
LIBRO DEL DECAPADO Tratamientos superficiales del …delbarriosoldadura.com/imagenes/noticias/Avesta...
32
1 1 00% Stainless LIBRO DEL DECAPADO Tratamientos superficiales del acero inoxidable
Transcript of LIBRO DEL DECAPADO Tratamientos superficiales del …delbarriosoldadura.com/imagenes/noticias/Avesta...
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 1
100% Stainless
LIBRO DEL DECAPADO Tratamientos superficiales
del acero inoxidable
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O2
PRÓLOGO 4
1 ACEROS INOXIDABLES Y LA NECESIDAD DE LIMPIEZA 5 1.1 Grados de acero inoxidable y limpieza 6 1.2 Acabado superficial y limpieza 8 1.3 Métodos de soldadura y limpieza 10 1.4 Correcto mantenimiento y limpieza 10 1.5 Tendencias industriales y limpieza 10 1.6 Defectos Típicos 11 1.6.1 Coloración y oxidación superficial 11 1.6.2 Defectos de soldadura 11 1.6.3 Contaminación por hierro 11 1.6.4 Superficie rugosa 11 1.6.5 Contaminación orgánica 11
2 PROCEDIMIENTOS DE LIMPIEZA 12 2.1 Métodos mecánicos 12 2.1.1 Esmerilado 12 2.1.2 Arenado 12 2.1.3 Cepillado 13 2.1.4 Resumen 13 2.2 Métodos químicos 13 2.2.1 Decapado 13 2.2.2 Pasivado y descontaminación 14 2.2.3 Electropulido 15 2.3 Selección del método 15 2.4 Proceso completo de limpieza 16 2.4.1 Detalle de los casos 16
3 MÉTODOS QUÍMICOS EN LA PRÁCTICA 17 3.1 Productos Avesta 17 3.2 Requerimientos generales 17 3.3 Desengrasado / Limpieza previa 18 3.4 Decapado 19 3.4.1 Decapado con pasta 19 3.4.2 Decapado en disolución 19 3.4.3 Tiempos medios de decapado con cepillo y spray 20 3.4.4 Decapado en baño 22 3.4.5 Reducción de humos durante el decapado 23 3.5 Pasivado y desmutting 24
4 NEUTRALIZACIÓN Y TRATAMIENTO DE RESIDUOS 25
4.1 Neutralización 25 4.2 Tratamiento de residuos 25
5 INSPECCIÓN Y RESOLUCIÓN DE PROBLEMAS 26
5.1 Método de análisis 26 5.2 Resolución de problemas 26
6 TRATAMIENTO SEGURO Y ALMACENAJE DE PRODUCTOS DE DECAPADO 28
6.1 Normas de seguridad 28 6.2 Seguridad personal 28 6.3 Almacenamiento 29
REFERENCIAS 30
EXENCIÓN DE RESPONSABILIDADES 31
ÍNDICE
Autor: Anders Bornmyr, Avesta Finishing ChemicalsTraductor: José M. Miguel, Pere Basco, Grupo Böhler Soldadura España
© Böhler Welding Group Nordic AB
Todos los derechos reservados. Ninguna parte de esta publicación puede ser reproducida o transmitida bajo cualquier forma o método electrónico, mecánico, fotocopia, registrado o traducida a otra lengua sin la autorización escrita de Böhler Nordic Welding AB.
Impreso en SueciaPrimera edición 1995Segunda edición (actualizaciones significativas) 2009

Antes
Después
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O4
Prefacio
Este manual está dirigido a aumentar la conciencia y la comprensión de la necesidad de tratar superficies de acero inoxidable. En particular, se propone:
• Explicarporqué,despuésdelasoldadurayeltratamiento,lasestructurasdeacero inoxidable necesitan limpieza a fin de preservar su resistencia a la corrosión.
• Mostrar,atravésdeunestudiodelosdefectostípicos,cuándolalimpiezaesimportante.
• Describircómolimpiarutilizandodiferentestécnicasdelimpieza.
• Darrecomendacionesprácticasylasinstruccionesencuantoaquéhacerconelfinde eliminarlosproblemastípicos.
Enestemanual,AvestaFinishingquímicospresentamétodosprácticosparaeldecapadoylimpiezadelosacerosinoxidables.Seexponentambiénprocedimientosadecuadosdeseguri-dad al manipular los productos en cuestión.
AvestaFinishingChemicalsesunproductorlíderdeproductosdecalidadparaeldecapadodeaceroinoxidableacerosyaleacionesespeciales.LacompañíaformapartedelBöhler WeldingGroup,unodelosmayoresfabricantesdelmundodeconsumiblesdesoldadura.

A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 5
Aceros inoxidables y la necesidad de limpieza
Una buena superficie de acero inoxidable debe estar lim-pia, suave e impecable. La importancia de esto es evidente cuando el acero inoxidable se utiliza, por ejemplo, en fachadasoaplicacionesconestrictosrequisitosdehigiene.Sinembargo,unasuperficiefinaladecuadaestambiéncrucial para maximizar la resistencia a la corrosión.
El acero inoxidable está protegido de la corrosión por su capa pasiva - una capa fina, impermeable, invisible en la superficie, principalmente constituida de óxido de cromo. Elcontenidodeoxígenodelaatmósferaodelassolucio-nes acuosas gaseosas es normalmente suficiente para crear y mantener ("auto-sanar"), esta capa pasiva. Lamentable-mente,losdefectossuperficialeseimperfeccionespresen-tesdurantelafabricaciónpuedenperturbardrásticamenteesta "auto-curación" del proceso y reducir la resistencia a variostiposdecorrosiónlocal.Así,enmateriadehigieney corrosión, es a menudo necesario un proceso de limpie-za final para restaurar una superficie de calidad aceptable.
Elalcanceylosmétodosparaeltratamientoposterioralafabricaciónestándeterminadosporunaseriedefactores.Estos incluyen: la agresividad del medio ambiente (por ejemplo, marino); la resistencia a la corrosión del tipo de acero,losrequisitosdehigiene(porejemploenlasindus-triasfarmacéuticayalimentaria);y,lasconsideracionesestéticas.Losrequisitosmedioambientaleslocalestambiéndebenserconsiderados.Sonposiblesmétodosquímicosymecánicos para la limpieza.
Unbuendiseño,planificaciónymétododefabricaciónpuede reducir la necesidad de post¬tratamiento, dando lugar a menores costos.
Cuandoexistenespecificacionesdeacabadosuperficialimportanteshayquetenerencuentaelimpactodelosdefectossobreelproductofinaly,enúltimainstancia,elcosto de la eliminación de los mismos.
Elcostodeltratamientoylimpiezaespequeñoencom-paraciónconelgastodefabricacióntotaldelequipo.Estambiénpequeñoencomparaciónalcostooperativopermanente (mantenimiento) originado por un proceso de no limpieza.
Hay dos elementos económicos principales a tener en cuentaalahoradeevaluarlaposiblelimpiezaposterioralafabricación:elcostedelalimpiezaylosbeneficiosquetraeesteprocesoalargoplazo.Elprocesodefabricaciónpuede reducir la resistencia de un acero inoxidable por debajo de su nivel "normal". Por otra parte, en condicio-nesrealesdetrabajoentaller,esdifícil,sinoimposible,realizarlafabricaciónoinstalacióndeunapiezadeaceroinoxidablesinqueensusuperficieexistacontaminación.
Debidoaque,porlogeneral,tienenunarelativamentebajaresistenciaalacorrosión,laszonasquenohansidolimpiadasdespuésdelafabricaciónsonesencialmenteelpuntodébildelproductooequipofabricado.Depen-diendo del grado de limpieza necesario, el tratamiento despuésdelaconstruccióndeundepósito(porejemplo)puede costar tan poco como 1 - 3% del total gastado en materialesyfabricación.Enconsecuencia,yaquemaximi-za el rendimiento de la inversión, la limpieza posterior a la fabricaciónnoescostosa(vertambiénref.9).
1.
Figura 1: Antes y después del decapado.
Figura 2: Acero inoxidable tratado y no tratado.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O6
Definiciones Lossiguientestérminosseutilizanamenudodeformaimprecisa:Limpieza;Limpiezaposterioralafabricación,Limpiezaprevia,Desengrase;Decapado,Pasivadoy,Des-mutting. Para una mejor comprensión del tratamiento de lasuperficieesimportantedefinirestostérminos.
La limpieza incluye todas las operaciones necesarias para garantizar la eliminación de contaminantes de la superfi-cie de los metales, y adicionalmente:
•Maximizarlaresistenciaalacorrosióndelmetal. • Prevenirlacontaminacióndelproducto. • Lograrlaaparienciadeseada.
Combinacionesdeesmerilado,desengrasado,decapadoypasivado pueden ser necesarios para obtener una superfi-cie limpia.
La limpieza posterior de la fabricación es el proceso de limpiezadespuésdelafabricación.Suobjetivoeseliminartodacontaminaciónasociadasconelprocesodefabrica-ción.
Limpieza previa es la eliminación de grasa, aceite, pin-tura, arena y otros contaminantes secundarios antes de decapado o limpieza final.
Desengrase es la eliminación de grasa antes de decapado o la limpieza final.
Decapadoeselusodeproductosquímicosparalimpiarunmetalmediantelaeliminacióndedefectosylapelículasuperficial de óxidos, para a continuación, eliminar algu-nos micrómetros del metal base.
Sobredecapadoesunataquedemasiadofuertedeunasuperficie con ácidos de decapado. Esto deja una superfi-cierugosaquepuededarlugaraunadisminucióndelaspropiedades del metal.
NOxsonhumostóxicosdenitrógeno(NOyNO2)queseformaronduranteelprocesodedecapado.
Pasivadoeselnombreaplicadoaunnúmerodediferen-tes procesos relacionados con el acero inoxidable. Salvo indicar lo contrario, el pasivado se define, en el contexto actual,comoeltratamientoquímicodeunaceroinoxida-bleconunleveoxidanteafindeeliminarelhierrolibredelasuperficieyacelerarelprocesodeformacióndeunama-yor protección mediante una capa pasiva. Sin embargo, la pasivaciónnoesefectivaparalaeliminacióndelaszonasoscuras originadas por el calor o la capa de óxido sobre el acero inoxidable.
“Smut” es una decoloración no deseado o depósito en una superficiedespuésdedecapado(puedeaparecercomounapelículaadheridafina).Estasmanchaspuedenindicarquehayalgunoscontaminantesquepermanecenenelace-royqueestospuedenhaberinterferidoconlaaleacciónde decapado.
“Desmutting”eslaextraccióndel“smut”.El“Desmut-ting” es necesario en áreas donde aparecen zonas oscuras en la superficie durante el decapado. Esto se puede su-perar mediante la aplicación de más decapante mediante rociado (spray) en estos puntos o con la aplicación de un agentepasivantehastaqueestaszonasdesaparezcan.Esteprocesodebehacersecuandolasuperficietodavíaestáhúmeda(esdecir,"mojadosobremojado"),justoantesdelenjuagado del spray decapante.
Métodos de soldadura:MMA: SoldaduraporarcoconelectrodosrevestidosMIG/MAG:SoldaduraconhilosólidoTIG: SoldaduraconelectrodonoconsumibleSAW: Soldadura con arco sumegidoFCAW: SoldaduraconhilotubularMCAW: Soldaduraconhilotubularmetalcored
1.1 GRADOS DE ACERO INOXIDABLE Y LIMPIEZAEncualquieraplicación,losgradosdeaceroinoxidableseseleccionanenlabasealaspropiedadesrequeridas(porejemplo, resistencia a la corrosión), los criterios de dise-ñoyrequisitosdefabricación.Elconjuntodealeacionesdiferentesconteniendohierro-carbón-cromoseconocencolectivamente como aceros inoxidables.
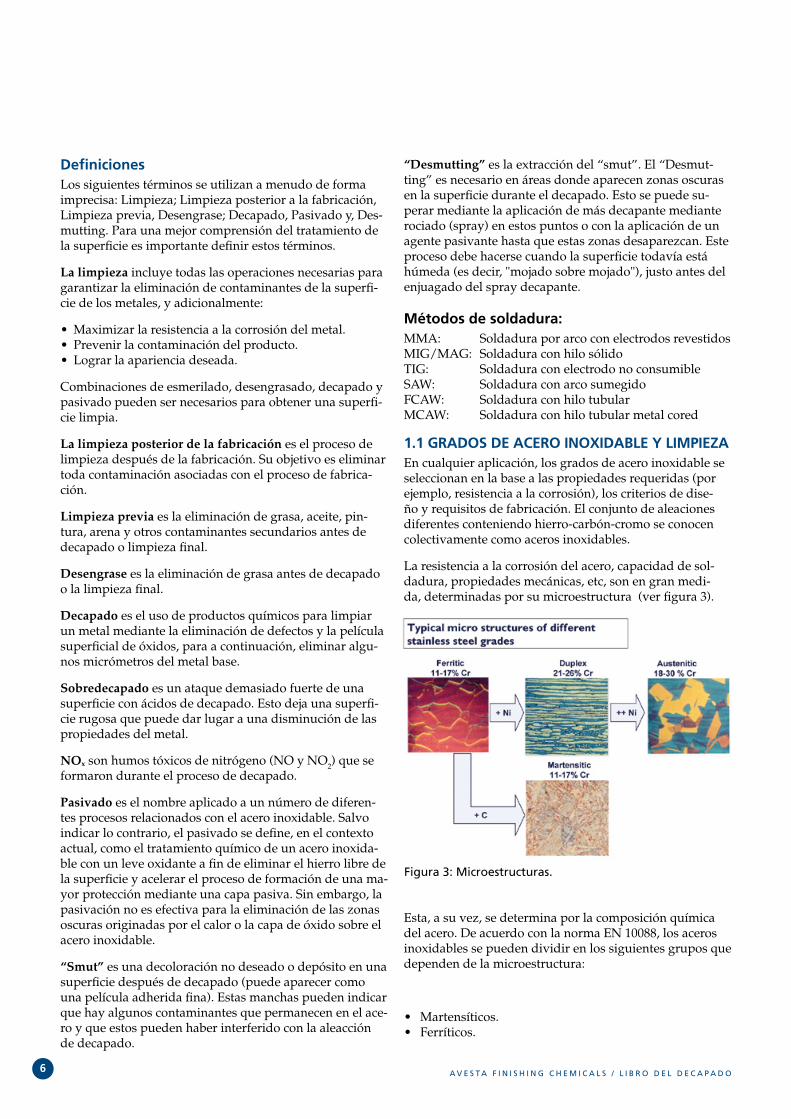
La resistencia a la corrosión del acero, capacidad de sol-dadura, propiedades mecánicas, etc, son en gran medi-da, determinadas por su microestructura (ver figura 3).
Esta,asuvez,sedeterminaporlacomposiciónquímicadelacero.DeacuerdoconlanormaEN10088,losacerosinoxidablessepuedendividirenlossiguientesgruposquedependen de la microestructura:
• Martensíticos. • Ferríticos.
NY HR-BILD
Figura 3: Microestructuras.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 7
• Austenítico. • Austenítico-ferríticos(dúplex).
Amedidaquenormalmenteseagreganelementosdealea-ción para aumentar la resistencia a la corrosión, los diver-soselementostienenungranimpactoenlafacilidadconqueunadeaceroinoxidablesepuededecapar.Encuantoalostiposdeacero,lareglaaseguires:"Cuantomayorsea el contenido de la aleación (es decir, mayor resistencia alacorrosión),másdifícileseldecapadodelosdeacero".Losgradosmásbásicossonlasaleacioneshierro-carbono-cromo.Estassedividenendosgrupos-martensíticosyferríticos.
Los aceros inoxidables martensíticos generalmente contienen sólo 11 a 17% de cromo y con un contenido de carbonosuperioralosferríticos.Losacerosdeestegrupose caracterizan por un alta resistencia mecánica, pero una resistencia a la corrosión limitada. Se utilizan prin-cipalmenteparaaplicacionesdondeserequieredureza,
resistencia mecánicas y al desgaste (por ejemplo, turbinas, hojasdeafeitarycubiertos).
Los aceros inoxidables ferríticos son más resistentes a la corrosiónquelosmartensíticos,peromenosresistentesquelosausteníticos.Aligualquelosgradosmartensíticos,estossonacerosalcromo,sinníquel.Losacerosmásco-munes contienen 12% o 17% de cromo – los aceros al 12% se utilizan principalmente en aplicaciones estructurales y aplicaciones de automoción (sistemas de escape), mientras quelosacerosal17%seutilizanparalosconvertidorescatalíticos,artículosparaelhogar,calderas,lavadorasylas estructuras internas de los edificios.
Debidoalbajocontenidodecromo,laresistenciaalaco-rrosióndelosdosacerossiderúrgicosanterioresesinferioraladelosdosgruposdelacerodelosquehablaremosposteriormente.
Figura 4: Tanque de almacenamiento de dúplex 2304 decapado.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O8
Estamenorresistenciasignificaqueson"másfáciles"dedecapar. En otras palabras, para evitar el riesgo de so-bredecapado,senecesitantiemposinferioresounagentedecapante menos agresivo.
Laadicióndeníquelalosacerosausteníticosyausteníti-co-ferríticosmejoraaúnmássuresistenciaalacorrosión.
El acero austenítico es el tipo más usado de acero inoxi-dable.Tieneuncontenidodeníquelsuperioral7%.Estohacequelaestructuradeaceroseatotalmenteausteníticaynomagnética.Tienebuenaductilidadybuenasoldabi-lidad.Losacerosausteníticostambiénsepuedeutilizaratravésdeunampliorangodetemperaturasdeservicio.Aplicacionesenlasquelosacerosinoxidablesseutilizanson:artículosparaelhogar;contenedores;industrialesdetuberías,tanques,arquitectura,fachadasylaconstruccióndeestructuras.Elaceroausteníticodominaelmercadodelacero inoxidable.
Los austenítico-ferríticos (dúplex) son aceros inoxidables conunestructuradobledeferritaymartensita.Paradarunaestructuraaustenítica,esteacerotieneunciertoconte-nidodeníquel.Laestructuradúplexdavalorescorrectosderesistenciayductilidad.Losacerosdúplexseutilizansobretodoenlaindustriapetroquímica,papel,pulpaylaconstrucción naval.
Losacerosmodernosdúplexabarcanlamismagamaderesistenciaalacorrosióndelaceroaustenítico.Paraobtenermásinformacióndetalladasobrelostiposdeaceroinoxidable,véaseelManualdeSoldaduradeAvesta(Prác-tica y productos para la soldadura de acero inoxidable) y elManualdelacorrosiónOutokumpu.
Las aleaciones base Níquel son de vital importancia en la industria moderna como un complemento al acero inoxi-dable. Esto es debido a su capacidad para soportar una ampliavariedaddecondicionesseverasdeoperaciónqueimplican ambientes corrosivos, altas temperaturas, altas presionesylascombinacionesdeestosfactores.Elníquelesmuyútilparalaresistenciaalacorrosiónyproporcionauna base excelente para el desarrollo de aleaciones espe-cializadas.Sepuedeformarfasesintermetálicasespecialesentreelníquelyalgunoselementosdealeación.Estoper-mite la realización de aleaciones de muy alta resistencia, tanto para baja como para alta temperatura de servicio.
1.2 ACABADO SUPERFICIAL Y LIMPIEZAUnasuperficielisaquesealosuficientementeresistentepara resistir el agrietamiento, astillado, descamación y la abrasión, no sólo puede resistir la acumulación de con-taminantes,sinotambiénserlimpiadafácilmente.Existeunagranvariedaddeacerosinoxidablesaelegir,asícomovarios acabados superficiales.
Ladecisiónsobrequétipodeaceroeselmásadecuadopara un cierto propósito se basa principalmente en la agresividad del medio de trabajo. Sin embargo, la calidad delasuperficie(acabado)tambiénafectaalacapacidaddesoportarlacorrosiónyalahabilidadpararepelerlasu-ciedad y las bacterias. Esto es de especial importancia en la industria alimentaria, bebidas y la industria del sector farmacéutico.
Laimportanciadelacabadosuperficialvamuchomásalládeconsideracionesestéticas.Cuantomásásperasealasuperficie,másfácilmentelacontaminaciónsepegaaellaymásdifícilessulimpiezaydecapado.Asípues,lassuperficies laminadas en caliente, con sus acabados más ásperos,sonmásdifícilesparalimpiarydecaparquesu-perficieslaminadasenfrío,conunacabadosuave.
Respecto al acabado superficial, se muestran en el manual losdefectossuperficialesesporádicosdebidosacausas
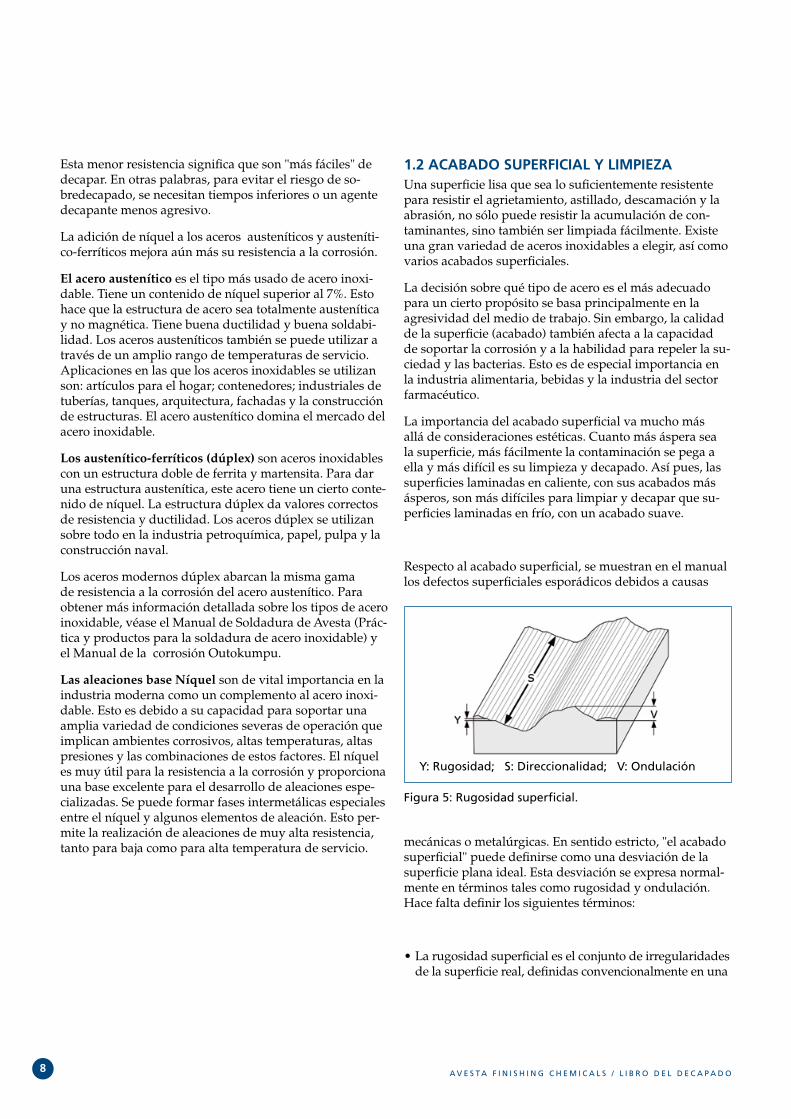
mecánicasometalúrgicas.Ensentidoestricto,"elacabadosuperficial" puede definirse como una desviación de la superficie plana ideal. Esta desviación se expresa normal-menteentérminostalescomorugosidadyondulación.Hacefaltadefinirlossiguientestérminos:
•Larugosidadsuperficialeselconjuntodeirregularidadesde la superficie real, definidas convencionalmente en una
Figura 5: Rugosidad superficial.
Y: Rugosidad; S: Direccionalidad; V: Ondulación
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 9
seccióndondeloserroresdeformaylasondulacioneshansidoeliminados.
•Direccionalidadesladireccióndominantedelpatrónsuperficial de rugosidad (por ejemplo, las marcas de esmerilado).
•Ondulaciónsonlasdesviacionesderangoamplio.
Deestos,laondulacióneselmásdifícildedetectarasimple vista.
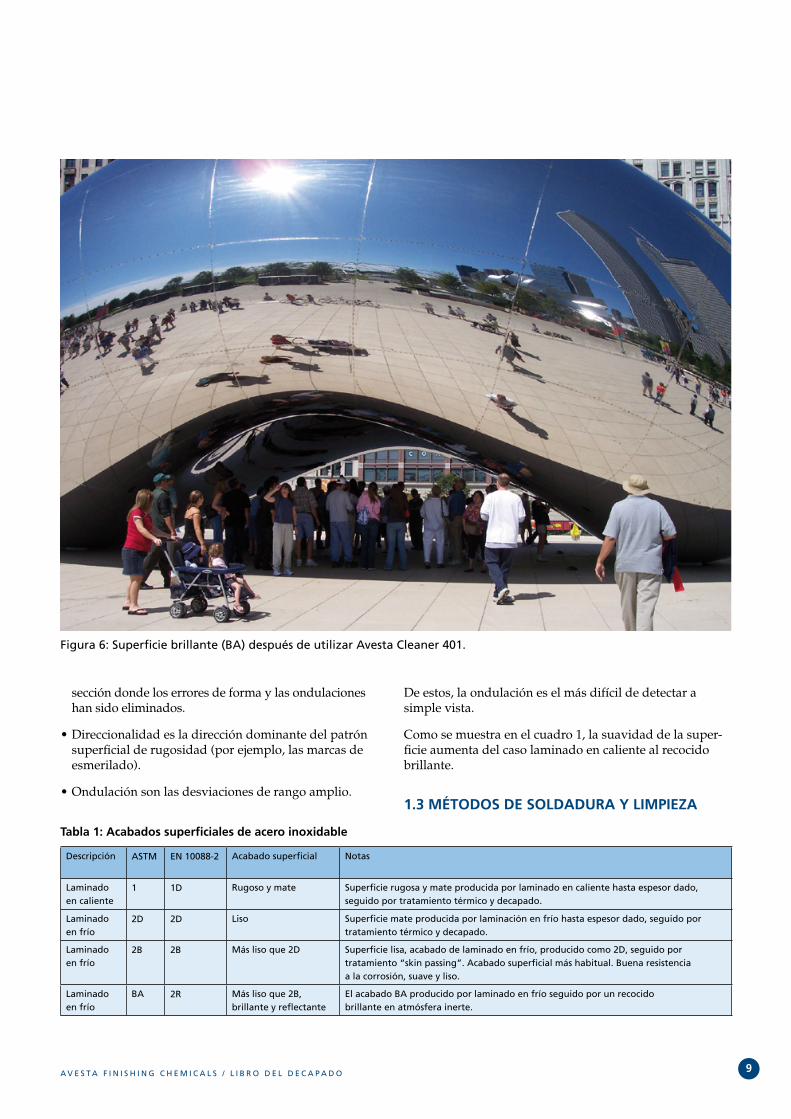
Comosemuestraenelcuadro1,lasuavidaddelasuper-ficie aumenta del caso laminado en caliente al recocido brillante.
1.3 MÉTODOS DE SOLDADURA Y LIMPIEZA
Figura 6: Superficie brillante (BA) después de utilizar Avesta Cleaner 401.
Descripción ASTM EN 10088-2 Acabado superficial Notas
Laminado en caliente
1 1D Rugoso y mate Superficie rugosa y mate producida por laminado en caliente hasta espesor dado, seguido por tratamiento térmico y decapado.
Laminado en frío
2D 2D Liso Superficie mate producida por laminación en frío hasta espesor dado, seguido por tratamiento térmico y decapado.
Laminado en frío
2B 2B Más liso que 2D Superficie lisa, acabado de laminado en frío, producido como 2D, seguido por tratamiento “skin passing”. Acabado superficial más habitual. Buena resistencia a la corrosión, suave y liso.
Laminado en frío
BA 2R Más liso que 2B, brillante y reflectante
El acabado BA producido por laminado en frío seguido por un recocidobrillante en atmósfera inerte.
Tabla 1: Acabados superficiales de acero inoxidable
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O10
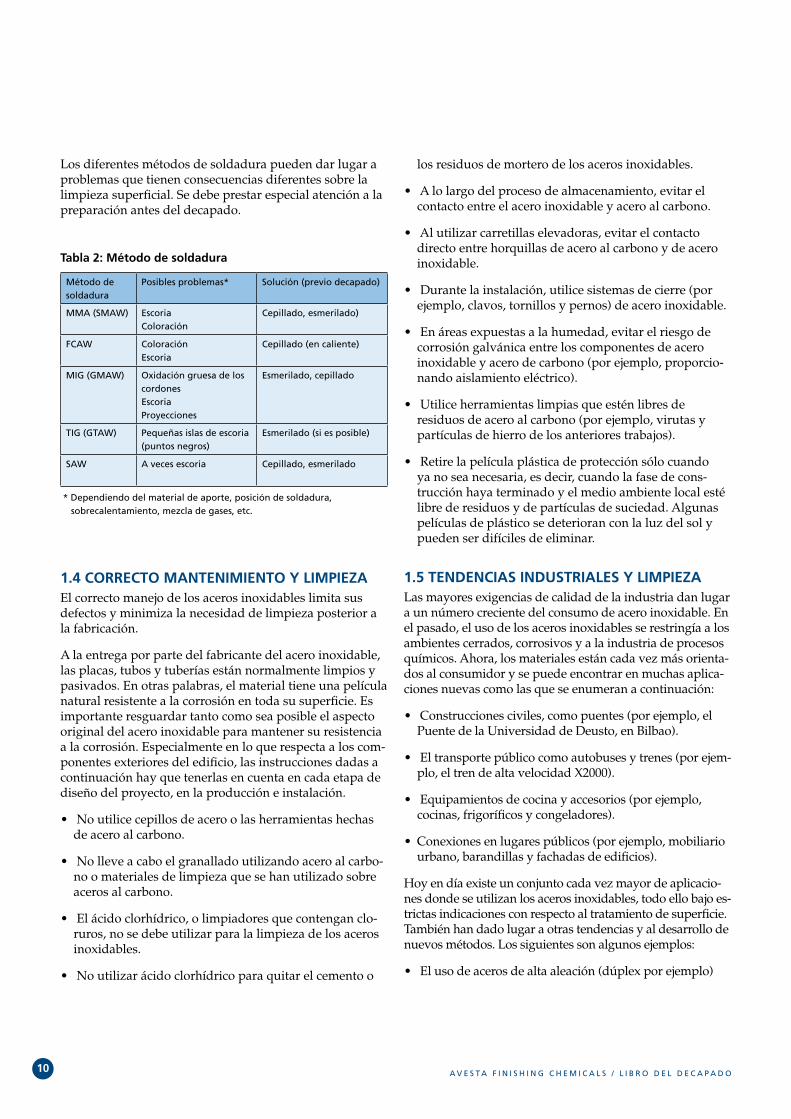
Losdiferentesmétodosdesoldadurapuedendarlugaraproblemasquetienenconsecuenciasdiferentessobrelalimpieza superficial. Se debe prestar especial atención a la preparación antes del decapado.
1.4 CORRECTO MANTENIMIENTO Y LIMPIEZAEl correcto manejo de los aceros inoxidables limita sus defectosyminimizalanecesidaddelimpiezaposterioralafabricación.
Alaentregaporpartedelfabricantedelaceroinoxidable,lasplacas,tubosytuberíasestánnormalmentelimpiosypasivados.Enotraspalabras,elmaterialtieneunapelículanatural resistente a la corrosión en toda su superficie. Es importante resguardar tanto como sea posible el aspecto original del acero inoxidable para mantener su resistencia alacorrosión.Especialmenteenloquerespectaaloscom-ponentes exteriores del edificio, las instrucciones dadas a continuaciónhayquetenerlasencuentaencadaetapadediseño del proyecto, en la producción e instalación.
• Noutilicecepillosdeaceroolasherramientashechasde acero al carbono.
• Nolleveacaboelgranalladoutilizandoaceroalcarbo-noomaterialesdelimpiezaquesehanutilizadosobreaceros al carbono.
• Elácidoclorhídrico,olimpiadoresquecontenganclo-ruros, no se debe utilizar para la limpieza de los aceros inoxidables.
• Noutilizarácidoclorhídricoparaquitarelcementoo
los residuos de mortero de los aceros inoxidables.
• Alolargodelprocesodealmacenamiento,evitarelcontacto entre el acero inoxidable y acero al carbono.
• Alutilizarcarretillaselevadoras,evitarelcontactodirectoentrehorquillasdeaceroalcarbonoydeaceroinoxidable.
• Durantelainstalación,utilicesistemasdecierre(porejemplo, clavos, tornillos y pernos) de acero inoxidable.
• Enáreasexpuestasalahumedad,evitarelriesgodecorrosión galvánica entre los componentes de acero inoxidable y acero de carbono (por ejemplo, proporcio-nandoaislamientoeléctrico).
• Utiliceherramientaslimpiasqueesténlibresderesiduos de acero al carbono (por ejemplo, virutas y partículasdehierrodelosanteriorestrabajos).
• Retirelapelículaplásticadeprotecciónsólocuandoyanoseanecesaria,esdecir,cuandolafasedecons-trucciónhayaterminadoyelmedioambientelocalestélibrederesiduosydepartículasdesuciedad.Algunaspelículasdeplásticosedeterioranconlaluzdelsolypuedenserdifícilesdeeliminar.
1.5 TENDENCIAS INDUSTRIALES Y LIMPIEZALas mayores exigencias de calidad de la industria dan lugar aunnúmerocrecientedelconsumodeaceroinoxidable.Enelpasado,elusodelosacerosinoxidablesserestringíaalosambientes cerrados, corrosivos y a la industria de procesos químicos.Ahora,losmaterialesestáncadavezmásorienta-dosalconsumidorysepuedeencontrarenmuchasaplica-cionesnuevascomolasqueseenumeranacontinuación:
• Construccionesciviles,comopuentes(porejemplo,elPuentedelaUniversidaddeDeusto,enBilbao).
• Eltransportepúblicocomoautobusesytrenes(porejem-plo,eltrendealtavelocidadX2000).
• Equipamientosdecocinayaccesorios(porejemplo,cocinas,frigoríficosycongeladores).
• Conexionesenlugarespúblicos(porejemplo,mobiliariourbano,barandillasyfachadasdeedificios).
Hoyendíaexisteunconjuntocadavezmayordeaplicacio-nes donde se utilizan los aceros inoxidables, todo ello bajo es-trictas indicaciones con respecto al tratamiento de superficie. Tambiénhandadolugaraotrastendenciasyaldesarrollodenuevosmétodos.Lossiguientessonalgunosejemplos:
• Elusodeacerosdealtaaleación(dúplexporejemplo)
Tabla 2: Método de soldadura
Método de soldadura
Posibles problemas* Solución (previo decapado)
MMA (SMAW) EscoriaColoración
Cepillado, esmerilado)
FCAW ColoraciónEscoria
Cepillado (en caliente)
MIG (GMAW) Oxidación gruesa de los cordonesEscoriaProyecciones
Esmerilado, cepillado
TIG (GTAW) Pequeñas islas de escoria (puntos negros)
Esmerilado (si es posible)
SAW A veces escoria Cepillado, esmerilado
* Dependiendo del material de aporte, posición de soldadura, sobrecalentamiento, mezcla de gases, etc.
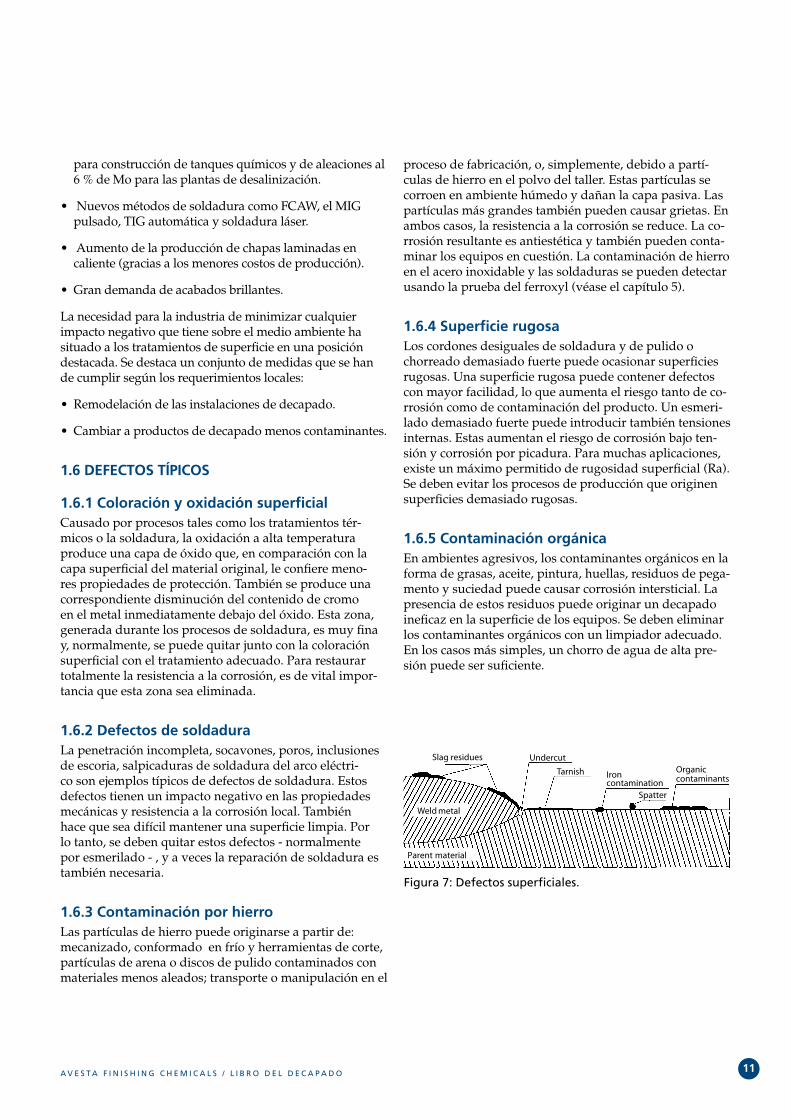
Parent material
Weld metal
Slag residues UndercutTarnish
Spatter
OrganiccontaminantsIron
contamination
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 11
paraconstruccióndetanquesquímicosydealeacionesal6%deMoparalasplantasdedesalinización.
• NuevosmétodosdesoldaduracomoFCAW,elMIGpulsado,TIGautomáticaysoldaduraláser.
• Aumentodelaproduccióndechapaslaminadasencaliente (gracias a los menores costos de producción).
• Grandemandadeacabadosbrillantes.
Lanecesidadparalaindustriademinimizarcualquierimpactonegativoquetienesobreelmedioambientehasituado a los tratamientos de superficie en una posición destacada.Sedestacaunconjuntodemedidasquesehandecumplirsegúnlosrequerimientoslocales:
• Remodelacióndelasinstalacionesdedecapado.
• Cambiaraproductosdedecapadomenoscontaminantes.
1.6 DEFECTOS TÍPICOS
1.6.1 Coloración y oxidación superficial Causadoporprocesostalescomolostratamientostér-micos o la soldadura, la oxidación a alta temperatura produceunacapadeóxidoque,encomparaciónconlacapa superficial del material original, le confiere meno-respropiedadesdeprotección.Tambiénseproduceunacorrespondiente disminución del contenido de cromo en el metal inmediatamente debajo del óxido. Esta zona, generada durante los procesos de soldadura, es muy fina y,normalmente,sepuedequitarjuntoconlacoloraciónsuperficial con el tratamiento adecuado. Para restaurar totalmente la resistencia a la corrosión, es de vital impor-tanciaqueestazonaseaeliminada.
1.6.2 Defectos de soldadura La penetración incompleta, socavones, poros, inclusiones deescoria,salpicadurasdesoldaduradelarcoeléctri-cosonejemplostípicosdedefectosdesoldadura.Estosdefectostienenunimpactonegativoenlaspropiedadesmecánicasyresistenciaalacorrosiónlocal.Tambiénhacequeseadifícilmantenerunasuperficielimpia.Porlotanto,sedebenquitarestosdefectos-normalmentepor esmerilado - , y a veces la reparación de soldadura es tambiénnecesaria.
1.6.3 Contaminación por hierro Laspartículasdehierropuedeoriginarseapartirde:mecanizado,conformadoenfríoyherramientasdecorte,partículasdearenaodiscosdepulidocontaminadosconmateriales menos aleados; transporte o manipulación en el
procesodefabricación,o,simplemente,debidoapartí-culasdehierroenelpolvodeltaller.Estaspartículassecorroenenambientehúmedoydañanlacapapasiva.Laspartículasmásgrandestambiénpuedencausargrietas.Enambos casos, la resistencia a la corrosión se reduce. La co-rrosiónresultanteesantiestéticaytambiénpuedenconta-minarlosequiposencuestión.Lacontaminacióndehierroen el acero inoxidable y las soldaduras se pueden detectar usandolapruebadelferroxyl(véaseelcapítulo5).
1.6.4 Superficie rugosa Los cordones desiguales de soldadura y de pulido o chorreadodemasiadofuertepuedeocasionarsuperficiesrugosas.Unasuperficierugosapuedecontenerdefectosconmayorfacilidad,loqueaumentaelriesgotantodeco-rrosión como de contaminación del producto. Un esmeri-ladodemasiadofuertepuedeintroducirtambiéntensionesinternas. Estas aumentan el riesgo de corrosión bajo ten-siónycorrosiónporpicadura.Paramuchasaplicaciones,existe un máximo permitido de rugosidad superficial (Ra). Sedebenevitarlosprocesosdeproducciónqueoriginensuperficies demasiado rugosas.
1.6.5 Contaminación orgánica En ambientes agresivos, los contaminantes orgánicos en la formadegrasas,aceite,pintura,huellas,residuosdepega-mento y suciedad puede causar corrosión intersticial. La presencia de estos residuos puede originar un decapado ineficazenlasuperficiedelosequipos.Sedebeneliminarlos contaminantes orgánicos con un limpiador adecuado. Enloscasosmássimples,unchorrodeaguadealtapre-sión puede ser suficiente.
Figura 7: Defectos superficiales.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O12
Procedimientos de limpieza
2.
Comosedetallaenlaspáginas7y8,laextensiónylosmétodosparaeltratamientoposterioralafabricaciónsondeterminadosporunnúmeroimportantedefactores.
Sepuedenutilizardiferentesmétodosquímicosymecáni-cos,yaveces,unacombinacióndeambosparaquitarlosdefectosmencionados.Lalimpiezaquímicapuedeutili-zarse para producir mejores resultados. Esto es debido a quelamayoríademétodosmecánicostiendenaproducirunasuperficiemásrugosamientrasquelosmétodosquí-micos reducen el riesgo de contaminación en la superficie. Sinembargo,lalimpiezaquímicapuedeestarlimitadano sólo por las normas locales sobre el medio ambiente y seguridadindustrial,sinotambiénporlosproblemasdeeliminación de residuos.
2.1 MÉTODOS MECÁNICOS
2.1.1 EsmeriladoElesmeriladoesunmétodocomúndeeliminacióndealgunosdefectosyrayadosprofundos.Losmétodosdeesmerilados utilizados nunca deben ser más duros de lo necesario. Un cepillo de esmerilado a menudo es suficien-teparaquitarlacoloracióndelasoldaduraolacontami-nación en superficie.
Hayquetenerencuentalossiguientespuntossiemprey cuando se usa el esmerilado para limpiar los aceros inoxidables:
• Uselasherramientascorrectasdeesmerilado.Debeuti-lizarsesiempreherramientaslibresdeaceroalcarbonoparaoperarconacerosinoxidables.Nuncautilicediscosquehansidopreviamenteutilizadosparaesmerilaraceros de baja aleación.
• Eviteutilizarunasuperficieabrasivademasiadoáspera.Unesmeriladoconundiscodegrano40-60siemprehadevenirseguidoporunesmeriladofino,hastaacabarconunasuperficiedegrano180osuperior.Silosrequisi-toslorequieren,posiblementeseanecesariounpulido.
• Nocalientelasuperficie.Conelfindeevitarlacreaciónde óxidos o más tensiones, aplicar una presión moderada.
• Compruebesiemprequesehaneliminadotodoslosdefectos.
2.1.2 ArenadoElarenadosepuedeutilizarparaquitarelóxidogeneradoporlasaltastemperaturasdelprocesodesoldadura,asícomolacontaminacióndehierro.Sinembargo,sedebetenergrancuidadoparagarantizarqueelmaterialdelimpiezaestáperfectamentelimpio.Porlotanto,elmate-rialdelimpiezanosedebehaberutilizadoanteriormenteparaelacerodecarbono.Delmismomodo,yacausadesuposiblecontaminación(aunquesólosehayaarenadosuperficiesdeaceroinoxidable),elmedioerosivohaderenovarse regularmente. La rugosidad de la superficie es
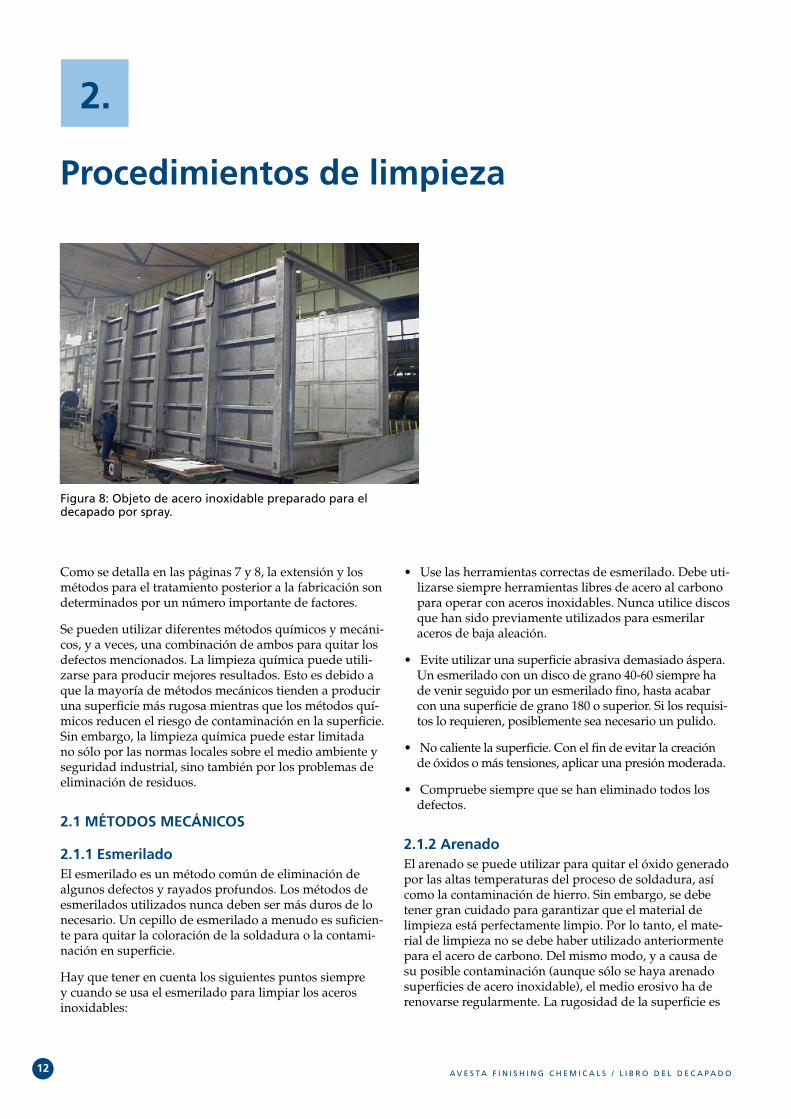
Figura 8: Objeto de acero inoxidable preparado para el decapado por spray.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 13
elfactorlimitantedeestemétodo.Enlamayoríadeloscasos, el arenado o granallado no elimina la zona con bajo contenido de cromo.
2.1.3 Cepillado La utilización de cepillos de acero inoxidable o de nylon danlugararesultadossatisfactoriosenlaeliminacióndelacoloraciónsuperficial.Estosmétodosnocausanunarugosidad excesiva en la superficie. Sin embargo, tam-poco garantizan la completa remoción de la zona de baja concentración de cromo superficial. Es importante usar herramientasdelimpiezaquenosehayanutilizadoparaprocesar el acero al carbono.
2.1.4 Resumen Despuésdeunprogramatípicodefabricación,sedeberealizar un proceso de limpieza mecánica final como se muestra a continuación:
Comolimpiarmecánicamente(sinosehaseleccionadoeldecapadoquímico):
1.Utilizarelesmeriladoparaquitarlosdefectosdesoldadura.
2.Eliminarelmaterialafectadoporaltastemperaturasy,siesposible,eliminarlasimpurezasdehierro.Elmétodomecánico escogido debe dejar una superficie poco rugosa.
3.Eliminarloscontaminantesorgánicos(segúnsección1.6.5).
4.Realizarunapasivación/descontaminaciónfinal(muyrecomendable).
(Enmuchoscasos,eldecapadoesesencialparaunaópti-ma resistencia a la corrosión).
2.2. MÉTODOS QUÍMICOSLostratamientosquímicospuedeneliminarlosóxidosge-neradosaaltastemperaturasylacontaminacióndehierro.Tambiénserecuperanlaspropiedadesanticorrosivasdelacero sin dañar la superficie.
Despuésdelaeliminacióndecontaminantesorgánicos,losprocesos normales son el decapado, pasivado, desconta-minacióndehierroy/oelectropulido.
2.2.1 Decapado Eldecapadoeselprocesoquímicomáscomúnparaquitaróxidosycontaminacióndehierro.Ademásdeeliminarla capa oxidada por un proceso de corrosión controlado, seeliminantambiénlaszonasdemenosresistenciaalacorrosión como son las zonas de bajo contenido en cromo.
El decapado normalmente involucra una mezcla de ácidos quecontienenácidonítrico(HNO3),ácidohidrofluorí-drico(HF)y,aveces,tambiénácidosulfúrico(H2SO4).
Debidoalaposibilidaddeexistenciadecorrosiónporpicadura,sedebeevitarlosagentesquecontienenácidohidroclorídrico(HCl).
Lossiguientesfactoressondeterminantesenlaefectividaddel decapado:
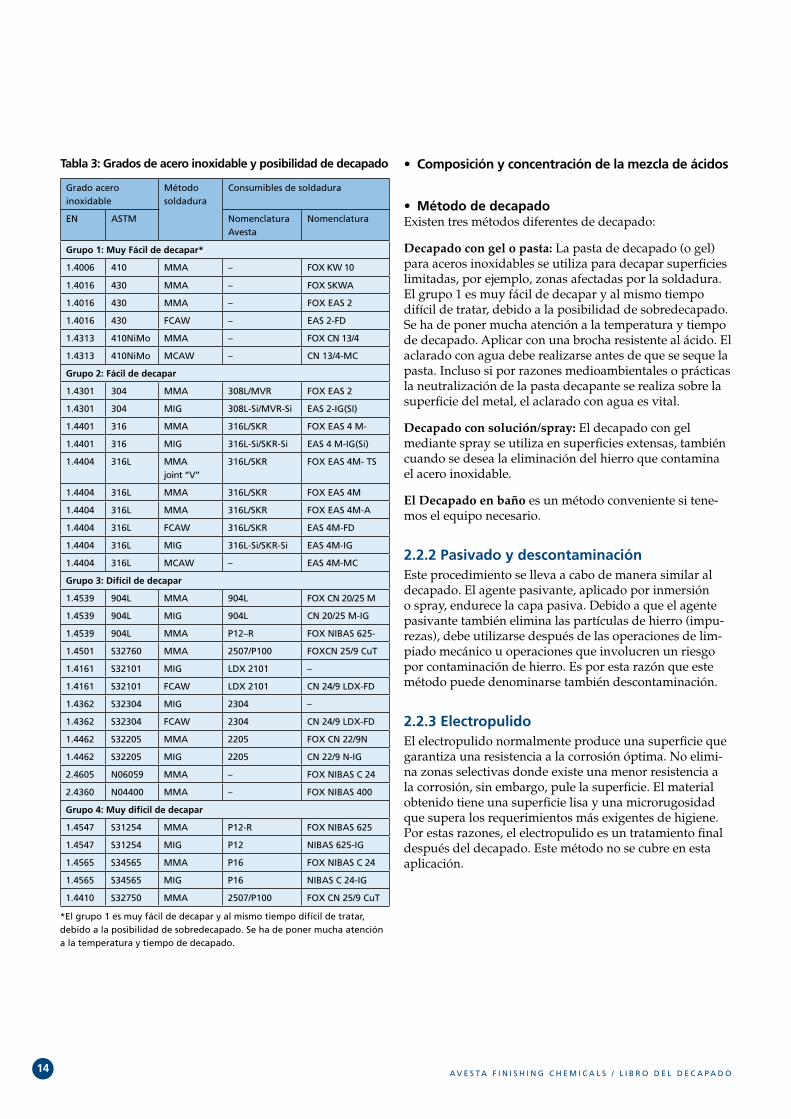
• Grado del acero Latabla3muestralosgradosdeaceroinoxidablesmásha-bitualesylosconsumiblesdeAvestayBöhlerWelding.Losensayos de decapado realizados sobre los aceros permiten dividirlosencuatrogrupos.Losgruposhansidorealizadosdependiendodesufacilidadparaserdecapados.
Grupo de Acero 1:Debidoalbajocontenidoencromo,laresistenciaalacorrosióndeestegrupoesmenorqueladel resto de grupos. Esta menor resistencia a la corrosión hacequeseamásfácileldecapado.Enotraspalabras,paraevitar el sobredecapado, se necesitan menores tiempos o agentes menos agresivos. Se debe tener especial cuidado en el decapado!. Los resultados son impredecibles.
Grupo de Acero 2:Estosestándaressonfácilesdedecapar.
Grupo de Acero 3-4: Estos aceros son de alta aleación. Al ser más resistentes a la corrosión, necesitan mezclas más agresivas de ácidos o mayores temperaturas (para evitar tiempos excesivos de decapado). El riesgo de sobredeca-pado de estos aceros es menor (ver tabla 3).
• Acabado superficial Las superficies rugosas de aceros laminados en caliente sonmásdifícilesdedecaparquelassuperficieslisas,lami-nadasenfrío.
• Método de soldadura, espesor resultante y tipo de la capa de óxido Elespesorytiempodependenfuertementedelprocesode soldadura utilizado. Para producir menos óxidos, se debeutilizarungassinoxígeno.Paramásinformación,verelAvestaWeldingManualoelBöhlerWeldingGuide.Ciertosacerosdealtaaleaciónpuedenrequerirunpretra-tamiento mecánico superficial para eliminar y romper la capa de óxidos.
• Limpieza inicial La superficie debe estar libre de contaminación orgánica.
• Temperatura Laefectividaddelosácidosdedecapadoincrementaconlatemperatura.Así,lavelocidaddedecapadopuedeaumen-taralsubirlatemperatura.Sinembargo,existetambiénunatemperaturasuperiorlímite.Especialmentecuandose utiliza el decapado en baño, el riesgo de sobredecapado aumenta con la temperatura. Si existe una evaporación del agente de decapado por la temperatura, los resultados seránpobres.Ademásdeestosproblemas,tambiénpuedeexistir un problema en el aclarado. Para evitar estas situa-ciones, no se debe decapar por encima de temperaturas de 45ºCocuandohayunaincidenciadirectadeluzsolar.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O14
Tabla 3: Grados de acero inoxidable y posibilidad de decapado
Grado acero inoxidable
Métodosoldadura
Consumibles de soldadura
EN ASTM Nomenclatura Avesta
Nomenclatura
Grupo 1: Muy Fácil de decapar*
1.4006 410 MMA – FOX KW 10
1.4016 430 MMA – FOX SKWA
1.4016 430 MMA – FOX EAS 2
1.4016 430 FCAW – EAS 2-FD
1.4313 410NiMo MMA – FOX CN 13/4
1.4313 410NiMo MCAW – CN 13/4-MC
Grupo 2: Fácil de decapar
1.4301 304 MMA 308L/MVR FOX EAS 2
1.4301 304 MIG 308L-Si/MVR-Si EAS 2-IG(SI)
1.4401 316 MMA 316L/SKR FOX EAS 4 M-
1.4401 316 MIG 316L-Si/SKR-Si EAS 4 M-IG(Si)
1.4404 316L MMA joint “V”
316L/SKR FOX EAS 4M- TS
1.4404 316L MMA 316L/SKR FOX EAS 4M
1.4404 316L MMA 316L/SKR FOX EAS 4M-A
1.4404 316L FCAW 316L/SKR EAS 4M-FD
1.4404 316L MIG 316L-Si/SKR-Si EAS 4M-IG
1.4404 316L MCAW – EAS 4M-MC
Grupo 3: Difícil de decapar
1.4539 904L MMA 904L FOX CN 20/25 M
1.4539 904L MIG 904L CN 20/25 M-IG
1.4539 904L MMA P12–R FOX NIBAS 625-
1.4501 S32760 MMA 2507/P100 FOXCN 25/9 CuT
1.4161 S32101 MIG LDX 2101 –
1.4161 S32101 FCAW LDX 2101 CN 24/9 LDX-FD
1.4362 S32304 MIG 2304 –
1.4362 S32304 FCAW 2304 CN 24/9 LDX-FD
1.4462 S32205 MMA 2205 FOX CN 22/9N
1.4462 S32205 MIG 2205 CN 22/9 N-IG
2.4605 N06059 MMA – FOX NIBAS C 24
2.4360 N04400 MMA – FOX NIBAS 400
Grupo 4: Muy difícil de decapar
1.4547 S31254 MMA P12-R FOX NIBAS 625
1.4547 S31254 MIG P12 NIBAS 625-IG
1.4565 S34565 MMA P16 FOX NIBAS C 24
1.4565 S34565 MIG P16 NIBAS C 24-IG
1.4410 S32750 MMA 2507/P100 FOX CN 25/9 CuT
*El grupo 1 es muy fácil de decapar y al mismo tiempo difícil de tratar, debido a la posibilidad de sobredecapado. Se ha de poner mucha atención a la temperatura y tiempo de decapado.
• Composición y concentración de la mezcla de ácidos
• Método de decapado Existentresmétodosdiferentesdedecapado:
Decapado con gel o pasta: La pasta de decapado (o gel) para aceros inoxidables se utiliza para decapar superficies limitadas,porejemplo,zonasafectadasporlasoldadura.Elgrupo1esmuyfácildedecaparyalmismotiempodifícildetratar,debidoalaposibilidaddesobredecapado.Sehadeponermuchaatenciónalatemperaturaytiempodedecapado.Aplicarconunabrocharesistentealácido.Elaclaradoconaguadeberealizarseantesdequesesequelapasta.Inclusosiporrazonesmedioambientalesoprácticasla neutralización de la pasta decapante se realiza sobre la superficie del metal, el aclarado con agua es vital.
Decapado con solución/spray: El decapado con gel mediantesprayseutilizaensuperficiesextensas,tambiéncuandosedesealaeliminacióndelhierroquecontaminael acero inoxidable.
El Decapado en bañoesunmétodoconvenientesitene-moselequiponecesario.
2.2.2 Pasivado y descontaminación Este procedimiento se lleva a cabo de manera similar al decapado. El agente pasivante, aplicado por inmersión ospray,endurecelacapapasiva.Debidoaqueelagentepasivantetambiéneliminalaspartículasdehierro(impu-rezas),debeutilizarsedespuésdelasoperacionesdelim-piadomecánicouoperacionesqueinvolucrenunriesgoporcontaminacióndehierro.Esporestarazónqueestemétodopuededenominarsetambiéndescontaminación.
2.2.3 Electropulido Elelectropulidonormalmenteproduceunasuperficiequegarantizaunaresistenciaalacorrosiónóptima.Noelimi-na zonas selectivas donde existe una menor resistencia a la corrosión, sin embargo, pule la superficie. El material obtenido tiene una superficie lisa y una microrugosidad quesuperalosrequerimientosmásexigentesdehigiene.Por estas razones, el electropulido es un tratamiento final despuésdeldecapado.Estemétodonosecubreenestaaplicación.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 15
2.3 SELECCIÓN DEL MÉTODOLaseleccióndelmétodoylacantidadfinaldelimpiezarequeridadependede:requerimientosderesistenciaalacorrosión,consideracionesdehigiene(farmacéutica,ali-mentación, etc) y la importancia de la apariencia visual del acero.Laeliminacióndelosdefectosdesoldadura,óxidosde soldadura, substancias orgánicas y contaminantes de hierrosonlosrequerimientosbásicosynormalmenteper-miten una elección por comparación del tratamiento final.
Debidoaquelasuperficielopermite,sepuedeutilizarmétodosmecánicosoquímicos.Sinembargo,siseutilizaenteramenteunmétodomecánico,lasetapasdefabrica-ción deben planearse correctamente para evitar la conta-minaciónporpartículasdehierro.
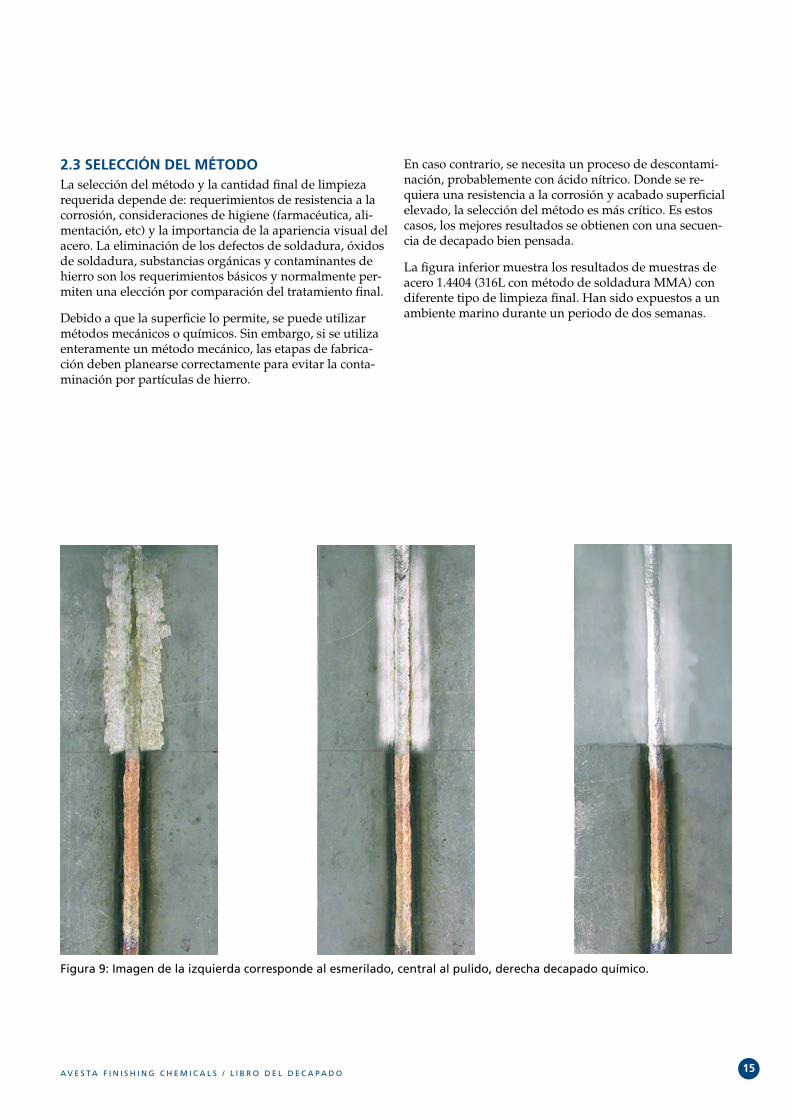
Figura 9: Imagen de la izquierda corresponde al esmerilado, central al pulido, derecha decapado químico.
En caso contrario, se necesita un proceso de descontami-nación,probablementeconácidonítrico.Dondesere-quieraunaresistenciaalacorrosiónyacabadosuperficialelevado,laseleccióndelmétodoesmáscrítico.Esestoscasos, los mejores resultados se obtienen con una secuen-cia de decapado bien pensada.
Lafigurainferiormuestralosresultadosdemuestrasdeacero1.4404(316LconmétododesoldaduraMMA)condiferentetipodelimpiezafinal.Hansidoexpuestosaunambiente marino durante un periodo de dos semanas.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O16
2.4 PROCESO COMPLETO DE LIMPIEZA Despuésdeunprocedimientotípicodeproducción,elprocesodelimpiezafinalsehadedesarrollarcomoseindica a continuación.
Como llevar a cabo un proceso completo de limpieza:
1. Inspección
2. Pretratamiento mecánicos
3. Desengrasado
4. Aclarado
5. Decapado
6. Desmut
7. Aclarado
8. Pasivazo
9. Neutralizado
10. Inspección
Todos estos pasos se discuten con más detalle en los siguientescapítulos.
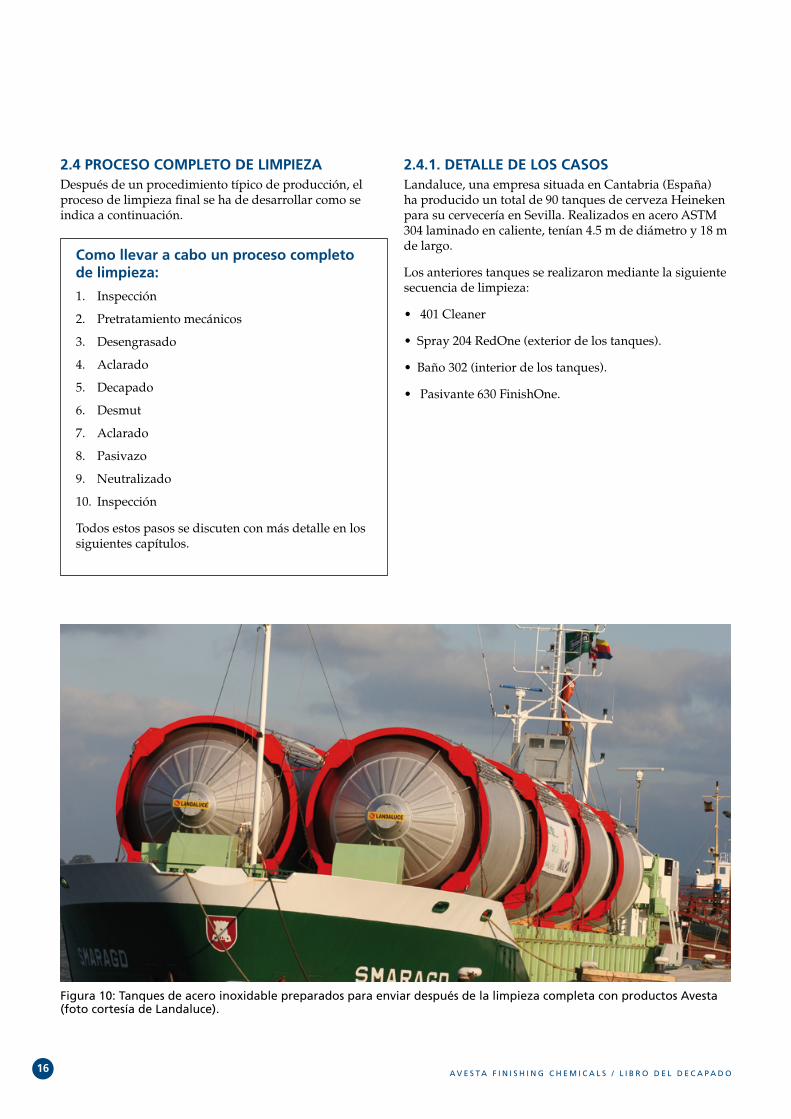
2.4.1. DETALLE DE LOS CASOS Landaluce,unaempresasituadaenCantabria(España)haproducidountotalde90tanquesdecervezaHeinekenparasucerveceríaenSevilla.RealizadosenaceroASTM304laminadoencaliente,tenían4.5mdediámetroy18mde largo.
Losanteriorestanquesserealizaronmediantelasiguientesecuencia de limpieza:
• 401Cleaner
• Spray204RedOne(exteriordelostanques).
• Baño302(interiordelostanques).
• Pasivante630FinishOne.
Figura 10: Tanques de acero inoxidable preparados para enviar después de la limpieza completa con productos Avesta (foto cortesía de Landaluce).
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 17
Métodos químicos en la práctica
3.
Figura 11: Aclarado a alta presión después del decapado.
3.1 PRODUCTOS AVESTA LosproductosAvestaQuímicosofrecenunamplioprogra-ma de limpieza:
• Pastasdedecapado
• Spraysdedecapado
• Bañosdedecapado
• Desengrasante
• Pasivante
3.2 REQUERIMIENTOS GENERALESLa selección del proceso de limpieza está determinado por eltipodecontaminantesyóxidosquedebeneliminarse,elgradodelimpiezarequeridoyelcoste.Estecapítulodalasguíasparaunprocesodelimpiezaóptimo.
A fin de evitar los daños medioambientales y a la salud, el decapadodeberealizarseenzonasespeciales,preferente-mentedentrodetaller.Enestecontexto,sehandecumplirlas siguientes recomendaciones:
• Debedisponersedeinstruccionesdemanipulaciónein-formaciónesencial(etiquetado,hojasdeseguridad,etc)paralosdiferentesproductos.Lasregulacioneslocalesynacionales deben estar disponibles. Ver, adicionalmente, la sección 6.1.
• Elpersonalacargodebeestarfamiliarizadoconlospro-blemas de salud asociados con estos productos y como éstosdebentratarse.
• Sedebenutilizarequiposdeseguridadadecuados.Versección 6.2.
• Cuandosedecapaentaller,lazonadetrabajodebesepararsedeotrasoperacionesdetaller.Nosolamen-te para evitar la contaminación y otros problemas de salud,sinotambiénparaasegurarunatemperaturacontrolada.
• Eláreadetrabajodebeestarbienventiladaytenerequi-posdeextraccióndehumos.
• Lostanques,suelos,paredes,etcexpuestosaloslíqui-dos deben ser de materiales resistentes a los ácidos.
• Debedisponersedeequiposdelimpieza,incluyendopreferentementeequiposdeproyeccióndeaguadealtapresión.
• Sedeberíadisponerdeunkitdeprimerosauxilios(paraposiblesquemadosconácidos).Vertambiénlasección6.1.
• Sielaguadeaclaradoserecircula,sedeberealizarunaclarado final con agua desionizada. Esto es de particu-lar importancia para superficies sensibles.
•Sedebedisponerunsistemadealmacenamientoade-cuado. Ver sección 6.3.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O18
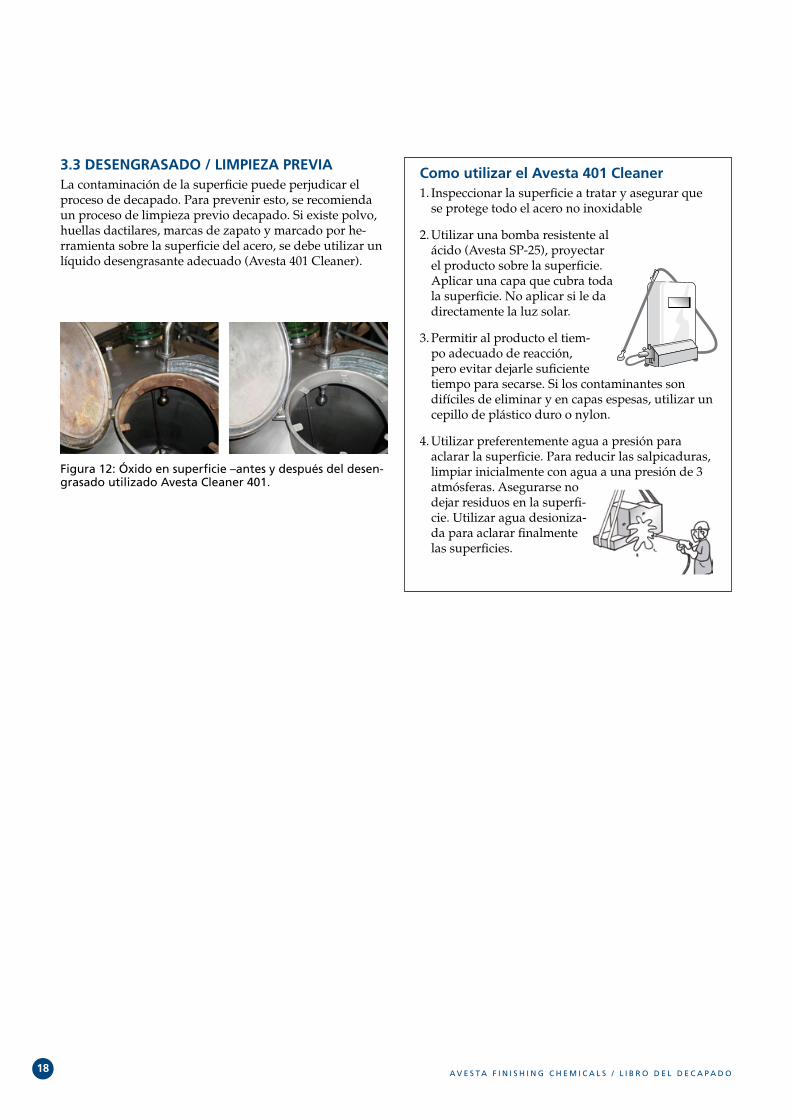
3.3 DESENGRASADO / LIMPIEZA PREVIALa contaminación de la superficie puede perjudicar el proceso de decapado. Para prevenir esto, se recomienda un proceso de limpieza previo decapado. Si existe polvo, huellasdactilares,marcasdezapatoymarcadoporhe-rramienta sobre la superficie del acero, se debe utilizar un líquidodesengrasanteadecuado(Avesta401Cleaner).
Figura 12: Óxido en superficie –antes y después del desen-grasado utilizado Avesta Cleaner 401.
Como utilizar el Avesta 401 Cleaner 1.Inspeccionarlasuperficieatrataryasegurarque
se protege todo el acero no inoxidable
2. Utilizar una bomba resistente al ácido(AvestaSP-25),proyectarel producto sobre la superficie. Aplicarunacapaquecubratodalasuperficie.Noaplicarsiledadirectamente la luz solar.
3. Permitir al producto el tiem-po adecuado de reacción, pero evitar dejarle suficiente tiempo para secarse. Si los contaminantes son difícilesdeeliminaryencapasespesas,utilizaruncepillo de plástico duro o nylon.
4.Utilizarpreferentementeaguaapresiónparaaclarar la superficie. Para reducir las salpicaduras, limpiar inicialmente con agua a una presión de 3 atmósferas.Asegurarsenodejar residuos en la superfi-cie. Utilizar agua desioniza-da para aclarar finalmente las superficies.

A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 19
3.4 DECAPADOLos productos de decapado pueden aplicarse por medios diferentes:
• Conbrocha,utilizandoungelopastadedecapado
• Porspray,conunasolucióndecapante
• Porinmersiónocirculaciónen/conbañodedecapado
Losdiferentesmétodossepresentanenlassiguientespáginas.
3.4.1 Decapado con pastaParacrearunmejorambientedetrabajo,Avesta130BlueOnePickingPasteesunproductoestrella.UtilizandoelAvesta130,noexisteformacióndehumosnítricostóxi-cosformadosduranteeldecapado.LapastaAvesta130puede utilizarse para todos los grados de inoxidable.
3.4.2 Decapado en disolución (Spray)ElAvesta240RedOneesunproductodedecapado,espe-cialmentediseñadoparaSpray,dondeloshumostóxicosdenítricosehandisminuidosignificativamente.
Método combinado: Para algunos propósitos se puede utilizar un combinado de decapado por cepillado y spray. Cuandosenecesitaunligerodecapado(sobresuperficiessensibles), la pasta de decapado puede aplicarse sobre las superficies de unión y entonces debe aplicarse un lim-piadorácido(porejemploelAvesta401Cleaner)sobrelasuperficie.
Figura 13: Decapado con brocha.
Figura 14: Decapado con spray.
Como utilizar el gel / pasta Avesta1.Pretratarmecánicamenteóxidos,escoriasydefectosdesoldadura.Esteprocesoserealizarápreferen-tementemientrasqueloscordonesdesoldaduraestántodavíacalientesylosóxidosmenosduros.
2.Despuésdecualquiersoldadura,yantesdeutilizarelproductodecapante,dejarqueseenfríelazonaatratarpordebajode40ºC.
3. Eliminar la contaminación orgánica medianteeldesengrasanteAvesta401Cleaner.
4. Antes de utilizar, agitar o mover la pasta.
5.Utilizarunabrocharesistentealáci-doyaplicarlapastadecapante.Nodecapar bajo la luz directa del sol.
6.Daralproductoeltiemposuficientepara reaccionar (ver tabla 4). A elevadas tempera-turas puede ser necesario prolongar los tiempos de decapado, y si es necesario, aplicar más producto. Estoesacausadequeelproductopuedesecarseydejardeserefectivo.
7.Utilizarpreferentementeuncho-rro de agua a presión para aclarar la superficie tratada. Asegurarse quenoquedanresiduosdedeca-pado en la superficie. Usar agua desionizada para el aclarado final de superficies sensibles.
8.Lasaguasresidualespuedenneutralizarse.Vercapítulo4.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O20
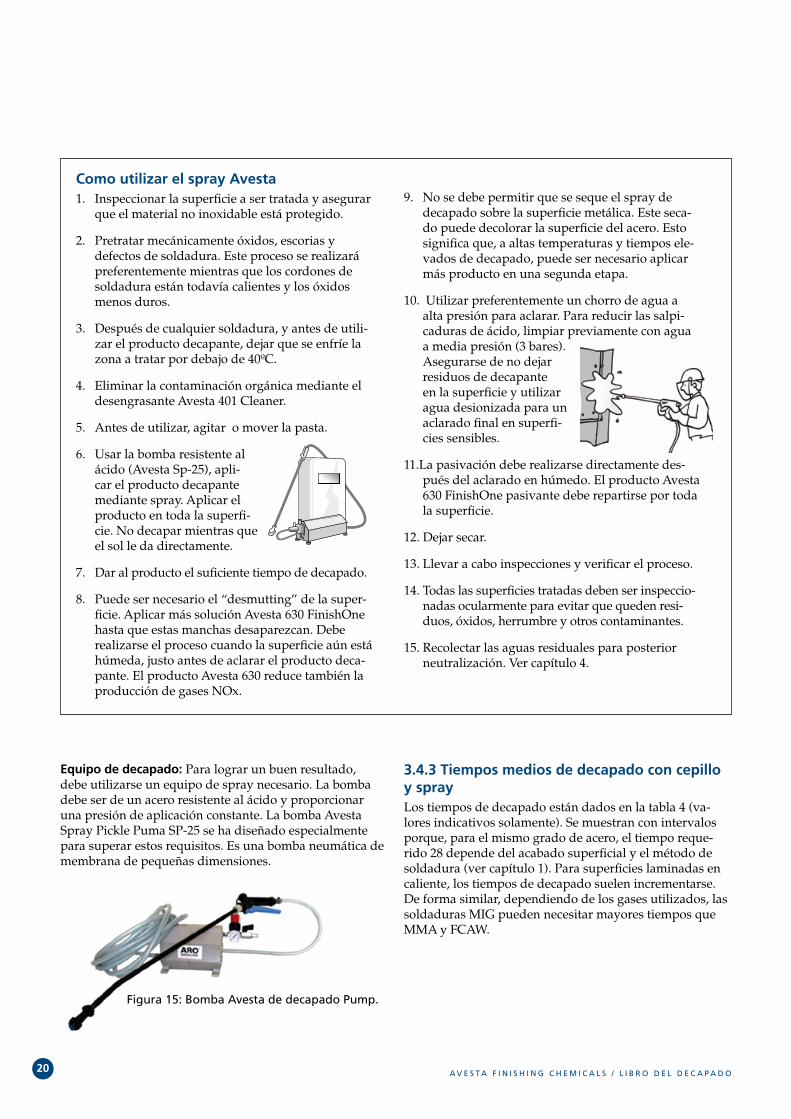
Equipo de decapado: Para lograr un buen resultado, debeutilizarseunequipodespraynecesario.Labombadebe ser de un acero resistente al ácido y proporcionar una presión de aplicación constante. La bomba Avesta SprayPicklePumaSP-25sehadiseñadoespecialmenteparasuperarestosrequisitos.Esunabombaneumáticademembranadepequeñasdimensiones.
3.4.3 Tiempos medios de decapado con cepillo y spray Los tiempos de decapado están dados en la tabla 4 (va-lores indicativos solamente). Se muestran con intervalos porque,paraelmismogradodeacero,eltiemporeque-rido28dependedelacabadosuperficialyelmétododesoldadura(vercapítulo1).Parasuperficieslaminadasencaliente, los tiempos de decapado suelen incrementarse. Deformasimilar,dependiendodelosgasesutilizados,lassoldadurasMIGpuedennecesitarmayorestiemposqueMMAyFCAW.
Figura 15: Bomba Avesta de decapado Pump.
Como utilizar el spray Avesta1. Inspeccionarlasuperficieasertratadayasegurarqueelmaterialnoinoxidableestáprotegido.
2. Pretratar mecánicamente óxidos, escorias y defectosdesoldadura.Esteprocesoserealizarápreferentementemientrasqueloscordonesdesoldaduraestántodavíacalientesylosóxidosmenos duros.
3. Despuésdecualquiersoldadura,yantesdeutili-zarelproductodecapante,dejarqueseenfríelazonaatratarpordebajode40ºC.
4. Eliminar la contaminación orgánica mediante el desengrasanteAvesta401Cleaner.
5. Antesdeutilizar,agitaromoverlapasta.
6. Usar la bomba resistente al ácido(AvestaSp-25),apli-car el producto decapante mediante spray. Aplicar el producto en toda la superfi-cie.Nodecaparmientrasqueel sol le da directamente.
7. Daralproductoelsuficientetiempodedecapado.
8. Puedesernecesarioel“desmutting”delasuper-ficie.AplicarmássoluciónAvesta630FinishOnehastaqueestasmanchasdesaparezcan.Deberealizarseelprocesocuandolasuperficieaúnestáhúmeda,justoantesdeaclararelproductodeca-pante.ElproductoAvesta630reducetambiénlaproduccióndegasesNOx.
9. Nosedebepermitirquesesequeelspraydedecapado sobre la superficie metálica. Este seca-do puede decolorar la superficie del acero. Esto significaque,aaltastemperaturasytiemposele-vados de decapado, puede ser necesario aplicar más producto en una segunda etapa.
10.Utilizarpreferentementeunchorrodeaguaaalta presión para aclarar. Para reducir las salpi-caduras de ácido, limpiar previamente con agua a media presión (3 bares). Asegurarse de no dejar residuos de decapante en la superficie y utilizar agua desionizada para un aclarado final en superfi-cies sensibles.
11.La pasivación debe realizarse directamente des-puésdelaclaradoenhúmedo.ElproductoAvesta630FinishOnepasivantedeberepartirseportodala superficie.
12.Dejarsecar.
13. Llevar a cabo inspecciones y verificar el proceso.
14. Todas las superficies tratadas deben ser inspeccio-nadasocularmenteparaevitarquequedenresi-duos,óxidos,herrumbreyotroscontaminantes.
15.Recolectarlasaguasresidualesparaposteriorneutralización.Vercapítulo4.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 21
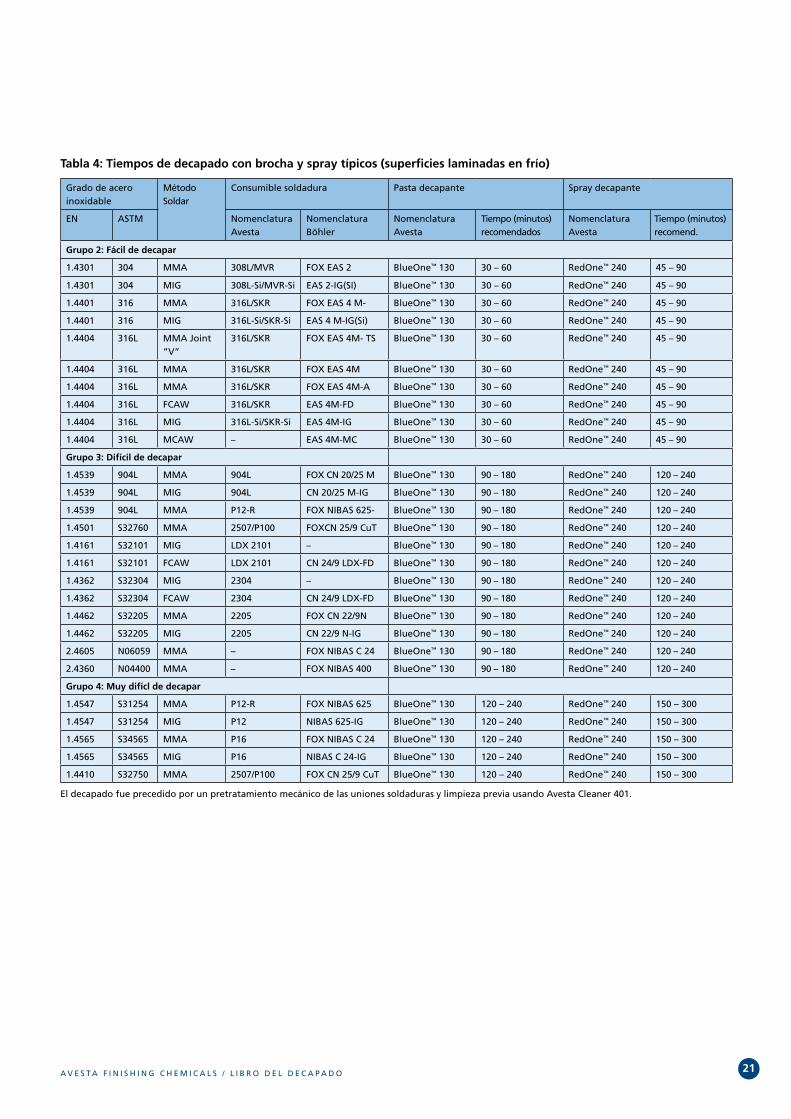
Tabla 4: Tiempos de decapado con brocha y spray típicos (superficies laminadas en frío)
Grado de aceroinoxidable
MétodoSoldar
Consumible soldadura Pasta decapante Spray decapante
EN ASTM NomenclaturaAvesta
NomenclaturaBöhler
NomenclaturaAvesta
Tiempo (minutos)recomendados
NomenclaturaAvesta
Tiempo (minutos)recomend.
Grupo 2: Fácil de decapar
1.4301 304 MMA 308L/MVR FOX EAS 2 BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4301 304 MIG 308L-Si/MVR-Si EAS 2-IG(SI) BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4401 316 MMA 316L/SKR FOX EAS 4 M- BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4401 316 MIG 316L-Si/SKR-Si EAS 4 M-IG(Si) BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MMA Joint ”V”
316L/SKR FOX EAS 4M- TS BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MMA 316L/SKR FOX EAS 4M BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MMA 316L/SKR FOX EAS 4M-A BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L FCAW 316L/SKR EAS 4M-FD BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MIG 316L-Si/SKR-Si EAS 4M-IG BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MCAW – EAS 4M-MC BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
Grupo 3: Difícil de decapar
1.4539 904L MMA 904L FOX CN 20/25 M BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4539 904L MIG 904L CN 20/25 M-IG BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4539 904L MMA P12-R FOX NIBAS 625- BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4501 S32760 MMA 2507/P100 FOXCN 25/9 CuT BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4161 S32101 MIG LDX 2101 – BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4161 S32101 FCAW LDX 2101 CN 24/9 LDX-FD BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4362 S32304 MIG 2304 – BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4362 S32304 FCAW 2304 CN 24/9 LDX-FD BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4462 S32205 MMA 2205 FOX CN 22/9N BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4462 S32205 MIG 2205 CN 22/9 N-IG BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
2.4605 N06059 MMA – FOX NIBAS C 24 BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
2.4360 N04400 MMA – FOX NIBAS 400 BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
Grupo 4: Muy difícl de decapar
1.4547 S31254 MMA P12-R FOX NIBAS 625 BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
1.4547 S31254 MIG P12 NIBAS 625-IG BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
1.4565 S34565 MMA P16 FOX NIBAS C 24 BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
1.4565 S34565 MIG P16 NIBAS C 24-IG BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
1.4410 S32750 MMA 2507/P100 FOX CN 25/9 CuT BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
El decapado fue precedido por un pretratamiento mecánico de las uniones soldaduras y limpieza previa usando Avesta Cleaner 401.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O22
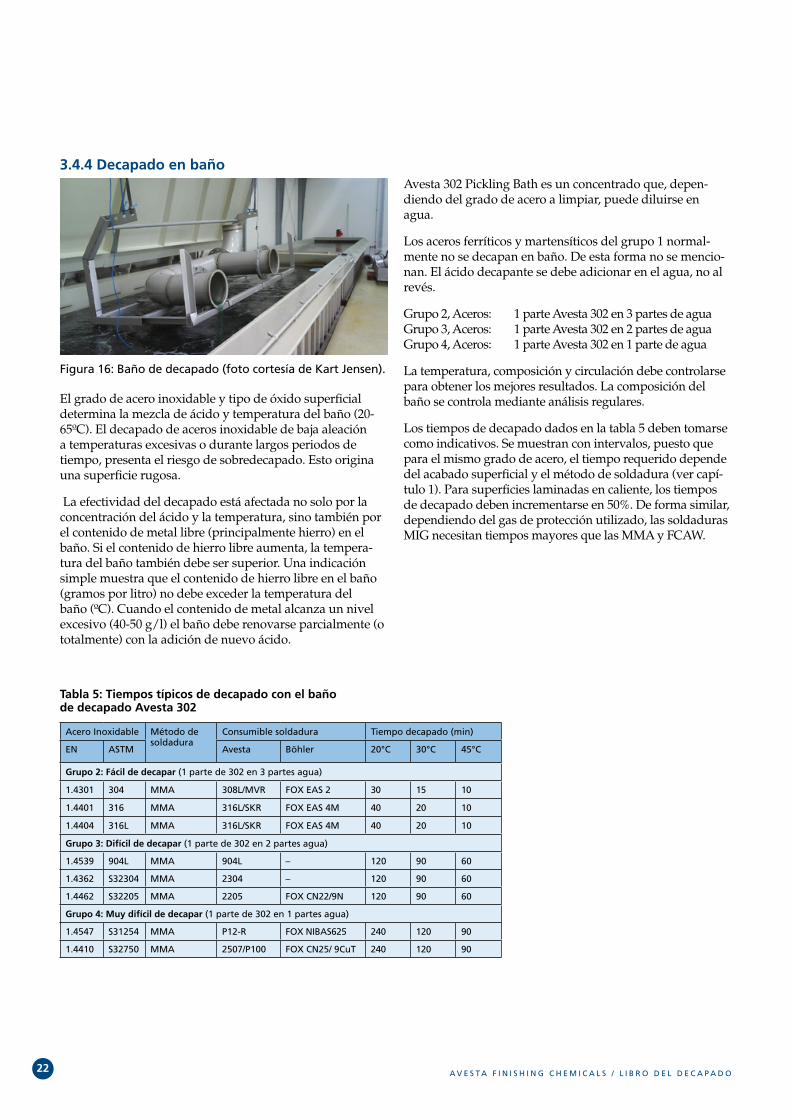
3.4.4 Decapado en baño
El grado de acero inoxidable y tipo de óxido superficial determinalamezcladeácidoytemperaturadelbaño(20-65ºC).Eldecapadodeacerosinoxidabledebajaaleacióna temperaturas excesivas o durante largos periodos de tiempo, presenta el riesgo de sobredecapado. Esto origina una superficie rugosa.
Laefectividaddeldecapadoestáafectadanosoloporlaconcentracióndelácidoylatemperatura,sinotambiénporelcontenidodemetallibre(principalmentehierro)enelbaño.Sielcontenidodehierrolibreaumenta,latempera-turadelbañotambiéndebesersuperior.Unaindicaciónsimplemuestraqueelcontenidodehierrolibreenelbaño(gramos por litro) no debe exceder la temperatura del baño(ºC).Cuandoelcontenidodemetalalcanzaunnivelexcesivo(40-50g/l)elbañodeberenovarseparcialmente(ototalmente) con la adición de nuevo ácido.
Avesta302PicklingBathesunconcentradoque,depen-diendo del grado de acero a limpiar, puede diluirse en agua.
Losacerosferríticosymartensíticosdelgrupo1normal-mentenosedecapanenbaño.Deestaformanosemencio-nan. El ácido decapante se debe adicionar en el agua, no al revés.
Grupo2,Aceros: 1parteAvesta302en3partesdeaguaGrupo3,Aceros: 1parteAvesta302en2partesdeaguaGrupo4,Aceros: 1parteAvesta302en1partedeagua
La temperatura, composición y circulación debe controlarse para obtener los mejores resultados. La composición del baño se controla mediante análisis regulares.
Lostiemposdedecapadodadosenlatabla5debentomarsecomoindicativos.Semuestranconintervalos,puestoqueparaelmismogradodeacero,eltiemporequeridodependedelacabadosuperficialyelmétododesoldadura(vercapí-tulo 1). Para superficies laminadas en caliente, los tiempos dedecapadodebenincrementarseen50%.Deformasimilar,dependiendo del gas de protección utilizado, las soldaduras MIGnecesitantiemposmayoresquelasMMAyFCAW.
Figura 16: Baño de decapado (foto cortesía de Kart Jensen).
Tabla 5: Tiempos típicos de decapado con el baño de decapado Avesta 302
Acero Inoxidable Método desoldadura
Consumible soldadura Tiempo decapado (min)
EN ASTM Avesta Böhler 20°C 30°C 45°C
Grupo 2: Fácil de decapar (1 parte de 302 en 3 partes agua)
1.4301 304 MMA 308L/MVR FOX EAS 2 30 15 10
1.4401 316 MMA 316L/SKR FOX EAS 4M 40 20 10
1.4404 316L MMA 316L/SKR FOX EAS 4M 40 20 10
Grupo 3: Difícil de decapar (1 parte de 302 en 2 partes agua)
1.4539 904L MMA 904L – 120 90 60
1.4362 S32304 MMA 2304 – 120 90 60
1.4462 S32205 MMA 2205 FOX CN22/9N 120 90 60
Grupo 4: Muy difícil de decapar (1 parte de 302 en 1 partes agua)
1.4547 S31254 MMA P12-R FOX NIBAS625 240 120 90
1.4410 S32750 MMA 2507/P100 FOX CN25/ 9CuT 240 120 90
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 23
Utilización del baño de decapado Avesta1. Pretratarlosóxidos,escoriaydefectosde
soldadura mecánicamente.
2. Despuésdelasoldadura,dejarquelazonaadeca-partengaunatemperaturapordebajode40°C.
3. Eliminar la contaminación orgánica, mediante el desengrasanteAvesta401Cleaner.
4. Analizarlatemperaturadelbaño(vertabla5).
5. Introducirelobjetoadecaparenelbaño.Lostiem-posdedecapadosemuestranenlatabla5.Evitarelsobredecapado,puestoquepuedeproducirunasuperficie rugosa.
6. Daralosproductosdedecapadosuficientetiempo.
7. Siaparecenmanchasopuntosnegrosenlasu-perficie, el “demutting” es necesario. Aplicar más soluciónoAvesta630FinishOneparaqueestasmanchasdesaparezcan.Estodebehacersecuandolasuperficieestáaúnhumeda,justo antes de aclarar. El spray 630FinishOnetambiénreducelosgasesdeNOx producidos durante el decapado.
8. Cuandoseesténrecuperandolosobjetos del interior del baño, dar suficiente tiempo allíquidodelbañoparaqueseescurra.
9. Aclararutilizandoaguaaaltapresión.Asegurarquenoquedanresiduosenlasuperficie.Utilizaragua desionizada para un aclarado final en superfi-cies sensibles.
10.Recogerlasaguasparaneutralizarlasposterior-mente.Vercapítulo4.
11.Comoelácidodelbañoseconsume constantemente y los metalesprecipitan,serequiereun análisis constante de su composición. El contenido delbañoafectaaltiempodedecapado.
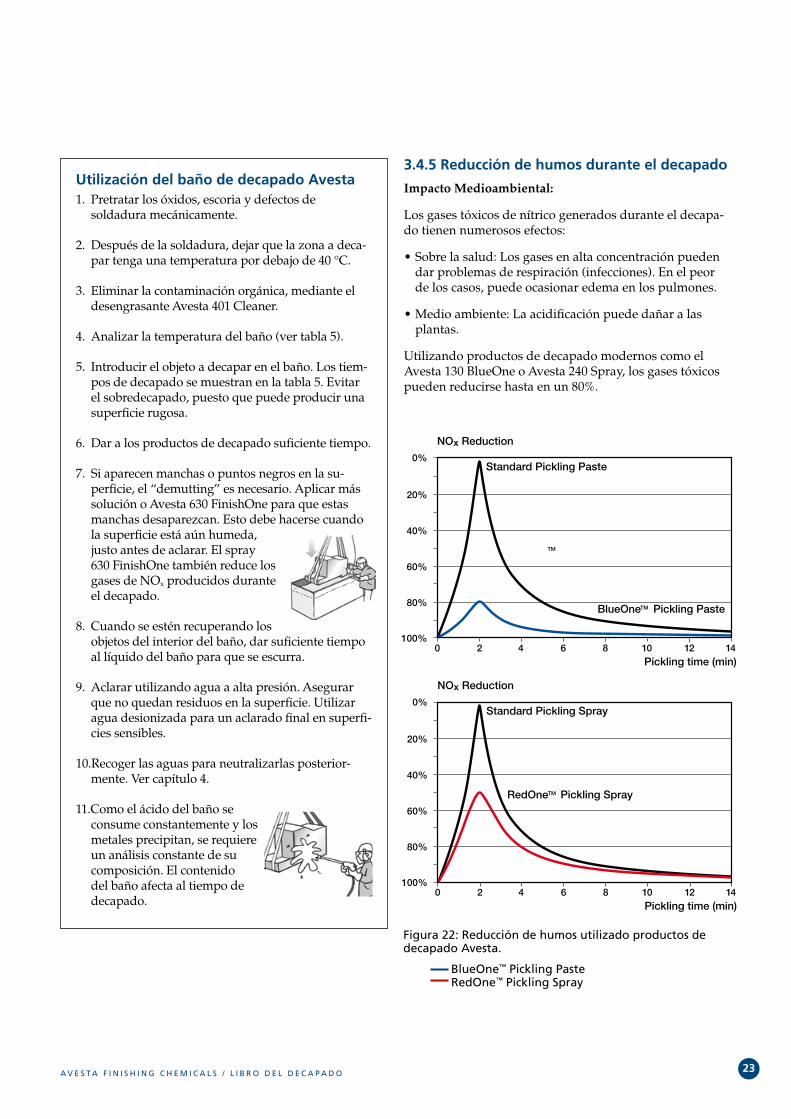
3.4.5 Reducción de humos durante el decapado
Impacto Medioambiental:
Losgasestóxicosdenítricogeneradosduranteeldecapa-dotienennumerososefectos:
•Sobrelasalud:Losgasesenaltaconcentraciónpuedendarproblemasderespiración(infecciones).Enelpeorde los casos, puede ocasionar edema en los pulmones.
•Medioambiente:Laacidificaciónpuededañaralasplantas.
Utilizando productos de decapado modernos como el Avesta130BlueOneoAvesta240Spray,losgasestóxicospuedenreducirsehastaenun80%.
Figura 22: Reducción de humos utilizado productos de decapado Avesta.
BlueOne™ Pickling Paste RedOne™ Pickling Spray
80%
100%0 2 4 6 8 10 12 14
Pickling time (min)
60%
40%
20%
NOx Reduction
0%Standard Pickling Paste
BlueOne Pickling Paste
Avesta Diagram
TM
TM
80%
100%0 2 4 6 8 10 12 14
Pickling time (min)
60%
40%
20%
NOx Reduction
0%Standard Pickling Spray
RedOne Pickling Spray
Avesta Diagram
TM
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O24
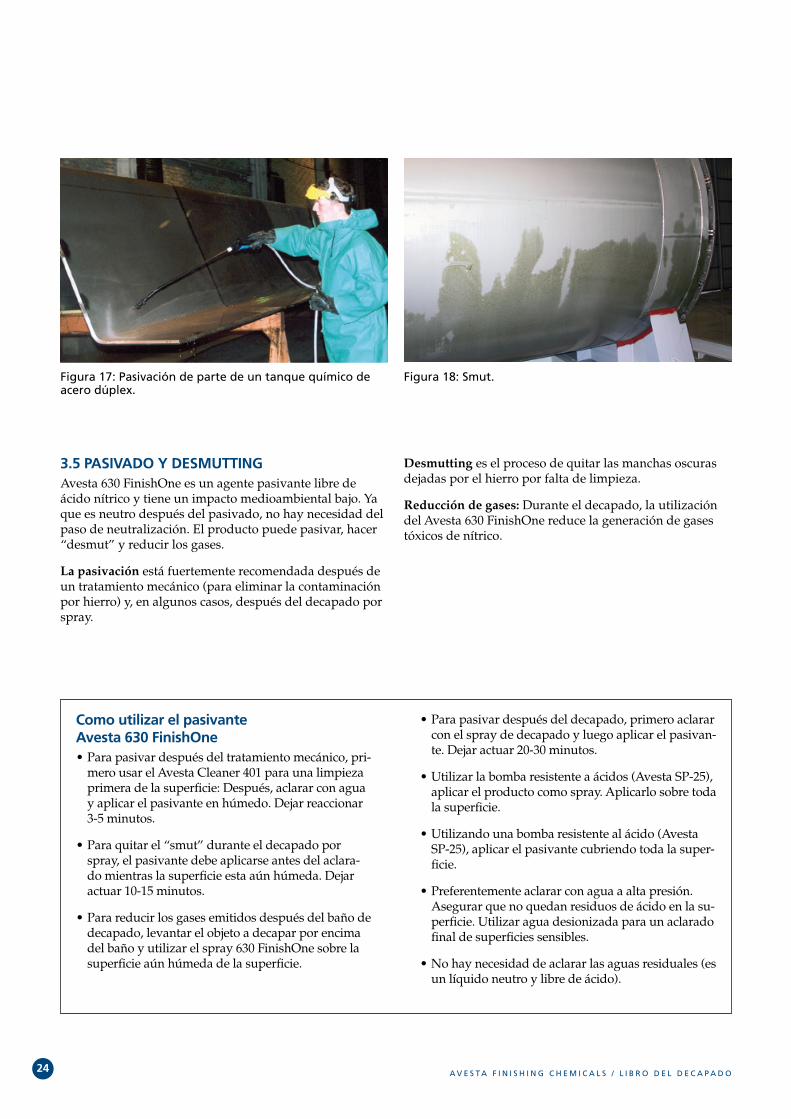
3.5 PASIVADO Y DESMUTTINGAvesta630FinishOneesunagentepasivantelibredeácidonítricoytieneunimpactomedioambientalbajo.Yaqueesneutrodespuésdelpasivado,nohaynecesidaddelpasodeneutralización.Elproductopuedepasivar,hacer“desmut” y reducir los gases.
La pasivaciónestáfuertementerecomendadadespuésdeun tratamiento mecánico (para eliminar la contaminación porhierro)y,enalgunoscasos,despuésdeldecapadoporspray.
Desmuttingeselprocesodequitarlasmanchasoscurasdejadasporelhierroporfaltadelimpieza.
Reducción de gases:Duranteeldecapado,lautilizacióndelAvesta630FinishOnereducelageneracióndegasestóxicosdenítrico.
Figura 17: Pasivación de parte de un tanque químico de acero dúplex.
Figura 18: Smut.
Como utilizar el pasivante Avesta 630 FinishOne•Parapasivardespuésdeltratamientomecánico,pri-merousarelAvestaCleaner401paraunalimpiezaprimeradelasuperficie:Después,aclararconaguayaplicarelpasivanteenhúmedo.Dejarreaccionar3-5minutos.
•Paraquitarel“smut”duranteeldecapadoporspray, el pasivante debe aplicarse antes del aclara-domientraslasuperficieestaaúnhúmeda.Dejaractuar10-15minutos.
•Parareducirlosgasesemitidosdespuésdelbañodedecapado, levantar el objeto a decapar por encima delbañoyutilizarelspray630FinishOnesobrelasuperficieaúnhúmedadelasuperficie.
•Parapasivardespuésdeldecapado,primeroaclararcon el spray de decapado y luego aplicar el pasivan-te.Dejaractuar20-30minutos.
•Utilizarlabombaresistenteaácidos(AvestaSP-25),aplicar el producto como spray. Aplicarlo sobre toda la superficie.
•Utilizandounabombaresistentealácido(AvestaSP-25),aplicarelpasivantecubriendotodalasuper-ficie.
•Preferentementeaclararconaguaaaltapresión.Asegurarquenoquedanresiduosdeácidoenlasu-perficie. Utilizar agua desionizada para un aclarado final de superficies sensibles.
•Nohaynecesidaddeaclararlasaguasresiduales(esunlíquidoneutroylibredeácido).
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 25
4.
Neutralización y tratamientos de residuos
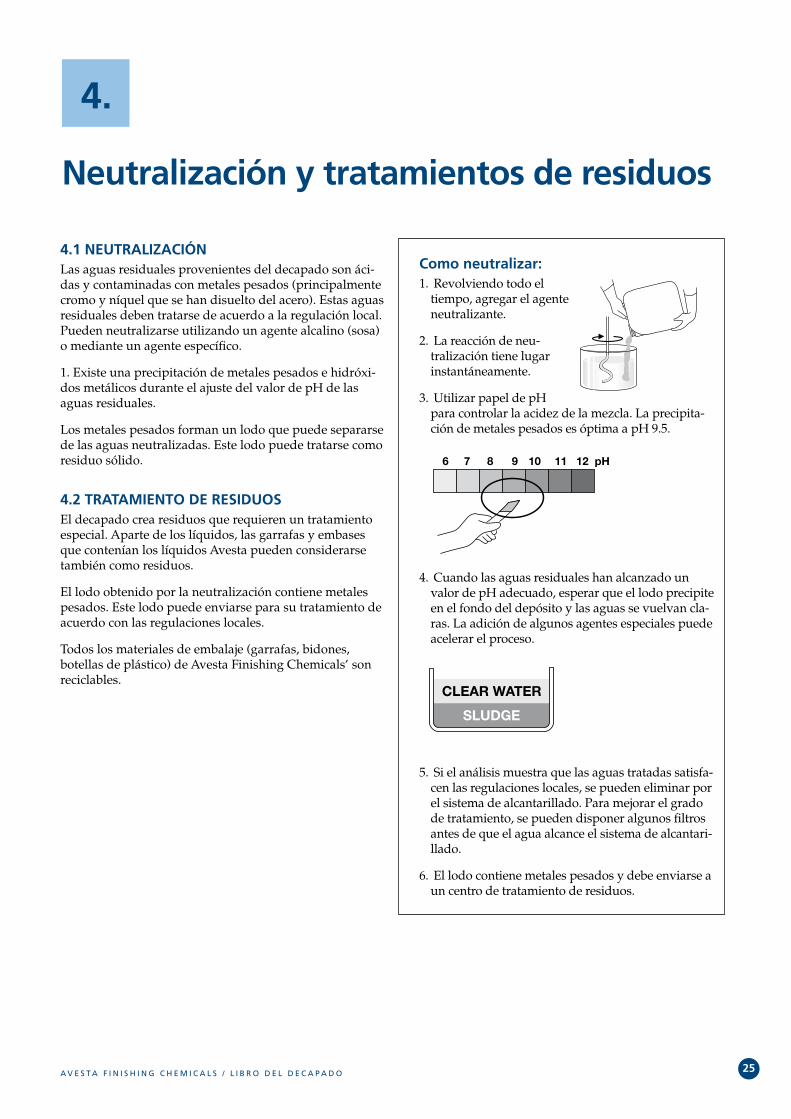
4.1 NEUTRALIZACIÓNLas aguas residuales provenientes del decapado son áci-das y contaminadas con metales pesados (principalmente cromoyníquelquesehandisueltodelacero).Estasaguasresiduales deben tratarse de acuerdo a la regulación local. Pueden neutralizarse utilizando un agente alcalino (sosa) omedianteunagenteespecífico.
1.Existeunaprecipitacióndemetalespesadosehidróxi-dos metálicos durante el ajuste del valor de pH de las aguas residuales.
Losmetalespesadosformanunlodoquepuedesepararsede las aguas neutralizadas. Este lodo puede tratarse como residuo sólido.
4.2 TRATAMIENTO DE RESIDUOS Eldecapadocrearesiduosquerequierenuntratamientoespecial.Apartedeloslíquidos,lasgarrafasyembasesqueconteníanloslíquidosAvestapuedenconsiderarsetambiéncomoresiduos.
El lodo obtenido por la neutralización contiene metales pesados. Este lodo puede enviarse para su tratamiento de acuerdo con las regulaciones locales.
Todoslosmaterialesdeembalaje(garrafas,bidones,botellasdeplástico)deAvestaFinishingChemicals’sonreciclables.
CLEAR WATER
6 7 8 9 10 11 12 pH
SLUDGE
CLEAR WATER
6 7 8 9 10 11 12 pH
SLUDGE
CLEAR WATER
6 7 8 9 10 11 12 pH
SLUDGE
Como neutralizar: 1. Revolviendo todo el
tiempo, agregar el agente neutralizante.
2. La reacción de neu-tralización tiene lugar instantáneamente.
3. Utilizar papel de pH para controlar la acidez de la mezcla. La precipita-cióndemetalespesadosesóptimaapH9.5.
4.CuandolasaguasresidualeshanalcanzadounvalordepHadecuado,esperarqueellodoprecipiteenelfondodeldepósitoylasaguassevuelvancla-ras. La adición de algunos agentes especiales puede acelerar el proceso.
5.Sielanálisismuestraquelasaguastratadassatisfa-cen las regulaciones locales, se pueden eliminar por el sistema de alcantarillado. Para mejorar el grado de tratamiento, se pueden disponer algunos filtros antesdequeelaguaalcanceelsistemadealcantari-llado.
6. El lodo contiene metales pesados y debe enviarse a un centro de tratamiento de residuos.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O26
Inspección y resolución de problemas
5.
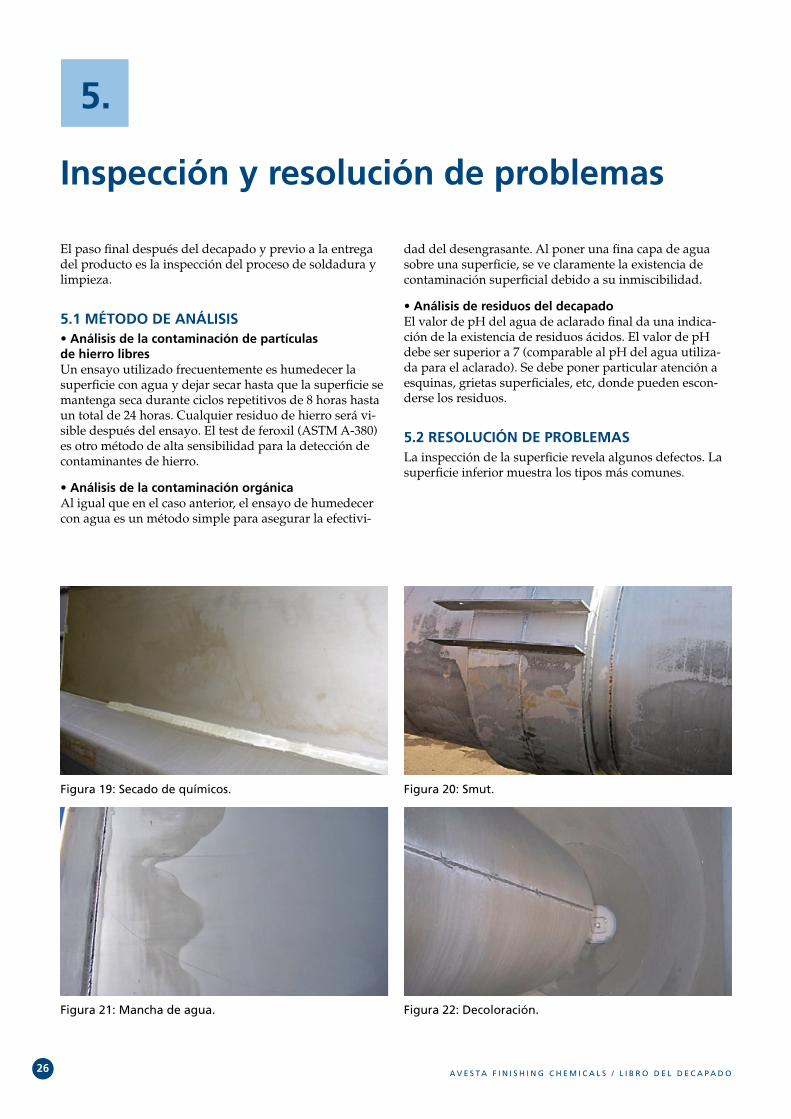
Elpasofinaldespuésdeldecapadoyprevioalaentregadel producto es la inspección del proceso de soldadura y limpieza.
5.1 MÉTODO DE ANÁLISIS • Análisis de la contaminación de partículas de hierro libres Unensayoutilizadofrecuentementeeshumedecerlasuperficieconaguaydejarsecarhastaquelasuperficiesemantengasecaduranteciclosrepetitivosde8horashastauntotalde24horas.Cualquierresiduodehierroserávi-sibledespuésdelensayo.Eltestdeferoxil(ASTMA-380)esotrométododealtasensibilidadparaladeteccióndecontaminantesdehierro.
• Análisis de la contaminación orgánica Aligualqueenelcasoanterior,elensayodehumedecerconaguaesunmétodosimpleparaasegurarlaefectivi-
dad del desengrasante. Al poner una fina capa de agua sobre una superficie, se ve claramente la existencia de contaminación superficial debido a su inmiscibilidad.
• Análisis de residuos del decapado El valor de pH del agua de aclarado final da una indica-ción de la existencia de residuos ácidos. El valor de pH debe ser superior a 7 (comparable al pH del agua utiliza-da para el aclarado). Se debe poner particular atención a esquinas,grietassuperficiales,etc,dondepuedenescon-derse los residuos.
5.2 RESOLUCIÓN DE PROBLEMASLainspeccióndelasuperficierevelaalgunosdefectos.Lasuperficieinferiormuestralostiposmáscomunes.
Figura 21: Mancha de agua. Figura 22: Decoloración.
Figura 19: Secado de químicos. Figura 20: Smut.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 27
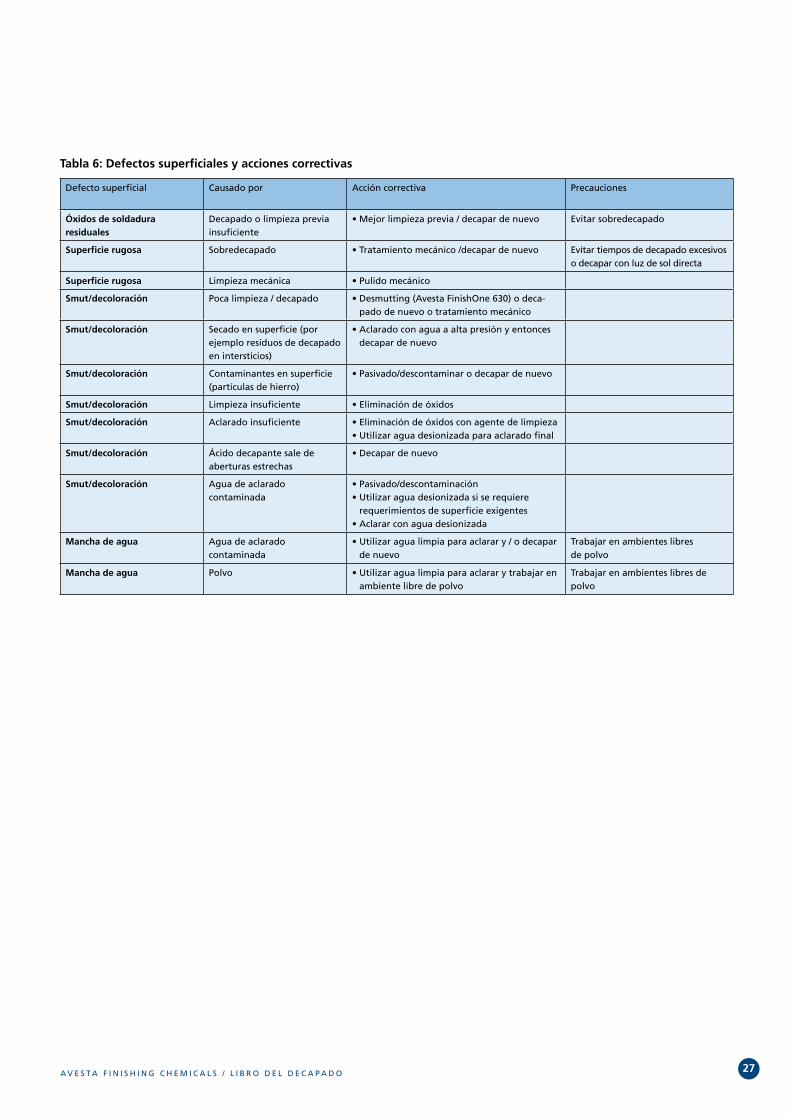
Tabla 6: Defectos superficiales y acciones correctivas
Defecto superficial Causado por Acción correctiva Precauciones
Óxidos de soldaduraresiduales
Decapado o limpieza previainsuficiente
• Mejor limpieza previa / decapar de nuevo Evitar sobredecapado
Superficie rugosa Sobredecapado • Tratamiento mecánico /decapar de nuevo Evitar tiempos de decapado excesivos o decapar con luz de sol directa
Superficie rugosa Limpieza mecánica • Pulido mecánico
Smut/decoloración Poca limpieza / decapado • Desmutting (Avesta FinishOne 630) o deca-pado de nuevo o tratamiento mecánico
Smut/decoloración Secado en superficie (por ejemplo residuos de decapado en intersticios)
• Aclarado con agua a alta presión y entonces decapar de nuevo
Smut/decoloración Contaminantes en superficie(partículas de hierro)
• Pasivado/descontaminar o decapar de nuevo
Smut/decoloración Limpieza insuficiente • Eliminación de óxidos
Smut/decoloración Aclarado insuficiente • Eliminación de óxidos con agente de limpieza• Utilizar agua desionizada para aclarado final
Smut/decoloración Ácido decapante sale deaberturas estrechas
• Decapar de nuevo
Smut/decoloración Agua de aclarado contaminada
• Pasivado/descontaminación • Utilizar agua desionizada si se requiere
requerimientos de superficie exigentes• Aclarar con agua desionizada
Mancha de agua Agua de aclaradocontaminada
• Utilizar agua limpia para aclarar y / o decapar de nuevo
Trabajar en ambientes libres de polvo
Mancha de agua Polvo • Utilizar agua limpia para aclarar y trabajar en ambiente libre de polvo
Trabajar en ambientes libres de polvo
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O28
Tratamiento seguro y almacenaje de productos de decapado
6.
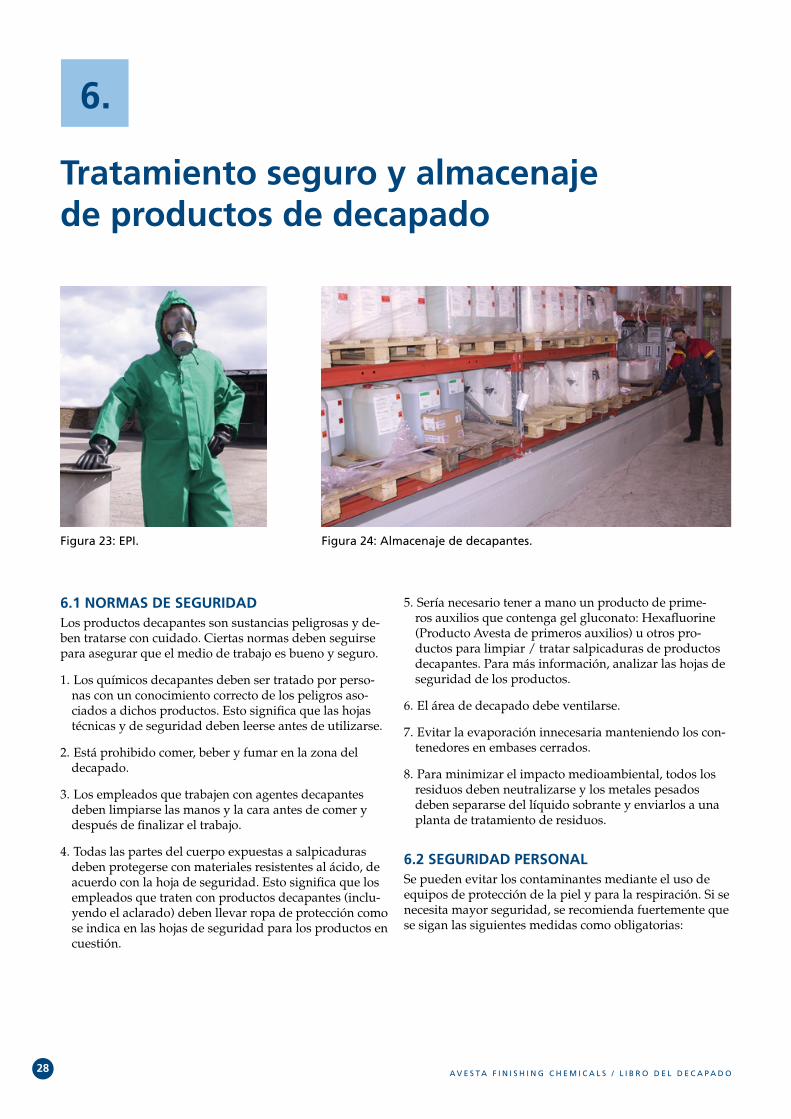
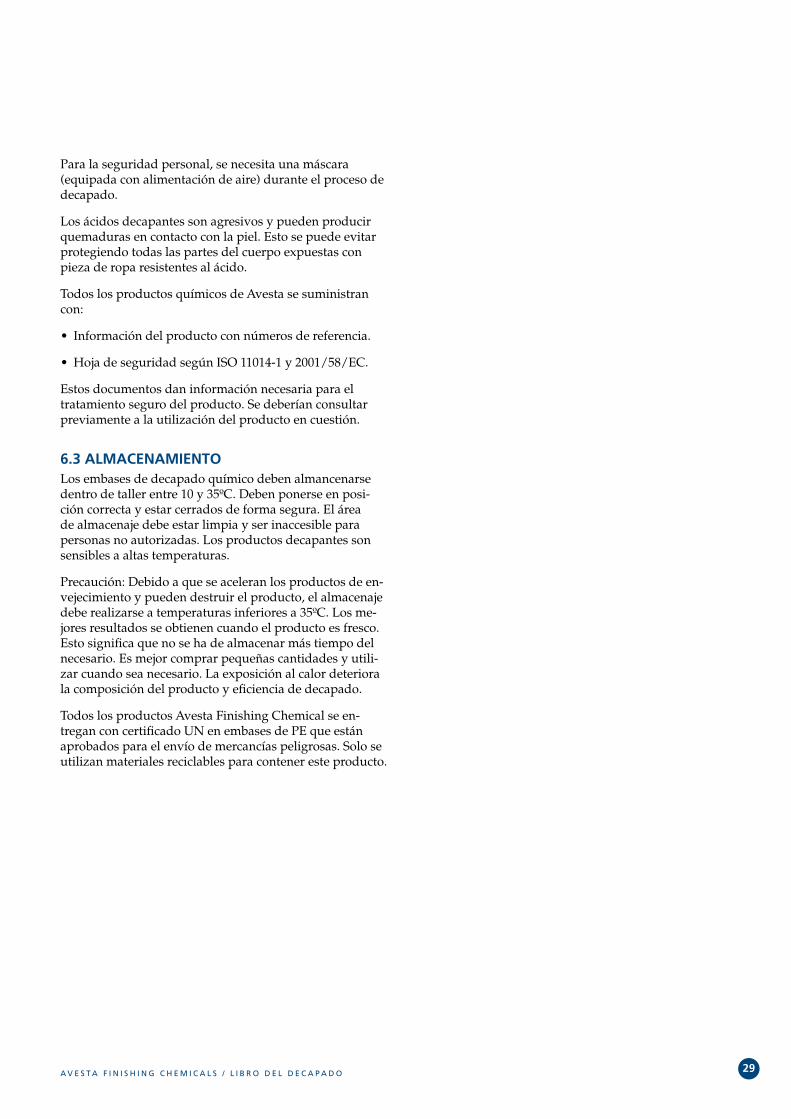
Figura 23: EPI. Figura 24: Almacenaje de decapantes.
6.1 NORMAS DE SEGURIDADLos productos decapantes son sustancias peligrosas y de-bentratarseconcuidado.Ciertasnormasdebenseguirseparaasegurarqueelmediodetrabajoesbuenoyseguro.
1.Losquímicosdecapantesdebensertratadoporperso-nas con un conocimiento correcto de los peligros aso-ciadosadichosproductos.Estosignificaquelashojastécnicasydeseguridaddebenleerseantesdeutilizarse.
2.Estáprohibidocomer,beberyfumarenlazonadeldecapado.
3.Losempleadosquetrabajenconagentesdecapantesdeben limpiarse las manos y la cara antes de comer y despuésdefinalizareltrabajo.
4. Todas las partes del cuerpo expuestas a salpicaduras deben protegerse con materiales resistentes al ácido, de acuerdoconlahojadeseguridad.Estosignificaquelosempleadosquetratenconproductosdecapantes(inclu-yendo el aclarado) deben llevar ropa de protección como seindicaenlashojasdeseguridadparalosproductosencuestión.
5.Seríanecesarioteneramanounproductodeprime-rosauxiliosquecontengagelgluconato:Hexafluorine(Producto Avesta de primeros auxilios) u otros pro-ductosparalimpiar/tratarsalpicadurasdeproductosdecapantes.Paramásinformación,analizarlashojasdeseguridad de los productos.
6. El área de decapado debe ventilarse.
7. Evitar la evaporación innecesaria manteniendo los con-tenedores en embases cerrados.
8.Paraminimizarelimpactomedioambiental,todoslosresiduos deben neutralizarse y los metales pesados debensepararsedellíquidosobranteyenviarlosaunaplanta de tratamiento de residuos.
6.2 SEGURIDAD PERSONALSe pueden evitar los contaminantes mediante el uso de equiposdeproteccióndelapielyparalarespiración.Sisenecesitamayorseguridad,serecomiendafuertementequese sigan las siguientes medidas como obligatorias:
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 29
Para la seguridad personal, se necesita una máscara (equipadaconalimentacióndeaire)duranteelprocesodedecapado.
Los ácidos decapantes son agresivos y pueden producir quemadurasencontactoconlapiel.Estosepuedeevitarprotegiendo todas las partes del cuerpo expuestas con pieza de ropa resistentes al ácido.
TodoslosproductosquímicosdeAvestasesuministrancon:
• Informacióndelproductoconnúmerosdereferencia.
• HojadeseguridadsegúnISO11014-1y2001/58/EC.
Estosdocumentosdaninformaciónnecesariaparaeltratamientosegurodelproducto.Sedeberíanconsultarpreviamente a la utilización del producto en cuestión.
6.3 ALMACENAMIENTO Losembasesdedecapadoquímicodebenalmancenarsedentrodetallerentre10y35ºC.Debenponerseenposi-cióncorrectayestarcerradosdeformasegura.Eláreade almacenaje debe estar limpia y ser inaccesible para personas no autorizadas. Los productos decapantes son sensibles a altas temperaturas.
Precaución:Debidoaqueseaceleranlosproductosdeen-vejecimiento y pueden destruir el producto, el almacenaje deberealizarseatemperaturasinferioresa35ºC.Losme-joresresultadosseobtienencuandoelproductoesfresco.Estosignificaquenosehadealmacenarmástiempodelnecesario.Esmejorcomprarpequeñascantidadesyutili-zar cuando sea necesario. La exposición al calor deteriora la composición del producto y eficiencia de decapado.
TodoslosproductosAvestaFinishingChemicalseen-treganconcertificadoUNenembasesdePEqueestánaprobadosparaelenvíodemercancíaspeligrosas.Soloseutilizan materiales reciclables para contener este producto.
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O30
1.“OutokumpuCorrosionHandbookforStainlessSteels”,2004.
2.“StandardPracticeforCleaningandDescalingStainlessSteelParts,EquipmentandSystems”,ASTMA-380.
3.“StandardSpecificationforChemicalPassivationTreatmentsforStainlessSteelParts”,ASTMA967.
4.“CodeofPracticeforCleaningandPreparationofMetalSurfaces”,BSICP3012.
5.“RahmenvorschriftfürdieOberflächenbehandlungaustenitischerCrNi-Stähle,Chromstähle,Nickelle-gierungen”,KWUArbeitsvorschriftREAVS
6.“BeizenvonnichtrostendenaustenitischenStählen”,HoechstAG,PraxisWN87-0417.
7.“TraitementdeSurface”,FramatomeRCCMF-5000-6000.
8.”Cleaning&Maintenance.AnOwner’sMa-nualforStainlessSteelinChemicalTankers”,B.Leffler,OutokumpuStainless.
9.“PostFabricationCleaning:BenefitsandPracti-calities”,InternationalConference,StainlessSteelAmerica2004,Houston,USAOct2004,CBaxter,ABornmyrandRStahura.
10.TappiTip,“Post-fabricationcleaningofstainlesssteelinthepulp&paperindustry”,2007,ChrisBaxter(OutokumpuStainless),ElisabethTorsner(OutokumpuStainless),AndersBornmyr(AvestaFinishingChemicals)andRalphDavison(TechnicalMarketingResources).
11.Outokumpuwebsite.
12.“TheAvestaWeldingManual–Practiceandpro-ductsforstainlesssteelwelding”.
13.“TheBöhlerWeldingGuide”.
14.“STAINLESS–stainlesssteelsandtheirproper-ties”,BélaLeffler,OutokumpuStainless.
Referencias
A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O 31
Lainformacióncontenidaenestemanualestásujetaamodificaciónsinprevioaviso.Sehatenidocuidadoquelainformacióndeestetextoescorrecta,peroBöhlerWeldingGroup y empresas subsidiarias no aceptan responsabili-dadporloserroresdelainformaciónnocorrecta.
Las sugerencias o descripciones del uso y aplicación de losproductosométodosdetrabajosonsolamenteparainformaciónyBöhlerWeldingGroupolasempresassub-sidiarias no aceptan responsabilidad al respecto. Antes de la utilización del producto, el cliente debe analizar por si mismo su correcta aplicabilidad.
Exención de Responsabilidades

A V E S T A F I N I S H I N G C H E M I C A L S / L I B R O D E L D E C A P A D O32
.
Avesta Finishing ChemicalsLodgatan 14
SE- 211 24 Malmö, SwedenTel: +46 (0) 40 28 83 00
Fax: +46 (0) 40 93 94 [email protected]
T100
05-2
-ES,
Wah
lgre
n &
Han
sso
n 2
011.
03


















