SOLDADURA DE PLATA - etal.mx general... · SOLDADURA DE APORTE ... ciclos de calentamiento. Menores...
22
Bajo contenido de plata Alto contenido de plata SOLDADURA DE PLATA
Transcript of SOLDADURA DE PLATA - etal.mx general... · SOLDADURA DE APORTE ... ciclos de calentamiento. Menores...

Bajo contenido de plataAlto contenido de plata
SOLDADURADE PLATA

SOLDADURA DE APORTE
Las soldaduras de aporte ETAL se fabrican con metales vírgenes de alta pureza a fin de garantizar las propiedades metalúrgicas de las aleaciones, tales como temperatura de fusión, fluidez, limpieza y rango de trabajo exacto. Solo así se podrán asegurar juntas soldadas con calidad, que habrán de de prolongar la vida de los componentes sin deterioro por varios años.
Las aleaciones para soldadura de aporte con antorcha o soplete de oxi-gas, cuyo proceso es conocido de manera general como “brazing”, se clasifican en dos grandes grupos: soldaduras cobre-fósforo de bajo contenido de plata, y las soldaduras con alto contenido de plata (popularmente conocidas simplemente como “plata”) base cobre. Las primeras son usadas fundamentalmente en las industrias de la refrigeración y el aire acondicionado para soldar tuberías de cobre, mientras que las segundas tienen un uso industrial más amplio; que van desde la soldadura de tuberías de acero ordinario o inoxidables, rellenado de elementos de máquina para reparaciones, soldadura de metales disimilares y soldadura de insertos de carburo de tungsteno en portaherramientas de acero alta velocidad.
4
Todos nuestros productos están elaborados de acuerdo a la norma internacional AWS A5.8 en cuanto a composiciones químicas, formas y dimensiones y tolerancias.
Bajo contenido de plata

5
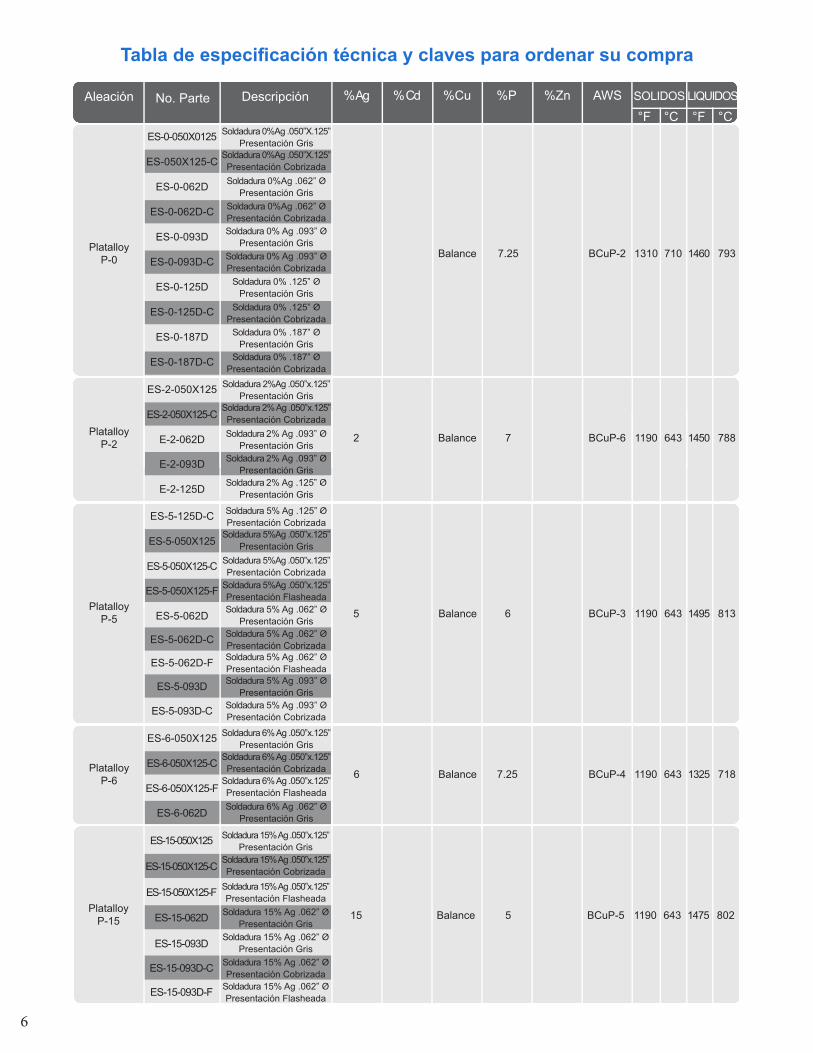
GRUPO I: Aleaciones cobre-fosforo Bajo Contenido de plata
JUNTAS TUBULARES TÍPICAS
Estas aleaciones son apropiadas para unir cobres y aleaciones base cobre, sobre todo en tuberías. Así mismo, se pueden usar, aunque en forma limi-tada para unir piezas de plata, tungsteno y molib-deno.
6
PlatalloyP-6 Balance 7.256 1190 1325643 718BCuP-4
ES-6-050X125 Soldadura 6% Ag .050”x.125”Presentación Gris
Soldadura 6% Ag .050”x.125”Presentación Cobrizada
Soldadura 6% Ag .062” OPresentación Gris
Soldadura 6% Ag .050”x.125”Presentación Flasheada
ES-6-050X125-C
ES-6-062D
ES-6-050X125-F
PlatalloyP-2 Balance 72 1190 1450643 788BCuP-6
ES-2-050X125 Soldadura 2%Ag .050”x.125”Presentación Gris
Soldadura 2% Ag .050”x.125”Presentación CobrizadaSoldadura 2% Ag .093” O
Presentación GrisSoldadura 2% Ag .093” O
Presentación GrisSoldadura 2% Ag .125” O
Presentación Gris
ES-2-050X125-C
E-2-093D
E-2-062D
E-2-125D
PlatalloyP-5 Balance 65 1190 1495643 813BCuP-3
ES-5-125D-C Soldadura 5% Ag .125” OPresentación Cobrizada
Soldadura 5%Ag .050”x.125”Presentación Gris
Soldadura 5%Ag .050”x.125”Presentación Cobrizada
Soldadura 5%Ag .050”x.125”Presentación Flasheada
Soldadura 5% Ag .062” OPresentación CobrizadaSoldadura 5% Ag .062” OPresentación FlasheadaSoldadura 5% Ag .093” O
Presentación GrisSoldadura 5% Ag .093” OPresentación Cobrizada
Soldadura 5% Ag .062” OPresentación Gris
ES-5-050X125
ES-5-050X125-F
ES-5-062D-C
ES-5-062D-F
ES-5-093D
ES-5-093D-C
ES-5-050X125-C
ES-5-062D
Aleación
PlatalloyP-0 Balance 7.25 1310 1460710 793BCuP-2
ES-0-050X0125 Soldadura 0%Ag .050”X.125”Presentación Gris
Soldadura 0%Ag .050”X.125”Presentación CobrizadaSoldadura 0%Ag .062” O
Presentación GrisSoldadura 0%Ag .062” OPresentación CobrizadaSoldadura 0% Ag .093” O
Presentación GrisSoldadura 0% Ag .093” OPresentación Cobrizada
Soldadura 0% .125” OPresentación Gris
Soldadura 0% .187” OPresentación Gris
Soldadura 0% .125” OPresentación Cobrizada
Soldadura 0% .187” OPresentación Cobrizada
ES-050X125-C
ES-0-062D
ES-0-062D-C
ES-0-093D
ES-0-093D-C
ES-0-125D
ES-0-125D-C
ES-0-187D
ES-0-187D-C
No. Parte Descripción % Ag % Cd %Cu AWS LIQUIDOSSOLIDOS%P°F °C °F °C
%Zn
PlatalloyP-15 Balance 515 1190 1475643 802BCuP-5
ES-15-050X125 Soldadura 15% Ag .050”x.125”Presentación Gris
Soldadura 15% Ag .050”x.125”Presentación Cobrizada
Soldadura 15% Ag .050”x.125”Presentación Flasheada
Soldadura 15% Ag .062” OPresentación Gris
Soldadura 15% Ag .062” OPresentación Cobrizada
Soldadura 15% Ag .062” OPresentación Flasheada
Soldadura 15% Ag .062” OPresentación Gris
ES-15-050X125-C
ES-15-062D
ES-15-093D-C
ES-15-093D-F
ES-15-050X125-F
ES-15-093D
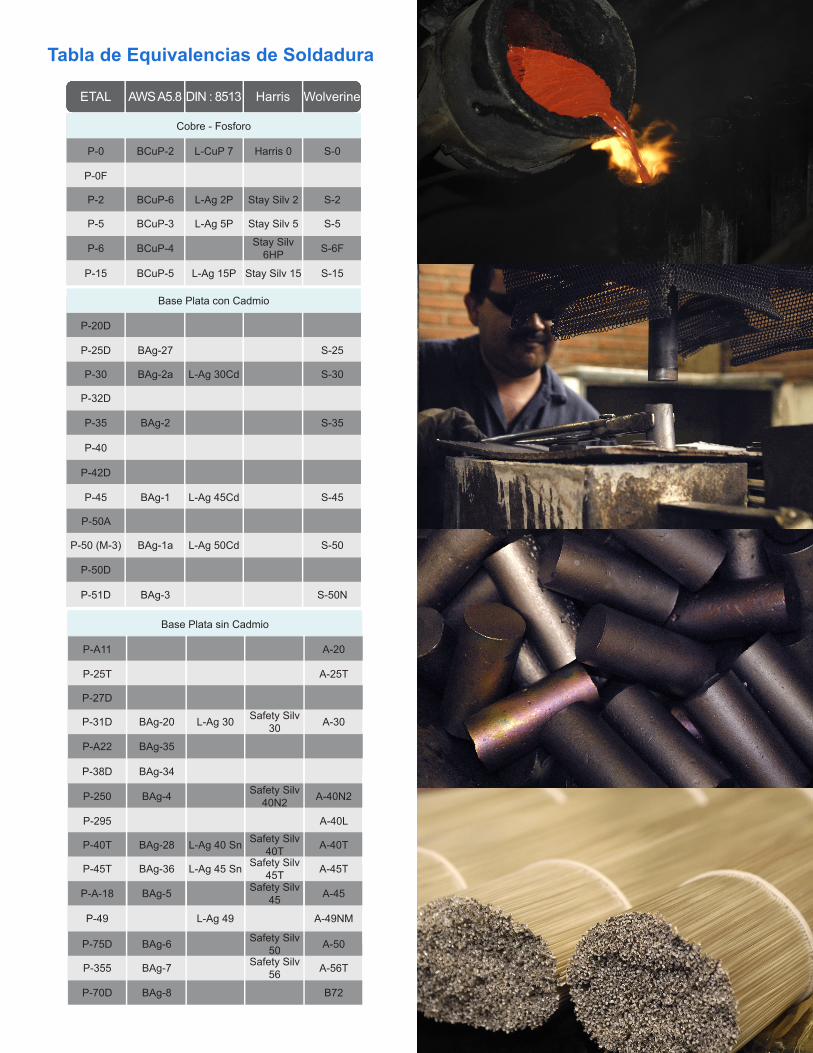
Tabla de especificación técnica y claves para ordenar su compra Tabla de Equivalencias de Soldadura
7
ETAL AWS A5.8 DIN : 8513 Harris Wolverine
P-0
P-0F
P-2
P-5
P-6
P-15
BCuP-2
BCuP-6
BCuP-3
BCuP-4
BCuP-5
L-CuP 7
L-Ag 2P
L-Ag 5P
L-Ag 15P
Harris 0
Stay Silv 2
Stay Silv 5
Stay Silv6HP
Stay Silv 15
S-0
S-2
S-5
S-6F
S-15
P-20D
P-42D
P-25D
P-45
P-30
P-50A
P-32D
P-50 (M-3)
P-35
P-50D
P-40
P-51D
BAg-27
BAg-1
BAg-2a
BAg-1a
BAg-2
BAg-3
L-Ag 45Cd
L-Ag 30Cd
L-Ag 50Cd
S-25
S-45
S-30
S-50
S-35
S-50N
P-0
P-0F
P-2
P-5
P-6
P-15
BCuP-2
BCuP-6
BCuP-3
BCuP-4
BCuP-5
L-CuP 7
L-Ag 2P
L-Ag 5P
L-Ag 15P
Harris 0
Stay Silv 2
Stay Silv 5
Stay Silv6HP
Stay Silv 15
S-0
S-2
S-5
S-6F
S-15
Copper - Phosphorus
P-A11
P-250
P-25T
P-295
P-27D
P-40T
P-75D
P-31D
P-45T
P-355
P-A22
P-A-18
P-70D
P-38D
P-49
BAg-4
BAg-28
BAg-6
BAg-20
BAg-36
BAg-7
BAg-35
BAg-5
BAg-8
BAg-34
L-Ag 40 Sn
L-Ag 30
L-Ag 45 Sn
L-Ag 49
Safety Silv 40N2
Safety Silv 40T
Safety Silv 50
Safety Silv 30
Safety Silv 45T
Safety Silv 56
Safety Silv 45
A-20
A-40N2
A-25T
A-40L
A-40T
A-50
A-30
A-45T
A-56T
A-45
B72
A-49NM
Tabla de Equivalencias de Soldadura
Base Plata con Cadmio
Cobre - Fosforo
Base Plata sin Cadmio
8
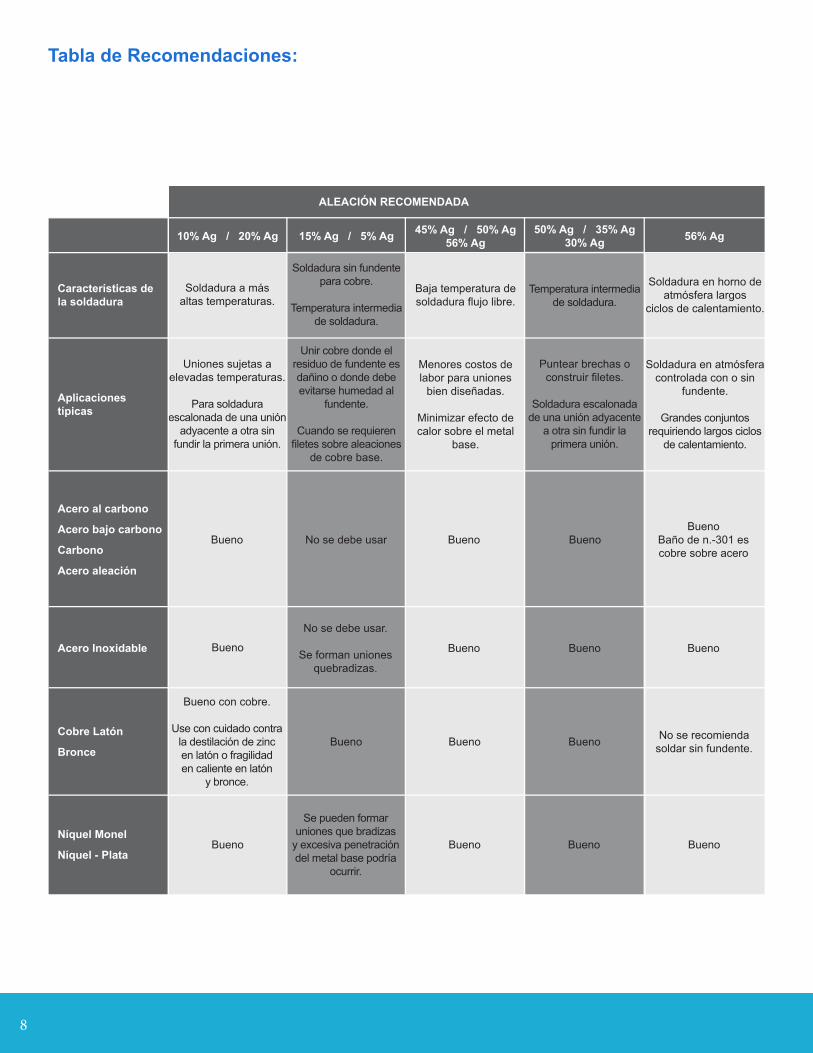
Tabla de Recomendaciones:
Características dela soldadura
Soldadura a másaltas temperaturas.
Uniones sujetas aelevadas temperaturas.
Para soldaduraescalonada de una unión
adyacente a otra sinfundir la primera unión.
10% Ag / 20% Ag
Soldadura sin fundente para cobre.
Temperatura intermedia de soldadura.
Unir cobre donde elresiduo de fundente es dañino o donde debe evitarse humedad al
fundente.
Cuando se requierenfiletes sobre aleaciones
de cobre base.
15% Ag / 5% Ag
Baja temperatura desoldadura flujo libre.
Soldadura en horno de atmósfera largos
ciclos de calentamiento.
Menores costos delabor para uniones
bien diseñadas.
Minimizar efecto decalor sobre el metal
base.
Soldadura en atmósfera controlada con o sin
fundente.
Grandes conjuntos requiriendo largos ciclos
de calentamiento.
45% Ag / 50% Ag56% Ag
Temperatura intermedia de soldadura.
Puntear brechas oconstruir filetes.
Soldadura escalonadade una unión adyacente
a otra sin fundir laprimera unión.
50% Ag / 35% Ag30% Ag 56% Ag
Aplicacionestípicas
ALEACIÓN RECOMENDADA
Bueno con cobre.
Use con cuidado contrala destilación de zincen latón o fragilidaden caliente en latón
y bronce.
Bueno
Bueno BuenoBueno
Baño de n.-301 escobre sobre acero
BuenoNo se debe usar
Bueno
No se debe usar.
Se forman unionesquebradizas.
Bueno Bueno No se recomiendasoldar sin fundente.
Se pueden formaruniones que bradizas
y excesiva penetracióndel metal base podría
ocurrir.
Bueno BuenoBueno
Bueno BuenoBueno
Bueno
Acero Inoxidable
Acero al carbono
Acero bajo carbono
Carbono
Acero aleación
Cobre Latón
Bronce
Níquel Monel
Níquel - Plata

9
Aleación
ETAL RAPID Balance 6 - 7 6 - 70 .01 - .04 1178 1247637 675BCuP-9ES-RAPID-O-2MMD Soldadura 0% Ag .5mm.Presentación Gris
No. Parte Descripción % Ag % Si %Cu AWS LIQUIDOS SOLIDOS%P
°F °C °F °C
%Sn
ETAL RAPID (ES-0F)
Es una aleación de bajo punto de fusión y gran fluidez. Es una alternativa económica a las aleaciones fosforosas que contienen plata.
Funde de 30°C (54°F) a 40°C (72°F) por abajo de sus similares con plata, debido a que su composición química forma un eutéctico donde la temperatura de fusión es más baja.
Gracias a estas características, requiere menos gas para fundirse, lo que permite ahorrar gas.
ETAL RAPID se usa para unir cobre, laton, bronce. Excelente para el uso en el área de aire acondicionado y refrigeración.

10
Todos nuestros productos están elaborados de acuerdo a la norma internacional AWS A5.8 en cuanto a composiciones químicas, formas y dimensiones y tolerancias.
Alto contenido de plata

11
Las soldaduras de aporte ETAL se fabrican con metales vírgenes de alta pureza a fin de garantizar las propiedades metalúrgicas de las aleaciones, tales como temperatura de fusión, fluidez, limpieza y rango de trabajo exacto.
Solo así se podrán asegurar juntas soldadas con calidad, que habrán de prolongar la vida de los componentes sin deterioro por varios años.
Las aleaciones para soldadura de aporte con antorcha o soplete de oxi-gas, cuyo proceso es conocido de manera general como “brazing”, se clasifican en dos grandes grupos: soldaduras cobre-fósforo de bajo contenido de plata, las soldaduras con alto contenido de plata (popularmente conocidas simplemente como “plata”) base cobre. Las primeras son usadas fundamentalmente en las industrias de la refrigeración y el aire acondicionado para soldar tuberías de cobre, mientras que las segundas tienen un uso industrial más amplio; que van desde la soldadura de tuberías de acero ordinario o inoxidables, rellenado de elementos de máquina para reparaciones, soldadura de metales disimilares y soldadura de insertos de carburo de tungsteno en portaherramientas de acero alta velocidad, piezas de plata, tungsteno y molibdeno.
Todos nuestros productos están elaborados de acuerdo a la norma internacional AWS A5.8 en cuanto a composiciones químicas, formas y dimensiones y tolerancias.
12
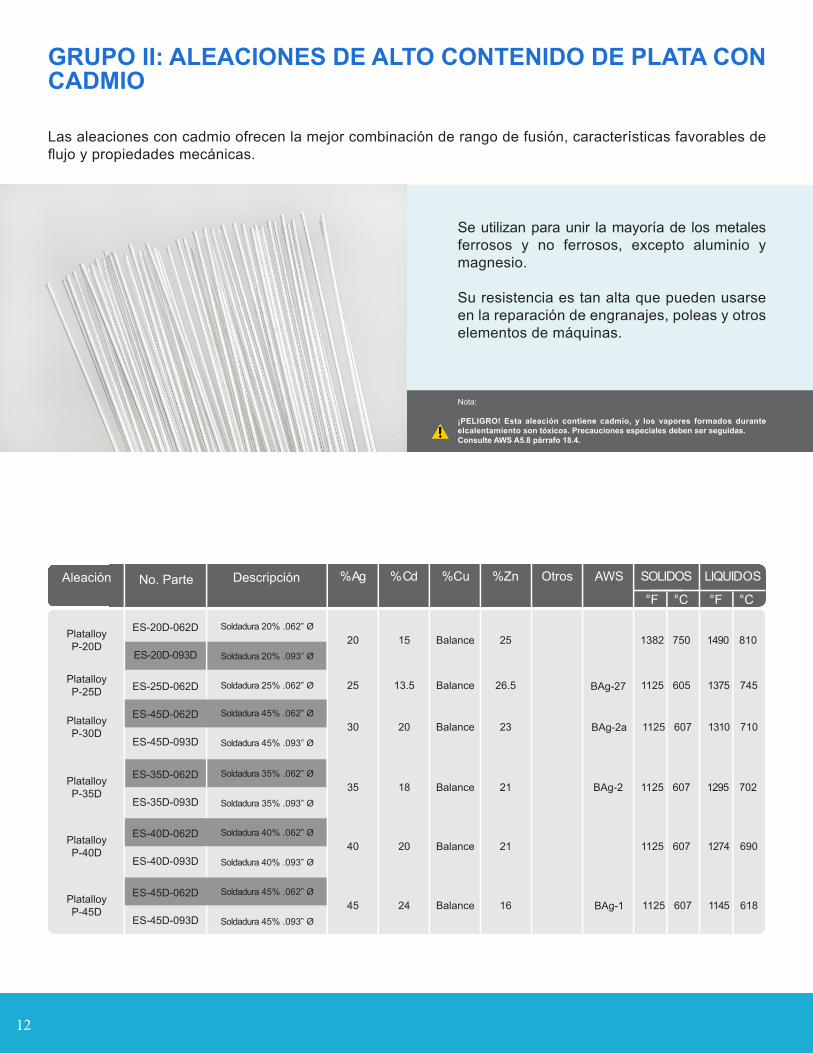
GRUPO II: ALEACIONES DE ALTO CONTENIDO DE PLATA CON CADMIO
Las aleaciones con cadmio ofrecen la mejor combinación de rango de fusión, características favorables de flujo y propiedades mecánicas.
Se utilizan para unir la mayoría de los metales ferrosos y no ferrosos, excepto aluminio y magnesio.
Su resistencia es tan alta que pueden usarse en la reparación de engranajes, poleas y otros elementos de máquinas.
Nota:
¡PELIGRO! Esta aleación contiene cadmio, y los vapores formados durante elcalentamiento son tóxicos. Precauciones especiales deben ser seguidas.Consulte AWS A5.8 párrafo 18.4.
Aleación
PlatalloyP-20D
PlatalloyP-35D
Balance
Balance
25
21
20
35
15
18
1382
1125
1490
1295
750
607
810
702
BAg-27
BAg-2
ES-20D-062D
ES-35D-062D
Soldadura 20% .062” O
Soldadura 35% .062” O
Soldadura 20% .093” O
Soldadura 35% .093” O
ES-20D-093D
ES-35D-093D
No. Parte Descripción % Ag % Cd %Cu AWS LIQUIDOSSOLIDOS%Zn
°F °C °F °C
Otros
PlatalloyP-25D
PlatalloyP-40D
Balance
Balance
26.5
21
25
40
13.5
20
1125
1125
1375
1274
605
607
745
690
ES-25D-062D
ES-40D-062D
Soldadura 25% .062” O
Soldadura 40% .062” O
Soldadura 40% .093” OES-40D-093D
PlatalloyP-30D
PlatalloyP-45D
Balance
Balance
23
16
30
45
20
24
1125
1125
1310
1145
607
607
710
618
ES-45D-062D
ES-45D-062D
Soldadura 45% .062” O
Soldadura 45% .062” O
Soldadura 45% .093” O
Soldadura 45% .093” O
ES-45D-093D
ES-45D-093D
BAg-2a
BAg-1

13
Usos y Características:
Esta familia de aleaciones encuentra su principal aplicación en la soldadura de aleaciones con alto contenido de plata, la cual se ha desarrollado para practicamente todos los metales no ferrosos excepto aluminio y magnesio, dada la gran propensión a oxidarse de estos dos metales.
Ofrecemos varillas desnudas sin fundente este deberá ser aportado durante la soldadura en las medidas estandares del mercado, el método de aplicación de estas soldaduras es con el uso de soplete de oxígeno-acetileno, butano o propano, o de gas natural. Las características de las juntas soldadas varían fundamentalmente en función del contenido de plata y el cadmio que contienen algunas aleaciones. Como regla general, las mejores características se obtendrán cuanto mas altos sean los contenidos de estos elementos y se adicionen otros tales como el manganeso, el estaño o el níquel.
Debe tomarse muy en cuenta que todas estas aleaciones contienen cadmio, un elemento plenamente identificado por sus efectos tóxicos. Los humos producidos durante la aplicación de estas soldaduras son muy volátiles y con gran capacidad de expansión, por lo que la ventilación eficiente en los sitios de uso de estas soldaduras es un requisito mandatorio.
Descripción y Características:
Tipo
P-25D (BAg-27)Esta es una modificación de la P-30, en la que se ha reducido el contenido de plata a manera de hacerla más económica. Puede usarse para soldar acero, cobre, aleaciones de bronces, acero inoxidable, tungsteno y combinaciones de esos metales.
P-30(BAg-2a) Alta fluidez, alta conductividad eléctrica, de igual manera se puede unir amteriales de cobre, bronce y latón.
P-35(BAg-2)La combinación exacta de alto desempeño y economía. Con su alto contenido de cadmio y plata proporciona resistencia, a la unión originada por la soldadura. Su fluidez es excelente y puede penetrar fácilmente en juntas estrechas y complicadas.
P-45 (BAg-1) Esta aleación posee las mejores características de fluidez, baja temperatura de fusión y resistencia a la corrosión.
P-50 (BAg-1a) y P-50N (BAg-3)El alto contenido de plata de estas aleaciones les confiere las temperaturas de fusión más bajas y la mayor fluidez. Por su alto contenido de plata, poseen la mayor resistencia a la corrosión.
Descripción

14
GRUPO III: ALEACIONES DE ALTO CONTENIDO DE PLATA SIN CADMIO
Estas aleaciones se utilizan en aquellas aplicaciones donde el cadmio no es tolerado por causa de las reglamentaciones ambientales y sanitarias.
Debido a esto, tienen amplia aplicación en la industria de la construcción de equipos para el procesamiento de alimentos. Se pueden unir con ellas metales ferrosos o no ferrosos por procedimiento manual o en horno.
Pueden aplicarse también a intercambiadores de calor, reactores, tuberías y conexiones en general.

15
Aleación
PlatalloyP-A11 Balance 3520 1270 1435
1400
688 779
760
ES-A11-062D Soldadura 20% .062” O
Soldadura 20% .093” OES-A11-093D
No. Parte Descripción % Ag % Cd % P%Cu AWS SOLIDOS LIQUIDOS%Zn
°F °F°C °C
Otros
PlatalloyP-25T Balance 33 Sn 225 1265 685ES-25T-062D Soldadura 20% .062” O
PlatalloyP-38D Balance 29 Sn 238 1200 1330649 721
ES-38-062D Soldadura 38% .062” O
Soldadura38% .093” OES-38D-093D
PlatalloyP-250 Balance 28 Ni 240 1240 1435671 779BAg-4
ES-250-062D Soldadura 40% .062” O
Soldadura 38% .093” OES-250-093D
PlatalloyP-A18 Balance 2545 1225 1370663 743BAg-5
ES-A18-062D Soldadura 45% .062” O
Soldadura 45% .093” OES-A18-093D
PlatalloyP-75D Balance 1650 1270 1425688 774BAg-6
ES-75D-062D Soldadura 50% .062” O
Soldadura 50% .093” OES-75D-093D
PlatalloyS-355 Balance 17 Sn 556 1145 1205618 652BAg-7ES-355-062D Soldadura 56% .062” O
PlatalloyP-31D 38 Balance30 1250 1410677 766BAg-20
ES-31D-062D Soldadura 30% .062” O
Soldadura 30% .093” OES-31D-093D
PlatalloyP-A22 Balance 3335 1265 1390685 754ES-A22-062D Soldadura 30% .062” O BAg-35
BAg-34

16
Tipo y Descripción:
Tipo
P-25T(BAg-37)
P-31D(BAg-20)
P-A22(BAg-35)
P-38T(BAg-34)
P-40T(BAg-28)
P-45T(BAg-36)
PA-18(BAg-5)
P-49A (BAg-22)
P-75D(BAg-6)
P-250 (BAg-4)
P-355(BAg-7)
Usada con mucha frecuencia para soldar acero, cobre y latón. Su bajo contenido de plata hace de ella una opción económica donde una ductilidad algo baja sea aceptable.
Muy buenas características de fluidez.De amplio uso en la industria química.
Su composición química es bastante sencilla, de ahí que sea una opción económica pero versátil para usos generales en todo tipo de industrias.
Es una aleación con buenas características de flujo y ductibilidad.
Posee uno de los puntos de fusión más bajos y el rango de fusión mas estrecho, de ahí su buena fluidez. Su contenido de plata y de estaño le proporciona una buena resistencia a la corrosión.
Soldadura con el más bajo punto de fusión, esto ayuda a ahorrar energía para fundirla. Su contenido de estaño es un poco más alto que el de la P-40T, lo cual mejora sus propiedades mecánicas y resistencia a la corrosión.
Encuentra su principal aplicación en la industria eléctrica así como en la fabricación de equipo para procesamiento de alimentos. Posee gran capacidad para penetrar en juntas intrincadas.
Tiene un punto de fusión bastante bajo, lo que la convierte en una aleación de gran utilidad para los trabajos en altos volúmenes de producción. Puede ser una buena alternativa para soldar insertos de carburo de tungsteno.
De gran aplicación en la industria del equipo para procesamiento d de alimentos.Resistente a las substancias ácidas o alcalinas.
Material bastante adecuado para la soldadura de insertos de carburo de tungsteno en caso de que no se desee usar aleaciones con cadmio. Su contenido de níquel le ayuda a tener propiedades similares.
Alto contenido de plata y presencia de estaño, una aleación para las aplicaciones más exigentes en cuanto a resistencia a la corrosión y resistencia a la fatiga, lo que la hace ser la selección óptima para soldar tuberías de vapor u otros líquidos a presión y corrosivos. Ofrece un agradable color natural para las aplicaciones de orfebrería o accesorios de lujo.
Descripción
17
Aleación
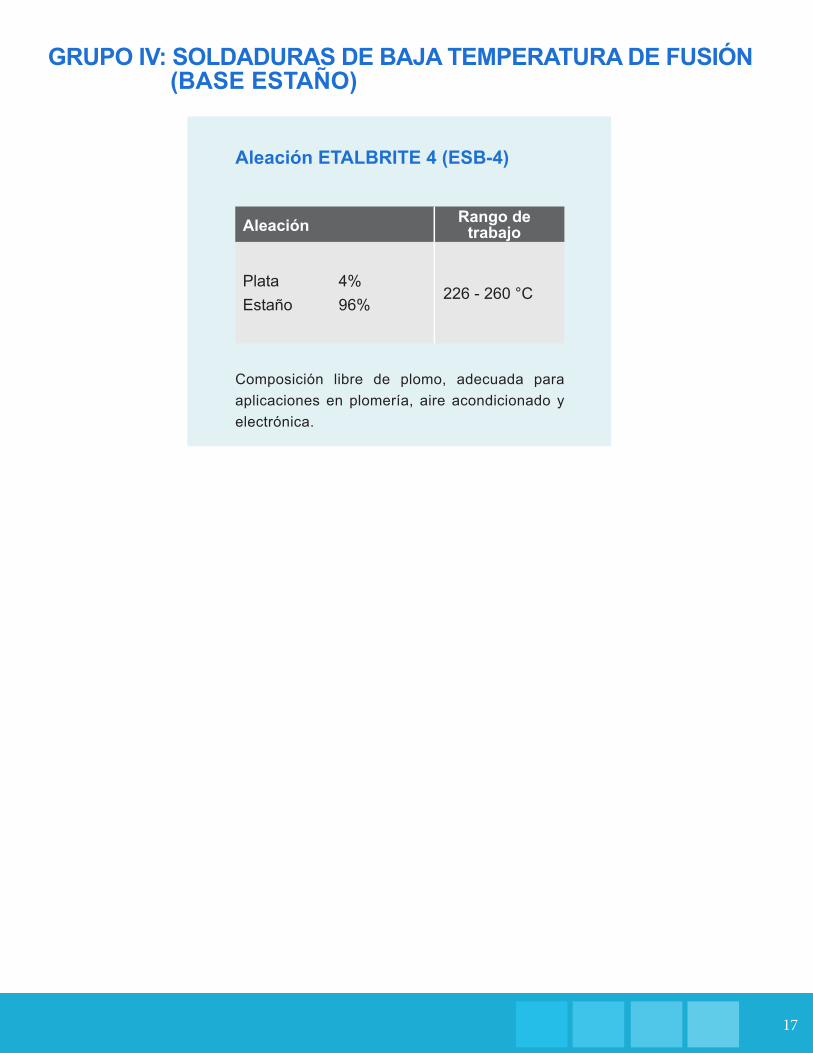
Plata 4%Estaño 96%
226 - 260 °C
GRUPO IV: SOLDADURAS DE BAJA TEMPERATURA DE FUSIÓN (BASE ESTAÑO)
Composición libre de plomo, adecuada para aplicaciones en plomería, aire acondicionado y electrónica.
Aleación ETALBRITE 4 (ESB-4)
Rango de trabajo
18
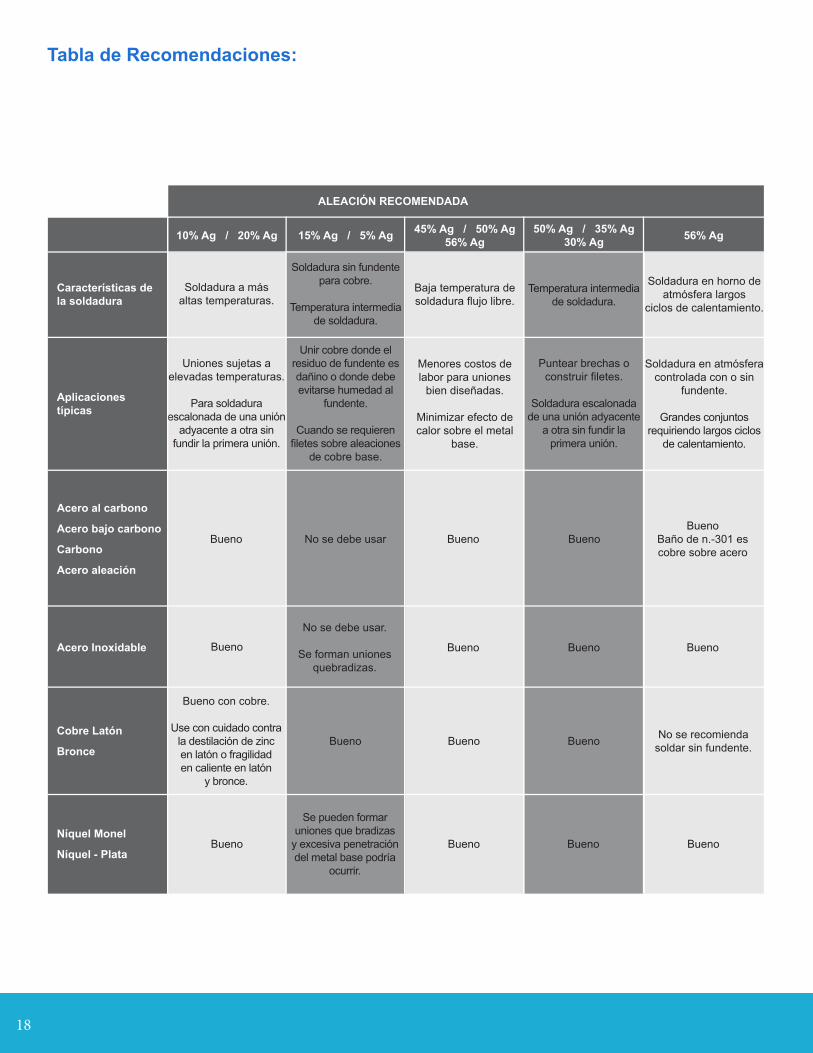
Tabla de Recomendaciones:
Características dela soldadura
Soldadura a másaltas temperaturas.
Uniones sujetas aelevadas temperaturas.
Para soldaduraescalonada de una unión
adyacente a otra sinfundir la primera unión.
10% Ag / 20% Ag
Soldadura sin fundente para cobre.
Temperatura intermedia de soldadura.
Unir cobre donde elresiduo de fundente es dañino o donde debe evitarse humedad al
fundente.
Cuando se requierenfiletes sobre aleaciones
de cobre base.
15% Ag / 5% Ag
Baja temperatura desoldadura flujo libre.
Soldadura en horno de atmósfera largos
ciclos de calentamiento.
Menores costos delabor para uniones
bien diseñadas.
Minimizar efecto decalor sobre el metal
base.
Soldadura en atmósfera controlada con o sin
fundente.
Grandes conjuntos requiriendo largos ciclos
de calentamiento.
45% Ag / 50% Ag56% Ag
Temperatura intermedia de soldadura.
Puntear brechas oconstruir filetes.
Soldadura escalonadade una unión adyacente
a otra sin fundir laprimera unión.
50% Ag / 35% Ag30% Ag 56% Ag
Aplicacionestípicas
ALEACIÓN RECOMENDADA
Bueno con cobre.
Use con cuidado contrala destilación de zincen latón o fragilidaden caliente en latón
y bronce.
Bueno
Bueno BuenoBueno
Baño de n.-301 escobre sobre acero
BuenoNo se debe usar
Bueno
No se debe usar.
Se forman unionesquebradizas.
Bueno Bueno No se recomiendasoldar sin fundente.
Se pueden formaruniones que bradizas
y excesiva penetracióndel metal base podría
ocurrir.
Bueno BuenoBueno
Bueno BuenoBueno
Bueno
Acero Inoxidable
Acero al carbono
Acero bajo carbono
Carbono
Acero aleación
Cobre Latón
Bronce
Níquel Monel
Níquel - Plata

19

20
ETAL AWS A5.8 DIN : 8513 Harris Wolverine
P-0
P-0F
P-2
P-5
P-6
P-15
BCuP-2
BCuP-6
BCuP-3
BCuP-4
BCuP-5
L-CuP 7
L-Ag 2P
L-Ag 5P
L-Ag 15P
Harris 0
Stay Silv 2
Stay Silv 5
Stay Silv6HP
Stay Silv 15
S-0
S-2
S-5
S-6F
S-15
P-20D
P-42D
P-25D
P-45
P-30
P-50A
P-32D
P-50 (M-3)
P-35
P-50D
P-40
P-51D
BAg-27
BAg-1
BAg-2a
BAg-1a
BAg-2
BAg-27
BAg-3
L-Ag 45Cd
L-Ag 30Cd
L-Ag 50Cd
S-25
S-45
S-30
S-50
S-35
S-25
S-50N
P-0
P-0F
P-2
P-5
P-6
P-15
BCuP-2
BCuP-6
BCuP-3
BCuP-4
BCuP-5
L-CuP 7
L-Ag 2P
L-Ag 5P
L-Ag 15P
Harris 0
Stay Silv 2
Stay Silv 5
Stay Silv6HP
Stay Silv 15
S-0
S-2
S-5
S-6F
S-15
Copper - Phosphorus
P-A11
P-250
P-25T
P-295
P-27D
P-40T
P-75D
P-31D
P-45T
P-355
P-A22D
P-A-18
P-70D
P-38D
P-49A
BAg-4
BAg-28
BAg-6
BAg-20
BAg-36
BAg-7
BAg-5
BAg-8
BAg-22
L-Ag 40 Sn
L-Ag 30
L-Ag 45 Sn
L-Ag 49
Safety Silv 40N2
Safety Silv 40T
Safety Silv 50
Safety Silv 30
Safety Silv 45T
Safety Silv 56
Safety Silv 45
A-20
A-40N2
A-25T
A-40L
A-40T
A-50
A-30
A-45T
A-56T
A-45
B72
A-49NM
Tabla de Equivalencias de Soldadura
Base Plata con Cadmio
Cobre - Fosforo
Base Plata sin Cadmio

21
Felipe Ángeles No. 52 Bellavista
Tacubaya 01140 México, D.F.
Tel. (55) 5278-3900
www.etal.com.mx