PREVIO A LA OBTENCIÓN DEL TÍTULO DE -...
155
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE GRADUACIÓN SEMINARIO DE GRADUACIÓN TESIS DE GRADO PREVIO A LA OBTENCIÓN DEL TÍTULO DE: INGENIERO INDUSTRIAL ÁREA: GESTIÓN DE LA CALIDAD TEMA: Análisis de las no conformidades de los clientes de FABRILANA S.A. Propuesta de una solución AUTOR: CHARCOPA CAICEDO JOSÉ LUIS DIRECTOR DE TESIS Ing. VON SCHOETTLER SANCHEZ CARLOS E. 2003-2004 GUAYAQUIL - ECUADOR
Transcript of PREVIO A LA OBTENCIÓN DEL TÍTULO DE -...

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE GRADUACIÓN
SEMINARIO DE GRADUACIÓN
TESIS DE GRADO PREVIO A LA OBTENCIÓN DEL TÍTULO DE:
INGENIERO INDUSTRIAL
ÁREA:
GESTIÓN DE LA CALIDAD TEMA:
Análisis de las no conformidades de los clientes de
FABRILANA S.A. Propuesta de una solución
AUTOR: CHARCOPA CAICEDO JOSÉ LUIS
DIRECTOR DE TESIS
Ing. VON SCHOETTLER SANCHEZ CARLOS E.
2003-2004 GUAYAQUIL - ECUADOR

“La responsabilidad de los hechos ideas y doctrinas expuestos en
esta Tesis corresponden exclusivamente al autor”
Firma ………………………………..
José Luis Charcopa Caicedo
C.I. 080228123-8

DEDICATORIA
Dedico esta Tesis primeramente a mis Padres, que co n su esfuerzo y
sacrificio supieron darme el apoyo moral y económic o para seguir
adelante y culminar mi carrera universitaria con éx ito, a mi esposa que
me animó en todo momento y que junto con mi hija fu eron fuente de
inspiración en el camino en que ocasiones parecía i nalcanzable, a mis
familiares y amigos mas cercanos que de igual maner a me ayudaron
tanto económicamente como espiritualmente a seguir adelante con
mis estudios y no desmayar ante las adversidades qu e se presentan
en la vida.

AGRADECIMIENTO
Es muy importante para mí agradecerle primeramente a Dios, que con
su infinita bondad y sabiduría supo atender mis pet iciones para así
terminar mi carrera universitaria, a mis padres por ese apoyo
incondicional que en todo momento me lo transmitier on, a mis
familiares mas cercanos sobre todo a mi Tia Leonor Charcopa Rayo,
Antonia Charcopa Rayo, Jesús Charcopa Rayo, que de no contar con
su ayuda no creo que hubiera podido culminar mis es tudios, a mis
amigos de clase, a la empresa por darme la oportuni dad de realizar
este trabajo de investigación sobre todo al ingenie ro Jaime Losa que
me transmitió gran parte de la información. También quiero agradecer
a mi tutor al ingeniero Von Schoettler Carlos Erick por recibir de él
mucha información valiosa tanto de cultura general como para este
trabajo de investigación

Prólogo
Este trabajo de investigación ha sido diseñado con el objeto de tener un
enfoque más conciente de la realidad que enfrenta la industria textil en el
mercado nacional debido a la creciente competencia diaria que atraviesa el
mercado globalizado.
Por este motivo me permito a través de este trabajo de investigación
realizar una descripción de las no conformidades de los clientes y el porque
optan por devolver el producto a la empresa. Siendo el principal problemas
de FABRILANA S. A. las devoluciones de las telas por no conformidades
de los clientes, de este se desglosan una gran variedad de causa que
acarrean un gran porcentaje de consecuencias que van a ser un factor
determinante en el resultado final, que es el producto terminado y su
consecuencia más grave para la empresa es la que se expresa en términos
monetarios.
Un motivo más por el cual se realiza este trabajo de investigación es con
la finalidad de que sirva de guía en posteriores investigaciones y así se
analice de otro punto de vista, de cual puede ser el futuro de la industria
textil ecuatoriana de continuar con los mismos problemas de calidad.
Porque la empresa FABRILANA S.A. es una empresa de prestigio pero
tiene problemas de calidad grandes y ella puede servir de reflejo para sacar
propias conclusiones.
José Luis Charcopa Caicedo.

RESUMEN DE TESIS
TEMA: Análisis de las no Conformidades de los clien tes de FABRILANA S.A. Propuesta de una solución. El presente trabajo de investigación se lo realiza en la industria textil FABRILANA S.A., que se dedica a la confección de telas con mezclas de poliéster rayón, poliéster lana, poli algodón. La cual se encentra ubicada en el Km 3 ½ vía Durán Tambo del cantón Durán provincia del Guayas. FABRILANA es una empresa textil modelo que tiene tres principales áreas de proceso que son: hilatura, tejeduría y tintorería, la cual se la toma como referencia para reflejar a través de ella los problemas que atraviesa actualmente la industria textil ecuatoriana, por ejemplo al no producir artículos con estándares de calidad, ocasionan que los consumidores prefieran los artículos que se elaboran en el exterior y que ingresan al mercado ecuatoriano ya sea legal o ilegalmente. Por este motivo se busca proponer una alternativa de solución a uno de sus principales problemas de calidad, como es el caso de las devoluciones de producto que ocurren en esta empresa, por consecuencia de las no conformidades de los clientes, por no estar de acuerdo con el tono de sus telas. Para que de esta manera se logre disminuir un porcentaje de los problemas en la empresa. Esta es la razón por la cual se escoge el área de tintorería, por ser el área en donde ocurren la mayor cantidad de problemas que intervienen de una manera considerable, ocasionando un impacto económico negativo para la empresa. Debido a este factor de suma importancia se plantea como solución a los problemas de tonalidades no requeridas por los clientes, a que la empresa adquiera un equipo Espectrofotómetro. De esta forma automatizar el laboratorio de tintura, a tal punto que se ubique al mismo nivel de las empresas que tienen un gran prestigio en el tinturado de sus telas. ------------------------------------------- ------------------------------------------- TUTOR DIRECTOR DEL ÁREA DE CALIDAD

ÍNDICE DEL CONTENIDO
RESUMEN DE TESIS…………………………………………. 4
INDICE…………………………………………………………… 5
GLOSARIO DE TERMINOS………………………………….. 9
ÍNDICE
CAPÍTULO I
1.1 ANTECEDENTES GENERALES DE LA EMPRESA.. 10
1.1.2 LOCALIZACIÓN DE LA EMPRESA………………….. 12
1.1.3 ESTRUCTURA ADMINISTRATIVA…………………… 12
1.1.4 ORGANIGRAMA ESTRUCTURAL ACTUAL DE
FABRILANA……………………………………………… 14
1.1.4 VISIÓN…………………………………………………… 15
1.1.5 MISIÓN…………………………………………………… 15
1.1.6 CODIFICACIÓN CIIU…………………………………… 15
1.2 JUSTIFICATIVOS………………………………………. 16
1.2.1 Causas de los Justificativos………………………… 17
1.3 BJETIVO DEL TRABAJO…………………………….. 17
1.9 MARCO TEÓRICO……………………………………… 18
CAPÍTULO II
2. SITUACIÓN ACTUAL DE LA EMPRESA……………….. 19
2.1 PRODUCTOS QUE ELABORA LA EMPRESA……….. 19
2.2 POSICIONAMIENTO EN EL MERCADO………………. 25
2.2.2 Servicio al cliente………………………………………… 30

2.3 DESCRIPCIÓN DEL PROCESO DE VENTAS………… 31
2.3.1 Flujo del proceso de ventas……………………………. 32
2.4 SECCIÓN HILATURA (PROCESO DE HILADO)……… 3 3
2.5 SECCIÓN TEJEDURÍA (PROCESO DE TEJIDO)…….. 40
2.6 PROCESO DE TINTURADO (ÁREA DE TINTORERÍA) . 44
2.7 CAPACIDAD INSTALADA DE FABRILANA S.A.……… 50
2.8 ANÁLISIS FODA…………………………………………… 51
CAPÍTULO III
3.1 ANÁLISIS DE LOS PROBLEMAS DE LA EMPRESA…… . 53
3.1.1 Principales causas por lo cual se dan las
devoluciones………………………………………………….. 53
3.2 DIAGRAMA CAUSA EFECTO GENERAL………………… 60
3.3 CUANTIFICACIÓN DE LOS PRINCIPALES PROBLEM AS
QUE AFECTAN A LA CALIDAD DEL PRODUCTO…… … 61
3.4 PRINCIPALES PROBLEMAS DE LA EMPRESA………… 6 2
3.5 CUANTIFICACIÓN DEL PRINCIPAL PROBLEMA
DE FABRILANA…………………………………………... 76
CAPÍTULO IV
DESARROLLO DE LA ALTERNATIVA……………….. 93
4.1 OBJETIVO DE LA PROPUESTA……………………….. 93
4.2 DESCRIPCIÓN TÉCNICA PROPUESTA……………… 96
4.3 COSTO DE LA PROPUESTA …………………………… 101
4.3.1 Estudio económico……………………………………… 102
4.3.2 Estudio social …………………………………………… 109
4.3.3 Estudio ambiental……………………………………….. 110
4.3.4 Estudio técnico ………………………………………….. 111

4.3.5 Seguridad y salud ocupacional……………………….. 112
4.4 DESCRIPCIÓN DE LA TÉCNICA ESTADÍSTICA POR
MEDIO DE GRÁFICAS DE CONTROL………………… 113
4.5 PUESTA EN MARCHA DE LA ALTERNATIVA DE
SOLUCIÓN…………………………………………………. 123
4.6 Diseño del Manual de Calidad………………………….. 127
4.6.1 SÍNTESIS DEL MANUAL DE CALIDAD………………. 129
4.6.1.2 Descripción con base en la norma……………………
ISO 9001-2000 como referencia……………………… 134
4.7 MANUAL DE PROCEDIMIENTOS EN EL
DEPARTAMENTO DE TINTURA…………………………… 143
4.9 INSTRUCTIVO DEL MANUAL DE CALIDAD…………….. 145
CAPÍTULO V
5. CONCLUSIONES Y RECOMENDACIONES…………. 150
5.1 CONCLUSIONES………………………………………… 150
5.2 RECOMENDACIONES…………………………………. 153
ÍNDICE DE TABLAS
Tabla 1.1………………………………………………………… 10
Tabla 1.2………………………………………………………… 11
Tabla 1.3 ………………………………………………………… 12
Tabla 2.1………………………………………………………… 23
Tabla 2.2 ………………………………………………………… 24
Tabla 2.3 ………………………………………………………… 26
Tabla 2.4 ………………………………………………………… 27
Tabla 2.5 ………………………………………………………… 31
Tabla 2.6 ………………………………………………………… 46
Tabla 2.7 ………………………………………………………… 47
Tabla 2.8 ………………………………………………………… 48

Tabla 2.9………………………………………………………… 49
Tabla 3.1 ………………………………………………………… 54
Tabla 3.2 ………………………………………………………… 55
Tabla 3.3………………………………………………………… 57
Tabla 3.4………………………………………………………… 59
Tabla 3.5………………………………………………………… 61
Tabla 3.6………………………………………………………… 61
Tabla 3.7………………………………………………………… 64
Tabla 3.8………………………………………………………… 66
Tabla 3.9………………………………………………………… 76
Tabla 3.10………………………………………………………… 77
Tabla 4.1………………………………………………………… 102
Tabla 4.2………………………………………………………… 103
Tabla 4.3 ………………………………………………………… 109
Tabla 4.4 ………………………………………………………… 114
Tabla 4.5………………………………………………………… 115
Tabla 5.1………………………………………………………… 151
ÍNDICE DE ANEXOS
ANEXO # 1…………………………………………………..... 155
ANEXO # 2…………………………………………………..... 156
ANEXO # 3…………………………………………………..... 157
ANEXO # 4…………………………………………………..... 158
ANEXO # 5…………………………………………………..... 159
ANEXO # 6A…………………………………………………..... 160
ANEXO # 6B…………………………………………………..... 161
ANEXO # 6C…………………………………………………..... 162
ANEXO # DEL 7A AL 7G……………………………............... 163
ANEXO # 8A…………………………………………………..... 170
ANEXO # 8B…………………………………………………..... 171
CAPÍTULO I
LA EMPRESA
1.1 ANTECEDENTES GENERALES DE LA EMPRESA
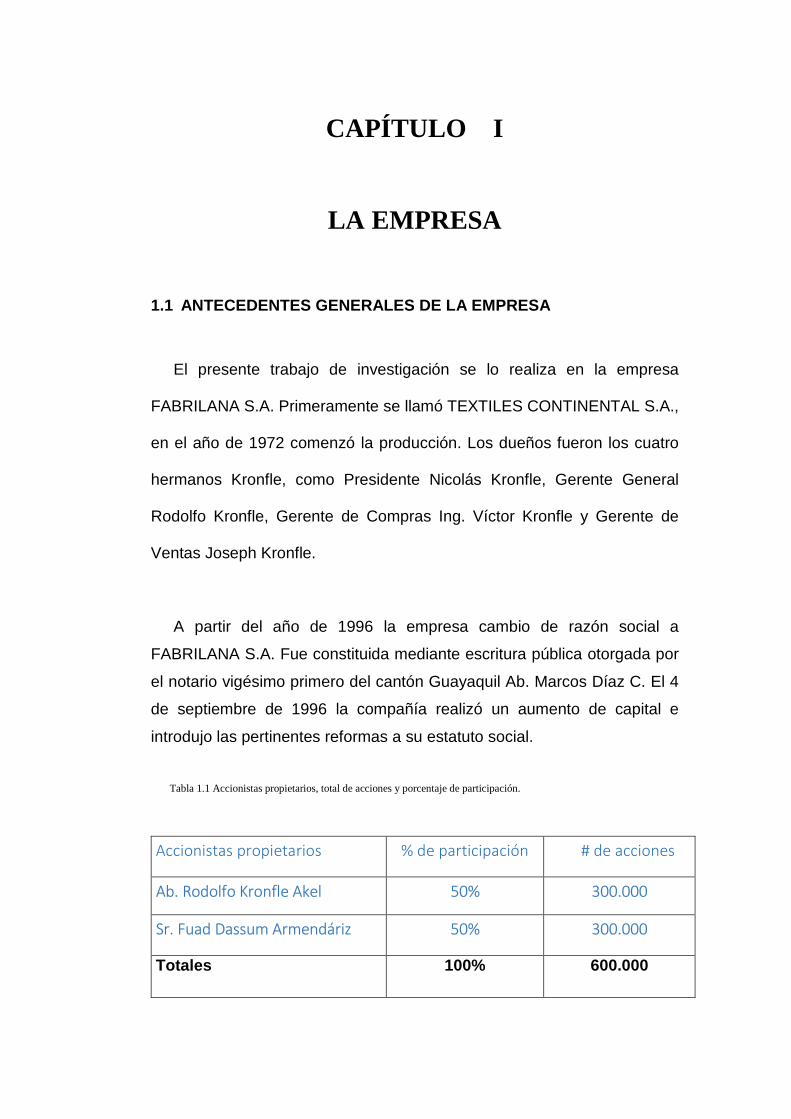
El presente trabajo de investigación se lo realiza en la empresa
FABRILANA S.A. Primeramente se llamó TEXTILES CONTINENTAL S.A.,
en el año de 1972 comenzó la producción. Los dueños fueron los cuatro
hermanos Kronfle, como Presidente Nicolás Kronfle, Gerente General
Rodolfo Kronfle, Gerente de Compras Ing. Víctor Kronfle y Gerente de
Ventas Joseph Kronfle.
A partir del año de 1996 la empresa cambio de razón social a
FABRILANA S.A. Fue constituida mediante escritura pública otorgada por
el notario vigésimo primero del cantón Guayaquil Ab. Marcos Díaz C. El 4
de septiembre de 1996 la compañía realizó un aumento de capital e
introdujo las pertinentes reformas a su estatuto social.
Tabla 1.1 Accionistas propietarios, total de acciones y porcentaje de participación.
Accionistas propietarios % de participación # de acciones
Ab. Rodolfo Kronfle Akel 50% 300.000
Sr. Fuad Dassum Armendáriz 50% 300.000
Totales 100% 600.000
Fuente: Departamento de Contabilidad de la Empresa
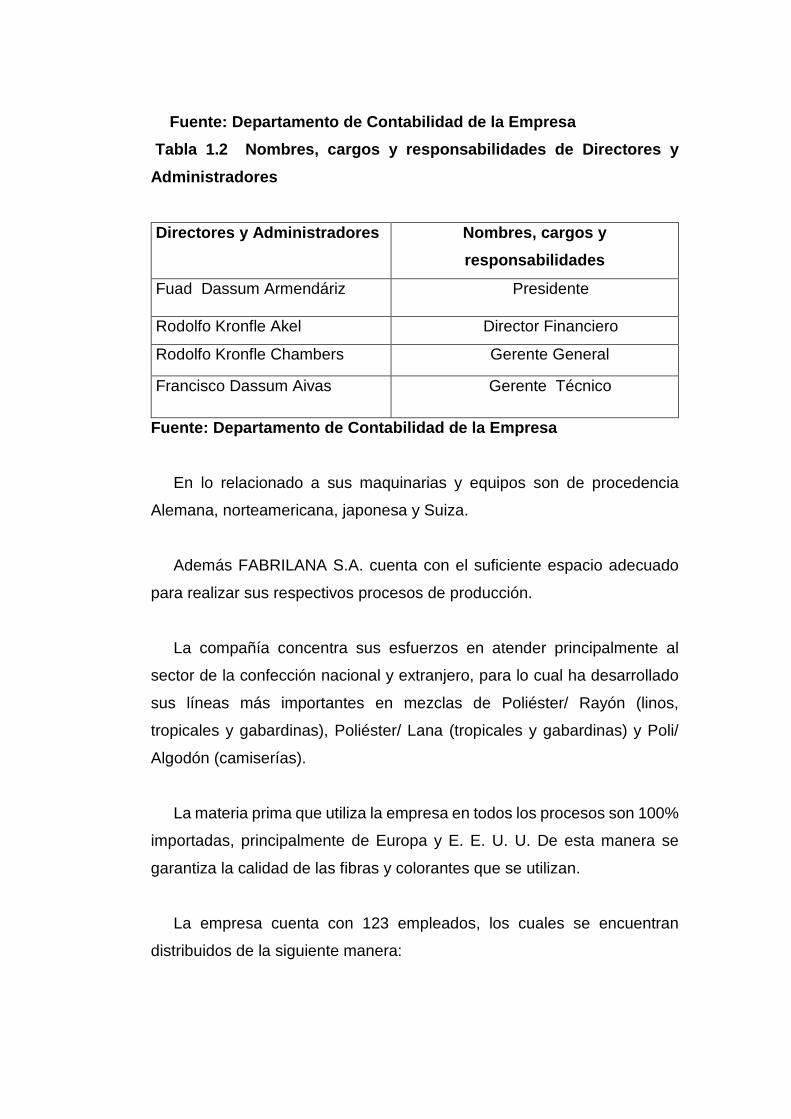
Tabla 1.2 Nombres, cargos y responsabilidades de D irectores y
Administradores
Directores y Administradores Nombres, cargos y
responsabilidades
Fuad Dassum Armendáriz Presidente
Rodolfo Kronfle Akel Director Financiero
Rodolfo Kronfle Chambers Gerente General
Francisco Dassum Aivas Gerente Técnico
Fuente: Departamento de Contabilidad de la Empresa
En lo relacionado a sus maquinarias y equipos son de procedencia
Alemana, norteamericana, japonesa y Suiza.
Además FABRILANA S.A. cuenta con el suficiente espacio adecuado
para realizar sus respectivos procesos de producción.
La compañía concentra sus esfuerzos en atender principalmente al
sector de la confección nacional y extranjero, para lo cual ha desarrollado
sus líneas más importantes en mezclas de Poliéster/ Rayón (linos,
tropicales y gabardinas), Poliéster/ Lana (tropicales y gabardinas) y Poli/
Algodón (camiserías).
La materia prima que utiliza la empresa en todos los procesos son 100%
importadas, principalmente de Europa y E. E. U. U. De esta manera se
garantiza la calidad de las fibras y colorantes que se utilizan.
La empresa cuenta con 123 empleados, los cuales se encuentran
distribuidos de la siguiente manera:
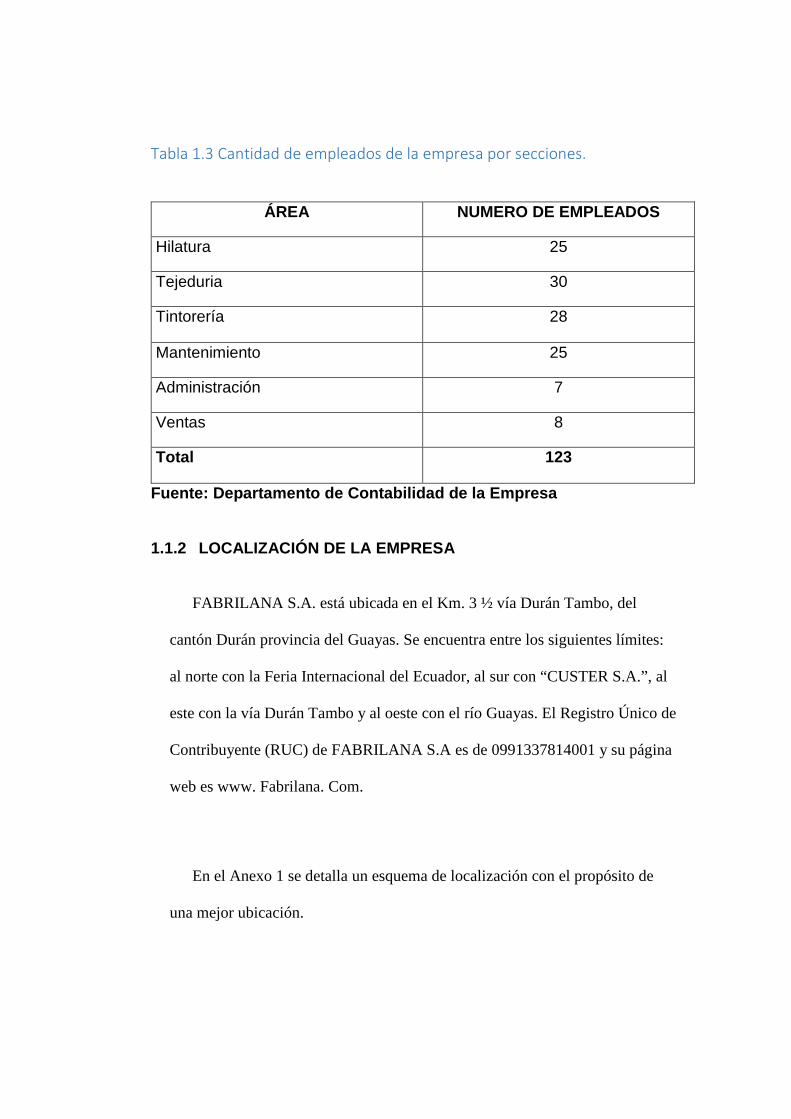
Tabla 1.3 Cantidad de empleados de la empresa por secciones.
ÁREA NUMERO DE EMPLEADOS
Hilatura 25
Tejeduria 30
Tintorería 28
Mantenimiento 25
Administración 7
Ventas 8
Total 123
Fuente: Departamento de Contabilidad de la Empresa
1.1.2 LOCALIZACIÓN DE LA EMPRESA
FABRILANA S.A. está ubicada en el Km. 3 ½ vía Durán Tambo, del
cantón Durán provincia del Guayas. Se encuentra entre los siguientes límites:
al norte con la Feria Internacional del Ecuador, al sur con “CUSTER S.A.”, al
este con la vía Durán Tambo y al oeste con el río Guayas. El Registro Único de
Contribuyente (RUC) de FABRILANA S.A es de 0991337814001 y su página
web es www. Fabrilana. Com.
En el Anexo 1 se detalla un esquema de localización con el propósito de
una mejor ubicación.

1.1.3 ESTRUCTURA ADMINISTRATIVA
Actualmente FABRILANA S.A. está estructurado de la siguiente
manera:
Directorio.- Quien asume la responsabilidad de la empresa, para lo cual
cuenta con la colaboración del Gerente General, Director Financiero, Gerente
Técnico. Todos los Jefes de las distintas áreas tienen que reportarse con el
Gerente General.
Gerente General.- Tiene a su cargo los diferentes departamentos o
secciones:
� Jefe de Mantenimiento.- El jefe de mantenimiento es el
encargado de mantener las maquinarias y equipos de la empresa
en buen estado de manera que funcionen correctamente, para lo
cual tiene a su cargo las siguientes áreas y personal: bodega de
repuestos, mecánicos, calderos, eléctrico y electrónico,
ayudantes y guardianía.
� Jefe de Hilatura.- Es el directamente responsable del área de
Hilatura en la elaboración de los hilos, para lo cual cuenta con la
colaboración de las siguientes personas: supervisores,
mecánicos, bodeguero, obreros.
� Jefe de Tejeduría.- Es el directamente responsable del área de
Tejeduría en la elaboración tejido, para ello cuenta con la
colaboración de las siguientes personas: supervisores,
mecánicos, y obreros.
� Jefe de Tintorería .- es el encargado del área de Tintorería, en la
elaboración del tinturado de los hilos y de los tejidos, para lo cual

cuenta con la colaboración de las siguientes personas:
supervisores, personal de laboratorio, mecánicos, bodeguero y
obreros.
� Jefe de Contabilidad .- Es el encargado de dirigir las operaciones
relacionadas con ventas, importaciones, crédito y cobranza, para
ello cuenta con la colaboración de los siguientes subordinados:
asistente, auxiliar y ayudantes.

1.1.4 ORGANIGRAMA ESTRUCTURAL ACTUAL DE FABRILANA S .A.
CALDEROS
BODEGA DE REPUESTOS
AYUDANTE
MECANICOS
DIRECTORIO
GERENTE GENERAL
JEFE DE
HILATURA
JEFE DE
TEJEDURÍA
JEFE
DE TINTORERÍA
JEFE DE MANTENIMIENT
SUPERVISO.
SUPERVISOR.
SUPERVISO.
MECANICOS.
OBREROS.
BODEGUERO.
MECANICOS.
OBREROS.
LABORATORISTA.
MECANICOS.
BODEGUERO.
OBREROS.
JEFE DE
CONTABILIDAD
AYUDANTE
AUXILIAR
ASISTENTE
ELECTRICO
ELECTRONICO
IMPORTACIONES
CREDITO Y COBRANZA
COMPRAS

1.1.5 VISIÓN
FABRILANA S. A. tiene la visión de ser una empresa líder en el sector
de la industria textil nacional de manera que pueda competir en el mercado
internacional.
1.1.6 MISIÓN
Ofrecer sus productos al mercado y que estos productos satisfagan
totalmente al cliente tanto en su precio, textura, tono, etc. Todo esto se
logra con el mejor desenvolvimiento organizacional de la empresa.
1.1.7 CODIFICACIÓN CIIU
La versión original de la Clasificación Industrial Internacional Uniforme
de todas las actividades económicas (CIIU) se aprobó en 1948, por el
Consejo Económico y Socia. La CIIU para industrias textiles como
FABRILANA es 3219 .
Es la Clasificación Industrial Internacional Uniforme Tomando nota de la
clasificación internacional uniforme, por industrias, de todas las ramas de
la actividad económica, preparada por la Comisión de Estadística con el
asesoramiento y la ayuda de los gobiernos miembros.
La CIIU ha sido ampliamente utilizada, tanto en el plano nacional como
en el internacional, para clasificar los datos según el tipo de actividad
económica en las esferas de la población, la producción, el empleo, el
ingreso nacional y otras estadísticas económicas. Varios países han
empleado la CIIU como base para preparar su plan de clasificación de las
industrias. Se ha logrado una gran comparabilidad entre la clasificación
industrial de muchos otros países y la CIIU porque se ha tratado, en lo
posible, de que las categorías en los niveles detallados de clasificación de
los sistemas nacionales correspondiesen a una sola categoría de la CIIU.
Un número cada vez mayor de países organiza algunas de sus series
estadísticas de acuerdo con la CIIU. Las Naciones Unidas, la Organización
Internacional del Trabajo, la Organización de las Naciones Unidas para la
Agricultura y la Alimentación, la Organización de las Naciones Unidas para
la Educación, la Ciencia y la Cultura y otros organismos internacionales han
usado la CIIU en la publicación y el análisis de datos estadísticos.
1.2 JUSTIFICATIVOS
El principal justificativo para este trabajo investigativo se debe al actual
mercado ecuatoriano que se encuentra saturado de competidores, debido
a la globalización en aumento que solo busca incesantemente la libre
competencia y donde se tiene como principal objetivo competitivo producir
productos y servicios que cumplan coherentemente con los requisitos del
cliente, se toman como causas de los justificativos las siguientes:
1.2.1 Causas de los justificativos
� El mercado de las telas está saturado por una gran cantidad de
competidores.
� Hasta cierto punto la empresa compite en desventaja, debido a
que ciertos productos de la competencia tienen un costo mucho
más bajo esto se debe a la introducción al mercado ecuatoriano
de productos de procedencia asiática, que los producen a un
costo de producción muy bajo.
� Los precios que fluctúan en el mercado hacen que la empresa sea
más eficiente en sus operaciones internas de esta manera poder
así reducir los costos de sus operaciones para lograr competir en
iguales condiciones.
1.3 OBJETIVOS DEL TRABAJO
1.3.1 Objetivo General
El presente trabajo de investigación tiene como objetivo general
proponer una alternativa de solución a uno de sus principales problemas
de calidad, como es el caso de las devoluciones de producto que ocurren
en esta empresa por consecuencia de las no conformidades de los clientes
por no estar de acuerdo con el tono de sus telas. Para que de esta manera
se logre disminuir un porcentaje de los problemas en la empresa
FABRILANA S.A.
1.3.2 Objetivos específicos
� Recabar y recopilar la información de la situación actual de la
empresa, a tal punto de que se conozca la realidad de lo que ocurre
en todos los ámbitos de la organización. Utilizando la técnica de la
entrevista al personal mas antiguo de la empresa.
� Identificar los principales problemas relacionados con calidad
utilizando Diagramas de Causa y Efecto para así detallar los
problemas que afecten directamente con un impacto económico
negativo para la empresa.

� Reflejar las causas de los problemas y detallarlos cuantitativamente
a través de gráficas de Pareto de manera que se pueda realizar un
análisis claro, preciso y confiable.
� Elaborar un diagnostico de los problemas de mayor importancia que
influyen de una forma económicamente considerable para la
empresa.
� Establecer alternativas de solución para el problema encontrado,
proponiendo a la empresa a que tome la decisión de invertir en una
tecnología, a tal punto de que se automatice el proceso en el sector
en donde ocurren las falencias, para de esta manera se mejore el
desenvolvimiento organizacional de la empresa y que esta
alternativa tenga factibilidad y se pueda recuperar la inversión en el
menor tiempo posible.
1.4 MARCO TEÓRICO
Como marco teórico se ha realizado este trabajo de investigación
basado en las normas ISO 9000 versión 2000.
Tomando como referencia el enfoque basado al cliente, ya que el cliente
externo principalmente es el decide y da la última palabra con lo que el
percibe del producto.
Porque el tema de las devoluciones es una prioridad de calidad que
afecta gravemente a la empresa, y lo es más si trae como consecuencia
porcentajes económicos elevados. También como marco de referencia
quiero citar la tesis código 1743 del Ingeniero Industrial Carlos Avegno
Rosales cuyo título es Optimización de recursos en una empresa

tinturadota de telas, realizada en el año 1996 que sirvió de guía de consulta
para la realización de este trabajo de investigación.
Como fuente de información, también quiero citar los datos que fueron
facilitados por la empresa y como guía de consulta los archivos que se
investigaron en Internet y libros de Ingeniería Industrial.
CAPÍTULO II
2. SITUACIÓN ACTUAL DE LA EMPRESA
Primeramente es importante indicar que la empresa FABRILANA S.A.
actualmente no tiene un Sistema de Gestión de la Calidad implantado.
Esta empresa cuenta con una infraestructura y una cantidad de
maquinaria adecuada para la fabricación de sus productos, pero un 90%
de sus maquinarias tienen aproximadamente 30 años de operación.
No cuenta con un Departamento de Seguridad e Higiene Industrial. Pero
los encargados de mantener el control en lo que tiene que ver con
seguridad e higiene industrial son los supervisores de turno, son personas
adiestradas con muchos años de experiencia que transmiten sus
conocimientos a los trabajadores para salvaguardar la integridad tanto de
los trabajadores, como de las maquinarias y equipos de la empresa.
Actualmente la empresa no exporta sus telas, pero si exporta una parte
de la producción de sus hilos a Colombia.
2.1 PRODUCTOS QUE ELABORA LA
EMPRESA
La compañía a desarrollado una gran variedad de artículos véase
(ANEXOS # 7), que se diferencian entre si de la siguiente manera: por su
textura, en el porcentaje de dosificación de las mezclas ya sea poliéster
rayón, poliéster lana, poli algodón, cantidad de pasadas de hilos, entre los
cuales tenemos telas con un excelente acabado las mismas que se utilizan
mucho en la confección de camisas, pantalones, faldas, uniformes para

instituciones etc. estas telas tienen una distinta clasificación las cuales se
nombran los productos que actualmente se encuentran en servicio a
continuación :
Poliéster / Rayón (PORA PR)
Para la elaboración de estas telas se utilizan mezclas de: Poliéster
67% y Rayón 33% para realizar los siguientes productos.
Casimir Fino
Fratelly.- Principe de Gales
Gabardina especial
Pic a Pic
Picasso
Pora2 (R2)
Para la elaboración de estas telas se utilizan mezclas de: Poliéster 67%
y Rayón 33% para conseguir el siguiente producto.
Nueva Gabardina
Poliéster / Algodón Poli algodón (CAMISERÍAS CA)
Se utiliza hilo peinado, este material es comprado a la empresa
HILANDERIAS UNIDAS S.A. Estos hilos son elaborados con estos
porcentajes de materias primas:
Poliéster 65% y Algodón 35% con estas mezclas se elaboran este tipo
de productos.
Camisa.- Camisa Llana
Cenefa
Dolce
Elisa.- Elisa a Rayas
Gianni
Madrid
Metropolitan
Camisería2 (C2)
Camisa a Rayas
Italia
CAMISERÍA3 (C3)
Cerrutina
Seda Twill
Médico (ME)
Tela Médico
Poliéster / Lana (POLA PL)
Gabardina Milano
Pola2 (P2)
Gabardina Torino
Tropical Export
Tropical Oxford

El porcentaje de mezcla de materia prima varía de acuerdo al producto que
se quiere elaborar.
Las materias primas que se utilizan en los procesos de producción en la
empresa son 100% importadas de las casas de mayor prestigio a nivel mundial,
las cuales en la tabla 2.1 se detalla una descripción de las principales materias
que se utilizan en el proceso de las elaboración de las telas :
2.1.1 Breve descripción de las principales materias primas que se utilizan en el
proceso de fabricación del producto.
A continuación se detalla una breve descripción de las principales
materias prima que se utilizan en el proceso de fabricación de las telas.
Lana.- La lana que se utiliza en la fabricación de las telas, no viene en
su forma natural, es un material procesado y vienen en forma de fibras
enrolladas en pacas, importado desde Argentina dos veces por año.
Hilo Peinado (Poli algodón).- Denominado así por ser una mezcla de
65% poliéster y 35% algodón, este producto viene en conos de 2 Kg cada
uno y es comprado a la empresa HILANDERIAS UNIDAS S.A. dos veces
por año.
Poliéster.- Producto de material sintético, que viene en forma de fibras
enrollados en pacas. La empresa utiliza este producto para darle a los hilos
mayor resistencia durante el proceso de producción. La empresa lo importa
desde Colombia y Alemania cuatro veces por año.

Rayón.- El rayón que se utiliza es una fibra textil fabricada a partir de la
celulosa, se dice también ceda artificial que es importado desde Alemania
dos veces por año y viene en forma de rollos envueltos en pacas.
Hilo Texturizado.- Son conos de hilos que se importan desde México y
Alemania cuatro veces por año.
Químicos y Colorante.- Son de una gran variedad y son comprados a
distintos proveedores de casas distribuidoras ecuatorianas cuatro veces
por año.
En la tabla 2.1 se puede notar una descripción de las principales
materias primas y materiales auxiliares que se utilizaron en el año 2003.
También se observa su respectivo total en kilogramos y su costo total en
dólares, lugar de procedencia o compra del producto y cuantas veces en el
año la empresa se abastece de estos productos.
Tabla 2.1 Materias Primas y materiales auxiliares usados en el año 2003
Materias Primas
Cantidad
total en Kg
Valor en
dólares por
cada Kg
Valor total
en dólares
Lugar de
importación o
compra
veces por
año
Lana 15000 8,6 129000 Argentina 2
Hilo
peinado(polyalgodón) 35000 3 105000
Ecuador
(HILANDERÍAS
UNIDAS) 2
Poliéster 45000 2,05 92250
Colombia y
Alemania 4
Químicos y colorantes 100000 85000
Ecuador
(diferentes
proveedores) 4
Hilo texturizado 20000 4 80000 México, Corea 4
Rayón 15000 5,2 78000 Alemania 2
Fuente: Departamento de Contabilidad de la Empresa

La empresa trabaja bajo pedidos de sus clientes y la producción
mensual promedio de acuerdo al total de los pedidos es de 55.000 metros,
siendo lo que más se produce el artículo CAMISERÍA en un promedio
mensual de 30.000 metros que representan un 54.54% de la producción
mensual, seguido del artículo PORA en un promedio mensual de 15.000
metros que representan un 27.27% de la producción mensual, y luego el
artículo POLA con un promedio mensual de 10.000 metros que representan
un 18.18% de la producción mensual.
Tabla 2.2 Producción mensual en metros de tela de acuerdo a categorías de
artículos.
Artículos Producción mensual en metros de tela %
CAMISERIA 30.000 54,54
PORA 15000 27.27
POLA 10000 18.18
TOTAL 55.000 100
Fuente: Departamento de Contabilidad de la Empresa
La tabla 2.2 describe los principales artículos que fabrica la empresa en
el mes y en ella se observa que el principal artículo que se produce es el
articulo elaborado a base de mezclas de poliéster / algodón, que es el
articulo camisería.
En la figura 1 se demuestra de manera porcentual una gráfica de las
tres variedades de artículos que elabora la empresa, en ella se puede
apreciar mas detalladamente que la empresa elabora en un mayor
porcentaje el artículo camisería.

2.2 POSICIONAMIENTO EN EL MERCADO
La competencia de FABRILANA S. A., se divide en dos grupos de la
siguiente manera:
� Competencia internacional.- Son productos que ingresan al
mercado Ecuatoriano de una manera legal e ilegal o de
contrabando de los países vecinos especialmente Perú,
Colombia, Panamá, y entre ellos telas de procedencia asiática.
Estos productos que ingresan ilegalmente tienen una diferencia
muy amplia respecto a los costos nacionales de producción,
porque no pagan los aranceles respectivos ni los impuestos
locales. La competencia internacional tiene un posicionamiento
en el mercado ecuatoriano de 40% del total de participación.
� Competencia nacional.- La competencia nacional la conforman
las empresa ecuatorianas que se dedican a la fabricación de las
mismas líneas de producción que FABRILANA S. A. Las cuales
ocupan un porcentaje en participación en el mercado ecuatoriano
de 20% del total de participación. Una de las principales
competencias se encuentran en la ciudad de Quito la empresa
55%27%
18%
Fig. 1: Gráfico de porcentaje de producción mensual de los artículos que fabrica de FABRILANA S.A.
CAMISERIA
PORA
POLA

FRANCELANA, cuyo volumen de posicionamiento en el mercado
ecuatoriano se encuentra en un 15% del total de participación.
Actualmente FABRILANA S.A. no exporta sus telas, pero participa con
sus productos a nivel nacional, o sea en el Ecuador, en un 20% y el 80%
restante lo ocupa la competencia.
El mayor volumen del mercado lo ocupan telas de procedencia
asiática, colombianas, peruanas, panameñas, que se han introducido de
contrabando al mercado ecuatoriano con un precio de venta más bajo que
las telas elaboradas por fábricas ecuatorianas. Por motivos de una mejor
explicación se elaboró un gráfico detallando lo anterior descrito y para
poder comprender de una manera fácil y precisa.
Una de las principales competencias de FABRILANA S.A. a nivel del
nacional, era la compañía KURITEX S.A. pero no pudo soportar la crisis
debido a la dolarización y cerró, por lo que les queda otra competencia
principal competencia que es FRANCELANA S.A.
Tabla 2.3 Porcentaje de participación en el mercado nacional
POSICIONAMIENTO EN EL MERCADO ECUATORIANO
% DE
PARTICIPACION
Competencia internacional 45%
Competencia nacional 35%
FABRILANA S. A. 20%
TOTAL 100%
Fuente: Departamento de Contabilidad de la Empresa
Figura 2. Porcentaje de participación de FABRILANA S. A en el mercado
nacional.
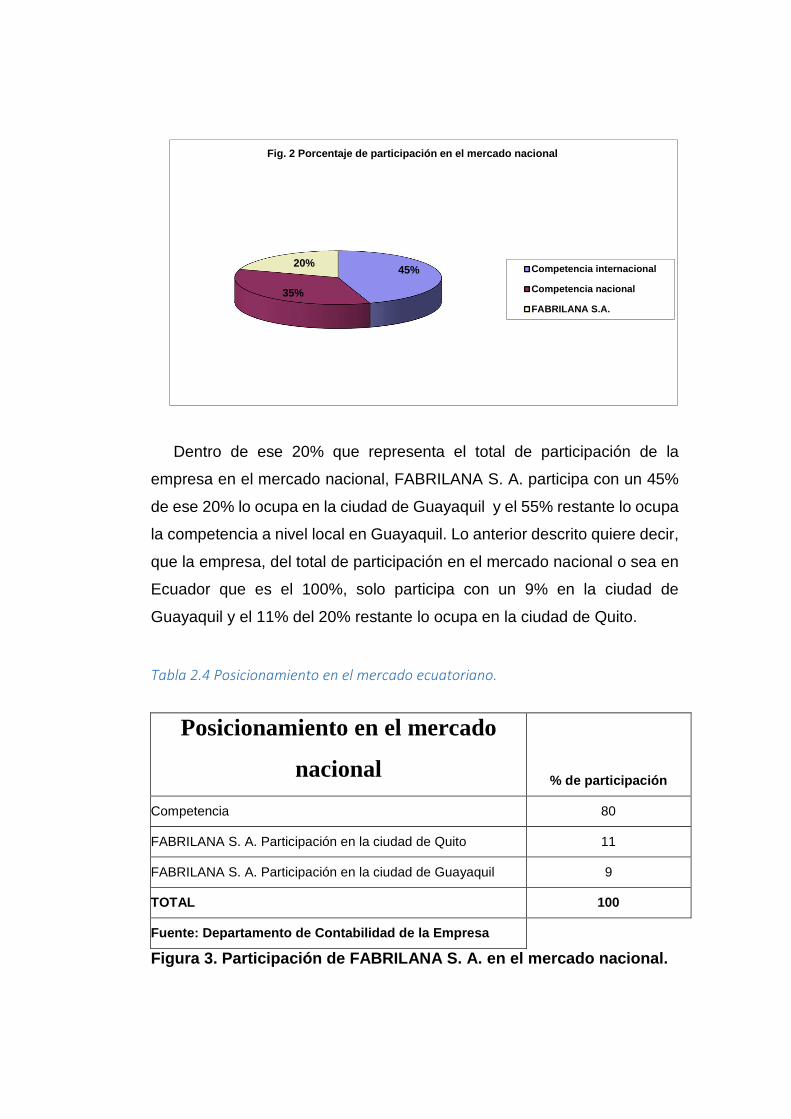
Dentro de ese 20% que representa el total de participación de la
empresa en el mercado nacional, FABRILANA S. A. participa con un 45%
de ese 20% lo ocupa en la ciudad de Guayaquil y el 55% restante lo ocupa
la competencia a nivel local en Guayaquil. Lo anterior descrito quiere decir,
que la empresa, del total de participación en el mercado nacional o sea en
Ecuador que es el 100%, solo participa con un 9% en la ciudad de
Guayaquil y el 11% del 20% restante lo ocupa en la ciudad de Quito.
Tabla 2.4 Posicionamiento en el mercado ecuatoriano.
Posicionamiento en el mercado
nacional % de participación
Competencia 80
FABRILANA S. A. Participación en la ciudad de Quito 11
FABRILANA S. A. Participación en la ciudad de Guayaquil 9
TOTAL 100
Fuente: Departamento de Contabilidad de la Empresa
Figura 3. Participación de FABRILANA S. A. en el me rcado nacional.
45%
35%
20%
Fig. 2 Porcentaje de participación en el mercado na cional
Competencia internacional
Competencia nacional
FABRILANA S.A.

La compañía concentra sus esfuerzos en satisfacer principalmente al
sector de la confección, almacenes e instituciones públicas y privadas que
requieren del producto anualmente para la elaboración de sus respectivos
uniformes de trabajo.
2.2.1 Listado de las principales industrias textile s en el Ecuador que
producen los mismos productos que FABRILANA S. A.
CUENCA PASAMANERIA S. A.
GUAYAQUIL FABRILANA S.A.
QUITO ENKADOR
QUITO FRANCELANA
80%
11% 9%
Fig. 3 Participación de FABRILANA S. A. en el merc ado nacional
Competencia
FABRILANA S. A. Participaciónen la ciudad de Quito
FABRILANA S. A. Participaciónen la ciudad de Guayaquil
QUITO INDULANA S. A.
QUITO DISPROGRAF
QUITO EMS DE LATINOAMERICA S. A.
QUITO FABRICA TEXTIL LA EUROPEA C.A.
QUITO FABRICA TEXTIL MIKONOS S.A.
QUITO FABRICA TEXTIL SAN PEDRO S.A.
QUITO FOTOTEKA ARCHIVO FOTOGRAFICO
QUITO HILANDERIAS CUMBAYA
QUITO HILATURAS FA HA
QUITO OLYFANT CIA. LTDA.
QUITO SIERRA SANTELI
QUITO SINCLAIR DEL ECUADOR S.A.
QUITO TEXTILES KUSATROY SCCI

QUITO TEXTILES MAR Y SOL S. A.
QUITO TEXTILES RIO BLANCO
QUITO TEXTUR
AMBATO FABRICA TEXTIL EL PRADO
ATUNTAQUI FABRICA TEXTIL IMBABURA
ATUNTAQUI TEXTILES GLADITEX
Fuente: Internet
2.2.2 Servicio al cliente
Clientes de la localidad.- Servicio de entrega oportuna, puerta del
almacén
Clientes de provincias.- se entrega la mercadería en la cooperativa de
transporte que el cliente elige.
Se puede decir que el único servicio posventa que la empresa da al
cliente es el de recibir las telas de los clientes cuando el cliente pide telas
en demasía.
A continuación se describe una tabla con los principales clientes de
FABRILANA S.A. En esta tabla se puede notar que los principales clientes de
la empresa pertenecen a las ciudades de Quito y Guayaquil.
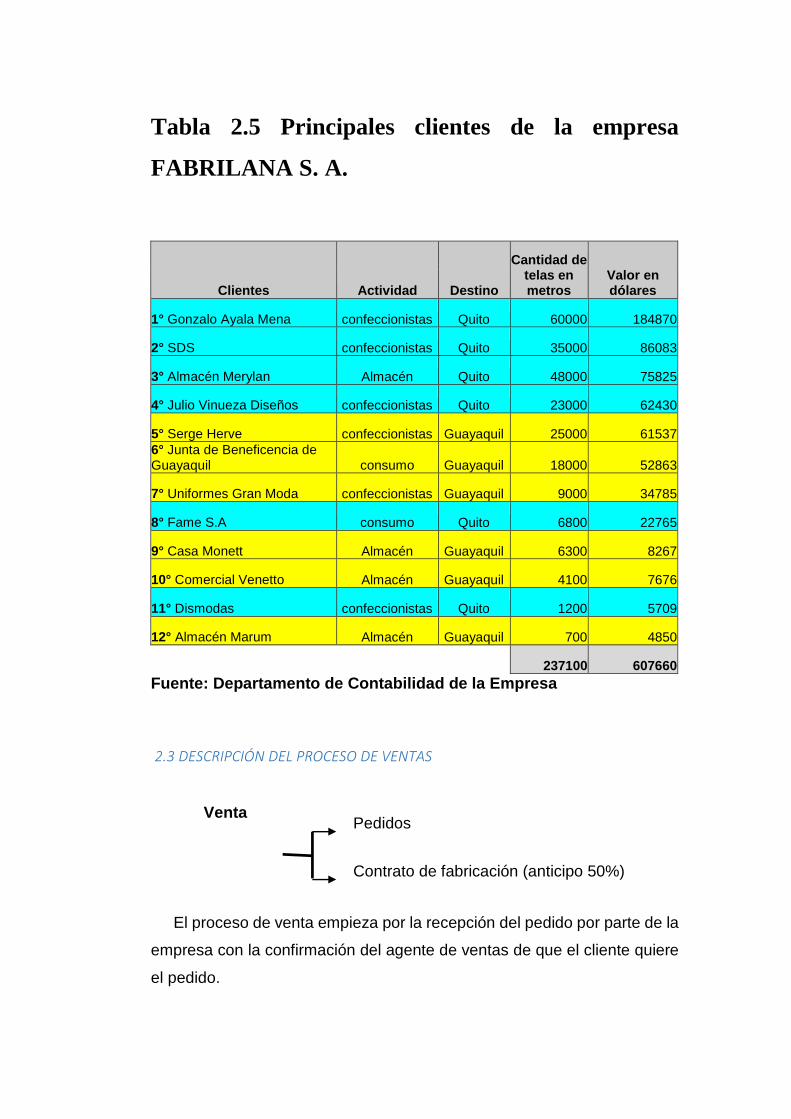
Tabla 2.5 Principales clientes de la empresa
FABRILANA S. A.
Clientes Actividad Destino
Cantidad de telas en metros
Valor en dólares
1° Gonzalo Ayala Mena confeccionistas Quito 60000 184870
2° SDS confeccionistas Quito 35000 86083
3° Almacén Merylan Almacén Quito 48000 75825
4° Julio Vinueza Diseños confeccionistas Quito 23000 62430
5° Serge Herve confeccionistas Guayaquil 25000 615376° Junta de Beneficencia de Guayaquil consumo Guayaquil 18000 52863
7° Uniformes Gran Moda confeccionistas Guayaquil 9000 34785
8° Fame S.A consumo Quito 6800 22765
9° Casa Monett Almacén Guayaquil 6300 8267
10° Comercial Venetto Almacén Guayaquil 4100 7676
11° Dismodas confeccionistas Quito 1200 5709
12° Almacén Marum Almacén Guayaquil 700 4850
237100 607660Fuente: Departamento de Contabilidad de la Empresa
2.3 DESCRIPCIÓN DEL PROCESO DE VENTAS
Venta
El proceso de venta empieza por la recepción del pedido por parte de la
empresa con la confirmación del agente de ventas de que el cliente quiere
el pedido.
Contrato de fabricación (anticipo 50%)
Pedidos
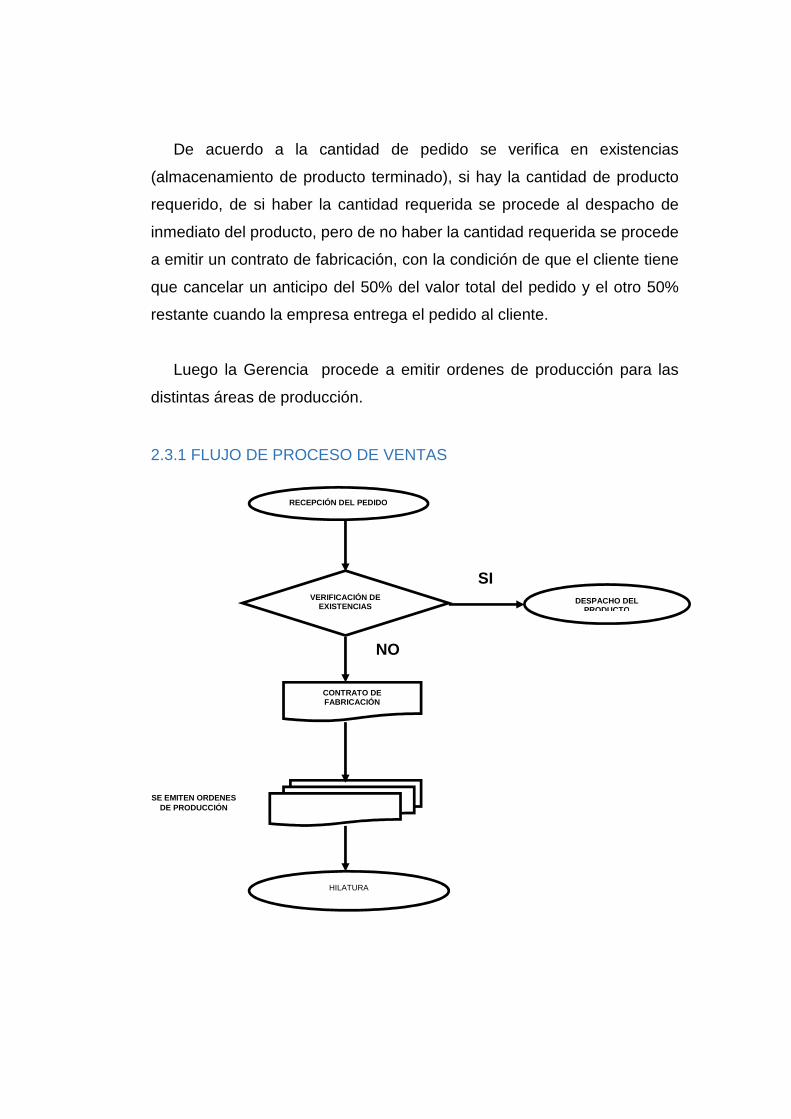
De acuerdo a la cantidad de pedido se verifica en existencias
(almacenamiento de producto terminado), si hay la cantidad de producto
requerido, de si haber la cantidad requerida se procede al despacho de
inmediato del producto, pero de no haber la cantidad requerida se procede
a emitir un contrato de fabricación, con la condición de que el cliente tiene
que cancelar un anticipo del 50% del valor total del pedido y el otro 50%
restante cuando la empresa entrega el pedido al cliente.
Luego la Gerencia procede a emitir ordenes de producción para las
distintas áreas de producción.
2.3.1 FLUJO DE PROCESO DE VENTAS
SI NO
SE EMITEN ORDENES DE PRODUCCIÓN
VERIFICACIÓN DE EXISTENCIAS
CONTRATO DE FABRICACIÓN
HILATURA
DESPACHO DEL PRODUCTO
RECEPCIÓN DEL PEDIDO
NO
La empresa FABRILANA S.A. tiene tres principales secciones en donde
se realizan los procesos de fabricación del producto, las cuales son:
Hilatura, Tejeduría y Tintorería el proceso que realizan cada una de estas
áreas se describe a continuación:
2.4 SECCIÓN HILATURA (PROCESO DE HILADO)
Luego de emitidas las ordenes de producción el Jefe del área de hilatura
verifica si existen en bodega de hilos la cantidad de hilos requeridos por
el área de Tejeduría para la elaboración del pedido respectivo, de si haber
la cantidad de hilos correspondiente se procede a entregar dicha cantidad
de hilos al Jefe del área de Tejeduría y es así que continua el proceso de
tejido.
De no existir, en bodega de hilos la cantidad de hilos requeridos por
Tejeduría para la elaboración del pedido respectivo, se procede a emitir una
orden a la gerencia pidiendo la cantidad de materia prima a utilizar para la
elaboración de los conos de hilos y así continuar con el proceso de hilado.
La persona encargada en bodega de materia prima, pesa la cantidad
requerida para la elaboración de la cantidad de metros de tela
correspondiente.
Dependiendo del artículo de tela a realizar se procede a la dosificación
de las mezclas como pueden ser Poliéster / Rayón, Poliéster / Lana, Poly
algodón en sus cantidades y (%) adecuadas.
La materia prima viene en rollos o en pacas, tanto el Poliéster como el
Rayón son productos de fibras de material sintéticos importados.

Primero se coloca la cantidad de rollos correspondiente al porcentaje
indicado para la elaboración del producto requerido en la Mezcladora uno,
para realizar la primera pasada.
Posteriormente se hará una segunda pasada, en la misma máquina con
el objeto de obtener una buena mezcla.
Después, el material pasa a la máquina peinadora, que realiza la función
de peinar el material, para eliminar ciertas impurezas como pelusas de
residuo de material, gránulos, basuras producto de la acumulación del
polvo, etc. El proceso continua en otra máquina llamada Vacía Tachos, en
la cual el material toma forma y consistencia, luego pasa a la Mezcladora
2, la misma que le da la firmeza y forma tubular al material, sigue un
proceso similar en el autorregulador, pasaje 1 y pasaje 2, en dichas
máquinas el material adquiere pureza suavidad y compresión.
El proceso sigue en las Mecheras, debo de indicar que en los pasos
anteriores, el material es transportado en tachos. Los tachos son
recipientes metálicos de forma cilíndrica que se utilizan como receptáculos
para ir almacenando el material después de su respectivo proceso, es
recién en las Mecheras que el material sale en bobinas, ya que estas
reducen considerablemente el diámetro del material, tomando forma de
mecha. Para seguir en las Continuas aquí el material adquiere el título de
50/1, es decir, una mezcla simple o de una sola hebra. En este caso para
el 50/1, el material ya tiene la forma de hilo.
De allí pasa a la máquina “Dobladora”, esta máquina se encarga de unir
dos hebras, tomando el titulo de 50/2. Luego pasa a la máquina Retorcedora lo
cual como su nombre lo indica procede a retorcer o trenzar las dos hebras, para
seguir el proceso en la Vaporizadora, aquí se somete el hilo a temperaturas que
oscilan entre los 78 y 90 grados centígrados. Lo cual le quita el rizado y
además vaporiza al mismo dándole consistencia y flexibilidad.

Una vez que sale el producto de la Vaporizadora pasará a las Coneras
donde termina el proceso en máquina, aquí se procede a rebobinar el hilo
con el peso requerido que es de 1.90 Kg. Finalmente el producto requerido
pasa a bodega de hilos, quedando a la espera del siguiente proceso en
sección de Tejeduría. Cabe indicar que la producción diaria promedio es de
400 conos de hilos diarios.
Adicional debo de indicar, que la Mezcladora 1 se la considera
fundamental ya que se encarga del abastecimiento de las máquinas
nombradas anteriormente.
2.4.1 Diagrama de flujo de proceso (sección hilatur a)
SI
NO
RECEPCIÓN DE ORDEN DE
BODEGA DE HILOS
VERIFICACIÓN DE EXISTENCIAS
SE EMITE UN DOCUMENTO PIDIENDO A LA GERENCIA LA
CANTIDAD DE MATERIA PRIMA A UTILIZAR
PROCESO DE HILADO
PASAR AL AREA DE TEJEDURIA
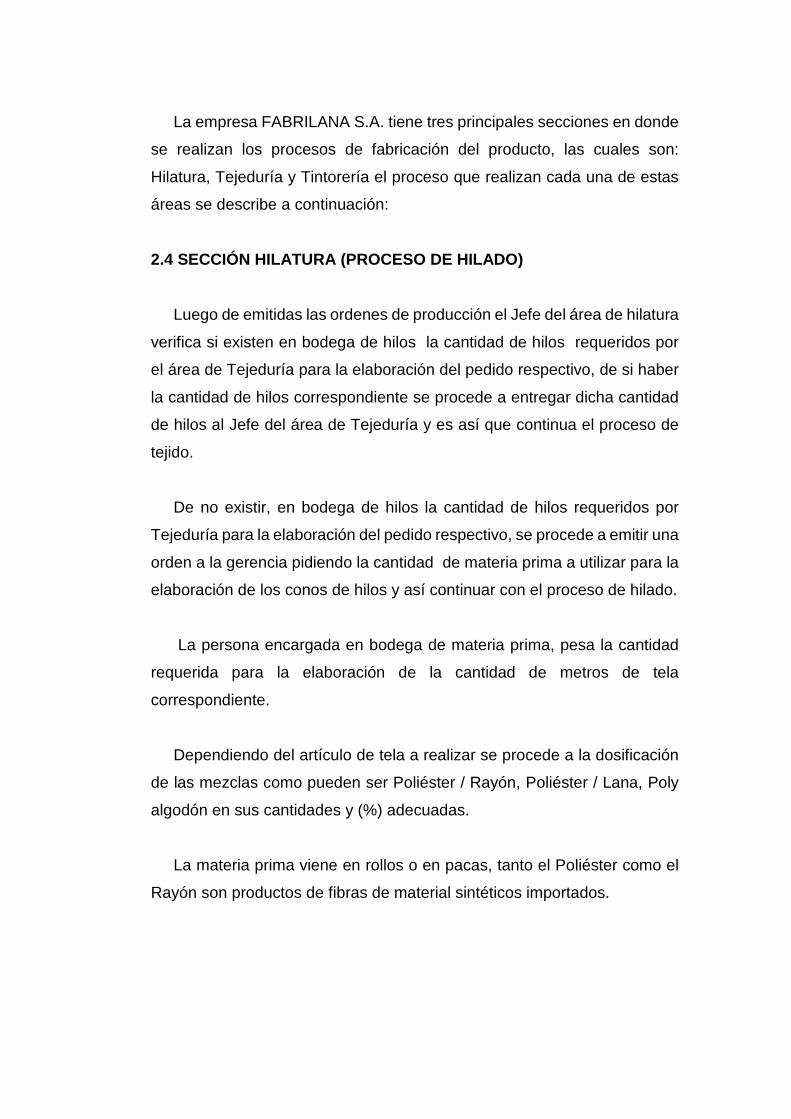
2.4.2 Diagrama de operaciones de proceso sección hilatura
1
FIBRAS 2
BODEGA DE MATERIA PRIMA
3 HILOS DE TRAMA
4 PEINADORAS
5 VACIA TACHOS
MEZCLA 2
AUTORREGULADOR
6
7
10
9
8 PASAJE 1
PASAJE 2
MECHERAS
CONTINUAS
DOBLADORA
14
13
12
11
RETORCEDORA
CONERA
15 PESADOR
1 BODEGA DE HILOS TEJEDURÍA

2.4.4 Lugares de Recorrido de la materia prima en l a Sección Hilatura.
En la siguiente descripción se anotan los lugares que recorre la materia prima
en la sección de hilatura.
1. Bodega de Materia prima.
2. Mezcladora # 1.
3. Peinadoras.
4. Vacía Tachos.
5. Mezcladora # 2.
6. Autorregulador.
7. Pasaje # 1.
8. Pasaje # 2.
9. Mecheras.
10. Continuas.
11. Conera Murata.
12. Dobladora.
13. Retorcedora.
14. Coneras
15. Bodega de hilos

2.4.5 Diagrama de recorrido de la materia prima sec ción hilatura.
15
7
SECCIÓN DE ENGOMADO
S.S.H.H.
1
3
4
5
6
BODEGA DE MATERIA PRIMA
8
9 9
10
11 12 13
14
CASETA DE SUPERVICIÓN
TINTORERÍA

2.5 SECCIÓN TEJEDURÍA (PROCESO DE TEJIDO)
El proceso se inicia con la emisión de una orden de Urdido por parte del
Gerente al Jefe del área de Tejeduría este a su vez ordena al supervisor
del área a la elaboración de dicho proceso de Urdido. El proceso de Urdido
consiste en una máquina que une y alinea los hilos uniformemente de forma
plana para un mejor y más fácil tejido de los telares.
Primeramente se retiran una cantidad de bobinas de hilos de bodega de
hilos, esta cantidad de hilos es especificada en la orden de urdido. Véase
(ANEXO # 2)
Luego se realizan una serie de cálculos que corresponden a la cantidad
de hilos a utilizar para la elaboración de los urdidos respectivos (metros de
tela a realizar), las bobinas de hilos son ubicadas en unas Filetas de 2
metros de alto por 10 metros de longitud que forman parte de la máquina
urdidora cuya capacidad de hilos es de 502 bobinas.
Los hilos de las Filetas pasan a la máquina que realiza el proceso de
urdido en sí, enrollando la correspondiente cantidad de urdido, conforme se
van desarrollando los urdidos así mismo van pasando y enrollándose en un
Enjulio, que tienen forma de carretes de hilos pero de 1 metro altura y ancho
por 2 metros de largo, de metal que está ubicado al pie de la urdidora.
Del proceso de urdido va a depender mucho la calidad de la tela por
esta razón es que el operador de la urdidora debe tener mucho cuidado en
el seguimiento de este proceso.
Luego dependiendo del tipo de tela que se este realizando los enjulios
pasan a la Engomadora o pasan directamente a pasador de lisos.
2.5.1 Proceso de engomado

Es de suma importancia indicar que solo los productos del artículo
camisería son los que se someten a este proceso de engomado, debido a
que los hilos de este artículo son más finos que los del resto de artículos.
Estos productos adquieren la denominación de 50/1 o sea que son
productos de una sola hebra de hilo.
El proceso de engomado consiste en preparar los hilos del urdido
dándole firmeza y flexibilidad para que en el momento del tejido en los
telares el hilo soporte el accionar de ellos y no se rompa. Ya que de no
realizarse este proceso de engomado, y enviar el urdido (enjulios)
directamente al telar, este (el hilo) se lazcará y se romperá constantemente,
lo cual como resultado dará que se produzcan muchas fallas en las telas.
Para la preparación de la goma se utilizan distintos elementos. Su
preparación varía de acuerdo al tipo producto a realizar. Por ejemplo para
realizar 2.000 metros del producto Elisa se requieren los siguientes
componentes:
Agua � 450 litros
Vicol � 45 Kg
Glicerina � 4 Kg
Cocción de la goma de 30 a 90 °C
Viscosidad � 9 1/2 %
Vale recalcar que la mezcla descrita anteriormente varía de acuerdo al
producto que se vaya a trabajar, véase (ANEXO # 3) hay que tener mucho

cuidado en la preparación de las misma para evitar problemas en cuanto a
los resultados a obtener.
Una vez que se termina el proceso de engomado, el enjulio es
trasladado para realizar el proceso de Pasador de Lisos.
Esta operación consiste en pasar cada uno de los hilos del urdido por
un instrumento formado de muchas láminas de metal muy finas que tienen
forma de peines y que precisamente se le denomina Peine y es un
instrumento que forma parte del telar. En este proceso las personas
encargadas de pasar los hilos por cada una de estas láminas deben hacerlo
con mucho cuidado y concentración, ya que de no hacerlo pueden provocar
el fracaso del tejido, teniendo como consecuencia la pérdida de tiempo y
su correspondiente al costo en dinero.
El siguiente paso consiste en el traslado y montaje del hilo (urdido y
trama) en el telar correspondiente, esta operación dura de 40 a 60 minutos,
dependiendo de la cantidad de hilos que contenga la tela a elaborarse.
Luego se coloca una lámina en la parte posterior del telar, las cuales sirven
para respaldo del disparador o proyectil, que consiste en un mecanismo de
parada inmediata en caso de que en el proceso de tejido, un hilo se
arranque caen una o dos láminas parándose automáticamente el telar.
Antes de iniciarse el proceso, el mecánico encargado le realiza una
revisión al telar respectivo y luego se da inicio al proceso de tejido. Los
telares realizan la función de tejer los hilos de urdido que son los hilos a lo
largo de la tela y trama que son los hilos a lo ancho de la tela.
Constantemente el operador del telar tiene que darle inspección a la
tela que se esté elaborando, para observar las fallas que puedan
presentarse y reportarlas al supervisor de turno o si esta a su alcance tratar
de darle solución a la falla. Una vez que se obtiene la tela se le da la
denominación de “Tela Cruda”, se retiran los rollos de tela tejidos por los
telares y se pasan a la “Revisadora y Medidora” de Tela Cruda, lugar donde
proceden a observar las fallas y medirlas respectivamente. Luego las telas
pasan donde el personal de zurcido que es el encargado de inspeccionar
minuciosamente la tela cruda en caso de cualquier falla, que si las hay, pero
que son resueltas en su mayoría por dicho personal.
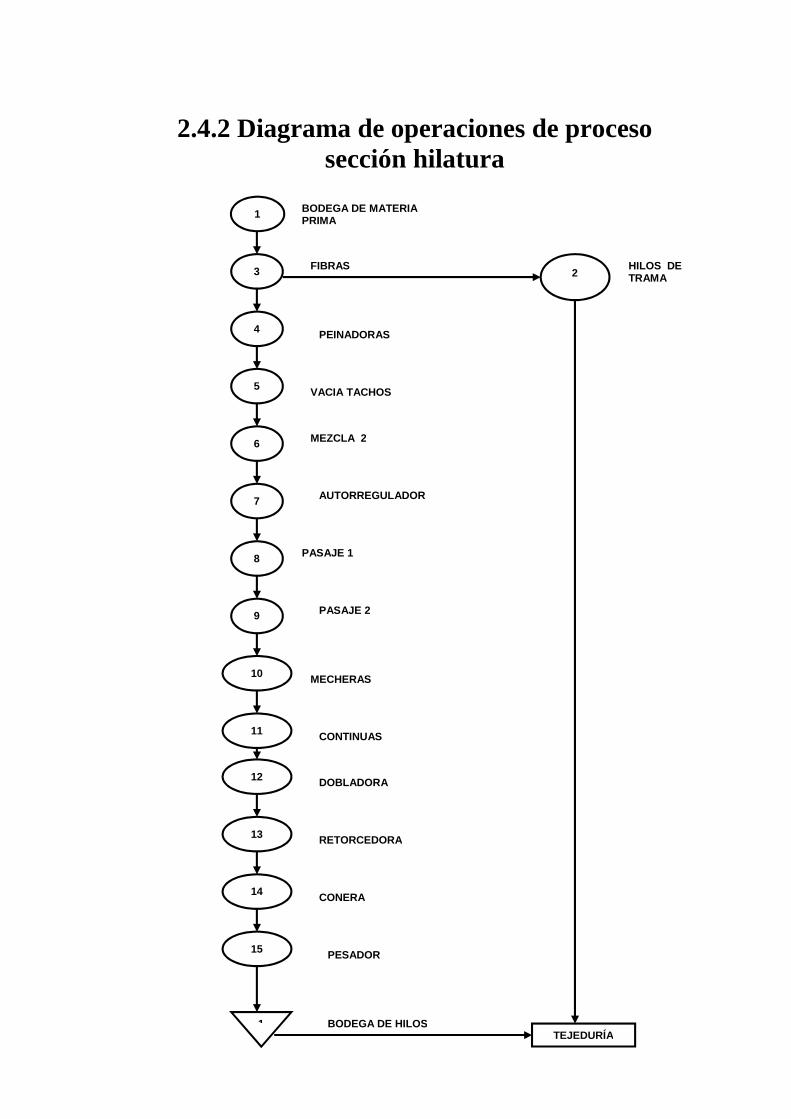
2.5.2 Diagrama de operaciones de proceso sección te jeduría.
2.6 PROCESO DE TINTURADO (ÁREA DE TINTORERÍA)
BODEGA DE HILOS
URDIDORA
ENGOMADORA
TELARES
ANUDADOR
PASADOR DE LIZOS
INSPECCIONADORA DE TELAS
ALMACENAMIENTO DE TELA CRUDA
1
2
3
4
6
7 TELA CRUDA
8
1
ZURCIDO
1
5
Luego del proceso de tejido, las telas son receptadas en bodega de tela
cruda por el jefe del área de tintorera el cual procede a continuar con el
proceso de tinturado.
Primeramente el Jefe del área de tintorería de acuerdo a la cantidad
de tela y tipo de producto a realizar procede calcular la cantidad de
químicos y colorantes requeridos para el proceso.
Una vez obtenida la formula para la tintura de la tela los colorantes
respectivos son llevados al laboratorios para realizarles las pruebas
correspondiente hasta obtener el tono deseado.
Luego de obtener el color deseado la cantidad de telas son sometidas a
un lavado previo mas conocido como descrudo que consiste en la
eliminación de las grasas, goma, suciedades, aceites, producto del
manipuleo de los trabajadores debido a procesos anteriores. Este lavado
se lo realiza con productos químicos como, soda cáustica, un dispersante,
un detergente etc. Para que la tela esté lista para el tinturado
Posteriormente al lavado previo la tela es sometida a la lavadora
tinturadora, esta máquina cumple la función de lavar y tinturar a la vez las
telas.
Luego del tinturado las telas son llevadas a la máquina termofijadora
que realiza el proceso de estabilización de las fibras este proceso se lo
realiza en algunas máquinas.
El siguiente proceso es el gaseado que consiste en pasar la tela por una máquina conocida como Chamuscadora, esta máquina realiza la función de eliminar un gran porcentaje de las impurezas y asperezas que presenta el material luego de haber salido de los telares, quemando las fibrillas o pelusas.
Después se procede a darle otro lavado para eliminar las impurezas
restantes que quedan impregnadas en la tela después del gaseado.
Posterior a esto la tela pasa a la máquina thundidora, este proceso
consiste en cuchillas que pasan sobre las telas eliminando todo residuo que
le sobresalga.
Luego las telas son sometidas a un proceso de resinado. Se utilizan
resinas químicamente reactantes y suavizantes que le dan una capa de
protección y suavidad a las fibras.
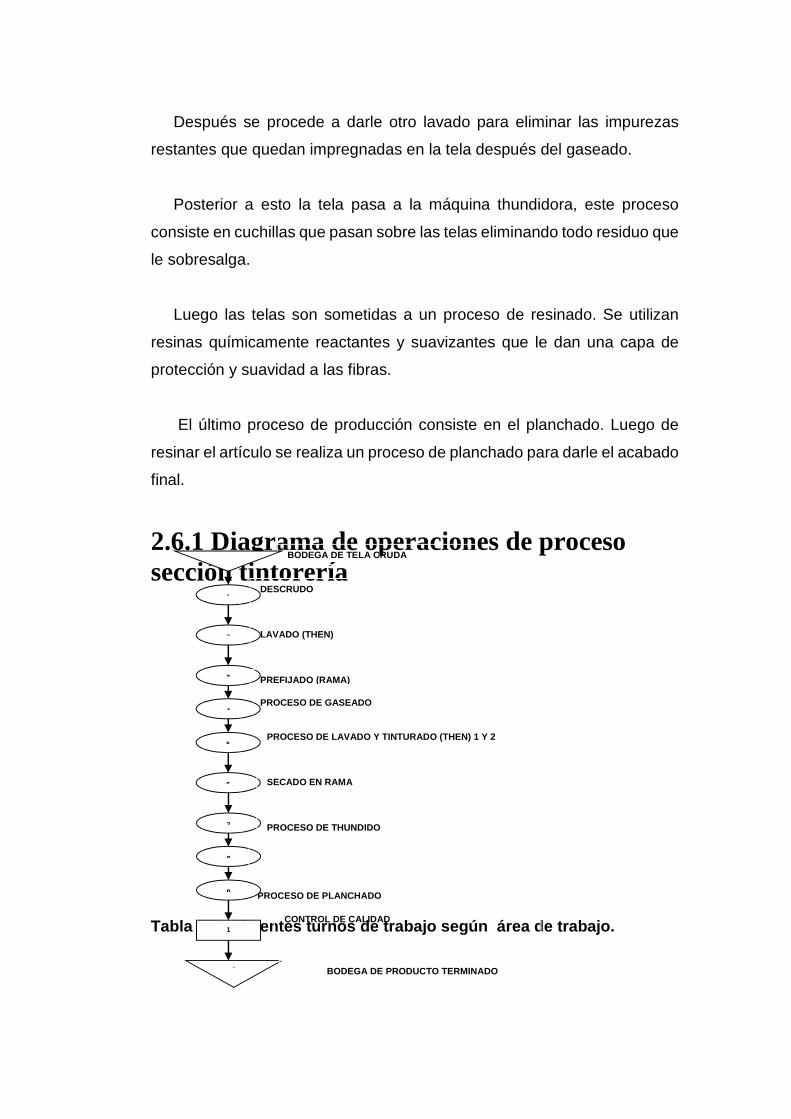
El último proceso de producción consiste en el planchado. Luego de
resinar el artículo se realiza un proceso de planchado para darle el acabado
final.
2.6.1 Diagrama de operaciones de proceso sección tintorería
Tabla 2.6 Diferentes turnos de trabajo según área de trabajo.
PROCESO DE LAVADO Y TINTURADO (THEN) 1 Y 2
BODEGA DE TELA CRUDA
1 DESCRUDO
2 LAVADO (THEN)
3 PREFIJADO (RAMA)
5
PROCESO DE GASEADO
6 SECADO EN RAMA
7 PROCESO DE THUNDIDO
8
4
PROCESO DE PLANCHADO 9
1 CONTROL DE CALIDAD
2 BODEGA DE PRODUCTO TERMINADO

SECCIÓN TURNO HORAS
HILATURA
Bodeguero 1 (8H-20H)
Pesador 1 (8H-20H)
Mecánicos 1 (8H-20H)
Operadores de máquinas 2 (8H-20H)(20H-8H)
Supervisor 1 (8H-20H)
TEJEDURÍA
Zurcidoras 1 (8H-16H)
Tela cruda 1 (8H-16H)
Engomadora 1 (8H-17H)
Urdidora 1 (8H-18H)
Tejedores 2 (8H-20H)(20H-8H)
Mecánicos 2 (8H-20H)(20H-8H)
Inspectora de calidad 2 (8H-20H)(20H-8H)
TINTORERÍA
Bodeguero 1 (8H-18H)
Laboratorista 1 (8H-18H)
Supervisor 1 (8H-20H)
Operadores de máquinas 2 (8H-20H)(20H-8H)
CALDEROS 2 (8H-20H)(20H-8H)
Fuente: Departamento de Contabilidad de la Empresa
En la tabla 2.6 se nota que la empresa trabaja dos
turnos al día. FABRILANA S. A. Comienza sus labores

semanales todos los días lunes a las 8 de la mañana y
las culmina el sábado a las 8 de la mañana.
Tabla: 2.7 Principales maquinarias y equipos de la sección de hilatura.
MÁQUINAS Y EQUIPOS DE HILATURA CANTIDAD
Intersecting (mezcladora) 2
Peinadoras 5
Vacia tachos 1
Mecheras 2
Continuas 2
Dobladora de anillos 1
Retorcedoras 4
Bobinadoras 2
Romana 1
Vaporizador de hilados 1
Conera 1
Multicount 1
Rectificadora de cilindros 1
Soldadora de peines 1
Balanza electrónica 1
Gata hidráulica 2
Montacarga 1
Alisadora para lana y poliéster 1
Rectificadora de cepillos circulares 1
Autorregulador 1

Fuente: Departamento de Contabilidad de la
Empresa
Tabla 2.8 Principales maquinarias y equipos de la s ección de
Tejeduría.
MÁQUINAS Y EQUIPOS DE TEJEDURÍA CANTIDAD
Urdidora 1
Engomadora 1
Máquinas de tejer a proyectil SULZER pequeños 12
Máquinas de tejer doble ancho SULZER 4
Telares PICANOL 2
Peinadoras de lisos 5
Dobladora de tela cruda 1
Succionadora de aceite para telares 1
Coches hidráulicos 2
Enjulios 53

Inspeccionadora de telas 1
Mesas para zurcido 10
Máquina limpiadora de peines 1
Fuente: Departamento de Contabilidad de la Empresa
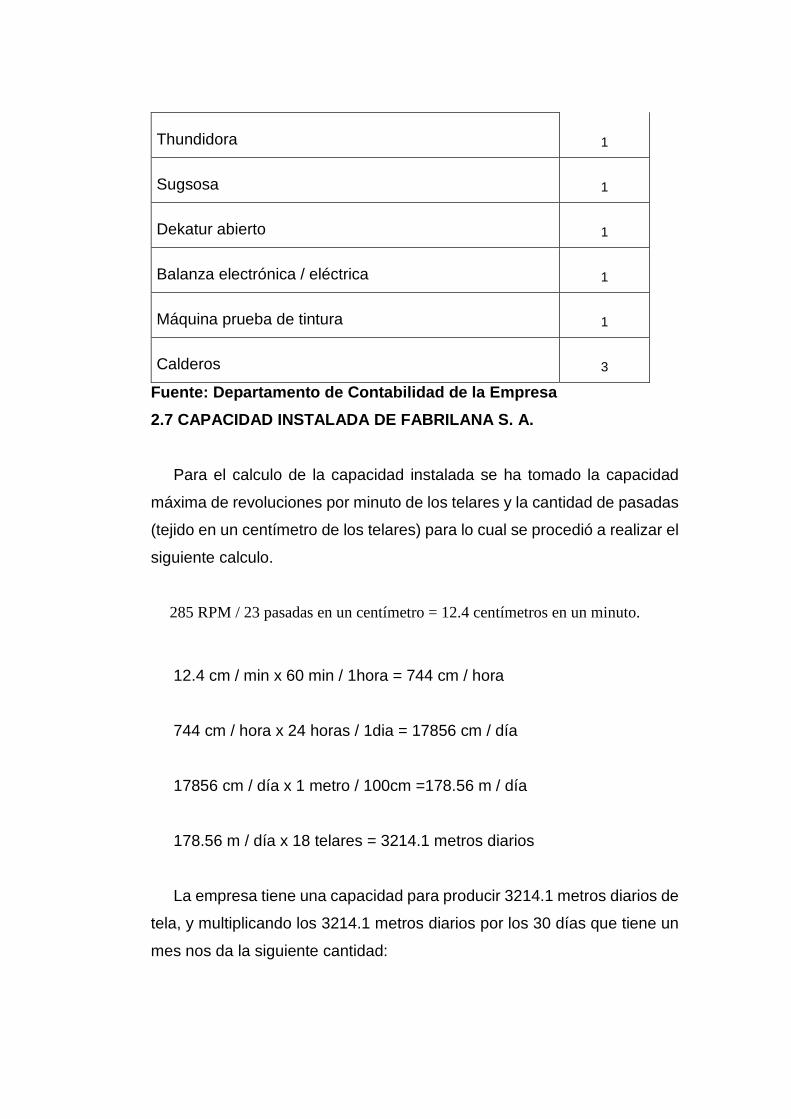
Tabla 2.9 Principales maquinarias y equipos de la s ección de
Tintorería.
MÁQUINAS Y EQUIPOS DE TINTORERÍA CANTIDAD
Máquina tituradora en cuerda (THEN # 1 – THEN # 2) 1
Tinturadora de rollo o pieza ( Autoclave) 1
Rama 1
Chamuscadora 1
Condensadora 1
Secadora de bobinas 1
Quemador (Rama / Condensadora) 1
Barca 1
Decatizadora 1
Plancha 1
Thundidora 1
Sugsosa 1
Dekatur abierto 1
Balanza electrónica / eléctrica 1
Máquina prueba de tintura 1
Calderos 3
Fuente: Departamento de Contabilidad de la Empresa
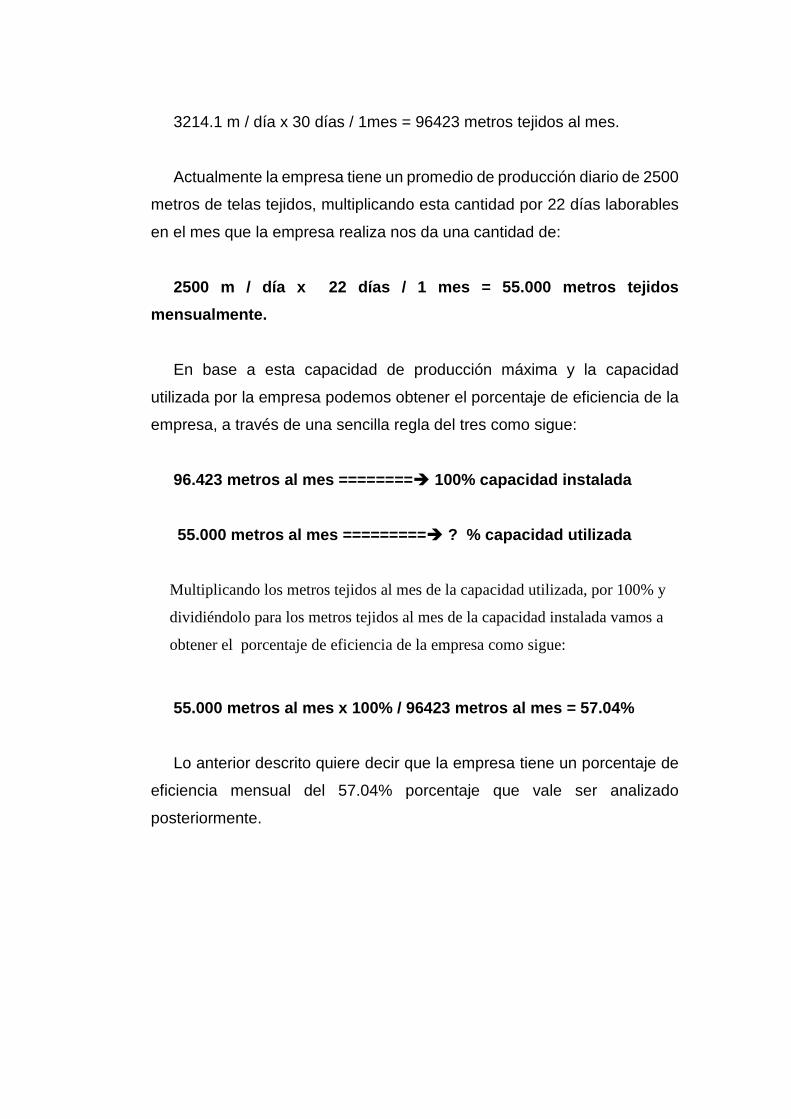
2.7 CAPACIDAD INSTALADA DE FABRILANA S. A.
Para el calculo de la capacidad instalada se ha tomado la capacidad
máxima de revoluciones por minuto de los telares y la cantidad de pasadas
(tejido en un centímetro de los telares) para lo cual se procedió a realizar el
siguiente calculo.
285 RPM / 23 pasadas en un centímetro = 12.4 centímetros en un minuto.
12.4 cm / min x 60 min / 1hora = 744 cm / hora
744 cm / hora x 24 horas / 1dia = 17856 cm / día
17856 cm / día x 1 metro / 100cm =178.56 m / día
178.56 m / día x 18 telares = 3214.1 metros diarios
La empresa tiene una capacidad para producir 3214.1 metros diarios de
tela, y multiplicando los 3214.1 metros diarios por los 30 días que tiene un
mes nos da la siguiente cantidad:
3214.1 m / día x 30 días / 1mes = 96423 metros tejidos al mes.
Actualmente la empresa tiene un promedio de producción diario de 2500
metros de telas tejidos, multiplicando esta cantidad por 22 días laborables
en el mes que la empresa realiza nos da una cantidad de:
2500 m / día x 22 días / 1 mes = 55.000 metros tej idos
mensualmente.
En base a esta capacidad de producción máxima y la capacidad
utilizada por la empresa podemos obtener el porcentaje de eficiencia de la
empresa, a través de una sencilla regla del tres como sigue:
96.423 metros al mes ======== � 100% capacidad instalada
55.000 metros al mes ========= � ? % capacidad utilizada
Multiplicando los metros tejidos al mes de la capacidad utilizada, por 100% y
dividiéndolo para los metros tejidos al mes de la capacidad instalada vamos a
obtener el porcentaje de eficiencia de la empresa como sigue:
55.000 metros al mes x 100% / 96423 metros al mes = 57.04%
Lo anterior descrito quiere decir que la empresa tiene un porcentaje de
eficiencia mensual del 57.04% porcentaje que vale ser analizado
posteriormente.

2.8 ANALISIS FODA
� Fortalezas.-
Las materias primas que se utilizan en todos los procesos son 100%
importadas de las casas de mayor prestigio a nivel mundial, principalmente
de Europa y EE.UU.; así se garantiza la calidad de las fibras y colorantes
que se utilizan.
Esta planta se destaca por tener todas las maquinarias que se utilizan
en el proceso de elaboración del producto.
Entre las fortalezas hay que indicar que la empresa tiene crédito
bancario garantizado por ser una industria de prestigio.
� Oportunidades.-
El mercado que actualmente está creciendo y la necesidad de elevar el
porcentaje de capacidad instalada que apenas es del 57%, para satisfacer
a la mayor cantidad de mercado potencial.
� Debilidades.-
Entre las debilidades se puede acotar, la gran cantidad de productos
defectuosos que se elaboran en la empresa y que competitivamente
representa un indicativo muy preocupante para su futuro bienestar de la
organización. También se puede citar el mal desenvolvimiento
organizacional con que varios procesos son realizados en la empresa.

� Amenazas.-
Como principal amenaza se ubica la situación económica del país que
en los actuales momentos se encuentra en una situación de incertidumbre
producto de las políticas inesperadamente cambiantes.
Otro factor importante es el de la competencia actual en el Ecuador
debido a productos elaborados en el exterior y que se introducen al
mercado ecuatoriano de una manera ilegal (contrabando) de esta forma se
encuentran el mercado a precios de venta mucho mas bajos que los precios
de los productos que la empresa elabora, teniendo asi que competir en
desventaja.

CAPÍTULO III
3. ANÁLISIS DE LOS PROBLEMAS DE LA
EMPRESA
En este capítulo se describe de una manera detallada, la mayor cantidad
de problemas que tiene actualmente la empresa FABRILANA que son
muchos. Todos ellos se analizan conforme se desarrolle este capítulo, los
cuales se enuncian de la siguiente manera:
� Falta de mantenimiento preventivo a nivel general.
� Máquinas obsoletas.
� Falta de repuesto inmediato.
� Falla en la selección de materia prima.
� Falta de materia prima.
� Falta de un Departamento de Seguridad e Higiene Industrial.
� Mano de obra con especialización inadecuada.
Todos estos problemas se relacionan entre sí y dan origen a uno de
mayor incidencia, que afecta con un impacto económico negativo
considerable para la empresa, el cual es “las devoluciones de producto que
realizan los clientes por no estar de acuerdo con él” debido a muchos
factores que se analizan en todo este capítulo. El principal problema que
afecta actualmente a la empresa FABRILANA S.A. son las constantes
devoluciones de tela que realizan los clientes debido a distintos motivos
que se van a ir analizando conforme se va desarrollando este trabajo de
investigación.
3.1 Principales causas por lo cual se dan las devoluciones.
En la empresa se recepta la devolución, se revisa la tela y
posteriormente se hace la nota de crédito por devolución, la que disminuye
el valor de la factura original.
Ingresan telas a la empresa en devoluciones por las siguientes razones:
1.- Porque el tono de la tela no es igual a un pedido y compra de meses
anteriores. Debido a que el agente de ventas asiste con el cliente con un
muestrario de los tipos de tela color y tono, pero cuando el cliente recibe su
pedido de producto este pedido resulta no ser del mismo tono (color) que
el cliente solicitó, lo cual el cliente procede a devolver el pedido porque este
no le conviene.
2.- Porque en reiteradas ocasiones se envía un despacho que el cliente
no ha solicitado. Dentro del pedido solicitado por el cliente se despacha
cierta cantidad de tela que el cliente no ha solicitado, por este motivo el
cliente procede a la devolución del despacho.
3.- Cuando hay defectos en las telas, como por ejemplo por fallas en los
orillos de las telas suelen devolver las prendas ya confeccionadas y en
algunos casos la tela cortada con los moldes de las prendas.
4.- En repetidas veces el producto es devuelto por causa de la demora
de la empresa en la entrega del producto al cliente, por motivos que se van
a analizar en el transcurso del desarrollo de este trabajo investigativo.
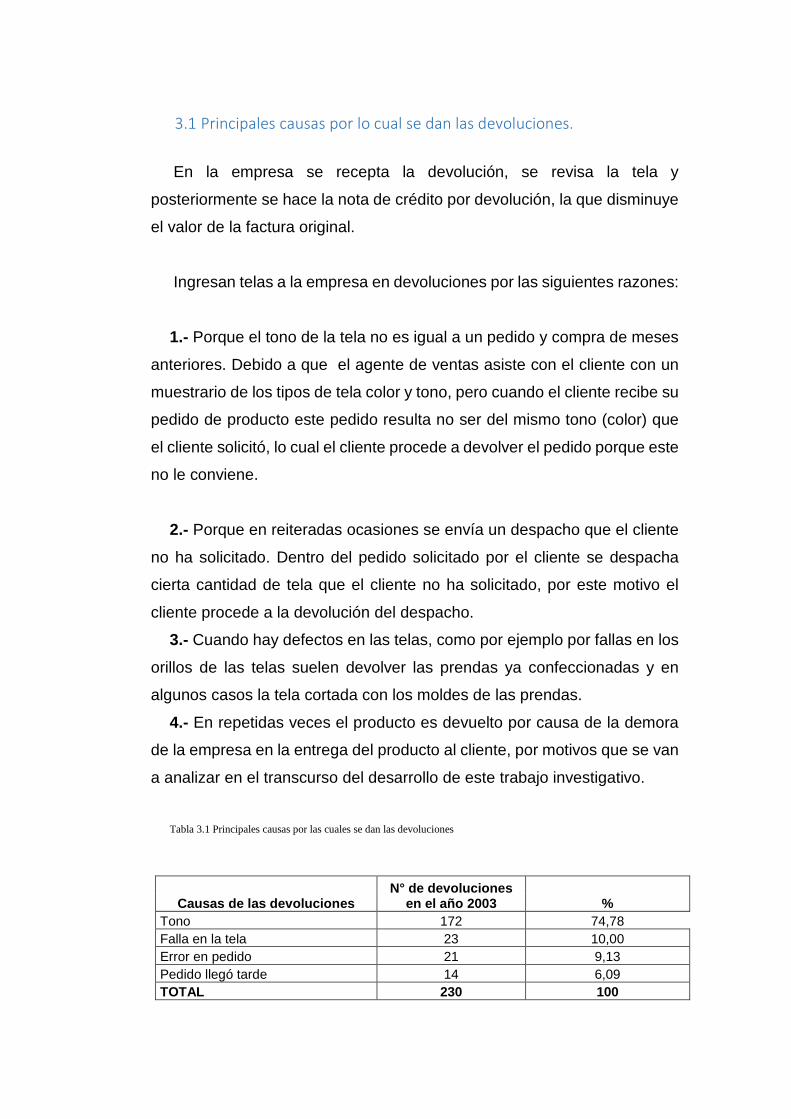
Tabla 3.1 Principales causas por las cuales se dan las devoluciones
Causas de las devoluciones N° de devoluciones
en el año 2003 % Tono 172 74,78 Falla en la tela 23 10,00 Error en pedido 21 9,13 Pedido llegó tarde 14 6,09 TOTAL 230 100

Fuente: Departamento de Contabilidad de la Empresa.
La tabla 3.1 indica las causas de las devoluciones que hubo en el año 2003
y sus respectivas cantidades de ocasiones en que son devueltos los productos
en el año.
En la tabla 3.1 también se observa que la mayor cantidad de devoluciones,
ocurren por causa del tono de color de la tela, se observa un elevado porcentaje
del total de devoluciones. Este es el principal problema de calidad que enfrenta
actualmente la empresa FABRILANA S.A. y factor primordial a solucionar.
A continuación se detalla una tabla donde se refleja el problema
cuantificadamente en términos de dinero. La tabla 3.2 que a continuación
se detalla muestra los valores mensuales en dólares, que la empresa recibe
por las distintas causas ya mencionadas por devoluciones de producto que
realizan los clientes, por que el producto no cumple con sus expectativas
requeridas.
Tabla 3.2 Producción, ventas y devoluciones en el a ño 2003
Meses Producción en
metros Ventas totales
en dólares Devoluciones de tela en dólares % devoluciones Ventas netas
Enero 50850,32 168056,58 10408,12 6,19 157648,46 Febrero 55322,29 160214,9 11823,58 7,38 148391,32 Marzo 54039,25 141338,91 6439,9 4,56 134899,01 Abril 53500,00 180291,43 17955,02 9,96 162336,41 Mayo 59492,05 151524,39 8915,93 5,88 142608,46 Junio 56310,71 163597,55 3504,5 2,14 160093,05 Julio 55859,01 159618,36 10366,29 6,49 149252,07 Agosto 64400,64 159500,54 3560,95 2,23 155939,59 Septiembre 65504,23 196924,95 14760,63 7,50 182164,32 Octubre 69005,59 178842,21 10409,23 5,82 168432,98 Noviembre 48693,36 99361,05 12330,5 12,41 87030,55 Diciembre 57790,89 127801,77 13164,92 10,30 114636,85 TOTAL 690768,36 1887072,64 123639,57 1763433,07 Fuente :Departamento de Contabilidad de la Empresa

La tabla 3.2 describe de forma cuantitativa el problema de las devoluciones
de producto de la empresa FABRILANA. La tabla 3.2, describe la cantidad
total en metros de telas que se produjeron mensualmente en el año 2003, su
respectivo valor en dólares por concepto de ventas mensuales y el valor total
mensual en dólares motivo de las devoluciones que ocurrieron en el año 2003.
También se observa, el porcentaje que representa las devoluciones
mensuales con respecto a las ventas totales que se dieron en el año 2003.
El gráfico 3.1 que a continuación sigue muestra en forma ilustrada el
porcentaje de devoluciones de acuerdo a las ventas mensuales que hubo en el
año 2003.
Enero; 168056,58;
6.19%
Febrero; 160214,9;
7,38%
Marzo; 141338,91; 4,56%
Abril; 180291,43; 9.96%
Mayo; 151524,39;
5.88%
Junio; 163597,55;
2.14%
Julio; 159618,36;
6.49%
Agosto; 159500,54;
2.23%
Septiembre; 196924,95; 7.50%
Octubre; 178842,21; 5.82%
Noviembre; 99361,05; 12.41%
Diciembre; 127801,77; 10.30%
Grafico # 3,1 porcentaje mensual de devoluciones
Enero
Febrero
Marzo
Abril
Mayo
Junio
Julio
Agosto
Septiembre
Octubre
Noviembre
Diciembre

Con el objetivo de una mejor identificación de las principales causas de las
devoluciones que ocurren en la empresa, la tabla 3.3 que a continuación se
detalla muestra una distribución de frecuencia y sus respectivos porcentajes.
Tabla 3.3 causas principales de las devoluciones, frecuencias y respectivos
porcentajes.
N° Causas de las devoluciones
frecuencia absoluta
frecuencia acumulada
% frecuencia relativa unitaria
% Frecuencia
relativa unitaria
acumulada 1 Por el tono 172 172 74,78 74.78 2 Falla en la tela 23 195 10,00 84,78 3 Error en pedido 21 216 9,13 93,91 4 Pedido llegó tarde 14 230 6,09 100
TOTAL 230 100 Fuente: Departamento de Contabilidad de la Empresa.
La tabla 3.3 es clara en mostrar la cantidad de devoluciones por no
conformidades de los clientes, por medio de esta distribución de frecuencias se
permitirá ilustrar un grafico porcentual con el objetivo de una mejor
identificación visual del problema.

No es difícil llegar a conclusiones válidas sobre las causas principales de
las devoluciones de las telas.
En el gráfico 3.1 podemos observar que el 75% de las causas de las
devoluciones o sea las ¾ partes de las causas se deben a el problema del tono,
siendo este, el motivo de devoluciones que con más elevada frecuencia ocurre.
Tomando en cuenta que es más fácil disminuir una frecuencia elevada que
una baja, está muy claro que es de mayor importancia centrarse en esta primera
causa del problema (pocas pero vitales) que en las que tienen menor incidencia
(muchos pero triviales).
75%
10%
9%6%
Grafico # 3.1 porcentual de las causas de las devoluciones
Tono
Falla en la tela
Error en pedido
Pedido llegó tarde

En la tabla 3.3 permite apreciar claramente cuanto afecta a la empresa
las devoluciones en términos monetarios, teniendo como consecuencia un
grave problema de calidad. Este elevado porcentaje de devoluciones
demuestra que la organización no está enfocando su calidad directamente
al cliente.
La organización debe de estar en claro de que satisfacer al cliente es
el principal motivo por la cual existe. Atacar este problema debe de ser el
principal objetivo a resolver.
Es importante indicar, que de estos $123,639.57 dólares que
representan el valor total de devoluciones que hubo en el año 2003 y que
representa 100% de las causas de las devoluciones, un 74.78% son por
motivos del tono y representan en términos económicos el 49.6% o sea,
$61,276 dólares. Este valor corresponde a devoluciones por concepto de
74,78%
10,00% 9,13% 6,09%
0
10
20
30
40
50
60
70
80
90
100
0
23
46
69
92
115
138
161
184
207
230
Por
el t
ono
Fal
la e
n la
tela
Err
or e
npe
dido
Ped
ido
llegó
tard
e
%F
recu
enci
a re
lativ
a ac
umul
ada
Fre
cuen
cias
de
las
devo
luci
ones
Causas de las devoluciones de telas
Diagrama # 3.1 de Pareto Causas por las cuales se d an las devoluciones

tonalidades no requeridas por el cliente. Este valor es detallado en la tabla
3.4 que a continuación se presenta.
Tabla 3.4 Costo de los problemas por devoluciones por concepto De tonalidades no requeridas.
PRODUCTOS
Precio de venta en $ por metro
de tela
Cantidad de devoluciones de producto al
año
Cantidad de metros por unidad de producto
Valor total en dólares por
devoluciones por producto anual
Camisería 2.46 7 50 861
Linos 5.82 15 50 4,365
Gabardinas 6.1 20 50 6,100
Milano 7.84 120 50 47,040
Casimires 5.82 10 50 2,910
TOTALES 28.04 172 250 61,276
Fuente. Departamento de contabilidad de la empresa
Pero este problema de no calidad le acarrean un sinnúmero de problemas
que intervienen de una manera considerable en el proceso organizacional de la
empresa. A continuación se detalla un diagrama de causa efecto principal que
detalla la mayor cantidad de los problemas de la empresa y que sirve que para
tener conocimientos de los principales problemas que afectan a la empresa
FABRILANA S. A.
3.3 CUANTIFICACIÓN DE LOS PRINCIPALES PROBLEMAS QUE
AFECTAN A LA CALIDAD DEL PRODUCTO.
Tabla 3.5 Cantidad de devoluciones por motivos de las tonalidades y
precio de venta por metro de tela de los diferentes productos de
FABRILANA S.A.

Pro
duct
os
Precio de venta en dólares
por metro de tela
Can
tidad
de
devo
luci
ones
en
el a
ño 2
003
Can
tidad
de
met
ros
de te
la
por
unid
ad
Valor en dólares que la empresa deja de vender
por motivo de devoluciones anuales por
problemas del tono CAMISERIAS 2.46 7 50 861 LINOS 5.82 15 50 4365 GABARDINAS 6.10 20 50 6100 MILANO 7.84 120 50 47040 CASIMIRES 5.82 10 50 2910 total 172 61276
A través de la tabla 3.5 se puede establecer los costos por devoluciones por
intermedio del precio de venta por metro de tela de los diferentes artículos que
la empresa produce. También esta tabla permitirá la elaboración de una tabla
de distribución de frecuencias para la elaboración de un grafico de Pareto el
cual permite establecer comparaciones más detalladas en lo que tiene que ver
con el problema de las tonalidades.
Tabla 3.6 Porcentaje por producto de devoluciones por tonalidades no
requeridas en el año 2003.
Productos
Frecuencia de las
devoluciones Frecuencia acumulada
Frecuencia relativa
frecuencia relativa acumulada
MILANO 120 120 69,77 69,77 GABARDINAS 20 140 11,63 81,40 LINOS 15 155 8,72 90,12 CASIMIRES 10 165 5,81 95,93 CAMISERIAS 7 172 4,07 100,00 Total 172 100,00

3.4 PRINCIPALES PROBLEMAS DE LA
EMPRESA
3.4.1 Problema # 1. Falta de Mantenimiento
Preventivo a nivel general
Causas
� La organización no invierte en la realización de un plan de
mantenimiento preventivo para las maquinarias existentes en la
empresa y de esta manera evitar las perdidas de tiempo por averías
de maquinarias.
120
20 15 10 7
0
20
40
60
80
100
0
18
36
54
72
90
108
126
144
162
180
MIL
AN
O
GA
BA
RD
INA
S
LIN
OS
CA
SIM
IRE
S
CA
MIS
ER
IAS
%F
recu
enci
a re
lativ
a ac
umul
ada
Fre
cuen
cia
de la
s de
volu
cine
s po
r m
otiv
o de
l ton
o n
o re
quer
ido
Productos más comunes
Gráfico de Pareto de las devoluciones por motivo de l tono

� Lo único que se realiza es un mantenimiento correctivo.- En el
instante en que se producen las averías se procede recién a dar el
mantenimiento correctivo a las maquinarias.
Consecuencias
� Pérdidas de tiempo por repetidos paros de máquinas por averías lo
que conlleva a la pérdida de dinero por los costos de los tiempos
improductivos.
� Con el mantenimiento correctivo las máquinas no quedan en estado
óptimo para el correcto funcionamiento.
Origen del problema.- La Organización
3.4.1.2 Diagrama Causa – Efecto. Problema # 1. Falt a de
Mantenimiento Preventivo en la Empresa
FALTA DE
MANTENIMIENTO
PREVENTIVO
PÉRDIDA DE TIEMPO, PERDIDA
DE DINERO
PÉRDIDA DE TIEMPO,
PÉRDIDA DE DINERO
REPETIDOS PAROS DE MÁQUINAS POR AVERÍAS
ESTADO DE LAS MAQUINARIAS NO ES
EL REQUERIDO
LA ORGANIZACIÓN NO INVIERTE EN
PLAN DE MANTENIMIENTO
PREVENTIVO
MANTENIMIENTO INADECUADO

3.4.2 Cuantificación del problema. 1 Falta de mante nimiento
preventivo
Tabla 3.7 Costo diario por máquina por motivos de p aralizaciones por
paros de máquinas por averías.
Día
s Número de máquinas y tiempo en minutos en que perma necen paralizadas por
averías Tot
al
Tot
al e
n ho
ras
Cos
to d
iario
por
par
os d
e m
áqui
nas
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
1 10 30 30 35 15 40 20 180 3 12,2
2 30 10 60 40 40 20 15 25 240 4 16,2
3 120 60 20 30 15 60 20 45 50 420 7 28,4
4 120 40 40 60 40 10 20 30 360 6 24,3
5 60 20 40 60 20 40 60 300 5 20,3
6 10 60 35 40 10 25 180 3 12,2
7 60 60 60 20 40 10 50 25 35 40 20 420 7 28,4
8 50 20 25 25 120 120 80 100 20 40 600 10 40,5
9 60 60 1 4,1
10 60 35 25 10 50 60 240 4 16,2
11 60 60 60 60 60 300 5 20,3
12 180 180 3 12,2
13 60 50 70 20 80 30 50 60 420 7 28,4
14 240 60 20 40 70 50 480 8 32,4
15 80 20 60 20 70 50 300 5 20,3
16 60 60 60 40 60 40 20 10 10 360 6 24,3
17 60 60 60 180 3 12,2
18 10 40 10 180 60 300 5 20,3
19 30 50 10 10 20 120 2 8,1
20 10 20 30 60 120 2 8,1
21 30 20 240 20 30 20 360 6 24,3
22 60 120 240 60 480 8 32,4
Tot
al
720 620 330 360 300 615 200 860 410 365 390 260 150 195 320 330 105 70 6600 110 445,8
Cos
to e
n dó
lare
s m
ensu
al p
or m
áqui
na
48,6
4
41,8
8
22,2
9
24,3
2
20,2
7
41,5
4
13,5
1
58,0
9
27,7
0
24,6
6
26,3
4
17,5
6
10,1
3
13,1
7
21,6
2
22,2
9
7,09
4,73
445,
83
Fuente: Jefatura de Tejeduría
La tabla 3.7 muestra una serie de paralizaciones de máquinas que hubo
durante el mes de noviembre del año 2003. Las paralizaciones fueron

tomadas según los registros del área de tejeduría en el tiempo en minutos
en que permanecían diariamente las máquinas tejedoras paralizadas por
causa de averías por diferentes motivos.
En la tabla 3.7 se observa que hubo 6,600 minutos en un mes de
paralización de máquinas por averías por lo tanto 6.600 / 60 minutos que
tiene 1 hora, esto viene a ser 110 horas que representan el tiempo en que
las 18 máquinas tejedoras se paralizaron en un mes. El objetivo de esta
conversión, del tiempo en minutos a horas, es con el propósito de
determinar el costo en dinero por hora en que permanecen paralizadas las
máquinas tejedoras. Para ello se necesita conocer el costo de producción
en metros de tela hasta ese punto del proceso de tejido, o sea, hasta
cuando las máquinas tejedoras han tejido 1 metro de tela y a este metro de
tela se le recarga los diferentes rubros que intervienen en el proceso de
producción y este valor es de $ 0.70 dólares Valor que fue provisto por el
Jefe de Contabilidad de la empresa. Con este valor por metro tejido y la
cantidad de metros que teje un telar cada hora se puede establecer los
costos por hora de cada telar como sigue:
2500 metros diarios es la cantidad promedio de metros tejidos diariamente
por los 18 telares de la empresa dividido para 24 horas al día dará la
siguiente cantidad:
2500 m / día x 1 día / 24 horas = 104.17 m / hora
104.17 m / hora x 18 telares = 5.79 m / hora
5.79 m / hora 110 h / mes x $0.70 / m = $445.83 / mes
Así tenemos que en un mes la empresa pierde por motivo de
paralizaciones de máquinas, por causa de las averías $ 445.83 dólares, lo
que anualmente representa:

$ 445 / mes x 12 meses / año = $5349.96 anuales que deja de percibir por
averías de las máquinas.
Tabla 3.8 distribución de frecuencias de las parali zaciones de las
máquinas tejedoras
# de máq.
Frecuencia absoluta (minutos
paralizados por máquina)
Frecuencia absoluta
acumulada %Frecuencia
relativa
%Frecuencia relativa unitaria
acumulada 1 8 860 860 13,03 13,03 2 1 720 1580 10,91 23,94 3 2 620 2200 9,39 33,33 4 6 615 2815 9,32 42,65 5 9 410 3225 6,21 48,86 6 11 390 3615 5,91 54,77 7 10 365 3980 5,53 60,30 8 4 360 4340 5,45 65,76 9 3 330 4670 5,00 70,76
10 16 330 5000 5,00 75,76 11 15 320 5320 4,85 80,61 12 5 300 5620 4,55 85,15 13 12 260 5880 3,94 89,09 14 7 200 6080 3,03 92,12 15 14 195 6275 2,95 95,08 16 13 150 6425 2,27 97,35 17 17 105 6530 1,59 98,94 18 18 70 6600 1,06 100,00
TOTALES 6600 100

3.4.3 Problema # 2. Máquinas Obsoletas.
Es necesario indicar que la empresa no cuenta con los suficientes
recursos para comprar maquinaria de punta, por lo que utiliza en un 95%
las mismas maquinarias desde cuando inicio sus operaciones hace más de
25 años. Muchas de las maquinarias están Obsoletas debido a que tienen
demasiado tiempo de operación, por ende esto ocasiona algunos
problemas.
0
10
20
30
40
50
60
70
80
90
100
0
600
1200
1800
2400
3000
3600
4200
4800
5400
6000
6600
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
%de
frec
uenc
ia r
elat
iva
acum
ulad
a
tiem
po e
n m
inut
os e
n qu
e pe
rman
ecen
par
aliz
adas
las
máq
uina
s te
jedo
ras
máquinas
Gráfico de Pareto del tiempo en que permanecen paralizadas las máquinas tejedoras

Causas
� Calentamiento de la maquinaria.- Por el motivo de ser la
maquinaria obsoleta, en algunas áreas por ejemplo en tejeduría las
máquinas necesariamente tienen que funcionar las 24 horas del día,
esto ocasiona que se produzca un calentamiento de ellas, por lo que
debe de usarse un lubricante refrigerante para evitar el
calentamiento. En ocasiones por el manipuleo de las telas por parte
de los trabajadores producto de la realización de sus funciones se
mancha la tela de el lubricante o también por el salpico de lubricante
debido al accionar de los telares.
� No se consigue el tono de color requerido por el cliente.- En el área
de tintorería existe una maquina de dosificación de los colorantes
que en reiteradas ocasiones no logra establecer los tonos precisos
requeridos por el cliente.
Consecuencia
� Se utiliza un aceite lubricante especial, que en el instante en que se
manche la tela de este, pueda ser quitado rápidamente en el
proceso de lavado de la tela en el área de tintorería. Este aceite
tiene un costo muy elevado con respecto al aceite que se utiliza
normalmente.
Origen del problema: La organización

3.4.3.1 Diagrama Causa – Efecto. Problema #
2. (Maquinaria Obsoleta)
3.4.4 Problema # 3. Falta de repuesto inmediato.
En la mayoría de las ocasiones la empresa no prefiere comprar un repuesto
original y procede a comprar uno que no lo es, solo porque le resulta más
económico, sin analizar la relación costo beneficio de esa compra.
Causas
� Despreocupación de la organización.- La organización espera que
la maquinaria se averié para recién proceder a la compra del
repuesto necesario para esa avería.
Consecuencias
RECALENTAMIENTO DE
LAS MAQUINAS
MAQUINARIA OBSOLETA
MECANISMO DE
DOSIFICACIÓN DE
SE UTILIZA LUBRICANTE
ESPECIAL
NO SE CONSIGUE EL TONO REQUERIDO POR EL CLIENTE
NO CONFORMIDAD DEL CLIENTE
LUBRICANTE MANCHA LA TELA
COSTO MUY ELEVADO
CLIENTE PROCEDE A LA DEVOLUCIÓN DE LA TELA

� Los repuestos que no son originales se dañan en menos tiempo que
los repuestos originales.
� Costo para la empresa por pérdidas de tiempo por motivo de la
paralización de las maquinarias por averías, esto lleva al incremento
de los costos.
Origen del problema: La organización
3.4.4.1 Diagrama Causa – Efecto. Problema #
3. Falta de Repuesto Inmediato
3.4.5 Problema # 4. Falla en selección de materia prima.
El proceso de selección de la materia prima trae consigo una cantidad de
problemas que ocupan un factor considerable, tomando en cuenta que si la
FALTA DE
REPUESTO INMEDIATO
COMPRA DE REPUESTOS
NO ORIGINALES
POCO TIEMPO DE USO
PÉRDIDA DE TIEMPO
COSTO PARA LA EMPRESA EN PÉRDIDA DE DINERO

empresa elige un proveedor de materias primas, ya sean estas poliéster, rayón,
lana y colorantes, estos materiales deben de tener las mismas características
específicas como solidez, elasticidad, flexibilidad etc. que las materias primas
compradas en pedidos anteriores ya que estos materiales en el transcurso del
proceso de transformación de materia prima a producto terminado, van a influir
de una manera determinante en el resultado final del producto terminado.
Causas
� Los materiales deben tener las mismas características
específicas, por ejemplo, un material comprado a un proveedor
muchas veces ese material no tiene las mismas características
específicas que otro material comprado a otro proveedor.
Consecuencias
� Esto ocasiona que al comprar un material con otras
especificaciones, el resultado va a ser que el producto final
(producto terminado) adquiera características distintas a las
requeridas por el cliente, como por el tono del color.
Origen del problema: La organización

3.4.5.1 Diagrama Causa – Efecto. Problema #
4. Falla en Elección de Materia Prima
3.4.6 Problema # 5. Falta de materia prima.
La mayoría de las veces cuando se realiza una producción de hilos para
enviarla al exterior (exportarla), la empresa procede a quedarse sin materia
prima temporalmente y queda a la espera de recibir la materia prima de los
proveedores, los que algunas veces tardan en su entrega. Esto trae consigo
una reacción en cadena en pérdida de tiempo en las tres secciones, ya sea
hilatura, tejeduría, tintorería.
Causas
FALLA EN ELECCIÓN DE
MATERIA PRIMA
PRODUCTO TERMINADO CON DIFERENTES ESPECIFICACIONES A LAS REQUERIDAS POR EL CLIENTE
MATERIA PRIMA CON CARACTERÍSTICAS ESPECÍFICAS DIFERENTES
NO CONFORMIDAD DEL CLIENTE
RECHAZO DEL PRODUCTO
COMPRA DE MATERIA PRIMA A DISTINTOS
PROVEEDORES
PERDIDA DE DINERO
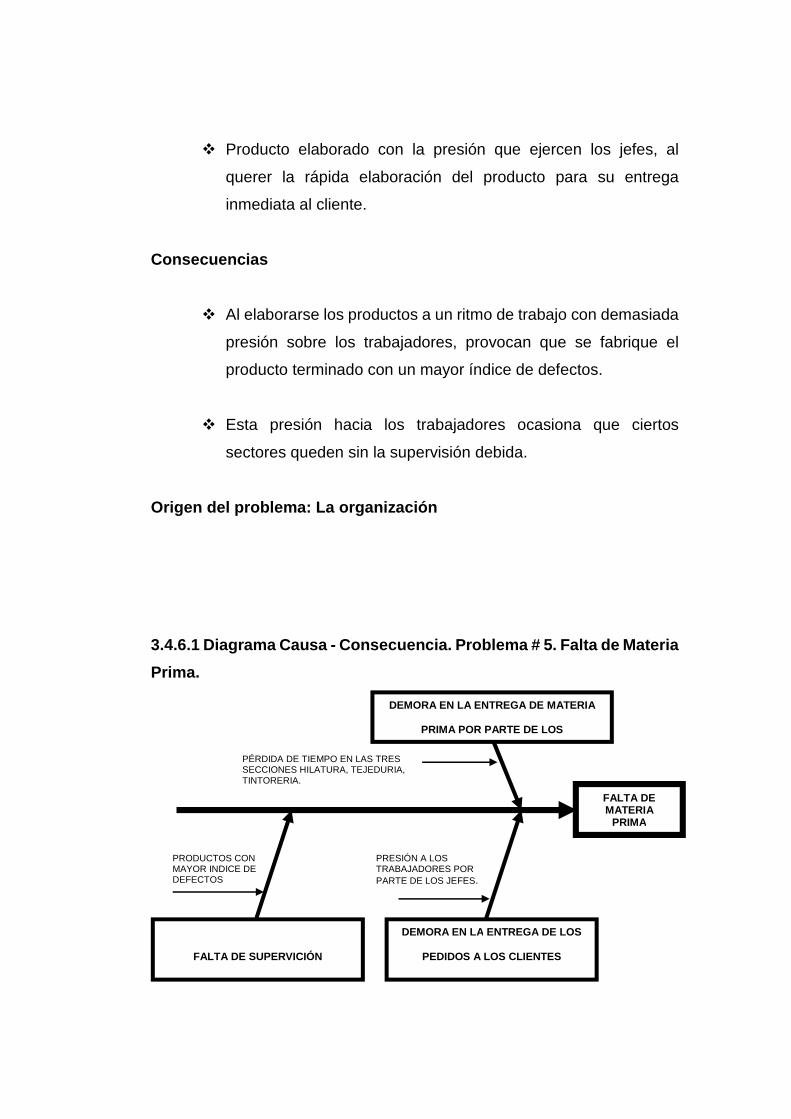
� Producto elaborado con la presión que ejercen los jefes, al
querer la rápida elaboración del producto para su entrega
inmediata al cliente.
Consecuencias
� Al elaborarse los productos a un ritmo de trabajo con demasiada
presión sobre los trabajadores, provocan que se fabrique el
producto terminado con un mayor índice de defectos.
� Esta presión hacia los trabajadores ocasiona que ciertos
sectores queden sin la supervisión debida.
Origen del problema: La organización
3.4.6.1 Diagrama Causa - Consecuencia. Problema # 5 . Falta de Materia
Prima.
PRESIÓN A LOS TRABAJADORES POR PARTE DE LOS JEFES.
DEMORA EN LA ENTREGA DE MATERIA
PRIMA POR PARTE DE LOS
DEMORA EN LA ENTREGA DE LOS
PEDIDOS A LOS CLIENTES
FALTA DE SUPERVICIÓN
FALTA DE MATERIA
PRIMA
PÉRDIDA DE TIEMPO EN LAS TRES SECCIONES HILATURA, TEJEDURIA, TINTORERIA.
PRODUCTOS CON MAYOR INDICE DE DEFECTOS
3.4.7 Problema # 6. Falta de un Departamento de Se guridad e Higiene
Industrial.
Es importante indicar el papel que desempeña un Departamento de
Seguridad e Higiene Industrial dentro de una organización, la presencia de
uno ejerce en los trabajadores un mayor respeto y conciencia en la
realización de sus tareas cotidianas y la ausencia de uno provoca las
siguientes causas y consecuencias.
Causas.
� La mayoría de los trabajadores no utilizan los equipos de protección
debidos para la realización de sus trabajos.
� En la planta se observa, sobre todo en el Área de tintorería que hay
algunos trabajadores que realizan sus tareas con el dorso desnudo
� En esta misma área se observa que están líquidos derramados en
el piso.
Consecuencias
� Menor concentración de los trabajadores en sus tareas cotidianas
� Producción de artículos con un mayor índice de defectos.
� Costo por pérdida de dinero en las no conformidades de los clientes
con respecto al producto.
3.4.7.1 Diagrama Causa – Consecuencia. Problema # 6. Falta de un
Departamento de Seguridad e Higiene Industrial.

Origen del problema: La organización
3.4.8 Problema # 7. Mano de Obra con Especializaci ón inadecuada.
Es necesario poner énfasis al rol que desempeña la mano de obra dentro de una
organización, esta mano de obra es el elemento más importante dentro de ella.
Pero también es un factor de problemas determinante dentro de la misma.
Causas
� Inseguridad a la hora de operar las maquinarias.
� Poca motivación.
TRABAJADORES NO UTILIZAN LOS EQUIPOS DE PROTECCIÓN ADECUADOS PARA EL TRABAJO SEGURO
FALTA DE CONTROL AL
PERSONAL
ACTOS PELIGROSOS
EXCESIVO CALOR
CONDICIONES PELIGROSAS
LÍQUIDOS DERRAMADOS EN EL PISO
ACCIDENTES DE TRABAJO
ELABORACIÓN DE PRODUCTOS
DEFECTUOSOS
NO CONFORMIDAD DEL CLIENTE
RECHAZO DEL PRODUCTO
MENOS CONCENTRACIÓN EN SUS TAREAS COTIDIANAS
FALTA DE UN
DEPARTAMENTO
DE SEGURIDAD E
HIGIENE
CANSANCIO, ESTRÉS, FATIGA
PÉRDIDA DE DINERO
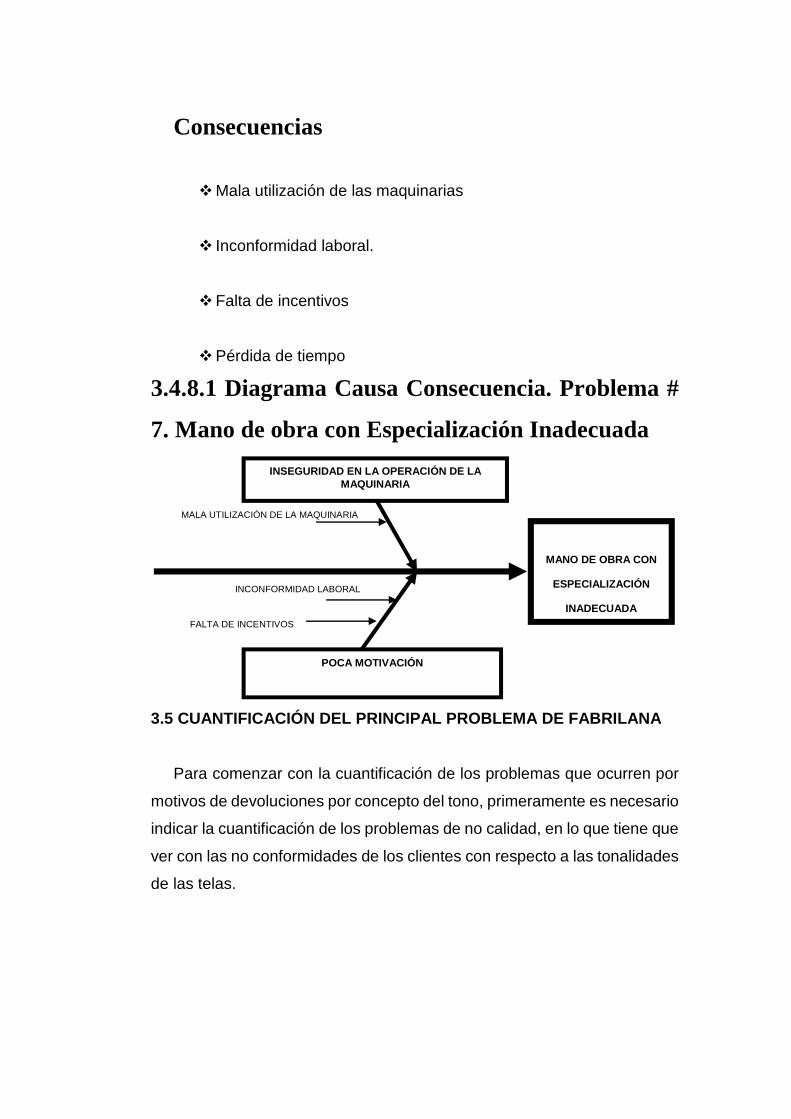
Consecuencias
� Mala utilización de las maquinarias
� Inconformidad laboral.
� Falta de incentivos
� Pérdida de tiempo
3.4.8.1 Diagrama Causa Consecuencia. Problema #
7. Mano de obra con Especialización Inadecuada
3.5 CUANTIFICACIÓN DEL PRINCIPAL PROBLEMA DE FABRIL ANA
Para comenzar con la cuantificación de los problemas que ocurren por
motivos de devoluciones por concepto del tono, primeramente es necesario
indicar la cuantificación de los problemas de no calidad, en lo que tiene que
ver con las no conformidades de los clientes con respecto a las tonalidades
de las telas.
MANO DE OBRA CON
ESPECIALIZACIÓN
INADECUADA
INSEGURIDAD EN LA OPERACIÓN DE LA MAQUINARIA
POCA MOTIVACIÓN
MALA UTILIZACIÓN DE LA MAQUINARIA
INCONFORMIDAD LABORAL
FALTA DE INCENTIVOS

Tabla 3.9 Costo de los problemas por devoluciones por concept o De tonalidades no requeridas.
PRODUCTOS
Precio de venta en $ por metro
de tela
Cantidad de devoluciones de producto al año
Cantidad de metros por unidad de producto
Valor total en dólares por
devoluciones por producto anual
Camisería 2.46 7 50 861
Linos 5.82 15 50 4,365
Gabardinas 6.1 20 50 6,100
Milano 7.84 120 50 47,040
Casimires 5.82 10 50 2,910
TOTALES 28.04 172 250 61,276
Fuente. Departamento de contabilidad de la empresa
En la tabla 3.9 se detalla una lista de los principales productos que
vende la empresa y su respectivo precio de venta por cada metro de tela,
también se observa en ella la cantidad total de devoluciones por motivo de
tonalidades no requeridas por los clientes, que la empresa tiene en el año
por cada producto. El objetivo de esta tabla es para determinar el costo
anual que la empresa deja de vender por concepto de las devoluciones por
motivo de las no conformidades de los clientes por no estar de acuerdo con
las tonalidades de las telas.
La tabla 3.9 también refleja la magnitud del problema en términos
económicos, problema que se solucionará conforme se va desarrollando el
estudio económico en el capítulo 4.
Es necesario indicar que el valor total anual de las devoluciones, es un
claro indicador de que la empresa tiene un problema de calidad enorme y
que tiene que mejorar en el entorno organizacional de sus funciones.
A continuación se detalla una tabla de distribución de frecuencias, en la
que indica el total de veces en el año que la empresa recibe el producto.

Tabla 3.9 distribución de frecuencias de las devol uciones por
problemas de tonalidades.
Productos Frecuencia
absoluta
Frecuencia absoluta
acumulada Frecuencia
relativa
Frecuencia relativa
acumulada Milano 120 120 69,77 69,77 Gabardinas 20 140 11,63 81,40 Linos 15 155 8,72 90,12 Casimires 10 165 5,81 95,93 Camisería 7 172 4,07 100,00 TOTALES 172 100
De estos $61.276 dólares, que representan el valor total de 172
devoluciones anuales de tela que la empresa recibe por concepto de las no
conformidades de los clientes por no estar conforme con el tono, $25.000
dólares de estos $61.276 dólares corresponden a pérdidas por motivos de
re-tinturado.
0
20
40
60
80
100
0
43
86
129
172
Mila
no
Gab
ardi
nas
Lino
s
Cas
imire
s
Cam
iser
ia
%F
recu
enci
a re
lativ
a ac
umul
ada
Fre
cuen
cia
de la
s de
volu
cion
es
Productos mas comunes
Grafico de Pareto Frecuencia de las devoluciones

3.6 Causas y Consecuencias por las cuales no se con sigue el tono
requerido por el cliente. Problema # 1. Falla en l a Elección de Materia
Prima.
Causas.
� Se compra materia prima a diferentes proveedores, ya sea poliéster,
rayón, lana, colorantes, la empresa decide comprarles a otros
proveedores por más bajo precio, o por los servicios que ofrecen etc.
� Composiciones físicas de la materia prima varían de un producto de
un proveedor otro.
Consecuencias.
� Varían las características físicas del producto final, (el tono una de
ellas).
� No conformidad del cliente.- Al el cliente no le conviene un tono de
color de tela diferente.
� Rechazo del producto.
� Pérdida de tiempo y dinero.
3.6.1 Diagrama Causa – Efecto. Problema # 1. Falla en la selección de
Materia Prima.

3.7 Causas y Consecuencias por las cuales no se
consigue el tono requerido por el cliente. Problema
# 2. Falla en cálculo de receta para el tinturado.
Causas.
� Cálculos mal realizados.- Calculadora en mal estado, exceso de
confianza de quien realiza los cálculos, quien realiza los cálculos se
equivocó.
� Falta de capacidad de quien realiza los cálculos.
CLIENTE NO CONFORME CON EL PRODUCTO
RECHAZO DEL PRODUCTO POR EL CLIENTE
FALLA EN LA SELECCIÓN DE MATERIA PRIMA
VARIACIÓN DEL PRODUCTO FINAL (TONO)
MÁS BAJO PRECIO SERVICIO QUE OFRECEN
MENOR TIEMPO DE ENTREGA
SE COMPRA MATERIA
PRIMA A DIFERENTES
PROVEEDORES
COMPOSICIONES DE LA
MATERIA PRIMA VARÍAN
DE UN PROVEEDOR A
PÉRDIDA DE TIEMPO Y DINERO

Consecuencias.
� Producto no requerido por el cliente, por cuanto el tono de la tela
no es el solicitado.
� El cliente procede a la devolución de la tela por que no le conviene.
� Costo para la empresa en tiempo y dinero.
3.7.1 Diagrama Causa – Efecto. Problema # 2. Falla en el cálculo de
receta para el tinturado.
FALLAS EN EL
CÁLCULO DE
RECETA PARA
QUIEN REALIZA LOS CÁLCULOS SE EQUIVOCÓ
FALTA DE CAPACIDAD DE QUIEN REALIZA LOS CÁLCULOS
PRODUCTO NO REQUERIDO POR EL CLIENTE
CÁLCULOS MAL REALIZADOS
CALCULADORA EN MAL ESTADO
EXCESO DE CONFIANZA DE QUIEN REALIZA LOS CÁLCULOS
CLIENTE DEVUELVE EL PRODUCTO A LA EMPRESA

3.8 Causas y Consecuencias por las cuales no se
consigue el tono requerido por el cliente. Problema
# 3. Maquinarias Obsoletas
La mayoría de las maquinarias en la sección de tintorería están obsoletas,
debido a que tienen más de 25 años de operación por ende se producen las
siguientes causas del problema.
Causas.
� Máquinas dosificadoras de colorantes obsoletas
� Lavadoras de telas obsoletas no logran quitar completamente las
manchas las impurezas de las telas.
� Máquinas pesadoras de colorantes en mal estado.
� Máquinas pierden características termodinámicas.
Consecuencias.
� Varían las características del producto final.
� No se consigue el tono requerido por el cliente
� No se logra pesar la cantidad de colorantes requeridos.

� No conformidad del cliente.
� El cliente opta por devolver la tela.
� Pérdidas de tiempo y dinero para la empresa
3.8.1 Diagrama Causa – Efecto. Problema # 3. Maqui narias Obsoletas
MÁQUINA PESADORA DE COLORANTES OBSOLETAS
MÁQUINAS PIERDEN PROPIEDADES TERMODINÁMICAS
NO PESA BIEN LAS CANTIDADES DE COLORANTES REQURIDAS PARA EL PEDIDO
MÁQUINAS DOSIFICADORAS DE COLORANTES OBSOLETAS
NO SE CONSIGUE EL TONO REQUERIDO POR EL CLIENTE
NO CONFORMIDAD DEL CLIENTE CON EL PRODUCTO
CLIENTE PROCEDE A DEVOLVER EL PRODUCTO A LA EMPRESA
MAQUINARIAS
OBSOLETAS
LAVADORAS DE TELAS OBSOLETAS
NO LOGRA QUITAR AL 100 % LAS MANCHAS DE ACEITE EN LAS TELAS
VARÍAN LAS CARACTERÍSTICAS DEL PRODUCTO TERMINADO

3.9 Causas y Consecuencias por las cuales no se
consigue el tono requerido por el cliente. Problema
# 4. Falta de Supervisión al Personal.
Muchos de los problemas que se dan por el tono es debido a la falta de
supervisión a los trabajadores porque ellos tienden a cometer equivocaciones.
Causas.
� Obreros no siguen correctamente las instrucciones.
� Un solo supervisor no se abastece
� Supervisor debe tener conocimientos a cabalidad de todos los
procesos que se realizan en su área.
� Se cometen repetidas equivocaciones.
Consecuencias.
� No se da el peso correspondiente al porcentaje establecido en
los cálculos realizados para obtener la cantidad de colorantes a
utilizar.
� No se le asignan a los colorantes los porcentajes de químicos y
aditivos para la elaboración de la tintura.
� Trabajadores no le dan a las maquinarias las correctas
especificaciones de uso.
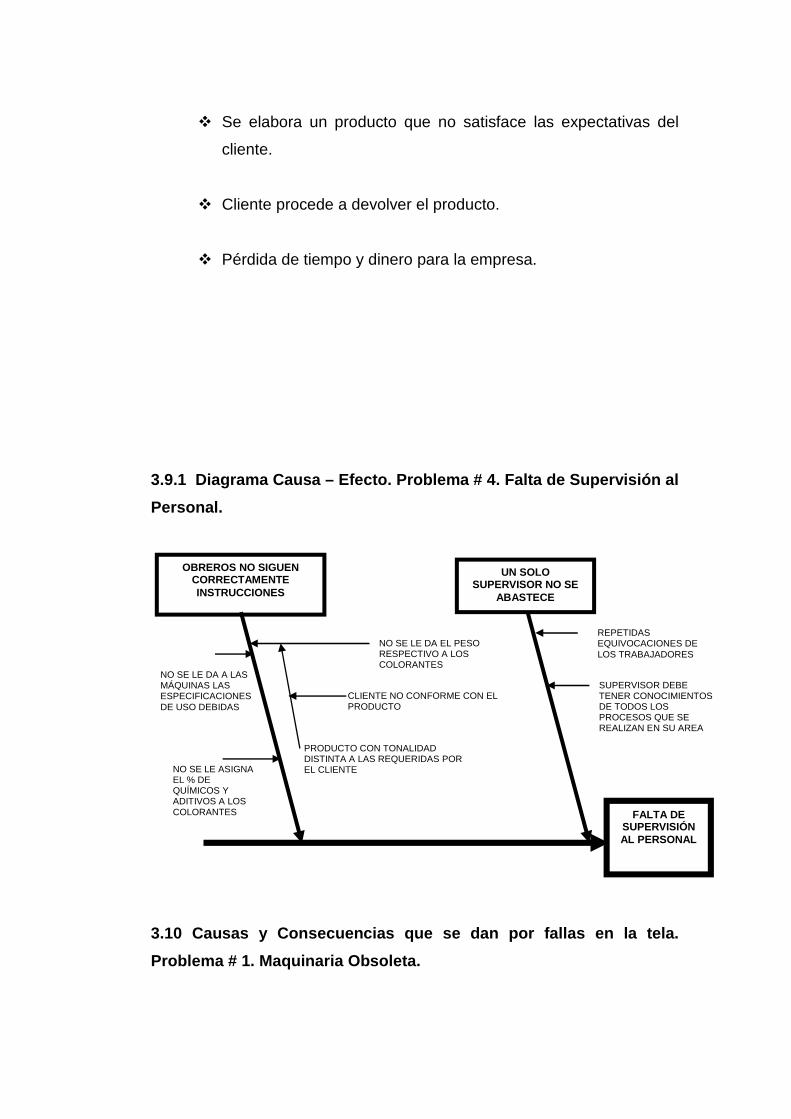
� Se elabora un producto que no satisface las expectativas del
cliente.
� Cliente procede a devolver el producto.
� Pérdida de tiempo y dinero para la empresa.
3.9.1 Diagrama Causa – Efecto. Problema # 4. Falta de Supervisión al
Personal.
3.10 Causas y Consecuencias que se dan por fallas e n la tela.
Problema # 1. Maquinaria Obsoleta.
OBREROS NO SIGUEN CORRECTAMENTE INSTRUCCIONES
UN SOLO SUPERVISOR NO SE
ABASTECE
NO SE LE DA A LAS MÁQUINAS LAS ESPECIFICACIONES DE USO DEBIDAS
NO SE LE ASIGNA EL % DE QUÍMICOS Y ADITIVOS A LOS COLORANTES
NO SE LE DA EL PESO RESPECTIVO A LOS COLORANTES
PRODUCTO CON TONALIDAD DISTINTA A LAS REQUERIDAS POR EL CLIENTE
FALTA DE SUPERVISIÓN AL PERSONAL
SUPERVISOR DEBE TENER CONOCIMIENTOS DE TODOS LOS PROCESOS QUE SE REALIZAN EN SU AREA
REPETIDAS EQUIVOCACIONES DE LOS TRABAJADORES
CLIENTE NO CONFORME CON EL PRODUCTO

Causa
� Maquinaria con más de 25 años de operación
� Falta de mantenimiento preventivo
Consecuencias.
� Recalentamiento de la maquinaria
� Manchas de aceite en las telas
� Se utiliza un aceite especial que ni aun así logra quitar las manchas
al 100 %. Costo muy elevado.
� Arrancamiento de hilos
� Falla en los orillos de las telas
� Agujeros en las telas
� Hilos flojos
� No conformidad del cliente
� Devolución de las telas.
3.10.1 Diagrama Causa – Efecto. Problema # 1. Fa llas en las Telas
por (Maquinarias Obsoletas).

3.11 Causas y Consecuencias que se dan por fallas en la tela.
Problema # 2. Falta de inspección.
Causas.
� Zurcido mal realizado
� Fallas en inspeccionadoras de tela cruda
� Supervisores no se abastecen.
Consecuencias.
� Hilos flojos
MÁS DE 25 AÑOS DE
OPERACIÓN
FALTA DE
MANTENIMIENTO
PREVENTIVO
CLIENTE DEVUELVE LA TELA
RECALENTAMIENTO
SE UTILIZA LUBRICANTE ESPECIAL
LUBRICANTE MANCHA LA TELA
AL CLIENTE NO LE CONVIENE EL PRODUCTO
AGUJEROS EN LAS TELAS
HILOS FLOJOS
MAQUINARIAS OBSOLETAS
FALLAS EN LOS ORILLOS

� Agujeros en las telas
� Hilos faltantes
� Manchas de aceites en las telas
� No conformidad del cliente
� Cliente devuelve la tela.
3.11.1 Diagrama Causa – Efecto. Problema # 2. Fall as en la tela por
(Falta de inspección).
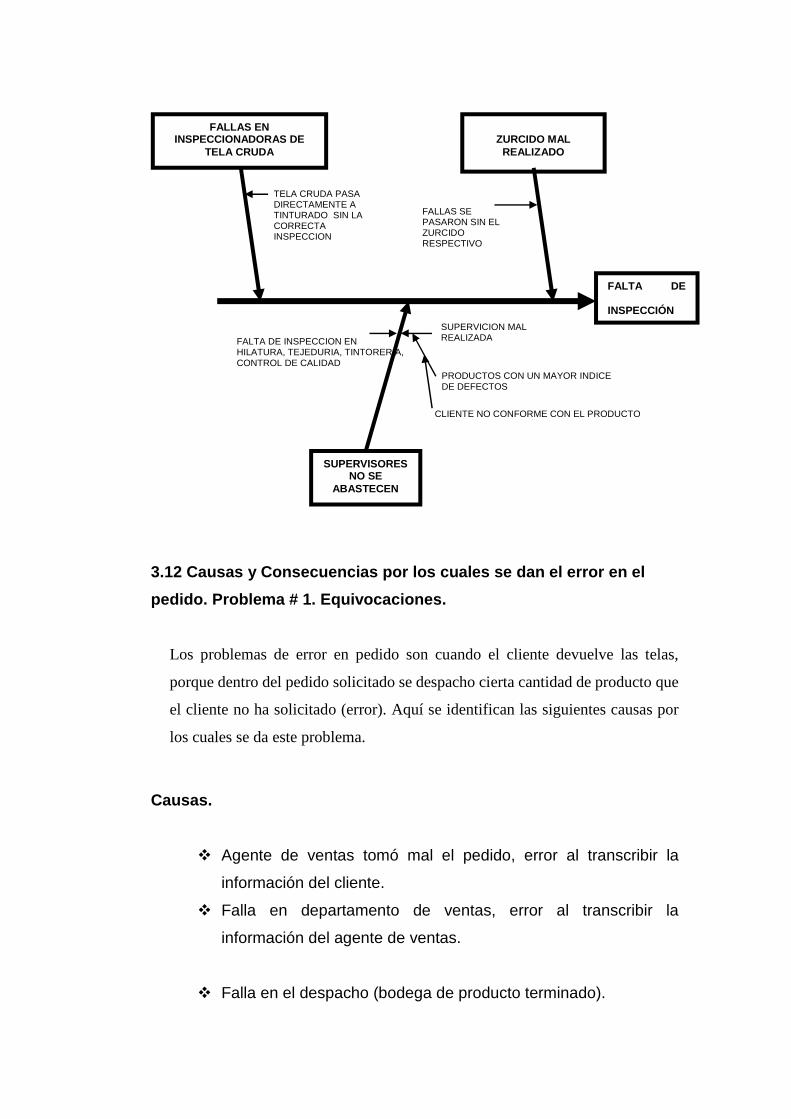
3.12 Causas y Consecuencias por los cuales se dan e l error en el
pedido. Problema # 1. Equivocaciones.
Los problemas de error en pedido son cuando el cliente devuelve las telas,
porque dentro del pedido solicitado se despacho cierta cantidad de producto que
el cliente no ha solicitado (error). Aquí se identifican las siguientes causas por
los cuales se da este problema.
Causas.
� Agente de ventas tomó mal el pedido, error al transcribir la
información del cliente.
� Falla en departamento de ventas, error al transcribir la
información del agente de ventas.
� Falla en el despacho (bodega de producto terminado).
SUPERVICION MAL REALIZADA
FALTA DE
INSPECCIÓN
FALLAS SE PASARON SIN EL ZURCIDO RESPECTIVO
FALTA DE INSPECCION EN HILATURA, TEJEDURIA, TINTORERIA, CONTROL DE CALIDAD
ZURCIDO MAL
REALIZADO
FALLAS EN INSPECCIONADORAS DE
TELA CRUDA
TELA CRUDA PASA DIRECTAMENTE A TINTURADO SIN LA CORRECTA INSPECCION
SUPERVISORES NO SE
ABASTECEN
PRODUCTOS CON UN MAYOR INDICE DE DEFECTOS
CLIENTE NO CONFORME CON EL PRODUCTO
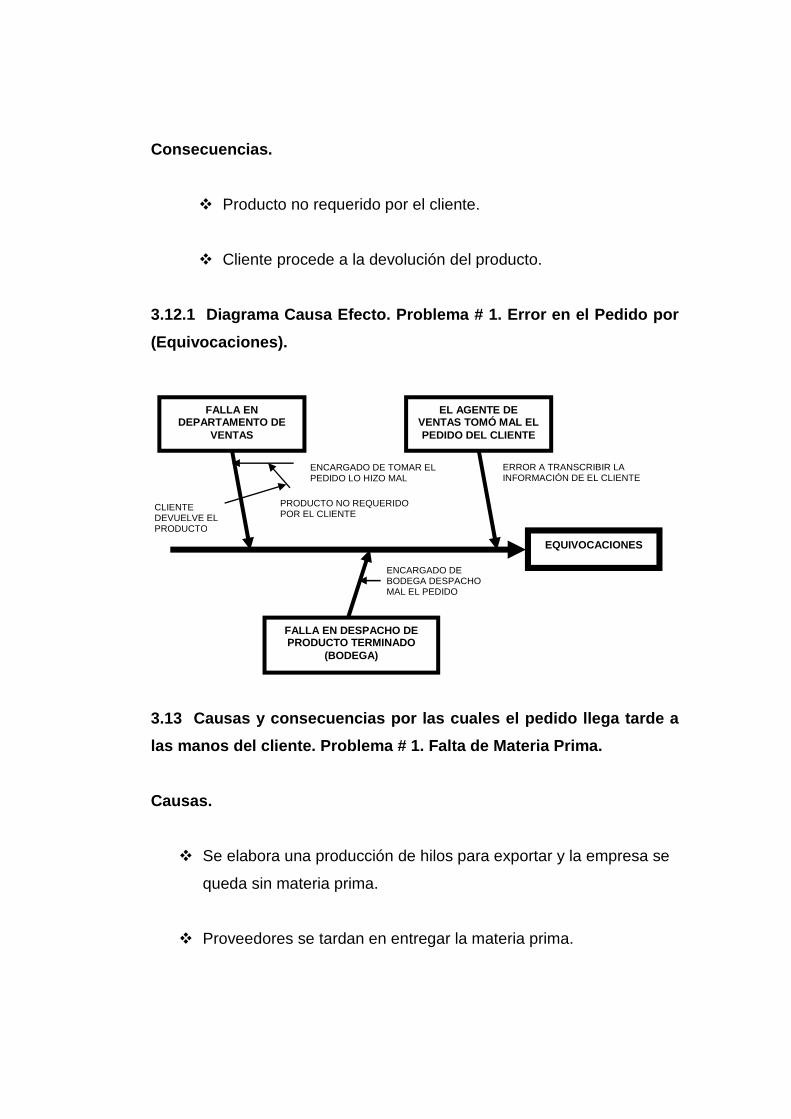
Consecuencias.
� Producto no requerido por el cliente.
� Cliente procede a la devolución del producto.
3.12.1 Diagrama Causa Efecto. Problema # 1. Error en el Pedido por
(Equivocaciones).
3.13 Causas y consecuencias por las cuales el pedi do llega tarde a
las manos del cliente. Problema # 1. Falta de Mater ia Prima.
Causas.
� Se elabora una producción de hilos para exportar y la empresa se
queda sin materia prima.
� Proveedores se tardan en entregar la materia prima.
ERROR A TRANSCRIBIR LA INFORMACIÓN DE EL CLIENTE
EL AGENTE DE VENTAS TOMÓ MAL EL PEDIDO DEL CLIENTE
FALLA EN DEPARTAMENTO DE
VENTAS
FALLA EN DESPACHO DE PRODUCTO TERMINADO
(BODEGA)
ENCARGADO DE TOMAR EL PEDIDO LO HIZO MAL
PRODUCTO NO REQUERIDO POR EL CLIENTE
EQUIVOCACIONES
ENCARGADO DE BODEGA DESPACHO MAL EL PEDIDO
CLIENTE DEVUELVE EL PRODUCTO
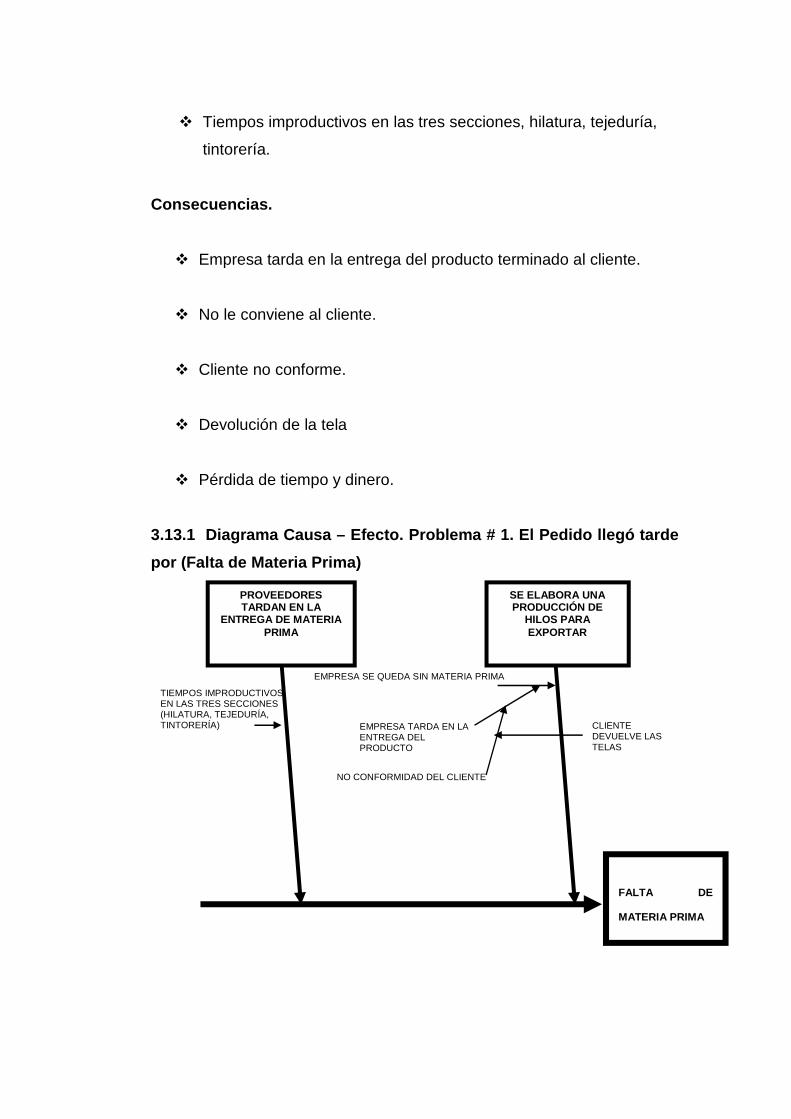
� Tiempos improductivos en las tres secciones, hilatura, tejeduría,
tintorería.
Consecuencias.
� Empresa tarda en la entrega del producto terminado al cliente.
� No le conviene al cliente.
� Cliente no conforme.
� Devolución de la tela
� Pérdida de tiempo y dinero.
3.13.1 Diagrama Causa – Efecto. Problema # 1. El P edido llegó tarde
por (Falta de Materia Prima)
FALTA DE
MATERIA PRIMA
EMPRESA SE QUEDA SIN MATERIA PRIMA
EMPRESA TARDA EN LA ENTREGA DEL PRODUCTO
NO CONFORMIDAD DEL CLIENTE
TIEMPOS IMPRODUCTIVOS EN LAS TRES SECCIONES (HILATURA, TEJEDURÍA, TINTORERÍA)
SE ELABORA UNA PRODUCCIÓN DE
HILOS PARA EXPORTAR
PROVEEDORES TARDAN EN LA
ENTREGA DE MATERIA PRIMA
CLIENTE DEVUELVE LAS TELAS

3.14 Causas y Consecuencias por las cuales el pedi do llega tarde a
las manos del cliente. Problema # 2. Retrazo en la producción.
Causas.
� Maquinarias obsoletas.- La mayoría de las maquinarias de la
empresa tienen más de 25 años de operación.
� No se le da a la maquinaria un mantenimiento preventivo.
Consecuencias.
� Inesperados paros de maquina.
� Tiempos improductivos.
� Se reprograma la producción.
� La empresa tarda en la entrega del producto terminado al cliente.
� No conformidad del cliente.
� Cliente hace la devolución de la tela.

3.14.1 Diagrama Causa – Efecto. Problema # 2. El Pedido llegó tarde
al cliente por (Retrazo en la Producción)
3.15 Causas y Consecuencias por las cuales el pedi do llegó tarde al
cliente. Problema # 3. Reprocesos
Causas.
� Pruebas de laboratorios mal realizadas por auxiliar inexperto o por
equipos en mal estado.
� Colorante mal disuelto, por falla en la batidora de colorantes debido
a la temperatura.
� Mal despacho de colorantes, porque bodega desconoce producto,
falta de inspección, mal pesado de colorantes.
MAQUINARIAS
OBSOLETAS
NO SE LE DA MANTENIMIENTO PREVENTIVO A LAS MAQUINARIAS
RETRAZO EN LA ENTREGA DEL PRODUCTO AL CLIENTE
INESPERADOS PAROS DE MAQUINAS
TIEMPOS IMPRODUCTIVOS
SE RETRAZA LA PRODUCCIÓN
SE LES DA A LAS MÁQUINAS UN MANTENIMIENTO CORRECTIVO
RETRAZO EN LA PRODUCCIÓN

� Fallas de control automático por las maquinarias.
Consecuencias.
� Tela se enreda
� Manchas de grasa.
� Color no coincide.
� Manchas de colorantes.
3.15.1 Diagrama Causa – Efecto. Problema # 3. El P edido llegó tarde
al cliente por (Reprocesos)
REPROCESOS
MANCHAS DE COLORANTES FALLA EN
BATIDORA
COLORANTES MAL
DISUELTOS
EQUIPOS EN MAL ESTADO
AUXILIAR INEXPERTO
PRUEBAS DE
LABORATORIO MAL REALIZADAS
FALTA DE INSPECCION
BODEGA DESCONOCE PRODUCTOS
FALLAS DE CONTROL
AUTOMÁTICO
MAL DESPACHO DE
COLORANTES
MAL PESADO MANCHAS DE GRASAS
TELA SE ENREDA
COLOR NO COINCIDE
CAPÍTULO IV
DESARROLLO DE LA PROPUESTA
4. 1 OBJETIVO DE LA PROPUESTA
La propuesta que a continuación se describe está dirigida a la corrección
en la elaboración del tono de las telas en la empresa FABRILANA S.A. para
satisfacer los requerimientos del cliente.
Para la realización de esta propuesta nos ayudaremos de técnicas como
gráficos de control de procesos p que permitirán apreciar de forma más
detallada el problema de las devoluciones antes y después de la propuesta
y el diagrama de Gantt para visualizar la puesta en marcha de la propuesta.
Primeramente se detalla de forma secuencial la manera como se trabaja
en el laboratorio de tintorería actualmente, que desde mi punto de vista es
uno de los sectores vitales para la consecución del tono respectivo.
La muestra (artículo, tono) requerida por el cliente llega a la empresa y
de inmediatamente se la hacen llegar al jefe del área de tintorería para
elaborar el lote respectivo de dicha muestra quien a su ves delega al
encargado del laboratorio de tintura realizar la muestra (teñido) que más se
acerque “visualmente hablando” a la requerida por el cliente. La frase
“visualmente hablando” se refiere en el contexto de que como las

tonalidades no pueden medirse a simple vista, pues en la empresa si
realizan la medición del tono como quien dice vulgarmente “al ojo”.
Precisamente el encargado de laboratorio de tintorería elabora muestras
que consisten en 10 pedazos de 5 gramos de tela del artículo requerido por
el cliente y las somete a pruebas de laboratorio con sus respectivas
concentraciones de colorantes (véase ANEXO # 8). Luego una vez
conseguidos los teñidos de las muestras el siguiente paso es elegir a la
vista la muestra que más coincida con la requerida por el cliente. Este
proceso de elección del tono que realiza la empresa en reiteradas
ocasiones falla, por cuanto el ser humano tiende a equivocarse.
A continuación se describe paso a paso el flujo los procesos
relacionados en el área del problema.
1.- El cliente elige del muestrario de tela el artículo respectivo
2.- El vendedor recepta el pedido del cliente y lo lleva a la empresa
3.- Se elabora ordenes de tinturado en Contabilidad
4.- Se envía orden de tintura al jefe de tintorería
5.- En el laboratorio de tintorería se recepta la orden para que cree el color
deseado.

7.- Luego que el laboratorista elabora las muestras las envía a contabilidad
para su aprobación.
8.- Luego de obtenido el color se envía a contabilidad para aprobación del
tono elegido.
9.- Después la muestra aprobada es enviada al jefe del área de tintura.
10.- El jefe de tintura recibe la muestra y realiza el cálculo de la receta para
el lote de pedido de producción.
11.- Los cálculos de la receta se envían a bodega de colorantes.
12.- Bodega prepara las cantidades requeridas y las envía a producción.

4.1.1 Diagrama de flujo actual del proceso a mejor ar.
RECEPTA ORDEN
SE REALIZAN
ENSAYOS PARA CONSEGUIR EL
TONO
SE
OBTIENE EL COLOR DESEADO
RECIBE TONOS
APROBADOS
INICIO
CLIENTE
ELIGE LA TELA Y EL
COLOR
VENDEDOR
RECEPTA EL PEDIDO
ENVÍA A CONTABILIDAD EL PRODUCTO
CONTABILIDAD
RECEPTA PEDIDO
ELABORA ORDEN DE TINTURADO
ENVÍA
ORDEN DE TINTURADO
TINTORERIA BODEGA DE COLORANTES
RECEPTA ORDEN
DESPACHA PEDIDO
ENVÍA PEDIDO A
PRODUCCIÓN
PRODUCCION
RECEPTA
PEDIDO
FIN
RECEPTA Y APRUEBA
TONOS
ENVÍA TONOS APROBADOS
CALCULA RECETA PARA EL LOTE DE
PRODUCCIÓN
ENVÍA RECETA A BODEGA DE
COLORANTES
SE ENVIA TONOS
PARA APROBACIÓN

En definitiva, se realiza una serie de procesos que traen consigo un
problema considerable como es el problema de las no conformidades del
cliente por consecuencia del tono no requerido.
Pero con la ayuda de un equipo que permita identificar
tecnológicamente el tono y aprobarlo respectivamente se pueden evitar
grandes errores en la entrega del producto.
4.2 DESCRIPCIÓN TÉCNICA DE LA PROPUESTA
La propuesta estará centrada en corregir errores (defectos) de entrega
de tela no conforme que realiza la empresa, esto quiere decir, tono no
requerido por el cliente, esto ocasiona que el cliente no este conforme con
el producto y lo devuelva.
De las 230 devoluciones que se dieron en el año 2003 por diversos
motivos ya mencionados 172 se deben por concepto del tono no requerido
por el cliente.
Para lo cual será necesario según nuestra propuesta de la adquisición
de:
� Un equipo espectrofotómetro UV-2450 dotado de la tecnología más
avanzada para medir el color, a través de un programa, que es un
instrumento eficaz a la hora de aprobar los colores y tonalidades que

se crean de forma virtual. “Este entorno permite a los fabricantes
llevar sus productos al mercado de manera rápida y eficiente”. que
permite hacer mediciones de todo tipo de muestras. Esta tecnología
se implantará en la empresa con el objetivo de simplificar el
procedimiento de la medición del color, este sistema calcula las
concentraciones de colorantes necesarias para el ajuste de una
receta, para el tinturado de un lote de producción. El
espectrofotómetro UV-2450 permite definir un matiz en forma
precisa, de tal manera que el color no sufra las distorsiones que a
veces se registran por distintos motivos, como es el caso del uso de
varios espectrofotómetros para obtener un color determinado.
� La adquisición de una balanza analítica electrónica que determina la
medida o la cantidad de colorante preciso para la elaboración del
lote respectivo.
La adquisición y posterior puesta en marcha del espectrofotómetro UV-
2450 servirá para reducir el principal motivo por el cual se dan las
devoluciones de las telas en la empresa como es el tono equivocado que
reciben los clientes.
El equipo espectrofotómetro UV-2450 es un instrumento de medición
del color que permite medir las tonalidades requeridas por el cliente de la
siguiente manera:

4.2.1 Flujo del proceso con la alternativa propues ta
El cliente elige de el muestrario de tela que normalmente son retazos de
telas de color y artículo respectivo, que el agente de venta le proporciona
el tono que a él le convenga, esta muestra de tela es llevada hacia el
espectrofotómetro UV-2450 y el cual de forma óptica fotométrica capta los
espectros de las telas, realiza la medición y cuantifica las múltiples
concentraciones de colorantes necesarios para la elaboración de una
receta respectiva de producción. Después los parámetros de medición son
arrojados y se los puede visualizar a través de una computadora, que por
medio de ella se permite establecer los cálculos del tinturado de un lote de
producción de una manera apropiada.
4.2.1.1 Descripción paso a paso del proceso con la alternativa
propuesta (flujo propuesto).
1.- El cliente elige del muestrario de tela el artículo respectivo.
2.- El vendedor recepta el pedido del cliente y lo lleva a la empresa.
3.- Se elabora ordenes de tinturado en Contabilidad.
4.- Se envía orden de tintura al jefe de tintorería.
5.- En el laboratorio de tintorería se recepta la orden para que se cree el
color deseado.
6.- Se ingresa la tela al equipo espectrofotómetro adquirido.

7.- Una vez aprobado el tono el jefe de tintura realiza el cálculo de la receta
para el lote de pedido de producción.
8.- Los cálculos de la receta se envían a bodega de colorantes.
9.- Bodega prepara las cantidades requeridas y las envía a producción.
4.2.1.2 Diagrama de flujo de proceso propuesto
Este es un tipo de tecnología muy oportuna tomando en cuenta que el
cálculo de un nuevo color representa, en la mayoría de los casos,
INICIO
CLIENTE
ELIGE LA TELA Y EL
COLOR
VENDEDOR
RECEPTA EL PEDIDO
ENVÍA A CONTABILIDAD EL PRODUCTO
CONTABILIDAD
RECEPTA PEDIDO
ELABORA ORDEN DE TINTURADO
ENVÍA
ORDEN DE TINTURADO
TINTORERIA
RECEPTA ORDEN
SE INGRESA TELA
AL ESPECTROFOTOM
ETRO
SE
OBTIENE EL COLOR DESEADO
SE ELABORA ORDEN PARA BODEGA DE
COLORANTES
BODEGA DE COLORANTES
RECEPTA ORDEN
DESPACHA PEDIDO
ENVÍA PEDIDO A
PRODUCCIÓN
PRODUCCIÓN
RECEPTA PEDIDO
FIN

solamente una aproximación, consiguiéndose la receta correcta sólo
después de la realización de varios ensayos. La práctica actual nos enseña
que, a pesar de la métrica de los colores, la mayor parte de las tintorerías
requiere todavía una media de tres o más ensayos para el ajuste de un
color, antes de pasar la receta a producción.
Con el espectrofotómetro UV-2450 de manejo sencillo podremos
conseguir el color correcto al primer intento. El color correcto a la mano,
como debe ser. Todo esto conlleva al ahorro de dinero para la empresa.
Para comenzar con el proyecto será necesaria la cotización de dichos
instrumentos (véase ANEXOS # 6). Los instrumentos se cotizarán vía
Internet del cual se hizo la mejor elección a través de un distribuidor
autorizado que ofrece una serie de espectrofotómetros. Estos son marca
Shimadzu fabricados en Japón cuyos distribuidores en Sudamérica son los
países de Bolivia, Chile, Paraguay, Perú y Uruguay, ofrecida con la
colaboración de distribuidores exclusivos en cada país: IVENS Bolivia ,
SCSI, SUMI, EMPESA, y DEXIN.
La cotización será provista por cada distribuidor, que estará a cargo de
la instalación y capacitación para la operación.
Garantía: Un año a partir de la instalación.
Condiciones de pago: Pago anticipado o carta de crédito.
Entonces nuestro proyecto necesita de un espectrofotómetro UV-2450 y
una balanza analítica de precisión.
Con esta propuesta se tendrá la ventaja de la formulación precisa, evitar
errores, optimizar recetas y acertar del modo más rápido con el color

correcto, también se tendrá la ventaja de que ya el jefe de tintorería no
escatime esfuerzos en el calculo de la receta de producción en el proceso
de tinturado, sino que la máquina calculará los resultados de la receta de
una manera automática con solo indicarle correctamente los parámetros,
como cantidad de metros de tela y su respectivo peso, cantidad de agua
requerida para el proceso, etc.
Figura 4.1 Espectrofotómetro UV-2450
La balanza de precisión será para que se asegure la dosificación exacta
de los colorantes y químicos a utilizar.
Figura 4.2 Balanza analítica de precisión
4.3 COSTO DE LA PROPUESTA
En este trabajo investigativo se dará a conocer un estudio de la
propuesta en seis ámbitos importantes como son:
1. Estudio económico
2. Estudio social
3. Estudio ambiental
4. Estudio técnico
5. Seguridad
6. Salud ocupacional

4.3.1 Estudio económico
Para comenzar con la descripción del estudio económico primeramente
es necesario indicar la cuantificación de los problemas de no calidad, en lo
que tiene que ver con las no conformidades de los clientes con respecto a
las tonalidades de las telas.
Tabla 4.1 Costo de los problemas por devoluciones p or concepto De tonalidades no requeridas.
PRODUCTOS
Precio de venta en $ por metro
de tela
Cantidad de devoluciones de producto al
año
Cantidad de metros por unidad de producto
Valor total en dólares por
devoluciones por producto anual
Camisería 2.46 7 50 861 Linos 5.82 15 50 4,365 Gabardinas 6.1 20 50 6,100 Milano 7.84 120 50 47,040 Casimires 5.82 10 50 2,910 TOTALES 28.04 172 250 61,276 Fuente. Departamento de contabilidad de la empresa
En la tabla 4.1 se detalla una lista de los principales productos que
vende la empresa y su respectivo precio de venta por cada metro de tela,
también se observa en ella la cantidad total de devoluciones que la
empresa tiene en el año por cada producto. El objetivo de esta tabla es para
determinar el costo anual que la empresa deja de vender por concepto de
las devoluciones por motivo de las no conformidades de los clientes por no
estar de acuerdo con las tonalidades de las telas.
La tabla 4.1 también refleja la magnitud del problema en términos
económicos, problema que se solucionará conforme se va desarrollando el
estudio económico.
Es necesario indicar que el valor total anual de las devoluciones, es un
claro indicador de que la empresa tiene un problema de calidad enorme y
que tiene que mejorar en el entorno organizacional de sus funciones.
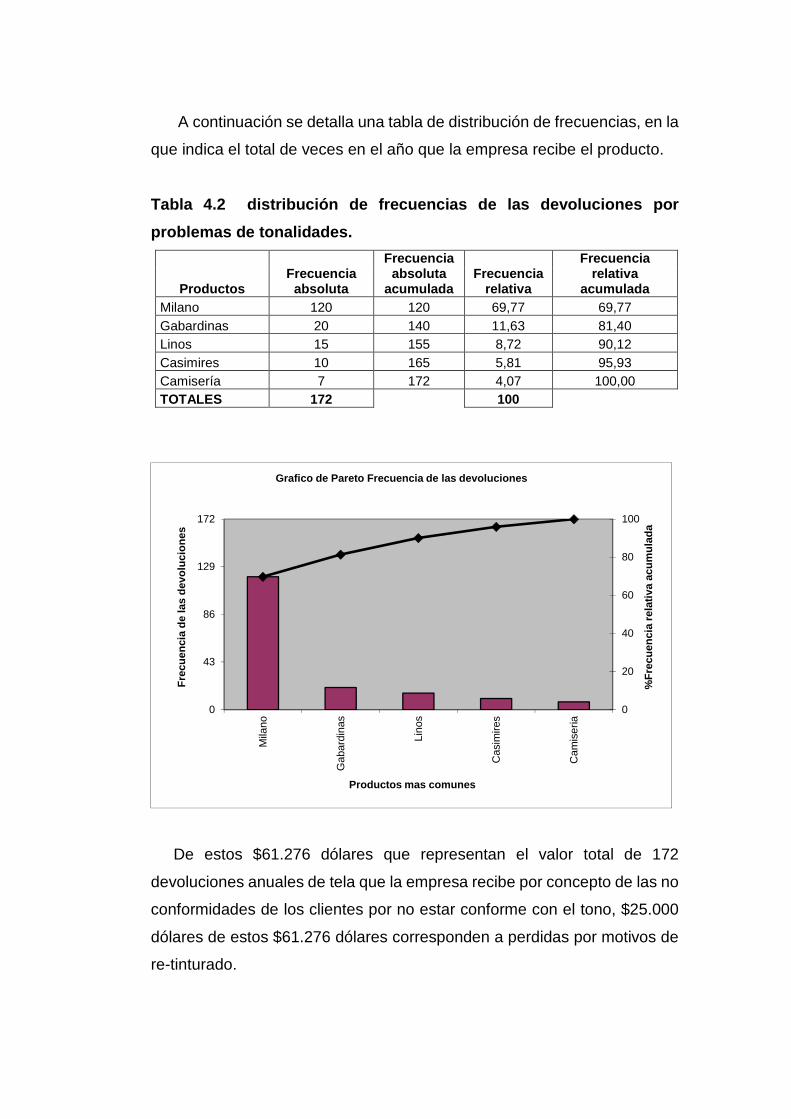
A continuación se detalla una tabla de distribución de frecuencias, en la
que indica el total de veces en el año que la empresa recibe el producto.
Tabla 4.2 distribución de frecuencias de las devol uciones por
problemas de tonalidades.
Productos Frecuencia
absoluta
Frecuencia absoluta
acumulada Frecuencia
relativa
Frecuencia relativa
acumulada Milano 120 120 69,77 69,77 Gabardinas 20 140 11,63 81,40 Linos 15 155 8,72 90,12 Casimires 10 165 5,81 95,93 Camisería 7 172 4,07 100,00 TOTALES 172 100
De estos $61.276 dólares que representan el valor total de 172
devoluciones anuales de tela que la empresa recibe por concepto de las no
conformidades de los clientes por no estar conforme con el tono, $25.000
dólares de estos $61.276 dólares corresponden a perdidas por motivos de
re-tinturado.
0
20
40
60
80
100
0
43
86
129
172
Mila
no
Gab
ardi
nas
Lino
s
Cas
imire
s
Cam
iser
ia
%F
recu
enci
a re
lativ
a ac
umul
ada
Fre
cuen
cia
de la
s de
volu
cion
es
Productos mas comunes
Grafico de Pareto Frecuencia de las devoluciones

El análisis económico que se presenta en este trabajo investigativo está
orientado a determinar en que tiempo aproximadamente se recuperará la
inversión de la alternativa de solución al problema que se da por causa de
las tonalidades no requeridas por el cliente. Para lo cual se realiza el
siguiente análisis.
1 espectrofotómetro de alta precisión y una balanza analítica incluida la
instalación y capacitación al operador de la máquina 11.000 dólares
americanos.
El total de inversión a recuperar es de $ 11.000 dólares. Si tomamos en
consideración las pérdidas anuales por motivos de reproceso de tinturado,
teniendo como referencia el año 2003, estas fueron de 25.000 dólares.
� Descripción de la alternativa: Automatizar el control a nivel del
laboratorio de tintura.
� Como funciona la alternativa: Se puede controlar sin opción a
equivocarse, los parámetros de tinturado, esto permitirá inclusive
optimizar el proceso.
4.3.1.1 Cálculo para determinar en que tiempo se re cuperará la
inversión.
Para el cálculo de la recuperación de la inversión que se desarrolla en
este trabajo de investigación se procederá primeramente a la determinación
de la tasa de interés, para posteriormente calcular en que tiempo se
recuperara la inversión.
Todos estos cálculos se consiguen por medio de la siguiente formula de
anualidad.

Total de la inversión Total de pérdida
$ 11.000 $25.000
Datos
P = Capital que se necesita (inversión) = $ 11.000
F = Capital futuro (recuperación de perdidas) = $ 2 5.000
i = Tasa de descuento
n = tiempo
Formula. F = P (1+ i ) n
Despejando:
F = P (1+ i ) n
1+i = (F/P) n/1
i = (F/P) n/1 - 1
con, n = 1 año
i = 1000.11$
000.25$1/1
−
i = 2.27 – 1 = 1,273 (tasa de descuento anual)

i, mensual = 1,273 / 12 meses
i = 0.106 cada mes
El valor de F, se lo obtiene dividiendo los $ 25.000 que representan las
perdidas para 12 meses de la siguiente manera.
F = $ 25.000 / 12 meses
F = $ 2.083,33
Luego, el flujo de efectivo mensual esperado (F) será de $ 2.083,33,
mientras que la tasa mensual de descuento (i) será de 0.106.
Después de determinado el interés mensual se procede a calcular el
periodo de recuperación de la inversión con la formula que sigue.
Formula empleada, F = P (1+ i) n
P = [ ++ 1)1( i
F ++ 2)1( i
F ++ 3)1( i
F ++ 4)1( i
F ]ni
F
)1(....
+
( ) ( ) ( ) ( ) ( )
( ) ( ) ( )
++
++
++
++
++
++
++
++
+=
9876
54321
)106.01(
83.083,2
106.01
83.083,2
106.01
83.083,2
106.01
83.083,2
106.01
83.083,2
106.01
83.083,2
106.01
83.083,2
106.01
83.083,2
106.01
83.083,2
P
P = 1,884.11 + 1,703.54 + 1,540.27 + 1,392.65 + 1,259.18 + 1,138.50 +
1,029.38 + 930.72 + 841,52 = $ 11,719.87

P = $ 11,719.87
Es decir que de acuerdo a los cálculos realizados la recuperación de la
inversión de los $ 11,000 dólares que se necesitan para la inversión de la
solución de los problemas que se dan por el tono se la hará en el noveno
mes, obteniendo un beneficio adicional de $ 719.87 dólares.
4.3.1.2 Relación Costo ▬ Beneficio.
A través de la formula que se establece para la comparación de un
capital invertido dividido para el beneficio obtenido por el mismo tenemos:
Relación Costo ▬ Beneficio = Perdida ÷ Inversión
Relación Costo ▬ Beneficio =$ 25.000 ÷ $11.000 = $2.27
Lo anteriormente descrito significa que la solución de los problemas que
se dan por el tono no requerido por el cliente si es factible por la razón que
se establecería un ahorro y un beneficio. Y a demás se refiere que la
empresa por cada dólar invertido esta recibirá $ 2.27 dólares.
Es decir, que si la empresa desea solucionar los problemas de calidad
que se dan por causa de las devoluciones de tela por motivos del tono no
requerido por el cliente, esta deberá tomar la decisión de implementar esta
tecnología con motivos del mejoramiento continuo de la misma.
Debido a la confidencialidad que se maneja mucha información en la
empresa no se pudo tener absceso a los estados de resultados, para saber
si la empresa dentro de sus utilidades cuenta con la capacidad económica
suficiente para en la alternativa de solución que tiene un costo de $11,000
dólares, pero se puede acotar que FABRILANA S.A. es una empresa que
en el año 2003 facturó por motivo de sus ventas totales $1887,072.64
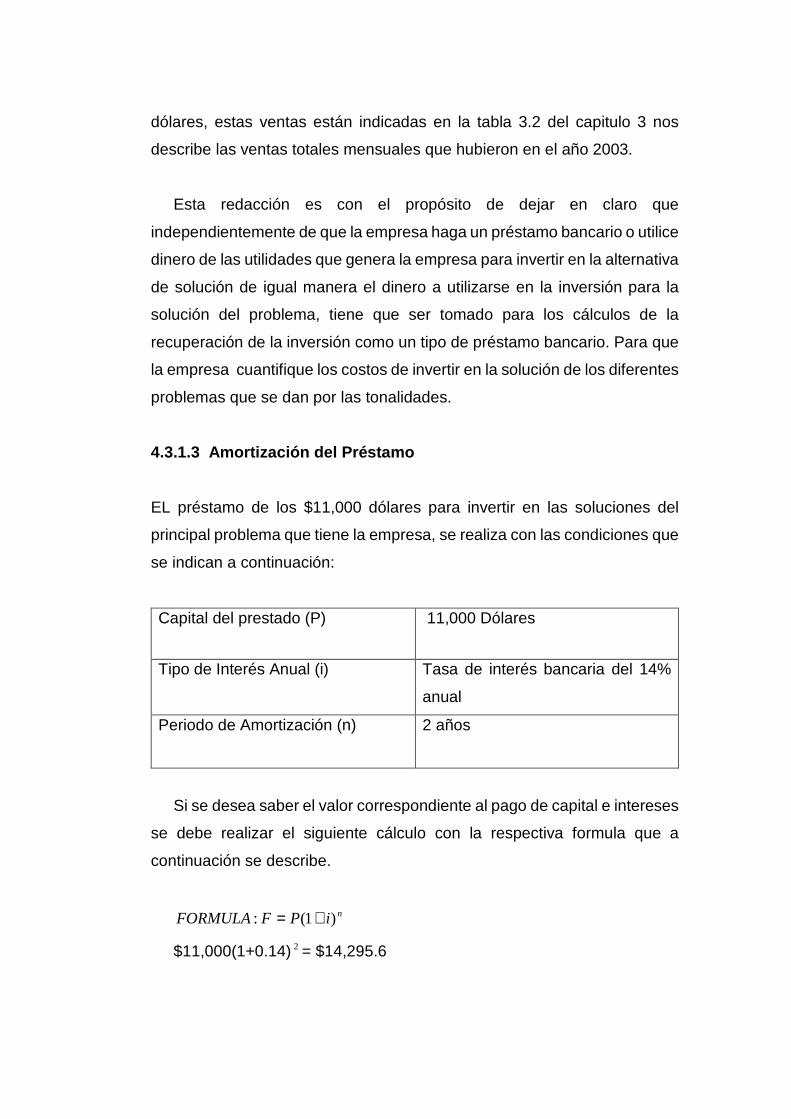
dólares, estas ventas están indicadas en la tabla 3.2 del capitulo 3 nos
describe las ventas totales mensuales que hubieron en el año 2003.
Esta redacción es con el propósito de dejar en claro que
independientemente de que la empresa haga un préstamo bancario o utilice
dinero de las utilidades que genera la empresa para invertir en la alternativa
de solución de igual manera el dinero a utilizarse en la inversión para la
solución del problema, tiene que ser tomado para los cálculos de la
recuperación de la inversión como un tipo de préstamo bancario. Para que
la empresa cuantifique los costos de invertir en la solución de los diferentes
problemas que se dan por las tonalidades.
4.3.1.3 Amortización del Préstamo
EL préstamo de los $11,000 dólares para invertir en las soluciones del
principal problema que tiene la empresa, se realiza con las condiciones que
se indican a continuación:
Capital del prestado (P) 11,000 Dólares
Tipo de Interés Anual (i) Tasa de interés bancaria del 14%
anual
Periodo de Amortización (n) 2 años
Si se desea saber el valor correspondiente al pago de capital e intereses
se debe realizar el siguiente cálculo con la respectiva formula que a
continuación se describe.
niPFFORMULA )1(: +=
$11,000(1+0.14) 2 = $14,295.6

De este cálculo realizado solo $11,000 dólares equivalen al capital para
la inversión y el restante corresponde al interés producto de los 2 años del
préstamo. El interés a pagar durante los dos años que dura el préstamo se
calcula de la siguiente manera:
Interés a pagar = F-P
$14,295.6 - $11,000 = $ 3,295.6
Para el pago de los $ 14,295.6 se lo hará en dos pagos iguales de cómo
sigue:
Tabla 4.3 de Amortización del Préstamo.
AÑOS
PAGOS
ANUALES
INICIAL
PRESTAMO + INTERES
DEUDA PAGADA
0 14,295.6
1 7,147.8 7,147.8
2 7,147.8 7,147.8
0
TOTALES
La planificación de pagos puede realizarse con los beneficios obtenidos
durante un año de operación utilizando la alternativa propuesta y que serán
comparados en el año 2004.
4.3.2 Estudio social
El estudio social está orientado a determinar que beneficios aportará la
alternativa propuesta, para el bien de la sociedad. Pues bien, con esta
alternativa se va a conseguir erradicar de una ves por todas el problema de
no conformidades con el producto, por parte de los clientes en lo que tiene

que ver con las tonalidades de las telas. Por lo tanto esto conlleva a que la
empresa obtenga un mejor desenvolvimiento organizacional y a su ves se
reflejará un grado elevado de satisfacción tanto de los trabajadores como
de los clientes de la empresa y por que no, de la sociedad ecuatoriana por
el orgullo de tener una empresa ecuatoriana líder en el tinturado de sus
telas con tecnología de punta y que podrá competir en iguales condiciones
con los productos internacionales. Al mismo tiempo la sociedad se
beneficiará, porque tendrán a una empresa ecuatoriana que satisface los
requerimientos de tonalidades de sus clientes con total plenitud.
Puntualizo también que tanto la sociedad como el mercado necesitan
de un producto como el espectrofotómetro ya que las empresas, cada vez
más, se apoyan en datos electrónicos para elaborar las muestras de
colores. Esta tecnología permite definir un matiz en forma precisa, de tal
manera que el color no sufra las distorsiones que a veces se registran por
distintos motivos, como es el caso del uso de varios espectrofotómetros
para obtener un color determinado.
El espectrofotómetro UV-2450 ayuda a disminuir la cantidad de envíos
que ahora se hacen para que un fabricante apruebe un color.
4.3.3 Estudio ambiental
El estudio ambiental que se detalla en este trabajo investigativo es
sencillo por cuanto la tecnología que se incorporará a la empresa es de 70
cm. de longitud por 40 cm. de alto y 50 cm. de ancho que no demandará
mayor espacio, utiliza energía eléctrica para su funcionamiento y
necesariamente debe adaptarse a un PC para realizar el proceso de
captación óptica de color y que todos sus parámetros puedan observarse a
través de un monitor.
Como se puede observar es una tecnología que no causa ningún daño
al ambiente preservando la ecología y salvaguardando las condiciones
ambientales de la empresa.
4.3.4 Estudio técnico
El estudio técnico se analizó desde el punto de vista de que el personal
que provee de esta tecnología a la empresa, incluye dentro de su paquete
de venta la capacitación inmediata al los operadores encargados del
manejo optimo de el espectrofotómetro UV-2450.
En tiempos difíciles hay que "mantenerse unidos". Para las industrias
textiles y de la confección que actúan globalmente la presión es cada vez
mayor: La creciente diversidad en colorantes y materias primas, las cada
vez menores unidades de producción, las redes de producción a nivel
mundial y en proceso de expansión y siempre menor tiempo hasta alcanzar
la madurez de mercado. Un claro indicador de cómo una empresa con
todas estas expectativas puede organizarse es y sigue siendo el color. Ya
que éste es, desde la concepción hasta el control de producción pasando
por las diferentes pruebas, una de las zonas más difíciles en lo que se
refiere al ahorro de costos. Por tal motivo, para FABRILANA S.A. el
fabricante de tejidos planos, debe incorporar esta tecnología para buscar

ser líder en la industria textil ecuatoriana en cuanto a gestión de colores
se trata para satisfacer a sus principales cliente de almacenes y de la
confección.
Por medio de la incorporación de esta tecnología se va a conseguir
eficiencia en cuanto a la coloración y los procesos. Eficiencia que puede
medirse en tiempo y dinero.
Entonces como estudio técnico se ha considerado la capacitación al
personal que operará el equipo y posterior puesta en marcha de dicho
equipo, garantizando así un estudio técnico muy oportuno y ventajoso de
nuestra propuesta.
4.3.5 Seguridad y salud ocupacional
En cuanto a la seguridad ya se analizaron todos los posibles riesgos en
cuanto al manejo de esta tecnología y no se encontró ninguno de mayor
incidencia por cuanto es un aparato muy fácil de operar debido a que su
función la realiza de forma electrónica con dispositivos de parada inmediata
por si ocurre algún tipo de descuido en el manejo de este equipo.
De esta manera el personal encargado de este espectrofotómetro
UV-2450 puede sentirse tranquilo a la hora de operarlo porque ofrece las
condiciones de seguridad más aceptables en cuanto a aparatos
electrónicos se refiere.

A pesar de ser un equipo que se instalará en un lugar donde en el
proceso intervienen el uso constante de químicos y colorantes como es el
laboratorio de tintorería, en la utilización de esta técnica no es necesario el
uso de mascarillas ni guantes puesto que el equipo solo se utiliza para la
captación óptica del color y elaboración de la receta respectiva para el lote
de producción. De esta manera se preserva la salud ocupacional de los
trabajadores en la empresa al garantizar que el equipo para la eliminación
de los problemas por tonalidades les ofrece ningún tipo de daños en la
salud.
4.4 DESCRIPCIÓN DE LA TÉCNICA ESTADÍSTICA POR MEDIO DE
GRÁFICAS DE CONTROL.
En la tabla 4.3 se detalla la cantidad diaria de producción en metros
lineales de producto durante 30 días de muestra y el tamaño del lote que
es la cantidad diaria de metros de tela producida dividida para 50 metros
que son las unidades de producto que entrega la empresa al cliente.
El objetivo de la tabla 4.3, es que a través los defectos por lotes se
puedan elaborar, gráficos de control de procesos para determinar los
límites de control que se dan antes de la utilización de la alternativa de
solución y con el propósito de eliminar los defectos, que en este caso serán
los problemas de las tonalidades no requeridas por el cliente se establecerá
de manera ilustrada la eficiencia de la alternativa. Esta técnica tiene la
finalidad de ilustrar los problemas de calidad de una forma más específica,

a través de curvas estadista que las proporcionan los respectivos gráficos
de control de procesos.
Para tener una idea mas clara de cómo funciona la técnica por medio
del espectrofotómetro se busca eliminar el 100% de los problemas del tono
y esto se verá reflejado en los siguientes gráficos de control que se
describen a continuación:
Primeramente para la elaboración de ellos necesitamos conocer los
principales tipos de defectos que intervienen en el proceso de devolución
del producto por parte del cliente para lo cual se designan con letras
iniciales mayúsculas a los tipos de defectos más representativos, que
fueron motivos de devoluciones durante los 30 días en que se tomaron las
muestras y que corresponden a los días en que más devoluciones tuvieron
la empresa en el año 2003.
A: Tonalidades
B: Hilos flojos
C: Agujero en tela
D: Hilos faltantes
E: Manchas en la tela
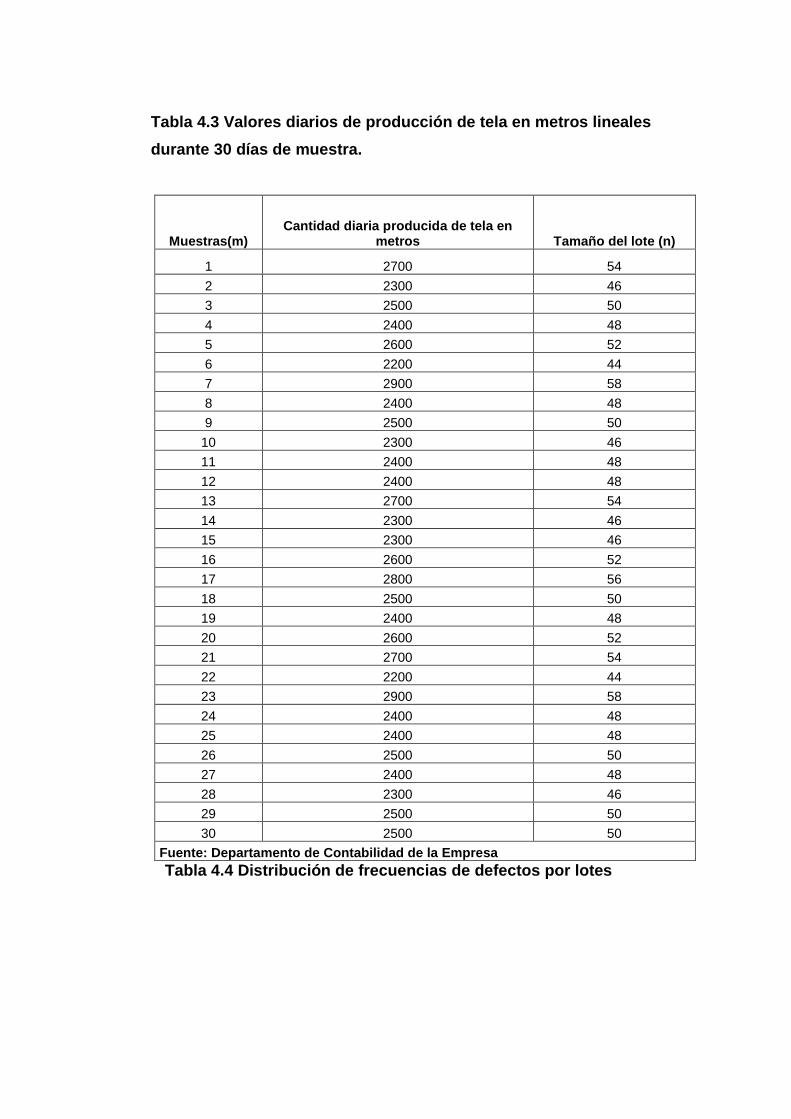
Tabla 4.3 Valores diarios de producción de tela en metros lineales
durante 30 días de muestra.
Muestras(m) Cantidad diaria producida de tela en
metros Tamaño del lote (n)
1 2700 54
2 2300 46
3 2500 50
4 2400 48
5 2600 52
6 2200 44
7 2900 58
8 2400 48
9 2500 50
10 2300 46
11 2400 48
12 2400 48
13 2700 54
14 2300 46
15 2300 46
16 2600 52
17 2800 56
18 2500 50
19 2400 48
20 2600 52
21 2700 54
22 2200 44
23 2900 58
24 2400 48
25 2400 48
26 2500 50
27 2400 48
28 2300 46
29 2500 50
30 2500 50
Fuente: Departamento de Contabilidad de la Empresa Tabla 4.4 Distribución de f recuencias de defectos por lotes

Defectos Frecuencia Absoluta
Frec.abs. Acumulada
%Frec. Relativa
%Frec. Relat. Acumulada
A 43 43 75,44 75,44 B 6 49 10,53 85,96 E 3 52 5,26 91,23 D 3 55 5,26 96,49 C 2 57 3,51 100,00 Total 57 100,00
La tabla 4.4 es muy clara en indicar la gran cantidad de veces con
respecto a los otros tipos de defectos que ocurren las devoluciones por
motivos de tonalidades en una muestra de 30 días.
Por medio de la tabla 4.3 podemos determinar a simple vista un
porcentaje de 75% del total de devoluciones ocurridas en 30 días.
La superioridad de los defectos por causas de las tonalidades se puede
apreciar de una manera mejor a través del siguiente grafico de pareto.
A continuación se detalla un cuadro estadístico ocurrido durante 30 días
de muestra, que representa la cantidad de devoluciones que se dan
diariamente en la empresa por los defectos ya mencionados.
0
10
20
30
40
50
60
70
80
90
100
0
6
12
18
24
30
36
42
48
54
60
A B E D C
% d
e fr
ecue
ncia
.re
lativ
a ac
umul
ada
Can
tidad
de
defe
ctos
por
mue
stra
Defectos
Grafico de Pareto defectos por muestra

4.5 PUESTA EN MARCHA DE LA ALTERNATIVA DE SOLUCIÓ N
Para la realización de la puesta en marcha de la alternativa de solución se
elabora un diagrama de Gantt en el programa Microsoft Project 2000.
El diagrama Gantt se realiza con la finalidad de proyectar un cronograma
de actividades que establezca un punto de partida a la utilización de la
alternativa propuesta, con la que se espera obtener resultados
consecutivamente en un tiempo definido como sigue:
Primera actividad.- La actividad 1 se la denomina, explicación de la
alternativa a los directivos de la empresa por el motivo de que ellos son el
punto de partida a convencer de que tomen la decisión en la utilización del
espectrofotómetro UV-2450 para lo cual se necesita explicar los beneficios
que aporta este equipo y en lo que se requiere de 5 días para su aprobación
comenzando desde el lunes 23 de agosto del 2004, hasta el viernes 27 de
agosto del 2004.
Segunda actividad.- La cotización del equipo es la segunda actividad para
la puesta en marcha de la alternativa de solución y a pesar de que en este
trabajo se describe el costo del equipo y los proveedores, la empresa
necesita confirmar la realidad de lo detallado y para ello se toma 4 días los
cuales comienzan desde el lunes 30 de agosto del 2004 hasta el jueves 2
de agosto del 2004.
Tercera actividad.- En la actividad 3 se describe la compra del equipo y
en la que la empresa debe tener precaución al adquirir el equipo por lo que
se toma como referencia 5 días que es el tiempo de duración de la compra
de este equipo y la puesta en regla de todos los requisitos de pago en lo
cual tiene una fecha de comienzo desde el lunes 6 de septiembre del 2004
hasta el viernes 10 de septiembre del 2004.
Cuarta actividad.- La actividad 4 describe la llegada del equipo a la
empresa y donde se verifica que todas las partes del equipo constan esta
actividad tiene una fecha de comienzo del lunes 13 de septiembre del 2004
y cuya duración es 1 día.
Quinta actividad.- Esta actividad consiste en la instalación del equipo y
capacitación a los operadores de dicho equipo, la cual tiene una fecha de
comienzo del martes 14 de septiembre del 2004 hasta el jueves 16 de
septiembre del 2004, tres días en total.
Sexta actividad.- En ella se describe el primer día de operación en proceso
del equipo la cual tiene una fecha de inicio del viernes 17 de septiembre del
2004.

4.6 Diseño del Manual de Calidad.
Para la elaboración de un del manual de calidad se toma en cuenta el
aspecto fundamental de que la empresa no posee un Sistema de Gestión
de la Calidad implantado y son los lineamientos que determinan el control
y manejo que deben tener los manuales (redacción, distribución, archivo y
preservación) con relación al SGC. Para la regularización de su trabajo por
lo cual se elabora una síntesis o esquema muy generalizado que delineara
las políticas a seguir para que el trabajo se desarrolle orientado al
mejoramiento de la organización.
El diseño de manuales para la empresa FABRILANA S.A. estará
estructurado como sigue:

En este esquema se describe la secuencia de elaboración de los
manuales:
1. Se elabora una síntesis del manual de calidad, es decir se dejan
claro las políticas y responsables del manejo, supervisión y
dirección del SGC.
2. Se elabora un Manual de Procedimientos para el Área de
Tintorería que es el área objeto de nuestro estudio.
3. Se elabora un instructivo de cómo diseñar manuales que abarca
parámetros como: formatos, encabezados, tipos de letras de
manera general.
MANUAL DE
CALIDAD
MANUAL DE
PROCEDIMIENTOS
INSTRUCTIVO DE DISEÑO Y FORMULACIÓN DE MANUALES

FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 1
4.6.1 SÍNTESIS DEL MANUAL DE CALIDAD
Objeto.
En este documento se registrarán todas las políticas de la empresa que
ayudarán al desarrollo de las diferentes acciones que esta desarrolla como
objetivos, misión, visión. Se utilizara la norma ISO 9001-2000 como
referencia de este trabajo.
Alcance.
Este manual se aplicara como norma vigente a las siguientes áreas
Directorio
Gerencia General
Dpto. de Contabilidad
Dpto. de Mantenimiento
Área de Hilatura
Área de Tejeduría
Área de Tintorería
Área de Control de Calidad
Bodega de Producto Terminado
Personal Laboral.
Emitido por:
Revisado por:
Aprobado por:
Fecha:
2004-08-23
Edición:
00

Responsabilidad
Es potestad del Comité Directivo de Calidad planear, organizar, controlar,
comunicar y concienciar sobre la importancia del SGC a todo el personal,
y estaría compuesto por:
Gerente General
Jefe de Mantenimiento
Sector Laboral de la Empresa
Jefe de Control de Calidad
Jefe de Bodega de Productos
Jefe de Tejeduría
Jefe de Tintorería
Estructura Documental del SGC
Se codificará a cada uno de los departamentos que estén dentro de la
cobertura del SGC y que son corresponsables de su funcionamiento.
Nombre y firma Nombre y firma Nombre y firma FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 2
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
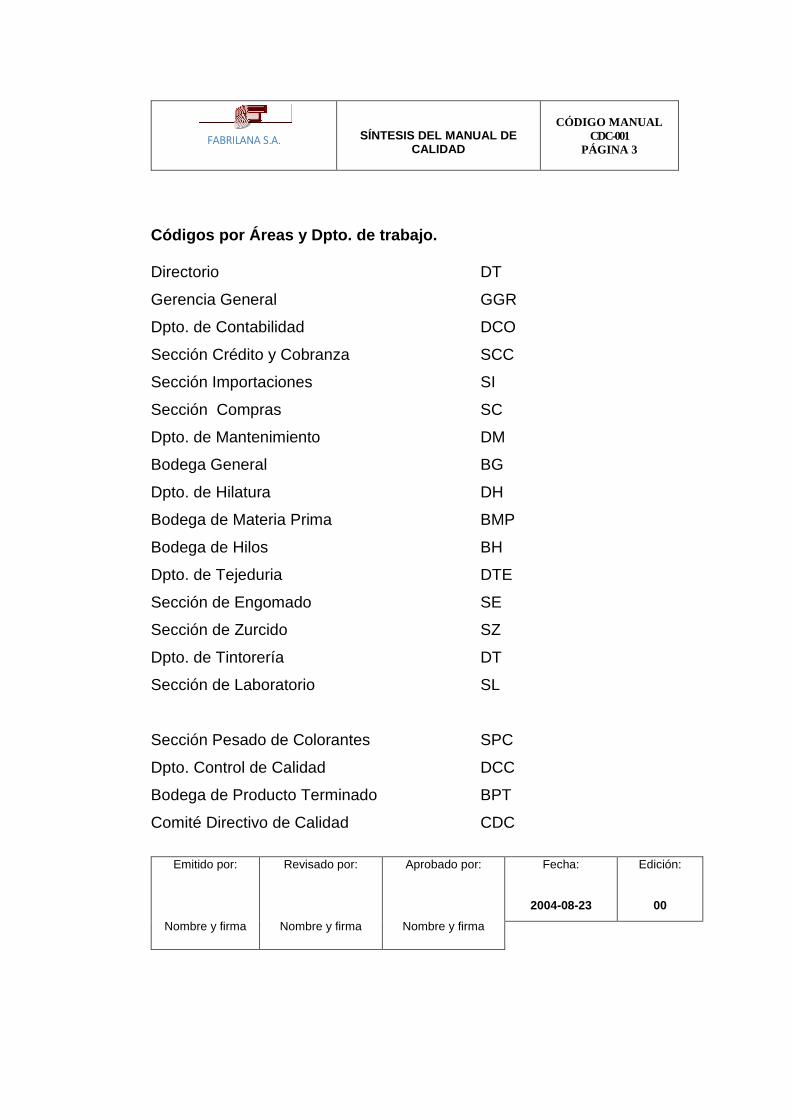
Códigos por Áreas y Dpto. de trabajo. Directorio DT
Gerencia General GGR
Dpto. de Contabilidad DCO
Sección Crédito y Cobranza SCC
Sección Importaciones SI
Sección Compras SC
Dpto. de Mantenimiento DM
Bodega General BG
Dpto. de Hilatura DH
Bodega de Materia Prima BMP
Bodega de Hilos BH
Dpto. de Tejeduria DTE
Sección de Engomado SE
Sección de Zurcido SZ
Dpto. de Tintorería DT
Sección de Laboratorio SL
Sección Pesado de Colorantes SPC
Dpto. Control de Calidad DCC
Bodega de Producto Terminado BPT
Comité Directivo de Calidad CDC
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 3
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00

POLÍTICAS EMPRESARIALES DE CALIDAD
VISIÓN
La visión de FABRILANA S.A. es ser líder en la fabricación y distribución
de textiles calidad de sus productos para de esta manera satisfacer las
necesidades de los clientes más exigentes del mercado nacional luego así
competir internacionalmente.
MISIÓN
Concentrar sus esfuerzos en atender principalmente al sector de la
confección - nacional, desarrollando sus líneas de productos más
importantes en mezclas de Poliéster/ Rayón (linos, tropicales y
gabardinas), Poliéster/ Lana (tropicales y gabardinas) y Poli/ Algodón
(camiserías).
Proporcionar un producto de primera oportuno y personalizado que
satisfaga las necesidades y expectativas de los clientes mas exigentes, a
través de tecnología de punta en sistemas operados por profesionales
calificados y un seguimiento informatizado con comunicación efectiva para
generar en los clientes certeza, confianza, credibilidad, y tranquilidad.
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 4
Emitido por:
Revisado por:
Aprobado por:
Fecha:
2004-08-23
Edición:
00
OBJETIVOS GENERALES. Transformar a la Fábrica de Textiles
FABRILANA la mayor empresa productora de textiles en el país,
adecuando y automatizando sus procesos para un mejor desenvolvimiento
organizacional.
OBJETIVOS ESPECÍFICOS.
� Automatizar los procesos a fin de poder eliminar los defectos que
causan la inconformidad de los clientes al no ser complacidos en
sus requerimientos.
� Reducir los costos operacionales, producto de los malos métodos de
trabajo, en los diferentes departamentos de la empresa.
� Iniciar a la empresa en el camino hacia la obtención de un Sistema
de Gestión de Calidad que le ayudara a trabajar con estándares
aceptables.
� Mejorar los procesos para obtener mejor calidad del producto.
Con la adquisición y posterior implementación de los equipos propuestos
en este trabajo se lograra cubrir los objetivos arriba descritos.
Nombre y firma Nombre y firma Nombre y firma FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 5
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00

4.6.1.2 Descripción con base en la norma ISO 9001-2 000 como
referencia.
4.1 Requisitos generales
FABRILANA desea trabajar con calidad en sus procesos para lo cual se
compromete a establecer, documentar, implantar y mantener un SGC que
comprometa a toda la empresa.
4.2.2 Manual de Calidad
Este manual se lo encontrara en MC-CDC-001, correspondiente al Comité
Directivo de Calidad de FABRILANA, el mismo que se encargara de su
implantación, dirección y alcance, así como vigilara su desarrollo normal. :
4.2.3 Control de documentos
FABRILANA se compromete en controlar los documentos requeridos por el
SGC.
Se establece el procedimiento para definir los lineamientos a seguir como:
aprobación revisión, actualización y re - aprobación del documento en su
adecuación antes de su emisión.
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 6
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
:
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 7
5 Responsabilidad de la dirección
5.1 Compromiso de la dirección
FABRILANA proporciona evidencia que asegure del compromiso para
desarrollar e implantar una SGC y la mejora continua de la efectividad del
mismo.
5.2 Enfoque al cliente
FABRILANA implementa tecnología moderna que asegura que los
requisitos del cliente se cumplen lo que conlleva a la satisfacción del
mismo.
5.3 Política de la calidad
FABRILANA muestra su compromiso serio con un SGC a través del
diseño y promulgación de políticas que ayudan al cumplimiento de los
objetivos trazados. Estas políticas son Misión, Visión, Objetivos,
capacitando constantemente al personal para el entendimiento y
aceptación de los mismos.
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 8

POLÍTICA DE LA CALIDAD
FABRILANA S.A. es una empresa ecuatoriana que tiene por obligación
el compromiso de ofrecer todos sus productos libre de defectos con
la finalidad de que ellos cumplan con las necesidad es, expectativas y
requerimientos de sus clientes más exigentes.
FABRILANA S.A. debe realizar el seguimiento eficien te; así como,
proporcionar la información oportuna de la situació n de a todos los
miembros de la organización
5.4 Planeación
5.4.1 Objetivos de la calidad
La alta dirección de FABRILANA S.A. establece sus objetivos de la calidad,
incluyendo los necesarios para cumplir los requisitos que deben
establecerse en la elaboración del producto.
5.5. Responsabilidad, autoridad, y comunicación
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 9

5.5.1 Responsabilidad y autoridad
La alta dirección de FABRILANA S.A. debe definir las responsabilidades y
autoridades en su Manual de Organización y son comunicadas dentro de
la organización por el personal designado para ello.
5.5.2 Representante de la dirección
La alta dirección de FABRILANA S.A. debe designar a un grupo de
personas para que conformen el Comité Directivo de Calidad y se
encarguen de su desarrollo.
5.5.3 Comunicación interna
El Comité Directivo de Calidad debe diseñar un sistema que permita
informar a todos los integrantes de la empresa sobre la importancia y
beneficios del SGC.
La alta dirección de FABRILANA establece los canales apropiados de
comunicación dentro de la organización.
Sección 6 Administración de los recursos
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 10

6.1 Provisión de recursos
FABRILANA en su organización asegura la provisión de recursos mediante
o a través de los ingresos generados por la venta de sus productos y estos
recursos son asignados en referencia con los objetivos de calidad.
6.2 Recursos humanos
6.2.1 Generalidades
FABRILANA identificara al personal que desarrolla trabajo que afecta a la
calidad del servicio ya que es debe ser competente con base en la
educación, habilidad y experiencia.
6.2.2. Competencia, conciencia y entrenamiento
FABRILANA elabora un plan de capacitación a fin de:
a) Determinar la competencia necesaria para el personal que realiza
trabajos que afectan a la calidad del producto,
b) Proporcionar formación o tomar otras acciones para satisfacer dichas
necesidades,
c) Evaluar la eficacia de las acciones tomadas
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 11

FABRILANA debe estar conciente y asegurarse de que su personal es
consciente de la pertenencia e importancia de sus actividades y de cómo
contribuyen al logro de los objetivos de la calidad,
6.3 Infraestructura
La propuesta no requiere contratar personal ni adecuación de nuevas
estructuras, mantiene la existente que permite lograr la conformidad del
producto.
6.4 Ambiente de trabajo
FABRILANA debe proporcionar o mejorar el ambiente de trabajo a fin de
que la realización del producto se pueda realizar sin problemas.
Sección 7 Realización del servicio
7.1 Planeación de la realización del servicio
FABRILANA planifica y desarrolla los procesos necesarios para la
realización del producto. La planificación de la realización del producto
debe ser coherente con los requisitos de los otros procesos del Sistema de
Gestión de la Calidad.
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 12

Procesos relacionados con el cliente
FABRILANA determina:
a) Los requisitos especificados por el cliente, incluyendo los requisitos para
las actividades de entrega y las posteriores a la misma,
b) Los requisitos no establecidos por el cliente pero necesarios para el uso
especificado o para el uso previsto, cuando sea conocido,
c) Los requisitos legales y reglamentarios relacionados con el producto.
7.2.2. Revisión de los Requisitos Relacionados con el Producto
FABRILANA revisa los requisitos relacionados con el producto. Esta
revisión se efectúa antes de que la organización se comprometa a
proporcionar un producto al cliente.
7.2.3. Comunicación con el Cliente
FABRILANA determina e implementa disposiciones eficaces para la
comunicación con los clientes.
a) La información sobre el producto. Las consultas, contratos o atención
de pedidos, incluyendo las modificaciones.
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 13

7.4. COMPRAS
7.4.1. Proceso de Compras
FABRILANA organización se asegura de que el producto adquirido cumple
los requisitos de compra especificados.
7.4.2. Información de las Compras
FABRILANA describe el producto a comprar, incluyendo, cuando sea
apropiado: Requisitos para la aprobación del producto, procedimientos,
procesos y equipos y tiene que llevar un control verdadero de los
proveedores y requisitos para la calificación del personal.
7.4.3. Verificación de los Productos Comprados
FABRILANA tiene que establecer e implementar la inspección u otras
actividades necesarias para asegurarse de que el producto comprado
cumple los requisitos de compra especificados.
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00

7.5. PRODUCCIÓN Y PRESTACIÓN DEL SERVICIO 7.5.3. Identificación
FABNRILANA tiene que identificar el producto a través de toda la
realización del mismo. Identificar el estado del producto con respecto a los
requisitos.
7.5.5. Preservación del Producto
FABRILANA preserva la conformidad del producto durante el proceso
interno y la entrega al destino previsto.
MEDICIÓN, ANÁLISIS Y MEJORA
8.3. CONTROL DEL PRODUCTO NO CONFORME
FABRILANA se asegura de que el producto que no sea conforme con los
requisitos, se identifica y controla para prevenir su uso o entrega no
intencional.
8.5. MEJORA
8.5.2. Acción Correctiva
FABRILANA toma acciones para eliminar la causa de no conformidades
con objeto de prevenir que vuelva a ocurrir.
FABRILANA S.A.
SÍNTESIS DEL MANUAL DE CALIDAD
CÓDIGO MANUAL
CDC-001 PÁGINA 14
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
MANUAL DE PROCEDIMIENTOS DPTO. TINTURA
CÓDIGO MANUAL
DT-C-001 PÁGINA 1

Objeto.-
En el presente manual se detalla los estándares para describir en forma
secuencial los procesos relacionados con la preparación de los colorantes
que intervienen para la elaboración del lote de tintura de telas en la sección
de tintura en el área de tintorería. Este manual le permitirá conocer al
encargado del área de tintura todos los procesos y funciones.
Alcance.
Este manual se aplica para el área de laboratorio de tintorería.
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
MANUAL DE PROCEDIMIENTOS DPTO. TINTURA
CÓDIGO MANUAL
DT-C-001 PÁGINA 2

Responsabilidad.
Es responsabilidad del Comité Directivo de Calidad y el Jefe del área de
tintorería, que se planifique, desarrolle, controle, evalué e implemente el
uso que en este manual se pone de manifiesto. El personal responsable de
la utilización correcta de este manual tiene el compromiso de proveer todos
los recursos que intervengan en la implementación de este documento.
Formulación del Procedimiento.
1.- El cliente elige del muestrario de tela el artículo respectivo
2.- El vendedor recepta el pedido del cliente y lo lleva a la empresa
3.- Se elabora ordenes de tinturado en Contabilidad
4.- Se envía orden de tintura al jefe de tintorería
5.- En el laboratorio de tintorería se recepta la orden para que cree el color
deseado
6.- Se ingresa la tela al equipo espectrofotómetro adquirido
7.- Una vez aprobado el tono el jefe de tintura realiza el cálculo de la receta
para el lote de pedido de producción
8.- Los cálculos de la receta se envían a bodega de colorantes
9.- Bodega prepara las cantidades requeridas y las envía a producción
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00

Objeto.- El siguiente instructivo servirá para tener una descripción
detallada de la manera en que se deben elaborar los manuales esto quiere
decir todos los estándares como encabezado, codificación, redacción que
constaran en el documento.
Todo esto es con el propósito de una mejor identificación en la ubicación
de los manuales.
Alcance.- Los formatos aquí descritos se aplicaran cuando se elaboren los
manuales, procedimientos e iminstructivos de cualquier área o sección de
la empresa.
Responsabilidad.- Son el Comité Directivo de Calidad y todos los
trabajadores de la empresa.
Requisitos.-
El tipo de papel será A4.
El encabezado estará compuesto de:
Nombre de la empresa
Nombre del Procedimiento, Instructivo o Manual
Código de la Sección y número de página.
FABRILANA S.A.
INSTRUCTIVO DEL
MANUAL DE CALIDAD
CÓDIGO MANUAL
PL-C-001 PÁGINA 1
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
El pie de página estará compuesto de:
Nombre y firma del remitente
Nombre y firma del que revisa
Nombre y firma del que aprueba
Fecha de emisión
Numero de edición.
El modelo de encabezado será el siguiente:
FABRILANA S.A.
INSTRUCTIVO DEL
MANUAL DE CALIDAD
CÓDIGO MANUAL
PL-C-001 PÁGINA 2
FABRILANA S.A.
MANUAL DE PROCEDIMIENTOS EN LA SECCION DE
LABORATORIO DE TINTURA
CÓDIGO MANUAL
PL-C-001 PÁGINA 4
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00

El modelo de pie de página será el siguiente:
Descripción del encabezado.
Estará compuesto del logotipo y nombre de la empresa
Nombre del manual, procedimiento o instructivo
Nombre de la sección o departamento al que corresponde el manual.
Referencia del código de la sección al que pertenece
Numeración del manual
Numeración de las páginas que lo componen.
El tipo de letra a utilizar será Arial, estilo normal, tamaño # 12.
El encabezado tendrá letra tamaño # 9.
FABRILANA S.A.
INSTRUCTIVO DEL
MANUAL DE CALIDAD
CÓDIGO MANUAL
PL-C-001 PÁGINA 3
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00
FABRILANA S.A.
INSTRUCTIVO DEL
MANUAL DE CALIDAD
CÓDIGO MANUAL
PL-C-001 PÁGINA 4

Para la elaboración de documento se considera los aspectos:
Objetivos : Motivo por el cual se crea el documento
Alcance : A quienes compromete el documento
Responsabilidades : Quien administra el documento.
Definiciones : descripción de la terminología usada en el documento.
Descripción de Procedimientos : Se establece quien, como, cuando y
donde se desarrollara el proceso.
La identificación de Documentos constara de lo siguiente.
1.- Se asignara un código de acuerdo a la estructura documental antes
descrita.
Documento. Código
Manual de calidad MC
Procedimientos Departamentales PD
Procedimientos Departamentales Adm. PDA
Instructivos IN
Especificaciones del Producto EP
Diagrama de Flujo DF
Formularios FO
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2000-11-01
Edición:
00
FABRILANA S.A.
INSTRUCTIVO DEL
MANUAL DE CALIDAD
CÓDIGO MANUAL
PL-C-001 PÁGINA 5

2.- Ref. Al área o Dpto. Código
Directorio DT
Gerencia General GGR
Dpto. de Contabilidad DCO
Sección Crédito y Cobranza SCC
Sección Importaciones SI
Sección Compras SC
Dpto. de Mantenimiento DM
Bodega General BG
Dpto. de Hilatura DH
Bodega de Materia Prima BMP
Bodega de Hilos BH
Dpto. de Tejeduria DTE
Sección de Engomado SE
Sección de Zurcido SZ
Dpto. de Tintorería DT
Sección de Laboratorio SL
Sección Pesado de Colorantes SPC
Dpto. Control de Calidad DCC
Bodega de Producto Terminado BPT
Comité Directivo de Calidad CDC
Emitido por:
Nombre y firma
Revisado por:
Nombre y firma
Aprobado por:
Nombre y firma
Fecha:
2004-08-23
Edición:
00

CAPÍTULO V
CONCLUCIONES Y RECOMENDACIONES
5.1 CONCLUCIONES
Durante todo este trabajo de investigación se llegó a la conclusión, que
la industria textil FABRILANA S. A., tiene un sinnúmero de problemas de
calidad, tanto en lo que tiene que ver con sus procesos administrativos,
como los procesos de producción de sus productos. Debido a la
complejidad en la resolución de todos los problemas de calidad de
FABRILANA S. A. por motivos de tiempo, solo se consideró en este trabajo
de investigación todos los problemas de calidad que traen consigo las
devoluciones de producto, que realizan los clientes por no estar de acuerdo
con el mismo y se encontró que las causas de estas devoluciones son las
siguientes:
� Por el tono de tela.
� Falla en la tela.
� Error en el pedido.
� Pedido llega tarde a las manos del cliente.
� En la que se analiza como problema de mayor importancia, a los
problemas que ocurren por consecuencia del tono, que no es el
requerido por el cliente, por ser el que con mayor índice de
frecuencia ocurre y porque le ocasiona un impacto económico
negativo considerable a la empresa. Por tal motivo se toma la
decisión de analizar todas las causas y consecuencias que
acarrean este gran problema de calidad y por ello se elabora una
hoja de descripción de problemas que se muestra a continuación.

Tabla 5.1 Hoja de descripción de problemas.
Preguntas a formular:
Respuestas y datos:
1. ¿Quién se afecta?
La empresa
2. ¿Cuál es el problema
específico?
Tonalidad diferente en las telas a
las requeridas por el cliente.
3. ¿Cuándo ocurre?
Debido a la mala operación en los
procesos
4. ¿Dónde ocurre?
En el área de tintorería
5. ¿Con qué frecuencia ocurre?
172 devoluciones anuales
6. ¿Cuál es la magnitud del
impacto?
Las ventas se disminuyen por
estas devoluciones
La tabla 5.1 establece en forma resumida el problema de calidad, en lo
referente al tono no requerido por el cliente. La cual permite sacar
conclusiones válidas sobre el sector exacto del problema.
� En los problemas que se deben a las devoluciones de telas por
consecuencia de defectos en las mismas, solo se analizó de una
manera superficial debido a que no ocasionan un impacto
económico considerable para la empresa, pero que está
comprobado que traen consigo la no conformidad del cliente,
factor primordial de este estudio. Por lo cual se llega a la
conclusión de que en este tipo de problemas intervienen: el factor
humano de la empresa y el factor mecánico. El factor mecánico
interviene en el momento en que las maquinarias ocasionan los
defectos debido a los problemas que enfrentan por motivos de la
obsolescencia por el tiempo en que tienen operando en la
empresa. El factor humano es responsable desde el momento en
que no se verifica el producto antes de que este sea enviado
directamente al cliente, ocasionando la no conformidad del
mismo.
� Los problemas de error en el pedido, en los cuales solo es
responsable el factor humano no ocasionan impacto monetario
considerable para la empresa, pero que de igual manera
interviene la inconformidad del cliente.
� Del mismo modo la causa del problema de las devoluciones, en
la que el pedido del cliente le llega tarde interviene únicamente el
factor humano y por esta causa el cliente es el mayor perjudicado.
Es muy importante recalcar, que este trabajo de investigación que tiene
como tema principal “Análisis de las no conformidades de los clientes de
FABRILANA y Propuesta de una solución, busca como solución principal,
el análisis de las no conformidades de los clientes en lo que tiene que ver
con las devoluciones de producto por consecuencia del tono. Por tal razón
este trabajo de investigación realizado en FABRILANA S.A. sirve como
referencia para todas las industrias del sector textil del Ecuador e invita a
reflexionar y analizar la realidad de los problemas que actualmente son los
mismos en la mayoría de las industrias textiles del Ecuador. Lo cual
también es un indicativo de la realidad de nuestra industria. De tal manera
que este trabajo servirá de guía de consulta para posteriores
investigaciones dedicadas a la búsqueda de reducir los principales
problemas de calidad que se encuentran en el sector textil del Ecuador.

5.2 RECOMENDACIONES
� Para la solución de los problemas que se deben por causa de las
devoluciones de telas por no conformidades de los clientes, la
empresa debe de invertir rápidamente en el equipo
espectrofotómetro y de esta forma mejorar en sus procesos de
producción en el área del problema.
� También en este trabajo de investigación quedan establecidas
las pautas para la realización de una investigación que trate
sobre la implantación de un plan de mantenimiento preventivo de
las máquinas tejedoras de la empresa FABRILANA S.A. que
desde mi punto de vista profesional es un factor considerable en
la consecución de defectos en las telas. Lo cual si se consigue
eliminar también los defectos de las telas que ocasionan los
telares por no recibir mantenimiento preventivo, la empresa
disminuirá sus costos por pérdida de dinero por devoluciones y
será más competitiva.
� Los problemas que se originan por error en pedido y los que
ocurren cuando el pedido llega tarde al cliente se pueden
solucionar por medio de la correcta utilización del un manual en
donde él mencione a tomar conciencia que se debe entender
perfectamente los atributos que en la mente del cliente son
importantes para la elección del proveedor del servicio y analizar
las fallas de éste para enfocarse hacia las necesidades, deseos
y expectativas de los clientes.
FABRILANA S.A. tiene que movilizarse rápidamente en la adquisición
de esta alternativa de solución para estar preparado para competir con los
productos de la competencia tanto nacional como internacional por el

motivo de la fuerte introducción al mercado ecuatoriano de productos con
estándares de calidad mucho más eficientes que los productos elaborados
en el Ecuador. Por este principal motivo la empresa debe de organizarse a
tal punto de que todos los miembros de la organización sin excepción se
involucren en todos los procesos que se realizan en la empresa, para que
de esta manera se optimicen la mayor cantidad de recursos y ser mas
eficientes en las tareas cotidianas de esta forma garantizar a los clientes
mas exigentes un producto con alto grado de calidad y así competir tanto
local como internacionalmente.
GLOSARIO DE TÉRMINOS
Algodón, fibra vegetal natural de gran importancia económica como
materia prima para la fabricación de tejidos y prendas de vestir.
Colorantes, cualquiera de los productos químicos pertenecientes a un
extenso grupo de sustancias, empleados para colorear tejidos, tintas,
productos alimenticios y otras sustancias.
Diagrama de Ishikawa.- Técnica de análisis de causa y efectos para la
solución de problemas, relaciona un efecto con las posibles causas
que lo provocan.
Diagrama de Paretto .-Gráfico cuyas barras verticales están ordenadas de
mayor a menor importancia, estas barras representan datos específicos
correspondientes a un problema determinado, la barra más alta esta del
lado izquierdo y la más pequeña, según va disminuyendo de tamaño, se
encuentra hacia la derecha.
Espectrómetros son instrumentos que generan, analizan y registran
espectros.
Espectro, serie de colores semejante a un arco iris
Fibra , estructura de origen animal, vegetal, mineral o sintético parecida al
pelo. Su diámetro no suele ser superior a 0,05 cm.
Lana , nombre aplicado a las fibras suaves y rizadas que se obtienen
principalmente de la piel de las ovejas domésticas y se utilizan en la
fabricación de textiles.
Poliéster, polímero de un éster que se obtiene por condensación de
diácidos orgánicos con polialcoholes.
Rayón, tejido artificial, compuesto de celulosa extraída de la pulpa de
algunos árboles como los abetos.
Telar, máquina utilizada para fabricar tejidos con hilo u otras fibras.
Textiles , término genérico (derivado del latín texere, ‘tejer’) aplicado
originalmente a las telas tejidas, pero que hoy se utiliza también para
filamentos, hilazas e hilos sintéticos.
Urdir .-Preparar los hilos en la urdidera para pasarlos al telar.

BIBLIOGRAFÍA
MANUAL DE LA PRODUCCIÓN
AUTORES: LP. ALFORD, JOHN R. BANGS
UNIÓN TIPOGRÁFICA EDITORIAL HISPANO AMÉRICA MÉXICO 1969
CONTROL DE LA CALIDAD TOTAL
AUTOR: DALE H. BESTERFIELD
EDITORIAL PRENTICE may HISPANO AMÉRICA CUARTA EDICI ÓN
1984
INGENIERÍA ECONÓMICA
AUTO: LELAN BLANK, P.E.
CUARTA EDICIÓN TEXAS
ESTUDIOS DE TIEMPOS Y MOVIMIENTOS
AUTOR: MARVIN E MUNDEL, P.E.
COMPAÑÍA EDITORIAL CONTINENTAL, S.A. DE C.V., MÉXIC O 1984
ESTADÍSTICA DESCRIPTIVA
UNIVERSIDAD TÉCNICA PARTICULAR DE LOJA
IMPRESO EN TALLERES GRÁFICOS DE LA UNIVERSIDAD TÉCN ICA
PARTICULAR DE LOJA, LOJA ECUADOR 1996
INTRODUCCIÓN AL ESTUDIO DE TIEMPOS Y MOVIMIENTOS
OFICINA INTERNACIONAL DEL TRABAJO GINEBRA
TERCERA EDICIÓN 1980