Reingeniería de procesos al área de materias primas de una ...
143
REINGENIERIA DE PROCESOS AL AREA DE MATERIAS PRIMAS DE UNA COMPAÑIA MANUFACTURERA MEDIANTE UN SISTEMA DE INFORMACION INTEGRADO JUAN ALBERTO MARIN AGUDELO GUSTAVO ADOLFO GIRALDO ZAPATA CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE DIVISION DE INGENIERIAS PROGRAMA DE INGENIERIA INDUSTRIAL SANTIAGO DE CALI 1995
Transcript of Reingeniería de procesos al área de materias primas de una ...

REINGENIERIA DE PROCESOS AL AREA DE
MATERIAS PRIMAS DE UNA COMPAÑIA MANUFACTURERA
MEDIANTE UN SISTEMA DE INFORMACION INTEGRADO
JUAN ALBERTO MARIN AGUDELO
GUSTAVO ADOLFO GIRALDO ZAPATA
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA DE INGENIERIA INDUSTRIAL
SANTIAGO DE CALI
1995

REINGENIERIA DE PROCESOS AL ARE A DE
MATERIAS PRIMAS DE UNA COMPAÑIA MANUFACTURERA
MEDIANTE UN SISTEMA DE INFORMACION INTEGRADO
JUAN ALBERTO MARIN AGUDELO
GUSTAVO ADOLFO GIRALDO ZAPATA
Trabajo de Grado para Optar al Título de Ingeniero Industrial
Director
MARIA MARGARITA BONILLA
Ingeniera de Sistemas
Universidad Autónoma de Cccidente SECCION BIBLIOTECA
020443
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA DE INGENIERIA INDUSTRIAL
SANTIAGO DE CALI
1995

T 65&. /f~t (t1 3?f 12
..f>- /
NOTA DE ACEPTACION
Aprobado por el comité de Grado en
cumplimiento de los requisitos exigidos por la
Corporación Universitaria Autónoma de
Occidente para optar el titulo de Ingeniero
ind1titrial.
/f5L2~' DIREé40R DE TESIS
I~~(~ /nl le
~ to G JURADO
----:' /$~ ~..:...-----
Santiago de Cali, Junio de 1995
III

AGRADECIMIENTOS
A Margarita Bonilla, Ingeniera de Sistemas. Ingeniera de Proyectos de Johnson &
Johnson, por el apoyo y confianza brindados durante la realización del Proyecto.
IV

DEDICATORIA
A Nuestros padres por su Esfuerzo, Confianza y Apoyo brindados durante estos años.
Juan Alberto.
Gustavo Adolfo.
v

TABLA DE CONTENIDO
Página
1
2.
INTRODUCCION
PROBLEMATICA
OBJETIVOS
2.l OBJETIVO GENERAL
7
2.2 OBJETIVOS ESPECIFICOS
3. DESCRIPCIÓN DEL SISTEMA DE INFORMACIÓN INICIAL DE LA
COMPAÑÍA PARA EL MANEJO DE LA BODEGA DE MATERIAS
PRIMAS (MPCS), SUS VENTAJAS, DESVENTAJAS Y LOS PROCESOS
UTILIZADOS.
3.1
3.1.1
3.1.2
MAPICS (MANUF ACTURING ACCOUNTING AND PRODUCTION
INFORMA TION CONTROL SYSTEM).
Desventajas del sistema mapics.
Ventajas del sistema mapics.
3.2 DESCRIPCION DETALLADA DE LA SITUACION ACTUAL EN CADA
UNO DE LOS PROCESOS DEL AREA.
3.2.1 RECEPCIÓN DE MATERIALES
3.2.1.1 Debilidades
3.2.2. Inspección de materiales
3.2.2.l. Debilidades
3.2.2.2. Fortalezas
VI
1
4
7
7
8
9
10
11
11
12
14
14
14
14

3.2.3. Localización de materiales
3.2.3.1. Debilidades
3.2.3.2. Fortalezas
3.2.4. Entrega de Materiales a Producción
3.2.4.1 Debilidades
3.2.4.2. Fortalezas
3.2.5. Manejo de Materiales en Consignación
3.2.5.1. Debilidades
3.2.5.2. Fortalezas
3.2.6. Proceso de Maquilas
3.2.6.1. Debilidades
3.2.6.2. Fortalezas
3.3. RECURSO HUMANO DISPONIBLE EN EL AREA DE MATERIAS
PRIMAS
4. DESCRIPCION y ANALISIS DEL FUNCIONAMIENTO DEL NUEVO
SISTEMA DE INFORMACION BPCS, SUS VENTAJAS, DESVENTAJAS Y
LOS PROCESO UTILIZADOS.
4.1. BPCS (BUSINESS PLANING AND CONTROL SYSTEM)
4.1.1. Desventajas
4.1.2. Ventajas
4.2. DESCRIPCIÓN DE LOS PROCESOS UTILIZADOS EN EL NUEVO
SISTEMA DE INFORMACIÓN BPCS.
4.2.1. Recepción de Materiales
4.2.1.1. Desventajas
4.2.1.2. Ventajas
4.2.2. Inspección de Materiales
4.2.2.1. Desventajas
4.2.2.2. Fortalezas
4.2.3. Localización de Materiales
4.2.3.1. Desventajas
4.2.3.2. Fortalezas
4.2.4. Entrega de Materiales a Producción
VII
15
15
15
15
17
17
17
17
17
18
18
18
18
23
23
24
24
25
25
25
25
25
25
27
27
27
27
27

4.2.4.1. Desventajas
4.2.4.2. Fortalezas
4.2.5. Manejo de Materiales en Consignación
4.2.5.1. Desventajas
4.2.5.2. Fortalezas
4.2.6. Proceso de Maquilas
4.2.6.1. Desventajas
4.2.6.2. Fortalezas
5. ANALISIS y ESTADISTICAS DE LOS INCONVENIENTES Y
PROBLEMAS QUE PRESENTA EL PROCESO ACTUAL DE LA BODEGA
CON EL NUEVO SISTEMA (BPCS).
6. REINGENIERÍA
6.1. ANALISIS DE LOS RECURSOS DEL SISTEMA DE CODIGO DE BARRAS
A UTILIZAR Y SUS BENEFICIOS PARA EL PROCESO DE MATERIAS
PRIMAS.
6.1.1. Qué es el Código de Barras
6.1.2. Sistema de Codificación y análisis de los recursos del Sistema de Código
de Barras a utilizar y sus beneficios para el Proceso.
6.1.3 Beneficios del Sistema de Codificación.
6.1.4. Definición de equipos a utilizar
6.1.5. Beneficios del equipo
6.2 DISEÑO LOGICO
6.2.1 Recepción De Materias Primas.
6.2.1.1 Diagrama de flujo.
6.2.1.2 Descripción de procesos
6.2.2 Inspección De Materiales
6.2.2.1 Diagrama de flujo.
6.2.2.2 Descripción de procesos
6.2.3 Localización De Materiales
6.2.3.1 Diagrama de flujo.
6.2.3.2 Descripción de procesos
6.2.4 Traslados Internos
VIII
31
31
31
31
31
31
32
32
34
49
50
51
51
52
54
56
56
57
57
57
59
59
59
61
61
61
63

6.2.5 Salidas De Materiales A Producción.
6.2.5.1 Diagrama de flujo
6.2.5.2 Descripción de procesos
6.2.6 Devoluciones De Producción A Bodega De Materias Primas.
6.2.6.1 Diagrama de flujo.
6.2.6.2 Descripción de procesos
6.2.7. Inventarios.
6.2.7.1 Diagrama de flujo.
6.2.7.2 Descripción de procesos
6.2.8 Materiales En Consignación
6.2.9 Requerimientos De Maquilas.
6.2.9.1 Diagrama de flujo.
6.2.9.2 Descripción de procesos
6.2.10. Identificación De Entidades Y Servicios.
6.2.10.1. Alimentación De Datos De Entrada.
6.3. DISEÑO FISICO.
6.3.1 Código De Barras Para Estibas En La Recepción De Materiales
6.3.2. Código De Barras Para Devoluciones De Producción A Materias Primas
Por Unidades Y/O Estibas
6.3.3. Código De Barras Para Localizaciones
6.3.4. Operaciones A Ejecutar Y Requerimientos De Datos En La Recepción
Inspección De Materias Primas.
6.3.5. Operaciones A Ejecutar Y Requerimiento De Datos En La Localización
De Materiales - Traslados Internos.
6.3.6. Operaciones A Ejecutar Y Requerimientos De Datos En Las Entregas
De Materiales A Producción.
6.3.7 Operaciones A Ejecutar Y Requerimientos De Datos En Las Devoluciones
Realizadas Por Producción.
6.3.8 Operaciones A Ejecutar Y Requerimientos De Datos Para La Realización
De Inventarios.
6.3.9. Operaciones A Ejecutar Y Requerimientos De Datos Para Los Procesos De
Maquilas.
IX
63
63
63
65
65
65
67
67
67
69
69
69
69
71
71
80
81
82
83
84
86
87
88
88
90
Um~elslddd Aut¿norw; Q3 (LCidenle SECCluN I.:!I tiLl U I H"A

6.3.10. Interfaces De Usuario
6.3.10.1 Recepción
6.3.10.1.1 Consulta órdenes de compra
6.3.10.1.2 Grabación órdenes de compra.
6.3.10.1.3 Generación del código de barras
6.3.10.2. INSPECCIÓN.
6.3.10.2.1 Consulta.
6.3.10.2.2. Liberación
6.3.10.2.3. Rechazo
6.3.10.3. Localización - Traslados.
6.3.10.3.1. Localización.
6.3.10.3.2. Traslados.
6.3.10.4. Entrega De Materiales A Producción
6.3.10.4.1. Consultar órdenes de producción.
6.3.10.4.2. Grabación (I-J).
6.3.10.5. Devoluciones
6.3.10.5.1. Generación de código de barras
6.3.10.5.2. Traslados
6.3.10.5.3. Rechazos.
6.3.10.6. Inventario
6.3.10.7. Requerimientos De Maquilas.
6.3.10.7.1. Consultar órdenes de planeación para elaboración de maquilas.
6.3.10.7.2. Traslado.
6.3 .11. Administrador
6.4. REDISTRIBUCION FISICA DE LA BODEGA DE MATERIAS
PRIMAS
6.4.1. Plano De La Distribución Actual de las áreas de almacenamiento y de
producción de la compañía manufacturera.
6.4.2. Plano de la Distribución Propuesta de las Areas de Almacenamiento y
Producción de la Compañía Manufacturera
6.5. ANALISIS DEL RECURSO HUMANO Y SUS FUNCIONES BAJO EL
SISTEMA DE CODIGO DE BARRAS
X
92
93
93
95
96
97
97
99
100
101
101
102
102
102
103
103
103
104
105
106
106
107
107
108
108
108
111
114

6.6
7.
DISTRIBUCION y ASIGNACION DE EQUIPOS
CONCLUSIONES
BIBLIOGRAFIA
XI
117
119
121

LISTA DE FIGURAS
Página
FIGURA 1. Recepción de Materiales 13
FIGURA 2. Aprobación de Materiales 14
FIGURA 3. Localización de Materiales 16
FIGURA 4. Requerimientos de Producción 16
FIGURA 5. Materiales en Consignación 17
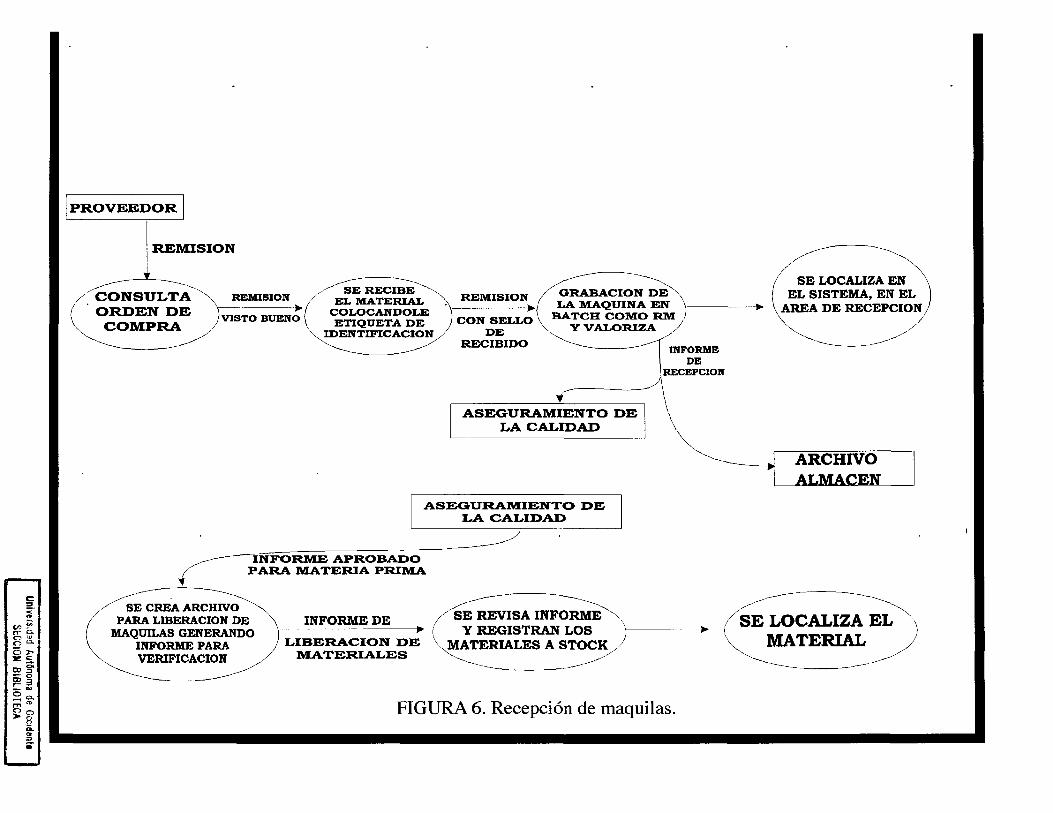
FIGURA 6. Recepción de Maquilas 19
FIGURA 7. Envío de Maquillas 19
FIGURA 8. Recepción de Materiales 26
FIGURA 9. Liberación de Materiales 26
FIGURA 10. Localización de Materiales 28
FIGURA 11. Pre-requisición de Producción en área de pre-pesaje 29
FIGURA 12. Pre-requisición de Producción 30
FIGURA 13. Requisición de Maquilas 33
XII

FIGURA 14. Total de Códigos Estadisticos Bodega de Materias Primas 46
FIGURA 15. Códigos Padres Estadisticos Bodega de Materias Primas 48
FIGURA 16. Recepción de Materiales 59
FIGURA 17. Inspección de Materiales 61
FIGURA 18. Localización de Materiales 63
FIGURA 19. Salida de Materiales a Producción 65
FIGURA 20. Devoluciones de Producción a bodega de Materias primas 67
FIGURA 21. Inventario físico 69
FIGURA 22. Maquilas 71
XIII

TABLA 1
TABLA 2
LISTA DE TABLAS
Total Códigos Estadísticos
Estadísticos de Códigos Padres
XIV
Página
45
47

RESUMEN
La Administración del área de materias primas es una actividad que empieza a cobrar importancia a
tal nivel, que se le debe brindar alta atención como a cualquier otra área dentro de la organización.
Por medio de la aplicación de diferentes técnicas y modelos, las empresas del sector manufacturero
manejan esta área de la manera máqs eficiente posible sin tener una estructura óptima o acorde con
las principales necesidades de la organización.
Dentro este gran proceso de Materia Primas se encuentran involucrados los siguientes subprocesos:
Recepción de Materiales, Localización, Control de Inventarios, Inspección y Requerimientos de
Producción entre otros.
Estos son la base para el desarrollo óptimo del gran proceso llevado a cabo en el área, el cual no se
cumple a satisfacción total debido a que están involucrados en grandes problemas como son:
Baja confiabilidad del inventario y pérdida de información debido a la gran cantidad de material y
excesos en la tramitología de documentos, confusión en la identificación de Localizaciones por
falta de especificaciones para el sistema de almacenaje, procedimientos no vérsatiles a causa del
sistema de información existente, métodos inadecuados de control en el manejo y movimientos de
materiales.
xv

En la búsqueda por suplir estos problemas se desarrollará la Reingeniería de Procesos involucrando
un Sistema de Información Integrado con la captura de datos
XVI

INTRODUCCION
El desarrollo en los últimos años del área de Administración de Materiales ha generado
variedad de técnicas, procedimientos e ideas para lograr el objetivo para el cual fue creada y
que no es otro que el correcto flujo de materiales e información en general para todos sus
clientes internos en cumplimiento de los procesos de Manufactura.
Es muy evidente durante todo el contexto de la administración de materiales el especial
desarrollo técnico alcanzado por el tema; ya se ha hablado y divulgado mucho sus avances
de automatización y sobre lo que va a pasar en el futuro. Esto ha contribuido a que se
tecnifique, se profesionalice y este muy de moda, actuar, y hablar de el manejo de
materiales.
Todo el cúmulo de información y documentación que esto genera, sumado a su divulgación,
está contribuyendo en gran parte a que estas áreas no sean consideradas como edificios
independientes de la fábrica donde se almacenan los materiales simplemente.
Estas áreas tienen ahora un entorno más amplio que cubrir para lograr una total
optimización de ellas como son:
El lugar de su ubicación , la puerta o puertas de comunicaciones, los muelles de
recibo y despacho de mercancía, la rapidez y exactitud de las informaciones, el

2
sistema interno de manejo, la reducción de los cuellos de botella, el tener un perfecto
control del inventario, la facturación y los pedidos, entre otros; todos estos han
cobrado una gran importancia, pues es cierto que antes se manejaban estos aspectos
desde la perspectiva de producir mucho, con bajo costo directo sin reparar en otras
áreas importantes quedando siempre ocultos en los gastos y costos.
La administración del área de Materias primas es una actividad que empieza a cobrar
importancia a tal nivel que se le debe brindar alta atención como cualquier otra área de la
Organización.
El futuro de esta administración no consiste en modificar o mejorar los procedimientos
actuales sino en la búsqueda de un cambio radical para competir en la evolutiva economía
global.
Para sobrevivir en el mundo moderno se requiere un vigoroso liderazgo, una intensa
concentración en los clientes y en sus necesidades.
La Reingeniería es uno de los instrumentos que las compañías deben poseer y saber utilizar
para adquirir aquellos requisitos previos del éxito; Reingeniería significa comenzar de
nuevo, realizar un cambio radical del sistema, abandonar procedimientos establecidos hace
mucho tiempo y examinar otra vez desprevenidamente el trabajo que se requiere para crear
el producto o servicio de una compañía y entregarle algo de valor al cliente.
La mayoría de las compañías en su afán por mejorar, se plantean interrogantes como: "
como podemos hacer más rápidamente lo que hacemos?" o " como podemos hacer mejor lo

3
que hacernos?" o "corno podernos hacer a menor costo lo que hacernos?" entre otras,
obteniendo pequeñas mejoras, agilidad y ganancia en sus operaciones.
Pero en realidad para lograr cambios y logros realmente visibles, la pregunta que deben
realizarce aquellas organizaciones que desean un cambio radical es " Por qué estarnos
haciendo esto?" lo que ayuda a descubrir que muchas tareas que realizaban los empleados
no tienen nada que ver con satisfacer las necesidades de los clientes, es decir crear un
producto de alta calidad, suministrarlo a un precio equitativo y prestar un servicio
excelente. Muchas tareas se ejecutan simplemente para satisfacer exigencias internas de la
propia organización de la empresa.
Entrarnos entonces en el área de Reingeniería de negocios, en este caso en el área de
materias primas de una empresa de manufactura, cuestión que no se puede llevar a efecto
con pasos pequeños y cautelosos, es todo o nada.
Es por eso que la aplicación de Reingeniería en el área de Materias Primas llevará a quien lo
aplique a su optimización y desarrollo con el fin no solo de mantener la posición en el
mercado sino competir con grandes bases en el desarrollo de la economía global y adquirir
ventajas competitivas que lo llevan al éxito empresarial.

1. PROBLEMA TI CA
Las Empresas manufactureras manejan gran variedad de materiales, en grandes volúmenes,
que a través de una serie de actividades, se procesan cantidades de información
aparentemente confiables que son utilizados por los clientes internos.
Por medio de la aplicación de diferentes técnicas y modelos, las empresas de este sector
manejan el área de materias primas en la forma más eficiente posible sin tener una
estructura óptima o acorde con las principales necesidades de la organización.
Dentro de este gran proceso de materias primas encontramos involucrados los siguientes
subprocesos a saber:
Recepción de materiales, localización de materiales, control de inventarios en consignación,
inspección de materiales, requerimiento de Producción etc.
Estos subprocesos vemos que son la base para el desarrollo óptimo del gran proceso llevado
a cabo en esta área, el cual no se cumple a satisfacción total debido a que nos vemos
involucrados en grandes problemas como son:

5
Baja confiabilidad del inventario debido a la cantidad de material y excesos de
trámites de documentación.
Pérdida de información debido al exceso de documentación y a la cantidad de
trámites por las que esta pasa para llegar al cliente final.
Localizaciones erradas por falta de identificación de las bodegas de almacenamiento.
Procedimientos no versátiles debido al sistema de información existente y a
procedimientos innecesarios que entorpecen la agilidad de la información.
No oportuna planeación en términos de espacio, equipo y crecimiento de la empresa.
Métodos inadecuados de control en el manejo y movimiento de materiales.
De acuerdo a esta situación actual aparentemente óptima en este tipo de organizaciones, los
procesos seguirán con su curso normal sin tener en cuenta los cambios externos que trae
consigo el desarrollo tecnológico, y que no podemos obviar ya que el mercado actual exige
ir a la par con el desarrollo empresarial, esquema que no se puede seguir si se continua con
un sistema tradicional en la administración de materiales. Además los problemas y
deficiencias anteriormente mencionados pueden llevar a la empresa a no aprovechar las
oportunidades que brinda el medio, ni las fortalezas con que cuenta la compañía, lo que no
permite desarrollar una estrategia que le garantice el éxito futuro, no crear un ambiente de
innovación y actividad que le permita a los miembros de la organización plantear
alternativas de acción de acuerdo con los acontecimientos.
La compañía manufacturera en la cual se va a realizar la Reingeniería de Procesos en el área
de materias primas, está catalogada como Multinacional.
A pesar de tener esta denominación cuenta con un sistema de manejo del área de materias
primas que no cumple con las necesidades y requerimientos del negocio en un 100 %, pues

6
como se describió anteriormente nos encontramos ante grandes problemas en el área de
materias primas de esta compañía, lo cual se traduce en una gran debilidad ante nuestra
competencia si no se toman los correctivos necesarios a mediano y largo plazo.

2. OBJETIVOS
2.1 OBJETIVO GENERAL
Aplicar la Reingeniería de Procesos en el área de materias primas de una empresa de
manufactura utilizando un sistema de información integrado.
2.2 OBJETIVOS ESPEOFICOS
Aumentar hasta en un 100% la confiabilidad del inventario.
Agilizar la captura de información reduciendo la labor manual de digitación,
disminuyendo tiempos entre procedimientos, evitando el exceso de documentación.
Actualización de niveles de inventario en tiempo real.
Automatizar por medio de código de barras la captura de información que pertenezca
a materias primas.
Estandarizar procesos.
Optimizar la ubicación y localización de materias primas.
Brindar la información necesaria con alta confiabilidad y rapidez a las diferentes áreas
de la organización.

3. DESCRIPOÓN DEL SISTEMA DE INFORMACIÓN INIOAL DE LA COMPAÑÍA
PARA EL MANEJO DE LA BODEGA DE MATERIAS PRIMAS (MPCS), SUS
VENTAJAS, DESVENTAJAS YLOS PROCESOS UTILIZADOS.
A Continuación una Descripción breve del proceso que se lleva a cabo en el área de
Materias Primas, la cual veremos más adelante detalladamente en los diagramas de proceso.
El proceso se inicia en la recepción de materiales con la verificación de la orden de compra,
la cual si no está abierta el material no se recibe; y si figura abierta en el sistema, se
comienza el proceso físico de recepción.
Una vez finalizado, se genera la etiqueta manual y se le coloca al material recibido,
ubicándolo en el área de retenidos para ser sometido a inspección por parte de
Aseguramiento de la Calidad.
Cuando el material es aprobado, el operario del montacargas es el encargado de llevarlo a
los racks de almacenamiento dándole entrada a inventario.
Cuando producción requiere materiales para fabricación de algún producto, elabora unas
pre-requisiciones y las entrega a los auxiliares de la bodega, quienes buscan el material y lo

9
pasan a las líneas para su consumo; una vez este proceso los auxiliares graban la
información en el sistema, afectando los inventarios.
Esta es la descripción del proceso a gros so modo, lo cual se detalla a continuación de
analizar el sistema de información actual que se maneja en la compañía.
3.1 MAPICS (Manufacturing Accounting and Production Information Control System).
Sistema que sirve para el manejo Logístico de la información de una compañía donde
intervienen todos los departamentos que afectan el proceso de manufactura, como son
Mercadeo, Planeación, Compras, Materias Primas, Producción y Producto Terminado.
Este Sistema de Información es una herramienta que ayuda en el manejo de los inventarios
con el objeto de reducir los stock de inventarios y a su vez permite la continuidad de los
procesos productivos logrando satisfacer al cliente.
Una aplicación de este sistema es mantener los balances de inventario continuos a través de
procesos de relativas transacciones como son Recepción, Consumos, Ajustes y Compras,
manteniendo un control de los costos los cuales sirven para la toma de decisiones en la alta
gerencia. Nos brinda además la historia de cada uno de los movimientos que han afectado el
inventario.
Debido al gran proceso de manufactura el sistema nos permite manejar el flujo de
información de los inventarios a través de transacciones que identifican cada uno de los
pasos que se deben seguir para optimizar la confiabilidad de inventario.
UniYers¡d~d Autónom¡¡ de O",ientl SECCION BIBLlOIlCA

10
Cada una de las operaciones que se realizan en el sistema requieren de la creación de un
archivo donde son grabadas con el fin de revisar y confrontar toda la información; luego son
registradas afectando directamente los inventarios de la organización.
El sistema requiere estar salvando constantemente (Save de MAPICS) los archivos que se
han grabado y registrado debido a que el Software no tiene la capacidad de almacenar la
cantidad de información que se maneja diariamente en la compañía; además, necesita de
una Restore para limpiar la memoria después del Save ampliando su capacidad.
3.1.1 Desventajas del Sistema Mapics. - No cuenta con Sistema de Localizaciones. El
sistema utilizado es el LLM, que es un programa adicional de localizaciones, el cual se debe
modificar manualmente para realizar movimientos de materiales; a demás no afecta el
inventario.
- El Sistema trabaja con Batch (Archivos) lo cual significa que la información ingresada
queda suspendida hasta no ser registrada, operación donde afecta el Inventario.
- Necesita Save de Mapics y Restore de Mapics.
El Save es el proceso de captura de toda la información en diskettes, por falta de capacidad
del sistema.
El Restore es el proceso de limpieza de la información salvada en el Save, para darle
nuevamente capacidad al sistema.

11
Estos dos procesos implican tiempos muertos para el personal que labora con este sistema
de información.
- El programa de compras (PUR) es adicional al sistema y en este se registran las ordenes de
compra a fin de generar un informe de recepción de todos los materiales recibidos.
3.1.2 Ventajas del Sistema Mapics. - No permite acumulación de documentos en los cierres
de mes.
-Permite registrar todos los movimientos de materiales que se generen durante el tiempo
que el sistema permanezca inhabilitado por efectos de cierres mensuales.
3.2 DESCRIPOON DETALLADA DE LA SITUACION ACTUAL EN CADA UNO DE
LOS PROCESOS DEL AREA.
Recepción de Materiales.
Inspección de Materiales.
Localización de Materiales.
Entrega de Materiales a Producción.
Manejo de Inventarios en consignación.
Proceso de Maquilas.

12
3.2.1 Recepción de Materiales Tiene como objetivo recepcionar todos los materiales que
ingresan a la compañía y así mismo actualizar el sistema con los datos de los materiales,
dando cumplimiento a las ordenes de compra previamente abiertas por planeación.
3.2.1.1 Debilidades: - Mercancía que llega sin remisión.
- Remisiones sin relacionar las Ordenes de Compra por el Proveedor.
- Materiales importados se reciben sin previo aviso.
- Incremento de trabajo en la labor de maquila al ingreso de datos al sistema al tener que
digitar una misma información para dos transacciones.

PROVEEDOR REMISION • ORDEN DE • CONSULTA)' REMISION SE RECEPCIONA EL
MATERIAL Y SE IDENTIFICA CON LA
ETIQUETA
REMISION CON
(
' CREAR INFORME DE
INSPECCION.
ASEGURAMIENTO MATERIAL DE LA CALIDAD
APROBADO
MATERIAL RECHAZADO
ELABORACION ~ \ INFORME DE
~'
• INFORME A PLANEACION
COMPRA CON VaDo SELLO DE RECIBIDO y FIRMADO SE VERIFICA Y SE
FlRl'tlA LO
!m
~ ~ l"'l
°1 ASEGURAMIENTO DE J ..... ~------I CALIDAD I
ARCHIVO ALMACEN SE LOCALIZA EL MATERIAL
•
SE GENERA INFORME DE INGRESO A
INVENTARIOS
INFORME AALMACEN
\ INFORME
) .. DE INGRESO
A COSTOS
AUTORIZACION PARA LA DEVOLUCION DEL MATERIAL
:;¡
INGRESA MATERIAL
A STOCK DE INVENTARIOS
ARCHIVO MATE:RIA PRIMA
~I ARCHIVO ~ COSTOS
I----..~~OR LA RECOGE O SELEENVIA
AGURA 1. Recepción de materiales

14
- Falta de consecutivo en los documentos de entrada.
- Escasez de estibas para almacenamiento.
- Demora en la aprobación de materiales recepcionados por parte de Aseguramiento de
Calidad.
- Falta de verificación de las cantidades recepcionadas.
- No colocación de etiquetas de identificación al ingreso de los materiales.
3.2.1.2 Fortalezas: - Se cuenta con el módulo de compras para consultarlas con agilidad.
- Información actualizada sobre el estado de las Ordenes de Compra.
3.2.2. Inspección de Materiales :Evaluación de las características y especificaciones de las
Materias Primas que ingresan a la compañía por parte de Aseguramiento de la Calidad y
para su aceptación o rechazo.
3.2.2.1. Debilidades: - Falta de espacio físico para los materiales en inspección.
- Demora en la inspección efectuada por Aseguramiento de la Calidad.
-Levantamiento de rechazos por parte de Aseguramiento de la Calidad.
-Los Materiales para análisis y muestreo de Aseguramiento de la Calidad no afectan el
Kardex.
3.2.2.2. Fortalezas: - No presenta fortalezas directas que mejoren el proceso de inventario.

AUXILIAR MATERIALES
INFORME DE RECEPCION
DE MATERIALES
INFORME DE RECEPCION CON ,
SELLO DE APROBADO ~
./~ ~ ~' ¡ETIQUET~ ~O~
~O INFORME DE
RECEPCION CON
ASEGURAMIENTO DE LA CALIDAD
REVIZAN EL MATERIAL QUE ESTE DEACUERDO
A LAS ESPECIFICACIONES
SE LE DA UN NUMERO DE LOTE. MATERIAL DE EMPAQUE:
5 UU ANO CONSECUTIVO
MATERIA PRIMA: 5 UU A-L ANO CONSECUTIVO MES
MAQUILAS Y PRODUCTO IMPORTADO: 5 ### L
ANO T:TOCADOR S,SAMPRA X,T.N. T CEPILLOS COPITOS Z, PROMOCIOIf TOCADOR
LLENA EN LA BITACORA. CONSECUTIVO INFORME DE
RECEPCION. CANTIDAD QUE LLEGO
MATERIAL - DESCRIPCION PROVEEDOR
FECHA DE INGRESO FECHA DE APROBADO
SELLO DE ~ ~b ~ ANALISIS DE CERTIFICADO RECHAZADO ~~ ~ OBSERVACIONES
/~ ~O '~ ~ / ¡ ETIQUETA I ~~.
INFORME CON APROBADO --
~-.r-¡ ET-IQ-UET--A--"1¡
MANEJO ESPECIAL
ACEPTADO
SE LLENA REPORTE DE
ESPECIFICACION
eTE~N_ID_O ________ ~ ETIQUETA Y SE
ESPERA DECISION
FIGURA 2. Aprobación de materiales.

15
3.2.3. Localización de Materiales: - Después del proceso de inspección al que son sometidos
los materiales y a su debida aprobación y rechazo son localizados en la áreas de
almacenamiento destinadas para ello; con el fin de tener una localización asignada en el
sistema.
3.2.3.1. Debilidades: - No se actualizan las trnnsfererciasde localización directamente.
- Pérdidas de documentos por parte de otros departamentos.
- En ocasiones producción utiliza Materia Prima sin la documentación exigida.
- Falta de espacio físico.
- Demora en la actualización de los datos en el sistema de localización debido a las
limitaciones de los procesos disponibles en el sistema.
3.2.3.2. Fortalezas: - Manejo de localización de materias primas en forma sistematizada.
- Permite controlar el FIFO, requerimiento exigido por la empresa.
- Rapidez en la entrega de los productos requeridas por producción.
- Facilita la confrontación de las cantidades físicas contra el kardex.
3.2.4. Entrega de Materiales a Producción: Producción genera una pre-requisición al área de
Materias Primas indicando las cantidades a consumir, las cuales son entregadas y
posteriormente grabadas en el sistema. En este proceso se deben actualizar los inventarios
de la compañía por medio del cual se determinan los consumos reales de materiales.

ETIQUETAS DE IDENTIFICACION
SEEVALUA DELAREADE RETENIDO A
LOS PASILLOS
RECEPCION DE MATERIALES
POR PARTE DE MATERIAS PRIMAS ASEGURAMIENTO DE
LA CALIDAD ETIQUETA DE - --=:; APROBACION
~----------------------------
OPERACION MONTACARGA
BITACORAA GRABACION DE DOCUMENTOS
LOCALIZACION EN EL RACK Y SE
REGISTRA EN LA BITACORA
FIGURA 3. Localización de materiales.
SE REGISTRA LA
INFORMACION EN EL SISTEMA

PRE-REQUlSICION DE MATERIALES CON PRODUCCION
PICKING LIST* ~
//
f ...... 1O-1UOQU.s •c •O .. t> .... O ..... C:1AD" ~ 'F1.~l>A.
SEPARA MATERIALES EN
LAS CANTIDADES REQUERIDAS
~
HOJA DE PROCESO PARA
PRE-PESAJE
~ I ASEG. DE LAl I CALIDAD I
--------, PRE-REQUlSICION
I ALMACEN I DILIGENCIADA"
GRABA CANTIDADES ENTREGADAS A
PRODUCCION EN ARCHIVO
PREREQUISICION DILIGENCIADA
PICKING LIST
PRE-REQUlSICION CON .. SELLO DE GRABADO
REGISTRA EL ARCHIVO
Y ACTUALIZA
,I~
FIGURA 4. Requerimientos de produccíon.
I P;~DU~CIONJ
ALMACEN
ASEGURAMIENTO DE LA CALIDAD
MODIFICA CANTIDADES Y
LOCALIZACIONES EN EL
SISTEMA
LISTADO I REGISTROS] REGISTRADO

17
3.2.4.1 Debilidades: - Cambio intempestivo de códigos en la estructura del producto a
manufacturar por parte de planeación.
- Existencias de pedidos manuales debido a urgencias en cambios de producción genera un
mayor margen de error que el generado por el sistema.
- Demora en la actualización del inventario debido a la capacidad de procesamiento del
sistema.
3.2.4.2. Fortalezas : -El consecutivo para las pre-requisiciones permite un control de los
pedidos generados.
3.2.5. Manejo de Materiales en Consignación: Son todos los materiales que ingresan
físicamente a la bodega, pero son propiedad de los proveedores hasta no consumirse o
cumplir un periodo previamente establecido de facturación.
3.2.5.1. Debilidades: - Exceso de actividades manuales debido a que el sistema no cuenta
con un proceso directo de recepción de materiales en consignación.
- Información incompleta en las remisiones de los proveedores.
- Deficiencia en el control de inventarios debido a falta de programación en los conteos
físicos de materiales en consignación.
3.2.5.2. Fortalezas: - Reporte de consumo sistematizado.
- Reducción de inventario de la compañía.

(
SE VERIFICA CANTIDADES Y DESCRIPCION. SE REALIZA LA
RECEPCION FISICA
MMI
PROVEEDOR
REALIZA UN \ ___ R_E_UT_SI_O_N-------'.~ DOCUMENTO MANUAL \ ___ M_.M_._I __ --.
DE MOVIMIENTO Jo
ALMACEN LO GRABA Y
LO REGISTRA EN EL SISTEMA SELLADA DE REC
SE INFORMA A PLANEACION PARA
CARTA DE DEVOLUCION
INTERNO (M.M.I)
MMICON SELLO DE
RECHAZADO
ASEG. DE LA CALIDAD
MMICON SELLO DE
APROBADO
MMICONEL SELLO DE
GRABADO Y REGISTRADO
MMI RECHAZADOS ALMACEN
"
PRE-REQUISICION
CON PICKlNG LIST *
ALMACENISTA SEPARA V
ENTREGA EL MATERIAL
PRE-REQUISICION
DILIGENCIADA
PRODUCCION
SE ORABA V
REGISTRA
LISTADO DE
CAlfTIDADEI!I REA DE INVENTARIO
S~~~~, ORDENES DE
COMPRA QUE SE VAN A FACTURAR
( REGISTRA INFORME ,· .. 4-------11 COSTOS ¡"INFORME
DE Jl'ACTURACloN
ALMACEN GRABA LAS
CANTIDADES CONSUMDAS V SE GENERA INFORME
DE FACTURACION
INFORME A ALMACEN
~ A LOS MATERIALES
DE LOS PROVEEDORES EN EL SISTEMA
* PICKING LIST:
ARCHIVO CONSIGNACION
Muestra las localizaciones donde se debe sacar el material.
FIGURA 5. Material en consignacíon.

18
3.2.6. Proceso de Maquilas: Proceso mediante el cual la compañía contrata los servicios de
terceros con el fin de realizar ensambles a productos cobijados por una orden de compra.
3.2.6.1. Debilidades: - El Sistema de información exige la creación previa de los códigos de
los productos en bodegas de terceros, afectando la confiabilidad del inventario debido a las
demoras en su actualización.
- Cambios físicos de los componentes en las estructuras de los productos a Maquilar, más no
en las estructuras del sistema de información.
- Mala programación de los consumos standard, lo cual genera faltan tes o sobrantes físicos.
- Deterioro del material por mal almacenamiento en las bodegas de maquiladores.
3.2.6.2. Fortalezas: En el manejo de este tipo de procesos, el sistema no presenta ninguna
fortaleza notoria o irremplazable en el área de Materias Primas.
3.3. RECURSO HUMANO DISPONIBLE EN EL AREA DE MATERIAS PRIMAS
- Recepción de Materiales:
Dos (2) personas encargadas de Recepción física, verificación de cantidades, elaboración y
colocación de las etiquetas de identificación, ubicación del material en área de retenidos
para inspección por parte de Aseguramiento de la Calidad y evacuación de materiales
aprobados hacia los pasillos para su almacenamiento.
c: ::> ~.
(f)~ "' O"'w ",a.
0)"Zl;;
Ill ó ;;5 r 3 o'" -.,0-,..,'" "'o >" n
a.. (lO :> ;-
IPROVEE~OR I
REMISION
/.CONSULTA
\ O~~:~~ ~
REMlSION
VISTO BUENO
SE RECIBE EL MATERIAL
COLOCANDOLE ETIQUETA DE
IDENTIFICACION
REMISION
• CON SELLO
DE RECIBIDO
GRABACION DE LA MAQUINA EN
BATCH COMO RM VVALORlZA /
INFORME DE
RECEPCION
\
SE LOCALIZA EN EL SISTEMA, EN EL
AREA DE RECEPCION
~~
I ASEGURAMIENTO DE I
LA CALIDAD
~--.¡ ARCHIVO ALMACEN
ASEGURAMIENTO DE LA CALIDAD
INFORME APROBADO PARA MATERIA PRIMA
SE CREA ARCHIVO PARA LmERACION DE
MAQUILAS GENERANDO INFORME PARA VERIFICACION
INFORME DE ( SE REVISA INFORME ~~~~~~-~ Y REGISTRAN LOS
LIBERACION DE \, MATERIALES A STOCK MATERIALES
\ . FIGURA 6. Recepción de maquilas.
/ SE LOCALIZA EL ) MATERIAL

Iiil= o -~~
~~ ~Da ~
ALMACEN CONSULTA LA
O .. DE COMPRA
PLANEACION
~
, GENERA ORDEN DE COMPRA
SE GENERA REQUlSICION y SE REGISTRA EN EL
SISTEMA
CARTA PORTE
SE VERIFICAN INVENTARIOS, SE
REVISAN COMPONENTES Y SE
SEPARAN MATERIALES CON PRE-REQUISICION
SE GENERA UN DOCUMENTO DE SALIDA PARA EL
TRANSPORTADOR
( ENVIO DE
MATERIAL A BODEGAS DE TERCEROS
'~ J /
FIGURA 7. Envio de maquilas.

20
Una persona recepciona en la bodega No.1 y la otra en la bodega No. 3
- Operarios de Montacargas:
Dos (2) operarios de montacargas (Uno en la bodega 1 y el otro en la bodega 3.), están
encargados de localizar en los racks de almacenamiento las mercancías que la persona de
recepción de materiales les coloca en los pasillos después de aprobadas por parte de
Aseguramiento de la Calidad.
Renunciación de materiales.
Pasar materiales a producción.
Organización general de la bodega.
- Auxiliares de Materiales:
Doce (12) es el número de personas que desempeñan este cargo, distribuidos de tal forma
que pueden atender los pedidos de la planta las 24 horas del día.
Il.ulul No. de personas Línea
1 (6:00 A 14:00) 1 Sanpro
1 1 Insumas
1 1 Tocador
1 2 Pre-pesaje
2 (14:00 A 22:00) 1 Sanpro
2 1 Insumas
2 1 Tocador
2 2 Pre-pesaje
3 (22:00 A 6:00) 2 Pre-pesaje y atención a las
otras líneas cuando hay

21
urgencias.
Sus funciones son:
Entrega de todos los materiales requeridos por el área de producción, dando cumplimiento
a los programas de Planeación.
Recibir y localizar todas las devoluciones de materiales realizadas por Producción
resultantes de sobrantes, una vez culminados los procesos de fabricación.
Realizar inventarios cíclicos previamente programados por el departamento de Costos.
Dan informe a inventarios solicitados por Planeación.
Mantienen organizada la bodega optimizando la confiabilidad del inventario.
Actualizan las localizaciones en el Sistema.
- Grabación de documentos:
Son dos personas encargadas de la grabación de las remisiones de todos los materiales que
ingresan a la bodega.
Liberan todos los documentos en el sistema una vez son aprobados los materiales por
Aseguramiento de la Calidad.

22
- Manejo de Materiales rechazados y Materiales en Consignación:
Hay una persona encargada de estos dos procesos; en el prirn:ro la I...o:alizacién de to.:ia; Ja;
matfriales rechazados por Aseguramiento de La calidad y envío de estos a sus proveedores
controlando los inventarios debido a que es de suma importancia ya que unos son rechazos
al ingreso a la bodega y otros son rechazos hechos en línea.
El segundo proceso es el manejo del inventario de los materiales en consignación, sobre los
cuales su función es controlar el inventario y correr el proceso de facturación el cual es
automático.
- Manejo de Maquilas:
Dos personas están actualmente manejando el proceso de maquilas en el cual se trabaja con
un listado en el cual planeación abre las ordenes. Estos señores se encargan de enviar los
materiales a las distintas bodegas de maquiladores, recogerlo cuando este listo y controlar
su inventario; para esto manejan el sistema de localizaciones de la bodega de
almacenamiento.
- Control de Inventarios:
Una persona trabaja en la parte de Control de Inventarios con las siguientes funciones:
Análisis y cuadre de Conteos físicos programados (Cíclicos).
Investigación y justificación de las principales causas de las inconsistencias presentadas en
los conteos.

4. DESCRIPCION y ANALISIS DEL FUNCIONAMIENTO DEL NUEVO SISTEMA DE
INFORMAOON BPCS, SUS VENTAJAS, DESVENTAJAS Y LOS PROCESO
UTILIZADOS.
De acuerdo a las desventajas mostradas en el sistema inicial que tenía la Organización, se
vio la necesidad del cambio de sistema.
4.1. BPCS (Business Planing and Control System)
Es un sistema direccionado hacia las necesidades de manufactura y distribución de la
empresa (Incluyendo Procesos Industriales, procesos de Sistemas, Contabilidad, Finanzas,
Distribución, Almacenamiento, Ventas, Mercadeo y Logística en general).
El Módulo de Logística que nos compete, incluye Inventarios, Planeación, Distribución,
Compras y procesamiento de ordenes para clientes.
Este es un Módulo que permite una concisa información para el control y planeación de
negocios en el proceso de Inventarios de Materias Primas; provee además unas
herramientas para los procesos de la bodega donde se incluyen archivos de información,
equipos, manejo del espacio, optimización del personal e información a tiempo. Todo esto

24
con el fin de minimizar costos, maximizar la productividad del material reduciendo el ciclo
de mantenimiento del inventario.
Un Sistema Central de este tipo o similar es la base que se necesita para realizar la
Reingeniería de Procesos en la bodega de Materias Primas mediante la elaboración del
diseño del Sistema de Código de Barras para la optimización del área.
4.1.1. Desventajas: - El cierre permite acumulación de documentos debido a que se hacen
pedidos manuales de materiales, pues se debe esperar a que otros departamentos efectúen
su cierre.
- El sistema permite al personal de producción modificar los inventarios con las
devoluciones que efectúan.
4.1.2. Ventajas: - Guarda historia de las operaciones que se realizan durante un año.
- El sistema de Inventario se maneja a través de localizaciones.
- En una localización del Sistema se pueden localizar "n" materiales.
- Los códigos de los materiales se abren una sola vez en el sistema.
- Se controla el FIFO de los materiales directamente.

25
4.2. DESCRIPOÓN DE LOS PROCESOS UTILIZADOS EN EL NUEVO SISTEMA DE
INFORMACIÓN BPCS.
4.2.1. Recepción de Materiales :Tiene como objetivo recepcionar todos los materiales que
ingresan a la compañía y así mismo actualizar el sistema con los datos de los materiales,
dando cumplimiento a las ordenes de compra previamente abiertas por planeación.
4.2.1.1. Desventajas: -El sistema no muestra las ordenes de compra una vez cumplidas.
-Puede presentar hasta 999 líneas por una orden de compra.
4.2.1.2. Ventajas :-Si no hay orden de compra abierta no se puede recibir el material.
-Presenta gran agilidad en los procesos.
-Tiene la opción de doble pantallazo, se pueden consultar dos transacciones diferentes a la
vez.
4.2.2. Inspección de Materiales: Evaluación de las características y especificaciones de las
Materias Primas que ingresan a la compañía por parte de Aseguramiento de la Calidad y
para su aceptación o rechazo.
4.2.2.1. Desventajas: -No cuenta con sistema para la consulta y liberación de los materiales,
esta es realizada por el almacén de materiales.

PROVEEDOR
REMISION
MATERIALES
!
MATERIALES
VERIFICA CON EL No. DE ORDEN
DE COMPRA
SI
SE RECIBE FISICAMENTE y SE GENERA
ETIQUETA
SE GRABA EL MATERIAL
RECIBIDO A INSPECCION
RESUMAN PARA EL CONSECUTIVO
SE INGRESAN A INVENTARIO
LOCALIZA EL MATERIAL
NO
ASEGURAMIENTO CALIDAD
USTADOPOR CADA REMISION
~ APROBADo/
/ SI
NO
COLOCA ETIQUETA DE APROBADO
FIGURA 8. Recepcion de materiales.

AUXILIAR DE MATERIALES
RECEPCION DE MATERIALES
INFORME DE RECHAZADO
/
APROBADO
~
I ETIQUETA IV
INFORME DE RECEPCION ACEPTADO
ASEGURAMIENTO DE CALIDAD
REVIZANEL MATERIAL QUE
ESTE DE ACUERDO ALAS
ESPECIFICACIONES
,
,
RETENIDO ETIQUETA Y
ESPERA DECISION
APROBADO MANEJO ESPECIAL
FIGURA 9. Liberación de aseguramiento de la calidad.

27
4.2.2.2. Fortalezas:-El sistema muestra los materiales rechazados en inspección, lo que no
sucedía con el sistema anterior.
4.2.3. Localización de Materiales: - Después del proceso de inspección al que son sometidos
los materiales y a su debida aprobación y rechazo son localizados en la áreas de
almacenamiento destinadas para ello; con el fin de tener una localización asignada en el
sistema.
4.2.3.1. Desventajas: -Permite localizar material de igual código y de diferente lote en una
misma localización.
4.2.3.2. Fortalezas: -No deja localizar materiales sin haber pasado por la localización LOC 1
(liberación de inspección a almacén).
-Controla el PIFO por medio del número de lote.
-Aumentó la confiabilidad del sistema de localizaciones.
4.2.4. Entrega de Materiales a Producción: Producción genera una pre-requisición al área de
Materias Primas indicando las cantidades a consumir, las cuales son entregadas y
posteriormente grabadas en el sistema. En este proceso se deben actualizar los inventarios
de la compañía por medio del cual se determinan los consumos reales de materiales.

AREADE RECEPCION
MATERIAL
NO
SE DEVUELVE AL
PROVEEDOR
SI
OPERARIO MONTACARGA
RECOGE EL MATERIAL ANOTA EN LA BITACORA
LA DESCRIPCION, CANTIDAD, # DE LOTE
Y CODIGO
LOCALIZA EN ESPERA VACIO
APUNTA EN FORMATO DE
LOCALIZACION POSICION, # DE LOTE,
DESCRIPCION, CANTIDAD Y CODIGO
GRABACION DE DOCUMENTOS
ACTUALIZACION DEL SISTEMA DE LOCALIZACION
FIGURA 10. Localización de materiales

PRODUCCION
PRE-REQUISICION
SE ENTREGA MATERIALES CON
HOJA DE PROCESO ~ ALAREADE
PREPARACION
AUXILIAR MATERIAS PRIMAS
BUSCA EL MATERIAL EN LOCALIZACION PARA PREPASAJE
/~
1 SE
SEPARAN MATERIALES
SE LLENA HOJA DE PROCESO
SE LLENA LA PREREQUISICION INGRESAN DATOS
AL SISTEMA
SE REALIZAN TRANSACCIONES
DE SALIDA DE INVENTARIOS
SE GENERA LISTADO EN EL
QUE SE VERIFICAN LOS MOVIMIENTOS
CONTROL DE CALIDAD
SUMINITRO HOJA DE PROCESO
~/~
FIGURA 11. Requisición de produccion en el área de prepesaje.

PRODUCCION AUXILIAR DE MATERIAS PRIMAS
BUSCAN EL __ ---p. .. MATERIAL EN
l/LA LOCALIZACION
PRE- l-----/ REQUISICION
SE ENTREGAN MATERIALES
A PRODUCCION
SE SEPARA EL MATERIAL
SE LLENA LA PRE-REQUISICION INGRESAN DATOS
AL SISTEMA
,
REALIZA TRANSACCION DE SALIDA DE .INVENT ARIOS
1 LISTADO PARA VERIFICACION
DE MOVIMIENTOS
FIGURA 12. Requisiciones de producción.
Universidad AI1t6noma de Occidente SECCION BIBLIOTECA

31
6.2.4.1. Desventajas
-Las pre-requisiciones de producción dejan solicitar materiales que aún no han ingresado a
inventario.
-Las pre-requisiciones no presenta un consecutivo.
6.2.4.2. Fortalezas
-El Picking list muestra las cantidades que han sido entregadas a producción y las
cantidades pendientes.
-Alta confiabilidad del inventario ya que se manejan los materiales.
4.2.5. Manejo de Materiales en Consignación: Son todos los materiales que ingresan
físicamente a nuestra bodega, pero son propiedad de los proveedores hasta no consumirse o
cumplir un periodo previamente establecido de facturación.
4.2.5.1. Desventajas: -Los traslados físicos de localizaciones se realizan manualmente.
4.2.5.2. Fortalezas: -El sistema trabaja en línea y los materiales se consumen directamente
contra bodega de consignación; realizando los ajustes y traslados cada cierre
4.2.6. Proceso de Maquilas: Proceso mediante el cual la compañía contrata los servicios de
terceros con el fin de realizar ensambles a productos cobijados por una orden de compra.

32
4.2.6.1. Desventajas: -Problemas en el enlace de las ordenes de manufactura con las ordenes
de maquilas.
-Permite despachar materiales por parciales.
4.2.6.2. Fortalezas: -El listado muestra el saldo pendiente del material enviado.
-No permite dar ingreso a los materiales si no regresan las cantidades completas de las
bodegas maquiladoras.

PLANEADOR
GENERA ORDENES DE COMPRA YDE
MANUFACTURA
VERIFICA Y 10 CORRIGE LA ORDEN DE MANUFACTURA
NO
AUXILIAR DE ALMACEN
LISTA ORDENES MAQUILAS ~
3 Di: ril
~ ril
VERIFICA ORDENES /:1 COMPLETA (CONSUMOS, O
LOCALIZACIONES,
~ CODIGO, INVENTARIOS, ETC)
ril
SI~ SEPARA y CARGA
MATERIALES.
t
GRABA DOCUMENTO Y
ARCHIVA
RECEPCIONISTAS
VERIFICA ORDEN DE
COMPRA
SI~
RECIBE Y VERIFICA MATERIAL
1 INGRESA A INVENTARIOS
Y DESCUENTA MATERIALES USADOS EN MAQUILA
NO
PROVEEDOR
RECIBE MATERIALES
CONSUME MATERIALES
DEVUELVE AL PROVEEDOR
FIGURA 13. Requerimientos de maquilas.

5. ANALISIS y ESTADISTICAS DE LOS INCONVENIENTES Y PROBLEMAS QUE
PRESENTA EL PROCESO ACTUAL DE LA BODEGA CON EL NUEVO SISTEMA
(BPCS).
El nuevo sistema no presentó la confiabilidad esperada, por esto el siguiente es un análisis
estadístico de la ocurrencia de unos eventos (problemas)codificados previamente debido a
su continua repetición y que afectan el proceso de Materias Primas en cuanto a manejo y
control de inventarios.
A continuación entonces encontraremos:
-Codificación de Problemas ~ Códigos Padres
Códigos hijos
-Análisis de estadísticas
-Gráficos Resumen
Como se pudo observar la mayoría de los problemas son causados por falta de unos
procedimientos y mecanismos estrictos que obliguen a los usuarios a su cumplimiento sin
posibilidad de ocurrencia de sucesos que lleven a los grandes errores en los procesos.

BODEGA DE MATERIAS PRIMAS CODIFICACIÓN DE PROBLEMAS
CODIGO PROBLEMA
10 Problemas de las Materias Primas en el área de Recepción. 11 Materiales no identificados. 12 Materiales mal remisionados. 13 La cantidad remisionada no corresponde a la cantidad física. 14 Codificaci6n errada en el momento de la recepción. 15 Pérdida de remisiones. 16 No grabaci6n de los materiales que ingresan a la bodega. 17 Material que llega averiado o dañados en el transporte. 18 Material recibido sin orden de compra o remisi6n, (Autorizado por Planeación.) 19 Mercancía que llega con mucho tiempo de anticipaci6n a la fecha de la O.C.
20 Problemas originados por Aseguramiento de la Calidad. 21 Demora en la aprobaci6n de los Materiales. 22 Materiales rechazados luegos de estar aprobados y localizados. 23 Materiales aprobados que luego se rechazan.
30 Problemas de Localización. 31 Material sin etiqueta de localización. 32 Material mal localizado. 33 Demora en la actualizaci6n de localizaciones.
40 Documentos extraviados en el área de Producción. 41 Pérdida de requisiciones. 42 Pérdida de picking listo
50 Producción no sigue Jos procedimientos como deben ser. 51 Toma de Materiales de la Bodega sin autorizaci6n. 52 Pedidos urgentes sin documento. 53 Pedidos urgentes con documento. (Cambio en la programaci6n del Gannt). 54 Se generan pedidos antes de Materias Primas realizar la transacci6n J. 55 Realizan hasta 3 pedidos o más del mismo material para un solo programa. 56 Realizan pedidos por cantidades exageradas, depues deben hacer devoluciones.
60 Demora en el trámite de documentos para Jos materiales rechazados.
70 Demora en el registro de transacciones por parte de Costos.
80 No conCl8bilidad en el Inventario de Maquilas. 81 El consumo con respecto a la estructura no es el real. 82 Ejecuci6n de ordenes no abiertas. 83 Demora por parte de maquiladores en efectuar las devoluciones. 84 Utilizaci6n de materiales de una orden en otra diferente, autoriza Planeaci6n. 85 Se incluyen en las ordenes componentes que no pertenecen a las estructuras.
90 Devoluciones de Producción. 91 Devoluciones de materiales sin documento. 92 Devoluciones mal identificadas. 93 Devoluci6n de Materiales en documentos y que no existen físicamente. 94 Devoluciones físicas y sin documento. 95 Devoluciones que no corresponden al material relacionado. 96 Devoluciones que la cantida física no corresponde a la relacionada.
100 Problemas con el Sistema Bpcs

Código Problema
12 12 12 12 12 12 12 12 12 12 12 12 12 12 13 13 13 13 13 13 13 13 13 13 13 13 13 13 13 13 13 13 13 13 13 13 16 17 17 17 17 17 17 17
BODEGA DE MATERIAS PRIMAS ESTADíSTICAS DE PROBLEMAS
Código M~rcancía Cantidad Proveedor Material Fecha Tumo Nal. , Imp.
M 9200070 10-Jan-95 1 x I 21004 M 9223654 01-Apr-95 1 x 36500 M 9202547 10-Jan-95 1 x ¡ 21000 M 9200070 25-Apr-95 1 x , 65412 M 9200145 10-Jan-95 1 x , 25000 , M 9200070 10-Jan-95 1 x : 21004 M 9200045 01-Mar-95 1 x 12000 M 9254720 20-Feb-95 1 x , 12548 ,
M 9200070 10-Jan-95 1 x : 26541 MC 40792 21-Feb-95 unico x 10000 MC 40792 26-Mar-95 unico x 25000 MT 9200070 10-Jan-95 1 x 95000 PK 9233365 10-Jan-95 1 x 45200 VP 9200070 10-Jan-95 1 x ! 32540
9216307 28-Mar-95 2 x , 56325 A 9102102 22-Feb-95 unico x 94 A 9102102 22-Feb-95 unico x 40 B Varios 30-Mar-95 unico : X 19 C 9163021 28-Mar-95 2
, 87415 x
CM 9125462 27-Mar-95 2 x : 89 F EM06909 28-Feb-95 1 x 54120 F EM06909 28-Feb-95 1 x : 15570 H 9100811 30-Mar-95 unico , X 25 H 9121401 28-Mar-95 2
, 562 x I
PK 9165138 30-Mar-95 2 x : 26600 :
PK 912541 23-Mar-95 1 x 5400 PK 9201179 28-Mar-95 2 x : 8700 PK 9161533 03-Apr-95 1 x : 16800 PK 9236525 28-Mar-95 2 x I 25410 PK 9152301 03-Apr-95 1 x 14000 PK 9236587 28-Mar-95 2 x , 1254 SA 9120001 28-Mar-95 2 x 15487 SP 9256980 28-Mar-95 2 x , 45555 VP 9214501 28-Mar-95 2 x 45896 VP 9125847 28-Mar-95 2 x 45211
VPK 9254871 28-Mar-95 2 x , 78954 B 9100720 22-Mar-95 unico X 25000
9165138 30-Mar-95 2 x 63400 AL 9254789 26-Jan-95 1 x 11360 B 9100745 06-Jan-95 3 x 200000
CAN 9161533 03-Apr-95 1 x 30800 HyR 9100745 01-Mar-95 3 x , 200000 HyR 9254102 09-Apr-95 2 x i 200000 MUL 9145874 01-Mar-95 3 x 200000
Unidad
Un Un Un Kg Un De Un
De De
Un Ton. Ton. Cajas
Un Bultos
Kg Un
Un Un Un Un Un Un Un Un Un Un Un Gr
Gr
Un

17 PK 9236978 02-Jan-95 1 : x 11360 Gr 17 PK 9100737 20-Mar-95 1 x 11360 De 17 PK 9100500 03-Apr-95 1 x 6720 De 17 PK 9165133 30-Mar-95 2 x : 63400 De 17 PK 9161533 03-Apr-95 unico x : 30800 De 17 PK 9161533 03-Apr-95 1 x i 30800 De 17 PK 9124587 18-Jun-95 unico x ! 30800 De 17 PK 9122254 30-Mar-95 2 x 63400 Un 17 PK 9100737 26-Jan-95 1 x 11360 Un 17 PK 9161533 03-Apr-95 1 x 30800 Un 17 SC 9100745 16-Feb-95 3 x 200000 17 SC 9103895 29-Jan-95 1 , x 11360 Gr 18 IMP 9202302 28-Feb-95 1 x 2400 18 OF Do-62 09-Mar-95 unico x 343824 18 PC DO-50 09-Mar-95 unico x 400 Lb 18 PK 07-Mar-95 unico x i 11200 Un 18 PK 9102365 12-Jan-95 x , 8963 Un 18 PK 9236521 01-Mar-95 , x 8125 Un 18 PK 9214589 15-Apr-95 x I 5478 Un , 18 PK 10-Mar-95 unico x , 5 Un 18 PK 9201456 12-Jan-95 x i 5656 Un 18 PK 9236545 12-Jan-95 x , 8100 Un , 18 PK 9200290 12-Jan-95 x I 1000 Gr 18 T 9104007 31-Mar-95 unico X 1376 M2 18 T 9104008 31-Mar-95 unico X , 2424 M2 19 BDF 9247898 01-Mar-95 1 x x 45000 19 C 9125789 25-Jan-95 3 x 25000 Gr 19 CN 9125200 01-Mar-95 1 x x 45000 19 HD 9160107 21-Feb-95 2 : 100000 Gr 19 IFF 9200003 20-Feb-95 2 x 30000 Gr 19 MT 9104007 01-Mar-95 1 x x 45000 19 P 9104007 01-Mar-95 1 I x 520000 19 PK 9214563 25-Jan-95 3 x 25000 Gr 19 PK 9211123 25-Jan-95 2 x 25000 Gr 19 PK 925471 23-Mar-95 1 x 8535112 19 PK 9125789 25-Jan-95 unico x 25000 Gr 19 SA 9253652 21-Jan-95 unico x i 100000 Gr 19 T 9236987 20-Feb-95 1 x , 56200 19 T 9256541 01-Mar-95 1 x , x 45000 ,
19 VP 9254687 23-Feb-95 unico x : 100000 Gr 19 VPK 9125489 21-Feb-95 2 100000 Gr 21 C.C. 915003 23-Mar-95 unico x 35000 Un 21 C.C. 926002 23-Mar-95 unico x 35000 Un 21 C.C. 9120098 15-Apr-95 1 x 1500 Gr 21 C.C. 9150014 11-Mar-95 1 x 1500 Gr 21 C.C. 9120035 02-Feb-95 1 x 1500 Gr 21 C.C. 9240012 03-Mar-95 1 x 1500 Gr 21 C.C. 9250041 25-Jan-95 unico x
, i 35000 Un
22 C.C. 9236999 03-Mar-95 2 x , 32000 Un 22 C.C. 9222200 01-Mar-95 2 i x 78000 Un 22 C.C. 9100005 25-Mar-95 2 x
, 65000 Un ,

22 CoCo 9100024 25-Apr-95 2 x 14521 Un 22 CoCo 9122251 06-Apr-95 2 x 52130 De 22 CoCo 9254125 06-Jan-95 2 x 12000 22 CoCo 9200024 02-Apr-95 2 x 45000 22 CoCo 9254120 06-Jan-95 2 x I 23100 De 22 CoCo 9244458 09-Mar-95 2 I x 12000 I
22 CoCo 9122221 28-Jan-95 2 x : 12541 22 CoCo 9200024 03-Apr-95 2 x : 14500 22 CoCo 9178544 19-Jan-95 2 x : 74001 Un 23 CoCo 9105982 20-Jan-95 1 x 1236 Un 23 CoCo 9144478 07-Jan-95 1 x 2541 Un 23 CoCo 9105982 20-Jan-95 1 x : 5400 Un 23 CoCo 9144478 07-Jan-95 1 x i 1148 31 MP 9144450 07-Jan-95 2 x ! 6200 Kg 31 MP 9122201 02-Apr-95 1 x 23000 Gr 31 MP 9200049 16-Mar-95 2 x 5255 Un 31 MP 9236544 20-Jan-95 2 x 14500 Un 31 MP 9200049 16-Mar-95 2 x I 4500 Un 31 MP 9104007 01-Mar-95 1 x 520000 Un 31 MP 9233365 09-Mar-95 2 x 25000 Un 31 MP 9125200 01-Mar-95 1 x I x 45000 I
31 MP 9254687 23-Feb-95 unico x ; 100000 Gr 31 MP 9236987 20-Feb-95 1
I 56200 x ,
31 MP 9200049 16-Mar-95 2 x I 1008 31 MP 10-Mar-95 unico x 5 Un 31 MP 9214563 25-Jan-95 3 x i 25000 Gr 31 MP 9211123 25-Jan-95 2 x , 25000 Gr 31 MP 9236521 01-Mar-95 x 8125 Un 31 MP 07-Mar-95 unico x 11200 Un 32 MP 9244475 02-Feb-95 1 x 100 ton 32 MP 9200087 23-Mar-95 2 x I 1800 Un 32 MP 9200005 11-Mar-95 unico x 5400 Un 32 MP 9100025 16-Mar-95 2 x I 2500 Un 32 MP 9152543 25-Jan-95 2 x I 3650 Un : 32 MP 9254125 15-Apr-95 1 : x 4500 Un 32 MP 9200036 18-Mar-95 1 x I 3600 Un I
32 MP 9200049 20-Feb-95 2 x 1008 Un 32 MP 9211120 23-Mar-95 2 x 2500 Un 32 MP 9255541 03-Mar-95 2 x : 1236 Un 32 MP 9100025 16-Mar-95 unico x I 1000 Un 32 MP 9211145 03-Mar-95 2 x I 1236 Un
I
32 MP 9200036 18-Mar-95 2 x : 25000 Un 32 MP 9200049 20-Feb-95 2 x I 1008 Un 32 MP 9211120 23-Mar-95 2 x 2500 Un 32 MP 9233300 23-Mar-95 2 x 1800 Un 32 MP 9233300 11-Mar-95 2 x 5400 Un 32 MP 9200049 02-Feb-95 2 x I 6500 Un 32 MP 9254125 25-Jan-95 2 x 3650 De 32 MP 9254125 15-Apr-95 2 x 4500 De 41 PN 9201355 18-Jan-95 1 x 30000 41 PN 9201354 18-Jan-94 1 x 30336

41 PN 9201270 18-Jan-95 1 x 96984 41 PN 9214563 25-Jan-95 3 x 25000 Gr 41 PN 9236521 01-Mar-95 1 x 8125 Un 41 PN 9211123 25-Jan-95 2 x , 25000 Gr 41 PN 9125200 01-Mar-95 1 x x 45000 41 PN 9200049 16-Mar-95 2 x 1008 51 PN 9200752 18-Jan-95 1 x ; 5103 Gr 51 PN 9200025 14-Jan-95 2 x 2000 Kg 51 PN 9100901 20-Jan-95 1 x 4 Lts 51 PN 9200061 29-Mar-95 1 x 16776 51 PN 9200038 29-Mar-95 2 x 1 7000 51 PN 9200035 29-Mar-95 2 x ! 17000 51 PN 9200037 29-Mar-95 2 x 7000 51 PN 9100901 04-Mar-95 2
, !
51 PN 9201175 02-Mar-95 2 x 15604 51 PN 9201166 02-Mar-95 2 I 9000 x 51 PN 9201165 09-Mar-95 1 x I 1450 51 PN 9200981 30-Mar-95 2 x 20000 52 PLy PN 9200093 11-Mar-95 1 x 1700 52 PLy PN 9200096 11-Mar-95 1
, 1111 Un x !
52 PLy PN 9200097 11-Mar-95 1 x 240 Oc 52 PLy PN 9200094 11-Mar-94 1 x 1512 Oc 52 PLy PN 9200023 11-Mar-95 1 X ! 1204 52 PLy PN 9200221 19-Jan-95 1 x : 3000 52 PLy PN 9200027 11-Mar-95 1 x 1 230 Hm 52 PLy PN 9200701 11-Mar-95 1 x 5856 M 52 PLy PN 9200422 11-Mar-95 1 x 7802 M 52 PLy PN 9200025 11-Mar-95 1 x : 1288 53 PLy PN 9201166 02-Mar-95 2 x 7098 53 PLy PN 9201175 02-Mar-95 2 x 150 Oc 53 PLy PN 9201166 02-Mar-95 2 x 9000 53 PLy PN 9201165 09-Mar-95 1 x I 1450 Kg 53 PLy PN 9200038 29-Mar-95 2 x 1 7000 Un 53 PL_y_ PN 9200037 29-Mar-95 2 x 7 Ton 53 PLy PN 9200035 29-Mar-95 2 x : 17000 Un 53 PLy PN 9200061 29-Mar-95 1 x 16776 M 53 PLy PN 9200036 29-Mar-95 2 x 1 16663 Gr 53 PLy PN 9258526 02-Mar-95 2 x : 6651 53 PLy PN 9200981 30-Mar-95 2 x ; 20000 Un 53 PLy PN 9200039 09-Mar-95 1 x I 3324 I
53 PLy PN 9200038 09-Mar-95 1 x 3549 Un 53 PLy PN 9258151 02-Mar-95 2 x 13824 53 PLy PN 9104008 21-Feb-95 1
, 600 Hm x i
53 PLy PN 9104009 21-Feb-95 1 x 600 Un 53 PLy PN 9200004 09-Mar-95 1 I 8000 Un 53 PLy PN 9201192 09-Mar-95 1 x I 6000 Un 53 PLy PN 9200222 09-Mar-95 1 x 1 2016 Un 53 PLy PN 9200567 02-Mar-95 2 x 24544 Un 53 PLy PN 9201300 02-Mar-95 2 x 8112 Un 53 PLy PN 9200568 02-Mar-95 2 x 1 250 Oc 54 PN pedidos 23-Jan-95 1 x ¡

55 PN 9100108 16-Jan-95 1 x 55 PN 20 Items 18-Jan-95 1 x 85 PL 20 Items 18-Jan-95 1 x 85 PL 9206976 07-Jan-95 2 x 500 Kg 85 PL 9122201 23-Jan-95 1 x 85 PL 9100108 16-Jan-95 1 x 85 PL 9233302 29-Mar-95 2 x i 16000 Un 91 PN 9200034 13-Jan-95 2 x i 960 Un 91 PN 9200270 24-Jan-95 1 x , 2450 Un 91 PN 9200047 24-Jan-95 1 x 1 524 Un 91 PN 9200958 15-Jan-95 2 x 1089 Un 91 PN 9200044 06-Mar-95 1 x 1113 Un 91 PN 9200039 07-Mar-95 3 x , 468 !
91 PN 9200721 20-Jan-95 2 x i 26645 91 PN 9200752 20-Jan-95 2 x 1 11360 Un 91 PN 9200981 15-Jan-95 2 1800 91 PN 9200979 15-Jan-95 2 x 10204 91 PN 9200988 15-Jan-95 2 x 500 91 PN 9200987 15-Jan-95 2 x : 1865 91 PN 920754V 20-Jan-95 2 x 300 De 91 PN 9100102 26-Jan-95 1 : 4200 Gr 91 PN 9200071 24-Jan-95 1 1 x 8700 Un 91 PN 9201220 03-Mar-95 3 x 312 Hm 91 PN 9122201 02-Apr-95 1 x 1 23000 Gr 91 PN 9201354 13-Jan-95 2 x 22000 91 PN 9200037 19-Feb-95 3 x i 4356 91 PN 9200939 15-Jan-94 2 x 1230 91 PN 9200986 15-Jan-95 2 x 1400 91 PN 9200980 15-Jan-95 2 x 4971 91 PN 9100162 26-Jan-95 1 1 6500 Gr I
91 PN 9200756 24-Jan-95 1 x I 300 Un I
91 PN 9201179 15-Jan-95 2 x 1700 91 PN 9200950 19-Feb-95 3 x 9000 91 PN 9201354 15-Jan-95 2 x 6480 Un 91 PN 9200037 19-Feb-95 3 x ! 972 M 91 PN 9200416 15-Jan-94 2 x 900 Un 91 PN 9200048 24-Jan-95 1 x 988 91 PN 9254687 23-Feb-95 unico x ¡ 100000 Gr ¡
91 PN 9233365 09-Mar-95 2 i x 25000 Un 91 PN 9200014 23-Mar-95 2 x 3600 91 PN 9100005 25-Mar-95 2 x ¡ 65000 Un 91 PN 9222200 01-Mar-95 unico 1 x 78000 M 91 PN 9236999 03-Mar-95 2 x 32000 Un 91 PN 9178544 19-Jan-95 2 x ! 74001 91 PN 9104007 01-Mar-95 1 i x 520000 Un 91 PN 9232124 30-Mar-95 2 x 7560 91 PN 9100024 25-Apr-95 2 x 14521 Un 91 PN 9232124 30-Mar-95 2 x 4536 91 PN 9201327 23-Mar-95 2 x 1 51 91 PN 9232125 05-Apr-95 1 x 4536 91 PN 9200951 19-Feb-95 3 x 7356

91 PN 9200038 07-Mar-95 3 x 550 Kg 91 PN 9122221 28-Jan-95 2 x , 12541 Un 91 PN 9200004 23-Mar-95 unico I x 4800 91 PN 9244458 09-Mar-95 2 x 12000 Un 91 PN 9211123 25-Jan-95 2 x , 25000 Gr 91 PN 9200024 02-Apr-95 2 x
, 1000 Gr 91 PN 9236987 20-Feb-95 1 x : 600 De 91 PN 10-Mar-95 unico x 5 Un 91 PN 07-Mar-95 unico x 11200 Un 91 PN 9236521 01-Mar-95 ¡ x 8125 Un 91 PN 9125200 01-Mar-95 1 x x 45000 Un 91 PN 9144478 07-Jan-95 1 x 1148 91 PN 9200049 16-Mar-95 2 x 1008 91 PN 9105982 20-Jan-95 1 x 5400 91 PN 9214563 25-Jan-95 3 x 25000 Gr 91 PN 9105982 20-Jan-95 1 x I 1236 Un 91 PN 9144478 07-Jan-95 1 x : 5 Ton 93 PN 9214563 25-Jan-95 3 x 25000 Gr 93 PN 9105982 20-Jan-95 1 x 150 93 PN 9200037 19-Jan-95 2 x 724 93 PN 9200049 16-Mar-95 2 x i 2500 I
93 PN 9244458 09-Mar-95 2 x 12000 Un 93 PN 9144478 07-Jan-95 1 x 200 93 PN 9144478 07-Jan-95 1 x : 0.5 Ton 93 PN 9200024 02-Apr-95 2 x 1000 Gr 93 PN 9105982 20-Jan-95 1 x 432 Un 94 PN 9200035 10-Mar-95 3 x 1800 Kg 94 PN 9200039 10-Mar-95 3 x , 1380 Un :
94 PN 9200003 10-Mar-95 3 , x 14000 94 PN 9200049 10-Mar-95 3 x , 312 De 94 PN 9200034 10-Mar-92 3 x 576 M 94 PN 9200038 10-Mar-94 3 : x 3231 Un 94 PN 9200002 10-Mar-95 3 I 1728 94 PN 9200048 10-Mar-95 3 I x 4350 94 PN 9201326 23-Mar-95 2 x 840 94 PN 9232125 05-Apr-95 1 x I 4536 94 PN 9201327 23-Mar-95 2 x
, 51
94 PN 9200004 23-Mar-95 2 , x 4800 94 PN 9200014 23-Mar-95 2 : x 3600 94 PN 9232124 30-Mar-95 2 x I 7560 94 PN 9232124 30-Mar-95 2 x I 4536 95 9200032 19-Jan-95 2 x ! 3816 95 9200727 19-Jan-95 2 x i 27977 , 95 9200880 19-Jan-95 2 x : 3120 95 PN 9200269 20-Jan-95 2 x i 2450 95 PN 9232124 30-Mar-95 2 x i 4536 , 95 PN 9232124 30-Mar-95 2 x 7560 95 PN 9200014 23-Mar-95 2 x 3600 95 PN 9200004 23-Mar-95 unico x 4800 95 PN 9178544 19-Jan-95 2 x 74001 95 PN 9100005 25-Mar-95 2 x I 65000 Un ¡
I Universidad Aut6noma de Occidente J SECCION BIBLIOTECA

95 PN 9236999 03-Mar-95 2 x 32000 Un 95 PN 9122221 28-Jan-95 2 x , 12541 Un , 95 PN 9100024 25-Apr-95 2 x 14521 Un 95 PN 9244458 09-Mar-95 2 x 12000 Un 95 PN 9200024 02-Apr-95 2 x 1000 Gr 95 PN 9232125 05-Apr-95 1 x 4536 95 PN 9201327 23-Mar-95 2 x 51 95 PN 9222200 01-Mar-95 unico x 78000 Un 95 PN 9200951 19-Feb-95 3 x ! 7356 95 PN 9100108 16-Jan-95 1 x , 95 PN 9200758 20-Jan-95 2 x 26645 95 PN 9200038 07-Mar-95 3 x I 550 Kg 95 PN 9200756 20-Jan-95 2 x 300 Hm 95 PN 9200749 20-Jan-95 2 x : 11360 95 PN 9200036 29-Mar-95 2 x 16663 Gr 95 PN pedidos 23-Jan-95 1 x 95 PN 9200038 19-Jan-95 2 x f 988 95 PN 9100108 16-Jan-95 1 x i
95 PN 9206976 07-Jan-95 2 x : 500 Kg 95 PN 9233302 29-Mar-95 2 x I 16000 Un 95 PN 9122201 23-Jan-95 1 x 95 PN 20 Items 18-Jan-95 1 x , 95 PN 20 Items 18-Jan-95 1 x i
I
96 PN 9105982 20-Jan-95 1 x 150 96 PN 9200939 15-Jan-94 2 x ; 1230 96 PN 9200049 16-Mar-95 2 x 2500 96 PN 9214563 25-Jan-95 3 x I 25000 Gr 96 PN 9144478 07-Jan-95 1 x 200 96 PN 9200024 02-Apr-95 2 x 1000 Gr 96 PN 9105982 20-Jan-95 1 x f 432 Un 96 PN 9144478 07-Jan-95 1 x 0.5 Ton 96 PN 9244458 09-Mar-95 2 I x 12000 Un 96 PN 9201354 13-Jan-95 2 x 22000 96 PN 9200037 19-Feb-95 3 x : 4356 96 PN 9232124 30-Mar-95 2 x 4536 96 PN 9200037 19-Jan-95 2 x 724 96 PN 9200048 10-Mar-95 3 x 4350 96 PN 9232124 30-Mar-95 2 x , 7560 I
96 PN 9200039 10-Mar-95 3 x : 1380 96 PN 9200980 15-Jan-95 2 x 4971 96 PN 9200034 10-Mar-92 3 x ! 576 96 PN 9200049 10-Mar-95 3 x 312 96 PN 9200035 10-Mar-95 3 i x 1800 96 PN 9200002 10-Mar-95 3 1728 96 PN 9200038 10-Mar-94 3 , x 3231 96 PN 9200014 23-Mar-95 2 x 3600 96 PN 9201326 23-Mar-95 2 x : 840 96 PN 9232125 05-Apr-95 1 x 4536 96 PN 9201327 23-Mar-95 2 x 51 96 PN 9200004 23-Mar-95 2 : x 4800 96 PN 9200986 15-Jan-95 2 x 1400

96 PN 9200833 19-Feb-95 3 x I 2829 I
96 PN 9100102 26-Jan-95 1 1 4200 Gr 96 PN 9100162 26-Jan-95 1 : 6500 Gr 96 PN 9200980 13-Jan-95 2 x ! 200 De 96 PN 9200034 06-Mar-95 1 x 476 96 PN 9200057 11-Mar-95 3 x ¡ 1139 I
96 PN 9200835 17-Jan-95 2 x 19361 Un 96 PN 9200028 18-Jan-95 2 x i 1075 Kg 96 PN 9200986 17-Jan-95 2 x : 2800 96 PN 9201179 19-Jan-95 2 x 1700 96 PN 9200037 13-Jan-95 2 x I 5281 96 PN 9200010 06-Mar-95 1 I x 1383 I
96 PN 9200032 18-Jan-95 2 x ! 3336 96 PN 9200046 06-Mar-95 1 x 236 96 PN 9200987 17-Jan-95 2 x I 1850 96 PN 9201376 11-Jan-95 2 x 2322 96 PN 9200037 19-Feb-95 3 x 972 M 96 PN 9201179 15-Jan-95 2 x 1700 96 PN 9200880 18-Jan-95 2 x 4632 96 PN 9200950 19-Feb-95 3 x i 9000 96 PN 9201354 15-Jan-95 2 x I 6480 96 PN 9200037 19-Feb-95 3 x 972 96 PN 9200416 15-Jan-94 2 x ¡ 900 96 PN 9201226 19-Feb-95 3 x 15000 96 PN 9200037 19-Feb-95 3 x 2829 96 PN 9200705 19-Jan-95 2 x 7512 96 PN 9201205 19-Feb-95 3 x : 7356 96 PN 923115 19-Feb-95 3 x 650 Hm 96 PN 9200727 19-Jan-95 2 x 1 27977 96 PN 9200027 13-Jan-95 2 x 3684 96 PN 9200003 10-Mar-95 3 x 14000 100 BPCS 9200153 11/01/95 Unico x 9200 Un 100 MP 15332 05/01/95 Unico x 2380 Lt 100 PN 9200657 05/01/95 Unico 4853 Un 100 PN 9200659 Unico 211 Un 100 MP 24037 03/02/95 1 x 593 100 BPCS 9105978 03/02/95 Unico x 887 Hm 100 BPCS 9258104 09/02/95 Unico x 18000 Un 100 BPCS 9258121 09/02/95 2 x 21188 Un 100 MP 9200112 10/02/95 Unico x 51637 100 MP 9200001 13/02/95 Unico x 4394 100 BPCS 150812 20/02/95 2 x 4100 Lt 100 BPCS 33121 22/02/95 2 x 3900 De 100 PL 9200504 23/02/95 Unico x 20700 Un 100 MP 9100330 23/02/95 Unico x 29400 100 PL EM00201 24/02/95 Unico x 38244 100 MP PM00152 24/02/95 1 x 6024 100 PL ZZZ0586 06/03/95 Unico x 33000 100 PN EM06001 08/03/95 Unico 4 Lotes 100 MP 9100406 24/02/95 1 100 PN 9200433 28/02/95 Unico x

100 BPCS EM00502 22/02/95 Unico x 4920 100 BPCS 9207327 28/02/95 1 x 1281 100 BPCS ZZZ0501 28/02/95 1 x 754 100 BPCS 9160105 02/03/95 1 x 30624 100 BPCS 9100416 02/03/95 Unico x 1962 100 BPCS EMOOO01 08/03/95 Unico x 485 100 PL 9200428 13/03/95 Unico x 92500 100 BPCS 9206524 16/03/95 Unico x 3360 100 PN ZZZ0156 21/03/95 Unico x 16200 100 BPCS 9201191 30/03/95 Unico x 9000 100 BPCS 03/04/95 2 x 13200

TABLA 1. Total Códigos Estadísticos
~QI:!~ EB¡;Q!,!I;;~QIA °1. EBI;Q, f. AC!.lm. O/q f, e&!.Im.
91 61 14,81% 61 14,81% 96 59 14,32% 120 29,13% 95 33 8,01% 153 37,14%
100 31 7,52% 184 44,66% 13 22 5,34% 206 50,00% 53 22 5,34% 228 55,34% 32 20 4,85% 248 60,19% 17 19 4,61% 267 64,81% 19 16 3,88% 283 68,69% 31 16 3,88% 299 72,57% 94 15 3,64% 314 76,21% 12 14 3,40% 328 79,61% 18 13 3,16% 341 82,77% 51 12 2,91% 353 85,68% 22 12 2,91% 365 88,59% 52 10 2,43% 375 91,02% 93 9 2,18% 384 93,20% 41 8 1,94% 392 95,15% 21 7 1,70% 399 96,84% 85 5 1,21% 404 98,06% 23 4 0,97% 408 99,03% 55 2 0,49% 410 99,51% 16 1 0,24% 411 99,76% 54 1 0124% 412 100100%
412 100,00%

70
60
50
ro .(3 40 c:
1(1) :J ()
~ 30 LL
20
10
o
----r- - -; -f -.- -~- - - t - , -- ;.-
- - . ~ ---,. --- .. - - --. - --1-
- ~- --- - - _i- __ T -~ ~j --
-t--
1~
91 96 95 100 13 53 32 17 19 31 94 12 18 51 22 52 93 41 21 85 23 55 16 54
L_ Codificación
FIGURA 14. Total Códigos Estadísticos - Bodega de Materias Primas
-------1
I
I

TABLA 2. Estadísticas de Códigos Padres
CQQI~ frecuencia % EBEQ. f. Acum. olÍ F. ACUM
90 177 43,07% 177 43,07% 10 84 20,44% 261 63,50% 50 47 11,44% 308 74,94% 30 36 8,76% 344 83,70%
100 31 7,54% 375 91,24% 20 23 5,60% 398 96,84% 40 8 1,95% 406 98,78% 80 5 1,22% 411 100,00% 60 ° 0,00% 411 100,00% 70 O 0,00% 411 1001°°%
411 100,00%

200
180 177
~ - -
160 -" - ;
140
« 120 ü z ~ 100 Ü w o:::: IJ... 80 +~
60
40 36
~ ------f
23 20 ,
$
O 90 10 50 30 100 20 40 80 60 70
CODIFICACiÓN
__ 1
FIGURA 15. Estadísticas de Códigos Padres - Bodega de Materias Primas

6. REINGENIERÍA
Por los problemas anteriores se ve la necesidad de crear un sistema que evite estos
inconvenientes, participando en la reducción de costos y de tiempos de operación.
Es por eso que entraremos ahora en el proceso de Reingenieria a esta área de Materias
Primas, tomando como base la responsabilidad principal que es recibir, almacenar y
entregar materiales como insumo a los procesos productivos de la empresa; utilizando los
recursos de la cadena de abastecimiento de una manera efectiva en cuanto a Costo, Servicio
y Calidad.
Pues como vimos, se inicia una metodología de procesos regidos por un nuevo Sistema de
Información (Bpcs) ; el cual nos lleva obligatoriamente a una reestructuración general de la
bodega de Materias Primas en cuanto a distribución física, definición de procesos, análisis
del recurso humano y definición de equipos a utilizar en la codificación y en el intercambio
electrónico de documentos.
Todo esto bajo el concepto del término "Logística", que es el proceso de gerenciar el
movimiento y el almacenamiento de materiales, componentes y productos terminados
desde los proveedores, a través de la Empresa y hasta los clientes. Es por eso que bajo este

50
concepto el proceso de Pre-pesaje de materiales que realiza actualmente el personal de la
bodega, debe quedar bajo la responsabilidad y el control del área de producción, ya que
deben ser ellos los encargados de realizar estas funciones; y la bodega únicamente la
encargada de la distribución y entrega de los materiales bajo el concepto de Logística.
Además con base en las estadísticas que vimos, confirmamos que los procesos del área no
están funcionando óptimamente y es por eso que aprovecharemos el sistema de información
bajo el código de barras para entrar en el gran proceso de Reingeniería en busca de la
optimización del área.
6.1. ANALISIS DE LOS RECURSOS DEL SISTEMA DE CODIGO DE BARRAS A
UTILIZAR Y SUS BENEFICIOS PARA EL PROCESO DE MATERIAS PRIMAS.
Uno de los más importantes logros de la tecnología alrededor de todo el mundo es el uso
del Código de Barras para la captura sistemática de datos. Esto es impulsado por la
necesidad de recolectar datos en forma segura y oportuna por la industria, transporte,
comercio y el manejo de inventarios.
Los Códigos de Barras han ganado una gran aceptación como uno de los medios más
seguros y prácticos para implementar la captura automática de datos impresos. Además
pueden ser incorporados desde la recepción de materiales, en el proceso de producción
hasta el consumidor final.

51
6.1.1. Qué es el Código de Barras ? El Código de Barras es una tecnología de captura
automática de información que permite identificar productos y servicios, cualquiera que sea
su origen o destino, mediante un código numérico y/o alfabético, el cual se presenta
gráficamente con un símbolo rectangular compuesto de barras y espacios paralelos, que
permiten la lectura automática de la información. Un escáner de pistola, plano o de lápiz,
realiza la lectura que, sin ningún tipo de error identifica el producto. El sistema EAN es un
sistema de codificación estándar que identifica de manera única y no ambigua cada
referencia de tal manera que nunca existirán dos códigos iguales en todo el mundo, así
como no existen dos huellas digitales iguales. Este sistema facilita la identificación de
atributos o características variables que presenten los productos y constituye un elemento
fundamental para utilizar eficientemente el Intercambio Electrónico de Documentos, EDI.
El EAN es común para empresarios de más de 60 países y entre otros aspectos facilita
operaciones de comercio exterior. Este sistema beneficia a industriales y comerciantes
mayoristas y detallistas, pues mejora los procesos productivos y logísticos, agiliza la
operación de registro y cobro, facilita las negociaciones en la medida que se conocen las
ventas por unidad de cada producto, optimiza el manejo de inventarios, elimina el
etiquetado de la mercancía, reduce la posibilidad de faltantes y mejora el servicio' al cliente.
6.1.2. Sistema de Codificación y análisis de los recursos del Sistema de Código de Barras
a utilizar y sus beneficios para el Proceso. Se utilizará el código de barras EAN
128(Llamado identificadores de Aplicación) , que es manejado como un código de
identificación de aplicación y es usado para definir datos en códigos de barras. Está
formado por un prefijo de dos a cuatro dígitos que identifica la aplicación, seguido por una

52
cadena de caracteres números ó alfanuméricos que puede tener cualquier longitud hasta
máximo treinta caracteres que identifica el contenido de la información.
Este es un sistema estándar de numeración de artículos no significativo. Se usa para
identificar las unidades que se están comercializando y no para clasificar o llevar
información sobre ellas. La información acerca de los productos es grabada y almacenada
por los usuarios en sus archivos de productos y consultada por medio del código del
artículo. Este es un medio lógico y eficiente dado que evita que los códigos se obstruyan, se
desordenen o confundan con una buena cantidad de información que puede ser pertinente a
un usuario particular y además permite que los cambios en las necesidades de información
y clasificación puedan desarrollarse sin ningún inconveniente.
Otra de las ventajas de los identificadores de aplicación es que pueden combinarse
efectivamente formando un solo código de barras y además ya existe disponible una lista
de los identificadores de aplicación estándar.
Para nuestro caso utilizaremos los prefijos 91 y 92 para materia prima y material de
empaque.
6.1.3 Beneficios del Sistema de Codificación.
- Reconocimiento internacional.
- Simplificación del procesamiento de datos.
- Mejoramiento de la precisión y la velocidad.
- Reducción de los costos administrativos.
-Ningún otro sistema ofrece la asignación de códigos únicos a nivel físico y funcional.

53
-Ahorro de costos de transmisión y espacio de almacenamiento de datos.
- Procesamiento automático de la información.
- Su uso permite a las redes dirigir los mensajes EDI con precisión a los destinatarios.
- Proveen una identificación única eficiente y no ambigua de todos los que intervienen en la
transacción.

54
6.1.4. DEFINICIÓN DE EQUIPOS A UTILIZAR:
1.- Terminales portátiles: en los cuales se almacenan todos los datos referentes al manejo
de inventarios de un turno y luego se transfieren al Micro por medio de una interface
óptica ó por medio de un puerto.
Tiene los siguientes inconvenientes:
- Es un procedimiento en Batch
- Riesgo de pérdida de información de ocho horas.
- Los conectores ópticos se dañan en un lapso de tiempo corto.
2.- Terminales portátiles con Radio Frecuencia:
Se tienen terminales portátiles, que tienen integrado el scanner, pantalla y teclado en un solo
equipo y en el momento de que es generado el dato es grabado en el micro sin riesgo de
pérdida de información en el capturador. El equipo de radio frecuencia consta de :
TRANSCEIVER para aumento de la señal de radio frecuencia,
BRIDGE para realizar el cambio de radio frecuencia a señal RS232.
El equipo portátil elegido fue un Láser Radio Terminal LRT 3800.
Con las siguientes Características:
- Escaneo, decodificación, entrada de datos por teclado y radio frecuencia en un solo equipo
de manera compacta y ligero de peso.
- Arquitectura de 16 bit
- 640 KB de memoria RAM.
- 8 líneas de 20 caracteres.

CIM
\ PROYECTO: CAPTURA DE DATOS EN M.P Y~Tl
AS 400 c:J SOFTWARE ~-- ----------
DESARROLLO PROPIO/SISA
D r-------...
HARDWARE r
SYMBOL
D CQQcq gggg a bClD __
O fflj
OBOO oBB
, Opcion 1

("ll,1
G---- - --- ---- -- ----- --- -----~------------------------- ~
PROYECTO: CAPTURA DE DATOS EN M.P Y P.T -~---------_.- ---------- ---. ----- ----_. -- .---._----- --------------------------- ---_._~.---
AS 400
~~
SYMBOL PORTATIL
E:J ~~~~.
BRIDGE
~-~------ ---td----HARDWARE
~--------
SYMBOL
Opción 2
1- "1 TRANSCEIVER
BASE D E CARGA E IDENTIFICACION DE FRECUENCIA
f/
56
6.1.5. BENEFIOOS DEL EQUIPO: Ofrece la más simple, segura y efectiva aproximación a
la identificación de objetos por el uso de maquinas lectoras.
Baja susceptibilidad a los errores en la entrada de datos debido a que tienen intrínsecos
dígitos de verificación que previenen la entrada de lecturas incorrectas, minimizando la
posibilidad de errores.
La velocidad, prontitud y efectividad en relación al sistema manual justifica los costos.
Presenta gran seguridad en los datos ingresados.
Información a tiempo para mejor administración de los recursos, inventarios, etc.
- El costo beneficio es mas alto
- Fácil de programar.
- Alto desarrollo en la Comunicación con Radio Frecuencia y transferencia de datos desde el
computador directamente al operador y con la seguridad de que no exista equivocación de
digitación.
- Rápido de instalar la red de comunicación.
- Reduce los periodos de fatigación del Scanner.
6.2 DISEÑO LOGICO
6.2.1 Recepción De Materias Primas.
6.2.1.1 Diagrama de flujo.
Ver Figura No. 16.
6.2.1.2 Descripción de procesos. - Verificación Orden de compra (1): A través de la
terminal portátil se verifica que la orden de compra este abierta y que la cantidad de

57
materiales especificada en la remisión se encuentre entre el margen de aceptación (lO % por
encima o por debajo de la cantidad establecida en la orden de compra).
- Recepción física (2): Se constata que la cantidad de materiales especificada en la remisión,
es exactamente igual a la cantidad física, y se ubica cada material en la estiba
correspondiente.
- Grabación LRT(3): Se graba la remisión a través de la terminal portátil introduciendo la
cantidad de materiales recibidos y la localización de estos, área de inspección.
- Generación de códigos de barras (4): En el momento en que la remisión es grabada, se
generan los códigos de barras para cada estiba necesaria en el almacenamiento de los
materiales recibidos.
- Marcación de materiales (5): Se marcan las estibas con el correspondiente código de
barras generado anteriormente. Cabe anotar que en este momento se especificará el número
de lote por remisión, el cual posteriormente será aprobado en el control de calidad

59
• Ubicación en área de inspección (6): Se localiza cada estiba con los materiales recibidos
en el área de inspección.
6.2.2 Inspección De Materiales
6.2.2.1 Diagrama de flujo.
Ver Figura No. 17.
6.2.2.2 Descripción de procesos:· Consulta de remisiones grabadas (1): A través de la LRT
se consultan las remisiones grabadas en recepción, para identificar los materiales a los
cuales se les debe realizar el control de calidad.
• Grabación en LRT (2): Se saca una muestra de los materiales recibidos, para su
correspondiente análisis, con el fin de establecer el estado del material (rechazado o
aceptado), y aprobar la entrada de los materiales a inventario.
Dependiendo del análisis realizado en control de calidad, se desarrollan las siguientes
transacciones en la LRT:
- Se afecta inventario con la cantidad de materiales liberados (aceptados ).
- Se liberan del sistema los materiales rechazados.
• Marcación (3): Se marcan los materiales aprobados, rechazados o cuarentena en la
correspondiente etiqueta.
------.-_ .. _---_ ... Uni~ersldó1 AuHinCfl'3 ;~ (,wJenle
SE.GCIUN BltlLlUl ECA

Proyecto: Captura de datos en Materias Primas Proceso: Recepción de Materiales
PROVEEDOR RECEPCION
Remisión .. 1 ,..
Verificación .... ~"""Remisión orden de compra
LRT Rechazada
Ü'
2
Recepción Física
,,. 3
Grabación LRT
" 4
Generación 1-. código de barras
FIGURA 16 Recepción de Materiales
INSPECCION
-J~
5
Marcación materiales
,r 6
Ubicación en área de
inspección

61
- Localización en LOe 1 (4): Después de que los materiales han sido aprobados en
inspección, estos quedan localizados en LOe 1 para su posterior localización física.
- Localización rechazados (5): Si los materiales poseen la etiqueta de rechazo estos son
localizados temporalmente en el Rack de rechazos hasta que se realice la devolución física al
proveedor
6.2.3 Localización De Materiales
6.2.3.1 Diagrama de flujo.
Ver Figura No. 18.
6.2.3.2 Descripción de procesos: - Localización en LOel aprobados (1): Los materiales
aprobados son colocados en los pasillos para su posterior localización física
- Grabación localización LRT (2): A través de la terminal se captura y se graba la
información involucrada en el traslado de materiales de LOe 1 a una localización especifica
en el rack.
- Localización física (3): Se ubican físicamente los materiales de los pasillos, en las áreas de
almacenamiento correspondientes.

Proyecto: Captura de datos en Materias Primas Proceso: Inspección de Materiales
RECEPCION
" 4
Localización LOC 1
FIGURA 17
Aprobado
INSPECCION
1
Consulta de remISIOneS grabadas
2
Grabación de aprobados o rechazados
enLRT
3
Marcación en etiqueta
Inspección de Materiales
Rechazado
5
Localización rechazos

63
- Grabación de localización (4): Una vez está ubicada la mercancía se captura con la LRT la
localización donde esta quedó ubicada.
6.2.4 Traslados Internos. Este proceso es similar al de Localización de materiales. Lo único
que varia es que el traslado se realiza entre dos localizaciones de los racks de la bodega.
6.2.5 Salidas De Materiales A Producción.
6.2.5.1 Diagrama de flujo
Ver Figura No. 19.
6.2.5.2 Descripción de procesos: - Elaboración de Ordenes (1): Producción elabora las pre
requisiciones de materiales.
- Consulta ordenes de producción (2): A través de la LRT se consultan las órdenes de
producción para identificar las localizaciones de los materiales necesarios para la
elaboración de un determinado producto, teniendo en cuenta la antigüedad de los mimos
(picking list)o
- Localización física y grabación en la LRT (3): Con base en la consulta realizada
anteriormente, se localizan y se separan los materiales físicamente. Adicionalmente se
introducen en la LRT, los datos involucrados en los traslados de los materiales en cuestión,
de la bodega de materias primas a la bodega de producción.

Proyecto: Captura de datos en Materias Primas Proceso: Localización de Materiales
INSPECCION
1
Localización en Código de barras
LOC 1 (Aprobados)
FIGURA 18 Localización de Materiales
BODEGA Operarios Montacarga
2
lo. Grabación LRT .....
~,
3
Localización Física en
Racks
'U'
4
Grabación de Localización en
LRT

65
- Entrega de materiales (4): Después de que se han localizado los materiales y se ha grabado
la información involucrada en el traslado de los mismos, estos son entregados físicamente a
producción.
- Recibe materiales (5): Producción recibe los materiales necesarios para la elaboración de
un producto.
6.2.6 Devoluciones De Producción A Bodega De Materias Primas.
6.2.6.1 Diagrama de flujo.
Ver Figura No. 18.
6.2.6.2 Descripción de procesos. - Materiales devueltos y/o materiales rechazados (1):
Producción realiza devolución física de los materiales y graba previamente la información
en el sistema; si es rechazo entrega el material físico y el informe de rechazos por anomalías
encontradas, los cuales son posteriormente utilizados para realizar el descargue de los
materiales de inventario.
- Consulta de devoluciones por LRT (2): En la terminal portátil se consulta las devoluciones
realizadas por producción, para determinar las localizaciones que almacenen materiales
del mismo lote que los devueltos para su futura ubicación. En el caso de rechazos, los
materiales son siempre ubicados en el rack de rechazos.

Proyecto: Captura de datos en Materias Primas Proceso: Salida de materiales a producción
PRODUCCION
1
Elaboración Requisición en LRT
de orden
5
Recibe ..oIIIL .... Materiales
... .....
AUXILIAR DE MATERIAS
PRIMAS
2
Consulta de ordenes de Pn en
LRT
.,,. 3
Localización Física y
Grabación LRT
."
4
Entrega de Materiales
FIGURA 19 Salida de Materiales a Producción

67
- Localización e ingreso a inventario (3): Después de haber identificado la localización a
través de la consulta realizada anteriormente, se determina la ubicación física de los
materiales devueltos y se graba la información involucrada en el traslado de bodegas
(producción a materias primas) a través de la LRT.
- Devolución al proveedor (4): Se devuelven físicamente los productos rechazados al
proveedor, entregando la carta porte correspondiente
6.2.7. Inventarios.
6.2.7.1 Diagrama de flujo.
Ver Figura No. 20.
6.2.7.2 Descripción de procesos. - Establecimiento del material a inventariar (1):
Dependiendo de la programación establecida por Costos para realizar inventarios cíclicos o
en el caso de que se desee realizar un conteo local, se determina el material a inventariar y
.la ruta a seguir para realizar el conteo, en la LRT. Cabe anotar que esta información es
suministrada por el Sistema central BPCS.
- Conteo físico y grabación (2): Independientemente del tipo de conteo a realizar (cíclico o
local), se recorre la bodega contando los materiales encontrados en cada localización y se
introduce la cantidad especificada en la terminal.

Proyecto: Captura de datos en Materias Primas Proceso: Devoluciones de Producción a Bodega de Materias Primas
PRODUCCION AUXILIAR DE
MATERIAS PRIMAS
AUXILIAR RECHAZOS
1
Materiales devueltos
1
Materiales Rechazados
FIGURA 20
2
Consulta l--------.¡ devoluciones
Informe de rechazo
LRT
Informe de rechazo
Devolución por rechazo?
NO
3
Localización e mgreso a inventario
LRT
SI
4
Devolución al proveedor
Devoluciones de Producción a Bodegas de Materias Primas

Proyecto: Captura de datos en Materias Primas Proceso: Inventario Físico
FIGURA 21
AUXILIAR DE MATERIAS
PRIMAS
1
Establecimiento del material a
inventariar
" 2
Conteo Físico y grabación enLRT
Inventario Físico

69
6.2.8 Materiales En Consignación. Los procedimientos que se realizan para manipular los
materiales de la bodega de consignación no varían con respecto a los utilizados en la bodega
de materias primas.
6.2.9 Requerimientos De Maquilas.
6.2.9.1 Diagrama de flujo.
Ver figura No. 22.
6.2.9.2 Descripción de procesos. - Consulta órdenes de maquilas (1): A través de la LRT, se
consultan las órdenes de maquilas establecidas por planeación, para identificar las
localizaciones de los materiales necesarios para la elaboración de la maquila o producto
padre, teniendo en cuenta la antigüedad de los mismos (picking list).
- Ubicación de materiales y grabación (2): Con base en la consulta realizada anteriormente,
se localizan los materiales físicamente. Adicionalmente se introducen en la LRT, los datos
involucrados en los traslados de los materiales en cuestión, de la bodega de materias primas
a la bodega del maquilador.
- Separación de materiales y entrega física (3): Después de haber realizado el traslado de
bodegas, se separan físicamente los materiales, y se entregan al proveedor previendo la
capacidad de transporte. Después de que se ha especificado

Proyecto: Captura de datos en Materias Primas Proceso: Maquilas
AUXILIAR DE ALMACEN
1
Consulta ordenes de maquilas
LRT (Picking List)
2
Ubicación de materiales y grabación
3
Separación de materiales y
entrega física
FIGURA 22
PROVEEDOR
4 Carta \-----------1
Porte ~ Recibir Material y
Producción de maquilas
Remisión Remisión
5
Envio de maquila
-
Maquilas
RECEPCION INSPECCION
6
r---l~~ Recepción de materiales
7
Listado por rerrnsión
Inspección de materiales
Uni~ersidad Aut6nom3 'a Occidente SECCION BI6LIOTECA

71
la cantidad de materiales a maquilar se elabora la carta porte para ser entregada al
proveedor.
- Recibir material y producción de maquilas (4): El proveedor recibe los materiales de
bodega 1 y elabora la correspondiente maquila. Adicionalmente se genera la remisión para
entregar las maquilas elaboradas.
- Envío de Maquila (5): Una vez procesada la maquila es enviada por el proveedor.
- Recepción de maquilas (6): Las maquilas son recibidas en la bodega, continuando con el
proceso normal de recepción de materiales. (8.2.1)
- Inspección de materiales (7): Las maquilas pasan por cada procedimiento de inspección.
(8.2.2).
6.2.10. Identificación De Entidades Y Servicios.
6.2.10.1. Alimentación De Datos De Entrada.
A antinuacién se enumerarán los datos necesarios para la captura de información en cada
proceso, dependiendo del evento realizados en la terminal portátil.
RECEPOÓN DE MATERIAS PRIMAS.

72
Eventos:
(El): Verificación órdenes de compra teniendo en cuenta
la remisión del proveedor.
(E2): Grabación órdenes de compra después de haber
recibido material físicamente.
(E3): Generación código de barras para las estibas que
contienen los materiales, por cada remisión.
DATOS El E2 E3
Nro. Orden de compra x x
Nit del proveedor x x
Descripción del proveedor x x
Línea x x
Código material x x x
Descripción del material x x
Capacidad de la estiba x
Bodega x x
Descripción de bodega x x
Cantidad ordenada x x

Unidad de medida x x
Cantidad física recibida x x
Fecha x x x
Hora x x x
Localización x
ID Usuario x x x
Descripción usuario x x x
INSPEcaÓN DE MATERIAS PRIMAS.
Eventos:
(E4): Consulta remisiones grabadas.
(ES): Grabación en LRT del número de lote y localización para materiales aceptados.
(E6): Grabación en LRT de materiales rechazados.
DATOS E4 ES E6
Nro. Orden de compra x x x
Línea x x
Nit del proveedor x x x
Descripción del proveedor x x x
73

74
Código material x x x
Descripción del material x x x
Nro. Bodega x x x
Unidad de medida x x x
Cantidad recibida x x x
Fecha x x x
Hora x x x
Localización x x
Nro. Lote x x
ID Usuario x x x
Descripción usuario x x x
Código motivo devolución x

LOCALIZACIÓN DE MATERIALES - TRASLADOS INTERNOS.
Evento:
(E7): Consulta de localización de materiales aprobados (LOCl)
(E8): Traslado de localizaciones
DATOS E7
Bodega origen x
Bodega destino
Descripción Bodega origen
Descripción Bodega destino
Código material x
DATOS E7
Descripción del material
Cantidad x
Fecha x
Hora x
Localización origen x
Localización destino
Nro. Lote x
ID usuario x
Descripción usuario x
75
ES
x
x
x
x
x
ES
x
x
x
x
x
x
x
x
x

76
SALIDAS DE MATERIALES A PRODUCOÓN.
Eventos:
(E9) Consulta órdenes de producción
(EIO) Grabación en LRT del traslado de materiales a producción
DATOS E9 EI0
Nro. orden producción x x
Código padre x
Descripción código padre x
Cantidad código padre x
Código material x x
Descripción del material x x
Cantidad total m:p.1€rida del material x
Cantidad parcial requerida x x
Cantidad entregada x x
Unidad de medida x x
Hora x x
Fecha x x
Localización origen x
Localización destino x
Nro. Lote x x

Bodega origen x
Bodega destino x
ID Usuario x x
Descripción usuario x x
DEVOLUCIONES DE PRODUCaÓN A MATERIAS PRIMAS.
Eventos:
(Ell): Consulta devoluciones por LRT
(E12): Grabación de traslado de materiales de bodega de producción a materias primas.
(E13): Consulta de materiales rechazados.
(E14): Liberación del material rechazado.
DATOS E11 E12 E13 E14
Código material x x x x
Descripción del material x x x x
Cantidad x x x x
Unidad x x x x
Lote x x x
Bodega origen x x
Bodega destino x x x
Localización origen x x
Localización destino x x x
77

78
Orden de producción x x
Hora x x x
Fecha x x x
ID usuario x x x x
Descripción usuario x x x x
Proveedor
Descripción proveedor
INVENTARIOS
Eventos:
E(15): Establecimiento del material a inventariar
E(16): Introducción de la cantidad del material encontrada en cada localización
DATOS E15 E16
Código material x x
Descripción del material x x
Cantidad x x
Unidad x x
Lote x x
Localización actual x x

79
DATOS E15 E16
Hora x
Fecha x
ID usuario x x
Descripción del usuario x x
REQUERIMIENTOS DE MAQUILAS.
Eventos:
E(17): Consulta de órdenes de maquilas.
E(18): Traslado de bodegas.
E(19) Liberación de materiales utilizados en la elaboración de maquilas cuando ya han sido
aprobados por control de calidad
DATOS
Orden de maquila
Código proveedor
Orden de compra
Código material padre
Cantidad material padre
Código material
Descripción del material
Cantidad requerida
E17 E18
x x
x
x
x
x x
x x
x
E19
x
x
x
x
Universidad Autónoma ce GCCidente SECCION BIBLIOTECA

Cantidad enviada
Cantidad pendiente
Lote
Bodega origen
Bodega destino
Localización origen
Localización destino
Hora
Fecha
ID usuario
Descripción usuario
6.3. DISEÑO FISICO.
OBJETIVO.
80
x
x x x
x x
x x x
x
x x x
x
x x x
x x x
x x x
x x x
Establecer los requerimientos para el procesamiento de datos involucrados en cada proceso
llevado a cabo en bodega de materias primas, teniendo presente los datos detectados en el
diseño lógico.
Para el proyecto denominado automatización de captura de datos en materias primas, se
utilizará el código de barras EAN 128 para llevar a cabo la marcación de las estibas en el
proceso de recepción, de cada unidad devuelta por producción y de las localizaciones en los
racks.

81
6.3.1 Código De Barras Para Estibas En La Recepción De Materiales. El ticket de la estiba
contendrá la siguiente información:
- En código de barras:
- Código del material
- Lote
- En código normal:
- Descripción del material
- Orden de compra
- Fecha de recepción
- Fecha de expiración
- Espacio para Control de Calidad con 3 cuadros: Aprobado, Rechazado o Cuarentena.

Nombre de la Empresa Recepción
IIIIIIIIIIIIIIIIIIIII Código 89324207038373 Descripción del producto IlIIlIIillllllllI Lote 84684096490
Fecha Orden de Compra Fecha de expiración
ASEGURAMIENTO DE LA CALIDAD
82
6.3.2. Código De Barras Para Devoluciones De Producción A Materias Primas Por
Unidades Y/O Estibas. El ticket de las unidades devueltas por producción contendrá la
siguiente información:
En código de barras:
Código del material
Lote
En código normal:
Unidades
Orden de producción
Fecha de devolución
Espacio para producción con 3 cuadros: Devolución,

Rechazo o Manejo especial.
Nombre de la Empresa Devolución
IIIIIIIIIIIIIIIIIIIII Código 89324207038373 Descripción del producto
IIIIIIIIIIIIIIIII Lote 84684096490
Fecha Orden de Producción
ASEGURAMIENTO DE LA CALIDAD
83
6.3.3. Código De Barras Para Localizaciones. (Racks De Almacenamiento). El ticket de las
localizaciones contendrá la siguiente información en código de barras:
No de rack
No de nivel
No de posición
No. de sub-posición
El último dato (Sub-posición) es establecido para las localizaciones especiales que van a
almacenar pequeñas cantidades de materias primas.
HUllI II1lI1 IIIIlI Rack Nivel
IIIIIIU Posición Sub-

84
posición
6.3.4. Operaciones A Ejecutar Y Requerimientos De Datos En La Recepción-Inspección
De Materias Primas.
Eventos a procesar:
Recepción:
(El): Verificación órdenes de compra teniendo en cuenta la remisión del proveedor.
(E2): Grabación órdenes de compra después de haber recibido material físicamente.
(E3): Generación código de barras para las estibas que contienen los materiales, por cada
remisión.
Inspección:
(E4): Consulta remisiones grabadas.
(ES): Grabación en LRT del número de lote y liberación para materiales aceptados.
(E6): Grabación en LRT de materiales rechazados.
- En recepción se consultarán los registros de las líneas de órdenes de compra no afectados
hasta el momento y/o afectados parcialmente, es decir en donde los campos localización y
cantidad a recibir estén en blanco.
- En inspección se consultarán los registros afectados en recepción, es decir todos aquellos
en donde la cantidad de materiales a recibir se encuentre diligenciada al igual que la
localización, la cual debe contener la ubicación actual de los materiales recibidos,
(inspección) .
A continuación se establecerán los datos involucrados en los procesos de recepción e
inspección.

85
Ver formato No. 1
Formato No. 1
ATRIBUTO DESCRIPCION
Orden compra No. de la orden de compra
Cad. proveedor Nit. del proveedor
Descripc. proveedor Descripción del proveedor
Línea No. de línea en la orden de compra
Cód. material Código de los mat. en bodega de materias primas
Descrip. material Descripción de mato en bodega de materias primas
Bodega Código de las bodegas utilizadas en los procesos de mato
primas
Cantidad ordenada Cantidad de mat. ordenados en la orden de compra por línea
Unidad Unidad de medida utilizada para cuantificar los materiales
recibidos
Cantidad recibida Cantidad de mato recibidos por línea en la presente orden de
compra
Lote No. consecutivo que se establecerá por remisión y será
colocado en el código de barras
Localización Ubicación actual de los mato para una determinada línea en
una orden
Fecha Fecha en que se realizó la recepción

86
6.3.5. Operaciones A Ejecutar Y Requerimiento De Datos En La Localización De
Materiales - Traslados Internos.
Evento a procesar:
(E8): Traslado de localizaciones
Los requerimientos de la información que se necesita para realizar los procesos localización
y traslados internos se tiene en los códigos de barras de la estiba y de la localización.
(Código del material, No. del lote e identificación del Rack en código de barras).
Ver formato No. 2

87
Formato No.2
ATRIBUTO DESCRIPCION
Localización inicial Ubicación de los materiales
Lote No. de lote del material a localizar o trasladar
Cantidad Cantidad de material a trasladar
Localización destino Ubicación destino producto del traslado
Unidad Unidad medidas
Bodega inicial Bodega donde esta el material a trasladar o localizar
Bodega destino Bodega donde se trasladará o se localizará el material
Fecha Fecha de traslado o de localización del material
Hora Hora del traslado o localización del material
6.3.6. Operaciones A Ejecutar Y Requerimientos De Datos En Las Entregas De Materiales
A Producción.
Eventos a procesar:
(E9): Consultar órdenes de producción
(EIO): Grabación en LRT del traslado de materiales a producción
Ver formato Nro. 3

88
Formato No. 3
ATRIBUTO DESCRIPCION
Orden producción No. de orden de producción
Cód. padre Código del producto a ser elaborado
Descripción padre Descripc. del producto a ser elaborado
Cantidad padre Cantidad del producto padre a ser elaborado
Cód. material Cód. de materiales utilizados en la elaboración del
producto padre
Descripc. material hijo Descripc. de los mato utilizados en la elaboración del
producto padre
Cantidad total hijo Cantidad total de cada material necesaria para la
elaboración del producto padre
Cantidad entregada Cantidad entregada.
Unidad Unidad de medida
Localización actual Localización actual de los mato a ser utilizados en
producción
No. lote Lote de los mato que serán utilizados en producción
Bodega Actual Bodega donde se encuentran ubicados actualmente los
materiales que serán utilizados en producción
Fecha Fecha en que se realizó la orden de producción
Hora Hora en que se realizó la orden de producción
6.3.7 Operaciones A Ejecutar Y Requerimientos De Datos En Las Devoluciones
Realizadas Por Producción.

89
Eventos a procesar:
(Ell): Generación del código de barras para materiales devueltos (por unidades).
(E12): Grabación del traslado de materiales de bodega de producción a materias primas.
(E13): Consulta de materiales rechazados.
(E14): Liberación del material rechazado.
Ver formato No.4
Formato No.4
ATRIBUTO DESCRIPCION
Código material Código de los materiales devueltos
Cantidad devuelta Cantidad de mato devueltos por rechazo
Unidad Unidad de medida
Localización actual Localización actual de los materiales rechazados
No. de lote Lote de los mato rechazados
Bodega actual Bodega donde se encuentran actualmente ubicados los mato
Bodega destino
Hora
Fecha
rechazos
Bodega donde serán ubicados los materiales rechazados
Hora en que se realizó el rechazo
Fecha del rechazo
Universidad Al/fOnoma de Occidente SECCIO~ BIBLIOTECA

6.3.8 Operaciones A Ejecutar Y Requerimientos De Datos Para La Realización De
Inventarios.
Eventos a procesar:
(E15): Establecimiento del material a inventariar
(E16): Introducción de la cantidad del material encontrada en cada localización
Ver formato No. 5
Formato No. 5
ATRIBUTO DESCRIPCION
Código material Código de los materiales en bodega de mat. primas
Descripc. material Descripción de los materiales en bodega de mat. primas
Cantidad Cantidad existente actualmente en cada localización
Unidad Unidad de medida
90
Lote Lote al que pertenece cada material en bodega de materiales
Localización Localización actual de los materiales
6.3.9. Operaciones A Ejecutar Y Requerimientos De Datos Para Los Procesos De
Maquilas.
Eventos a procesar:
E(17): Consulta de órdenes de maquilas.
E(18): Traslado de bodegas.
Ver formato Nro. 6

91
Formato No.6
A1RIBUTOS DESCRIPCION
Orden maquila No. de orden para elaboración de maquilas establecidas por
planeación
Código maquilador Código o identificación de la empresa encargada de
elaborar las maquilas
Código padre Código del material que va a ser elaborado por el
maquilador
Descripción padre Descripción del material padre que va a ser elaborado por
el maquilador
Cantidad padre Cantidad de productos que van a ser elaborados por los
maquiladores
Código material hijo Código de los materiales utilizados en la elaboración de las
maquilas o productos padres
Descripción material hijo Descripción de los materiales utilizados en la elaboración de
las maquilas o productos padres
Cantidad requerida por Cantidad de los materiales ubicados en bodega de materias
código hijo primas necesarios para la elaboración de maquilas
Cantidad enviada Cantidad parcial enviada al maquilador
Cantidad pendiente Cantidad pendiente por entregar al maquilador
Localización Localización actual de los materiales ubicados en bodega
de materias primas
Lote Lote de los materiales ubicados en bodega de materias
primas

92
Fecha Fecha en que se realizó la orden de planeación
Hora Hora en que se realizó la orden de planeación
6.3.10. Interfaces De Usuario. A continuación se mostrarán las interfaces que se utilizarán
en la captura y despliegue de la información en cada uno de los módulos de la aplicación, es
decir en cada uno de los procesos llevados a cabo en bodega de materias primas partiendo
del menú principal, el cual puede observarse a continuación.
Nombre de la Empresa
Captura de Datos Materias Primas
1

93
Clave de Acceso
Usuario
2
1. Recepción 2. Inspección 3. Traslados 4. Entregas a Producción 5. Devoluciones 6. Maquilas 7. Administrador
6.3.10.1 Recepción. En recepción se tendrán 3 opciones: consultar ordenes de compra,
grabación de la remisión, y generación del código de barras como se puede observar a
continuación.
:J(E(::EPCION
1. Consulta 2. Grabación remisión 3. Generación Código 4. Salir
6.3.10.1.1 Consulta órdenes de compra. Cuando se seleccione la opción para consultar en
recepción, se desplegara un pantallazo en donde el usuario podrá introducir en numero de

94
la orden de compra dependiendo de la remisión que se este diligenciando. Con base en este
dato se presentará la información correspondiente a la orden de compra en cuestión:
- Pantallazo Nro.1: Consultar orden de compra.
Orden de Compra
1
- Pantallazo Nro.2: Se despliega la información estándar para cada orden de compra .
. ' CO.NSUtTA::::P~(l·. ' ..... :.
No. de orden: ................. .
Proveedor: ........................ .
Bodega: ........................... .
2
- Pantallazo Nro.3: Se presenta la información involucrada en una línea de una orden de
compra.
. .. ,-; . '" ·tINEA Ni).
Material : .............................. .
Q requerida: ........................ . Qsup: ................................. . Qinf: .................................. . Q pendiente: ....................... .
3

95
Los campos Qsup y Qinf presentarán el rango de aceptación (lO % por encima o por debajo
de la cantidad requerida) para recibir la cantidad de materiales contemplada en una
remisión.
6.3.10.1.2 Grabación órdenes de compra. Con base en la consulta realizada anteriormente
se grabará la remisión es decir, se capturará la cantidad de materiales recibidos y se
generará el código de barras para las maquilas que almacenarán dichos materiales.
- Pantallazo Nro. 1: Consultar la orden
Orden de Compra
1
- Pantallazo Nro.2: Se despliega la información estándar para cada orden de compra
CONSULTA O~~~_ . '.::
No. Orden: ........................... . Proveedor: .......................... .
Bodega: ............................... . 2
- Pantallazo Nro. 3: Presenta las líneas de una orden de compra para escoger la relacionada
con la remisión y realizar la grabación de la cantidad recibida.

96
Material : .............................. .
Q requerida: ........................ . Q. recibida: ( ) Unidad: ................................ . Q pendiente: ....................... .
3
6.3.10.1.3 Generación del código de barras. Esta opción permite la generación del código
de barras para las estibas, con base en la orden de compra y la línea, información
determinada en la opción consulta de órdenes de compra.
- Pantallazo Nro. 1: Permite ingresar la orden y la línea para seleccionar los datos
involucrados en la generación del código de barras
Orden de Compra
Línea
1
- Pantallazo Nro.2: Presenta la información de la línea seleccionada para generar el código
de barras.
"; :. COPIGO DE BARRAS}' :.-:':' ;: ...
Código Mat: ...................... . Descripción: ...................... . Lote:
Fecha: ............................... . Orden de Compra: ............ . *Cantidad: ......................... . *Unidad: ........................... . *N o. de Tickets: ( )
2

97
* Datos infonnativos que no salen impresos en la etiqueta de Código de Barras.
6.3.10.2. INSPECaÓN. En Inspección se tendrán 3 opciones: Consulta de materiales
ubicados en inspección, liberación de los materiales (Ingreso a inventario), y rechazo de
materiales no aprobados.
.. .... ::íNSPECaÓN· .. ··:· : __ o' : •••• . ::::: ........... .
2. Liberación
3. Rechazos
4. Salir
6.3.10.2.1 Consulta. A través de esta opción se consultarán los materiales ubicados en
inspección con el fin de realizar el correspondiente control de calidad.
Pantallazo Nro. 1: Permite seleccionar cada orden de compra con los materiales que se
encuentran ubicados en inspección.
Orden Material
1

98
- Pantallazo Nro. 2: Presenta la información involucrada con la orden de compra
seleccionada y/o leída con el scaner (LRT).

99
' .. :.' : . CONSULTA . ' .. :: ..... :",:"
Orden: .............................. . Línea: ......... Bodega: .......... . Código: ................................ . Lote: .................................. . Cantidad: ....................... UM. Localización: INSPECCIÓN
2
6.3.10.2.2. Liberación. Después de haber realizado el control de calidad, se pasa a realizar la
transacción que libera los materiales, afectando inventario.
- Pantallazo Nro. 1: Permite seleccionar la orden de compra con los respectivos materiales
que van a ser liberados.
Orden Material
1
- Pantallazo Nro. 2: Presenta la información de los materiales que van a ser liberados.
Dependiendo de la bodega presentada se realiza las transacciones P para materias primas o
RC para materiales en consignación.
Universidad Aut6noma de Occidente SECCION BIBLIOTECA

100
Orden: .............................. . Línea: ......... Bodega: .......... . Código: ................................ . Lote: .................................. . Cantidad: ....................... UM.
Localización: LOC1 2
6.3.10.2.3. Rechazo. En el caso en que los materiales de una remisión dada no sean
aceptados por inspección se realiza el rechazo correspondiente.
- Pantallazo Nro. 1: Permite seleccionar los materiales de una orden que fueron rechazados
en el control de calidad.
Orden Material
1
- Pantallazo Nro. 2: Presenta información del material rechazado y procesa la transacción
RE.
.:.: ..
Orden: .............................. . Línea: ......... Bodega: .......... . Código: ................................ . Lote: .................................. . Cantidad: ....................... UM.
Localización: RE 2

101
6.3.10.3. LocAlización - Traslados. En este módulo se tendrán en cuenta los traslados de
loel a una localización específica en un rack y los efectuados entre dos localizaciones en
bodega de materias primas. A continuación se presentarán las opciones correspondientes:
. TRASLADOS . 0-':::- ......
1. Localización
2. Traslados
3. Salir
6.3.10.3.1. Localización. Permite localizar los materiales ubicados en loel en una área de
almacenamiento de un rack específico.
- Pantallazo Nro. 1: Permite capturar la información del material a ser localizado con
respecto a su ubicación actual.
Loe O~GE!IoT
Material: ............................. . Cantidad: ..................... UM Lote: .................................. . Bodega: ............................. .
Localización: LOCl
1
- Pantallazo Nro. 2: Permite capturar la información del material a ser localizado con
respecto su ubicación destino.

102
LOC:::DESTINO .'
Material: ............................. . Cantidad: ..................... UM Lote: .................................. . Bodega: ............................. .
Localización: LOC1 2
6.3.10.3.2. Traslados. En esta opción se utilizarán los pantallazos presentados en el numeral
8.3.10.3.1. La diferencia se encuentra en la utilización del campo localización origen ya que
este deberá ser capturado a través del scanner y no será presentado automáticamente, corno
es el caso del LOC1.
6.3.10.4. Entrega De Materiales A Producción. En este módulo se tendrán a disposición las
siguientes opciones: consulta de las órdenes de producción y procesar las transacciones 1 y J
para salidas múltiples o individuales.
SAUDAS'
1. Consulta orden de pn.
2. Grabación (I-J)
3. Salir
6.3.10.4.1. Consultar órdenes de producción. Permite consultar las órdenes colocadas por
el área de producción.
- Pantallazo Nro. 1: Permite seleccionar la orden de producción que se desea consultar.

103
····CONSULTA···
Orden Pn Cód.Producto
1
- Pantallazo Nro. 2: Presenta la información relacionada con la orden de producción
seleccionada anteriormente.
'. CONSULTA'· .....
Código padre ...................... . Producto : ............................ .
Q requerida: ........................ . Fecha : ................................. .
Hora: .................................. . 2
6.3.10.4.2. Grabaci6n (I-J). Una vez seleccionada la orden de producción, a través de esta
opción se mostrarán cada uno de los materiales necesarios para la elaboración del producto
padre. Cada vez que se ubique una localización presentada en este pantallazo se ira
generando la transacción J o 1 , para salidas múltiples o individuales.
Material: ............................. . Localización: ...................... . Lote: ................................... . Bodega: ............................. . Qreq: ................................. . Q entregada: ( ) Q existente: ......................... .
6.3.10.5. DEVOLUaONES. Este modulo estará compuesto por las siguientes opciones:
Generación de código de barras, traslado de los materiales de producción a bodega de
materias primas y rechazos.

104
DEVOLUCJOJlmS ..
1. Generación código
2. Traslado
3. Rechazo
4. Salir
6.3.10.5.1. Generación de código de barras. El código de barras se generará por unidades, y
la información que va a estar contenida dentro de este será capturada manualmente.
Material: ( Descripción
Lote: ( ) Orden Pn: ( ) Cantidad: ( ) No. de Tickets : ( ) Fecha: ( )
6.3.10.5.2. Traslados. Se pedirá la información para llevar a cabo el traslado de los
materiales de bodega de producción a bodega de materias primas.

105
Material : .............................. . Cantidad: ...................... UM Lote: ................................. . Localización : ( )
Bodega: 1
6.3.10.5.3. Rechazos. Esta opción permite procesar la transacción 59 (salida por devolución
en producción), consultando inicialmente los materiales que se encuentran en la bodega de
rechazos.
- Pantallazo Nro. 1: Permite seleccionar los materiales que fueron rechazados en línea de
producción.
CONSULTA RECHAZOS
Localización Material
1
- Pantallazo Nro. 2: Presenta la información de los materiales seleccionados anteriormente,
la cual es utilizada para procesar la transacción 59.

106
CONSULTA RECHAZOS:'· ... ... .... ," .:. : ... .
Material : .............................. . Cantidad : ............................ . Lote: ................................... . Localización : ....................... .
Bodega: RE
2
6.3.10.6. Inventario. Esta opción permitirá capturar la cantidad de materiales existentes en
cada localización ubicada en bodega de materias primas dependiendo del archivo que se
baje del BPCS, este determinará la ruta que deberá seguir el usuario para realizar en conteo
físico.
. :: ........ : .. 1NVENTARlO'·
Material : .............................. . Localización : ....................... . Cantidad : ( )UM Lote: ................................... . Bodega : .............................. . Descripción : ........................ .
6.3.10.7. Requerimientos De Maquilas. En este módulo se tendrán a disposición las
siguientes opciones: Consulta de órdenes de planeación para la elaboración de maquilas y
traslados entre bodega de materias primas y la bodega del maquilador .
. MAQUILAS"""
1. Consulta orden de Maquila
2. Traslados
3. Salir

107
6.3.10.7.1. Consultar órdenes de planeación para elaboración de maquilas. Permite
consultar las órdenes colocadas por el área de planeación para la elaboración de maquilas.
- Pantallazo Nro. 1: Permite seleccionar la orden de planeación que se desea consultar .
.. , .. ,;',' , ';';' .. PA'N' 'S' 'l:T1"'T"'i\:,': ' , ...... ~v ... :v..~ ......
Orden Cód.Maquila
1
- Pantallazo Nro.2: Presenta la información relacionada con la orden de planeación
seleccionada anteriormente.
Cód.Maquila : ...................... . Descripción: ....................... .
Q requerida: ........................ . Bodega: ............................. . Fecha: ................................ . Hora: .................................. .
2
6.3.10.7.2. Traslado. Una vez seleccionada la orden de planeación, a través de esta opción se
mostrarán cada uno de los materiales necesarios para la elaboración de la maquila.

108
..... .. ': :': :,:,MAQU1LAS ,'" : ..
Material : .............................. . Localización : ....................... . Lote: .................................... . Bodega origen : ................... . Bodega destino: ................. . Q requerida: ................ UM Q entregada: ( )UM
6.3.11. Administrador. Existen unas opciones especiales que solamente podrán ser
accesadas por el administrador con respecto a los privilegios de los usuarios estas serán:
adición, creación y eliminación. Dichos privilegios estarán dados con base en las actividades
que pueda realizar cada operario en bodega de materias primas.
A través de los privilegios establecidos en el sistema se garantizará que cada persona pueda
accesar las opciones que él esté autorizado. De esta forma siempre se desplegará un
pantallazo para capturar el nombre del usuario con su respectiva clave antes de presentar
las opciones a procesar. Para llevar a cabo este procedimiento se mantendrá en el pe un
archivo en el que contendrá el nombre del usuario su clave y el privilegio o nivel de acceso.
6.4. REDISTRIBUCION FISICA DE LA BODEGA DE MATERIAS PRIMAS
6.4.1. Plano De La Distribución Actual de las áreas de almacenamiento y de producción
de la compañía manufacturera.
Ver Plano 1

Edificio No.! (Are as)
Recepción de Materiales
Bodegas de Materias Primas
Inspeccione de Materiales
Areas de Producción
Pre-Pesaje
Oficinas de Materia Prima
Edificio No.2 (Are as)
Bodega de Producto terminado
Bodega de Materia Prima
Areas de Producción
Muelles para Distribución de P.T.
Oficinas de Producto Terminado
109
Universidad Aut6noma de Occidente SECCION BIBLIOTECA

111
6.4.2. Plano de la Distribución Propuesta de las Areas de Almacenamiento y Producción
de la Compañía Manufacturera
Ver Plano 2
Edificio No.1 (Are as)
Producción
Almacenamiento de Materiales ya entregados a Producción
Pre-Pesaje
Edificio No.2 (Are as)
Oficinas de Materia Prima y de Producto Terminado
Almacenamiento de Materia Prima
Almacenamiento de Material en Consignación
Bodega de Producto Terminado y Recepción de Materia Prima
Como se puede observar en los Planos 1 y 11 (adjuntos)se muestra la distribución actual Vs la
distribución propuesta respectivamente.
Se busca la unificación física de bodegas, así mismo de las áreas de producción, ya que en la
actualidad ambas se encuentran algo dispersas, lo cual trae como cambio la reubicación de
oficinas y de los muelles de recepción de materiales. Dejando unos Racks en el edificio No.l,
los cuales serán asignados al personal de producción con el fin de hacer entregas de
materiales para que ellos manejen un stock de inventario.

112
En el área de pre-pesaje bajo el control actual de la bodega de Materia Prima, se prepesa y
separan todos aquellos productos químicos que se requieren para la elaboración de un
producto final; esta área debe quedar bajo el control y la responsabilidad del área de
manufactura y no de la bodega de Materias Primas, pues esta última solamente se encarga
del almacenamiento y distribución de materiales, más no de preparación y Pre-Pesaje.

114
6.5. ANALISIS DEL RECURSO HUMANO Y SUS FUNOONES BAJO EL SISTEMA DE
CODIGO DE BARRAS
A continuación se describe el análisis del personal teniendo como base los procesos a
utilizar descritos en el diseño lógico y físico y en la entrega del área de Pre-Pesaje a
producción.
- Recepción de Materiales:
Dos (2) personas se encargaran de Recepción física, verificación de cantidades, elaboración y
colocación de las etiquetas de identificación de código de barras, ubicación del material en
área de retenidos para inspección por parte de Aseguramiento de la Calidad y evacuación
de materiales aprobados hacia los pasillos para su almacenamiento.
Una persona recibirá Materias primas y la otra materiales en consignación.
- Operarios de Montacargas:
Un (1) solo operario de montacargas, estará encargado de localizar en los racks de
almacenamiento las mercanCÍas que las personas de recepción de materiales les coloca en los
pasillos después de aprobadas por parte de Aseguramiento de la Calidad.
Renunciación de materiales.
Pasar materiales a producción.
Organización general de la bodega.

115
- Auxiliares de Materiales:
Siete (7) es el número de personas que desempeñaran este cargo, distribuidos de tal forma
que pueden continuar atendiendo los pedidos de la planta las 24 horas del día.
I.l.u.lJ.n No, de personas L.ín.f.a
1 (6:00 A 14:00) 1 Sanpro
1 1 Insumas
1 1 Tocador
1 2 Pre-pesaje
2 (14:00 A 22:00) 1 Sanpro
2 1 Insumas
2 1 Tocador
2 2 Pre-pesaje
3 (22:00 A 6:00) 2 Pre-pesaje y atención a las
otras líneas cuando hay
urgencias.
Sus funciones son:
Entrega de todos los materiales requeridos por el área de producción, dando cumplimiento
a los programas de Planeación.
Recibir y localizar todas las devoluciones de materiales realizadas por Producción que
resultan de sobrantes, una vez culminados los procesos de fabricación.
Realizar inventarios cíclicos previamente programados.
Dan informe a inventarios solicitados por Planeación.
Mantienen organizada la bodega optimizando la confiabilidad del inventario.

116
Actualizan las localizaciones en el Sistema.
- Grabación de documentos:
No se necesitarán persona en esta área puesto que las función es las realizarán los señores
de recepción física por medio de la LRT.
- Manejo de Materiales rechazados y Materiales en Consignación:
Una sola persona continuará encargada de estos dos procesos; en el primero la Localización
de todos los materiales rechazados por Aseguramiento de La calidad y envío de estos a sus
proveedores controlando los inventarios debido a que es de suma importancia ya que unos
son rechazos al ingreso a la bodega y otros son rechazos hechos en línea.
El segundo proceso es el manejo del inventario de los materiales en consignación, sobre los
cuales su función es controlar el inventario y correr el proceso de facturación.
- Manejo de Maquilas:
Una sola persona se encargará del proceso de maquilas cuya función es el envío de los
materiales al maquilador. Ya no habrá recepción de maquilas como producto terminado
puesto que por el estatus de este material será recibido por la bodega de producto
terminado directamente para su futura distribución.

117
- Control de Inventarios:
Una persona seguirá trabajando en la parte de Control de Inventarios con las siguientes
funciones:
Análisis y cuadre de Conteos físicos programados (Cíclicos).
Investigación y justificación de las principales causas de las inconsistencias presentadas en
los conteos.
COMP ARAOON ENTRE RECURSO HUMANO INICIAL Y RECURSO HUMANO
PROPUESTO.
FUNCIONES R.H.INICIAL R.H.PROPUESTO
Recepción de Materiales 2 2
Operarios de Montacargas 2 1
Auxiliares de Materiales 12 7
Grabación de Documentos 2 O
Manejo de Rechazos y Materiales en 1 1 consignación Manejo de Maquilas 2 1
Control de inventarios 1 1
Total 22 13
6.6 DISTRIBUOON y ASIGNACION DE EQUIPOS
AREAS No.DE PERSONAS LRT ASIGNADAS
Recepción de Materiales 2 2
Operarios de Montacargas 1 1
Auxiliares de Materiales 7 4

118
Manejo de Maquilas 1 1
Control de Inventarios 1 1
Manejo de Rechazos y Materiales 1 1 en Consignación
Total 13 10

7. CONCLUSIONES
El Sistema de Código de Barras es una respuesta gráfica de una cadena de caracteres
conocida universalmente que ayuda a simplificar los procesos dándoles precisión y
gran velocidad.
Antes de pensar en sistematizar un proceso debe aplicarse Reingeniería para no caer
en el error de sistematizar el problema.
El ciclo de manufactura de la compañía se reduce considerablemente (ciclo del
negocio) de acuerdo al desarrollo de Reingeniería realizado; pues se muestra gran
reducción en los tiempos de los ciclos contenidos en el proceso y una gran
confiabilidad en el manejo y control de los inventarios.
Se reduce totalmente la documentación, la digitación y los tiempos entre
procedimientos.
Se maneja inventario en tiempo real puesto que toda la información fluye en línea y
no hay que esperar a la digitación y/o llegada de documentos en trámite.

120
Las localizaciones son confiables ya que estará manejado todo a través del sistema, no
se deben realizar transacciones manuales.
Con la nueva distribución de áreas se ganan espacios de recepción e inspección de
materiales y se unifican físicamente los materiales.

BIBLIOGRAFIA
CARVAJAL S.A .. Oficina Eficiente, Publicación Institucional, Octubre de 1993.
INSTITUTO COLOMBIANO DE CODIFICACION y AUTOMATIZACION
COMERCIAL. Revistas Varias. Bogotá: I.A.C., 1995.
HAMMER Michael, CHAMPY James. Reingeniería. Colombia. Cali : Norma, 1993.
MA YNARD, H.B. Manual de Ingeniería y Organización Industrial, 3a Ed.Colombia:
Reverte Colombiana S.A. 1988
SENN James A. Análisis y Disefio de Sistemas de Información, México: Mc. Graw-HiII,
1987.
SOMMERVILLE, lan. Ingeniería de Software. EE.UU Editorial Addison-Wesley
Iberoamericana 1988.

ANEXO A. Plano 1 . Distribución actual de las Areas de Almacenamiento de una
Compañía Manufacturera

ANEXO B.Plano 2 . Distribución propuesta de las Areas de Almacenamiento de una
Compañía Manufacturera