Resumen de Procesos (KALPAKJIAN)
6
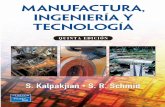
General Introduction L6 Selection of Manufacturing Processes As will be described throughout this text, there is often more than one method tha t can be employed to produce a component for a product from a given material The following broad categories of manufacturing methods are all applicable to metallic as as nonmetallic materials: a. Casting (Fig. I.6a): Expendable mold and permanent mold (Part Il). Casting processes Expendabl e pattern Expendable mold, is ,,, _>,,;; s ,>, Essfxesa _,, _, ,,,, S faasz I, ¢~sA§=I_~§-- §=» ss§><»»=II=»>-=~\1 i~»§1~I==C=I-+i r '““ ' I r '“ I r “ '“'° “ I : I I I I I ‘ I I I : I w.,= 'I' I I I Investment cas ting I Sand casting Permanent mold casting I : I I I “ I I I I I I I I I I IQ f;f»=;'° | k I '” I I | t_ ...tt ,,,,, I I 3: Lost-foam casting Shell-mold casting I I Die casting I I : I I I I ir ~ l - = I I I 50 IIII ~ I 5 we I I I -I--i- Single-crystal casting Ceramic-mold casting I Centrifugal casting I I : 5 -I I éé<<< I I I ‘ /I I III-II I I Melt-spinning process I Squeeze casting I- ___-_-_____-_____ I _.______ -__ I. __________. ___ (H) FIGURE l.6a Schematic illustrations of various cas ting processes.
-
Upload
ambrosio92 -
Category
Documents
-
view
239 -
download
0
Transcript of Resumen de Procesos (KALPAKJIAN)

8/10/2019 Resumen de Procesos (KALPAKJIAN)
http://slidepdf.com/reader/full/resumen-de-procesos-kalpakjian 1/6
General Introduction
L6
Selection
of
Manufacturing
Processes
As will be
described
throughout
this text, there is often
more
than one method that
can
be
employed
to
produce
a
component
for
a
product
from
a
given
material
The
following broad categories of
manufacturing
methods
are
all
applicable
to
metallic
as Well
as
nonmetallic materials:
a.
Casting (Fig.
I.6a):
Expendable
mold
and
permanent
mold (Part Il).
Casting processes
Expendable pattern
Expendable
mold,
is
,,, _>,,;; s
,>,
Essfxesa _,, _, ,,,, S faasz
I,
¢~sA§=I_~§-- §=»
ss§><»»=II=»>-=~\1
i~Ȥ1~I==C=I-+i
r
'““ '
I
r
'“
I
r
“ '“'° “
I
:
I
I
I
I
I ‘
I
I
I :
I
w.,= 'I'
I
I
I Investment casting
I Sand casting
Permanent mold casting
I :
I
I
I
“
I I
I
I
I
I
I I
I
I
IQ
f;f»=;'°
|
k
I
'”
I
I |
t_
...tt ,,,,,
I
I
3:
Lost-foam casting
Shell-mold casting
I I Die
casting
I I :
I
I
I
I
ir
~
l
-
=
I
I
I 50
IIII ~
I
5 we
I I
I
-I--i-
Single-crystal casting Ceramic-mold casting
I
Centrifugal
casting
I I
:
5
-I
I éé<<<
I
I
I
‘ /I
I III-II
I
I
Melt-spinning
process I
Squeeze casting
I- ___-_-_____-_____
I _.______
-__ I. __________.
___
(H)
FIGURE
l.6a Schematic illustrations
of various casting processes.

8/10/2019 Resumen de Procesos (KALPAKJIAN)
http://slidepdf.com/reader/full/resumen-de-procesos-kalpakjian 2/6
Section 1.6 Selection
of Manufacturing
Processes
Forming and shaping (Figs.
I.6b
through I.6d):
Rolling,
forging, extrusion,
drawing,
sheet forming, powder metallurgy, and
molding
(Part III).
Machining
(Fig.
I.6e): Turning, boring, drilling,
milling,
planing, shaping,
broaching;
grinding;
ultrasonic
machining;
chemical,
electrical,
and
electro-
chemical
machining;
and high-energy-beam
machining
(Part
IV).
This broad
category
also includes micromachining for producing ultraprecision parts
(Part
V).
Joining (Fig. l.6f): Welding,
brazing, soldering,
diffusion
bonding,
adhesive
bonding,
and mechanical joining (Part
VI).
Finishing:
Honing, lapping, polishing, burnishing, deburring,
surface
treating,
coating, and
plating
(Chapters 26 and 34).
Microfabrication
and nanofabrication:
Technologies
that are capable of
pro-
ducing
parts with
dimensions at the micro (one-millionth of a meter) and
nano
(one-billionth of a meter) levels; fabrication of microelectromechanical
Bulk-deformation
'
, s n
.: , »
Rolling
L
Forging
gl L
Extrusion
and
drawing
~~;,
=~
_V _ _ _ ____ _I ________ ________ ________ _'_
'
' 'I
I
(_, H
_
E
gggg
gg
_*
:
:
Flat rolling I Open-die forging I
Direct
extrusion I
I I
I I
I I
Shape rolling Closed-die forging
Cold
extrusion
-_
...,
ling
rolling
Heading
Drawing
I
’i '
'*
,P
: 1,,..,...........,..
_> :
' H.,, *U
|
' U
|
Fioli forging :
Piercing
Tube
drawing
_______-..-_-....| I.--
-_----------_.|
I
_______________|
(b)
FIGURE
l.6b Schematic
illustrations
of various
bulk-deformation
processes.

8/10/2019 Resumen de Procesos (KALPAKJIAN)
http://slidepdf.com/reader/full/resumen-de-procesos-kalpakjian 3/6
General introduction
Sheet-metal-forming
Shearing
Bending
and drawing
LQ
Forming I
-' ¢e<§$;ea}ce,~<eeaa
J
'-
~-1 § , 2 ..
'
|
I' °
[ ” '°' I
`
'
|
I I
I
I
:T |
I
3:16
,,f,,f,,,
,,,,
I I
'II,
§
I
.
rrrrrr
I .
,_
I
I Blanking
I Bending
Stretch
forming
I
I I I
I
I
,,,. |
,:¢,3;..~~‘:'t'.
|
in
I
I I
H W H
VVVV
I I
l
=
= I
ml
'fi
I
IIIII
I I
Siitting
I Hemming I I Hydroforming
I I
|
| I
I :
gg
_
‘P I
I
I
l
P ”
I
I
=r~
I
I
I I I
I,,,
I
I
Punching
I I Roll forming Spinning
I
I
I
|
I
I | I
| i |
I I
|
I
|
I I
| |
I I IIIIIII I I
I
IIII
|
|
I M
W I_III
I I' I
-
| |
'
' £III ‘ I '
'
I I .l '
I I I
I I 3
I I
I
I
Piercing I
Deep
drawing I I Magnetic-pulse forming
I
l __._____.___¢
I. _..____.._____¢ I _._______.__..__d
(C)
FIGURE
I.6c Schematic
illustrations
of various
sheet-metal-forming
processes.
systems (MEMS) and nanoelectromechanical
systems (NEMS), typically involv-
ing
processes such
as
lithography,
surface
and
bulk
micromachining,
etching,
LIGA, and
various specialized
processes (Chapters 28 and
29).
Process Selection.
The
selection
of
a
particular
manufacturing
process or, more
often,
sequence
of
processes,
depends on
the geometric
features of the parts to
be
produced, including
the
dimensional tolerances and surface
texture
required,
and on
numerous
factors pertaining to
the
particular workpiece material and its manufac-
turing
properties.
To
emphasize the challenges
involved, consider
the
following two
cases:
a. Brittle and hard materials
cannot be shaped
or formed
without the
risk of frac-
ture, unless
they are
performed
at elevated
temperatures, whereas
these mate-
rials
can
easily
be cast,
machined,
or ground.

8/10/2019 Resumen de Procesos (KALPAKJIAN)
http://slidepdf.com/reader/full/resumen-de-procesos-kalpakjian 4/6
Section 1.6 Selection
of
Manufacturing Processes
,
Thermoplastics
I TIIGIITIOSGIS
Polymer-processing
. * s Qi;
I Rapid prototyping
I,
I -______ -_____ -_-_
_____
I
-______ -___----_-
'
I
::=..
X I f
\\;/
__e________,_,V
IIII,
,
é
Extrusion Compression
molding Stereolithography
.,,,.h,,¢
_,,,.,?h
1
I
A
I
I Injection molding Pultrusion I Fused-deposition modeling
E E
_ im
_____§__
I
e e “MM M
IQ
W M
|
‘¥@fE£EE£EE?E??*?&&éééEE€§i£E§£E§?3EiEEEi:E3%E2?€&E&E§SEE
Blow
molding
Vacuum-bag forming I
Three-dimensional
printing I
www
,I 13
IIIIIII
ww
If
I sr
'
_ 'FF _ ;
7§nn§1
'I Laminated-object
Thermoforming
Transfer
molding I
manufacturing
I ______________ J I _______________ J
______________
J
ld)
FIGURE I.6d
Schematic
illustrations of
various
polymer-processing methods.
b.
Metals
that
have been
preshaped
at
room
temperature
become
less
formable
during
subsequent processing,
vvhich,
in practice, is often
required to complete
the
part;
this
is because
the
metals have become stronger, harder,
and less duc-
tile
than they were
prior to processing
them
further.
There is a constant demand for new approaches to production problems
and,
especially,
for
manufacturing cost reduction.
For example,
sheet-metal parts
tradition-
ally
have been
cut and
fabricated
using common mechanical tools
such
as punches
and dies.
Although still
Widely
used, some of these operations
are now being
replaced
by laser cutting, as shown in Fig.
1.7
on p. 24, thus eliminating
the
need for hard tools,
which
have
only fixed
shapes
and
can
be
expensive and time consuming to make.
The laser
path
in
this
cutting
operation is computer controlled, thereby
increas-
ing the
operation’s
flexibility
and its
capability
of producing an
infinite variety
of

8/10/2019 Resumen de Procesos (KALPAKJIAN)
http://slidepdf.com/reader/full/resumen-de-procesos-kalpakjian 5/6
General
Introduction
Machining
and finishing
lg
Machining
Advanced
machining
gg l
Finishing 1
; ' ' I : ` `<-`f i g `
I WV'
5,
I
l
'i /
' l
:M
.;¢¢~;~ @§;€
g
\{
l
é§%%@%
:¢@»~~
g
:
§%%
:
éaie
i§> : '%%
'
,f
aana r g
'
5 awwif
I
»
1%
;
~\
i'ih
Qi;
Turning
Wire ESM Surface grinding
5 f
l
.... _ c
Drilling Chemical machining Centerless grinding
|
'
5
E I
Milling
l at
Fffn
-~»‘~an|su
:A
i
E5
I'
M
a
acccc ww
§° ...
Laser
machining
° K
aa
gg
iff
9
l
_` ~
cr
Lapping
`
I
( ) ¥§1F'
.. ____,,,___ ., __,__ +
`““' ̀
fi’ al?
_;;;~
,c acccca aaaaf
roaching :
Water-jet machining : Electrochemical polishing
._ ..____________________J .____________________J
(G)
FIGURE
l.6e Schematic illustrations of various machining and finishing processes.
shapes accurately, repeatedly, and economically. However, because of the high
heat
in-
volved in using lasers, the surfaces produced after cutting have very different charac-
teristics
(such
as discoloration and a
different surface
texture)
than
those
produced
by traditional
methods.
This
difference can have
significant effects
not only
on
the
appearance
of
the material, but especially on its subsequent processing and in the

8/10/2019 Resumen de Procesos (KALPAKJIAN)
http://slidepdf.com/reader/full/resumen-de-procesos-kalpakjian 6/6
Section 1.6 Selection of Manufacturing
Processes
Fusion welding I I Other welding
Fastening and
bonding
, _____ ;_I
_________
,
_________
.
I
it
_222
hielded metal-arc welding I Friction-stir welding
Adhesive bonding
I
. ,
I
E
W’
F
I I it-If
5 I , _
»
jf I ' 'f 'ff'fr‘ Ea
~ I
I
gg
23
I
I
Gas-metal arc welding Resistance
welding Bolted connection
I
li
M
Q
I I
Flux-cored arc welding I Explosion welding Wave soldering I
|
Il
2
I
I Gas-tungsten
arc welding
I Cold
welding
Brazing
(I)
ll
FIGURE l.6f
Schematic illustrations
of
various joining
processes.
service life of
the
product. Moreover,
the
inherent
flexibility
of laser cutting is coun-
tered by
the
fact that it is a
much
slower operation than traditional punching.
In process selection, several factors can have a major role,
such
as
the
part size,
shape complexity, and
dimensional
accuracy and surface finish required. For
example,
° Flat parts and thin
cross sections can be difficult
to cast.
° Complex parts generally
cannot be shaped easily
and
economically
by
such met-
alworking techniques as forging,
whereas,
depending on
the
part size and
the