TESINA de Plc Delta y Pantalla Hmi Maceradora de Cerveza
57
TESINA MACERADORA DE CERVEZA QUE PRESENTA Jesus Castañeda Aguirre EN CUMPLIMIENTO PARCIAL DE LA ESTADÍA PRÁCTICA DE INGENIERÍA EN MECATRÓNICA ASESOR ACADÉMICO Ing. Rolando Lizárraga Bañuelos ORGANISMO RECEPTOR Ing. Oscar Cárdenas Ruvalcaba Mazatlán, Sin. 06 de noviembre de 2014
-
Upload
jesus-castaneda-aguirre -
Category
Documents
-
view
248 -
download
2
description
funcionamiento de plc y programacion al igual de pantallas hmi para la elaboracion de una maceradora de cerveza
Transcript of TESINA de Plc Delta y Pantalla Hmi Maceradora de Cerveza

TESINA
MACERADORA DE CERVEZA
QUE PRESENTA
Jesus Castañeda Aguirre
EN CUMPLIMIENTO PARCIAL DE LAESTADÍA PRÁCTICA DE
INGENIERÍA EN MECATRÓNICA
ASESOR ACADÉMICOIng. Rolando Lizárraga Bañuelos
ORGANISMO RECEPTORIng. Oscar Cárdenas Ruvalcaba
Mazatlán, Sin. 06 de noviembre de 2014

Noviembre 06, 2014
C. Jesus Castañeda AguirrePRESENTE
Le comunico que el Programa Académico de Ingeniería en Mecatrónica le ha otorgado la autorización para la impresión de su Tesina de Estadía Práctica cuyo título es:
“MACERADORA DE CERVEZA”
Y su contenido es:
I. IntroducciónII. Marco teóricoIII. Desarrollo del proyectoIV. Conclusiones
A T E N T A M E N T E
__________________________________________________ M.C. VICTOR MANUEL RODRÍGUEZ VELÁZQUEZ DIRECTOR DE CARRERA ING. EN MECATRÓNICA

Noviembre 06, 2014
M.C. VICTOR MANUEL RODRÍGUEZ VELÁZQUEZDIRECTOR DE CARRERA ING. EN MECATRÓNICAPRESENTE
Por medio de la presente notifico a Usted que en cumplimiento parcial de los requerimientos de la Estadía Práctica, ha sido aprobado y aceptado para su impresión el documento de Tesina del C. Jesus Castañeda Aguirre, cuyo título es:
“MACERADORA DE CERVEZA”
Agradeciendo de antemano la atención prestada a la presente, quedo de Usted
__________________________________________Ing. Rolando Lizárraga Bañuelos
Asesor académico de Tesina

Noviembre 06, 2014
M.C. VICTOR MANUEL RODRÍGUEZ VELÁZQUEZDIRECTOR DE CARRERA ING. EN MECATRÓNICAPRESENTE
Por medio de la presente notifico a Usted que en cumplimiento parcial de los requerimientos de la Estadía Práctica, ha sido aprobado y aceptado para su impresión el documento de Tesina del C. Jesus Castañeda Aguirre, cuyo título es:
“MACERADORA DE CERVEZA”
Agradeciendo de antemano la atención prestada a la presente, quedo de Usted
__________________________________________Ing. Oscar Cárdenas Ruvalcaba
Asesor de Externo O.R

RESUMEN
MACERADORA DE CERVEZA
Alumno: Jesus Castañeda Aguirre
Ingeniería en Mecatrónica
Universidad Politécnica de Sinaloa
Mazatlán, Sinaloa, Noviembre 2014
Asesor: Ing. Rolando Lizárraga Bañuelos
Este proyecto consiste en la construcción de un panel de control capaz de
controlar un proceso de la elaboración de la cerveza, el cual principalmente, se trata
de hacer pasar la mezcla por diversas etapas más o menos largas de temperatura.
Este proyecto fue encargado a la compañía AUTOMATIZACION ASM por la empresa
cervecera VERACRUZ BREWERING COMPANY, el equipo usado pertenece a la
marca DELTA ELECTRONIC.
El diseño del proyecto fue realizado por el alumno tras el uso del programa DOPSoft,
este diseño de programación está basado en la elaboración de gráficos de botones,
graficas, display en una pantalla touch HMI
Esto nos sirve para controlar el proceso y visualizar las variables de temperatura
mediante gráficas, entre otras cualidades de la pantalla DELTA HMI.
IV

Índice
Índice de tablas e imágenes
I. Introducción……………………………………………………………………………1
II. Marco teórico………………………………………………………………………….2
2.1 Investigación de PLC DELTA y pantalla HMI DELTA…………………………….2
2.2 Investigación de PLC DELTA………………………………………………………..2
2.3 Asistencia a cursos de PLC DELTA………………………………………………..7
2.4 Pruebas en el laboratorio con el PLC DELTA…………………………….......…14
2.5 Investigación de pantalla HMI DELTA……………………………………...…….15
2.6 Asistencia a cursos de pantalla HMI DELTA……………………………………..19
2.7 Pruebas en el laboratorio con la pantalla HMI DELTA………………………….23
III. Desarrollo del proyecto……………………………………………………………..24
3.1 Necesidades requeridas por el cliente…………………………………………....24
3.2 Solución del problema……………………………………………………………...25
3.3 Realización del proyecto…………………………………………………………...25
IV. Bibliografía…………………………………………………………………………...36
V. Conclusión…………………………………………………………………………..36
V

Índice de tablas e imágenes
Figura 2.1. Canales de estradas analógicas………………………………………...…….3
Figura 2.2. Circuito equivalente…………………………………………………………..…3
Figura 2.3. Entradas digitales……………………………………………………………….4
Figura 2.4. Salidas analógicas………………………………………………………………4
Figura 2.5. Salidas tipo transistor…………………………………...………………………
5
Figura 2.6. Configuración NPN……………………………………………………...………
5
Figura 2.7. Configuración PNP…………………………………………..………………….5
Figura 2.8. Fuente de alimentación de 24VDC……………………………………….…..6
Figura 2.9. Software de programación……………………………………………………..6
Figura 2.10. Diagrama de escalera………………………………………………………...7
Figura 2.11. Sistema de detección…………………………………………………………8
Figura 2.12. Programa de selección de cajas…………………………………………….8
Figura 2.13. Programa de registros………………………………………………………..9
Figura 2.14. Programa de comparación………………………………………….………10
Figura 2.15. Programa de funciones aritméticas……………………………………..
….11
Figura 2.16. Programa de intermitente…………………………………………………...11
Figura 2.17. Programación por estados……………………………………………….
….13
Figura 2.18. Encendido de un foco……………………………………………………..…14
Figura 2.19. Activación de un foco……………………………………………………..…14
Figura 2.20. Programa del encoder……………………………………………………….15
Figura 2.21. Pantalla de enfrente………………………………………………………….16
Figura 2.22. Parte trasera de la pantalla……………………………………………….…
18
Figura 2.23. Programa para realizar la programación…………………………………..18
Figura 2.24. Programa de minutos, segundos y decimas de segundos………………19
VI

Figura 2.25. Programa de cambio de pantalla……………………………….………….20
Figura 2.26. Programa de cambio de pantalla 2………………………………………...20
Figura 2.27. Programa de reloj de tiempo real………………………………………..…21
Figura 2.28. Configuración de la fecha………………………………………………...…21
Figura 2.29. Configuración de la hora…………………………………………………….22
Figura 2.30. Programa de animación……………………………………………………..22
Figura 2.31. Utilización de las macros (Programa sumador)…………………………..23
Figura 2.32. Encendido de una luz indicadora………………………………………..…24
Figura 3.1. Control PID………………………………………………………..……………26
Figura 3.2. Estado de programación………………………………………………….…..28
Figura 3.3 Pantalla principal……………………………………………………….………29
Figura 3.4 Pantalla dos……………………………………………………………………..30
Figura 3.4 Pantalla dos. (Continuación)…………………………………………….
…….31
Figura 3.5 Pantalla
tres……………………………………………………………………..32
Figura 3.6. Pantalla cuatro………………………………………………………………....33
Figura 3.6 Pantalla cuatro (Continuación)………………………………………….…….34
Figura 3.7. Pantalla cinco…………………………………………………………………..35
Tabla 2.1. Configuración de la comunicación del conector DB9………………………16
VII

I. Introducción
ASM nace en el año 2010. Es una empresa de servicio a la industria en general.
Su actividad principal consiste en suministrar equipo eléctrico-electrónico, así como
reparación de equipo, diseño y desarrollo de proyectos industriales de
automatización en procesos y puesta en marcha de maquinaria.
Es una empresa dedicada a proporcionar y distribuir a sus clientes servicios y
productos competitivos y de alta calidad con estándares nacionales e internacionales
por medio de profesionales altamente calificados y comprometidos con la excelencia
en el servicio y generando valor entre sus clientes, empleados, accionistas y
sociedad, y también la puesta en marcha de maquinaria industrial.
El área en el cual el alumno fue asignado fue el área de desarrollo de proyectos,
en esta área se llevan a cabo la elaboración de proyectos que industrias requieren.
1

II. Marco teórico
II.1 Investigación de PLC DELTA y pantalla HMI DELTA
Los equipos que fueron utilizados en el proyecto fue un PLC DELTA y una
pantalla HMI DELTA, entre otros dispositivos, por lo tanto se llevó a la necesidad de
realizar una investigación de dichos dispositivos.
II.2 Investigación de PLC DELTA
Los PLC son dispositivos para la automatización, a continuación mostrare la
definición de Automatización, “la Real Academia de Ciencias Exactas Físicas y
Naturales define la Automatización como el estudio de los métodos y procedimientos
cuya finalidad es la sustitución del operador humano por un operador artificial en la
generación de una tarea física o mental previamente programada” (J. Pedro Romera,
1994). Con base de la definición anterior e inclinándonos al ámbito industrial
podemos definir que la Automatización como el estudio y aplicación al control de los
procesos industriales.
“Los PLC (Controlador Lógico Programable) o Autómata Programable, es un
dispositivo electrónico capaz de estructurar y procesar la información que recibe de
los elementos conectados a las entradas o en forma de programa, para entregar una
nueva información en las salidas, que permite el funcionamiento automático de una
secuencia o de un proceso, así como su optimización” (Leiva)
La investigación que se realizó sobre el dispositivo PLC DELTA, fue el programa
para realizar la programación del dispositivo, el lenguaje de programación, como se
comunica el PLC con el ordenador, entre otras cosas.
Otra de las cosas importante que fue investigado es la ficha técnica del PLC
DELTA modelo DVP20SX2, el cual contiene unos punto que mostrare a
continuación.
CPU UNIDAD CENTRAL DE PROCESO:
La CPU es el cerebro del sistema, el cual usualmente es un microcontrolador
RELOJ EN TIEMPO REAL
2

El PLC DELTA modelo DVP20SX2 tiene un reloj de tiempo real, que es esencial
en la industria
PUERTO DE ENTRADAS
El PLC DELTA modelo DVP20SX2 tiene un puerto de entradas analógicas, el cual
contiene 4 canales analógicos, los cuales se pueden configurar como entradas de
voltaje o entradas de corriente, de V0 hasta V3 como entradas de voltaje y de I0
hasta I3 como entradas de corriente, en la figura siguiente mostrare la imagen del
puerto Figura 2.1.
Figura 2.1. Canales de estradas analógicas.
A continuación mostrare el circuito equivalente de los canales de entradas
analógicas, Figura 2.2.
Figura 2.2. Circuito equivalente
3

El PLC DELTA modelo DVP20SX2 tiene 8 entradas digitales de la X0 hasta la X7,
el cual mostrare en la siguiente imagen, Figura 2.3.
Figura 2.3. Entradas digitales.
PUERTO DE SALIDAS:
El PLC DELTA modelo DVP20SX2 tiene un puerto de salidas analógicas, el cual
tiene 2 salidas analógicas, las cuales se pueden configurar para voltaje o para
corriente, la VO0 y la VO1 para voltaje, y la IO0 y la IO1 para corriente, a
continuación mostrare una imagen donde muestro el puerto de salidas analógicas,
Figura 2.4.
Figura 2.4. Salidas analógicas
4

El PLC DELTA modelo DVP20SX2 tiene un puerto con 6 salidas tipo
transistor de la Y0 hasta la Y5, el cual mostrare en la siguiente imagen,
Figura 2.5.
Figura 2.5. Salidas tipo transistor
A continuación mostrare las dos configuraciones NPN y PNP, Figura 2.6. Y
Figura 2.7.
Figura 2.6. Configuración NPN
Figura 2.7. Configuración PNP
5

COMUNICACIONES:
Diseñado con RS-232 y RS-485, compatible con protocolos de comunicación
MODBUS ASCII / RTU
Alimentación del PLC DELTA modelo DVP20SX2
La alimentación del PLC DELTA modelo DVP20SX2 son 24 Volt de corriente
directa, ocupa una fuente externa, la cual mostrare a continuación, Figura 2.8.
Figura 2.8. Fuente de alimentación de 24VDC
También otras de las cosas importantes que se investigaron es el software para
realizar la programación, dicho programa es descargado gratis de la página oficial de
DELTA ELECTRONIX, y se llama WPLSoft y es la versión 2.38, el cual mostrare en
la siguiente imagen, Figura 2.9.
Figura 2.9. Software de programación
6

Lo siguiente que fue investigado es el lenguaje de programación el cual es
diagrama en escalera, en la siguiente imagen mostrare un diagrama de escalera.
Figura 2. 10.
Figura 2.10. Diagrama de escalera
II.3 Asistencia a cursos de PLC DELTA
Para fortalecer el conocimiento adquirido con la investigación que realizamos,
fuimos enviados a unos cursos de PLC DELTA, en el cual nos dieron reconocimiento.
A continuación mostrare los programas que realice en el curso.
Ejercicio 1:
Un sistema de detección de cajas grandes 40cm x 40cm y cajas chicas 20cm x
20cm.
7

El sistema de detección cuenta con dos sensores, uno se encuentra a la mitad de
la caja chica X0 y otro a 30cm X1, realice un programa que detecte el tamaño de las
cajas mediante una luz verde para la caja grande y una luz roja para la caja chica.
Para que se detecte la caja grande los dos sensores deben de detectar X0 y X1.
En la siguiente imagen mostrare el sistema de detección, Figura 2.11.
Figura 2.11 Sistema de detección.
El programa que realice fue el siguiente, Figura 2.12.
Figura 2.12. Programa de selección de cajas
La descripción del programa es la siguiente, en la línea uno tenemos un contacto
X0 abierto el cual es del sensor para la caja chica, al momento de que el sensor se
detecte el contacto se cerrara y Y1 se activara indicando que es una caja chica, en
la línea dos tenemos dos contactos abiertos en serie X0 y X1, los cuales detectan la
8

caja grande, al momento de que los dos se cierran se activara Y0 indicando que es
una caja grande, en la línea uno hay un contacto cerrado Y0 en serie con el contacto
X0, ese contacto es de seguridad para que cuando una caja grande se detecte no se
detecte una chica también.
Ejercicio 2:
Teniendo un registro D1 y D2, al momento de activar la entrada X1 cargue el valor
de 3 en D1, al momento de activar la entrada X2 cargue el valor de 6 en D1, al
momento de activar la entrada X3 cargue el valor de D1 en D2.
En la siguiente imagen mostrare el programa que realice, Figura 2.13.
Figura 2.13. Programa de registros
Descripción del programa, en la línea uno tenemos un contacto abierto X1 el cual
al ser activado mueve el valor 3 al registro D1, en la línea dos tenemos un contacto
abierto X2 el cual al ser activado mueve el valor 6 al registro D1, en la línea tres
tenemos un contacto abierto X3 el cual al ser activado mueve el valor del registro D1
al registro D2. Con este programa aprendimos a mover valores numéricos a registros
(D) y también mover registros a otros registros.
Ejercicio 3:
Se encuentran 2 botoneras con 2 botones cada una, la primera botonera está
conectada a X0 y X1, la segunda botonera a X2 y X3.
Existen dos lámparas indicadoras que indican quien presiono el botón más alto o
el más bajo.
Si es presionado el botón X0 se carga un valor de 3 a D0, si es presionado el
botón X1 se carga un valor de 6 a D0, si es presionado el botón X2 se carga un valor
9

de 3 a D1, si es presionado el botón X3 se carga un valor de 6 a D1, si el registro D0
es mayor que el registro D1 se activara la lámpara Y0, si el registro D0 es igual que
el registro D1 se activara la lámpara Y1, si el registro D0 es menor que el registro D1
se activara la lámpara Y2
En la siguiente imagen mostrare el programa que realice, Figura 2.14.
Figura 2.14. Programa de comparación
Explicación del programa que realice, en la primera línea muevo el valor de 3 a el
registro D0, en la línea dos movemos el valor 6 a el registro D0, en la línea tres
movemos el valor de 3 a el registro D1, en la línea cuatro movemos el valor numérico
a el registro D1, en la línea cinco comenzamos con las funciones de comparación,
tenemos en la línea cinco la comparación que si el registro D0 es mayor que el
registro D1 prende Y0, en la línea siguiente la línea seis tenemos la comparación que
si el registro D0 es igual que el registro D1 prende Y1, en la línea siguiente la línea
siete tenemos la comparación que si el registro D0 es menor que el registro D1
prende Y2.
Con este programa aprendí a usar los contactos de comparación.
10

Ejercicio 4:
Calcule el promedio de tres valores 8, 9 y 7 cuando se recibe un pulso de subida
en X0 y guárdelo en el registro D10.
En la siguiente imagen mostrare el programa que realice, Figura 2.15
Figura 2.15. Programa de funciones aritméticas
Con este problema aprendimos a utilizar las funciones aritméticas básicas del
PLC DELTA.
Ejercicio 5:
Realice el siguiente programa, al presionar X0 el sistema comience una secuencia
de ciclos encendido y apagado (intermitente), con un tiempo de apagado también de
10 segundos.
En la siguiente imagen mostrare el programa que realice, Figura 2.16.
Figura 2.16. Programa de intermitente
11

Explicación del programa, en la línea uno tenemos un circuito de enclavamiento,
en la línea dos tenemos un contacto abierto M0 y un contacto cerrado T2 en serie, y
al momento que presiono X0 en la línea uno se enclava M0 y se activa la salida Y0 y
activamos en timer T1 el cual empieza a contar y en la línea tres cuando termina de
contar el tiempo del timer T1 los 10 segundos se cierra el contacto T1 y se abre el
contacto T1 normalmente cerrado que tenemos en la línea cuatro y se apaga la
salida Y0 y se activa el timer T2 y comienza el conteo de los 10 segundos al
terminarse abre el contacto T2 normalmente cerrado que tenemos en la línea dos y
resetea el timer T1 y se abre el contacto normalmente abierto de la línea tres y
resetea también el timer T2 y se cierra el contacto normalmente cerrado de la línea
dos y se activa el timer T1 y se prende la salida Y0 y vuelve a hacer todo lo que
explique anterior mente, en pocas palabras es un circuito intermitente el cual activa
por 10 segundos y desactiva por 10 segundos la salida Y0.
Con este programa se aprendió a dominar los timer.
Ejercicio 6:
Se requiere el control de una mesa móvil que se inclina para colocar materiales
pesados de una forma vertical y se mueve de nueva cuenta hasta colocar la mesa en
posición horizontal, regresando a su estado original. Para controlar el movimiento de
la mesa se cuenta con un motor bidireccional (Y0=1 hacia arriba, Y0=0 hacia abajo,
Y1=1 prende motor Y1=0 apagar motor), dos botones, uno para mover hacia arriba
(X0), otro para mover hacia abajo (X1) y dos sensores de límite, uno para la posición
vertical (X2) y otro para la posición horizontal (X3).
En la siguiente imagen mostrare el programa realizado, Figura 2.17.
12

Figura 2.17. Programación por estados.
13

II.4 Pruebas en el laboratorio con el PLC DELTA
Con los conocimientos adquiridos mediante la investigación que se realizó y con
el conocimiento de los cursos en los cuales nos otorgaron diplomas, pasamos a la
parte de realizar pruebas en el laboratorio el cual está equipado con todo lo esencial
para dichas pruebas, las pruebas fueron realizadas con un PLC DELTA DVP20SX2.
Prueba 1:
La primer prueba que realizamos es encender un foco activando una salida Y0
mediante una entrada X0.
En la siguiente imagen mostrare el programa realizado. Figura 2.18.
Figura 2.18. Encendido de un foco
En la siguiente imagen mostrare la salida activada prendiendo un foco, Figura
2.19.
Figura 2.19. Activación de un foco.
14

Prueba 2.
El encoger es un dispositivo electromecánico que convierte los giros rotatorios en
pulsos, también llamado codificador rotatorio o codificador de eje o también
generador de pulsos.
En la siguiente imagen mostrare el programa realizado, Figura 2.20.
Figura 2.20. Programa del encoder.
II.5 Investigación de pantalla HMI DELTA
La investigación que se realizó sobre el dispositivo HMI DELTA, fue el programa
para realizar la programación del dispositivo, el lenguaje de programación, como se
comunica la pantalla HMI DELTA con el ordenador, entre otras cosas.
Lo primero que se investigo fue el manual de la pantalla HMI DELTA modelo
B07E415 en cual viene con la pantalla al momento de ser adquirida, en el cual
vienen los siguientes puntos que mostrare.
Alimentación de la pantalla
La alimentación de la pantalla HMI DELTA modelo B07E415 es 24 volt de
corriente directa
La comunicación de la pantalla HMI DELTA modelo B07E415
La comunicación de la pantalla es mediante el conector DB9, en la siguiente tabla
mostrare las tres configuraciones (RS-232, RS-422 y RS-485) que puede ser
configurado el conector DB9 para la comunicación con el PLC. Tabla 2.1.
15

COM Port PIN
MOD 1 MOD 2 MOD 3
COM2 COM3 COM2 COM3 COM2 COM3
RS-
232
RS-
485
RS-
485
RS-
485
RS-
232
RS-
422
1 D+ TXD+
2 RXD RXD
3 TXD TXD
4 D+ D+ RXD+
5 GND GND GND
6 D- TXD-
7
8
9 D- D- RXD-
Tabla 2.1. Configuración de la comunicación del conector DB9.
Partes de la pantalla HMI DELTA modelo B07E415.
A. LED indicador (Luz en verde cuando la pantalla HMI está funcionando
normal.)
B. Touch Screen / Display.
En la siguiente imagen mostrare las partes que acabo de mencionar, Figura 2.21.
16

Figura 2.21. Pantalla de enfrente.
Partes de atrás de la pantalla HMI DELTA modelo B07E415.
A. Terminal de alimentación.
B. COM3.
C. COM2.
D. COM1
E. USB Cliente.
F. Interfaz Ethernet (LAN)
G. USB Host.
H. Interface de salida de audio.
I. Memory card slot / battery cover.
En la siguiente imagen mostrare la parte trasera de la pantalla con las partes
indicadas que acabo de mencionar, Figura 2.22.
17

Figura 2.22. Parte trasera de la pantalla.
En la siguiente imagen mostrare el programa para realizar la programación,
Figura 2.23.
Figura 2.23. Programa para realizar la programación.
18

II.6 Asistencia a cursos de pantalla HMI DELTA
Para fortalecer el conocimiento adquirido con la investigación que realizamos,
fuimos enviados a unos cursos de la pantalla HMI DELTA.
Ejercicio 1:
Todos los PLC MPU ofrecen cuatro pulsos diferentes de reloj. Cuando el PLC es
encendido, los cuatro pulsos de reloj comienzan a funcionar automáticamente. Los
pulsos de reloj también comienzan aun cuando el PLC esté en estado de STOP. El
momento de activación de los pulsos de reloj y el de RUN no ocurre de forma
sincrónica, el programa que se realizó con pulso de reloj es la realización de una
pantalla que muestra los minutos en un display y en otro segundo y en otras
décimas, y tiene un botón que inicia y otro que restablece.
En la siguiente imagen mostrare el programa realizado, Figura 2.24.
Figura 2.24. Programa de minutos, segundos y decimas de segundos.
Ejercicio 2:
Cambiar de una página a otra mediante un botón goto screen.
En las siguientes imágenes mostrare las dos ventanas realizadas, Figura 2.25
y Figura 2.26.
19

Figura 2.25. Programa de cambio de pantalla.
Figura 2.26. Programa de cambio de pantalla 2.
Ejercicio 3:
Utilizar el Reloj de Tiempo Real del PLC SX2 (RTC y/o Real Time Clock) para
configurar una hora y fecha para mostrarlas en nuestra pantalla DOP-B07E415.
En las siguientes imágenes mostrare el programa realizado en la pantalla, Figura
2.27.
20

Figura 2.27. Programa de reloj de tiempo real
Descripción del programa en la ventana anterior se muestran 6 display en uno se
muestra el día en otro se muestra el mes y en otro el año, en los otros tres se
muestra la hora, en otro se muestran los minutos y en el último se muestra los
segundos, y también hay un botón que nos manda a otra ventana donde
configuramos el día el mes y el año la cual mostrare en la siguiente imagen, Figura
2.28.
Figura 2.28. Configuración de la fecha.
21

Descripción del programa, en la ventana anterior se muestra tres display donde se
configuran el día el mes y el año, y un botón que nos manda a otra ventana donde
configuramos la hora la cual mostrare en la siguiente imagen, Figura 2.29.
Figura 2.29. Configuración de la hora.
Descripción del programa, en esta ventana configuramos la hora, los minutos y
los segundos, y tenemos un botón de guardar y uno de salir a la ventana 1.
Ejercicio 4:
El siguiente programa realizado es una animación de un ventilador, que al
momento que presionamos un botón el ventilador comienza a girar.
En la siguiente imagen mostrare el programa realizado, Figura 2.30.
Figura 2.30. Programa de animación.
22

II.7 Pruebas en el laboratorio con la pantalla HMI DELTA
Con los conocimientos adquiridos mediante la investigación que se realizó y con
el conocimiento de los cursos en los cuales nos otorgaron diplomas, pasamos a la
parte de realizar pruebas en el laboratorio el cual está equipado con todo lo esencial
para dichas pruebas, las pruebas fueron realizadas con una pantalla HMI DELTA
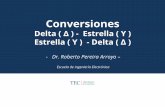
Prueba número 1:
Realizar la suma al presionar un botón de dos variables A y B, y que el resultado
sea mostrado en un display.
Este programa se realizó utilizando las macros de la pantalla, en la siguiente
imagen mostrare el programa realizado, Figura 2.31.
Figura 2.31. Utilización de las macros (Programa sumador).
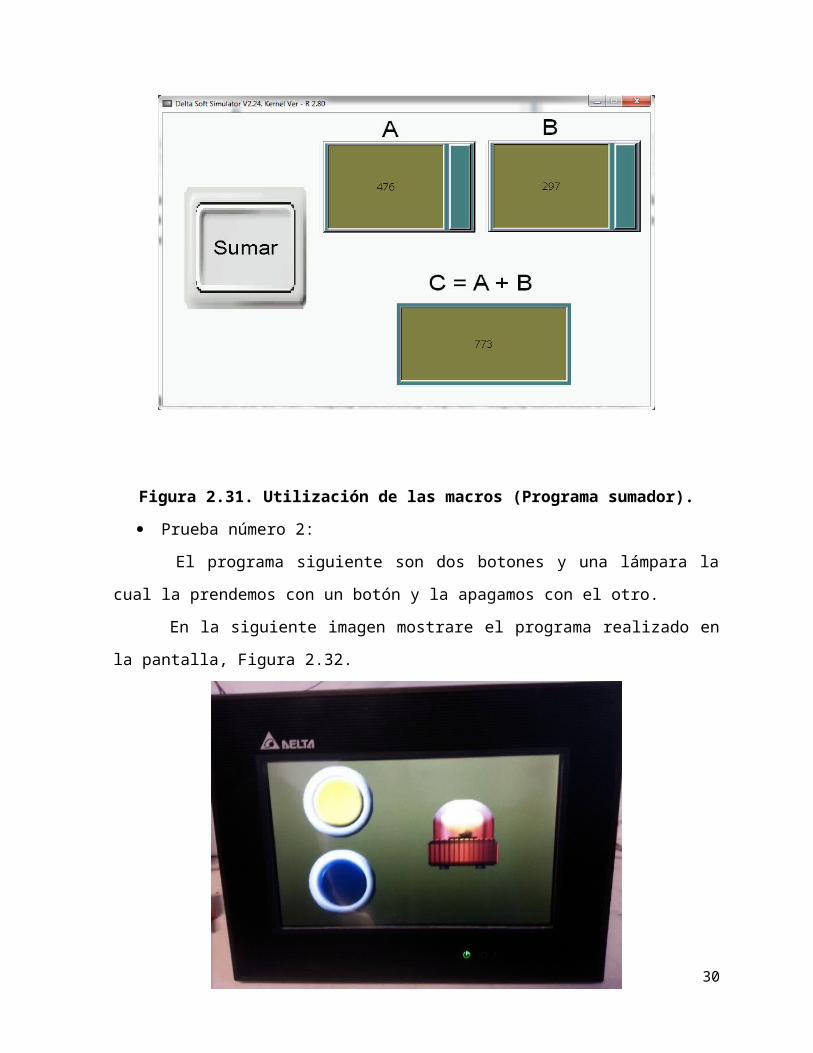
Prueba número 2:
El programa siguiente son dos botones y una lámpara la cual la prendemos con
un botón y la apagamos con el otro.
En la siguiente imagen mostrare el programa realizado en la pantalla, Figura 2.32.
23

Figura 2.32. Encendido de una luz indicadora.
III. Desarrollo del proyecto.
En este capítulo se hablara del proyecto, del programa realizado en el PLC y en la
pantalla, el proyecto que realizamos es el control de una maceradora, el cual
consiste en pocas palabras en el control de diferentes etapas de temperaturas.
III.1 Necesidades requeridas por el cliente.
El proyecto que realizamos se trata de uno de los procesos de la elaboración de
la cerveza el cual es la maceración, para realizar ese proceso se necesita el control
de diferentes etapas de temperatura por diferentes tiempos dependiendo el tipo de
cerveza que se quiere hacer.
Para realizar este proyecto se necesitó de la utilización de un control PID, con el
cual controlamos la temperatura y el tiempo, también controlamos un motor el cual
mezcla la materia que se introduce para realizar la cerveza.
Este proyecto requería que tuviera una pantalla HMI en la cual se pudiera
controlar el proceso y visualizar la etapa en la que se encontraba, también unas
graficas de la temperatura y la visualización del tanque macerador, en el cual se
mostrara cuando estuviera calentando, cuando estuviera mezclando cuando
estuviera llenando, cuando estuviera llenándose o vaciándose y también poder
controlar manual mente el tanque macerador.
24

III.2 Solución del problema.
Para cubrir las necesidades del proyecto se requirió de un PLC DELTA
DVP20SX2 desde el cual podemos tener un control sobre el proceso y al cual
podemos agregar la función PID, la cual es requerida como lo había hablado anterior
mente.
Para poder estar monitoreando y controlar el proceso se requirió utilizar una pantalla
DELTA HMI modelo D07E415, con la cual se puede agregar botones desde los
cuales podemos inicializar el control, también podemos visualizar las gráficas de
temperatura, las etapas en las que se encuentra el proceso y el control manual del
tanque.
Para realizar el control del motor que realiza la mezcla de la materia que es
introducida para realizar la cerveza se necesitó de un variador de velocidad de la
marca HITACHI.
III.3 Realización del proyecto.
Nuestro proyecto fue realizado por estados esto por el hecho de que fuera más
fácil de entender, dicho programa cuenta de 6 estados, los cinco primeros son para
las etapas que se desean cumplir en caso que se desea un proceso, en estos cinco
pasos es donde podemos configurar los valores que son el tiempo en que durara la
etapa, las revoluciones a las que girara el motor, y la temperatura deseada que
tendremos en esa etapa. El último paso es para realizar un proceso manual.
Se empezó por realizar la función PID en la programación del PLC la cual es
mostrada en la Figura 3.1, en esta imagen podemos ver en la primera línea un
contacto abierto M0, el cual al activarse mueve un 3 al registro D2004, el cual al
comienza a calcular los parámetros del PID, y el valor 3 que movemos al registro
D2004 se convierte en 4, eso nos indica que el Autotunig sea completado, el ajuste
automático del PID.
En la siguiente línea se visualiza un contacto abierto M1 el cual lo tenemos
asignado a un botón en la pantalla HMI y al momento de ser presionado comienza a
realizarse el control, también tenemos una marca de memoria M7 asignada a un
botón en la pantalla que detiene el control, en esta línea tenemos la función PID la
cual tiene distintos registros, uno de ellos es el registro D2021 el cual es el valor de la
25

temperatura al que queremos llegar, D11 es el valor de la temperatura real, el
registro D2000 es donde se guardan los resultados de los cálculos realizados en el
PID, la función PID utiliza 20 registros que van desde el D2000 hasta el D2019, y el
registro D2023 es el que manda los pulsos a la salida que estamos controlando para
calentar.
Para controlar los pulsos asía la salida tenemos la función GPWM la cual tiene
dos registros uno ya lo había mencionado que es el D2023 que es el que envía los
pulsos a la salida que estamos controlado y el registro D20 que es el ancho de pulso
el cual esta es asignado con la constante K4000. La salida que estamos controlando
es la Y1.
También contamos con dos marcas de memoria la M517 y M516 con las cuales
podemos seleccionar si queremos el proceso manual o automático. Otra marca de
memoria es la bandera M9 que al momento que el autotuning se completa el
contacto se cierra. Por ultimo contamos con un temporizador el cual utilizamos para
contabilizar un minuto, esto ya cuando comienza el control automático.
Figura 3.1. Control PID.
26

En la Figura 3.2 podemos ver un estado del programa que como fue dicho
anteriormente nuestro programa cuenta con 6 de los cuales son iguales solo cambian
algunas variables.
En la primera línea tenemos un contacto abierto de comparación el cual se cierra
al momento de que el registro D0 sea igual a K1, el contacto T0 envía un pulso
ascendente cada vez que el temporizador cuenta hasta 600, eso es igual a un
minuto, a su vez contamos con un contador (CNT), el cual cuenta con un registro el
cual utilizamos para, guardar el tiempo en minutos que deseamos que este contador
nos cuente, al momento de activarse este contador cierra su contacto normalmente
abierto C0 el cual a su vez mueve un el valor de K2 a D0 para enviarnos al siguiente
estado, también resetea algunos contadores los cuales se encuentran en los estado
siguientes como C2, C3, C4.
También al momento de entrar en este estado o paso vemos que se utiliza la
función MOV que está en las últimas tres líneas, en la primera se mueve el registro
D2058 que son las revoluciones que deseamos que tenga el motor en este paso, y la
D2056 que es donde se guardan la revoluciones.
La segunda mueve un K1 al registro D2070 el cual es una marca que se muestra
en la pantalla la cual al momento de tener un K1 indica que el paso se encuentra en
proceso. La tercera función MOV tiene dos registros el primero es la temperatura
deseada en el paso uno, el cual se mueve al otro registro D2072 el cual al final va al
registró D2021 que como se dijo anteriormente es el valor de la temperatura
deseada.
27

Figura 3.2. Estado de programación.
A continuación se mostraran como quedo la programación en la pantalla y se
explicara a detalle como utilizarla.
Pantalla principal
En la figura 3.3. Tenemos la ventana principal con la cual nos podemos dirigir
a otras ventanas de los procesos.
28

Figura 3.3 Pantalla principal.
A continuación será explicado cada uno de los botones que están señalados con
flechas y números de la pantalla de inicio
1- MACERADOR: Este es un botón el cual nos permite direccionarnos hacia la el
proceso de maceración.
2- TQ REPOSO 1: Este botón nos permite direccionarnos hacia el primer tanque
de reposo, que es el proceso de fermentación.
3- TQ REPOSO 2: Este botón nos envía hacia el segundo tanque de reposo,
donde se encuentra el proceso de maduración
4- TQ REPOSO 3: Este botón nos lleva hacia el tanque de reposo número tres.
Pantalla dos.
En esta pantalla podemos controlar el proceso de maceración, la cual
mostrare en la imagen siguiente, Figura 3.4.
29

Figura 3.4 Pantalla dos.
A continuación describiré todas las partes de la ventana dos.
1- Este botón nos permite hacer el proceso manual o automático.
2- En este display podemos visualizar la temperatura actual del sensor que
monitorea la maceradora.
3- Este botón nos envía a otra ventana donde se pueden hacer ajustes del
control PID, pero solo tienen acceso a esta ventana los diseñadores del
programa.
4- Este botón inicia el control de la maceradora.
5- Este un indicador el cual indica cuando la salida controlada está funcionando.
6- Con este botón detenemos el control.
30

Figura 3.4 Pantalla dos. (Continuación).
7- En esta parte se muestran cinco números del 1-5 los cuales son los pasos del
proceso, y al momento de iniciar el proceso aparecen unas marcas las cuales
muestran “paso en proceso” si es que se encuentra realizando ese paso, o
una “palomita” cuando el paso se encuentra completado.
8- Estos son unos displays en los cuales podemos insertar las revoluciones por
minuto que queremos que el motor gire para que realice la mezcla.
9- En estos displays podemos insertar la temperatura que queremos.
10- En estos display podemos insertar el tiempo que queremos.
11- Este botón nos manda a la pantalla anterior.
12- Este botón nos manda a la pantalla siguiente.
13- Este botó nos manda a la pantalla de inicio.
31

Pantalla tres.
En la Figura 3.5 podemos visualizar la gráfica de temperatura.
Figura 3.5 Pantalla tres.
1- En este display se muestra la temperatura actual.
2- En este display se muestra la temperatura deseada.
3- Este display nos muestra el paso en el que se encuentra.
4- Este botón nos manda a la página siguiente.
5- Este botón nos envía a la página anterior de la pantalla.
6- Este botón nos envía a la página de inicio.
7- Esta es la gráfica la cual nos muestra la temperatura.
8- Estos números nos representan la temperatura medida en grados centígrados.
32
Pantalla cuatro
En la siguiente imagen, Figura 3.5 podemos visualizar la maceradora.
Figura 3.6. Pantalla cuatro.
1- Este es un botón para llenar el tanque macerador.
2- Este es un botón para activar el motor y realice la mezcla.
3- Este es un botón para calentar la mezcla.
4- Este es un tubo que manda la mezcla al lauter.
5- Este es un botón para vaciar el tanque.
6- Estas son las aspas las cuales baten la mezcla que se encuentra dentro
del tanque.
7- Este es un display el cual muestra la temperatura que hay en el tanque
macerador.
33

Figura 3.6. Pantalla cuatro (Continuación).
8- Este display es donde se ingresa la temperatura deseada.
9- Este display es donde se ingresan las revoluciones por minuto deseadas.
10-Este botón nos manda a la página anterior.
11-Este botón nos manda a la página que sigue.
12-Este botón nos manda a la página principal.
13-Esta es una chaqueta donde pasa el vapor para calentar la mezcla.
14-Esta es la salida del vapor
15-Esta es la entrada del vapor.
Pantalla cinco.
En la Figura 3.6 podemos ver que en esta pantalla es donde se ajustan los
parámetros del PID.
34

Figura 3.7. Pantalla cinco.
1- Pulsos del PID.
2- Este es el tiempo de muestreo (Ts).
3- Banda proporcional (Kp).
4- Ganancia integral (Ki).
5- Ganancia derivativa (Kd).
6- Autotuning este display que nos muestra un 3 cuando el proceso de
autotunig está en proceso y un 4 cuando esta completado el autotuning.
7- Rango de error (E).
8- Ciclo de salida en el pulso (T)
9- Este botón es para cuando se quiere realizar un autotuning al sistema.
10-Esta grafica nos representa la temperatura.
11-Este botón es el botón nos manda a la pantalla de inicio.
35

IV. Bibliografía.
Electronics, D. (1971). http://www.deltaww.com/
Hitachi. (s.f.). http://www.hitachi-automotive.co.jp/en/.
J. Pedro Romera, J. A. (1994). AUTOMATIZACION Pronlemas resueltos con autómas
programables. Paraninfo.
Leiva, L. F. (s.f.). Controles y Automatismos Eléctricos .
Ogata, K. (s.f.). Ingeniería de Control Moderna. Pearson .
teratronix. (s.f.). http://www.teratronix.com/.
V. Conclusión.
El control PID que nosotros usamos es un control PID para temperatura, ya que
nuestro proyecto se trata de una maceradora que es un proceso de la elaboración de
la cerveza el cual consiste en diferentes etapas de calentamiento por diferentes
etapas de tiempo.
El proceso de programación fue difícil por la poca experiencia que tenemos en el
campo laboral y también sobre los dispositivos que utilizamos los cuales no
sabíamos manejar, afortunada mente esto fue al principio.
Este proyecto tendrá grandes ventajas para el cliente por el control PID que se
realizó y también por la pantalla, así el operador tendrá una mejor interacción visual
con el proceso.
Con el control PID el cliente tendrá una mejor confianza a la hora de la
elaboración de la cerveza, y de esta forma la cerveza será de una buena calidad.
36