INGENIERO FORESTAL INDUSTRIAL...
195
UNIVERSIDAD AUTÓNOMA CHAPINGO DIVISIÓN DE CIENCIAS FORESTALES VALIDACIÓN DEL FUNCIONAMIENTO DE UNA BRIQUETADORA DE CARBÓN VEGETAL TESIS PROFESIONAL QUE COMO REQUISITO PARCIAL PARA OBTENER EL TÍTULO DE INGENIERO FORESTAL INDUSTRIAL PRESENTA MARISOL ANGELINA MORA SÁNCHEZ CHAPINGO, TEXCOCO, EDO. DE MÉXICO ABRIL 2007
Transcript of INGENIERO FORESTAL INDUSTRIAL...
UNIVERSIDAD AUTÓNOMA CHAPINGO
DIVISIÓN DE CIENCIAS FORESTALES
VALIDACIÓN DEL FUNCIONAMIENTO DE UNA
BRIQUETADORA DE CARBÓN VEGETAL
TESIS PROFESIONAL
QUE COMO REQUISITO PARCIAL PARA OBTENER EL TÍTULO DE
INGENIERO FORESTAL INDUSTRIAL
PRESENTA
MARISOL ANGELINA MORA SÁNCHEZ
CHAPINGO, TEXCOCO, EDO. DE MÉXICO
ABRIL 2007
La presente tesis titulada “Validación del funcionamiento de una briquetadora de
carbón vegetal” fue realizada por la C. Marisol Angelina Mora Sánchez bajo la
dirección de Dr. Leonardo Sánchez Rojas y asesorada por el Ing. Pompeyo Montiel
Ramírez y el Ing. Jacinto Yañez Rivera. Ha sido revisada y aprobada por el comité
revisor y jurado examinador siguiente:
Presidente
Secretario
Vocal
Suplente
Suplente
Dr. Leonardo Sánchez Rojas
M.C. Ángel Leyva Ovalle
M.C. Miguel Ángel Pérez Torres
M.C. Juan Carlos Ordaz Hernández
Ing. Noel Carrillo Ávila
Chapingo, México; abril de 2007.
AGRADECIMIENTOS
Dedico éste trabajo en primer lugar a Dios por haberme concedido el grandioso don
de la vida y permitirme terminar con éxito una etapa más en mi vida.
A la Universidad Autónoma Chapingo, mi alma mater por brindarme la oportunidad
de continuar con mi educación y en especial a la División de Ciencias Forestales por
proporcionarme las herramientas necesarias para mi formación profesional.
A la Familia Sánchez Ramos con profundo agradecimiento por haberme incluido y
acogido como uno más de sus miembros durante mi estancia en Chapingo.
A los Profesores de la UPIICSA, el Ing. Pompeyo Montiel Ramírez y el Ing. Jacinto
Yañez Rivera, por sus consejos y orientación en la elaboración del presente trabajo.
Al señor Ernesto Benavides Lozada de “Maquinados Benavides”, que con su
experiencia y trabajo ayudó en el desarrollo de la briquetadora.
Al comité revisor y jurado examinador, Dr Leonardo Sánchez Rojas, M.C. Miguel
Ángel Pérez Torres, M.C. Ángel Leyva Ovalle, M.C. Juan Carlos Ordaz Hernández,
Ing. Noel Carrillo Ávila, por su tiempo, apoyo y consejos brindados para la
culminación de éste trabajo.
A todos los profesores que en mi paso por Chapingo contribuyeron con sus
conocimientos para mi desempeño laboral como Ingeniero Forestal Industrial.
DEDICATORIAS
A mi familia, las personas más importantes en mi vida y de quienes estoy orgullosa.
Les debo lo que soy … Los amo con todo el corazón.
Mi Mamá Luz, la persona que me lo dio todo … un ángel maravilloso que con
paciencia, comprensión y sabiduría me enseñó a vivir. Gracias por estar
siempre conmigo y hacerme sentir especial por tenerte a mi lado, tu amor y tus
consejos son mi mayor tesoro. Te quiero muchísimo Má.
Mi Papá Jorge, su ejemplo de superación me enseñó que con esfuerzo y
dedicación todas las metas por difíciles y lejanas que éstas se vean siempre se
pueden cumplir. Te quiero muchísimo Pa´.
Mi Hermana Iris, mi mejor amiga y compañera en el reto de la vida a crecer, me
quedan las experiencias vividas y los gratos momentos a tu lado, sabes que
cuentas conmigo para todo. Te quiero muchísimo Mona.
A mis Familiares, su ánimo y apoyo moral me dieron fuerzas para no claudicar en el
camino y llegar a meta. Los quiero mucho.
A la memoria de mi abuela Lola, mi tía Flor (mi bebela), mi padrino Gabino y mi
abuelo Raymundo que en vida me dieron su cariño y apoyo incondicional.
A mis Amigos y Compañeros de IFI Elizabeth, Luis, Israel, Teresa, Elias y Conrado
con los que compartí momentos inolvidables a lo largo de cuatro grandiosos años.
i
ÍNDICE GENERAL
Contenido Página
Índice general …………………………………………………………………….. i
Índice de cuadros ………………………………………………………………... vi
Índice de figuras …………………………………………………………………. vii
Resumen …………………………………………………………………………... xi
Summary …………………………………………………………………………... xii
1. Introducción ………………………………………………………………….. 1
2. Objetivos ……………………………………………………………………… 4
2.1. Objetivo general ………………………………………………………... 4
2.2. Objetivos particulares ………………………………………………….. 4
3. Revisión de literatura ……………………………………………………….. 5
3.1. Carbón vegetal ………………………………………………………..... 5
3.1.1. Producción de carbón vegetal ………………………………... 9
3.1.1.1. Materia prima ………………………………………... 11
3.1.1.2. Sistemas de producción …………………………..... 13
3.1.1.3. Proceso de producción ……………………………... 18
3.1.2. Costos de producción …………………………………………. 23
3.1.3. Calidad en el carbón vegetal .………………………………... 25
3.1.4. Comercialización del carbón vegetal ……………………….. 26
3.1.5. Principales usos del carbón vegetal ………………………… 29
ii
Contenido Página
3.2. Briquetas de carbón vegetal ………………………………………….. 33
3.2.1. Producción de briquetas de carbón vegetal ……………….. 37
3.2.1.1. Materia prima …………………………………….... 39
a) Carbón vegetal ……………………………….. 39
b) Aditivos y aglutinantes ………………………. 41
3.2.1.2. Proceso de producción …………………………... 45
3.2.2. Costos de producción ……………………………………….. 51
3.2.3. Calidad de las briquetas de carbón vegetal ………………. 53
3.2.4. Comercialización de las briquetas de carbón vegetal …… 54
3.2.5. Principales usos para las briquetas de carbón vegetal …. 57
3.3. Equipo de briquetado ………………………………………………... 58
3.3.1. Briquetadora de prensa cilíndrica rotativa ………………... 59
3.3.2. Briquetadora de prensa hidráulica plana ………………..... 59
3.3.3. Briquetadora de matriz de extrusado ……………….......... 60
4. Metodología ………………………………………………………………… 61
4.1. Análisis del funcionamiento del prototipo ………………………….. 61
4.2. Rediseño de las matrices de briquetado …………………………… 63
4.3. Rediseñado del sistema de guías …………………………………... 64
4.4. Validación del sistema estructural …………………………………... 65
4.5. Reconstrucción de la briquetadora ………………………………….. 65
4.6. Opciones para la aplicación de la presión ………………………….. 66
4.7. Circuito hidráulico para la presión de briquetado ………………….. 67
iii
Contenido Página
4.8. Pruebas ………………………………………………………………… 67
4.8.1. Elaboración de briquetas …………………………………… 68
4.8.2. Pruebas físicas ………………………………………………. 68
4.8.2.1. Densidad …………………………………………... 69
a) Método del cubo …………………………….. 69
b) Método por desplazamiento de líquido ….... 70
4.8.2.2. Humedad ………………………………………….. 71
4.8.2.3. Compresión ……………………………………….. 73
4.8.2.4. Tiempo que duran consumiéndose las
briquetas encendidas ……………………………. 74
5. Resultados y discusión …………….……………………………………… 75
5.1. Análisis del funcionamiento del prototipo …………………………… 75
5.1.1. Sistema de guías ……………………………………………… 75
5.1.2. Matrices de briquetado ……………………………………….. 76
5.1.3. Sistema de presión …………………………………………… 78
5.1.4. Sistema estructural …………………………………………… 79
5.2. Rediseño de las matrices de briquetado ……………………………. 83
5.2.1. Diseño de la matriz de briquetado ………………………….. 83
5.2.1.1. Dimensiones de los moldes individuales ……….. 83
5.2.1.2. Volumen de los moldes individuales ……………. 89
5.2.1.3. Volumen de mezcla necesario para el llenado de
los moldes …………………………………………… 94
iv
Contenido Página
5.2.1.4. Volumen adicional a comprimir …………………... 96
5.2.1.5. Producción requerida ……………………………… 100
5.2.1.6. Presión requerida por briqueta …………………… 103
5.2.1.7. Dimensiones de la matriz de briquetado ………... 104
5.2.1.8. Volumen de mezcla para el llenado de la matriz
de briquetado ………………………………………. 108
5.2.1.9. Volumen adicional a comprimir con las matrices
de briquetado ……………………………………….. 109
5.2.1.10. Presión requerida por la matriz de briquetado …... 112
5.2.2. Diseño del aro de contención de la mezcla ………………… 113
5.3. Rediseñado del sistema de guías ……………………………………. 118
5.4. Validación del sistema estructural ……………………………………. 128
5.4.1. Cálculo de esfuerzos del chasis …………………………….. 129
5.4.2. Valoración de las uniones del chasis ………………………. 135
5.5. Reconstrucción de la briquetadora …………………………………... 136
5.6. Opciones para la aplicación de la presión …………………………... 144
5.6.1. Sistema hidráulico ……………………………………………. 144
5.6.1.1. Ventajas de la oleohidráulica …………………….. 147
5.6.1.2. Desventajas de la oleohidráulica ……………….. 147
5.6.2. Sistema neumático ………………………………………….. 148
5.6.3. Sistema combinado (hidráulico y neumático) ……………. 151
5.6.4. Sistema de torque …………………………………………… 151
v
Contenido Página
5.6.5. Análisis de las opciones …………………………………….. 153
5.7. Circuito hidráulico para la presión de briquetado …………………. 154
5.7.1. Circuito hidráulico …………………………………………… 157
5.7.1.1. Bomba ……………………………………………... 158
5.7.1.2. Depósito …………………………………………… 160
5.7.1.3. Tuberías …………………………………………… 161
5.7.1.4. Cilindro …………………………………………….. 161
5.7.1.5. Válvulas …………………………………………… 162
5.8. Pruebas ………………………………………………………………… 165
5.8.1. Elaboración de briquetas …………………………………… 165
5.8.2. Pruebas físicas ………………………………………………. 166
5.8.2.1. Densidad …………………………………………... 166
5.8.2.2. Humedad ………………………………………….. 168
5.8.2.3. Compresión ……………………………………….. 168
5.8.2.4. Tiempo que duran consumiéndose las
briquetas encendidas ……………………………. 169
6. Conclusiones ……………………………………………………………….. 171
7. Recomendaciones ………………………………………………………..... 173
8. Literatura citada …………………………………………………………..... 174
vi
ÍNDICE DE CUADROS
Cuadro Página
1. Fases durante la carbonización de la madera ……………………... 20
2. Composición química del carbón vegetal …………………………... 27
3. Balanza comercial para carbón vegetal en 2004 ………………….. 28
4. Importaciones de carbón vegetal en 2004 …………………………. 28
5. Exportaciones de carbón vegetal en 2004 …………………………. 29
6. Composición química de las briquetas de carbón vegetal ……….. 53
7. Estándares de calidad de las briquetas para exportación ………... 54
8. Balanza comercial para briquetas de carbón vegetal en 2004 …. 56
9. Importaciones de briquetas carbón vegetal en 2004 ……………… 56
10. Exportaciones de briquetas de carbón vegetal en 2004 …………. 57
11. Tiempos estimados para realizar las operaciones de briquetado ... 105
12. Indicadores de producción en el proceso de briquetado …………. 106
13. Materia prima y procesos para las partes de la briquetadora
en su manufactura ……………………………………………………. 138
14. Características generales de los circuitos hidráulicos ……………... 148
15. Características generales de los sistemas neumáticos …………… 150
vii
ÍNDICE DE FIGURAS
Figura Página
1. Apariencia física del carbón vegetal …………………………………. 7
2. Comparación entre la madera y el carbón ………………………….. 8
3. Material apto para la producción de carbón ………………………… 12
4. Horno de tierra en fosa ………………………………………………... 14
5. Horno de tierra en parva ………………………………………………. 15
6. Horno tipo colmena brasileño ………………………………………… 15
7. Horno de ladrillo tipo media naranja argentino ……………………... 16
8. Horno metálico fijo ……………………………………………………... 17
9. Horno metálico portátil ………………………………………………… 17
10. Transporte de la leña al lugar de la carbonización ………………… 18
11. Empaque del carbón vegetal …………………………………………. 22
12. Tipos de empaque en el carbón vegetal …………………………….. 22
13. Empaque del carbón vegetal para exportación …………………….. 23
14. Uso domestico del carbón vegetal …………………………………… 30
15. Cisco de carbón y briquetas ………………………………………….. 34
16. Formación de la briqueta ……………………………………………… 35
17. Finos de carbón vegetal ………………………………………………. 40
18. Almacén de carbón vegetal …………………………………………... 45
19. Briquetadora de placas ……………………………………………….. 48
viii
Figura Página
20. Briquetadora de rodillos ………………………………………………. 48
21. Horno para briquetas …………………………………………………. 49
22. Bolsas de briquetas …………………………………………………… 50
23. Briquetas antes de empacar …………………………………………. 53
24. Briquetas en forma de almohadilla ………………………………….. 55
25. Asador con briquetas …………………………………………………. 58
26. Arquitectura general del prototipo, propuesta de Moreno (2004) ... 80
27. Arquitectura general del prototipo con las partes rediseñadas …... 81
28. Matriz de briquetado del prototipo …………………………………… 82
29. Propuesta para el rediseño de la matriz de briquetado …………… 82
30. Dimensiones restrictivas en espacio para la briqueta …………….. 84
31. Alternativa uno (sólido y alámbrico) ………………………………… 85
32. Alternativa 2 (Izquierda: Vista desde arriba, Derecha: Perfiles) …. 86
33. Perfiles de la briqueta generados por la alternativa 3 …………….. 87
34. Forma final para la briqueta …………………………………………. 87
35. Dimensiones del perfil de corte ……………………………………... 88
36. Área generada por el perfil de la briqueta …………………………. 89
37. Plano cartesiano ubicando el perfil de la briqueta ………………… 89
38. Área bajo la curva por la integración ……………………………….. 91
39. Descomposición del área de la integración en subáreas ………… 92
40. Volumen adicional a comprimir ……………………………………… 99
ix
Figura Página
41. Presión de briquetado requerida por briqueta ……………………... 104
42. Volumen de los moldes y adicional a comprimir en las matrices ... 108
43. Presión de briquetado requerida por las matrices de briquetado ... 113
44. Costado del aro de contención de la mezcla ………………………. 116
45. Vista en planta del aro de contención sobre la matriz de
briquetado inferior ……………………………………………………. 117
46. Arquitectura general del sistema de guías …………………………. 118
47. Vista isométrica del diseño de la placa base fija ………………….. 120
48. Vista lateral de la placa base fija ……………………………………. 120
49. Vista en planta de la placa base fija ………………………………... 121
50. Vista isométrica de la placa base móvil …………………………….. 122
51. Vista en planta de la placa base móvil …………………………….. 122
52. Vista lateral de la placa base móvil ………………………………….. 123
53. Vista isométrica de las placas base con los bujes guías ………….. 124
54. Arquitectura de la barra roscada, resorte y buje …………………… 126
55. Detalles de la barra roscada y el resorte …………………………… 126
56. Vista en planta del buje ………………………………………………. 127
57. Vista lateral del buje …………………………………………………... 127
58. Arquitectura del chasis ……………………………………………….. 128
59. Sistema de aplicación de fuerzas del sistema …………………….. 130
60. Diagrama de cuerpo libre del sistema de fuerzas ………………… 131
61. Diagrama de cuerpo libre para momentos y fuerzas cortantes …. 133
x
Figura Página
62. Diagramas de fuerza cortante y momento de flexión …………….. 135
63. Diagrama de las partes principales de la briquetadora …………... 137
64. Gato hidráulico ………………………………………………………... 155
65. Vista frontal mostrando el gato hidráulico …………………………. 156
66. Vista en planta mostrando el gato hidráulico ……………………… 157
67. Sistema hidráulico de centro abierto ………………………………... 158
68. Bomba de engranajes ………………………………………………… 159
69. Depósito de aceite ……………………………………………………. 160
70. Cilindro de doble efecto ……………………………………………… 162
71. Circuito de un sistema hidráulico …………………………………… 163
72. Tipos de válvulas para los circuitos hidráulicos …………………... 164
xi
RESUMEN
Retomando el trabajo de Moreno (2004) se revisó y se analizó el funcionamiento de
las partes constructivas del prototipo para su validación. Dentro del proceso se
rediseñaron las matrices cambiando el tipo de material para reducir el perfil de corte,
y las dimensiones de los moldes para facilitar el despegado de las briquetas. El
sistema de guías se cambió por bujes laterales que fijados a las placas (móvil y fija)
de las matrices ayudan al correcto prensado mejorando la eficiencia del briquetado
de carbón vegetal. Analizando diferentes opciones para la aplicación de la presión
se encontró que la mejor es el sistema hidráulico y buscando semi-automatizar el
proceso puede adaptársele un circuito hidráulico a la briquetadora. Para
complementar la validación de la briquetadora se practicaron pruebas físicas en las
briquetas resultantes de la reconstrucción de la máquina para conocer la densidad, el
contenido de humedad, resistencia a compresión y el tiempo que duran
consumiéndose las briquetas encendidas, utilizándose cuatro tipos de aglutinante y
comparándolos con briquetas comerciales.
PALABRAS CLAVE
Briqueta de carbón vegetal, rediseño, presión hidráulica, aglutinante.

xii
SUMMARY
Based on Moreno (2004) it was checked an analized the prototype constructing parts
operation for its validation. It was necesary to redesing the matrix by changing the
kind of material to reduce the cut profile, and the cast dimensions to make the briquet
unstock easier. The guide system was changed for lateral bujes, that fixed to the
matrix plates help to the correct pressing; improving the charcoal briquetting
efficience. Analizing different options for pressure application it was found that the
best one is the hydraulic system and trying to semi-automate the process it can be
adapte an hydraulic circuit to the machine. To complete the prototype validation there
were practiced physical test to the briquets obtained from the machine rebuild, to
know the density, the dampness percentage, compression strength and how much
time does it take for a turned on briquet to consume, using four different types of glue
and comparing them with comercial briquets.
KEY WORDS
Charcoal briquet, Redesing, Hydraulic pressure, Glue.
1
1. INTRODUCCIÓN
En muchos países en desarrollo la mayoría de su población vive en zonas rurales, en
donde aún carecen de electricidad o de otros servicios de energía y dependen, en
gran medida, de la leña y el carbón vegetal para atender necesidades básicas como
cocinar o calentar sus hogares.
El carbón vegetal se usa mayoritariamente como combustible, no solo de uso
doméstico sino también industrial, especialmente en los países en vías de desarrollo.
En estos países el uso de biomasa para producir energía podría beneficiar al
desarrollo económico y la reducción de la pobreza, sobre todo en las zonas rurales,
debido al interés que suscitaría en las empresas pequeñas y medianas por invertir en
las nuevas oportunidades comerciales.
Se estima que el sesenta por ciento de toda la madera extraída en el mundo, se
quema como combustible, ya sea directamente, o transformándola en carbón
vegetal. La proporción de leña utilizada para la fabricación de carbón vegetal, puede
sólo estimarse, siendo alrededor del veinticinco por ciento de la cantidad arriba
mencionada, o sea cerca de 400 millones de metros cúbicos por año (FAO, 1983).
Pero a pesar de la importancia y el alto potencial que ofrece la producción de carbón
vegetal para México, la información detallada y actualizada de los procesos de
2
producción del mismo es escasa y como consecuencia se dan limitaciones para
brindar apoyo a los productores.
En la actualidad, la producción de carbón vegetal presenta para sus productores
problemas tanto económicos como ecológicos, debido a la generación de finos de
carbón durante la manipulación del producto. La acumulación de finos al aire libre es
una fuente de contaminación y además de que representa una merma en su
producción va restando espacio al área de trabajo.
En México se producen anualmente más de 100,000 toneladas de carbón vegetal, de
las cuales más del 30% se estandariza en un rango de tamaño para ser envasado en
bolsas de 2.5 a 3 kg., produciendo considerables volúmenes de finos que se
desechan como desperdicio con el problema que esto implica (Sánchez, 1999).
El transporte y el manipuleo del carbón vegetal produce cisco o finos que puede
alcanzar el 10%, en peso, en la mejor de las circunstancias, y el 20% o más, en el
peor de los casos (FAO, 1983). Mientras más sean las etapas o pasos para su
transporte mayor será la cantidad de finos producidos debido a su manipulación.
El proceso de briquetado de finos de carbón vegetal ofrece la oportunidad de
recuperar dichos finos con la elaboración de briquetas (piezas de carbón aglutinado y
comprimido), la desventaja para México en este caso es que el equipo es de
importación, con capacidades que sobrepasan la producción de las empresas en el
país.
3
A pesar de que el proceso de briquetado de carbón vegetal es bastante conocido en
otros países, como Estados Unidos, en México no se encuentra difundido.
La briqueta es cómoda de manejar y arde bien, además, en comparación con el
carbón vegetal, es un combustible de mayor densidad, mejor resistencia mecánica,
baja producción de finos y granulometría uniforme.
Tomando en cuenta lo anterior y dando seguimiento al trabajo realizado del “Diseño y
construcción de un prototipo de máquina briquetadora para carbón vegetal,
apropiada para pequeños y medianos productores”, se plantea revisar el
funcionamiento de las partes constructivas para su validación.
4
2. OBJETIVOS
2.1. GENERAL.
Validar el funcionamiento de los sistemas constructivos de una briquetadora
para carbón vegetal para pequeños y medianos productores.
2.2. PARTICULARES.
Analizar la forma de la briqueta para facilitar el despegado del molde.
Analizar y de ser necesario, modificar el sistema de guías laterales para el
deslizamiento de los moldes de la matriz, así como para el vaciado de los
mismos.
Analizar y de ser necesario, reforzar la estructura del chasis de la máquina
briquetadora.
Analizar alternativas para la aplicación de presión.
Analizar la presión de briquetado más adecuada al sistema.
5
3. REVISIÓN DE LITERATURA
3.1. CARBÓN VEGETAL.
Durante los últimos años, factores como el aumento de la población, la continua
industrialización y el crecimiento económico de los países ha llevado a una demanda
creciente de combustibles fósiles. Las dificultades económicas que la mayoría de los
países están enfrentando, junto con los precios altos del petróleo, están provocando
un período de transición de energía de una economía basada principalmente en
hidrocarburos a uno basado cada vez más en nuevas fuentes de energía renovable.
Aunque muchas soluciones técnicas que usan nuevas y renovables fuentes de
energía han sido probadas durante los últimos diez años, la biomasa del bosque
parece ser una de las alternativas más apropiadas, debido a razones técnicas,
económicas y sociales (FAO, 1985).
La dendroenergía es la energía obtenida de los combustibles derivados de la madera
(leña, carbón vegetal, licor negro y otros) y/o biomasa leñosa provenientes de
montes, terrenos boscosos y árboles. Los combustibles derivados de la madera
proporcionaron en 1995 7% de la energía consumida en el mundo y 15% de la
energía primaria utilizada en los países en vías de desarrollo (FAO, 2001).
La dendroenergía como una alternativa de fuente de energía, toma relevancia a la
vez que genera una serie de ventajas sobre otras fuentes de energía que son muy
6
contaminantes, principalmente por provenir de un recurso renovable con posibilidad
de sustentabilidad y de proporcionar beneficios tangibles a la sociedad (Marcos,
1989).
La madera es el material que, más que cualquier otro, proporciona la energía que
necesita diariamente la mayor parte de la población mundial, y por ello debe ser
considerada como uno de los combustibles más importantes. Por desgracia, hay al
mismo tiempo una enorme escasez de madera, y teniendo en cuenta que todavía
unos dos mil millones de personas la siguen utilizando para cocinar y para
calentarse, la diferencia entre las necesidades y la disponibilidad es actualmente
grande y aumenta cada día (FAO, 2001).
La pirólisis es un proceso por el cual se realiza una oxigenación parcial y controlada
de la biomasa, para obtener como producto una combinación variable de
combustibles sólidos (carbón vegetal), líquidos (efluentes piroleñosos) y gaseosos
(gas pobre). Generalmente, el producto principal de la pirólisis es el carbón vegetal,
considerándose a los líquidos y gases como subproductos del proceso. La pirólisis
tuvo un aprovechamiento pleno con gran auge de subproductos antes de la difusión
masiva del petróleo, ya que constituía la única fuente de ciertas sustancias (ácido
acético, metanol, etc.) que luego se produjeron por la vía petroquímica. Hoy en día,
sólo la producción de carbón vegetal reviste importancia cuantitativa (Secretaria de
Energía de Argentina, 2004).
7
El carbón vegetal (Figura 1) como combustible sólido presenta la ventaja frente a la
biomasa que le dio origen, de tener un poder calórico mayor o, lo que es lo mismo,
un peso menor para igual cantidad de energía, lo que permite un transporte más fácil
(Secretaria de Energía de Argentina, 2004).
Figura 1. Apariencia física del carbón vegetal.
Fuente: Secretaria de Energía de Argentina, 2004.
Carbón vegetal es el residuo sólido que queda al "carbonizar" o “hidrolizar” la madera
en condiciones controladas, en un espacio cerrado, como es el horno de carbón. El
control se hace sobre la entrada del aire, durante el proceso de pirólisis o de
carbonización, para que la madera no se queme y convierta en cenizas como sucede
en un fuego convencional, sino que se descomponga químicamente para formar el
carbón vegetal (FAO, 1983).

8
La diferencia fundamental entre la madera y el carbón vegetal (Figura 2), aparte de
su apariencia física que es muy distinta, es que el carbón vegetal tiene mayor
contenido de carbono que la madera por lo que su poder calorífico es mayor y es
mejor combustible que ésta. Otra gran diferencia es que el carbón vegetal es inerte,
difícilmente alterable con las condiciones atmosféricas normales y no es atacado por
los agentes biológicos (hongos e insectos xilófagos) que atacan a la madera
(Marcos, 1989).
Figura 2. Comparación entre la madera y el carbón.
Fuente: Secretaria de Energía de Argentina, 2004.
El proceso de la pirólisis una vez iniciado, continúa por su cuenta y descarga una
notable cantidad de calor. Sin embargo, esta descomposición por pirólisis o termal de
la celulosa y de la lignina no se inicia antes que la madera llegue a una temperatura
de alrededor de 300°C. Así se produce carbón vegetal junto con una pequeña
cantidad de residuos alquitranados, las cenizas contenidas originalmente en la
9
madera, gases de combustión, alquitranes, una cierta cantidad de productos
químicos, principalmente ácido acético y una gran cantidad de agua originada del
secado y de la descomposición pirolítica de la madera que se suelta en forma de
vapor (FAO, 1983).
El rendimiento del proceso de carbón puede variar dentro de límites muy amplios
dependiendo del tipo de madera, de su contenido de humedad y de las condiciones
en que se haya operado la pirólisis (tiempo de calentamiento y temperatura
alcanzada). Es deseable que el contenido de humedad de la madera sea lo más bajo
posible y, en cualquier caso, no superior al 15 - 20%. Dado que la madera fresca o
recién cortada contiene un 40 - 60% de agua, se aconseja una desecación previa de
la misma, bien al aire libre o por cualquier otro procedimiento. Si se parte de madera
seca puede obtenerse un rendimiento entre el 25% y 33% de carbón vegetal. El
poder calorífico del carbón oscila entre 7,000 y 8,000 kcal/kg, muy superior al de la
madera que oscila entre 3,000 y 5,000 kcal/kg (Marcos, 1989).
3.1.1. Producción de carbón vegetal.
La obtención de carbón, por combustión incompleta de la madera, se remonta a los
inicios de la civilización humana; quizá al día en que el hombre utilizó el fuego para
sus usos domésticos (Romahn, 1992).
10
El carbón es un producto comercial, su producción es una fuente importante de
ingresos y empleo para miles de pequeños productores. El aprovechamiento de
madera es de dimensiones variadas y de especies no comerciales, además no
requiere de gran inversión en instalaciones (SEMARNAT, 1995).
Con la organización de algunos productores de carbón vegetal en ciertas regiones de
México, desde principios de los 80´s se ha exportado este producto a varios países
permitiendo la consecuente entrada de divisas (Sánchez, 1996).
A nivel mundial, se tienen los antecedentes de países en los que la leña y el carbón
vegetal han conseguido sustituir algunos derivados del petróleo en grandes
industrias como la siderúrgica en Brasil, las papeleras en Chile y diversas industrias
en Uruguay. La integración de la leña y el carbón vegetal en la planificación
energética, ha tenido un impacto favorable en los países mencionados (FAO, 1987).
La fabricación de carbón puede ser dividida en varias fases que son (FAO, 1983):
Cultivo de la leña.
Cosecha de la madera.
Secado de la madera.
Preparación de la madera para la carbonización.
Carbonización de la madera para obtener el carbón vegetal.
Tamizado, almacenamiento y transporte a depósito o puntos de distribución.

11
Debido a las características de producción de carbón, se desconoce el volumen de la
producción anual de este energético, no obstante se estima que 25% de la leña se
transforma en carbón, por lo que a nivel mundial se tendría un volumen aproximado
de 400 millones de m3 de madera destinada a este fin (SEMARNAT, 1995).
3.1.1.1. Materia prima.
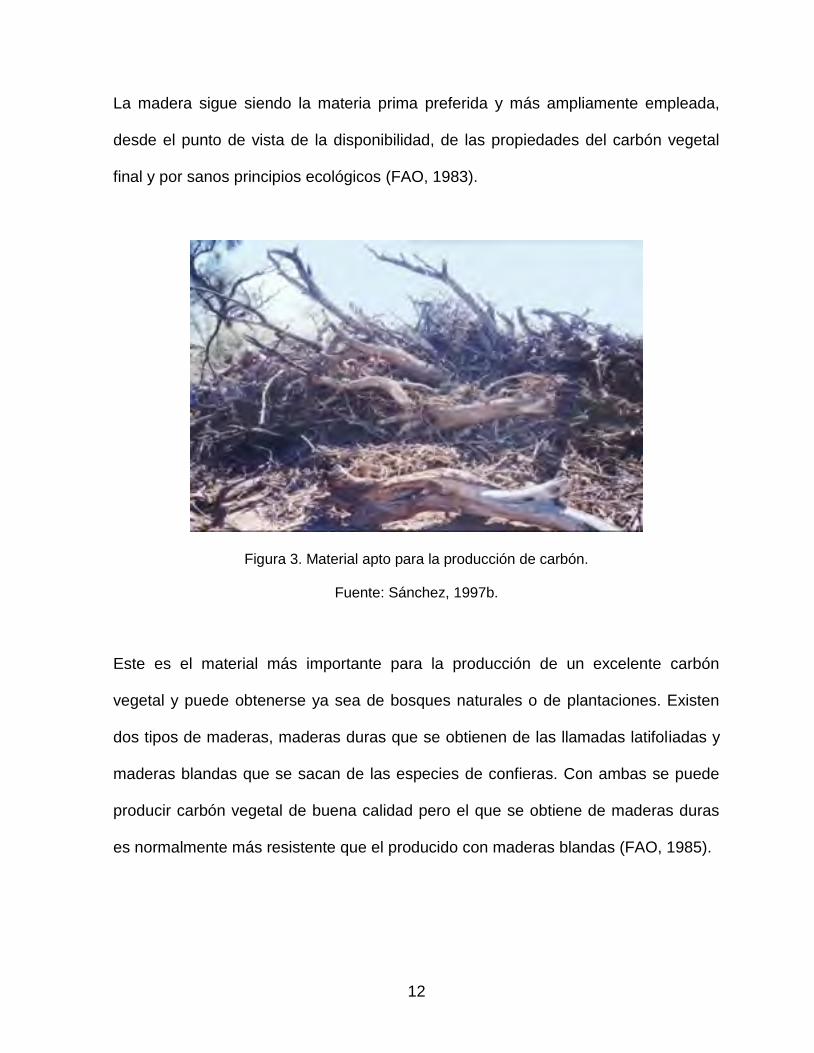
La materia prima (Figura 3) utilizada en la producción de carbón vegetal está
constituida, en casi todos los casos, por los fragmentos de madera de variado grosor
y procedentes de la limpia, poda, aclareo y apeo de masas forestales. Como
producto natural que es, en su composición muy heterogénea, mostrando grandes
variaciones tanto en su composición química como en su estructura física, según la
especie arbórea o parte de la madera que se trate (corteza, duramen, albura)
(Marcos, 1989).
Se emplean a veces para producir carbón vegetal otros materiales leñosos, como
cáscaras de nueces y cortezas. Muchos residuos agrícolas pueden también producir
carbón vegetal por pirólisis, pero el carbón que resulta es un polvo fino que debe
generalmente ser aglomerado en briquetas, a un costo adicional, para la mayoría de
los usos del carbón (FAO, 1983).
12
La madera sigue siendo la materia prima preferida y más ampliamente empleada,
desde el punto de vista de la disponibilidad, de las propiedades del carbón vegetal
final y por sanos principios ecológicos (FAO, 1983).
Figura 3. Material apto para la producción de carbón.
Fuente: Sánchez, 1997b.
Este es el material más importante para la producción de un excelente carbón
vegetal y puede obtenerse ya sea de bosques naturales o de plantaciones. Existen
dos tipos de maderas, maderas duras que se obtienen de las llamadas latifoliadas y
maderas blandas que se sacan de las especies de confieras. Con ambas se puede
producir carbón vegetal de buena calidad pero el que se obtiene de maderas duras
es normalmente más resistente que el producido con maderas blandas (FAO, 1985).

13
En México existe gran cantidad de maderas no aprovechadas, debido a: diámetros
reducidos, mala forma del tronco, fuste comercial limpio limitado, exceso de nudos,
etc., que no permiten obtener madera de construcción o de calidad, además de las
toneladas de desperdicio originadas por el desmonte para establecer tierras de
cultivo o industrias maderables. Todo este tipo de material puede usarse en la
producción de carbón vegetal, lo que conlleva a un mejor aprovechamiento de áreas
forestales, fomento de fuentes de trabajo y aumento de ingresos de la población rural
(Golf y Vogel, 1985).
3.1.1.2. Sistemas de producción.
Existen muchas variantes de los métodos de producción de carbón vegetal que
corresponden a diversos modelos de hornos, cuyas características se pueden
diferenciar en dos tipos esenciales (Patiño y Pezet, 1989):
Hornos rústicos: son aquellos que utilizan la tierra como escudo para
aislar el calor y disminuir el intercambio de oxígeno (aire) durante el
proceso.
Hornos construidos de material: los que utilizan materiales de
construcción (ladrillos, adobes, piedras, láminas metálicas, entre otros)
para aislar la madera del exterior y propiciar la pirólisis o carbonización.
14
Otra clasificación es la realizada por Marcos (1989), en la cual se considera la
barrera física que evita la combustión acelerada de la madera, la cual pude ser tierra,
ladrillo, cemento armado y metal. Esta clasificación también separa a los hornos
empleados en la producción de carbón vegetal según el tipo de tecnología que
utilicen. La clasificación considera tecnología de tipo artesanal, semi-industrial e
industrial.
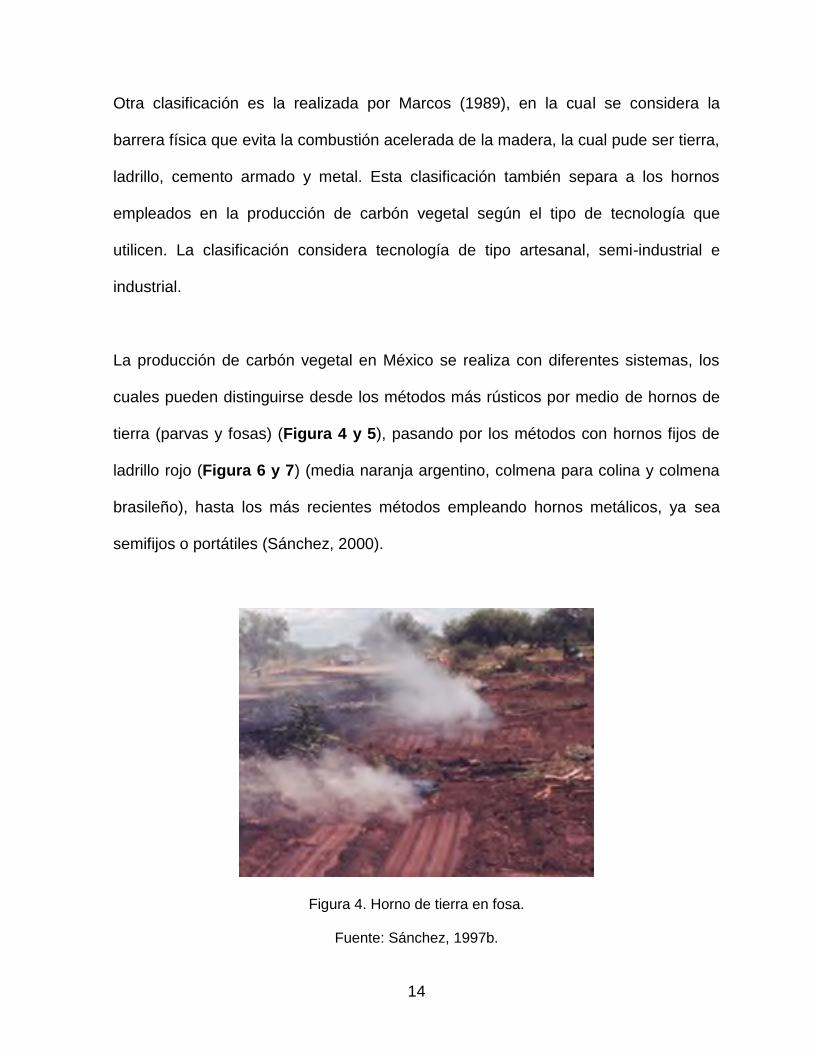
La producción de carbón vegetal en México se realiza con diferentes sistemas, los
cuales pueden distinguirse desde los métodos más rústicos por medio de hornos de
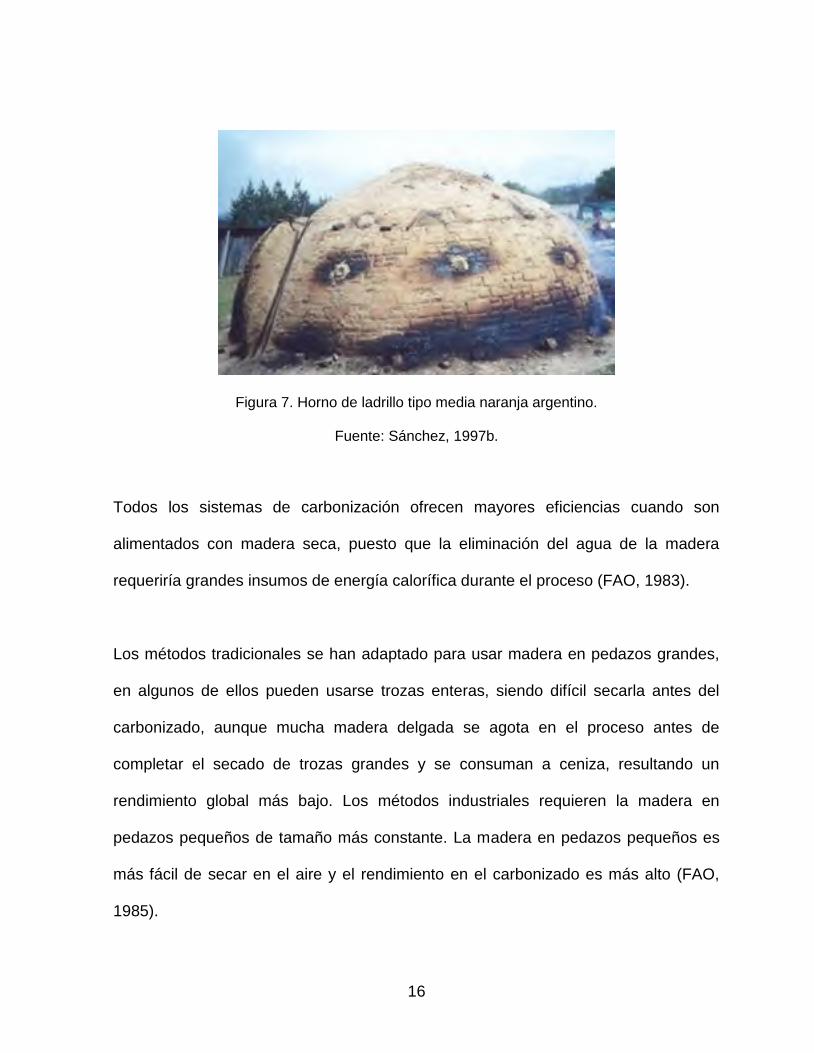
tierra (parvas y fosas) (Figura 4 y 5), pasando por los métodos con hornos fijos de
ladrillo rojo (Figura 6 y 7) (media naranja argentino, colmena para colina y colmena
brasileño), hasta los más recientes métodos empleando hornos metálicos, ya sea
semifijos o portátiles (Sánchez, 2000).
Figura 4. Horno de tierra en fosa.
Fuente: Sánchez, 1997b.

15
Figura 5. Horno de tierra en parva.
Fuente: Sánchez, 1997b.
Figura 6. Horno tipo colmena brasileño.
Fuente: Sánchez, 1997b.
16
Figura 7. Horno de ladrillo tipo media naranja argentino.
Fuente: Sánchez, 1997b.
Todos los sistemas de carbonización ofrecen mayores eficiencias cuando son
alimentados con madera seca, puesto que la eliminación del agua de la madera
requeriría grandes insumos de energía calorífica durante el proceso (FAO, 1983).
Los métodos tradicionales se han adaptado para usar madera en pedazos grandes,
en algunos de ellos pueden usarse trozas enteras, siendo difícil secarla antes del
carbonizado, aunque mucha madera delgada se agota en el proceso antes de
completar el secado de trozas grandes y se consuman a ceniza, resultando un
rendimiento global más bajo. Los métodos industriales requieren la madera en
pedazos pequeños de tamaño más constante. La madera en pedazos pequeños es
más fácil de secar en el aire y el rendimiento en el carbonizado es más alto (FAO,
1985).
17
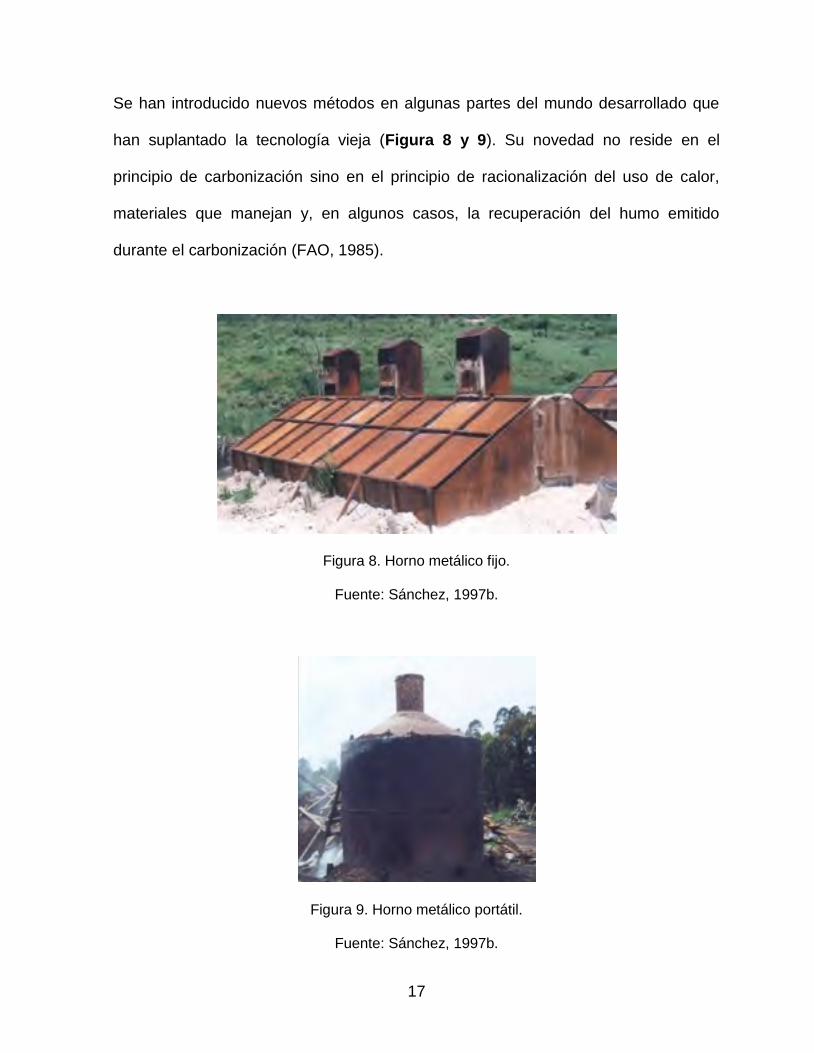
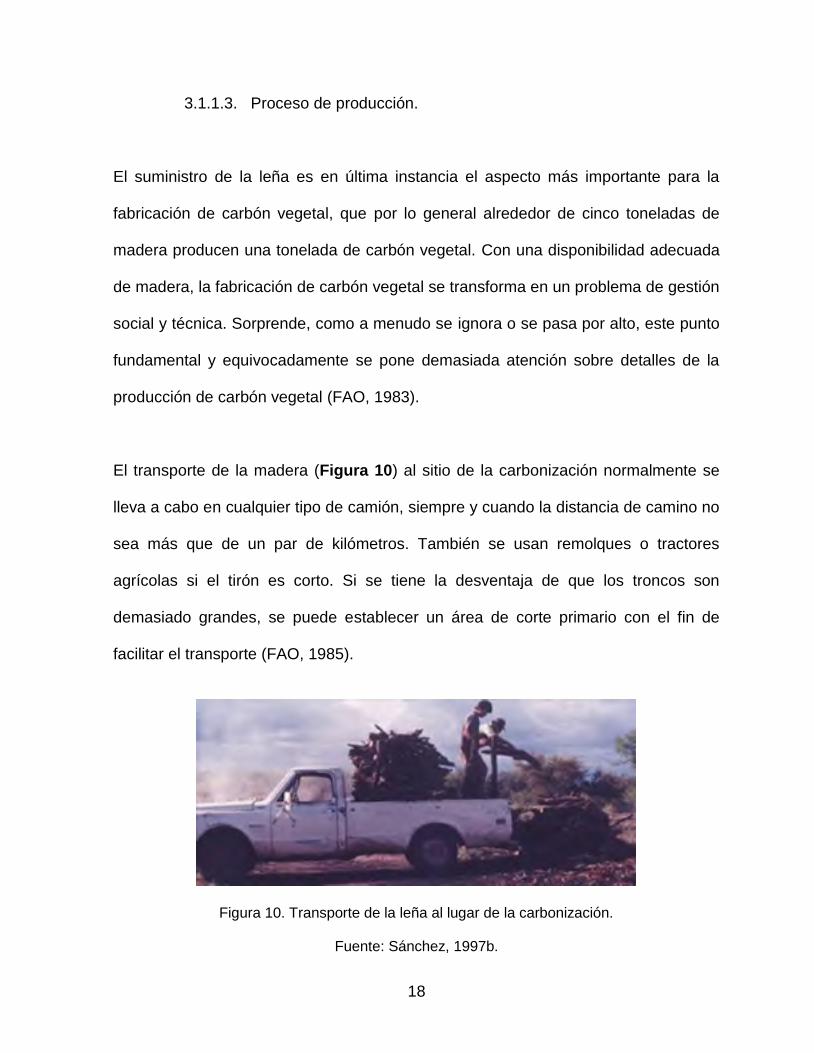
Se han introducido nuevos métodos en algunas partes del mundo desarrollado que
han suplantado la tecnología vieja (Figura 8 y 9). Su novedad no reside en el
principio de carbonización sino en el principio de racionalización del uso de calor,
materiales que manejan y, en algunos casos, la recuperación del humo emitido
durante el carbonización (FAO, 1985).
Figura 8. Horno metálico fijo.
Fuente: Sánchez, 1997b.
Figura 9. Horno metálico portátil.
Fuente: Sánchez, 1997b.
18
3.1.1.3. Proceso de producción.
El suministro de la leña es en última instancia el aspecto más importante para la
fabricación de carbón vegetal, que por lo general alrededor de cinco toneladas de
madera producen una tonelada de carbón vegetal. Con una disponibilidad adecuada
de madera, la fabricación de carbón vegetal se transforma en un problema de gestión
social y técnica. Sorprende, como a menudo se ignora o se pasa por alto, este punto
fundamental y equivocadamente se pone demasiada atención sobre detalles de la
producción de carbón vegetal (FAO, 1983).
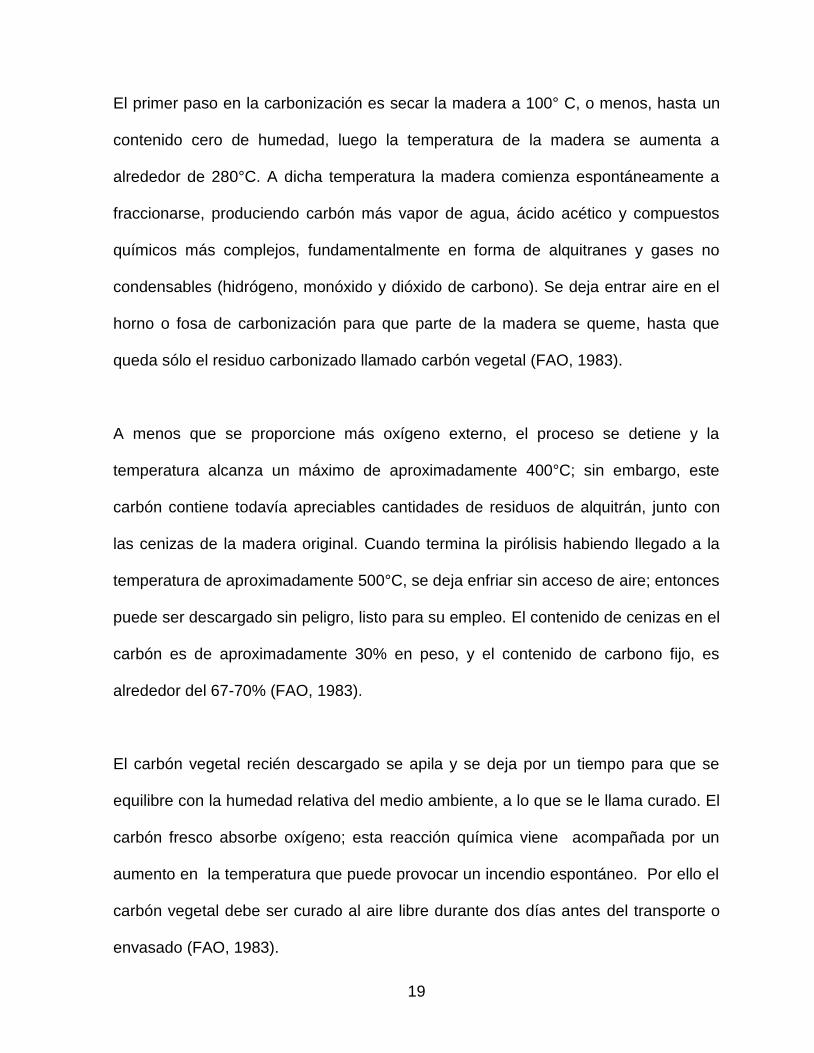
El transporte de la madera (Figura 10) al sitio de la carbonización normalmente se
lleva a cabo en cualquier tipo de camión, siempre y cuando la distancia de camino no
sea más que de un par de kilómetros. También se usan remolques o tractores
agrícolas si el tirón es corto. Si se tiene la desventaja de que los troncos son
demasiado grandes, se puede establecer un área de corte primario con el fin de
facilitar el transporte (FAO, 1985).
Figura 10. Transporte de la leña al lugar de la carbonización.
Fuente: Sánchez, 1997b.
19
El primer paso en la carbonización es secar la madera a 100° C, o menos, hasta un
contenido cero de humedad, luego la temperatura de la madera se aumenta a
alrededor de 280°C. A dicha temperatura la madera comienza espontáneamente a
fraccionarse, produciendo carbón más vapor de agua, ácido acético y compuestos
químicos más complejos, fundamentalmente en forma de alquitranes y gases no
condensables (hidrógeno, monóxido y dióxido de carbono). Se deja entrar aire en el
horno o fosa de carbonización para que parte de la madera se queme, hasta que
queda sólo el residuo carbonizado llamado carbón vegetal (FAO, 1983).
A menos que se proporcione más oxígeno externo, el proceso se detiene y la
temperatura alcanza un máximo de aproximadamente 400°C; sin embargo, este
carbón contiene todavía apreciables cantidades de residuos de alquitrán, junto con
las cenizas de la madera original. Cuando termina la pirólisis habiendo llegado a la
temperatura de aproximadamente 500°C, se deja enfriar sin acceso de aire; entonces
puede ser descargado sin peligro, listo para su empleo. El contenido de cenizas en el
carbón es de aproximadamente 30% en peso, y el contenido de carbono fijo, es
alrededor del 67-70% (FAO, 1983).
El carbón vegetal recién descargado se apila y se deja por un tiempo para que se
equilibre con la humedad relativa del medio ambiente, a lo que se le llama curado. El
carbón fresco absorbe oxígeno; esta reacción química viene acompañada por un
aumento en la temperatura que puede provocar un incendio espontáneo. Por ello el
carbón vegetal debe ser curado al aire libre durante dos días antes del transporte o
envasado (FAO, 1983).
20
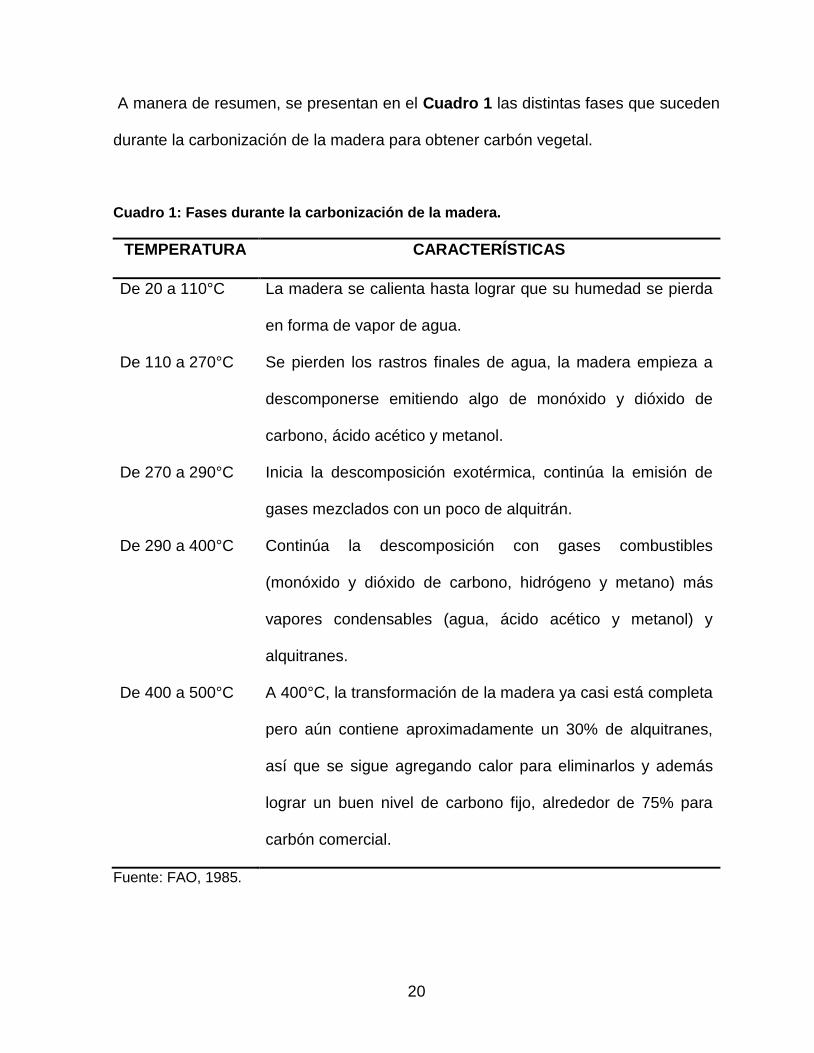
A manera de resumen, se presentan en el Cuadro 1 las distintas fases que suceden
durante la carbonización de la madera para obtener carbón vegetal.
Cuadro 1: Fases durante la carbonización de la madera.
TEMPERATURA CARACTERÍSTICAS
De 20 a 110°C La madera se calienta hasta lograr que su humedad se pierda
en forma de vapor de agua.
De 110 a 270°C Se pierden los rastros finales de agua, la madera empieza a
descomponerse emitiendo algo de monóxido y dióxido de
carbono, ácido acético y metanol.
De 270 a 290°C Inicia la descomposición exotérmica, continúa la emisión de
gases mezclados con un poco de alquitrán.
De 290 a 400°C Continúa la descomposición con gases combustibles
(monóxido y dióxido de carbono, hidrógeno y metano) más
vapores condensables (agua, ácido acético y metanol) y
alquitranes.
De 400 a 500°C A 400°C, la transformación de la madera ya casi está completa
pero aún contiene aproximadamente un 30% de alquitranes,
así que se sigue agregando calor para eliminarlos y además
lograr un buen nivel de carbono fijo, alrededor de 75% para
carbón comercial.
Fuente: FAO, 1985.

21
Los factores importantes en el transporte del carbón vegetal según FAO (1983) son:
Baja densidad bruta que requiere el transporte y manipuleo de grandes
volúmenes.
Fragilidad, que tiende a producir carbonilla "fina'' en cada etapa del manipuleo
y del transporte.
Tendencia del carbón vegetal fresco a calentarse y encenderse
espontáneamente, por la absorción del oxígeno del aire.
Por otra parte, se dice que las características del carbón vegetal que favorecen su
manejo, transporte, envase (Figura 11) y almacenamiento son (Furuya, 1996):
Es seguro, estable y no tóxico.
Es almacenable en cualquier lugar, no requiere de instalaciones especiales
para su almacenamiento.
Debidamente manejado no daña al medio ambiente.
El envasado del carbón vegetal se puede realizar en costales (Figura 11), arpillas o
bolsas de papel (Figura 12), dependiendo de los requerimientos del cliente. Por lo
general, para la exportación se envasa en bolsas de papel, que a su vez se empaca
en palets (tarimas y marcos de madera cubiertos de polietileno) (Figura 13)
(Sánchez, 1997a).
22
Figura 11. Empaque del carbón vegetal.
Fuente: FAO, 1983; Secretaria de Energía de Argentina, 2004.
Figura 12. Tipos de empaque en el carbón vegetal.
Fuente: Fuegos del sur.
23
Figura 13. Empaque del carbón vegetal para exportación.
Fuente: Fuegos del sur.
3.1.2. Costos de producción.
Los costos de producción pueden ser analizados, empleando los siguientes costos
unitarios (FAO, 1983):
El costo de la leña puesta al costado del horno, pozo o retorta, incluyendo los
costos financieros.
Costo de la mano de obra para la carbonización, incluyendo carga y descarga.
Costo del transporte del carbón vegetal a los mercados principales o a los
puntos de distribución.
Costo del capital de trabajo o mano de obra.
Costos fijos de inversión de los pozos, hornos o retortas.

24
La cantidad de madera que debe sostener al sitio de carbonizado dependerá del
tamaño de los leños que se procesan, las condiciones de secado en el área de corta
que dirán si se requiere un secador aparte y de la madera extra que debe guardarse
para disponer de ella en tiempos de lluvias, cierres estacionales o problemas
laborales para mantener funcionando los hornos (FAO, 1985).
Llevar la leña desde el bosque al costado del horno o fosa de carbonización, es la
operación más costosa en la producción comercial de carbón vegetal y requiere una
buena organización para mantener los costos bajo control (FAO, 1983).
En si, el proceso de carbonización no resulta ser un paso muy costoso ya que se
considera que representa aproximadamente 10% del proceso, desde que crece y se
cosecha la madera hasta el destino final del carbón vegetal (FAO, 1985).
La fase de la distribución, o sea, empaquetado, carga y transporte del carbón
vegetal, desde el horno hasta el punto de distribución mayorista, o para el uso
industrial en gran escala, puede representar hasta 25% del costo total de producción
desde el bosque hasta los mayoristas. Cuando el carbón se produce cerca de un
mercado mayor, la fracción del costo para la distribución será mucho menor. Sin
embargo, no existen muchas localidades, en la actualidad, donde el recurso
maderero está cerca del usuario final del carbón vegetal, y este paso en la cadena de
la producción es, por lo tanto, significativo, y cada vez más a medida que se gastan
los recursos forestales. Además, el transporte requiere combustibles líquidos,
escasos y costosos (FAO, 1983).
25
3.1.3. Calidad en el carbón vegetal.
Los métodos de tecnologías modernas de producción de carbón de leña, no permiten
ninguna entrada de aire; lo que da un mayor rendimiento, ya que no se quema con el
aire un exceso de madera y se facilita el control de la calidad (FAO, 1983).
La calidad del carbón vegetal se define desde la posición que el leño guarda en el
horno, ya que en un mismo madero no se produce carbón de la misma calidad. El
primer tercio del madero, tomando como referencia el piso o suelo, es el de más baja
calidad, siguiendo la parte media, hasta llegar al tercio de mejor calidad, que es el
más alejado del suelo (Furuya, 1996).
Para el consumo nacional, la calidad del carbón vegetal sólo se considera bajo
ciertas características macroscópicas, tales como: peso, tipo de madera de que se
obtiene, contenido de humedad, dureza, brillo, emisión nula o mínima de humos,
tamaño y poder calorífico. Para el caso del carbón vegetal de exportación, existen
estándares y normas que regulan su calidad en función del destino: Asia, Europa o
América del Norte. En cada región los parámetros de calidad son diferentes
(Sánchez, 1997a).
Bajas temperaturas de carbonización dan un mayor rendimiento en carbón vegeta
pero de baja calidad, el cual es corrosivo, por contener alquitranes ácidos. Un buen
carbón vegetal comercial debería contener 75% de carbono fijo, para lo cual se
requiere una temperatura final de carbonización de alrededor de 500°C (FAO, 1983).
26
El rendimiento del carbón muestra también cierta variación con respecto al tipo de
madera. Hay cierta evidencia de que el contenido de lignina en la madera tiene un
efecto positivo sobre el rendimiento del carbón, ya que un alto contenido de lignina
da un elevado rendimiento de carbón vegetal (Sánchez, 1997a).
Una madera densa tiende también a dar un carbón denso y resistente, lo que es
también deseable; sin embargo, madera muy densa produce a veces carbón friable
puesto que la madera tiende a desmenuzarse durante la carbonización. La friabilidad
del carbón aumenta con el aumento de la temperatura de carbonización, y el
contenido de carbono fijo aumenta mientras que el contenido de substancias volátiles
decrece. Una temperatura de 450 - 500°C ofrece un equilibrio óptimo entre friabilidad
y el deseo de un elevado contenido de carbono fijo (FAO, 1983).
3.1.4. Comercialización del carbón vegetal.
Dentro de los productores de carbón vegetal pueden distinguirse dos grupos: El
primero, productores por sustento que sólo comercializan el carbón vegetal para
adquirir el dinero en efectivo necesario para comprar su canasta básica o la paga de
sus impuestos, etc. El segundo grupo vende el carbón vegetal como negocio y es su
preocupación principal (FAO, 1985).

27
El carbón vegetal mexicano en general no reúne las especificaciones de porcentaje
de volátiles y de carbono fijo que exige el mercado de exportación, sin embargo se
está exportando con los problemas de especulaciones de precios (Sánchez, 2000).
80% de la producción de carbón vegetal en México se elabora en hornos de tierra,
5% en hornos de fosa, 10% en hornos de ladrillos, 5% en hornos metálicos. De ésta,
aproximadamente, las dos terceras partes se destinan al consumo nacional y el resto
es exportado, variando de acuerdo a los volúmenes exportados (Sánchez, 1997a).
Para el mercado de exportación se requiere que esté bien empacado, tenga un
granulado uniforme, además de ciertas características clasificadas como estándares,
las cuales se muestran en el Cuadro 2.
Cuadro 2: Composición química del carbón vegetal.
COMPOSICIÓN PROPORCIÓN
Carbono fijo (%) 75 – 82
Material volátil (%) 10 – 12
Cenizas (%) 4 – 6
Humedad (%) 7 – 8
Fuente: Sánchez, 1997a.
Los valores referentes a la exportación e importación de carbón vegetal en México,
así como los países con quienes se realizan las transacciones de compra–venta, se
muestran en los Cuadros 3, 4 y 5.
28
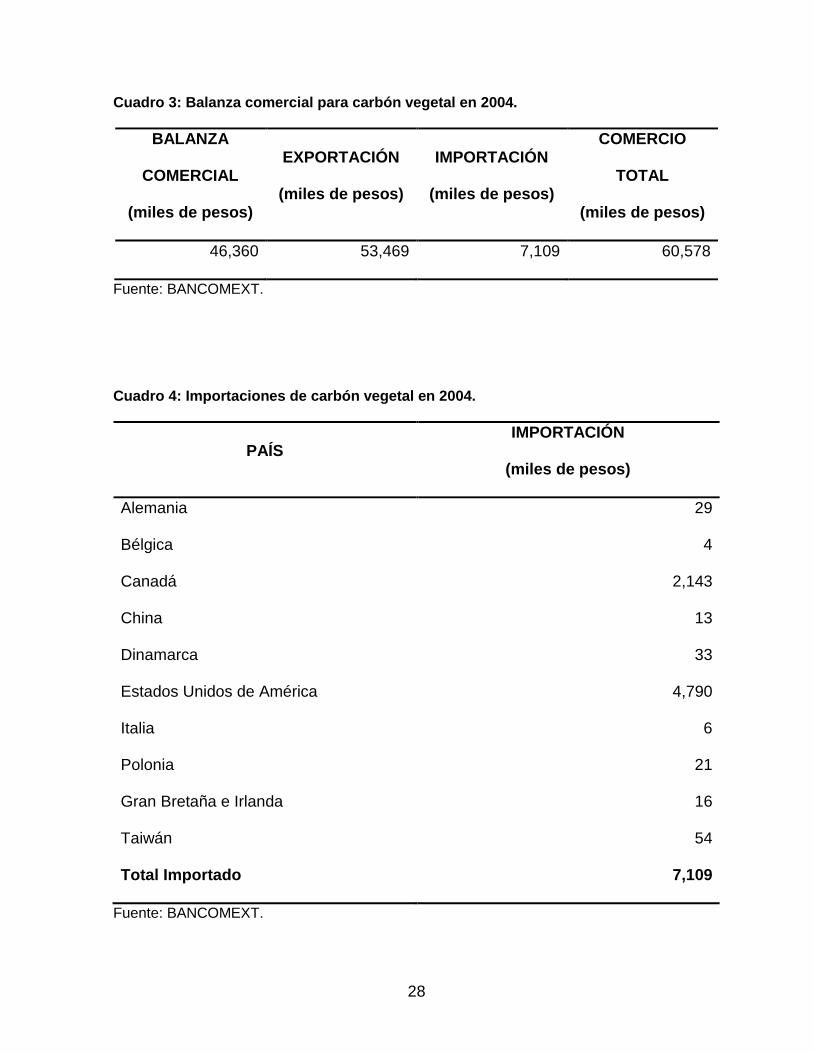
Cuadro 3: Balanza comercial para carbón vegetal en 2004.
BALANZA
COMERCIAL
(miles de pesos)
EXPORTACIÓN
(miles de pesos)
IMPORTACIÓN
(miles de pesos)
COMERCIO
TOTAL
(miles de pesos)
46,360 53,469 7,109 60,578
Fuente: BANCOMEXT.
Cuadro 4: Importaciones de carbón vegetal en 2004.
PAÍS IMPORTACIÓN
(miles de pesos)
Alemania 29
Bélgica 4
Canadá 2,143
China 13
Dinamarca 33
Estados Unidos de América 4,790
Italia 6
Polonia 21
Gran Bretaña e Irlanda 16
Taiwán 54
Total Importado 7,109
Fuente: BANCOMEXT.
29
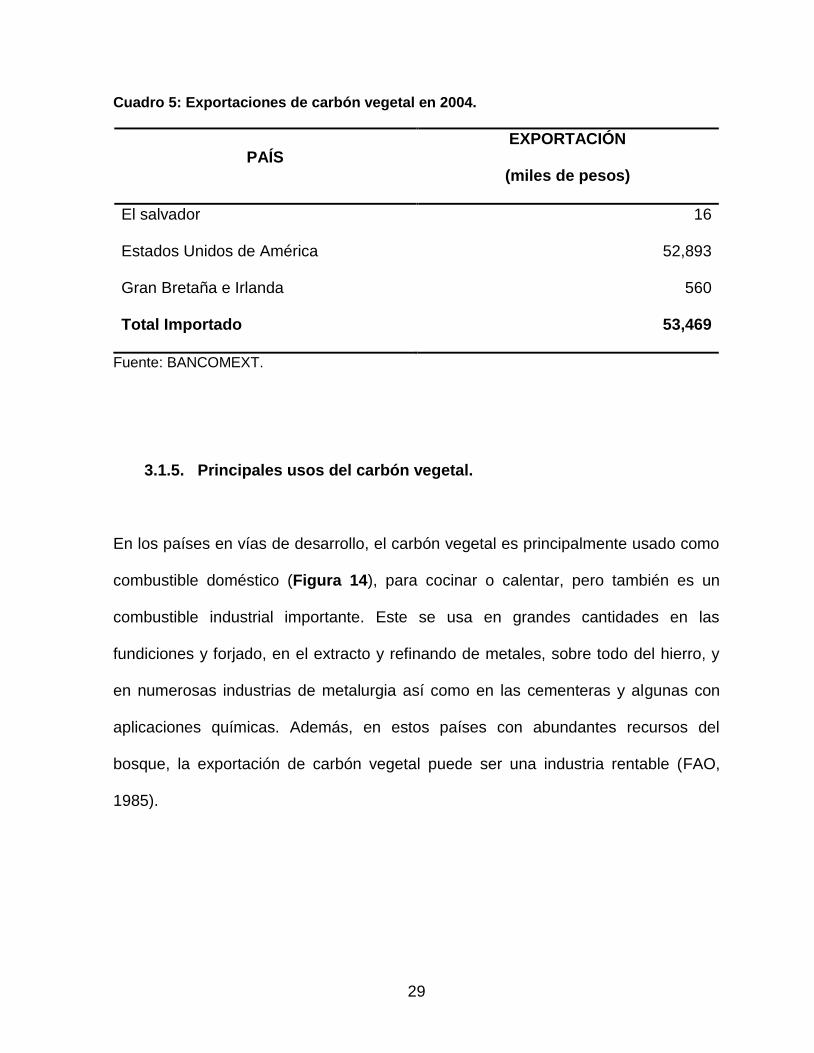
Cuadro 5: Exportaciones de carbón vegetal en 2004.
PAÍS EXPORTACIÓN
(miles de pesos)
El salvador 16
Estados Unidos de América 52,893
Gran Bretaña e Irlanda 560
Total Importado 53,469
Fuente: BANCOMEXT.
3.1.5. Principales usos del carbón vegetal.
En los países en vías de desarrollo, el carbón vegetal es principalmente usado como
combustible doméstico (Figura 14), para cocinar o calentar, pero también es un
combustible industrial importante. Este se usa en grandes cantidades en las
fundiciones y forjado, en el extracto y refinando de metales, sobre todo del hierro, y
en numerosas industrias de metalurgia así como en las cementeras y algunas con
aplicaciones químicas. Además, en estos países con abundantes recursos del
bosque, la exportación de carbón vegetal puede ser una industria rentable (FAO,
1985).
30
Figura 14. Uso doméstico del carbón vegetal.
Fuente: Industrias San Felipe.
Se utilizaría más el carbón vegetal, si su uso es eficiente y si su calidad es óptima
para cada determinado empleo final. La calidad del carbón vegetal puede
especificarse y medirse en varias formas, derivando generalmente de los requisitos
para las diversas aplicaciones finales (FAO, 1983).
Los usos varían dependiendo del tipo de carbón vegetal de que se trate y las áreas
en que se aplica, clasificándose de la siguiente manera (Brito y Barrichelo, 1981,
citados por Patiño, 1989; FAO, 1985; Furuya, 1996; Romahn, 1992; Sánchez,
1997a):
Uso doméstico.
o Culinario.
o Recreativo.
o Calefacción.

31
Metalurgia.
o Separación de metales como el cobre y el hierro, así como la
fabricación de acero.
o Refinación de mezclas de minerales de hierro.
o Producción de metales no ferrosos.
o Producción de silicio cristalino y sílice/cromo.
o Reparación de altos hornos.
Industrial.
o Fabricación de pigmentos para tintas de imprenta y pinturas.
o Fabricación de cerámicas y plásticos.
o Endurecimiento de ladrillos.
o Como combustible interno en la fabricación de cal y cemento.
o Como combustible en la industria vidriera.
o Producción de textiles.
o Producción de gas.
o Fundición de metales preciosos para la joyería.
o Evita la propagación de bacterias.
o Reduce el efecto del rocío.
o Detiene la pudrición por hongos.
Industria química.
o Fabricación de cianuros, carburos, sulfuros.
32
o Fabricación de gas de agua.
o Recuperación de gases y vapores.
o Producción de grafito.
o Farmacopea.
Carbón activado.
o Para equipos de aire acondicionado.
o Máscaras antigases.
o Filtros contra diversos agentes.
o Control de contaminación.
o Catalizador.
o Clarificación de solventes.
o Baterías eléctricas.
o Eliminación de malos olores.
o Producto medicinal.
o Desinfectante.
o Refinación de azúcar.
o Tratamiento de aguas negras.
o Desactivación de insecticidas y herbicidas.
o Agricultura.
Acondicionamiento y aumento de la temperatura del suelo.
Control de humedad en bodegas.
Purificación del agua.
Incrementar la temperatura del suelo.
33
Control de plagas.
Secado de la fruta.
Curado del tabaco.
Conserva frescos algunos vegetales.
Retrasa la floración.
Reduce el marchitamiento y mejora el vigor de la planta.
Otros.
o Pirotecnia y explosivos.
o Producción de caucho.
o Derretir nieve.
o Producción de herrajes y cuchillería.
o Talleres de soldadura con cautines.
3.2. BRIQUETAS DE CARBÓN VEGETAL.
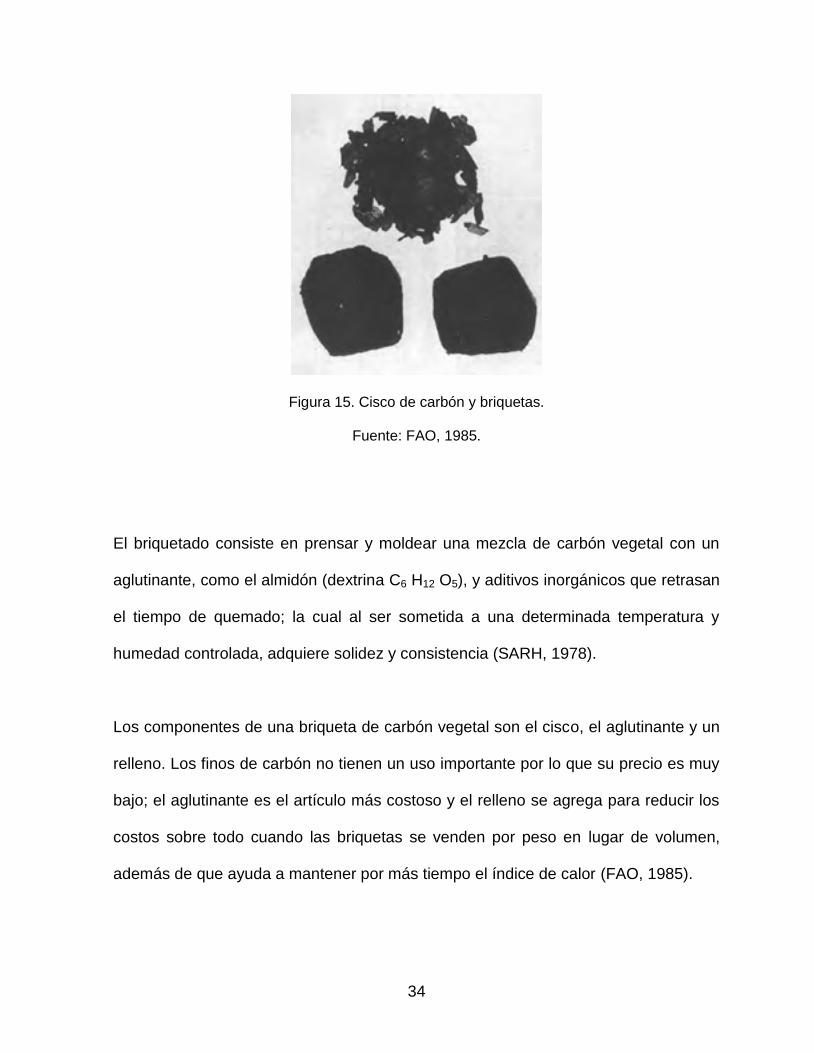
Debido a la baja densidad del carbón vegetal, algunas veces es conveniente
compactarlo en forma de briqueta de carbón vegetal (Figura 15). Para aglomerar el
cisco es necesario un adhesivo disuelto en agua; el adhesivo debe ser combustible,
por lo que se han empleado alquitranes, betún y almidón (FAO, 1985; Marcos,
1989).
34
Figura 15. Cisco de carbón y briquetas.
Fuente: FAO, 1985.
El briquetado consiste en prensar y moldear una mezcla de carbón vegetal con un
aglutinante, como el almidón (dextrina C6 H12 O5), y aditivos inorgánicos que retrasan
el tiempo de quemado; la cual al ser sometida a una determinada temperatura y
humedad controlada, adquiere solidez y consistencia (SARH, 1978).
Los componentes de una briqueta de carbón vegetal son el cisco, el aglutinante y un
relleno. Los finos de carbón no tienen un uso importante por lo que su precio es muy
bajo; el aglutinante es el artículo más costoso y el relleno se agrega para reducir los
costos sobre todo cuando las briquetas se venden por peso en lugar de volumen,
además de que ayuda a mantener por más tiempo el índice de calor (FAO, 1985).
35
La base de las briquetas son los finos de carbón vegetal o cisco; para la fabricación
de la briqueta se tiene un rango granulométrico ideal, normalmente inferior a 3 mm,
aunque dicho tamaño está en función de la naturaleza del carbón, del tipo de prensa,
de la forma y del tamaño de la briqueta (Patiño, 1989).
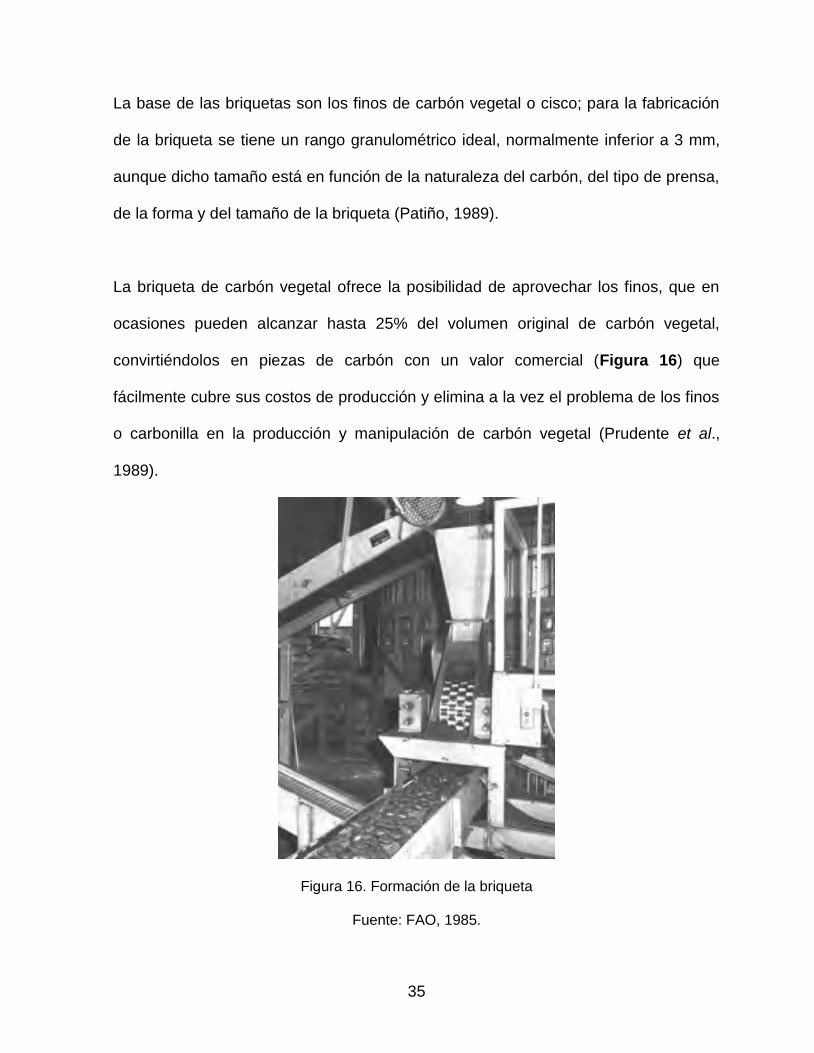
La briqueta de carbón vegetal ofrece la posibilidad de aprovechar los finos, que en
ocasiones pueden alcanzar hasta 25% del volumen original de carbón vegetal,
convirtiéndolos en piezas de carbón con un valor comercial (Figura 16) que
fácilmente cubre sus costos de producción y elimina a la vez el problema de los finos
o carbonilla en la producción y manipulación de carbón vegetal (Prudente et al.,
1989).
Figura 16. Formación de la briqueta
Fuente: FAO, 1985.
36
La ventaja de llevar el carbón a la forma de briquetas, se pone de manifiesto si se
considera que el carbón de madera en su forma original presenta el inconveniente de
una gran porosidad llegando a ocupar diez veces el volumen que ocuparía al estar
completamente compacto. Este inconveniente se ha obviado al prensar el carbón
vegetal junto con un aglutinante, así la densidad del carbón en las briquetas aumenta
hasta cuatro veces, lográndose una mayor facilidad de manejo, mayor limpieza en su
manipulación, además de que permite un mejor aprovechamiento de la producción
ya que se pueden utilizar los finos que por si solos no tienen valor comercial
(Andrade, 1982).
Por otro lado, mejora el ingreso del productor de carbón vegetal y evita
contaminación del medio donde se genera el cisco, además de que incrementa las
propiedades mecánicas y caloríficas de un generador de energía como lo es el
carbón vegetal (Espinosa, 2002).
Las formas más conocidas en el mercado de briquetas son: esferas, cilindros,
hexágonos, diamante, ladrillos, oblongos y en forma de almohadilla (Torres y Molina,
1999).
La industria de la briqueta de carbón vegetal es una industria viable, ya que permite
aumentar la rentabilidad de los montes, presenta una oportunidad única de convertir
recursos improductivos (cisco) en recursos productivos. La explotación de las zonas
arboladas presenta grandes dificultades, por la poca abundancia de árboles
maderables y el rápido crecimiento de la vegetación no aprovechable
37
comercialmente. Esta vegetación es contraproducente en el sentido de que la tierra
conteniendo estos recursos tiene un valor productivo muy reducido, puesto que el
crecimiento de esta vegetación es tan denso que impide el crecimiento de árboles
comerciales de alta calidad (SARH, 1978).
3.2.1. Producción de briquetas de carbón vegetal.
El origen de las briquetas de carbón vegetal en México no está determinado en un
sitio específico. En México, se dice que en la región de Chignahuapan, Puebla, fue
descubierta de manera accidental por los herreros al mezclar nejayote (agua con cal,
residuo de la cocción del maíz) con cisco (finos de carbón), observando que después
de que la mezcla secaba, ésta se endurecía y se asemejaba a una “piedra de
carbón”. Los herreros utilizaban esta “piedra” para la fragua durante la época de
lluvias, puesto que los productores de carbón no les abastecían de este producto
debido a que el temporal, y la consiguiente época de siembra, les impedía producirlo.
Este descubrimiento vino a solucionar dos problemas, el primero que fue el
desabasto de combustible para las fraguas durante la época lluviosa del año, y el
segundo que fue el dar uso al cisco, un material que se tenía prácticamente como
desecho (Juárez, 2001; citado por Moreno, 2004).
La fabricación de briquetas ejemplifica el potencial de una tecnología apropiada.
Salva a los árboles y previene los problemas de erosión del suelo y desertificación
ofreciendo una alternativa para la leña utilizada para cocinar y calentar, sustituye a
38
los residuos agrícolas (cortezas, cáscaras, hoja de maíz, hojarasca, deshechos
animales, etc) por un recurso valioso, mejora la salud ya que proporciona un
combustible más limpio (FAO, 1990).
FAO (1985) menciona que el briquetado aborda los problemas anteriores ofreciendo
una solución para la deforestación y una buena alternativa para los que usan leña o
carbón con un 40% más de eficacia, además de que el poder calorífico es mayor y
dura por más tiempo.
El poder calorífico de las briquetas se encuentra alrededor de las 8,350 kcal/kg
(Prudente et al., 1989), contra las 7,900 del carbón vegetal (SARH, 1978).
Al mismo tiempo ofrece infinidad de oportunidades para microempresas: fabricar las
briquetadoras, abastecer la materia prima, fabricación de briquetas y venta y entrega
del producto (FAO, 1990).
La fabricación de briquetas de carbón puede ser dividida en varias fases que son
(SARH, 1978):
Recepción y preparación de la materia prima.
Molido.
Alimentación y mezclado.
Prensado y moldeado.
39
Secado.
Empacado y almacenamiento.
Una empresa productora de briquetas puede ser muy provechosa para pequeños
negocios y comunidades que consumen bio-combustibles, como el carbón vegetal y
leña que son en aumento escasos y caros en muchas regiones del mundo (FAO,
1990).
3.2.1.1. Materia prima.
La composición de una briqueta debe de ser 85% de carbón vegetal, de 6 a 10% de
aglutinante y de 5 a 8% de agua (Prudente et al., 1989). Por su parte Patiño (1989)
menciona que una briqueta contiene 87% de carbón, 8% de aglutinante y 5% de
humedad.
a) Carbón vegetal.
Los finos tienen una pureza muy inferior a la del carbón vegetal en pedazos, ya que
aparte del carbón vegetal contienen fragmentos, arena mineral y arcilla, recogidos
del suelo y de la superficie de la madera y corteza (FAO, 1990).
40
El cisco pulverizado fino producido de la corteza, ramas y hojas tiene un contenido
de ceniza mayor que el carbón vegetal normal de la madera. La mayor parte de este
material indeseado con alto contenido de cenizas, puede ser separado tamizando los
finos y descartando el material de menor tamaño. Este material fino puede aun
contener más del 50% de carbón vegetal según su grado de contaminación pero, sin
embargo, es difícil encontrarle alguna utilidad. El material retenido sobre el tamiz
consistirá mayormente en pedazos de buen carbón vegetal y, una vez machacado,
puede ser aglomerado (FAO, 1983).
El material empleado para la fabricación de briquetas puede ser el carbón
proveniente de maderas suaves y los finos (Figura 17) que se generan durante el
proceso de producción, manejo y empaque de carbón vegetal (Vásquez, 1952).
Figura 17. Finos de carbón vegetal.
Fuente: FAO, 1985.
41
El carbón para las briquetas puede tomarse del stock existente y molerse, o en su
defecto juntar el producido por la manipulación en todas las operaciones (FAO,
1985).
b) Aglutinantes y aditivos.
Para aglomerar cisco de carbón en briquetas es necesario un adhesivo que se
mezcle con la carbonilla, una prensa para formar un bloque o briqueta que luego será
pasado por un horno de secado, para curarlo o asentarlo, evaporando el agua para
que dicho bloque resulte suficientemente resistente para ser usado en los mismos
equipos de combustión de carbón vegetal (FAO, 1983).
El carbón vegetal es un material que carece totalmente de plasticidad y necesita por
lo tanto del agregado de una sustancia pegajosa o aglomerante para que se pueda
formar el bloque. El adhesivo deberá preferentemente ser combustible; aunque
también puede adaptarse un adhesivo incombustible, efectivo a bajas
concentraciones (FAO, 1985).
La adición del pegamento o aglutinante al cisco es uno de los pasos críticos en la
fabricación de briquetas. Prácticamente cualquier adhesivo podría ser utilizado como
cementante, la selección se hace en función del costo y el uso final que se pretende
para la briqueta (Patiño, 1989).

42
Los aglutinantes usados en las briquetas de carbón vegetal pueden clasificarse como
emisores y no emisores de hollín. Los aglutinantes deben elegirse objetivamente, ya
que representan una porción significativa del costo de la briqueta, además de que el
humo y el olor que algunos despiden durante su quemado es indeseable (Andrade,
1982; Walter, 1985 y Patiño, 1989).
Dentro de los aglutinantes que han sido probados y utilizados encontramos los
siguientes:
Almidón (dextrina amarilla C6 H12 O5, 5% de humedad, pH = 3, solubilidad del
95%, 1.88 de fluidez de bórax y 6 azúcares reductores) (SARH, 1978).
Almidón de maíz no refinado y granulado (Patiño, 1989).
Almidón industrial de maíz o mijo refinado (Prudente et al., 1989).
Almidón industrial de mandioca no refinado (Prudente et al., 1989).
Almidón en forma de pasta (se agrega a un 15% en agua a 70°C) (Andrade,
1982).
Fécula de mandioca (Prudente et al., 1989).
Melaza de caña de azúcar (Prudente et al., 1989).
Melaza y carbón mineral (10-15% de melaza con 25-60% de carbón, buena
resistencia mecánica y buen comportamiento durante la combustión)
(Prudente et al., 1989).
Sedimentos de mandioca (casabe, con tratamiento previo por alcálisis o
calentamiento mayor a 60°C) (Walter, 1985).
43
Sedimentos de brea (Walter, 1985).
Brea (Prudente et al., 1989).
Resina sintética (Prudente et al., 1989).
Emulsión asfáltica (Prudente et al., 1989).
Alquitrán vegetal (Prudente et al., 1989).
Alquitrán de carbón mineral (Patiño, 1989).
Engrudo y cola de taninos (Prudente et al., 1989 y Walter, 1985).
Aceite de caoba (óleo).
Arcilla de loza (FAO, 1985).
Licor sulfítico (Patiño, 1989).
Sílice (FAO, 1983).
Muchos son los adhesivos que se han ensayado, pero el almidón es el más común y
efectivo, siendo adecuado en alrededor del 4-8%, amasando una pasta con agua
caliente, además, otro punto a su favor es que también necesita ser bastante
resistente a la fermentación y el ataque bacteriano durante el almacenamiento y las
fluctuaciones del mercado. (FAO, 1983 y 1985).
Además de agregar algún aglutinantes, también se puede aplicar algún tipo de
aditivo o relleno a la mezcla que se utiliza en la fabricación de briquetas de carbón
vegetal, a fin de mejorar el valor del carbón vegetal como medio de cocción (FAO,
1985).

44
Los aditivos tienen como propósitos especiales: mejorar condición de ignición,
prevenir la fermentación, acelerar los procesos químicos del carbón, decoración
(color y olor de la flama). Los rellenos son generalmente un incombustible mineral
que prolonga el tiempo de quemado y reduce el valor calorífico de las briquetas
(Walter, 1985).
Dentro de los aditivos y rellenos que han sido probados y utilizados encontramos los
siguientes:
Aserrín y astillas de madera (da aroma en uso culinario) (Patiño, 1989).
Cáscaras molidas (FAO, 1985).
Aceite vegetal o mineral (facilita el encendido) (Patiño, 1989).
Trozos de papel (facilita el encendido) (Walter, 1985).
Ceras (rápida ignición) (Walter, 1985).
Arcillas plásticas (evita formación de llamas) (Patiño, 1989).
Carbonato de calcio (piedra caliza y tizas molidas (Walter y FAO, 1985 ).
Costra de tierra (Walter, 1985).
Arena (no se recomienda por su contenido de sílice, es abrasiva para el
equipo) (Walter, 1985).
45
3.2.1.2. Proceso de producción.
Los métodos para producir briquetas de carbón vegetal pueden llevarse a cabo
mezclando aglutinante orgánico, aglutinante inorgánico o hacerlo sin aglutinante
(Andrade, 1982).
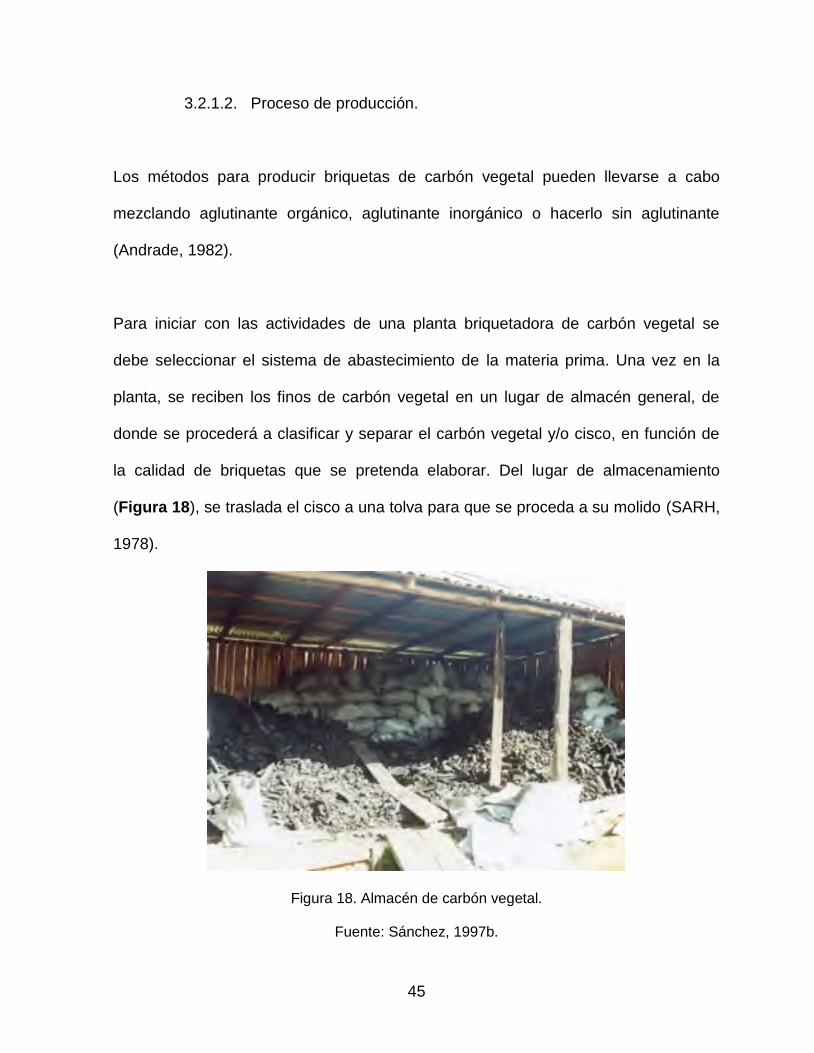
Para iniciar con las actividades de una planta briquetadora de carbón vegetal se
debe seleccionar el sistema de abastecimiento de la materia prima. Una vez en la
planta, se reciben los finos de carbón vegetal en un lugar de almacén general, de
donde se procederá a clasificar y separar el carbón vegetal y/o cisco, en función de
la calidad de briquetas que se pretenda elaborar. Del lugar de almacenamiento
(Figura 18), se traslada el cisco a una tolva para que se proceda a su molido (SARH,
1978).
Figura 18. Almacén de carbón vegetal.
Fuente: Sánchez, 1997b.
46
El carbón se muele hasta un tamaño de 1/8 de pulgada como máximo o tamizado con
malla de 200 hilos por pulgada cuadrada, por medio de un molino de martillos
(Andrade, 1982).
El molino de martillos cuenta con magneto selector de metales que se utiliza para
limpiar la materia prima; además, tiene varias mallas que se utilizan para que al
momento de triturar el carbón vegetal salga de tres tamaños diferentes, con la
finalidad de producir una briqueta más compacta, de mayor duración y mejor
encendido (SARH, 1978).
Las partículas de carbón vegetal (cisco molido) se clasifican por tamaño mediante
cribas o tamices. Las partículas con una granulación superior a la deseada, deben
triturarse para alcanzar el tamaño requerido; al igual que el material muy húmedo,
requiere un secado posterior (FAO, 1985).
Por medio de un alimentador de tipo sinfín que suministra la cantidad exacta que se
requiere de carbón, los finos pasan de la tolva de almacenamiento a un mezclador
horizontal de paletas (Andrade, 1982).
El aglutinante puede agregarse en seco al carbón molido, por medio de otro
transportador sinfín. En la mezcladora se adiciona agua caliente, a una temperatura
de 55 a 65°C, por medio de un sistema de rociado uniforme. Una vez que la mezcla
es homogénea, se trasporta a la tolva de la prensa (SARH, 1978).
47
Otra manera de hacer las briquetas seria que en un mezclador, el carbón pulverizado
se mezcle con el agente aglutinante (almidón), que se agrega en forma de pasta al
15% en agua. Esta pasta se prepara en un tanque provisto de un agitador y se
introduce calor, ya que el almidón debe calentarse a 70°C, para que gelatinice, pues
en ese estado desarrolla propiedades aglutinantes. La pasta se agrega en proporción
de 6 partes de almidón por 100 de carbón vegetal molido o cisco (Andrade, 1982).
En el proceso, en la fase de prensado se le da forma a la briqueta de carbón vegetal,
ésta sale húmeda de la prensa y a través de una malla transportadora se traslada a
la fase de secado (SARH, 1978).
Para un efecto de presión adecuado se requieren por lo menos 35.15 kg/cm2 (500
lb/pulg2) (Andrade, 1982). Según Prudente et al. (1989), la presión de briquetado
debe ser de alrededor de 55.7 a 85 kg/cm2.
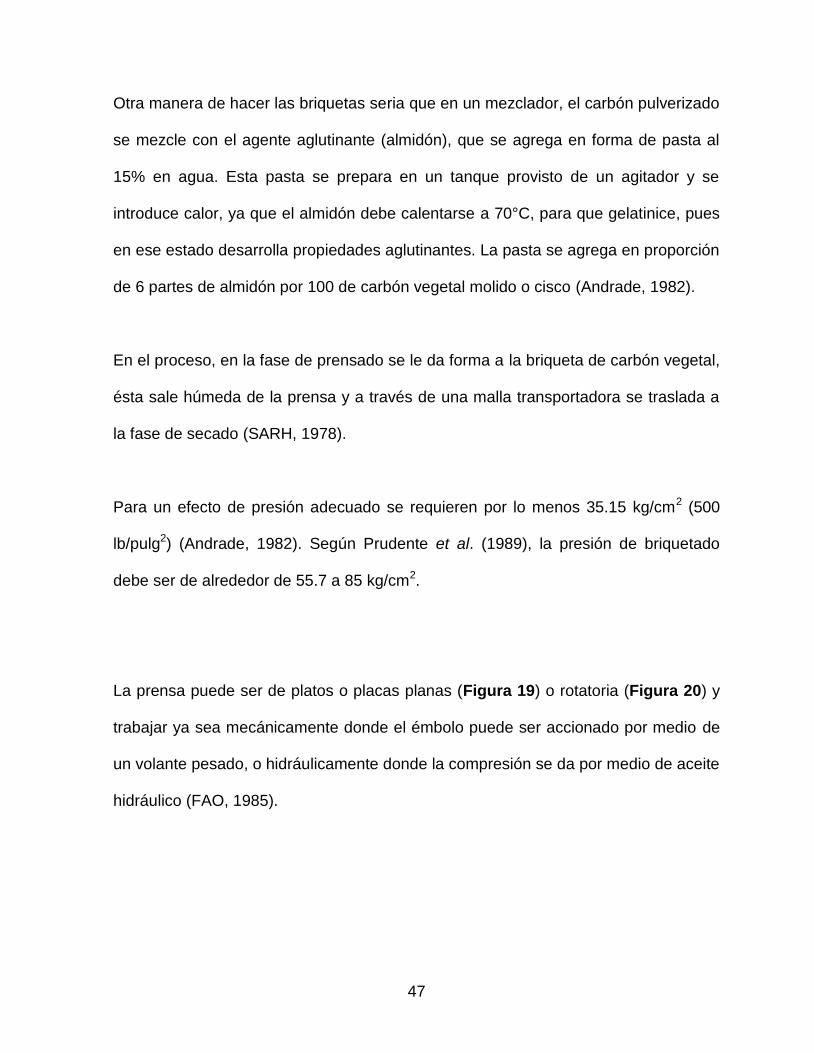
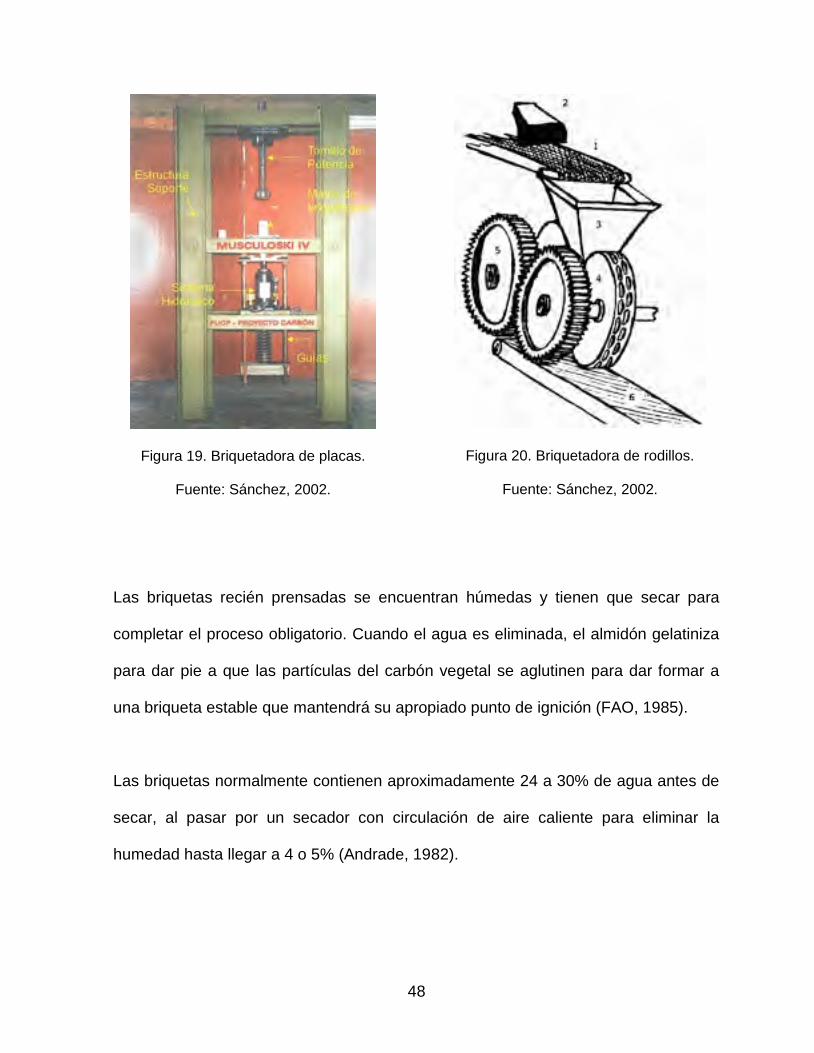
La prensa puede ser de platos o placas planas (Figura 19) o rotatoria (Figura 20) y
trabajar ya sea mecánicamente donde el émbolo puede ser accionado por medio de
un volante pesado, o hidráulicamente donde la compresión se da por medio de aceite
hidráulico (FAO, 1985).
48
Figura 19. Briquetadora de placas.
Fuente: Sánchez, 2002.
Figura 20. Briquetadora de rodillos.
Fuente: Sánchez, 2002.
Las briquetas recién prensadas se encuentran húmedas y tienen que secar para
completar el proceso obligatorio. Cuando el agua es eliminada, el almidón gelatiniza
para dar pie a que las partículas del carbón vegetal se aglutinen para dar formar a
una briqueta estable que mantendrá su apropiado punto de ignición (FAO, 1985).
Las briquetas normalmente contienen aproximadamente 24 a 30% de agua antes de
secar, al pasar por un secador con circulación de aire caliente para eliminar la
humedad hasta llegar a 4 o 5% (Andrade, 1982).
49
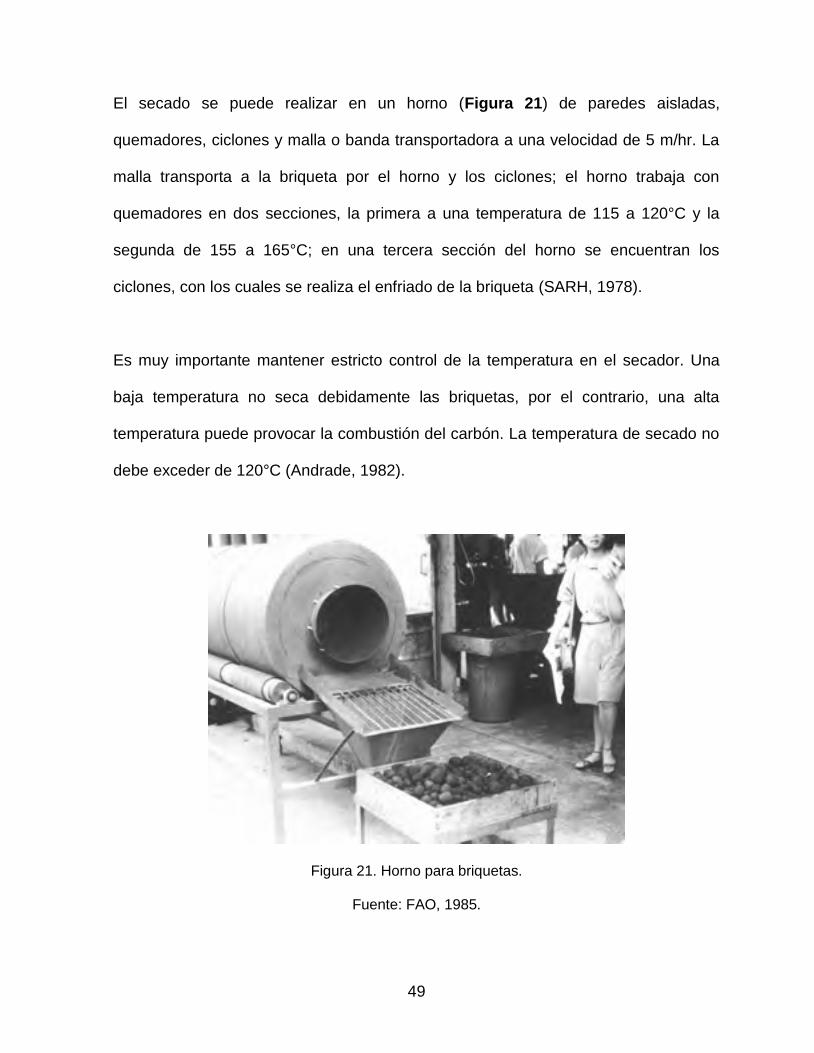
El secado se puede realizar en un horno (Figura 21) de paredes aisladas,
quemadores, ciclones y malla o banda transportadora a una velocidad de 5 m/hr. La
malla transporta a la briqueta por el horno y los ciclones; el horno trabaja con
quemadores en dos secciones, la primera a una temperatura de 115 a 120°C y la
segunda de 155 a 165°C; en una tercera sección del horno se encuentran los
ciclones, con los cuales se realiza el enfriado de la briqueta (SARH, 1978).
Es muy importante mantener estricto control de la temperatura en el secador. Una
baja temperatura no seca debidamente las briquetas, por el contrario, una alta
temperatura puede provocar la combustión del carbón. La temperatura de secado no
debe exceder de 120°C (Andrade, 1982).
Figura 21. Horno para briquetas.
Fuente: FAO, 1985.
50
Es indispensable que las briquetas estén bien frías antes de empacarlas y que
permanezcan por lo menos 48 horas almacenadas antes de ser despachadas,
tiempo suficiente para alcanzar un equilibrio entre la humedad ambiental y las
briquetas y así disminuir el peligro de combustión espontánea (Andrade, 1982).
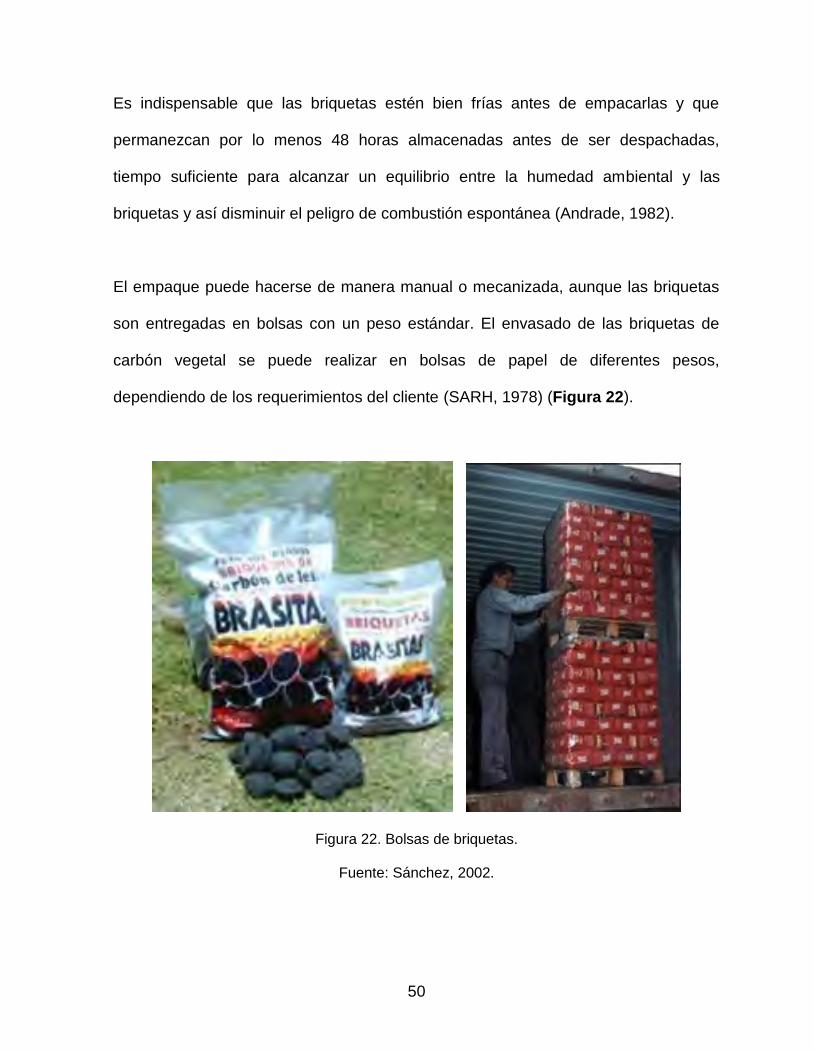
El empaque puede hacerse de manera manual o mecanizada, aunque las briquetas
son entregadas en bolsas con un peso estándar. El envasado de las briquetas de
carbón vegetal se puede realizar en bolsas de papel de diferentes pesos,
dependiendo de los requerimientos del cliente (SARH, 1978) (Figura 22).
Figura 22. Bolsas de briquetas.
Fuente: Sánchez, 2002.
51
3.2.2. Costos de producción.
El costo de la fabricación de briquetas depende fundamentalmente de tres factores:
el costo del cisco entregado a la planta lista para ser procesado, el costo del
adhesivo y los costos de capital (FAO, 1990).
La carbonilla normalmente tiene muy poco valor, sin embargo no es tan cierto porque
para abastecer la plancha con carbonilla desde su fuente, se gasta dinero, además
de que se ha observado que el precio de la carbonilla aumenta regularmente apenas
las briquetas aparecen en el mercado (FAO, 1983).
Como aglutinante se prefiere el almidón como combustible, aunque sea caro, ya que
cuesta alrededor de diez o más veces el costo del carbón vegetal en trozos al
costado del horno. Ocasionalmente se han usado arcillas muy plásticas, siempre que
no se las emplee con más del 15%, también, el alquitrán y el betún de la destilación
de carbón o de las retortas de carbón vegetal para briquetas de uso especial, pero
tienen que ser carbonizados de nuevo, antes del empleo, para poder aglomerar
correctamente; resultan de buena calidad pero de producción cara (FAO, 1985).
Durante su fabricación, para tener un producto más aceptable, pueden agregarse
substancias que ayuden la combustión de las briquetas, como ceras, nitrato de sodio
y otros. También, para reducir el costo de la briqueta, pueden mezclarse con los
finos, arcilla como adhesivo, sílice y otros. Esto por supuesto baja el valor calorífico y

52
constituye una forma de adulteración por la que el consumidor paga, si bien podría
afirmarse que la combustión mejora (FAO, 1990).
La prensa para hacer las briquetas debe ser bien proyectada, de construcción sólida
y capaz de aglomerar la mezcla de carbón y adhesivo en forma adecuada para su
manipuleo durante el proceso del curado o secado. La producción de briquetas debe
justificar el costo de la inversión y del funcionamiento de la máquina. Las máquinas
para fabricar briquetas de carbón vegetal son, por lo general, máquinas de precisión
muy costosas y de una capacidad de producción grande. El carbón vegetal es
bastante abrasivo, por lo que los equipos para separar la carbonilla, moler, mezclarla
con adhesivo, aglomerar, etc., deben ser resistentes al desgaste y bien diseñados
(FAO, 1983).
Normalmente el secador es de tipo túnel continuo que elimina el agua de las
briquetas sin necesidad de que estas sean giradas. El costo de operación de la fase
de secado resulta considerable (FAO, 1985).
La densidad de las briquetas varía de 450 a 800 kg/m3 contra 200 a 280 kg/m3 del
carbón vegetal. Esto reduce el costo por transporte, permitiendo trasladar un mayor
peso de carbón en forma de briqueta, con respecto a lo que el mismo vehículo puede
llevar de carbón vegetal (Patiño, 1989).
53
3.2.3. Calidad de las briquetas de carbón vegetal.
Prudente et al. (1989) indica que la composición química de las briquetas de carbón
vegetal (Figura 23) es muy variable, en función del tipo y cantidad de aglutinantes y
aditivos que se aplican en la mezcla. La composición química de las briquetas se
menciona en el Cuadro 6.
Figura 23. Briquetas antes de empacar.
Fuente: FAO, 1985.
Cuadro 6: Composición química de las briquetas de carbón vegetal.
COMPOSICIÓN PROPORCIÓN
Carbono fijo (%) 78.25 – 80.48
Material volátil (%) 17.65 – 19.87
Cenizas (%) 1.87 – 1.97
Humedad (%) 5.23 – 7.96
Fuente: Prudente et al., 1989.
54
Para el caso del almidón la SARH (1978) menciona que la mezcla depende de las
especificaciones del cliente o de las especificaciones que indiquen las normas de
calidad que se deben cumplir.
Los estándares de calidad que se deben cubrir para la exportación de briquetas para
Estados Unidos y el continente europeo se muestran en el Cuadro 7.
Cuadro 7: Estándares de calidad de las briquetas para exportación.
COMPOSICIÓN EUROPA ESTADOS UNIDOS
Carbono fijo (%) 53 50
Material volátil (%) 26 30
Cenizas (%) 16 20
Sulfuros (%) 0.5 0.5
Almidón (%) 3.5 3.5
Fuente: SARH, 1978.
3.2.4. Comercialización de las briquetas de carbón vegetal.
Las briquetas (Figura 24) bien hechas constituyen un producto aceptable y
conveniente. La virtual ausencia de material fino y polvo junto con su uniformidad las
hacen atractivas para parrilladas. Cuando el mercado tiene altos precios se venden
generalmente a casi el mismo costo por kg que el carbón vegetal en trozos (FAO,
1983).
55
Las briquetas de carbón vegetal tienen un buen mercado internacional con gran
potencialidad en Estados Unidos y Europa a causa de su creciente popularidad y
demanda para cocinar en el campo (SARH, 1978).
Figura 24. Briquetas en forma de almohadilla.
Fuente: Sánchez, 2002.
Para exportación se tiene que en cantidad, el aglutinante debe ser de 3.5% (35 kg de
almidón por tonelada de carbón vegetal) (SARH, 1978).
Los valores referentes a la exportación e importación de briquetas de carbón vegetal
en México, así como los países con quienes se realizan las transacciones de compra
– venta, se muestran en los Cuadros 8, 9 y 10.
56
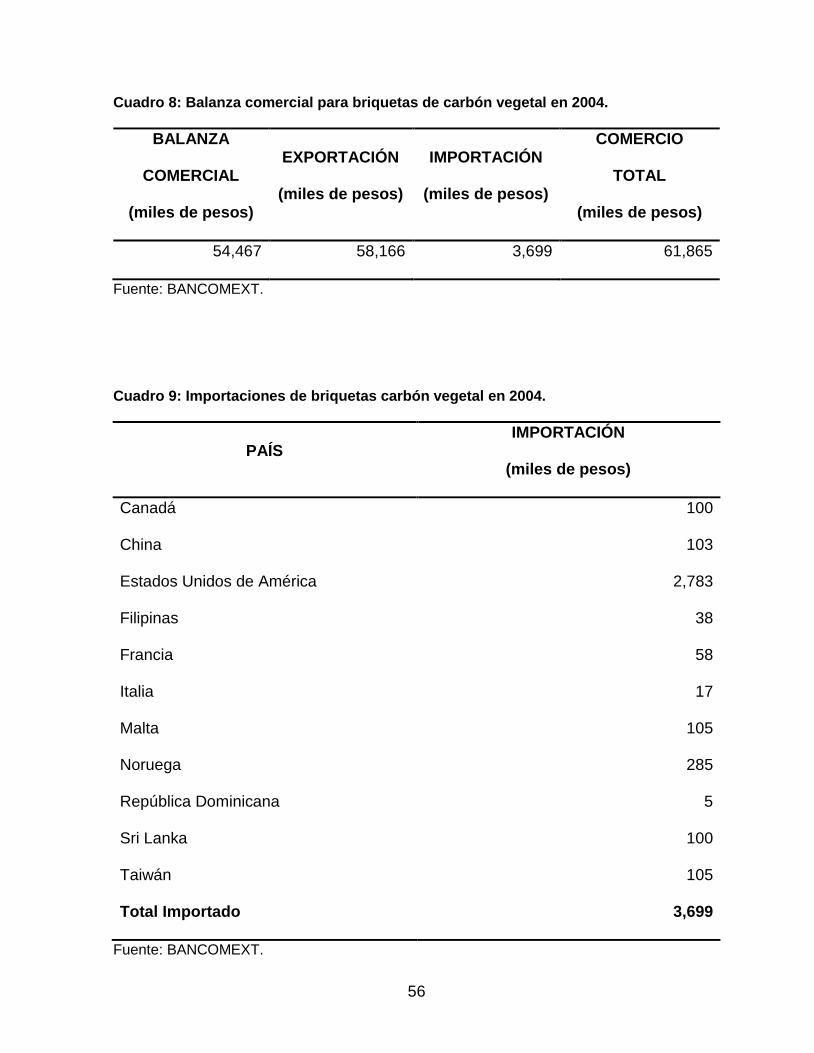
Cuadro 8: Balanza comercial para briquetas de carbón vegetal en 2004.
BALANZA
COMERCIAL
(miles de pesos)
EXPORTACIÓN
(miles de pesos)
IMPORTACIÓN
(miles de pesos)
COMERCIO
TOTAL
(miles de pesos)
54,467 58,166 3,699 61,865
Fuente: BANCOMEXT.
Cuadro 9: Importaciones de briquetas carbón vegetal en 2004.
PAÍS IMPORTACIÓN
(miles de pesos)
Canadá 100
China 103
Estados Unidos de América 2,783
Filipinas 38
Francia 58
Italia 17
Malta 105
Noruega 285
República Dominicana 5
Sri Lanka 100
Taiwán 105
Total Importado 3,699
Fuente: BANCOMEXT.
57
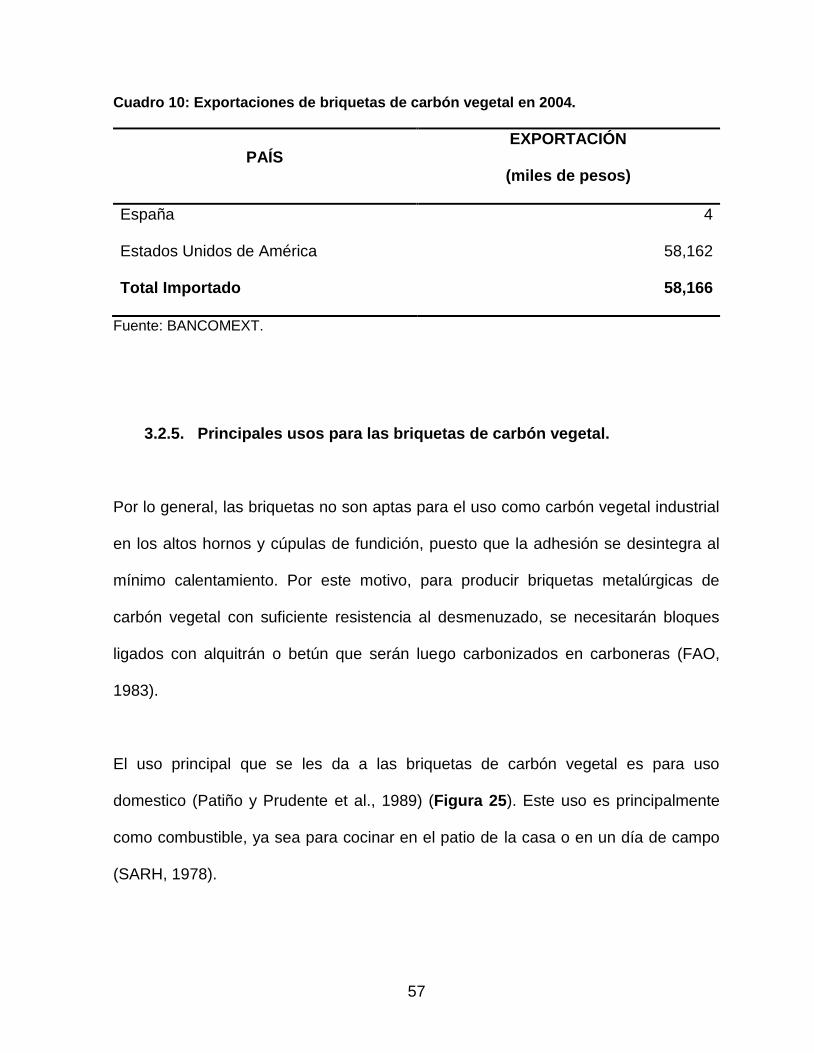
Cuadro 10: Exportaciones de briquetas de carbón vegetal en 2004.
PAÍS EXPORTACIÓN
(miles de pesos)
España 4
Estados Unidos de América 58,162
Total Importado 58,166
Fuente: BANCOMEXT.
3.2.5. Principales usos para las briquetas de carbón vegetal.
Por lo general, las briquetas no son aptas para el uso como carbón vegetal industrial
en los altos hornos y cúpulas de fundición, puesto que la adhesión se desintegra al
mínimo calentamiento. Por este motivo, para producir briquetas metalúrgicas de
carbón vegetal con suficiente resistencia al desmenuzado, se necesitarán bloques
ligados con alquitrán o betún que serán luego carbonizados en carboneras (FAO,
1983).
El uso principal que se les da a las briquetas de carbón vegetal es para uso
domestico (Patiño y Prudente et al., 1989) (Figura 25). Este uso es principalmente
como combustible, ya sea para cocinar en el patio de la casa o en un día de campo
(SARH, 1978).
58
Figura 25. Asador con briquetas.
Fuente: Industrias San Felipe.
También pueden ser utilizadas en la industria siderúrgica, gracias a que la
reactividad que presenta la briqueta es menor que la del carbón vegetal, lo que las
hace apropiadas para ser utilizadas en los altos hornos (Patiño y Prudente et al.,
1989).
Las briquetas pueden ser utilizadas en la industria metalúrgica siempre y cuando la
resistencia mecánica sea mayor a 70 kg/cm2 (Prudente et al., 1989).
3.3. EQUIPO DE BRIQUETADO.
Este apartado se desarrolló tomando las ideas principales del trabajo de Moreno
(2004) referentes al análisis del equipo de briquetado existentes en el mercado.
59
En la actualidad se conocen tres tipos de equipos para el briquetado de carbón
vegetal: de prensa cilíndrica rotativa, de prensa hidráulica plana y de matriz de
extrusado.
3.3.1. Briquetadora de prensa cilíndrica rotativa.
Sistema de producción continúa, su principio de funcionamiento es relativamente
sencillo. La mezcla (mezcla de aglutinante con cisco) es depositada en la tolva de
alimentación con abertura graduada que dosifica el paso de la mezcla a los cilindros.
Estos contienen los moldes para las briquetas y giran en sentido contrario de manera
sincronizada y a una misma velocidad. Al hacer coincidir las cavidades se va
comprimiendo el material y tras la separación de los mismos, la briqueta cae por
efecto de la gravedad y es transportada al horno de secado.
Un ejemplo de este tipo de briquetadora se muestra en el trabajo “Diseño de una
maquina briquetadora para carbón vegetal” desarrollado por Torres y Molina (1999).
3.3.2. Briquetadora de prensa hidráulica plana.
Briquetadora de producción intermitente. Consta de un par de placas iguales y
encontradas, las cuales contienen los moldes de las briquetas. El sistema de
alimentación de la mezcla (mezcla de aglutinante con cisco) es manual. Una vez que
60
se han llenado las cavidades se aplica la presión con el dispositivo hidráulico para el
comprimido y formado de las briquetas. En este caso, las briquetas son retiradas por
el operador después de liberar la presión.
Un ejemplo de este tipo de equipo se muestra en el trabajo “Diseño y construcción de
un prototipo de maquina briquetadora para carbón vegetal, apropiada para pequeños
y medianos productores” desarrollado por Moreno (2004).
3.3.3. Briquetadora de matriz de extrusado.
Equipo de tecnología simple de flujo continuo. Existen dos tipos de briquetadoras de
matriz de extrusado: las de pistón hidráulico y las de sinfín. Su principio de
funcionamiento es sencillo y similar en ambas.
La mezcla es alimentada a través de una tolva, que en las de pistón hidráulico está
ubicada cerca de la matriz de extrusado y en las de sinfín se ubica en el lado
opuesto. En las primeras la presión es aplicada al empujar la mezcla accionando el
pistón hidráulico, y en las segundas el sinfín distribuye y dosifica la mezcla
empujándola hacia la matriz de extrusado. El producto obtenido es de forma
cilíndrica y se trocea en dimensiones homogéneas.
61
4. METODOLOGÍA
El presente es resultado de un trabajo interinstitucional e intrainstitucional, se
desarrolló en la División de Ciencias Forestales (DiCiFo) de la Universidad Autónoma
Chapingo (UACh) con la colaboración del Área de Ingeniería de la Unidad
Interdisciplinaria de Ingeniería y Ciencias Sociales y Administrativas (UPIICSA) del
Instituto Politécnico Nacional (IPN) y apoyo del Departamento de Ingeniería
Mecánica Agrícola de la UACh.
4.1. ANÁLISIS DEL FUNCIONAMIENTO DEL PROTOTIPO.
Para realizar la validación de la briquetadora y en su caso detectar las debilidades o
errores que pudieran presentar sus partes constructivas dentro del proceso en la
elaboración de las briquetas, se inició con el análisis de su funcionamiento.
El análisis se realizó a partir de la observación del comportamiento del equipo
desarrollado por Moreno (2004), al ponerse en operación en condiciones de trabajo.
Durante el proceso de la validación, siempre se tuvieron en consideración los
requerimientos del producto y de la briquetadora, que se establecieron como
necesidades del cliente y se tradujeron en especificaciones de diseño para el
prototipo; información que se obtuvo del trabajo de Moreno (2004).
62
De igual manera se trató de mantener la simplicidad de la operación del equipo,
asimismo se buscó que las piezas y los elementos utilizados fueran de fácil
adquisición o fabricación, de la misma forma se trató que las fases del proceso de
fabricación de la máquina no tuvieran métodos muy elaborados.
Con la idea de la caja negra, concepto citado por Moreno (2004), en el presente
estudio se sigue considerando que las variables de entrada y de salida fueron las
mismas; en lo que se puso especial atención fue en las restricciones ya que debido a
la validación del prototipo algunas fueron modificadas dependiendo de la factibilidad
de las alternativas propuestas.
A partir del concepto desarrollado por Moreno (2004) se generaron nuevas
especificaciones, se cambiaron algunos detalles de los planos y se recalcularon los
datos para las partes rediseñadas con objeto de resolver las nuevas variables de
diseño.
Buscando aterrizar las ideas en un concepto más sólido, tomando en cuenta los
principios generales tanto del proceso de producción como del funcionamiento de la
máquina, se hizo la representación esquemática de sus componentes en una serie
de planos en los que se muestra a grandes rasgos las características físicas de las
piezas del equipo.
63
4.2. REDISEÑO DE LAS MATRICES DE BRIQUETADO.
En esta fase se desarrolló el diseño de la batería de moldes o matriz de briquetado
para lo cual fue necesario primero determinar las dimensiones de los moldes en
forma individual, considerando también el volumen de la mezcla necesaria para su
llenado además del volumen adicional a comprimir para lograr la densidad requerida.
Otro detalle que también se tomó en cuenta en el diseño de la matriz fue la
productividad, ya que con base en ésta se establece el número de moldes que debe
de tener dicha matriz.
Se dibujaron varias figuras con ayuda del sistema de computo “Autocad” como
posibles formas para las briquetas, mediante las cuales se pudo analizar sus
ventajas y desventajas entre si para elegir la mejor opción que favoreciera el
despegado del molde y tomara en cuenta las restricciones de forma, tamaño y
dimensiones de las briquetas.
Debido a las dimensiones y características del molde fue necesario diseñar y
elaborar un cortador que fue manufacturado en “Maquinados Benavides”1, con el que
fue posible maquinar la forma de la briqueta para la construcción de los moldes.
1 Taller de torno de Apizaco, Tlaxcala.
5 de febrero oriente 1001.
64
Una vez manufacturados los moldes metálicos con las dimensiones especificadas
por diseño, se procedió a realizar las perforaciones requeridas para su fijación y
ajuste, una en la placa base móvil y la otra para la colocación de la agarradera para
su fácil manipulación.
Por otra parte, se determinaron las dimensiones del nuevo aro de contención de la
mezcla, las cuales se establecieron con base en las dimensiones exteriores de la
matriz de briquetado y el volumen de la mezcla necesario para producir una
prensada de briquetas.
4.3. REDISEÑADO DEL SISTEMA DE GUÍAS.
En esta sección se planteó el desarrollo del rediseño del sistema de guías que facilite
el desplazamiento de la placa base móvil con la matriz superior en la briquetadora.
Para lo anterior fue necesario, primero, analizar el funcionamiento del sistema de
guías del prototipo desarrollado por Moreno (2004) dentro del momento de trabajo
para así poder detectar su problemática al operar y poder ofrecer la manera de
corregirla.
Además del análisis realizado, se hizo una revisión bibliográfica a fin de investigar
cuantas y que tipo de guías pudieran tomarse en cuenta como posibles soluciones
para la alternativa de cambio en el sistema original.
65
Con la información recabada, se pidió la colaboración de los asesores de la UPIICSA
y del personal del taller de torno para, con base en las opciones encontradas, elegir
la mejor.
4.4. VALIDACIÓN DEL SISTEMA ESTRUCTURAL.
En el caso del chasis del prototipo desarrollado por Moreno (2004) se verificaron los
cálculos de los esfuerzos de la estructura considerando los nuevos cambios.
Las cargas que actúan sobre el mismo, se determinaron mediante el uso de
diagramas de cuerpo libre y los momentos máximos que soporta el material de
construcción.
4.5. RECONSTRUCCIÓN DE LA BRIQUETADORA.
El proceso de manufactura de las piezas y elementos que se requirieron por la
validación del prototipo de la briquetadora se realizó por el personal del taller
“Maquinados Benavides” ya mencionado; además se contó con la asesoría de
personal de la UPIICSA del IPN.
Dicho proceso consistió en el maquinado y habilitado (corte, fresado, torneado,
cepillado y perforado) de las piezas con base a diseño, para un posterior ensamble

66
de las mismas. El tipo de uniones utilizadas son de soldadura y con tornillos.
Finalmente se procedió a la aplicación de pintura y acabados para una buena
presentación y a su vez una mejor preservación en el medio de trabajo.
El costo de la construcción de la máquina briquetadora se cotizó en el taller, bajo la
recomendación de los asesores de la UPIICSA en cuanto a calidad en el trabajo y la
posibilidad de dar seguimiento a las etapas en el proceso de construcción del equipo.
4.6. OPCIONES PARA LA APLICACIÓN DE LA PRESIÓN.
Para elegir el sistema más óptimo para la aplicación de la presión en la briquetadora,
se tomaron en cuenta las opciones dadas por Moreno (2004) como alternativas en el
desarrollo del prototipo, así como una revisión bibliográfica.
Dicha información se organizó de tal manera que se pudieran comparar entre si, el
pistón neumático, el pistón hidráulico, un sistema combinado (hidráulico y neumático)
y un torque, en función de las ventajas y desventajas de cada una en cuanto a
principio de acción, mecanismo y sus detalles con respecto a los requerimientos del
sistema para la aplicación de presión para la briquetadora.

67
4.7. CIRCUITO HIDRÁULICO PARA LA PRESIÓN DE BRIQUETADO.
Con base al análisis que se realizó a través del estudio comparativo hecho a los
diferentes sistemas para la aplicación de presión se decidió la mejor alternativa para
el dispositivo que daría la presión necesaria para la producción de briquetas.
Una vez que se determinó el tipo de sistema a utilizar se procedió a investigar a
fondo todo lo referente al mismo, para poder armar un circuito con el cual se aplique
la presión para el proceso de briquetado.
Dentro de la elección de las piezas para el circuito hidráulico se tomó en cuenta la
velocidad con la que se desplaza el embolo del sistema para determinar el tiempo
necesario por prensada.
Por ultimo, una vez que se determinaron las piezas del sistema para el dispositivo de
presión se cotizaron con base a la presión y la potencia requeridas por la
briquetadora.
4.8. PRUEBAS.
Como último paso dentro de la validación del prototipo de la briquetadora se
realizaron pruebas y ensayos con el prototipo reconstruido.

68
4.8.1. Elaboración de briquetas.
Dentro de la elaboración de las briquetas, como primer punto a observar fue el
funcionamiento de la briquetadora checando los movimientos y el acoplamiento entre
las piezas rediseñadas en la reconstrucción de la briquetadora.
En lo que se refiere a las nuevas briquetas resultantes de la máquina reconstruida,
que es el otro punto a checar de la validación, se hicieron diferentes pruebas físicas
al producto.
Se probaron diferentes tipos de aglutinantes: almidón, fécula de maíz y harina de
trigo y de maíz, los cuales se mezclaron con agua a 50°C y el cisco de carbón
vegetal molido en una proporción de: 80% de carbón vegetal, 6% de aglutinante y
14% de agua.
4.8.2. Pruebas físicas.
Los ensayos de pruebas que se realizaron fueron, la obtención de la densidad de las
briquetas, el cálculo del contenido de humedad (CH) en las briquetas, resistencia a la
compresión y el tiempo que duran encendidas las briquetas en comparación con el
carbón vegetal. Para los primeros tres ensayos se muestrearon diez briquetas para
cada uno y en el último se utilizaron grupos de diez briquetas.
69
Los datos obtenidos de los procedimientos hechos a las briquetas fueron
comparados con los obtenidos de las pruebas hechas con briquetas comerciales.
4.8.2.1. Densidad.
Para la determinación de la densidad se procedió con dos métodos. El primero se
hizo midiendo un cubo por sus caras para calcular el volumen. Para el segundo
método el volumen se obtuvo por desplazamiento de líquido.
La metodología del cubo se siguió conforme lo estipula la Norma Oficial Mexicana de
Análisis de Suelos y Certificación de Laboratorios (SEMARNAP, 1988, citada por
Ordaz, 2003) adaptándola para briquetas. Para la metodología por desplazamiento
de líquido se siguió la propuesta por el Dr. Leonardo Sánchez Rojas (Sánchez,
1997a).
En ambos casos la masa se determinó pesando directamente en una balanza digital
las diez muestras seleccionadas al azar para cada tipo de aglutinante.
a) Método del cubo.
Materiales y equipo
Briquetas
70
Segueta o sierra de mano
Vernier digital
Estufa de laboratorio
Balanza analítica
Procedimiento
1. Se dimensionó cada una de las briquetas hasta darle una forma
aproximada de cubo.
2. Se midió cada una de las caras del cubo por las orillas y por el centro, se
obtuvo un promedio por cara de alto, ancho y largo.
3. Se cubicó la muestra a partir de los promedios del alto, ancho y largo para
obtener el volumen.
4. Se colocaron los cubos en la estufa a temperatura constante de 103 °C.
5. Se registró el peso de los cubos hasta que su peso fue constante.
b) Método por desplazamiento de líquido.
Materiales y equipo
Briquetas
Cera liquida
Balanza digital
Alfiler entomológico y pinzas
Agua destilada
71
Procedimiento
1. Como primer paso se pesaron las briquetas y se registró su valor.
2. Con ayuda de un alfiler se introdujeron, de entrada por salida, cada una de
las briquetas en la cera para impermeabilizarlas.
3. Sobre la balanza digital se colocó un vaso de precipitados con el agua y se
calibró en ceros.
4. Sujetando las briquetas con una pinza se metieron en el agua para obtener
el volumen.
La densidad, en ambos casos, se calculó aplicando la siguiente fórmula:
Volumen
PesoDensidad
4.8.2.2. Humedad.
El contenido de humedad tanto de las briquetas como de la mezcla húmeda se
determinó por el método de pesadas. La metodología se siguió según lo indicado por
la Norma Europea CEN/TC/281, 1996 (citada por Ordaz, 2003).
El procedimiento se llevó a cabo también con diez muestras tomadas al azar para
cada tipo de aglutinante. Para el cálculo del contenido de humedad en la mezcla las
72
briquetas se secaron con ayuda de una estufa y para el cálculo del contenido de
humedad de las briquetas el secado se hizo al aire libre.
Materiales y equipo
Briquetas
Estufa de laboratorio
Balanza digital
Procedimiento
1. Se pesaron las muestras antes de empezar la prueba y se registró su
valor.
2. Se metieron las briquetas en una estufa a temperatura constante de
103°C.
3. Se monitorearon las muestras pesándolas periódicamente hasta que su
peso en dos ocasiones seguidas fue constante.
El contenido de humedad se obtuvo aplicando la siguiente fórmula:
finalPeso
finalPesoinicialPesohumedaddePorcentaje

73
4.8.2.3. Compresión.
El ensayo de la prueba de resistencia a la compresión de las briquetas se hizo con la
colaboración del Departamento de Ingeniería Mecánica Agrícola siguiendo la
metodología propuesta por el Dr. Carlos A. Villaseñor P.
Materiales y equipo
Briquetas
Máquina universal de pruebas de materiales
Platos opresores para la prueba de compresión
Computadora personal con software para la máquina
Procedimiento
1. Se programó la máquina para operarla desde la computadora.
2. Se programó la computadora para que ordenara a la máquina realizar la
prueba de compresión e imprimir las graficas de Carga-Desplazamiento y
registrara Desplazamiento máximo, Carga en punto de ruptura y Carga
máxima.
3. Se colocó la briqueta número uno entre los platos opresores de la máquina
para someterla al proceso de compresión.
4. Se repitió el mismo procedimiento con cada una de las diez briquetas
seleccionadas al azar.
74
4.8.2.4. Tiempo que duran consumiéndose las briquetas encendidas.
Para realizar este ensayo se utilizaron grupos de diez briquetas elegidas al azar y los
tiempos obtenidos se compararon con carbón vegetal a granel y briquetas
comerciales, siguiendo la metodología propuesta por el Dr. Leonardo Sánchez Rojas.
Materiales y equipo
Briquetas
Carbón vegetal
Brasero
Cerillos
Ocote
Procedimiento
1. Se colocaron por grupos de briquetas dentro del brasero y se acomodaron
en forma de pirámide.
2. Con ayuda del ocote y los cerillos se encendieron las briquetas.
3. Se tomó el tiempo que permanecieron encendidas
4. Se realizó el mismo procedimiento con el carbón vegetal para comparar los
tiempos.
75
5. RESULTADOS Y DISCUSIÓN
5.1. ANÁLISIS DEL FUNCIONAMIENTO DEL PROTOTIPO.
Dentro del análisis en la operación del prototipo desarrollado por Moreno (2004) se
encontraron varios problemas en el funcionamiento de la briquetadora, siendo los
siguientes:
5.1.1. Sistema de guías.
El primer problema en detectarse fue en el sistema de las guías, utilizado para el
desplazamiento de la placa base móvil junto con la matriz inferior.
El problema se debía al ajuste y la calibración de los baleros del sistema de guías
laterales. El deslizamiento a través de las soleras verticales del chasis resultaba poco
eficiente debido a que el tornillo que fungía como eje para los baleros se movía a
través de la perforación hecha al soporte para dichos baleros y como consecuencia
las guías laterales no coincidían con la solera; de tal modo que cuando se acercaban
las matrices entre sí para un correcto prensado, las cuatro esquinas de la placa base
móvil subían a destiempo y chocaban o se atoraban y se tenía que liberar la presión
un poco para que la placa base móvil retrocediera y las matrices se separaran para
después reacomodarlas y volver a aplicar la presión. Esta generaba un cuello de
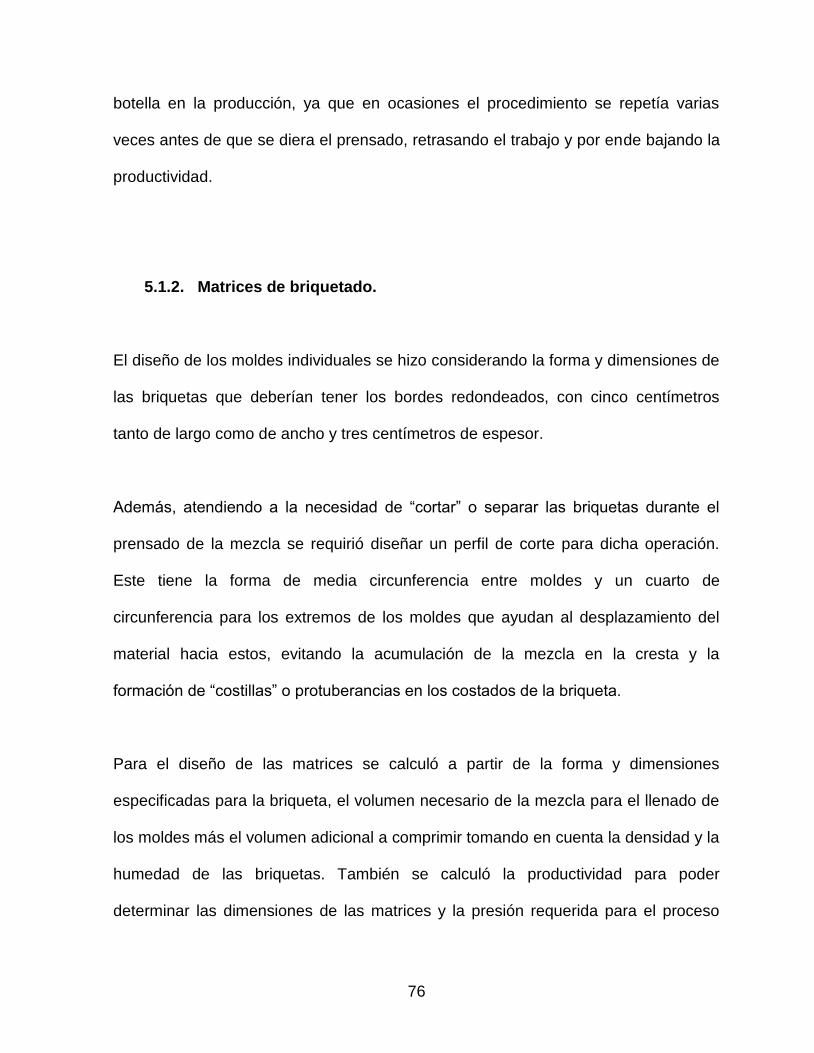
76
botella en la producción, ya que en ocasiones el procedimiento se repetía varias
veces antes de que se diera el prensado, retrasando el trabajo y por ende bajando la
productividad.
5.1.2. Matrices de briquetado.
El diseño de los moldes individuales se hizo considerando la forma y dimensiones de
las briquetas que deberían tener los bordes redondeados, con cinco centímetros
tanto de largo como de ancho y tres centímetros de espesor.
Además, atendiendo a la necesidad de “cortar” o separar las briquetas durante el
prensado de la mezcla se requirió diseñar un perfil de corte para dicha operación.
Este tiene la forma de media circunferencia entre moldes y un cuarto de
circunferencia para los extremos de los moldes que ayudan al desplazamiento del
material hacia estos, evitando la acumulación de la mezcla en la cresta y la
formación de “costillas” o protuberancias en los costados de la briqueta.
Para el diseño de las matrices se calculó a partir de la forma y dimensiones
especificadas para la briqueta, el volumen necesario de la mezcla para el llenado de
los moldes más el volumen adicional a comprimir tomando en cuenta la densidad y la
humedad de las briquetas. También se calculó la productividad para poder
determinar las dimensiones de las matrices y la presión requerida para el proceso

77
considerando la densidad de las briquetas. Una vez hecho lo anterior se diseño un
aro de contención para la mezcla.
En el caso de las matrices, se encontró que en la última operación del proceso de
briquetado, al momento de la extracción o separación de las briquetas del molde
éstas presentaban dificultad para salir.
Analizando de manera individual una briqueta producida se concluyó que tanto su
forma como sus dimensiones están relacionadas directamente con el despegado
poco satisfactorio de su molde, observándose que en algunas ocasiones la forma de
los bordes evitaban que la briqueta saliera fácilmente, así que ésta era jalada o
forzada a salir lo que en ocasiones provocaba su fractura o por lo menos una
pequeña parte de algunos bordes de la briqueta se quedara dentro del molde.
Por otro lado, también se observó que la altura de los moldes (espesor de la
briqueta) influye en la obstrucción de la salida del producto y su despegado del
molde, por lo que fue conveniente calcular una menor altura.
Además, se observó que con la operación continua de la briquetadora al paso del
tiempo los perfiles de corte para las briquetas en las matrices sufren deterioros tales,
como el desgaste y achatado de las medias circunferencias siendo causado esto, por
las considerables presiones aplicadas dentro del proceso de briquetado.
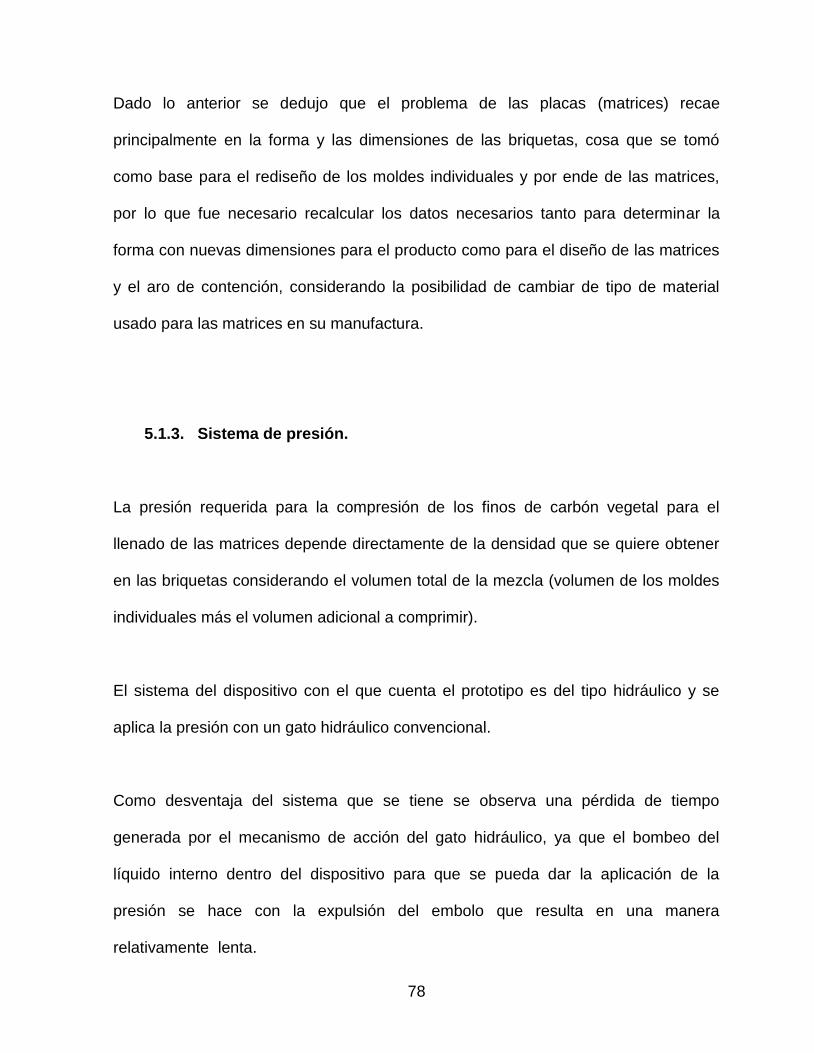
78
Dado lo anterior se dedujo que el problema de las placas (matrices) recae
principalmente en la forma y las dimensiones de las briquetas, cosa que se tomó
como base para el rediseño de los moldes individuales y por ende de las matrices,
por lo que fue necesario recalcular los datos necesarios tanto para determinar la
forma con nuevas dimensiones para el producto como para el diseño de las matrices
y el aro de contención, considerando la posibilidad de cambiar de tipo de material
usado para las matrices en su manufactura.
5.1.3. Sistema de presión.
La presión requerida para la compresión de los finos de carbón vegetal para el
llenado de las matrices depende directamente de la densidad que se quiere obtener
en las briquetas considerando el volumen total de la mezcla (volumen de los moldes
individuales más el volumen adicional a comprimir).
El sistema del dispositivo con el que cuenta el prototipo es del tipo hidráulico y se
aplica la presión con un gato hidráulico convencional.
Como desventaja del sistema que se tiene se observa una pérdida de tiempo
generada por el mecanismo de acción del gato hidráulico, ya que el bombeo del
líquido interno dentro del dispositivo para que se pueda dar la aplicación de la
presión se hace con la expulsión del embolo que resulta en una manera
relativamente lenta.

79
Buscando resolver este problema de tiempos se pueden encontrar una gran variedad
de dispositivos que pudieran adaptarse fácilmente a la briquetadora, pero para poder
decidir sobre el cambio del dispositivo y que resulte favorable para el proceso, se
tomó en cuenta cual de las opciones posibles cumple de la mejor manera los
requerimientos planteados en un principio por el cliente.
5.1.4. Sistema estructural.
Armazón que tiene como función darle soporte a las piezas y elementos que integran
los sistemas para la operación de la máquina y da forma estructural a la
briquetadora.
Dentro del análisis hecho a la estructura no se encontraron complicaciones en su
comportamiento en el proceso de briquetado. El cálculo de las cargas que actúan
sobre él, están determinadas para la presión que se necesita para el prensado con
base en el diseño propuesto por Moreno (2004), así que sólo se tuvieron que
revalorar los datos y calcularlos de nuevo tomando en cuenta los nuevos cambios.
Para concluir con el análisis del prototipo y recabando sus puntos débiles dentro del
proceso, se presenta la idea para la arquitectura general de la briquetadora (Figura
26) de manera comparativa con el prototipo (Figura 27), además se muestra la forma
de las matrices para cada caso (Figuras 28 y 29).

80
Figura 26. Arquitectura general del prototipo, propuesta de Moreno (2004).
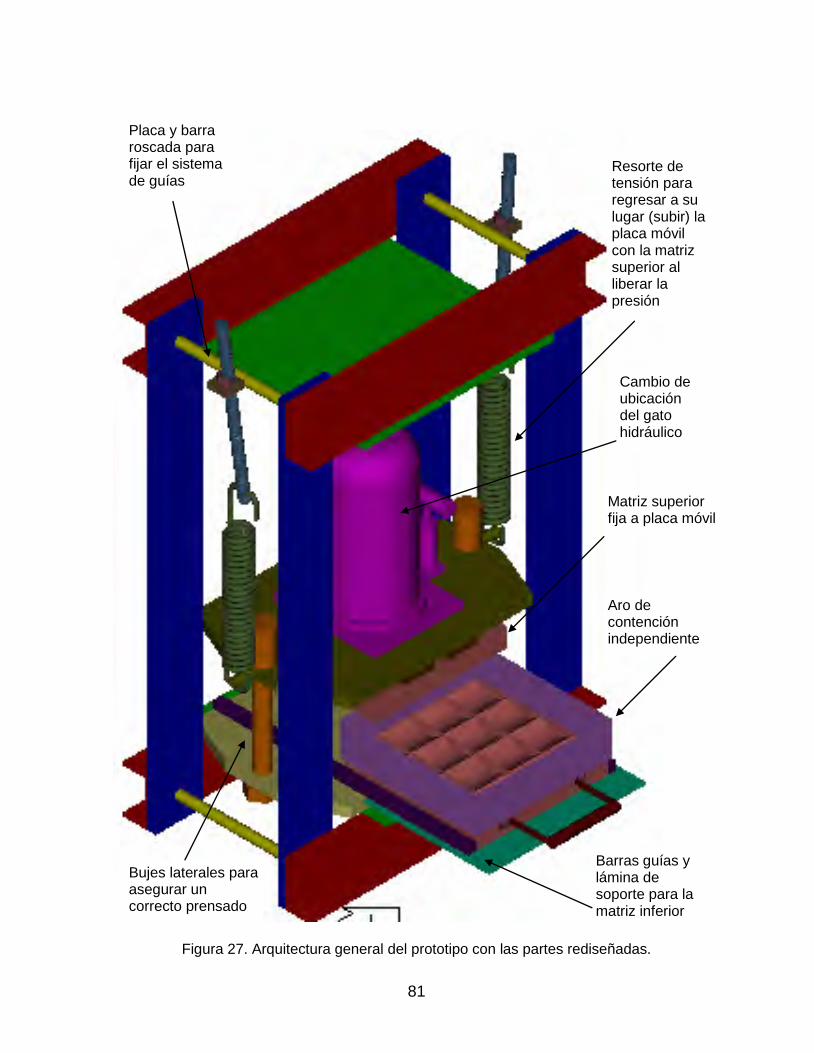
81
Figura 27. Arquitectura general del prototipo con las partes rediseñadas.
Bujes laterales para asegurar un correcto prensado
Placa y barra roscada para fijar el sistema de guías
Resorte de tensión para regresar a su lugar (subir) la placa móvil con la matriz superior al liberar la presión
Cambio de ubicación del gato hidráulico
Aro de contención independiente
Barras guías y lámina de soporte para la matriz inferior
Matriz superior fija a placa móvil
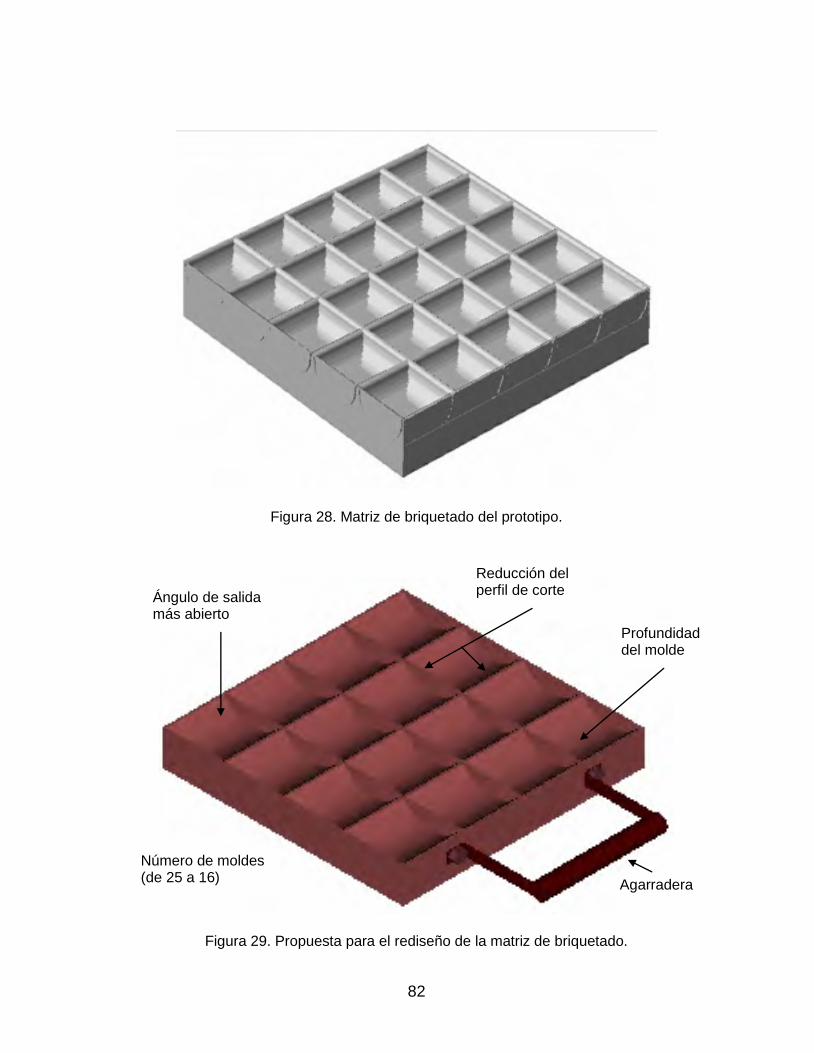
82
Figura 28. Matriz de briquetado del prototipo.
Figura 29. Propuesta para el rediseño de la matriz de briquetado.
Profundidad del molde
Ángulo de salida más abierto
Número de moldes (de 25 a 16)
Reducción del perfil de corte
Agarradera

83
5.2. REDISEÑO DE LAS MATRICES DE BRIQUETADO.
Con lo obtenido en el análisis que se hizo del sistema de prensado de la briquetadora
y observando la dificultad en el despegado del producto de los moldes, se tomó la
decisión de ampliar los radios de los bordes y reducir a 25 mm el espesor de la
briqueta, con el objeto de que el despegado del molde se diera de manera más fácil y
rápida (Figura 28 y 29).
5.2.1. Diseño de la matriz de briquetado.
Para el diseño de la batería de moldes o matriz de briquetado se determinaron
primero las dimensiones de los moldes individuales, considerando el volumen de la
mezcla necesaria para el llenado y el volumen adicional a comprimir además de la
producción para establecer el número de moldes para la matriz.
5.2.1.1. Dimensiones de los moldes individuales.
Para el diseño de los moldes individuales se consideraron las características
definidas para la briqueta en forma y dimensiones.
Para empezar el diseño se hizo uso del sistema de computo Autocad en el que
utilizando diferentes comandos del mismo se realizaron una serie de trazos para
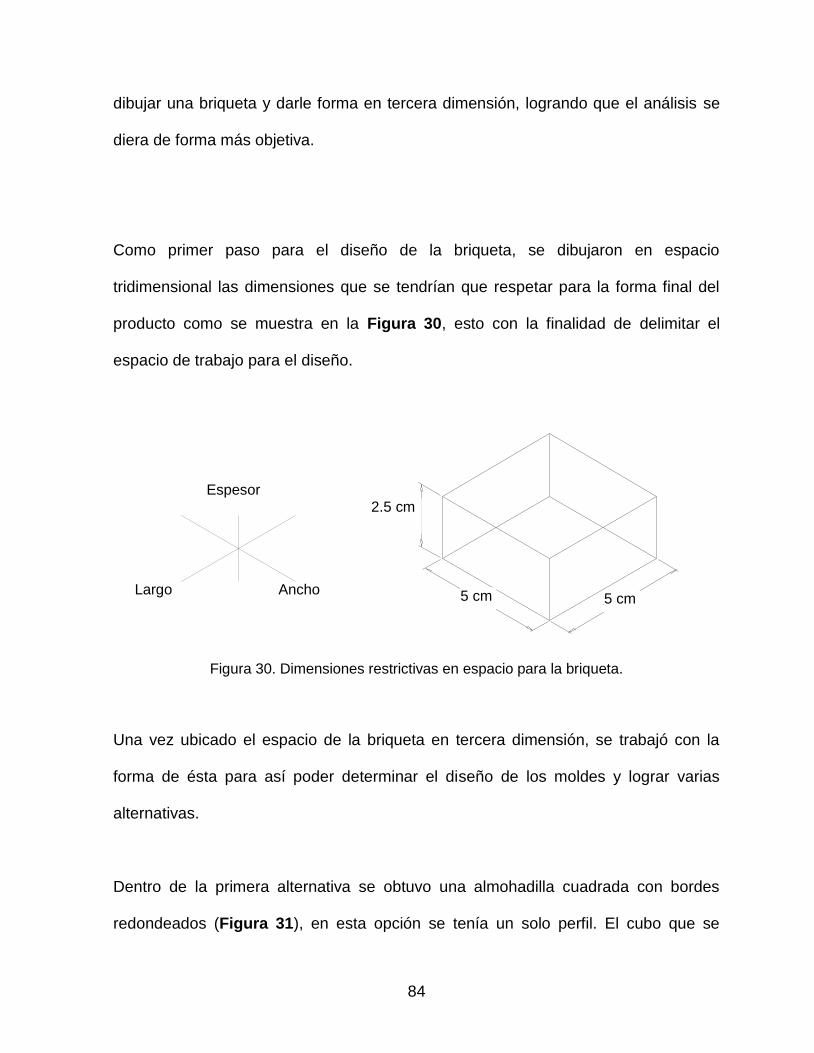
84
dibujar una briqueta y darle forma en tercera dimensión, logrando que el análisis se
diera de forma más objetiva.
Como primer paso para el diseño de la briqueta, se dibujaron en espacio
tridimensional las dimensiones que se tendrían que respetar para la forma final del
producto como se muestra en la Figura 30, esto con la finalidad de delimitar el
espacio de trabajo para el diseño.
Figura 30. Dimensiones restrictivas en espacio para la briqueta.
Una vez ubicado el espacio de la briqueta en tercera dimensión, se trabajó con la
forma de ésta para así poder determinar el diseño de los moldes y lograr varias
alternativas.
Dentro de la primera alternativa se obtuvo una almohadilla cuadrada con bordes
redondeados (Figura 31), en esta opción se tenía un solo perfil. El cubo que se
Espesor
Largo Ancho
2.5 cm
5 cm 5 cm
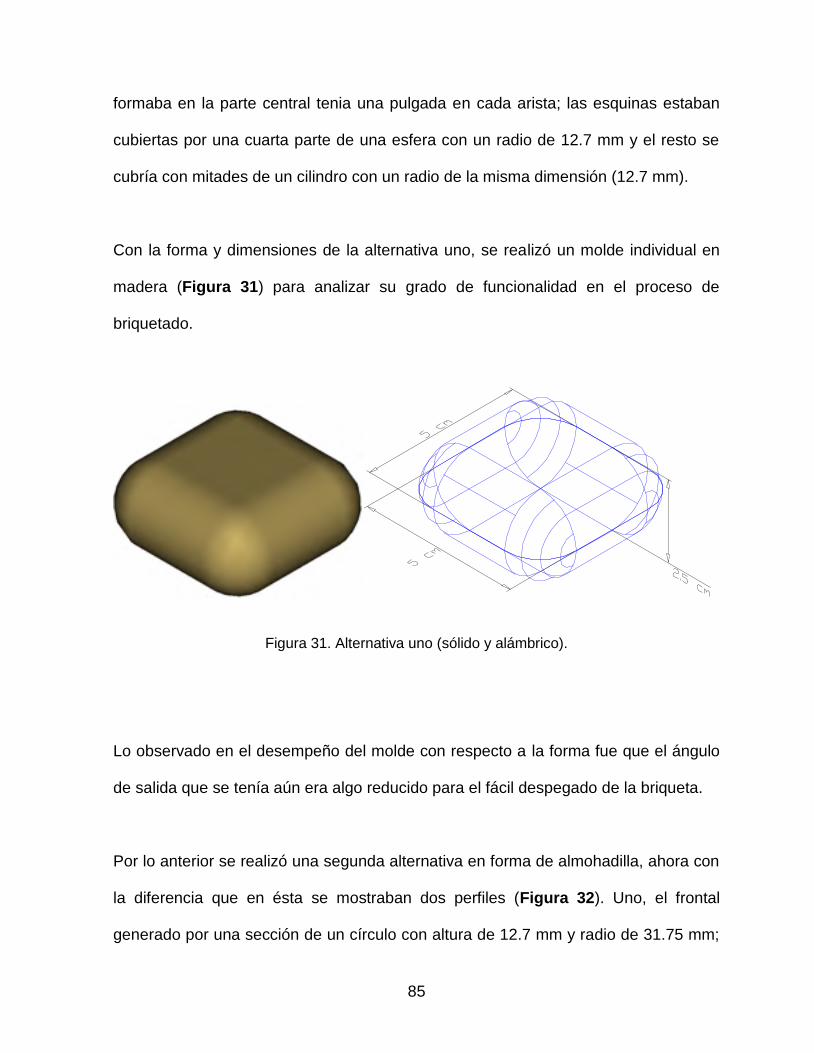
85
formaba en la parte central tenia una pulgada en cada arista; las esquinas estaban
cubiertas por una cuarta parte de una esfera con un radio de 12.7 mm y el resto se
cubría con mitades de un cilindro con un radio de la misma dimensión (12.7 mm).
Con la forma y dimensiones de la alternativa uno, se realizó un molde individual en
madera (Figura 31) para analizar su grado de funcionalidad en el proceso de
briquetado.
Figura 31. Alternativa uno (sólido y alámbrico).
Lo observado en el desempeño del molde con respecto a la forma fue que el ángulo
de salida que se tenía aún era algo reducido para el fácil despegado de la briqueta.
Por lo anterior se realizó una segunda alternativa en forma de almohadilla, ahora con
la diferencia que en ésta se mostraban dos perfiles (Figura 32). Uno, el frontal
generado por una sección de un círculo con altura de 12.7 mm y radio de 31.75 mm;
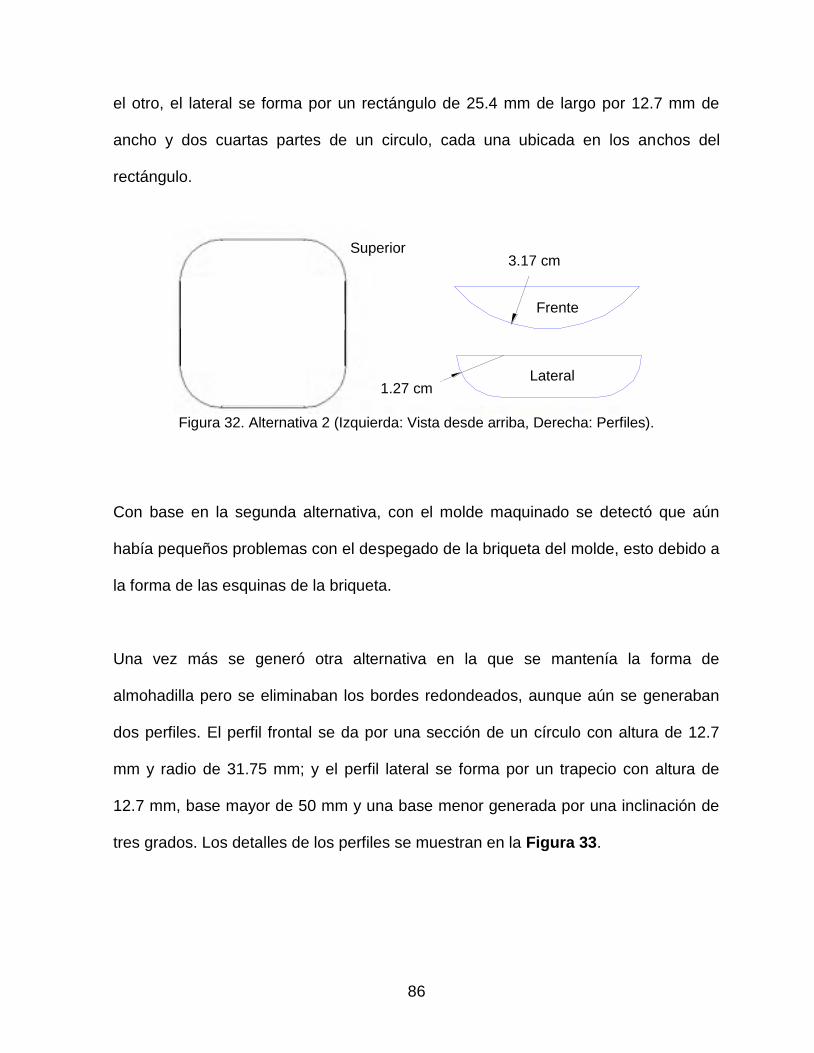
86
el otro, el lateral se forma por un rectángulo de 25.4 mm de largo por 12.7 mm de
ancho y dos cuartas partes de un circulo, cada una ubicada en los anchos del
rectángulo.
Figura 32. Alternativa 2 (Izquierda: Vista desde arriba, Derecha: Perfiles).
Con base en la segunda alternativa, con el molde maquinado se detectó que aún
había pequeños problemas con el despegado de la briqueta del molde, esto debido a
la forma de las esquinas de la briqueta.
Una vez más se generó otra alternativa en la que se mantenía la forma de
almohadilla pero se eliminaban los bordes redondeados, aunque aún se generaban
dos perfiles. El perfil frontal se da por una sección de un círculo con altura de 12.7
mm y radio de 31.75 mm; y el perfil lateral se forma por un trapecio con altura de
12.7 mm, base mayor de 50 mm y una base menor generada por una inclinación de
tres grados. Los detalles de los perfiles se muestran en la Figura 33.
Frente
Lateral
Frente
Lateral
Superior 3.17 cm
1.27 cm
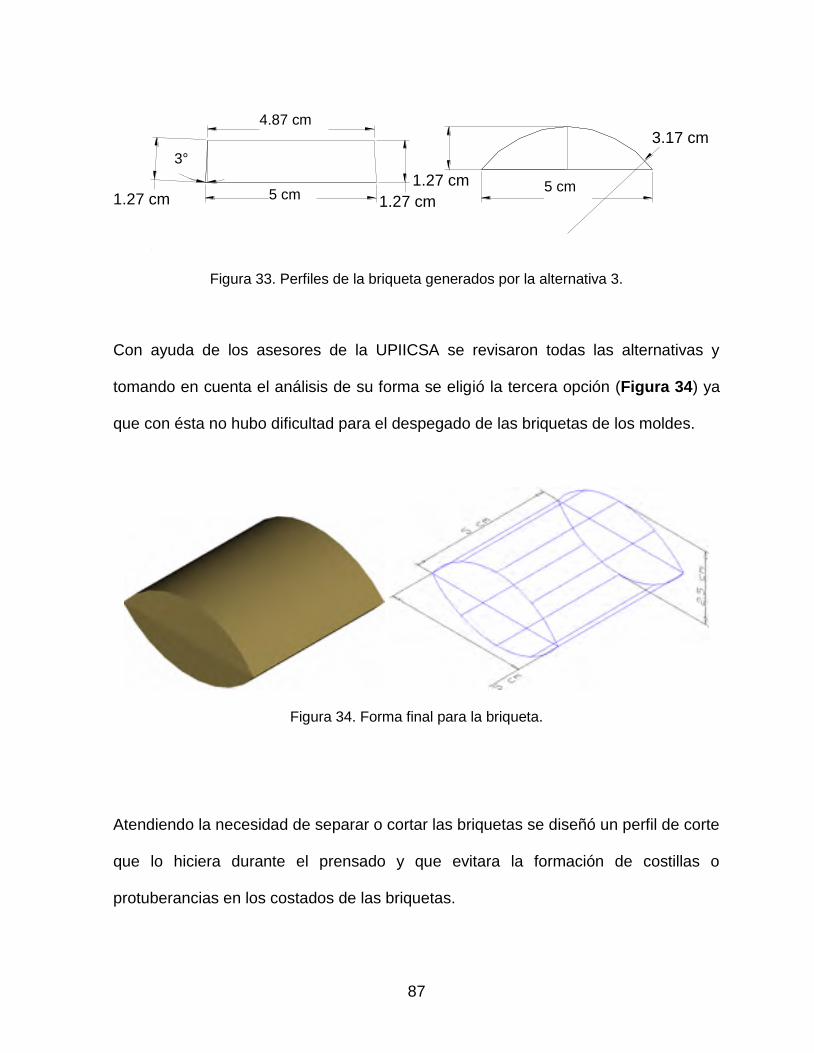
87
Figura 33. Perfiles de la briqueta generados por la alternativa 3.
Con ayuda de los asesores de la UPIICSA se revisaron todas las alternativas y
tomando en cuenta el análisis de su forma se eligió la tercera opción (Figura 34) ya
que con ésta no hubo dificultad para el despegado de las briquetas de los moldes.
Figura 34. Forma final para la briqueta.
Atendiendo la necesidad de separar o cortar las briquetas se diseñó un perfil de corte
que lo hiciera durante el prensado y que evitara la formación de costillas o
protuberancias en los costados de las briquetas.
5 cm 1.27 cm 1.27 cm
1.27 cm 5 cm
3.17 cm
3°
4.87 cm

88
En este caso, el proceso de manufactura para la construcción de las matrices se
cambió por maquinado, en lugar del de fundición gris, cosa que influyó en la
modificación para el perfil de corte, ya que dentro de las especificaciones del proceso
de manufactura se daba la posibilidad de reducir, aún más, el espacio entre moldes.
En realidad no se le daría forma específicamente al perfil de corte sino que se
generaría a partir del maquinado de los moldes dejando un espacio de dos
milímetros entre cada uno tanto para el centro como para los bordes (Figura 35).
Figura 35. Dimensiones del perfil de corte.
Para determinar el tamaño de los moldes individuales se tomó en cuenta las
dimensiones de la briqueta y las medidas del perfil de corte. También se consideró la
especificación referida al radio, al ángulo de salida y la forma cuadrada de la
briqueta.
1.27 cm
2.54 cm
0.2 cm

89
5.2.1.2. Volumen de los moldes individuales.
El volumen de la cavidad de los moldes se calculó con ayuda de una integral ya que
con base en la elección de forma y dimensiones de los moldes individuales se tiene
un arco del que se necesita obtener el área bajo la curva (Figura 36).
Figura 36. Área generada por el perfil de la briqueta.
Antes de iniciar con el cálculo del volumen de los moldes fue necesario ubicar la
forma del perfil de la briqueta dentro del plano cartesiano para determinar la función
más adecuada a la forma de la briqueta y así poder plantear la integral (Figura 37).
Figura 37. Plano cartesiano ubicando el perfil de la briqueta.
Área
1.27 cm 5 cm
3.17 cm
5 cm
3.17 cm
2.5 cm -2.5 cm
1.94 cm

90
La ecuación del círculo donde se toma la forma del perfil de la briqueta es:
222 17.3yx
Despejando “y” de la ecuación anterior para comprobar que el centro del círculo
coincide con el origen del plano cartesiano, se tiene la siguiente ecuación:
2217.3 xy
Y sustituyendo el valor de “x” que ya se sabe es 2.5 cm., se determina la distancia
comprendida entre el origen y la cuerda que forma la base del perfil sobre el eje y:
22 5.217.3y
79.3y
94.1y cm.
Así, si se sustituye el valor de “y” en la ecuación del círculo se comprueba que éste
es correcto.
Ahora, de la tabla de integrales se obtiene la función con la que se determina el área
bajo la curva:
a
usen
aua
udxua 1
2222
22

91
El área que resulta bajo la curva al integrar la función anterior se muestra en la
Figura 38:
Figura 38. Área bajo la curva por la integración.
Al sustituir los valores correspondientes a cada variable en la integral se tiene:
17.3
5.2
2
17.35.217.3
2
5.25.217.32 1
222
5.2
0
22 senarcdx
Resolviendo la integral resulta:
17.3
5.2
2
17.35.217.3
2
5.22 1
222 senarc
89.62 = 13.77 u2
Ahora, para obtener el área bajo la curva que forma el arco del perfil de la briqueta se
restó del área total obtenida de la integración el área del rectángulo que se forma
(Figura 39).
5 cm
3.17 cm
-2.5 cm 2.5 cm
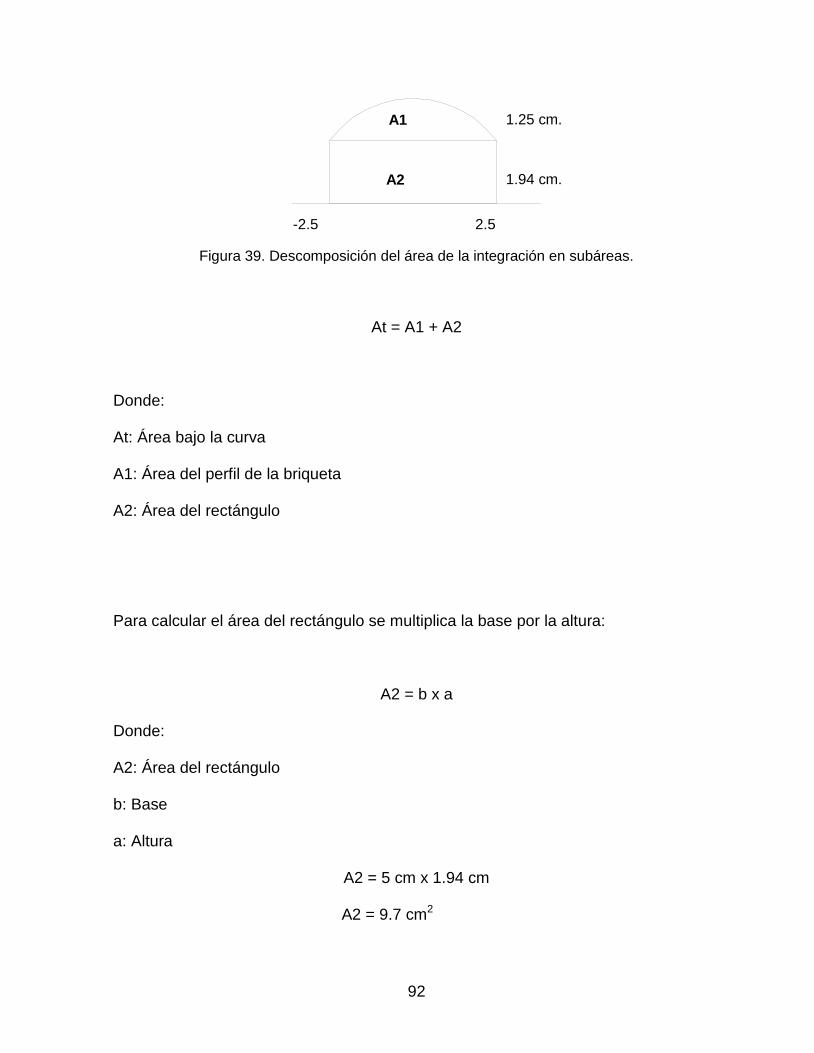
92
Figura 39. Descomposición del área de la integración en subáreas.
At = A1 + A2
Donde:
At: Área bajo la curva
A1: Área del perfil de la briqueta
A2: Área del rectángulo
Para calcular el área del rectángulo se multiplica la base por la altura:
A2 = b x a
Donde:
A2: Área del rectángulo
b: Base
a: Altura
A2 = 5 cm x 1.94 cm
A2 = 9.7 cm2
A1
A2
-2.5 2.5
1.94 cm.
1.25 cm.

93
Una vez que se tiene el área del rectángulo se despeja A1 de la ecuación del área
total y se sustituye el valor en ella para encontrar el área del perfil de la briqueta.
A1 = At – A2
A1 = 13.77cm2 – 9.7 cm2
A1 = 4.07 cm2
Obtenida el área del perfil del frente de la briqueta, ésta se multiplica por el valor de
su longitud, obteniéndose el volumen del molde de la forma siguiente:
Vm = A1 x 5
Donde:
Vm: Volumen del molde
A1: Área del perfil de la briqueta
Vm = 4.07 cm2 x 5 cm
Vm = 20.35 cm3
Para comparar y verificar el resultado anterior se obtuvo el volumen con el sistema
de computo Autocad que dio 21.6 cm3 de volumen para la briqueta.
94
5.2.1.3. Volumen de mezcla necesario para el llenado de los moldes.
Con base en los datos del volumen de los moldes individuales se calcula el volumen
de mezcla requerido para el llenado de un juego de moldes (superior e inferior) como
sigue:
Vmn = Vm x 2
Donde:
Vmn: Volumen de mezcla necesario para el llenado de un juego de moldes
Vm: Volumen del molde
Vmn = 20.35 cm3 x 2
Vmn = 40.7 cm3
De acuerdo con los datos de las pruebas realizadas por Torres y Molina (1999) sobre
compresión de la mezcla de carbón con agua y almidón se tiene que la densidad
anhidra de la mezcla es de 0.56 gr/cm3 y según Andrade (1982) el contenido de
humedad de ésta debe ser de alrededor de 25%. Entonces, la densidad de la mezcla
húmeda a dicho contenido de humedad se determina con la siguiente formula:
100Dam
DamDhmCHm
Donde:
CHm: Contenido de humedad de la mezcla
Dhm: Densidad de la mezcla húmeda
Dam: Densidad de la mezcla anhidra

95
Despejando de la ecuación anterior, la densidad de la mezcla húmeda, se tiene:
DamDamCHm
Dhm100
Y resolviendo la ecuación anterior resulta:
33 /56.0/56.0100
25cmgrcmgrDhm
Dhm = 0.70 gr/cm3
Con la densidad de la mezcla al 25% de contenido de humedad se determina la
cantidad de la mezcla requerida para el llenado de un juego de molde:
Pm = Vmn x Dhm
Donde:
Pm: Peso de la mezcla para el llenado de un juego de moldes (una briqueta)
Vmn: Volumen de la mezcla para el llenado de un juego de moldes
Dhm: Densidad de la mezcla húmeda
Pm = 40.7 cm3 x 0.70 gr/cm3
Pm = 28.49 gr
Para el llenado de un juego de moldes (una briqueta) se requiere de un volumen de
40.7 cm3 al 25 % de contenido de humedad que pesa 28.49 gr.
96
5.2.1.4. Volumen adicional a comprimir.
De acuerdo con Prudente et al. (1989), Patiño (1989) y Andrade (1982), el contenido
de humedad natural de la briqueta es alrededor del 5%. Atendiendo a la meta de
diseño del prototipo desarrollado por Moreno (2004) referida a la densidad de la
briqueta, ésta debe ser de 0.85 gr/cm3.
Para el cálculo de la densidad anhidra de la briqueta se despeja la incógnita de la
fórmula siguiente:
100Dab
DabDhbCHb
Donde:
CHb: Contenido de humedad de la briqueta
Dhb: Densidad de la briqueta húmeda
Dab: Densidad de la briqueta anhidra
Despejando se tiene que:
1001
CHb
DhbDab

97
Y resolviendo la ecuación anterior resulta:
100
51
/85.0 3cmgrDab
Dab = 0.81 gr/cm3
Para calcular la densidad de la briqueta al 25% de contenido de humedad se
despeja de la fórmula la incógnita para el contenido de humedad de la misma:
DabDabCHb
Dhb100
Y resolviéndola resulta:
33 /81.0/81.0100
25cmgrcmgrDhb
Dhb = 1.0125 gr/cm3
El volumen de la briqueta es el mismo que el del juego de moldes individuales
(superior e inferior). La cantidad o peso de la mezcla requerida para obtener la
briqueta con la densidad requerida se determina con la fórmula siguiente:
Pmb = Vb x Dhb

98
Donde:
Pmb: Peso de la mezcla para obtener las briquetas con la densidad requerida al 25%
de contenido de humedad
Vb: Volumen de la briqueta
Dhb: Densidad de la briqueta húmeda
Pmb = 40.7 cm3 x 1.0125 gr/cm3
Pmb = 41.21 gr
Con base a la cantidad de mezcla al 25% de contenido de humedad necesaria para
obtener la briqueta con la densidad requerida, la cantidad de mezcla adicional a
comprimir es (Figura 40):
Pac = Pmb – Pm
Donde:
Pac: Peso de la mezcla adicional a comprimir
Pmb: Peso de la mezcla para obtener las briquetas con la densidad requerida al 25%
de contenido de humedad
Pm: Peso de la mezcla para el llenado de un juego de moldes (una briqueta)
Pac = 41.21 gr – 28.49 gr
Pac = 12.72 gr

99
Figura 40. Volumen adicional a comprimir.
El volumen de mezcla requerida para obtener briquetas con la densidad requerida
se calcula con la siguiente formula:
Dhm
PmbVmb
Donde:
Vmb: Volumen de mezcla necesario para obtener briquetas de 0.85 gr/cm3
Pmb: Peso de la mezcla para obtener las briquetas con la densidad requerida al 25%
de contenido de humedad
Dhm: Densidad de la mezcla húmeda
3/70.0
21.41
cmgr
grVmb
Vmb = 58.87 cm3
Con base en lo anterior, el volumen adicional a comprimir en un juego de moldes
individuales es:
Vac = Vmb – Vmn
Vac
Vmb
Vmb
100
Donde:
Vac: Volumen adicional a comprimir
Vmb: Volumen de mezcla necesario para obtener briquetas de 0.85 gr/cm3
Vmn: Volumen de mezcla necesario para el llenado de un juego de moldes
Vac = 58.87cm3 – 40.7 cm3
Vac = 18.17 cm3
5.2.1.5. Producción requerida.
Según Moreno (2004) se requiere una producción de entre 20 y 50 toneladas de
briquetas por año trabajando jornadas de ocho horas laborando por lo menos 300
días al año. La producción diaria se calculó como sigue:
Dt
PaPd
Donde:
Pd: Producción diaria en toneladas
Pa: Producción anual en toneladas
Dt: Días laborados al año
101
Sustituyendo valores para 20 toneladas anuales:
ad
atPd
/300
/20
Pd = 0.066 t/d
66.66 kg/d
Sustituyendo valores para 50 toneladas anuales:
ad
atPd
/300
/50
Pd = 0.166 t/d
166.66 kg/d
Con los cálculos anteriores se tiene que la producción requerida por día oscila entre
66.66 kg a 166.66 kg.
El peso de la briqueta a 5% de contenido de humedad se determinó de la siguiente
manera:
Pb = Db x Vb
Donde:
Pb: Peso de la briqueta
Db: Densidad de la briqueta
Vb: Volumen de la briqueta
102
Pb = 0.85 gr/cm3 x 40.7 cm3
Pb = 34.595 gr
0.0346 kg
El número de briquetas necesarias para cumplir con la producción diaria se da por la
siguiente fórmula:
Pb
PdNb
Donde:
Nb: Número de briquetas
Pd: Productividad diaria
Pb: Peso de la briqueta
Para 20 toneladas anuales:
kg
kgNb
0346.0
66.66
Nb = 1926.58
1926
Para 50 toneladas anuales:
kg
kgNb
0346.0
66.166
Nb = 4816.76
4817
103
El número de briquetas necesarias para cumplir con el requerimiento diario de
productividad va de 1926 a 4817 piezas, trabajando 300 días al año.
5.2.1.6. Presión requerida por briqueta.
De acuerdo con los datos sobre compresión de finos de carbón vegetal de las
pruebas realizadas por Torres y Molina (1999), la presión de briquetado requerida
para obtener briquetas con densidad aproximada a 0.85 gr/cm3 debe ser de 30 a 35
kg/cm2. Con base a lo anterior, la presión de briquetado requerida por briqueta debe
ser la siguiente:
Pbb = Pub x Ab
Donde:
Pbb: Presión de briquetado requerida por briqueta
Pub: Presión unitaria de briquetado
Ab: Área de la sección transversal de la briqueta
Pbb1 = 30 kg/cm2 x 25 cm2
Pbb1 = 750 kg
Pbb2 = 35 kg/cm2 x 25 cm2
Pbb2 = 875 kg
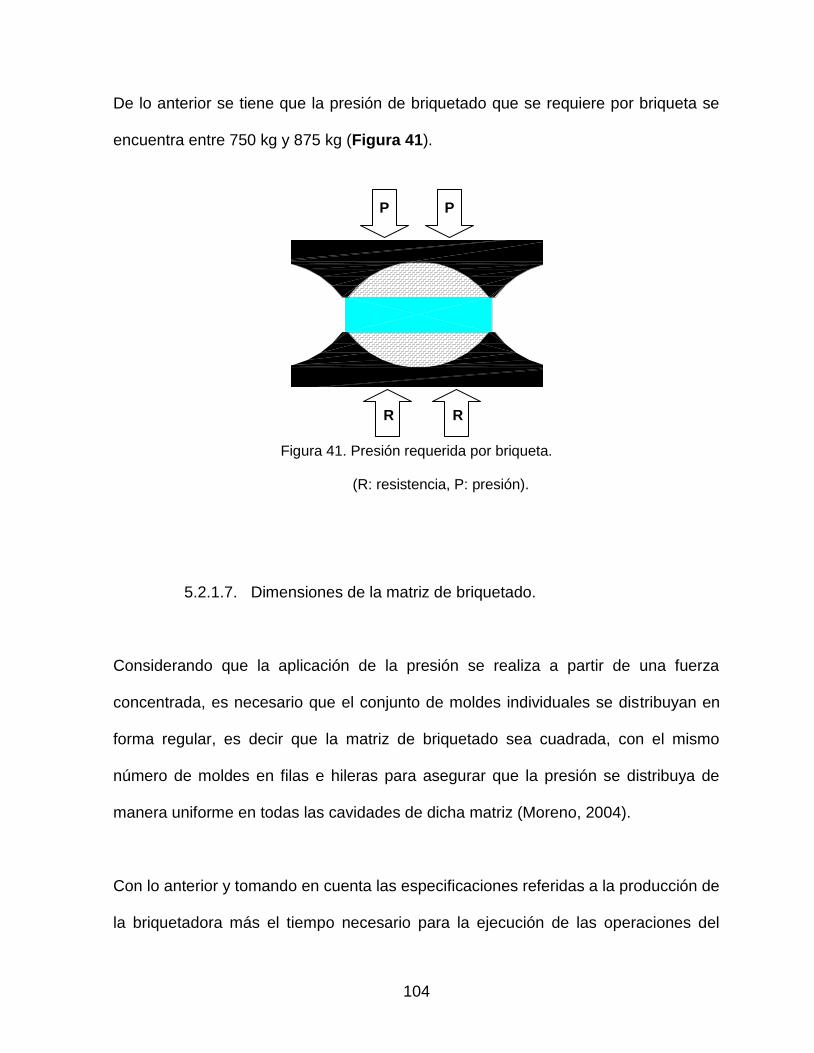
104
De lo anterior se tiene que la presión de briquetado que se requiere por briqueta se
encuentra entre 750 kg y 875 kg (Figura 41).
Figura 41. Presión requerida por briqueta.
(R: resistencia, P: presión).
5.2.1.7. Dimensiones de la matriz de briquetado.
Considerando que la aplicación de la presión se realiza a partir de una fuerza
concentrada, es necesario que el conjunto de moldes individuales se distribuyan en
forma regular, es decir que la matriz de briquetado sea cuadrada, con el mismo
número de moldes en filas e hileras para asegurar que la presión se distribuya de
manera uniforme en todas las cavidades de dicha matriz (Moreno, 2004).
Con lo anterior y tomando en cuenta las especificaciones referidas a la producción de
la briquetadora más el tiempo necesario para la ejecución de las operaciones del
P P
R R
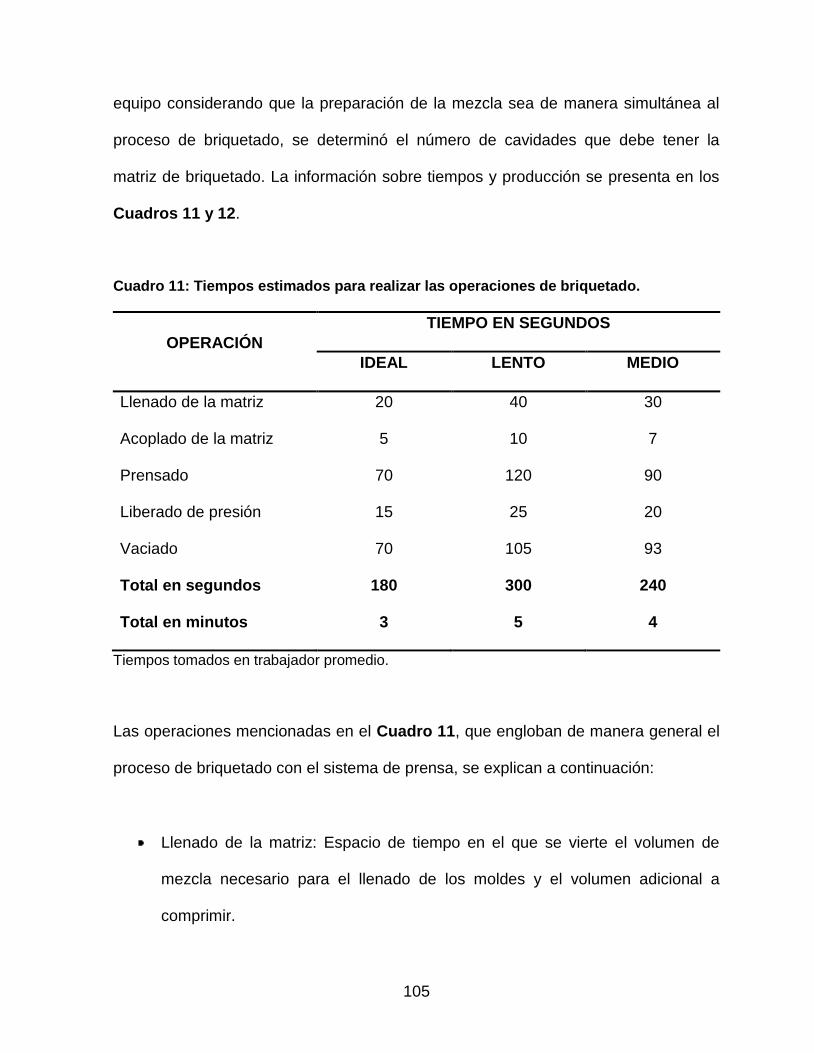
105
equipo considerando que la preparación de la mezcla sea de manera simultánea al
proceso de briquetado, se determinó el número de cavidades que debe tener la
matriz de briquetado. La información sobre tiempos y producción se presenta en los
Cuadros 11 y 12.
Cuadro 11: Tiempos estimados para realizar las operaciones de briquetado.
OPERACIÓN
TIEMPO EN SEGUNDOS
IDEAL LENTO MEDIO
Llenado de la matriz 20 40 30
Acoplado de la matriz 5 10 7
Prensado 70 120 90
Liberado de presión 15 25 20
Vaciado 70 105 93
Total en segundos 180 300 240
Total en minutos 3 5 4
Tiempos tomados en trabajador promedio.
Las operaciones mencionadas en el Cuadro 11, que engloban de manera general el
proceso de briquetado con el sistema de prensa, se explican a continuación:
Llenado de la matriz: Espacio de tiempo en el que se vierte el volumen de
mezcla necesario para el llenado de los moldes y el volumen adicional a
comprimir.

106
Acoplado de la matriz: Se refiere a la acción de empujar la matriz inferior y
colocarla exactamente bajo la matriz superior, esto con ayuda de unas barras
guías fijas en la placa base inferior.
Prensado: Acción que abarca desde la preparación necesaria para accionar el
gato hidráulico hasta la aplicación de la presión requerida.
Liberado de presión: Momento en el que al abrir la válvula del gato hidráulico
se libera la presión ejercida por éste y la placa base móvil baja dejando el
espacio suficiente para extraer el molde móvil.
Vaciado: Tiempo en el que las briquetas son extraídas o separadas del molde.
La estimación de los tiempos se realizó cronometrando los tiempos en una sola
persona con la mezcla preparada y llevando a cabo las operaciones tratando de
mantener homogéneas las condiciones de trabajo en todas las ocasiones. En el
Cuadro 12 se presentan los indicadores de producción en el proceso de briquetado.
Cuadro 12: Indicadores de producción en el proceso de briquetado.
INDICADOR
VALOR
IDEAL LENTO MEDIO
Número de prensadas por hora 20 12 15
Número de prensadas por turno de 8 hr 160 96 120
Número de briquetas por turno con 25 moldes 4000 2400 3000
Número de briquetas por turno con 16 moldes 2560 1536 1920
Tiempos tomados en trabajador promedio.
107
Considerando que la producción mínima se estimó en 1920 briquetas por turno y que
el tiempo ideal se logra conociendo a detalle las operaciones de todo el proceso de
briquetado, al iniciar el funcionamiento del equipo se va a trabajar con los tiempos
medios obtenidos.
En conclusión, con lo anterior se define que el molde o matriz de briquetado debe
contener 16 cavidades para asegurar la producción de briquetas mínima requerida
por turno.
Con base en la conclusión anterior, las dimensiones exteriores de la matriz de
briquetado se obtienen de la siguiente manera:
Dmb = (Dmi x 4) + 1
Donde:
Dmb: Dimensiones de la matriz de briquetado
Dmi: Dimensiones del molde individual
Dmb = (5 cm x 4) + 1
Dmb = 21 cm
Las dimensiones exteriores de la matriz de briquetado son de 21 cm x 21 cm y
atendiendo a las recomendaciones referentes a la resistencia de materiales y
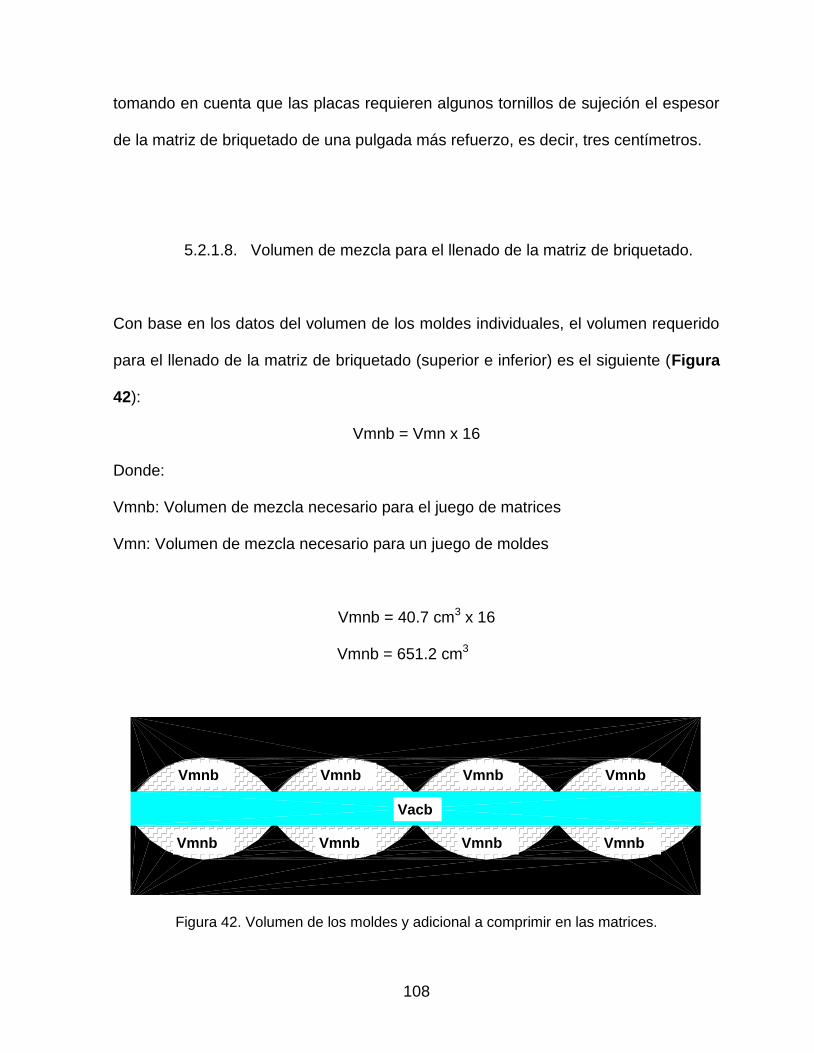
108
tomando en cuenta que las placas requieren algunos tornillos de sujeción el espesor
de la matriz de briquetado de una pulgada más refuerzo, es decir, tres centímetros.
5.2.1.8. Volumen de mezcla para el llenado de la matriz de briquetado.
Con base en los datos del volumen de los moldes individuales, el volumen requerido
para el llenado de la matriz de briquetado (superior e inferior) es el siguiente (Figura
42):
Vmnb = Vmn x 16
Donde:
Vmnb: Volumen de mezcla necesario para el juego de matrices
Vmn: Volumen de mezcla necesario para un juego de moldes
Vmnb = 40.7 cm3 x 16
Vmnb = 651.2 cm3
Figura 42. Volumen de los moldes y adicional a comprimir en las matrices.
Vacb
Vmnb
Vmnb
Vmnb
Vmnb
Vmnb
Vmnb
Vmnb
Vmnb
109
La cantidad de mezcla necesaria para el llenado del juego de matrices de briquetado
se determina:
Pmb = Pm x 16
Donde:
Pmb: Peso de la mezcla requerida para el llenado de un juego de matrices
Pm: Peso de la mezcla requerido para el llenado de un juego de moldes
Pmb = 28.49 gr x 16
Pmb = 455.84 gr
Para el llenado de las matrices de briquetado (superior e inferior) se requiere de un
volumen de 651.2 cm3 al 25% de contenido de humedad con un peso de 455.84 gr.
5.2.1.9. Volumen adicional a comprimir con las matrices de briquetado.
Con base en los valores previamente calculados, la cantidad de mezcla requerida
para obtener briquetas con la densidad adecuada se determinó con la fórmula
siguiente:
Pmbb = Pmb x 16
110
Donde:
Pmbb: Peso de la mezcla necesaria para 16 briquetas con la densidad requerida al
25% de contenido de humedad
Pmb: Peso de la mezcla necesaria para las briquetas con la densidad requerida al
25% de contenido de humedad
Pmbb = 41.21 gr x 16
Pmbb = 659.36 gr
Con base a la cantidad de mezcla para obtener las briquetas con la densidad
requerida, la cantidad de mezcla adicional a comprimir es:
Pacb = Pmbb – Pmb
Donde:
Pacb: Peso de la mezcla adicional a comprimir en las matrices
Pmbb: Peso de la mezcla necesaria para 16 briquetas con la densidad requerida al
25% de contenido de humedad
Pmb: Peso de la mezcla necesaria para las briquetas con la densidad requerida al
25% de contenido de humedad
Pacb = 659.36 gr – 455.84 gr
Pacb = 203.52 gr
111
El volumen de la mezcla requerida para obtener 16 briquetas con la densidad
necesaria se calculó de la manera siguiente:
Vmbb = Vmb x 16
Donde:
Vmbb: Volumen de la mezcla necesaria para 16 briquetas con la densidad requerida
al 25% de contenido de humedad
Vmb: Volumen de la mezcla necesaria para las briquetas con la densidad requerida
al 25% de contenido de humedad
Vmbb = 58.87 cm3 x 16
Vmbb = 941.92 cm3
Con lo obtenido del cálculo anterior se determinó cual es el volumen adicional a
comprimir con las matrices:
Vacb = Vmbb – Vmnb
Donde:
Vacb: Volumen de la mezcla adicional a comprimir en las matrices
Vmbb: Volumen de la mezcla necesaria para 16 briquetas con la densidad requerida
al 25% de contenido de humedad
Vmnb: Volumen de la mezcla necesaria para un juego de matrices
112
Vacb = 941.92 cm3 – 651.2 cm3
Vacb = 290.72 cm3
5.2.1.10. Presión requerida por la matriz de briquetado.
Tomando en cuenta los valores previamente calculados referidos a la presión
necesaria por briqueta con la densidad especificada, la presión que se requiere por la
matriz de briquetado debe ser:
Ptb = Pbb x 16
Donde:
Ptb: Presión de briquetado requerida por la matriz de briquetado
Pbb: Presión de briquetado requerida por briqueta
Ptb1 = 750 kg x 16
Ptb1 = 12000 kg
Ptb2 = 875 kg x 16
Ptb2 = 14000 kg
De los datos obtenidos con las fórmulas anteriores se tiene que la presión total de
briquetado requerida por la briquetadora para sacar una prensada está entre 12 y 14
toneladas (Figura 43).
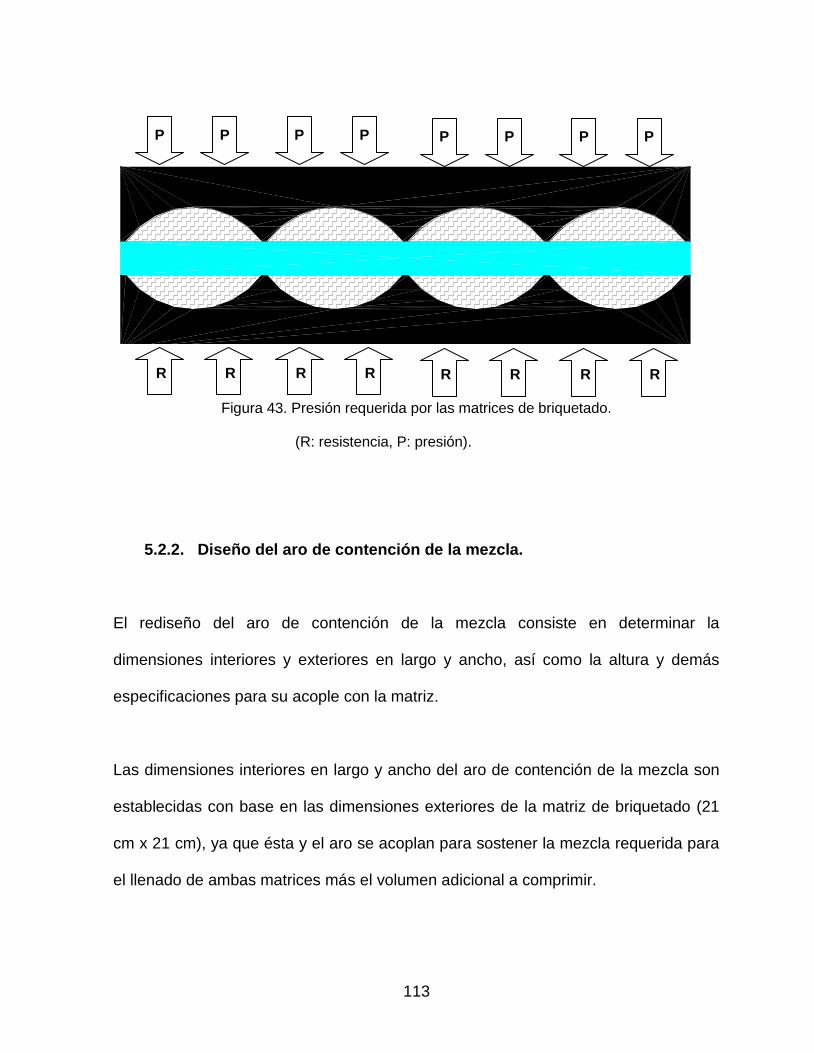
113
Figura 43. Presión requerida por las matrices de briquetado.
(R: resistencia, P: presión).
5.2.2. Diseño del aro de contención de la mezcla.
El rediseño del aro de contención de la mezcla consiste en determinar la
dimensiones interiores y exteriores en largo y ancho, así como la altura y demás
especificaciones para su acople con la matriz.
Las dimensiones interiores en largo y ancho del aro de contención de la mezcla son
establecidas con base en las dimensiones exteriores de la matriz de briquetado (21
cm x 21 cm), ya que ésta y el aro se acoplan para sostener la mezcla requerida para
el llenado de ambas matrices más el volumen adicional a comprimir.
P P
R R
P P
R R
P P
R R
P P
R R

114
Las dimensiones exteriores sólo incrementan por efecto del grosor del material con
que está construido atendiendo a la restricción de no incrementar el costo y peso del
equipo.
La altura del aro de contención se determinó con base en el volumen necesario para
llenar una de las matrices de briquetado y el volumen adicional a comprimir, ya que
el volumen de la matriz de briquetado inferior se deposita en la propia matriz. El valor
de la altura se obtiene como sigue:
VacbVmnb
Vmca2
Donde:
Vmca: Volumen de mezcla contenida por el aro
Vmnb: Volumen de mezcla necesario para un juego de matrices
Vacb: Volumen adicional a comprimir por las matrices
33
72.2902
2.651cm
cmVmca
Vmca = 616.32 cm3
Calculando el área que cubre el aro de contención:
Aac = Amb2
115
Donde:
Aac: Área del aro de contención
Amb: Medida por lado de la matriz de briquetado
Aac = 212
Aac = 441 cm2
Determinando la altura del aro de contención:
Aac
VmcaAacm
Donde:
Aacm: Altura del aro de contención de la mezcla
Vmca: Volumen de la mezcla contenida por el aro
Aac: Área del aro de contención
2
3
441
32.616
cm
cmAacm
Aacm = 1.39 cm
La altura total del aro de contención de la mezcla es:
Atacm = Aacm + Emb
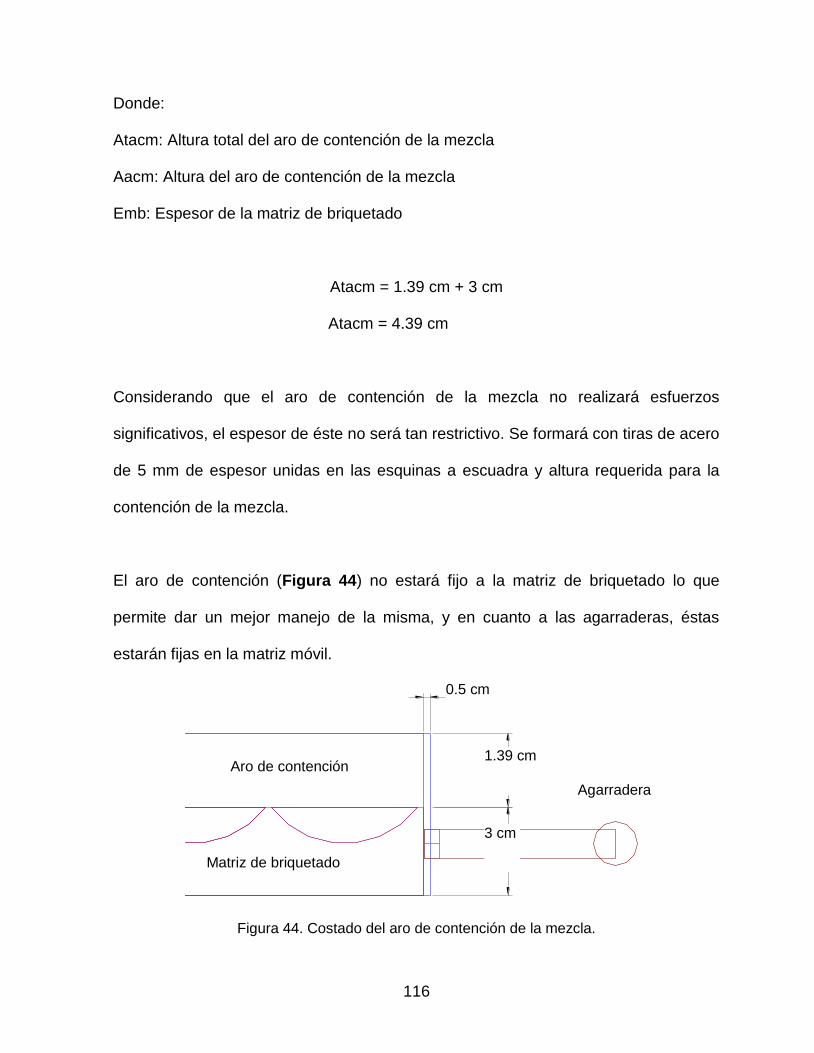
116
Donde:
Atacm: Altura total del aro de contención de la mezcla
Aacm: Altura del aro de contención de la mezcla
Emb: Espesor de la matriz de briquetado
Atacm = 1.39 cm + 3 cm
Atacm = 4.39 cm
Considerando que el aro de contención de la mezcla no realizará esfuerzos
significativos, el espesor de éste no será tan restrictivo. Se formará con tiras de acero
de 5 mm de espesor unidas en las esquinas a escuadra y altura requerida para la
contención de la mezcla.
El aro de contención (Figura 44) no estará fijo a la matriz de briquetado lo que
permite dar un mejor manejo de la misma, y en cuanto a las agarraderas, éstas
estarán fijas en la matriz móvil.
Figura 44. Costado del aro de contención de la mezcla.
Aro de contención
Matriz de briquetado
Agarradera
0.5 cm
1.39 cm
3 cm
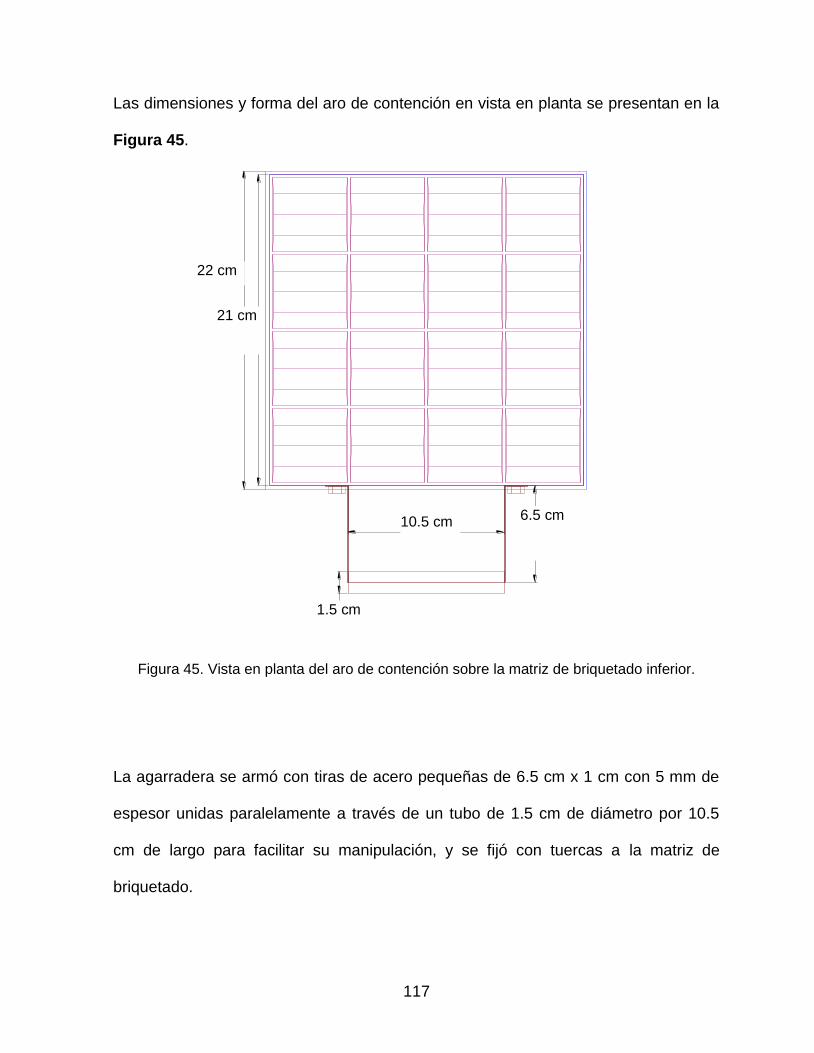
117
Las dimensiones y forma del aro de contención en vista en planta se presentan en la
Figura 45.
Figura 45. Vista en planta del aro de contención sobre la matriz de briquetado inferior.
La agarradera se armó con tiras de acero pequeñas de 6.5 cm x 1 cm con 5 mm de
espesor unidas paralelamente a través de un tubo de 1.5 cm de diámetro por 10.5
cm de largo para facilitar su manipulación, y se fijó con tuercas a la matriz de
briquetado.
21 cm
22 cm
6.5 cm 10.5 cm
1.5 cm
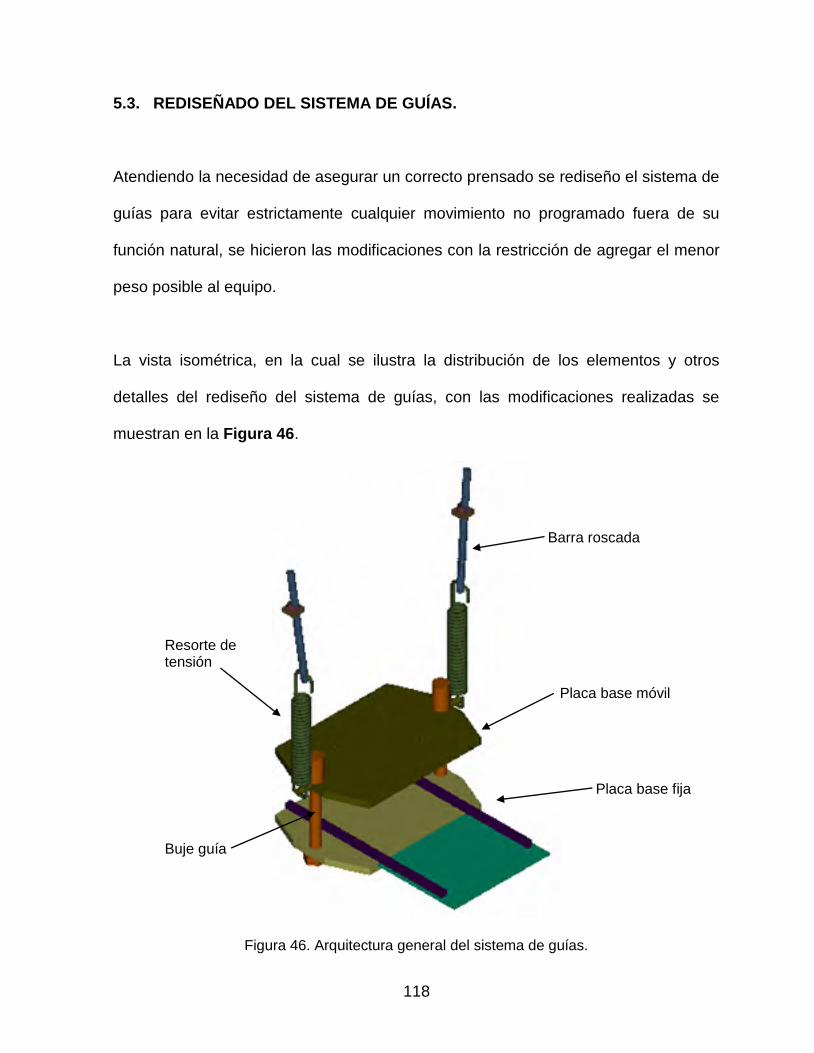
118
5.3. REDISEÑADO DEL SISTEMA DE GUÍAS.
Atendiendo la necesidad de asegurar un correcto prensado se rediseño el sistema de
guías para evitar estrictamente cualquier movimiento no programado fuera de su
función natural, se hicieron las modificaciones con la restricción de agregar el menor
peso posible al equipo.
La vista isométrica, en la cual se ilustra la distribución de los elementos y otros
detalles del rediseño del sistema de guías, con las modificaciones realizadas se
muestran en la Figura 46.
Figura 46. Arquitectura general del sistema de guías.
Barra roscada
Resorte de tensión
Buje guía
Placa base móvil
Placa base fija
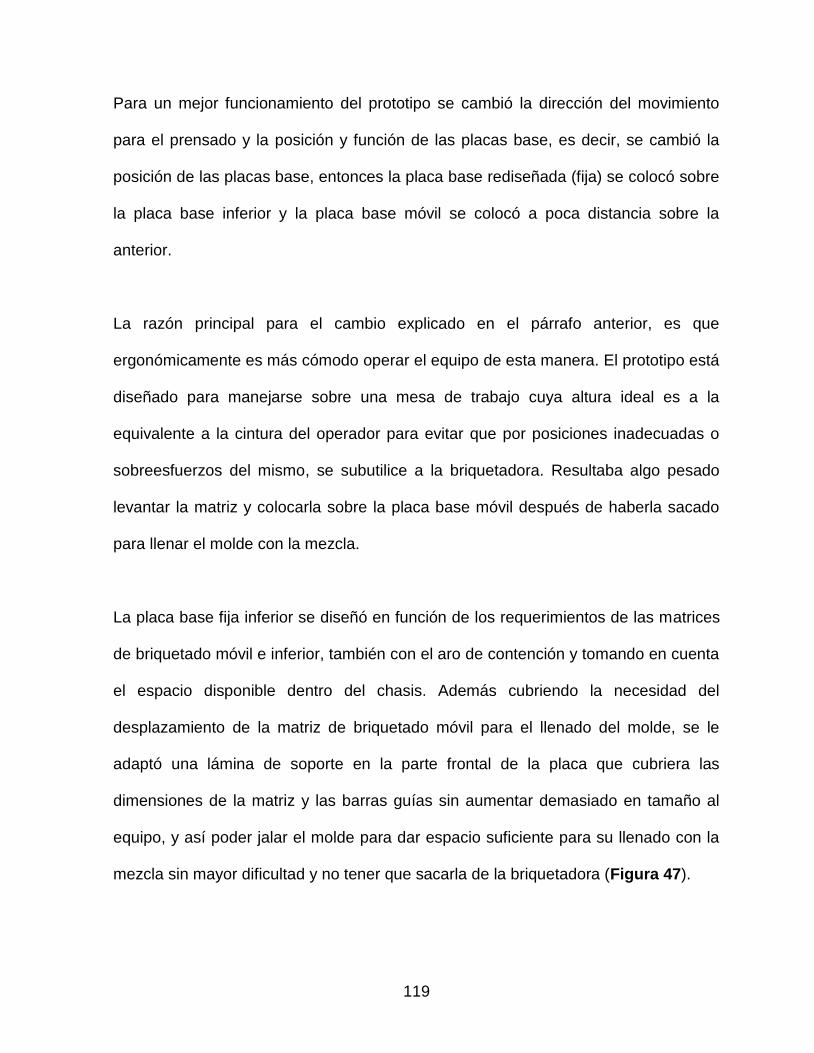
119
Para un mejor funcionamiento del prototipo se cambió la dirección del movimiento
para el prensado y la posición y función de las placas base, es decir, se cambió la
posición de las placas base, entonces la placa base rediseñada (fija) se colocó sobre
la placa base inferior y la placa base móvil se colocó a poca distancia sobre la
anterior.
La razón principal para el cambio explicado en el párrafo anterior, es que
ergonómicamente es más cómodo operar el equipo de esta manera. El prototipo está
diseñado para manejarse sobre una mesa de trabajo cuya altura ideal es a la
equivalente a la cintura del operador para evitar que por posiciones inadecuadas o
sobreesfuerzos del mismo, se subutilice a la briquetadora. Resultaba algo pesado
levantar la matriz y colocarla sobre la placa base móvil después de haberla sacado
para llenar el molde con la mezcla.
La placa base fija inferior se diseñó en función de los requerimientos de las matrices
de briquetado móvil e inferior, también con el aro de contención y tomando en cuenta
el espacio disponible dentro del chasis. Además cubriendo la necesidad del
desplazamiento de la matriz de briquetado móvil para el llenado del molde, se le
adaptó una lámina de soporte en la parte frontal de la placa que cubriera las
dimensiones de la matriz y las barras guías sin aumentar demasiado en tamaño al
equipo, y así poder jalar el molde para dar espacio suficiente para su llenado con la
mezcla sin mayor dificultad y no tener que sacarla de la briquetadora (Figura 47).
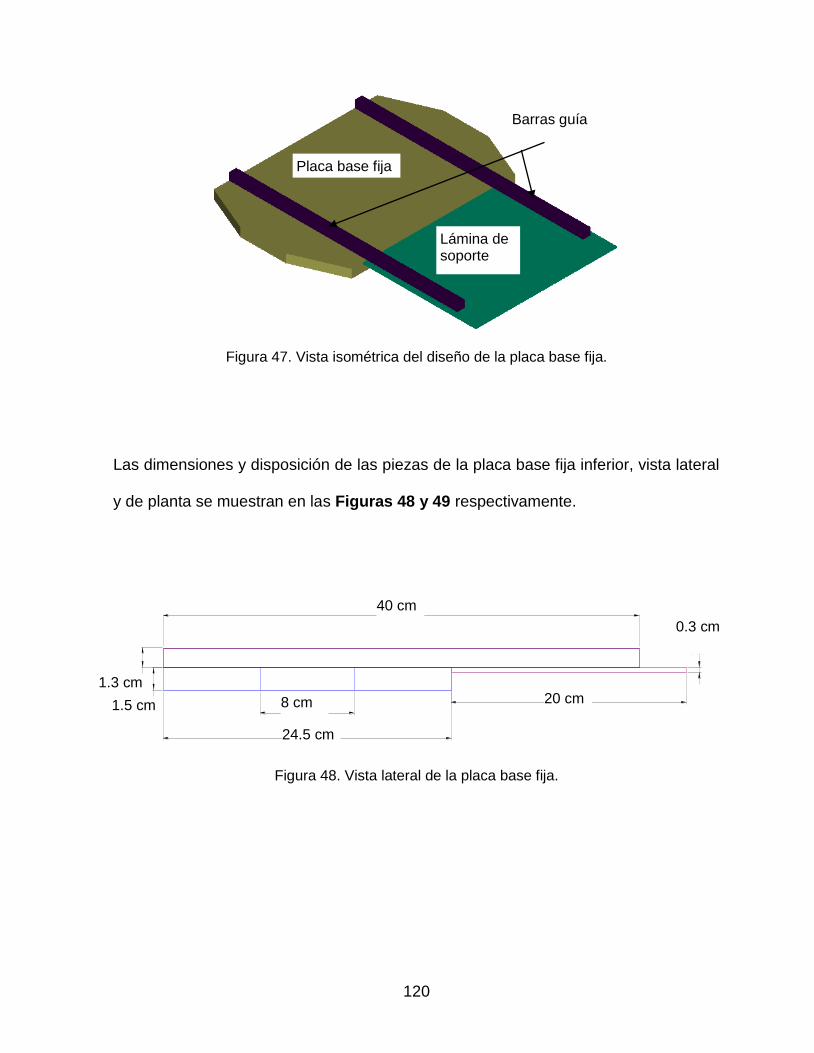
120
Figura 47. Vista isométrica del diseño de la placa base fija.
Las dimensiones y disposición de las piezas de la placa base fija inferior, vista lateral
y de planta se muestran en las Figuras 48 y 49 respectivamente.
Figura 48. Vista lateral de la placa base fija.
Placa base fija
Barras guía
Lámina de soporte
40 cm
8 cm
24.5 cm
20 cm
0.3 cm
1.5 cm
1.3 cm
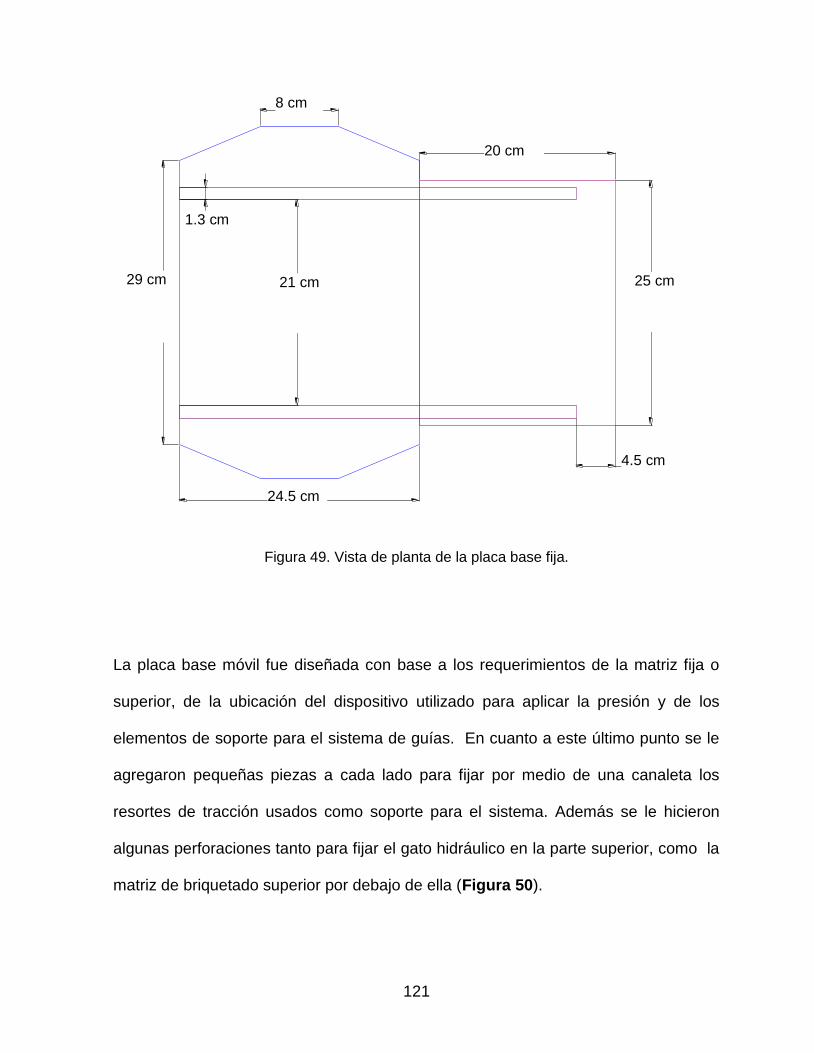
121
Figura 49. Vista de planta de la placa base fija.
La placa base móvil fue diseñada con base a los requerimientos de la matriz fija o
superior, de la ubicación del dispositivo utilizado para aplicar la presión y de los
elementos de soporte para el sistema de guías. En cuanto a este último punto se le
agregaron pequeñas piezas a cada lado para fijar por medio de una canaleta los
resortes de tracción usados como soporte para el sistema. Además se le hicieron
algunas perforaciones tanto para fijar el gato hidráulico en la parte superior, como la
matriz de briquetado superior por debajo de ella (Figura 50).
20 cm
8 cm
24.5 cm
4.5 cm
1.3 cm
25 cm 21 cm 29 cm
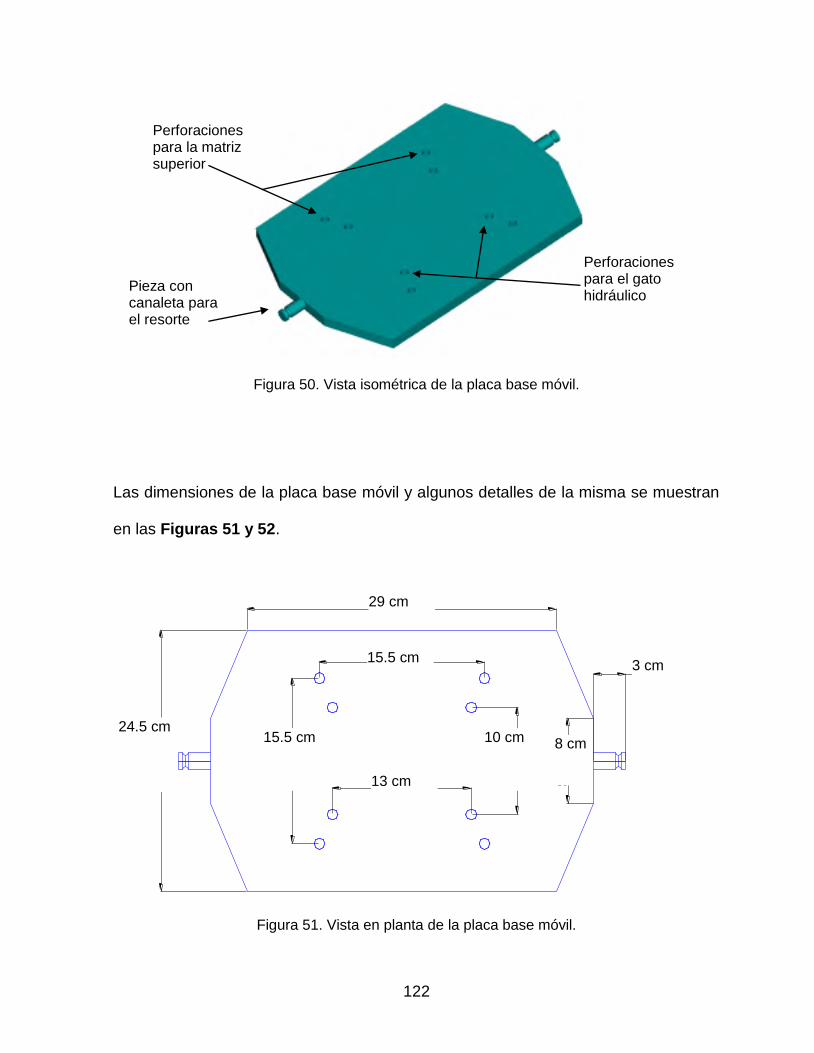
122
Figura 50. Vista isométrica de la placa base móvil.
Las dimensiones de la placa base móvil y algunos detalles de la misma se muestran
en las Figuras 51 y 52.
Figura 51. Vista en planta de la placa base móvil.
Pieza con canaleta para el resorte
Perforaciones para el gato hidráulico
Perforaciones para la matriz superior
3 cm
29 cm
15.5 cm
13 cm
15.5 cm 24.5 cm
10 cm 8 cm
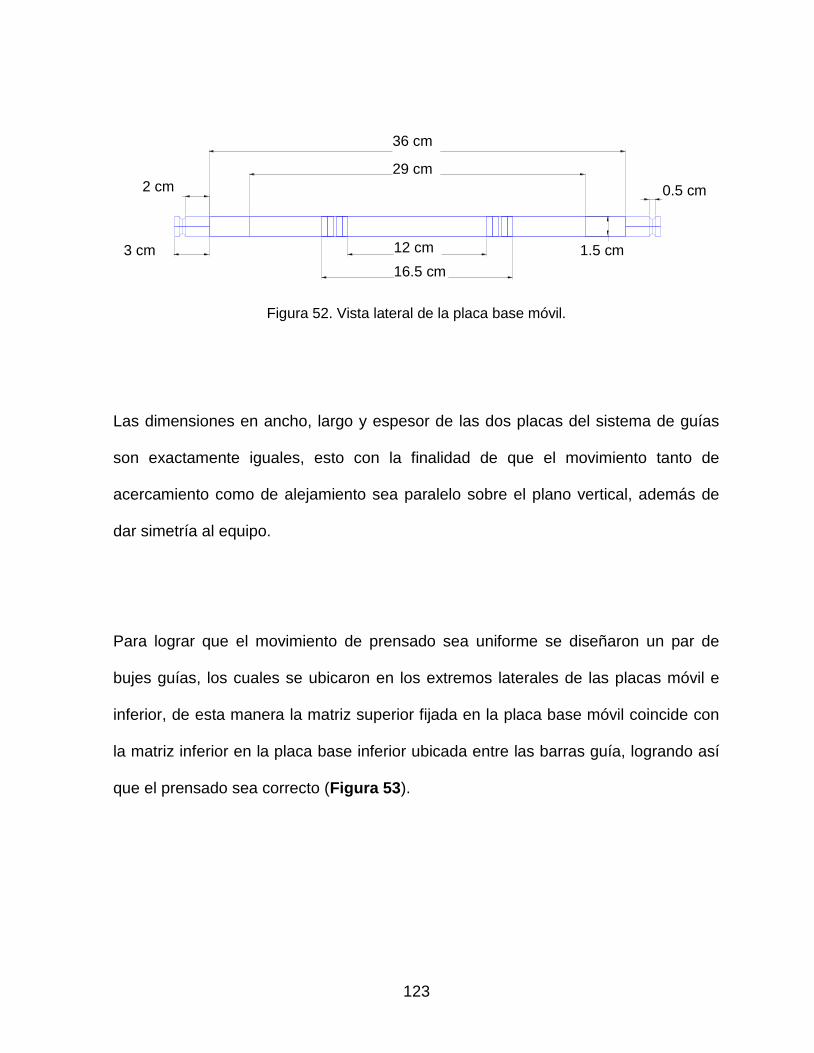
123
Figura 52. Vista lateral de la placa base móvil.
Las dimensiones en ancho, largo y espesor de las dos placas del sistema de guías
son exactamente iguales, esto con la finalidad de que el movimiento tanto de
acercamiento como de alejamiento sea paralelo sobre el plano vertical, además de
dar simetría al equipo.
Para lograr que el movimiento de prensado sea uniforme se diseñaron un par de
bujes guías, los cuales se ubicaron en los extremos laterales de las placas móvil e
inferior, de esta manera la matriz superior fijada en la placa base móvil coincide con
la matriz inferior en la placa base inferior ubicada entre las barras guía, logrando así
que el prensado sea correcto (Figura 53).
36 cm
29 cm
12 cm
16.5 cm
0.5 cm
1.5 cm
2 cm
3 cm
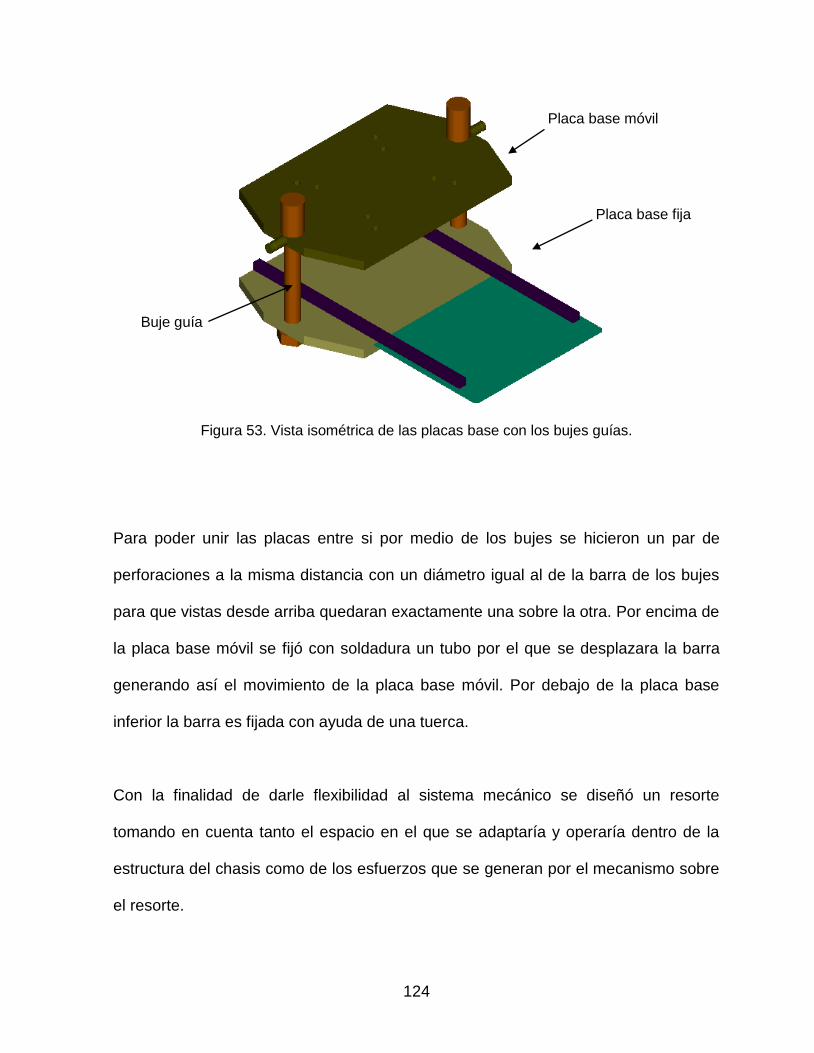
124
Figura 53. Vista isométrica de las placas base con los bujes guías.
Para poder unir las placas entre si por medio de los bujes se hicieron un par de
perforaciones a la misma distancia con un diámetro igual al de la barra de los bujes
para que vistas desde arriba quedaran exactamente una sobre la otra. Por encima de
la placa base móvil se fijó con soldadura un tubo por el que se desplazara la barra
generando así el movimiento de la placa base móvil. Por debajo de la placa base
inferior la barra es fijada con ayuda de una tuerca.
Con la finalidad de darle flexibilidad al sistema mecánico se diseñó un resorte
tomando en cuenta tanto el espacio en el que se adaptaría y operaría dentro de la
estructura del chasis como de los esfuerzos que se generan por el mecanismo sobre
el resorte.
Placa base móvil
Placa base fija
Buje guía
125
Complementando el sistema de guías del prototipo se diseñó un resorte de tensión o
tracción, en el cual en su estado libre las espiras de trabajo se encuentran juntas
mientras que las espiras de los extremos se modifican en ganchos para recibir las
cargas. La forma de estos ganchos o remates para la aplicación de la carga se
diseñó tomando en cuenta la concentración de esfuerzos generada por el doblez del
mismo.
El gancho inferior se sujeta por medio de una canaleta en la barra pequeña soldada
a su lado, con el mismo diámetro del alambre del resorte a la placa base móvil. El
gancho superior va engarzado a una barra roscada diseñada, para que la dimensión
en largo del resorte no fuera tan grande por economía y para fijar así el sistema de
guías a la estructura, lo que se logra por medio de una pequeña placa soldada al
soporte medio del chasis que va perforada por el centro con el diámetro de la barra y
por el hecho de ser roscada se fija a ésta con una tuerca para no restarle flexibilidad
al sistema.
Las dimensiones y algunos detalles tanto de los bujes como de los resortes y la barra
roscada se muestran en las Figuras 54, 55, 56 y 57.

126
Figura 54. Arquitectura de la barra roscada, resorte y buje.
Figura 55. Detalles de la barra roscada y el resorte.
Barra roscada Resorte Buje
Diámetro: 1.5 cm
Diámetro interior: 2.6 cm
Diámetro exterior: 4 cm
26 cm
1.5 cm 3 cm
2 cm
2 cm
18.5 cm
4.5 cm

127
Figura 56. Vista en planta del buje.
Figura 57. Vista lateral del buje.
Barra
Tuerca
Barra
Tubo de desplazamiento
Tubo exterior
Tubo interior
3 cm
4 cm
2.5 cm
1.7 cm
23.5 cm
5 cm
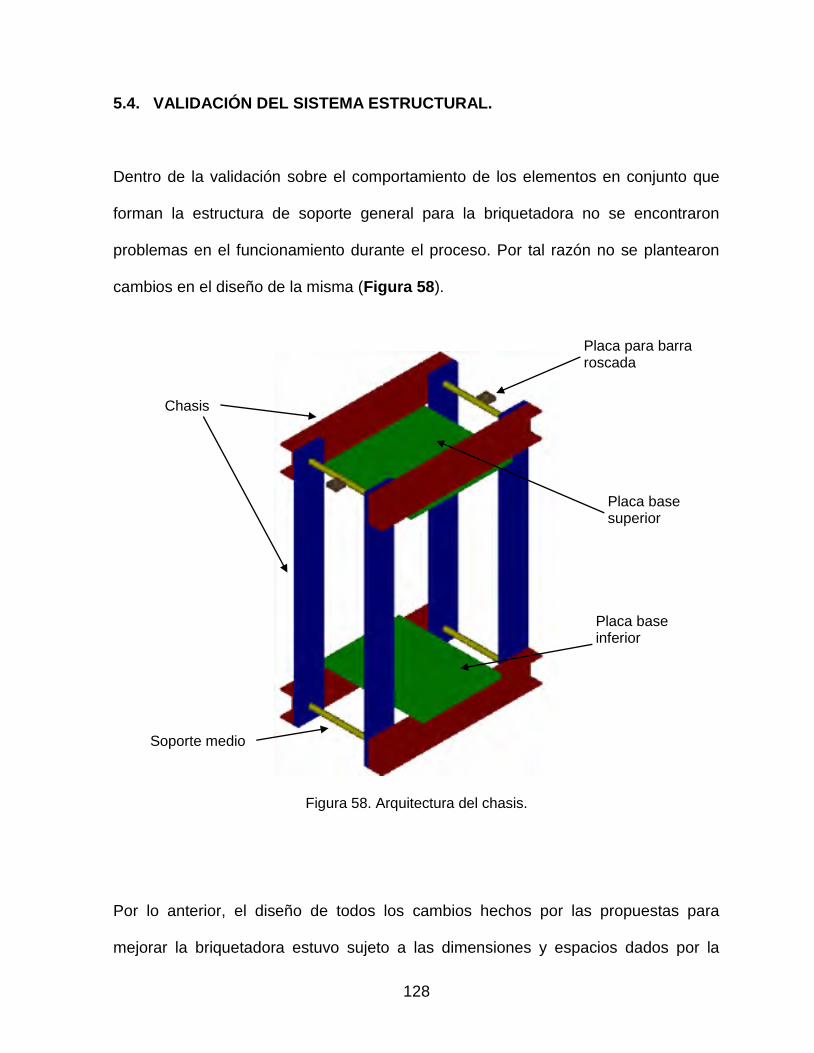
128
5.4. VALIDACIÓN DEL SISTEMA ESTRUCTURAL.
Dentro de la validación sobre el comportamiento de los elementos en conjunto que
forman la estructura de soporte general para la briquetadora no se encontraron
problemas en el funcionamiento durante el proceso. Por tal razón no se plantearon
cambios en el diseño de la misma (Figura 58).
Figura 58. Arquitectura del chasis.
Por lo anterior, el diseño de todos los cambios hechos por las propuestas para
mejorar la briquetadora estuvo sujeto a las dimensiones y espacios dados por la
Chasis
Soporte medio
Placa para barra roscada
Placa base superior
Placa base inferior
129
estructura de soporte o chasis. Sólo se agregaron un par de complementos a la
estructura para adaptar las piezas rediseñadas al sistema. Uno de ellos es la placa
soldada al soporte medio, mediante la cual se fija el sistema de guías por la parte
superior. El otro es un pequeño cilindro soldado por debajo de la placa base superior
en la parte central y que sirve como punto de apoyo para el émbolo del gato
hidráulico.
Sobre la placa base inferior se fijó la nueva placa base inferior rediseñada por efecto
de los cambios hechos al prototipo. El diámetro del punto de apoyo para el émbolo
del gato es igual al que tiene el propio émbolo, así que la presión generada por el
dispositivo de presión actúa directamente sobre la placa base superior.
5.4.1. Cálculo de esfuerzos del chasis.
Fue necesario determinar de nuevo las cargas que actúan sobre el chasis, lo que se
hizo con ayuda de diagramas de cuerpo libre para después calcular los momentos
máximos que soporta el material de construcción.
Se sigue considerando que los esfuerzos en la estructura sobre las placas base son
de la misma magnitud pero en sentido opuesto.
Como carga del sistema de fuerzas se consideró la nueva presión de briquetado
requerida por las matrices, distribuida equitativamente en dos secciones del chasis.
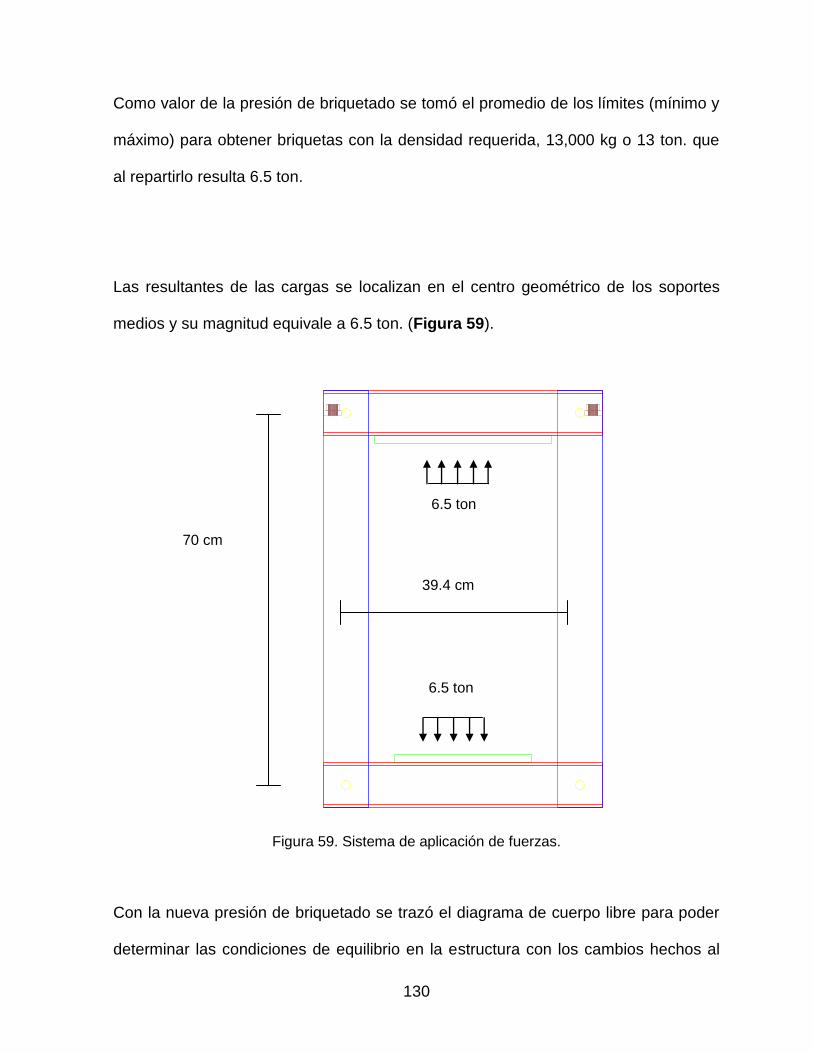
130
Como valor de la presión de briquetado se tomó el promedio de los límites (mínimo y
máximo) para obtener briquetas con la densidad requerida, 13,000 kg o 13 ton. que
al repartirlo resulta 6.5 ton.
Las resultantes de las cargas se localizan en el centro geométrico de los soportes
medios y su magnitud equivale a 6.5 ton. (Figura 59).
Figura 59. Sistema de aplicación de fuerzas.
Con la nueva presión de briquetado se trazó el diagrama de cuerpo libre para poder
determinar las condiciones de equilibrio en la estructura con los cambios hechos al
70 cm
39.4 cm
6.5 ton
6.5 ton
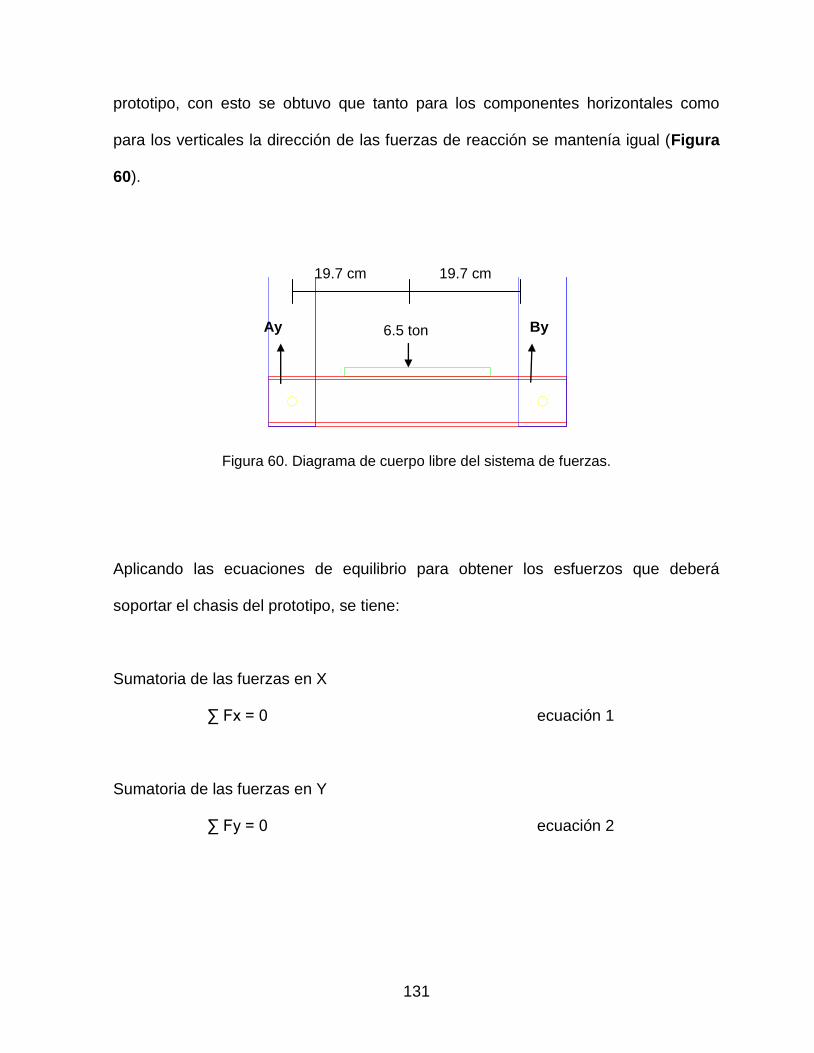
131
prototipo, con esto se obtuvo que tanto para los componentes horizontales como
para los verticales la dirección de las fuerzas de reacción se mantenía igual (Figura
60).
Figura 60. Diagrama de cuerpo libre del sistema de fuerzas.
Aplicando las ecuaciones de equilibrio para obtener los esfuerzos que deberá
soportar el chasis del prototipo, se tiene:
Sumatoria de las fuerzas en X
∑ Fx = 0 ecuación 1
Sumatoria de las fuerzas en Y
∑ Fy = 0 ecuación 2
19.7 cm 19.7 cm
6.5 ton Ay By

132
Para obtener una solución directa para By es necesario aplicar la ecuación de los
momentos en el punto A:
∑ MA = 0 ecuación 3
Sustituyendo los datos en la ecuación 3, se tiene:
∑ MA = [6,500 kg x 0.197 m] - By x 0.394 m = 0
Despejando de la ecuación anterior By, resulta:
m
mkgBy
394.0
/5.280,1
By = 3,250 kg
Con el resultado anterior se realiza la sumatoria en Y para resolver la fuerza
resultante en Ay:
∑ Fy = Ay + By - 6,500 kg
Sustituyendo y despejando de la ecuación anterior Ay, resulta:
Ay = 6,500 kg - By
Ay = 6,500 kg - 3,250 kg
Ay = 3,250 kg
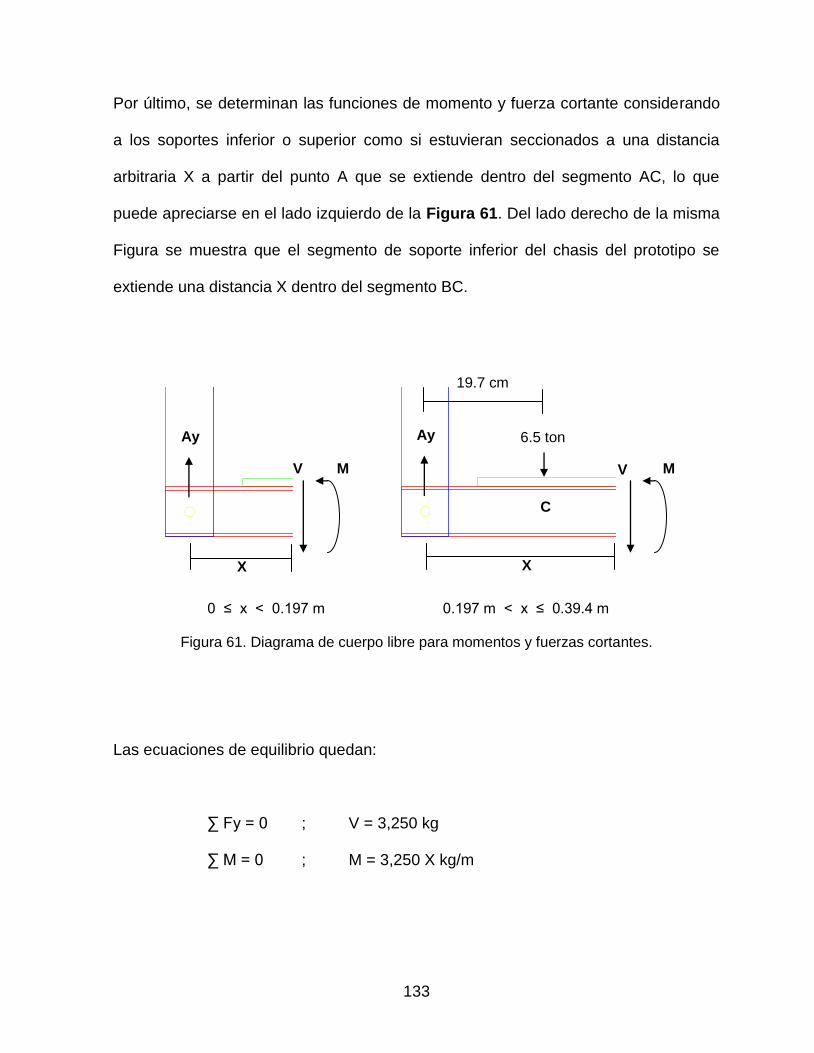
133
Por último, se determinan las funciones de momento y fuerza cortante considerando
a los soportes inferior o superior como si estuvieran seccionados a una distancia
arbitraria X a partir del punto A que se extiende dentro del segmento AC, lo que
puede apreciarse en el lado izquierdo de la Figura 61. Del lado derecho de la misma
Figura se muestra que el segmento de soporte inferior del chasis del prototipo se
extiende una distancia X dentro del segmento BC.
0 ≤ x < 0.197 m 0.197 m < x ≤ 0.39.4 m
Figura 61. Diagrama de cuerpo libre para momentos y fuerzas cortantes.
Las ecuaciones de equilibrio quedan:
∑ Fy = 0 ; V = 3,250 kg
∑ M = 0 ; M = 3,250 X kg/m
19.7 cm
6.5 ton Ay Ay
V M
X
V M
X
C
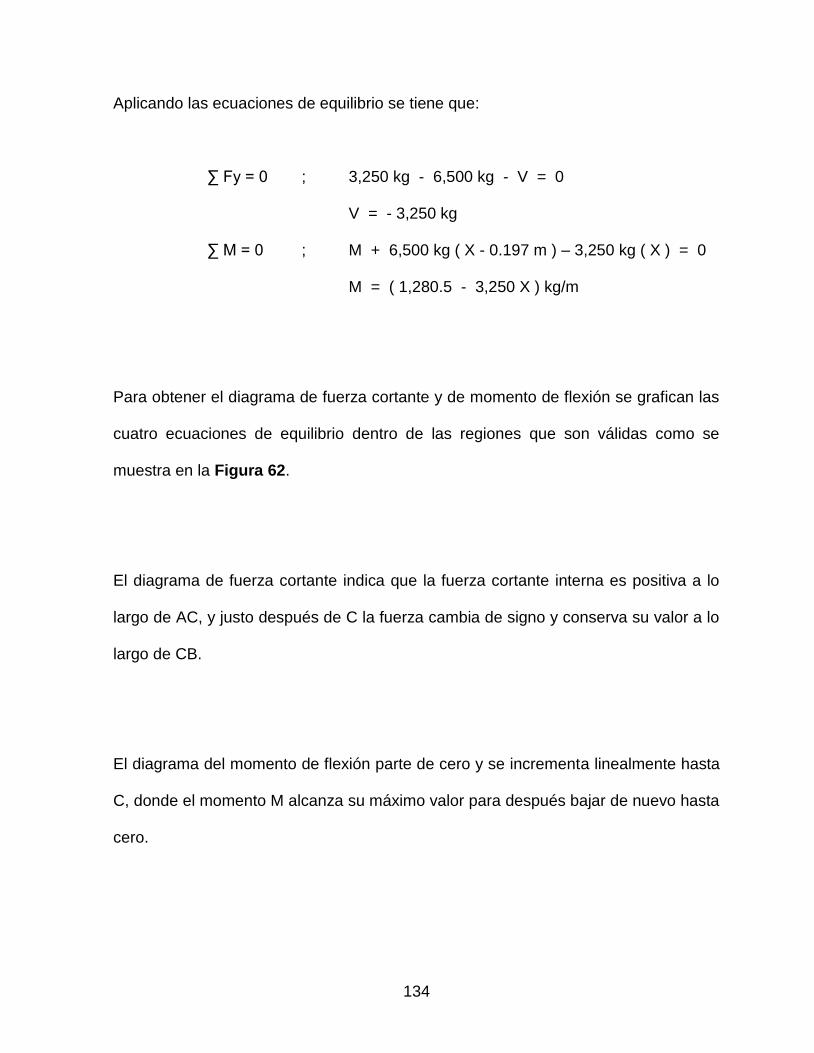
134
Aplicando las ecuaciones de equilibrio se tiene que:
∑ Fy = 0 ; 3,250 kg - 6,500 kg - V = 0
V = - 3,250 kg
∑ M = 0 ; M + 6,500 kg ( X - 0.197 m ) – 3,250 kg ( X ) = 0
M = ( 1,280.5 - 3,250 X ) kg/m
Para obtener el diagrama de fuerza cortante y de momento de flexión se grafican las
cuatro ecuaciones de equilibrio dentro de las regiones que son válidas como se
muestra en la Figura 62.
El diagrama de fuerza cortante indica que la fuerza cortante interna es positiva a lo
largo de AC, y justo después de C la fuerza cambia de signo y conserva su valor a lo
largo de CB.
El diagrama del momento de flexión parte de cero y se incrementa linealmente hasta
C, donde el momento M alcanza su máximo valor para después bajar de nuevo hasta
cero.
135
Figura 62. Diagramas de fuerza cortante y momento de flexión.
5.4.2. Valoración de las uniones del chasis.
La determinación de las uniones generales del equipo se realizaron considerando la
magnitud y sentido de las cargas que actuarían sobre el chasis, ya que con éstas se
obtuvo el tipo de esfuerzo al que estarían sometidas las uniones.
19.7 cm 19.7 cm
6500 kg
3,250 kg 3,250 kg
C
V = 3,250 kg
V = 3,250 kg
Mmax = 6,500 kg
X
Y
M = 3,250 X M = (1,280.5-3,250 X)
136
Dado que la magnitud de las cargas que actúan sobre la estructura, obtenida de los
nuevos cálculos para los cambios de potencia en la presión de briquetado, resultó un
tanto menor que la que se aplicaba, se decidió no hacer cambio alguno sobre los
elementos de la estructura de la briquetadora.
5.5. RECONSTRUCCIÓN DE LA BRIQUETADORA.
En la Figura 63 se presenta el diagrama de las partes que componen la arquitectura
general de la briquetadora ya con las partes rediseñadas.
En el Cuadro 13 se presentan, a manera de resumen, las materias primas utilizadas
y los procesos de manufactura aplicados para la construcción de cada parte de la
briquetadora.
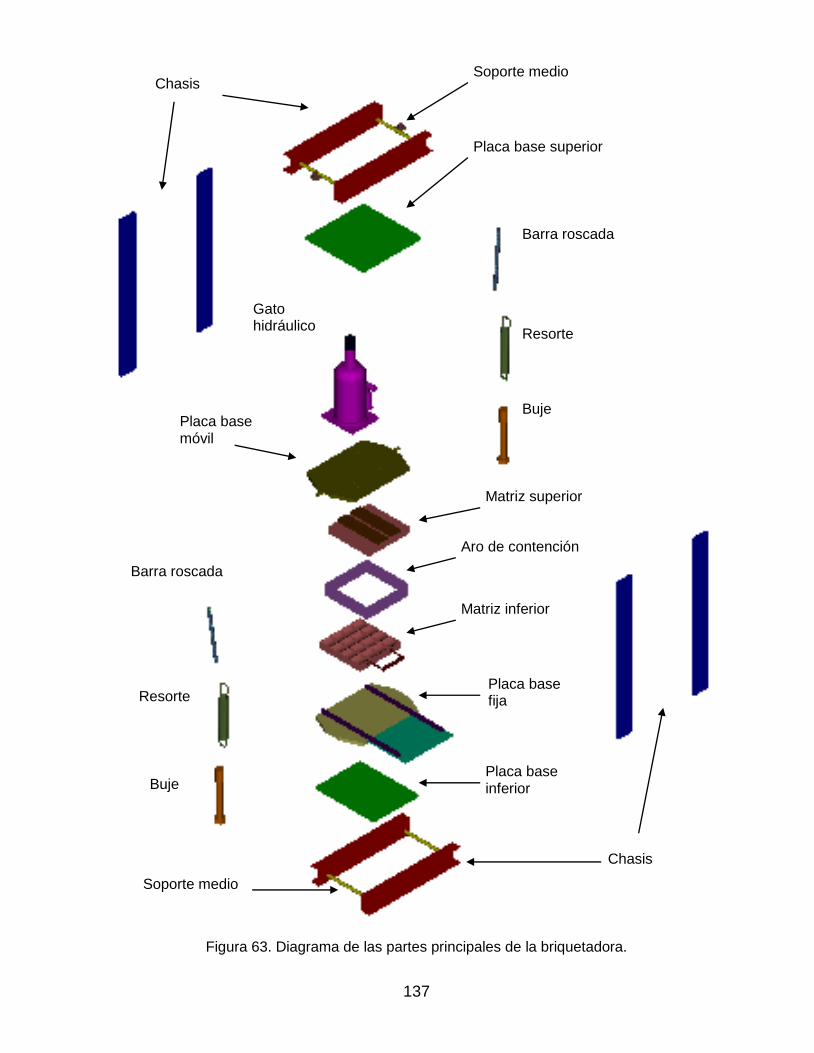
137
Figura 63. Diagrama de las partes principales de la briquetadora.
Chasis
Chasis
Buje
Placa base móvil
Gato hidráulico
Placa base superior
Buje
Resorte
Barra roscada
Matriz superior
Aro de contención
Placa base fija
Matriz inferior
Placa base inferior
Soporte medio
Soporte medio
Barra roscada
Resorte
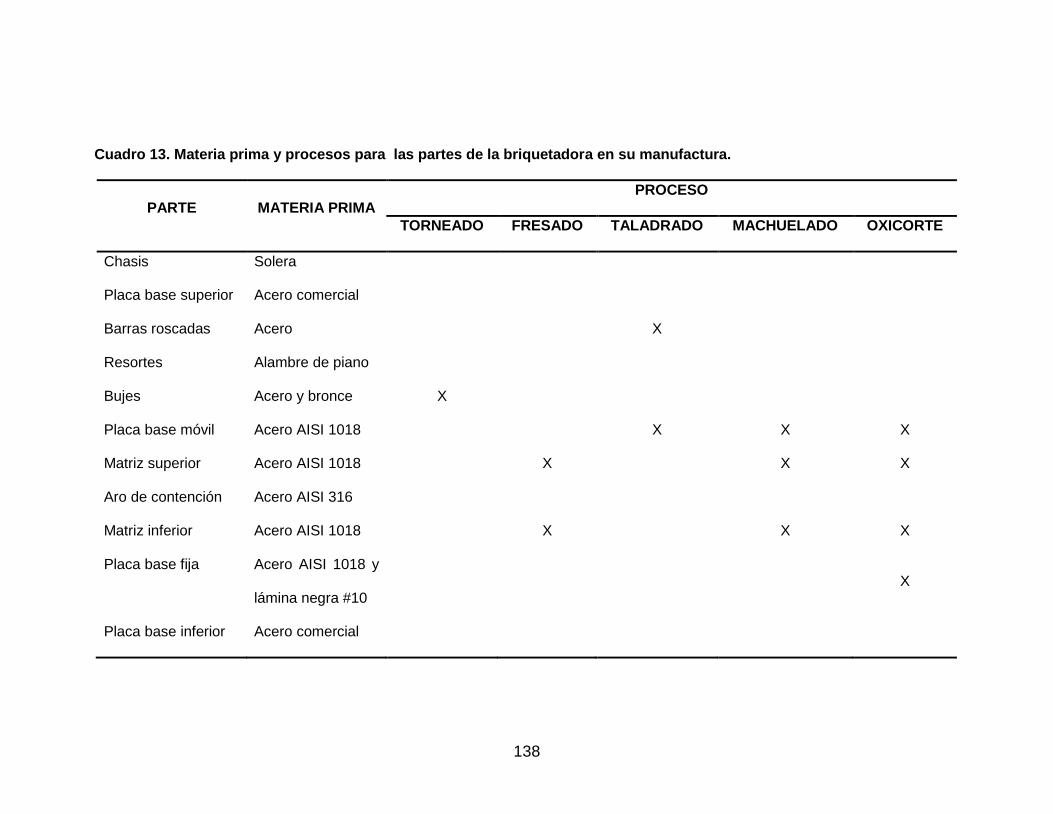
138
Cuadro 13. Materia prima y procesos para las partes de la briquetadora en su manufactura.
PARTE MATERIA PRIMA
PROCESO
TORNEADO FRESADO TALADRADO MACHUELADO OXICORTE
Chasis Solera
Placa base superior Acero comercial
Barras roscadas Acero X
Resortes Alambre de piano
Bujes Acero y bronce X
Placa base móvil Acero AISI 1018 X X X
Matriz superior Acero AISI 1018 X X X
Aro de contención Acero AISI 316
Matriz inferior Acero AISI 1018 X X X
Placa base fija Acero AISI 1018 y
lámina negra #10 X
Placa base inferior Acero comercial
139
Para tomar la decisión del lugar en el que se desarrollaría el proceso de manufactura
se tomaron en cuenta las recomendaciones que sobre “Maquinados Benavides”
ofrecieron los asesores de la UPIICSA, en cuanto a calidad y experiencia en trabajos
de maquinado de piezas metálicas.
Una vez habiéndose decidido por dicho taller, se les planteó el trabajo a los
responsables, para la toma de decisiones sobre las propuestas para llevar a cabo la
validación de la briquetadora, analizando las alternativas de cambio ofrecidas por el
personal del taller en conjunto con los asesores.
Para la validación, se inició el trabajo con las matrices de briquetado elaboradas con
maquinado sobre una placa de acero al carbono para dar la forma del molde.
Debido a las dimensiones y características en la forma del molde, se diseño un
cortador con el que se realizaría los resaques requeridos en la placa por la forma de
la briqueta, para darle forma a la matriz.
La manufactura del cortador fue realizada por “Maquinados Benavides”, y fue hecho
con acero para herramientas. El primer paso para tener el cortador fue cortar una
placa al espesor del cortador más 3 mm de refuerzo, después esta placa se torneó
para dar forma a los diámetros (interior y exterior) y a sus radios; con los diámetros
marcados, se hizo un cepillado por el diámetro interior para dar forma a la muesca
que asegura el cortador sobre el eje y evita que éste se patine.

140
Antes de hacer el afilado para los dientes, se le dio a la pieza un tratamiento de
temple con baño de sales a una temperatura promedio de 1,200 °C para imprimirle
características deseables, ya que por el hecho de que el perfil de la pieza es delgado
requiere buena resistencia. Finalmente se hizo el rectificado para el ángulo de los
dientes del cortador.
Una vez elaborado el cortador, con base a diseño se maquinó la placa de acero al
carbono mediante oxicorte que es una técnica auxiliar utilizada para espesores
considerables que utiliza la reacción de un gas combustible con el oxígeno para
realizar el corte.
Primero se maquinaron los bordes y se le dio el planeado para una cara de la placa,
cuidando las dimensiones del espesor exterior especificado en el diseño de las
matrices, tomando en cuenta que se le harían algunas perforaciones requeridas para
su fijación. Teniendo la placa se realizó el moldeado de las cavidades
maquinándolos con ayuda del cortador.
Con los moldes manufacturados se colocaron cuatro bandas elásticas sobre las
matrices de briquetado cubriendo el espacio de los moldes con la finalidad de facilitar
la expulsión y el despegado de las briquetas.
El aro de contención se hizo uniendo con soldadura cuatro láminas de acero
formando escuadra, tomando en cuenta el resultado de los cálculos de la altura
requerida para la contención de la mezcla.
141
Para la elaboración de las placas base (móvil e inferior) fue necesario el
dimensionado y el taladrado a presión, el cual consistió en realizar las perforaciones
necesarias en cada una. La forma y dimensiones de estas placas es la misma entre
ellas.
En la placa base inferior se realizaron dos perforaciones en los extremos laterales
para permitir la entrada de la barra de los bujes guía. Esta fue fijada con soldadura
sobre la placa base inferior que se tenía originalmente y que se dejó en la estructura,
centrándola para dar simetría al equipo.
La placa de soporte para la matriz inferior después de dimensionarla en base a las
dimensiones exteriores de las matrices se soldó por la parte frontal de la placa base
fija. Sobre éstas se fijaron un par de barras paralelamente, cuya función sería guiar la
matriz de briquetado en su desplazamiento para iniciar con el prensado y cuya
separación entre ellas estaría dada por el largo de la matriz de briquetado.
En la placa base móvil de igual manera se realizaron un par de perforaciones en sus
extremos laterales para el paso de la barra de los bujes guía. También se le hicieron
ocho perforaciones en la parte central para poder fijar por medio de tornillos, por la
parte superior el gato hidráulico y por la parte inferior un par de barras que sujetan la
matriz de briquetado superior, esto para compensar la altura del aro de contención al
momento del prensado.

142
Además, se le soldaron unas pequeñas piezas metálicas de forma cilíndrica en los
extremos laterales de la placa base móvil por medio de los cuales una canaleta
torneada se sujeta el resorte de tracción. También se fijaron un par de tubos
metálicos de 50 mm de alto con soldadura, de manera concéntrica con las
perforaciones para el paso de la barra del buje guía; el diámetro interior del tubo se
torneó con la misma dimensión del diámetro de la barra del buje permitiendo así el
movimiento de subida y bajada de la placa base móvil.
La barra del buje guía se formó con torneado en acero y bronce. Por medio de ésta
se unieron la placa base inferior y la placa base móvil. La parte inferior de la barra
fue roscada para fijarla con una tuerca por debajo de la placa base inferior.
La construcción del resorte de tracción se hizo con alambre de piano enrollado en
frío. Para dar forma a los ganchos se hizo doblando hacia afuera media espira
buscando en mayor medida reducir la concentración de esfuerzos.
Se dimensionó y soldó una placa al soporte medio, se perforó por el centro para
sujetar por ahí la barra roscada de la que se sujetaría el resorte.
Una vez que se tuvieron todas las piezas de la briquetadora se procedió a realizar
una revisión previa de cada una de ellas para detectar posibles defectos de
manufactura o en sus características.

143
Con los elementos revisados se llevó a cabo el ensamble de las mismas con base en
la arquitectura propuesta para el equipo.
El ensamble de las piezas ya revisadas para la briquetadora, se hizo dentro del
espacio del chasis del prototipo desarrollado por Moreno (2004).
Debido a que con el rediseño de la briquetadora no hubo un incremento en los
esfuerzos, se conservó la estructura del prototipo; además sobre los soportes medios
superiores se fijó el sistema guía a través de unas pequeñas placas que se soldaron
a ellos.
A la matriz de briquetado inferior se le atornilló una agarradera por el frente para
facilitar su desplazamiento sobre la placa base inferior.
Se ensambló a la placa base móvil el gato hidráulico que ya estaba perforado y la
matriz de briquetado superior. A través de los bujes guía se unió la placa base móvil
con la placa base inferior.
Por último se fijó la barra roscada con la perforación por abajo, a la placa en el
soporte medio del chasis. El resorte se engarzó de arriba a la perforación de la barra
roscada y por abajo a la pieza cilíndrica a los lados de la placa base móvil.

144
Una vez ensambladas todas las piezas de la briquetadora se aplicó pintura y otros
acabados necesarios para asegurar una mejor presentación y conservación del
equipo en el medio de trabajo.
5.6. OPCIONES PARA LA APLICACIÓN DE LA PRESIÓN.
El presente apartado se desarrolló en base a las principales ideas de Gil (1993),
Mataix (1982) y Vickers (1985).
5.6.1. Sistema hidráulico.
Casi siempre, cuando se piensa en la palabra "circuito", lo asociamos a la
electricidad, sin embargo existen otros circuitos que son utilizados en la industria,
que no utilizan la corriente eléctrica como fluido primario para hacer funcionar
mecanismos.
En los circuitos hidráulicos el fluido es un líquido, que es capaz de transmitir presión
a lo largo de un circuito cerrado de funcionamiento más complejo.
El aceite en sistemas hidráulicos desempeña la doble función de lubricar y transmitir
potencia. Constituye un factor vital en un sistema hidráulico, y por lo tanto, debe
hacerse una selección cuidadosa del aceite que asegura una vida y funcionamiento
145
satisfactorios de los componentes del sistema, principalmente de las bombas y
motores hidráulicos y en general de los actuadores.
Los circuitos hidráulicos son útiles para realizar esfuerzos que requieren bastante
fuerza, aunque no sean muy precisos.
Los sistemas hidráulicos se componen básicamente de:
Bombas.
Tuberías y depósitos.
Válvulas.
Cilindros o botellas.
Motores.
Filtros.
Las bombas hidráulicas en maquinaria suelen ser de tres tipos fundamentalmente:
bombas de engranajes, bombas de paletas y bombas de pistones.
Las tuberías de conducción de los circuitos hidráulicos pueden ser metálicas con
tubos rígidos conformados a la medida o bien latiguillos de goma con una o varias
capas de alambres de acero trenzado en su interior, dependiendo de la presión para
la cual estén diseñados.
146
Las válvulas son fundamentales en los circuitos hidráulicos, y son las que controlan
los flujos de aceite para dirigirlos hacia el lugar conveniente en cada momento. Cada
fabricante puede denominarlas de una manera distinta, pero básicamente las
funciones son similares en casi todos los circuitos hidráulicos, pudiéndose conocer
como válvulas de carrete, de retención, reductoras de presión, de seguridad,
compensadoras, pilotadas, antirretorno, moduladoras, combinadas, etc.
Los depósitos hidráulicos pueden ser de dos tipos: presurizados que mantienen
durante el funcionamiento de la máquina una presión en su interior que favorece la
descarga de aceite hacia las bombas o depósitos con respiradero que no mantienen
presión en su interior.
Los cilindros o botellas pueden tener diversas formas o tener los soportes colocados
de distinta manera, pero generalmente se pueden clasificar por el sistema de cierre
de la tapa que varía en función de la presión que tengan que soportar. Las tapas que
usan tornillos soportan generalmente más presión que las tapas que van atornilladas
directamente en la camisa. Estas últimas pueden ser atornilladas exteriormente o
bien en la parte interior de la camisa.
Los motores hidráulicos son generalmente de pistones y caudal fijo; los cuales,
generalmente se utilizan para la traslación de las máquinas.
Los filtros hidráulicos, van generalmente en derivación con el circuito principal y suele
pasar por ellos una parte de la presión de retorno, circunstancia por la cual, su
147
eficacia en el circuito es limitada. No suelen colocarse en las líneas de presión
porque necesitarían estar reforzados para soportar dichas presiones y serian
antieconómicos. En las líneas de aspiración de las bombas podrían dar lugar a
restricciones que producirían cavitación acortando así drásticamente la vida útil de
las mismas.
5.6.1.1. Ventajas de la oleohidráulica.
Permite trabajar con elevados niveles de fuerza o mementos de giro.
El aceite empleado en el sistema es fácilmente recuperable.
Velocidad de actuación fácilmente controlable.
Instalaciones compactas.
Protección simple contra sobrecargas.
Cambios rápidos de sentido.
5.6.1.2. Desventajas de la oleohidráulica.
El fluido es más caro.
Perdidas de carga.
Personal especializado para el mantenimiento.
Fluido muy sensible a la contaminación.
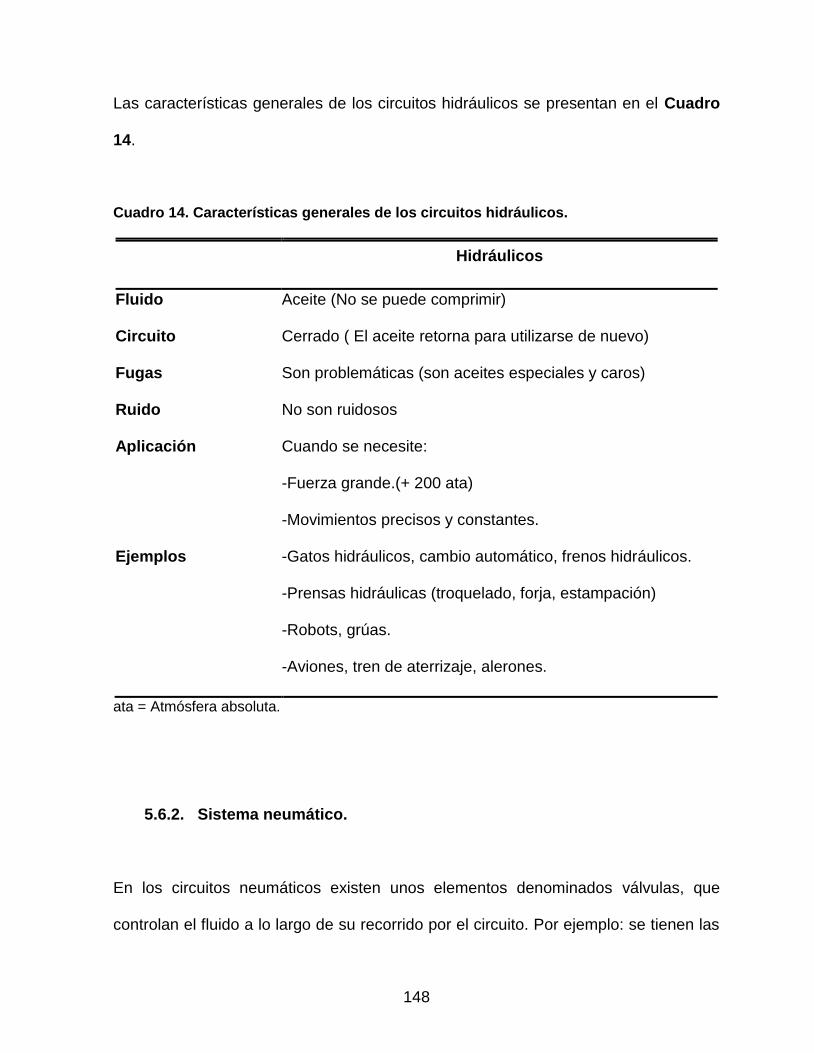
148
Las características generales de los circuitos hidráulicos se presentan en el Cuadro
14.
Cuadro 14. Características generales de los circuitos hidráulicos.
Hidráulicos
Fluido Aceite (No se puede comprimir)
Circuito Cerrado ( El aceite retorna para utilizarse de nuevo)
Fugas Son problemáticas (son aceites especiales y caros)
Ruido No son ruidosos
Aplicación Cuando se necesite:
-Fuerza grande.(+ 200 ata)
-Movimientos precisos y constantes.
Ejemplos -Gatos hidráulicos, cambio automático, frenos hidráulicos.
-Prensas hidráulicas (troquelado, forja, estampación)
-Robots, grúas.
-Aviones, tren de aterrizaje, alerones.
ata = Atmósfera absoluta.
5.6.2. Sistema neumático.
En los circuitos neumáticos existen unos elementos denominados válvulas, que
controlan el fluido a lo largo de su recorrido por el circuito. Por ejemplo: se tienen las
149
válvulas distribuidoras, que cuentan con unos orificios o vías que sirven para la
entrada o salida del aire y que controlan su dirección. Dependiendo de la posición de
la válvula se determina la conexión entre sus vías, posición de reposo o posición de
trabajo.
El circuito neumático más común es un cilindro de simple efecto accionado por una
válvula de tres vías y dos posiciones. Otro ejemplo es el cilindro de doble efecto,
accionado por una válvula de cinco orificios y dos posiciones.
Las válvulas pueden accionarse por pulsador, pedal, palanca y retornan a su
posición inicial generalmente por muelle, al igual que el cilindro. A este tipo de
circuitos se le llama de mando directo.
Debido a que los circuitos neumáticos carecen de control, habría que introducir otros
elementos reguladores de velocidad para que el circuito estuviese completo.
Cuando se manejan volúmenes de aire mayores de 1,5 litros, se necesitan cilindros
más grandes y más cantidad de válvulas para controlar su funcionamiento, en estos
y otros circuitos más complejos en los que unas válvulas actúan sobre otras, se les
llama de mando indirecto. Así pueden existir válvulas emisoras de señal, captadoras,
de mando y de control para controlar por ejemplo el accionamiento continuo de un
cilindro de doble efecto.
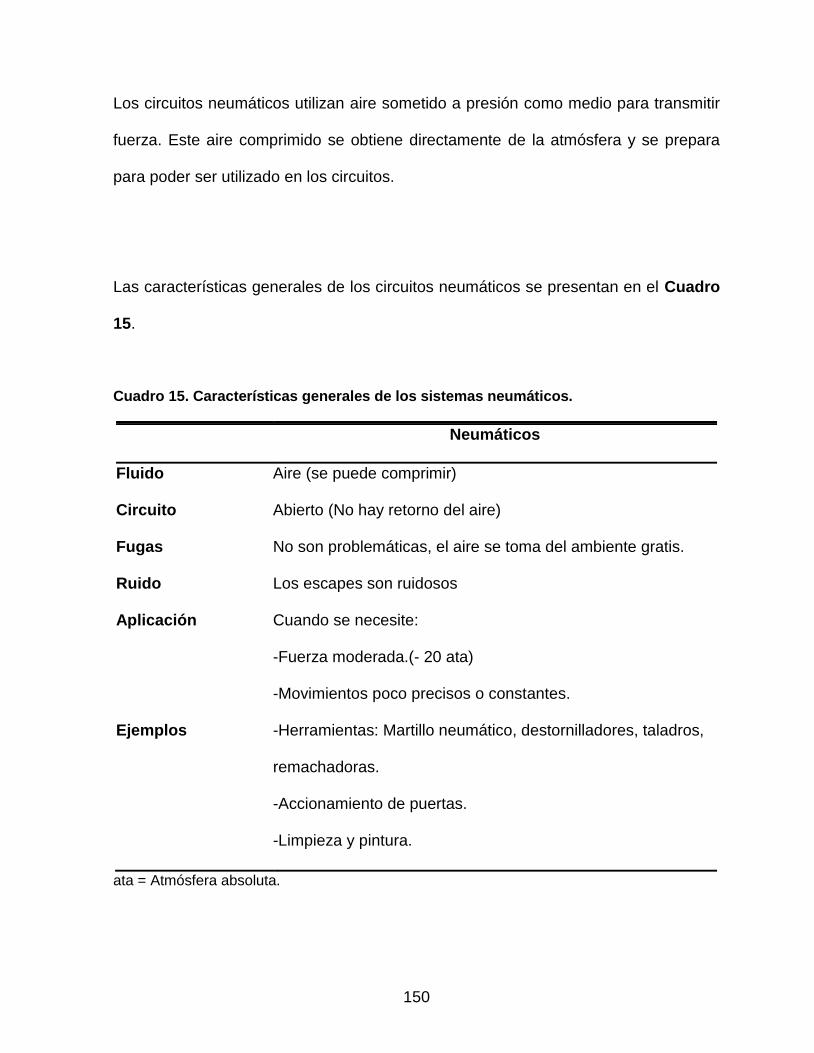
150
Los circuitos neumáticos utilizan aire sometido a presión como medio para transmitir
fuerza. Este aire comprimido se obtiene directamente de la atmósfera y se prepara
para poder ser utilizado en los circuitos.
Las características generales de los circuitos neumáticos se presentan en el Cuadro
15.
Cuadro 15. Características generales de los sistemas neumáticos.
Neumáticos
Fluido Aire (se puede comprimir)
Circuito Abierto (No hay retorno del aire)
Fugas No son problemáticas, el aire se toma del ambiente gratis.
Ruido Los escapes son ruidosos
Aplicación Cuando se necesite:
-Fuerza moderada.(- 20 ata)
-Movimientos poco precisos o constantes.
Ejemplos -Herramientas: Martillo neumático, destornilladores, taladros,
remachadoras.
-Accionamiento de puertas.
-Limpieza y pintura.
ata = Atmósfera absoluta.

151
5.6.3. Sistema combinado (hidráulico y neumático).
En determinadas aplicaciones para aminorar el costo de adquisición de los circuitos
hidráulicos, suele combinarse el diseño, en un circuito oleoneumático, utilizando la
parte neumática para el accionamiento y control, y la parte hidráulica para el
actuador.
Los sistemas combinados se utilizan por ejemplo en:
Movimientos de aproximación rápido y avance lento.- Fresadoras y
rectificadoras.
Sujeción de piezas – Cortes a alta velocidad sobre materiales duros.
Automatización de procesos de producción.
5.6.4. Sistema de torque.
El torque (T) o momento de fuerza representa aquella fuerza que se imparte sobre
una palanca u objeto/barra rígida, la cual produce un movimiento rotatorio (angular).
En otras palabras es la "fuerza rotatoria" o magnitud del giro alrededor de un centro
de rotación o la fuerza que se requiere para poder inducir un efecto angular sobre un
radio o palanca.
152
El torque es una cantidad vectorial, de manera que posee las propiedades de
magnitud y dirección. La magnitud es dada por la fuerza aplicada sobre el torque o
momento de fuerza. La dirección puede ser positiva o negativa. Por ejemplo, una
dirección a favor de las manecillas del reloj es considerada negativa (-), mientras que
una dirección en contra de las manecillas del reloj es considerada positiva (+).
En términos cuantitativos, el torque se define como el producto de la magnitud de la
fuerza y su distancia perpendicular desde la dirección (línea de acción) de la fuerza
hasta el punto de pivote (intersección con el eje de rotación).
La palanca o barra rígida es un constituyente esencial del torque. Sobre esta barra
se encuentra un punto donde se encuentra la resistencia y otro donde se aplica la
fuerza. Obviamente, existe un eje o punto de rotación. La distancia que se encuentra
entre el punto de pivote y la resistencia y de la fuerza se conocen como brazos de
resistencia y de fuerza, respectivamente. Esto quiere decir que puede haber,
también, un torque de resistencia y uno de fuerza. No obstante, la resistencia puede
considerarse también como un tipo de fuerza, ya que representa la que ejerce la
fuerza de gravedad sobre una masa o peso.
En resumen, el torque depende de la magnitud de la fuerza y de la dimensión del
brazo de torque. Para aumentar la fuerza que se generada por el torque se tiene que
alargar la distancia del brazo de torque o aumentar la magnitud de la fuerza aplicada,
y para disminuir la fuerza generada por el torque se tiene que acortar la distancia del
brazo de torque o disminuir la magnitud de la fuerza aplicada.

153
Existen tres géneros o clases de palancas, cada uno de los cuales se caracteriza por
las relativas posiciones del fulcro, esfuerzo y peso:
Primer género. El fulcro se halla entre el esfuerzo y el peso. Puede estar situado en
la parte central, o hacia el lado del esfuerzo o del peso, con lo que los dos brazos de
peso y de esfuerzo pueden ser iguales o uno de ellos puede ser más largo que el
otro.
Segundo género. El peso se halla entre el fulcro y el esfuerzo. Esto implica que el
brazo de esfuerzo es siempre más largo que el brazo de peso.
Tercer género. El esfuerzo se halla entre el fulcro y el peso. Esto implicación que el
brazo de peso es siempre más largo que el brazo de esfuerzo.
5.6.5. Análisis de las opciones.
En la actualidad las aplicaciones de las palancas, la oleohidráulica y la neumática
son muy variadas, esta amplitud en los usos se debe principalmente al diseño y
fabricación de elementos de mayor precisión y con materiales de mejor calidad,
acompañado además de estudios de las materias y principios que rigen la hidráulica
y neumática. Todo lo anterior se ha visto reflejado en equipos que permiten trabajos
cada vez con mayor precisión y con mayores niveles de energía, lo que sin duda ha
permitido un creciente desarrollo de la industria en general.
154
Dadas las bajas presiones generadas por el torque, este no puede considerarse
como viable para armar el dispositivo que aplique la presión en la briquetadora, ya
que para lograr la presión de briquetado requerida, las dimensiones de los
componentes del torque tendrían que ser de gran magnitud. El principio del sistema
es relativamente simple lo que haría sencillo el equipo, el problema sería que se
ocuparía un mayor esfuerzo por parte del operador para alcanzar la presión.
En un sistema neumático, para alcanzar la presión de briquetado se necesita un
émbolo o pistón demasiado grande lo que resulta muy costoso. Por esta razón el
sistema resulta poco probable de elegir.
Por ahora nuestra mejor opción es un sistema netamente hidráulico. El principio de
acción es similar al sistema neumático pero con el sistema hidráulico las presiones
alcanzadas son mayores, por lo que las dimensiones en los componentes del
sistema no tendrían que ser de grandes dimensiones y aunque resulta costoso, no se
compara con el costo de un sistema neumático.
5.7. CIRCUITO HIDRÁULICO PARA LA PRESIÓN DE BRIQUETADO.
El sistema con el que se aplica la presión requerida por la briquetadora es un gato
hidráulico convencional, el cual está fijado por medio de tornillos sobre la placa base
móvil en su parte central, esto con el objeto de asegurar una adecuada distribución
de la presión.
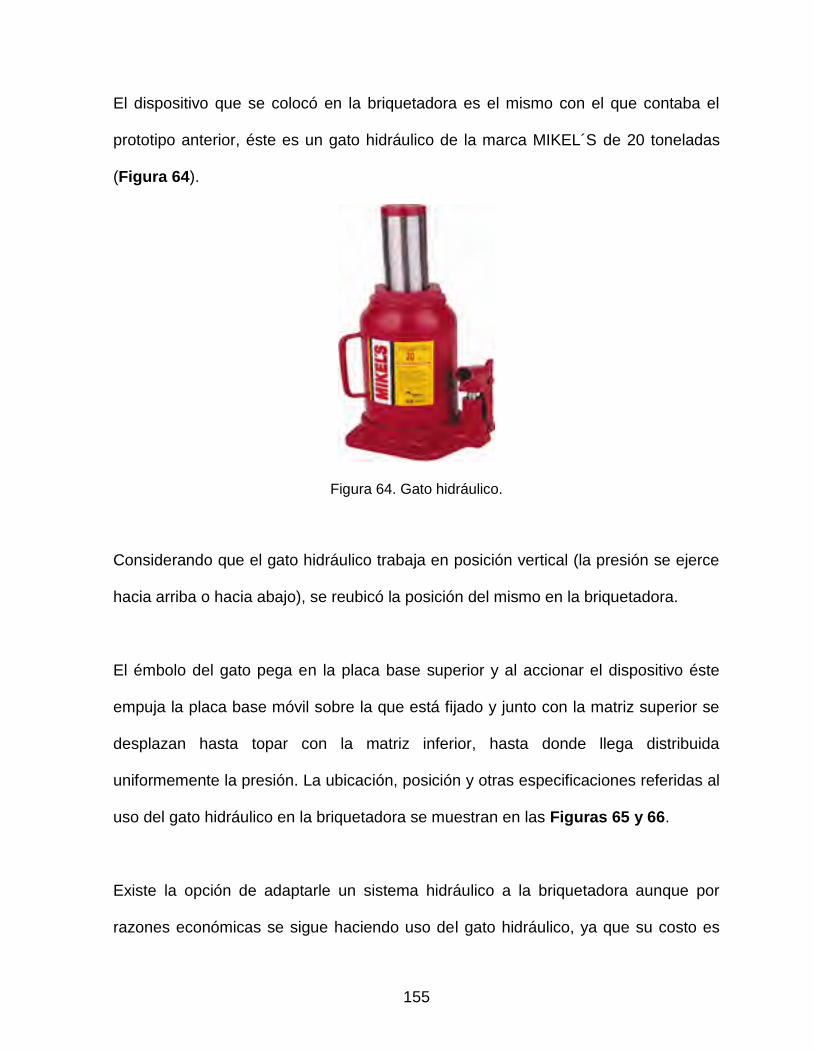
155
El dispositivo que se colocó en la briquetadora es el mismo con el que contaba el
prototipo anterior, éste es un gato hidráulico de la marca MIKEL´S de 20 toneladas
(Figura 64).
Figura 64. Gato hidráulico.
Considerando que el gato hidráulico trabaja en posición vertical (la presión se ejerce
hacia arriba o hacia abajo), se reubicó la posición del mismo en la briquetadora.
El émbolo del gato pega en la placa base superior y al accionar el dispositivo éste
empuja la placa base móvil sobre la que está fijado y junto con la matriz superior se
desplazan hasta topar con la matriz inferior, hasta donde llega distribuida
uniformemente la presión. La ubicación, posición y otras especificaciones referidas al
uso del gato hidráulico en la briquetadora se muestran en las Figuras 65 y 66.
Existe la opción de adaptarle un sistema hidráulico a la briquetadora aunque por
razones económicas se sigue haciendo uso del gato hidráulico, ya que su costo es
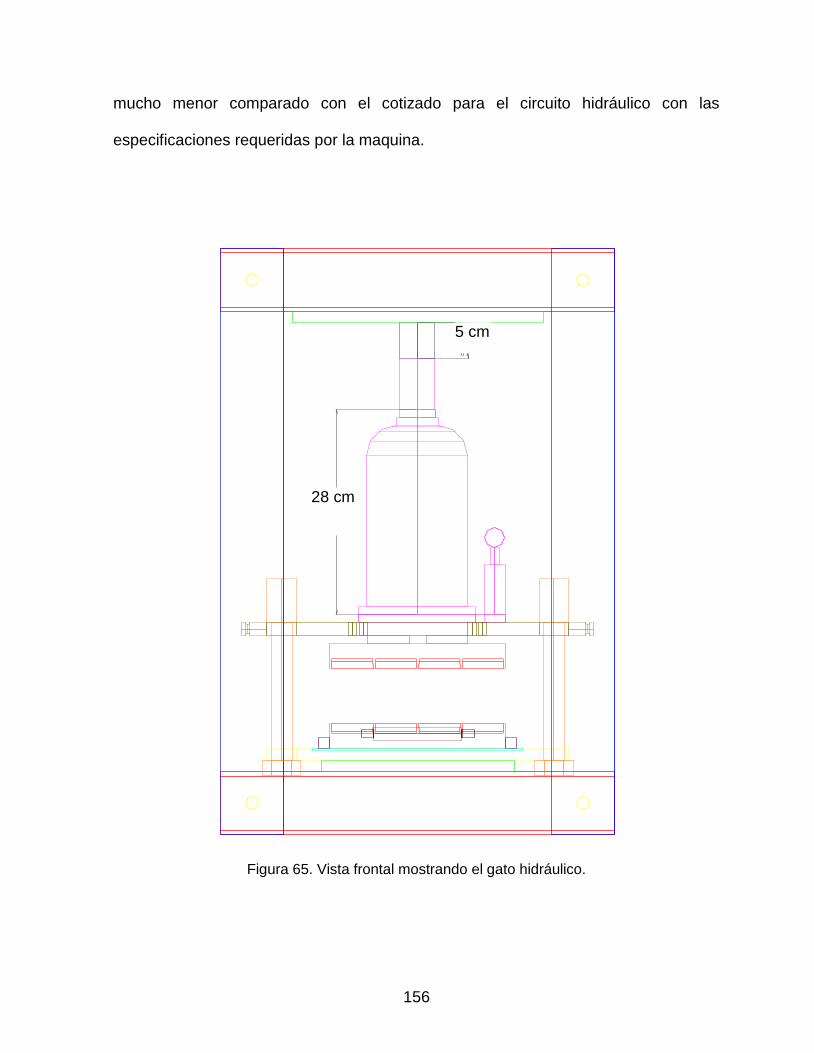
156
mucho menor comparado con el cotizado para el circuito hidráulico con las
especificaciones requeridas por la maquina.
Figura 65. Vista frontal mostrando el gato hidráulico.
5 cm
28 cm
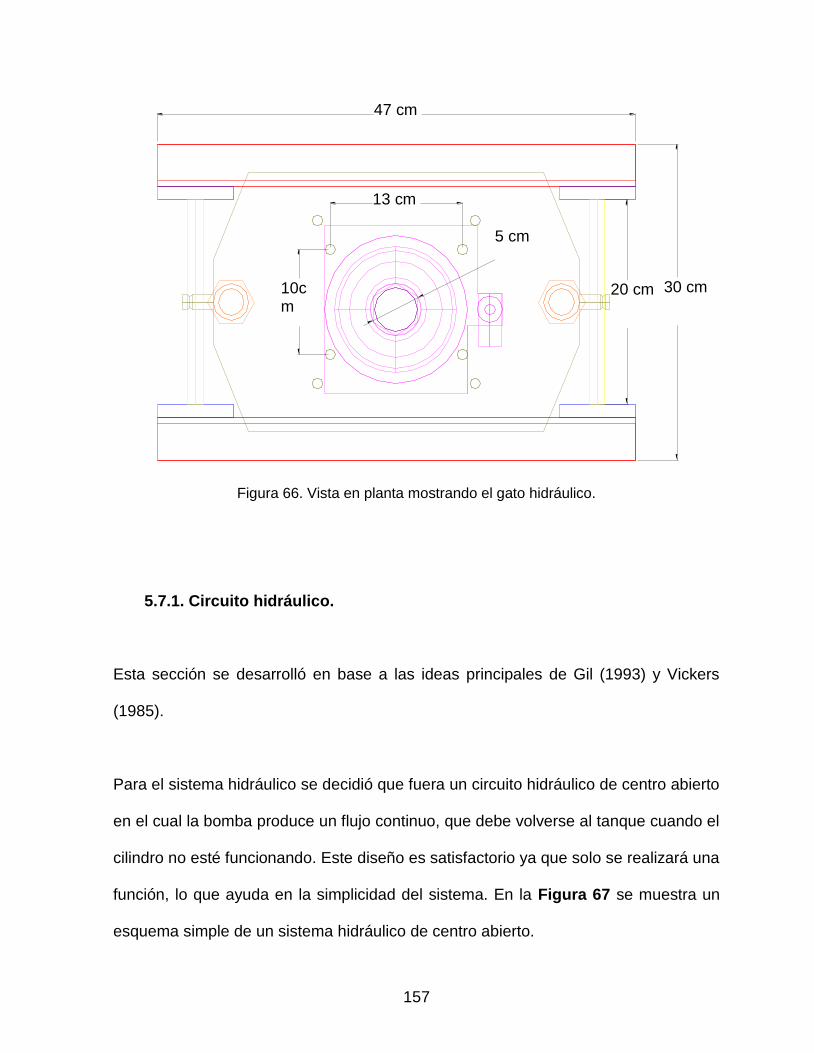
157
Figura 66. Vista en planta mostrando el gato hidráulico.
5.7.1. Circuito hidráulico.
Esta sección se desarrolló en base a las ideas principales de Gil (1993) y Vickers
(1985).
Para el sistema hidráulico se decidió que fuera un circuito hidráulico de centro abierto
en el cual la bomba produce un flujo continuo, que debe volverse al tanque cuando el
cilindro no esté funcionando. Este diseño es satisfactorio ya que solo se realizará una
función, lo que ayuda en la simplicidad del sistema. En la Figura 67 se muestra un
esquema simple de un sistema hidráulico de centro abierto.
47 cm
13 cm
30 cm 20 cm 10cm
5 cm
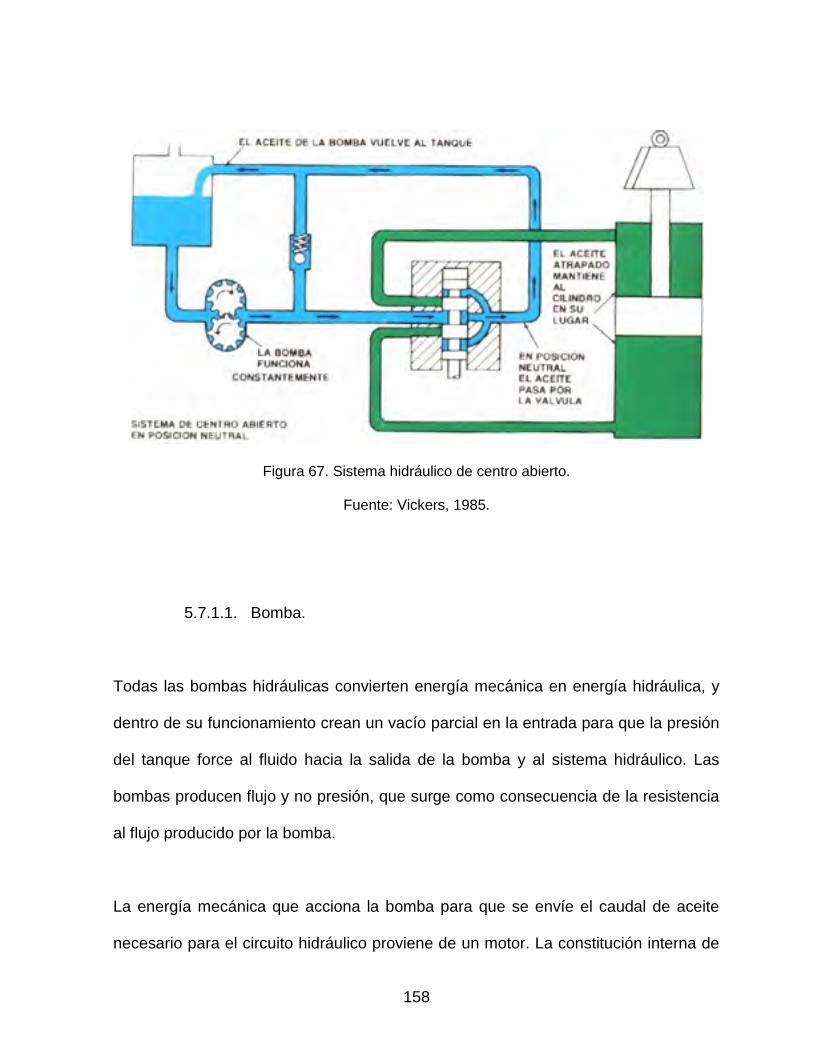
158
Figura 67. Sistema hidráulico de centro abierto.
Fuente: Vickers, 1985.
5.7.1.1. Bomba.
Todas las bombas hidráulicas convierten energía mecánica en energía hidráulica, y
dentro de su funcionamiento crean un vacío parcial en la entrada para que la presión
del tanque force al fluido hacia la salida de la bomba y al sistema hidráulico. Las
bombas producen flujo y no presión, que surge como consecuencia de la resistencia
al flujo producido por la bomba.
La energía mecánica que acciona la bomba para que se envíe el caudal de aceite
necesario para el circuito hidráulico proviene de un motor. La constitución interna de
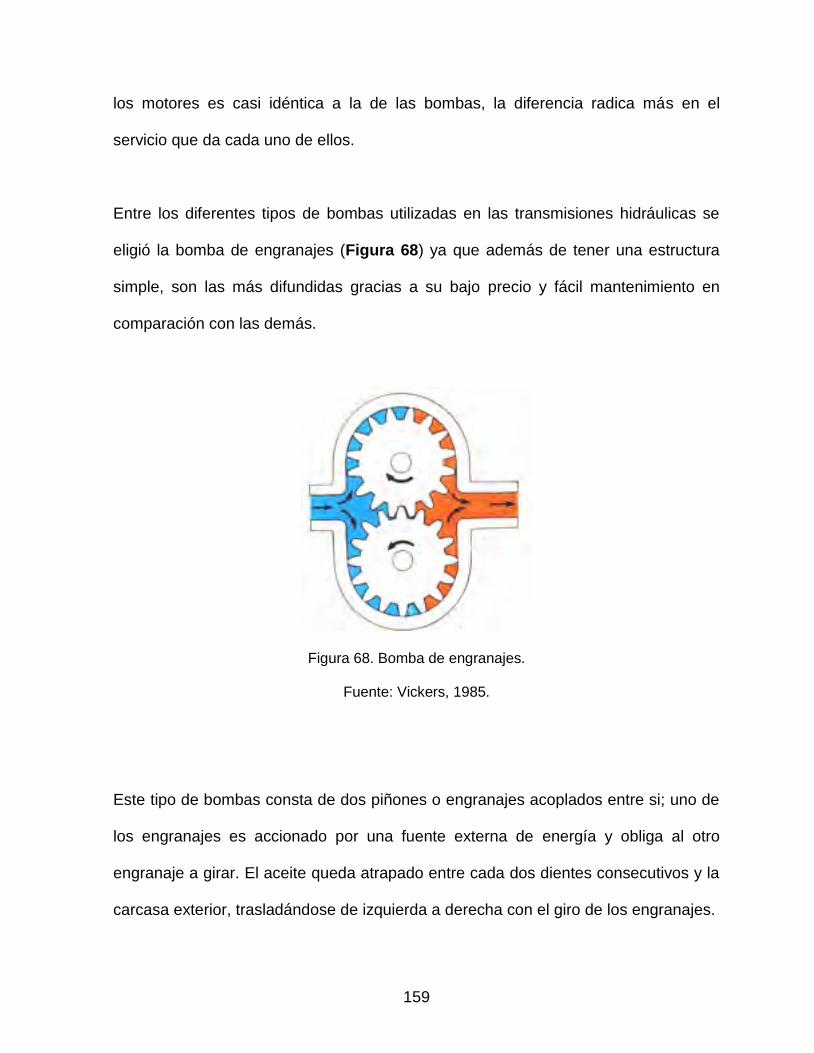
159
los motores es casi idéntica a la de las bombas, la diferencia radica más en el
servicio que da cada uno de ellos.
Entre los diferentes tipos de bombas utilizadas en las transmisiones hidráulicas se
eligió la bomba de engranajes (Figura 68) ya que además de tener una estructura
simple, son las más difundidas gracias a su bajo precio y fácil mantenimiento en
comparación con las demás.
Figura 68. Bomba de engranajes.
Fuente: Vickers, 1985.
Este tipo de bombas consta de dos piñones o engranajes acoplados entre si; uno de
los engranajes es accionado por una fuente externa de energía y obliga al otro
engranaje a girar. El aceite queda atrapado entre cada dos dientes consecutivos y la
carcasa exterior, trasladándose de izquierda a derecha con el giro de los engranajes.
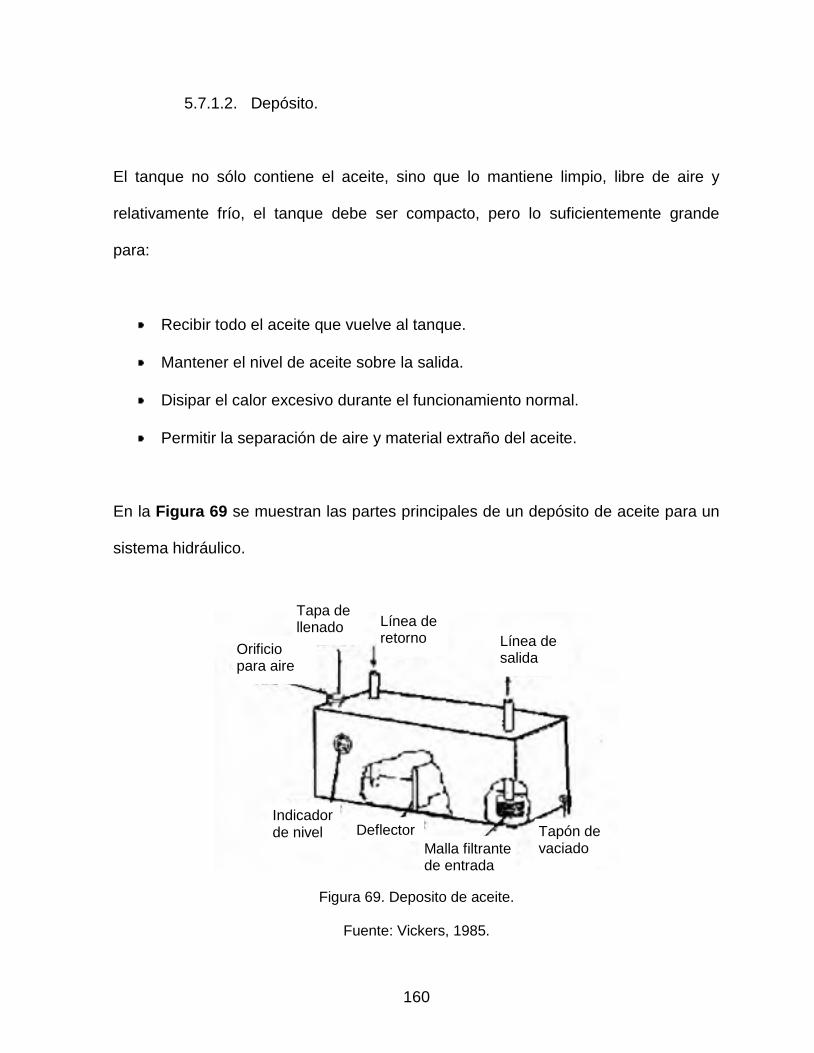
160
5.7.1.2. Depósito.
El tanque no sólo contiene el aceite, sino que lo mantiene limpio, libre de aire y
relativamente frío, el tanque debe ser compacto, pero lo suficientemente grande
para:
Recibir todo el aceite que vuelve al tanque.
Mantener el nivel de aceite sobre la salida.
Disipar el calor excesivo durante el funcionamiento normal.
Permitir la separación de aire y material extraño del aceite.
En la Figura 69 se muestran las partes principales de un depósito de aceite para un
sistema hidráulico.
Figura 69. Deposito de aceite.
Fuente: Vickers, 1985.
Orificio para aire
Tapa de llenado Línea de
retorno Línea de salida
Tapón de vaciado Malla filtrante
de entrada
Deflector Indicador de nivel

161
La tapa de llenado debe cerrarse herméticamente, tener un orificio de ventilación
para filtrar el aire que entra y proporcionar un impulso de gravedad para lograr un
flujo adecuado de aceite.
5.7.1.3. Tuberías.
Las líneas y los adaptadores son fuentes comunes de fugas, que si son excesivas
pueden producir daños mayores al sistema hidráulico por lo que se recomienda que
se examinen frecuentemente todas las líneas y conexiones.
Cuando se conectan o aprietan las mangueras hay que evitar retorcerlas, ya que si
una manguera falla puede perderse todo el fluido hidráulico rápidamente. Esto
puede ser peligroso y puede dañar la máquina.
5.7.1.4. Cilindro.
Es donde el aceite consume mayor parte de la energía que proporciona la bomba
realizando un trabajo con movimiento rectilíneo. Se componen de un cuerpo
cilíndrico, en cuyo interior hay un pistón corto y un vástago largo.
El tipo de cilindro elegido fue de doble efecto y simple vástago para el que se
necesitan dos líneas hidráulicas entre la válvula y el cilindro. Este tipo ayuda a que la

162
velocidad de acercamiento entre las matrices de briquetado no sea tan brusca
evitando que en un momento dado se dañen las piezas de la maquina por los
impactos. En la Figura 70 se muestra el funcionamiento de un cilindro de doble
efecto y simple vástago.
Figura 70. Cilindro de doble efecto.
Fuente: Vickers, 1985.
5.7.1.5. Válvulas.
En la Figura 71 se muestra el circuito de un sistema hidráulico; el sentido de rotación
del motor esta determinado por la posición de la válvula direccional 4/3. En la
posición central de la válvula, todos los puertos están cerrados, al activar el lado
izquierdo de la válvula, el motor hidráulico empieza a girar en la dirección indicada.
Extensión
Retracción
De acción doble
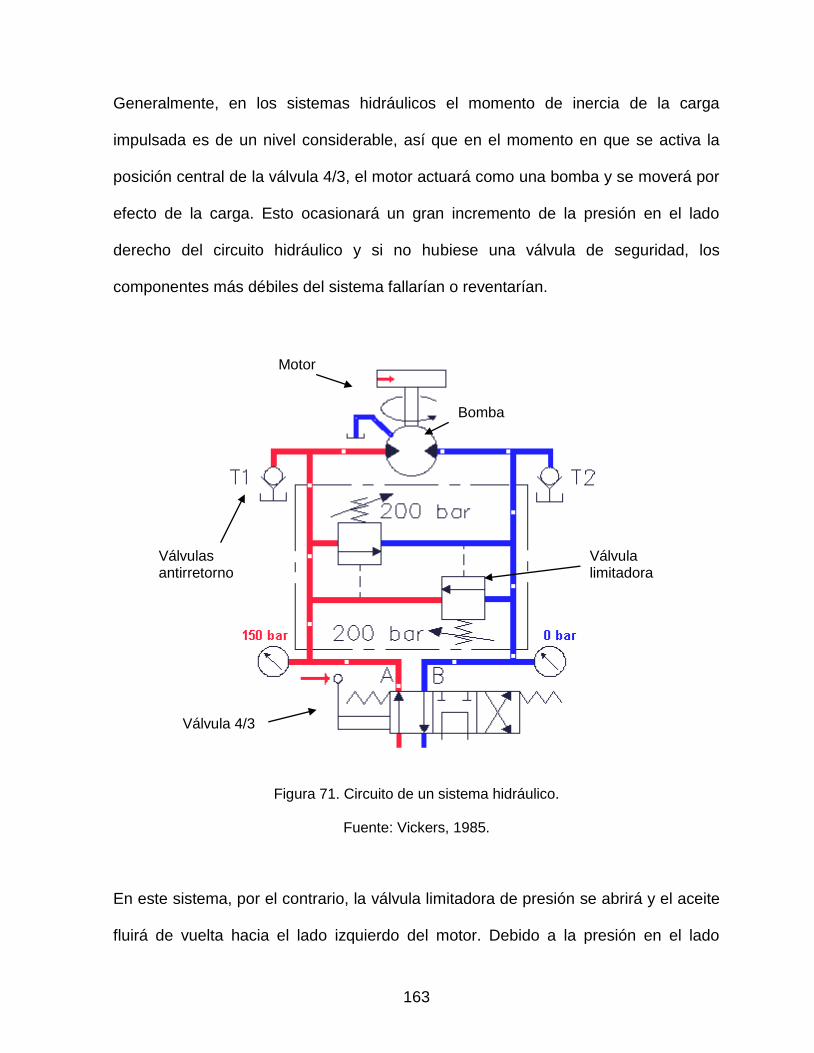
163
Generalmente, en los sistemas hidráulicos el momento de inercia de la carga
impulsada es de un nivel considerable, así que en el momento en que se activa la
posición central de la válvula 4/3, el motor actuará como una bomba y se moverá por
efecto de la carga. Esto ocasionará un gran incremento de la presión en el lado
derecho del circuito hidráulico y si no hubiese una válvula de seguridad, los
componentes más débiles del sistema fallarían o reventarían.
Figura 71. Circuito de un sistema hidráulico.
Fuente: Vickers, 1985.
En este sistema, por el contrario, la válvula limitadora de presión se abrirá y el aceite
fluirá de vuelta hacia el lado izquierdo del motor. Debido a la presión en el lado
Válvula 4/3
Motor
Bomba
Válvula limitadora
Válvulas antirretorno
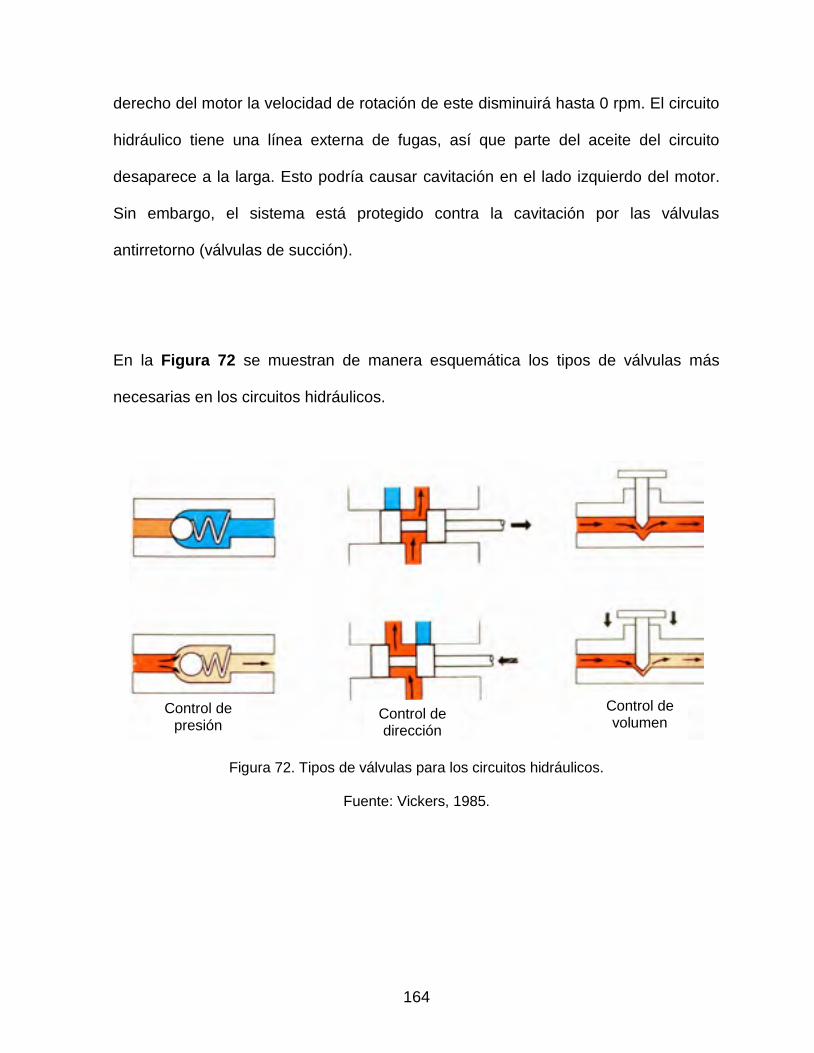
164
derecho del motor la velocidad de rotación de este disminuirá hasta 0 rpm. El circuito
hidráulico tiene una línea externa de fugas, así que parte del aceite del circuito
desaparece a la larga. Esto podría causar cavitación en el lado izquierdo del motor.
Sin embargo, el sistema está protegido contra la cavitación por las válvulas
antirretorno (válvulas de succión).
En la Figura 72 se muestran de manera esquemática los tipos de válvulas más
necesarias en los circuitos hidráulicos.
Figura 72. Tipos de válvulas para los circuitos hidráulicos.
Fuente: Vickers, 1985.
Control de presión
Control de dirección
Control de volumen

165
5.8. PRUEBAS.
5.8.1. Elaboración de las briquetas.
Dentro de las mejoras hechas a la briquetadora con el diseño de las piezas para su
reconstrucción están el sistema guía y la forma de la briqueta que facilita el
despegado del molde con ayuda de unas bandas elásticas, esto hace que el proceso
de briquetado se realice de manera más rápida.
Después de llenar la matriz inferior con la mezcla a la altura calculada para el aro de
contención, ésta es empujada a tope y se acciona el gato hidráulico para ejercer la
presión al juntar las dos matrices para luego liberarla y retirar las briquetas.
Resulta evidente la reducción de tiempo por cada prensada gracias a que se eliminó
el tiempo que se ocupaba en ajustar y centrar el molde móvil con los balines guías
fijados sobre la placa, porque con los cambios ya no es necesario acoplar el molde
móvil, éste queda exactamente sobre el molde inferior y sólo hay que acercarlos.
Por otro lado, en el vaciado, la extracción o separación de las briquetas también
mejora los tiempos y en gran parte es por las bandas elásticas. Con la aplicación de
la presión, las bandas por su propiedad de elasticidad son forzadas a tomar la forma
de los moldes, y al liberar la presión las bandas vuelven a su estado inicial ayudando
a despegar las briquetas del molde facilitando así su extracción.
166
Para la elaboración de las briquetas se utilizó carbón vegetal de encino, el cual se
pulverizó a una granulometría muy fina con ayuda de un molino manual.
En lo referente a la mezcla (carbón vegetal-aglutinante-agua), se utilizaron como
aglutinantes el almidón, la harina de trigo, la harina de maíz y la fécula de maíz.
Para la preparación de la mezcla la adición del aglutinante se hizo en dos formas.
Para la primera forma el aglutinante se mezcló con el carbón vegetal y después se
agregó agua caliente a la mezcla para que floculara el aglutinante. Para el segundo
caso se calentó agua a 50°C de temperatura y se le agregó el aglutinante para que
floculara, después ésta mezcla se agregó al cisco de carbón vegetal. Dichos
procedimientos se hicieron para los cuatro tipos de aglutinante (almidón, fécula de
maíz, harina de maíz y de trigo).
5.8.2. Pruebas físicas.
5.8.2.1. Densidad.
Para realizar el ensayo de densidad se hicieron cinco grupos de diez briquetas
elegidas al azar, un grupo con briquetas comerciales para comparar los valores con
los cuatro restantes, cada uno con diferente tipo de aglutinante.
167
Para los cuatro grupos de briquetas se mantuvieron constantes la especie del cisco
de carbón y la proporción de la mezcla utilizada.
Para la determinación de la densidad se tomó primero la metodología por
desplazamiento de líquido, el valor del volumen utilizado para este caso fue el de la
briqueta cubierta con una capa de cera ya que se consideró un volumen
despreciable.
La metodología del cubo se realizó para comparar los resultados con la anterior y
verificar que efectivamente el volumen de la cera no influyó en el valor de la
densidad.
Los resultados obtenidos por cualquiera de los dos procedimientos fueron similares.
Para las briquetas comerciales se obtuvo un promedio de 0.95 gr/cm3, de los grupos
restantes para el que se calculó un valor mayor fue para las briquetas con almidón
con 0.79 gr/cm3 y el valor más bajo que se obtuvo fue en las briquetas con harina de
maíz ya que su densidad promedio fue de 0.70 gr/cm3, en las briquetas con harina de
trigo resultó un promedio de 0.76 gr/cm3 y para las briquetas con fécula de maíz se
promedió con 0.74 gr/cm3.
La variación en densidad entre cada tipo de aglutinante se debe a las características
cementantes y de fraguado de cada aglutinante ya que al contacto con el agua
caliente cada uno tuvo diferente reacción.
168
4.8.2.2. Humedad.
Para la determinación de la humedad se hicieron cuatro grupos de diez briquetas.
Cada uno de los grupos con diferente tipo de aglutinante y de igual manera se
mantuvieron constantes la especie del cisco y la proporción de la mezcla.
Cada grupo se dividió en dos partes iguales, las primeras cinco para determinar el
contenido de humedad en la briqueta húmeda y las otras cinco para determinar el
contenido de humedad en la briqueta seca. Las primeras se secaron en estufa y las
segundas al aire libre.
El contenido de humedad para las briquetas recién elaboradas se determinó en un
promedio de 30 % de contenido de humedad y para la briqueta secada a temperatura
ambiente se obtuvo un promedio de 9 % de contenido de humedad.
4.8.2.3. Compresión.
Para este ensayo de prueba se hicieron cinco grupos de briquetas elegidas al azar,
un grupo de briquetas comerciales y de los cuatro restantes cada uno con diferente
tipo de aglutinante, conservando constantes la especie del cisco y la proporción de la
mezcla.
169
En el ensayo para compresión se encontró que en general la resistencia es mayor en
posición de descanso que en posición vertical. Comparando briquetas comerciales
con las no comerciales, para las primeras la carga máxima soportada antes de
fractura fue de 0.95 kN para un desplazamiento de 2.5 mm., y para las segundas la
carga máxima soportada fue de 0.7 kN para un desplazamiento de 4.5 mm. Con
pequeñas diferencias, en promedio las briquetas con fécula de maíz tuvieron los
valores más bajos y las briquetas con almidón los más altos.
Con los resultados obtenidos de la prueba se observó que en la resistencia de una
briqueta influyen varios factores entre los que se encuentran la densidad y humedad
de la briqueta ya seca, el tipo de aglutinante utilizado, la proporción en la que se
mezcla y la temperatura de fraguado para cada uno, entre otros.
4.8.2.4. Tiempo que duran consumiéndose las briquetas encendidas.
Para este ensayo de prueba se hicieron seis grupos, un grupo con diez briquetas
comerciales, cuatro con diez briquetas de diferente tipo de aglutinante cada uno y el
último con carbón vegetal a granel.
En el caso de las briquetas no comerciales se elaboraron con la misma especie de
cisco de encino y la misma proporción de componentes en la mezcla de los cuatro
grupos.

170
En las briquetas comerciales se obtuvo un tiempo de dos horas consumiéndose y
para el carbón vegetal sólo una hora.
El rendimiento en tiempo de combustión de las briquetas no comerciales depende de
varios factores, de los cuales sólo se observó el tipo de aglutinante que contenían.
Las briquetas con almidón duraron hora y media en consumirse, las briquetas con
harina de trigo duraron una hora veinte minutos y las de harina de maíz duraron una
hora y cuarto, por último las briquetas con fécula de maíz sólo duraron una hora.
171
6. CONCLUSIONES
Con la validación realizada al prototipo de la briquetadora se mejoraron aspectos
como el despegado de la briqueta del molde y el sistema de guías dando así al
briquetado de cisco de carbón vegetal mayor eficiencia.
Se redujo el tiempo por prensado debido a la colocación de las barras guías y el tope
al final de éstas, ya que ayudan al ajuste de las placas colocando la matriz inferior
justo debajo de la matriz superior, y así ya no se tienen que reacomodar para que
acoplen.
El costo de adquisición de la briquetadora no incrementó significativamente, aún a
pesar de los cambios con el rediseño de algunas de sus piezas.
Una ventaja de la briquetadora es la disponibilidad de movimiento, ya que su energía
de trabajo es proporcionada por un gato hidráulico y no requiere de energía eléctrica
para su funcionamiento de manera que puede llevarse hasta las zonas donde se
produce el carbón vegetal.
Otra ventaja que se observa es que si la briquetadora se incorpora al proceso de
producción de carbón vegetal se reducirían los costos de producción, ya que el cisco
o material fino que se desecha a lo largo del proceso se utilizaría como materia prima
172
para el proceso de briquetado; además de que se reduce el riesgo por contaminación
que genera la acumulación del cisco.
La nueva forma de la briqueta más las bandas elásticas colocadas en las matrices
sobre las cavidades de los moldes facilitan el despegado y la extracción de las
briquetas.
El sistema de guías rediseñado da mayor eficiencia al proceso de briquetado y el
prensado se da sin complicaciones debido al ajuste y sincronía de la placa móvil al
bajar con la matriz de briquetado superior.
Para mejorar la productividad de la briquetadora es necesario adaptarle un sistema
de presión semi-automático el cual da mayor potencia, rapidez y eficiencia al proceso
de briquetado, sólo que el costo de la briquetadora se incrementaría
significativamente.
173
7. RECOMENDACIONES
Para el funcionamiento de la briquetadora:
Se puede agregar un motor de gasolina con una bomba hidráulica para generar la
energía necesaria para accionar el pistón y así mejorar las características de la
briquetadora conservando la ventaja de movilidad.
Se recomienda practicar el mantenimiento diario del equipo, en especial el aspecto
de la limpieza para disminuir el deterioro de la máquina por los efectos corrosivos del
carbón vegetal.
Para el desarrollo de nuevos productos:
Se recomienda hacer estudios con diferentes proporciones en la composición de la
mezcla manejando varios tipos de aglutinantes a diferentes proporciones en agua
caliente para determinar la más idónea en el proceso de briquetado.
Se recomienda desarrollar un sistema completo para la producción de briquetas de
carbón vegetal, diseñando molinos, mezcladores y un secador, todo de acuerdo a los
volúmenes de producción y capacidad de la briquetadora.
174
8. LITERATURA CITADA
Andrade J. 1982. Fabricación de briquetas de carbón. Servicio de información técnica
cendes. Guayaquil, Ecuador. 3 p.
BANCOMEXT. Sistema de Información Comercial de México (SIC-M).
www.bancomext.com. (06/02/2006).
Espinosa M. J. M. 2002. Producción de briquetas de carbón vegetal. Maestría en
Ciencias Forestales. División de Ciencias Forestales. Universidad Autónoma
Chapingo. Chapingo, México. 10 p. Inédito.
FAO. 1983. Métodos simples para fabricar carbón vegetal. Organización de las
Naciones Unidas para la Agricultura y la Alimentación. Cuaderno técnico de
la FAO. Estudios FAO: Montes 41. Roma, Italia. 154 p.
FAO. 1985. Industrial charcoal making. Organización de las Naciones Unidas para la
Agricultura y la Alimentación. Forest Industries Division. Roma, Italia. 133 p.
FAO. 1987. La madera: Combustible para promover el desarrollo. Organización de
las Naciones Unidas para la Agricultura y la Alimentación. Forest Industries
Division. Roma, Italia. 13 p.
175
FAO. 1990. The briquetting of agricultural wastes for fuel. Organización de las
Naciones Unidas para la Agricultura y la Alimentación. FAO Medio ambiente
y energía. Roma, Italia. 131 p.
FAO. 2001. El rol de la energía de la madera en Latinoamérica y el caribe.
Organización de las Naciones Unidas para la Agricultura y la Alimentación.
Departamento de Montes. Estudio Regional. Roma, Italia. 50 p.
Fuegos del Sur. www.fuegosdelsursrl.com.ar. (02/03/06).
Furuya T. 1996. Carbón vegetal. Agencia de Cooperación Internacional Japonesa
(JICA). SEMARNAP. México, D.F. 40 p.
Gil S., J. 1993. Elementos hidráulicos en los tractores y máquinas hidráulicas.
Ediciones Mundi-Prensa. Madrid, España. 194 p.
Golf F. y E. Vogel. 1985. Manuales para la producción de carbón vegetal con
métodos simples. Número 2. Facultad de Silvicultura y Manejo de Recursos
Renovables. Nuevo León, México. 23 p.
Industrias San Felipe. www.industriassanfelipe.com. (02/03/06).
Marcos M. F. 1989. El carbón vegetal: propiedades y obtención. Agroguías mundi-
prensa. Editorial Mundi-prensa. Madrid, España. 114 p.
176
Mataix, C. 1982. Mecánica de fluidos y máquinas hidráulicas. Ediciones del castillo.
México, D. F. 660 p.
Moreno L. L. A. 2004. Diseño y construcción de un prototipo de máquina
briquetadora para carbón vegetal, apropiada para pequeños y medianos
productores. Tesis de Licenciatura. Universidad Autónoma Chapingo.
Chapingo, México. 145 p.
Ordaz H., J. C. 2003. Análisis de la calidad del carbón vegetal de encino producido
en horno tipo colmena brasileño en Huayacocotla, Veracruz. Universidad
Autónoma Chapingo. Chapingo, México. 65 p.
Patiño V. F. 1989. Ponencia: Utilización del carbón vegetal. En Memorias: Primera
reunión nacional sobre dendrología. Universidad Autónoma Chapingo.
Chapingo, México. pp. 30-31.
Patiño V. F. y M. Pezet V. 1989. Ponencia: Producción de carbón vegetal en tres
tipos de hornos. En Memorias: Primera reunión nacional sobre dendrología.
Universidad Autónoma Chapingo. Chapingo, México. pp. 32-34.
Prudente de F. P. J; W. Ferreira Q. y E. Y. A. Okino. 1989. Aspectos técnicos da
briquetagem do carvão vegetal no Brasil. Instituto Brasileiro do Meio
Ambiente e dos Recursos Naturais Renovaveis. Brasilia. 12 p.

177
Romahn de la V. C. F. 1992. Principales productos no maderables de México.
Universidad Autónoma Chapingo. Chapingo, México. 376 p.
Sánchez R. L. 2002. Ponencia: Diseño de una briquetadora de carbón vegetal para
pequeños y medianos productores. En Memoria: IV Congreso Mexicano de
Tecnología de Productos Forestales. Universidad de Guadalajara.
Guadalajara, Jalisco, México. pp. 35-36.
Sánchez R. L. 2000. Ponencia: Análisis de la calidad de carbón vegetal para
exportación de algunas especies mexicanas. En Memoria: III Congreso
Mexicano de Tecnología de Productos Forestales. Durango, Durango,
México. pp. 39-40.
Sánchez R. L. 1999. Ponencia: Tecnología apropiada para el briquetado de carbón
vegetal en México. En Memoria: IV Congreso Mexicano sobre Recursos
Forestales. Universidad Juárez del Estado de Durango. Durango, Durango,
México. pp. 118.
Sánchez R. L. 1997a. Métodos de producción de carbón vegetal en México. Tesis
Doctoral. Pacific Western University. California, USA. 115 p.
Sánchez R. L. 1997b. Ponencia: Producción de carbón vegetal en México. Memoria:
III Congreso Mexicano sobre Recursos Forestales. Universidad Autónoma
de Nuevo León. Linares, Nuevo León, México. pp. 69-70.
178
Sánchez R. L. 1996. Producción, consumo y exportación de carbón vegetal en
México. División de Ciencias Forestales. Universidad Autónoma Chapingo.
Chapingo, México. 27 p. Inédito.
SARH. 1978. Estudio de viabilidad para la instalación de una fabrica productora de
briquetas de carbón vegetal. Secretaría de Agricultura y Recursos
Hidráulicos. Subsecretaría Forestal y de la Fauna. Área de proyectos
especiales. México, D.F. 236 p.
Secretaria de Energía de Argentina. 2004. Energías renovables. Dirección General
de Cooperación y Asistencia Financiera. http://energia.mecon.gov.ar
(15/08/2005).
SEMARNAT. 1995. Panorama general sobre la producción de carbón vegetal en
México. Secretaría de Medio Ambiente y Recursos Naturales. Subsecretaría
de Recursos Naturales. México. 52 p.
Torres G. F. y D. Molina F. 1999. Diseño de una maquina briquetadora para carbón
vegetal. Tesis de Licenciatura. Universidad Autónoma Chapingo. Chapingo,
México. 152 p.
Vásquez de la P. R. 1952. Tecnificación de la industria del carbón vegetal en México.
Programa de conservación de los recursos forestales del candidato a la
presidencia PRI. México, D.F. 14 p.
179
Vickers S. 1985. Manual de oleohidráulica móvil. Editorial Blume. Barcelona, España.
689 pp.
Walter E. 1985.Handbook of charcoal making. Commission of the European
Communities. 94 p.