Manual Reductora Reintjes.pdf
69
-
Upload
ricardo-a-custodio -
Category
Documents
-
view
1.114 -
download
70
Transcript of Manual Reductora Reintjes.pdf
-
REINTJES GMBH31784 HamelnRepblica Federal AlemanaTelfono +49 51 51 1 04-0Telefax +49 51 51 1 04-3 00
BV2024.es 2006-04Salvo modificaciones
-
1.0 Generalidades1.1 Introduccin 21.2 Anotacin importante 21.3 Informaciones de seguridad 21.4 Medidas de proteccin anti incendio
y anti explosivas 41.5 Control antes de la puesta en marcha 4
2.0 Instalacin y alineacin2.1 Suspensin para el transporte 52.2 Alineacin 52.3 Emplazamiento y alineacin del reductor 52.4 Conexin al motor 52.5 Conexin al eje de la hlice 62.6 Control del eje de la hlice 62.7 Piezas de ajuste y tornillos de fundacin 62.8 Fijacin de los reductores con
apoyos longitudinales 72.9 Control de la alineacin 7
3.0 Funcionamiento y servicio3.1 Informaciones generales 83.2 Disposicin de la placa de caractersticas 83.3 Sistema hidrulico 93.4 Puesta en marcha del engranaje 103.5 Vlvula de formacin de presin 123.6 Valores de control 133.7 Cuadro de corte WAF 542 - 572 143.8 Descripcin del funcionamiento
WAF/LAF series 153.9 Recomendaciones referentes a
los lubricantes 153.10 Primera puesta en servicio 153.11 Indicaciones referentes al servicio 163.12 Recomendaciones para conexin 163.13 Servicio de remolcaje, PARADA del
motor y giro simultneo de la hlice 173.14 Funcionamiento de emergencia 17
4.0 Mantenimiento4.1 Recomendaciones referentes
al mantenimiento 184.2 Factores de conversin 194.3 Momento de apriete para tornillos 194.4 Plan de mantenimiento 204.5 Trabajos de mantenimiento 214.6 Mantenimientos relizados 254.7 Medidas a tomar en caso de una avera 264.8 Conservacin del reductor 27
5.0 Desmontaje y montaje5.1 Instrucciones generales 285.1.1 Empaquetaduras 285.1.2 Tornillos 285.2 Seguro de los tornillos 285.3 Unin pegada 295.4 Prescripciones para el montaje y el
desmontaje de estructuras metlicasde prensas cnicas con cono 1:30 30
5.5 Lubricacin de las lminas 325.6 Recomendaciones de mantenimiento
para el intercambiador de calor del fabricante BLOKSMA 33
6.0 RepuestosPedidio de repuestos 39
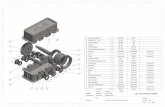
WAF 542 - 562Tuberias y piezas exteriores 40/41Eje de entrada 42/43Eje de intermedio 44/45Toma de fuerza 46/47
WAF 542Eje de salida 48/49
WAF 562Eje de salida 50/51
WAF 572Tuberias y piezas exteriores 52/53Eje de entrada 54/55Eje de intermedio 56/57Toma de fuerza 58/59Eje de salida 60/61
Servicio de repuestosA1 Intercambiador del calor tipo OK 62A1 Intercambiador del calor tipo OKTS/OKS 62A1 Intercambiador del calor tipo P130 63A3 Filtro doble conmutable tipo Pi 210 63E19 Bomba de aceite tipo KF 1/.. 64E19 Bomba de aceite tipo KF 2/.., 3/.. 64V1 Vlvula de mando 4/3 neumtica 65V1 Vlvula de mando 4/3 elctrica 65V1 Vlvula de mando 4/2 neumtica 66V1 Vlvula de mando 4/2 elctrica 66V100 Vlvula de formacin de presin 67V1 Vlvula de mando 67
Indice
-
1.1 IntroduccinEl presente manual contiene datos generales as como informacin acerca del servicio, mantenimiento, captacin de irregularidades en el funcionamiento, montaje y desmontaje, y piezassueltas.
Los dibujos ilustran al operador como se ha de proceder para una supervisin, arranque, accionamiento y parada correctos del equipo reductor.
Se entiende que las tcnicas de procedimiento aquexpuestas son bsicas, por lo que pueden surgirmodificaciones en las mismas a lo largo de un montaje.
Su seguridad y la de los dems depende de la utilizacin correcta y controlada del equipo. El operador responsable ser el mejor seguro a la hora de evitar accidentes.
Constantes mejoras y progresos introducidos en elproceso productivo pueden llevar a modificacionesen el equipo que no sean tratadas en este manual,por ser anterior a los cambios.
De surgir dudas o preguntas en relacin con suequipo o a este manual, rogamos se dirigan a unarepresentacin autorizada de REINTJES con objetode transmitirles una informacin ms actualizada.
1.2 Anotacin importantePara los engranajes rigen las condiciones de garanta acordadas con REINTJES.
Cambios en los engranajes se pueden realizarslo con la autorizacin de REINTJES.
REINTJES asume la garanta solo en caso de:
- que los engranajes sean montados, puestos en servicio, controlados y mantenidos segn nuestras especificaciones,
- que los tipos de aceite, incluidos en la lista de lubricantes, sean utilizados,
- que los datos de rendimiento y caractersticas, grabados en la placa de tipo, sean exactamente observados.
REINTJES, como proveedor de un componente del sistema motriz completo, no es responsable deproblemas de vibracin que se originan del sistemaen conjunto. Por ello REINTJES no asume ningunaresponsabilidad por las reclamaciones o ocasiona-dos por tales vibraciones.
Nosotros recomendamos hacer realizar un anlisisde vibracin, en donde se tomen en cuenta los diferentes estados de carga del engranaje, comotambin las piezas giratorias y aadidas.
1.3 Informaciones de seguridadDurante el servicio los trabajos de mantenimiento yla reparacin la mayora se producen la mayor cantidad de los accidentes debido a que no se tienen en cuenta las medidas de seguridad o bienlas preventivas. Frecuentemente se puede evitar unaccidente reconociendo previamente las situacionesde peligro. El personal tiene que estar preparadopara posibles situaciones peligrosas. Adems el personal debe tener la preparacin y la experiencianecesaria para realizar debidamente las tareas. Para ello tambin son necesarias las herramientascorrespondientes.
Las normas bsicas de seguridad estn contenidasen las instrucciones de servicio.
REINTJES no puede prever todas las condicionesque pueden originar situaciones peligrosas. Por estarazn no se pueden incluir todas las adventenciasnecesarias ni en estas normas ni en el producto.
Si se aplican procedimientos, herramientas o mtodos de trabajo que no recomendados porREINTJES, entonces hay que asegurarse que stosgarantizan su seguridad y la de los dems.
Tambin debe asegurarse de que el producto no sea deteriorado por el servicio, la lubricacin, elmantenimiento y que los procedimientos de reparacin no afecten a la seguridad del servicio.
Est siempre atento para tener a su disposicin lasinformaciones completas y actuales antes de realizarun trabajo.
Con las instrucciones de servicio deben adjuntarse y cumplirse las normas legales vigentes y otrasregulaciones obligatorias para evitar accidentes ypara proteger el medio ambiente.
Advertencia
Este producto puede causar situaciones peligrosas o heridas o incluso accidentes si serealizan trabajos de servicio, de lubricacin, demantenimiento o de reparacin inadecuados.
Los servicios de mantenimiento y las reparaciones de este producto slo podrn realizarse una vez se hayan leido detenidamentey entendido las instrcciones de servicio, de mantenimiento y de reparacin.
1.0 Generalidades
2
-
GeneralidadesEl engranaje est fabricado de acuerdo con los desarrollos ms modernos de la tcnica y las regulaciones de seguridad tcnica aprobadas.Adems su aplicacin puede causar peligros para el cuerpo y la vida del usuario o de terceros o bienafectar al funcionamiento del engranaje y de otrosbienes.
El engranaje slo podr utilizarse si se encuentra en perfecto estado tcnico, de acuerdo con las normas de aplicacin y teniendo en cuenta los procedimientos de seguridad y los posibles peligrosde la misma y sin descuidar las instrucciones de servicio.
Para que su aplicacin se realice de acuerdo con lasnormas se deben tener en cuenta las instruccionesde servicio y el cumplimiento de las condiciones deinspeccin y mantenimiento.
Las averas que puedan afectar la seguridad del servicio deben repararse inmediatamente.
Umicamente el personal autorizado y con la formacin correspondiente puede manejar y realizarlos trabajos de mantenimiento y puesta en marcha.
El personal no puede llevar cabello largo y suelto,vestimentas sueltas o joyas ni anillos. Existe peligrode heridas por posibles enganches o adhesiones.
En la medida en que no haya otra indicacin, sedebe apagar el motor cuando se realizan trabajos de ajuste o reparacine en el mismo o bien enmecanismos anexes.
Antes de reallizar trabajos en el engranaje del barcose debe colocar un cartel en el conmutador dearranque o bien en el botn de arranque con eldicho de "FUERA DE SERVICIO" o un cartel deadvertencia similar.
Hay que asegurar tambin que el arranque a distancia del barco est fuera de servicio.
Antes de emprender los trabajos en el motor o en elengranaje se debe desconectar y aislar la conexiona masa de la batara , para evitar un arranque imprevisto.
Para descartar posibles heridas se deben colocartapas protectoras en todos los ejes motrices, laspoleas de disco u otras piezas giratorias que seencuentren al descubierto.
Cuando se revisa y se trabaja en el engranaje abierto del barco se debe asegurar que el eje de lahlice y el eje motriz no giren descontroladamente.
Se deben descargar todos los circuitos de aire, aceite, combustible o agua antes de aflojar o dedesmontar las tuberas o los accesorios. Al desmontar las piezas de una instalacin con funcionamiento a presin de debe comprobar si sta an se encuentra bajo presin. No realizar laspruebas de presin con la mano.
Una prueba de escape se debe realizar siempre conun trozo de cartn u otros. Cuando se produce unescape de un lquido sometido a presin, an en elcaso en que el agujero sea del tamao de la cabezade un alfiler, pueden producirse perforaciones en eltejido capilar, as como heridas graves e inclusomortales. Si un lquido ha perforado la piel, la heridadebe ser tratada en el plazo de algunas horas por unmdico de esta especialidad.
Las tapas se deben quitar cuidadosamente. Los dosltimos tornillos opuestos o tuercas de una tapa ode una pieza deben aflojarse cuidadosamente (no se deben destornillar). Antes de quitar los ltimos tornillos o tuercas se debe aflojar la tapa para producir la descarga de un fuelle eventualmente colocado bajo la misma o bien de una presin existente.
La herramienta utillizada para el trabajo estar encondiciones impecables y se debe asegurar la aplicacin adecuada de la herramienta antes de realizar los trabajos correspondientes. Antes de la puesta en marcha se deben quitar todas las herramientas, las conexiones elctricas y otros objetos sueltos del engranaje. Hay que asegurarse,de que no penetre ningn cuerpo extrao en el interior del engranaje.
En caso de necesidad se debe utilizar un casco, una mscara protectora, vestimenta de proteccin,zapatos de seguridad, aparatos para respirar u otrosdispositivos de proteccin.
En caso de utilizar aire comprimido se deben utilizargafas y trajes protectores.
Al trabajar en un motor en funcionamiento colocadoen un espacio cerrado se deben utilizar protectoresde odos para evitar posibles heridas en el aparatoauditivo.
3
-
41.4 Medidas de proteccin anti incendio y anti explosivas
Al rociar lubrificantes o combustibles sobre superficies calientes existe peligro de incendio ycomo consecuencia posibles heridas del personalas como el deterioro de las instalaciones. Debenrevisarse todas las conducciones y los tubos porposible desgaste o deterioro, deben estar colocadas, apoyadas o fijadas con seguridad. Todas las conexiones deben estar ajustadas con elmomento de giro necesario.
Los lqidos que salen deben recolectarse y se deben apartar todas los pulverizadores de aceite,combustible o productos refrigerantes. El aceite o lagrasa que se acumula en la instalacin representaun peligro de incendio.
Los trapos impregnados de aceite deben colectarseen contenedores previstos para ello. No dejar lostrapos sobre el engranaje.
Al cambiar lo elementos del filtro de aceite se debe cuidar que el montaje y fijaciones se realicencorrectamente. Guardar todos los materiales lubricantes en contenedores adecuados y con lacorrespondiente identificacin. Los elementos de filtro y el aceite usado deben ser eliminados comomateriales recuperables o en la basura especial.
El combustible diesel y todos los lubricantes soninflamables. Se debe prescindir de trabajos de soldadura en tuberas conductoras de combustible oproductos lubricantes. Antes de realizar los trabajosde soldar stas deben limpiarse cuidadosamentecon una solucin no inflamable.
Se debe prestar atencin a los carteles de PROHIBIDO FUMAR.
Conducciones o tubos sueltos o deteriorados en los cuales hay un escape de aceite, combustible o lquido refrigerante pueden causar un sobrecalentamiento y/o un incendio.
No doblar o trabajar con golpes en tuberas de altapresin. No se pueden colocar conducciones otubos doblados o deteriorados. Los tubos de acerono pueden reemplazarse por tubos de cobre.
Es necesario controlar que en el sector del motor o del engranaje no se acumulen piezas viejas, suciedad o materiales extraos. Estos podran provocar un sobrecalentamiento o bien causar unincendio.
Debe cuidarse de que el cableado se encuentre en perfectas condiciones, est colocado adecuadamente y correctamente fijado. Las tuberas deben revisarse regularmente por posible desgaste y deterioro. Se deben quitar loscables sueltos, separados o no necesarios. Todoslos alambres y los cables deben presentar la seccintransversal correcta y dado el caso deben estarcubiertos por protecciones. No pueden utilizarsecables con un dimetro inferior al indicado o biencon seguro en derivacin.
Conexiones firmes, alambres recomendados ycables con el tratamiento adecuado contribuyen a la no formacin del arco o de chispas.
Siempre debe haber un extintor de incendios alalcance de la mano cuyo manejo tiene que serconocido por todo el personal. Tienen que ser cumplidas las recomendaciones del fabricante acerca de los intervalos de mantenimiento y revisinindicados en los carteles o tablas de indicacin.
La purga de los materiales lubricantes debe realizarse con sumo cuidado. Los lubricantes podran estar calientes y producir heridas. Antes de realizar trabajos de reparacin, dejar que elengranaje se enfre.
Quitar cuidadosamente tornillos de cierre, tuboslubricantes, conexiones de presin, filtro de desaireacin y tornillos de escape. Para no ser salpicado o rociado por lquidos sometidos a presinse recomienda destapar los tubos o los tapones.
1.5 Control antes de la puesta en marcha
Tener cuidado de que estn montados todos los dispositivos de seguridad y la tapa. Para preveniraccidentes se debe proceder con extremo cuidadocerca de piezas rotatorias. El engranaje se debecontrolar en los lugares peligrosos.
El motor no puede ponerse en marcha o accionar elmando cuando hay un cartel de advertencia. Antesde la puesta en marcha del motor y del engranaje sedebe asegurar que no se estn realizando trabajosen el mismo o bien en su cercana.
-
2.1 Suspensin para el transporteEl peso del reductor (sin aceite, con accesoriosespeciales) est sellado sobre la placa de caractersticas. El aparejo de elevacin debe enganchar con ganchos cerrados en las armellas de transporte previstas para este fin.
De ninguna manera debe engancharse el aparejode elevacin en los extremos de eje, en tuberasy otras piezas incorporadas en el exterior. Lasuspensin para el transporte tiene que estarsegura contra volqueo.
2.2 AlineacinPara la marcha sin averas de una instalacin propulsora es una condicin fundamental la de quese efecte una alineacin cuidadosa del motor y delreductor con respecto al eje de la hlice. Tambin alemplear acoplamientos torsionalmente elsticos hade efectuarse una alineacin exacta con respecto al motor puesto que cada error de alineacin repercutir desventajosamente en la duracin de los elementos de accionamiento o adicionales.Pueden emplearse slo acoplamientos de gran elasticidad.
A solicitud la empresa REINTJES pondr a disposicin todas los datos que son necesarios para una calculacin de los ajustes (como por ejemplo diagrama de dilatacin - temperatura, medidas y distribucin de rigidez del eje de accionamiento de engranaje y datos de cargas sobre cojinetes permitidos).
Si obra en poder del cliente o del astillero un clculode alineacin de la instalacin propulsora completa,la instalacin deber alinearse segn estos resulta-dos de clculo. El clculo de alineacin nos debeser enviado, sin embargo, para nuestra informacin.
2.3 Emplazamiento y alineacin del reductor
Al instalar el reductor ha de ponerse de todosmodos atencin en que para trabajos posteriores demantenimiento haya un suficiente espacio libre parael desmontaje de las carcasas y de los rotores. En elplano de instalacin o en el plano de fundacinestn indicadas las medidas necesarias de lassuperficies de apoyo del reductor. El reductor debecolocarse sin deformaciones y sin una deformacinde la carcasa sobre un fundamento suficientementergido.
Al instalar el engranaje sobre el fundamento en ningn caso pueden ser sacados los pasadorescilndricos de los ngulos de pedal atornillados. Ellosestn montados para la fijacin y la transmisin deempuje.
Si los ngulos de pedal a atornillar no pertenecen alvolumen de suministro de REINTJES, estos deber,ser fijados desde el astillero para la trasmisin deempuje.
En caso de almacenaje elstico debe ser calculadala frecuencia propia de los elementos a almacenar.Esta frecuencia propia no se debe desmoronar conninguna frecuencia de excitacin del equipo deaccionamiento, para que se logre el efecto de aislamiento deseado.
Cuando el empuje de la hlice ha sido tomado por el almacn presionado por engranaje, deben seraptos tambin los elementos a almacenar para larecepcin del empuje de la hlice.
Particularidades deben consultarse a la fbricasegn sea el caso individual.
Los trabajos de alineacin deben realizarse slodespus de haberse botado al agua el buque y si no toca fondo por ninguna parte.
La alineacin del eje de salida del reductor con respecto a la conexin del eje de la hlice, del motorcon respecto al eje de accionamiento del reductoras como de los grupos en cuanto a los ejes dereductor adicionales (toma de fuerza) debe efectuarse de acuerdo a las correspondientes indicaciones del fabricante.
La alineacin vertical del reductor con respecto aleje de la hlice o al eje intermedio se realiza pormedio de los tornillos de ajuste que se encuentranen las patas de apoyo. Para la alineacin horizontalrecomendamos disponer tornillos de ajuste sobre elfundamento.
2.4 Conexin al motorEntre el motor y el reductor el par del motor debeser transmitido a travs de un acoplamiento de granelasticidad torsional al reductor. Segn nuestrasexperiencias recomendamos determinar, al elegir un acoplamiento torsionalmente elstico para unainstalacin propulsora, la elasticidad torsional tangrande que la velocidad de resonancia de la formade vibracin del 1er grado excitada por los armni-cos principales del esfuerzo de rotacin del motor se encuentre lo suficientemente por debajo de lavelocidad de servicio continuo, siendo pasada sloal arrancar o parar el motor, o debera cuidarse deque la zona de servicio de la instalacin quedaralibre en una medida justificable de velocidades torsionales crticas.
2.0 Instalacin y alineacin
5
-
6La eleccin del acoplamiento torsionalmente elsticoes efectuada normalmente por el fabricante delmotor. Las indicaciones referentes al reductor necesarias para el clculo de las vibraciones de torsin las pone REINTJES a disposicin con el correspondiente esquema de las vibraciones de torsin referido al pedido.
Si el acoplamiento es determinado por el fabricantedel motor o por el astillero y si es suministrado juntamente con el reductor, REINTJES no puedeasumir ninguna garanta para la idoneidad o durabilidad del acoplamiento torsionalmente elstico. Para el montaje y desmontaje de la bridadel acoplamiento o del cubo del acoplamiento en el lado del reductor deben observarse las correspondientes prescripciones.
Por regla general, el motor de accionamiento esapoyado elsticamente; el reductor puede apoyarsergida o elsticamente sobre el fundamento.
El acoplamiento de gran elasticidad torsional debeentonces estar adicionalmente en condiciones deabsorber el desplazamiento del eje del motor conrespecto al eje del reductor a las velocidades deentrada existentes.
Referido al reductor, la elasticidad del soporte delmotor as como la exactitud de alineacin entre elmotor y el reductor deben realizarse de modo talque se eviten influencias notables de las reaccionesde cojinete de los ejes de reductor acoplados a latemperatura de servicio.
2.5 Conexin al eje de la hlice(slo WAF/LAF 542 - WAF/LAF 562)
La conexin del eje del engranaje- accionamiento a la brida del eje de la hlice se puede realizar contornillos pasadores (con cerradura de roce) o contornillos de ajuste (cerradura de forma).
El momento de giro para apretar los tornillos pasadores tomarlo del dibujo de montaje. Se pueden utilizar las tuercas normales exagonales con una altura de tuerca apropiada, que se aseguranpor adherencia, o tuercas exagonales con parte desujecin metlica.
El momento de giro para apretar los tornillos de aju-ste corresponden a los valores normales de lastablas.
Se pueden utilizar tuercas exagonales con parte desujecin metlica.
2.6 Control del eje de la hliceConcentricidad y paralelismoUna previa condicin para la unin de la lnea de ejede la hlice con el reductor es la de que el eje de lahlice y/o el eje intermedio no se combe y seencuentre en la posicin de servicio.
Con respecto a la concentricidad y al paralelismola desviacin de 0,05 mm no debe ser sobrepasada.
Desalineacin radial y desalineacin convergente
En este caso los centrajes de las bridas de acoplamiento no estn en engrane. El soporte comparador con 2 relojes comparadores se fija a la brida del reductor de modo tal que la brida del ejede la hlice o del eje intermedio estacionario seapalpada por un reloj comparador radialmente en laperiferia o por un segundo reloj comparador axialmente en la superficie de la brida.
Estando la instalacin a la temperatura de servicio y bajo condiciones de plena carga rigen para la desviacin mxima admisible de las dos bridas entres las siguientes tolerancias de alineacin: Desalineacin radial 0,05 mm (desplazamientodel centro 0,025 mm) Desalineacin convergente 0,05 mm referida a 300 mm de dimetro de brida.
2.7 Piezas de ajuste y tornillos de fundacin
Piezas de ajustePueden emplearse slo piezas de ajuste rectangulares. No son admisibles arandelas redondas ni chapas distanciadoras (chapas deajuste) superpuestas.
Las piezas de ajuste tienen que estar dimensionadassuficientemente grandes, ser calzadas sin juego yejecutadas con arreglo a las prescripciones de lassociedades clasificadoras.
Tornillos de ajusteLos tornillos de ajuste empleados deberan corre-sponder a la clase de resistencia 8.8 segn ISO 898. Los agujeros para los tornillos de ajuste estn pretaladrados.
Tornillos pasantesLos tornillos pasantes deben corresponder a la clasede resistencia de los tornillos de ajuste.
Los tornillos de fundacin deben apretarse segn elcaso individual con el par de apriete previsto.
-
72.8 Fijacin de los reductores con apoyos longitudinales
Despus de la alineacin debe atornillarse el reductor con el fundamento de modo tal que est asegurado contra un desplazamiento y que el empuje de la hlica sea introducido en el fundamento.
Cimentacin con piezas de ajuste de acero
En los reductores con apoyo lateral sobre fundamento (fundamento longitudinal) son posibles diferentes combinaciones para la fijacin del reductor:
1. Piezas de ajuste con tornillos de ajuste y piezas aseguradoras
2. Piezas de ajuste con tornillos de ajuste sin piezas aseguradoras
3. Piezas de ajuste con piezas ase- guradoras, siendo ejecutados los tornillos de fundacin como tornillos pasantes.
Cimentacin con resina coladaEn caso de la utillzacin de piezas de ajuste de resina fundida debern ser usadas piezas de amarrapara la transmisin de empuje de hlice. Los tornillos de fundamento se pondrn como tornillos de paso.
Si no se transmite ningn empuje, sern suficienteslos tornillos de paso y por lo menos dos tornillos deajuste.
Las posibilidades alternativas para la transmisinde empuje de hlice requieren la autorizacin porparte de REINTJES.
Despus de estar terminado el endurecimientode la resina colada, deben desenroscarse los tornillos de alineacin.
Importante
La planificacin, el clculo y la ejecucin de fundamentos de resina colada deberan ser realizados por una firma autorizada que presentatambin los planos, los clculos y el material necesarios a las sociedades clasificadoras.
2.9 Control de la alineacinDespus de efectuada la alineacin y de estar apretados fuertemente los tornillos de fundacin del motor y del reductor, se recomienda un controlde las dos bridas de empalme del reductor con respecto a la exactitud de embridado, debiendo quitarse para ello los tornillos de fijacin de bridas.
Una alineacin de cualquiera de las conexionesde entrada y salida del reductor que sea efectuada fuera de las tolerancias establecidas,ser motivo de exclusin de cualquier prestacinde servicio en garantia.
-
3.0 Funcionamiento y servicio
3.1 Informaciones generalesLos engranajes de las series de construccinWAF/LAF 542 hasta 572 son engranajes de barcocon desplazamiento de eje vertical, provistos conembragues de lminas conectables hidrulicamente.
Los tipos WAF son engranajes de virada reductorescon direccin de viraje en marcha contraria o uniforme desde el eje motriz y eje de desviacin. Los tipos LAF son engranajes reductores con sloun embrague sobre el eje motriz (marcha contraria) o rbol intermedio (marcha uniforme).
Las relaciones de reduccin son iguales en todos losengranajes de virada para las direcciones de marchaAVANCE y RETROCESO, de tal manera que elmomento de giro sea igual para ambas direcciones.
La maniobra del engranaje marino puede efectuarsedesde el cuarto de motores o desde la sala demando. En forma estandarizada va instalada unavlvula de mando mecnica, como alternativas pueden ser distribuidas una vlvula de mando elctrica o una vlvula de mando neumtica.
8
El tiempo de duracin del engranaje depende de la correcta realizacin de los trabajos de servicio ymantenimiento prescritos, como asimismo de la utilizacin de los aceites lubricantes recomendados.
3.2 Disposicin de la placa de caractersticas
La placa de caractersticas est fijada en la carcasadel engranaje.
Para el pedido de piezas o para la obtencin deinformaciones con respecto a su engranaje marinoson necesarias las indicaciones contenidas en estaplaca.
No. del reductor
Tipo
Potencia propulsora
Velocidad propulsora
-
93.3 Sistema hidrulicoEl sistema hidrulico est compuesto por bombadentada, filtro de aceite, cambiador de temperatura,vlvula de formacin de presin, vlvula de direccin(maniobra), sistema de presin de aceite y lubricante.
El aceite movido por la bomba es filtrado y transmitido a travs del intercambiador de calor yenfriado, para que la temperatura del aceite nosobrepase la temperatura normal de funcionamiento.
El aceite limpia el haz de tubos y el agua fra corre atravs de la tubera. Las conexiones de agua frapueden ser utilizadas alternativamente para entraday salida.
Los engranajes WAF pueden ser distribuidos tambin sin intercambiador de calor paraRefrigeracin de motor por circulacin. (WAF--MKK).
La presin de aceite se regulariza a la presin defuncionamiento en la vlvula de formacin de presin.
El manmetro instalado en el engranaje indica lapresin de funcionamiento que deber haber encaso de nmero de revoluciones con carga total del motor y acoplamiento encendido en estado defuncionamiento en caliente.
La presin normal de funcionamiento debe serestar entre 22 bar (2200 kPa o 318 psi).
Ponga por favor atencin en la detallada descripcinde funcionamiento del prrafo 3.5 Vlvula de formacin de presin as como en elprrafo 4.5 Nivel de mantenimiento 2 (Control de lapresin de funcionamiento).
-
10
3.4 Puesta en marcha del engranajeLa unidad completa de conexin para la puesta enmarcha del engranaje est instalada en la carcazadel engranaje. Esta consiste en la vlvula de formacin de presin y vlvula distribuidora (depaso) con perforacin NG 10, de tal manera que sepueda atornillar a eleccin una vlvula de mando defuncionamiento mecnico, elctrico o neumtico.
Destornillando 4 tornillos y las conexiones de funcionamiento puede ser cambiado fcilmente lavlvula distribuidora.
Vlvula de mando mecnicaLa vlvula de mando de funcionamiento mecnicoest instalada como un distribuidor giratorio.
Est afirmada con 4 tornillos cilndricos M 6 x 55, elmomento de arranque es 5 + 1 Nm.
Un momento de arranque ms elevado puede llevar a una deformacin del cuerpo de la vlvula.
El largo normal de palanca es de 65 mm. Los largosde palanca 50 y 46,9 mm han sido punzonados ypueden ser perforados si es necesario.
La palanca puede colocarse a eleccin en formavertical u horizontal sobre el mbolo de direccin.Esta ser asegurada con una placa y tornillo hexagonal M 10 x 20 sobre el mbolo de direccincuadriltero.
Nota:
El tornillo de la palanca no debe ser colocado contrael tope (A) del mbolo de direccin, ya que estopuede provocar desperfectos en la vlvula.
En caso de tirar debe sujetarse la palanca.
La perforacin en la palanca est prevista para articulaciones de ngulo de 8 mm. Para afirmar el sujetador existen cuatro perforaciones roscadas de M 6 x 12 de profundidad(cuadro de perforacin 54 x 40 mm) sobre la partesuperior del cuerpo de la vlvula.
El ngulo de conexin desde NEUTRO a AVANCE oRETROCESO es de cada vez 45 con una toleranciade 5%. Un tope en la vlvula evita una sobrepasosobre la posicin de conexin (45 + 5).
En la posicin STOP (NEUTRO) la presin de funcionamiento es de aproximadamente 1,5 bar, de tal manera que sobre el conector final instaladose pueda quitar un contacto para evitar la alarma(para esto vase tambin el prrafo 3.5).
En el lado frontal del cuerpo de la vlvula se hanpuesto en fbrica carteles de instruccin. Esta identificacin de la posicin de conexinAVANCE/RETROCESO equivale a la posicin de instalacin de la palanca.
Para un funcionamiento manual de emergencia sedebe atornillar la articulacin de la taccin de cable,antes que pueda ponerse en funcionamiento manualla vlvula de mando con la palanca.
En este caso se debe poner atencin en la identificacin AVANCE en la vlvula.
-
Vlvula de mando, elctrica o neumticaPara la utilizacin vienen vlvulas de empuje longitudinal, en las cuales se puede obtener la regu-lacin deseada con un corrimiento axial del pistnde direccin. Segn la versin se realiza el corri-miento del pistn de maniobra en forma elctrica oneumtica.
En caso de fallo de la puesta en marcha en formaneumtica o elctrica se puede conectar la vlvulade maniobra con el accionamiento de emergencia.
Accionamiento de emergenciaEn caso de vlvula de mando neumtica, se activarel accionamiento de emergencia con la palancamanual de mando. Esta posicin queda enclavadapor medio de una muesca.
En caso de vlvula de mando elctrica, existen varias posibilidades del accionamiento manual deemergencia (dependiendo de la funcin y ejecucin):
A) Para reductores inversores con posibles posiciones del embrague: ADELANTE - STOP - ATRS, vlvula 4/3 vas, posicin de STOP con retroceso por muelle (sin enclavamiento).
- Se presiona el buln situado en la caperuza del extremo de la electrovlvula y se enclava por medio de un pasador en el orificio transversal.
- Se presiona el pulsador en forma de seta situado sobre la electrovlvula y se fija por medio del arco.
- Se presiona la caperuza (empuadura giratoria) y se gira en sentido radial para enclavarla.
Para la desconexin hay que liberar el enclavamiento, el muelle de la vlvula presiona el mbolo de mando hacia su posicin inicial STOP (NEUTRAL).
B) Para reductores simples con posibles posiciones del embrague: EMBRAGADO - DESEMBRAGADO: vlvula de 4/2 vas, con enclavamiento (sin muelle de retroceso).
- Apretar el buln en la caperuza final de la electrovlvula, pero sin retenerlo, la vlvula se enclava por si misma.
Antes de hacer funcionar el accionamiento de emergencia en forma manual se deben estudiardetenidamente las causas y asegurarse de que no ser posible realizar una conexin falsa.
Atencin:
No pulverizar la vlvula elctrica de control con productos desengrasantes ni tampoco lavarlacon agua.
11
-
3.5 Vlvula de formacin de presinLa vlvula de formacin de presin est concebidacomo bloque hidrulico, est atornillada directamente con la carcaza del engranaje y tiene en la parte superior el formato de perforacin NG 10para la conexin de la vlvula de paso. El aceite derramado de la vlvula de formacin de presin es desviado hacia la carcaza del engranaje y desdeall repartido para la lubricacin es decir el enfria-miento de lminas, engranajes dentados y cojinetes.
A los costados de la vlvula de formacin de presinse encuentran ubicados las conexiones para la tubera de presin, tuberas de maniobras, para lacaja de cambios como as tambin conexiones demedida para la presin de trabajo y presin el lastuberas de maniobra.
La vlvula de formacin de presin es una vlvulalimitadora de presin directamente maniobrable confuncionamiento hidrulico. La limitacin de presinse logra con una corredera de mbolo cargada porresortes. La funcin de formacin de presin se realiza por el funcionamiento de mbolo. Este esadmitido con el acoplamiento conectado sobre lavlvula de cambio integrada con aceite de maniobra.Una tobera incorporada maniobra el procedimientotemporal de la formacin de la presin. El aceite demaniobra es filtrado aqu con un filtro sintetizadooculto.
Despus de lograr el primer grado de presin (cerca de 7 bar) sube bruscamente la presin en el acoplamiento hasta la presin de trabajo. La viscosidad del aceite as como el diferente volumende transporte de la bomba de engranaje, dependiente del los diferentes nmeros de revoluciones del motor, tienen muy poca influenciaen la presin de trabajo mxima.
La presin de trabajo mxima llega a cerca delos 22 bar, con el nmero de revoluciones a plena carga del motor, temperatura de trabajo y acoplamiento conectado.
La presin de trabajo es regulada fija y no puede sercambiada.
En caso de no estar conectado el acoplamiento(posicin neutra de la vlvula de paso) la presin del sistema hidrulico alcanza a la presin reguladapreviamente en la vlvula de formacin de presin.Este puede oscilar entre 1,5 y 3,0 bar y es as mismocasi independiente de la viscosidad del aceite y delvolumen de transporte de la bomba del engranaje.
La presin regulada previamente por la fbrica llegaa los 1,5 bar. Esta influye en el tiempo de formacinde la presin.
El filtro sintetizado delante de la tobera se deberenovar correspondientemente dentro de los intervalos de mantenimiento.
Aclaracin para la automatizacin y control.Si el acoplamiento no est conectado (posicin neutra de la vlvula de paso) la presin del aceiteoscila entre 1,5 y 3,0 bar. Si estn instalados losinstrumentos de control para una inspeccin de lapresin de trabajo (22 bar con el acoplamientoconectado), se deben conectar en puente estosinstrumentos en caso de que el acoplamiento noest conectado.
Si se trabaja con la vlvula de marcha lenta de funcionamiento elctrico, cambian las condicio-nes de trabajo, de tal manera que no son vlidaslas aclaraciones entregadas anteriormente parael funcionamiento normal.
Ponga atencin en las aclaraciones adicionales,cuando el engranaje tenga que funcionar con la vlvula de marcha lenta-E.
Cambio del tiempo de formacin de presin.Las exigencias en las conexiones suaves y rpidasestn en contradiccin. Una reduccin del tiempo de conexin lleva siempre a una conexin abrupta y vise versa. Por este motivo es posible solamentellegar a encontrar un buen compromiso entre conexiones suaves y rpidas, dependiendo del equipo completo de accionamiento.
En las regulaciones del tiempo de formacin de presin realizadas en fbrica se pone mayor atencin a las conexiones suaves que a las rpidas.
Para la mayora de los casos de utilizacin se necesita una conexin de acoplamiento de lminassuave y adems relativamente rpido. Esta graduacin es tambin apropiada para el funcionamiento con la instalacin de marcha lenta.
En los casos en que sea requerido por el cliente untiempo de conexin corto, no es apropiada la altagraduacin de partida obligada para funcionamientocon marcha lenta.
Por favor recurra al servicio de atencin a los clientes de REINTJES si fuera necesario realizarcambios en las graduaciones del tiempo de conexin / partida.
12
-
3.6 Valores de control
Construccin con presin nominal de 22 bar
Control Presin de aceite Temperatura de aceite Funcin
Funcionamiento normalValor nominal 22 bar 1) normal hasta 60 C
acoplamiento ENCENDIDO
1,5 - 3 bar 2)
acoplamiento APAGADO
Alarma 17 bar 3) 70C
Controlestandarizado Manmetro
0 - 40 bar
Opcin Interruptor de presin 4) TermmetroInterruptor de temperatura
Aclaraciones1) entre 30 y 60 C de temperatura de aceite en funcionamiento2) con la vlvula de maniobra desconectada (posicin NEUTRA)3) prever 10 segundos de diferencia de tiempo4) suprimir la alarma en la posicin NEUTRA
Suciedad en el filtro Punto de medida A43
Alarma p 5,0 bar Control mecnico (Aviso ptico)
(Opcional y para graduacin en marcha lenta control elctrico para alarma acstica)
13
-
3.7 Cuadro de corte WAF 542 - 572
14
-
3.8 Descripcin del funcionamiento WAF/LAF series
La potencia del motor es transmitida a travs delacoplamiento elstico del motor del reductor al ejede entrada. El eje de entrada W1 est conectadodirectamente a la bomba de aceite. Cuando stagira, suministra presin al aceite para la lubricacin yel embragado de las lminas.
El embrague de lmina desconectado ser constantemente aceitado. Se provoca un momentode marcha en vaco con el cizallamiento entre cadauno de los pares de superficies de rozamiento por lacirculacin del aceite fro hacia afuera.
Nota para engranajes LAF:
Con el embrague abierto se pueden girar las partessecundarias (eje motriz) si el momento de marcha envaco es mayor que el momento de arranque de laspartes accionadas.
La dimensin del momento de marcha en vacodepende de las condiciones de funcionamientorequerido.
Flujo de fuerza: ContragiroEje de entrada W1 - Carcasa del acoplamiento K15 -Discos K23 y K22 - Arrastrador K30 - Pin R1 -Rueda R2 - Eje de salida P1.
Flujo de fuerza: Giro igualEje de entrada W1 - Carcasa del acoplamiento K15 -Carcasa del acoplamiento K16 (Eje intermedio W17)- Discos K23 y K22 - Arrastrador K30 - Pin R119 -Rueda R2 - Eje de salida P1.
En la posicin de parada el aceite es evacuado a lastuberas de aceite lubricante y al crter de aceite. Elpistn anular K17 es mantenido en su posicin porlos muelles recuperadores W164. El embrague estdesconectado.
IMPORTANTE:
No es admisible la conexin del embrague a lavelocidad de plena carga del motor. Es decisiva la gama de velocidades de conexinprescrita en la confirmacin de pedido. Un aumento posterior deseado requiere la comprobacin y la autorizacin por parte de la fbrica.
Tratndose de hlices de paso variable cabe observar que la conexin del embrague puede efectuarse slo en la posicin cero de la hlice.
3.9 Recomendaciones referentes a los lubricantes
Las clases de aceite reseadas en la tabla de lubricantes son fijadas de un modo responsable por las compaas petroleras.
REINTJES no asume ninguna responsabilidad parala exactitud de estas indicaciones ni para todas lasmodificaciones resultantes.
Para todos los daos que sean originados por elempleo de aceites no apropiados REINTJES noasume ninguna responsabilidad.
IMPORTANTEPara engranajes con instalacin de marcha lenta oenfriamiento de motor por circulacin (Temperaturade funcionamiento 70C / 158F) estn especificados los materiales de lubricacin permitidos segn REINTJES BV2060.
3.10 Primera puesta en servicioLlenar aceiteEl reductor est conservado en el interior en su estado de suministro. De haber sido suministrado el mismo cerrado hermticamente, deber sustituirse el tapn de cierre por el filtro de desaireacin includo en el suministro. El aceite de conservacin debe evacuarse, los restos sonmezclables con el aceite de servicio.
La cantidad de aceite necesaria est indicada sobrela placa de caractersticas. Llenar el aceite segn laprescripcin y controlar si el nivel de aceite est enla marca superior de la varilla indicadora. El nivel deaceite puede controlarse por medio de la sonda denivel slo al estar parada la instalacin.
Despus del control de montaje (instalacin) y antesde comenzar con las pruebas de mar, hay que llevara cabo una breve prueba de funcionamiento slocon carga reducida. Como ahora todo el sistemahidrulico se ha llenado de aceite, hay que volver acontrolar el nivel de aceite por medio de la varilla denivel y dado el caso corregir el mismo.
15
-
Control de la instalacinEn este ltimo control antes de la primera puesta enservicio tiene que estar asegurado que existan todoslos empalmes requeridos. En el acta de alineacindeben hacerse todas las indicaciones necesarias yfirmarlas.
Despus de haberse convencido Vds. del estadoseguro en el servicio del reductor y estando la instalacin propulsora dispuesta para el arranque,puede efectuarse la primera puesta en servicio.
Despus del viaje de prueba deberan controlarse elestado de alineacin y los tornillos de fundacin conrespecto a su asiento fijo.
Utilizacin del engranaje dentro de la UninEuropeaEn los casos en los cuales el funcionamiento no corresponda a los reglamentos de seguridad de laUnin Europea, el fabricante tiene que realizar en laistalacin completa la marcacin CE.
3.11 Indicaciones referentes al servicioLa seguridad y el mantenimiento son las previascondiciones para un servicio sin averas, la potenciamxima y una larga duracin.
La seguridad es ante todo un concepto general y nopuede garantizarse en cada caso por prescripciones.Las medidas de proteccin necesarias pueden obtenerse por experiencia y deducirse de la razn.Estn Vds. alertos. Presten atencin a peligros. Tomen medidas de precaucin. La seguridad es cosa de todos!
En las presentes instrucciones de servicio estndescritos trabajos de mantenimiento a realizar peridicamente. Entrense del apartado"Mantenimiento".
La vigilancia y la anotacin peridicas de indicaciones de medicin reportan una informacinsobre la potencia del motor y del reductor. Al variar determinadas condiciones, una indicacinmodificada seala un problema resultante.
Reparaciones necesarias pueden definirse antesde producirse un fallo y tiempos de parada inesperados.
3.12 Recomendaciones para conexinLa conexin de engranajes es graduada en fbricasolamente para nmero de revoluciones de marchaen vaco.
El nmero mximo de revoluciones de conexin estespecificado en la confirmacin del pedido.
Las siguientes descripciones de salidas de conexinson importantes para un manejo seguro y el funcionamiento cuidadoso del equipo de accionamiento completo.
ConexinLa vlvula de maniobra est en posicin neutra, y el eje de la hlice permanece esttico o gira lentamente:
Conectar el motor al nmero de revoluciones,conectar la direccin de movimiento deseada ypermanecer en esta posicin durante unos 3 segundos (Formacin de presin en el embrague).
Recin entonces subir al nmero de revoluciones defuncionamiento deseado.
Cambiar la marcha con movimiento lentoLlevar a la posicin de detencin la instalacin reguladora del nmero de revoluciones del motor yesperar unos 2 segundos, cambiar la marcha ypermanecer en esta posicin durante unos 3 segun-dos (Formacin de presin en el embrague) antes desubir el nmero de revoluciones de funcionamientodeseadas.
Cambiar la marcha con mayor velocidad marinaRegular a nmero de revoluciones de conexiones lainstalacin reguladora del nmero de revolucionesdel motor, el acoplamiento del engranaje quedaconectado para aprovechar el impulso de freno delmotor sobre la hlice.
Recin cuando el nmero de revoluciones del motorhaya bajado a la 1,2 parte del nmero de revolucio-nes de conexin, llevar a la posicin de detencin lainstalacin reguladora del nmero de revolucionesdel motor y esperar entre 1 y 2 segundos.
Recin despus cambiar la marcha y permanecer enesta posicin durante unos 3 segundos (Formacinde presin en el embrague) antes de subir el nmerode revoluciones de funcionamiento necesarias.
16
-
Conexin en caso de peligro (Crash-Stop)Ponga atencin en que el cambio de marcha conmayor nmero revoluciones del motor no aumente laseguridad. No se logra una reduccin del camino de detencino muy rara vez. Muy por el contrario, aumenta considerablemente la carga del engranaje y del equipo de accionamiento completo. Las maniobrascontinuadas de Crash-Stop llevan a un alto desgastedel equipo de accionamiento.
AdvertenciaSi se trabaja con la vlvula de marcha lenta de funcionamiento elctrico, cambian las condicio-nes de trabajo.
Ponga atencin en las aclaraciones adicionales,cuando el engranaje tenga que funcionar con la vlvula de marcha lenta.
3.13 Servicio de remolcaje, PARADA delmotor y giro simultneo de la hliceEste estado de servicio abarca todas las condiciones de servicio en las cuales la instalacin propulsora est fuera de servicio yson puestos en rotacin por el ataque del agua la hlice, la instalacin de ejes y los ejes dereductor.
Servicio de remolcaje ocasionalCon la ejecucin estndar del reductor sin bombade remolcaje incorporada el remolcaje es posible sinprecauciones especiales.
Si este estado de servicio durase ms de 12 horas,deberan lubricarse todos los puntos de engrase enel reductor aprox. cada 5 minutos. Esto puede lle-varse a cabo por la puesta en servicio del motorprincipal o por la conexin de la bomba elctrica deaceite de reserva.Si no es posible esta lubricacin de corta duracin,deber inmovilizarse el eje de la hlice.
Servicio de remolcaje ilimitadoPara este caso deben equiparse los reductores conuna bomba de remolcaje.Esta bomba de remolcaje est incorporada segnsean las condiciones de servicio y la ejecucin delreductor a o en la carcasa del reductor y es accionada por el eje de salida. Esta bomba deremolcaje impele independientemente del sentido de giro siempre en la misma direccin del circuito de aceite lubricante, efectuando de este modo la alimentacin de aceite lubricante del reductor.
Una segunda posibilidad consiste en emplear unabomba separada accionada elctricamente queimpele en el circuito de aceite lubricante.
3.14 Funcionamiento de emergenciaAl fallar la alimentacin de aceite de presin, puederealizarse un servicio de emergencia inmovilizandomecnicamente slo un embrague.
Ha de ponerse de todos modos atencin en que seaapretado slo el embrague AVANTE.
Ante todo debe pararse el motor y asegurarlo contraun arranque involuntario. Asegurar el eje de la hlicey el eje de salida contra un giro incontrolado.Comprobar qu embrague debe inmovilizarse.
Determinar cul embrague hay que fijar:
En engranajes con sentido de giro AVANCE marchacontraria, se encuentra el embrague sobre el ejemotriz y para sentido de giro AVANCE uniformesobre el rbol intermedio.
Quitar la correspondiente tapa.
Despus de retirar el alambre de seguridad, deben apretarse uniformemente en cruz los tornilloshexagonales K8. De este modo se comprime elpaquete de lminas y el embrague est en arrastrede fuerza. Llevar la vlvula de mando a la posicinde PARADA (posicin 0) y a continuacin ya noconectarlo por motivos de seguridad.
Al mismo tiempo que el arranque del motor la instalacin de ejes empieza inmediatamente a girar.El sentido de giro de la hlice no puede invertirse enel reductor y para la parada de la hlice debe pararse el motor propulsor.
17
-
18
AdvertenciaEn el servicio de emergencia con el embrague principal hay que navegar con absoluto cuidado ycon el nmero de revoluciones ms pequeo posibledel motor (por debajo del 70% de la velocidad nominal). Al emplear los tornillos hexagonales K8(tornillos de emergencia) no debe transmitirse el parmximo de propulsin.
De ya no ser necesario el servicio de emergencia,debern desenroscarse de nuevo los tornillos K8 yasegurarlos con un alambre.
Despus de la arribada al puerto las lminas delembrague deben controlarse con respecto a daos.Deben sustituirse los tornillos hexagonales K8. Encaso de condiciones duras de aplicacin en el servicio de emergencia (fallo de la alimentacin deaceite de presin) debera desmontarse el reductor ycontrolarse detenidamente todos los cojinetes y piezas del reductor.
La seguridad en el servicio, la disposicin para elservicio as como bajos costes de mantenimiento se logran slo si el mantenimiento y el cuidado corresponden a las prescripciones.
Adems deben emplearse personal adiestrado, herramientas correctas, repuestos originales y lubricantes segn nuestra recomendacin.
Los elementos de filtro y el aceite usado debenser eliminados como materiales recuperables oen la basura especial.
En caso necesario, nuestro servicio postventa estaren todo momento a su disposicin para asesorarlesy ayudarles.
4.1 Recomendaciones referentes al mantenimiento
Se han ledo y entendido las indicaciones hechas enel apartado "Funcionamiento y servicio"? El cuidadodel explotador es la mejor proteccin contra posibles peligros.
El explotador tiene que cumplir las indicaciones referentes a la seguridad y estar familiarizado conmedidas de proteccin.
Lleven Vds. un libro de mantenimiento.
Lecturas anotadas con regularidad pueden ayudaren el reconocimiento de alteraciones. RemedienVds. pequeos defectos antes de resultar reparaciones importantes.
El reductor debe mantenerse siempre limpio parapoder reconocer a tiempo eventuales fugas y evitardaos consiguientes. Piezas de goma o materialessintticos que se encuentran en el reductor nodeben limpiarse con detergentes qumicos.
4.0 Mantenimiento
-
4.2 Factores de conversin
Factores aprox. de clculo
multiplicar con resultado
clculo de temperatura
C=(F-32) : 1,8
F=(Cx1,8) + 32
mm
inch
kg
lb
kPa
psi
psi
bar
Nm
lb ft
Nm
lb in
Liter
U.S. Gal.
U.S. Gal.
inch
mm
lb
kg
psi
kPa
bar
psi
lb ft
Nm
lb in
Nm
U.S. Gal.
Liter
Imp. Gal.
0,03937
25,4
2,2
0,454
0,145
6,89
0,0689
14,5
0,74
1,36
8,9
0,113
0,26
3,79
0,833
1) Newton Metro (Nm) corresponde aprox. a 0,1 mkg.2) Organizacin internacional ISO, standard.
Roscas mtricas ISO2
M 5
M 6
M 8
M 10
M 12
M 14
M 16
M 18
M 20
M 22
M 24
M 27
M 30
M 36
M 39
M 42
M 45
M 48
5 + 1
9 + 1
21 + 2
41 + 4
71 + 7
113 + 12
170 + 20
245 + 25
350 + 35
470 + 47
600 + 60
880 + 90
1190 + 120
2100 + 210
2700 + 270
3300 + 330
4100 + 410
5000 + 500
4 + 1
7 + 1
16 + 2
30 + 3
52 + 5
84 + 8
126 + 13
181 + 18
259 + 26
348 + 35
444 + 44
650 + 65
880 + 90
1550 + 155
1990 + 199
2442 + 244
3034 + 303
3700 + 370
tamao mtricode rosca Nm1)
8.8 par apriete standard
lb ft
Roscas mtricas ISO2
M 5
M 6
M 8
M 10
M 12
M 14
M 16
M 18
M 20
M 22
M 24
M 27
M 30
M 36
M 39
M 42
M 45
M 48
7 + 1
13 + 1
30 + 3
60 + 6
104 + 10
165 + 16
250 + 25
350 + 35
490 + 50
670 + 67
850 + 85
1250 + 125
1700 + 170
3000 + 300
3800 + 380
4700 + 470
5800 + 580
7000 + 700
5 + 1
10 + 1
22 + 2
44 + 4
77 + 8
122 + 12
185 + 19
259 + 26
363 + 36
496 + 50
630 + 63
925 + 93
1260 + 126
2210 + 221
2800 + 280
3478 + 348
4292 + 429
5180 + 518
tamao mtricode rosca Nm1)
10.9 par apriete standard
lb ft
4.3 Momento de apriete para tornillosHa de ponerse atencin en que no se mezclennunca tornillos y tuercas mtricoscon otros tornillosy tuercas (estndar). Tornillos y tuercas no apropiados o no correctos dan lugar a daos o a unservicio deficiente del engranaje marino o incluso alesiones de personas.
Tornillos y tuercas originales que se quitan delengranaje marino deben guardarsepara su reutilizacin siempre que esto sea posible. Cuandosea necesarios nuevos tornillos y tuercas, estosdeben tener el mismo tamao y el mismo grado deresistencia.
La identificacin de la resistencia del material seencuentra normalmente sobre la cabeza del tornillo,marcado con nmeros 8.8, 10.9 etc. En las siguientes tablas se encuentran los listados de losmomentos de apriete para tornillos y tuercas con ungrado de resistencia 8.8 y 10.9.
19
-
4.4 Plan de mantenimientoEn el plan de mantenimiento estn resumidos lostrabajos necesarios y subdivididos en etapas demantenimiento.
En caso de condiciones de aplicacin especialespuede resultar necesaria una modificacin del plande mantenimiento.
Para engranajes con enfriamiento de motor por circulacin (WAF--MKK) se debe poner atencin enlos datos variables del plan de mantenimiento.
Etapa de mantenimiento 1Cada da con el motor parado
Controlar el nivel de aceite
Etapa de mantenimiento 2Cada da con el motor en marcha
Controlar:
Presin de servicio, temperatura de aceite, temperatura de agua refrigeradora del refrigerador de aceite, indicacin del ensuciamiento del filtro doble conmutable, verificacin visual y ruidos de marcha.
Etapa de mantenimiento 3 Por primera vez despus de 200 horas de servicio
Cambio de aceite, renovar del elemento del filtro, Controlar uniones atornilladas incluido fundamento,conexiones del motor y hlice como tambin los tornillos de la carcasa intermedia, la tuercas de unin y los tornillos huecos de las atornilladuras de los tubos se debern volver a atornillar en caso de estar mal ajustados. Controlar la permeabilidad del intercambiador decalor.
Etapa de mantenimiento 4Despus de cada 2000 horas de servicio (WAF-MKK cada 1200 horas de servicio) 6 meses
Cambio de aceite, renovar del elemento del filtro.
Etapa de mantenimiento 5Despus de cada 5000 horas de servicio 1 ao
Comprobar las uniones por tornillos incluso el undamento, el empalme del motor y de la hlice como tambinlos tornillos de la carcasa intermedia, controlar laestanqueidad del intercambiador de calor, y en casonecesario cambiar las empaquetaduras, renovar el filtro de incrustacin en la vlvula de esta-blecimiento de presin,controlar el funcionamiento de la vlvula de mando.
Etapa de mantenimiento 6Gran revisin general cada 30000 horas de servicio (WAF--MKK cada 15000 horas de servicio) o despus de 10 aos.
Control
de los ejes con respecto al giro redondo, de los asientos de cojinete en cuanto a daos, los arrastres, la rueda y los dentados de pin, las espigas de pistn anular, los distribuidores de aceite, los manmetros,
renovar
las lminas de embrague, los anillos rectangulares, los tornillos y los muellesrecuperadores del pistn anular, los anillos obturadores toroidales, los anillos de seguridad, todos los tornillos de la caja del embrague *8, los rodamientos, los tornillos y muelles del cojinete de empuje, los anillos y los manguitos de junta de eje, los elemento y juntas del filtro de aceite, la bomba de aceite, las juntas para la tapa de observacin,los anillos obturadores toroidales para la vlvula demando / la vlvula de formacin de presin,conductos de tubo flexible,
limpiar por completo el reductor.
20
-
4.5 Trabajos de mantenimientoGrado de mantenimiento 1Diariamente con el motor detenido
Controlar el estado del aceite
El aceite puede solamente ser controlado con elequipo detenido por intermedio de la varilla de medicin.
El estado del aceite debe estar entre las marcas quese encuentran en la varilla de medicin.
Si el estado del aceite es muy bajo, debe rellenarsehasta la marca superior de la varilla de medicin ycon el aceite apropiado.
Se debe observar el motivo de la reduccin de aceite y superar las fallas.
Desatornillar en filtro ventilador para el llenado deaceite.
Marcar el filtro ventilador con un aviso ACEITE.
Grado de mantenimiento 2Diariamente con el motor puesto en marcha
Controlar la presin de funcionamientoSe debe leer en el manmetro instalado la presinde trabajo mxima con el motor en marcha y elacoplado conectado.
La viscosidad del aceite as como el diferente volumen de transporte de la bomba de engranaje,dependiente del los diferentes nmeros de revoluciones del motor, tienen muy poca influenciaen la presin de trabajo y el tiempo de formacin depresin.
En caso de no estar conectado el acoplamiento(posicin neutra de la vlvula de paso) la presinde trabajo oscila entre 1,5 y 3,0 bar.
La presin de trabajo mxima llega a cerca de los 21 - 22 bar, con el nmero de revoluciones aplena carga del motor, temperatura de trabajo y acoplamiento conectado.
La presin de trabajo para funcionamiento normal(con acoplamiento conectado) es regulada fija y nopuede ser cambiada.
Indicacin Cuando se opera con la vlvula de marcha lenta,accionada elctricamente, varian las condicionesde servicio de modo que las presiones arribamencionadas ya no corresponden a la realidad.
Tenga en cuenta las descripciones adicionales cuando el engranaje sea puesto en servicio de marcha lenta.
21
-
Controlar la temperatura de servicioLa temperatura normal de aceite de servicio a lasalida del enfriador oscila entre 30 - 60 (86-140F)y puede ser leda en el termmetro.
Si la temperatura de aceite fuese ms elevada que latemperatura normal de servicio, debera buscarse laposible causa y realizarse la correspondiente medidade subsanacin.
Para engranajes con enfriamiento de motor por circulacin (WAF--MKK) la temperatura de servicionormal puede llegar hasta 80C (176F) y subir hasta90C (194F).
Temperatura de agua refrigeradoraNormalmente debera haber en el refrigerador de aceite entre la entrada y la salida de agua refrigeradora una diferencia de temperatura de 3 a 5C (5 a 9F).
Un aumento de la diferencia de temperatura delagua refrigeradora indica un ensuciamiento en ellado de agua del refrigerador de aceite o una cantidad de agua demasiado pequea.
Estos datos para el refrigerador de aceite no sonapropiados para engranajes con enfriamiento demotor por circulacin (MKK).
Indicacin del ensuciamiento del filtro de aceitePor experiencia, la indicacin del ensuciamientodebe observarse especialmente en las primeras 100 horas de servicio.
En caso de una alta viscosidad de aceite o al estar fro el aceite en la fase de arranque, la presinde diferencia es mayor. Por ello puede dispararsetransitoriamente una alarma errnea.
Hay que comprobar la indicacin ptica apretandode nuevo hacia adentro la espiga roja. Si sta salede nuevo inmediatamente, el elemento del filtro estensuciado.
Cuando el NC-Contacto del transmisor abre y laseal elctrica ocasiona una lectura ms prolongada, est sucio el elemento filtrante.
En los dos casos debe conmutarse el filtro por medio de la palanca de inversin al otro lado del filtro.
El elemento del filtro ensuciado debe recambiarse.La descripcin se encuentra en la etapa de mantenimiento 4.
El funcionamiento continuo con elementos sucios en"Servicio-Bypass" no est permitido.!
Verificacin visual y ruidos de marchaDebe comprobarse el reductor con respecto a fugas y piezas que se hubieran aflojado, poniendoatencin tambin en los ruidos de servicio usuales.
Variaciones pueden ser un indicio de defectos oerrores, entre otros tambin del estado de alineacinde los ejes de motor, de reductor y de hlice.
Trate de aclarar todas las averas. Remedie losdefectos en lo posible inmediatamente o despus de la parada del motor.
Est Vd. alerto!Preste atencin a peligros!
Etapa de mantenimiento 3Por primera vez despus de 200 horas de servicioEste cambio de aceite con el cambio del elementodel filtro debe efectuarse por primera vez en cadareductor nuevo o revisado por completo.
Para los otros cambios de aceite rigen los intervalossegn etapa de mantenimiento 4.
Cambio de aceiteEl cambio de aceite debe efectuarse estando paradoel motor y el aceite del reductor a la temperatura deservicio.
AdvertenciaAceite caliente o piezas calientes pueden darlugar a lesiones. Debe evitarse el contacto de la piel con aceitecaliente o piezas calientes.
Desenroscar el tornillo purgador de aceite y vaciaraceite o evacuar aceite por medio de una bomba.Limpiar el tornillo purgador y enroscarlo de nuevofuertemente con el nuevo anillo-junta.
Llenar el aceite segn la prescripcin y controlar si elnivel de aceite se encuentra en la marca superior dela sonda de nivel.
La cantidad de aceite est indicada sobre la placade caractersticas.
Cambiar del elemento del filtro.
Despus de terminados todos los trabajos demantenimiento arrancar el motor y despus de 5 a 10 minutos parar el motor.
22
-
Controlar de nuevo el nivel de aceite. El nivel deaceite debe permanecer en la marca superior de lasonda de nivel. No llenar excesivamente el reductor.
Deben cumplirse los tiempos de cambio de aceiteprescritos en el plan de mantenimiento, sobre todopara el primer cambio de aceite. Una prolongacinde los intervalos slo es admisible si se realiza unanlisis confiable regular.
Para ello, el aceite debe controlarse, adems delenvejecimiento, tambin con respecto a su poder lubrificante.
Las indicaciones anteriormente mencionadas serefieren a una temperatura de servicio medida a lasalida del enfriador de hasta aproximadamente60C. (140F). Caso de ser sobrepasadas estas temperaturas, los tiempos de cambio de aceite sereduciran, que deben acordarse luego con la fbrica.
Para engranajes WAF con motor de circulacin -Refrigeracin (WAF--MKK) la temperatura normal deservicio puede alcanzar los 80C (176F) y subirhasta 90C (194F).
Independientemente de los intervalos de cambio deaceite, recomendamos un control mensual de losconductos de tubo flexible, en cuanto a la formacinde grietas y a los deterioros mecnicos.
Etapa de mantenimiento 4Despus de cada 2000 horas de servicio (WAF--MKK) cada 1200 horas de servicio) o cada 6 meses.En este grado de mantenimiento estn previstos los intervalos regulares de cambios de aceite y renovacin de los elementos de filtro de aceite. Porlo menos en estos intervalos de tiempo se debercomprobar los restos metlicos en el aceite.
Cambio de los elementos de filtroUna vez recibida la seal, se proceder a conmutarla posicin del filtro. Accionar la palanca de compensacin de presin situada en la palanca de inversin y reteneria. Al mismo tiempo girar estaltima hasta que quede enclavada en la otra posici-n. La palanca queda ahora situada en el lado delelemento filtrante que hay que sustituir. Colocardebajo una bandeja o semejante para recoger elaceite de fuga.
Aflojar el tornillo de ventilacin, mximo hasta quellegue a su tope (pasador de seguridad).Destornillar girando hacia la izquierda el depsito delfiltro y limpiarlo con los medios apropiados.Renovar los elementos de filtro (juego de filtro) movindolos suavemente de un lado a otro i tirandohacia abajo.Antes del montaje de los elemento comprobar si hay fallas en los anillos O. Cambiar los que estn defectuosos.Empujar los elementos de filtro hacia la unidad derecepcin con anillos O.
Atornillar el depsito de filtro hasta que tope con elanillo O.
Importante: Hay que poner atencin en que el depsito de filtroajustado sea soltado nuevamente con 1/8 hasta 1/2 giro.
Accionar la palanca de compensacin de presin,hasta que por el orificio de ventilacin salga el aceitesin burbujas. Colocar el tornillo de ventilacin.Comprobar la impermeabilidad del filtro haciendofuncionar nuevamente la palanca de compensacinde presin.
23
-
Etapa de mantenimiento 5 Despus de cada 5000 horas de servicio 1 ao
Uniones por tornillos
El control de los pares de apriete de los tornillosdebera efectuarse con el reductor fro.
Han de observarse especialmente las uniones entre:
Motor - acoplamiento elstico - reductor,brida de salida del reductor - eje de la hlice, apoyos del reductor - fundamento, tuercas de unin, tornillos huecos y atornilladuras detubos.
Los elementos de goma del acoplamiento elsticodeben controlarse con respecto a fragilidades, fisuras iniciales u otros daos.
El intercambiador de calor debe controlarse conrepecto a su permeabilidad y en caso necesariocambiar las empaquetaduras.
Renovar el filtro de incrustacin en la vlvula deestablecimiento de presin.
Desatornillar el tornillo de cierre V424 en la vlvulade formacin de presin V100, sacar el resorte y elfiltro sinterizador V351. Comprobar la suciedad de laplaca de filtro V425, en caso necesario limpiarla yvolverla a colocar.
Colocar el nuevo elemento de filtro sinterizador yresorte y apretar atornillando el tornillo de cierreV424 con un nuevo anillo de empaquetadura V422C.
Puesta en marcha de la vlvula de mandoLa vlvula de mando mecnica conecta AVANCE -NEUTRO - RETROCESO cada vez con 45 5 de tolerancia.
La prueba de su manejo a distancia (traccin decable) se debe poner en prctica segn las instrucciones del fabricante.
Recomendamos la utilizacin de un cable debarco mecnico con poco juego y bien dimensionado (Cable Bowden).
Etapa de mantenimiento 6Gran revisin general cada 30000 horas de servicio (WAF--MKK cada 15000 horas de servicio) 'o despus de 10 aos.Las 15000 horas de servicio mencionadas son vlidas para temperaturas de funcionamiento castaaproximadamente 80C (176F).
En caso de temperaturas mayores a 80C y hasta90C (176C hasta 194F) se reduce el tiempo deservicio a 10000 horas.
Una adaptacin a los tiempos de mantenimiento delmotor es admisible si por ello no se sobrepasenconsiderablemente las horas de servicio indicadas.
Control de las piezas (y, en caso necesario, sustituirlas) de los ejes con respecto a su giro bien redondo, de los asientos-cojinete con respecto a daos, los arrastres, los dentados de rueda y de pin, las espigas de pistn anular, los distribuidores de aceite, los manmetros
RenovarLas lminas de embrague, los anillos rectangulares, los tornillos y los muellesrecuperadores del pistn anular, los anillos obturadores toroidales, los anillos de seguridad, todos los tornillos de la caja del embrague *8, los rodamientos, los tornillos y los muelles del cojinete de empuje, los anillos y los manguitos de junta de eje, los elemento y juntas del filtro de aceite, la bomba de aceite, las juntas para la tapa de observacin, los anillos obturadores toroidales para la vlvula demando, la vlvula de formacin de presin, conductos de tubo flexible.
La carcasa del reductor, el filtro de desaireacin ytodas las piezas que se reutilizan deben limpiarse.
Para ms preguntas nuestro servicio postventa estar a su disposicin.
24
-
4.6 Mantenimientos relizados
Tipo de reductor
No. del reductor
Horas de servicio Trabajo de mantenimiento Fecha Ref.
25
-
4.7 Medidas a tomar en caso de una avera
Avera Posibles causas Medidas de subsanacin
1) Ruidos en el reductor
La velocidad de ralent est en una Aumentar la velocidad dezona crtica ralent
Rodamiento daado Controlar la fijacin del reductor y(eventualmente virutas en el filtro) la alineacin, efectuar la inspeccin
(renovar el rodamiento)
Ruidos en el sistema hidrulico, vase el punto 2)la bomba aspira aire
2) La bomba aspira aire
Nivel de aceite demasiado bajo Buscar la causa para la prdida deen el reductor aceite, remediar el defecto y rellenar aceite
La tubera de aspiracin tiene fugas Reapretar la unin atornillada o la brida, impermeabilizarla o renovarla
3) Prdida de aceite
Anillos-junta del eje (desgaste normal) Renovarlos
Sistema de tubos Reparar los sitios de fugas
Tapa de la carcasa Limpiar las superficies de junta, estanqueizarlas nuevamente
Tornillo de cierre, tornillo Reapretarlo, impermeabilizarlopurgador de aceite o renovarlo
El intercambiador de calor tiene fugas Cambiar las empaquetaduras
4) Temperatura del reductor demasiado alta
Nivel de aceite demasiado alto Corregir el nivel de aceite
Cantidad de paso de agua refrigeradora Ajustar la cantidad de aguademasiado pequea correcta
Intercambiador de calor ensuciado Limpiarlo
Rodamiento daado Realizar la inspeccin(eventualmente virutas en el filtro) (renovar el rodamiento)
El reductor se sobrecarga Reducir la potencia de propulsin
El embrague resbala, la presin de vase el punto 5)servicio es demasiado pequea
5) La presin de servicio es demasiado pequea y oscila
La bomba aspira aire vase el punto 2)
Accionamiento de bomba o bomba Reparar o renovarlodefectuoso (desgaste)
Vlvula de formacin de presin bloqueada renovarla
Vlvula de retencin para la Limpiar o renovarlaelectrobomba defectuosa
Clase de aceite equivocada Controlar la viscosidad cambiar el aceite
26
-
Posibles causas Medidas de subsanacin
6) Presin de servicio demasiado elevada
Vlvula de formacin de presin renovarlabloqueada o defectuosa
Aceite fro Llevar el reductor a la temperatura de servicio
Clase de aceite equivocada Controlar la viscosidad, cambiar el aceite
7) El embrague resbala
Presin de servicio demasiado baja vase el punto 5)
8) El embrague no se conecta
Vlvula de mando no conectada Controlar el proceso decorrectamente conexin y la posicin de conexin
9) El embrague no se desconecta
Mando defectuoso Controlar la funcin de conexin,desconectarlo a mano (controlar larueda libre del eje de salida)
Lminas defectuosas o agarrotadas Controlar el estado del servicio de emergencia, en caso necesario separarlas, comprobar la clase de aceite, renovar las lminasy realizar una inspeccin cuidadosa
4.8 Conservacin del reductorMedidas para la conservacinExteriormente el reductor va protegido contra la corrosin por medio de un embalaje apropiadodurante el transporte hasta destino y durante el perodo de tiempo de almacenamiento previsto en el contrato de suministro. Todas las aberturas del reductor van cerradas.
Para la conservacin del interior del reductor, este seprueba en el banco de pruebas de funcionamientocon un aceite conservante. Una vez finalizada laprueba de funcionamiento en banco, el reductor se llena con aceite conservante-VCI de la marcaBRANOROL. Esto va sealizado por medio de unaetiqueta o placa fijada al reductor con la siguienteleyenda:
Este reductor est conservado con Branorol.Antes de ponerlo en funcionamiento, vaciar el Branorol,luego llenar de aceite autorizado y atornillar el respiradero.
Es imprescindible respetar las instrucciones dela etiqueta !
Antes de la puesta en funcionamiento del reductor,hay que vaciar el aceite de conservacin (unapequea cantidad puede permanecer dentro delreductor) y a continuacin rellenar el mismo con lacantidad correspondiente de aceite autorizado parareductores. En ningn caso puede lavarse el interior del reductorcon agua u otro tipo de productos qumicos.
Embalaje, almacenamiento, perodos de inmovilizacin o paradaLa efectividad de las medidas de conservacindepende del embalaje y de las condiciones de almacenamiento. Daos en el embalaje, as como condiciones desfavorables de almacenamiento del reductor,como por ejemplo elevada humedad del aire, airecon ambiente salino, temperaturas ambiente muyfluctuantes, etc. producen un efecto negativo sobreel perodo de almacenamiento admisible.Despus de la llegada a origen del reductor, hay quecontrolar de inmediato el embalaje por si el mismopresentase daos de transporte.Durante el tiempo que transcurre entre la retirada delembalaje original y la puesta en funcionamiento delreductor, hay que protegerlo con medidas apropia-das contra las influencias ambientales y exteriores.
Todas las aberturas del reductor deben permanecercerradas.
Se necesitarn medidas anticorrosin adicionales deacuerdo a las instrucciones BV 1945:
- cuando el embalaje est daado o si ste se retira varias semanas antes de antelacin con respecto a la fecha de la puesta en funcionamiento,
- cuando el reductor se va a almacenar ms tiempo del acordado en el contrato o en condiciones ms desfavorables a las establecidas en el mismo, o
- en caso de largos perodos de parada, tratndose de reductores ya instalados.
Nuestro Departamento de Asistencia Tcnica pondrgustosamente a su disposicin, bajo previa consulta,informaciones actualizadas al respecto.
27
-
5.1 Instrucciones generalesUn desmontaje puede ser realizado slo personalespecializado.Ponga atencin en los datos del prrafo 1 de estasinstrucciones de servicio.
Se deben respetar la reglas de seguridad.
Ponga atencin en que el motor apagado est asegurado de alguna puesta en marcha involuntaria.Deben estar cerradas todos las vlvulas de refrigeracin de agua. Se debe vaciar el aceite antes de un desmontaje del engranaje.
Todas las tapas se deben marcar antes del armadopara poder volver a colocarlos en la misma posicin.Tambin se debe poner atencin en las perforacio-nes de lubricacin, por esto es importante marcar las piezas antes del Desmontaje (por ejemplo tope dearrastre del eje de pin, prrafo 5.5 lubricacin delminas.
5.1.1 Empaquetaduras
Algunas piezas estn instaladas con anillos O, por ejemplo la vlvula de mando.
Para las tapas de inspeccin se pondrn empaquetaduras planas.
Todas las otras piezas sueltas se armarn con un material de impermeabilizacin de superficies lquido (pegamento anaerobio) que slo se aplica levemente.Antes del montaje se deben limpiar y secar estas superficies impermeabilizadas.El material impermeabilizador se presenta en forma de una cinta de 2-3 mm (0,1 inch) y se debe aplicar a lo largo de la linea central y en el interior de las perforaciones. Sobre la otra pieza se aplica el activador. Las piezas se pueden atornillar al cabo de 5 minutos con el momento de giro correcto.
5.1.2 Tornillos
Ninguno de los tornillos que unen piezas transportadoras de momentos de giro, por ejemplo: eje de accionamiento - carcasa de embrague o eje de accionamiento - contrabrida al lado de la hlice, pueden ser vueltos a usar despus de un desmontaje. Estos aparecen en la lista de repuestos marcados con *8.
5.2 Seguro de los tornillosPara el montaje se deben utilizar los tornillos con pegamento de metal fuerte asegurador de tornillos. El pegamento es una capa verde sobre la superficiede los tornillos o se tiene que utilizar un pegamento de metal asegurador de tornillos semi fuerte.
Antes de aplicar los nuevos tornillos se deben limpiar los orificios de las roscas con un taladro de roscacorrespondiente para quitar los restos de pegamento de los tornillos anteriores.
Nota:Aplicar siempre un pegamento de metal aseguradorde tornillos semi fuerte para asegurar:- las tuercas del eje, tornillos (sin capa de
revestimiento verde), tuercas, que estn montadas sin discos de seguridad o sin tornillos de seguridad en el engranaje
- tornillos exteriores que unen entre si los engranajes del cuerpo
- tornillos de ajuste en los cuales se trasmite fuerza a otras piezas, p. ej. cuerpo del cojinete
- tornillos de ajuste para recuperadores trmicos, filtro, bomba, etc.
Ejemplos de aplicacin para el pegamento de metal
Consulte tabla sobre el par de ajuste de los tornillos.Unicamente los tornillos ajustado con el correcto momento de apriete (momento de montaje) estn aseguradas suficientemente.
Despus del desmontaje y antes de realizar el segundo montaje se deben limpiar completamentelos residuos de pegamentos anteriores en las tuercasdel eje, los tornillos y las tuercas SKT (incluidos losorificios de rosca).
5.0 Desmontaje y montaje
28
-
5.3 Unin pegada Eje motriz - Caja del embrague
Al realizar el montaje, las superficies sobrepuestas de la unin del eje motriz con lacaja del embrague, debern ser montadas con una substancia impermeable lquida(pegamento anaerobio).Primero se limpiarn las superficies de contacto con diluyente. Despus se pulverizarn ambos lados con activador. Despus de la evaporacin del activador se cubrir la superficie de contacto del eje motriz con el pegamento anaerobio. Luego se juntarn las dos partes y se atornillarn.
29
-
5.4 Prescripciones para el montaje y el desmontaje de estructuras metlicas de prensas cnicas con cono 1:30
Prescripciones para el montaje hidrulico
ATENCIONEl trabajo con el mtodo del aceite a presin nopresenta peligros cuando se cumplen las instrucciones de servicio y se utilizan los accesoriosadecuados y en perfecto estado.
Por favor tenga en cuenta las siguientes instrucciones:- Antes de la puesta en marcha revise cuidadosa-
mente la bomba, el tubo de alta presin y todos los accesorios. No utilice jams accesorios que no se encuentren en perfecto estado, ni con el ms mnimo desperfecto, y que no estn dimensiona-dos para una presin de 300 MPa (3000 bar).
- Asegrese de que la bomba y en el tubo de alta presin estn llenos con aceite y no quede nada de aire.
- El tubo bajo presin no puede estar expuesto a ser doblado ni a trabajos con fuerza. Tratamientos bruscos del tubo pueden provocar accidentes.
- Las presiones para dilatar y para empujar deben ser permanentemente controladas con un manmetro.
- En los trabajos con sistemas de aceite de alta presin deben llevarse los equipos protectores adecuados.
- El aceite sometido a altas presiones puede provocar heridas.
- Lleve gafas protectoras.
- El aceite de alta presin no puede entrar en contacto con la piel.
Revisin de cada una de las piezasAntes de unir cada una de las piezas (p. ej. eje yrueda dentada, eje y brida) debe realizarse un controlde las superficies cnicas. Se debe revisar si lospasos en las superficies cnicas y en las ranuras dedistribucin de aceite se encuentran sin rebabas. En todo caso deben quitarse las babas y reparareventuales deterioros.
Advertencia para trabajos de reparacin:
En determinados trabajos de reparacin, depende eltipo de avera que se presente, debe controlarse elgiro concntrico del eje incluido el asiento del cono ydel cojinete.
Medio de presin y preparacin para el acoplamientoEl abocardado de la pieza a colocar (rueda dentada, brida, etc) debe realizarse con aceite SAE 10 (viscosidad 32 cST a 40C).
El aceite a utilizar para el abocardado debe estar completamente limpio y no puede contener aditivos EP. Para el montaje, las piezas que se debenacoplar deben presentar la misma temperatura. En loposible debe realizarse el trabajo de acoplamiento atemperatura ambiente.
Todas las superficies cnicas deben limpiarse cuida-dosamente con disolvente y deben estar recubiertasfinamente con aceite de montaje hidrulico. SAE 10(Viscosidad 32 cST a 40C).
Control de las medidas de superposicin
La medida de calado y presin para dilatacin deben ser consultadas al fabricante.
La medida de superposicin viene indicada en mm;es la medida nominal con la tolerancia adecuada, por ejemplo: 13,3 + 1,2 mm
Para comprobar la medida de superposicin de la pieza a unir (rueda dentada, brida, etc) debe desplazarse sobre el eje.
La primera medida de control para revisar la medida de superposicin de la pieza a unir se calcula desde el punto en el cual las superficies cnicas estn superpuestas sin presin alguna.
Para ms control de la medida de superposicin sedebe determinar un canto de referencia. En el ejeaparecen cantos de medicin que sirven de referen-cia (saliente del eje).
Anotar la medida de control fijada.
Atornillar la herramienta (tuerca hidrulica) manual-mente contra la pieza a unir, tener en cuenta quetodas las piezas roscadas de la herramienta se atornillan superpuestas y que el mbolo de la tuercahidrulica est en la posicin de partida.
Conectar los aparatos de aceite a presin.Para la presin de abocardado: Conexin BPara la presin de empuje: Conexin A
Conexiones de presinAl comienzo de la superposicin
30
-
Abocardado y empuje de la pieza de unin (rueda dentada, brida, etc)
Para empujar la pieza debe ser abocardada.
Para ello se introduce el aceite entre las superficiescnicas, hasta que salga al final de la estructurametlica.
El proceso de empuje est compuesto por unaumento constante recproco de la presin deabocardado y de empuje, hasta que la pieza a unirhaya llegado a la posicin final, de acuerdo con lamedida de superposicin prefijada.En el proceso de empuje, la presin deabocardadono debe superar los 100 bar durante 3 min (para ellono deben superarse los valores lmites de estiramiento admitidos).
Una vez que la pieza a unir haya llegado a la posicin indicada, se purga la presin de abocardado en la conexin B, de tal manera quepueda desintegrarse la pelcula de aceite entre lassuperficies cnicas. La purga de la presin de empuje conexin A puede realizarse pasada una hora.Deben transcurrir 24 horas antes de que lasestructuras metlicas de prensas cnicas puedanrecibir la carga completa. Este tiempo es necesariopara garantizar la purga completa del lquido a presin en las estructuras metlicas.
NOTA
En piezas de empalme con 2 conexiones de presin debe obturarse una conexin para la presin de abocardado.
Prescripciones para el desmontaje hidrulico
ATENCION
Las piezas a unir que estn colocadas a presinestn sometidas a altas presiones y pueden causar heridas en caso de soltarlas. Dado que lapieza a soltar puede soltarse bruscamente y congran fuerza, es necesario asegurar estas piezascon un tope (tuerca hidrulica).
Para separar la pieza correspondiente (rueda denta-da, brida, etc.) del eje, la herramienta (tuerca hidruli-ca) y los aparatos de aceite a presin se colocan enla misma posicin en que se colocan para el empuje.
En este proceso se debe quitar la cmara anular dela tuerca hidrulica teniendo en cuenta la medida desuperposicin mxima ms 3-4 mm (consulte esque-ma), y con una presin de empuje de 100 bar se coloca en la tuerca hidrulica conexin A contra lapieza que se debe quitar.Posteriormente purgar la presin de empuje de latuerca hidrulica y volver a cerrar la vlvula en labomba de aceite de la tuerca hidrulica conexinA.
Para aflojar debe abocardarse la pieza a unir que sedebe quitar (conexin B). Para ello se introduce lentamente a presin aceite hidrulico entre lassuperficies cnicas. El aumento de la presin deabocardado no debe superar los 100 bar durante 3 min.
Se reconoce cuando la pieza comienza a soltarsedado que se produce un aumento de la presin en latuerca hidrulica. Este se puede comprobaren elmanmetro de la bomba de aceite conexin A.
Cuando se produce el aumento de presin en la tuerca hidrulica se debe abrir nuevamente la vlvulaen la bomba de aceite conexin A. Purgar la presin. Durante este proceso debe mantenerse la presin de abocardado constante mediante unbombeo continuo (conexin B) hasta que la pieza aunir se haya separado completamente del asientocnico.
ATENCION
La pieza a extraer puede soltarse bruscamentecuando la presin del aceite en la conexin Aha descendido a cero. Por ello revisar el correctomontaje de la tuerca hidrulica (tope).
Si se ha logrado la presin de abocardado mxima y la pieza a extraer no se ha separado, entonces se debe:
- aumentar la presin de abocardado conexin B en un 10%
- dejar expuesta la pieza a la presin durante 1 hora
- calentar adicionalmente la pieza (temperatura mx. 140C o 284F)
- colocar adicionalmente un dispositivo de extraccin.
Conexiones de presin
31
-
5.5 Lubricacin de las lminas
Las lminas sern lubricadas y enfriadas con el embrague desconectado. La lubricacin y el enfriamiento de las lminas se realiza de adentro hacia fuera a travs de las perforaciones radiales en el pin y arrastrador.
El aceite se esparce entre las lminas interiores sinoidales y las lminas exteriores recubiertas de metal sinterizado hacia fuera y es dirigido a travs de las perforaciones de la carcasa del embrague hacia la carter.
Se muestra a modo de ejemplo el orden de posicin para WAF 443 - 47.
Montaje del arrastradorEl arrastrador est provisto de perforaciones roscadasslo en un costado. Este arrastrador se monta encima del perfil de eje nervados del pin, con las perforaciones roscadas visibles en el frente.
Las perforaciones de lubricacin de aceite del arrastrador y del pin no pueden estar por ningn motivo descentradas una contra otra en direccin tangencial.
Las perforaciones de lubricacin tienen que estar posicionadas una sobre la otra en forma radial, para poder llevar a efecto la lubricacin de las lminas del embrague.
32
-
33
5.6 Recomendaciones de mantenimiento para el intercambiador de calor del fabricante BLOKSMA
1 Introduccin
Para la identificacin del intercambiador de calor (refrigerador de aceite), verifique Ud. si su placa de identificacin lleva grabada la marca "BLOKSMA". La placa de identificacin del intercambiador de calor se encuentra situada en uno de los 2 tetones de la salida o entrada de aceite.
Les recomendamos que tengan a bordo piezas de recambio para la realizacin de los trabajos de mantenimiento. Tanto los nodos como las juntas o anillos de estanqueidad pueden pedirse al Dpto. de Servicio de REINTJES, indicando en el pedido el nmero de serie del reductor y el tipo del mismo (ver placa de identificacin del reductor).
ATENCIN:
La comprobacin de los 2 nodos y los 3 indicadores de suciedad slo debe realizarse con el motor propulsor desconectado y con la bomba de agua de refrigeracin igualmente desconectada.
Tanto el reductor como el intercambiador de calor tienen que haberse enfriado, de tal forma que se puedantocar con la mano sin que uno se queme.
2 nodos
Los intercambiadores de calor van equipados con 3 nodos (A292) para la proteccin contra la corrosin de la cmara de agua y del haz de tubos: a la entrada del agua, tapa de inversin y salida de agua.
El desgaste de los nodos puede ser diferente. Este depender de las condiciones de instalacin y de funcionamiento.
De acuerdo a los resultados de las primeras comprobaciones se pueden determinar los intervalos de sustitucin definitivos. No obstante, hay que seguir realizando inspecciones preventivas con regularidad.
Los nodos tienen que ser sustituidos, cuando se hayan consumido hasta el 60 % de su volumen original.
2.1 Intervalos de comprobacin
Primer control Despus de 100 horas de servicio
Los siguientes controles Cada 3 meses, o en cada limpieza
-
34
2.2 Control visual
Circuito de agua de refrigeracin Cerrar las vlvulas para la entrada y salida del agua.
Intercambiador de calor Vaciar el agua de refrigeracin.
nodos Desatornillarlos y controlarlos visualmente.
Dictamen: OK Volver a atornillar a mano el nodo con nuevo anillo-junta.
Dictamen: nodo esta consumido Atornillar a mano un nuevo nodo con nuevo anillo-junta.
Fin del control visual - Abrir las vlvulas para entrada y salida de agua de refrigeracin.
- Conectar la bomba de agua de refrigeracin.
- Purgar el intercambiador de calor.
- Verificar la estanqueidad de los nodos.
3 Control de suciedad del haz de tubos
3.1 Diseo del intercambiador de calor
Representacin esquemtica
1 Culote del tubo
2 Anillos tricos
3 Placa de fijacin
4 Carcasa exterior
5 Haz de tub