Modulo - INVESTIGACIÓN DE OPERACIONES.pdf
141
PUCESE Ingeniería en Sistemas y Computación Ingeniería en Administración de Empresas Ingeniería en Comercio Exterior Investigación de Operaciones Ing. Kléber Vera T. 1 INDICE Diseño Curricular 3 Cap. 1: Introducción 6 1.1 Investigación de Operaciones 6 1.2 Modelo de Decisión Simple 6 1.3 Modelos de la Investigación de Operaciones 9 1.4 Cálculos en Investigación de Operaciones 12 1.5 Fases de un Estudio de Investigación de Operaciones 14 Cap. 2: Programación Lineal 16 2.1 Introducción 16 2.2 Modelo de Programación Lineal Simple y Solución Gráfica 16 2.3 Programación Lineal: Solución Algebraica: Método Simplex 38 2.4 Post-Optimización o Sensibilidad 59 Cap. 3: Problemas de Programación Lineal 70 3.1 Definición y aplicación del Modelo de Transporte 70 3.2 Solución del problema de Transporte 78 3.3 Modelos de Asignación 85 3.4 Modelos de Transbordo 87 Cap 4: Programación de Proyectos con PERT / CPM 98 4.1 Representaciones con diagramas de flechas (red) 99 4.2 Cálculos de Ruta Crítica 101 4.3 Construcción del diagrama de tiempo y nivelación de recur- sos 105 4.4 Control de Proyecto 109 Cap 5: Modelos de Inventarios 118 5.1 Sistema de Inventario ABC 118 5.2 Modelo de inventario generalizado 119 5.3 Modelos deterministas 122 5.4 Modelos probabilísticos 134
-
Upload
alan-druet -
Category
Documents
-
view
249 -
download
19
Transcript of Modulo - INVESTIGACIÓN DE OPERACIONES.pdf
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 1
INDICE
Diseño Curricular 3 Cap. 1: Introducción 6
1.1 Investigación de Operaciones 6 1.2 Modelo de Decisión Simple 6 1.3 Modelos de la Investigación de Operaciones 9 1.4 Cálculos en Investigación de Operaciones 12 1.5 Fases de un Estudio de Investigación de Operaciones 14
Cap. 2: Programación Lineal 16
2.1 Introducción 16 2.2 Modelo de Programación Lineal Simple y Solución Gráfica 16 2.3 Programación Lineal: Solución Algebraica: Método Simplex 38 2.4 Post-Optimización o Sensibilidad 59
Cap. 3: Problemas de Programación Lineal 70
3.1 Definición y aplicación del Modelo de Transporte 70 3.2 Solución del problema de Transporte 78 3.3 Modelos de Asignación 85 3.4 Modelos de Transbordo 87
Cap 4: Programación de Proyectos con PERT / CPM 98
4.1 Representaciones con diagramas de flechas (red) 99 4.2 Cálculos de Ruta Crítica 101 4.3 Construcción del diagrama de tiempo y nivelación de recur-
sos 105
4.4 Control de Proyecto 109 Cap 5: Modelos de Inventarios 118
5.1 Sistema de Inventario ABC 118 5.2 Modelo de inventario generalizado 119 5.3 Modelos deterministas 122 5.4 Modelos probabilísticos 134
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 2
1. INTRODUCCIÓN 1.1. INVESTIGACIÓN DE OPERACIONES La Investigación de Operaciones utiliza el método científico a fin de representar las relaciones funcionales como modelos matemáticos para suministrar una base cuantita-tiva para la toma de decisiones, y descubrir nuevos problemas para su análisis. La Investigación de Operaciones (IO) aspira a determinar el mejor curso de acción (óp-timo) de un problema de decisión con la restricción de recursos limitados. El término investigación de operaciones muy a menudo está asociado casi en exclusiva con la aplicación de técnicas matemáticas para representar por medio de un modelo y anali-zar problemas de decisión. Aunque las matemáticas y los modelos matemáticos repre-sentan una piedra angular de Investigación de Operaciones, la labor consiste más en resolver un problema que en construir y resolver modelos matemáticos. Específicamen-te, los problemas de decisión suelen incluir importantes factores intangibles que no se pueden traducir directamente en términos del modelo matemático. El principal de estos factores es la presencia del elemento humano en casi todos y cada uno de los entornos de decisiones. En realidad, se han reportado situaciones de decisión donde el efecto de la conducta humana ha ejercido tanta influencia en el problema de decisión, que la solución obtenida a partir del modelo matemático se considera impráctica. Como técnica para la solución de problemas, la Investigación de Operaciones debe visualizarse como una ciencia y un arte. El aspecto de la ciencia radica en ofrecer téc-nicas y algoritmos matemáticos para resolver problemas de decisión adecuados. La Investigación de Operaciones es un arte debido a que el éxito que se alcanza en todas las fases anteriores y posteriores a la solución de un modelo matemático, depende en forma apreciable de la creatividad y la habilidad personal de los analistas encargados de tomar las decisiones. Por lo tanto, la obtención de los datos para la construcción del modelo, la validación de éste y la implantación de la solución obtenida dependerán de la habilidad del equipo de Investigación de Operaciones, para establecer líneas de co-municación óptimas con las fuentes de información, y también con los individuos res-ponsables de implantar las soluciones recomendadas. Se espera que un equipo de Investigación de Operaciones competente demuestre la habilidad adecuada en los aspectos científico y artístico de la Investigación de Opera-ciones. Si se destaca un aspecto y no el otro, probablemente se impedirá la utilización efectiva de Investigación de Operaciones en la práctica. El equipo de Investigación de Operaciones debe ser interdisciplinario; profesionales de varias ramas deben estar involucrados para analizar aspectos humanos que no son tangibles. 1.2. MODELO DE DECISIÓN SIMPLE Un modelo de decisión simple debe considerarse meramente como un vehículo para “resumir” un problema de decisión, en forma tal que haga posible la identificación y evaluación sistemática de todas las alternativas de decisión del problema. Después se llega a una decisión seleccionando la alternativa que se juzgue sea la “mejor” entre todas las opciones disponibles.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 3
Ejemplo: El gerente de un departamento de producción debe decidir si adquiere una máquina automática o una semiautomática. Las dos máquinas producen una parte específica en lotes. El costo fijo inicial por lote y el costo de producción unitario variable son:
Costo
Semiautomática Automática
Costo fijo inicial por lote 20.00 50.00
Costo variable unitario 0.60 0.40
Para formalizar la situación como un modelo de decisión debemos:
a) Identificar las alternativas de decisión b) Diseñar un criterio para evaluar el “valor” de cada alternativa c) Utilizar el criterio generado como base para seleccionar la mejor de las alterna-
tivas disponibles El planteamiento del problema nos dice que hay dos alternativas:
a) Comprar una máquina automática b) Comprar una máquina semiautomática
La evaluación de estas dos alternativas puede basarse adecuadamente en el costo de operación de la máquina que consta de un costo fijo inicial y un costo de producción variable. El objetivo es seleccionar la alternativa con el costo más bajo. Para formalizar el criterio del costo, sea x la que represente el número de unidades que se producirán en un lote. Por lo tanto, la función de costo se convierte en: Costo de producción por lote = costo fijo inicial + (costo unitario variable) x 50 + 0.4x, para la máquina automática = 20 + 0.6x, para la semiautomática Podemos expresar ahora el modelo de decisión completo.
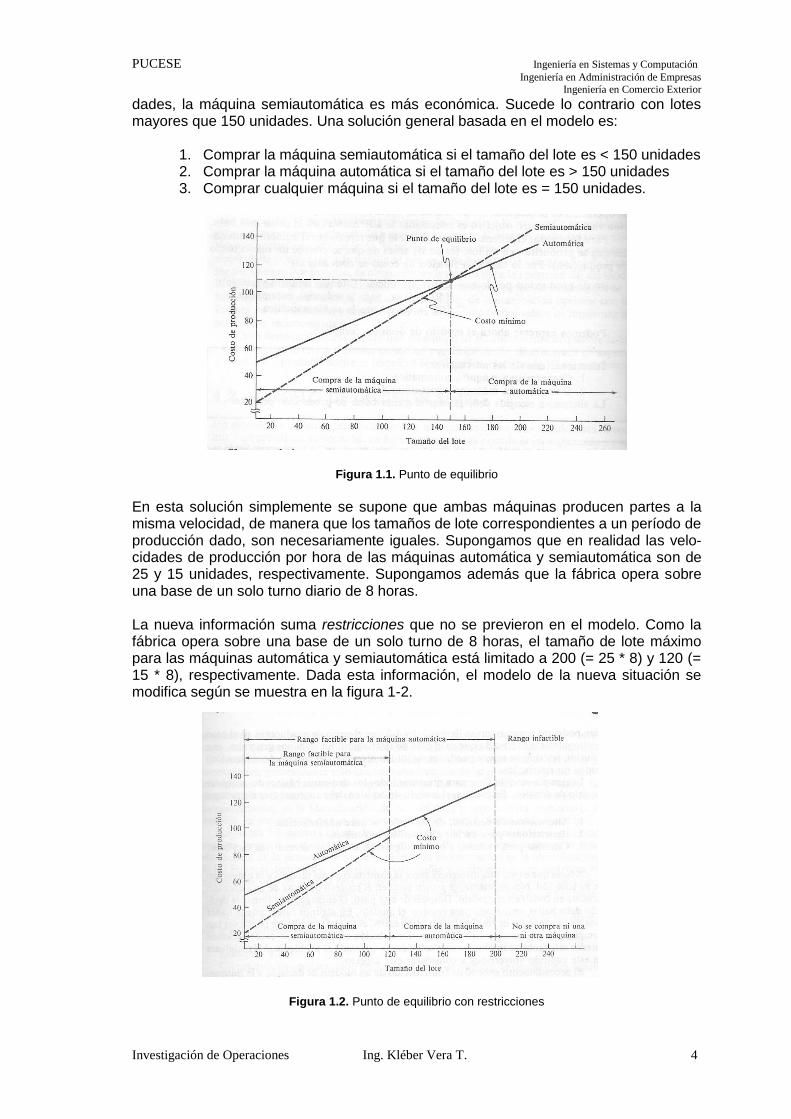
El paso que sigue después de la elaboración del modelo es el de obtener la solución, o sea, tomar una decisión. Podemos lograr esto mediante el uso de una gráfica de equili-brio. Sea x el eje que representa el tamaño del lote y se define el eje y para que represente el costo de producción. Las funciones de costo asociadas se trazan después como líneas rectas, como se ilustra en la figura 1-1. Las dos alternativas cuestan exactamen-te la misma cantidad en x = 150 unidades. Para tamaños de lote menores que 150 uni-
Seleccionar una de las alternativas: 1. Comprar una máquina automática 2. Comprar una máquina semiautomática
La alternativa escogida debe generar el menor costo de producción por lote
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 4
dades, la máquina semiautomática es más económica. Sucede lo contrario con lotes mayores que 150 unidades. Una solución general basada en el modelo es:
1. Comprar la máquina semiautomática si el tamaño del lote es < 150 unidades 2. Comprar la máquina automática si el tamaño del lote es > 150 unidades 3. Comprar cualquier máquina si el tamaño del lote es = 150 unidades.
Figura 1.1. Punto de equilibrio
En esta solución simplemente se supone que ambas máquinas producen partes a la misma velocidad, de manera que los tamaños de lote correspondientes a un período de producción dado, son necesariamente iguales. Supongamos que en realidad las velo-cidades de producción por hora de las máquinas automática y semiautomática son de 25 y 15 unidades, respectivamente. Supongamos además que la fábrica opera sobre una base de un solo turno diario de 8 horas. La nueva información suma restricciones que no se previeron en el modelo. Como la fábrica opera sobre una base de un solo turno de 8 horas, el tamaño de lote máximo para las máquinas automática y semiautomática está limitado a 200 (= 25 * 8) y 120 (= 15 * 8), respectivamente. Dada esta información, el modelo de la nueva situación se modifica según se muestra en la figura 1-2.
Figura 1.2. Punto de equilibrio con restricciones

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 5
Observemos el efecto de la restricción del turno único de 8 horas. Si el tamaño del lote no excede 120 unidades, el problema de decisión tiene dos alternativas, de las cuales la máquina semiautomática es la mejor elección. Por otra parte, para tamaños de lote entre 120 y 200 unidades, la máquina semiautomática es una alternativa infactible, lo que deja a la máquina automática como la única opción factible. Por último, para tama-ños de lote de más de 200 unidades, ambas alternativas son infactibles. Ejercicio 1.1.- Determinar la decisión óptima suponiendo que la duración del turno se extiende a 10 horas. Podemos apreciar que las restricciones en un problema de decisión, actúan para limitar las opciones mediante la eliminación de las alternativas infactibles o no factibles. Este sencillo ejemplo sirve para presentar todos los elementos básicos de cualquier modelo de decisión. En esencia, el modelo de decisión debe contener tres elementos:
Alternativas de decisión, de las cuales se hace una selección.
Restricciones para excluir alternativas infactibles.
Criterios para evaluar, y por consiguiente, clasificar alternativas factibles.
Normalmente, el primer paso en el proceso de toma de una decisión consiste en cons-truir el modelo. Después de este paso, el encargado de tomar la decisión debe hallar un método para resolver el modelo. En algunos casos, puede haber más de una mane-ra de resolverlo. En otros casos, el modelo resultante puede ser tan complejo que quizá será difícil obtener una solución aproximada al problema. El procedimiento general de construcción de un modelo de decisión y la búsqueda de su solución, representa la parte fundamental del proceso de toma de decisiones en el campo de la investigación de operaciones. Sin embargo, la Investigación de Operacio-nes emplea una terminología un poco diferente. Se habla de variables de decisión en lugar de alternativas de decisión. Así mismo, se busca determinar el “valor” de las va-riables de decisión optimizando (minimizando el costo o maximizando las ganacias) una función objetivo, procedimiento que es exactamente equivalente a la clasificación de las alternativas de decisión. El proceso de optimización está confinado normalmente a los valores factibles de las variables de decisión que satisfacen todas las restriccio-nes del modelo. 1.3. MODELOS DE INVESTIGACIÓN DE OPERACIONES En la mayoría de las aplicaciones de Investigación de Operaciones, se supone que la función objetivo y las restricciones del modelo se pueden expresar en forma cuantitati-va o matemática como funciones de las variables de decisión. En este caso, decimos que tratamos con un modelo matemático. Por desgracia, pese a los adelantos impresionantes en la representación por modelos matemáticos, un número apreciable de situaciones reales siguen estando fuera del alcance de las técnicas matemáticas de que se dispone en el presente. Por un motivo, el sistema real puede tener demasiadas relaciones, variables, para hacer posible una representación matemática adecuada. En otro sentido, aun cuando se pueda formular un modelo matemático, éste puede ser demasiado complejo para resolverse a través de métodos de solución disponibles.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 6
Un enfoque diferente a la representación por medio de modelos de sistemas consiste en utilizar la simulación. Los modelos de simulación difieren de los matemáticos en que las relaciones entre la entrada y la salida no se indican en forma explícita. En cam-bio, un modelo de simulación divide el sistema representado en módulos básicos o elementales que después se enlazan entre sí vía relaciones lógicas bien definidas. Por lo tanto, partiendo del módulo de entrada, las operaciones de cálculo pasarán de un módulo a otro hasta que se obtenga un resultado de salida. Ejemplo 1.1 Farmers Coop tiene dos almacenes o bodegas centrales que abastecen de semillas de maíz a tres tiendas regionales para ser distribuidas a agricultores. El suministro men-sual disponible en las dos bodegas se estima de 1000 y 2000 sacos de semilla de maíz. La demanda en las tres tiendas regionales se estima en 1500, 750 y 750 sacos, respectivamente. El costo por saco para transportar la semilla de las bodegas a las tiendas se muestra a continuación:
Tiendas
1 2 3
Almacén 1 50 100 60
2 30 20 35
La meta de Coop consiste en satisfacer la demanda mensual en las tres tiendas regio-nales al menor costo de transportación posible. Solución: Objetivo: minimizar el costo total de transporte en todas las rutas Costo de transporte = 50x11 + 100x12 + 60x13 + 30x21 + 20x22 + 35x23 Sujeto a: x11 + x12 + x13 = 1000 (oferta del almacén 1) x21 + x22 + x23 = 2000 (oferta del almacén 2) x11 + x21 = 1500 (demanda de la tienda 1) x12 + x22 = 750 (demanda de la tienda 2) x13 + x23 = 750 (demanda de la tienda 3) Todas las variables de decisión son no negativas. Ejemplo 1.2 Un banco debe decidir qué número de cajeros se instalará para atender a su clientela. Si el número de cajeros no es suficiente, quizás un cliente espere mucho tiempo para ser atendido. Por otra parte, la instalación de demasiados cajeros podría representar costos adicionales innecesarios. Por lo tanto, el objetivo es el de equilibrar el costo de esperar para ser atendido contra el costo de operación de los cajeros.
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 7
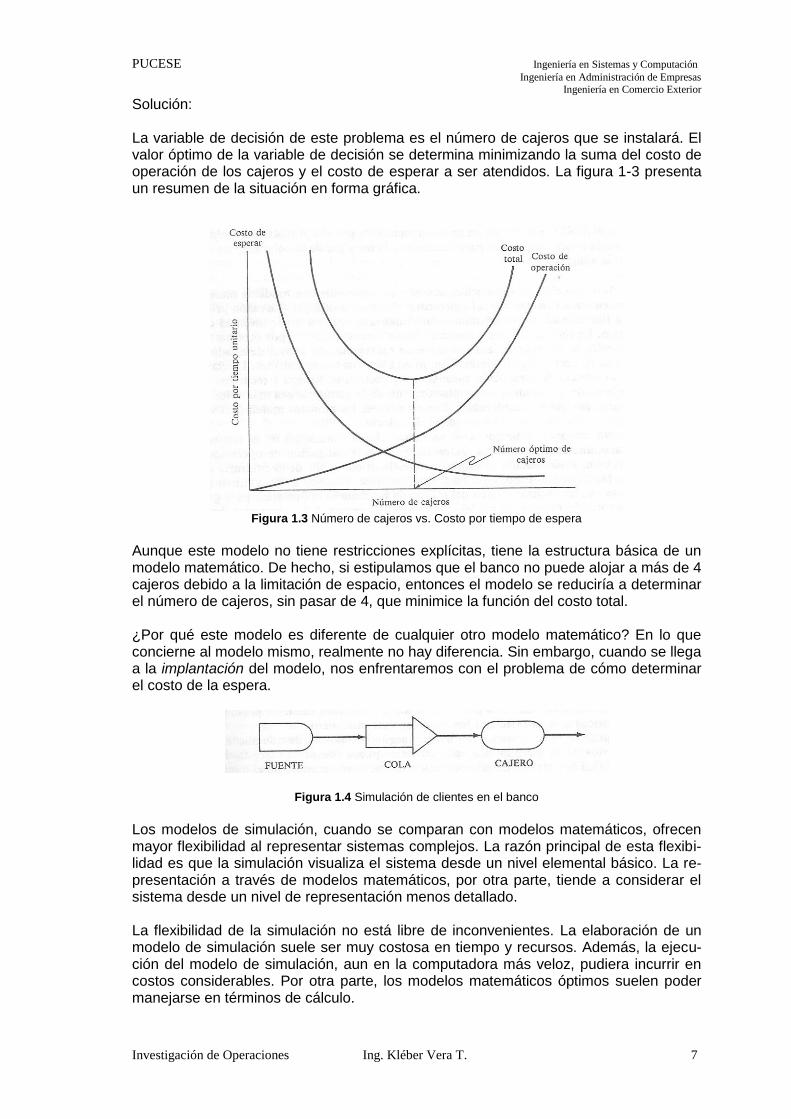
Solución: La variable de decisión de este problema es el número de cajeros que se instalará. El valor óptimo de la variable de decisión se determina minimizando la suma del costo de operación de los cajeros y el costo de esperar a ser atendidos. La figura 1-3 presenta un resumen de la situación en forma gráfica.
Figura 1.3 Número de cajeros vs. Costo por tiempo de espera
Aunque este modelo no tiene restricciones explícitas, tiene la estructura básica de un modelo matemático. De hecho, si estipulamos que el banco no puede alojar a más de 4 cajeros debido a la limitación de espacio, entonces el modelo se reduciría a determinar el número de cajeros, sin pasar de 4, que minimice la función del costo total. ¿Por qué este modelo es diferente de cualquier otro modelo matemático? En lo que concierne al modelo mismo, realmente no hay diferencia. Sin embargo, cuando se llega a la implantación del modelo, nos enfrentaremos con el problema de cómo determinar el costo de la espera.
Figura 1.4 Simulación de clientes en el banco
Los modelos de simulación, cuando se comparan con modelos matemáticos, ofrecen mayor flexibilidad al representar sistemas complejos. La razón principal de esta flexibi-lidad es que la simulación visualiza el sistema desde un nivel elemental básico. La re-presentación a través de modelos matemáticos, por otra parte, tiende a considerar el sistema desde un nivel de representación menos detallado. La flexibilidad de la simulación no está libre de inconvenientes. La elaboración de un modelo de simulación suele ser muy costosa en tiempo y recursos. Además, la ejecu-ción del modelo de simulación, aun en la computadora más veloz, pudiera incurrir en costos considerables. Por otra parte, los modelos matemáticos óptimos suelen poder manejarse en términos de cálculo.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 8
1.4. CÁLCULOS EN INVESTIGACIÓN DE OPERACIONES En la Investigación de Operaciones existen dos tipos de cálculos diferentes: aquellos en que interviene la simulación y los que tiene que ver con modelos matemáticos. En los modelos de simulación, los cálculos son comúnmente voluminosos y, lo que es más importante, consumen mucho tiempo. No obstante, en la simulación uno siempre tiene la seguridad de que los resultados buscados se obtendrán en definitiva. Sólo es cues-tión de contar con el tiempo suficiente en la computadora. Por otra parte, los cálculos en los modelos matemáticos de la investigación de opera-ciones son comúnmente iterativos en naturaleza. Con esto nos referimos a que la so-lución óptima de un modelo matemático no suele estar disponible en forma cerrada. En cambio, se llega a la respuesta final en pasos o iteraciones, donde cada nueva itera-ción acerca la solución al nivel óptimo. A este respecto, decimos que la solución con-verge en forma iterativa al nivel óptimo. Como ejemplo, refiriéndonos al modelo de transporte del ejemplo 1.1, comenzamos con un programa de transporte que es factible (satisface las condiciones de oferta y demanda). Después, al probar la solución resul-tante, podemos decidir si la solución es óptima o no. Si no lo es, hallamos una mejor solución. Lógicamente, si toda nueva iteración debe mejorar (o reducir) el costo de transporte, eventualmente se llegará a una iteración terminal o final donde ya no se puedan reducir los costos. Este es el nivel óptimo. Por desgracia, no todos los modelos matemáticos de Investigación de Operaciones poseen algoritmos de solución que siempre converjan al nivel óptimo. Existen dos ra-zones de ser de esta dificultad:
1. Se puede probar que el algoritmo de solución converge al nivel óptimo, pero só-lo en un sentido teórico. La convergencia teórica señala que hay un límite supe-rior finito para el número de iteraciones, pero no indica cuán alto puede estar este límite. Por lo tanto, podemos consumir horas de tiempo de computadora sin llegar a la iteración final.
2. La complejidad del modelo matemático puede hacer imposible idear un algorit-mo de solución. En este caso, el modelo se puede mantener infactible en térmi-nos de cálculo.
Las dificultades evidentes en los cálculos de los modelos matemáticos han obligado a los analistas a buscar otros métodos de cálculo. Estos métodos también son de natura-leza iterativa, pero no garantizan la optimizad de la solución final. En cambio, simple-mente buscan una buena solución al problema. Tales métodos suelen denominarse heurísticos porque su lógica está basada en reglas o métodos prácticos que conllevan a la obtención de una buena solución. La ventaja de los métodos heurísticos es que normalmente implican un menor número de cálculos cuando se comparan con algorit-mos exactos. En la investigación de operaciones, los métodos heurísticos suelen emplearse para dos fines:
1. Se pueden utilizar dentro del contexto de un algoritmo de optimización exacto, con el fin de aumentar la velocidad del proceso para alcanzar el nivel óptimo. La necesidad de “fortalecer” el algoritmo de optimización se hace más evidente con modelos a gran escala.
2. Se utilizan simplemente para obtener una “buena” solución al problema. La so-lución resultante no tiene la garantía de ser óptima y, de hecho, su calidad en relación con el nivel óptimo real puede ser difícil de determinar.
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 9
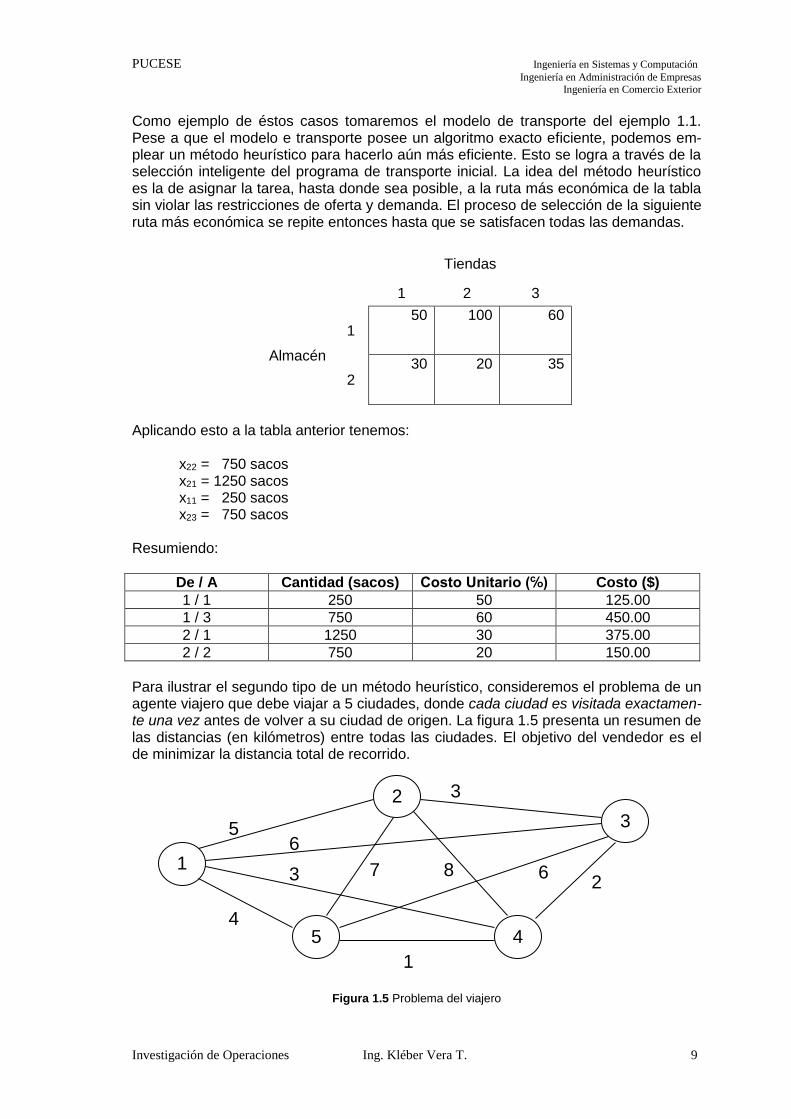
Como ejemplo de éstos casos tomaremos el modelo de transporte del ejemplo 1.1. Pese a que el modelo e transporte posee un algoritmo exacto eficiente, podemos em-plear un método heurístico para hacerlo aún más eficiente. Esto se logra a través de la selección inteligente del programa de transporte inicial. La idea del método heurístico es la de asignar la tarea, hasta donde sea posible, a la ruta más económica de la tabla sin violar las restricciones de oferta y demanda. El proceso de selección de la siguiente ruta más económica se repite entonces hasta que se satisfacen todas las demandas.
Tiendas
1 2 3
Almacén
1 50 100 60
2 30 20 35
Aplicando esto a la tabla anterior tenemos: x22 = 750 sacos x21 = 1250 sacos x11 = 250 sacos x23 = 750 sacos Resumiendo:
De / A Cantidad (sacos) Costo Unitario (℅) Costo ($)
1 / 1 250 50 125.00
1 / 3 750 60 450.00
2 / 1 1250 30 375.00
2 / 2 750 20 150.00
Para ilustrar el segundo tipo de un método heurístico, consideremos el problema de un agente viajero que debe viajar a 5 ciudades, donde cada ciudad es visitada exactamen-te una vez antes de volver a su ciudad de origen. La figura 1.5 presenta un resumen de las distancias (en kilómetros) entre todas las ciudades. El objetivo del vendedor es el de minimizar la distancia total de recorrido.
Figura 1.5 Problema del viajero
1
2
3
4 5
5
3
6
3
4
8 7 2
1
6

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 10
Este problema se puede formular como un modelo matemático exacto. Sin embargo, la obtención de la solución óptima exacta a este problema ha probado ser formidable. No obstante, se puede obtener una “buena” solución mediante el uso de un método heu-rístico que requiere se viaje de la ciudad presente a la ciudad no visitada más próxima. 1.5. FASES DE UN ESTUDIO DE INVESTIGACIÓN DE OPERACIONES Un estudio de Investigación de Operaciones no puede ser realizado y controlado por el analista de Investigación de Operaciones solamente. Aunque puede ser un experto en modelos y técnicas de solución, posiblemente no será un perito en todas las áreas donde surgen los problemas de investigación de operaciones. Consecuentemente, un equipo de investigación de operaciones deberá incluir a los miembros de la organiza-ción directamente responsables de las funciones donde existe el problema, así como para la ejecución e implantación de la solución recomendada. En otras palabras, un analista de Investigación de Operaciones comete un grave error al suponer que puede resolver problemas sin la cooperación de aquellos que implantarán sus recomendacio-nes. Las principales fases a través de las cuales pasaría el equipo a fin de efectuar un estu-dio de Investigación de Operaciones son:
1. Definición del problema 2. Construcción del modelo 3. Solución del modelo 4. Validación del modelo 5. Implantación de los resultados finales
Aunque esta sucesión de ninguna manera es estándar, parece generalmente acepta-ble. Excepto para la fase “solución del modelo”, la cual está basada comúnmente en técnicas bien desarrolladas, las fases restantes no parecen seguir reglas fijas. Esto surge del hecho de que los procedimientos para estas fases dependen del tipo de pro-blema en investigación y el ámbito de operación en el cual existe. En este aspecto, un equipo de investigación de operaciones estaría guiado en el estudio principalmente por las diferentes experiencias profesionales de sus miembros, en lugar de reglas fijas. La primera fase del estudio requiere una definición del problema. Desde el punto de vista de investigación de operaciones esto indica tres aspectos principales:
a) Una descripción de la meta o el objetivo del estudio b) Una identificación de las alternativas de decisión del sistema, y c) Un reconocimiento de las limitaciones, restricciones y requisitos del sistema
La segunda fase del estudio corresponde a la construcción del modelo. Dependiendo de la definición del problema, el equipo de investigación de operaciones deberá decidir sobre el modelo más adecuado para representar el sistema. Tal modelo deberá especi-ficar expresiones cuantitativas para el objetivo y las restricciones el problema en fun-ción de sus variables de decisión. Si el modelo resultante se ajusta a uno de los mode-los matemáticos comunes puede obtenerse una solución conveniente mediante técni-cas matemáticas. Si las relaciones matemáticas del modelo son demasiado complejas para permitir soluciones analíticas, puede ser más apropiado un modelo de simulación. Algunos casos pueden requerir el uso de una combinación de modelos matemáticos, heurísticos y de simulación. Esto depende mucho de la naturaleza y complejidad del sistema que se esté investigando.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 11
La tercera fase del estudio corresponde a la solución del modelo. En modelos mate-máticos esto se logra usando técnicas de optimización bien definidas y se dice que el modelo proporciona una solución “óptima”. Si se usan los modelos de simulación o heurísticos, el concepto de optimizar no está tan bien definido, y la solución en estos casos se emplea para obtener evaluaciones aproximadas de las medidas del sistema. Además de la solución del modelo se debe también asegurar, siempre que sea posible, información adicional sobre el comportamiento de la solución debida a cambios en los parámetros del sistema. Usualmente esto se conoce como análisis de sensibilidad. Este análisis es especialmente necesario cuando los parámetros del sistema no pue-den estimarse con exactitud. En este caso es importante estudiar el comportamiento de la solución óptima en los entornos de estas estimaciones. La cuarta fase busca la validación del modelo. Un modelo es válido si, independien-temente de sus inexactitudes al representar el sistema, puede dar una predicción con-fiable del funcionamiento del sistema. Un método común para probar la validez de un modelo es comparar su funcionamiento con algunos datos pasados disponibles del sistema actual. El modelo será válido si bajo condiciones similares de entradas puede reproducir el funcionamiento pasado del sistema. Este método de validación no es apropiado para sistemas que no existen, ya que no habrá datos disponibles para com-paración. La fase final del estudio trata sobre la implantación de los resultados probados del modelo. La tarea de aplicar estos resultados recae principalmente en los investigadores de operaciones. Esto básicamente implicaría la traducción de estos resultados en ins-trucciones de operación detallada, emitidas en una forma comprensible a los individuos que administrarán y operarán el sistema después.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 12
2. PROGRAMACIÓN LINEAL 2.1. INTRODUCCIÓN Es la técnica matemática para determinar la mejor asignación de los recursos limitados de una empresa. Se necesitan 5 requerimientos básicos para emplear la programación lineal para resol-ver problemas de investigación de operaciones:
1. Hay que expresar un objetivo bien definido, que pueda servir para maximizar la producción, o minimizar los costos. El objetivo debe estar bien definido en forma matemática.
2. Debe haber una solución que satisfaga la función objetivo. 3. Las ecuaciones y desigualdades deben describir el problema en forma lineal. 4. Las variables de decisión debe interrelacionarse 5. Los recursos son limitados.
2.2. MODELO DE PROGRAMACIÓN LINEAL SIMPLE Y SU SOLUCIÓN GRÁFICA Reddy Mikks Company posee una pequeña fábrica de pinturas que produce colorantes para interiores y exteriores de casa para su distribución al mayoreo. Se utilizan dos materiales básicos, A y B, para producir las pinturas. La disponibilidad máxima de A es de 6 toneladas diarias; la de B es de 8 toneladas por día. Los requisitos diarios de ma-terias primas por tonelada de pintura para interiores y exteriores se resumen en la tabla siguiente:
Toneldas de materia prima por tonelada de pintura
Disponibilidad Má-xima (toneladas)
Exterior Interior
Materia prima A 1 2 6
Materia prima B 2 1 8
Un estudio de mercado ha establecido que la demanda diaria de pintura para interiores no puede ser mayor que la de pintura para exteriores en más de una tonelada. El estu-dio señala así mismo, que la demanda máxima de pintura para interiores está limitada a dos toneladas diarias. El precio al por mayor por tonelada es de $ 3000 para la pintura de exteriores y $ 2000 para la pintura de interiores. ¿Cuánta pintura para exteriores e interiores debe producir la compañía todos los días para maximizar el ingreso bruto? 2.2.1. Construcción del modelo matemático La construcción de un modelo matemático se puede iniciar respondiendo a las tres preguntas siguientes:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 13
1. ¿Qué busca determinar el modelo? Dicho de otra manera, ¿cuáles son las va-riables (incógnitas) del problema?
2. ¿Qué restricciones deben imponerse a las variables a fin de satisfacer las limi-taciones del sistema representado por el modelo?
3. ¿Cuál es el objetivo (meta) que necesita alcanzarse para determinar la solu-ción óptima (mejor) de entre todos los valores factibles de las variables?
Una manera efectiva de responder a estas preguntas consiste en hacer un resumen verbal del problema. En términos del ejemplo de Reddy Mikks, la situación se describe en la forma siguiente:
“La compañía busca determinar las cantidades (toneladas) de pintura para exterio-res e interiores que se producirán para maximizar (incrementar hasta donde sea factible) el ingreso bruto total (en miles de unidades monetarias), a la vez que se satisfacen las restricciones de la demanda y el uso de materias primas”
El punto principal del modelo matemático consiste en identificar en primer término las variables y después expresar el objetivo y las restricciones como funciones matemáti-cas de las variables. 2.2.1.1. Variables Como se desea determinar las cantidades de pintura para exteriores e interiores que se producirán, las variables del modelo se pueden definir como: xE = toneladas de pintura para exteriores producidas diariamente xI = toneladas de pintura para interiores producidas diariamente 2.2.1.2. Función objetivo Como cada tonelada de pintura para exteriores se vende en $ 3000, el ingreso bruto obtenido de la venta de xE toneladas es 3xE miles de unidades monetarias. En forma análoga, el ingreso bruto que se obtiene de vender xI toneladas de pintura para interio-res es 2xI miles de unidades monetarias. Bajo la suposición de que las ventas de pintu-ra para exteriores e interiores son independientes, el ingreso bruto total se convierte en la suma de los dos ingresos. Sea z el ingreso bruto total (en miles de unidades monetarias), la función objetivo se puede escribir matemáticamente como z = 3xE + 2xI. La meta consiste en determinar los valores (factibles) de xE y xI que maximizarán este criterio. 2.2.1.3. Restricciones El problema de Reddy Mikks impone restricciones sobre el uso de materias primas y sobre la demanda. La restricción del uso de materias primas se puede expresar en forma verbal como
(uso de materias primas en ambas pinturas) ≤ (disponibilidad máxima de materias primas)
Esto nos lleva a las restricciones siguientes: xE + 2xI ≤ 6 (materia prima A) 2xE + xI ≤ 8 (materia prima B) Las restricciones sobre la demanda se expresan en forma verbal como
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 14
(cantidad en exceso de pinturas para interiores sobre exteriores) ≤ (1 tonelada por día)
(demanda de pintura para interiores) ≤ (2 toneladas por día)
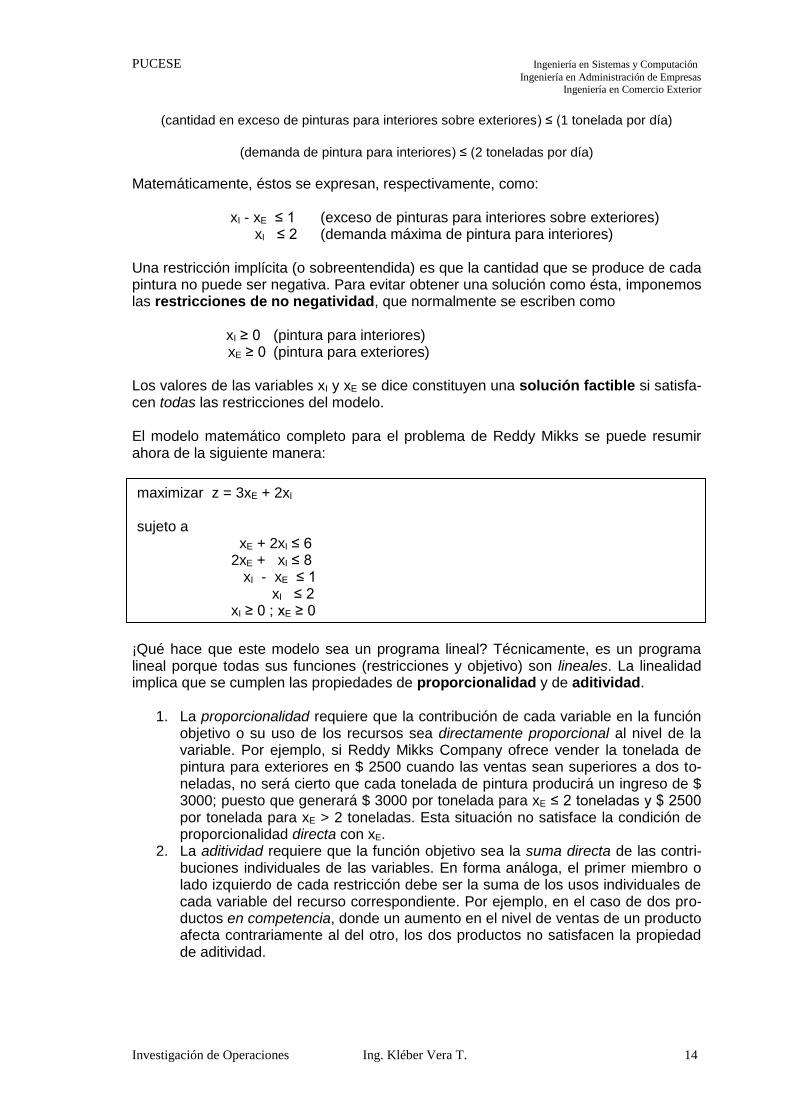
Matemáticamente, éstos se expresan, respectivamente, como: xI - xE ≤ 1 (exceso de pinturas para interiores sobre exteriores) xI ≤ 2 (demanda máxima de pintura para interiores) Una restricción implícita (o sobreentendida) es que la cantidad que se produce de cada pintura no puede ser negativa. Para evitar obtener una solución como ésta, imponemos las restricciones de no negatividad, que normalmente se escriben como xI ≥ 0 (pintura para interiores) xE ≥ 0 (pintura para exteriores) Los valores de las variables xI y xE se dice constituyen una solución factible si satisfa-cen todas las restricciones del modelo. El modelo matemático completo para el problema de Reddy Mikks se puede resumir ahora de la siguiente manera:
¡Qué hace que este modelo sea un programa lineal? Técnicamente, es un programa lineal porque todas sus funciones (restricciones y objetivo) son lineales. La linealidad implica que se cumplen las propiedades de proporcionalidad y de aditividad.
1. La proporcionalidad requiere que la contribución de cada variable en la función objetivo o su uso de los recursos sea directamente proporcional al nivel de la variable. Por ejemplo, si Reddy Mikks Company ofrece vender la tonelada de pintura para exteriores en $ 2500 cuando las ventas sean superiores a dos to-neladas, no será cierto que cada tonelada de pintura producirá un ingreso de $ 3000; puesto que generará $ 3000 por tonelada para xE ≤ 2 toneladas y $ 2500 por tonelada para xE > 2 toneladas. Esta situación no satisface la condición de proporcionalidad directa con xE.
2. La aditividad requiere que la función objetivo sea la suma directa de las contri-buciones individuales de las variables. En forma análoga, el primer miembro o lado izquierdo de cada restricción debe ser la suma de los usos individuales de cada variable del recurso correspondiente. Por ejemplo, en el caso de dos pro-ductos en competencia, donde un aumento en el nivel de ventas de un producto afecta contrariamente al del otro, los dos productos no satisfacen la propiedad de aditividad.
maximizar z = 3xE + 2xI sujeto a xE + 2xI ≤ 6 2xE + xI ≤ 8 xI - xE ≤ 1 xI ≤ 2 xI ≥ 0 ; xE ≥ 0
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 15
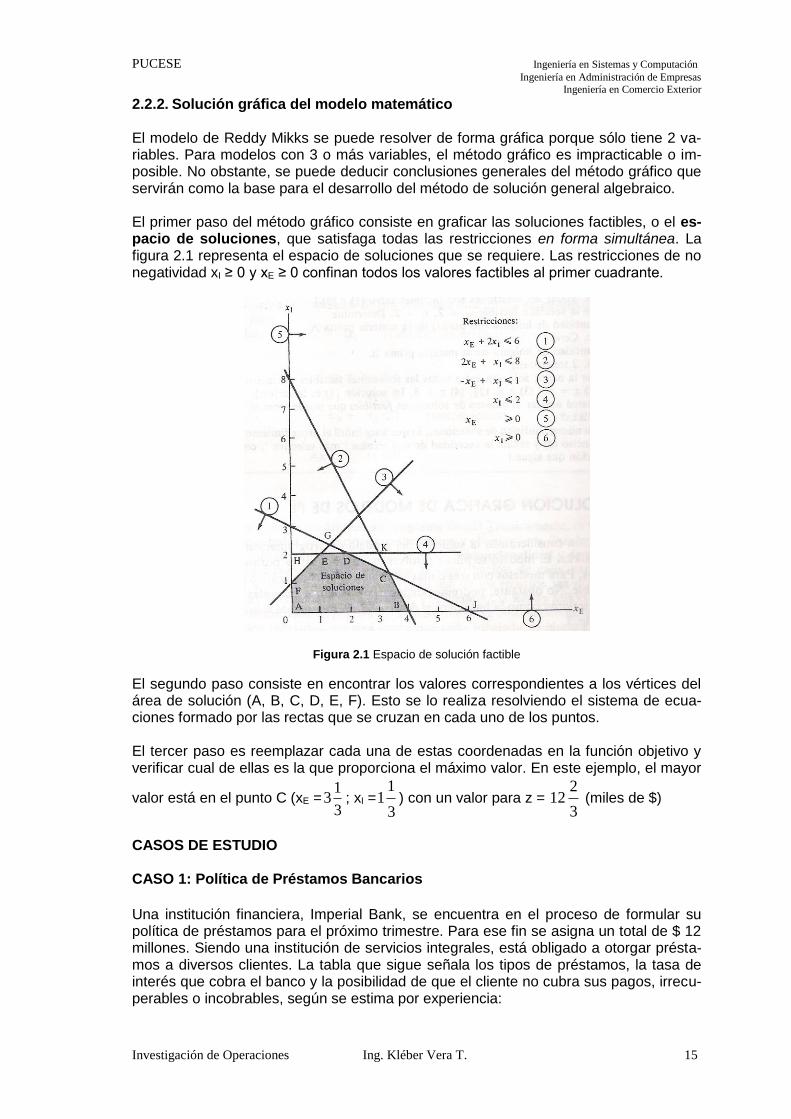
2.2.2. Solución gráfica del modelo matemático El modelo de Reddy Mikks se puede resolver de forma gráfica porque sólo tiene 2 va-riables. Para modelos con 3 o más variables, el método gráfico es impracticable o im-posible. No obstante, se puede deducir conclusiones generales del método gráfico que servirán como la base para el desarrollo del método de solución general algebraico. El primer paso del método gráfico consiste en graficar las soluciones factibles, o el es-pacio de soluciones, que satisfaga todas las restricciones en forma simultánea. La figura 2.1 representa el espacio de soluciones que se requiere. Las restricciones de no negatividad xI ≥ 0 y xE ≥ 0 confinan todos los valores factibles al primer cuadrante.
Figura 2.1 Espacio de solución factible
El segundo paso consiste en encontrar los valores correspondientes a los vértices del área de solución (A, B, C, D, E, F). Esto se lo realiza resolviendo el sistema de ecua-ciones formado por las rectas que se cruzan en cada uno de los puntos. El tercer paso es reemplazar cada una de estas coordenadas en la función objetivo y verificar cual de ellas es la que proporciona el máximo valor. En este ejemplo, el mayor
valor está en el punto C (xE =3
13 ; xI =
3
11 ) con un valor para z =
3
212 (miles de $)
CASOS DE ESTUDIO CASO 1: Política de Préstamos Bancarios
Una institución financiera, Imperial Bank, se encuentra en el proceso de formular su política de préstamos para el próximo trimestre. Para ese fin se asigna un total de $ 12 millones. Siendo una institución de servicios integrales, está obligado a otorgar présta-mos a diversos clientes. La tabla que sigue señala los tipos de préstamos, la tasa de interés que cobra el banco y la posibilidad de que el cliente no cubra sus pagos, irrecu-perables o incobrables, según se estima por experiencia:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 16
Tipo de Préstamos Tasa de interés Probabilidad de incobrables
Personal 0.140 0.10
Automóvil 0.130 0.07
Vivienda 0.120 0.03
Agrícola 0.125 0.05
Comercial 0.100 0.02
Se supone que los pagos que no se cubren son irrecuperables y, por lo tanto, no pro-ducen ingreso por concepto de intereses.
La competencia con otras instituciones financieras del área requiere que el banco asig-ne cuando menos el 40% de los fondos totales a préstamos agrícolas y comerciales. Para dar asistencia a la industria de la construcción en la región, los préstamos para vivienda deben ser iguales cuando menos al 50% de los préstamos personales, para automóvil y para vivienda. El banco tiene además una política establecida que especifi-ca que la relación global de pagos irrecuperables no puede ser superior a 0.04. Determine el modelo matemático correspondiente al problema.
CASO 2: Uso y Urbanización de la tierra Invasores Corp. posee 800 acres de tierra de primera clase, pero no urbanizada, en un lago en la parte central de Imbabura. En el pasado, se aplicaba poca o ninguna regula-ción a nuevas urbanizaciones en torno al lago. Las orillas del lago ahora están alinea-das con residencias vacacionales agrupadas. Debido a la falta de servicio de drenaje, o desagüe por alcantarillado, se utilizan muchos tanques sépticos, la mayoría instalados en forma inadecuada. Con el paso de los años, la infiltración de los tanques sépticos ha provocado un severo problema de contaminación del agua. Para controlar la degradación más profunda en la calidad del agua, los funcionarios del municipio presentaron y aprobaron algunos reglamentos estrictos aplicables a todas las urbanizaciones a futuro:
1. Sólo se pueden construir casas para una, dos y tres familias, donde las unifami-liares constituyen cuando menos el 50% del total.
2. Para limitar el número de tanques sépticos, se requieren tamaños de lote míni-mos de 2, 3 y 4 acres para casas de una, dos y tres familias.
3. Se deben establecer áreas de recreo de 1 acre cada una a razón de un área por cada 200 familias.
4. Para preservar la ecología del lago, no se puede extraer agua del subsuelo para uso en la casa o el jardín.
El presidente de Invasores Corp. estudia la posibilidad de urbanizar los 800 acres de la compañía en el lago. La nueva urbanización incluirá casas para una, dos y tres fami-lias. El estima que el 15% del terreno se utilizará en la apertura de calles y vías de ac-ceso para servicios. También calcula que los siguientes serán sus ingresos derivados de la venta de las diversas unidades habitacionales:
Unidades habitacionales Sencilla Doble Triple
Ingreso Neto por unidad ($) 10000 15000 20000

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 17
El costo de conexión del servicio de agua al área es proporcional al número de unida-des que se construyan. Sin embargo, la comunidad estipula que se deberá colectar un mínimo de $ 100000 para que el proyecto sea económicamente factible. Además, la expansión del sistema acuífero más allá de su capacidad actual está limitada a 200000 galones por día durante períodos de consumo máximo, pico. Los datos que siguen re-sumen el costo de conexión del servicio de agua y también del consumo de agua su-poniendo una familia de tamaño medio:
Unidad habitacional Sencilla Doble Triple Recreo
Costo del servicio de agua por unidad ($)
1000 1200 1400 800
Consumo de agua por unidad (gal/día)
400 600 840 450
Determine el modelo matemático correspondiente al problema.
EJERCICIOS RESUELTOS 1. Un frutero necesita 16 cajas de naranjas, 5 de plátanos y 20 de manzanas. Dos
mayoristas pueden suministrarle para satisfacer sus necesidades, pero sólo venden la fruta en contenedores completos. El mayorista A envía en cada contenedor 8 ca-jas de naranjas, 1 de plátanos y 2 de manzanas. El mayorista B envía en cada con-tenedor 2 cajas de naranjas, una de plátanos y 7 de manzanas. Sabiendo que el mayorista A se encuentra a 150 Km. de distancia y el mayorista B a 300 Km., calcu-lar cuántos contenedores habrá de comprar a cada mayorista, con objeto de aho-rrar tiempo y dinero, reduciendo al mínimo la distancia de lo solicitado.
Solución:
Matematización del problema
Variables
Llamamos x al número de contenedores del mayorista A Llamamos y al número de contenedores del mayorista B
Función objetivo (minimizar)
z = 150x + 300y
Restricciones
MAYORISTA A MAYORISTA B Necesidades mínimas
Naranjas 8 2 16 cajas
Plátanos 1 1 5 cajas
Manzanas 2 7 20 cajas
Distancia 150 Km 300 Km
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 18
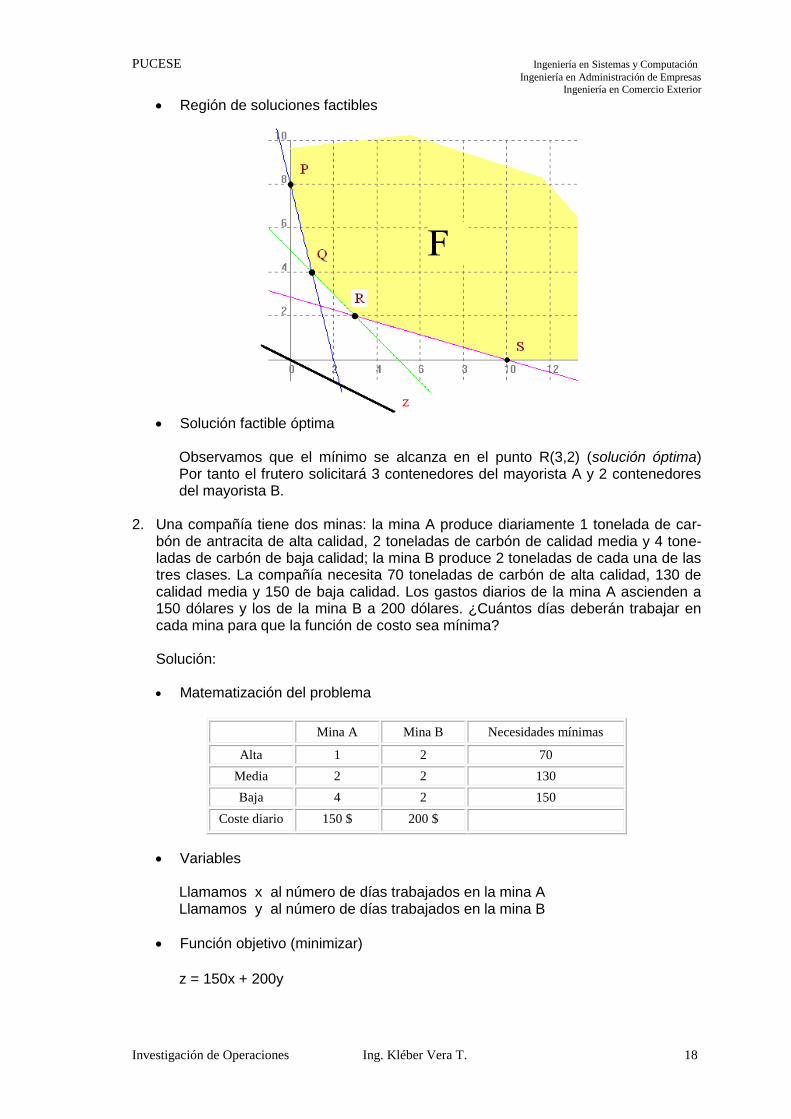
Región de soluciones factibles
Solución factible óptima
Observamos que el mínimo se alcanza en el punto R(3,2) (solución óptima) Por tanto el frutero solicitará 3 contenedores del mayorista A y 2 contenedores del mayorista B.
2. Una compañía tiene dos minas: la mina A produce diariamente 1 tonelada de car-bón de antracita de alta calidad, 2 toneladas de carbón de calidad media y 4 tone-ladas de carbón de baja calidad; la mina B produce 2 toneladas de cada una de las tres clases. La compañía necesita 70 toneladas de carbón de alta calidad, 130 de calidad media y 150 de baja calidad. Los gastos diarios de la mina A ascienden a 150 dólares y los de la mina B a 200 dólares. ¿Cuántos días deberán trabajar en cada mina para que la función de costo sea mínima? Solución: Matematización del problema
Variables Llamamos x al número de días trabajados en la mina A Llamamos y al número de días trabajados en la mina B
Función objetivo (minimizar)
z = 150x + 200y
Mina A Mina B Necesidades mínimas
Alta 1 2 70
Media 2 2 130
Baja 4 2 150
Coste diario 150 $ 200 $
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 19
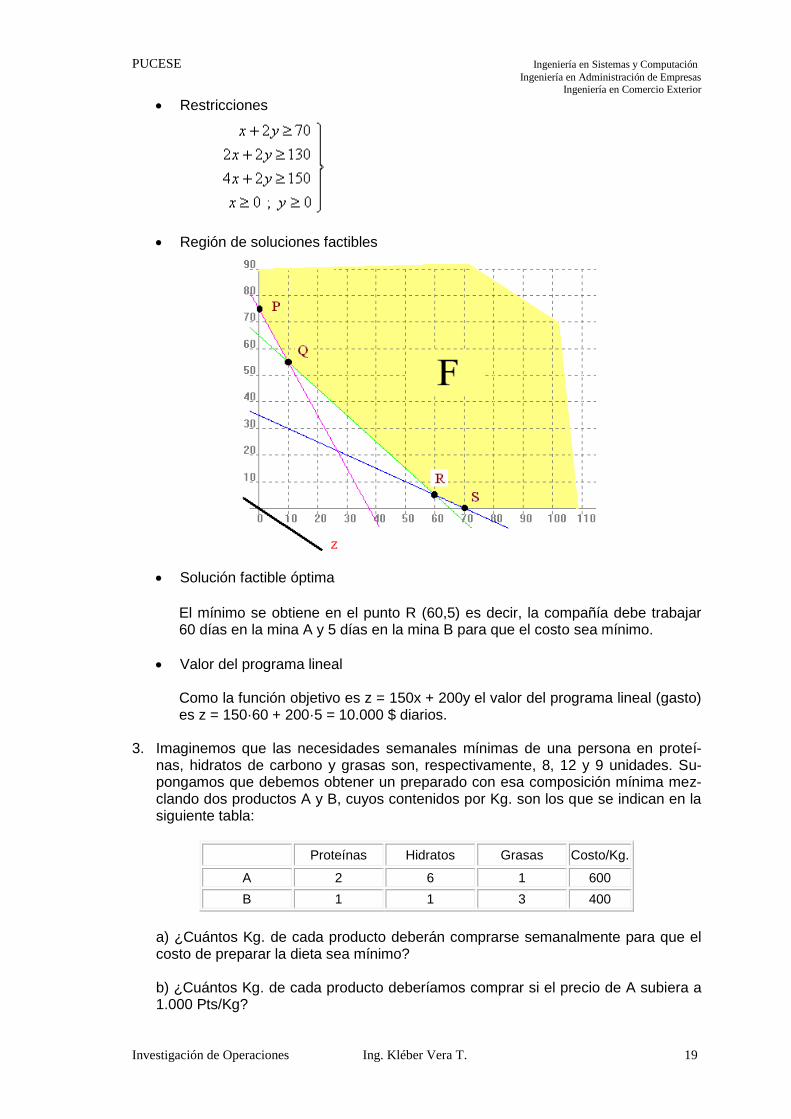
Restricciones
Región de soluciones factibles
Solución factible óptima
El mínimo se obtiene en el punto R (60,5) es decir, la compañía debe trabajar 60 días en la mina A y 5 días en la mina B para que el costo sea mínimo.
Valor del programa lineal Como la función objetivo es z = 150x + 200y el valor del programa lineal (gasto) es z = 150·60 + 200·5 = 10.000 $ diarios.
3. Imaginemos que las necesidades semanales mínimas de una persona en proteí-nas, hidratos de carbono y grasas son, respectivamente, 8, 12 y 9 unidades. Su-pongamos que debemos obtener un preparado con esa composición mínima mez-clando dos productos A y B, cuyos contenidos por Kg. son los que se indican en la siguiente tabla:
Proteínas Hidratos Grasas Costo/Kg.
A 2 6 1 600
B 1 1 3 400
a) ¿Cuántos Kg. de cada producto deberán comprarse semanalmente para que el costo de preparar la dieta sea mínimo? b) ¿Cuántos Kg. de cada producto deberíamos comprar si el precio de A subiera a 1.000 Pts/Kg?
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 20
Solución: Matematización del problema
Variables Llamamos x al número de Kg. usados del producto A Llamamos y al número de Kg. usados del producto B
Función objetivo (minimizar)
z = 600x + 400y
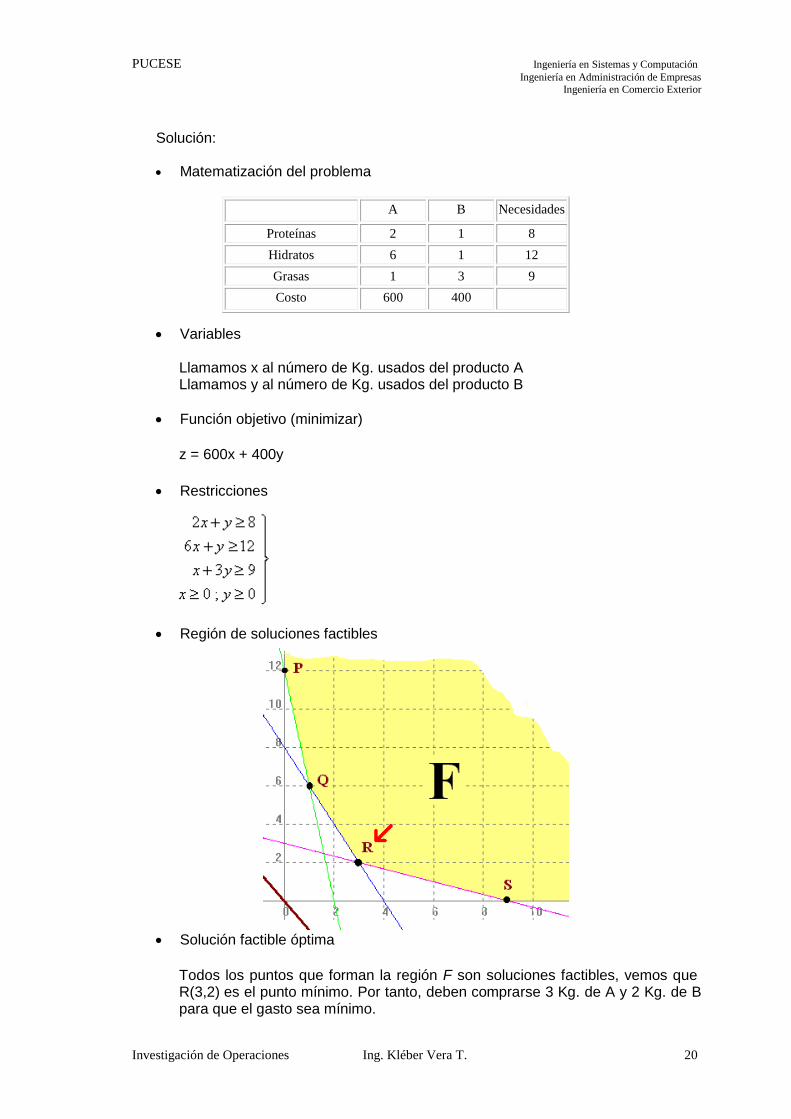
Restricciones
Región de soluciones factibles
Solución factible óptima
Todos los puntos que forman la región F son soluciones factibles, vemos que R(3,2) es el punto mínimo. Por tanto, deben comprarse 3 Kg. de A y 2 Kg. de B para que el gasto sea mínimo.
A B Necesidades
Proteínas 2 1 8
Hidratos 6 1 12
Grasas 1 3 9
Costo 600 400

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 21
Valor del programa lineal
Cuando la función objetivo es z = 600x + 400y el valor del programa lineal (gas-to) es 2.600 Pts.
Si la función objetivo es z = 100x + 400y la solución óptima está en el punto Q(1,6) y el valor del programa lineal (gasto) es 3.400 Pts.
4. En la elaboración de un producto A se necesita una sustancia B. La cantidad de A obtenida es menor o igual que el doble de B utilizada, y la diferencia entre las can-tidades del producto B y A no supera los 2g mientras que la suma no debe sobre-pasar los 5g. Además se utiliza por lo menos 1g de B y se requiere 1g de A. La sus-tancia A se vende a 5 millones y la B cuesta 4 millones el gramo. Calcular la canti-dad de sustancia B necesaria para que el beneficio sea máximo.
Solución:
Variables Llamamos x a la cantidad de sustancia A Llamamos y a la cantidad de sustancia B
Función objetivo (maximizar)
z = 5x + 4y
Restricciones
Región de soluciones factibles
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 22
Solución factible óptima
Se encuentra en el punto Q (10/3, 5/3), es decir la cantidad de sustancia B para que el beneficio sea máximo debe ser 5/3 g.
EJERCICIOS PROPUESTOS
1. Se considera la región del plano determinada por las inecuaciones:
x + 3 ≥ y
8 ≥ x + y
y ≥ x – 3
x ≥ 0
y ≥ 0
a) Dibujar la región del plano que definen, y calcular sus vértices. b) Hallar el punto de esa región en el que la función z = 6x + 4y alcanza el valor
máximo y calcular dicho valor. 2. Una industria vinícola produce vino y vinagre. El doble de la producción de vino es
siempre menor o igual que la producción de vinagre más cuatro unidades. Por otra parte, el triple de la producción de vinagre sumado con cuatro veces la producción de vino se mantiene siempre menor o igual a 18 unidades. Hallar el número de unidades de cada producto que se deben producir para alcanzar un beneficio má-ximo, sabiendo que cada unidad de vino deja un beneficio de 800 Ptas. y cada unidad de vinagre de 200 Ptas.
3. Una fábrica de carrocerías de automóviles y camiones tiene dos naves. En la nave
A, para hacer la carrocería de un camión, se invierten 7 días-operario, para fabricar la de un coche se precisan 2 días-operario. En la nave B se invierten tres días ope-rario tanto en carrocerías de camión como de coche. Por limitaciones de mano de obra y maquinaria, la nave A dispone de 300 días operario, y la nave B de 270 días-operario. Si los beneficios que se obtienen por cada camión son de 6 millones de pesetas y por cada automóvil 2 millones de pesetas, ¿cuántas unidades de ca-da uno se deben producir para maximizar las ganancias?
4. Una entidad financiera capta depósitos y presta dinero. La captación de depósitos
lleva una hora para convencer al cliente y otra de trabajo burocrático. El préstamo de dinero lleva una hora para convencer al cliente y dos horas de trabajo burocráti-co. El máximo número de horas de trabajo disponibles es de 40 horas para con-vencer a los clientes y 60 horas para el trabajo burocrático. El beneficio obtenido por prestar dinero es 1/3 mayor que el de captar depósitos. ¿Cuántas operaciones de cada tipo le conviene realizar para obtener el máximo beneficio? Seguir los si-guiente pasos:
Expresar mediante inecuaciones el recinto definido.
Dar la función objetivo.
¿Cuántas operaciones realiza de cada tipo? 5. Una persona tiene 500.000 pesetas para invertir en dos tipos de acciones A y B. El
tipo A tiene bastante riesgo con un interés anual del 10% y el tipo B es bastante seguro con un interés anual del 7%. Decide invertir como máximo 300.000 pesetas en A y como mínimo 100.000 pesetas en B, e invertir en A por lo menos tanto co-mo en B. ¿Cómo deberá invertir sus 500.000 pesetas para maximizar sus intereses anuales?
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 23
6. Las restricciones pesqueras impuestas por la CEE obligan a cierta empresa a pes-car como máximo 2.000 toneladas de merluza y 2.000 toneladas de rape, además, en total, las capturas de estas dos especies no pueden pasar de las 3.000 tonela-das. Si el precio de la merluza es de 1.000 Ptas./Kg. y el rape del rape es de 1.500 Ptas./Kg., ¿qué cantidades debe pescar para obtener el máximo beneficio?
7. Un pastelero tiene 150 Kg. de harina, 22 Kg. de azúcar y 27.5 Kg. de mantequilla
para hacer dos tipos de pasteles P y Q. Para hacer una docena de pasteles de tipo P necesita 3 Kg. de harina, 1 Kg. de azúcar y 1 de mantequilla y para hacer una docena de tipo Q necesita 6 Kg. de harina, 0.5 Kg. de azúcar y 1 Kg. de mantequi-lla. El beneficio que obtiene por una docena de tipo P es 20 y por una docena de tipo Q es 30. Halla, utilizando las técnicas de programación lineal, el número de docenas que tiene que hacer de cada clase para que el beneficio sea máximo.
8. En una fábrica de bombillas se producen dos tipos de ellas, las de tipo normal va-
len 450 pesetas y las halógenas 600 pesetas. La producción está limitada por el hecho de que no pueden fabricarse al día más de 400 normales y 300 halógenas ni más de 500 en total. Si se vende en toda la producción, ¿cuántas de cada clase convendrá producir para obtener la máxima facturación?
9. Un hipermercado necesita como mínimo 16 cajas de langostino, 5 cajas de néco-
ras y 20 de percebes. Dos mayoristas, A y B, se ofrecen al hipermercado para sa-tisfacer sus necesidades, pero sólo venden dicho marisco en contenedores com-pletos. El mayorista A envía en cada contenedor 8 cajas de langostinos, 1 de néco-ras y 2 de percebes. Por su parte, B envía en cada contenedor 2, 1 y 7 cajas res-pectivamente. Cada contenedor que suministra A cuesta 210.000 ptas., mientras que los del mayorista B cuestan 300.000 pesetas cada uno. ¿Cuántos contenedo-res debe pedir el hipermercado a cada mayorista para satisfacer sus necesidades mínimas con el menor coste posible?
10. Se va a organizar una planta de un taller de automóviles donde van a trabajar elec-
tricistas y mecánicos; por necesidades de mercado, es necesario que haya mayor o igual número de mecánicos que de electricistas y que el número de mecánicos no supere al doble que el de electricistas. En total hay disponibles 20 electricistas y 30 mecánicos. El beneficio de la empresa por jornada es 25.000 ptas. por electri-cista y 20.000 por mecánico. ¿Cuántos trabajadores de cada clase deben elegirse para obtener el máximo beneficio?
11. Imaginemos que las necesidades semanales mínimas de una persona en proteí-
nas, hidratos de carbono y grasas son 8, 12, 9 unidades respectivamente. Supon-gamos que debemos obtener un preparado con esa composición mínima mezclan-do los productos A y B cuyos contenidos por kilogramo son los que se indican en la siguiente tabla:
Proteínas Hidratos Grasas Coste (kg)
Producto A 2 6 1 600
Producto B 1 1 3 400
¿Cuántos kilogramos de cada producto deberán comprarse semanalmente para que el costo de preparar la dieta sea mínimo?
12. Se considera la región del primer cuadrante determinada por las inecuaciones:
x + y ≤ 8 x + y ≥ 4 x + 2y ≥ 6

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 24
a) Dibujar la región y determinar sus vértices. b) Dada la función objetivo z = 3x + 2y hallar dónde alcanza dicha función su valor
mínimo y calcular éste. 13. Dada la región del plano definida por las inecuaciones
x + y – 1 ≥ 0 0 ≤ x ≤ 3 0 ≤ y ≤2
¿Para qué valores de la región es máxima la función z = 5x + 2y? 14. Un carpintero tiene que construir mesas rectangulares cuyas dimensiones no so-
brepasen 2 metros y tales que la suma de su dimensión mayor y el doble de la menor no sobrepase 4 metros. ¿Cuál es el máximo valor del perímetro de dichas mesas?
15. Una empresa fabrica dos tipos de colonia: A y B. La primera contiene un 15% de
extracto de jazmín, un 20% de alcohol y el resto es agua y la segunda lleva un 30% de extracto de jazmín, un 15% de alcohol y el resto es agua. Diariamente se dispone de 60 litros de extracto de jazmín y de 50 litros de alcohol. Cada día se pueden producir como máximo 150 litros de la colonia B. El precio de venta por li-tro de la colonia A es de 500 pesetas y el de la colonia B es 2.000 pesetas. Hallar los litros de cada tipo que deben producirse diariamente para que el beneficio sea máximo.
16. Cada mes una empresa puede gastar. Como máximo, 1.000.000 ptas. en salarios
y 1.800.000 ptas. en energía (electricidad y gasoil). La empresa sólo elabora dos tipos de productos A y B. Por cada unidad de A que elabora gana 80 ptas. y 50 ptas. por cada unidad de B. El coste salarial y energético que acarrea la elabora-ción de una unidad del producto A y una del B aparece en la siguiente tabla:
A B
Coste salarial 200 100
Coste energético 100 300
Se desea determinar cuántas unidades de cada uno de los productos A y B debe producir la empresa para que el beneficio sea máximo.
17. Los precios de venta de dos productos A y B están en la misma relación que 7 y 6.
La producción de estos está definida por las siguientes condiciones:
La producción de A es mayor o igual que la mitad de B y menor o igual que el doble de B.
La producción total es tal que si sólo se produce A, se producen 10 Kg., y si sólo se produce B, se producen 15 kg. Y si se producen conjuntamente, la producción máxima se encuentra en la recta que une los puntos anteriores.
a) Dar la función objetivo de la venta de ambos productos. b) Expresar mediante inecuaciones el recinto definido. c) Determinar los kilos que se han de producir de cada producto para obtener
el máximo beneficio. 18. Me ofrecen la posibilidad de vender hasta un máximo de 24 toneladas de dos pro-
ductos A y B. Me dan una comisión de 15.000 ptas. por tonelada vendida de A y

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 25
10.000 ptas. por tonelada vendida de B. Averiguar, razonadamente, cuántas tone-ladas debo vender de A y cuántas de B para maximizar la ganancia.
19. Una fábrica textil elabora prendas de punto de calidades A y B. Las de calidad A se
fabrican con 1 unidad de lana y 2 unidades de fibra sintética y las de calidad B con dos unidades de lana y 1 de fibra sintética. Los beneficios obtenidos en la venta de las prendas son de 1.500 ptas. para las de calidad A y 1.000 ptas. para las de cali-dad B. Sabiendo que sólo se dispone de 180 unidades de lana y 240 de fibra sinté-tica, se pide:
a) Determinar cuántas prendas de cada tipo deben elaborarse para obtener un
beneficio máximo si la producción no puede ser superior a 1.000 prendas. b) ¿A cuánto ascenderá dicho beneficio? Justificar las respuestas.
20. Una compañía fabrica dos modelos de sombrero: Bae y Viz. La fabricación de los
sombreros se realiza en las secciones de moldeado, pintura y montaje. La fabrica-ción de cada modelo Bae requiere 2 horas de moldeado, 3 de pintura y una de montaje. La fabricación del modelo Viz requiere tres horas de moldeado, 2 de pin-tura y una de montaje. Las secciones de moldeado y pintura disponen, cada una, de un máximo de 1.500 horas cada mes, y la de montaje de 600. Si el modelo Bae se vende a 10.000 pesetas y el modelo Viz a 12.000 pesetas, ¿qué cantidad de sombreros de cada tipo ha de fabricar para maximizar el beneficio mensual?
21. Se considera la función z = 20000x + 16000y. Determinar el punto en que esta
función toma valor mínimo con las siguientes restricciones:
6x + 2y ≥ 12
2x + 2y ≥ 8
4x + 12y ≥ 24
x ≥ 0
y ≥ 0
x ≤ 7
y ≤ 7
22. Optimizar la función objetivo z = y – x condicionada a:
y ≤ -x + 4
y ≥ -x + 2
y ≤ x + 2
y ≥ x-2 23. Una empresa fabrica dos tipos de rotuladores, de la clase A a 200 ptas. la unidad y
de la clase B a 150 ptas. En la producción diaria se sabe que el número de rotula-dores de la clase B no supera en 1000 unidades a los de la A; además, entre las dos clases no superan las 3000 unidades y la de la clase B no bajan de 1000 uni-dades por día. Hallar el costo máximo y mínimo de la producción diaria.
24. En un taller de motos estiman que, por término medio, la revisión normal de una
moto nueva supone 0.5 h en la sección de mecánica, y 1 h. en la sección de elec-tricidad, mientras que la revisión de una moto usada supone 3h de mecánica y 1h de electricidad. Por la revisión de una moto nueva cobran 2500 ptas. y por la revi-sión de una moto usada cobran 4500 ptas. Si la sección mecánica puede trabajar durante 9 h al día como máximo, y la de electricidad durante 8h al día, calcular cómo deben seleccionar el trabajo para obtener los máximos ingresos.
25. Podemos comprar paquetes de abono A o B. Cada paquete contiene las unidades
de potasio (K), fósforo (P) y nitrógeno (N) indicadas en la tabla.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 26
Marca K P N Precio
A 4 6 1 15
B 1 10 6 24
¿En qué proporción hay que mezclar ambos tipos de abono para obtener al míni-mo precio un abono que contenga 4 unidades de K, 23 de P y 6 de N?
26. Para fabricar los artículos A y B se dispone de 600 Kg. de acero. Para producir un
artículo A se consumen 4 Kg. de acero y, para obtener uno de B, 8 kg. Calcular cuántos artículos de cada tipo se deben fabricar para obtener el máximo beneficio, sabiendo que el precio de venta de cada artículo de tipo A es de 1200 ptas. y cada uno del tipo B es de 2000 ptas. y que, por falta de otros materiales, no se pueden fabricar más de 120 unidades del tipo A ni más de 70 unidades del tipo B.
27. En una granja se preparan dos clases de piensos, P y Q, mezclando dos productos
A y B. Un saco de P contiene 8 Kg. de A y 2 de B, y un saco de Q contiene 10 Kg. de A y 5 de B. Cada saco de P se vende a 300 ptas. y cada saco de Q a 800 ptas. Si en la granja hay almacenados 80 Kg. de A y 25 de B, ¿cuántos sacos de cada tipo de pienso deben preparar para obtener los máximos ingresos?
28. A una persona que quiere adelgazar se le ofrecen dos productos A y B para que
tome una mezcla de ambos con las siguientes recomendaciones:
No de be tomar más de 150 g de la mezcla ni menos de 50 g.
La cantidad de A debe ser igual o superior a la de B.
No debe incluir más de 100 g de A
Si 100g de A contiene 30 mg de vitaminas y 450 calorías y 100 g de B con-tienen 20 mg de vitaminas y 150 calorías
a) ¿Cuántos gramos de cada producto debe mezclar para obtener el prepara-
do más rico en vitaminas? b) ¿Y el más pobre en calorías?
29. Dos mataderos, P y Q, se encargan de suministrar la carne consumida semanal-
mente en tres ciudades, R, S y T: 20, 22 y 14 toneladas, respectivamente. El ma-tadero P produce cada semana 26 toneladas de carne, y el Q, 30. Sabiendo que los costes de transporte, por tonelada de carne, desde cada matadero de a cada ciudad, son los reflejados en la siguiente tabla:
R S T
P 1 3 1
Q 2 1 1
Determinar cuál es la distribución de transporte que supone un coste mínimo.
30. Optimizar la función z = 3x – 2y sujeta a las restricciones:
x ≥ 1
y ≥ 2
3y ≤ 24 – 2x
y + 2x ≤ 12

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 27
31. Hallar los valores máximo y mínimo de la función z = x + 2y – 2, sometida a las restricciones:
x + y – 2 ≥ 0
x – y + 2 ≥ 0
x ≤ 3
y ≥ 1
y ≤ 3
32. Se considera la función z = 2350x – 2690y. Determinar el punto en el que la fun-
ción toma valor máximo con las siguientes restricciones:
x + y ≤ 100
x ≥ 3y
x ≥ 0
y ≥ 0 33. Un fabricante produce sillas y mesas. Tiene la producción montada en dos seccio-
nes, la de montaje y la de pintura. Fabricar una mesa requiere 3 horas de montaje y 1 hora de pintura, una silla requiere 1 hora de montaje y 2 horas de pintura. La sección de montaje sólo puede funcionar 9 horas al día como máximo, mientras que la de pintura puede funcionar 8 horas a lo sumo. El beneficio que se obtiene en cada mesa es de 500 ptas. y en cada silla de 250 ptas. ¿Cuál sería la produc-ción de sillas y mesas que permitiría maximizar el beneficio?
34. Un camión puede transportar como máximo 9 Tm por viaje. En cierto viaje desea
transportar al menos 4 Tm de la mercancía A, y un peso de la mercancía B que no sea inferior a la mitad del peso que transporta de A. Sabiendo que se cobran 3 ptas. por Kg. de A y 2 ptas. por Kg. de B ¿cómo se debe cargar el camión para ob-tener la ganancia máxima?
35. En una urbanización se van a construir casas de dos tipos: A y B. La empresa
constructora dispone para ello de un máximo de 1800 millones de ptas., siendo el coste de cada tipo de casa de 30 y 20 millones respectivamente. El Ayuntamiento exige que el número total de casas no sea superior a 80. Sabiendo que el beneficio obtenido por la venta de una casa de tipo A es de 4 millones y de 3 millones por una de tipo B ¿cuántas casas deben construirse de cada tipo para obtener el má-ximo beneficio?
36. Resolver gráficamente el siguiente problema de programación lineal: Maximizar z= 0.75x + y Sujeto a:
x + 3y ≤ 15
5x + y ≤ 20
3x + 4y ≤ 24
x ≥ 0
y ≥ 0
¿Es única la solución?
37. En una granja de pollos se da una dieta “ para engordar” con una composición mí-
nima de 15 unidades de una sustancia A y otras 15 de una sustancia B. En el mer-cado sólo se encuentran dos clases de compuestos: el tipo X con una composición de una unidad de A y cinco de B, y el tipo Y, con una composición de cinco unida-des de A y una de B. El precio del tipo X es de 1000 pesetas y el del tipo Y es de 3000 pesetas. ¿Qué cantidades se han de comprar de cada tipo para cubrir las necesidades con un coste mínimo?
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 28
38. Minimizar y maximizar la función 5x + 4y en el recinto
12x + 5y ≤120
6x + 8y ≤ 180
5x + 10y ≤100
x ≥ 0
y ≥ 0
39. Maximizar z = 3x + 2y sujeta a:
-7x + 5y ≤10
-7x + 3y ≥ -15
2x – 3y ≥ -10
x ≥ 0
y ≥ 0
40. Representar el conjunto de puntos que satisfacen simultáneamente las ecuacio-
nes:
x ≤ 2 x ≥ -2 y ≤ 1 41. Maximizar la función z= 6x – 2y en el primer cuadrante con las restricciones:
y + 2x =1 2y ≥ 1 + x x ≤ ¼ Analizando la posibilidad de resolución del problema.
42. Un orfebre fabrica dos tipos de joyas. Las del tipo A precisan 1g de oro y 1,5g de
plata, vendiéndolas a 4000 ptas. cada una. Para la fabricación de las del tipo B emplea 1,5g de oro y 1g de plata, y las vende a 5000 ptas. El orfebre tiene sólo en el taller 750g de cada uno de los metales. Calcular cuántas joyas ha de fabricar de cada clase para obtener un beneficio máximo.
43. Los 400 alumnos de un colegio van a ir de excursión. Para ello se contrata el viaje
a una empresa que dispone de 8 autobuses con 40 plazas y 10 con 50 plazas, pe-ro sólo de 9 conductores para ese día. Dada la diferente capacidad y calidad, el al-quiler de cada autobús de los grandes cuesta 8000 ptas. y el de cada uno de los pequeños, 6000 ptas. ¿Cuántos autobuses de cada clase convendrá alquilar para que el viaje resulte lo más económico posible?
44. Un quiosco vende bolígrafos a 20 ptas. y cuadernos a 30 ptas. y pretendemos
comprar los mismos cuadernos que bolígrafos por lo menos. ¿Cuál será el número máximo de piezas que podemos comprar?
45. Cierto fabricante produce dos artículos A y B, para los que requiere la utilización de
dos secciones de producción: sección de montaje y sección de pintura. La fabrica-ción del artículo A requiere una hora de trabajo en la sección de montaje y dos ho-ras en la de pintura, y la del artículo B tres horas en la sección de montaje y una hora en la de pintura. La sección de montaje sólo puede estar en funcionamiento nueve horas diarias, mientras que la de pintura sólo ocho horas cada día. El bene-ficio que se obtiene produciendo el artículo B es doble que produciendo el artículo A. Calcular la producción diaria de los artículos A y B que maximiza los beneficios.
46. Se desea obtener tres elementos químicos a partir de las sustancias A y B. Un kilo
de A contiene 8 gramos del primer elemento, 1 gramo del segundo y 2 del tercero;

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 29
un kilo de B tiene 4 gramos del primer elemento, 1 gramo del segundo y 2 del ter-cero. Si se desea obtener al menos 16 gramos del primer elemento y las cantida-des del segundo y del tercero han de ser como mucho 5 y 20 gramos respectiva-mente y la cantidad de A es como mucho el doble que la de B, calcule los kilos de A y los de B que han de tomarse para que el coste sea mínimo si un kilo de A vale 200 ptas. y uno de B 1000 ptas. ¿Puede eliminarse alguna restricción?
47. Un fabricante de aviones produce en dos fábricas tres tipos de aparatos: el A, el B
y el C. Se ha comprometido a entregar semanalmente a un emirato árabe 12 avio-nes del tipo A, 8 del tipo B y 24 del tipo C. Al fabricante le cuesta 2 millones de pe-setas diarias el funcionamiento de la primera fábrica y 1’6 millones el de la segun-da. La primera fábrica produce, en un día, 6 aviones tipo A, 2 tipo B y 4 tipo C mientras que la segunda produce, respectivamente, 2, 2 y 12. ¿Cuántos días por semana debe trabajar cada fábrica para, cumpliendo el contrato con el emir, con-seguir reducir al máximo los costos de funcionamiento de las fábricas?
48. Considerar la función z = 1.5x + y en el conjunto:
x ≥ 0
y ≥ 0
3x + 2y- 2 ≥ 0
3x + 4y –12 ≤ 0
Comprobar que esta función alcanza su valor mínimo en más de un punto. 49. Maximizar z = x + y sujeta a:
x + 3y ≤ 26
4x + 3y ≤ 44
2x + 3y ≤ 28
x ≥ 0
y ≥ 0
50. La casa X fabrica helados A y B, hasta un máximo diario de 1000 kg. La fabrica-
ción de un Kg. de A cuesta 180 ptas. , y uno de B, 150. Calcule cuántos Kg. de A y B deben fabricarse, sabiendo que la casa dispone de 270000 Ptas./día y que un Kg. de A deja un margen igual al 90% del que deja uno de B.
51. En la región determinada por:
x + 2y ≤ 3
x – y ≤ 1
x ≥ -1
y ≥ -1 Hallar el máximo y el mínimo de la función z = x + y.
52. Una compañía aérea tiene dos aviones A y B para cubrir un determinado trayecto.
El avión A debe hacer más veces el trayecto que el avión B pero no puede sobre-pasar 120 viajes. Entre los dos aviones deben hacer más de 60 vuelos pero no menos de 200. En cada vuelo A consume 900 litros de combustible y B 700 litros. En cada viaje del avión A la empresa gana 300000 ptas. y 200000 por cada viaje del B. ¿Cuántos viajes debe hacer cada avión para obtener el máximo de ganan-cias? ¿Cuántos vuelos debe hacer cada avión para que el consumo de combusti-ble sea mínimo?
53. Pablo dispone de 12000 ptas. para gastar en libros y discos. A la tienda donde
acude, el precio de los libros es de 400 Ptas. y el de discos es de 1200 ptas. Su-poniendo que desea comprar como mucho doble número de libros que de discos, se pide:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 30
a) Formular el problema y representarlo gráficamente. b) Contestar razonadamente si puede comprar 12 libros y 6 discos. En caso
afirmativo, indicar si gasta todo su presupuesto. c) ¿Puede adquirir 15 libros y 5 discos?, ¿cuánto dinero le sobra? Razonar la
respuesta. 54. En un problema de programación lineal se desea minimizar la función lineal
3x + 4y + 2(10 – x) + 3(18 – y) con las siguientes restricciones:
x ≥ 0
y ≥ 0
10- x ≥ 0
18 – y ≥ 0
x + y ≤13
(10-x) + (18-y) ≤15
Se pide: a) Representación gráfica del conjunto factible b) Hallar las coordenadas de todos sus vértices. c) Hallar todas las soluciones óptimas.
55. En una pequeña empresa se fabrican diariamente sólo dos tipos de aparatos, A y
B. Como máximo pueden fabricarse 3 aparatos de cada tipo y, obligatoriamente, al menos 1 artículo del tipo B. Indicar todas las posibilidades de fabricación si se quieren obtener unas ventas superiores a 6000 ptas., teniendo en cuenta que los precios de los artículos A y B son de 3000 y 1000 ptas., respectivamente.
56. Represente la región del plano delimitada por:
x + 2y ≥ 6
3x + 2y ≥ 12
x ≥ 0
y ≥ 0
¿Es posible maximizar y minimizar la función z = 4x + 3y en ella? Razone la res-puesta y, en caso afirmativo, indique en qué puntos se consigue el máximo.
57. Se dispone de 600 g de un determinado fármaco para elaborar pastillas grandes y
pequeñas. Las grandes pesan 40 g y las pequeñas 30 g. Se necesitan al menos tres pastillas grandes y al menos el doble de pequeñas que de grandes. Cada pas-tilla grande proporciona un beneficio de 20 ptas. y la pequeña de 10 ptas. ¿Cuán-tas pastillas se han de elaborar de cada clase para que el beneficio sea máximo?
58. Maximizar y minimizar la función z = x – y/3 sujeta a las siguientes restricciones:
2x – y ≥-3 y + 3x ≤ 3 y ≤ 3 59. Se considera la función z = 12x + 8y. Determinar el punto donde la función toma su
valor mínimo con las siguientes restricciones:
20x + 25y ≥ 100 35x +10y ≥ 70 60. En unos grandes almacenes necesitan entre 6 y 15 vigilantes cuando están abier-
tos al público y entre 4 y 7 vigilantes nocturnos. Por razones de seguridad, debe haber más vigilantes cuando están abiertos. Si el salario nocturno es un 60% más
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 31
alto que el diurno, ¿cómo debe organizarse el servicio para que resulte lo más económico posible?
61. La Compañía Hierros del Norte debe decidir cuántas toneladas de acero puro X y
cuántas de chatarra Y se deben utilizar en la preparación de una aleación para un cliente. El costo por tonelada de acero puro es de 3 y el de chatarra 6 (por las im-purezas); la demanda del cliente es de por lo menos 5, y él aceptaría más si así se requiere. La disponibilidad de X es 4 toneladas y 7 la de Y. La relación entre chata-rra y acero puro no puede exceder 7/8. La fábrica tiene 18 horas disponibles para derretir y fundir; una tonelada de acero puro requiere 3 horas mientras que la de chatarra sólo 2 horas.
a) Escribir el problema de programación lineal b) Resolverlo gráficamente.
62. Desde dos almacenes A y B, se tiene que distribuir fruta a tres mercados de la ciu-
dad. El almacén A dispone de 10 toneladas de fruta diarias y el B de 15 toneladas, que se reparten en su totalidad. Los dos primeros mercados necesitan, diariamen-te, 8 toneladas de fruta, mientras que el tercero necesita 9 toneladas diarias. El coste del transporte desde cada almacén a cada mercado viene dado por el si-guiente cuadro:
Almacén Mercado 1 Mercado 2 Mercado 3
A 10 15 20
B 15 10 10
Planificar el transporte para que el coste sea mínimo.
63. Para el tratamiento de cierta enfermedad, hay que administrar tres vitaminas: X,Y,
Z. Cada semana es preciso consumir, al menos, 437 mg de la vitamina X, 270 mg de la Y y 199 mg de la Z. Estas vitaminas se presentan en dos preparados: el A, con comprimidos de 80 mg que cuestan 25 ptas. y cuya composición es de un 20% de X, 40% de Y y 40% de Z; y el preparado B, cuyos comprimidos pesan 90mg, cuestan 30 pesetas y tienen una composición de 30% de X, 60% de Y y 10% de Z. ¿Qué número de comprimidos de cada preparado harán más económico el trata-miento? ¿Se puede prescindir de alguna restricción en este problema? ¿Por qué?
64. Dibujar el polígono de vértices (10,0), (11,0) y (6,6), y averiguar en qué punto (x, y)
de la región limitada por ese polígono, alcanza el máximo la función z = 7x + 4y. 65. Unos grandes almacenes desean liquidar 200 camisas y 100 pantalones de la
temporada anterior. Para ello, lanzan dos ofertas, A y B: La oferta A consiste en un lote de una camisa y un pantalón, que se vende a 3000 ptas.; la oferta B consiste en un lote de tres camisas y un pantalón, que se vende a 5000 ptas. No se desea ofrecer menos de 20 lotes de la oferta A ni menos de 10 de B. ¿Cuántos lotes ha de vender de cada tipo para maximizar la ganancia?
66. Un veterinario ha recomendado que durante un mes, un animal enfermo tome dia-
riamente para su recuperación, al menos, 4 unidades de hidratos de carbono, 23 de proteínas y 6 de grasa. En el mercado se encuentran dos marcas de pienso A y B con la siguiente composición:
Marca Hidratos Proteínas Grasa Precio
A 4 6 1 100 ptas.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 32
B 1 10 6 160 ptas.
¿Cómo deben combinarse ambas marcas para obtener la dieta deseada al mínimo precio?
67. Optimizar la función z = 3x – 2y sujeta a las restricciones:
x ≥ 1
y ≥ 2
3y ≤ 24 – 2x
y+2x ≤12 68. Minimizar la función z = 4x + 12y sujeta a las restricciones:
y ≥ 0
3y – 2x ≤ 5
y + x ≤ 5
3y + x ≥ 2 69. Con el comienzo del curso se van a lanzar unas ofertas de material escolar. Unos
almacenes quieren ofrecer 600 cuadernos, 500 carpetas y 400 bolígrafos para la oferta, empaquetándolo de dos formas distintas; en el primer bloque, pondrán 2 cuadernos, 1 carpeta y 2 bolígrafos; en el segundo, pondrán 3 cuadernos, 1 carpe-ta y 1 bolígrafo. Los precios de cada paquete serán 650 y 700 ptas., respectiva-mente. ¿Cuántos paquetes les conviene poner de cada tipo para obtener los má-ximos beneficios?
a) Escribir el problema de Programación Lineal b) Resolver gráficamente
70. María distribuye su tiempo de ocio entre discoteca y cine. Cada vez que va a la discoteca gasta por término medio 600 ptas., mientras que si va al cine su gasto es de 400 ptas. En cierto mes su presupuesto para ocio asciende a 12000 ptas. y desea ir a la discoteca al menos tantas veces como al cine.
a) ¿Cuántas veces puede ir a cada sitio? Plantear el problema algebraicamen-
te y dar su representación gráfica. b) ¿Puede ir 10 veces a cada uno de los sitios? ¿Gasta todo su presupuesto? c) Si decide ir a la discoteca solamente, ¿cuántas veces podrá hacerlo como
máximo? d) Si María quiere maximizar el número total de veces que puede acudir a di-
vertirse, determinar gráficamente cuántas veces irá a la discoteca y cuántas al cine.
71. En un país hay dos fuentes de carbón, A y B, y tres centros de consumo, X, Y y Z.
Las fuentes producen 26 y 30 toneladas, respectivamente. Las necesidades de carbón de los tres centros, son: 20,22 y 14 toneladas, respectivamente. Si los cos-tes de transporte por tonelada de las minas a las ciudades son, en miles de pese-tas, las que se indican en el siguiente cuadro, proponer el transporte para que el coste sea mínimo.
X Y Z
A 1 3 1
B 2 1 1
72. Una empresa elabora dos productos, cada uno de ellos en una cantidad que es
múltiplo de 1000. Conoce que la demanda, de ambos productos conjuntamente es mayor que 3000 unidades y menor que 6000 unidades. Asimismo, sabe que la

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 33
cantidad que se demanda de un producto es mayor que la mitad y menor que el doble de la del otro. Si la empresa desea vender toda la producción:
a) ¿De cuántos modos puede organizar la producción? b) Para obtener los máximos beneficios, ¿cuánto ha de ser la producción de
cada uno de ellos si uno lo vende a un precio que es el triple que el del otro?
73. En un almacén hay 100 cajas de tipo A y 100 cajas de tipo B. La siguiente tabla
nos informa del peso, del volumen y del valor de cada una:
Tipo Peso (en Kg.) Volumen(en dm3) Valor
A 100 30 75000
B 200 40 125000
Una camioneta puede cargar 10000 Kg. y un volumen máximo de 2400 dm3. Ave-riguar cómo han de cargarla para que el valor de las cajas que lleve sea lo más al-to posible.
74. Un ganadero debe suministrar un mínimo de 4 mg de vitamina A y 6 de vitamina B
por cada kilogramo de pienso que da a sus reses. Dispone, para ello, de dos tipos de pienso, F y G, cuyos contenidos vitamínicos por kilo son los siguientes:
A B
F 2 6
G 4 3
El kilo de pienso F vale 40 ptas. y el de G, 60 ptas. ¿Cómo debe mezclar los pien-sos para suministrar la vitaminas requeridas a un coste mínimo?
75. Sea el recinto poligonal convexo definido por el sistema de inecuaciones:
x – 4y ≥ -4
x + 2y – 4 ≤ 0
x ≥ 0
y ≥ 0
Se pide:
a) Dibujarlo y hallar sus vértices. b) Razonar si es posible maximizar en él la función z = x + 2y. c) En caso afirmativo, calcular el valor óptimo correspondiente y puntos donde
se alcanza. 76. Dado el siguiente sistema de desigualdades lineales:
x + 4y ≤ 16
x + 2y ≤ 10
2x + y ≤ 14
x ≥ 0
y ≥ 0
a) Representarlo gráficamente. b) Maximizar z = 3x + 5y sujeta a las restricciones anteriores. c) Discutir razonadamente si el resultado obtenido en el apartado b) seguiría
siendo el mismo al añadir la condición x ≤ 5.
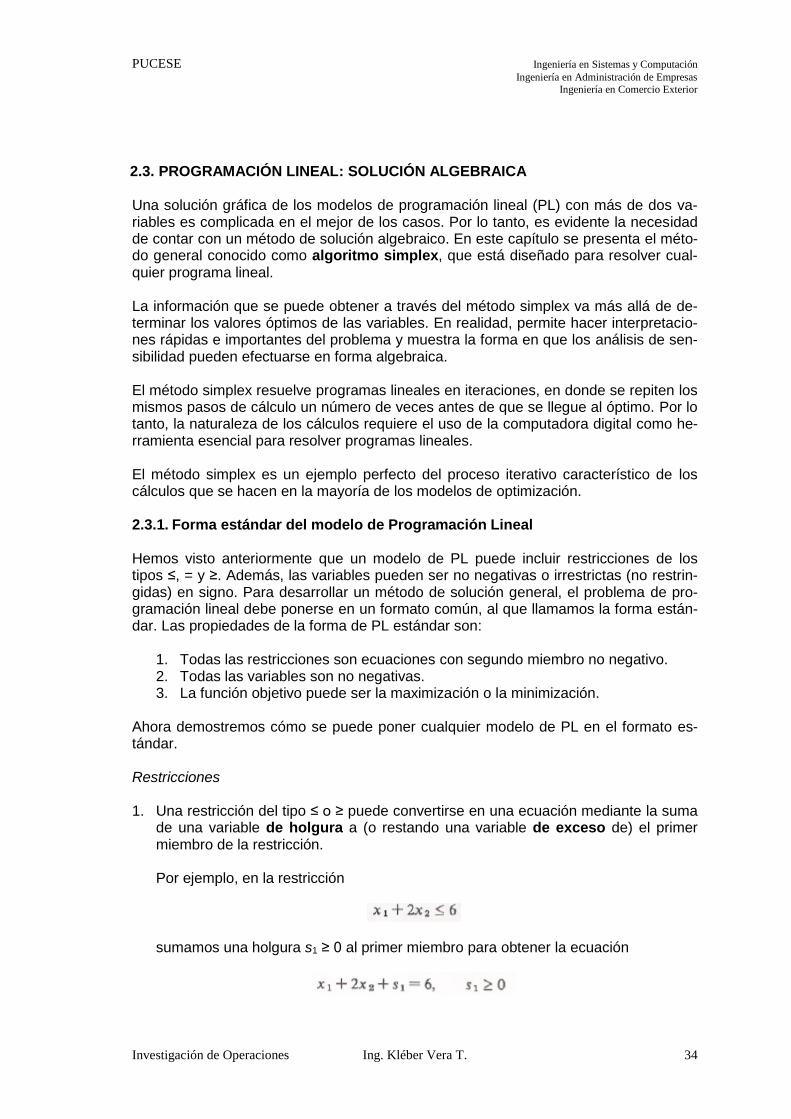
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 34
2.3. PROGRAMACIÓN LINEAL: SOLUCIÓN ALGEBRAICA Una solución gráfica de los modelos de programación lineal (PL) con más de dos va-riables es complicada en el mejor de los casos. Por lo tanto, es evidente la necesidad de contar con un método de solución algebraico. En este capítulo se presenta el méto-do general conocido como algoritmo simplex, que está diseñado para resolver cual-quier programa lineal. La información que se puede obtener a través del método simplex va más allá de de-terminar los valores óptimos de las variables. En realidad, permite hacer interpretacio-nes rápidas e importantes del problema y muestra la forma en que los análisis de sen-sibilidad pueden efectuarse en forma algebraica. El método simplex resuelve programas lineales en iteraciones, en donde se repiten los mismos pasos de cálculo un número de veces antes de que se llegue al óptimo. Por lo tanto, la naturaleza de los cálculos requiere el uso de la computadora digital como he-rramienta esencial para resolver programas lineales. El método simplex es un ejemplo perfecto del proceso iterativo característico de los cálculos que se hacen en la mayoría de los modelos de optimización. 2.3.1. Forma estándar del modelo de Programación Lineal Hemos visto anteriormente que un modelo de PL puede incluir restricciones de los tipos ≤, = y ≥. Además, las variables pueden ser no negativas o irrestrictas (no restrin-gidas) en signo. Para desarrollar un método de solución general, el problema de pro-gramación lineal debe ponerse en un formato común, al que llamamos la forma están-dar. Las propiedades de la forma de PL estándar son:
1. Todas las restricciones son ecuaciones con segundo miembro no negativo. 2. Todas las variables son no negativas. 3. La función objetivo puede ser la maximización o la minimización.
Ahora demostremos cómo se puede poner cualquier modelo de PL en el formato es-tándar. Restricciones 1. Una restricción del tipo ≤ o ≥ puede convertirse en una ecuación mediante la suma
de una variable de holgura a (o restando una variable de exceso de) el primer miembro de la restricción.
Por ejemplo, en la restricción
sumamos una holgura s1 ≥ 0 al primer miembro para obtener la ecuación

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 35
Si la restricción representa el límite impuesto sobre el uso del recurso, s1 represen-tará la holgura o cantidad no usada del recurso. Después, considérese la restricción
Como el primer miembro no es menor que el segundo, restamos una variable de exceso s2 ≥ 0 del primer miembro para obtener la ecuación
2. El segundo miembro de una ecuación puede hacerse siempre no negativo multipli-
cando ambos lados por -1.
Por ejemplo, 2x1 + 3x2 - 7x3 = -5 es matemáticamente equivalente a -2x1 - 3x2 + 7x3
= + 5.
3. La dirección de una desigualdad se invierte cuando ambos miembros se multipli-can por -1.
Por ejemplo, dado que 2 < 4, -2 > -4; luego entonces la desigualdad 2x1 - x2 ≤ -5 se puede reemplazar por -2x1 + x2 ≥ 5
Función objetivo Aunque el modelo estándar de programación lineal puede ser del tipo de maximización o de minimización, algunas veces sirve para convertir una forma a la otra. La maximización de una función equivale a la minimización del negativo de la misma función y viceversa. Por ejemplo,
maximizar z = 5x1 + 2x2 + 3x3 es matemáticamente equivalente a
minimizar (-z) = -5x1 - 2x2 - 3x3 Equivalencia significa que para el mismo conjunto de restricciones los valores óptimos de x1, x2 y x3 son los mismos en ambos casos. La única diferencia es que los valores de las funciones objetivo, pese a ser numéricamente iguales, figurarán con signos opuestos. 2.3.2. El método Simplex En la solución gráfica observamos que la solución óptima está asociada siempre con un punto extremo del espacio de soluciones. El método simplex está basado funda-mentalmente en este concepto. Careciendo de la ventaja visual asociada con la representación gráfica del espacio de soluciones, el método simplex emplea un proceso iterativo que principia en un punto extremo factible, normalmente el origen, y se desplaza sistemáticamente de un punto extremo factible a otro, hasta que se llega por último al punto óptimo.
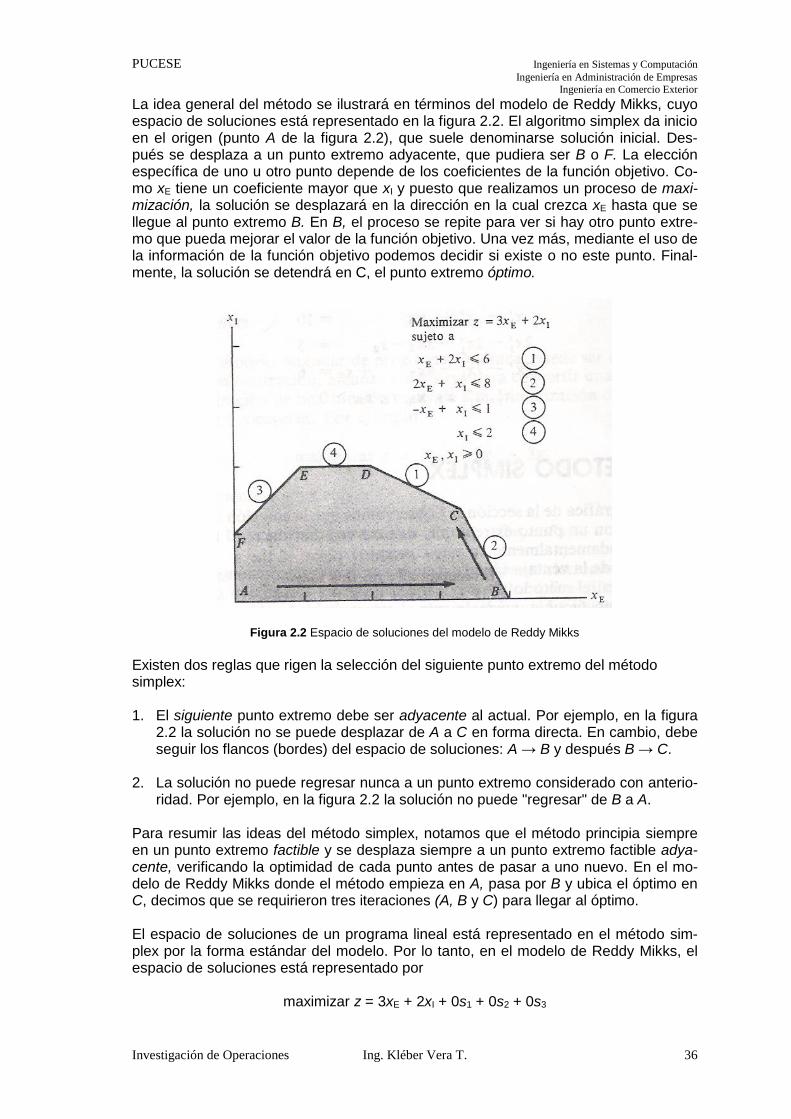
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 36
La idea general del método se ilustrará en términos del modelo de Reddy Mikks, cuyo espacio de soluciones está representado en la figura 2.2. El algoritmo simplex da inicio en el origen (punto A de la figura 2.2), que suele denominarse solución inicial. Des-pués se desplaza a un punto extremo adyacente, que pudiera ser B o F. La elección específica de uno u otro punto depende de los coeficientes de la función objetivo. Co-mo xE tiene un coeficiente mayor que xI y puesto que realizamos un proceso de maxi-mización, la solución se desplazará en la dirección en la cual crezca xE hasta que se llegue al punto extremo B. En B, el proceso se repite para ver si hay otro punto extre-mo que pueda mejorar el valor de la función objetivo. Una vez más, mediante el uso de la información de la función objetivo podemos decidir si existe o no este punto. Final-mente, la solución se detendrá en C, el punto extremo óptimo.
Figura 2.2 Espacio de soluciones del modelo de Reddy Mikks
Existen dos reglas que rigen la selección del siguiente punto extremo del método simplex: 1. El siguiente punto extremo debe ser adyacente al actual. Por ejemplo, en la figura
2.2 la solución no se puede desplazar de A a C en forma directa. En cambio, debe seguir los flancos (bordes) del espacio de soluciones: A → B y después B → C.
2. La solución no puede regresar nunca a un punto extremo considerado con anterio-
ridad. Por ejemplo, en la figura 2.2 la solución no puede "regresar" de B a A.
Para resumir las ideas del método simplex, notamos que el método principia siempre en un punto extremo factible y se desplaza siempre a un punto extremo factible adya-cente, verificando la optimidad de cada punto antes de pasar a uno nuevo. En el mo-delo de Reddy Mikks donde el método empieza en A, pasa por B y ubica el óptimo en C, decimos que se requirieron tres iteraciones (A, B y C) para llegar al óptimo. El espacio de soluciones de un programa lineal está representado en el método sim-plex por la forma estándar del modelo. Por lo tanto, en el modelo de Reddy Mikks, el espacio de soluciones está representado por
maximizar z = 3xE + 2xI + 0s1 + 0s2 + 0s3

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 37
sujeto a
El modelo consta de cuatro ecuaciones y seis incógnitas que definen completamente todos los puntos del espacio de soluciones. En general, el modelo estándar incluirá m ecuaciones y n incógnitas (m < n). Para determinar los puntos extremos directamente a partir de la forma estándar, ob-servamos que un punto extremo se identifica únicamente en forma geométrica como una intersección de los planos frontera del espacio de soluciones. Como la forma es-tándar tiene más incógnitas (= n) que ecuaciones (= m), los puntos extremos se identi-fican haciendo (n - m) variables igual a cero y después resolviendo para determinar las m incógnitas restantes. Un requisito obligatorio para la selección de (n - m) variables que se harán igual a cero es que las m variables restantes tengan una solución no negativa única (de lo contrario, no representarían un punto extremo). Para ilustrar esta idea, en la figura 2.2 que representa el espacio de soluciones de Reddy Mikks, el punto extremo A tiene xE = xI = 0, que produce s1 = 6, s2= 8, s3= 1 y s4= 2 como el punto deseado. En forma análoga, en el punto extremo B, s2 = 0 y xI = 0, lo que produce xE = 4, s1 = 2, s3 = 5 y s4 = 2. En términos algebraicos, las soluciones únicas que resultan de hacer (n - m) variables igual a cero se denominan soluciones básicas. Si una solución básica satisface las restricciones de no negatividad, se le conoce como solución básica factible. Las va-riables que se hacen igual a cero se llaman variables no básicas; las restantes se conocen como variables básicas. Los métodos simplex sólo tienen que ver con soluciones básicas (factibles) en el sen-tido de que pasan de una solución básica a otra exactamente como se muestra en la figura 2.2. Cada solución básica está asociada con una iteración. Como resultado, el número máximo de iteraciones del método simplex no puede ser mayor que el número de soluciones básicas de la forma estándar. Antes de presentar los detalles del algoritmo simplex, necesitamos demostrar cómo podemos pasar de una solución básica a otra (es decir, de un punto extremo a otro). Utilizamos el ejemplo de Reddy Mikks para explicarlo. En la figura 2.2 apreciamos que los puntos extremos A y B son adyacentes. La tabla que sigue muestra una lista de las variables no básicas y básicas asociadas con los dos puntos.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 38
La tabla muestra que el punto B (adyacente) puede generarse a partir del punto A in-tercambiando exactamente dos variables. En forma específica, xE no básica toma el lugar de s2 básica en A, con lo cual se produce el punto B adyacente en el cual xE es básica y s2 es no básica. El cambio de básico a no básico da origen a dos nombres sugerentes: la variable que entra es una variable no básica actual que "entrará" en el conjunto de variables bási-cas en la siguiente iteración (punto extremo adyacente). La variable que sale es una variable básica actual que "saldrá" de la solución básica en la iteración siguiente. Por lo tanto, al pasar de A a B, las variables que entran y salen son xE y s2 respectivamen-te. 2.3.2.1. Detalles de cálculo del Algoritmo Simplex Los pasos del algoritmo simplex son los siguientes: Paso 0: mediante el uso de la forma estándar, determínese una solución factible
básica inicial inicializando n - m variables adecuadas (no básicas) al ni-vel cero.
Paso 1: selecciónese una variable que entra de entre las variables no básicas
actuales (cero) que, cuando se incrementan arriba de cero, pueden me-jorar el valor de la función objetivo. Si no existe ninguna, deténgase; la solución básica corriente es óptima. En caso contrario, diríjase al paso 2.
Paso 2: selecciónese una variable que sale de entre las variables básicas ac-
tuales que deben hacerse igual a cero (volverse no básicas) cuando la variable que entra se vuelva básica.
Paso 3: determínese la nueva solución básica haciendo que la variable que en-
tra sea básica y que la variable que sale sea no básica. Diríjase al paso 1.
Los detalles del algoritmo simplex se explicarán mediante el uso del ejemplo de Reddy Mikks. Esto requerirá que la función objetivo y todas las restricciones se expresen en la forma estándar como
Como se mencionó, la solución inicial se determina a partir de las restricciones ha-ciendo dos variables (= 6 - 4) igual a cero, siempre que la solución resultante sea úni-ca y factible. Es evidente que al hacer xE = xI = 0, obtenemos de inmediato s1= 6, s2= 8, s3 = 1 y s4= 2 (punto A en la figura 2.2).Por lo tanto, podemos utilizar este punto como solución factible inicial. El valor de z correspondiente es cero, ya que xE y xI son cero.
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 39
Como resultado, al cambiar la función objetivo de modo que su segundo miembro sea igual a cero, podemos apreciar que los segundos miembros de la función objetivo y de las restricciones producirán automáticamente la solución inicial completa. Este es siempre el caso cuando la solución inicial consta exclusivamente de variables de hol-gura. Podemos resumir la información anterior en una tabla adecuada como sigue:
La información contenida en la tabla se lee como sigue. La columna "básica', identifica las variables básicas actuales s1, s2, s3 y s4, cuyos valores están dados en la columna de "solución". Esto supone en forma implícita que las variables no básicas xE y xI (que no están presentes en la columna "básica") están en el nivel cero. El valor de la fun-ción objetivo es z = 3 * 0 + 2 * 0 + 0 * 6 + 0 * 8 + 0 * 1 + 0 * 2 = 0, como se muestra en la columna de soluciones. ¿Cómo sabemos si la solución actual es la mejor (óptima)? Mediante el análisis de la función z, observamos que las variables cero actuales, xE y xI, tienen coeficientes ne-gativos, lo que equivale a tener coeficientes positivos en la función objetivo original. Como estamos efectuando un procedimiento de maximización, el valor de z puede mejorarse incrementando xE o xI arriba del nivel cero. Sin embargo, siempre seleccio-namos la variable con el coeficiente objetivo más negativo porque la experiencia en las operaciones de cálculo ha demostrado que esta selección tiene mayor probabilidad de conducimos a la solución óptima con rapidez. Esta observación es la base de lo que llamamos la condición de optimidad del mé-todo simplex. Esta indica que, en el caso de la maximización, si todas las variables no básicas tienen coeficientes no negativos en la función z de la tabla actual, la solución actual es óptima. De lo contrario, la variable no básica con el coeficiente más negativo se selecciona como la variable que entra. Al aplicar la condición de optimidad a la tabla inicial, seleccionamos xE como la varia-ble que entra. En este punto, la variable que sale debe ser una de las variables bási-cas actuales s1, s2, s3 y s4. Esto se logra mediante el uso de la condición de factibili-dad que selecciona la variable que sale como una variable básica actual cuyo valor llegará al nivel cero cuando la variable que entra xE llegue a su valor máximo en el punto extremo adyacente. Desde luego, necesitamos hacer esto sin el uso de la solu-ción gráfica. Sin embargo, la solución gráfica puede ayudamos a desarrollar la condi-ción de factibilidad en forma algebraica. Considérese el espacio de soluciones del modelo de Reddy Mikks de la figura 2.3. El valor factible máximo de xE es igual a la intersección positiva más pequeña (o menor) de las restricciones con el eje xE. Algebraicamente, cada una de estas intersecciones es igual a la razón del segundo miembro de la ecuación de restricciones al coeficiente positivo asociado de la variable que entra xE. Si el coeficiente de xE es negativo o cero, la restricción asociada no interseca a xE en el sentido positivo. Esto se hace evidente
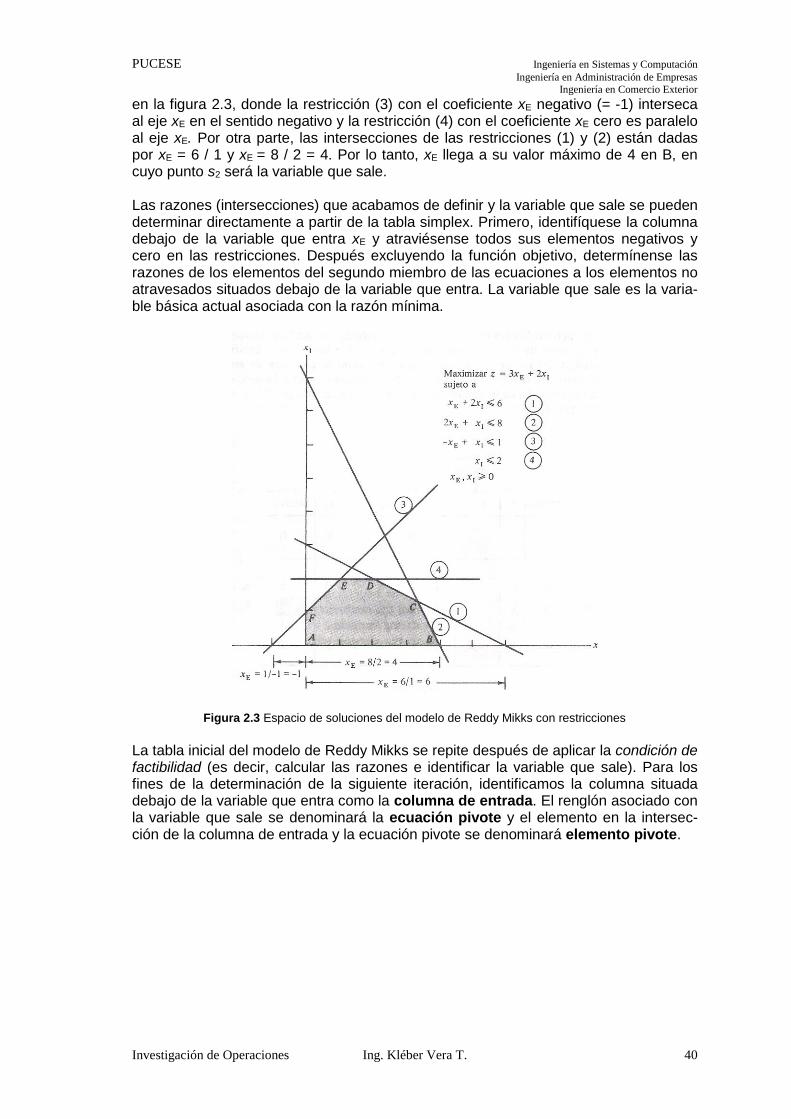
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 40
en la figura 2.3, donde la restricción (3) con el coeficiente xE negativo (= -1) interseca al eje xE en el sentido negativo y la restricción (4) con el coeficiente xE cero es paralelo al eje xE. Por otra parte, las intersecciones de las restricciones (1) y (2) están dadas por xE = 6 / 1 y xE = 8 / 2 = 4. Por lo tanto, xE llega a su valor máximo de 4 en B, en cuyo punto s2 será la variable que sale. Las razones (intersecciones) que acabamos de definir y la variable que sale se pueden determinar directamente a partir de la tabla simplex. Primero, identifíquese la columna debajo de la variable que entra xE y atraviésense todos sus elementos negativos y cero en las restricciones. Después excluyendo la función objetivo, determínense las razones de los elementos del segundo miembro de las ecuaciones a los elementos no atravesados situados debajo de la variable que entra. La variable que sale es la varia-ble básica actual asociada con la razón mínima.
Figura 2.3 Espacio de soluciones del modelo de Reddy Mikks con restricciones
La tabla inicial del modelo de Reddy Mikks se repite después de aplicar la condición de factibilidad (es decir, calcular las razones e identificar la variable que sale). Para los fines de la determinación de la siguiente iteración, identificamos la columna situada debajo de la variable que entra como la columna de entrada. El renglón asociado con la variable que sale se denominará la ecuación pivote y el elemento en la intersec-ción de la columna de entrada y la ecuación pivote se denominará elemento pivote.
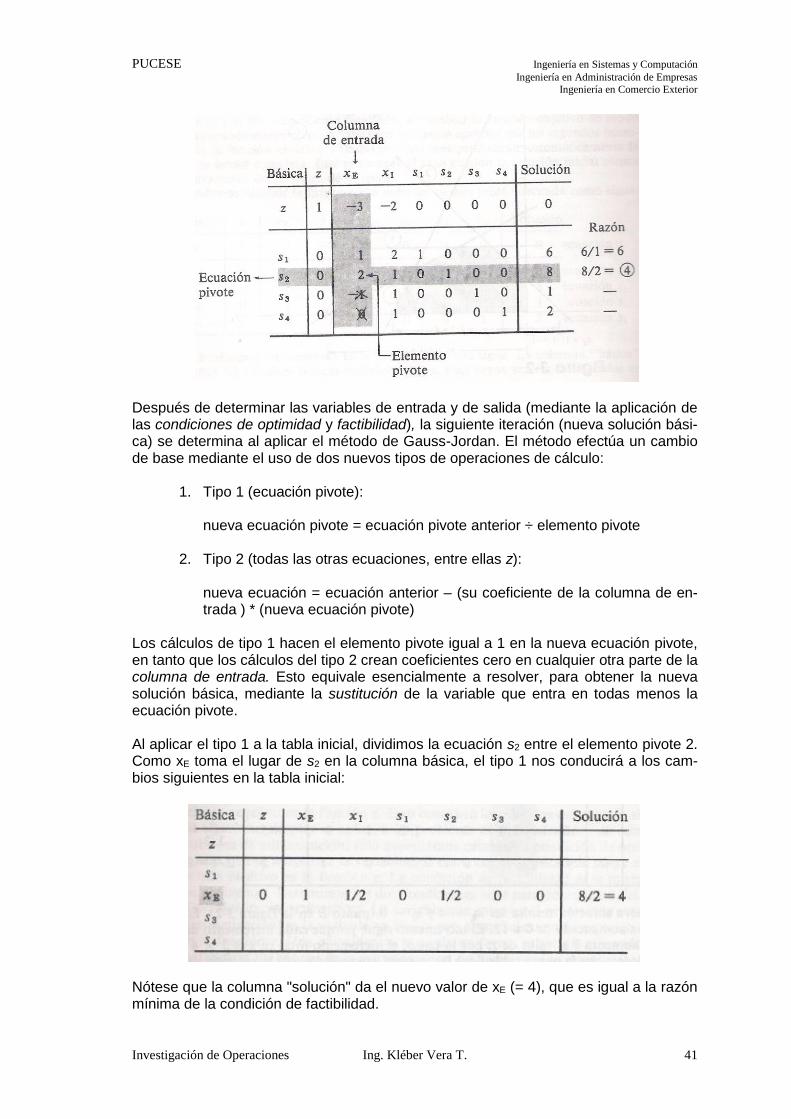
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 41
Después de determinar las variables de entrada y de salida (mediante la aplicación de las condiciones de optimidad y factibilidad), la siguiente iteración (nueva solución bási-ca) se determina al aplicar el método de Gauss-Jordan. El método efectúa un cambio de base mediante el uso de dos nuevos tipos de operaciones de cálculo:
1. Tipo 1 (ecuación pivote):
nueva ecuación pivote = ecuación pivote anterior ÷ elemento pivote
2. Tipo 2 (todas las otras ecuaciones, entre ellas z):
nueva ecuación = ecuación anterior – (su coeficiente de la columna de en-trada ) * (nueva ecuación pivote)
Los cálculos de tipo 1 hacen el elemento pivote igual a 1 en la nueva ecuación pivote, en tanto que los cálculos del tipo 2 crean coeficientes cero en cualquier otra parte de la columna de entrada. Esto equivale esencialmente a resolver, para obtener la nueva solución básica, mediante la sustitución de la variable que entra en todas menos la ecuación pivote. Al aplicar el tipo 1 a la tabla inicial, dividimos la ecuación s2 entre el elemento pivote 2. Como xE toma el lugar de s2 en la columna básica, el tipo 1 nos conducirá a los cam-bios siguientes en la tabla inicial:
Nótese que la columna "solución" da el nuevo valor de xE (= 4), que es igual a la razón mínima de la condición de factibilidad.
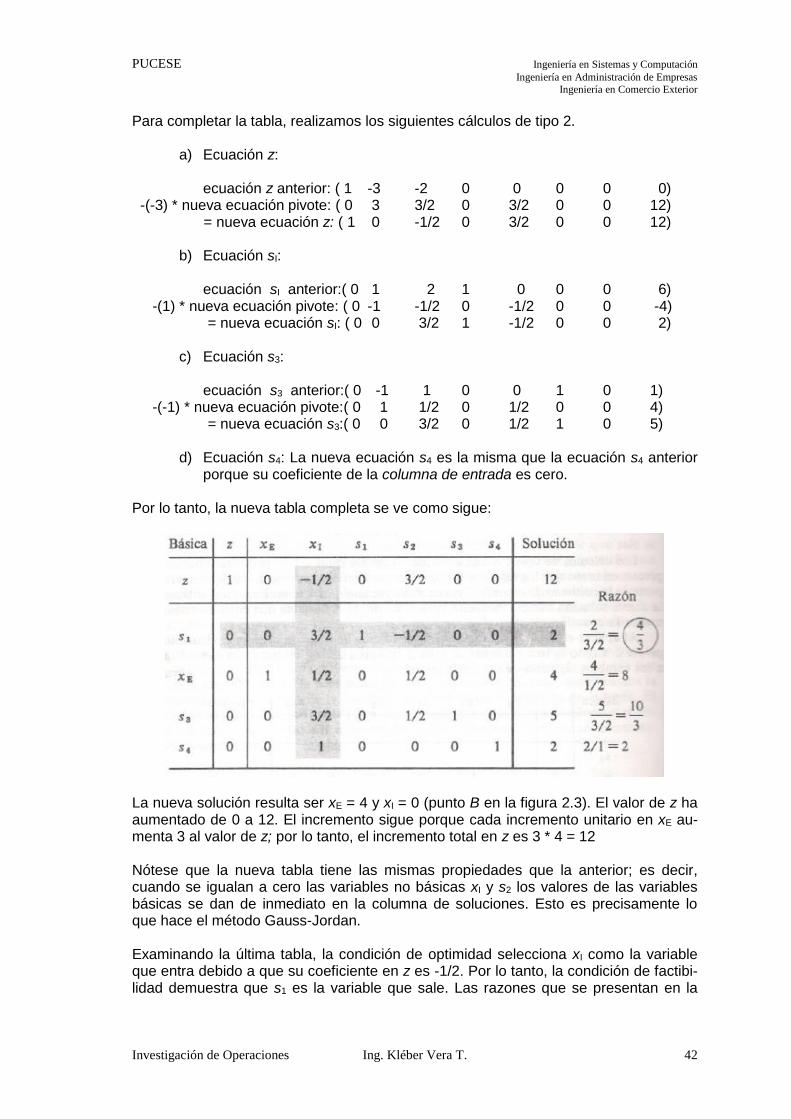
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 42
Para completar la tabla, realizamos los siguientes cálculos de tipo 2.
a) Ecuación z:
ecuación z anterior: ( 1 -3 -2 0 0 0 0 0) -(-3) * nueva ecuación pivote: ( 0 3 3/2 0 3/2 0 0 12) = nueva ecuación z: ( 1 0 -1/2 0 3/2 0 0 12)
b) Ecuación sI:
ecuación sI anterior:( 0 1 2 1 0 0 0 6) -(1) * nueva ecuación pivote: ( 0 -1 -1/2 0 -1/2 0 0 -4) = nueva ecuación sI: ( 0 0 3/2 1 -1/2 0 0 2)
c) Ecuación s3:
ecuación s3 anterior:( 0 -1 1 0 0 1 0 1)
-(-1) * nueva ecuación pivote:( 0 1 1/2 0 1/2 0 0 4) = nueva ecuación s3:( 0 0 3/2 0 1/2 1 0 5)
d) Ecuación s4: La nueva ecuación s4 es la misma que la ecuación s4 anterior porque su coeficiente de la columna de entrada es cero.
Por lo tanto, la nueva tabla completa se ve como sigue:
La nueva solución resulta ser xE = 4 y xI = 0 (punto B en la figura 2.3). El valor de z ha aumentado de 0 a 12. El incremento sigue porque cada incremento unitario en xE au-menta 3 al valor de z; por lo tanto, el incremento total en z es 3 * 4 = 12 Nótese que la nueva tabla tiene las mismas propiedades que la anterior; es decir, cuando se igualan a cero las variables no básicas xI y s2 los valores de las variables básicas se dan de inmediato en la columna de soluciones. Esto es precisamente lo que hace el método Gauss-Jordan. Examinando la última tabla, la condición de optimidad selecciona xI como la variable que entra debido a que su coeficiente en z es -1/2. Por lo tanto, la condición de factibi-lidad demuestra que s1 es la variable que sale. Las razones que se presentan en la
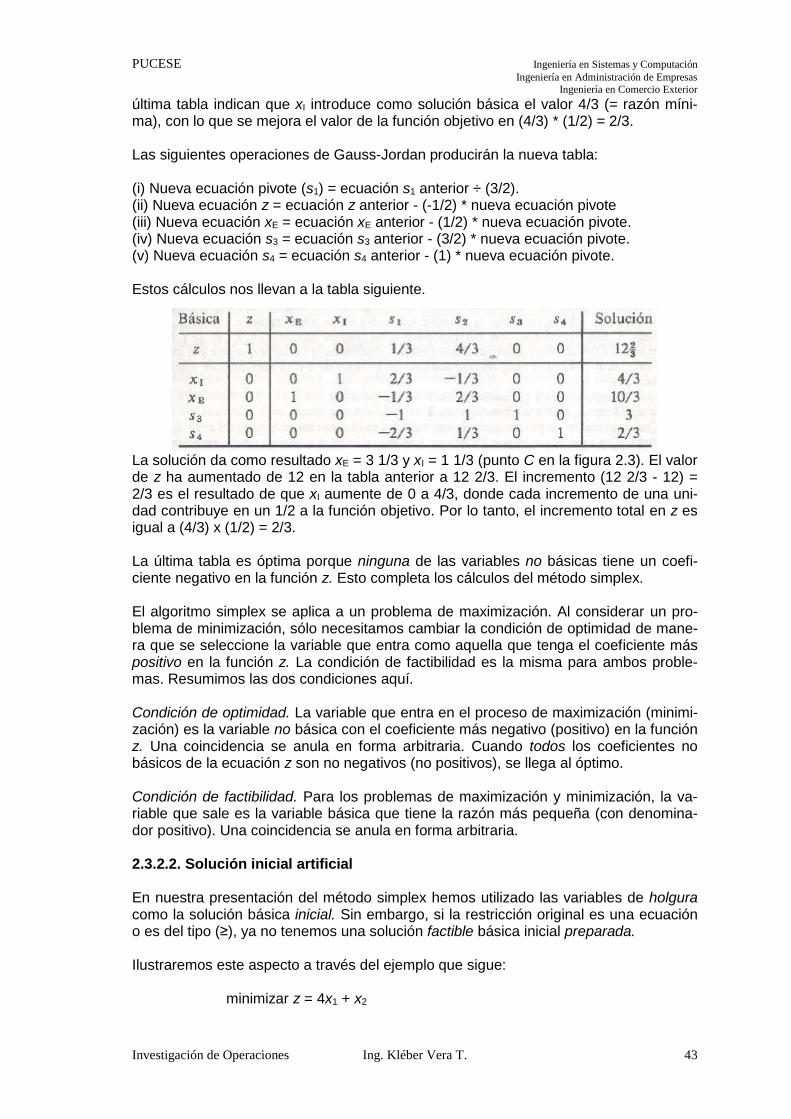
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 43
última tabla indican que xI introduce como solución básica el valor 4/3 (= razón míni-ma), con lo que se mejora el valor de la función objetivo en (4/3) * (1/2) = 2/3. Las siguientes operaciones de Gauss-Jordan producirán la nueva tabla: (i) Nueva ecuación pivote (s1) = ecuación s1 anterior ÷ (3/2). (ii) Nueva ecuación z = ecuación z anterior - (-1/2) * nueva ecuación pivote (iii) Nueva ecuación xE = ecuación xE anterior - (1/2) * nueva ecuación pivote. (iv) Nueva ecuación s3 = ecuación s3 anterior - (3/2) * nueva ecuación pivote. (v) Nueva ecuación s4 = ecuación s4 anterior - (1) * nueva ecuación pivote. Estos cálculos nos llevan a la tabla siguiente.
La solución da como resultado xE = 3 1/3 y xI = 1 1/3 (punto C en la figura 2.3). El valor de z ha aumentado de 12 en la tabla anterior a 12 2/3. El incremento (12 2/3 - 12) = 2/3 es el resultado de que xI aumente de 0 a 4/3, donde cada incremento de una uni-dad contribuye en un 1/2 a la función objetivo. Por lo tanto, el incremento total en z es igual a (4/3) x (1/2) = 2/3. La última tabla es óptima porque ninguna de las variables no básicas tiene un coefi-ciente negativo en la función z. Esto completa los cálculos del método simplex. El algoritmo simplex se aplica a un problema de maximización. Al considerar un pro-blema de minimización, sólo necesitamos cambiar la condición de optimidad de mane-ra que se seleccione la variable que entra como aquella que tenga el coeficiente más positivo en la función z. La condición de factibilidad es la misma para ambos proble-mas. Resumimos las dos condiciones aquí. Condición de optimidad. La variable que entra en el proceso de maximización (minimi-zación) es la variable no básica con el coeficiente más negativo (positivo) en la función z. Una coincidencia se anula en forma arbitraria. Cuando todos los coeficientes no básicos de la ecuación z son no negativos (no positivos), se llega al óptimo. Condición de factibilidad. Para los problemas de maximización y minimización, la va-riable que sale es la variable básica que tiene la razón más pequeña (con denomina-dor positivo). Una coincidencia se anula en forma arbitraria. 2.3.2.2. Solución inicial artificial En nuestra presentación del método simplex hemos utilizado las variables de holgura como la solución básica inicial. Sin embargo, si la restricción original es una ecuación o es del tipo (≥), ya no tenemos una solución factible básica inicial preparada. Ilustraremos este aspecto a través del ejemplo que sigue:
minimizar z = 4x1 + x2

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 44
sujeto a
3x1 + x2 = 3 4x1 + 3x2 ≥ 6 x1 + 2x2 ≤ 4 x1, x2 ≥ 0
La forma estándar se obtiene aumentando una variable de exceso x3 y sumando una variable de holgura x4 a los primeros miembros de las restricciones 2 y 3. Por lo tanto, tenemos
minimizar z = 4x1 + x2 sujeto a
Tenemos tres ecuaciones y cuatro incógnitas, lo que significa que una variable debe ser no básica en cero en cualquier solución básica. A diferencia del caso donde tene-mos variables de holgura en todas y cada una de las ecuaciones, no podemos estar seguros de que al hacer una variable igual a cero, las variables básicas resultantes serán no negativas. Desde luego, podemos valernos del ensayo y error haciendo una variable igual a cero a la vez. Además de consumir mucho tiempo, el ensayo y error no es adecuado para realizar cálculos por computadora. Por lo tanto, debemos recurrir a un método más directo para obtener una solución factible básica inicial. La idea de utilizar variables artificiales es muy simple. Esta solicita que se sume una variable no negativa al primer miembro de cada ecuación que no tenga variables bási-cas iniciales evidentes. La variable agregada desempeñará la misma función que una variable de holgura, al proporcionar una variable básica inicial. Sin embargo, como estas variables artificiales no tienen significado físico desde el punto de vista del pro-blema original (de aquí el nombre "artificial"), el procedimiento será válido sólo si ha-cemos que estas variables sean cero cuando se llegue al óptimo. En otras palabras, las utilizamos sólo para iniciar la solución y después debemos hacer que sean cero en la solución final; de lo contrario, la solución resultante será no factible. Obtenemos este resultado mediante el uso de la retroalimentación de información que, a través del proceso de optimización, hará por último que las variables artificiales sean cero en la solución final siempre que exista una solución factible.Una manera lógica de lograr esto consiste en penalizar (o sancionar) las variables artificiales de la función objetivo. Dos métodos (íntimamente relacionados), que están basados en la idea de utilizar penalizaciones, se desarrollan con este fin: (1) la técnica M o método de pena-lización y (2) la técnica de dos fases (o bifásica). Ilustraremos cada técnica mediante el uso del ejemplo que se describió anteriormente. 1. La Técnica M (método de penalización) Consideraremos la forma están dar del ejemplo que acabamos de presentar:
minimizar z = 4x1 + x2

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 45
sujeto a
La primera y segunda ecuaciones no tienen variables que desempeñen el papel de una holgura. Por lo tanto, aumentamos las dos variables artificiales R1 y R2 en estas dos ecuaciones de la manera siguiente:
Podemos penalizar a R1 y R2 en la función objetivo asignándoles coeficientes positivos muy grandes en la función objetivo. Sea M > 0 una constante muy grande, entonces la programación lineal con su variable artificial se transforma en
minimizar z = 4x1 + x2 + MR1 + MR2
sujeto a
Obsérvese la razón del uso de las variables artificiales. Tenemos tres ecuaciones y seis incógnitas. Por lo tanto, la solución básica inicial debe incluir 6 - 3 = 3 variables con valor cero. Si colocamos x1, x2 y x3 en el nivel cero, inmediatamente obtenemos la solución R1 = 3, R2 = 6 y x4 = 4, que es la solución factible inicial que se requiere. Ahora, obsérvese la forma en que el "nuevo" modelo hace que R1 y R2 sean cero. Co-mo realizamos un proceso de minimización, asignando M a R1 y R2 en la función obje-tivo, el proceso de optimización que busca el valor mínimo de z asignará por último valores de cero a R1 y R2 en la solución óptima. Nótese que las iteraciones inmediatas anteriores a la iteración óptima no son de importancia para nosotros. En consecuencia, resulta inmaterial si incluyen o no variables artificiales en el nivel positivo. ¿Cómo cambia la técnica M si maximizamos en vez de minimizar? Mediante el uso de la misma lógica de penalizar la variable artificial, debemos asignarles el coeficiente -M de la función objetivo (M > 0),con lo cual se vuelve poco atractivo mantener la variable artificial en un nivel positivo en la solución óptima. Habiendo construido una solución factible inicial, debemos "condicionar" el problema de modo que cuando lo pongamos en forma tabular, la columna del lado derecho pro-ducirá la solución inicial en forma directa. Esto se hace mediante el uso de las ecua-ciones de restricciones para sustituir R1 y R2 en la función objetivo. De manera que

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 46
Por lo tanto, la función objetivo se convierte en
y la ecuación z ahora figura en la tabla como
Se puede advertir que en la solución inicial, dadas x1 = x2 = x3 = 0, el valor de z es 9M, como debe ser cuando R1 = 3 y R2 = 6. La sucesión de tablas que nos conduce a la solución óptima se presenta en la tabla 1.1. Obsérvese que éste es un problema de minimización, de manera que la variable que entra debe tener el coeficiente más positivo en la ecuación z. Se llega al óptimo cuando todas las variables no básicas tienen coeficientes z no positivos. (Recuérdese que M es una constante positiva muy grande.)
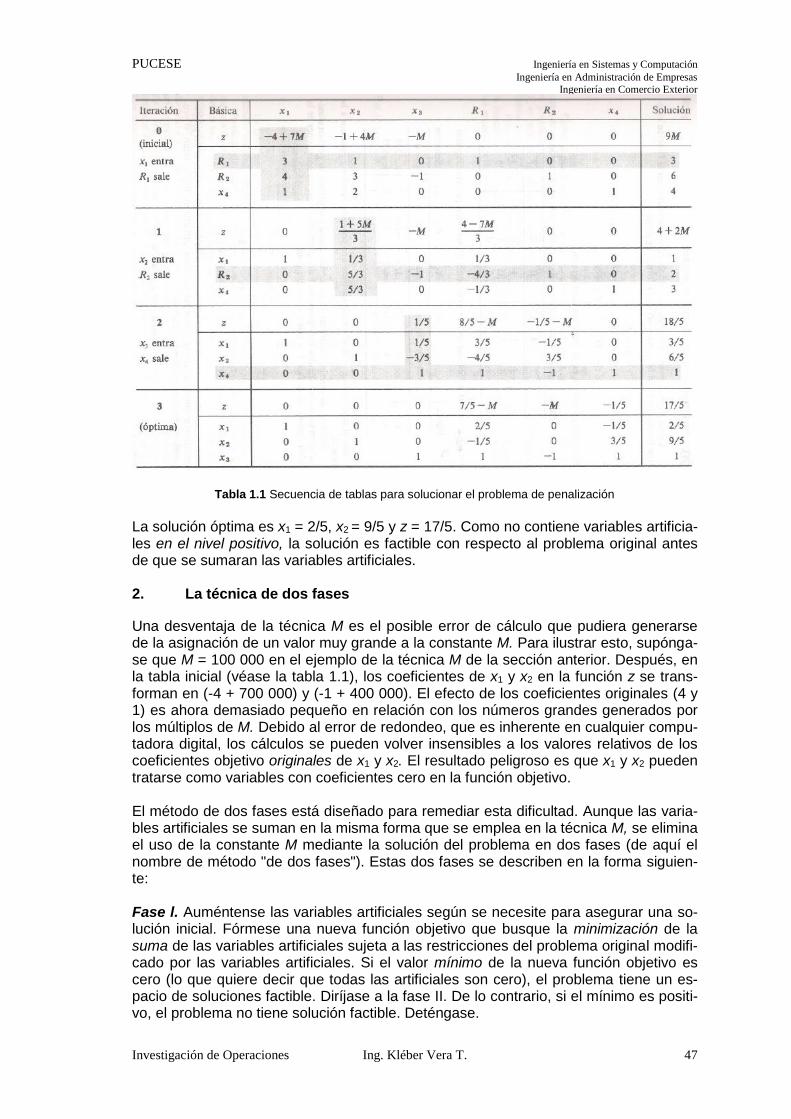
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 47
Tabla 1.1 Secuencia de tablas para solucionar el problema de penalización
La solución óptima es x1 = 2/5, x2 = 9/5 y z = 17/5. Como no contiene variables artificia-les en el nivel positivo, la solución es factible con respecto al problema original antes de que se sumaran las variables artificiales. 2. La técnica de dos fases
Una desventaja de la técnica M es el posible error de cálculo que pudiera generarse de la asignación de un valor muy grande a la constante M. Para ilustrar esto, supónga-se que M = 100 000 en el ejemplo de la técnica M de la sección anterior. Después, en la tabla inicial (véase la tabla 1.1), los coeficientes de x1 y x2 en la función z se trans-forman en (-4 + 700 000) y (-1 + 400 000). El efecto de los coeficientes originales (4 y 1) es ahora demasiado pequeño en relación con los números grandes generados por los múltiplos de M. Debido al error de redondeo, que es inherente en cualquier compu-tadora digital, los cálculos se pueden volver insensibles a los valores relativos de los coeficientes objetivo originales de x1 y x2. El resultado peligroso es que x1 y x2 pueden tratarse como variables con coeficientes cero en la función objetivo. El método de dos fases está diseñado para remediar esta dificultad. Aunque las varia-bles artificiales se suman en la misma forma que se emplea en la técnica M, se elimina el uso de la constante M mediante la solución del problema en dos fases (de aquí el nombre de método "de dos fases"). Estas dos fases se describen en la forma siguien-te: Fase l. Auméntense las variables artificiales según se necesite para asegurar una so-lución inicial. Fórmese una nueva función objetivo que busque la minimización de la suma de las variables artificiales sujeta a las restricciones del problema original modifi-cado por las variables artificiales. Si el valor mínimo de la nueva función objetivo es cero (lo que quiere decir que todas las artificiales son cero), el problema tiene un es-pacio de soluciones factible. Diríjase a la fase II. De lo contrario, si el mínimo es positi-vo, el problema no tiene solución factible. Deténgase.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 48
Fase II. Utilícese la solución básica óptima de la fase 1 como solución inicial para el problema original. Ilustraremos el procedimiento mediante el uso del ejemplo de la técnica M de la sec-ción anterior. Fase l. Como necesitamos las variables artificiales R1 y R2 en la primera y segunda ecuaciones, el problema de la fase 1 se lee como
minimizar r = R1 + R2 sujeto a
Como R1 y R2 están en la solución inicial, deben sustituirse en la función objetivo (compárese con la técnica M) en la forma siguiente:
Por consiguiente, la tabla inicial se convierte en
La tabla óptima se obtiene en dos iteraciones y está dada por
Como el mínimo es r = 0, el problema tiene una solución factible y pasamos a la fase II.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 49
Fase II. Las variables artificiales han servido ahora a su propósito y deben eliminarse en todos los cálculos subsiguientes. Esto quiere decir que las ecuaciones de la tabla óptima en la fase I se pueden escribir como
Estas ecuaciones son exactamente equivalentes a las de la forma estándar del pro-blema original (antes de que se sumen las variables artificiales). Por lo tanto, el pro-blema original se puede escribir como
Minimizar z = 4x1 + X2 sujeto a
Como se puede apreciar, la contribución principal de los cálculos de la fase I consiste en proporcionar una solución inicial preparada al problema original. Como el problema tiene tres ecuaciones y cuatro variables, al hacer la variable 4 - 3 = 1, es decir, x3 igual a cero, inmediatamente obtenemos la solución factible básica inicial x1 = 3/5, x2 = 6/5 y x4 = 1. Para resolver el problema, necesitamos sustituir las variables básicas x1 y x2 en la fun-ción objetivo como se hizo en la técnica M. Esto se logra mediante el uso de las ecua-ciones de restricciones de la manera siguiente:
Por lo tanto, la tabla inicial para la fase II se convierte en
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 50
La tabla no es óptima, ya que x3 debe entrar en la solución. Si realizamos los cálculos simplex, obtendremos la solución óptima en una iteración. Resulta interesante observar que el número de iteraciones en la técnica M y el método de dos fases son necesariamente el mismo. De hecho, existe una correspondencia uno a uno (o biunívoca) entre las tablas de ambos métodos. La ventaja del método de dos fases radica en la eliminación de la constante M. 2.3.3. Casos especiales en la aplicación del método Simplex En esta sección consideramos casos especiales que pueden presentarse en la aplica-ción del método simplex, entre los que se cuentan: 1. Degeneración. 2. Alternativas óptimas. 3. Soluciones no acotadas. 4. Soluciones inexistentes (o infactibles). El interés al estudiar estos casos especiales tiene dos sentidos: (1) presentar una ex-plicación teórica de la razón por la que se presentan estas situaciones y (2) ofrecer una interpretación práctica del significado que pudieran tener estos resultados espe-ciales en un problema verdadero. 2.3.3.1. Degeneración En la sección 2.3.2 indicamos que en la aplicación de la condición de factibilidad, una coincidencia de la razón mínima se debe descomponer en forma arbitraria para los fines de determinar la variable que sale. Sin embargo, cuando suceda esto una o más veces de las variables básicas, será necesariamente igual a cero en la siguiente itera-ción. En este caso, decimos que la nueva solución es degenerada. (En todos los ejemplos de programación lineal que hemos resuelto hasta ahora, las variables básicas tomaron siempre valores estrictamente positivos.) No hay nada alarmante con respecto al manejo de la solución degenerada, con la ex-cepción de una ligera desventaja teórica, que analizaremos brevemente. Desde el punto de vista práctico, la condición revela que el modelo tiene cuando menos una restricción redundante. Para poder dar mayor penetración en los impactos prácticos y teóricos de la degeneración, consideramos dos ejemplos numéricos. Los ejemplos ilustrativos prácticos deben aclarar mejor las ideas subyacentes a estas situaciones especiales
Mediante el uso de x3 y x4 como variables de holgura, hacemos una lista de las itera-ciones simplex para el ejemplo de la tabla siguiente. En la iteración inicial, existe una

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 51
coincidencia de la variable que sale entre x3 y x4. Esta es la razón por la que la varia-ble básica x4 tiene un valor cero en la iteración 1, con lo que se produce una solución básica degenerada. Se llega al óptimo después de que se realiza una iteración adicio-nal.
¿Cuál es la implicación práctica de la degeneración? Obsérvese la figura 2.4, que pro-porciona la solución gráfica al modelo. Tres rectas cruzan el óptimo (x1 = 0, x2 = 2). Como éste es un problema bidimensional, se dice que el punto está más que determi-nado (o sobredeterminado), ya que sólo necesitamos dos rectas para identificarlo. Por este motivo, concluimos que una de las restricciones es redundante. En la práctica, el simple conocimiento de que algunos recursos son superfluos puede probarse que es de valor durante la implantación de la solución. Esta información puede conducirnos también a descubrir irregularidades en la construcción del modelo. Por desgracia, no existen técnicas confiables para identificar restricciones redundantes directamente a partir de la tabla. En ausencia de la representación gráfica, tenemos que apoyarnos en otros medios para identificar redundancia en el modelo.
Figura 2.4 Solución degenerada
Desde el punto de vista teórico, la degeneración tiene dos implicaciones. La primera tiene que ver con el fenómeno del ciclaje o reciclaje. Si se observan las iteraciones 1 y 2 de la tabla, se verá que el valor de la función objetivo no ha mejorado (z = 18). Por lo tanto, es posible, en términos generales, que el procedimiento simplex repetiría la misma sucesión de iteraciones, sin mejorar nunca el valor de la función objetivo ni po-ner fin a los cálculos. Aunque existen métodos para manejar esta situación de manera que no ocurra el ciclaje, estos métodos podrían conducirnos a una drástica reducción en la rapidez de realización de los cálculos. Por esta razón la mayoría de los códigos

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 52
de PL no tienen provisiones para manejar el ciclaje, apoyándose en el hecho de que el porcentaje de problemas de programación lineal que presentan esta complicación sue-le ser demasiado pequeño para garantizar una implantación de rutina de los procedi-mientos de ciclaje. El segundo punto teórico se presenta en el examen de las iteraciones 1 y 2. Ambas iteraciones, pese a diferir en la clasificación de las variables como básicas y no bási-cas, producen valores idénticos de todas las variables y el valor de la función objetivo, es decir,
Por lo tanto, se genera un argumento relacionado con la posibilidad de suspender los cálculos en la iteración 1 (cuando aparece la degeneración), aunque no es óptima. Este argumento no es válido porque, en general, una solución puede ser temporal-mente degenerada. 2.3.3.2. Alternativas Óptimas Cuando la función objetivo es paralela a una restricción de enlace (o sea, una restric-ción que se satisface en el sentido de la igualdad a través de la solución óptima), la función objetivo tomará el mismo valor óptimo en más de un punto de solución. Por esta razón reciben el nombre de alternativas óptimas. El ejemplo que sigue muestra que normalmente existe un número infinito de estas soluciones. El ejemplo demuestra asimismo el significado práctico de encontrar alternativas óptimas.
La figura 2.5 demuestra la forma en que se pueden presentar alternativas óptimas en un modelo de PL cuando la función objetivo es paralela a una restricción de enlace. Cualquier punto en el segmento de recta BC representa una alternativa óptima con el mismo valor en la función z = 10.
Figura 2.5 Alternativas Óptimas

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 53
En términos algebraicos, sabemos que el método simplex es capaz de encontrar solu-ciones en puntos extremos exclusivamente. La tabla siguiente muestra que el óptimo (x1 = 0, x2 = 5/2, z = 10) se encuentra en la iteración1 en el punto B. ¿Cómo sabemos por esta tabla que existen alternativas óptimas? Obsérvense los coeficientes de las variables no básicas en la función z de la iteración 1. El coeficiente de x1 (no básica) es cero, lo que indica que x1 puede entrar en la solución básica sin alterar el valor de z, pero provoca un cambio en los valores de las variables. La iteración 2 hace precisa-mente eso (hace que x1 entre en la solución básica, lo que obligará a x4 a salir). Esto da origen al nuevo punto solución en C (x1 = 3, x2 = 1, z = 10).
Como es de esperarse, el método simplex sólo determina los puntos extremos B y C. En la práctica, el conocimiento de las alternativas óptimas es de utilidad porque da a la administración la oportunidad de elegir la solución que mejor se ajuste a su situación sin que se experimente ningún deterioro en el valor de la función. En el ejemplo, la solución en B indica que sólo la actividad 2 está en un nivel positivo, en tanto que en C ambas actividades son positivas. Si el ejemplo representa una situación de combina-ción de productos, quizá sea ventajoso desde el punto de vista de la competencia en las ventas producir dos productos en vez de uno. En este caso la solución en C sería recomendable. 2.3.3.3. Solución No Acotada En algunos modelos de programación lineal, los valores de las variables se pueden aumentar en forma indefinida sin violar ninguna de las restricciones, lo que significa que el espacio de soluciones es no acotado cuando menos en una dirección. Como resultado, el valor de la función objetivo puede crecer (caso de maximización) o decre-cer (caso de minimización) en forma indefinida. En este caso decimos que el espacio de soluciones y el valor "óptimo" de la función objetivo son no acotados. La falta de explicación en un modelo puede señalar sólo una cosa: el modelo está mal construido. Evidentemente resulta irracional hacer que un modelo produzca una ga-nancia "infinita". Las irregularidades más probables en estos modelos son (1) no se

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 54
toman en cuenta una o más restricciones redundantes y (2) no se determinan correc-tamente los parámetros (constantes) de algunas restricciones. Los ejemplos que siguen muestran cómo se puede reconocer la falta de acotación en la tabla simplex, tanto en el espacio de soluciones como en el valor de la función obje-tivo.
En la tabla inicial, x1 y x2 son candidatos para entrar en la solución.
Como x1 tiene el coeficiente más negativo, normalmente se selecciona como la varia-ble que entra. Sin embargo, nótese que todos los coeficientes de las restricciones por debajo de x2 son negativos o cero, lo que quiere decir que x2 se puede hacer crecer en forma indefinida sin que se infrinja ninguna de las restricciones. Como cada incremen-to de una unidad en x2 aumentará z en 1, un incremento infinito en x2 también dará lugar a un crecimiento infinito en z. Por lo tanto, concluimos sin hacer más cálculos que el problema no tiene solución acotada. Este resultado se puede apreciar en la figura 2.6. El espacio de soluciones no está acotado en la dirección de x2 y valor de z se puede hacer crecer en forma indefinida.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 55
Figura 2.6 Solución No Acotada
La regla general para reconocer la falta de acotación es la siguiente. Si en cualquier iteración los coeficientes de las restricciones de una variable no básica son no positi-vos, entonces el espacio de soluciones no está acotado en esa dirección. Además, si el coeficiente de la función objetivo de esa variable es negativo en el caso de la maxi-mización o positivo en el caso de la minimización, entonces el valor de la función obje-tivo tampoco está acotado. 2.3.3.4. Solución Infactible Si las restricciones no se pueden satisfacer en forma simultánea, se dice que el mode-lo no tiene solución factible. Esta situación nunca puede ocurrir si todas las restriccio-nes son del tipo ≤ (suponiendo constantes no negativas en el segundo miembro), ya que la variable de holgura produce siempre una solución factible. Sin embargo, cuando empleamos los otros tipos de restricciones, recurrimos al uso de variables artificiales que, por su mismo diseño, no ofrecen una solución factible al modelo original. Aunque se hacen provisiones (a través del uso de la penalización) para hacer que las variables artificiales sean cero en el nivel óptimo, esto sólo puede ocurrir si el modelo tiene un espacio factible. Si no lo tiene, cuando menos una variable artificial será positiva en la iteración óptima. Esta es nuestra indicación de que el problema no tiene solución facti-ble. Desde el punto de vista práctico, un espacio infactible apunta a la posibilidad de que el modelo no se haya formulado correctamente, en virtud de que las restricciones estén en conflicto. También es posible que las restricciones no estén destinadas a cumplirse en forma simultánea. En este caso, quizá se necesite una estructura del modelo total-mente diferente que no admita todas las restricciones al mismo tiempo. En el ejemplo que sigue se ilustra el caso del espacio de soluciones infactible.
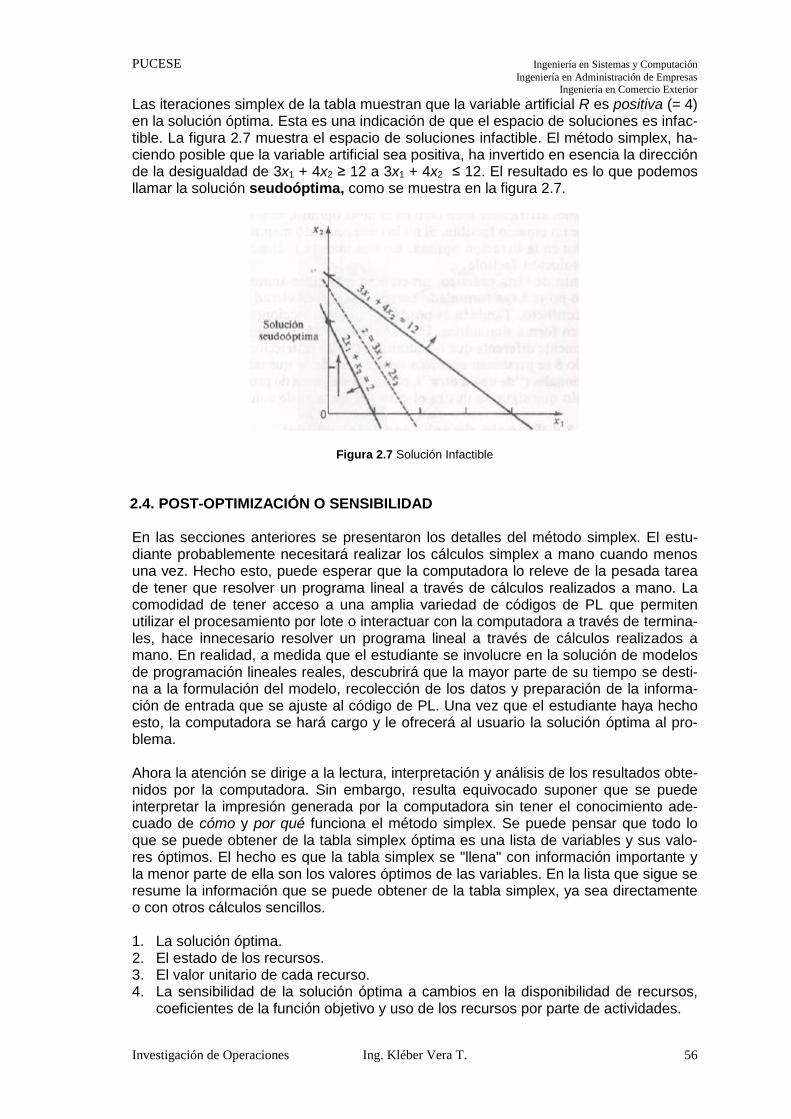
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 56
Las iteraciones simplex de la tabla muestran que la variable artificial R es positiva (= 4) en la solución óptima. Esta es una indicación de que el espacio de soluciones es infac-tible. La figura 2.7 muestra el espacio de soluciones infactible. El método simplex, ha-ciendo posible que la variable artificial sea positiva, ha invertido en esencia la dirección de la desigualdad de 3x1 + 4x2 ≥ 12 a 3x1 + 4x2 ≤ 12. El resultado es lo que podemos llamar la solución seudoóptima, como se muestra en la figura 2.7.
Figura 2.7 Solución Infactible
2.4. POST-OPTIMIZACIÓN O SENSIBILIDAD En las secciones anteriores se presentaron los detalles del método simplex. El estu-diante probablemente necesitará realizar los cálculos simplex a mano cuando menos una vez. Hecho esto, puede esperar que la computadora lo releve de la pesada tarea de tener que resolver un programa lineal a través de cálculos realizados a mano. La comodidad de tener acceso a una amplia variedad de códigos de PL que permiten utilizar el procesamiento por lote o interactuar con la computadora a través de termina-les, hace innecesario resolver un programa lineal a través de cálculos realizados a mano. En realidad, a medida que el estudiante se involucre en la solución de modelos de programación lineales reales, descubrirá que la mayor parte de su tiempo se desti-na a la formulación del modelo, recolección de los datos y preparación de la informa-ción de entrada que se ajuste al código de PL. Una vez que el estudiante haya hecho esto, la computadora se hará cargo y le ofrecerá al usuario la solución óptima al pro-blema. Ahora la atención se dirige a la lectura, interpretación y análisis de los resultados obte-nidos por la computadora. Sin embargo, resulta equivocado suponer que se puede interpretar la impresión generada por la computadora sin tener el conocimiento ade-cuado de cómo y por qué funciona el método simplex. Se puede pensar que todo lo que se puede obtener de la tabla simplex óptima es una lista de variables y sus valo-res óptimos. El hecho es que la tabla simplex se "llena" con información importante y la menor parte de ella son los valores óptimos de las variables. En la lista que sigue se resume la información que se puede obtener de la tabla simplex, ya sea directamente o con otros cálculos sencillos. 1. La solución óptima. 2. El estado de los recursos. 3. El valor unitario de cada recurso. 4. La sensibilidad de la solución óptima a cambios en la disponibilidad de recursos,
coeficientes de la función objetivo y uso de los recursos por parte de actividades.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 57
Los tres primeros elementos se encuentran fácilmente en la tabla simplex óptima. El cuarto elemento requiere otros cálculos que están basados en la información de la solución óptima. Para mostrar estos elementos, utilizamos el modelo de Reddy Mikks, que repetimos aquí.
La tabla óptima está dada como
2.4.1. Solución óptima
Desde el punto de vista de la implantación de la solución de PL, la clasificación mate-mática de las variables como básicas y no básicas no es de importancia y debe igno-rarse en su totalidad en la lectura de la solución óptima. Las variables no enlistadas en la columna "básicas" tienen necesariamente valores de cero. El resto de las variables tienen sus valores en la columna de la solución. En términos de la solución óptima del modelo de Reddy Mikks, nos interesa principalmente la mezcla de productos de la pintura para exteriores e interiores, es decir, las variables de decisión xE y xI. En la tabla óptima tenemos el resumen siguiente.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 58
2.4.2. Estado de los recursos Las restricciones se clasifican como escasas o abundantes, dependiendo respectiva-mente de si la solución óptima "consume" o no toda la cantidad disponible del recurso asociado. El objetivo es el de asegurar esta información de la tabla óptima. Primero debemos clarificar un punto. Hablar de un recurso implica que hay un límite máximo en su disponibilidad, lo que significa que la restricción debe ser originalmente del tipo ≤. Por lo tanto, las restricciones del tipo ≥ no pueden representar físicamente una restric-ción de recursos; en cambio, implican que la solución debe cumplir ciertos requisitos, como satisfacer una demanda mínima o una especificación mínima. En el modelo de Reddy Mikks tenemos cuatro restricciones del tipo ≤. Las dos prime-ras (que representan el uso de materias primas) son restricciones de recursos "autén-ticas". La tercera y cuarta restricciones tienen que ver con limitaciones de demanda impuestas por las condiciones del mercado. Podemos considerar estas restricciones como "recursos" limitados, ya que aumentar los límites de la demanda equivale a am-pliar la participación de la compañía en el mercado. En términos monetarios, esto tiene el mismo efecto que incrementar la disponibilidad de recursos físicos (como materias primas) a través de la asignación de fondos adicionales. Continuando con esta exposición, el estado de los recursos (abundante o escaso) en cualquier modelo de programación lineal puede asegurarse directamente de la tabla óptima observando los valores de las variables de holgura. En el modelo de Reddy Mikks tenemos el siguiente resumen.
Una holgura positiva significa que el recurso no se utiliza en su totalidad, o sea que es abundante; en tanto que una holgura cero indica que las actividades del modelo con-sumen toda la cantidad del recurso. En el resumen vemos que las limitaciones de la demanda (recursos 3 y 4) son "abundantes"; por lo tanto, cualquier incremento en su límite máximo simplemente los hará "más" abundantes sin afectar la solución óptima.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 59
Los recursos que se pueden incrementar para los fines de mejorar la solución (aumen-tar la ganancia o utilidad) son las materias primas A y B, ya que la tabla óptima de-muestra que son escasos. Se presentaría una pregunta lógica en forma natural: ¿a cuáles de los recursos escasos se les debe dar prioridad en la asignación de fondos adicionales para mejorar la ganancia de la manera más provechosa?. 2.4.3. Valor unitario de un recurso El valor unitario de un recurso (o precio sombra) es la tasa de mejora en el valor ópti-mo de z como resultado de incrementar la cantidad disponible de ese recurso. Esta información se obtiene fácilmente en la tabla simplex óptima. Obsérvense los coefi-cientes de la función z debajo de las variables básicas iniciales s1, s2, s3 y s4.
La teoría de la programación lineal nos dice que siempre es posible asegurar el valor unitario de un recurso a partir de coeficientes de las variables básicas iniciales de la función z óptima. No debe haber confusión en cuanto a qué coeficiente se aplica a que recurso, ya que si está asociada exclusivamente con el recurso i. 2.4.4. Cambio máximo en la disponibilidad de un recurso Normalmente se utiliza precios sombra para decidir qué recursos deben aumentarse. La meta consiste en determinar el rango de variación en la disponibilidad de un recur-so que producirá el valor unitario (precio sombra) que se encuentra en la tabla óptima. Para lograr esto, necesitamos realizar otros cálculos. Primero demostraremos cómo funciona el procedimiento y después mostraremos cómo se puede asegurar la misma información a partir de la tabla óptima. Supóngase que consideramos cambiar el primer recurso en el modelo de Reddy Mikks en la cantidad Δ1 lo que significa que la materia prima A disponible es 6 + Δ1 tonela-das. Si Δ1 es positivo, aumenta el recurso; si es negativo, el recurso disminuye. Aun-que normalmente nos interesará el caso donde aumenta el recurso (Δ1 > 0), presenta-remos ambos casos para hacer una generalización. ¿Cómo se modifica la tabla simplex al efectuarse el cambio Δ1.? La manera más senci-lla de responder la pregunta es la de aumentar Δ1 al lado derecho de la primera res-tricción en la tabla inicial y después aplicar las mismas operaciones aritméticas que se utilizaron para desarrollar las iteraciones sucesivas. Si tenemos en mente que las constantes del segundo miembro nunca se utilizan como elementos pivote, es eviden-te que el cambio Δ1 afectará sólo al segundo miembro de cada iteración. Se debe veri-ficar que las iteraciones sucesivas del modelo cambien como se indica en la tabla si-guiente:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 60
En realidad, los cambios en los segundos miembros que resultan de Δ1 se pueden obtener directamente de las tablas sucesivas. Primero, obsérvese que en cada itera-ción los elementos del nuevo segundo miembro constan de dos componentes: (1) una constante y (2) un término lineal en Δ1. Las componentes constantes son exactamente iguales al segundo miembro de la iteración antes de que se sume Δ1. Los coeficientes del término lineal en Δ1 son esencialmente aquellos que están debajo de s1 en la mis-ma iteración. Por ejemplo, en la iteración óptima las constantes (12 2/3, 4/3, 10/3, 3, 2/3) representan el segundo miembro de la tabla óptima antes de que se efectúe Δ1 y (1/3, 2/3, -1/3, -1, -2/3) son los coeficientes debajo de s1 en la misma tabla. ¿Por qué s1? Porque está asociada exclusivamente con la primera restricción. Dicho de otra manera, para cambios de segundo miembro en la segunda, tercera y cuarta restriccio-nes, debemos utilizar los coeficientes situados debajo de s2, s3 y s4 respectivamente. ¿Qué significado tiene esta información? Como hemos concluido que el cambio Δ1 afectará sólo al segundo miembro de la tabla, esto quiere decir que un cambio de este tipo sólo puede afectar la factibilidad de la solución. Por lo tanto, Δ1 no debe alterarse de manera que se haga que cualquiera de las variables (básicas) sea negativa. Esto quiere decir que Δ1 debe restringirse al intervalo o rango que mantendrá la no negati-vidad del segundo miembro de las ecuaciones de las restricciones en la tabla óptima. Esto es,
Para determinar el intervalo admisible para Δ1, consideramos dos casos.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 61
Caso 1: Δ1 > 0. La relación (1) se satisface siempre para Δ1 > 0. Las relaciones (2), (3) y (4), por otra parte, producen los siguientes límites respectivos: Δ1 ≤ 10, Δ1 ≤ 3 y Δ1 ≤ 1. Por lo tanto, las cuatro relaciones se satisfacen para Δ1 ≤ 1. Caso 2: Δ1 < 0. Las relaciones (2), (3) y (4) se satisfacen siempre para Δ1 < 0, en tanto que la relación (1) produce el límite Δ1 ≥ 2. Al combinar los casos 1 y 2, vemos que
-2 ≤ Δ1 ≤ 1 producirá siempre una solución factible. Cualquier cambio que se haga fuera de este intervalo (es decir, disminuir la materia A en más de 2 toneladas o incrementarla en más de una tonelada) nos conducirá a una condición de infactibilidad y a un nuevo conjunto de variables básicas EJERCICIOS PROPUESTOS 1. La Tom’s River Chemical Corporation debe producir 1000 libras de una mezcla
especial para un cliente compuesta de los ingredientes A, B y C. El ingrediente A cuesta $ 5 la libra, el B cuesta $ 6 y el C cuesta $ 7. No pueden usarse más de 300 libras de A y debe usarse por lo menos 150 libras de B. Además se requieren por lo menos 200 libras de C. Como la empresa desea minimizar los costos, el proble-ma consiste en encontrar qué cantidad de cada ingrediente debe usar la empresa.
2. La Revco Corporation tiene una pequeña fábrica situada en los alrededores de una
gran ciudad. Su producción se limita a dos productos industriales, Alfa y beta. El departamento de contabilidad de la empresa ha calculado las contribuciones de cada producto en $ 10 para el producto Alfa y $ 12 para el Beta. Cada producto pasa por tres departamentos de la fábrica. Los requerimientos de tiempo para cada producto y el total del tiempo disponible en cada departamento son los siguientes:
HORAS REQUERIDAS HORAS
DISPONIBLES ESTE MES
DEPARTAMENTO PRODUCTO ALFA
PRODUCTO BETA
1 2.0 2.0 1500 2 3.0 2.0 1500 3 1.0 1.0 600
3. La Dumont Company, fabricante de equipo de pruebas, tiene tres departamentos
principales para la manufactura de sus modelos S-1000 y S-2000. Las capacida-des mensuales son las siguientes:
REQUERIMIENTOS
UNITARIOS DE TIEM-PO (HORAS)
HORAS DISPONIBLES EN EL
PRESENTE MES
MODELO S-1000
MODELO S-2000
Dpto. de estructura principal 4.0 2.0 1600 Dpto. de alambrado eléctrico 2.5 1.0 1200 Dpto. de ensamblaje 4.5 1.5 1600

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 62
La contribución del modelo S-1000 es de 40.00 dólares por unidad, y la del modelo S-2000 es de 10.00 dólares por unidad. Suponiendo que la compañía pueda ven-der cualquier cantidad de cada uno de esos productos, debido a condiciones favo-rables de mercado, determínese la salida óptima para cada modelo, la contribución más alta posible para el presente mes, y el tiempo sobrante en los tres departa-mentos.
4. La Kenmore Corporation, un fabricante progresista de mecanismos civiles y milita-
res, fabrica actualmente una línea de armas para civiles, con una producción ac-tual diaria de 30 unidades del modelo Z-1200 y de 120 unidades del modelo Z-1500. El vicepresidente de manufactura quiere saber si podrían aumentarse las ganancias cambiando la mezcla de productos entre los dos modelos. Se compiló la siguiente información sobre las horas requeridas para la fabricación de cada mode-lo y las capacidades de los departamentos de la fábrica.
HORAS-HOMBRE
REQUERIDAS CAPACIDAD DEPAR-TAMENTAL (HORAS
DIARIAS) MODELO Z-1200
MODELO Z-1500
Departamento 1 2 0 300 Departamento 2 0 3 540 Departamento 3 2 2 440 Departamento 4 1 1/5 1 1/2 300 Contribución por unidad $50 $40
a) Determínese la mezcla óptima de productos suponiendo que pueden ven-
derse las cantidades. b) ¿Cuánto aumentaría la mezcla óptima la contribución a los costos fijos y a
las ganancias c) Supóngase que el precio del modelo Z-1200 se reduzca en 10.00 dólares.
¿Cuál será la mezcla óptima de productos?
La empresa está considerando un tercer producto, el modelo Z-1800, que utilizará las mismas instalaciones de los otros modelos para el mercado militar. Las capaci-dades departamentales seguirán siendo las mismas. Los requerimientos del mode-lo Z-1800 son los siguientes: departamento 1, 0.1 horas; departamento 2, 3.6 ho-ras; departamento 3, 2.2 horas, y departamento 4, 1.2 horas. La contribución del nuevo modelo es de 55.00 dólares por unidad (úsese la contribución original de los otros modelos).
d) Suponiendo que la empresa pueda vender cualquier combinación de canti-dades que pueda producir, ¿cuál es la mezcla óptima de productos y la ma-yor contribución diaria?
e) ¿Es única la respuesta a la pregunta (d)? Compruébese la respuesta. (Su-gerencia: trácese gráficamente el problema.)
5. De los muchos productos que fabrica la Arco Manufacturing Company, solo los
productos C, D, E y F pasan por los siguientes departamentos: cepillado (peque-ño); fresado (vertical); taladrado (pequeño), y ensamble (piezas pequeñas). Los requerimientos por unidad de producto en horas y contribución son los siguientes:
DEPARTAMENTO
CEPILLADO FRESADO TALADRADO ENSAMBLE CONTR. / UNIDAD

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 63
Producto C 0.5 2.0 0.5 3.0 $ 8 Producto D 1.0 1.0 0.5 1.0 $ 9 Producto E 1.0 1.0 1.0 2.0 $ 7 Producto F 0.5 1.0 1.0 3.0 $ 6
Las capacidades disponibles en este mes para los productos C, D, E y F, así como los requerimientos mínimos de ventas, son:
CAPACIDAD (HORAS)
REQUERIMIENTOS MÍNIMOS DE VENTAS
Cepillado 1800 Producto C 100 unidades Fresado 2800 Producto D 600 unidades Taladrado 3000 Producto E 500 unidades Ensamble 6000 Producto F 400 unidades
a) Determínese la cantidad de los productos C, D, E y F que habrá que fabricar
este mes para maximizar la contribución. b) Determínese la contribución total máxima de los productos C, D, E y F en este
mes. c) Determínese el tiempo sobrante en los cuatro departamentos.
6. La Cincinnati Chemical Company debe producir 10.000 libras de una mezcla espe-
cial para un cliente. La mezcla se compone de los ingredientes x1, x2 y x3. x1 cuesta 8 dólares la libra, x2 10 dólares la libra, y x3 11 dólares la libra. No pueden usarse más de 3000 libras de x1 y por lo menos deberán usarse 1500 libras de x2. Ade-más, se requieren por lo menos 2000 libras de x3.
a) Calcúlese el número de libras de cada ingrediente que habrá que emplear, a fin
de reducir al mínimo el costo total de las 10.000 libras. b) Calcúlese el costo total más bajo posible. c) ¿Hay libras sobrantes en el problema?
7. La Gray Manufacturing Company ha seguido constantemente una política de fabri-
cación de aquellos productos que contribuyan con la mayor cantidad a los costos fijos y a las ganancias. Sin embargo, siempre se ha procurado producir los reque-rimientos mínimos semanales de ventas, que son los siguientes para los productos K, L, M y N:
Producto K 25 unidades Producto L 30 unidades Producto M 30 unidades Producto N 25 unidades
Los requerimientos de producción y el tiempo disponible para la semana siguiente son: TIEMPO REQUERIDO POR PRODUCTO (HO-
RAS) TIEMPO
DISPONIBLE LA SEMANA PRÓXIMA (HORAS)
K L M N
Departamento 1 0.25 0.20 0.15 0.25 400
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 64
Departamento 2 0.30 0.40 0.50 0.30 1000 Departamento 3 0.25 0.30 0.25 0.30 500 Departamento 4 0.25 0.25 0.25 0.25 500 Contribución por unidad
$ 10.50 $ 9.00 $ 8.00 $10.00
Actualmente, la mezcla semanal de producción (considerando los requerimientos mínimos de ventas), es de:
Producto K 1533 Producto L 30 Producto M 30 Producto N 25
a) ¿Son la mezcla actual de productos y la contribución para la empresa las ópti-
mas? En caso contrario, ¿cuáles deben ser? b) ¿Qué recomendaciones deben hacerse a la empresa con respecto a las insta-
laciones de producción, basándose en las respuestas de (a)? 8. La LaCross Manufacturing Company está considerando la fabricación de una nue-
va línea de productos, compuesta de cuatro productos. Cada producto puede fa-bricarse con dos métodos diferentes y completamente distintos, uno de los cuales consta de dos procesos y el otro de tres. Se fabricarán basándose en un segundo turno. El precio de venta de esos productos y sus costos variables, así como las cantidades que probablemente puedan venderse, de acuerdo con el grupo de in-vestigaciones de mercadotecnia, son los siguientes:
PRODUCTO
1 2 3 4 Precio de venta al mayoreo (40% de descuento)
$ 100 $ 150 $ 125 $ 140
Costos variables – método A 80 135 120 135 Costos variables – método B 110 150 100 110 Cantidad que puede venderse 1000 3000 4000 6000
La sección de manufactura de la empresa ha determinado que los tiempos de ma-nufactura para cada proceso son los siguientes:
PRODUCTO
1 2 3 4 Método A Dpto. 20 3.0 3.6 2.0 3.5 Dpto. 21 9.0 10.0 8.0 9.0 Dpto. 22 1.0 1.0 0.5 0.5 Método B Dpto. 31 4.0 4.0 2.0 4.0 Dpto. 32 5.0 8.0 4.0 3.0
Horas disponibles al mes:
Departamento 20 15000 Departamento 21 50000 Departamento 22 8000 Departamento 31 10000
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 65
Departamento 32 10000 ¿Qué debe hacer la empresa en virtud de los tiempos de producción y de las posi-bles congestiones de producción, a fin de aumentar al máximo la contribución total mensual?
9. Considere el siguiente conjunto de restricciones:
Resuelva el problema a través del método simplex suponiendo que la función obje-tivo está dada de la manera siguiente:
10. Considere el siguiente modelo de Programación Lineal:
minimizar.z = x1 - 3x2 - 2x3
sujeto a
a) Resuelva el problema por el método simplex, donde la variable que entra es la variable no básica con el coeficiente de la función objetivo más positivo.
b) Resuelva el problema a través del método simplex, seleccionando siempre la variable que entra como la variable no básica con el coeficiente menos positivo.
c) Compare el número de iteraciones de los incisos (a) y (b). d) Supóngase que se cambia el sentido de optimización a maximización multipli-
cando la función objetivo de minimización por -1, en cuyo caso debemos utilizar la condición de optimidad de maximización. ¿Cómo afectaría este cambio los cálculos simplex?
11. Resuelva el problema siguiente mediante el uso de x4, x5 y x6 para la solución bási-
ca (factible) inicial:
maximizar z = 3x1 + x2 + 2x3
sujeto a
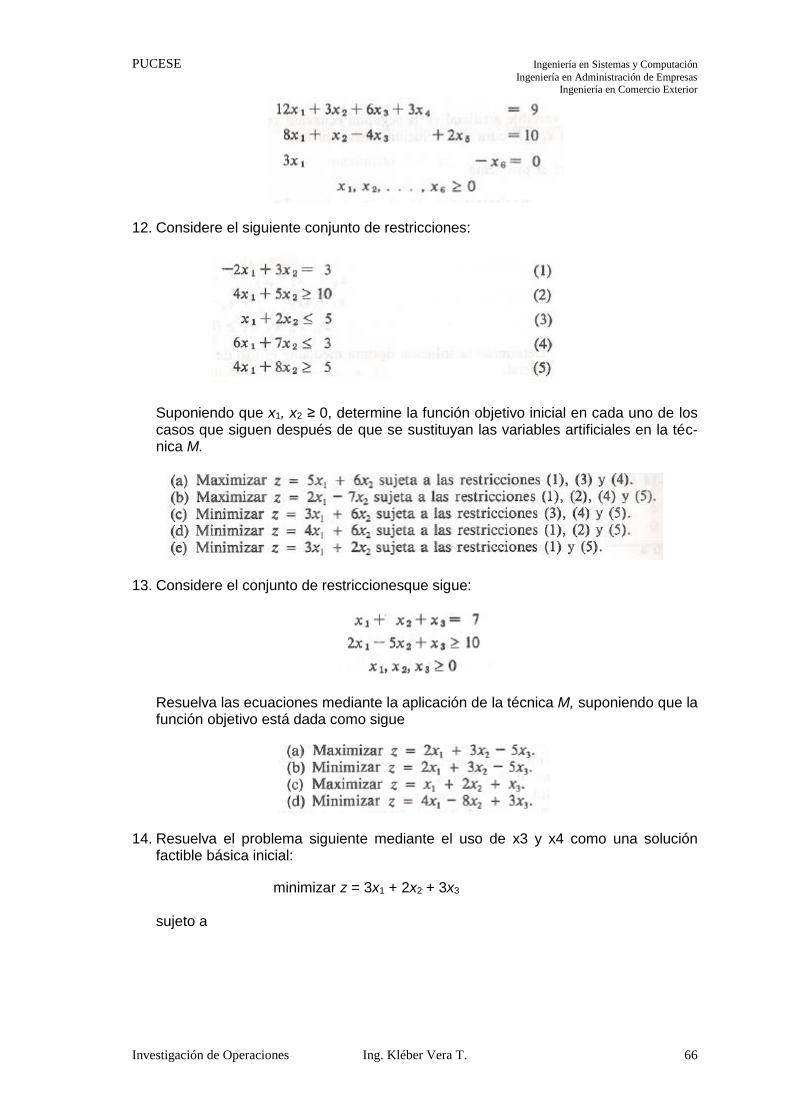
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 66
12. Considere el siguiente conjunto de restricciones:
Suponiendo que x1, x2 ≥ 0, determine la función objetivo inicial en cada uno de los casos que siguen después de que se sustituyan las variables artificiales en la téc-nica M.
13. Considere el conjunto de restriccionesque sigue:
Resuelva las ecuaciones mediante la aplicación de la técnica M, suponiendo que la función objetivo está dada como sigue
14. Resuelva el problema siguiente mediante el uso de x3 y x4 como una solución factible básica inicial:
minimizar z = 3x1 + 2x2 + 3x3
sujeto a

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 67

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 68
3. PROBLEMAS DE PROGRAMACIÓN LINEAL En este capítulo se presentan el modelo de transporte y sus variantes. En el sentido obvio, el modelo tiene que ver con la determinación de un plan de costo mínimo para transportar una mercancía desde varias fuentes (por ejemplo, fábricas) a varios desti-nos (por ejemplo, almacenes o bodegas). El modelo se puede extender de manera directa para abarcar situaciones prácticas de las áreas de control del inventario, pro-gramación del empleo, asignación de personal, flujo de efectivo, programación de ni-veles de reserva en presas y muchos otros. El modelo se puede modificar también para dar cabida a múltiples artículos. El modelo de transporte es básicamente un programa lineal que se puede resolver a través del método simplex regular. Sin embargo, su estructura especial hace posible el desarrollo de un procedimiento de solución, conocido como técnica de transporte, que es más eficiente en términos de cálculo. La técnica de transporte puede presentarse, y a menudo se hace, en forma elemental que parezca completamente separada del método simplex. No obstante, debemos destacar que la "nueva" técnica sigue esencialmente los pasos exactos del método simplex. El modelo de transporte se puede extender para cubrir varias de las aplicaciones im-portantes, entre ellas el modelo de asignación y el modelo de transbordo. Pese a ello, el problema de transporte y sus extensiones son asimismo casos especiales de mode-los de redes. 3.1. DEFINICIÓN Y APLICACIÓN DEL MODELO DE TRANSPORTE En esta sección presentamos la definición estándar del modelo de transporte. Des-pués describimos variantes del modelo que extienden su campo de aplicación a una clase más vasta de problemas reales. En sentido estricto, el modelo de transporte busca determinar un plan de transporte de una mercancía de varias fuentes a varios destinos. Entre los datos del modelo se cuentan 1. Nivel de oferta en cada fuente y la cantidad de la demanda en cada destino. 2. El costo de transporte unitario de la mercancía de cada fuente a cada destino. Como sólo hay una mercancía, un destino puede recibir su demanda de una o más fuentes. El objetivo del modelo es el de determinar la cantidad que se enviará de cada fuente a cada destino tal que se minimice el costo de transporte total. La suposición básica del modelo es que el costo de transporte en una ruta es directa-mente proporcional al número de unidades transportadas. La definición de "unidad de transporte" variará dependiendo de la "mercancía" que se transporte. Por ejemplo, podemos hablar de una unidad de transporte como cada una de las vigas de acero que se necesitan para construir un puente. O bien podemos utilizar el equivalente a la carga de un camión de la mercancía como unidad de transporte. En cualquier caso, las unidades de oferta y demanda deben ser consistentes con nuestra definición de "unidad de transporte".

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 69
La figura 3.1 representa el modelo de transporte como una red con m fuentes y n des-tinos. Una fuente o un destino está representado por un nodo. El arco que une una fuente y un destino representa la ruta por la cual se transporta la mercancía.
Figura 3.1 Red de transporte
La cantidad de la oferta en la fuente i es a¡ y la demanda en el destino j es bj. El costo de transporte unitario entre la fuente i y el destino j es cij Si xij representa la cantidad transportada desde la fuente i al destino j, entonces el mo-delo general de PL que representa el modelo de transporte es
sujeto a
El primer conjunto de restricciones estipula que la suma de los envíos desde una fuen-te no puede ser mayor que su oferta; en forma análoga, el segundo conjunto requiere que la suma de los envíos a un destino satisfaga su demanda.
El modelo que acabamos de describir implica que la oferta total debe ser cuando menos igual a la demanda total. Cuando la oferta total es igual a la
demanda total , la formulación resultante recibe el nombre de mode-lo de transporte balanceado. Este difiere del modelo sólo en el hecho de que todas las restricciones son ecuaciones, es decir

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 70
En el mundo real, no es necesariamente cierto que la oferta sea igual a la demanda o, a ese respecto, mayor que ella. Sin embargo, un modelo de transporte siempre puede balancearse. El balanceo, además de su utilidad en la representación a través de mo-delos de ciertas situaciones prácticas, es importante para el desarrollo de un método de solución que explote completamente la estructura especial del modelo de transpor-te. Los dos ejemplos que siguen presentan la idea del balanceo y también sus implica-ciones prácticas. Ejemplo 3.1 (Modelo de transporte estándar).- MG Auto Company tiene plantas en Los Angeles, Detroit y Nueva Orleans. Sus centros de distribución principales están ubicados en Denver y Miami. Las capacidades de las tres plantas durante el trimestre próximo son de 1000, 1500 y 1200 automóviles. Las demandas trimestrales en los dos centros de distribución son de 2300 y 1400 vehículos. El costo del transporte de un automóvil por tren es aproximadamente de 8 centavos por milla. El diagrama de la distancia recorrida entre las plantas y los centros de distribución es el siguiente:
El diagrama de la distancia de recorrido puede traducirse en costo por automóvil a razón de 8 centavos por milla recorrida. Esto produce los costos siguientes (redondea-dos a números enteros), que representan a cij del modelo original:
Mediante el uso de códigos numéricos para representar las plantas y centros de distri-bución, hacemos que xij represente el número de automóviles transportados de la fuente i al destino j. Como la oferta total (= 1000 + 1500 + 1200 = 3700) es igual a la demanda total (= 2300 + 1400 = 3700), el modelo de transporte resultante está balan-ceado. Por lo tanto, el siguiente modelo de PL que representa el problema tiene todas las restricciones de igualdad:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 71
Un método más compacto para representar el modelo de transporte consiste en utilizar lo que se llama tabla de transporte. Esta es una forma de matriz donde sus renglones representan las fuentes y sus columnas el destino. Los elementos de costo cij se re-sumen en la esquina noreste de la celda de la matriz (i, j). Por lo tanto, el modelo de MG se puede resumir como se ilustra en la tabla 3.1
Tabla 3.1 Tabla de transporte
La tabla de transporte es la base para el desarrollo del método especial basado en el modelo simplex para resolver el problema de transporte. Sucede que el modelo de MG tuvo la misma oferta y demanda. También tiene que ver con una sola mercancía (modelo de un solo automóvil), que es una restricción aparen-te del modelo de transporte estándar. El ejemplo 3.2 demuestra cómo se puede balan-cear siempre un modelo de transporte y el ejemplo 3.3 ilustra cómo se pueden mane-jar múltiples artículos. Téngase en mente que la razón principal para desear balancear el problema de transporte (es decir, convertir todas las restricciones a ecuaciones) es que permita el desarrollo de un procedimiento de cálculo eficiente basado en la repre-sentación que se ilustra en la tabla 3.1. Ejemplo 3.2 (Modelo de transporte con balanceo).- En el ejemplo 3.1, supóngase que la capacidad de la planta de Detroit es de 1300 automóviles (en vez de 1500). Se dice que la situación está desbalanceada (o sin balanceo) debido a que la oferta total (= 3500) no es igual a la demanda total (= 3700). Dicho de otra manera, esta situación desbalanceada significa que no será posible cu-brir toda la demanda en los centros de distribución. El objetivo consiste en volver a formular el modelo de transporte de manera que distribuya la cantidad faltante (= 3700 - 3500 = 200 vehículos) en forma óptima entre los centros de distribución. Como la demanda es mayor que la oferta, se puede agregar una fuente (planta) ficticia con una capacidad de 200 automóviles. Se permite que la planta ficticia, en condicio-nes normales, envíe su "producción" a todos los centros de distribución. Físicamente, la cantidad de unidades enviadas a un destino desde una planta ficticia representará la cantidad faltante en ese destino.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 72
La única información que falta para completar el modelo son los costos de "transporte" unitarios de la planta ficticia a los destinos. Como la planta no existe, no habrá ningún envío físico y el costo de transporte unitario correspondiente es cero. Sin embargo, podemos enfocar la situación desde otro ángulo diciendo que se incurre en un costo de penalización por cada unidad de demanda insatisfecha en los centros de distribu-ción. En este caso los costos de transporte unitarios serán iguales a los costos de pe-nalización unitarios en los diversos destinos. En la tabla siguiente se presenta un resumen del modelo balanceado con la nueva restricción de capacidad de la planta de Detroit. La planta ficticia (que se muestra en una región sombreada) tiene una capacidad de 200 automóviles.
De manera análoga, si la oferta es mayor que la demanda, podemos agregar un des-tino ficticio que absorberá la diferencia. Por ejemplo, supóngase en el ejemplo 3.1 que la demanda en Denver disminuye a 1900 vehículos. La tabla siguiente3 resume el mo-delo con el centro de distribución ficticio. Cualquier automóvil enviado de una planta a un centro de distribución ficticio representa una cantidad excedente en la planta. El costo de transporte unitario asociado es cero. Sin embargo, podemos cobrar un costo de almacenamiento por guardar el automóvil en la planta, y en este caso el costo de transporte unitario será igual al costo de almacenamiento unitario.
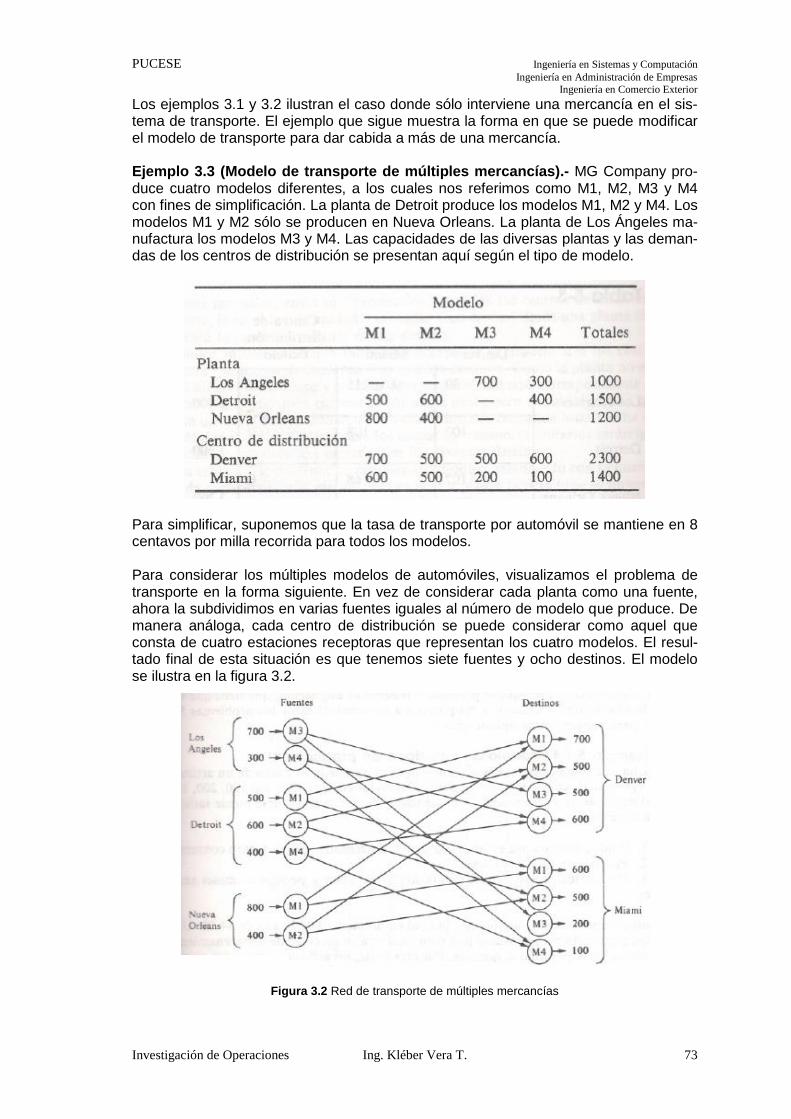
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 73
Los ejemplos 3.1 y 3.2 ilustran el caso donde sólo interviene una mercancía en el sis-tema de transporte. El ejemplo que sigue muestra la forma en que se puede modificar el modelo de transporte para dar cabida a más de una mercancía. Ejemplo 3.3 (Modelo de transporte de múltiples mercancías).- MG Company pro-duce cuatro modelos diferentes, a los cuales nos referimos como M1, M2, M3 y M4 con fines de simplificación. La planta de Detroit produce los modelos M1, M2 y M4. Los modelos M1 y M2 sólo se producen en Nueva Orleans. La planta de Los Ángeles ma-nufactura los modelos M3 y M4. Las capacidades de las diversas plantas y las deman-das de los centros de distribución se presentan aquí según el tipo de modelo.
Para simplificar, suponemos que la tasa de transporte por automóvil se mantiene en 8 centavos por milla recorrida para todos los modelos. Para considerar los múltiples modelos de automóviles, visualizamos el problema de transporte en la forma siguiente. En vez de considerar cada planta como una fuente, ahora la subdividimos en varias fuentes iguales al número de modelo que produce. De manera análoga, cada centro de distribución se puede considerar como aquel que consta de cuatro estaciones receptoras que representan los cuatro modelos. El resul-tado final de esta situación es que tenemos siete fuentes y ocho destinos. El modelo se ilustra en la figura 3.2.
Figura 3.2 Red de transporte de múltiples mercancías
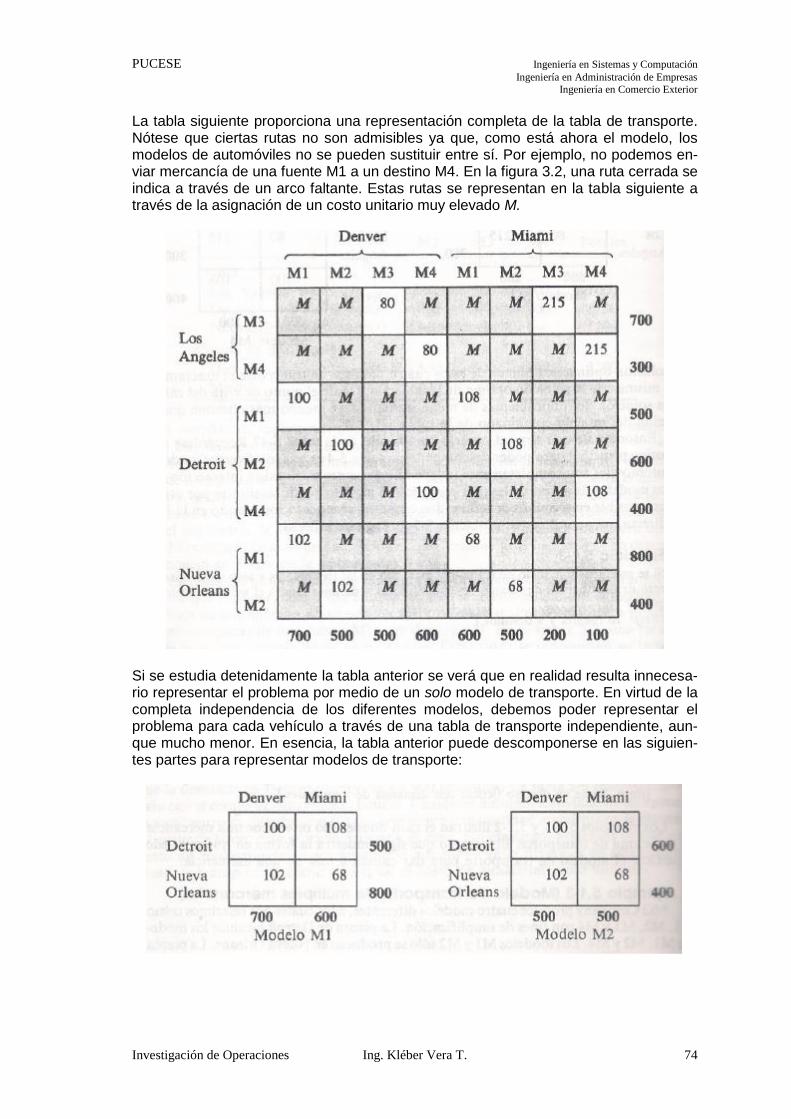
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 74
La tabla siguiente proporciona una representación completa de la tabla de transporte. Nótese que ciertas rutas no son admisibles ya que, como está ahora el modelo, los modelos de automóviles no se pueden sustituir entre sí. Por ejemplo, no podemos en-viar mercancía de una fuente M1 a un destino M4. En la figura 3.2, una ruta cerrada se indica a través de un arco faltante. Estas rutas se representan en la tabla siguiente a través de la asignación de un costo unitario muy elevado M.
Si se estudia detenidamente la tabla anterior se verá que en realidad resulta innecesa-rio representar el problema por medio de un solo modelo de transporte. En virtud de la completa independencia de los diferentes modelos, debemos poder representar el problema para cada vehículo a través de una tabla de transporte independiente, aun-que mucho menor. En esencia, la tabla anterior puede descomponerse en las siguien-tes partes para representar modelos de transporte:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 75
La solución óptima combinada de estos cuatro modelos de transporte es exactamente la misma que la solución óptima de la tabla anterior. Desde el punto de vista del cálcu-lo, la solución de subproblemas de menor tamaño será mucho más eficiente que la lución del modelo combinado. ¿Entonces de qué sirve el modelo combinado de la tabla anterior? Recuérdese que el motivo principal para poder descomponer la tabla anterior es que los diversos modelos de automóviles son completamente independientes entre sí. Si existe interacción entre los modelos de automóviles (por ejemplo, un modelo puede sustituirse por otro), no será posible en términos generales descomponer el modelo combinado en la forma directa que se utilizó. La aplicación del modelo de transporte no está limitada al problema de "transportar" mercancías entre fuentes y destinos geográficos. El ejemplo que sigue ilustra un pro-blema aparte relacionado con el área del "control de inventario de la producción”. Ejemplo 3.4 (Modelo de Inventario de producción).- Una compañía construye una planta maestra para la producción de un artículo en un período de cuatro meses. Las demandas en los cuatro meses son 100, 200, 180 y 300 unidades, respectivamente. Una demanda para el mes en curso puede satisfacerse a través de: 1. Producción excesiva en un mes anterior almacenada para su futuro consumo. 2. Producción en el mes actual. 3. Producción excesiva en un mes posterior para cubrir pedidos de meses anteriores. El costo de producción variable por unidad en un mes cualquiera es de $4.00. Una unidad producida para consumo posterior incurrirá en un costo de almacenamiento a razón de $0.50 por unidad por mes. Por otra parte, los artículos ordenados en meses anteriores incurren en un costo de penalización de $2.00 por unidad por mes. La capacidad de producción para elaborar el producto varía cada mes dependiendo de los otros artículos que se produzcan. Los cálculos de los cuatro meses siguientes son 50, 180, 280 y 270 unidades, respectivamente. El objetivo es el de formular el plan de inventario de producción a costo mínimo. Este problema se puede formular como un modelo de "transporte". La equivalencia entre los elementos de los sistemas de producción y transporte se establece de la ma-nera siguiente:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 76
Sistema de transporte Sistema de producción
1. Fuente i 1. Período de producción i 2. Destino j 2. Período de demanda j 3. Oferta en la fuente i 3. Capacidad de producción del período i 4. Demanda en el destino j 4. Demanda del período j 5. Costo de transporte de la fuente i al
destino j 5. Costo de producción e inventario del
período i al j
En la tabla siguiente se presenta un resumen del problema como un modelo de trans-porte. El costo de "transporte" unitario del periodo i al j es cij =
La definición de cij indica que la producción en el periodo i para el mismo periodo (i = j) sólo generará costo de producción. Si en el periodo i se produce para periodos a futuro (i < j), se incurre en un costo de almacenamiento adicional. De la misma manera, la producción en i para cubrir pedidos hechos con anterioridad (i > j) incurre en un costo de penalización adicional. Por ejemplo,
3.2. SOLUCION DEL PROBLEMA DE TRANSPORTE
En esta sección se presenta los detalles para resolver el modelo de transporte. El mé-todo aplica los pasos del método simplex en forma directa y difiere sólo en los detalles de la implantación de las condiciones de optimidad y factibilidad. 3.2.1. Técnica de Transporte
Los pasos básicos de la técnica de transporte son:
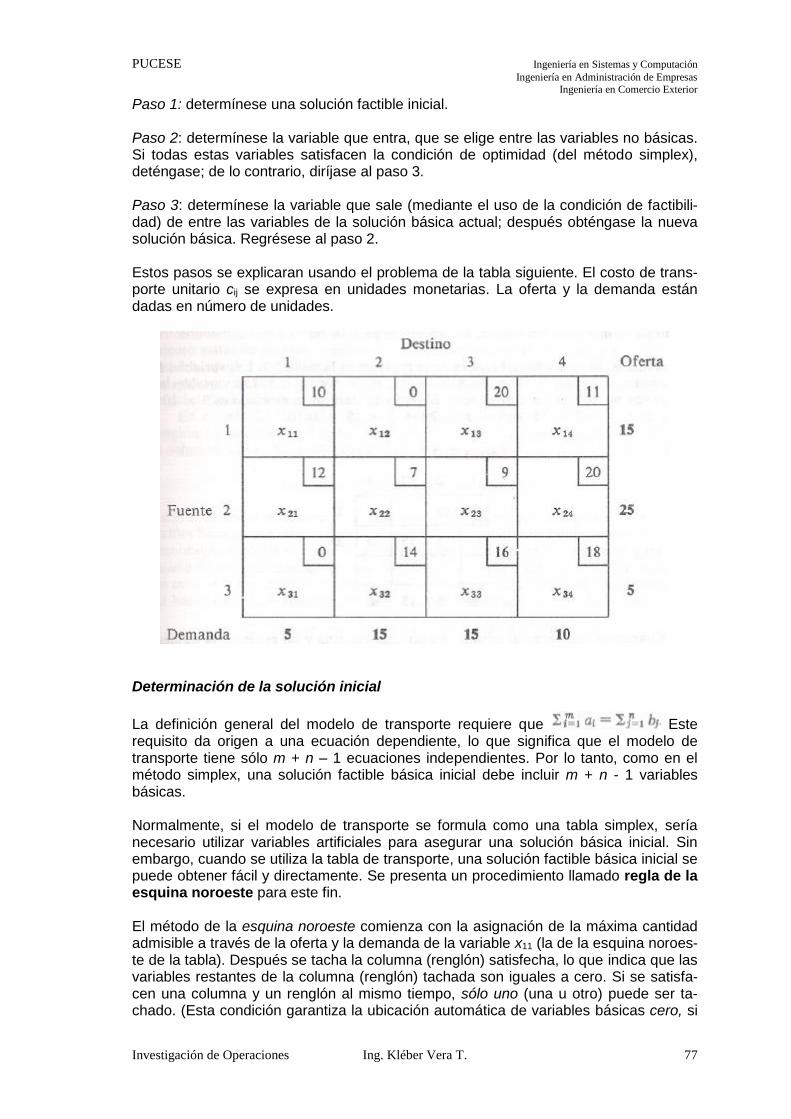
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 77
Paso 1: determínese una solución factible inicial. Paso 2: determínese la variable que entra, que se elige entre las variables no básicas. Si todas estas variables satisfacen la condición de optimidad (del método simplex), deténgase; de lo contrario, diríjase al paso 3. Paso 3: determínese la variable que sale (mediante el uso de la condición de factibili-dad) de entre las variables de la solución básica actual; después obténgase la nueva solución básica. Regrésese al paso 2. Estos pasos se explicaran usando el problema de la tabla siguiente. El costo de trans-porte unitario cij se expresa en unidades monetarias. La oferta y la demanda están dadas en número de unidades.
Determinación de la solución inicial
La definición general del modelo de transporte requiere que Este requisito da origen a una ecuación dependiente, lo que significa que el modelo de transporte tiene sólo m + n – 1 ecuaciones independientes. Por lo tanto, como en el método simplex, una solución factible básica inicial debe incluir m + n - 1 variables básicas. Normalmente, si el modelo de transporte se formula como una tabla simplex, sería necesario utilizar variables artificiales para asegurar una solución básica inicial. Sin embargo, cuando se utiliza la tabla de transporte, una solución factible básica inicial se puede obtener fácil y directamente. Se presenta un procedimiento llamado regla de la esquina noroeste para este fin. El método de la esquina noroeste comienza con la asignación de la máxima cantidad admisible a través de la oferta y la demanda de la variable x11 (la de la esquina noroes-te de la tabla). Después se tacha la columna (renglón) satisfecha, lo que indica que las variables restantes de la columna (renglón) tachada son iguales a cero. Si se satisfa-cen una columna y un renglón al mismo tiempo, sólo uno (una u otro) puede ser ta-chado. (Esta condición garantiza la ubicación automática de variables básicas cero, si

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 78
las hay). Después de ajustar las cantidades de oferta y demanda de todos los renglo-nes y columnas no tachados, la cantidad factible máxima se asigna al primer elemento no tachado de la nueva columna (renglón). El proceso se completa cuando se deja sin tachar exactamente un renglón o una columna. El procedimiento que se acaba de describir se aplica ahora al ejemplo de la tabla ante-rior.
1. x11 = 5, se tacha la columna 1. Por lo tanto, no se puede hacer otra asignación en la columna 1. La cantidad que falta en el renglón 1 son 10 unidades.
2. x12 = 10, se tacha el renglón 1 y faltan 5 unidades en la columna 2. 3. x22 = 5, se tacha la columna 2 y faltan 20 unidades en el renglón 2. 4. x23 = 15, se tacha la columna 3 y faltan 5 unidades en el renglón 2. 5. x24 = 5, se tacha el renglón 2 y faltan 5 unidades en la columna 4. 6. x34 = 5, se tacha el renglón 3 o la columna 4. Como sólo un renglón o una co-
lumna se mantiene sin tachar, el proceso llega a su fin. La solución básica inicial resultante se presenta en la tabla siguiente. Las variables básicas son x11 = 5, x12 = 10, x22 = 5, x23 = 15, x24 = 5 y x34 = 5. Las variables restantes son no básicas en el nivel cero. El costo de transporte asociado es 5 x 10 + 10 x 0 + 5 x 7 + 15 x 9 + 5 x 20 + 5 x 18 = $ 410.
Cuando se satisfacen al mismo tiempo una columna y un renglón, la siguiente variable que se agregará a la solución básica estará necesariamente en el nivel cero. La tabla siguiente ilustra este aspecto. La columna 2 y el renglón 2 se satisfacen simultánea-mente.
Si se tacha la columna 2, x23 se vuelve básica en el nivel cero en el paso siguiente, ya que la demanda restante del renglón 2 vale ahora cero. (Este caso se presenta en la tabla anterior). Si en cambio se cruza el renglón 2, x32 sería la variable básica cero. Las soluciones iniciales de las tablas anteriores incluyen el número adecuado de va-riables básicas, o sea, m + n - 1 = 6. La regla de la esquina noroeste produce siempre el número adecuado de variables básicas.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 79
Determinación de la variable de entrada (método de multiplicadores) La variable que entra se determina mediante el uso de la condición de optimidad del método simplex. En el método de multiplicadores se asocia los multiplicadores ui y vj con el renglón i y la columna j de la tabla de transporte. Para cada variable básica xij de la solución actual, los multiplicadores ui y vj deben satisfacer la ecuación que sigue:
Estas ecuaciones producen m + n - 1 ecuaciones (porque sólo hay m + n - 1 variables básicas) con m + n incógnitas. Los valores de los multiplicadores se pueden determi-nar a partir de estas ecuaciones suponiendo un valor arbitrario para cualquiera de los multiplicadores (por lo general u1 se hace igual a cero) y resolviendo las m + n – 1 ecuaciones de los m + n - 1 multiplicadores desconocidos restantes. Al hacer esto, la evaluación de cada variable no básica xpq está dada por
(Estos valores serán los mismos sin importar la elección arbitraria del valor de u1). Después se selecciona la variable que entra como la variable no básica con la variable
más positiva (compárese con la condición de optimidad de minimización del mé-todo simplex). Si aplicamos este procedimiento a las variables no básicas de la tabla de solución ac-tual, las ecuaciones asociadas con las variables básicas están dadas como
Haciendo u1 = 0, los valores de los multiplicadores se determinan sucesivamente como v1 = 10, v2 = 0, u2 = 7, v3 = 2, v4 = 13 y u3 = 5. Las evaluaciones de las variables no básicas están dadas de la manera siguiente:
Como x31 tiene la variable más positiva, ésta se selecciona como la variable que entra.
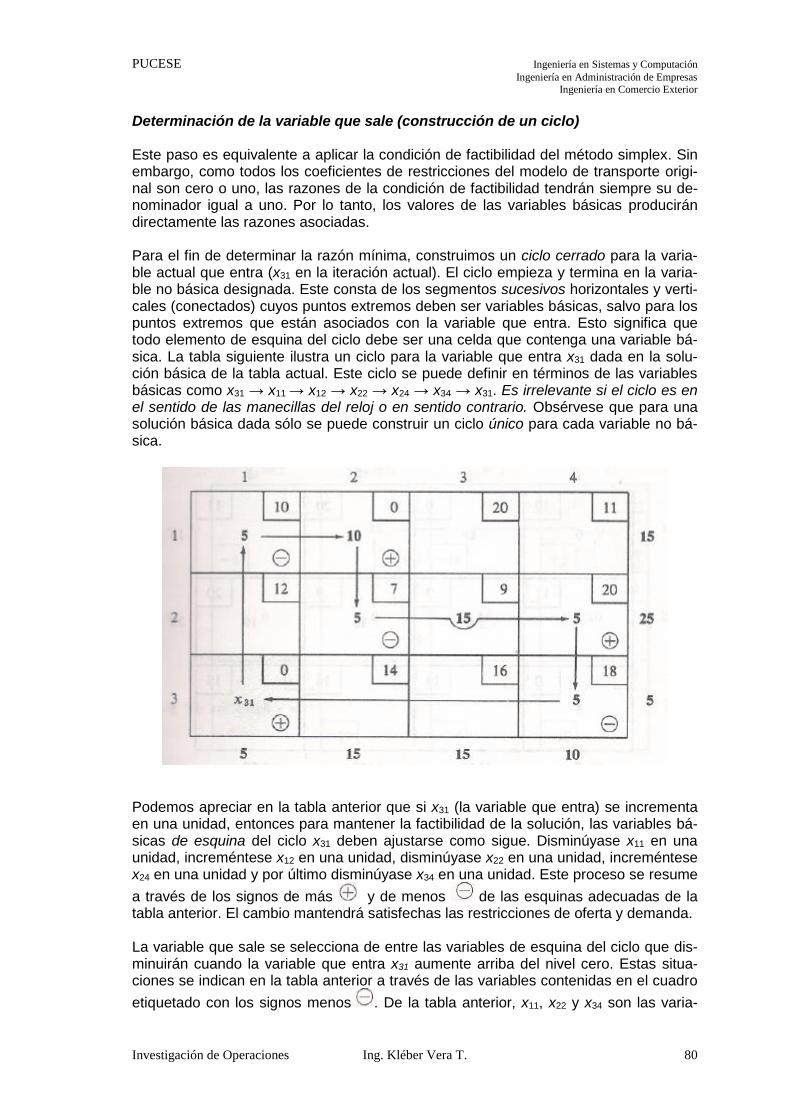
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 80
Determinación de la variable que sale (construcción de un ciclo) Este paso es equivalente a aplicar la condición de factibilidad del método simplex. Sin embargo, como todos los coeficientes de restricciones del modelo de transporte origi-nal son cero o uno, las razones de la condición de factibilidad tendrán siempre su de-nominador igual a uno. Por lo tanto, los valores de las variables básicas producirán directamente las razones asociadas. Para el fin de determinar la razón mínima, construimos un ciclo cerrado para la varia-ble actual que entra (x31 en la iteración actual). El ciclo empieza y termina en la varia-ble no básica designada. Este consta de los segmentos sucesivos horizontales y verti-cales (conectados) cuyos puntos extremos deben ser variables básicas, salvo para los puntos extremos que están asociados con la variable que entra. Esto significa que todo elemento de esquina del ciclo debe ser una celda que contenga una variable bá-sica. La tabla siguiente ilustra un ciclo para la variable que entra x31 dada en la solu-ción básica de la tabla actual. Este ciclo se puede definir en términos de las variables básicas como x31 → x11 → x12 → x22 → x24 → x34 → x31. Es irrelevante si el ciclo es en el sentido de las manecillas del reloj o en sentido contrario. Obsérvese que para una solución básica dada sólo se puede construir un ciclo único para cada variable no bá-sica.
Podemos apreciar en la tabla anterior que si x31 (la variable que entra) se incrementa en una unidad, entonces para mantener la factibilidad de la solución, las variables bá-sicas de esquina del ciclo x31 deben ajustarse como sigue. Disminúyase x11 en una unidad, increméntese x12 en una unidad, disminúyase x22 en una unidad, increméntese x24 en una unidad y por último disminúyase x34 en una unidad. Este proceso se resume
a través de los signos de más y de menos de las esquinas adecuadas de la tabla anterior. El cambio mantendrá satisfechas las restricciones de oferta y demanda. La variable que sale se selecciona de entre las variables de esquina del ciclo que dis-minuirán cuando la variable que entra x31 aumente arriba del nivel cero. Estas situa-ciones se indican en la tabla anterior a través de las variables contenidas en el cuadro
etiquetado con los signos menos . De la tabla anterior, x11, x22 y x34 son las varia-

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 81
bles básicas que disminuirán cuando aumente x31. Después se selecciona la variable que sale como la que tiene el valor más chico, ya que será la primera en llegar al valor cero y cualquier disminución adicional la volverá negativa (compárese la condición de factibilidad del método simplex, donde la variable que sale está asociada con la razón
mínima). En este ejemplo las tres variables x11, x22 y x34 tienen el mismo valor (= 5) y en este caso se puede seleccionar cualquiera de ellas como la variable que sale. Supóngase que x34 se toma como la variable que sale; después se incrementa a 5 el valor de x31 y los valores de las variables de esquina (básicas) se ajustan según este incremento (es decir, cada una se incrementa o disminuye en 5, dependiendo de si
tiene el signo o asociado con ella). La nueva solución se presenta en la tabla siguiente. Su nuevo costo es 0 x 10 + 15 x 0 + 0 x 7 + 15 x 9 + 10 x 20 + 5 x 0 = $ 335. Este costo difiere del asociado con la solución inicial en 410 - 335 = $ 75, que es igual
al número de unidades asignadas a x31 (= 5) multiplicado por (= $15).
La solución básica de la tabla anterior es degenerada, ya que las variables básicas x11 y x22 son cero. Sin embargo, la degeneración no requiere precauciones especiales y las variables básicas cero se consideran como cualquier otra variable básica positiva. Ahora se revisa la optimidad de la nueva solución básica de la tabla anterior calculan-do los nuevos multiplicadores como se indica en la tabla siguiente. Los valores de cpq están dados por los números de la esquina suroeste de cada celda no básica. La va-
riable no básica x21 con la variable positiva mayor entra en la solución. El ciclo cerrado asociado con x21 muestra que x11 o x22 pueden ser la variable que sale. Selec-cionamos arbitrariamente x11 como la que sale de la solución.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 82
La tabla siguiente muestra la nueva solución básica que sigue de la tabla anterior (x21
entra y x11 sale). Los nuevos valores de ui, vj y se vuelven a calcular.
La tabla anterior muestra la variable que entra y la que sale como x14 y x24 respectiva-mente. Al efectuar este cambio en la tabla anterior, obtenemos la nueva solución de la tabla siguiente.
Como todas las variables de la tabla anterior son no positivas, se ha llegado a la solución óptima (compárese con la condición de optimidad de minimización del método simplex). La solución óptima se resume como sigue. Envíense cinco unidades de (la fuente) 1 a (el destino) 2 a 5 x 0 = $0, 10 unidades de 1 a 4 a 10 x 11 = $110, 10 unidades de 2 a 2 a 10 x 7 = $70, 15 unidades de 2 a 3 a 15 x 9 = $135 y 5 unidades de 3 a 1 a 5 x 0 = $0. El costo de transporte total del programa es $315.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 83
3.3. MODELO DE ASIGNACION Considérese la situación de asignar m trabajos (o trabajadores) a n máquinas. Un tra-bajo i (= 1,2,..., m) cuando se asigna a la máquina j (= 1,2,..., n) incurre en un costo cij. El objetivo es el de asignar los trabajos a las máquinas (un trabajo por máquina) al menor costo total. La situación se conoce como problema de asignación. La formulación de este problema puede considerarse como un caso especial del mo-delo de transporte. Aquí los trabajos representan "fuentes" y las máquinas representan "destinos". La oferta disponible en cada fuente es 1; es decir, ai = 1 para toda i. De manera análoga, la demanda requerida en cada destino es 1; esto es, bj = 1 para toda j. El costo de "transportar" (asignar) el trabajo i a la máquina j es cij. Si un trabajo no puede asignarse a cierta máquina, el elemento cij correspondiente se toma igual a M, que es un costo muy elevado. La tabla siguiente presenta una representación general del modelo de asignación.
Antes de que el modelo se pueda resolver a través de la técnica de transporte, es ne-cesario balancear el problema sumando trabajos o máquinas ficticios, dependiendo de si m < n o m > n. Por lo tanto, se supondrá que m = n sin que se pierda la generalidad. El modelo de asignación se puede expresar matemáticamente de la manera siguiente:
por lo tanto, el modelo está dado por
sujeto a
Para ilustrar el modelo de asignación, considérese el problema de la tabla siguiente con tres trabajos y tres máquinas. La solución inicial (mediante el uso de la regla de la esquina noroeste) es claramente degenerada. Este será siempre el caso en el modelo de asignación sin importar el método que se aplique para obtener la base inicial. De hecho, la solución seguirá siendo degenerada en todas y cada una de las iteraciones.
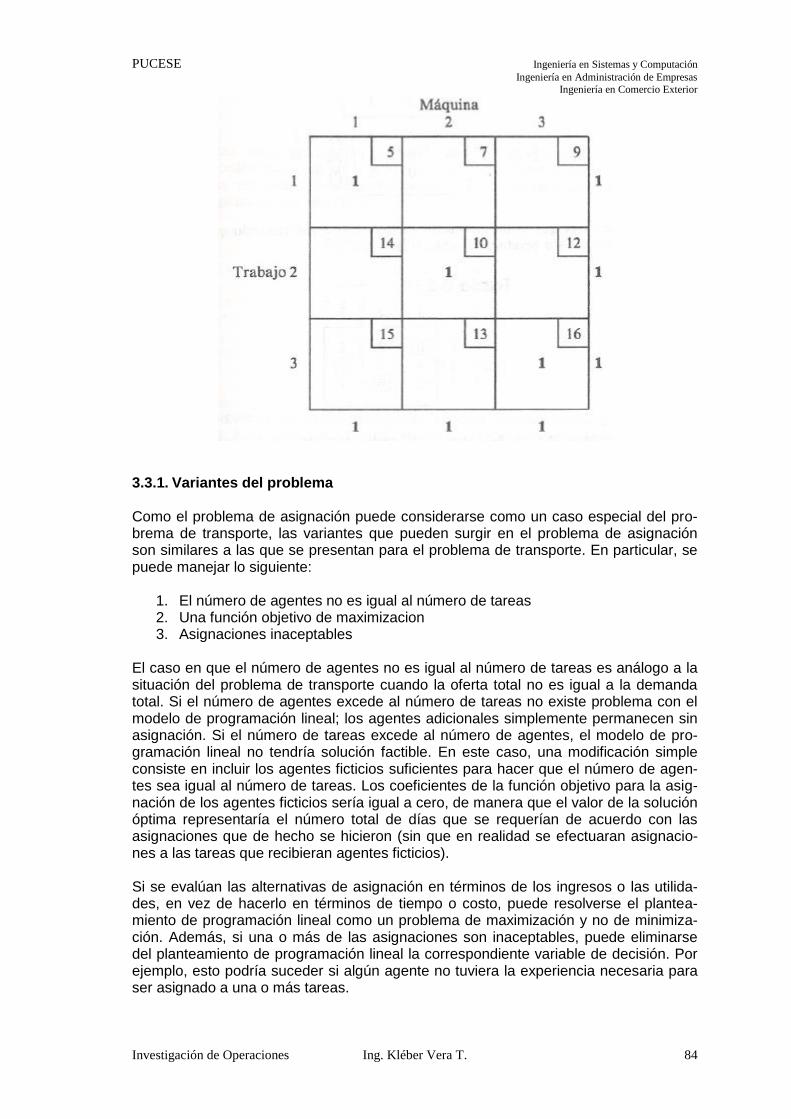
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 84
3.3.1. Variantes del problema Como el problema de asignación puede considerarse como un caso especial del pro-brema de transporte, las variantes que pueden surgir en el problema de asignación son similares a las que se presentan para el problema de transporte. En particular, se puede manejar lo siguiente:
1. El número de agentes no es igual al número de tareas 2. Una función objetivo de maximizacion 3. Asignaciones inaceptables
El caso en que el número de agentes no es igual al número de tareas es análogo a la situación del problema de transporte cuando la oferta total no es igual a la demanda total. Si el número de agentes excede al número de tareas no existe problema con el modelo de programación lineal; los agentes adicionales simplemente permanecen sin asignación. Si el número de tareas excede al número de agentes, el modelo de pro-gramación lineal no tendría solución factible. En este caso, una modificación simple consiste en incluir los agentes ficticios suficientes para hacer que el número de agen-tes sea igual al número de tareas. Los coeficientes de la función objetivo para la asig-nación de los agentes ficticios sería igual a cero, de manera que el valor de la solución óptima representaría el número total de días que se requerían de acuerdo con las asignaciones que de hecho se hicieron (sin que en realidad se efectuaran asignacio-nes a las tareas que recibieran agentes ficticios). Si se evalúan las alternativas de asignación en términos de los ingresos o las utilida-des, en vez de hacerlo en términos de tiempo o costo, puede resolverse el plantea-miento de programación lineal como un problema de maximización y no de minimiza-ción. Además, si una o más de las asignaciones son inaceptables, puede eliminarse del planteamiento de programación lineal la correspondiente variable de decisión. Por ejemplo, esto podría suceder si algún agente no tuviera la experiencia necesaria para ser asignado a una o más tareas.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 85
3.4. MODELO DE TRANSBORDO
El problema de transbordo es una ampliación del problema de transporte en el que se añaden nodos intermedios, a los que se denomina nadas de transbordo, para tomar en consideración ubicaciones tales como almacenes. En este problema de distribución del tipo más general, se permite que ocurran envíos entre cualquier par de los tres tipos generales de nodos: nodos de origen, nodos de transbordo y nodos de destino. Por ejemplo, el problema de transbordo permite los envíos de artículos desde una ubi-cación de abasto (origen) a otra ubicación de abasto, desde una ubicación de trans-bordo a otra, y desde un destino a otro, y directamente desde orígenes hasta destinos. Al igual que resultó cierto para el problema de transporte, la oferta disponible en cada origen es limitada, y se conoce la demanda en cada destino. El objetivo del problema de transbordo es determinar cuántas unidades se deben enviar sobre cada arco de la red, de manera que se satisfagan las demandas de todos los destinos con el mínimo costo de transporte posible. Considérese ahora el problema de transbordo que enfrenta la empresa Ryan Electro-nics. Esta es una compañía de artículos electrónicos que tiene instalaciones de pro-ducción en Denver y Atlanta. Los componentes, que se fabrican en ambas instalacio-nes, pueden enviarse a cualquiera de los almacenes regionales de la empresa, que se encuentran en la ciudad de Kansas y en Louisville. La firma abastece, desde los alma-cenes regionales, sus expendios de Detroit, Miami, Dallas y Nueva Orleans. En la red que se muestra a continuación aparecen las características básicas del problema.
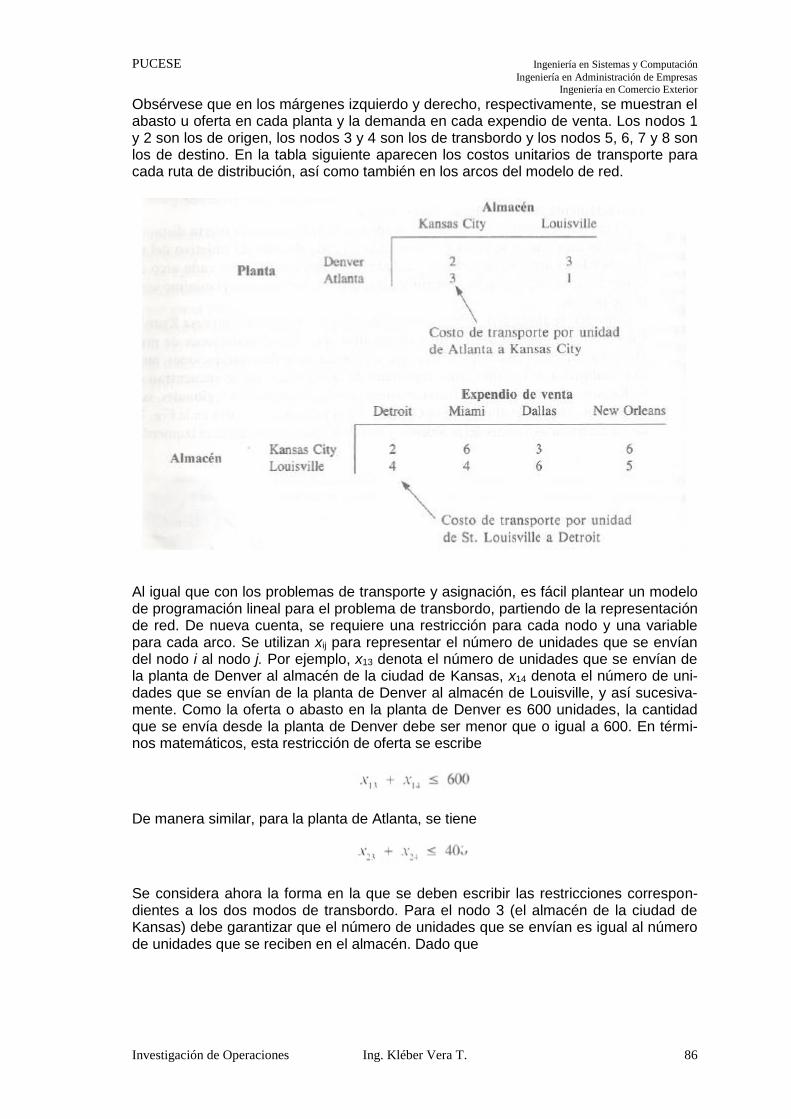
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 86
Obsérvese que en los márgenes izquierdo y derecho, respectivamente, se muestran el abasto u oferta en cada planta y la demanda en cada expendio de venta. Los nodos 1 y 2 son los de origen, los nodos 3 y 4 son los de transbordo y los nodos 5, 6, 7 y 8 son los de destino. En la tabla siguiente aparecen los costos unitarios de transporte para cada ruta de distribución, así como también en los arcos del modelo de red.
Al igual que con los problemas de transporte y asignación, es fácil plantear un modelo de programación lineal para el problema de transbordo, partiendo de la representación de red. De nueva cuenta, se requiere una restricción para cada nodo y una variable para cada arco. Se utilizan xij para representar el número de unidades que se envían del nodo i al nodo j. Por ejemplo, x13 denota el número de unidades que se envían de la planta de Denver al almacén de la ciudad de Kansas, x14 denota el número de uni-dades que se envían de la planta de Denver al almacén de Louisville, y así sucesiva-mente. Como la oferta o abasto en la planta de Denver es 600 unidades, la cantidad que se envía desde la planta de Denver debe ser menor que o igual a 600. En térmi-nos matemáticos, esta restricción de oferta se escribe
De manera similar, para la planta de Atlanta, se tiene
Se considera ahora la forma en la que se deben escribir las restricciones correspon-dientes a los dos modos de transbordo. Para el nodo 3 (el almacén de la ciudad de Kansas) debe garantizar que el número de unidades que se envían es igual al número de unidades que se reciben en el almacén. Dado que

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 87
y
se obtiene
Colocar todas las variables en el lado izquierdo de la expresión permite escribir la res-tricción correspondiente al nodo 3 de la siguiente manera:
En forma similar, la restricción correspondiente al nodo 4 es
Con objeto de establecer las restricciones correspondientes a los nodos de destino, es necesario advertir que -para cada nodo- la cantidad que se envía a ese destino debe ser igual a la demanda. Por ejemplo, para satisfacer la demanda de 200 unidades en el nodo 5 (el expendio de ventas de Detroit),
De manera similar se obtienen las siguientes restricciones para los nodos 6, 7 y 8:
Según lo acostumbrado, la función objetivo refleja el costo total de los envíos en las 12 rutas. Combinando la función objetivo con las restricciones se llega al modelo de pro-gramación lineal de doce variables y ocho restricciones para el problema de transbor-do de la Ryan Electronics
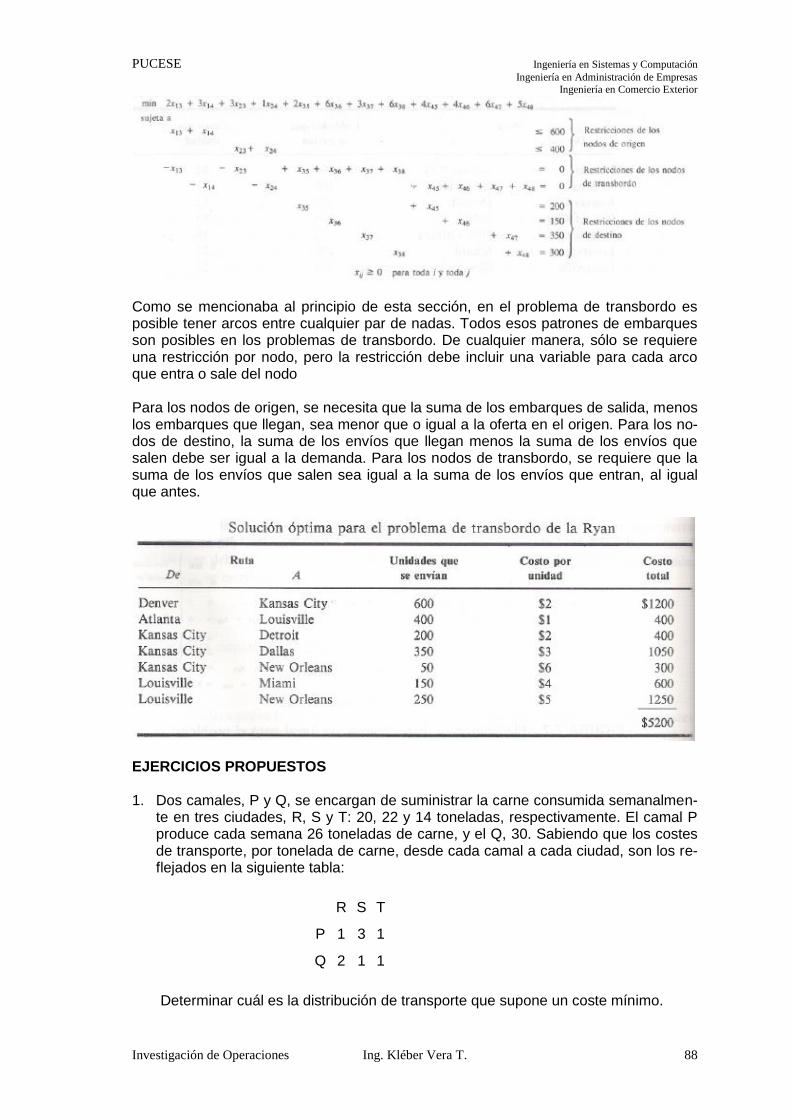
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 88
Como se mencionaba al principio de esta sección, en el problema de transbordo es posible tener arcos entre cualquier par de nadas. Todos esos patrones de embarques son posibles en los problemas de transbordo. De cualquier manera, sólo se requiere una restricción por nodo, pero la restricción debe incluir una variable para cada arco que entra o sale del nodo Para los nodos de origen, se necesita que la suma de los embarques de salida, menos los embarques que llegan, sea menor que o igual a la oferta en el origen. Para los no-dos de destino, la suma de los envíos que llegan menos la suma de los envíos que salen debe ser igual a la demanda. Para los nodos de transbordo, se requiere que la suma de los envíos que salen sea igual a la suma de los envíos que entran, al igual que antes.
EJERCICIOS PROPUESTOS 1. Dos camales, P y Q, se encargan de suministrar la carne consumida semanalmen-
te en tres ciudades, R, S y T: 20, 22 y 14 toneladas, respectivamente. El camal P produce cada semana 26 toneladas de carne, y el Q, 30. Sabiendo que los costes de transporte, por tonelada de carne, desde cada camal a cada ciudad, son los re-flejados en la siguiente tabla:
R S T
P 1 3 1
Q 2 1 1
Determinar cuál es la distribución de transporte que supone un coste mínimo.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 89
2. Desde dos almacenes A y B, se tiene que distribuir fruta a tres mercados de la ciu-
dad. El almacén A dispone de 10 toneladas de fruta diarias y el B de 15 toneladas, que se reparten en su totalidad. Los dos primeros mercados necesitan, diariamen-te, 8 toneladas de fruta, mientras que el tercero necesita 9 toneladas diarias. El coste del transporte desde cada almacén a cada mercado viene dado por el si-guiente cuadro:
Planificar el transporte para que el coste sea mínimo.
3. La Empresa transportista ABC posee varios camiones usados para acarrear piedra molida para proyectos de carreteras en el municipio. El contratista de carreteras para quien trabaja le ha dado el programa de la semana siguiente. Calcule el costo óptimo del transporte.
Información de Costos:
De Al proyecto A Al proyecto B Al proyecto C
Planta W $ 4 $ 3 $ 3
Planta X 6 7 6
Planta Y 4 2 5
4. Una compañía tiene tres fábricas (A, B y C) para ensamblar computadoras, y dis-
pone de tres tiendas habilitadas para la venta (D, E y F). Las cantidades produci-das por A, B y C son 1.000, 5.000 y 4.000 unidades por día respectivamente. La máxima cantidad que puede vender el almacén D es 3000 unidades/día, E es 6000 unidades/día y F es 7000 unidades/día. Los costos de transporte de cada fábrica a cada almacén están dados en la siguiente tabla:
Suministro Demanda
D E F
A 1 4 2
B 3 1 2
C 4 5 2
Obtener una solución básica factible por el método de la esquina del noroeste. Resolver por el método de los multiplicadores.
Almacén Mercado 1 Mercado 2 Mercado 3
A 10 15 20
B 15 10 10
Proyecto Necesidades Semana-les, Cargas de Camión
Planta Disponibilidad Semanal, Cargas de Camión
A 50 W 45
B 75 X 60
C 50 Y 40
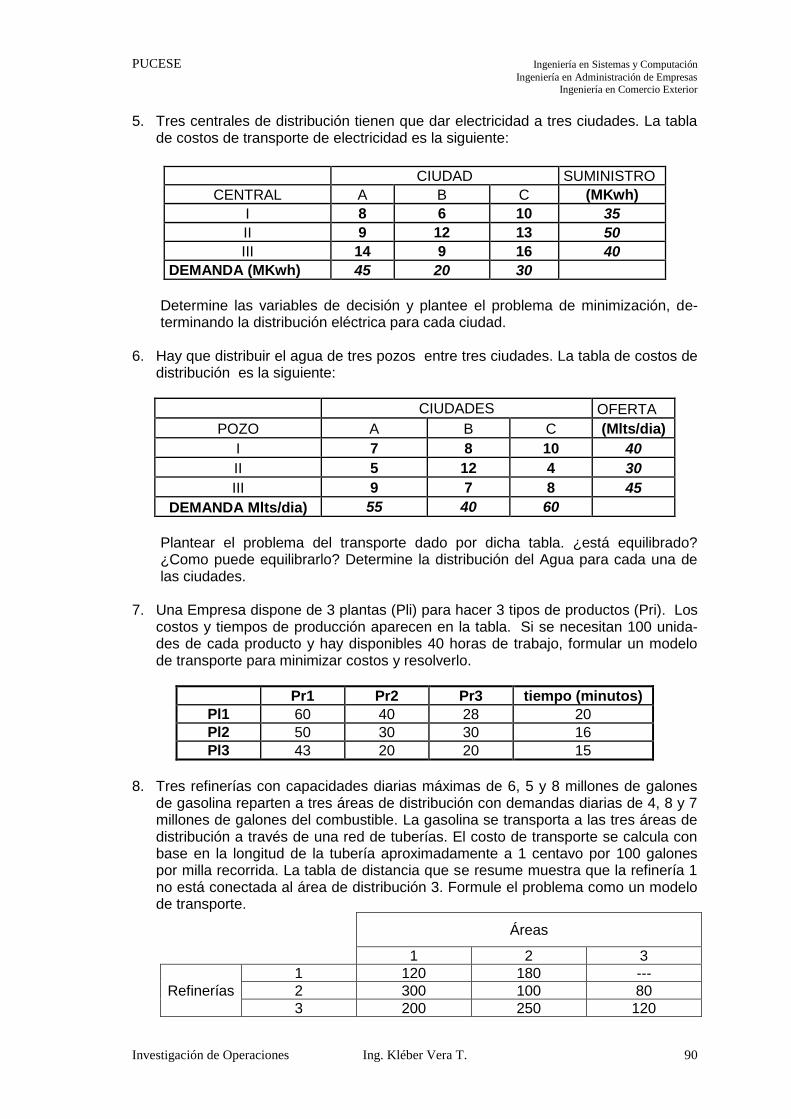
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 90
5. Tres centrales de distribución tienen que dar electricidad a tres ciudades. La tabla
de costos de transporte de electricidad es la siguiente:
Determine las variables de decisión y plantee el problema de minimización, de-terminando la distribución eléctrica para cada ciudad.
6. Hay que distribuir el agua de tres pozos entre tres ciudades. La tabla de costos de
distribución es la siguiente:
CIUDADES OFERTA
POZO A B C (Mlts/dia)
I 7 8 10 40
II 5 12 4 30
III 9 7 8 45
DEMANDA Mlts/dia) 55 40 60
Plantear el problema del transporte dado por dicha tabla. ¿está equilibrado? ¿Como puede equilibrarlo? Determine la distribución del Agua para cada una de las ciudades.
7. Una Empresa dispone de 3 plantas (Pli) para hacer 3 tipos de productos (Pri). Los
costos y tiempos de producción aparecen en la tabla. Si se necesitan 100 unida-des de cada producto y hay disponibles 40 horas de trabajo, formular un modelo de transporte para minimizar costos y resolverlo.
Pr1 Pr2 Pr3 tiempo (minutos)
Pl1 60 40 28 20
Pl2 50 30 30 16
Pl3 43 20 20 15
8. Tres refinerías con capacidades diarias máximas de 6, 5 y 8 millones de galones
de gasolina reparten a tres áreas de distribución con demandas diarias de 4, 8 y 7 millones de galones del combustible. La gasolina se transporta a las tres áreas de distribución a través de una red de tuberías. El costo de transporte se calcula con base en la longitud de la tubería aproximadamente a 1 centavo por 100 galones por milla recorrida. La tabla de distancia que se resume muestra que la refinería 1 no está conectada al área de distribución 3. Formule el problema como un modelo de transporte.
Áreas
1 2 3
Refinerías
1 120 180 ---
2 300 100 80
3 200 250 120
CIUDAD SUMINISTRO
CENTRAL A B C (MKwh)
I 8 6 10 35
II 9 12 13 50
III 14 9 16 40
DEMANDA (MKwh) 45 20 30

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 91
9. Una empresa de electricidad tiene 4 plantas termoeléctricas que son abastecidas
por 3 minas de carbón. La oferta total de carbón de las minas es igual a los reque-rimientos totales de las plantas termoeléctricas. Existe un costo de transporte de una unidad desde cada mina a cada planta. En la tabla que se muestra a continua-ción se indican la oferta disponible, los requerimientos y los costos de transporte por unidad.
Mina Planta
Oferta 1 2 3 4
1 2 3 4 5 14 2 5 4 3 1 15 3 1 3 3 2 17
Demanda 6 11 17 12
La empresa de electricidad quiere determinar cuántas unidades debe transportar desde la mina a cada planta para minimizar el costo de transporte.
10. Un fabricante tiene tres plantas P1, P2, P3 y cinco bodegas B1,..., B5, el problema es establecer la planta Pi que debe producir el suministro para cada bodega. La capacidad de las plantas es limitada. En la tabla aparecen la capacidad de produc-ción de las plantas y los requerimientos de ventas de las bodegas en miles de ca-jas:
El costo de despacho de 1000 cajas desde cada planta a cada bodega aparece en la siguiente tabla:
La compañía desea determinar un programa de embarques que minimice los cos-tos generales de transporte de la empresa
11. Considerar el problema que enfrenta el departamento de transporte de una com-
pañía que tiene 3 plantas y cuatro almacenes regionales. Cada mes se dispone de
Planta Producción Bodega Venta
P1 100 B1 50
P2 60 B2 10
P3 50 B3 60
B4 30
B5 20
Total 210 Total 170
Destino Origen US$ B1 B2 B3 B4 B5
P1 240 300 160 500 360
P1 420 440 300 200 220
P3 300 340 300 480 400
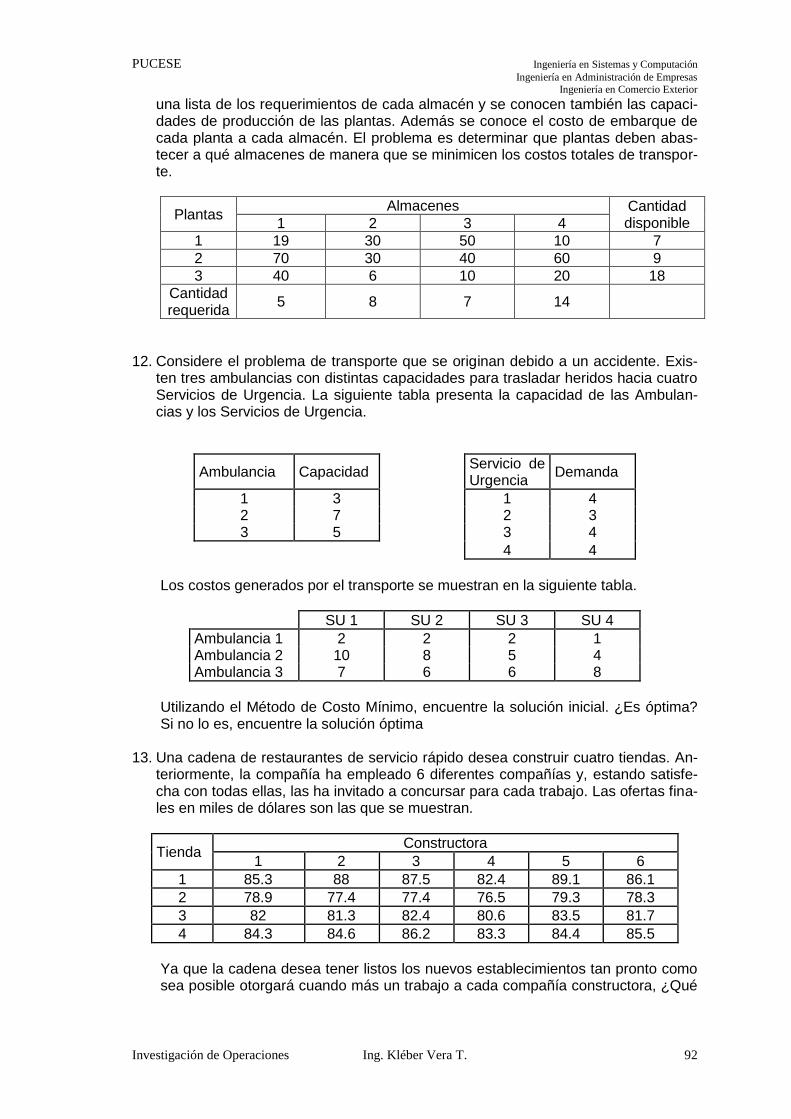
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 92
una lista de los requerimientos de cada almacén y se conocen también las capaci-dades de producción de las plantas. Además se conoce el costo de embarque de cada planta a cada almacén. El problema es determinar que plantas deben abas-tecer a qué almacenes de manera que se minimicen los costos totales de transpor-te.
Plantas Almacenes Cantidad
disponible 1 2 3 4
1 19 30 50 10 7
2 70 30 40 60 9
3 40 6 10 20 18
Cantidad requerida
5 8 7 14
12. Considere el problema de transporte que se originan debido a un accidente. Exis-
ten tres ambulancias con distintas capacidades para trasladar heridos hacia cuatro Servicios de Urgencia. La siguiente tabla presenta la capacidad de las Ambulan-cias y los Servicios de Urgencia.
Ambulancia Capacidad Servicio de
Urgencia Demanda
1 3 1 4 2 7 2 3 3 5 3 4
4 4
Los costos generados por el transporte se muestran en la siguiente tabla.
SU 1 SU 2 SU 3 SU 4
Ambulancia 1 2 2 2 1 Ambulancia 2 10 8 5 4 Ambulancia 3 7 6 6 8
Utilizando el Método de Costo Mínimo, encuentre la solución inicial. ¿Es óptima? Si no lo es, encuentre la solución óptima
13. Una cadena de restaurantes de servicio rápido desea construir cuatro tiendas. An-
teriormente, la compañía ha empleado 6 diferentes compañías y, estando satisfe-cha con todas ellas, las ha invitado a concursar para cada trabajo. Las ofertas fina-les en miles de dólares son las que se muestran.
Tienda Constructora
1 2 3 4 5 6
1 85.3 88 87.5 82.4 89.1 86.1
2 78.9 77.4 77.4 76.5 79.3 78.3
3 82 81.3 82.4 80.6 83.5 81.7
4 84.3 84.6 86.2 83.3 84.4 85.5
Ya que la cadena desea tener listos los nuevos establecimientos tan pronto como sea posible otorgará cuando más un trabajo a cada compañía constructora, ¿Qué

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 93
asignación da como resultado un costo total mínimo para la cadena de restauran-tes?
14. El seleccionador del equipo de natación de Argentina debe decidir los nadadores
que participarán en la prueba de relevos de 200 m. Como muchos de los mejores nadadores son rápidos en más de un estilo, le resulta difícil decidir quién nadará cada estilo. Los tiempos de los cinco mejores nadadores en cada uno de los estilos son:
El seleccionador quiere determinar el equipo de relevos que realizará el mejor tiempo. Plantee el modelo de PL que soluciona el problema del entrenador.
15. Para determinar su programa de transportes, una empresa automovilística nos da los siguientes datos: los vehículos se fabrican en tres plantas (Córdoba, Campana y Rosario) y se tienen que enviar a tres grandes centros distribuidores (Car One, Hot Weels y Casares), siendo los costes de transporte por vehículo, las capacida-des de producción de cada planta y las demandas de distribución de cada centro las que se dan en la tabla:
Plantee el modelo de PL que minimiza los costos y resuelva el problema.
16. Considere la siguiente representación de red para un problema de transporte.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 94
Se muestran en la red las ofertas, las demandas y los costos de transporte por unidad. Resolver el problema lineal para determinar la solución óptima
17. La Austine Manufacturing Company tiene actualmente un programa de embarques
que la administración no considera como óptimo. La empresa tiene tres fábricas y cinco bodegas. Buscar un programa óptimo de embarques, en términos de costos de embarque que sean los más bajos posibles.
Bodegas Fábricas Requerimientos
de bodega A B C
1 5 4 8 400
2 8 7 4 400
3 6 7 6 500
4 6 6 6 400
5 3 5 4 800
Capacidad de fábrica
800 600 1000
18. Una empresa produce equipos musicales para automóviles en cuatro países (Bu-
rundi, Kenia, Ruanda y Uganda) que posteriormente envía a tres fábricas de auto-móviles situadas en Valladolid, Hamburgo y Milán. Hasta ahora la producción total no ha sido capaz de satisfacer la demanda total, por lo que la empresa ha decidido construir una nueva planta, ya sea en Tanzania o en Zimbabwe. Las demandas, capacidades de producción y los costos unitarios de transporte son:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 95
Formule un modelo de PL que permita determinar la mejor ubicación de la nueva planta y resuelva el problema para determinar cuál es la ubicación de la nueva planta y el costo total de operación del programa de producción y transporte.
19. Se fabrica un producto en tres plantas y se envía a tres almacenes. Los costos de transporte por unidad se muestran en la tabla.
Plantas Almacenes
Oferta Boston Atlanta Houston
Detroit 5 2 3 100
Saint Louis 8 4 3 300
Denver 9 7 5 300
Demanda 300 200 200
Elabore una representación de red para este problema, elabore un modelo de programación lineal para el modelo de transporte y resuelva el problema de pro-gramación lineal.
20. Pueden usarse tres clasificaciones de trabajadores (w1, w2, w3), en tres trabajos distintos (j1, j2, j3) de acuerdo con un convenio con el sindicato. Cada trabajador tiene un costo diferente para cada trabajo, y que aparece en la tabla siguiente:
Trabajos Trabajador Trabajadores
requeridos w1 w2 w3
j1 4 3.60 3.75 5
j2 4.40 3.50 4 20
j3 4.60 4.40 4.60 10
Trabajadores disponibles
10 15 10 35
¿Cual es la mejor asignación de trabajadores a los diversos trabajos, a fin de re-ducir al mínimo los costos?
21. La Nielsen Printing Company tiene seis pedidos de folletos de publicidad de una sola página. Las cantidades son las siguientes: 28000, 15000, 15000, 20000, 38000 y 44000. Las tres prensas disponibles pueden producir 50000, 70000 y 60000 hojas diarias, respectivamente. Los costos variables por millar para producir los pedidos en las tres prensas son los siguientes:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 96
Prensas Pedidos
1 2 3 4 5 6
1 4.48 5.60 6.40 5.4 6.42 4.88
2 4.40 5.44 6.70 4.82 7.52 5.44
3 4.63 4.80 6.20 5.26 6.18 5.26
Determinar la asignación óptima de los pedidos a las prensas 1, 2 y 3
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 97
4. PROGRAMACIÓN DE PROYECTOS CON PERT/CPM Un proyecto define una combinación de actividades interrelacionadas que deben eje-cutarse en un cierto orden antes que el trabajo completo pueda terminarse. Las activi-dades están interrelacionadas en una secuencia lógica en el sentido que algunas de ellas no pueden comenzar hasta que otras se hayan terminado. Una actividad en un proyecto, usualmente se ve como un trabajo que requiere tiempo y recursos para su terminación. En general, un proyecto es un esfuerzo de solo un periodo; esto es, la misma sucesión de actividades puede no repetirse en el futuro. En el pasado, la programación de un proyecto (en el tiempo) se hizo con poca planea-ción. La mejor herramienta conocida de "planeación" entonces era el diagrama de barras de Gantt, el cual especifica los tiempos de inicio y terminación de cada activi-dad en una escala de tiempo horizontal. Su desventaja es que la interdependencia entre las diferentes actividades (la cual controla principalmente el progreso del proyec-to) no puede determinarse a partir del diagrama de barras. Las complejidades crecien-tes de los proyectos actuales han demandado técnicas de planeación más sistemáti-cas y más efectivas con el objeto de optimizar la eficiencia en la ejecución del proyec-to. La eficiencia aquí implica efectuar la mayor reducción en el tiempo requerido para terminar el proyecto mientras se toma en cuenta la factibilidad económica de la utiliza-ción de los recursos disponibles. La administración de proyectos ha evolucionado como un nuevo campo con el desa-rrollo de dos técnicas analíticas para la planeación, programación y control de proyec-tos. Tales son el Método de Ruta Critica (CPM) y la Técnica de Evaluación y Revi-sión de Proyectos (PERT). Las dos técnicas fueron desarrolladas por dos grupos diferentes casi simultáneamente (1956-1958). El CPM fue desarrollado primero por E. I. du Pont de Nemours & Company como una aplicación a los proyectos de construc-ción y posteriormente se extendió a un estado más avanzado por MauchIy Associates. El PERT, por otra parte, fue desarrollado para la Marina de Estados Unidos por una organización consultora con el fin de programar las actividades de investigación y desarrollo para el programa de misiles Polaris. Los métodos PERT y CPM están básicamente orientados en el tiempo en el sentido que ambos llevan a la determinación de un programa de tiempo. Aunque los dos mé-todos fueron desarrollados casi independientemente, ambos son asombrosamente similares. Quizá la diferencia más importante es que originalmente las estimaciones en el tiempo para las actividades se supusieron determinantes en CPM y probables en PERT. Ahora PERT y CPM comprenden realmente una técnica y las diferencias, si existe alguna, son únicamente históricas. En adelante, ambas se denominarán técni-cas de "programación de proyectos". La programación de proyectos por PERT - CPM consiste en 3 fases básicas: planea-ción, programación y control. La fase de planeación se inicia descomponiendo el proyecto en actividades distintas. Las estimaciones de tiempo para estas actividades se determinan luego y se constru-ye un diagrama de red (o de flechas) donde cada uno de sus arcos (flechas) represen-ta una actividad. El diagrama de flechas completo da una representación gráfica de las interdependencias entre las actividades del proyecto. La construcción del diagrama de flechas como una fase de planeación, tiene la ventaja de estudiar los diferentes traba-jos en detalle, sugiriendo quizá mejoras antes de que el proyecto realmente se ejecute. Será más importante su uso en el desarrollo de un programa para el proyecto.
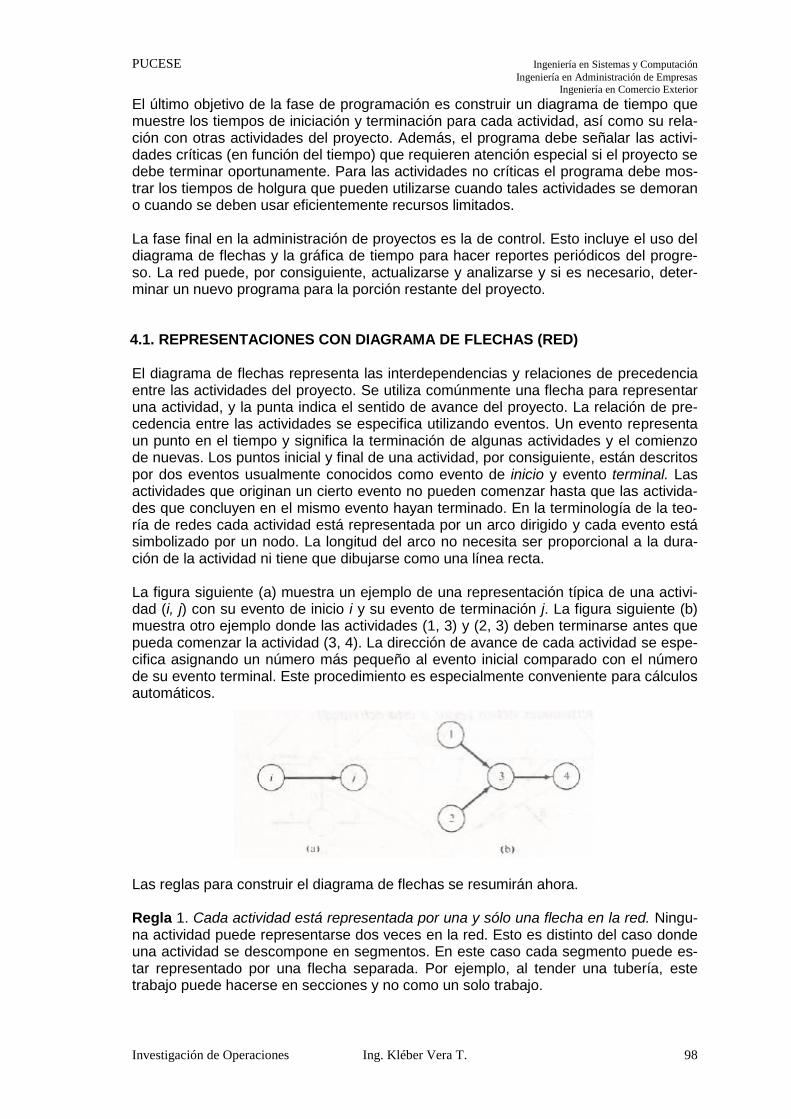
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 98
El último objetivo de la fase de programación es construir un diagrama de tiempo que muestre los tiempos de iniciación y terminación para cada actividad, así como su rela-ción con otras actividades del proyecto. Además, el programa debe señalar las activi-dades críticas (en función del tiempo) que requieren atención especial si el proyecto se debe terminar oportunamente. Para las actividades no críticas el programa debe mos-trar los tiempos de holgura que pueden utilizarse cuando tales actividades se demoran o cuando se deben usar eficientemente recursos limitados. La fase final en la administración de proyectos es la de control. Esto incluye el uso del diagrama de flechas y la gráfica de tiempo para hacer reportes periódicos del progre-so. La red puede, por consiguiente, actualizarse y analizarse y si es necesario, deter-minar un nuevo programa para la porción restante del proyecto. 4.1. REPRESENTACIONES CON DIAGRAMA DE FLECHAS (RED) El diagrama de flechas representa las interdependencias y relaciones de precedencia entre las actividades del proyecto. Se utiliza comúnmente una flecha para representar una actividad, y la punta indica el sentido de avance del proyecto. La relación de pre-cedencia entre las actividades se especifica utilizando eventos. Un evento representa un punto en el tiempo y significa la terminación de algunas actividades y el comienzo de nuevas. Los puntos inicial y final de una actividad, por consiguiente, están descritos por dos eventos usualmente conocidos como evento de inicio y evento terminal. Las actividades que originan un cierto evento no pueden comenzar hasta que las activida-des que concluyen en el mismo evento hayan terminado. En la terminología de la teo-ría de redes cada actividad está representada por un arco dirigido y cada evento está simbolizado por un nodo. La longitud del arco no necesita ser proporcional a la dura-ción de la actividad ni tiene que dibujarse como una línea recta. La figura siguiente (a) muestra un ejemplo de una representación típica de una activi-dad (i, j) con su evento de inicio i y su evento de terminación j. La figura siguiente (b) muestra otro ejemplo donde las actividades (1, 3) y (2, 3) deben terminarse antes que pueda comenzar la actividad (3, 4). La dirección de avance de cada actividad se espe-cifica asignando un número más pequeño al evento inicial comparado con el número de su evento terminal. Este procedimiento es especialmente conveniente para cálculos automáticos.
Las reglas para construir el diagrama de flechas se resumirán ahora. Regla 1. Cada actividad está representada por una y sólo una flecha en la red. Ningu-na actividad puede representarse dos veces en la red. Esto es distinto del caso donde una actividad se descompone en segmentos. En este caso cada segmento puede es-tar representado por una flecha separada. Por ejemplo, al tender una tubería, este trabajo puede hacerse en secciones y no como un solo trabajo.
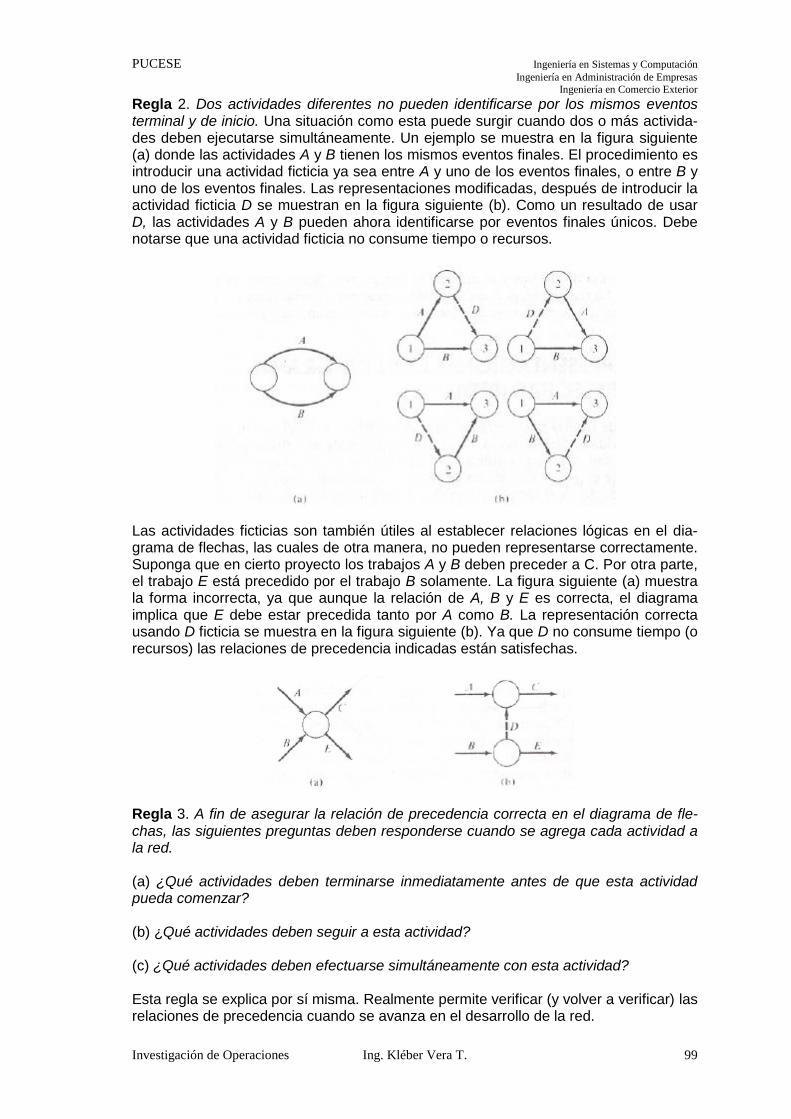
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 99
Regla 2. Dos actividades diferentes no pueden identificarse por los mismos eventos terminal y de inicio. Una situación como esta puede surgir cuando dos o más activida-des deben ejecutarse simultáneamente. Un ejemplo se muestra en la figura siguiente (a) donde las actividades A y B tienen los mismos eventos finales. El procedimiento es introducir una actividad ficticia ya sea entre A y uno de los eventos finales, o entre B y uno de los eventos finales. Las representaciones modificadas, después de introducir la actividad ficticia D se muestran en la figura siguiente (b). Como un resultado de usar D, las actividades A y B pueden ahora identificarse por eventos finales únicos. Debe notarse que una actividad ficticia no consume tiempo o recursos.
Las actividades ficticias son también útiles al establecer relaciones lógicas en el dia-grama de flechas, las cuales de otra manera, no pueden representarse correctamente. Suponga que en cierto proyecto los trabajos A y B deben preceder a C. Por otra parte, el trabajo E está precedido por el trabajo B solamente. La figura siguiente (a) muestra la forma incorrecta, ya que aunque la relación de A, B y E es correcta, el diagrama implica que E debe estar precedida tanto por A como B. La representación correcta usando D ficticia se muestra en la figura siguiente (b). Ya que D no consume tiempo (o recursos) las relaciones de precedencia indicadas están satisfechas.
Regla 3. A fin de asegurar la relación de precedencia correcta en el diagrama de fle-chas, las siguientes preguntas deben responderse cuando se agrega cada actividad a la red. (a) ¿Qué actividades deben terminarse inmediatamente antes de que esta actividad pueda comenzar? (b) ¿Qué actividades deben seguir a esta actividad? (c) ¿Qué actividades deben efectuarse simultáneamente con esta actividad? Esta regla se explica por sí misma. Realmente permite verificar (y volver a verificar) las relaciones de precedencia cuando se avanza en el desarrollo de la red.
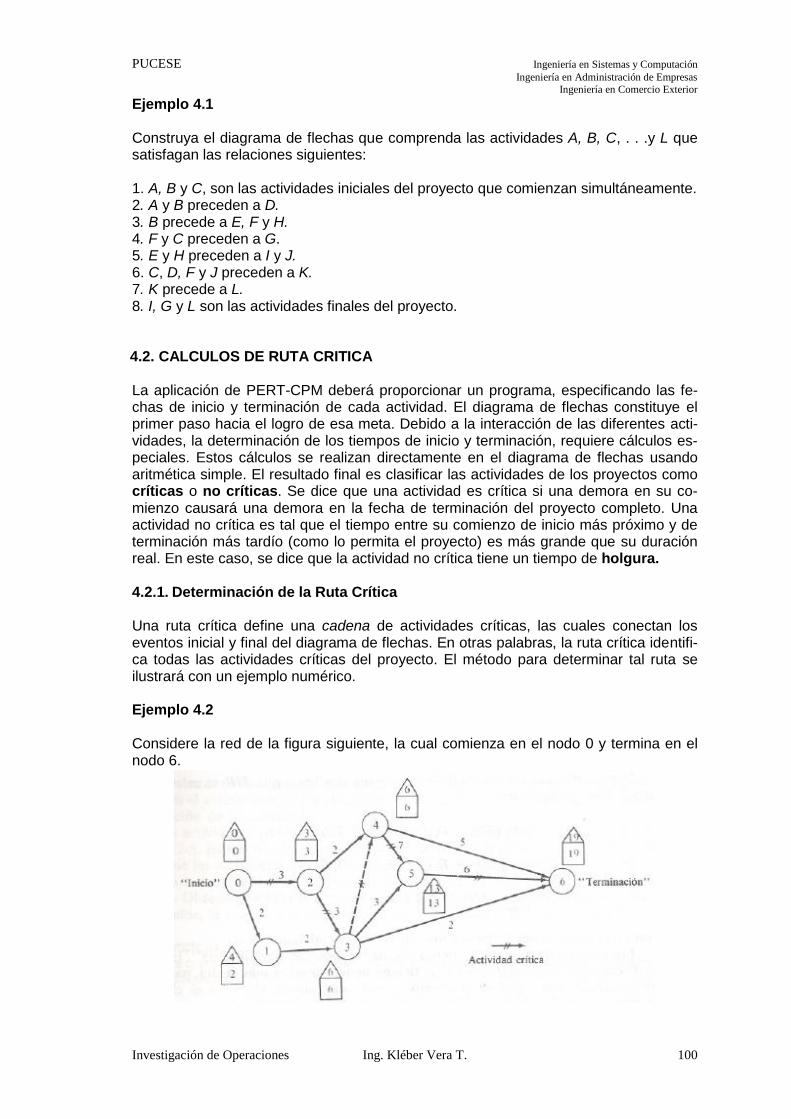
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 100
Ejemplo 4.1 Construya el diagrama de flechas que comprenda las actividades A, B, C, . . .y L que satisfagan las relaciones siguientes: 1. A, B y C, son las actividades iniciales del proyecto que comienzan simultáneamente. 2. A y B preceden a D. 3. B precede a E, F y H. 4. F y C preceden a G. 5. E y H preceden a I y J. 6. C, D, F y J preceden a K. 7. K precede a L. 8. I, G y L son las actividades finales del proyecto. 4.2. CALCULOS DE RUTA CRITICA La aplicación de PERT-CPM deberá proporcionar un programa, especificando las fe-chas de inicio y terminación de cada actividad. El diagrama de flechas constituye el primer paso hacia el logro de esa meta. Debido a la interacción de las diferentes acti-vidades, la determinación de los tiempos de inicio y terminación, requiere cálculos es-peciales. Estos cálculos se realizan directamente en el diagrama de flechas usando aritmética simple. El resultado final es clasificar las actividades de los proyectos como críticas o no críticas. Se dice que una actividad es crítica si una demora en su co-mienzo causará una demora en la fecha de terminación del proyecto completo. Una actividad no crítica es tal que el tiempo entre su comienzo de inicio más próximo y de terminación más tardío (como lo permita el proyecto) es más grande que su duración real. En este caso, se dice que la actividad no crítica tiene un tiempo de holgura. 4.2.1. Determinación de la Ruta Crítica Una ruta crítica define una cadena de actividades críticas, las cuales conectan los eventos inicial y final del diagrama de flechas. En otras palabras, la ruta crítica identifi-ca todas las actividades críticas del proyecto. El método para determinar tal ruta se ilustrará con un ejemplo numérico. Ejemplo 4.2 Considere la red de la figura siguiente, la cual comienza en el nodo 0 y termina en el nodo 6.
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 101
El tiempo requerido para ejecutar cada actividad se indica sobre las flechas. Los cálcu-los de ruta crítica incluyen dos fases. La primera fase se llama cálculos hacia adelan-te, donde los cálculos comienzan desde el nodo de "inicio" y se mueven al nodo de "terminación". En cada nodo se calcula un número que representa el tiempo de ocu-rrencia más próximo del evento correspondiente. Estos números se muestran en la figura anterior dentro de cuadrados. En la segunda fase, llamada cálculos hacia atrás, comienzan los cálculos desde el nodo de "terminación" y se mueve hacia el nodo de "inicio". El número calculado en cada nodo (mostrado dentro de un triángulo) representa el tiempo de ocurrencia más tardío del evento correspondiente. El cálculo hacia adelante se presentará a continuación. Sea TIPi el tiempo de inicio más próximo de todas las actividades que se originan en el evento i. Por consiguiente, TIPi representa el tiempo de ocurrencia más próximo del evento i. Si i = 0 es el evento de "inicio", entonces convencionalmente, para los cálculos de ruta crítica, TIP0 = 0. Sea Dij la duración de la actividad (i, j). Los cálculos hacia adelante, por consiguiente, se obtienen de la fórmula
TIPj = máxi {TIPi + Dij}, para todas las actividades (i, j) definidas donde TIP0 = 0. Por consiguiente, a fin de calcular TIPj para el evento j, deben calcu-larse primero los eventos de comienzo de todas las actividades (i, j) que entran y los TIPj. Los cálculos hacia adelante aplicados a la figura anterior proporcionan TIP0 = 0 como se muestra en el cuadrado sobre el evento 0. Ya que existe solamente una actividad que entra (0, 1) al evento 1 con D01 = 2,
TIP1 = TIP0 + D01 =0 + 2 = 2 esto se anota en el cuadrado asociado al evento 1. El siguiente evento que se va a considerar es el 2. [Note que el evento 3 no puede considerarse en este punto, ya que TIP2 (evento 2) todavía no se conoce]. Por consiguiente
TIP2 = TIP0 + D02 = 0 + 3 = 3 que se anota en el cuadro del evento 2. El siguiente evento que se considerará es el 3. Como hay dos actividades que entran (1, 3) y (2, 3), tenemos
TIP3 = máxi = 1, 2 {TIPi + Di 3} = máx {2 + 2, 3 + 3} = 6 que, una vez más, se anota en el cuadro del evento 3. El procedimiento continúa de la misma manera hasta que TIPj se calcula para toda j. Por consiguiente
TIP4 = máxi = 2, 3 {TIPi + Di 4} =máx {3 + 2, 6 + 0}= 6 TIP5 = máxi = 3, 4 {TIPi + Di 5} = máx {6 + 3, 6 + 7}= 13 TIP6 = máxi = 3, 4, 5 {TIPi + Di 6} = máx {6 + 2, 6 + 5, 13 + 6}= 19
Con estas operaciones terminan los cálculos hacia adelante. Los cálculos hacia atrás comienzan desde el evento de "terminación". El objetivo de esta fase es calcular el TTTi, el tiempo de terminación más tardío, para todas las

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 102
actividades que están en el evento i. Por consiguiente, si i = n es el evento de "termi-nación", TTTn = TIPn inicia el cálculo hacia atrás. En general, para cualquier nodo i,
TTTi = minj {TTTj - Dij} para todas las actividades (i, j) definidas
Los valores de TTT (que se escriben en los triángulos) se determinan de la manera siguiente:
TTT6 =TIP6 = 19 TTT5 = TTT6 - D56= 19 - 6 = 13 TTT4 = mínj = 5.6 {TTTj – D4j }= mín {13 - 7, 19 - 5}= 6 TTT3 = mínj = 4, 5.6 {TTTj – D3j }= mín {6 - 0, 13 - 3, 19 - 2} = 6 TTT2 = mínj = 3.4 {TTTj – D2j }= mín {6 - 3, 6 - 2} = 3 TTT1 = TTT3 - D13= 6 - 2 = 4 TTT0 = mínj = 1.2 {TTTj – D0j }=mín {4 - 2, 3 – 3} = 0
Esto completa los cálculos hacia atrás. Las actividades de ruta crítica pueden ahora identificarse usando los resultados de los cálculos hacia adelante y hacia atrás. Una actividad (i, j) está en la ruta crítica si satis-face las tres condiciones siguientes:
TIPi = TTTi (1) TIPj = TTTj (2) TIPj - TIPi = TTTj -- TTTi = Dij (3)
Estas condiciones realmente indican que no existe tiempo de holgura entre el inicio más próximo (terminación) y el inicio más tardío (terminación) de la actividad. Por con-siguiente, esta actividad debe ser crítica. En el diagrama de flechas estas actividades están caracterizadas por los números en el cuadrado y el triángulo siendo los mismos en cada uno de los eventos terminales y de comienzo y que la diferencia entre los nú-meros en el cuadrado (o triángulo) en el evento terminal y el número en el cuadrado (o triángulo) en el evento inicial es igual a la duración de la actividad. Las actividades (0, 2), (2, 3), (3, 4), (4, 5) y (5, 6) definen la ruta crítica en la figura an-terior. Este es realmente el tiempo más corto posible para terminar el proyecto. Note que las actividades (2, 4), (3, 5), (3, 6) y (4, 6) satisfacen las condiciones (1) y (2) para actividades críticas pero no la condición (3). Por lo tanto, éstas no son críticas. Obser-ve también que la ruta crítica debe formar una cadena de actividades conectadas, la cual abarca la red desde el "inicio" hasta la "terminación". 4.2.2. Determinación de las Holguras Siguiendo la determinación de la ruta crítica, deben calcularse las holguras de las acti-vidades no críticas. Naturalmente, una actividad crítica debe tener una holgura cero. De hecho, esta es la principal razón para que sea crítica.
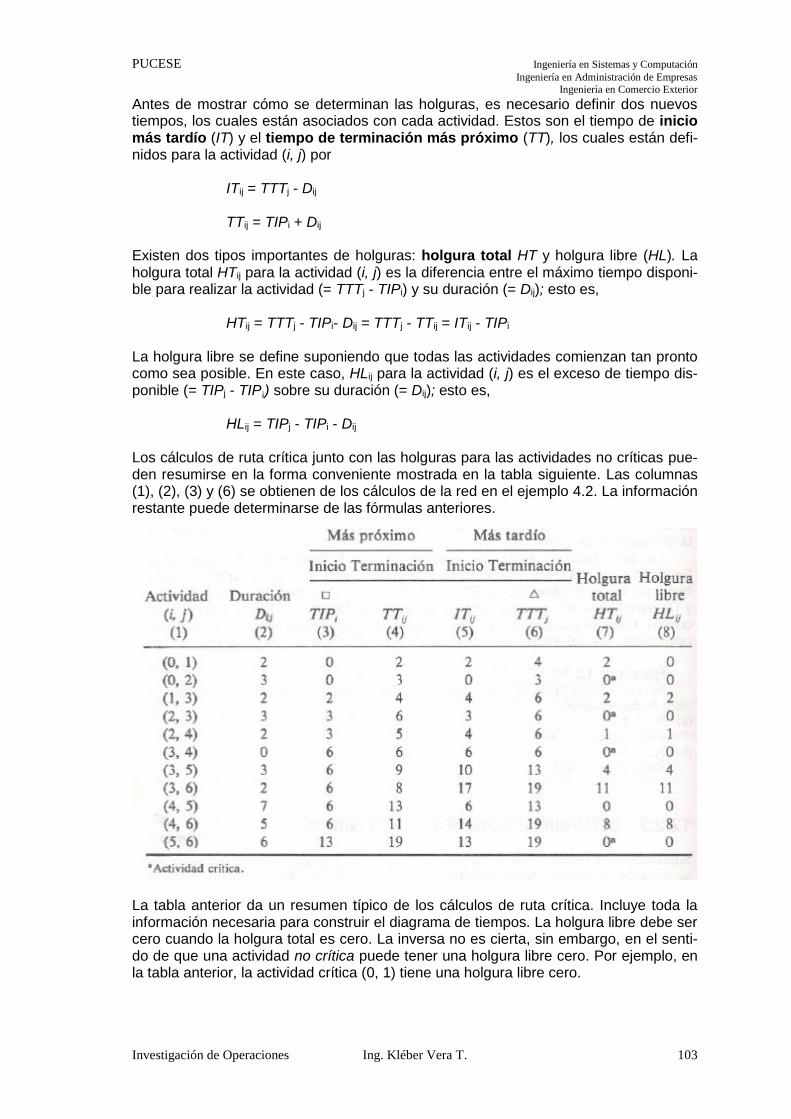
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 103
Antes de mostrar cómo se determinan las holguras, es necesario definir dos nuevos tiempos, los cuales están asociados con cada actividad. Estos son el tiempo de inicio más tardío (IT) y el tiempo de terminación más próximo (TT), los cuales están defi-nidos para la actividad (i, j) por
ITij = TTTj - Dij TTij = TIPi + Dij
Existen dos tipos importantes de holguras: holgura total HT y holgura libre (HL). La holgura total HTij para la actividad (i, j) es la diferencia entre el máximo tiempo disponi-ble para realizar la actividad (= TTTj - TIPi) y su duración (= Dij); esto es,
HTij = TTTj - TIPi- Dij = TTTj - TTij = ITij - TIPi La holgura libre se define suponiendo que todas las actividades comienzan tan pronto como sea posible. En este caso, HLij para la actividad (i, j) es el exceso de tiempo dis-ponible (= TIPj - TIP¡) sobre su duración (= Dij); esto es,
HLij = TIPj - TIPi - Dij Los cálculos de ruta crítica junto con las holguras para las actividades no críticas pue-den resumirse en la forma conveniente mostrada en la tabla siguiente. Las columnas (1), (2), (3) y (6) se obtienen de los cálculos de la red en el ejemplo 4.2. La información restante puede determinarse de las fórmulas anteriores.
La tabla anterior da un resumen típico de los cálculos de ruta crítica. Incluye toda la información necesaria para construir el diagrama de tiempos. La holgura libre debe ser cero cuando la holgura total es cero. La inversa no es cierta, sin embargo, en el senti-do de que una actividad no crítica puede tener una holgura libre cero. Por ejemplo, en la tabla anterior, la actividad crítica (0, 1) tiene una holgura libre cero.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 104
4.2.3. Consideraciones de probabilidad en la programación de proyectos La asignación de tiempo de duración a las actividades es indispensable para comple-tar la red PERT. ¿Debe hacerse esto basándose en el costo más bajo posible, inde-pendientemente de la longitud del tiempo requerido; en el tiempo más corto posible, independientemente de los costos; en algún compromiso entre los dos, o sobre cual-quiera otra base? Para contestar esta pregunta es necesario emplear estadísticas, y especialmente la curva en forma de campana y la distribución beta. Como se recorda-rá, según la estadística, la mayor parte de los grupos de datos tienden a tomar una forma de campana cuando se trazan (figura siguiente). Sin embargo, algunas variables no se distribuyen normalmente y no toman la forma de campana, sino que en vez de ello, las variables son asimétricas en una dirección, como se ve en la figura siguiente.
Como los datos del mundo de los negocios reflejan básicamente una de las tres cur-vas de la figura anterior, los diseñadores de PERT tuvieron que encontrar un tipo es-pecial de distribución que satisfaciera la mayor parte de las circunstancias de tiempo más corto (optimistas), más largo (pesimistas), y más probable que se use. Es eviden-te que el tiempo más probable (m), debe tener una mayor ponderación que el más optimista (a) y el más pesimista (b). Ciertamente hay más probabilidad de que un pro-grama se complete más cerca del tiempo más probable que de los otros dos tiempos extremos. La fórmula desarrollada para el tiempo esperado de una actividad (te) es
Cuando se usa esa fórmula para obtener una curva normal en forma de campana, el valor calculado de te, representa el valor intermedio de la curva en forma de campana, que es lo que queremos para ese tipo de curva. La amplitud o “rango” (a, b) se supone que abarca alrededor de 6 desviaciones están-dares de la distribución, ya que alrededor de 90% o más de cualquier función densidad de probabilidad está dentro de tres desviaciones estándares de su media. La varianza está dada por
4.3. CONSTRUCCION DEL DIAGRAMA DE TIEMPO Y NIVELACION DE RECUR-
SOS
El producto final de los cálculos de la red es la construcción del diagrama (o programa) de tiempo. Este diagrama de tiempo puede convertirse fácilmente en un programa calendario apropiado para el uso del personal que ejecutará el proyecto.
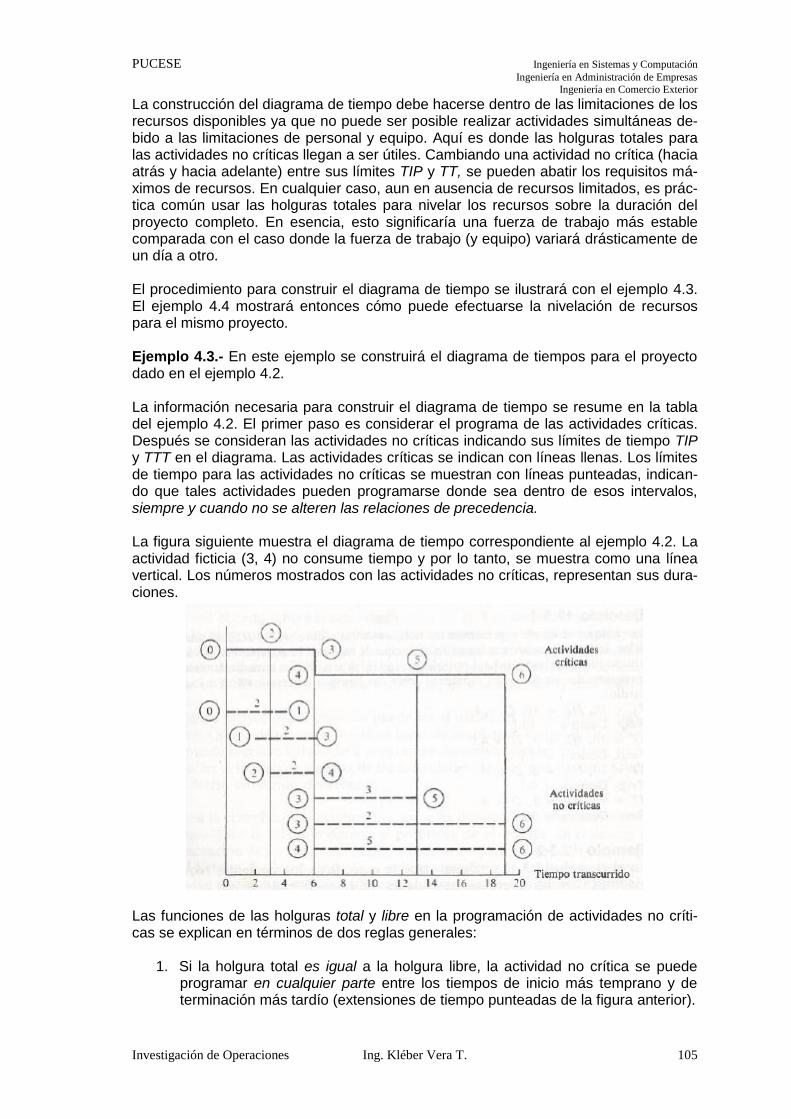
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 105
La construcción del diagrama de tiempo debe hacerse dentro de las limitaciones de los recursos disponibles ya que no puede ser posible realizar actividades simultáneas de-bido a las limitaciones de personal y equipo. Aquí es donde las holguras totales para las actividades no críticas llegan a ser útiles. Cambiando una actividad no crítica (hacia atrás y hacia adelante) entre sus límites TIP y TT, se pueden abatir los requisitos má-ximos de recursos. En cualquier caso, aun en ausencia de recursos limitados, es prác-tica común usar las holguras totales para nivelar los recursos sobre la duración del proyecto completo. En esencia, esto significaría una fuerza de trabajo más estable comparada con el caso donde la fuerza de trabajo (y equipo) variará drásticamente de un día a otro. El procedimiento para construir el diagrama de tiempo se ilustrará con el ejemplo 4.3. El ejemplo 4.4 mostrará entonces cómo puede efectuarse la nivelación de recursos para el mismo proyecto. Ejemplo 4.3.- En este ejemplo se construirá el diagrama de tiempos para el proyecto dado en el ejemplo 4.2. La información necesaria para construir el diagrama de tiempo se resume en la tabla del ejemplo 4.2. El primer paso es considerar el programa de las actividades críticas. Después se consideran las actividades no críticas indicando sus límites de tiempo TIP y TTT en el diagrama. Las actividades críticas se indican con líneas llenas. Los límites de tiempo para las actividades no críticas se muestran con líneas punteadas, indican-do que tales actividades pueden programarse donde sea dentro de esos intervalos, siempre y cuando no se alteren las relaciones de precedencia. La figura siguiente muestra el diagrama de tiempo correspondiente al ejemplo 4.2. La actividad ficticia (3, 4) no consume tiempo y por lo tanto, se muestra como una línea vertical. Los números mostrados con las actividades no críticas, representan sus dura-ciones.
Las funciones de las holguras total y libre en la programación de actividades no críti-cas se explican en términos de dos reglas generales:
1. Si la holgura total es igual a la holgura libre, la actividad no crítica se puede programar en cualquier parte entre los tiempos de inicio más temprano y de terminación más tardío (extensiones de tiempo punteadas de la figura anterior).

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 106
2. Si la holgura libre es menor que la holgura total, el inicio de la actividad no críti-ca se puede demorar en relación con su tiempo de inicio más temprano en una cantidad no mayor que el monto de su holgura libre sin afectar la programación de sus actividades inmediatamente sucesivas.
En nuestro ejemplo, la regla 2 se aplica a la actividad (0, 1) únicamente, mientras que todas las demás se programan según la regla 1. La razón es que la actividad (0, 1) tiene una holgura libre cero. Por lo tanto, si el tiempo inicial para (0, 1) no es demorado más allá de su tiempo de inicio más próximo (t = 0), la actividad inmediatamente suce-siva (1, 3) se puede programar en cualquier momento entre su tiempo de inicio más próximo (t = 2) y su tiempo de terminación mas tardío (t = 6). Por otra parte, si el tiem-po de inicio de (0, 1) se demora más allá de t = 0, el tiempo de inicio más próximo de (1, 3) deberá retrasarse relativo a su tiempo de inicio más próximo cuando menos en la misma cantidad. Por ejemplo, si (0, 1) comienza en t = 1, termina en t = 3 y luego (1, 3) se puede programar en cualquier parte entre t = 3 y t = 6. Este tipo de restricción no se aplica a ninguna de las actividades no críticas restantes porque todas ellas tienen holguras total y libre iguales. También podemos observar este resultado en la figura anterior, ya que (0,1) y (1,2) son las únicas dos actividades sucesivas cuyas extensio-nes de tiempo permisibles se superponen. En esencia, tener la holgura libre menor que la holgura total nos da una advertencia de que la programación de la actividad no deberá terminarse sin antes verificar su efecto en los tiempos de inicio de las actividades inmediatamente sucesivas. Esta valiosa información sólo puede asegurarse a través del uso de cálculos de ruta crítica. Ejemplo 4.4.- En el ejemplo 4.3, supóngase que se especifican los siguientes requisi-tos de trabajadores para las diferentes actividades. Se requiere elaborar un programa de tiempo que nivelará los requisitos de trabajadores mientras dure el proyecto. Nóte-se que las actividades (0, 1) y (1, 3) no requieren labor manual (o mano de obra), lo que se indica asignando un número cero de hombres a cada actividad. Como resulta-do, la programación de (0, 1) y (1,3) puede hacerse en forma independiente del proce-dimiento de nivelación de recursos.
La figura siguiente (a) muestra las necesidades de personal sobre el tiempo si las acti-vidades no críticas se programan tan pronto como sea posible, mientras que la figura siguiente (b) muestra los requerimientos si estas actividades se programan tan tarde como sea posible. La línea punteada señala las necesidades para las actividades críti-cas que deben satisfacerse si el proyecto debe terminarse a tiempo. [Nótese que las actividades (0, 1) y (1, 3) no requieren recursos.]
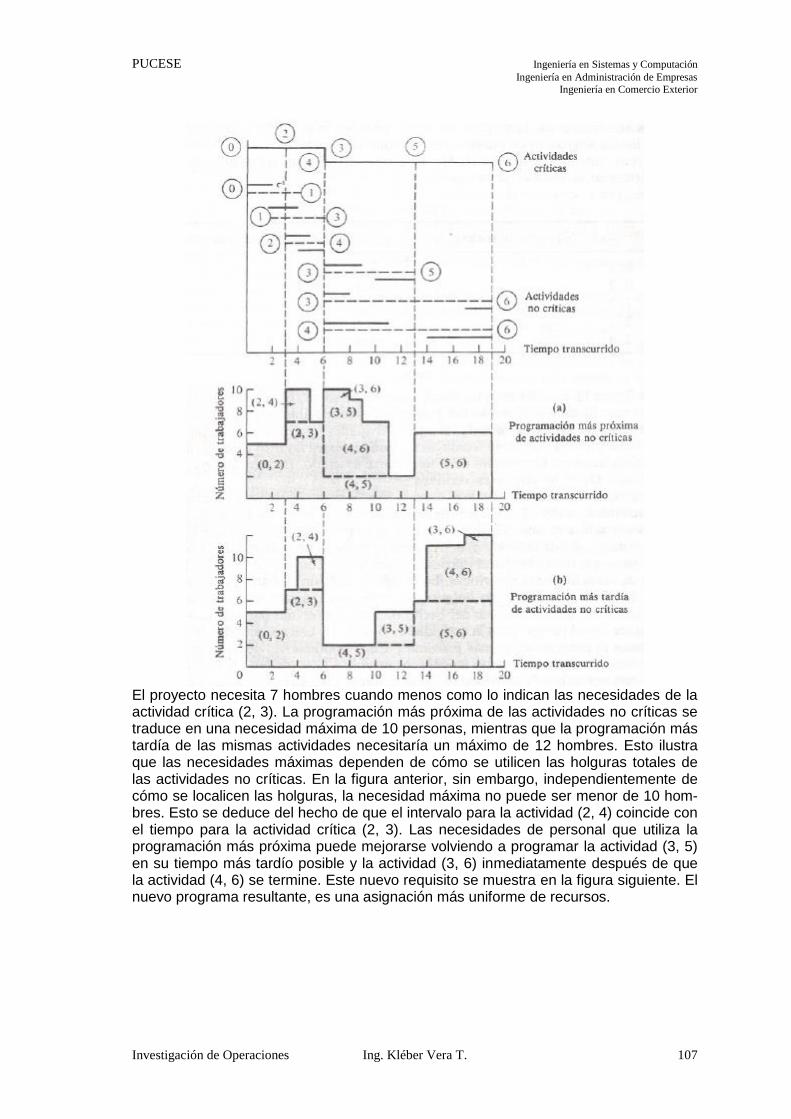
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 107
El proyecto necesita 7 hombres cuando menos como lo indican las necesidades de la actividad crítica (2, 3). La programación más próxima de las actividades no críticas se traduce en una necesidad máxima de 10 personas, mientras que la programación más tardía de las mismas actividades necesitaría un máximo de 12 hombres. Esto ilustra que las necesidades máximas dependen de cómo se utilicen las holguras totales de las actividades no críticas. En la figura anterior, sin embargo, independientemente de cómo se localicen las holguras, la necesidad máxima no puede ser menor de 10 hom-bres. Esto se deduce del hecho de que el intervalo para la actividad (2, 4) coincide con el tiempo para la actividad crítica (2, 3). Las necesidades de personal que utiliza la programación más próxima puede mejorarse volviendo a programar la actividad (3, 5) en su tiempo más tardío posible y la actividad (3, 6) inmediatamente después de que la actividad (4, 6) se termine. Este nuevo requisito se muestra en la figura siguiente. El nuevo programa resultante, es una asignación más uniforme de recursos.
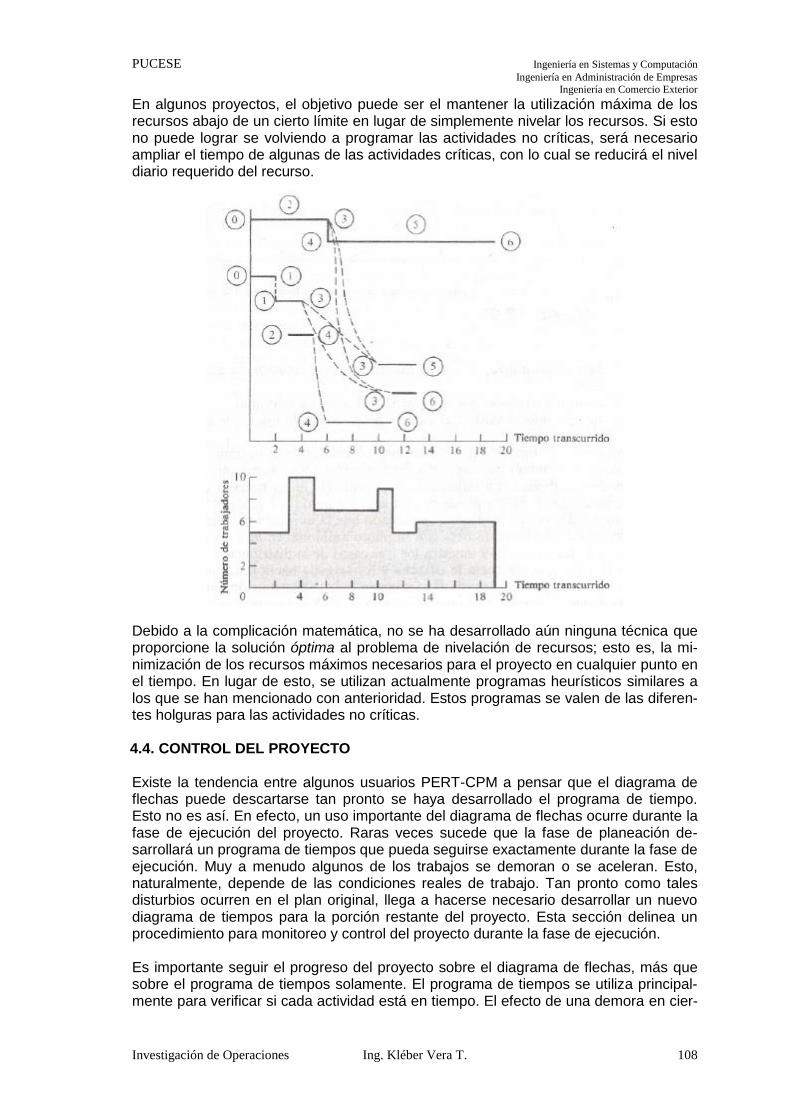
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 108
En algunos proyectos, el objetivo puede ser el mantener la utilización máxima de los recursos abajo de un cierto límite en lugar de simplemente nivelar los recursos. Si esto no puede lograr se volviendo a programar las actividades no críticas, será necesario ampliar el tiempo de algunas de las actividades críticas, con lo cual se reducirá el nivel diario requerido del recurso.
Debido a la complicación matemática, no se ha desarrollado aún ninguna técnica que proporcione la solución óptima al problema de nivelación de recursos; esto es, la mi-nimización de los recursos máximos necesarios para el proyecto en cualquier punto en el tiempo. En lugar de esto, se utilizan actualmente programas heurísticos similares a los que se han mencionado con anterioridad. Estos programas se valen de las diferen-tes holguras para las actividades no críticas. 4.4. CONTROL DEL PROYECTO Existe la tendencia entre algunos usuarios PERT-CPM a pensar que el diagrama de flechas puede descartarse tan pronto se haya desarrollado el programa de tiempo. Esto no es así. En efecto, un uso importante del diagrama de flechas ocurre durante la fase de ejecución del proyecto. Raras veces sucede que la fase de planeación de-sarrollará un programa de tiempos que pueda seguirse exactamente durante la fase de ejecución. Muy a menudo algunos de los trabajos se demoran o se aceleran. Esto, naturalmente, depende de las condiciones reales de trabajo. Tan pronto como tales disturbios ocurren en el plan original, llega a hacerse necesario desarrollar un nuevo diagrama de tiempos para la porción restante del proyecto. Esta sección delinea un procedimiento para monitoreo y control del proyecto durante la fase de ejecución. Es importante seguir el progreso del proyecto sobre el diagrama de flechas, más que sobre el programa de tiempos solamente. El programa de tiempos se utiliza principal-mente para verificar si cada actividad está en tiempo. El efecto de una demora en cier-

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 109
ta actividad sobre la porción restante del proyecto, puede visualizarse mejor sobre el diagrama de flechas. Suponga que en cuanto el proyecto progresa en el tiempo, se descubriera que la de-mora de algunas actividades, hace necesario desarrollar un programa totalmente nue-vo. ¿Cómo puede efectuarse esto usando el presente diagrama de flechas? La nece-sidad inmediata es actualizar el diagrama de flechas asignando valores cero a las du-raciones de las actividades que se han terminado. A las actividades parcialmente ter-minadas se les asignan tiempos equivalentes a sus porciones no terminadas. También deben hacerse los cambios en el diagrama de flechas, tales como añadir o desechar cualquier actividad futura. Repitiendo los cálculos usuales sobre el diagrama de fle-chas con sus nuevos elementos de tiempo, se puede determinar el nuevo programa de tiempos y cambios posibles en la duración del proyecto. Tal información se utiliza has-ta que es necesario actualizar el programa de tiempos nuevamente. En situaciones reales se requieren normalmente muchas revisiones del programa de tiempos en las primeras etapas de la fase de ejecución. Sigue luego un período estable, en el cual se requiere poca revisión del programa actual. EJERCICIOS PROPUESTOS 1. Trace el diagrama de flechas que abarque las actividades A, B, E, . . . , y P que
satisfaga las siguientes relaciones de precedencia:
(i) Las primeras actividades del proyecto, A, B y C, pueden comenzar si-multáneamente.
(ii) Las actividades D, E y F comienzan inmediatamente después de que A se termina.
(iii) Las actividades l y G comienzan después de que tanto B como D se han terminado.
(iv) La actividad H comienza después de que tanto C como G se han termi-nado.
(v) Las actividades K y L siguen a la actividad l. (vi) La actividad J sigue tanto a E como a H. (vii) Las actividades M y N siguen a F, pero no pueden empezar hasta que E
y H han terminado. . (viii) La actividad O sigue a M e l. (ix) La actividad P sigue a J, L y O. (x) Las actividades K, N y P son las actividades terminales del proyecto.
2. Los cimientos de un edificio pueden terminarse en cuatro secciones consecutivas. Las actividades para cada sección comprenden la excavación, colocación del ace-ro y el colado del concreto. El cavar una sección no puede comenzar hasta que la anterior se haya terminado. Lo mismo se aplica al colado del concreto. Desarrolle una red para terminar el proyecto.
3. Una encuesta de opinión implica diseñar e imprimir cuestionarios, alquilar y entre-
nar personal, seleccionar participantes, enviar por correo los cuestionarios y, final-mente, analizar todos los datos. Construya la red de trabajo. Explique claramente todas las hipótesis hechas.
4. La empresa Mohawk Discount Store está diseñando un programa de capacitación
administrativa para su personal, en la casa matriz de la compañía. La firma preten-de diseñar el programa de manera que los entrenados (trainees) o personal de en-trenamiento puedan terminarlo tan pronto como sea posible. Existen importantes relaciones de precedencia que deben mantenerse entre las asignaciones o activi-
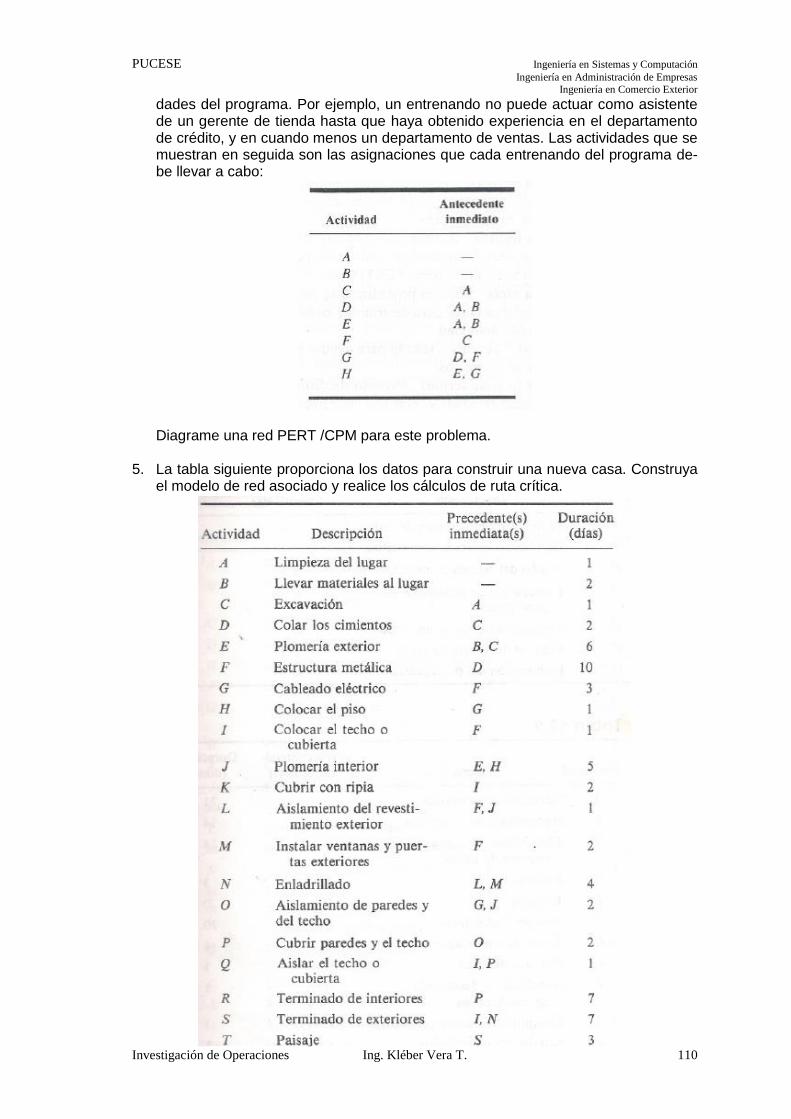
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 110
dades del programa. Por ejemplo, un entrenando no puede actuar como asistente de un gerente de tienda hasta que haya obtenido experiencia en el departamento de crédito, y en cuando menos un departamento de ventas. Las actividades que se muestran en seguida son las asignaciones que cada entrenando del programa de-be llevar a cabo:
Diagrame una red PERT /CPM para este problema.
5. La tabla siguiente proporciona los datos para construir una nueva casa. Construya el modelo de red asociado y realice los cálculos de ruta crítica.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 111
6. Para el fin de elaborar el presupuesto del año siguiente, una compañía debe recolectar información de sus departamentos de ventas, producción, contabilidad y tesorería. La tabla siguiente indica las actividades y sus duraciones. Elabore el modelo de red del problema y realice los cálculos de ruta crítica.
7. Hay que instalar un nuevo sistema de computadoras para la Compañía Lawrence,
porque ya se terminaron los trámites para comprar una máquina IBM-360 (Modelo 20). La administración quiere saber cuánto tiempo tardará la instalación del nuevo sistema de computadoras, teniendo en cuenta que el sistema actual es de tarjetas perforadas. Como un cambio de esa índole puede causar muchos problemas per-sonales si no se maneja en forma apropiada, se decidió usar PERT para asegurar una instalación sin tropiezos del equipo de computadoras. Se ha encargado al lec-tor el desarrollo de la red PERT de eventos y actividades, así como la ruta más crí-tica. A fin de determinar la ruta más crítica, los eventos se han numerado en serie y se han mostrado en términos de secuencia, o sea que el evento 6 sólo puede completarse después de que se haya completado el evento 5. Se pide al lector que haga recomendaciones basándose en los resultados de su red PERT. El tiempo de cada evento se da en términos de semanas.
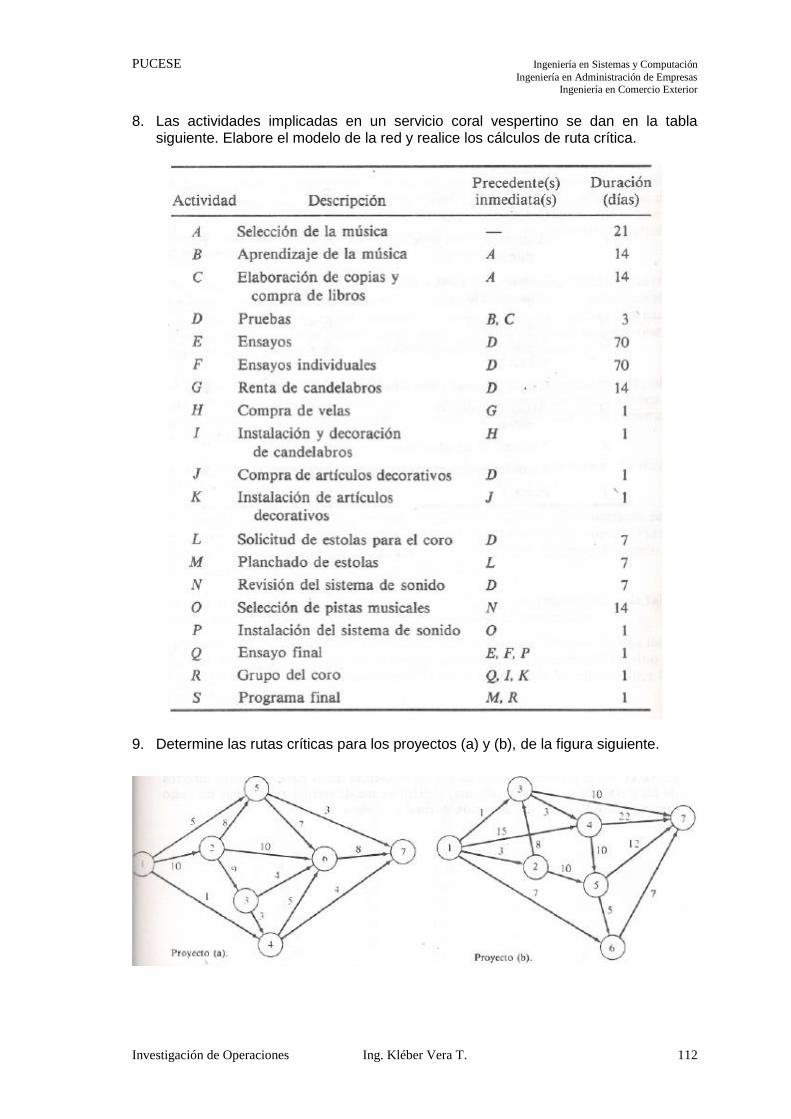
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 112
8. Las actividades implicadas en un servicio coral vespertino se dan en la tabla
siguiente. Elabore el modelo de la red y realice los cálculos de ruta crítica.
9. Determine las rutas críticas para los proyectos (a) y (b), de la figura siguiente.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 113
10. La tabla siguiente resume las actividades para reubicar 1 700 pies de una línea eléctrica primaria de 13.8 kV debido al ensanchamiento de la sección del camino en la cual está instalada la línea actualmente. Trace el modelo de la red y realice los cálculos de ruta crítica.
11. En el problema 9 calcule las holguras libre y total y resuma los cálculos de ruta
crítica usando el formato en la tabla dada en clase. 12. Las actividades para la compra de un automóvil nuevo se resumen en la tabla
siguiente. Trace el modelo de la red y efectúe los cálculos de ruta crítica.
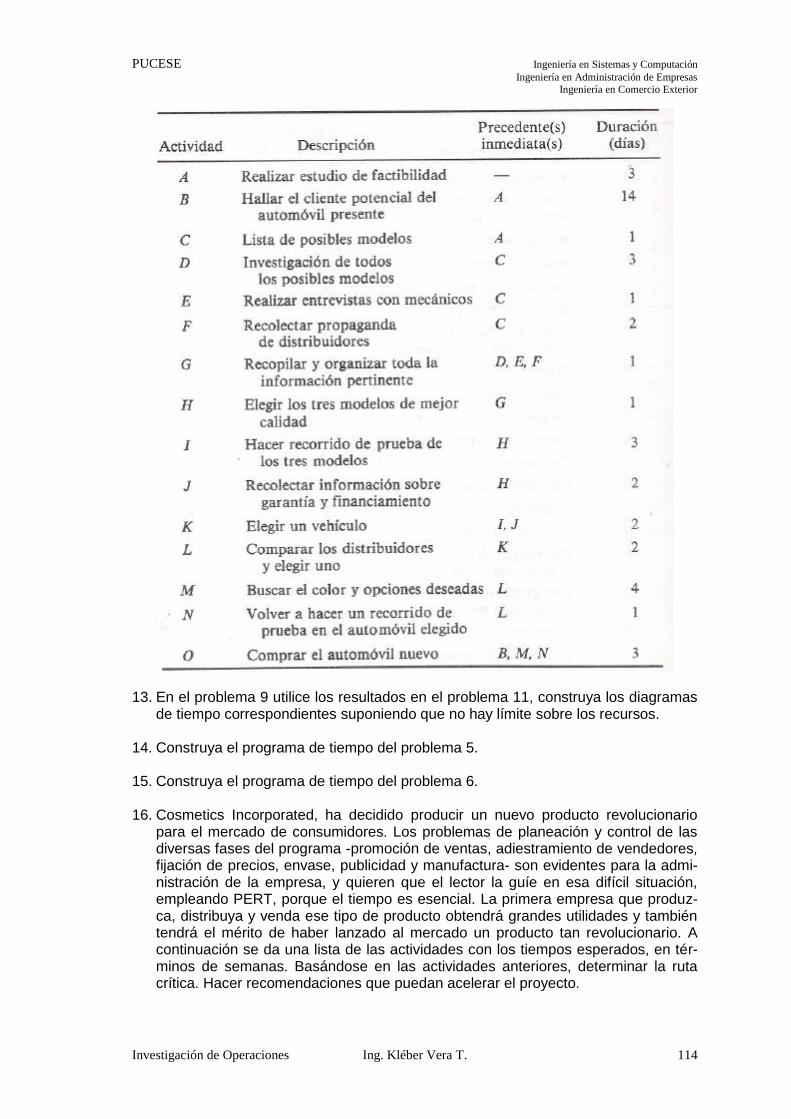
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 114
13. En el problema 9 utilice los resultados en el problema 11, construya los diagramas
de tiempo correspondientes suponiendo que no hay límite sobre los recursos. 14. Construya el programa de tiempo del problema 5.
15. Construya el programa de tiempo del problema 6. 16. Cosmetics Incorporated, ha decidido producir un nuevo producto revolucionario
para el mercado de consumidores. Los problemas de planeación y control de las diversas fases del programa -promoción de ventas, adiestramiento de vendedores, fijación de precios, envase, publicidad y manufactura- son evidentes para la admi-nistración de la empresa, y quieren que el lector la guíe en esa difícil situación, empleando PERT, porque el tiempo es esencial. La primera empresa que produz-ca, distribuya y venda ese tipo de producto obtendrá grandes utilidades y también tendrá el mérito de haber lanzado al mercado un producto tan revolucionario. A continuación se da una lista de las actividades con los tiempos esperados, en tér-minos de semanas. Basándose en las actividades anteriores, determinar la ruta crítica. Hacer recomendaciones que puedan acelerar el proyecto.
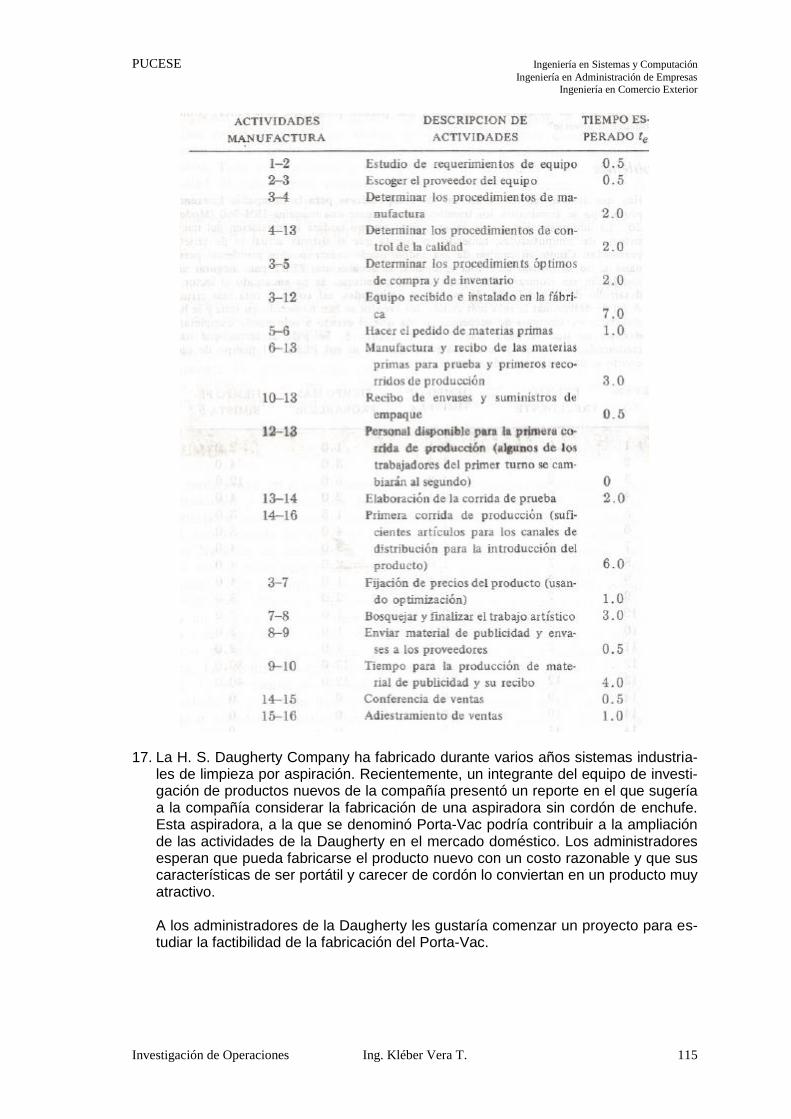
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 115
17. La H. S. Daugherty Company ha fabricado durante varios años sistemas industria-
les de limpieza por aspiración. Recientemente, un integrante del equipo de investi-gación de productos nuevos de la compañía presentó un reporte en el que sugería a la compañía considerar la fabricación de una aspiradora sin cordón de enchufe. Esta aspiradora, a la que se denominó Porta-Vac podría contribuir a la ampliación de las actividades de la Daugherty en el mercado doméstico. Los administradores esperan que pueda fabricarse el producto nuevo con un costo razonable y que sus características de ser portátil y carecer de cordón lo conviertan en un producto muy atractivo.
A los administradores de la Daugherty les gustaría comenzar un proyecto para es-tudiar la factibilidad de la fabricación del Porta-Vac.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 116
18. En el problema 9 suponga que las estimaciones (a, b, m) están dadas como se
muestra en las siguientes tablas. Calcule la ruta crítica.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 117
5. MODELOS DE INVENTARIOS Un problema de inventario existe cuando es necesario guardar bienes físicos o mer-cancías con el propósito de satisfacer la demanda sobre un horizonte de tiempo espe-cificado (finito o infinito). Casi cada empresa debe almacenar bienes para asegurar un trabajo uniforme y eficiente en sus operaciones. Las decisiones considerando cuándo hacer pedidos y en qué cantidad son típicas de cada problema de inventario. La de-manda requerida puede satisfacerse almacenando una vez según todo el horizonte de tiempo o almacenando separadamente cada unidad de tiempo durante el horizonte. Los dos casos que pueden considerarse son sobrealmacenamiento (con respecto a una unidad de tiempo) o subalmacenamiento (con respecto al horizonte completo). Un sobre almacenamiento requeriría un capital invertido superior por unidad de tiempo pero menos ocurrencias frecuentes de escasez y de colocación de pedidos. Un sub-almacenamiento, por otra parte, disminuiría el capital invertido por unidad de tiempo pero aumentaría la frecuencia de los pedidos así como el tiempo de estar sin mercan-cía. Los dos extremos son costosos. Las decisiones considerando la cantidad ordena-da y el tiempo en el cual se ordena pueden, por consiguiente, estar basadas sobre la minimización de una función de costo apropiada la cual balancea los costos totales resultantes de sobre almacenamiento y subalmacenamiento. 5.1. SISTEMA DE INVENTARIO ABC En la mayoría de las situaciones del mundo real, el manejo de inventarios suele impli-car un número apreciable de artículos o productos que varían en precio desde los rela-tivamente económicos hasta los posiblemente muy costosos. Como el inventario re-presenta en realidad capital ocioso (o inactivo), es natural que se ejerza el control de inventario en artículos que sean los responsables del incremento en el costo del capi-tal. Por lo tanto, los artículos rutinarios, como los tornillos y tuercas, contribuyen en forma poco significativa al costo del capital cuando se comparan con artículos que contienen partes de repuesto costosas. La experiencia ha demostrado que sólo un número relativamente pequeño de artículos de inventario suelen incurrir en una parte importante del costo del capital. Estos artícu-los son los que deben estar sujetos a un control de inventario estricto. El sistema ABC es un procedimiento simple que se puede utilizar para separar los artículos que requie-ran atención especial en términos de control de inventarios. El procedimiento sugiere se grafique el porcentaje de artículos del inventario total con-tra el porcentaje del valor monetario total de estos artículos en un periodo dado (por lo general un año). La figura siguiente ilustra una curva ABC común. La idea del proce-dimiento es determinar el porcentaje de artículos que contribuyen al 80% del valor mo-netario acumulado. Estos artículos se clasifican como grupo A y normalmente consti-tuyen alrededor del 20% de todos los artículos. Los artículos de la clase B son aque-llos que corresponden a valores monetarios porcentuales entre el 80% y el 95%. Estos normalmente comprenden alrededor del 25% de todos los artículos. Los artículos res-tantes constituyen la clase C. Los artículos de la clase A representan cantidades pequeñas de artículos costosos y deben estar sujetos a un estrecho control de inventarios. Los artículos de la clase B son los que siguen en orden donde se puede aplicar una forma de control de inventa-rio moderada. Por último, a los artículos de la clase C se les debe asignar la más baja prioridad en la aplicación de cualquier forma de control de inventarios. Por lo general,
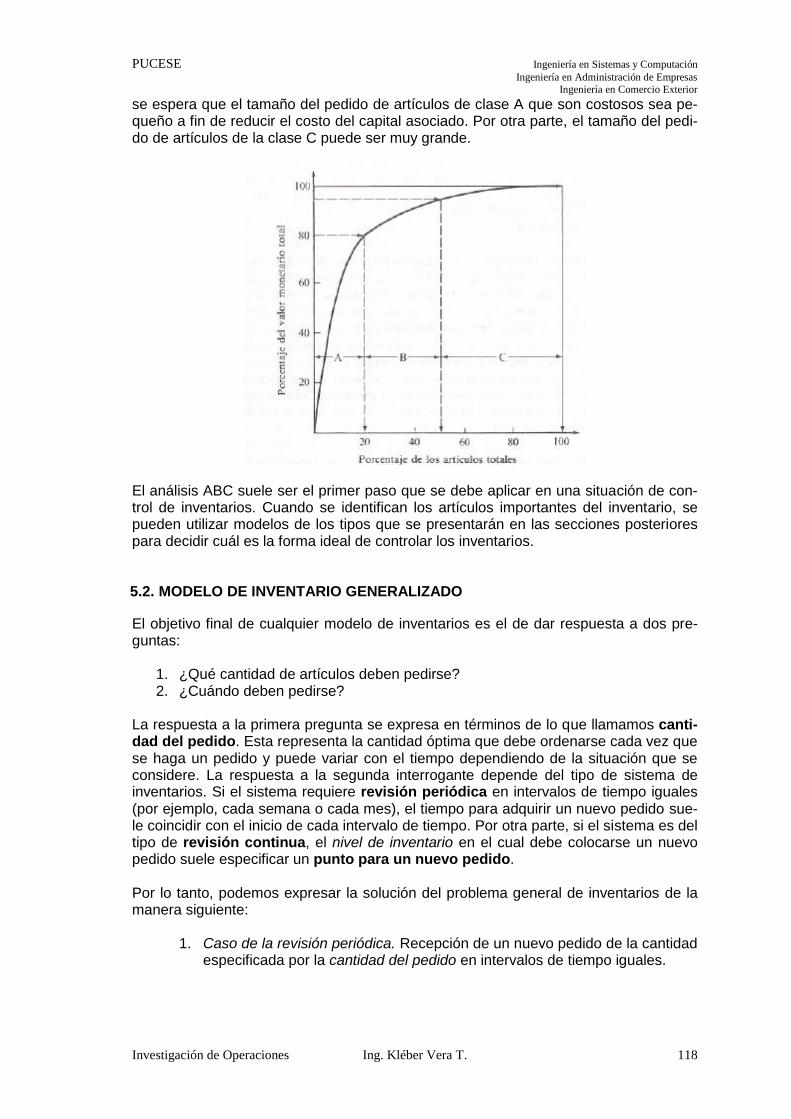
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 118
se espera que el tamaño del pedido de artículos de clase A que son costosos sea pe-queño a fin de reducir el costo del capital asociado. Por otra parte, el tamaño del pedi-do de artículos de la clase C puede ser muy grande.
El análisis ABC suele ser el primer paso que se debe aplicar en una situación de con-trol de inventarios. Cuando se identifican los artículos importantes del inventario, se pueden utilizar modelos de los tipos que se presentarán en las secciones posteriores para decidir cuál es la forma ideal de controlar los inventarios. 5.2. MODELO DE INVENTARIO GENERALIZADO
El objetivo final de cualquier modelo de inventarios es el de dar respuesta a dos pre-guntas:
1. ¿Qué cantidad de artículos deben pedirse? 2. ¿Cuándo deben pedirse?
La respuesta a la primera pregunta se expresa en términos de lo que llamamos canti-dad del pedido. Esta representa la cantidad óptima que debe ordenarse cada vez que se haga un pedido y puede variar con el tiempo dependiendo de la situación que se considere. La respuesta a la segunda interrogante depende del tipo de sistema de inventarios. Si el sistema requiere revisión periódica en intervalos de tiempo iguales (por ejemplo, cada semana o cada mes), el tiempo para adquirir un nuevo pedido sue-le coincidir con el inicio de cada intervalo de tiempo. Por otra parte, si el sistema es del tipo de revisión continua, el nivel de inventario en el cual debe colocarse un nuevo pedido suele especificar un punto para un nuevo pedido. Por lo tanto, podemos expresar la solución del problema general de inventarios de la manera siguiente:
1. Caso de la revisión periódica. Recepción de un nuevo pedido de la cantidad especificada por la cantidad del pedido en intervalos de tiempo iguales.
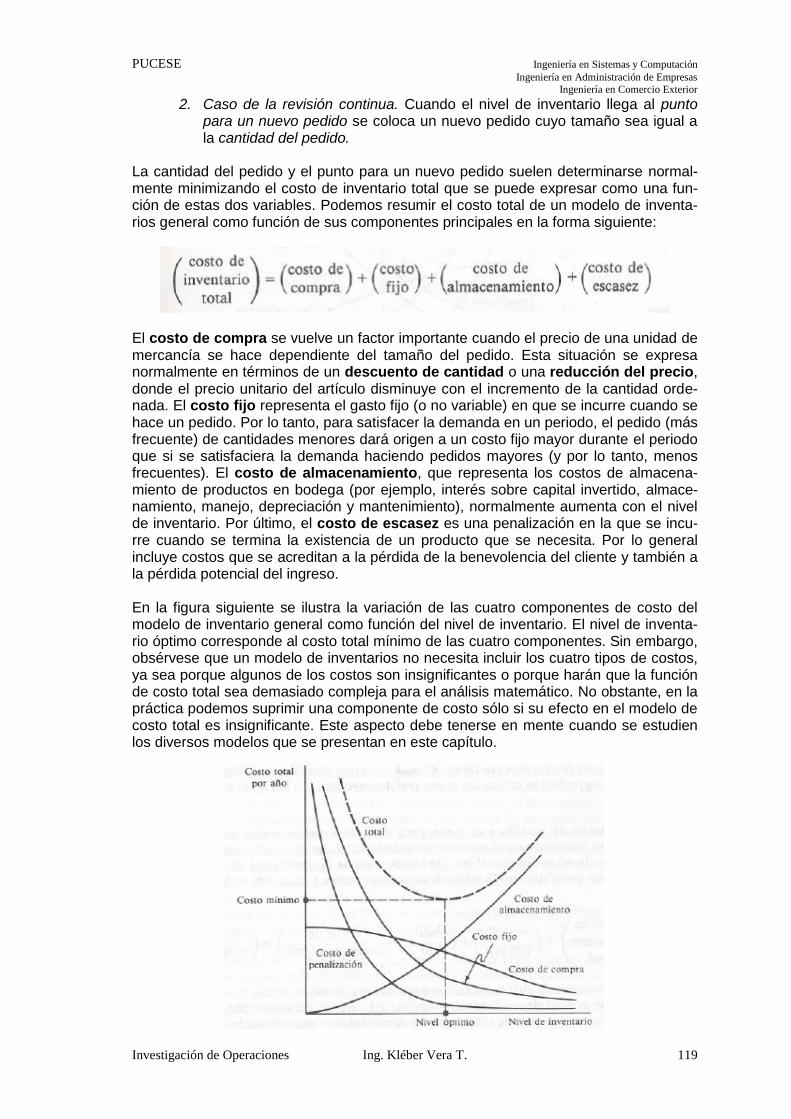
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 119
2. Caso de la revisión continua. Cuando el nivel de inventario llega al punto para un nuevo pedido se coloca un nuevo pedido cuyo tamaño sea igual a la cantidad del pedido.
La cantidad del pedido y el punto para un nuevo pedido suelen determinarse normal-mente minimizando el costo de inventario total que se puede expresar como una fun-ción de estas dos variables. Podemos resumir el costo total de un modelo de inventa-rios general como función de sus componentes principales en la forma siguiente:
El costo de compra se vuelve un factor importante cuando el precio de una unidad de mercancía se hace dependiente del tamaño del pedido. Esta situación se expresa normalmente en términos de un descuento de cantidad o una reducción del precio, donde el precio unitario del artículo disminuye con el incremento de la cantidad orde-nada. El costo fijo representa el gasto fijo (o no variable) en que se incurre cuando se hace un pedido. Por lo tanto, para satisfacer la demanda en un periodo, el pedido (más frecuente) de cantidades menores dará origen a un costo fijo mayor durante el periodo que si se satisfaciera la demanda haciendo pedidos mayores (y por lo tanto, menos frecuentes). El costo de almacenamiento, que representa los costos de almacena-miento de productos en bodega (por ejemplo, interés sobre capital invertido, almace-namiento, manejo, depreciación y mantenimiento), normalmente aumenta con el nivel de inventario. Por último, el costo de escasez es una penalización en la que se incu-rre cuando se termina la existencia de un producto que se necesita. Por lo general incluye costos que se acreditan a la pérdida de la benevolencia del cliente y también a la pérdida potencial del ingreso. En la figura siguiente se ilustra la variación de las cuatro componentes de costo del modelo de inventario general como función del nivel de inventario. El nivel de inventa-rio óptimo corresponde al costo total mínimo de las cuatro componentes. Sin embargo, obsérvese que un modelo de inventarios no necesita incluir los cuatro tipos de costos, ya sea porque algunos de los costos son insignificantes o porque harán que la función de costo total sea demasiado compleja para el análisis matemático. No obstante, en la práctica podemos suprimir una componente de costo sólo si su efecto en el modelo de costo total es insignificante. Este aspecto debe tenerse en mente cuando se estudien los diversos modelos que se presentan en este capítulo.
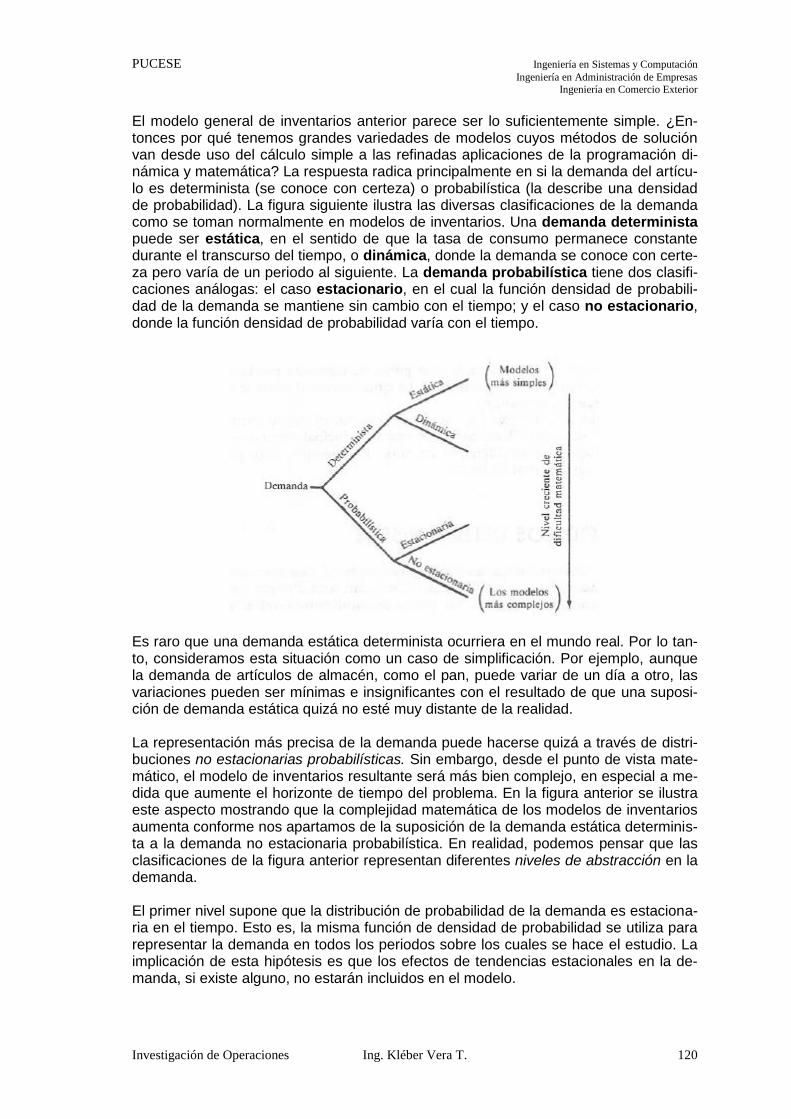
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 120
El modelo general de inventarios anterior parece ser lo suficientemente simple. ¿En-tonces por qué tenemos grandes variedades de modelos cuyos métodos de solución van desde uso del cálculo simple a las refinadas aplicaciones de la programación di-námica y matemática? La respuesta radica principalmente en si la demanda del artícu-lo es determinista (se conoce con certeza) o probabilística (la describe una densidad de probabilidad). La figura siguiente ilustra las diversas clasificaciones de la demanda como se toman normalmente en modelos de inventarios. Una demanda determinista puede ser estática, en el sentido de que la tasa de consumo permanece constante durante el transcurso del tiempo, o dinámica, donde la demanda se conoce con certe-za pero varía de un periodo al siguiente. La demanda probabilística tiene dos clasifi-caciones análogas: el caso estacionario, en el cual la función densidad de probabili-dad de la demanda se mantiene sin cambio con el tiempo; y el caso no estacionario, donde la función densidad de probabilidad varía con el tiempo.
Es raro que una demanda estática determinista ocurriera en el mundo real. Por lo tan-to, consideramos esta situación como un caso de simplificación. Por ejemplo, aunque la demanda de artículos de almacén, como el pan, puede variar de un día a otro, las variaciones pueden ser mínimas e insignificantes con el resultado de que una suposi-ción de demanda estática quizá no esté muy distante de la realidad. La representación más precisa de la demanda puede hacerse quizá a través de distri-buciones no estacionarias probabilísticas. Sin embargo, desde el punto de vista mate-mático, el modelo de inventarios resultante será más bien complejo, en especial a me-dida que aumente el horizonte de tiempo del problema. En la figura anterior se ilustra este aspecto mostrando que la complejidad matemática de los modelos de inventarios aumenta conforme nos apartamos de la suposición de la demanda estática determinis-ta a la demanda no estacionaria probabilística. En realidad, podemos pensar que las clasificaciones de la figura anterior representan diferentes niveles de abstracción en la demanda. El primer nivel supone que la distribución de probabilidad de la demanda es estaciona-ria en el tiempo. Esto es, la misma función de densidad de probabilidad se utiliza para representar la demanda en todos los periodos sobre los cuales se hace el estudio. La implicación de esta hipótesis es que los efectos de tendencias estacionales en la de-manda, si existe alguno, no estarán incluidos en el modelo.

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 121
El segundo nivel de simplificación reconoce las variaciones en la demanda entre dife-rentes periodos. Sin embargo, más que utilizar distribuciones de probabilidad se utiliza la demanda promedio para representar las necesidades de cada periodo. Esta simplifi-cación tiene el efecto de ignorar elementos de riesgo en la situación de inventario. Sin embargo, permite al analista considerar tendencias estacionales en la demanda, las cuales por dificultades analíticas y de cálculo puede no ser posible incluir en un mode-lo probabilista. En otras palabras, parece haber alguna clase de transacción entre la utilización de distribuciones de probabilidades estacionarias y demandas variables conocidas, según la hipótesis de "certeza supuesta". El tercer nivel de simplificación elimina ambos elementos de riesgo y variabilidad en la demanda. Por consiguiente, la demanda en cualquier periodo se supone igual al pro-medio de las demandas conocidas (supuestamente) para todos los periodos en consi-deración. El resultado de esta simplificación es que la demanda puede representarse como una tasa constante por unidad de tiempo. Aunque el tipo de demanda es un factor principal en el diseño del modelo de inventa-rios, los factores que siguen pueden influenciar también la forma en que se formula el modelo. 1. Demoras en la entrega o (tiempos guía). Cuando se coloca un pedido, puede en-
tregarse inmediatamente o puede requerir algún tiempo antes de que la entrega se efectúe. El tiempo entre la colocación de un pedido y su surtido se conoce como demora en la entrega. En general, las holguras de entrega pueden ser determinis-tas o probabilistas.
2. Reabasto del almacén. Aunque un sistema de inventarios puede operar con demo-
ras en las entregas, el abastecimiento real del almacén puede ser instantáneo o uniforme. El instantáneo ocurre cuando el almacén compra de fuentes externas. El uniforme puede ocurrir cuando el producto se fabrica localmente dentro de la orga-nización. En general, un sistema puede operar con demora positiva en la entrega y también con reaprovisionamiento uniforme de almacén.
3. Horizonte de tiempo. El horizonte define el periodo sobre el cual el nivel de inven-
tarios estará controlado. Este horizonte puede ser finito o infinito, dependiendo de la naturaleza de la demanda.
4. Abastecimiento múltiple. Un sistema de inventario s puede tener varios puntos de
almacenamiento (en lugar de uno). En algunos casos estos puntos de almacena-miento están organizados de tal manera que un punto actúa como una fuente de abastecimiento para algunos otros puntos. Este tipo de operación puede repetirse a diferentes niveles de tal manera que un punto de demanda pueda de nuevo lle-gar a ser un nuevo punto de abastecimiento. La situación usualmente se denomina sistema de abastecimiento múltiple.
5. Número de artículos. Un sistema de inventarios puede comprender más de un ar-
tículo (mercancías). Este caso es de interés, principalmente si existe alguna clase de interacción entre los diferentes artículos. Por ejemplo, éstos pueden competir en espacio o capital total limitados.
5.3. MODELOS DETERMINISTAS Es muy difícil desarrollar un modelo general de inventarios que tome en cuenta todas las variaciones en los sistemas reales. De hecho, aun si puede ser formulado un mo-
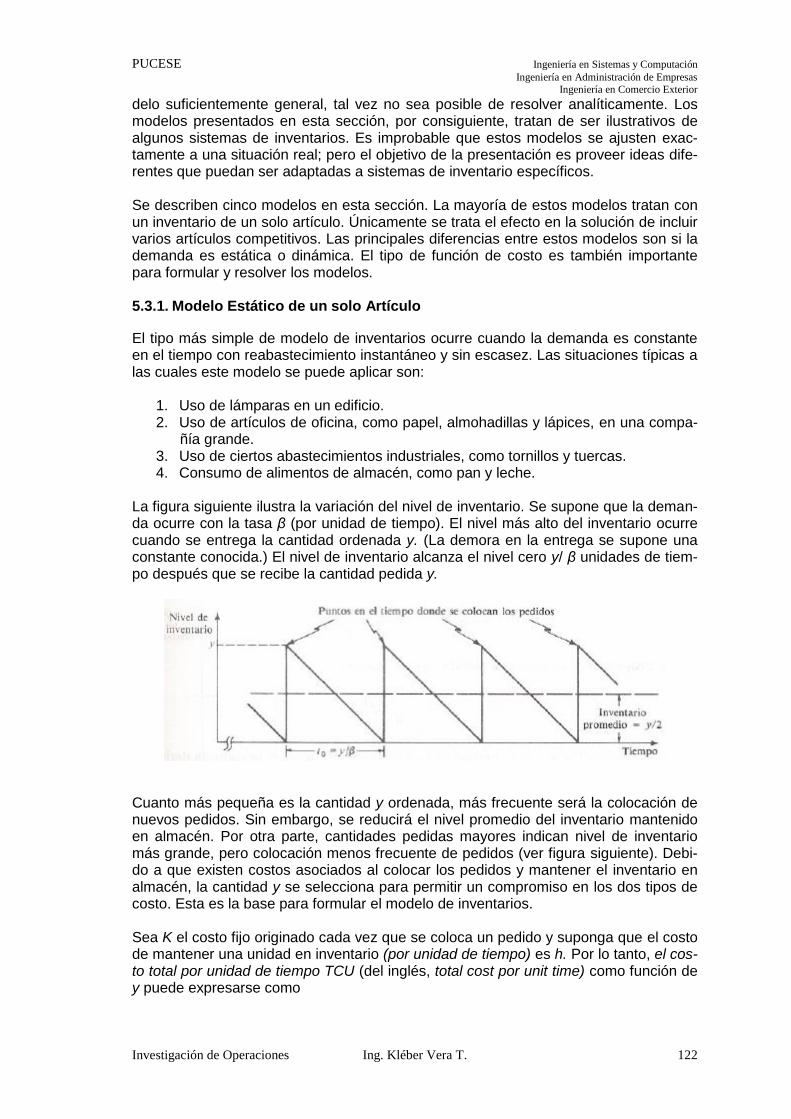
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 122
delo suficientemente general, tal vez no sea posible de resolver analíticamente. Los modelos presentados en esta sección, por consiguiente, tratan de ser ilustrativos de algunos sistemas de inventarios. Es improbable que estos modelos se ajusten exac-tamente a una situación real; pero el objetivo de la presentación es proveer ideas dife-rentes que puedan ser adaptadas a sistemas de inventario específicos. Se describen cinco modelos en esta sección. La mayoría de estos modelos tratan con un inventario de un solo artículo. Únicamente se trata el efecto en la solución de incluir varios artículos competitivos. Las principales diferencias entre estos modelos son si la demanda es estática o dinámica. El tipo de función de costo es también importante para formular y resolver los modelos. 5.3.1. Modelo Estático de un solo Artículo
El tipo más simple de modelo de inventarios ocurre cuando la demanda es constante en el tiempo con reabastecimiento instantáneo y sin escasez. Las situaciones típicas a las cuales este modelo se puede aplicar son:
1. Uso de lámparas en un edificio. 2. Uso de artículos de oficina, como papel, almohadillas y lápices, en una compa-
ñía grande. 3. Uso de ciertos abastecimientos industriales, como tornillos y tuercas. 4. Consumo de alimentos de almacén, como pan y leche.
La figura siguiente ilustra la variación del nivel de inventario. Se supone que la deman-da ocurre con la tasa β (por unidad de tiempo). El nivel más alto del inventario ocurre cuando se entrega la cantidad ordenada y. (La demora en la entrega se supone una constante conocida.) El nivel de inventario alcanza el nivel cero y/ β unidades de tiem-po después que se recibe la cantidad pedida y.
Cuanto más pequeña es la cantidad y ordenada, más frecuente será la colocación de nuevos pedidos. Sin embargo, se reducirá el nivel promedio del inventario mantenido en almacén. Por otra parte, cantidades pedidas mayores indican nivel de inventario más grande, pero colocación menos frecuente de pedidos (ver figura siguiente). Debi-do a que existen costos asociados al colocar los pedidos y mantener el inventario en almacén, la cantidad y se selecciona para permitir un compromiso en los dos tipos de costo. Esta es la base para formular el modelo de inventarios. Sea K el costo fijo originado cada vez que se coloca un pedido y suponga que el costo de mantener una unidad en inventario (por unidad de tiempo) es h. Por lo tanto, el cos-to total por unidad de tiempo TCU (del inglés, total cost por unit time) como función de y puede expresarse como
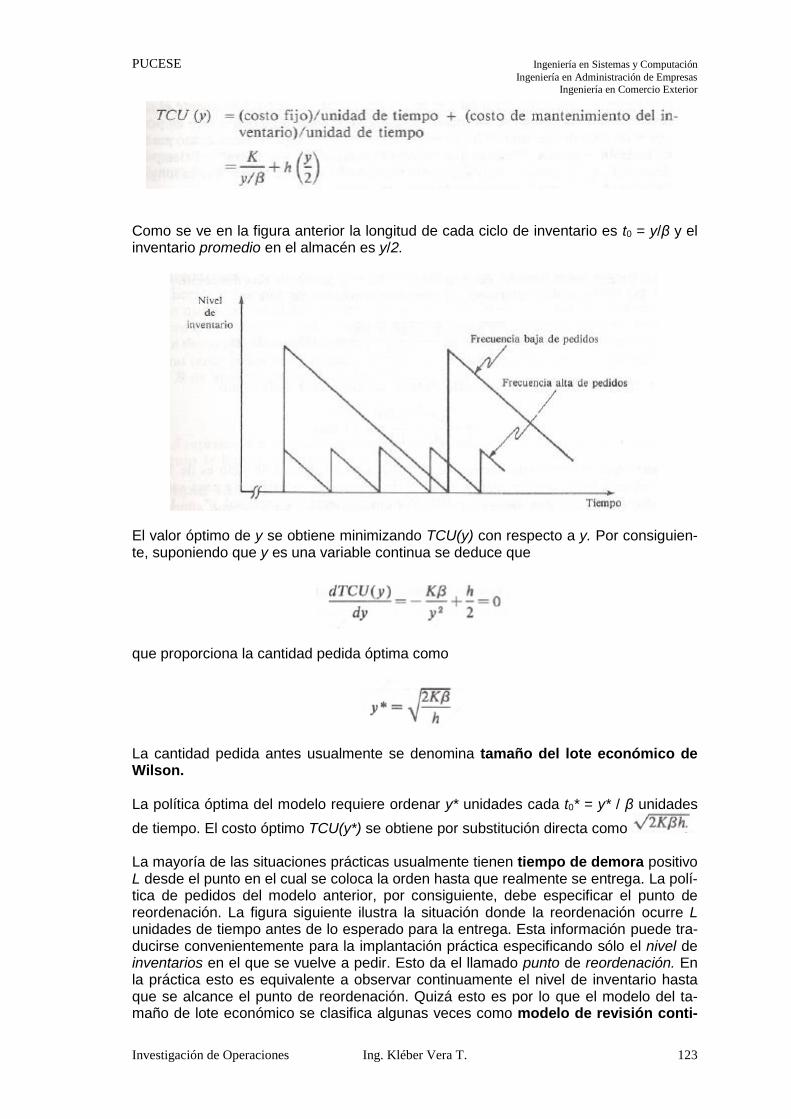
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 123
Como se ve en la figura anterior la longitud de cada ciclo de inventario es t0 = y/β y el inventario promedio en el almacén es y/2.
El valor óptimo de y se obtiene minimizando TCU(y) con respecto a y. Por consiguien-te, suponiendo que y es una variable continua se deduce que
que proporciona la cantidad pedida óptima como
La cantidad pedida antes usualmente se denomina tamaño del lote económico de Wilson. La política óptima del modelo requiere ordenar y* unidades cada t0* = y* / β unidades
de tiempo. El costo óptimo TCU(y*) se obtiene por substitución directa como La mayoría de las situaciones prácticas usualmente tienen tiempo de demora positivo L desde el punto en el cual se coloca la orden hasta que realmente se entrega. La polí-tica de pedidos del modelo anterior, por consiguiente, debe especificar el punto de reordenación. La figura siguiente ilustra la situación donde la reordenación ocurre L unidades de tiempo antes de lo esperado para la entrega. Esta información puede tra-ducirse convenientemente para la implantación práctica especificando sólo el nivel de inventarios en el que se vuelve a pedir. Esto da el llamado punto de reordenación. En la práctica esto es equivalente a observar continuamente el nivel de inventario hasta que se alcance el punto de reordenación. Quizá esto es por lo que el modelo del ta-maño de lote económico se clasifica algunas veces como modelo de revisión conti-

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 124
nua. Observe que cuando el sistema se "estabiliza", el tiempo de demora L, en el caso del análisis, puede ser tomado siempre menor que la longitud de ciclo t0*. El ejemplo siguiente ilustra este punto.
Ejemplo 5.1.- La demanda diaria para una mercancía es aproximadamente 100 uni-dades. Cada vez que se coloca un pedido se origina un costo fijo de $100. El costo diario de mantener el inventario por unidad es de $0.02. Si el tiempo de demora es de 12 días, determine el tamaño económico de lote y el punto de reordenación. De las fórmulas anteriores, el tamaño económico del lote es
Por lo tanto, la longitud del ciclo óptima asociada está dada como
Puesto que el tiempo de demora es de 12 días y la longitud de ciclo es de 10 días, el volver a pedir ocurre cuando el nivel de inventario es suficiente para satisfacer la de-manda para dos días (12 - 10). Por consiguiente, la cantidad y* = 1 000 se ordena cuando el nivel de inventario alcanza 2 X 100 = 200 unidades. Ejercicio 5.1.- Para el ejemplo 5.1, determine el punto de nuevo pedido en cada uno de los casos siguientes.
Tiempo de demora = 15 días.
Tiempo de demora = 23 días.
Tiempo de demora = 8 días.
Tiempo de demora = 10 días. 5.3.2. Modelo Estático de un solo articulo con diferentes precios
En los modelos de la sección anterior, el costo de compra por unidad e se desprecia en el análisis porque es constante y, por tanto, no deberá afectar el nivel del inventa-rio. A menudo sucede, sin embargo, que el precio de compra por unidad depende de la cantidad comprada. Esto usualmente ocurre en forma de rebajas de precios nota-bles o descuentos según la cantidad. En tales casos el precio de compra deberá ser considerado en el modelo de inventarios.
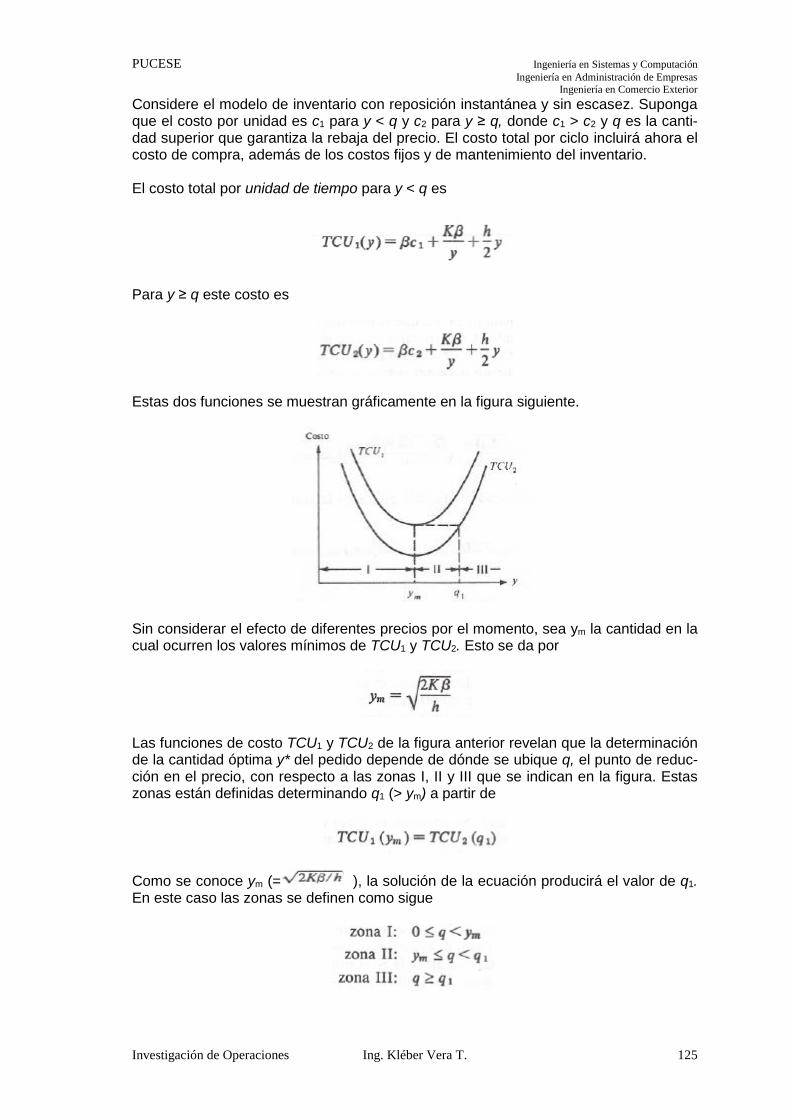
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 125
Considere el modelo de inventario con reposición instantánea y sin escasez. Suponga que el costo por unidad es c1 para y < q y c2 para y ≥ q, donde c1 > c2 y q es la canti-dad superior que garantiza la rebaja del precio. El costo total por ciclo incluirá ahora el costo de compra, además de los costos fijos y de mantenimiento del inventario. El costo total por unidad de tiempo para y < q es
Para y ≥ q este costo es
Estas dos funciones se muestran gráficamente en la figura siguiente.
Sin considerar el efecto de diferentes precios por el momento, sea ym la cantidad en la cual ocurren los valores mínimos de TCU1 y TCU2. Esto se da por
Las funciones de costo TCU1 y TCU2 de la figura anterior revelan que la determinación de la cantidad óptima y* del pedido depende de dónde se ubique q, el punto de reduc-ción en el precio, con respecto a las zonas I, II y III que se indican en la figura. Estas zonas están definidas determinando q1 (> ym) a partir de
Como se conoce ym (= ), la solución de la ecuación producirá el valor de q1. En este caso las zonas se definen como sigue

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 126
La figura siguiente ofrece una solución gráfica de cada caso, dependiendo de si q queda en la zona I, II o III.
Por lo tanto, resumimos la cantidad óptima y del pedido como sigue:
El procedimiento para determinar y. puede resumirse de la manera siguiente
1. Determínese ym = . Si q < ym (zona I), entonces y* = ym y termina el procedimiento. En caso contrario,
2. Determínese q1 a partir de la ecuación TCU1(ym) = TCU(q1) y decídase si q se ubica en la zona II o III.
a. Si ym ≤ q < q1 (zona II), entonces y* = q. b. Si q ≥ q1 (zona III), entonces y* = ym.
Ejemplo 5.2.- Considere el modelo de inventarios con la información siguiente: K =$10, h = $ 1, β = 5, c1 = $2, c2 = $1, y q = 15. Primero calcule ym; por consiguiente;
Puesto que q > ym, es necesario verificar si q está en la zona II o III. El valor de q1 se calcula de

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 127
o bien,
La substitución proporciona
o bien,
Esto da q1 = 26.18 o bien, q1 = 3.82. Por definición, q. se selecciona como el valor ma-yor. Ya que ym < q < q1, q está en la zona II. Se deduce que y* = q = 15 unidades. El costo total asociado por tiempo unitario se determina como
Ejercicio 5.2.- En el ejemplo 5.2, determine y* y el costo total por ciclo en cada uno de los casos siguientes.
a. q = 30. b. q = 5.
5.3.3. Modelo Estático de múltiples artículos con limitaciones en el alma-cén
Este modelo considera el sistema de inventarios que incluye n (> 1) artículos, los cua-les están compitiendo en espacio limitado de almacén. Esta limitación representa una interacción entre los diferentes artículos y puede ser incluida en el modelo como una restricción. Sea A el área máxima de almacenamiento disponible para n artículos y a1 las necesi-dades del área de almacén por unidad del i-ésimo artículo. Si yi es la cantidad ordena-da del i-ésimo artículo, la restricción de requisitos de almacén será
Suponga que cada artículo se repone instantáneamente y que no hay descuentos por cantidad. Suponga además que no se permite ninguna escasez. Sean βi, Ki, y hi res-pectivamente, la tasa de demanda por unidad de tiempo, el costo fijo y el costo de

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 128
mantener el inventario por unidad de tiempo, correspondiente al i-ésimo artículo.Los costos de inventario asociados a cada artículo deberán ser esencialmente los mismos que en el caso de un modelo equivalente de un solo artículo. El problema por consi-guiente, será
sujeto a
La solución general de este problema se obtiene con el método de multiplicadores de Lagrange. Sin embargo, antes de realizado, es necesario verificar si la restricción es activa o no. Esto significa que si el valor irrestricto de y1* dado por
satisface la restricción de almacenamiento, se dice que dicha restricción es inactiva y puede ser despreciada. Si la restricción no se satisface por los valores de yi* debe ser activa. En este caso deben encontrarse los valores óptimos nuevos de yi que satisfagan la restricción de almacenamiento en el sentido de igualdad. Esto se logra formulando primero la función de Lagrange como
donde λ (< 0) es el multiplicador de Lagrange Los valores óptimos de yi y λ pueden encontrarse igualando a cero las primeras deri-vadas parciales respectivas. Esto da
La segunda ecuación implica que yi* debe satisfacer la restricción de almacenamiento en el sentido de igualdad. De la primera ecuación,
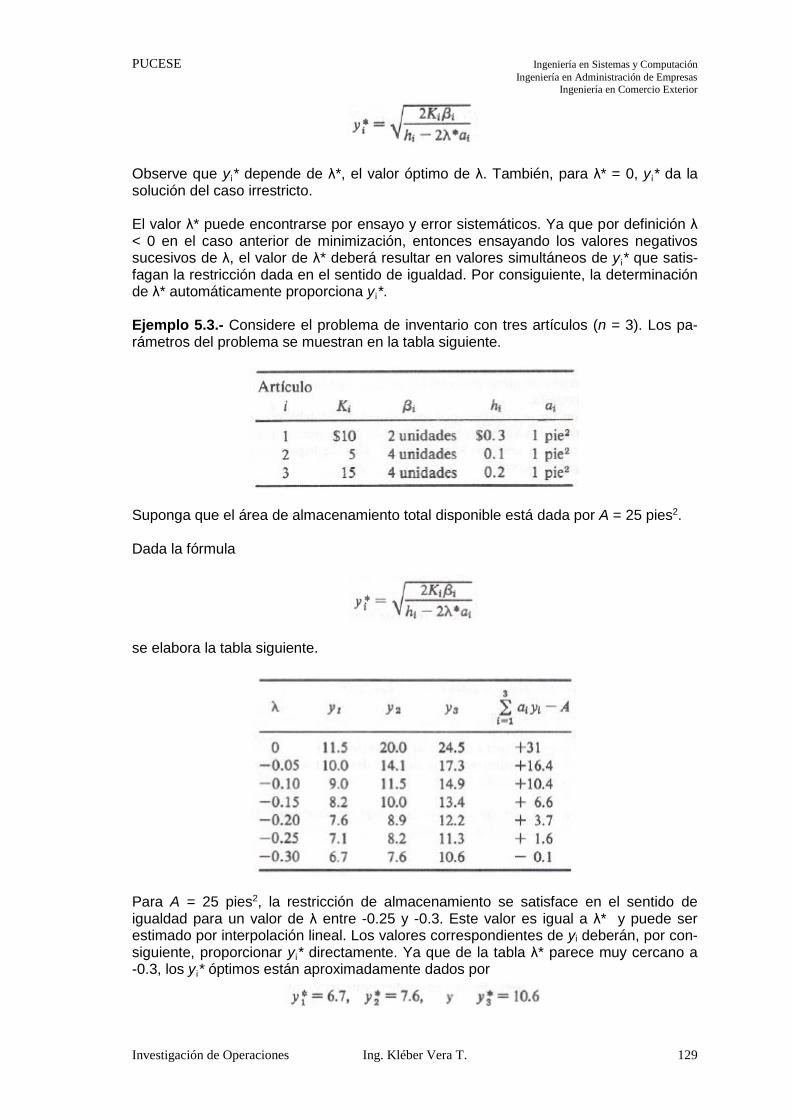
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 129
Observe que y¡* depende de λ*, el valor óptimo de λ. También, para λ* = 0, y¡* da la solución del caso irrestricto. El valor λ* puede encontrarse por ensayo y error sistemáticos. Ya que por definición λ < 0 en el caso anterior de minimización, entonces ensayando los valores negativos sucesivos de λ, el valor de λ* deberá resultar en valores simultáneos de y¡* que satis-fagan la restricción dada en el sentido de igualdad. Por consiguiente, la determinación de λ* automáticamente proporciona y¡*. Ejemplo 5.3.- Considere el problema de inventario con tres artículos (n = 3). Los pa-rámetros del problema se muestran en la tabla siguiente.
Suponga que el área de almacenamiento total disponible está dada por A = 25 pies2. Dada la fórmula
se elabora la tabla siguiente.
Para A = 25 pies2, la restricción de almacenamiento se satisface en el sentido de igualdad para un valor de λ entre -0.25 y -0.3. Este valor es igual a λ* y puede ser estimado por interpolación lineal. Los valores correspondientes de yi deberán, por con-siguiente, proporcionar y¡* directamente. Ya que de la tabla λ* parece muy cercano a -0.3, los y¡* óptimos están aproximadamente dados por

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 130
Si A ≥ 52.4, los valores irrestrictos de y¡ correspondientes a λ = 0 proporcionan y¡*. En este caso la restricción es inactiva.
Ejercicio 5.3.- Considere el ejemplo 5.3. Mediante el uso de la segunda tabla, obtenga el intervalo o rango de λ en el cual se ubica λ* suponiendo que el área A está dada como sigue.
a. A = 45 pies2. b. A = 30 pies2. c. A = 20 pies2.
5.3.4. Modelo dinámico de un solo articulo y N periodos
En este modelo se supone que la demanda, aunque conocida con certeza, puede va-riar de un periodo al siguiente. También el nivel de inventario se revisa periódicamente en lugar de continuamente. No obstante que puede permitirse la demora en la entrega (expresada como un número fijo de periodos) el modelo supone que el almacén se reabastece instantáneamente al inicio del periodo. Finalmente, no se permite ninguna escasez. El desarrollo de modelos deterministas dinámicos está limitado al estudio de horizon-tes de tiempo finito. Esto es así ya que una solución numérica de estos modelos re-quiere el uso de la técnica de programación dinámica, la cual en este caso es factible únicamente por un número finito de periodos (etapas). Sin embargo, esta no es una limitación seria, ya que las demandas futuras distantes usualmente tienen poco efecto sobre las decisiones del horizonte de tiempo finito presente. Además, en la mayoría de las situaciones no es práctico suponer que el artículo se mantendrá en existencia inde-finidamente. Defina para el periodo i, siendo i = 1, 2, ..., N.
Sea
La función ci(zi) es de interés únicamente si el costo de compra unitario varía de un periodo al siguiente o si existen rebajas en los precios. Puesto que no existe escasez permitida, el objetivo es determinar los valores óptimos de zi que minimizan la suma de los costos fijos, de compra y de mantenimiento para todos los N periodos. El costo de mantener el inventario se supone proporcional a

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 131
que es la cantidad de inventario que se lleva desde i hasta i + 1. Esto significa que el costo de mantener el inventario en el periodo i es hixi+1.La hipótesis se introduce úni-camente para simplificar ya que el modelo puede extenderse fácilmente hasta cubrir cualquier función de costo de mantenimiento de inventario Hi(xi+1) remplazando hixi+1
por Hi(xi+1). Análogamente, el costo de mantenimiento de inventario puede estar basa-do en xi o (xi + xi +1)/2. El desarrollo del modelo de programación dinámica se simplifica representando gráfi-camente el problema, como se muestra en la figura siguiente. Cada periodo represen-ta una etapa.
Usando la ecuación recursiva hacia atrás, se pueden definir los estados del sistema en la etapa i como la cantidad de inventario que entra xi. Sea f¡(xi) el costo de inventario mínimo para los periodos i, i + 1,..., y N. La ecuación recursiva completa está dada por
La ecuación recursiva de avance puede desarrollarse definiendo los estados en la eta-pa i como la cantidad de inventario al final de periodo i. De la figura anterior estos es-tados son equivalentes a xi + 1. En cualquier etapa, los valores de xi + 1 están limitados por
Por lo tanto, en el caso extremo, la cantidad zi en el periodo i puede ser ordenada lo suficientemente grande de manera que el inventario restante xi + 1 satisfaga la demanda para todos los periodos restantes. Sea fi (xi + 1) el costo del inventario mínimo para los periodos 1, 2, ... , e i dado xi + 1, la cantidad de inventario al final del periodo i. La ecuación recursiva completa entonces está dada como
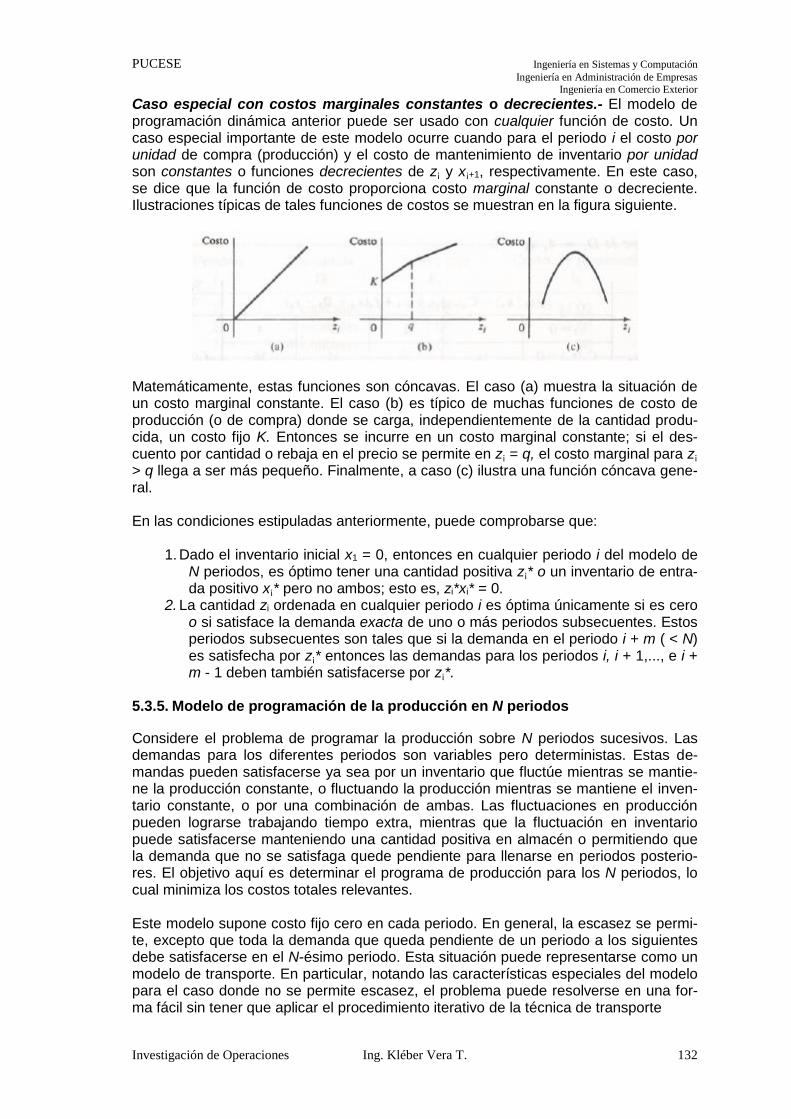
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 132
Caso especial con costos marginales constantes o decrecientes.- El modelo de programación dinámica anterior puede ser usado con cualquier función de costo. Un caso especial importante de este modelo ocurre cuando para el periodo i el costo por unidad de compra (producción) y el costo de mantenimiento de inventario por unidad son constantes o funciones decrecientes de z¡ y x¡+1, respectivamente. En este caso, se dice que la función de costo proporciona costo marginal constante o decreciente. Ilustraciones típicas de tales funciones de costos se muestran en la figura siguiente.
Matemáticamente, estas funciones son cóncavas. El caso (a) muestra la situación de un costo marginal constante. El caso (b) es típico de muchas funciones de costo de producción (o de compra) donde se carga, independientemente de la cantidad produ-cida, un costo fijo K. Entonces se incurre en un costo marginal constante; si el des-cuento por cantidad o rebaja en el precio se permite en z¡ = q, el costo marginal para z¡ > q llega a ser más pequeño. Finalmente, a caso (c) ilustra una función cóncava gene-ral. En las condiciones estipuladas anteriormente, puede comprobarse que:
1. Dado el inventario inicial x1 = 0, entonces en cualquier periodo i del modelo de N periodos, es óptimo tener una cantidad positiva z¡* o un inventario de entra-da positivo x¡* pero no ambos; esto es, zi*xi* = 0.
2. La cantidad zi ordenada en cualquier periodo i es óptima únicamente si es cero o si satisface la demanda exacta de uno o más periodos subsecuentes. Estos periodos subsecuentes son tales que si la demanda en el periodo i + m ( < N) es satisfecha por z¡* entonces las demandas para los periodos i, i + 1,..., e i + m - 1 deben también satisfacerse por z¡*.
5.3.5. Modelo de programación de la producción en N periodos
Considere el problema de programar la producción sobre N periodos sucesivos. Las demandas para los diferentes periodos son variables pero deterministas. Estas de-mandas pueden satisfacerse ya sea por un inventario que fluctúe mientras se mantie-ne la producción constante, o fluctuando la producción mientras se mantiene el inven-tario constante, o por una combinación de ambas. Las fluctuaciones en producción pueden lograrse trabajando tiempo extra, mientras que la fluctuación en inventario puede satisfacerse manteniendo una cantidad positiva en almacén o permitiendo que la demanda que no se satisfaga quede pendiente para llenarse en periodos posterio-res. El objetivo aquí es determinar el programa de producción para los N periodos, lo cual minimiza los costos totales relevantes. Este modelo supone costo fijo cero en cada periodo. En general, la escasez se permi-te, excepto que toda la demanda que queda pendiente de un periodo a los siguientes debe satisfacerse en el N-ésimo periodo. Esta situación puede representarse como un modelo de transporte. En particular, notando las características especiales del modelo para el caso donde no se permite escasez, el problema puede resolverse en una for-ma fácil sin tener que aplicar el procedimiento iterativo de la técnica de transporte
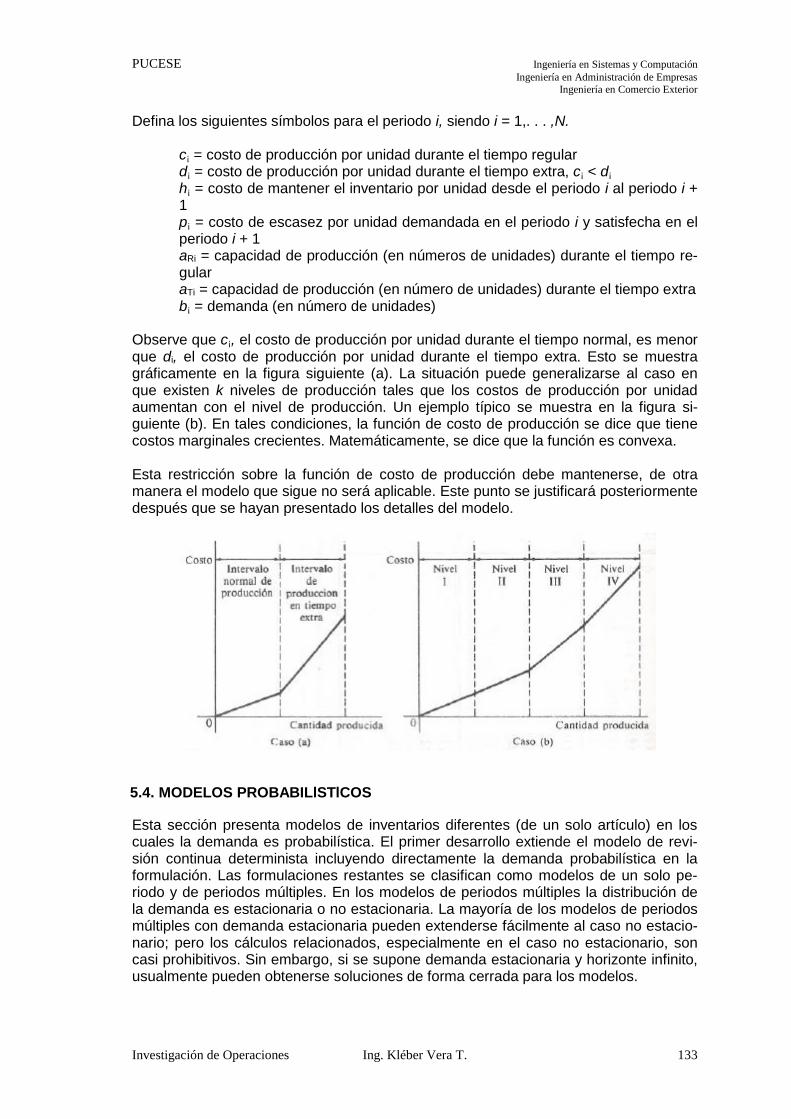
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 133
Defina los siguientes símbolos para el periodo i, siendo i = 1,. . . ,N.
c¡ = costo de producción por unidad durante el tiempo regular d¡ = costo de producción por unidad durante el tiempo extra, c¡ < d¡ h¡ = costo de mantener el inventario por unidad desde el periodo i al periodo i + 1 p¡ = costo de escasez por unidad demandada en el periodo i y satisfecha en el periodo i + 1 aRi = capacidad de producción (en números de unidades) durante el tiempo re-gular aTi = capacidad de producción (en número de unidades) durante el tiempo extra b¡ = demanda (en número de unidades)
Observe que c¡, el costo de producción por unidad durante el tiempo normal, es menor que di, el costo de producción por unidad durante el tiempo extra. Esto se muestra gráficamente en la figura siguiente (a). La situación puede generalizarse al caso en que existen k niveles de producción tales que los costos de producción por unidad aumentan con el nivel de producción. Un ejemplo típico se muestra en la figura si-guiente (b). En tales condiciones, la función de costo de producción se dice que tiene costos marginales crecientes. Matemáticamente, se dice que la función es convexa. Esta restricción sobre la función de costo de producción debe mantenerse, de otra manera el modelo que sigue no será aplicable. Este punto se justificará posteriormente después que se hayan presentado los detalles del modelo.
5.4. MODELOS PROBABILlSTlCOS
Esta sección presenta modelos de inventarios diferentes (de un solo artículo) en los cuales la demanda es probabilística. El primer desarrollo extiende el modelo de revi-sión continua determinista incluyendo directamente la demanda probabilística en la formulación. Las formulaciones restantes se clasifican como modelos de un solo pe-riodo y de periodos múltiples. En los modelos de periodos múltiples la distribución de la demanda es estacionaria o no estacionaria. La mayoría de los modelos de periodos múltiples con demanda estacionaria pueden extenderse fácilmente al caso no estacio-nario; pero los cálculos relacionados, especialmente en el caso no estacionario, son casi prohibitivos. Sin embargo, si se supone demanda estacionaria y horizonte infinito, usualmente pueden obtenerse soluciones de forma cerrada para los modelos.
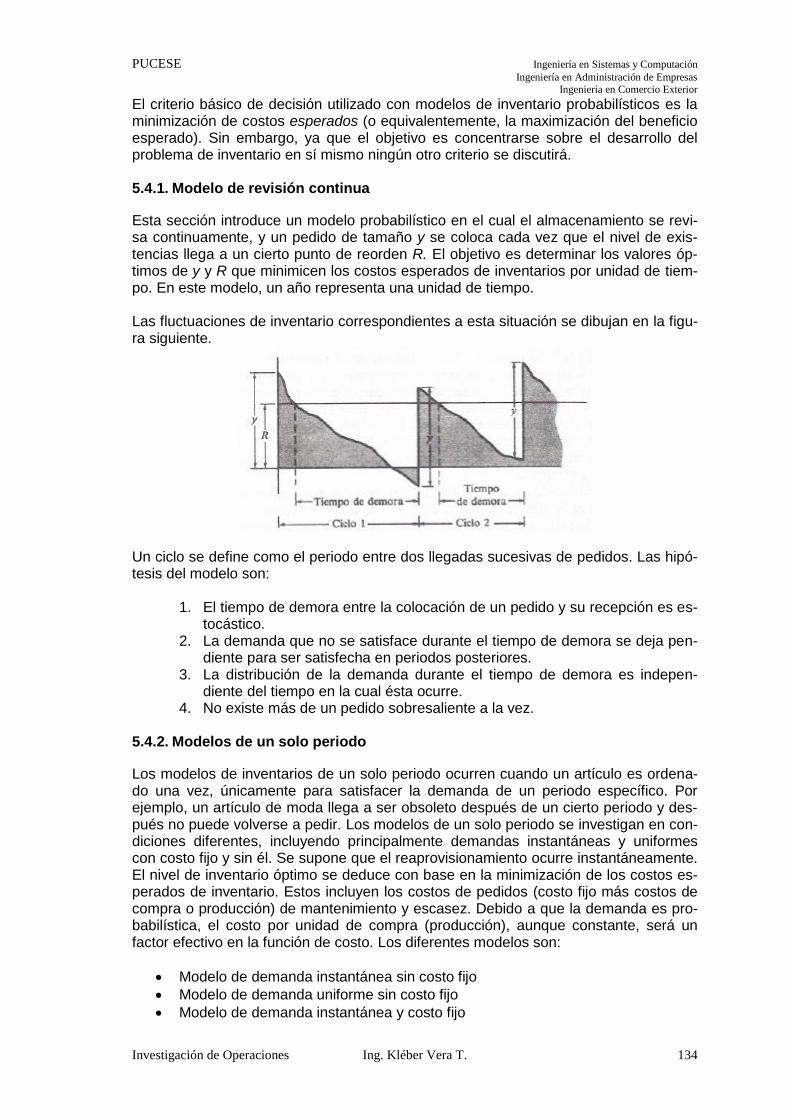
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 134
El criterio básico de decisión utilizado con modelos de inventario probabilísticos es la minimización de costos esperados (o equivalentemente, la maximización del beneficio esperado). Sin embargo, ya que el objetivo es concentrarse sobre el desarrollo del problema de inventario en sí mismo ningún otro criterio se discutirá. 5.4.1. Modelo de revisión continua
Esta sección introduce un modelo probabilístico en el cual el almacenamiento se revi-sa continuamente, y un pedido de tamaño y se coloca cada vez que el nivel de exis-tencias llega a un cierto punto de reorden R. El objetivo es determinar los valores óp-timos de y y R que minimicen los costos esperados de inventarios por unidad de tiem-po. En este modelo, un año representa una unidad de tiempo. Las fluctuaciones de inventario correspondientes a esta situación se dibujan en la figu-ra siguiente.
Un ciclo se define como el periodo entre dos llegadas sucesivas de pedidos. Las hipó-tesis del modelo son:
1. El tiempo de demora entre la colocación de un pedido y su recepción es es-tocástico.
2. La demanda que no se satisface durante el tiempo de demora se deja pen-diente para ser satisfecha en periodos posteriores.
3. La distribución de la demanda durante el tiempo de demora es indepen-diente del tiempo en la cual ésta ocurre.
4. No existe más de un pedido sobresaliente a la vez. 5.4.2. Modelos de un solo periodo
Los modelos de inventarios de un solo periodo ocurren cuando un artículo es ordena-do una vez, únicamente para satisfacer la demanda de un periodo específico. Por ejemplo, un artículo de moda llega a ser obsoleto después de un cierto periodo y des-pués no puede volverse a pedir. Los modelos de un solo periodo se investigan en con-diciones diferentes, incluyendo principalmente demandas instantáneas y uniformes con costo fijo y sin él. Se supone que el reaprovisionamiento ocurre instantáneamente. El nivel de inventario óptimo se deduce con base en la minimización de los costos es-perados de inventario. Estos incluyen los costos de pedidos (costo fijo más costos de compra o producción) de mantenimiento y escasez. Debido a que la demanda es pro-babilística, el costo por unidad de compra (producción), aunque constante, será un factor efectivo en la función de costo. Los diferentes modelos son:
Modelo de demanda instantánea sin costo fijo
Modelo de demanda uniforme sin costo fijo
Modelo de demanda instantánea y costo fijo
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 135
5.4.3. Modelos de múltiples periodos
Los modelos probabilísticos se consideran para el caso de múltiples periodos (finitos o infinitos) bajo diferentes combinaciones de las condiciones siguientes:
1. Pedidos que quedan pendientes y pedidos que no quedan pendientes con respecto a la demanda
2. Con y sin demoras en la entrega. Los modelos se desarrollan principalmente en el caso de horizonte finito. Los modelos con periodos infinitos se deducirán a partir del caso finito tomando el límite cuando el número de periodos tiende a infinito. Se supone que no existe costo fijo en ningún pe-riodo. La inclusión de costos fijos en el caso de periodos múltiples generalmente lleva a dificultades en los cálculos. Todos los modelos de periodos múltiples se formulan como modelos de programación dinámica. Aunque en todos los modelos anteriores de inventario la política óptima se determina minimizando una función de costo, las soluciones en esta sección se basan en la ma-ximización de una función objetivo. La idea es que el lector sepa aplicar el criterio de maximización (beneficio) como una alternativa al criterio de minimización (costo). A diferencia de los modelos de un solo periodo, el modelo de periodos múltiples debe-rá tomar en cuenta el valor actualizado del dinero. Por consiguiente, si α ( < 1) es el factor de descuento por periodo, una cantidad de dinero S después de n periodos (n ≥ 1) es equivalente ahora a αn S. Los modelos siguientes se desarrollan en la hipótesis de que la distribución de la de-manda es estacionaria para todos los periodos. En el caso de horizonte finito, los mo-delos estacionarios pueden extenderse para cubrir distribuciones no estacionarias re-emplazando la función densidad de demanda f(D) por fi(D¡) donde i designa el periodo. Los modelos son:
Modelo sin demora que permite satisfacer la demanda pendiente
Modelo sin demora en la entrega que no satisface pedidos pendientes
Modelo con demora positiva en la entrega que satisface pedidos pendientes
Modelo con demora positiva en la entrega que no satisface pedidos pendientes EJERCICIOS PROPUESTOS
1. Una empresa industrial produce 1000 unidades al mes de un cierto artículo, P1. Cada unidad de producto terminado lleva incorporados 1.5kgs. de una determi-nada materia prima, MP. El coste de adquisición, ca, de MP es de 11 $/kg., pe-ro el proveedor hace un descuento de 3 $/kg. cuando el lote de pedido es ma-yor o igual que 50000 kilogramos. Se sabe, además, que el coste unitario diario de posesión, cp, supone un 1% del de adquisición y que el coste de emisión de un pedido, ce, es de 10000 $. Sabiendo que la empresa emplea un modelo de cantidad fija de pedido, que el período de gestión es un mes y que se suponen condiciones de certeza, se desea conocer el lote económico, que minimiza los costes mensuales de gestión de inventarios, y el valor de éstos.
2. Un gran distribuidor de equipo de perforación de pozos petroleros ha operado
los últimos dos años con políticas EOQ con base en una tasa costo anual de posesión del inventario del 22 %. Bajo la política EOQ, se ha pedido un pro-ducto específico con un Q* = 80 Una evaluación reciente de los costos de po-

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 136
sesión del inventario muestra que debido a un incremento en la tasa de interés asociada con los prestamos bancarios, la tasa del costo anual de posesión debería ser del 27% ¿Cuál es la nueva cantidad económica a pedir para el producto?
3. Una empresa A consume mensualmente 30 unidades de un producto P, que
puede fabricar en sus propios talleres a razón de 50 unidades mensuales. Ca-da vez que se fabrica P en la empresa A, se gastan $100 para el lanzamiento de la producción. Por otra parte, almacenar en A una unidad de P durante un mes cuesta $0,05.
a. Hallar el lote óptimo de fabricación y la repercusión, en el coste de cada
unidad de P, de los gastos de lanzamiento y de almacenaje. b. Si un proveedor B ofrece suministrar el producto P en las fechas y cantida-
des preestablecidas por A. El costo de almacenaje sigue siendo $0,05 por unidad de P almacenada durante un mes, pero el costo de cursar un pedi-do a B es tan sólo de $10. Hallar el pedido óptimo y la correspondiente re-percusión en el coste de cada unidad de P, de los gastos de pedido a B y almacenaje en A.
c. Calcular para la política óptima de A hallada en la pregunta anterior, cuál será para el proveedor B, la repercusión en sus propios costes por unidad de P, de los gastos de lanzamiento y almacenaje. Se sabe que el ritmo de producción de P en B es de 100 unidades al mes, que el coste de lanza-miento es de $75 y que almacenar en B una unidad de P durante un mes cuesta $0,1. Dicho cálculo se hará para los casos en que la cantidad de P producida por B en cada lote de fabricación es:
a.) Igual a la solicitada por A en cada pedido. b.) Doble de la solicitada por A en cada pedido.
Se supondrá también que, en ambos casos, el lanzamiento se hace en el momento más conveniente.
4. ELECTROAUTO C.A. adquiere directamente de su proveedor un componente
que se utiliza en la manufactura de generadores para automóvil. La operación de producción de generadores de ELECTROAUTO C.A. que funciona a una ta-sa constante, requerirá de 1000 componentes mensuales durante todo el año (12.000 unidades anualmente). Suponga que los costos de elaborar un pedido son 25 dólares por pedido, el costo unitario es de 2.50 $ por componente y los costos anuales de posesión son 20 % del valor del inventario. ELECTROAU-TO C.A., labora 250 días al año y el plazo de entrega es de 5 días. Responda a las siguientes preguntas de políticas (de inventarios de la Empresa:
a) ¿Cual es el EOQ de este componente?
b) ¿Cual es el punto de pedido?
c) ¿Cual es el tiempo del ciclo?
d) Cuales son los costos totales anuales de posición y de pedir, asociados con su EOQ recomendado.
5. Suponga que ELECTROAUTO, que tiene una demanda anual de 12.000 gene-radores por año, con un costo de almacenamiento de 0,50 dólares la unidad año y costo de preparación de un pedido por 25 dólares cada pedido, ha deci-dido operar con una política de inventarios de pedidos pendientes por surtir,
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 137
que le acarrea un costo anual de 5 dólares la unidad. Determine los siguientes parámetros:
a) Cantidad a pedir a costo mínimo
b) Número máximo de pedidos pendientes por surtir
c) Nivel máximo de inventarios
d) Tiempo del ciclo
e) Costo total anual
6. TELE-RECORD es una nueva tienda de especialidades que vende televisores, grabadoras de cinta, juegos de video y otros productos relacionados con la te-levisión. Una nueva grabadora de video fabricada en Japón, le cuesta a TELE-RECORD unos 600 dólares por unidad. La tasa del costo anual de posesión del inventario de TELE-RECORD es del 22% del mismo. Los costos de elabo-rar un pedido se estiman en 70 dólares por pedido.
a.) Si la demanda de la nueva grabadora de videocinta se estima constante a una tasa de 20 unidades por mes, ¿cual es la cantidad recomendada de pedido para la grabadora de cinta?
b.) ¿Cuales son los costos estimados anuales del inventario y de realizar un pedido asociado a este producto?
c.) ¿Cuántos pedidos se colocaran al año
d.) Con 250 días laborables por año. ¿cuál es el tiempo del ciclo de este producto?
7. Usted como Administrador del Sistema de Inventarios de una Empresa, consi-dera que los modelos de Inventarios son de importante ayuda para la toma de decisiones y que el modelo de pedidos pendientes por surtir debe evitarse. Sin embargo, debido a la presión de la Gerencia de reducir sus costos, se le ha pedido al Administrador que analice la economía de una política de pedidos pendientes por entregar, para algunos productos que pueden quedar en espe-ra. Un producto específico tiene una demanda anual de 800 unidades, costo de preparación del pedido de 150 dólares y costo anual de almacenamiento de cada unidad es de 3 dólares y el costo de mantener pedidos pendientes es de 20 dólares la unidad por año. ¿Cuál es la diferencia en el costo total anual en-tre el modelo EOQ y el de faltante planificado? Si el administrador agrega co-mo restricción la de que no más del 25% de las unidades puedan quedar en la lista de unidades pendientes por surtir y que ninguno de sus clientes deba es-pera más de 15 días para satisfacer su pedido ¿deberá adoptarse la política de inventarios de pedidos pendientes por surtir, considerando que la operación es continua durante 250 días del año?
8. La empresa TRANSPORTE S.A., está orgullosa de su programa de capacita-ción de seis semanas para todos sus nuevos conductores de camiones. Siem-pre que el tamaño de la clase, sea inferior ó igual 35 choferes, el programa de capacitación de seis semanas, le cuesta a TRANSPORTE S.A. unos 22.000 dólares por lo que se refiere a Instructores, Equipos, Etc. El programa de ca-pacitación de TRANSPORTE S.A. debe darle a la empresa aproximadamente cinco nuevos conductores al mes. Después de finalizar el programa de capaci-tación, se les paga a los nuevos choferes 1.600 dólares mensuales pero no

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 138
trabajan hasta que quede disponible una posición de tiempo completo de cho-fer. TRANSPORTE S.A., considera los 1.600 dólares mensuales cancelados a cada conductor ocioso como un costo de posesión necesario para mantener esa fuente de nuevos choferes de camiones capacitados disponibles para ser-vicio inmediato. Considerando los nuevos choferes como unidades del tipo de inventario, ¿de que tamaño debería ser la clase de capacitación para minimi-zar los costos totales anuales de capacitación y de tiempo ocioso de los nue-vos choferes? ¿Cuantas clases de capacitación deberá impartir la Empresa cada año? ¿Cuál es el costo total anual asociado con su recomendación?
9. Una empresa que se dedica a la fabricación de transformados metálicos debe comprar en el exterior una pieza de plástico que incorpora a sus productos, siendo su coste de adquisición de 0.125um/unidad. El consumo diario de dicha pieza es prácticamente constante y asciende a 178 unidades. Cada vez que se hace un pedido, éste tarda en llegar 7 días y se generan unos costes por emi-sión iguales a 500um. Un estudio realizado sobre los costes, cp, originados por el almacenamiento de las piezas de plástico en la empresa, revela que éstas suponen 1.25um/unidad y año. La empresa no viene practicando ningún méto-do científico de gestión de stocks y parece ser que esto provoca unos gastos demasiado elevados en el departamento de aprovisionamiento. Debido a ello, el gerente solicita del mismo un estudio adecuado para la gestión de las dife-rentes materias primas y productos de fabricación ajena que son adquiridos por la empresa, entre los cuales se encuentra la pieza de plástico a la que venimos haciendo referencia. Para ellos, y dentro del estudio general encomendado, se desea conocer, para un período q, de 360 días laborables:
a.) El tamaño del lote de pedido, Q*, que minimiza los costes totales de la gestión de inventarios de este producto.
b.) El número de pedidos a realizar. c.) El período de reaprovisionamiento óptimo. d.) El punto de pedido. e.) El coste total de gestión, CT.
10. Suponga que usted esta revisando la decisión del tamaño del lote asociado con una operación de producción de 8000 unidades por año, con una demanda del producto de 2000 unidades por año, el costo de efectuar un pedido es de 300 dólares por pedido y el costo de almacenamiento es de 1.60 dólares la unidad por año. Considere además que la practica actual incluye corridas de produc-ción de 500 unidades cada tres meses ¿recomendaría usted cambiar el tama-ño del lote de producción actual? ¿porqué si y porqué no? ¿Cuánto se podrá ahorrar al convertir la producción a su recomendación del tamaño del lote de producción?
11. PUBLICACIONES C.A. produce libros para el mercado infantil cuya demanda anual constante se estima en 7.200 ejemplares. El costo de cada libro infantil es de 14,50 dólares. El costo de posesión se basa en una tasa anual del 18% y los costos de puesta en marcha de la producción es de 150 dólares por cada puesta en marcha de la producción. La imprenta tiene una capacidad de pro-ducción de 25.000 libros infantiles por año, con una operación de 250 días al año y plazo de entrega de una corrida de producción de de 15 días. Utilizando el modelo de tamaño de lote de producción determine lo siguiente:

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 139
a) Tamaño del lote de producción con costo mínimo
b) Número de corridas de producción al año
c) Tiempo del ciclo
d) Duración de una corrida de producción
e) Nivel máximo de inventario
f) Costo total anual
g) Punto de pedido
12. COLGATE-PALMOLIVE, fabricante de pastas dentales, utiliza un modelo de tamaño de lote de producción para determinar la cantidad de producción de sus diferentes presentaciones del producto. El producto CREST actualmente se está produciendo en tamaño de lotes de 5.000 unidades, con una corrida de producción que dura 10 días. Debido a la escasez de una materia prima, su proveedor le ha anunciado un incremento en su precio que afectará el costo de producción de la pasta de dientes CREST. Las estimaciones indican que por esa razón, el costo de manufactura de CREST, se incrementa un 23% por uni-dad. ¿Cuál es el efecto de este incremento en costo sobre el tamaño del lote de producción de CREST?
13. Una empresa distribuidora de rollos de cables quiere adoptar una política de in-ventarios que le permita minimizar el costo total esperado. La política a utilizar será la de comprar lotes de artículos utilizando una frecuencia entera óptima.
La demanda de rollos prevista para el período se calcula que será de 400 uni-dades. Un proveedor ofrece un modelo de ese rollo a un precio unitario de $ 12 cuando la cantidad a comprar sea menor a 19 unidades, $ 10 cuando compre entre 20 y 79 unidades y $ 9.50 cuando compre mas de 79 unidades. El costo administrativo por realizar cada compra se calcula en $ 15. Para averiguar el costo de almacenaje se determino que tener un rollo almacenado en el deposi-to cuesta un 55% de su precio unitario, este porcentaje incluye seguros, custo-dia, valor de recuperación (valor de desecho del producto para la empresa, como por ejemplo una venta con descuento) y la tasa de descuento (el costo por tener invertido dinero en artículos almacenados y no por ejemplo en un pla-zo fijo). Determinar el lote óptimo de compra
14. La empresa de calzado deportivo ADDIDAS, tiene un modelo que se vende a razón de 500 pares cada tres meses. La política actual de pedidos a fábrica es de pedir 500 pares cada vez que se elabora un pedido a un costo de 30 dóla-res para elaborar cada pedido. La tasa del costo de posesión del inventario es del 20%. Con la cantidad a pedir igual a 500 pares, ADDIDAS, obtiene el costo más bajo para cada par de zapatos, es decir 28 dólares el par. Con la tabla de descuentos por volumen de compra anexa, ¿Cuál es la cantidad a pedir con un costo mínimo para los zapatos? ¿Cuáles son los ahorros anuales de su política de inventarios en comparación a la utilizada actualmente por ADDIDAS?
Clase de Descuento Tamaño del pedido Descuento (%) Costo Unitario (US$)
A 0 - 499 0 30,00
B 500 ó más 20 24.00
PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 140
15. Una Empresa puede producir un artículo ó comprarlo a un comerciante. Si lo fabrica, a una tasa de 100 unidades por día, le costará 20 dólares cada vez que se preparan las maquinas. Si se lo compra al comerciante le costará 15 dólares cada vez que hace un pedido. El costo de mantener un articulo en exis-tencia ya sea fabricado ó comprado es de 0.02 dólares la unidad por día. El uso que la Empresa hace del artículo se estima en 260.000 unidades al año. Suponiendo que no se permite ningún faltante, ¿Debe la compañía comprar el artículo ó producirlo?
16. Un proveedor les ofrece un producto a descuento, si la demanda anual del pro-ducto es de 500 unidades, el costo de preparar un pedido es de 40 dólares y la tasa anual por posesión del inventario es del 20%, ¿basado en la tabla de des-cuento anexa, que cantidad recomendaría usted pedir?
Clase de Descuento Tamaño del pedido Descuento (%) Costo Unitario (US$)
A 0 - 99 0 10,00
B 100 ó más 3 9.70

PUCESE Ingeniería en Sistemas y Computación
Ingeniería en Administración de Empresas
Ingeniería en Comercio Exterior
Investigación de Operaciones Ing. Kléber Vera T. 141
6. ANEXOS 6.1. ANEXO 1: TRABAJOS DE EXPOSICIÓN
Programación Lineal: Análisis de Dualidad y de Sensibilidad
Programación Lineal: Redes
Programación Entera
Programación Dinámica
Teoría de Decisiones y Juegos
Proceso de Decisión de Markov
Teoría de líneas de espera
Simulación
Teoría de Optimización clásica
Algoritmos de Programación No Lineal