELEVADOR DE CANGILONES
OBJETO: T-02
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: TRANSPORTE
1. SERVICIO
Denominación Elevador de cangilones
Nº de objeto T-02
Sólido Prill de nitrato amónico
Densidad del fluido (kg/m3) 800
Granulometría media (mm) 2
2. DATOS DE DISEÑO
Ángulo de reposo (º) 30
Tipo de elevador Descarga por gravedad
Eficiencia de soldadura (%) (1)
Flujo de sólido (kg/h) 6578,8
Coeficiente de llenado 0,7
Código de diseño (1)
3. CARACTERÍSTICAS CONSTRUCTIVAS
Tipo de equipo Elevador de cangilones
Capacidad del cangilón 100% (m3/h) 14
Capacidad del cangilón 70% (m3/h) 9,8
Distancia entre cangilones (mm) 567
Diámetro de tambor (mm) 73,39
Velocidad de transporte (m/s) 0,6
Eficiencia mecánica (%) 80
Eficiencia eléctrica (%) 95
Altura (mm) 22000
Potencia de transporte (CV) 0,667
Potencia del motor (CV) 2
Tensión máxima (kg) 134,87
4. MATERIALES
Cangilones Acero al carbono SAE-1006
5. TRATAMIENTOS
Tratamiento térmico No
Tratamiento
superficial
Interno (2)
Externo -
Limpieza (2)
Pintura interna EPOXI
Pintura externa -
6. NOTAS
(1) Por suministrador
(2) Según código
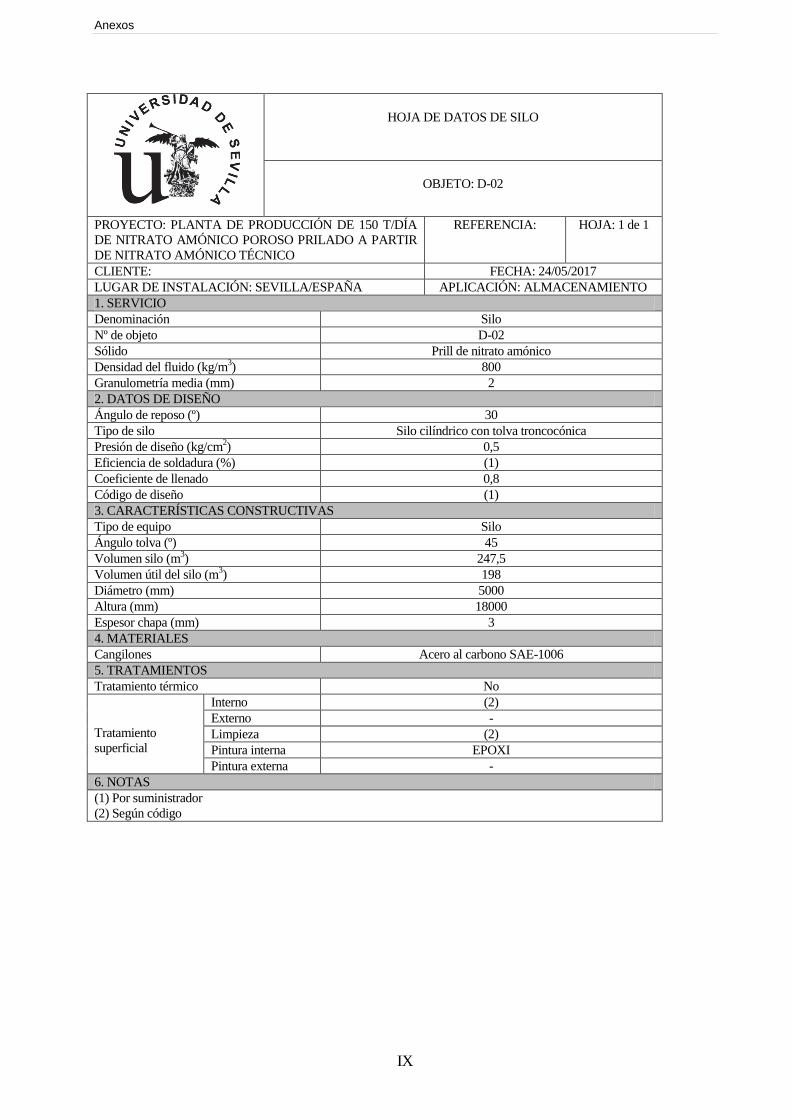
Anexos
IX
HOJA DE DATOS DE SILO
OBJETO: D-02
PROYECTO: PLANTA DE PRODUCCIÓN DE 150 T/DÍA
DE NITRATO AMÓNICO POROSO PRILADO A PARTIR
DE NITRATO AMÓNICO TÉCNICO
REFERENCIA: HOJA: 1 de 1
CLIENTE: FECHA: 24/05/2017
LUGAR DE INSTALACIÓN: SEVILLA/ESPAÑA APLICACIÓN: ALMACENAMIENTO
1. SERVICIO
Denominación Silo
Nº de objeto D-02
Sólido Prill de nitrato amónico
Densidad del fluido (kg/m3) 800
Granulometría media (mm) 2
2. DATOS DE DISEÑO
Ángulo de reposo (º) 30
Tipo de silo Silo cilíndrico con tolva troncocónica
Presión de diseño (kg/cm2) 0,5
Eficiencia de soldadura (%) (1)
Coeficiente de llenado 0,8
Código de diseño (1)
3. CARACTERÍSTICAS CONSTRUCTIVAS
Tipo de equipo Silo
Ángulo tolva (º) 45
Volumen silo (m3) 247,5
Volumen útil del silo (m3) 198
Diámetro (mm) 5000
Altura (mm) 18000
Espesor chapa (mm) 3
4. MATERIALES
Cangilones Acero al carbono SAE-1006
5. TRATAMIENTOS
Tratamiento térmico No
Tratamiento
superficial
Interno (2)
Externo -
Limpieza (2)
Pintura interna EPOXI
Pintura externa -
6. NOTAS
(1) Por suministrador
(2) Según código

Anexos
IX
5.3 Normativa aplicable
5.3.1 Legislación medioambiental:
El proyecto realizado se debe acoger a la siguiente normativa en temas de protección y conservación
del medio ambiente:
Ley 7/2007, del 9 de Julio, de Gestión Integrada de la calidad medioambiental.
Establece el marco normativo adecuado para el correcto desarrollo de la política ambiental de la
comunidad autónoma andaluza.
En el Anexo I de dicha ley, categorías de actuaciones sometidas a los instrumentos de prevención y
control medioambiental, este proyecto se encuentra incluido en el apartado 5, Industria química y
petroquímica, y a su vez, en el subapartado 5.6, Instalaciones químicas para la fabricación de
explosivos. Entendiendo al nitrato amónico poroso como sustancia utilizada en la fabricación de
explosivos.
Encontrándose que el documento administrativo necesario es la Autorización Ambiental Integrada
(AAI), que en Andalucía se regula mediante el Decreto 5/2012.
Según aparece en la página oficial de la Junta de Andalucía referente a la AAI:
1- Descripción general:
1.1- Objeto:
Obtener la autorización ambiental integrada.
La autorización ambiental integrada tiene por finalidad:
- Evitar, reducir y controlar la contaminación de la atmósfera, del agua y del suelo, así como
evaluar las repercusiones de las actividades incluidas como tal en el Anexo III del Decreto-
ley 5/2014, de 22 de abril, en el ámbito de la fauna y flora silvestres, los hábitats naturales, en
especial los incluidos en la Red Natura 2000 y los procesos que sustentan su funcionamiento,
mediante el establecimiento de un sistema de prevención y control integrados de la
contaminación.
- La utilización de manera eficiente de la energía, el agua, las materias primas, el paisaje, el
territorio y otros recursos.
- Integrar en una resolución única los pronunciamientos, decisiones y autorizaciones previstos
en el artículo 11.1.b) de la Ley 16/2002, de 1 de julio, de prevención y control integrados de
la contaminación, incluida la autorización de vertido al saneamiento de competencia
municipal y aquellos otros pronunciamientos y autorizaciones que correspondan a la
Consejería, y que sean necesarios con carácter previo a la implantación y puesta en marcha
de las actividades, así como las determinaciones de la evaluación ambiental del proyecto.
En los casos en los que la instalación proyectada requiera la concesión de ocupación del dominio
público marítimo-terrestre o del dominio público hidráulico, la persona o entidad solicitante de la
autorización ambiental integrada deberá solicitar y obtener las mismas en la forma establecida por su
normativa específica, no quedando integradas dichas concesiones en la autorización.

Anexos
IX
1.2- Órgano que lo tramita:
Delegaciones Territoriales de la Consejería o la Dirección General de Prevención y Calidad
Ambiental, para instalaciones que se vayan a ubicar en más de una provincia o en caso de proyectos
que, por su especial incidencia ambiental, su magnitud o sus posibles afecciones puedan transcender
del ámbito provincial, de la Comunidad Autónoma o tenga efectos transfronterizos.
2- Requisitos:
2.1- Personas afectadas:
Los titulares o promotores de las actuaciones sometidas a autorización ambiental integrada.
2.2- Ámbito de aplicación:
Se encuentran sometidas a autorización ambiental integrada:
- La construcción, montaje, explotación o traslado de instalaciones públicas y privadas en las
que se desarrollen alguna o parte de las actividades señaladas en el Anexo III del Decreto-ley
5/2014, de 22 de abril, que se vayan a ejecutar o instalar en la Comunidad Autónoma de
Andalucía.
- La modificación sustancial de las instalaciones o parte de las mismas anteriormente
mencionadas.
- Las instalaciones que se encuentren operativas y que a causa de una modificación superen los
umbrales establecidos en el citado Anexo para algunas de las categorías de instalaciones.
Quedan exceptuadas de autorización ambiental integrada las instalaciones o partes de las mismas
mencionadas que sirvan exclusivamente para desarrollar o ensayar nuevos métodos o productos y
que no se utilicen por más de dos años.
3- Plazos
3.1- Lugar de presentación:
Registro de las Delegaciones Territoriales o, en su caso, registro general de la Consejería, sin
perjuicio de lo establecido en el artículo 16.4 de la Ley 39/2015, del 1 de Octubre.
3.2- Comentario:
En cualquier momento antes de la construcción, montaje, explotación o traslado de instalaciones
públicas y privadas que desarrollen alguna de las actividades incluidas como tal en el Anexo III del
Decreto-ley 5/2014, del 22 de Abril.
3.3- Plazo máximo de resolución/notificación:
Diez meses desde la publicación de la solicitud.
3.4- Efecto del silencio administrativo:
Desestimatorio.

Anexos
IX
4- Documentación:
4.1- Lugar de presentación:
Registro de las Delegaciones Territoriales o, en su caso, registro general de la Consejería, sin
perjuicio de lo establecido en el artículo 16.4 de la Ley 39/2015, del 1 de Octubre.
4.2- Documentación a aportar:
La solicitud de autorización ambiental integrada se acompañará de la siguiente documentación:
- Acreditación del poder de representación en virtud del cual actúe, en su caso, la persona
representante de la persona o entidad solicitante.
- Escritura de constitución de la entidad promotora de la instalación y, en su caso, de la entidad
titular de la instalación o documentación identificativa de la persona física promotora o titular
de la instalación.
- Petición motivada de limitación del derecho a la información de los datos que, a juicio del
solicitante, gocen de confidencialidad y documentación que acredite tal carácter.
- Informe del Ayuntamiento en cuyo territorio se ubique la instalación, acreditativo de la
compatibilidad del proyecto con el planeamiento territorial y urbanístico.
- Solicitud de la licencia municipal de actividades dirigida al Ayuntamiento correspondiente,
acompañada de la documentación correspondiente.
- Proyecto básico, que deberá contener la documentación recogida en el artículo 12.1 de la Ley
16/2002, de 1 de julio, en el Anexo V del Decreto 5/2012, de 17 de enero, así como, en su
caso, la documentación recogida en el Anexo VII de dicho Decreto exigida por la normativa
sectorial que resulte de aplicación a la actividad y que sea necesaria para obtener las
autorizaciones y pronunciamientos que en cada caso integren la autorización ambiental
necesaria.
- Estudio de Impacto Ambiental, salvo en el supuesto regulado en la Sección 4.ª del Capítulo
III del Decreto 5/2012, de 17 de enero, que contendrá al menos, la información recogida en el
Anexo VI.
- En su caso, informe de situación del suelo regulado en el artículo 91.3 de la Ley 7/2007, de 9
de julio.
- Justificante del pago de las tasas que se devenguen, según modelo (modelo 046 – concepto
0062).
- Cualquier otro documento preceptivo o que se estime conveniente para precisar o completar
cualquier dato.
En el supuesto de que no se presente por vía telemática, se presentará una copia en formato papel y
cinco en formato digital de esta documentación, a fin de que puedan ser distribuida para consultas e
informes.
Las personas o entidades solicitantes tienen derecho a no presentar aquellos documentos que obren
ya en poder de la Administración de la Junta de Andalucía, siempre que se indiquen el día y el
procedimiento en que fueron presentados.

Anexos
IX
Reglamento regulador de prestación de servicios de saneamiento (vertido y
depuración) de Sevilla.
La empresa prestadora del servicio es EMASESA.
El reglamento tiene como objeto la regulación del vertido y su posterior depuración para proteger el
medio receptor de las aguas residuales eliminando efectos perjudiciales para salud humana y medio
ambiente.
Las instalaciones necesarias para la prestación del servicio son:
- Infraestructura pública de saneamiento (IPS).
- Instalaciones interiores de saneamiento.
- Acometidas.
La petición de acometida se hará a través del peticionario en el impreso normalizado que facilitará
EMASESA, debiendo el solicitante acompañar en su caso la siguiente documentación:
- Proyecto de las obras de edificación con documentación suficiente para el estudio por parte
de EMASESA.
- Licencia Municipal de Obras o informe favorable del Ayuntamiento.
- Constitución de la servidumbre que pudiera ser necesaria establecer para las instalaciones de
la acometida en cuestión o de las prolongaciones de redes que pudieran ser necesarias al
efecto.
- Plano de la situación de la finca.
Durante la fase de obras, la evacuación de aguas de cualquier procedencia requerirá la contratación
de un vertido provisional, así como asumir los costes de los trabajos necesarios para mantener la IPS
en las condiciones que existían antes de producirse los vertidos considerados.
EMASESA autorizará el vertido o lo denegará por no ajustarse a las disposiciones del presente
reglamento y a las normas técnicas medioambientales vigentes, pudiendo decidir:
- Prohibirlos totalmente.
- Denegar provisionalmente la autorización.
- Otorgar un permiso provisional.
- Otorgar el permiso de vertido sometido a las condiciones generales de la Normativa y de este
Reglamento, formalizando un contrato.
Para aquellos vertidos con especial incidencia para la calidad del medio receptor, se solicitará
informe a la Delegación Territorial de la Consejería competente en materia de agua.
Las industrias con este tipo de vertidos deberán disponer de los tratamientos previos adecuados para
garantizar que los vertidos efectuados no obstaculicen el correcto funcionamiento de las IPS, o
pongan en riesgo la salud de las personas que trabajan en ella.
Como norma general, se establece que se podrá revocar el permiso de vertido por:
- La existencia de vertidos prohibidos.
- La comprobación por parte del servicio técnico de EMASESA de una variación sustancial en
los volúmenes y/o la composición físico-química del vertido autorizado.
Anexos
IX
Para justificar la correcta aplicación de la ley GICA, se llevaran a cabo las siguientes medidas:
- Se realizaran campañas de formación a los profesionales para la correcta gestión de los
residuos y la reducción de los mismos.
- Se reducirá la cantidad y peligrosidad de los residuos generados.
- Se evitara en la medida de lo posible los derrames, vertidos y fugas de todos los productos
involucrados en el proceso.
- Se les informara a los profesionales sobre la peligrosidad de los productos que se emplean.
- Se instalará las cubetas correspondientes para contener y mantener los productos que puedan
ser derramados.
- Se realizará un correcto mantenimiento y reparación de todos los equipos involucrados en el
proceso.
- Se planificará correctamente la ubicación de los almacenes temporales con el fin de evitar
posibles peligros.
- Se implementará un plan de ahorro y eficiencia energética, con el fin de reducir las emisiones
derivadas de estos.
- Se realizará un correcto uso del agua y otros utilities, reduciendo su consumo en la medida de
lo posible.
- Se facilitará a la autoridad competente los medios para el control de la generación de
residuos, consumo de agua, electricidad y utilities.
- Se realizara una correcta vigilancia del cumplimiento de la normativa y ordenanzas en lo
referente a sanidad, protección contra incendios, alumbrado…
5.3.2 Legislación urbanística:
- PGOU de Sevilla
El Plan General Municipal de Ordenación Urbana de Sevilla es el instrumento de ordenación
urbanística integral de la totalidad del territorio municipal y el resultado de la revisión del
planeamiento anterior. De conformidad con la legislación urbanística vigente define los elementos
básicos de la estructura general del territorio y clasifica el suelo estableciendo los regímenes jurídicos
correspondientes a cada clase y tipo del mismo.
Los Planes Parciales de Ordenación tienen por objeto el establecimiento, en desarrollo del Plan
General De Ordenación Urbanística, de la ordenación detallada precisa para la ejecución integrada de
sectores enteros en suelo urbano no consolidado y en suelo no urbanizable, cuando, en su caso, aún
no disponga de dicha ordenación.
El Plan Parcial del polígono “El Higuerón Sur” clasifica el suelo como Suelo Urbanizable Ordenado.
El sector en el que se encuentra la planta es el SUS-DMN-05.
El terreno en cuestión corresponde a la submanzana IA1, la cual pertenece al uso como industria y
almacenamiento, tiene una superficie de 23642 m2 y una edificabilidad de 35462,5 m
2.

Anexos
IX
La altura máxima permitida es de 5 plantas y 25 metros medidos hasta la cota superior del último
forjado.
La separación a lindero se establece del siguiente modo:
- Frontal: 5 metros.
- Laterales y trasero: 4 metros.
La ocupación será la resultante de aplicar los retranqueos y alineaciones obligatorias.

Mediciones y presupuestos
X
6 MEDICIONES Y PRESUPUESTOS
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 01 Estructura metálica
Subcapítulo 01.001 Estructura metálica
01.001.0001 u
(01.01.01) Estructura metálica en acero al carbono
1,00 730.000,00 730.000,00 Total subcapítulo 01.001 Estructura metálica 730.000,00 Total capitulo 01 Estructura metálica 730.000,00
“Un ingeniero es una máquina de convertir café en proyectos”
- Anónimo-
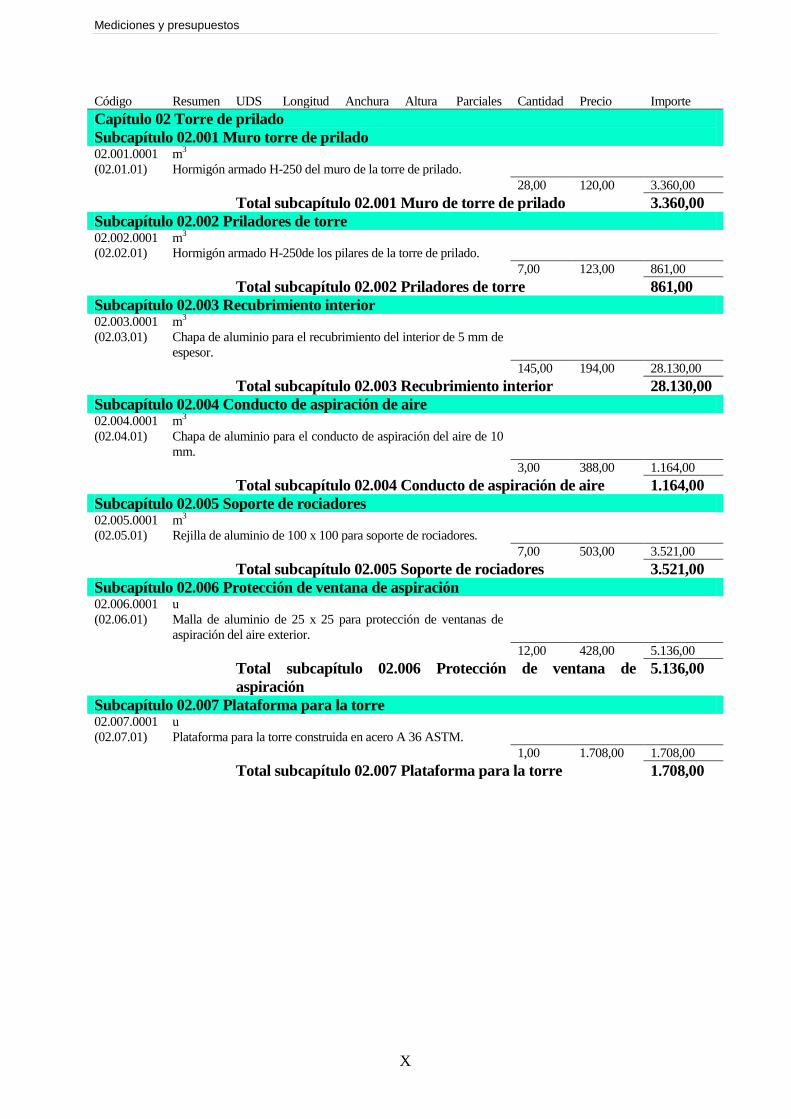
Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 02 Torre de prilado
Subcapítulo 02.001 Muro torre de prilado 02.001.0001 m
3
(02.01.01) Hormigón armado H-250 del muro de la torre de prilado.
28,00 120,00 3.360,00
Total subcapítulo 02.001 Muro de torre de prilado 3.360,00
Subcapítulo 02.002 Priladores de torre
02.002.0001 m3
(02.02.01) Hormigón armado H-250de los pilares de la torre de prilado.
7,00 123,00 861,00
Total subcapítulo 02.002 Priladores de torre 861,00
Subcapítulo 02.003 Recubrimiento interior
02.003.0001 m3
(02.03.01) Chapa de aluminio para el recubrimiento del interior de 5 mm de
espesor.
145,00 194,00 28.130,00
Total subcapítulo 02.003 Recubrimiento interior 28.130,00
Subcapítulo 02.004 Conducto de aspiración de aire
02.004.0001 m3
(02.04.01) Chapa de aluminio para el conducto de aspiración del aire de 10
mm.
3,00 388,00 1.164,00
Total subcapítulo 02.004 Conducto de aspiración de aire 1.164,00
Subcapítulo 02.005 Soporte de rociadores
02.005.0001 m3
(02.05.01) Rejilla de aluminio de 100 x 100 para soporte de rociadores.
7,00 503,00 3.521,00
Total subcapítulo 02.005 Soporte de rociadores 3.521,00
Subcapítulo 02.006 Protección de ventana de aspiración
02.006.0001 u
(02.06.01) Malla de aluminio de 25 x 25 para protección de ventanas de
aspiración del aire exterior.
12,00 428,00 5.136,00
Total subcapítulo 02.006 Protección de ventana de
aspiración
5.136,00
Subcapítulo 02.007 Plataforma para la torre
02.007.0001 u
(02.07.01) Plataforma para la torre construida en acero A 36 ASTM.
1,00 1.708,00 1.708,00
Total subcapítulo 02.007 Plataforma para la torre 1.708,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Subcapítulo 02.008 Escalera para torre 02.008.0001 u
(02.08.01) Escalera para la torre de acero A 36 ASTM.
1,00 1.165,00 1.165,00
Total subcapítulo 02.008 Escalera para torre 1.165,00
Subcapítulo 02.009 Escalera interior
02.009.0001 m
(02.09.01) Escalera interior vertical para la torre de acero A 36 ASTM.
6,00 61,00 366,00
Total subcapítulo 02.009 Escalera interior 366,00
Subcapítulo 02.010 Barandilla de acero
02.010.0001 u
(02.10.01) Barandilla de acero laminado.
1,00 889,00 889,00
Total subcapítulo 02.010 Barandilla de acero 889,00
Subcapítulo 02.011 Rociador estático
02.011.0001 u
(02.11.01) Rociador estático de acero inoxidable AISI 304 y AISI 316.
28,00 271,00 7.588,00
Total subcapítulo 02.011 Rociador estático 7.588,00 Total capitulo 02 Torre de prilado 53.888,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 03 Conjunto Evaporador-Separador
Subcapítulo 03.001 Evaporador 03.001.0001 u
(03.01.01) Evaporador de película descendente para vapor saturado- nitrato
amónico, tipo BEM (nomenclatura TEMA), de superficie de
intercambio1,2156 m2/m, 14 tubos de diámetro nominal de 1 ¼”
BWG 14, de 2,5 m de longitud de acero inoxidable AISI 316,
carcasa de acero SA-105 GrII de diámetro interior de 10”.
1,00 52.134,00 52.134,00
Total subcapítulo 03.001 Evaporador 52.134,00
Subcapítulo 03.002 Separador
03.002.0001 u
(03.02.01) Recipiente separador líquido-vapor, construido en acero
inoxidable AISI 316, altura total 2585,6 mm y diámetro 609,6
mm y fondos semielípticos 2:1.
1,00 6.479,00 6.479,00
Total subcapítulo 03.002 Separador 6.479,00 Total capitulo 03 Conjunto Evaporador-Separador 58.613,00
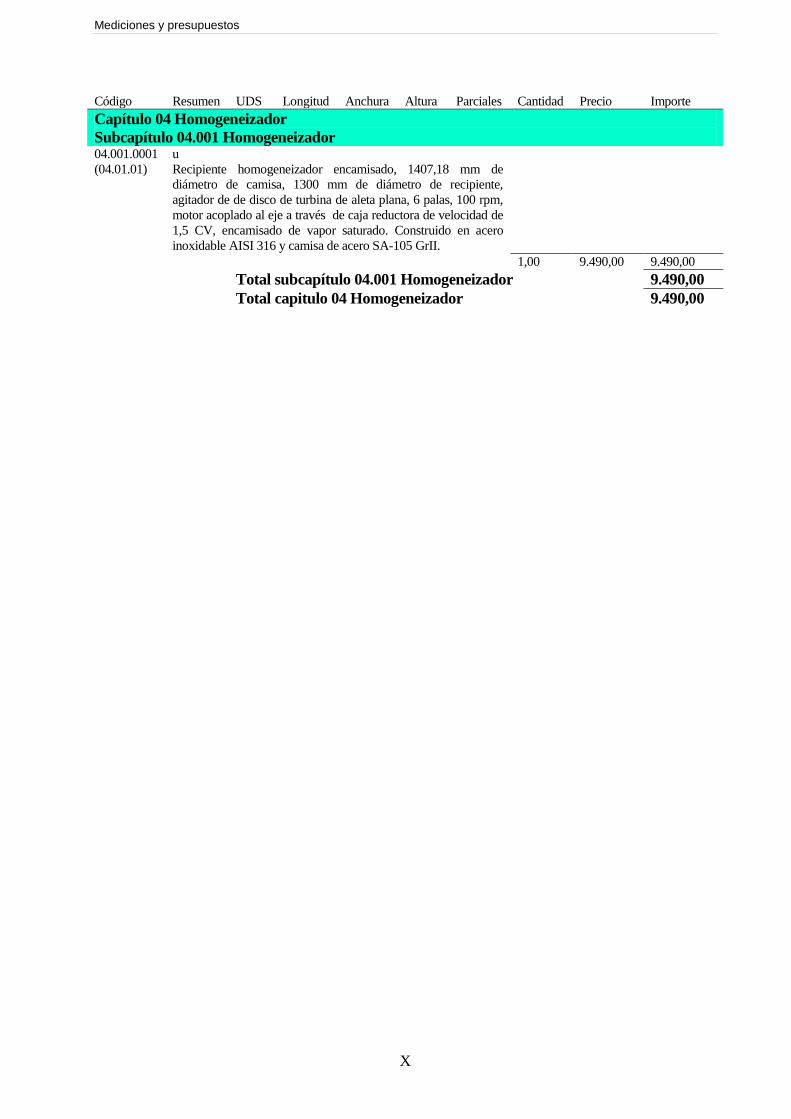
Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 04 Homogeneizador
Subcapítulo 04.001 Homogeneizador 04.001.0001 u
(04.01.01) Recipiente homogeneizador encamisado, 1407,18 mm de
diámetro de camisa, 1300 mm de diámetro de recipiente,
agitador de de disco de turbina de aleta plana, 6 palas, 100 rpm,
motor acoplado al eje a través de caja reductora de velocidad de
1,5 CV, encamisado de vapor saturado. Construido en acero
inoxidable AISI 316 y camisa de acero SA-105 GrII.
1,00 9.490,00 9.490,00
Total subcapítulo 04.001 Homogeneizador 9.490,00 Total capitulo 04 Homogeneizador 9.490,00
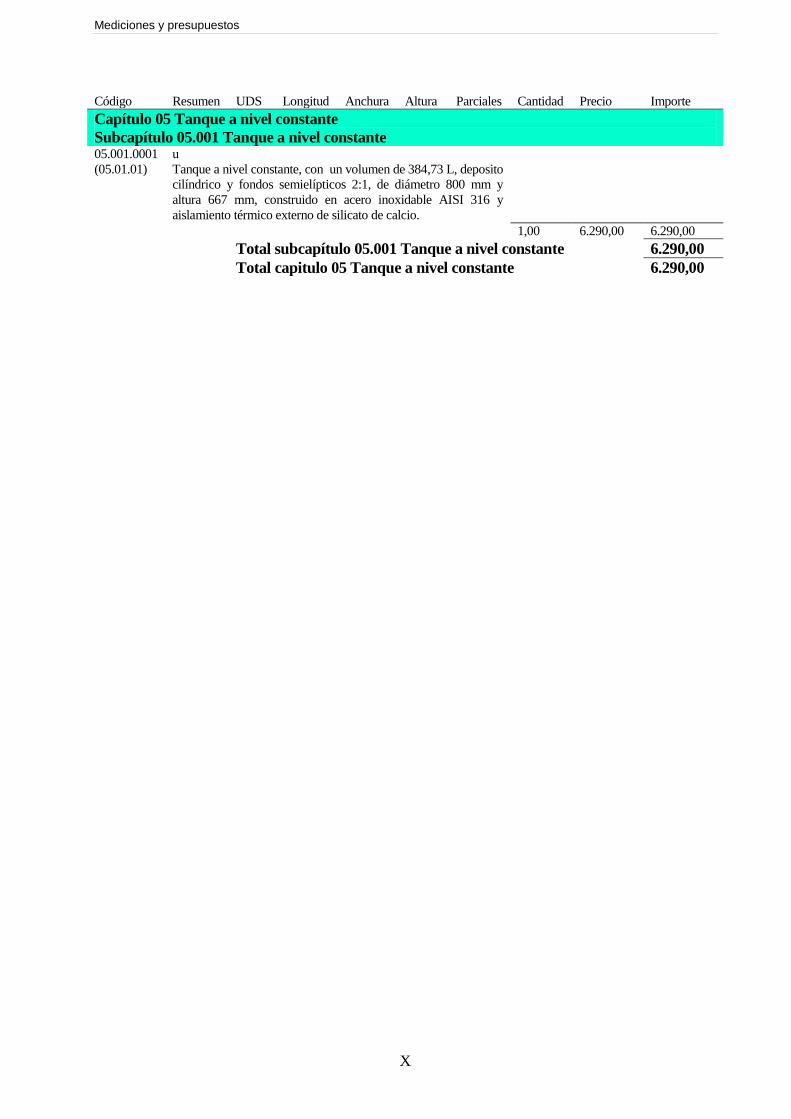
Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 05 Tanque a nivel constante
Subcapítulo 05.001 Tanque a nivel constante 05.001.0001 u
(05.01.01) Tanque a nivel constante, con un volumen de 384,73 L, deposito
cilíndrico y fondos semielípticos 2:1, de diámetro 800 mm y
altura 667 mm, construido en acero inoxidable AISI 316 y
aislamiento térmico externo de silicato de calcio.
1,00 6.290,00 6.290,00
Total subcapítulo 05.001 Tanque a nivel constante 6.290,00 Total capitulo 05 Tanque a nivel constante 6.290,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 06 Grupo de bombeo
Subcapítulo 06.001 Grupo de bombeo 06.001.0001 u
(06.01.01) Bomba de procesos químicos, centrifuga horizontal, potencia
hidráulica de 1,152 CV y motor instalado de 2,5 CV, diámetro
de aspiración de 1 ½” SCH 10 (diámetro interior de 45,53 mm),
diámetro de impulsión de 1” SCH 10 (diámetro interior de 30,63
mm). Bomba centrifuga construida en acero ASTM A743 CF-
8M, con cierre mecánico. Motor eléctrico totalmente cerrado.
2,00 5.184,00 10.368,00
Total subcapítulo 06.001 Grupo de bombeo 10.368,00 Total capitulo 06 Grupo de bombeo 10.368,00
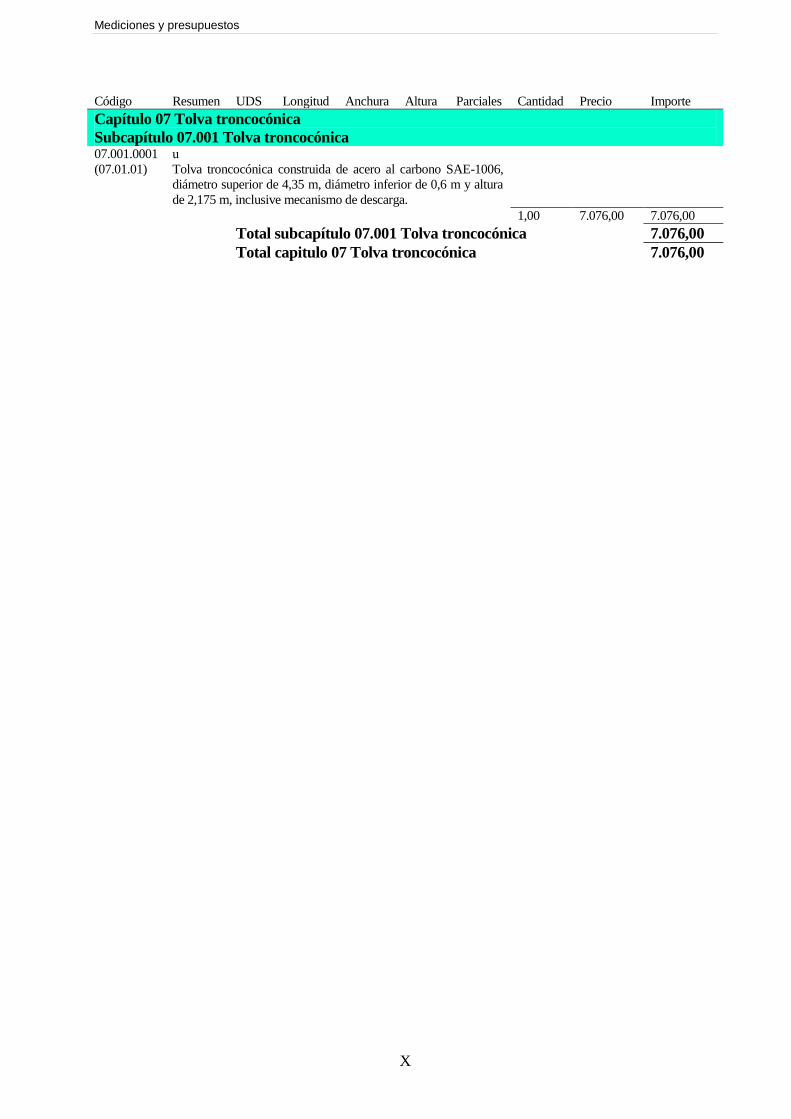
Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 07 Tolva troncocónica
Subcapítulo 07.001 Tolva troncocónica 07.001.0001 u
(07.01.01) Tolva troncocónica construida de acero al carbono SAE-1006,
diámetro superior de 4,35 m, diámetro inferior de 0,6 m y altura
de 2,175 m, inclusive mecanismo de descarga.
1,00 7.076,00 7.076,00
Total subcapítulo 07.001 Tolva troncocónica 7.076,00 Total capitulo 07 Tolva troncocónica 7.076,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 08 Tornillo sin fin
Subcapítulo 08.001 Tornillo sin fin 08.001.0001 u
(08.01.01) Tornillo sin fin de hélice continúa construido en acero al carbono
SAE-1006 con pintura interior EPOXI, diámetro de hélice de
250 mm, paso de 250 mm, longitud de 10 m y diámetro de
carcasa de 252 mm. Con un motor-reductor solidario a la carcasa
instalado de 2 CV.
1,00 7.509,00 7.509,00
Total subcapítulo 08.001 Tornillo sin fin 7.509,00 Total capitulo 08 Tornillo sin fin 7.509,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 09 Elevador de cangilones
Subcapítulo 09.001 Elevador de cangilones 09.001.0001 u
(09.01.01) Elevador de cangilones de cadena construido en acero al carbono
SAE-1006 con pintura interior EPOXI, con una capacidad de
cangilones de 14 t/h, distancia entre cangilones de 567 mm, con
78 cangilones con un motor instalado de 2CV.
1,00 6.957,00 6.957,00
Total subcapítulo 09.001 Elevador de cangilones 6.957,00 Total capitulo 09 Elevador de cangilones 6.957,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 10 Silo
Subcapítulo 10.001 Paredes del silo 10.001.0001 u
(10.01.01) Silo con tolva troncocónica de 247,5 m3 de acero al carbono
SAE-1006 con pintura interior EPOXI, diámetro 5 m, diámetro
descarga tolva 0,6 m y altura de 18 m.
1,00 54.375,00 54.375,00
Total subcapítulo 10.001 Paredes del silo 54.375,00
Subcapítulo 10.002 Plataforma para el silo
10.002.0001 u
(10.02.01) Plataforma para el silo construida en acero A 36 ASTM.
1,00 1.963,00 1.963,00
Total subcapítulo 10.002 Plataforma para el silo 1.963,00
Subcapítulo 10.003 Escalera para silo 10.003.0001 u
(10.03.01) Escalera para el silo en acero A 36 ASTM.
1,00 1.165,00 1.165,00
Total subcapítulo 10.003 Escalera para el silo 1.165,00
Subcapítulo 10.004 Barandilla de acero
10.004.0001 u
(10.04.01) Barandilla de acero laminado.
1,00 1.022,00 1.022,00
Total subcapítulo 10.004 Barandilla de acero 1.022,00 Total capitulo 10 Silo 58.495,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 11 Ventilador axial
Subcapítulo 11.001 Ventilador axial 11.001.0001 u
(11.01.01) Ventilador axial, potencia hidráulica de 2,22 CV, y motor
instalado de 4 CV, diámetro de aspiración de 714 mm, diámetro
exterior de la caperuza antipájaros de 1093 mm y separación
entre ejes de ventilador de1276 mm. Ventilador axial de palas de
acero al carbono AISI 4337 y soporte de acero inoxidable AISI
309, con cierre mecánico. Motor eléctrico totalmente cerrado.
3,00 1.271,00 3.813,00
Total subcapítulo 11.001 Ventilador axial 3.815,00 Total capitulo 11 Ventilador axial 3.815,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 12 Tuberías y accesorios
Subcapítulo 12.001 Entrada de nitrato amónico al evaporador 12.001.0001 m
(12.01.01) Tubería de acero inoxidable AISI 316L, diámetro 2” SCH 10,
para entrada de nitrato al evaporador.
10,00 20,00 200,00
Total subcapítulo 12.001 Entrada de nitrato amónico al
evaporador
200,00
Subcapítulo 12.002 Salida de nitrato amónico y vapor
12.002.0001 m
(12.02.01) Tubería de acero inoxidable AISI 316L, diámetro 6” SCH 10,
para salida de nitrato amónico y vapor del evaporador.
3,00 55,00 165,00
Total subcapítulo 12.002 Salida de nitrato amónico y vapor 165,00
Subcapítulo 12.003 Entrada de nitrato del homogeneizador 12.003.0001 m
(12.03.01) Tubería de acero inoxidable AISI 316L, diámetro 2” SCH 10,
para entrada de nitrato amónico al homogeneizador.
4,00 20,00 80,00
Total subcapítulo 12.003 Entrada de nitrato al
homogeneizador
80,00
Subcapítulo 12.004 Salida de nitrato amónico del homogeneizador
12.004.0001 m
(12.04.01) Tubería de acero inoxidable AISI 316L, diámetro 1 ½” SCH 10,
para salida de nitrato amónico del homogeneizador.
5,00 13,00 65,00
Total subcapítulo 12.004 Salida de nitrato amónico del
homogeneizador
65,00
Subcapítulo 12.005 Entrada al depósito pulmón
12.005.000 m
(12.05.01) Tubería de acero inoxidable AISI 316L, diámetro 1” SCH 10,
para entrada de nitrato amónico al depósito pulmón.
25,00 10,00 250,00
Total subcapítulo 12.005 Entrada al depósito pulmón 250,00
Subcapítulo 12.006 Salida a rociadores
12.006.0001 m
(12.06.01) Tubería de acero inoxidable AISI 316L, diámetro 2” SCH 10,
para salida de nitrato amónico a rociadores.
8,00 20,00 160,00
Total subcapítulo 12.006 Salida a rociadores 160,00
Subcapítulo 12.007 Alimentación a rociadores
12.007.0001 m
(12.07.01) Tubería de acero inoxidable AISI 316L, diámetro 3/8” SCH 10,
para alimentación de nitrato amónico a rociadores.
6,00 5,00 30,00
Total subcapítulo 12.007 Alimentación a rociadores 30,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Subcapítulo 12.008 Rebosadero 12.008.0001 m
(12.08.01) Tubería de acero inoxidable AISI 316L, diámetro 1” SCH 10,
para rebose en tanque a nivel constante.
29,00 10,00 290,00
Total subcapítulo 12.008 Rebosadero 290,00
Subcapítulo 12.009 Entrada de vapor al evaporador
12.009.0001 m
(12.09.01) Tubería de acero al carbono SA-106 GrII, diámetro 1 ½” SCH
80, para entrada de vapor al evaporador.
10,00 17,00 170,00
Total subcapítulo 12.009 Entrada de vapor al evaporador 170,00
Subcapítulo 12.010 Salida de condensado del evaporador 12.010.0001 m
(12.10.01) Tubería de acero al carbono SA-106 GrII, diámetro ¾” SCH 80,
para salida de condensado del evaporador.
10,00 12,00 120,00
Total subcapítulo 12.010 Salida de condensado del
evaporador
120,00
Subcapítulo 12.011 Entrada de vapor a camisa
12.011.0001 m
(12.11.01) Tubería de acero al carbono SA-106 GrII, diámetro 1” SCH 80,
para entrada de vapor a camisa.
10,00 14,00 140,00
Total subcapítulo 12.011 Entrada de vapor a camisa 140,00
Subcapítulo 12.012 Salida condensado de camisa
12.012.000 m
(12.12.01) Tubería de acero al carbono SA-106 GrII, diámetro ½” SCH
160, para salida de vapor de camisa.
10,00 10,00 100,00
Total subcapítulo 12.012 Salida condensado de camisa 100,00
Subcapítulo 12.013 Codo de solución de nitrato amónico
12.013.0001 u
(12.13.01) Codo est.R.L. de diámetro 1 ½” y 90º en acero inoxidable AISI
316.
5,00 33,00 165,00
12.013.0002 u
(12.13.02) Codo est.R.L. de diámetro 1 1/8” y 90º en acero inoxidable AISI
316.
3,00 25,00 75,00
12.013.0003 u
(12.13.03) Codo est.R.L. de diámetro ¾” y 90º en acero inoxidable AISI
316.
8,00 16,00 128,00
12.13.0004 u
(12.13.04) Codo est.R.L. de diámetro ¼” y 90º en acero inoxidable AISI
316.
2,00 5,00 10,00
Total subcapítulo 12.013 Codo de solución de nitrato
amónico
378,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Subcapítulo 12.014 Codo de vapor
12.014.0001 u
(12.14.01) Codo est.R.L. de diámetro 1 ½” y 90º en acero al carbono SA-
105.
2,00 44,00 88,00
12.014.0002 u
(12.14.02) Codo est.R.L. de diámetro 3/4” y 90º en acero al carbono SA-
105.
2,00 18,00 36,00
Total subcapítulo 12.014 Codo de vapor 124,00
Subcapítulo 12.015 Conexión en T de solución de nitrato amónico
12.015.0001 u
(12.15.01) Conexión en T estándar de diámetro 1 1/8” de acero inoxidable
AISI 316.
1,00 27,00 27,00
12.015.0002 u
(12.15.02) Conexión en T estándar de diámetro 3/4” de acero inoxidable
AISI 316.
3,00 18,00 54,00
12.015.0003 U
(12.15.03) Conexión en T estándar de diámetro 1 ½” de acero inoxidable
AISI 316.
2,00 36,00 72,00
Total subcapítulo 12.015 Conexión en T de solución de
nitrato amónico
153,00
Subcapítulo 12.016 Conexión en T de vapor
12.016.0001 u
(12.16.01) Conexión en T estándar de diámetro 1 1/8” de acero al carbono
SA-105.
2,00 30,00 60,00
12.016.0002 u
(12.16.02) Conexión en T estándar de diámetro 3/4” de acero al carbono
SA-105.
2,00 20,00 40,00
Total subcapítulo 12.016 Conexión en T de vapor 100,00 Total capitulo 12 Tuberías y accesorios 2.525,00
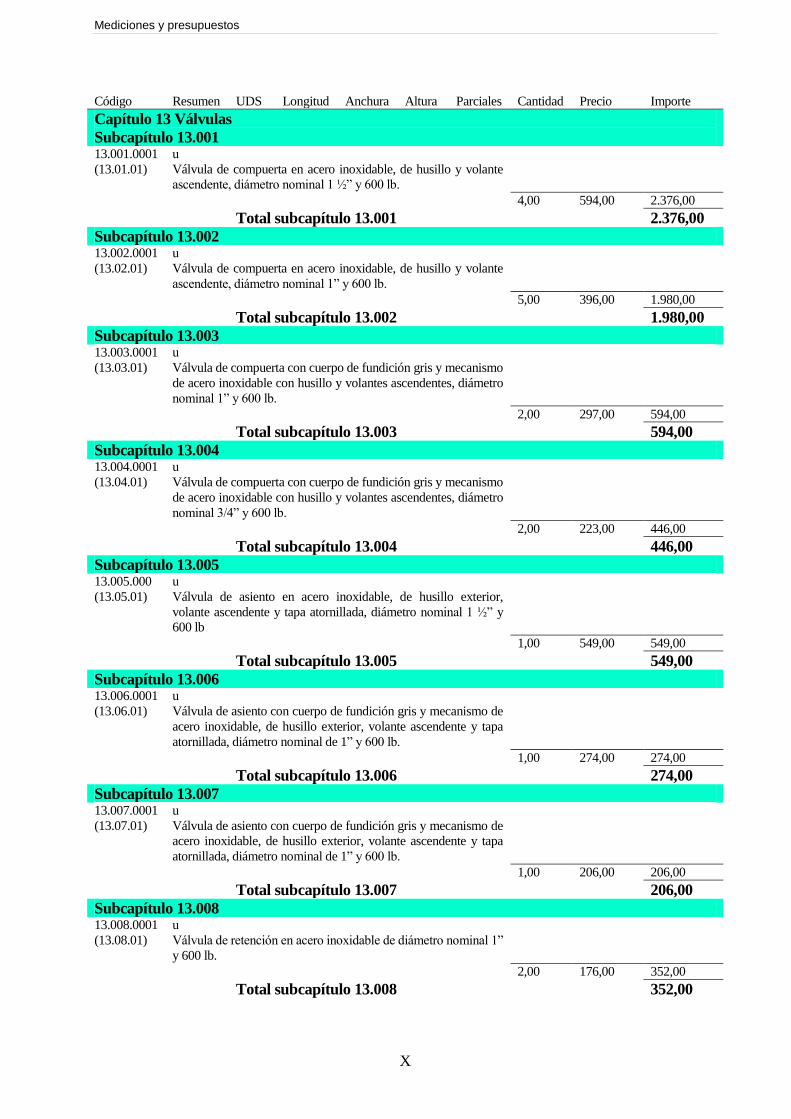
Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 13 Válvulas
Subcapítulo 13.001 13.001.0001 u
(13.01.01) Válvula de compuerta en acero inoxidable, de husillo y volante
ascendente, diámetro nominal 1 ½” y 600 lb.
4,00 594,00 2.376,00
Total subcapítulo 13.001 2.376,00
Subcapítulo 13.002
13.002.0001 u
(13.02.01) Válvula de compuerta en acero inoxidable, de husillo y volante
ascendente, diámetro nominal 1” y 600 lb.
5,00 396,00 1.980,00
Total subcapítulo 13.002 1.980,00
Subcapítulo 13.003
13.003.0001 u
(13.03.01) Válvula de compuerta con cuerpo de fundición gris y mecanismo
de acero inoxidable con husillo y volantes ascendentes, diámetro
nominal 1” y 600 lb.
2,00 297,00 594,00
Total subcapítulo 13.003 594,00
Subcapítulo 13.004
13.004.0001 u
(13.04.01) Válvula de compuerta con cuerpo de fundición gris y mecanismo
de acero inoxidable con husillo y volantes ascendentes, diámetro
nominal 3/4” y 600 lb.
2,00 223,00 446,00
Total subcapítulo 13.004 446,00
Subcapítulo 13.005
13.005.000 u
(13.05.01) Válvula de asiento en acero inoxidable, de husillo exterior,
volante ascendente y tapa atornillada, diámetro nominal 1 ½” y
600 lb
1,00 549,00 549,00
Total subcapítulo 13.005 549,00
Subcapítulo 13.006
13.006.0001 u
(13.06.01) Válvula de asiento con cuerpo de fundición gris y mecanismo de
acero inoxidable, de husillo exterior, volante ascendente y tapa
atornillada, diámetro nominal de 1” y 600 lb.
1,00 274,00 274,00
Total subcapítulo 13.006 274,00
Subcapítulo 13.007
13.007.0001 u
(13.07.01) Válvula de asiento con cuerpo de fundición gris y mecanismo de
acero inoxidable, de husillo exterior, volante ascendente y tapa
atornillada, diámetro nominal de 1” y 600 lb.
1,00 206,00 206,00
Total subcapítulo 13.007 206,00
Subcapítulo 13.008
13.008.0001 u
(13.08.01) Válvula de retención en acero inoxidable de diámetro nominal 1”
y 600 lb.
2,00 176,00 352,00
Total subcapítulo 13.008 352,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Subcapítulo 13.009 13.009.0001 u
(13.09.01) Válvula de seguridad tarda a una presión de 7,7 kg/cm2, en
carcasa de evaporador.
1,00 969,00 969,00
Total subcapítulo 13.009 969,00
Subcapítulo 13.010
13.010.0001 u
(13.10.01) Válvula de seguridad tarda a una presión de 1,4 kg/cm2, en
separador.
1,00 969,00 969,00
Total subcapítulo 13.010 969,00
Subcapítulo 13.011
13.011.0001 u
(13.11.01) Válvula de seguridad tarda a una presión de 5,7 kg/cm2, en
camisa de homogeneizador.
1,00 969,00 969,00
Total subcapítulo 13.011 969,00 Total capitulo 13 Válvulas 9.684,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 14 Control e instrumentación
Subcapítulo 14.001 14.001.0001 u
(14.01.01) Termopar tipo T (cobre-constantan), galga AWG 20, aislamiento
cerámico, margen optimo de utilización -184-371ºC error
admisible ±0,84ºC, con cable de extensión tipo TX.
2,00 346,00 692,00
Total subcapítulo 14.001 692,00
Subcapítulo 14.002
14.002.0001 u
(14.02.01) Indicador de presión, tipo bourdon, caja de aleación de aluminio,
anillo roscado o cierre de bayoneta y lente de cristal, precisión ≤
±0,5% escala, elemento de presión tubo bourdon de acero AISI
316, conexión de ½” NPT por el fondo.
2,00 173,00 346,00
Total subcapítulo 14.002 346,00
Subcapítulo 14.003
14.003.0001 u
(14.03.01) Interruptor de presión diferencial, alarma de alta presión, con una
presión de tarado de 0,15 kg/cm2, con montaje local, elemento de
presión tubo bourdon de acero AISI 316, conexión de ½” NPT
por el fondo, interruptor simple.
1,00 432,00 432,00
Total subcapítulo 14.003 432,00
Subcapítulo 14.004
14.004.0001 u
(14.04.01) Interruptor de nivel, alarma bajo nivel, montaje local, elemento
tipo sonda de conductividad mediante células platinizadas,
compensación automática de temperatura, interruptor simple.
1,00 1.035,00 1.035,00
Total subcapítulo 14.004 1.035,00
Subcapítulo 14.005
14.005.000 u
(14.05.01) Interruptor de nivel, alarma alto nivel, montaje local, elemento
tipo sonda de conductividad mediante células platinizadas,
compensación automática de temperatura, interruptor simple.
1,00 1.035,00 1.035,00
Total subcapítulo 14.005 1.035,00
Subcapítulo 14.006
14.006.0001 u
(14.06.01) Transmisor de nivel, montaje local, elemento tipo sonda de
conductividad mediante células platinizadas, compensación
automática de temperatura, interruptor simple.
1,00 3.462,00 3.462,00
Total subcapítulo 14.006 3.462,00

Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Subcapítulo 14.007 14.007.0001 u
(14.07.01) Indicador de nivel de prills, con montaje local, indicador tipo
peso y cable, insensible al polvo, humedad y cambios de
temperatura.
3,00 5.176,00 15.528,00
Total subcapítulo 14.007 15.528,00
Subcapítulo 14.008
14.008.0001 u
(14.08.01) Interruptor de nivel de prills, alarma de nivel alto, con montaje
local, indicador de pala rotativo.
1,00 1.053,00 1.053,00
Total subcapítulo 14.008 1.053,00
Subcapítulo 14.009
14.009.0001 u
(14.09.01) Indicador de peso, tipo celda de carga.
1,00 586,00 586,00
Total subcapítulo 14.009 586,00
Subcapítulo 14.010
14.010.0001 u
(14.10.01) Controlador de nivel.
1,00 253,00 253,00
Total subcapítulo 14.010 253,00
Subcapítulo 14.011
14.011.000 u
(14.11.01) Válvula de control isoporcentual, construida en acero inoxidable,
paso reducido factor 0,4, con obturador de simple asiento,
diámetro nominal 2” y 600 lb.
1,00 1.948,00 1.948,00
Total subcapítulo 14.011 1.948,00
Subcapítulo 14.012
14.012.0001 u
(14.12.01) Válvula de control isoporcentual, construida en acero inoxidable,
paso reducido factor 0,4, con obturador de simple asiento,
diámetro nominal 1 ¼” y 600 lb.
1,00 1.535,00 1.535,00
Total subcapítulo 14.012 1.535,00
Subcapítulo 14.013
14.013.0001 u
(14.13.01) Válvula de control lineal, construida en acero inoxidable, con
obturador de doble asiento, diámetro nominal 2” y 600 lb.
1,00 1.904,00 1.904,00
Total subcapítulo 14.013 1.904,00 Total capitulo 14 Control e instrumentación 29.809,00
Mediciones y presupuestos
X
Código Resumen UDS Longitud Anchura Altura Parciales Cantidad Precio Importe
Capítulo 15 Varios
Subcapítulo 15.001 Filtro dúplex 15.001.0001 u
(15.01.01) Filtro dúplex de 1 ½” y 150 lb.
1,00 4.544,00 4.544,00
Total subcapítulo 15.001 Filtro dúplex 4.544,00
Subcapítulo 15.002 Aislamiento de tuberías
15.002.0001 m2
(15.02.01) Aislamiento de silicato cálcico de 2,795 mm de espesor.
2,00 8,00 16,00
15.002.0002 m2
(15.02.02) Aislamiento de silicato cálcico de 11,905 mm de espesor.
4,00 34,00 136,00
Total subcapítulo 15.002 Aislamiento de tuberías 152,00 Total capitulo 15 Varios 4696,00 Total 999.215,00

Mediciones y presupuestos
X
Resumen del presupuesto Capítulo Resumen Importe %
01 Estructura metálica................................................................................... 730.000,00 73,06
02 Torre de prilado........................................................................................ 53.888,00 5,39
03 Conjunto evaporador-separador.............................................................. 58.613,00 5,87
04 Homogeneizador...................................................................................... 9.490,00 0,95
05 Tanque a nivel constante.......................................................................... 6.290,00 0,63
06 Grupo de bombeo..................................................................................... 10.368,00 1,04
07 Tolva troncocónica................................................................................... 7.076,00 0,71
08 Tornillo sin fin.......................................................................................... 7.509,00 0,75
09 Elevador de cangilones............................................................................ 6.957,00 0,70
10 Silo............................................................................................................ 58.495,00 5,85
11 Ventilador axial........................................................................................ 3.815,00 0,38
12 Tuberías y accesorios............................................................................... 2.525,00 0,25
13 Válvulas.................................................................................................... 9.684,00 0,97
14 Control e instrumentación........................................................................ 29.809,00 2,98
15 Varios........................................................................................................ 4.696,00 0,47
999.215,00
Imprevistos............................................................................................... 50.000,00
Gastos generales de la empresa............................................................... 70.000,00
Honorarios de la redacción del proyecto y dirección de obra................ 50.000,00
Beneficio industrial.................................................................................. 80.000,00
1.249.215,00
21% IVA........................................................................................ 262.335,15
Presupuesto general 1.511.550,15
El presupuesto asciende a la cantidad expresada de UN MILLÓN QUINIENTOS ONCE MIL
QINIENTOS CINCUENTA EUROS CON QUINCE CENTIMOS.

Referencias
XI
7 REFERENCIAS
- Planta de nitrato amónico prilado. José Luis Castro Cascajosa. 2013.
- Planta de nitrato amónico poroso prilado. Ángela Millán Ordoñez. 2012.
- Ingeniería de detalle de la torre de prills necesaria para una unidad de producción de nitrato
amónico prills, para 500 t/día, partiendo de ácido nítrico al 60% y amoniaco anhidro. Patricio
Ángel Conesa López. 1985.
- Nitrato de amonio. Wikipedia.
- ITC MIE APQ-08.
- Processes for the manufacture of ammonium nitrate. Giacomo Fauser.
- Ingeniería de una planta de fabricación de detergente en polvo. Asignatura proyectos. Grupo
2. Curso 2016/2017.
- Modelo numérico de cálculo y simulación de torres de prilling. Manel Quera Miró. 1993.
- The technology of minerals fertilizers – I. et al. Moldovan.
- Perry, Manual del ingeniero químico, sexta edición – Robert H. Perry.
- Colección de tablas de transmisión de calor.
- Norma BWG.
- Norma ANSI
- Código ASME.
- Norma ASTM.
- Norma TEMA.
- Manual de recipientes a presión. Eugene F. Megyesy.
- UGO-28.0.
- UHA-28.2.
- Curso sobre diseño de recipientes para industrias de procesos. CPI.
- Apuntes de Operaciones de separación. GIQ.
- Apuntes de Operaciones básicas de sólidos y fluidos. GIQ.
- Guía de especificación de motores eléctricos, WEG.
- Diseño de silos y tolvas para el almacenamiento de materiales pulverulentos. Problemas
asociados a la operación de descarga. J.L Amorós, G. Mallol, E. Sánchez, J. García.
- elmundoquimico.blogspot.com.es/2007/11/nitrato-de-amonio-el-fertilizante.html
- quimica.laguia2000.com/conceptos-basicos/el-nitrato-de-amonio
“Si un hombre es inteligente, romántico y sincero, entonces es ingeniero”
- Anónimo-

Referencias
XI
- www.interempresas.net/Agricola/Articulos/41592-Almacenamiento-seguro-de-fertilizantes-
el-caso-del-nitrato-de-amonio.html
- www.agromodol.com/uploads/documentos/24ab3Nitrat_amonic_34_5_soluble.pdf
- www.yara.com.ar/quimicos/nitratos-tecnicos/
- www.ingenieriaquimica.net/articulos/365-nitrato-de-amonio
- industrialevaporacion.blogspot.com.es/2012/05/evaporador-pelicula-descendente.html
- www.controlgraf.com/evaporacion_al_vacio.htm
- www.industriaquimica.net/operacion-unitaria-transferecia-calor-evaporacion.html
- www.textoscientificos.com/quimica/cristales/cristalizadores
- www.panoramio.com/photo/12618469#
- www.comac.es/productos/granuladores/
- secadodesolidosjean.blogspot.com.es/
- caperva.com/marca-representada/gea/equipos/
- nptel.ac.in/courses/103103027/module3/lec1/5.html
- www.thermopedia.com/content/744/
- nawabi.de/project/hrsg/hrsg.htm
- nptel.ac.in/courses/103103027/module3/lec1/3.html
- procesosbio.wikispaces.com/Agitador
- simulacionprocesos.wikispaces.com/Agitadores
- www.epsem.upc.edu/evaporacio/DEFINITUI1/CALCULO%20EVAP%20SIMPLE.htm
- www.slideshare.net/guest6d731e/agitacion-1735401
- fisica.laguia2000.com/dinamica-clasica/dinamica-de-una-particula/coeficiente-de-presion
- ingemecanica.com/tutorialsemanal/tutorialn143.html
- image.slidesharecdn.com/neumatica-141002222744-
phpapp02/95/neumaticahidraulicaelectricidad-aplicada-roldn-viloria-30-
638.jpg?cb=1412289086
- prezi.com/xqditt4qamj7/diseno-de-elevador-de-cangilones/
- www.juntadeandalucia.es/boja/2007/143/d1.pdf
- www.prtr-es.es/antecedentes-y-marco-legal/legislacion-ippc-y-aai,15468,10,2007.html
- www.juntadeandalucia.es/medioambiente/site/portalweb/menuitem.220de8226575045b25f0
9a105510e1ca/?vgnextoid=18d0e9762819d310VgnVCM2000000624e50aRCRD
- www.juntadeandalucia.es/medioambiente/web/aplicaciones/Normativa/2012_provisional/aai
- www.pgou.eu/Sevilla.htm
- sig.urbanismosevilla.org/Ficha_PD.aspx?nir=PD_SUS-DMN-05_MOD