
Interpolacion Circular
4
6.2.3.1. Interpolación circular Los movimientos programados a continuación de G02/G03 se ejecutan en forma de trayectoria circular al avance F programado. Las definiciones de sentido horario (G02) y sentido anti-horario (G03) se han fijado de acuerdo con el sistema de coordenadas que a continuación se representan. Este sistema de coordenadas está referido al movimiento de la herramienta sobre la pieza. La interpolación circular sólo se puede ejecutar en el plano. La forma de definir la interpolación circular es la siguiente: Coordenadas cartesianas Plano XY G17 G02 (G03) X+/-4.3 Y+/-4.3 I+/-4.3 J+/-4.3 F5.4 Plano XZ G18 G02 (G03) X+/-4.3 Z+/-4.3 I+/-4.3 K+/-4.3 F5.4 Plano YZ G19 G02 (G03) Y+/-4.3 Z+/-4.3 J+/-4.3 K+/-4.3 F5.4 En el caso de máquinas de cuatro ejes: a) Si el cuarto eje (W) es incompatible con el eje X. Plano WY G17 G02 (G03) W+/-4.3 Y+/-4.3 I+/-4.3 J+/-4.3 F5.4 Plano WZ G18 G02 (G03) W+/-4.3 Z+/-4.3 I+/-4.3 K+/-4.3 F5.4 b) Si el cuarto eje W es incompatible con el eje Y. Plano WX G17 G02 (G03) W+/-4.3 X+/-4.3 I+/-4.3 J+/-4.3 F5.4 Plano WZ G19 G02 (G03) W+/-4.3 Z+/-4.3 J+/-4.3 K+/-4.3 F5.4 c) En el caso de que el cuarto eje W sea incompatible con el eje Z. Plano WX G18 G02 (G03) W+/-4.3 X+/-4.3 I+/-4.3 K+/-4.3 F5.4 Plano WY G19 G02 (G03) W+/-4.3 Y+/-4.3 J+/-4.3 K+/-4.3 F5.4 Coordenadas polares Plano XY G17 G02 (G03) A+/-3.3 I+/-4.3 J+/-4.3 F5.4 Plano XZ
-
Upload
juan-pablo-lopez-rubi -
Category
Documents
-
view
28 -
download
0
Transcript of Interpolacion Circular
6.2.3.1. Interpolación circular
Los movimientos programados a continuación de G02/G03 se ejecutan en forma de
trayectoria circular al avance F programado.
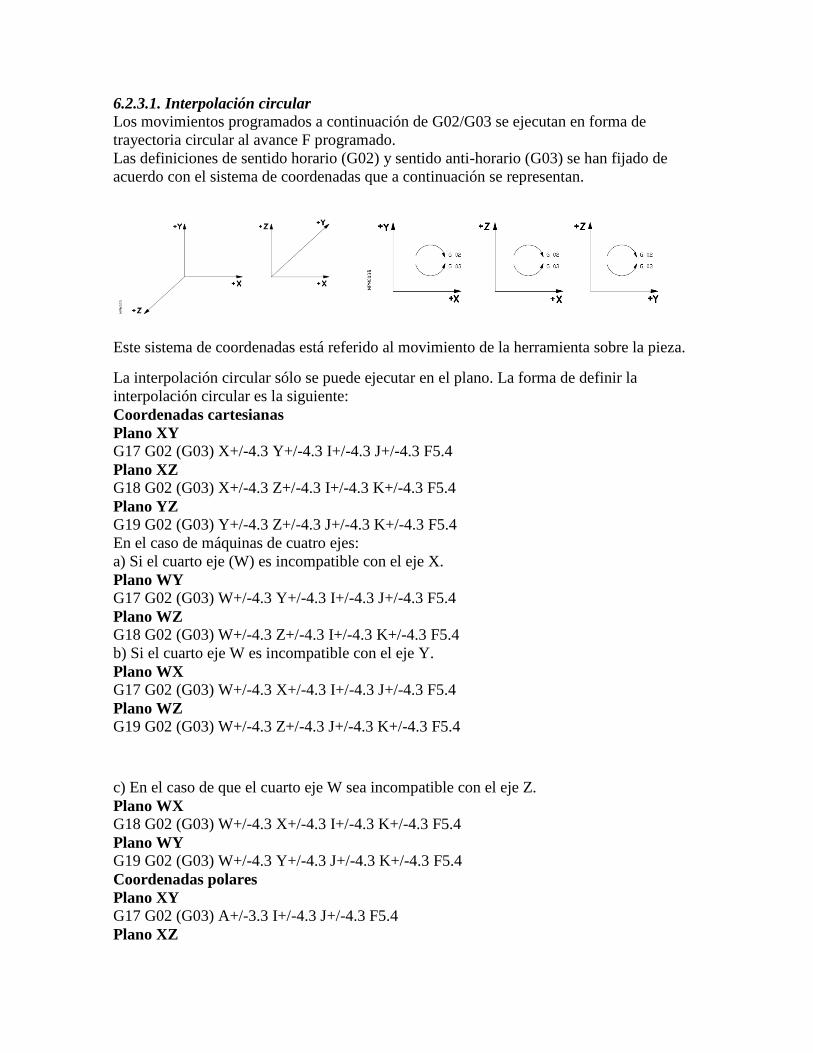
Las definiciones de sentido horario (G02) y sentido anti-horario (G03) se han fijado de
acuerdo con el sistema de coordenadas que a continuación se representan.
Este sistema de coordenadas está referido al movimiento de la herramienta sobre la pieza.
La interpolación circular sólo se puede ejecutar en el plano. La forma de definir la
interpolación circular es la siguiente:
Coordenadas cartesianas
Plano XY
G17 G02 (G03) X+/-4.3 Y+/-4.3 I+/-4.3 J+/-4.3 F5.4
Plano XZ
G18 G02 (G03) X+/-4.3 Z+/-4.3 I+/-4.3 K+/-4.3 F5.4
Plano YZ
G19 G02 (G03) Y+/-4.3 Z+/-4.3 J+/-4.3 K+/-4.3 F5.4
En el caso de máquinas de cuatro ejes:
a) Si el cuarto eje (W) es incompatible con el eje X.
Plano WY
G17 G02 (G03) W+/-4.3 Y+/-4.3 I+/-4.3 J+/-4.3 F5.4
Plano WZ
G18 G02 (G03) W+/-4.3 Z+/-4.3 I+/-4.3 K+/-4.3 F5.4
b) Si el cuarto eje W es incompatible con el eje Y.
Plano WX
G17 G02 (G03) W+/-4.3 X+/-4.3 I+/-4.3 J+/-4.3 F5.4
Plano WZ
G19 G02 (G03) W+/-4.3 Z+/-4.3 J+/-4.3 K+/-4.3 F5.4
c) En el caso de que el cuarto eje W sea incompatible con el eje Z.
Plano WX
G18 G02 (G03) W+/-4.3 X+/-4.3 I+/-4.3 K+/-4.3 F5.4
Plano WY
G19 G02 (G03) W+/-4.3 Y+/-4.3 J+/-4.3 K+/-4.3 F5.4
Coordenadas polares
Plano XY
G17 G02 (G03) A+/-3.3 I+/-4.3 J+/-4.3 F5.4
Plano XZ

G18 G02 (G03) A+/-3.3 I+/-4.3 K+/-4.3 F5.4
Plano YZ
G19 G02 (G03) A+/-3.3 J+/-4.3 K+/-4.3 F5.4
En el caso de máquinas de cuatro ejes
a) Si el cuarto eje (W) es incompatible con el eje X
Plano WY
G17 G02 (G03) A+/-3.3 I+/-4.3 J+/-4.3 F5.4
Plano WZ
G18 G02 (G03) A+/-3.3 I+/-4.3 K+/-4.3 F5.4
b) Si el cuarto eje (W) es incompatible con el eje Y
Plano WX
G17 G02 (G03) A+/-3.3 I+/-4.3 J+/-4.3 F5.4
Plano WZ
G19 G02 (G03) A+/-3.3 J+/-4.3 K+/-4.3 F5.4
c) Si el cuarto eje (W) es incompatible con el eje Z
Plano WX
G18 G02 (G03) A+/-3.3 I+/-4.3 K+/-4.3 F5.4
Plano WY
G19 G02 (G03) A+/-3.3 J+/-4.3 K+/-4.3 F5.4
El cuarto eje (W) debe ser lineal, lo que implica que el parámetro P600 bits (1) (2) y (3)
deben tener valor cero.
Las funciones G17, G18, G19 definen los planos de interpolación XY, XZ, YZ.
Estas funciones son modales e incompatibles entre sí, es decir, una vez programadas se
mantienen activas hasta que no se programe otra.
En el caso de máquinas de cuatro (cinco) ejes:
a. Si W (V) es incompatible con X.
G17 define los planos XY o WY o (VY)
G18 define los planos XZ o WZ o (VZ)
b. Si W (V) es incompatible con Y.
G17 define los planos XY o WX o (VX)
G19 define los planos YZ o WZ o (VZ)
c. Si W (V) es incompatible con Z.
G18 define los planos XZ o WX o (VX)
G19 define los planos YZ o WY o (VY)
Una vez programado cualquiera de los códigos G17, G18, G19 el CNC desplazará los ejes
que se programen a continuación.
I, J, K definen el centro de la circunferencia.
I: Distancia desde el punto de partida al centro, según el eje X (W) (V).
J: Distancia desde el punto de partida al centro, según el eje Y (W) (V).
K: Distancia desde el punto de partida al centro, según el eje Z (W) (V).
I, J, K se programan con signo. Es necesario programarlos siempre aunque tengan valor
cero.
Cuando se realice una interpolación circular G02, G03, el CNC asume el centro del arco
como nuevo origen polar.
Mediante el conmutador del panel frontal del CNC (M.F.O.) se puede variar el avance F
programado entre el 0% y el 120%, o bien entre el 0% y el 100% dependiendo del valor del
parámetro P606 (2).
Durante el tiempo que se pulsa la tecla de Avance Rápido ejecutándose un movimiento
en G02, G03, el porcentaje de la velocidad de avance será del 200% de la velocidad de
avance programada, siempre y cuando el parámetro máquina P606 (2) tenga un valor igual
a cero. Esto mismo ocurrirá cuando se activa la entrada externa de MARCHA (START) si
el parámetro P609 (7) tiene un valor igual a uno.
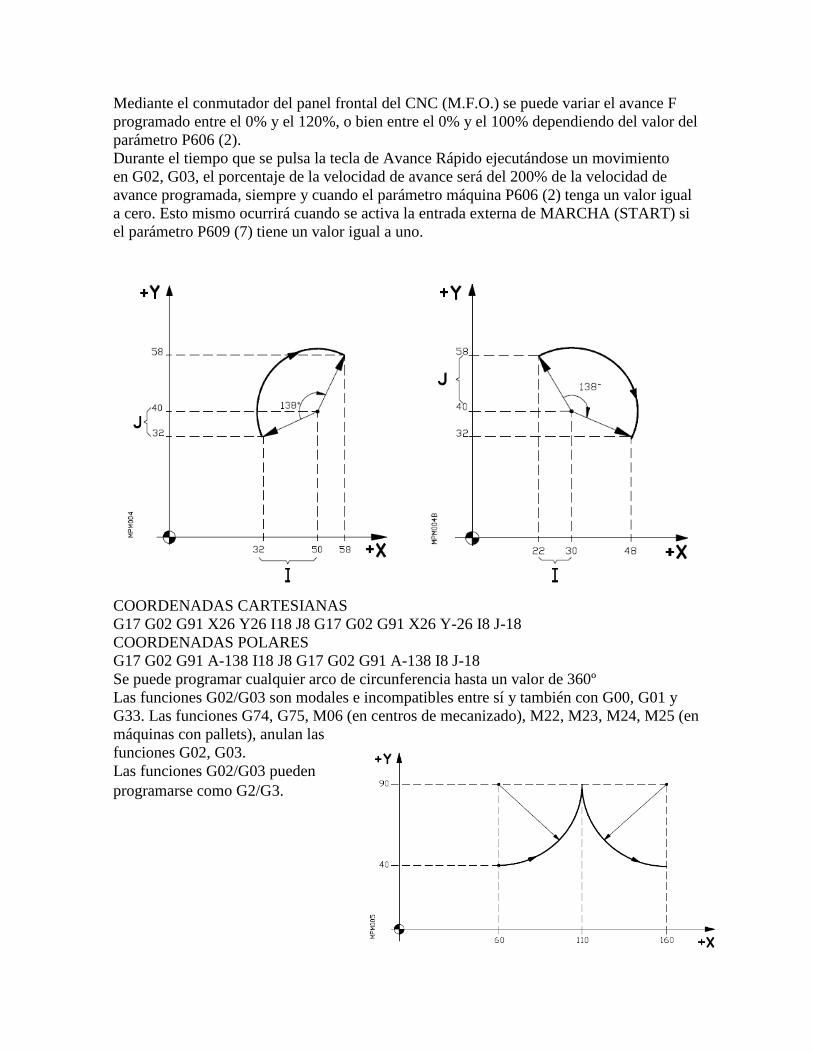
COORDENADAS CARTESIANAS
G17 G02 G91 X26 Y26 I18 J8 G17 G02 G91 X26 Y-26 I8 J-18
COORDENADAS POLARES
G17 G02 G91 A-138 I18 J8 G17 G02 G91 A-138 I8 J-18
Se puede programar cualquier arco de circunferencia hasta un valor de 360º
Las funciones G02/G03 son modales e incompatibles entre sí y también con G00, G01 y
G33. Las funciones G74, G75, M06 (en centros de mecanizado), M22, M23, M24, M25 (en
máquinas con pallets), anulan las
funciones G02, G03.
Las funciones G02/G03 pueden
programarse como G2/G3.
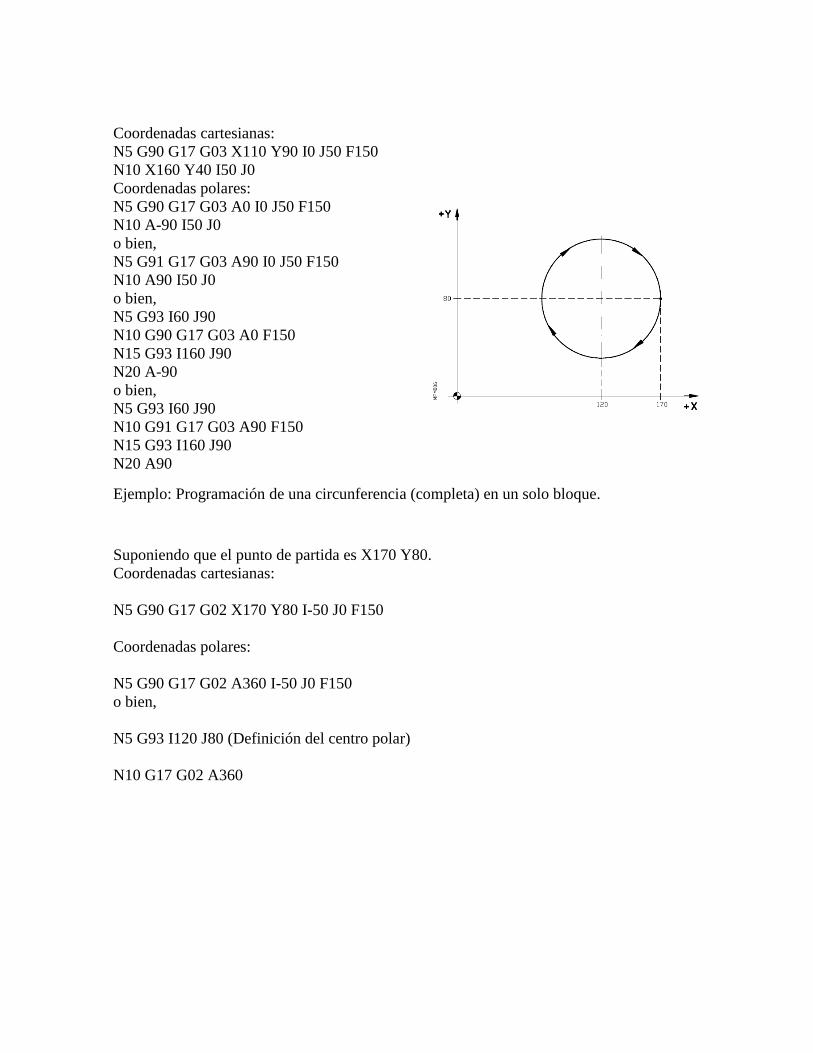
Coordenadas cartesianas:
N5 G90 G17 G03 X110 Y90 I0 J50 F150
N10 X160 Y40 I50 J0
Coordenadas polares:
N5 G90 G17 G03 A0 I0 J50 F150
N10 A-90 I50 J0
o bien,
N5 G91 G17 G03 A90 I0 J50 F150
N10 A90 I50 J0
o bien,
N5 G93 I60 J90
N10 G90 G17 G03 A0 F150
N15 G93 I160 J90
N20 A-90
o bien,
N5 G93 I60 J90
N10 G91 G17 G03 A90 F150
N15 G93 I160 J90
N20 A90
Ejemplo: Programación de una circunferencia (completa) en un solo bloque.
Suponiendo que el punto de partida es X170 Y80.
Coordenadas cartesianas:
N5 G90 G17 G02 X170 Y80 I-50 J0 F150
Coordenadas polares:
N5 G90 G17 G02 A360 I-50 J0 F150
o bien,
N5 G93 I120 J80 (Definición del centro polar)
N10 G17 G02 A360


















