
Determinación de vapores orgánicos en aire - Método de adsorción ...
Upload
edward-priceCategory
view
27download
11description
| |
RESUMEN
RESUMEN
Con el afán de recuperar los vapores de hidrocarburos ligeros que se enviaban al quemador de campo y de disminuir las emisiones productos de la combustión de dichos hidrocarburos, Petróleos Mexicanos decidió en 1986 instalar una planta recuperadora de vapores de hidrocarburos en su refinería “18 de marzo” situada en Azcapotzalco, Ciudad de México. La planta, diseñada por Bufete Industrial, con una capacidad de recuperación de 170,000 metros cúbicos (6 millones de pies cúbicos) estándar por día estuvo a punto de instalarse, pero la decisión que tomó el Gobierno Federal de cerrar la refinería en marzo de 1991, hizo que quedara disponible para su posible instalación en alguna otra refinería del sistema.
La función principal de la planta recuperadora de vapores es la de evitar que los desfogues se envíen al quemador y la de aumentar la producción de petrolíferos valiosos.
Por la composición del desfogue los productos que generalmente se obtienen son: gas seco, gas LP. Y gasolinas. La planta está compuesta de 5 secciones: Capacitación y compresión de vapores, en dos etapas; endulzamiento; deshidratación; tercera etapa de compresión; enfriamiento de gases y fraccionamiento.
El artículo propone modificar la configuración del proceso y ciertas condiciones de operación, de suerte que se logre la disminución en los costos totales de la sección de compresión, sección de enfriamiento y torre desetanizadora de 21.8% lo cual significaría un ahorro neto de 250,000 doláres anuales con respecto al diseño original.
Se seleccionó como capacidad de diseño de la planta recuperadora de vapores en Tula la cifra de 142,000 metros cúbicos estándar por día, a partir de la información proporcionada por Pemex del gasto promedio mensual de desfogues enviados al quemador.
PÁGINA 1
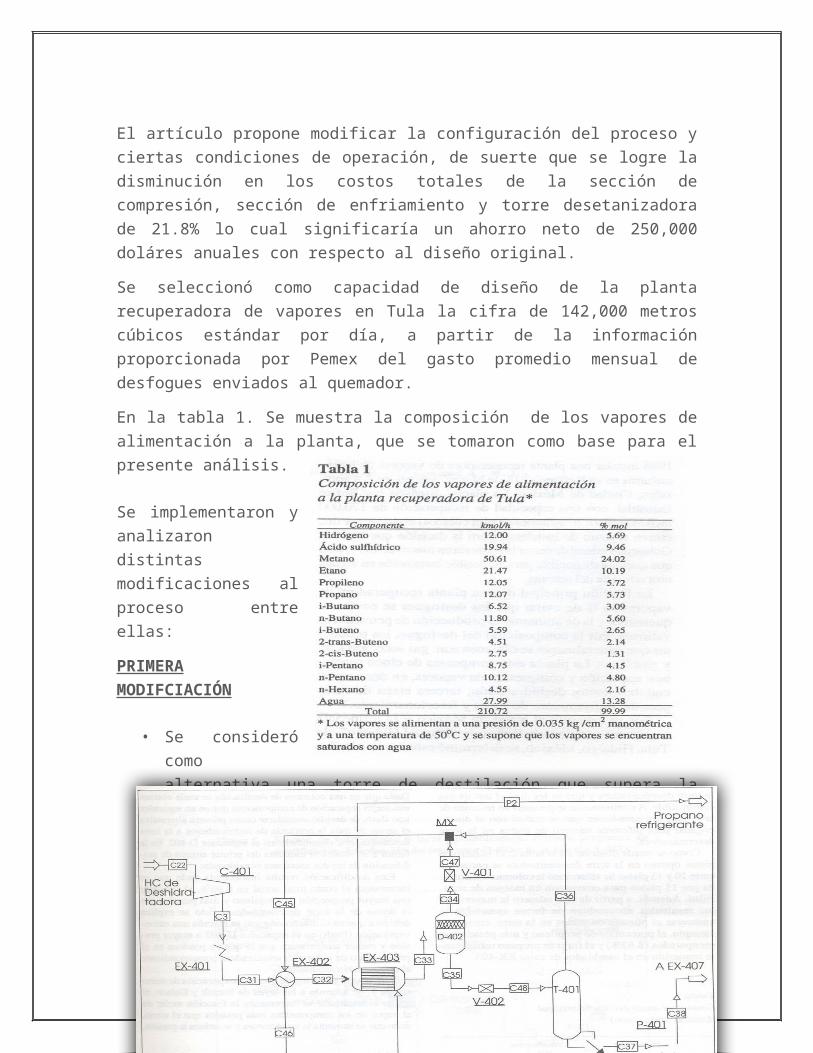
En la tabla 1. Se muestra la composición de los vapores de alimentación a la planta, que se tomaron como base para el presente análisis.
Se implementaron y analizaron distintas modificaciones al proceso entre ellas:
PRIMERA MODIFCIACIÓN
PÁGINA 2
• Se consideró como alternativa una torre de destilación que supera la eficiencia de un separador flash. Por lo que se eliminó el separador D-402.
• La modificación resulto inadecuada ya que incrementa 0.96% el costo anual, al perderse una mayor proporción del propileno y más pesados por el domo de la torre.
• Esto ocurre en virtud de que la recuperación de etano es fija y de acuerdo a las leyes de Raoult y Dalton, al quitar el separador se incrementa la fracción molar en el vapor de los componentes más pesados que el etano, dado que se aumenta la temperatura y se reduce la presión.
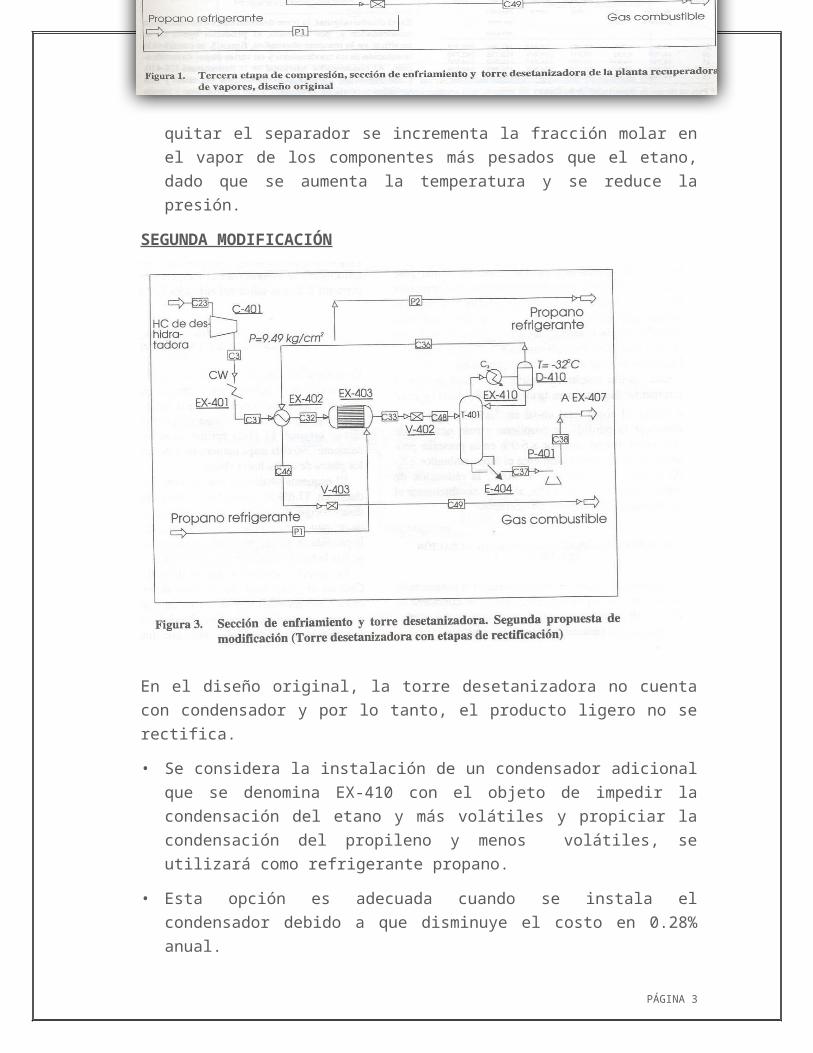
SEGUNDA MODIFICACIÓN
En el diseño original, la torre desetanizadora no cuenta con condensador y por lo tanto, el producto ligero no se rectifica.
• Se considera la instalación de un condensador adicional que se denomina EX-410 con el objeto de impedir la condensación del etano y más volátiles y propiciar la condensación del propileno y menos volátiles, se utilizará como refrigerante propano.
• Esta opción es adecuada cuando se instala el condensador debido a que disminuye el costo en 0.28% anual.
PÁGINA 3
• El sistema trabaja a mayor presión y, por lo tanto disminuyen las pérdidas de propileno y más pesados. La instalación de etapas adicionales de rectificación incrementa el costo anual.
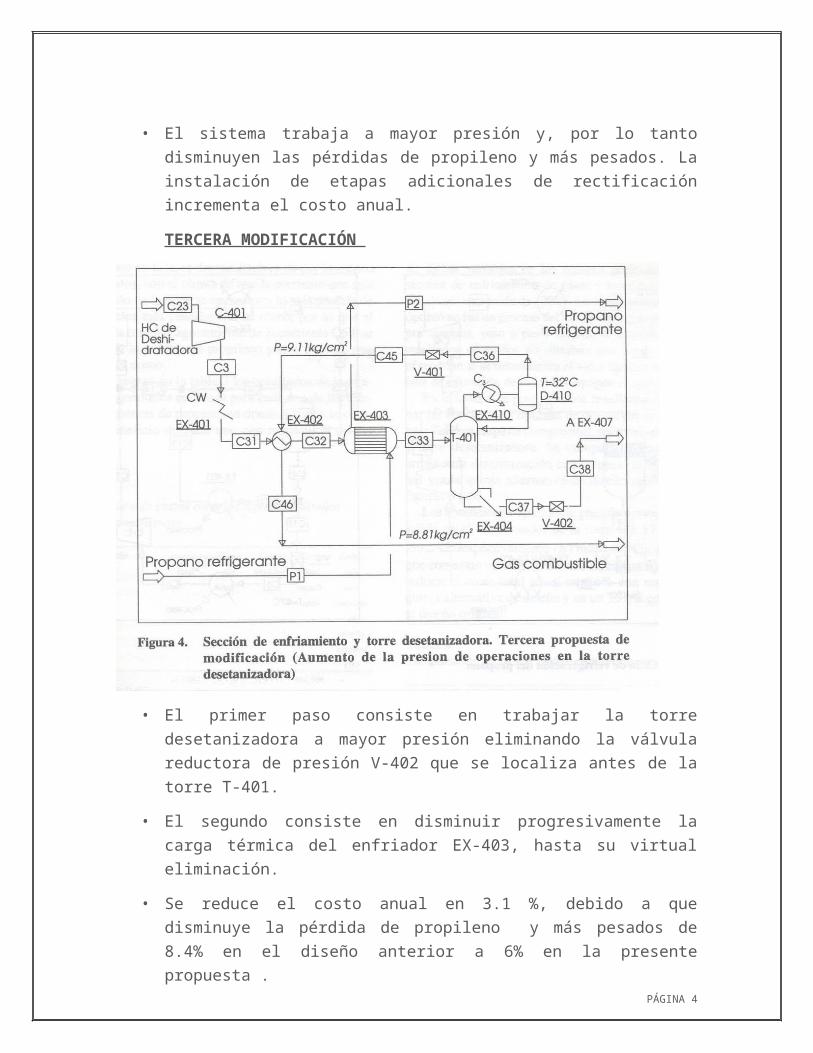
TERCERA MODIFICACIÓN
• El primer paso consiste en trabajar la torre desetanizadora a mayor presión eliminando la válvula reductora de presión V-402 que se localiza antes de la torre T-401.
• El segundo consiste en disminuir progresivamente la carga térmica del enfriador EX-403, hasta su virtual eliminación.
• Se reduce el costo anual en 3.1 %, debido a que disminuye la pérdida de propileno y más pesados de 8.4% en el diseño anterior a 6% en la presente propuesta .
• Si se elimina totalmente el intercambiador EX-403 enfriado con propano a -40°C la reducción de costos se incrementa a 31.0%, al abatir notablemente el requerimiento de propano refrigerante
PÁGINA 4
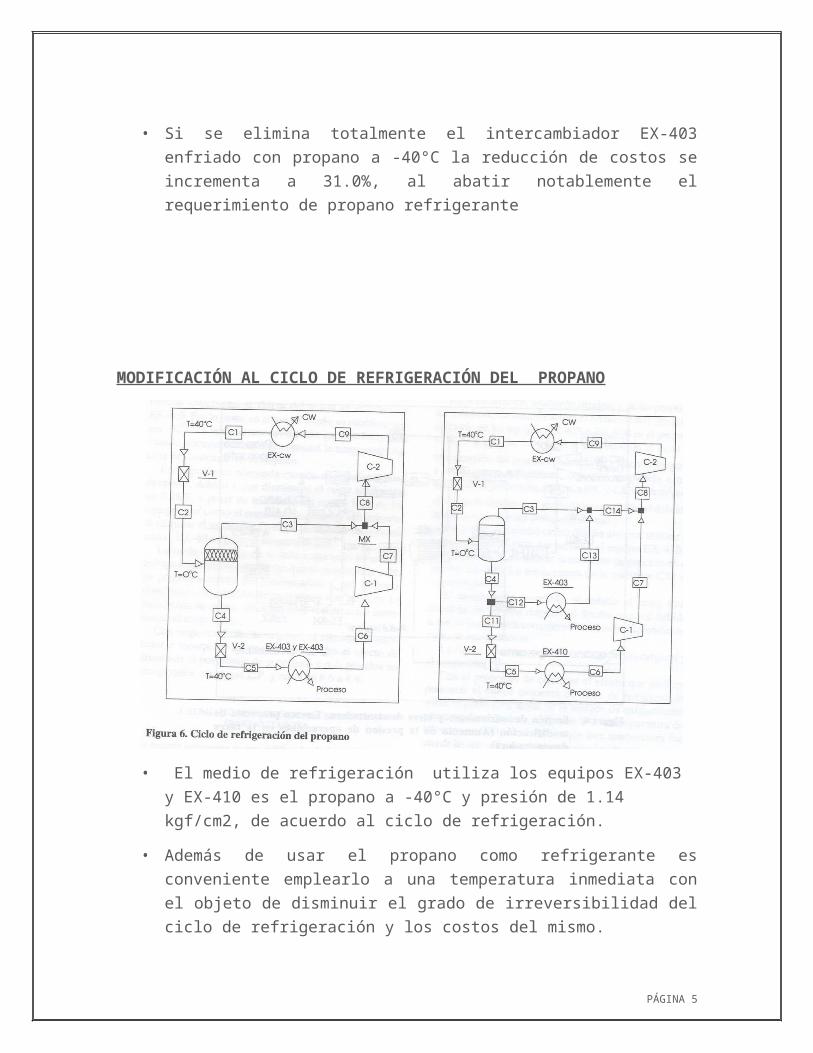
MODIFICACIÓN AL CICLO DE REFRIGERACIÓN DEL PROPANO
• El medio de refrigeración utiliza los equipos EX-403 y EX-410 es el propano a -40°C y presión de 1.14 kgf/cm2, de acuerdo al ciclo de refrigeración.
• Además de usar el propano como refrigerante es conveniente emplearlo a una temperatura inmediata con el objeto de disminuir el grado de irreversibilidad del ciclo de refrigeración y los costos del mismo.
• Se reduce el costo total anual en 34% con respecto al diseño original.
CONCLUSIONES
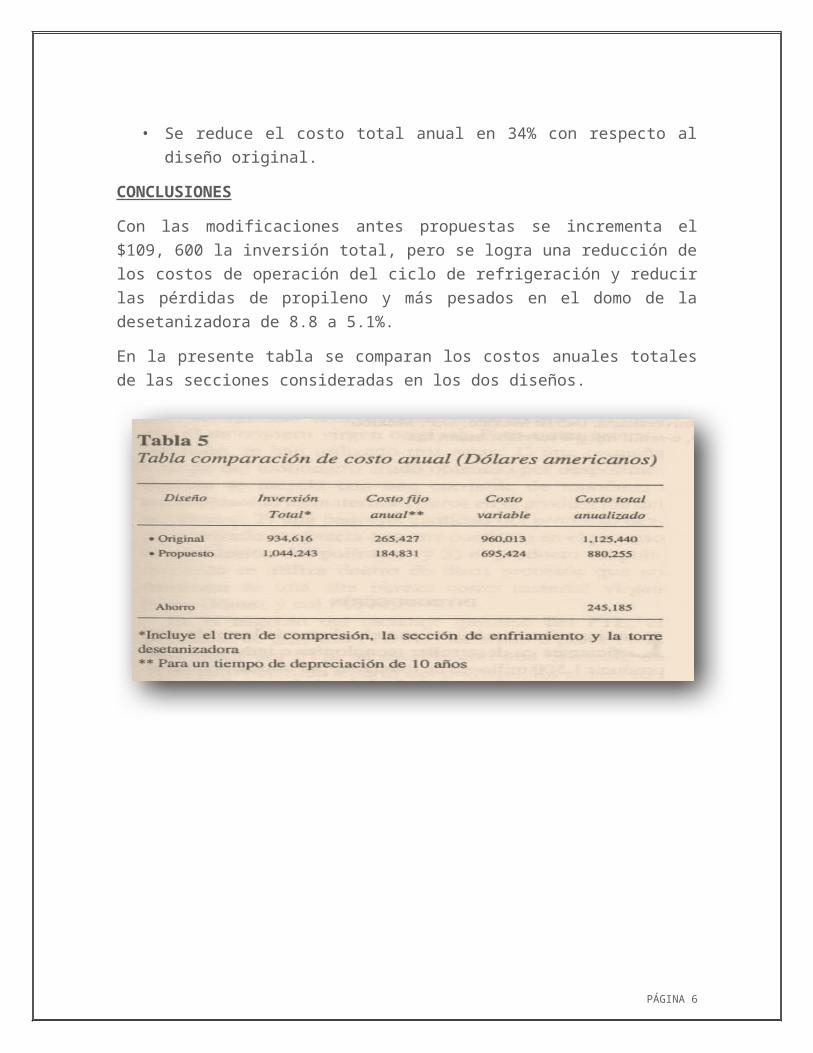
Con las modificaciones antes propuestas se incrementa el $109, 600 la inversión total, pero se logra una reducción de los costos de operación del ciclo de refrigeración y reducir las pérdidas de propileno y más pesados en el domo de la desetanizadora de 8.8 a 5.1%.
En la presente tabla se comparan los costos anuales totales de las secciones consideradas en los dos diseños.
PÁGINA 5
PÁGINA 6


















