Unidad 2 Trazado - Dpto. Instalación y Mantenimiento … · sentido de avance del trazo, de forma...
78
Trazado Durante el montaje de unas bombas de agua para viviendas, dos aprendices que participaban en la instalación recibieron la siguiente indicación del en- cargado de la obra: “Hay que hacer tres agujeros en cada placa para colocar los interruptores”. Inmediatamente, ambos se retiraron a hacer su trabajo. Se oyeron ruidos de herramientas y de taladros, y al cabo de pocos minutos uno de ellos mostró al encargado la placa ya terminada. Su aspecto era más o menos este: No tardó en aparecer el segundo aprendiz con la placa también agujereada. Este era su aspecto: Se observan sensibles diferencias entre ambas placas, pero ¿crees que mere- ció la pena que el segundo aprendiz empleara algo más de tiempo en su trabajo? Si tuvieras que llamar a uno de los dos aprendices para que realiza- ra una instalación en tu domicilio, ¿a cuál de los dos llamarías? Generalmente los materiales en bruto llegan al taller en forma de chapas o perfiles. A partir de ellos, mediante diversas transformaciones, obtenemos piezas que luego utili- zamos en las instalaciones. Si bien es cierto que en algunos casos estas transformaciones no requieren mayores preparativos, en otros muchos se precisa una elaboración cuidadosa, realizando pre- viamente los croquis de las piezas y planificando las distintas fases del trabajo. Y una de esas fases, quizá la primera, es el trazado. Trazar consiste en dibujar sobre el material en bruto las partes más relevantes de la pieza que deseamos obtener, como son sus contornos, agujeros o líneas por las que se ha de doblar. PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO C.I.F.P. LEÓN 2013/14 Pág. 1 C.F.G.S. MANT. INST. TÉRMICAS
Transcript of Unidad 2 Trazado - Dpto. Instalación y Mantenimiento … · sentido de avance del trazo, de forma...

Uni
dad Operaciones Básicas de
Mecanizado I 2
7
Trazado
Durante el montaje de unas bombas de agua para viviendas, dos aprendices que participaban en la instalación recibieron la siguiente indicación del en-cargado de la obra: “Hay que hacer tres agujeros en cada placa para colocar los interruptores”. Inmediatamente, ambos se retiraron a hacer su trabajo. Se oyeron ruidos de herramientas y de taladros, y al cabo de pocos minutos uno de ellos mostró al encargado la placa ya terminada. Su aspecto era más o menos este:
No tardó en aparecer el segundo aprendiz con la placa también agujereada. Este era su aspecto:
Se observan sensibles diferencias entre ambas placas, pero ¿crees que mere-ció la pena que el segundo aprendiz empleara algo más de tiempo en su trabajo? Si tuvieras que llamar a uno de los dos aprendices para que realiza-ra una instalación en tu domicilio, ¿a cuál de los dos llamarías?
Generalmente los materiales en bruto llegan al taller en forma de chapas o perfiles. A partir de ellos, mediante diversas transformaciones, obtenemos piezas que luego utili-zamos en las instalaciones.
Si bien es cierto que en algunos casos estas transformaciones no requieren mayores preparativos, en otros muchos se precisa una elaboración cuidadosa, realizando pre-viamente los croquis de las piezas y planificando las distintas fases del trabajo.
Y una de esas fases, quizá la primera, es el trazado. Trazar consiste en dibujar sobre el material en bruto las partes más relevantes de la pieza que deseamos obtener, como son sus contornos, agujeros o líneas por las que se ha de doblar.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 1 C.F.G.S. MANT. INST. TÉRMICAS

8
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
A continuación podrás estudiar los distintos útiles de trazado y las formas geométricas que se obtienen con ellos.
Útiles y operaciones de trazado
o Puntas de trazar y rotuladores
Para trazar líneas sobre las superficies de las piezas se utilizan las puntas de trazar.
El modelo más sencillo está fabricado con varilla de acero endurecido. Esta varilla ne-cesita ser reafilada cada cierto tiempo, ya que con el uso se desgasta su punta.
Otros modelos tienen cuerpo metálico y punta de metal duro (carburo de tungsteno) o de diamante, las cuales aguantan más tiempo sin necesidad de reafilados.
En el trazado también se utilizan los rotuladores de tinta indeleble (imborrable); con ellos se puede dibujar en todo tipo de superficies (metal, cristal, plástico…) sin que el trazo se borre al contacto con las manos u otras piezas. Su trazo es muy visible pero más grueso que el de las puntas de trazar, por lo que se pierde precisión en el trazado.
Figura 1: Puntas de trazar: A) de varilla de acero. B) de punta de metal duro.
A
B
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 2 C.F.G.S. MANT. INST. TÉRMICAS
Uni
dad Operaciones Básicas de
Mecanizado I 2
9
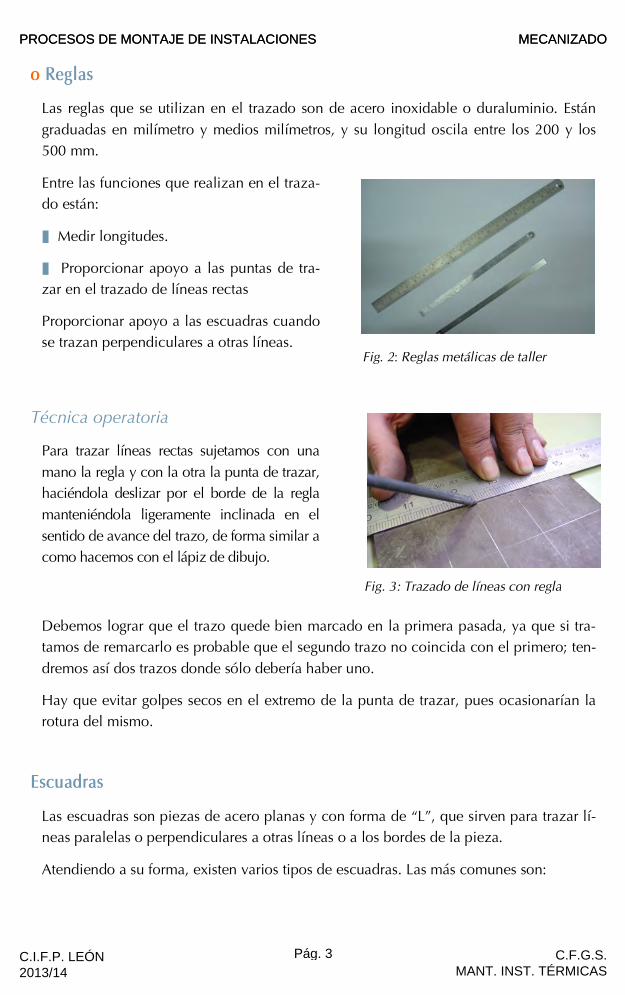
o Reglas
Las reglas que se utilizan en el trazado son de acero inoxidable o duraluminio. Están graduadas en milímetro y medios milímetros, y su longitud oscila entre los 200 y los 500 mm.
Entre las funciones que realizan en el traza-do están:
� Medir longitudes.
� Proporcionar apoyo a las puntas de tra-zar en el trazado de líneas rectas
Proporcionar apoyo a las escuadras cuando se trazan perpendiculares a otras líneas.
Técnica operatoria
Para trazar líneas rectas sujetamos con una mano la regla y con la otra la punta de trazar, haciéndola deslizar por el borde de la regla manteniéndola ligeramente inclinada en el sentido de avance del trazo, de forma similar a como hacemos con el lápiz de dibujo.
Debemos lograr que el trazo quede bien marcado en la primera pasada, ya que si tra-tamos de remarcarlo es probable que el segundo trazo no coincida con el primero; ten-dremos así dos trazos donde sólo debería haber uno.
Hay que evitar golpes secos en el extremo de la punta de trazar, pues ocasionarían la rotura del mismo.
Escuadras
Las escuadras son piezas de acero planas y con forma de “L”, que sirven para trazar lí-neas paralelas o perpendiculares a otras líneas o a los bordes de la pieza.
Atendiendo a su forma, existen varios tipos de escuadras. Las más comunes son:
Fig. 2: Reglas metálicas de taller
Fig. 3: Trazado de líneas con regla
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 3 C.F.G.S. MANT. INST. TÉRMICAS
10
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
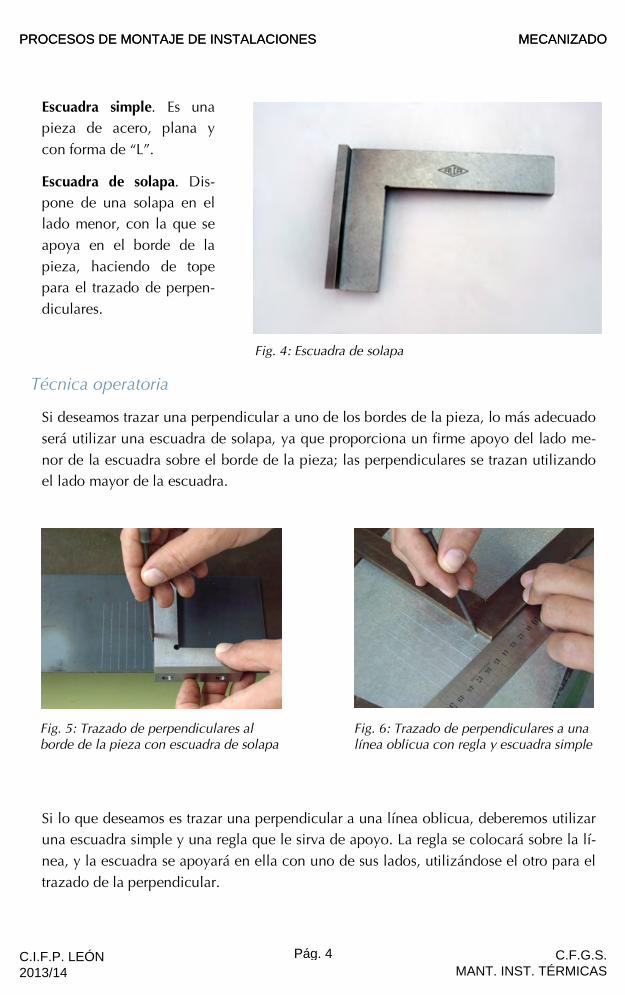
Escuadra simple. Es una pieza de acero, plana y con forma de “L”.
Escuadra de solapa. Dis-pone de una solapa en el lado menor, con la que se apoya en el borde de la pieza, haciendo de tope para el trazado de perpen-diculares.
Técnica operatoria
Si deseamos trazar una perpendicular a uno de los bordes de la pieza, lo más adecuado será utilizar una escuadra de solapa, ya que proporciona un firme apoyo del lado me-nor de la escuadra sobre el borde de la pieza; las perpendiculares se trazan utilizando el lado mayor de la escuadra.
Si lo que deseamos es trazar una perpendicular a una línea oblicua, deberemos utilizar una escuadra simple y una regla que le sirva de apoyo. La regla se colocará sobre la lí-nea, y la escuadra se apoyará en ella con uno de sus lados, utilizándose el otro para el trazado de la perpendicular.
Fig. 4: Escuadra de solapa
Fig. 5: Trazado de perpendiculares al borde de la pieza con escuadra de solapa
Fig. 6: Trazado de perpendiculares a una línea oblicua con regla y escuadra simple
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 4 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
11
o Transportadores
El transportador, como útil de traza-do, se emplea para trazar líneas formando distintos ángulos, en ge-neral oblicuos, a los bordes de las piezas. Consiste en un semicírculo graduado y una regla que gira sobre su centro y que señala sobre la gra-duación la medida del ángulo.
Técnica operatoria
Primeramente se gira la regla del transportador el ángulo deseado, el cual se leerá en su graduación; a continuación se apoya la cara recta del semicírculo sobre el borde de la pieza y se traza la línea que define la regla del transportador.
Fig. 7: Transportador
Fig. 8: Trazado de líneas a 60º con el borde de la pieza
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 5 C.F.G.S. MANT. INST. TÉRMICAS

12
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
o Compases
Para el trazado de circunferen-cias y arcos se utiliza el com-pás. Los compases de trazado son de acero templado con puntas que se pueden afilar. Algunos modelos incorporan un tornillo de fijación que per-mite inmovilizar la apertura del compás durante el trazado. Otros modelos disponen de tornillo de regulación, tipo bi-gotera, para regular su apertura con más comodidad y preci-sión.
ctiv
idad
a Se desea obtener la estructura cuadrada del croquis utilizando la chapa de 680 mm de longitud, 40 mm de ancho y 3 mm de espesor. Realiza el trazado sobre la chapa para su posterior corte en cizalla.
1
Fig. 9: Compases de trazado
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 6 C.F.G.S. MANT. INST. TÉRMICAS
Uni
dad Operaciones Básicas de
Mecanizado I 2
13
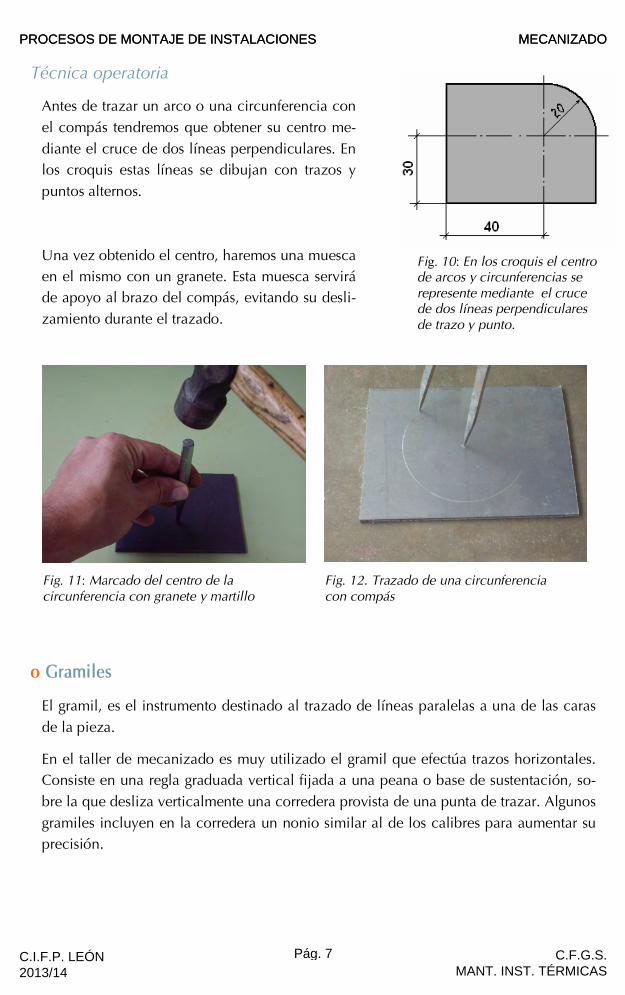
Técnica operatoria
Antes de trazar un arco o una circunferencia con el compás tendremos que obtener su centro me-diante el cruce de dos líneas perpendiculares. En los croquis estas líneas se dibujan con trazos y puntos alternos.
Una vez obtenido el centro, haremos una muesca en el mismo con un granete. Esta muesca servirá de apoyo al brazo del compás, evitando su desli-zamiento durante el trazado.
o Gramiles
El gramil, es el instrumento destinado al trazado de líneas paralelas a una de las caras de la pieza.
En el taller de mecanizado es muy utilizado el gramil que efectúa trazos horizontales. Consiste en una regla graduada vertical fijada a una peana o base de sustentación, so-bre la que desliza verticalmente una corredera provista de una punta de trazar. Algunos gramiles incluyen en la corredera un nonio similar al de los calibres para aumentar su precisión.
Fig. 10: En los croquis el centro de arcos y circunferencias se represente mediante el cruce de dos líneas perpendiculares de trazo y punto.
Fig. 11: Marcado del centro de la circunferencia con granete y martillo
Fig. 12. Trazado de una circunferencia con compás
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 7 C.F.G.S. MANT. INST. TÉRMICAS

14
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
El gramil exige una superficie de apoyo perfectamente plana sobre la que deslizar su base, pues, de lo contrario, los defectos de la superficie se trasladarían al trazado. Exis-ten en el mercado utensilios para este fin bajo la denominación de mármoles. Se fabri-can en fundición o en granito.
A su vez, la pieza necesita de un apoyo vertical también fiable. Para ello se utilizan los calzos o bloques, que son piezas prismáticas con superficies perfectamente perpendi-culares entre sí; también llevan alguna de sus caras talladas en forma de “V” para sus-tentar piezas cilíndricas.
Técnica operatoria
Para trazar una paralela a uno de los bordes de una chapa rectangular, operaremos de la forma siguiente:
1. Apoyamos la chapa en el calzo para que quede en posición vertical, procurando que el borde respecto al que queremos trazar paralelas quede hacia abajo, en contacto con el mármol.
Regla
Base Regla
Corredera
Punta de trazar
Pieza
Calzo
Gramil
Mármol
Fig. 13: Partes del gramil Fig. 14: Técnica de la operación
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 8 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
15
2. Colocamos la punta del gramil a la altura deseada utilizando su graduación. Si el gra-mil no dispone de graduación puede utilizarse una regla en posición vertical para este fin.
3. Manteniendo la pieza fija con una mano, hacemos deslizar el gramil sobre su base con la otra mano, de forma que la punta del rayador haga un trazo horizontal en la pieza a la altura deseada.
o Ejemplo de trazado
Hasta ahora hemos analizado los útiles de trazado que tendrás que manejar con mayor frecuencia y las operaciones que te permiten realizar.
A continuación mostramos de forma secuenciada el proceso de trazado; utilizando pa-ra ello la chapa de la derecha de la imagen y la figura a trazar en ella, representada en el plano de la izquierda; así como algunos de los útiles de trazado mencionados en este capítulo.
Para el trazado hemos considerado dos bordes, el vertical izquierdo y el inferior, como lados de referencia a partir de los cuales tomar medidas y apoyar la escuadra para tra-zar perpendiculares. Estos bordes, en la pieza real, han de estar perfectamente planos y escuadrados entre sí.
Figura 15. A) Plano de la pieza. B) Chapa.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 9 C.F.G.S. MANT. INST. TÉRMICAS

16
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Haremos el trazado arrimando la pieza a los bordes de referencia en lugar de hacerla centrada en la chapa. Los bordes de referencia, al ser caras planas y a escuadra, pue-den aprovecharse como caras ya terminadas de la pieza; ello nos ahorrará el trabajo de tener que mecanizarlas por segunda vez.
Pasos a seguir:
1. Con la punta de trazar haremos una marca en forma de V por la que pasará el eje de simetría vertical de la pieza (línea de trazo y punto vertical). Esta marca estará a una distancia de 72:2 =36 mm del borde de referencia izquierdo
2. Por el vértice de la marca anterior trazamos el eje de simetría vertical de la figura. Si el lado de la escuadra es corto y no abarca toda la pieza, como es nuestro caso, po-demos ayudarnos de la regla para prolongarlo, tal y como se ve en la figura.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 10 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
17
3. Efectuamos dos marcas a 22 y 48 milímetros de altura.
4. Trazamos una línea horizontal por la marca de 22 milímetros, y el eje horizontal por la marca de 48 milímetros.
5. Trazamos dos marcas a 12,5 mm a ambos lados del eje vertical. De esta forma tra-zamos simétricamente el saliente inferior de la pieza de 25 mm (25:2=12,5 mm)
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 11 C.F.G.S. MANT. INST. TÉRMICAS

18
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
6. Graneteamos el cruce de ambos ejes para poder apoyar en él el compás. Trazamos el contorno del agujero y el arco. Observa que el radio del arco es la mitad del an-cho de la pieza, es decir, 36 mm.
7. Completamos el trazado de la pieza.
ctiv
idad
a Si tienes en casa una escuadra de solapa puedes intentar hacer el trazado de esta pieza sobre una tabla de madera o una cartu-lina siguiendo los pasos que aquí se proponen.
2
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 12 C.F.G.S. MANT. INST. TÉRMICAS

20
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Corte
Si has estado alguna vez en una imprenta habrás visto las grandes guillotinas que cortan tacos de papel para dividirlos en hojas de menor tamaño o para igualar sus cantos. Si no has estado nunca en una imprenta quizá sí hayas visto las pequeñas guillotinas manuales que tienen en los establecimientos dedicados a la reproducción para hacer cortes en pequeños tacos de papel. En cualquiera de los dos casos habrás visto una máquina que efectúa cortes en un determinado tipo de material; en este caso el papel.
Pero, si en lugar de hojas de papel hablamos de otros materiales en láminas, ¿sabes si se pueden cortar de una forma similar? Y si se trata de chapas de metal, ¿con qué se cortan?
Una vez que se ha trazado el contorno de la pieza que queremos obtener, hay que re-cortarla eliminando el material sobrante. Como veremos más adelante, existen distintas formas de hacerlo, aunque en esta unidad nos ocuparemos de aquellos procedimientos que separan el material por cizalladura o por penetración, sin que en la operación haya eliminación en forma de virutas.
El corte por cizalladura se obtiene cuando se somete la chapa a dos fuerzas iguales, opuestas y paralelas. Este es el corte que realizan las cizallas, tijeras, y en cierto modo los cinceles. En la figura se muestra un esquema del efecto de las fuerzas sobre la cha-pa que se corta.
Fig. 16: Corte de una chapa por cizalladura.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 13 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
21
El corte por penetración tiene lugar cuando un objeto en forma de cuña se introduce en la superficie de la chapa produciendo una huella que se irá haciendo más profunda a medida que penetra el objeto. El corte se produce cuando la huella alcanza la cara opuesta de la pieza. Este es el corte que realizan los cortatubos.
El corte de chapas es una operación que hay que realizar con cuidado, ya que un corte en el lugar no adecuado puede arruinar todo el trabajo de trazado previo además de dejar inaprovechable la chapa cortada debido a que sus dimensiones han quedado re-ducidas..
Por otra parte, se trabaja con máquinas que pueden resultar peligrosas si se utilizan in-adecuadamente. También las chapas que se manipulan resultan peligrosas debido a que, tras el corte, sus bordes quedan con aristas vivas que pueden ocasionar heridas. Por ello, hemos incluido en cada máquina o herramienta una relación de riesgos que han de ser tenidos en cuenta cuando se trabaje con ellas.
Herramientas y operaciones de corte
o Cizalla
Características generales
Las cizallas pueden ser automáticas, accionadas por motor, y manuales, accionadas por palanca. Las cizallas automáticas permiten cortes de chapas de hasta 3 metros de longi-tud e incluso mayores, y espesores entre 1 y 10 milímetros (las máquinas grandes no suelen cortar espesores inferiores al milímetro). Las cizallas manuales cortan chapa de
Figura 17. Corte de una chapa por penetración
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 14 C.F.G.S. MANT. INST. TÉRMICAS

22
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
un espesor que puede llegar a los 3 milímetros, con una longitud de corte que oscila entre los 500 y los 2000 milímetros de longitud de chapa, dependiendo del tamaño de la máquina.
Tanto las cizallas automáticas como las manuales constan de una bancada sobre la que se sustentan sus elementos; los principales son:
Cuchillas. Tiene una superior que desciende en vertical y otra inferior que permanece fija sobre la bancada.
Pisones. Están ubicados delante de las cuchillas. Efectúan presión sobre la chapa duran-te el corte para evitar que se doble o se mueva.
Tope posterior. Se encuentra detrás de las cuchillas, y limita la longitud de la pieza que se va a cortar. Se desplaza mediante manivela o automáticamente para variar a volun-tad la longitud de las piezas a cortar.
Tope lateral. Está situado en la parte izquierda de la mesa. Es giratorio y dispone de una graduación que permite controlar el ángulo que forma la chapa con la cuchilla. Se uti-liza para efectuar cortes oblicuos.
Selector de espesor de chapa. Este dispositivo aumenta o disminuye la separación hori-zontal existente entre las cuchillas en función del espesor de la chapa a cortar. Accio-namiento de la cuchilla. El descenso de la cuchilla se activa mediante un pulsador si-tuado en el cuadro de mando, o bien mediante un pedal que permite su accionamiento desde cualquier posición. En las cizallas manuales este descenso se efectúa mediante una palanca accionada a mano por el operario.
Fig. 18: Cizalla automática Fig. 19: Cizalla manual
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 15 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
23
Técnica operatoria
Enumeramos a continuación las operaciones a realizar para efectuar cortes en una ciza-lla automática:
1. Inicialmente pondremos en marcha la máquina y haremos descender la cuchilla en vacío, es decir, sin que efectúe ningún corte. Esto nos permitirá comprobar su correc-to funcionamiento.
2. A continuación desplazaremos el tope posterior a la longitud deseada. Las máquinas más automatizadas controlan este desplazamiento mediante un programador, pero en las máquinas más sencillas esta operación se hace con una manivela, controlando el desplazamiento en una regla dispuesta a tal efecto.
3. Después regularemos la distancia entre cuchillas en función del espesor de la chapa. La máquina dispone de un sistema, ya sea manual o automático, que permite esta función. Esta regulación es muy importante, pues, de no hacerla correctamente, oca-sionaremos desperfectos en la chapa o en la propia máquina: una separación excesi-va provoca que las chapas finas se doblen entre las cuchillas sin cortarse, mientras que una separación pequeña impide el corte de chapas de gran espesor, ocasionan-do desperfectos importantes.
4. Colocaremos ahora la chapa sobre la mesa de la máquina y la empujaremos hasta que haga contacto con el tope posterior.
5. Una vez que nos hemos asegurado de la correcta posición de la chapa, actuaremos sobre el pedal o el pulsador para hacer descender la cuchilla.
5. Cuando hayamos terminado nuestro trabajo, retiraremos cualquier resto de chapa que haya podido quedar sobre la mesa de la máquina. De no hacerlo, estaremos ocasionando un perjuicio a usuarios posteriores, al tiempo que creamos un riesgo si éstas se introducen involuntariamente en la zona de corte.
Seguridad
Cuando trabajemos en una cizalla es imprescindible llevar puestos los guantes de segu-ridad, debido a que los bordes de las chapas tienen rebabas que pueden producir cor-tes en las manos.
Hay que evitar apoyar las chapas en partes del cuerpo no protegidas, como por ejem-plo subirlas al hombro o sujetarlas con los antebrazos, debido al riesgo de cortaduras.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 16 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
25
o Tijeras para chapa
Características generales
Las tijeras para chapa tienen cierta similitud con las utilizadas para podar. Están fabricadas en acero templado y son de constitución más fuerte que estas últimas. Con esta herramienta podremos realizar cortes en chapas cuyo espesor no exceda de 1 mm. Al ser una operación manual, toda la fuerza del corte re-cae sobre el operario, por lo que procuraremos utilizar este sistema sólo en cortes de poca lon-gitud.
Técnica operatoria
El corte de chapas con tijeras es extremadamente sencillo cuando se trata de chapa muy fina (menos de 0,5 mm), ya que se trabaja de forma similar a como lo hacemos con tijeras y cartulina, pero adquiere cierta dificultad cuando la chapa tiene un espesor de 0,5 mm o más.
Durante el corte sujetaremos la chapa con una mano mientras con la otra accionamos las tijeras, aunque podremos manejarlas más cómodamente si las sujetamos en el torni-llo de banco como muestra la figura 21.
Durante el corte procuraremos que las dos hojas de la tijera estén siempre en contacto, ya que, en caso contrario, la chapa se doblaría y se intercalaría entre ellas sin cortarse.
Si el corte tiene mucha longitud (más de 6 u 8 mm), llega un momento en que la mano y la propia tijera impiden seguir cortando debido a que tropiezan con el borde de la chapa. Par evi-tar esto hay que doblar las dos partes en las que se divide la chapa de forma que la parte derecha pase por debajo de la mano y la izquierda por encima.
Fig. 20. Tijeras para chapa
Figura 21. Corte de chapa con tijeras
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 17 C.F.G.S. MANT. INST. TÉRMICAS

26
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Seguridad
En el trabajo con tijeras de chapa es imprescindible el uso de guantes que nos protejan de cortes, debido a que trabajamos con las manos muy cerca de los bordes de chapa muy fina. Reiteramos la necesidad de utilizar gafas de seguridad debido a posibles pro-yecciones de trozos de chapa.
No olvides recoger los trozos de chapa sobrantes, son fuente de accidentes debido a lo cortante de sus bordes.
o Cincel o cortafríos
Características generales
El cincel o cortafríos es una herra-mienta utilizada para el corte de chapa mediante golpes de martillo. Consiste en una barra de acero tem-plado que tiene un extremo plano y afilado con el que se corta la chapa, y el otro extremo, de forma tronco-cónica, recibe los golpes del marti-llo.
Técnica de la operación
Primeramente hemos de trazar la trayectoria que seguirá el corte. A continuación sujetaremos la pieza en el tornillo de banco de manera que el trazo quede en posición hori-zontal y a la misma altura que el borde superior de las mordazas del tornillo.
Fig.22: Cincel con protector para la mano (Cam-biar; no es cnice?????????)
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 18 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
27
1. Sujetaremos el cincel con una ma-no y con la otra sujetaremos el mar-tillo. El cincel se sujeta empuñán-dolo por su parte central. La posi-ción que toma el cincel respecto a la chapa es la que muestra la figura.
2. El martillo se sujeta empuñándolo por la parte del mango más alejada de la cabeza, de esta forma aprove-charemos mucho mejor la fuerza del golpe.
3. El ritmo de los golpes ha de ser uniforme, con una cadencia aproximada de un golpe por segundo. Durante el corte dirigiremos la mirada hacia la zona que se está cor-tando, y no hacia la cabeza del cincel. Mantendremos las piernas ligeramente sepa-radas, adoptando una posición estable del cuerpo.
Seguridad
Siempre que trabajemos con chapa tenemos que proteger nuestras manos con guantes para evitar cortaduras, sobremanera cuando cortemos con cincel, ya que éste deja los bordes con rebabas muy afiladas. Por otra parte, existe el riesgo de que salgan despedi-dos los trozos de chapa que se cortan, por lo que utilizaremos gafas protectoras.
El riesgo más inminente es el de golpearnos con el martillo la mano que sujeta el cin-cel. Los guantes de seguridad no evitan las consecuencias del golpe. Para evitarlo hay que colocar en el cuerpo del cincel una protección de goma que cubre la parte supe-rior de la mano.
Al finalizar el corte de una chapa, el trozo sobrante puede salir despedido en el último golpe de martillo. Evitaremos esto reduciendo considerablemente la fuerza de los gol-pes cuando el trozo esté próximo a separarse.
Por efecto de los martillazos se forman rebabas en la cabeza del cincel, las cuales pue-den salir despedidas durante la operación. Para evitar esto hemos de eliminar estas re-babas periódicamente.
Hemos de comprobar el estado del martillo que vamos a utilizar en el cincelado. Com-
Fig.23: Forma de sujetar la pieza en el tornillo de banco para su cincelado
Fig. 24: Cincelado
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 19 C.F.G.S. MANT. INST. TÉRMICAS

28
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
probaremos principalmente la sujeción de la cabeza y el estado del mango. Debido a la fuerza que se emplea en el corte, puede desprenderse la cabeza o romperse el man-go, con grave riesgo para las personas que estén cerca de nosotros.
No olvides recoger cada trozo de metal que caiga al suelo tras el corte. Las chapas cor-tadas a cincel tienen bordes cortantes que pueden atravesar el calzado y clavarse en el pie.
o Cortatubos
Características generales
Esta herramienta consta de una cuchilla circular y unos rodillos giratorios. El tubo se si-túa entre la cuchilla y los rodillos durante el corte. La cuchilla va montada en un vásta-go que se desplaza perpendicularmente al eje del tubo por la acción de una empuña-dura. Muchos modelos incluyen también un escariador para eliminar las rebabas pro-ducidas durante el corte.
El cortatubos efectúa el corte por deformación plástica. La cuchilla penetra en la super-ficie del tubo y abre un surco hasta que ambas partes se separan.
Existen cortatubos para materiales blandos, como el cobre o el latón, y cortatubos para acero; éstos últimos tienen un tamaño considerablemente más grande.
Fig. 25: Cortatubos para cobre Fig. 26: Cortatubos para acero
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 20 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
29
Técnica operatoria
1. Primero haremos una marca en el lugar en el que efectuaremos el corte. Esta marca la haremos preferiblemente con lápiz o rotulador para no dañar la superficie del tubo.
2. Abriremos el cortatubos actuando sobre la empuñadura, y colocaremos el tubo entre los rodillos y la cuchilla. A continuación lo cerraremos hasta que la cuchilla haga con-tacto con la superficie del tubo sobre la marca efectuada.
3. Una vez aquí, seguiremos girando la em-puñadura hasta que sintamos un ligera re-sistencia producida por la penetración de la cuchilla en el tubo (media vuelta, aproximadamente)
4. Sujetando firmemente el tubo con una mano, haremos girar el cortatubos una vuelta completa a su alrededor. Observa-remos que la cuchilla habrá penetrado li-geramente en la superficie del tubo dejan-do un pequeño surco. El proceso se repite hasta que se complete el corte.
Para cortar tubos de acero es preciso inmovi-lizar el tubo en una mordaza especial para tubos. Durante el corte es conveniente lubri-car la cuchilla con aceite.
Seguridad
El corte de tubos no requiere especiales precauciones, si bien es necesario prevenir de riesgos de cortes en los dedos si se intro-ducen en el tubo para eliminar los residuos que hayan podido quedar tras la operación. No hay que olvidar que el cortatubos deja rebabas cortantes sólo perceptibles hacia el interior.
Fig. 27: Corte de tubo de cobre con cortatubos
Fig. 28: Mordaza para tubos
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 21 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
31
El concepto de “serrado” está muy ligado a la madera, debido a que éste fue uno de los primeros materiales que se cortaron con este procedimiento; pe-ro, ¿sabías que los metales también se sierran como si fueran trozos de ma-dera? ¿Sabías que la piedra o el hormigón se pueden serrar?
Al iniciar esta unidad didáctica te pedíamos que observaras los perfiles de aluminio que formaban los cierres de las ventanas o escaparates de tu ciu-dad. ¿Crees que estos perfiles podrían haber sido cortados con alguno de los procedimientos vistos en el capítulo anterior? ¿Qué sucedería si se trata de cortar uno de esos perfiles con una cizalla?
También las baldosas o adoquines de granito que cubren los suelos y facha-das de la ciudad se cortan para adaptarlos a los rincones o esquinas de las aceras y edificios ¿Se podrían cortar estos materiales con alguna de las má-quinas o herramientas vistas hasta ahora?
Mediante el serrado y el amolado efectuamos cortes en las piezas. Estos dos sistemas se diferencian de los vistos en el capítulo anterior en que la separación se produce a base de eliminar material en forma de viruta o pequeñas partículas entre las partes que se separan, creando un surco de la misma anchura que la herramienta.
Las sierras para el corte de metales se fabrican con una geometría específica para el desprendimiento de la viruta. Esta geometría es común a muchas otras herramientas de corte, como las limas, las brocas, las cuchillas de torno o las fresas, por citar sólo algu-nas.
Geometría de las herramientas de corte
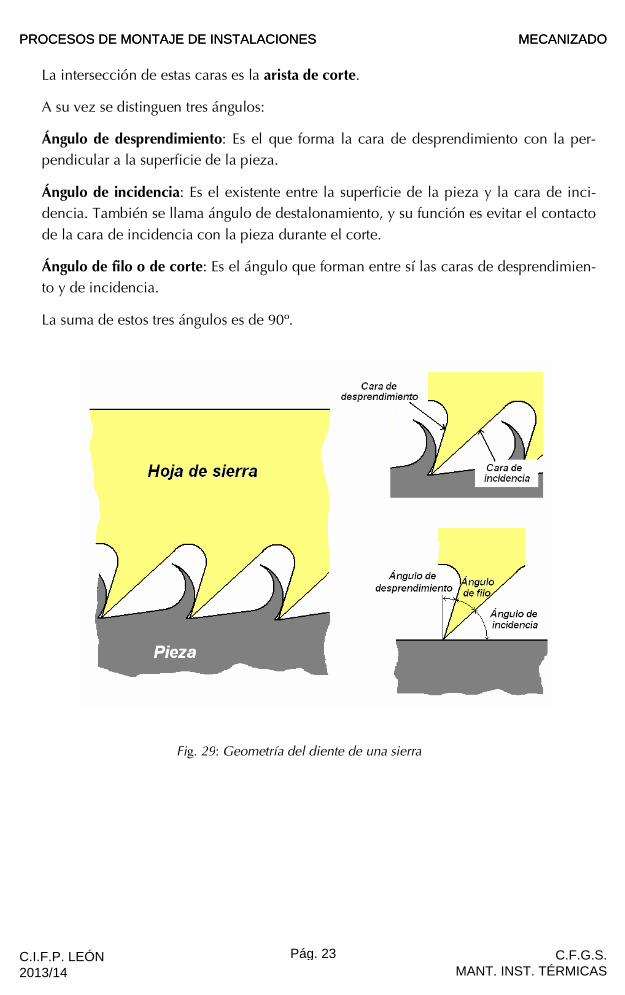
En una herramienta de corte por arranque de viruta, se distinguen dos caras:
Cara de desprendimiento. Es la cara que arranca el material cortado de la pieza.
Cara de incidencia. Es la cara orientada hacia la pieza.
Serrado y amolado
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 22 C.F.G.S. MANT. INST. TÉRMICAS
32
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
La intersección de estas caras es la arista de corte.
A su vez se distinguen tres ángulos:
Ángulo de desprendimiento: Es el que forma la cara de desprendimiento con la per-pendicular a la superficie de la pieza.
Ángulo de incidencia: Es el existente entre la superficie de la pieza y la cara de inci-dencia. También se llama ángulo de destalonamiento, y su función es evitar el contacto de la cara de incidencia con la pieza durante el corte.
Ángulo de filo o de corte: Es el ángulo que forman entre sí las caras de desprendimien-to y de incidencia.
La suma de estos tres ángulos es de 90º.
Fig. 29: Geometría del diente de una sierra
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 23 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
33
Herramientas y operaciones del serrado y el amolado
Sierras automáticas
Características generales
Estas máquinas se utilizan generalmente para el corte de perfiles y tubos metálicos. Existe en el mercado una gran variedad de modelos, aunque las más utilizadas son las de cinta y las de disco, también llamadas circulares.
Las sierras de cinta están formadas por una hoja de sierra metálica flexible que gira en torno a dos poleas, una de las cuales recibe la fuerza de un motor eléctrico. La pieza a cortar se sujeta en una mordaza.
Para efectuar el corte se hace descender manualmente la sierra sobre la pieza.
La sierra de disco o circular tiene como elemento cortante un disco que gira accionado por un motor eléctrico. El disco desciende en vertical cuando se actúa sobre una pa-lanca o empuñadura dispuesta para este fin. La pieza se sujeta a la máquina mediante mordazas.
Existen diversos tipos de discos dependiendo del material que se vaya a cortar. Para el corte de aluminio se utilizan discos de acero HSS o discos con dientes de metal duro.
Fig. 30: Sierra de cinta Fig. 31: Sierra circular o de disco
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 24 C.F.G.S. MANT. INST. TÉRMICAS

34
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Los discos de material abrasivo permiten el corte de aceros, ya sean suaves o extrema-damente duros; algunos son específicos para el corte de piedra. Los discos de diamante artificial permiten el corte de materiales de albañilería (piedra, cerámica, hormigón, la-drillo…).
Tanto una como otra máquina, pueden cortar perfiles y tubos en distintos ángulos.
Técnica operatoria
Primeramente efectuamos una marca a la longitud a la que queramos cortar el perfil.
A continuación lo sujetamos firmemente en la mordaza y, con la máquina parada, hacemos descender la sierra o el disco para comprobar que efectuará el corte en el lu-gar deseado.
Después pondremos la máquina en marcha y descenderemos lentamente la sierra o el disco hasta que haga contacto con la pieza. Nunca pondremos la máquina en marcha estando la sierra o el disco en contacto con la pieza, pues puede producirse su rotura debido al brusco choque que se produce.
Seguridad
Cuando manejamos este tipo de máquinas usaremos en todo momento guantes que nos protejan de cortes, y gafas contra la proyección de las partículas que puedan salir des-pedidas durante el trabajo.
Mientras se realiza el corte mantendremos las manos alejadas de la zona de corte.
Durante el corte la pieza ha de estar firmemente fijada a la mordaza de la máquina. En ningún caso sujetaremos la pieza con la mano ni con ningún artilugio que no sea la propia mordaza.
Si tenemos el pelo largo lo recogeremos con una cinta para evitar que se enrede en las partes móviles de la máquina.
Si tenemos que sustituir la sierra o el disco, desenchufaremos la máquina para evitar arranques involuntarios.
En ningún caso trabajaremos con las protecciones de la máquina quitadas.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 25 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
35
o Sierra de calar
Características generales
En este tipo de máquinas el movimiento es proporcionado por un motor eléctrico que lo transmite a un eje excéntrico y és-te, a su vez, a una biela a cuyo extremo se sujeta la hoja de sierra; de esta mane-ra se transforma el movimiento circular del eje del motor en el movimiento recti-líneo alternativo de la hoja sierra.
Estas máquinas trabajan principalmente con dos tipos de hojas, uno para madera y otro para metales.
Técnica operatoria
1. Para efectuar el corte sujetaremos firmemente la máquina por su empuñadura y la pondremos en marcha pulsando el gatillo que hay bajo la misma. A continuación acercaremos la hoja lentamente hasta que haga contacto con la chapa. Es importante no poner en marcha la máquina estando la hoja en contacto con la chapa, ya que puede producirse una sacudida que ocasionaría su rotura.
2. A partir de aquí ejerceremos presión en el sentido del corte, poniendo especial aten-ción a que la hoja no se desvíe de la trayectoria previamente marcada.
Hay que tener en cuenta que la hoja sobresale unos centímetros por debajo de la cha-pa, por lo que cuidaremos que, en su trayectoria, no se encuentre con la mesa de traba-jo o con cualquier otro obstáculo.
Seguridad
Hemos de utilizar guantes y gafas de seguridad debido al riesgo de cortes y de proyec-ción de partículas.
Hay que evitar sujetar la chapa con la mano, ya que la hoja de sierra sobresale por la parte inferior de la chapa y desde arriba no vemos la distancia que la separa de nues-tros dedos.
Fig. 32: Sierra de calar
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 26 C.F.G.S. MANT. INST. TÉRMICAS
36
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
o Sierra de mano
Características generales
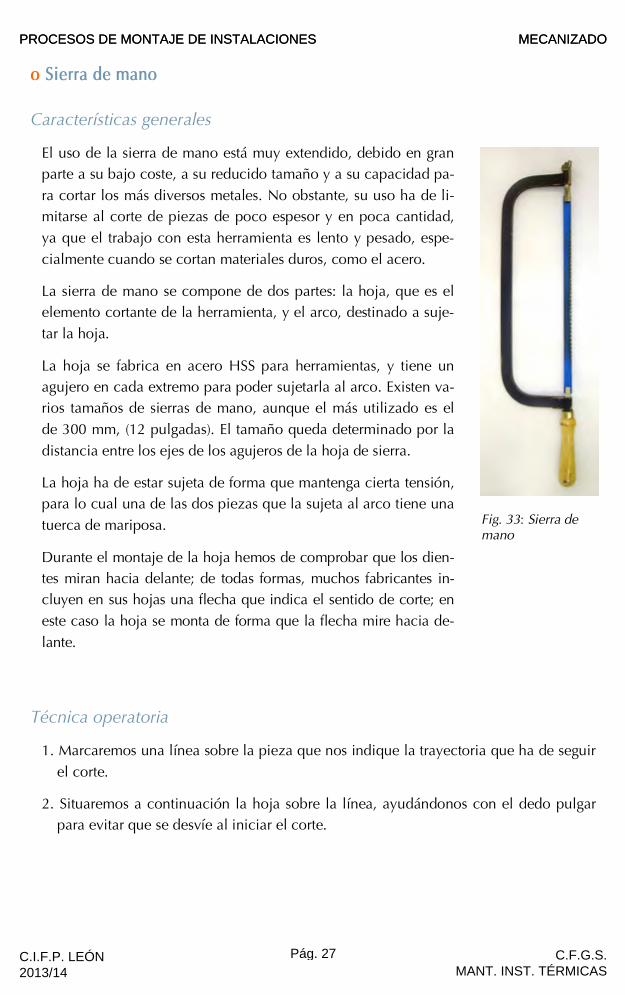
El uso de la sierra de mano está muy extendido, debido en gran parte a su bajo coste, a su reducido tamaño y a su capacidad pa-ra cortar los más diversos metales. No obstante, su uso ha de li-mitarse al corte de piezas de poco espesor y en poca cantidad, ya que el trabajo con esta herramienta es lento y pesado, espe-cialmente cuando se cortan materiales duros, como el acero.
La sierra de mano se compone de dos partes: la hoja, que es el elemento cortante de la herramienta, y el arco, destinado a suje-tar la hoja.
La hoja se fabrica en acero HSS para herramientas, y tiene un agujero en cada extremo para poder sujetarla al arco. Existen va-rios tamaños de sierras de mano, aunque el más utilizado es el de 300 mm, (12 pulgadas). El tamaño queda determinado por la distancia entre los ejes de los agujeros de la hoja de sierra.
La hoja ha de estar sujeta de forma que mantenga cierta tensión, para lo cual una de las dos piezas que la sujeta al arco tiene una tuerca de mariposa.
Durante el montaje de la hoja hemos de comprobar que los dien-tes miran hacia delante; de todas formas, muchos fabricantes in-cluyen en sus hojas una flecha que indica el sentido de corte; en este caso la hoja se monta de forma que la flecha mire hacia de-lante.
Técnica operatoria
1. Marcaremos una línea sobre la pieza que nos indique la trayectoria que ha de seguir el corte.
2. Situaremos a continuación la hoja sobre la línea, ayudándonos con el dedo pulgar para evitar que se desvíe al iniciar el corte.
Fig. 33: Sierra de mano
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 27 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
37
3. Deslizaremos la hoja suavemente, sin ejercer presión, primero hacia atrás y después hacia delante, repitiendo este movimiento hasta que se forme en la pieza una muesca.
4. Sujetaremos la sierra con las dos manos —una de ellas por la empuñadura y la otra por el extremo opuesto—, y proseguiremos el corte dando a la sierra un movimiento de vaivén con una cadencia aproximada de 50 vaivenes por minuto.
Durante el corte ejerceremos presión sólo cuando la sierra vaya hacia delante, dejando de hacerlo durante el retroceso. Los dientes de la hoja están pensados para cortar en un solo sentido, que corresponde al movimiento hacia delante.
El cuerpo ha de mantener una postura firme y estable, con las piernas algo separadas y ligeramente inclinado hacia delante. El movimiento de vaivén lo llevaremos sólo con los brazos, evitando mover todo el cuerpo innecesariamente.
o Amoladora
Características generales
Esta máquina está constituida por un motor eléctrico que transmite el movimiento a un eje perpendicular mediante un sistema de engranajes. A este último eje se le acopla el disco abrasivo.
Existe una amplia gama de discos que se pueden acoplar a estas máquinas, aunque los más utilizados en el taller de mecanizado son los de corte y los de desbarbado para metales. Los primeros están especialmente pensados para el corte de chapas, perfiles y tubos; son de poco espesor (entre 1 y 3 mm) y tienen una malla que los hace resistentes por ambas caras, mientras que los segundos son más gruesos y sólo tienen malla por la cara opuesta a la de uso.
Para el corte de materiales de albañilería (piedra, baldosa, ladrillo, etc.) se utilizan dis-cos de diamante artificial, cuya periferia está recubierta de una aleación de metal y di-amante artificial que les proporciona una gran resistencia al desgaste.
Fig. 34: Operación de serrado
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 28 C.F.G.S. MANT. INST. TÉRMICAS

38
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
El diámetro de los discos depende del tamaño de la amoladora. Las más pequeñas utilizan discos de 115 o 125 mm de diámetro, mientras que las más potentes utilizan discos de 230 mm de diámetro. Para evitar la sacudida que se produce en el arranque, éstas últimas suelen tener un arranque suave, funcionamiento normal al cabo de unos segundos.
Técnica operatoria
1. Antes de efectuar el corte deberemos trazar sobre la pieza la trayectoria que ha de seguir la herramienta durante la operación.
2. Una vez trazada la pieza, sujetaremos la máquina con las dos manos y la pondremos en marcha. La máquina dispone de dos empuñaduras para este fin, una es el propio cuerpo de la máquina y otra se sitúa en la parte lateral. Bajo la primera empuñadura se encuentra el gatillo que la pone en marcha.
3. A continuación acercaremos el borde del disco al trazo para iniciar el corte. Siempre que sea posible, el corte habrá de efectuarse de arriba hacia abajo y de forma que las chispas se dirijan hacia la parte contraria a la que estamos situados.
Seguridad
El manejo de estas máquinas entraña cierto peligro, ya que el disco gira a gran veloci-dad, por lo que hemos de extremar las medidas de seguridad durante su uso.
Utilizaremos siempre guantes y gafas de seguridad. Los guantes nos protegerán de po-sibles cortes, pero también de quemaduras, ya que, debido al rozamiento, las chapas cogen gran temperatura. Las gafas son imprescindibles debido a la gran cantidad de chispas que se producen durante el corte.
La amoladora tiene que estar sujeta siempre con las dos manos durante el corte.
La carcasa protectora debe estar colocada de manera que la mano que sujeta la empu-ñadura quede completamente protegida.
Se debe utilizar el disco adecuado a cada función y a cada tipo de máquina. Si trata-mos de acoplar un disco grande a una máquina pequeña nos veremos obligados a qui-tar la protección, con el riesgo que ello conlleva. Pero existe un riesgo aún mayor; las
Fig. 35: Amoladora
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 29 C.F.G.S. MANT. INST. TÉRMICAS
Uni
dad Operaciones Básicas de
Mecanizado I 2
39
máquinas pequeñas tienen una velocidad de giro más elevada que las grandes (10000 rpm en las pequeñas y 6500 rpm en las grandes); un disco grande en una máquina pe-queña giraría a mucha más velocidad, con grave riesgo de desprendimiento de su peri-feria.
Tampoco hay que utilizar discos de corte para desbarbar, ya que romperíamos una de las mallas protectoras, pudiendo producirse la rotura del mismo.
Cuestiones a tener en cuenta en el serrado y amolado
Trazado Antes de serrar es importante hacer una planificación de los cortes que nos ahorre tiem-po y nos evite serrados innecesarios.
Siempre que vayamos a serrar una chapa o un perfil deberemos trazar previamente la línea que nos indique el contorno de la pieza que deseamos obtener.
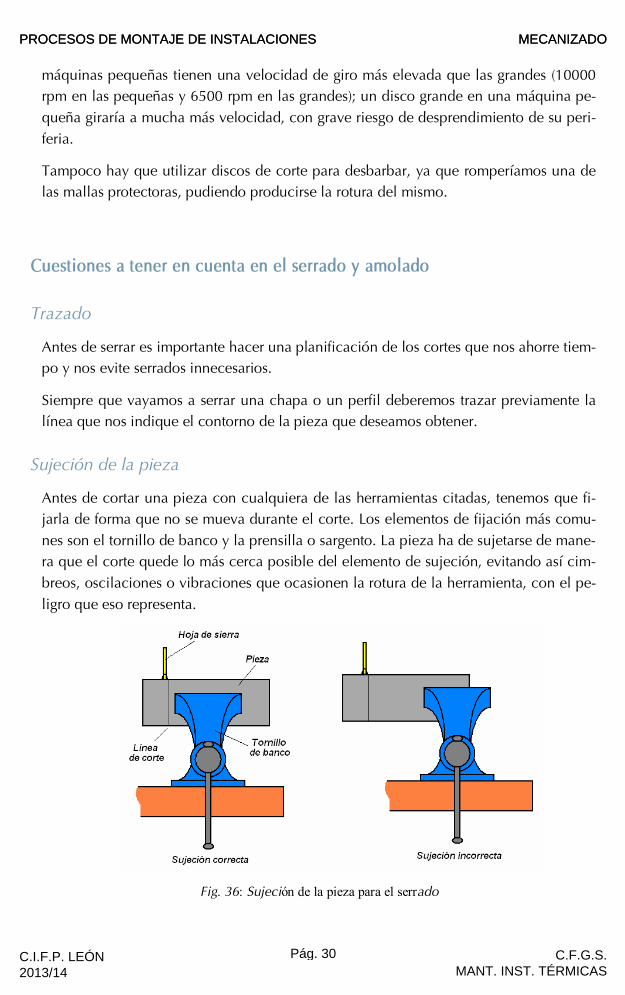
Sujeción de la pieza
Antes de cortar una pieza con cualquiera de las herramientas citadas, tenemos que fi-jarla de forma que no se mueva durante el corte. Los elementos de fijación más comu-nes son el tornillo de banco y la prensilla o sargento. La pieza ha de sujetarse de mane-ra que el corte quede lo más cerca posible del elemento de sujeción, evitando así cim-breos, oscilaciones o vibraciones que ocasionen la rotura de la herramienta, con el pe-ligro que eso representa.
Fig. 36: Sujeción de la pieza para el serrado
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 30 C.F.G.S. MANT. INST. TÉRMICAS

40
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
En el serrado a mano hay que efectuar los cortes siempre en vertical. Si el corte es obli-cuo a las caras de la pieza, la sujetaremos de forma que el corte quede vertical. El in-conveniente de esta posición es que la hoja de sierra resbalará al iniciar el serrado; pa-ra evitarlo haremos una pequeña muesca con una lima plana antes de iniciar el corte.
Cuando se cortan chapas con sierra de mano se produce en ocasiones un chirrido agu-do y molesto que se puede evitar sujetando la pieza entre dos trozos de madera a modo de sándwich.
Cuando cortamos una pieza que flexiona con facilidad, como una barra, no debemos apoyarla por ambos extremos, pues la fuerza que ejercemos al cortar hace que la barra flexione cerrando el surco que produce la herramienta al cortar. Al cerrarse este surco, la herramienta se traba, pudiendo llegar a romperse.
Fig. 37: Posición de la pieza para el serrado en oblicuo
Fig. 38: Sujeción de la pieza para evitar vibraciones
Fig. 39:. Flexión de la barra sobre la hoja de sierra
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 31 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
41
El surco y el trazo
Las sierras efectúan el corte a base de desprender material en forma de viruta. Este des-prendimiento produce un surco cuya anchura no es despreciable: en las sierras de dis-co tiene valores en torno a los 5 mm; los discos de las amoladoras tienen espesores en-tre 1 y 3 mm., y las sierras de mano producen una ranura de aproximadamente 1 mm. de anchura.
Cuando cortemos una pieza tendremos en cuenta este surco para no restar material a la pieza que estamos cortando. El siguiente ejemplo ilustrará esta circunstancia.
Supongamos que en la pieza de la figura deseamos cortar un tramo de 100 mm. Para ello habremos marcado previamente un trazo a esa longitud.
Si situamos la hoja de sierra simétricamente respecto al trazo, eliminaremos parte del material de la pieza, que ya no medirá 100 mm, sino algo menos.
Fig. 40: Chapa trazada para el serrado
Fig. 41: Serrado manteniendo el surco centrado sobre el trazo
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 32 C.F.G.S. MANT. INST. TÉRMICAS

42
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones � �
Técnico en M
ontaje y M
antenim
iento de Instalaciones de Frío, Climatización y Pro
ducción de Calor
Si situamos la hoja de forma que el surco quede por la parte exterior de nuestra pieza, ésta quedará a una longitud algo mayor de 100 mm, lo que nos permitirá un posterior acabado con lima, amoladora o esmeriladora.
Figura 42. Serrado con el surco exterior al trazo
ctiv
idad
a La figura representa una chapa en la que se ha dibujado una pieza. Se desea serrar su contorno con una sierra de mano, de-jando algo de material sobrante para retocar los bordes con lima, tal y como se representa en la figura de la derecha. Indica en qué orden efectuarías los cortes. Propón después otra se-cuencia de cortes y comenta sus ventajas o inconvenientes res-pecto a la que has propuesto inicialmente.
5
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 33 C.F.G.S. MANT. INST. TÉRMICAS

Uni
dad Operaciones Básicas de
Mecanizado I 2
43
MMMMMMMMMMMMMM
Cizalla automática
Cizalla manual
Tijeras de chapa
Cincel
Cortatubos
Sierra de disco
Sierra de cinta
Sierra de calar
Sierra de mano
Amoladora
Cortar un tramo de tubo de acero de 25 mm de diámetro
Cortar en cuatro partes una chapa de 2000 x 1000 mm y 0,5 mm de espesor
Cortar un tramo de un perfil de aluminio para cierre de ventana
Cortar en dos mitades una tabla de madera de 1000 x 500 mm y 10 mm de espesor
Una chapa rectangular de 100x50x2 mm se desea dejar a 100x40x2 mm
Cortar en dos mitades una chapa de 1000 x 500 mm y 10 mm de espesor
ctiv
idad
a En la siguiente tabla, pon cruces relacionando cada trabajo con la herramienta o herramientas que emplearías para realizarlo. Ten en cuenta que algunos trabajos se pueden realizar con más de una herramienta.
6
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 34 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
7
Fíjate en la figura de la izquierda; se ha obtenido serrando un trozo de acero, y en ella se observan irregularidades tras la operación. Fíjate ahora en la de la derecha; se trata de la misma pieza, pero sus bordes son ahora rectos y regulares.
¿Conoces alguna herramienta capaz de hacer esa transformación? ¿Se podría haber utilizado alguna de las herramientas estudiadas en el capítu-lo anterior?
Sucede en ocasiones que la cantidad de material que necesitamos eliminar de una pieza es pequeña en comparación con su tamaño; es lo que comúnmente conocemos como “rebajar”. En ese caso resulta difícil la utilización de la cizalla, pues ésta necesita una sobremedida de varios milímetros para que pueda cortar correctamente. Tampoco las tijeras son útiles cuando el espesor de la chapa es grande. La utilización del cincel nece-sitaría un retoque posterior, ya que la superficie quedaría con irregularidades. En el caso de los tubos, también se necesita una sobremedida de varios milímetros para que estos apoyen correctamente sobre los rodillos del cortatubos.
Las herramientas que estudiarás a continuación te permitirán eliminar ese material so-brante, aproximando las medidas de la pieza a las deseadas (desbaste) y, finalmente, dar-les una mejor apariencia y calidad superficial (acabado).
Operaciones de desbaste y acabado
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 35 C.F.G.S. MANT. INST. TÉRMICAS

8
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Limado
o Características generales de las limas
Las limas son herramientas que permiten eliminar material de las piezas metálicas con el objeto de darles una forma determinada o de mejorar el acabado de sus superficies. Su uso está limitado a trabajos de poca envergadura, debido a que eliminan el material muy lentamente, recayendo todo el esfuerzo sobre el operario.
Están fabricadas en acero para herramientas, templado para que tenga mayor dureza su-perficial. Para poder manejarlas se les coloca un mango de madera o de plástico en uno de sus extremos, denominado espiga.
Las características de una lima son:
Tamaño. Viene definido por su longitud comercial o distancia entre la punta y el talón. Son longitudes usuales: 100, 125, 150, 200, 250 y 300 mm. Algunos fabri-cantes dan estas longitudes en pulgadas; la relación aproximada entre unas y otras es, respectivamente: 4”, 5”, 6”, 8”, 10” y 12”.
Forma. La forma de una lima queda definida por su sección transversal. Las hay pla-nas, triangulares, cuadradas, redondas y de media caña. Elegiremos la forma de lima que se adapte mejor a la superficie que vamos a mecanizar.
Fig. 1: Partes de una lima.
Fig. 3: Elección de limas según la forma de la pieza a mecanizar. Fig. 2: Distintas formas de limas.
Plana Triangular
Cuadrada Redonda Mediacaña
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 36 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
9
Grado de corte. Una lima puede ser basta, entrefina (o semifina) y fina, dependiendo del tamaño de sus dientes (picado de la lima). Las limas bastas tienen los dientes grandes, permitiendo eliminar gran cantidad de material en cada pasada. Las limas finas, por el contrario, tienen los dientes más pequeños, y se utilizan para dar un acabado fino o pulido a las caras limadas.
Fig. 4: Picado de una lima fina (arriba) y una basta (abajo).
ctiv
idad
a ¿Qué forma de lima utilizarías para mecanizar las distintascaras de la pieza de la figura señaladas con un número?
1
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 37 C.F.G.S. MANT. INST. TÉRMICAS

10
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
o Técnica operatoria
La pieza se sujeta en el tornillo de banco de manera que la cara a limar quede en hori-zontal y sobresalga por encima de las mordazas unos 5 o 10 mm (figura 5). Si sobresale excesiva-mente se producen vibraciones en la pieza que dificultan el trabajo, especialmente si ésta tiene poco espesor.
La lima se sujeta por el mango con una mano, mientras la otra hace presión hacia abajo por el otro extremo.
Moveremos la lima alternativamente hacia delante y hacia atrás con una cadencia aproximada de 60 u 80 golpes por minuto. El movimiento lo ejecutan los brazos, evitan-do mover todo el cuerpo innecesariamente.
Debido a la geometría de su picado, similar a la de los dientes de la sierra, las limas sólo mecanizan hacia delante, por lo que durante el limado ejerceremos presión sólo en el movimiento de avance, dejando que la lima se deslice sin presión durante el retroceso.
La lima no solo lleva movimiento hacia delante y hacia atrás; también se desplaza late-ralmente en cada pasada para cubrir todo el ancho de la superficie. Este desplazamiento se realiza en el movimiento de retroceso y es aproximadamente 1/3 del ancho de la lima.
o Seguridad
Uno de los accidentes más comunes se produce cuando la mano choca contra los bordes de la pieza, produciéndose cortes o heridas.
Existe también el riesgo de que se suelte el mango durante el trabajo, pudiendo clavarse la espiga en la mano.
Por estas razones, es aconsejable utilizar guantes de seguri-dad que nos protejan de posibles cortes.
Si se suelta el mango de la lima lo pondremos de nuevo en su posición. Para que quede firmemente colocado co-geremos la lima por la parte tallada y golpearemos sobre el banco de trabajo (figura 6). No haremos nunca esta operación sujetando la lima por el mango, ya que al ir a golpear sobre el banco puede soltarse éste y clavarse la espiga en la mano.
Fig. 5: Técnicas del limado.
Fig. 6: Modo correcto de colocar el mango en la lima.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 38 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
11
Esmerilado
o Características generales de las esmeriladoras
Al igual que el limado, el esmerilado tiene por objeto desbastar o eliminar el material sobrante de las piezas. Generalmente se utiliza para el afilado de herramientas de corte como cinceles, brocas, puntas de trazar o granetes. La máquina utilizada para este fin es la electroesmeriladora o simplemente esmeriladora, la cual consta de un motor al que se le ha acoplado una muela esmeril a cada lado del eje.
La muela está hecha con granos de abrasivo unidos entre sí mediante un aglomerante. El tipo de abrasivo a utilizar depende del material que se va a esmerilar. Muchas de las muelas esmeriles se fabrican en óxido de aluminio, también llamado corindón, con el que se pueden esmerilar la mayor parte de los aceros, pero no las fundiciones. El carburo de silicio se utiliza para el esmerilado de muchos materiales no ferrosos (aluminio, cobre, latón…) y también de las fundiciones. Para identificar el tipo de muela más indicado para el trabajo a realizar, éstas incluyen el material de que están hechas en su etiqueta adheri-da a una de sus caras.
Los granos de abrasivo actúan como pequeñas cuchillas que eliminan el material de la pieza en forma de virutas incandescentes
o Técnicas de la operación
Las muelas abrasivas se utilizan, siempre que sea posible, por su periferia, evitando usar sus caras laterales. El uso de las caras laterales produce a la larga el adelgazamiento del disco y ocasionan su rotura.
Es importante que la periferia de la muela sea perfectamente cilíndrica, sin que haya en ella surcos ni irregularidades. Estos surcos aparecen cuando mantenemos la pieza fija
Fig. 7: Esmeriladora.
Muela
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 39 C.F.G.S. MANT. INST. TÉRMICAS

12
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
sobre la superficie de la periferia de la muela, ocasionándose un desgaste localizado en esa zona. Para evitarlo utilizaremos toda la periferia de la muela, moviendo la pieza de un lado a otro para que el desgaste sea uniforme.
Tenemos que evitar el recalentamiento de la pieza que esmerilamos. Las altas temperatu-ras producen modificaciones de las características de los metales —por ejemplo, una herramienta de corte puede perder su dureza si se calienta en exceso—. Para evitar que la pieza se caliente evitaremos ejercer una gran presión contra la muela y sumergiremos periódicamente la pieza en líquido refrigerante o simplemente en agua.
Cuando esmerilamos materiales blandos como el aluminio, el cobre o el latón con una muela de corindón (recordemos que la muela adecuada para este tipo de materiales es la de carburo de silicio), los granos abrasivos no se desprenden, y los restos del material se van incrustando poco a poco entre sus granos, quedando su superficie lisa y sin capaci-dad abrasiva. A este fenómeno se le llama “embotamiento”. Para corregirlo hay que recti-ficar (limpiar) la superficie de la muela con un útil de diamante pasándolo por su superfi-cie con la esmeriladora en marcha.
Durante el esmerilado también se desprenden los granos de abrasivo, lo que facilita su renovación evitando el embotamiento de la superficie de la rueda.
o Seguridad
Debido a la gran velocidad de giro de las muelas (3.000 rpm), a su capacidad abrasiva y al desprendimiento de chispas durante el esmerilado, es imprescindible el uso de gafas que nos protejan completamente los ojos, así como de guantes de seguridad que eviten el contacto accidental de la piel con las muelas abrasivas.
Fig. 8: Afilado de una herramienta en la esmeriladora.
Caras laterales
Periferia
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 40 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Operaciones Básicas de Mecanizado II 3
13
Antes de poner en marcha una esmeriladora es conveniente hacer una rápida inspección visual y táctil haciendo girar con las manos las muelas para comprobar que no estén flo-jas ni agrietadas. Esta operación es aún más recomendable si la máquina es utilizada por muchas personas o si está expuesta a golpes accidentales.
Una vez hecha la inspección visual aún tendremos la precaución de no situarnos delante de las muelas en el momento del arranque; si algo se desprende de las muelas saldrá despedido en esa dirección.
Las muelas han de girar de forma que la chispa salga despedida hacia abajo. En caso contrario hay que detener la máquina lo antes posible. Las tuercas que sujetan las muelas están pensadas para que tiendan a apretarse durante el giro; si la máquina gira al revés tenderán a aflojarse y soltarse, produciendo vibraciones que pueden ocasionar su rotura. El cambio de giro se produce en los motores trifásicos cuando se permutan dos de los tres cables que llevan corriente al motor; en los motores monofásicos esta inversión no es posible.
Amolado
La máquina utilizada en el amolado se denomina amoladora. En la unidad didáctica an-terior hemos estudiado esta máquina en su función de corte de materiales. En esa unidad se mencionaron sus características, técnica operatoria y precauciones en su manejo, por lo que nos limitaremos aquí a comentar sus aplicaciones en las operaciones de desbaste.
La amoladora permite rebajar las dimensiones de piezas metálicas y de materiales de obra utilizando el disco adecuado para cada caso. Recuerda que los discos de desbaste se utilizan por una de sus caras laterales y que no deben utilizarse nunca para cortar.
Son ejemplos de utilización los siguientes: eliminación de las rebabas en los bordes de las piezas metálicas, limpieza de la capa superficial de las chapas que se van a soldar, retoque de pequeñas irregularidades en los bordes de las piezas serradas o en las uniones de las piezas soldadas, etc.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 41 C.F.G.S. MANT. INST. TÉRMICAS

14
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
ctiv
idad
a La figura de la izquierda representa una chapa cuadrada de 80 x 80 mmy 3 mm de espesor. En una de sus caras se ha trazado la pieza que sedesea obtener. La figura de la derecha muestra la pieza ya obtenida.Explica la forma de hacerlo utilizando tan solo una sierra de mano, unalima y una taladradora.
2
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 42 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
15
En la figura observarás que las piezas tienen agujeros para permitir la unión mediante tornillos. ¿Conoces alguna herramienta capaz de realizarlos?
Existen muchas formas de hacer agujeros: un soplete puede perforar una chapa por efec-to del calor y la oxidación; también se pueden hacer agujeros con troqueles que cortan la chapa con la forma deseada; e incluso se hacen agujeros generando un arco eléctrico entre un electrodo y la pieza, arrancando partículas de la pieza hasta permitir reproducir en ella la forma del electrodo.
Máquina taladradora
La máquina más utilizada por los instaladores es la taladradora, ya en su forma portátil o bien como taladradora fija de mesa. Son éstas las máquinas que estudiaremos en este tema. Incluimos una pequeña descripción e indicaciones para utilizarlas correctamente, así como recomendaciones para evitar accidentes durante su uso.
o Taladradora portátil
Básicamente consta de un motor que transmite el movimiento a tra-vés de unos engranajes hasta el eje de trabajo; en el extremo de este eje se encuentra el portabrocas, desti-nado a la sujeción de la broca.
El motor puede ser alimentado por la corriente de la red o bien por una batería recargable. Este último tipo es el ideal para trabajar en lugares en los que no hay instalación eléctrica, aunque su potencia y su auto-nomía son más limitadas.
Taladrado
Fig. 9: Taladro portátil.
Portabroca
Sonda Gatillo
Inversor de giro
Regulador de
velocidad
Percutor
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 43 C.F.G.S. MANT. INST. TÉRMICAS

16
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Dispositivos que se pueden encontrar en una taladradora portátil:
Portabrocas. Es el elemento destinado a la sujeción de la broca. Se abre o cierra haciendo girar su casquillo exterior con una llave o simplemente con la mano.
Gatillo. Está situado bajo la empuñadura. Cuando se pulsa pone en marcha la tala-dradora. Es posible inmovilizarlo en la posición de marcha accionando un botón pensado para este fin.
Regulador de velocidad. Prácticamente todos los modelos disponen de este dispositivo que permite reducir la velocidad de giro desde máxima (en torno a las 3000 rpm) hasta la total parada.
Percutor. El percutor imprime una vibración al eje de la máquina; esta vibración permite el taladrado de materiales de construcción al facilitar su fraccionamiento.
Inversor de giro. Mediante una palanca se puede invertir el giro del motor. Esta in-versión es útil cuando la broca se queda atascada en la pieza durante el taladrado. La broca tiene forma de hélice y penetra en la pieza girando en el sentido de las agujas del reloj; al girar en sentido contrario tiende a salir, de forma similar a como lo hace un sacacorchos en el corcho de una botella.
Sonda. Es una regla que se utiliza como tope para controlar la profundidad del taladrado.
o Taladradora de mesa
Esta máquina consta de un motor eléctrico cuyo movimiento se transmite hasta el eje de trabajo, bien por medio de engranajes o bien por medio de una correa de transmisión y un cono de poleas.
Destacaremos en este tipo de máquinas los siguientes elementos:
Fig. 10: Taladro de mesa.
Cabezal
Portabrocas
Base portapieza
Eje de trabajo
Caja de velocidades
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 44 C.F.G.S. MANT. INST. TÉRMICAS
Unid
ad
Operaciones Básicas de Mecanizado II 3
17
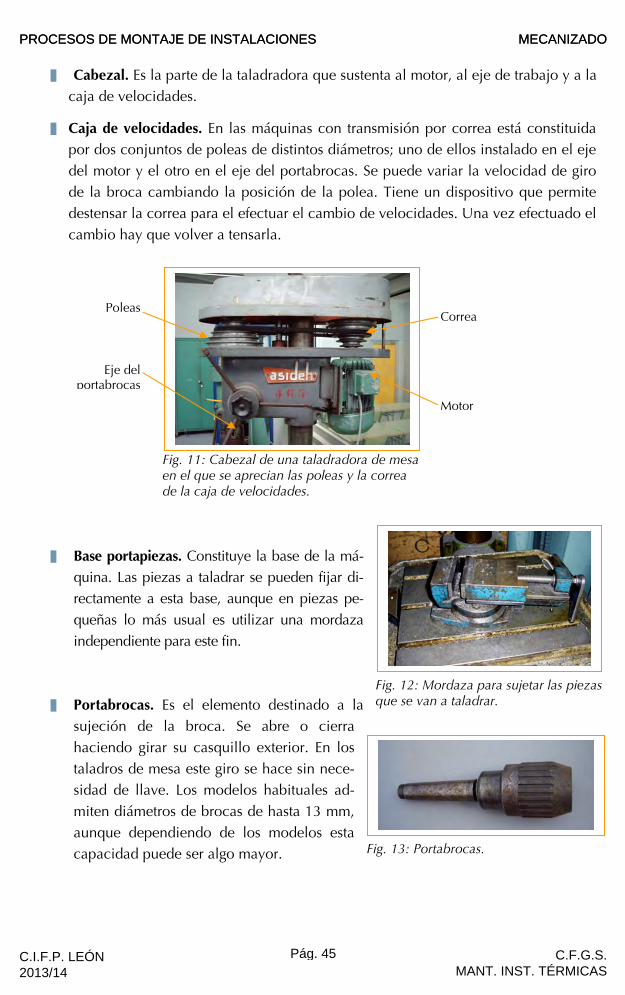
Cabezal. Es la parte de la taladradora que sustenta al motor, al eje de trabajo y a la caja de velocidades.
Caja de velocidades. En las máquinas con transmisión por correa está constituida por dos conjuntos de poleas de distintos diámetros; uno de ellos instalado en el eje del motor y el otro en el eje del portabrocas. Se puede variar la velocidad de giro de la broca cambiando la posición de la polea. Tiene un dispositivo que permite destensar la correa para el efectuar el cambio de velocidades. Una vez efectuado el cambio hay que volver a tensarla.
Base portapiezas. Constituye la base de la má-quina. Las piezas a taladrar se pueden fijar di-rectamente a esta base, aunque en piezas pe-queñas lo más usual es utilizar una mordaza independiente para este fin.
Portabrocas. Es el elemento destinado a la sujeción de la broca. Se abre o cierra haciendo girar su casquillo exterior. En los taladros de mesa este giro se hace sin nece-sidad de llave. Los modelos habituales ad-miten diámetros de brocas de hasta 13 mm, aunque dependiendo de los modelos esta capacidad puede ser algo mayor.
Fig. 11: Cabezal de una taladradora de mesa en el que se aprecian las poleas y la correa de la caja de velocidades.
Eje delportabrocas
Motor
PoleasCorrea
Fig. 13: Portabrocas.
Fig. 12: Mordaza para sujetar las piezas que se van a taladrar.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 45 C.F.G.S. MANT. INST. TÉRMICAS

18
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Eje de trabajo. Es el eje que sujeta al portabrocas y a la broca durante el taladrado. Tiene dos movimientos: uno giratorio, transmitido por el motor, y otro vertical, transmitido a través de la palanca de accionamiento para permitir la penetración de la broca en la pieza.
El portabrocas se sujeta a este eje mediante un ajuste cónico: su mango es cónico (figura 13) y ajusta perfectamente con el agujero también cónico del eje. A este co-no de ajuste se le llama “cono morse”, y es un sistema de fijación muy frecuente en máquinas-herramienta (tornos, fresadoras, etc.). Existen distintos diámetros de agu-jeros y ejes cónicos; para adaptar unos a otros se utilizan casquillos adaptadores.
También las brocas de diámetros grandes tienen el mango cónico para poder ajus-tarlas directamente al eje de trabajo (figura 14).
Interruptor. Sirve para poner en marcha o detener la máquina.
Sonda. Consiste en una regla con un tope que permite limitar la profundidad del agujero taladrado. Algunos modelos en lugar de regla llevan un casquillo graduado en el eje de la palanca.
Regulación de altura del cabezal. La altura del cabezal puede regularse a vo-luntad para dar cabida a piezas más grandes. Para dicha regulación basta con aflojar una palanca dispuesta para este fin. Un contrapeso en el interior de la columna equilibra el peso del cabezal impidiendo que éste caiga durante la re-gulación de la altura.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 46 C.F.G.S. MANT. INST. TÉRMICAS

20
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Brocas
La broca es la herramienta que efectúa el mecanizado del agujero. Básicamente es una pieza metálica cilíndrica con un extremo afilado para facilitar la penetración, y dos acanaladuras en forma de hélice por las que se evacua el material taladrado. El extremo superior de la broca es cilín-drico o cónico para permitir su sujeción al porta-brocas o directamente al eje de la máquina.
La geometría de las brocas incluye los elementos descritos ya en las hojas de sierra: caras de des-prendimiento y de incidencia, así como los ángulos
de incidencia, de desprendimiento y de filo. Por ello, las brocas cortan en un solo sentido de giro, que es el de las agujas del reloj (sentido horario).
Existen tres tipos de brocas en función del ma-terial que se va a taladrar: brocas para acero, brocas para madera y brocas para pared. La diferencia entre los tres tipos está en el extremo afilado y es perceptible a simple vista.
Las brocas para madera tienen un vértice agudo, de aproximadamente 40º, que ocupa la parte central del extremo afilado. Este vértice evita que la broca resbale al inicio del taladrado y facilita la penetración durante la operación.
Fig. 14: Brocas de mango cónico y casquillos adaptadores.
Fig. 15: Geometría de una broca.
Fig. 16: Brocas para madera, pared y acero.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 47 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
21
Las brocas para pared se distinguen por la forma de pala de su extremo afilado. Es-ta “pala” está hecha de un material diferente al del resto de la broca, se trata de carburo de tungsteno (conocido también como widia o “metal duro”), y va soldada en el interior de una ranura al resto de la broca.
Las brocas para acero tienen el extremo afilado en forma de “V” de 118º.
Para el taladrado de agujeros de mucho diámetro se utili-zan las brocas de corona. Constan de una broca central que realiza un taladrado previo y sirve de centro a la coro-na, la cual realiza un corte circular al diámetro deseado. Existen en el mercado brocas de este tipo para taladrar madera, metal o piedra.
o Velocidad de corte
Hemos creído oportuno incluir este apartado dedicado a la velocidad de corte, ya que es un concepto importante que afecta notablemente a la duración de las brocas y al tiempo empleado en el taladrado.
Fig. 17: Broca de corona para taladrado en madera.
ctiv
idad
a Señala con una cruz el tipo de broca que utilizarías para hacer agu-jeros a los materiales que se indican en la tabla siguiente:
Marco de venta-na de aluminio
Pared de una vivienda
Estantería de madera
Chapa de acero
Azulejos del cuarto de baño
Pieza de latón
4
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 48 C.F.G.S. MANT. INST. TÉRMICAS

22
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Hay que tener en cuenta que si la velocidad de corte es excesiva se producen calenta-mientos en la herramienta que provocan la pérdida de afilado, dificultando notablemen-te la operación. La velocidad demasiado lenta tiene el inconveniente de alargar innecesa-riamente el tiempo de taladrado. Una selección correcta de esa velocidad asegura un taladrado sin inconvenientes al tiempo que aumenta la durabilidad de la herramienta.
La velocidad de corte de una herramienta es la que llevan los puntos de su arista de corte respec-to a la pieza que mecaniza. Se expresa en me-tros/minuto (m/min).
Cuando la herramienta tiene movimiento rectilí-neo la velocidad de corte es la que lleva la propia herramienta. En una sierra de mano, por ejemplo, la velocidad de corte es la que imprimimos a la sierra cuando se desplaza hacia delante.
En el movimiento circular la velocidad de corte es la velocidad lineal de los puntos de su perife-ria. Por ejemplo, en una sierra de disco la veloci-dad de corte es la velocidad lineal de los puntos de su cara dentada.
Pero, ¿qué entendemos por velocidad lineal en un objeto que gira? Un ejemplo servirá para ilus-trar este concepto: Levantemos una bicicleta en el aire y hagamos girar una de sus ruedas. La velo-
cidad lineal que llevan los puntos de su periferia (los de la cubierta) es la que llevaría la bicicleta si rodara por la carretera manteniendo esa misma velocidad de giro en la rueda.
Existe una relación directa entre la velocidad lineal y la velocidad de giro de las herra-mientas, ya que cuanto mayor sea la velocidad de giro de una herramienta mayor será la velocidad lineal de los puntos de su periferia.
También hay relación directa entre la velocidad lineal y el diámetro de la herramienta, ya que, para una misma velocidad de giro, cuanto mayor sea el diámetro de la herramienta mayor será la velocidad lineal de los puntos de su periferia.
Estas dos relaciones son evidentes al aplicarlas al ejemplo de la bicicleta: su velocidad será mayor cuanto mayor sea la velocidad con la que giran sus ruedas, y también lo será si, manteniendo la misma velocidad de giro, sustituimos las ruedas por otras de mayor diámetro.
Fig. 18: Velocidad de corte en una sierra de mano.
Vc
Fig. 19: Velocidad de corte en una sierra circular.
Vc
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 49 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
23
Vamos a obtener ahora una expresión matemática que nos relacione la velocidad lineal de un punto de la periferia o velocidad de corte (vc), la velocidad de giro (N) y el diáme-tro de la herramienta (D).
Partiremos de la conocida expresión:
Para una broca de diámetro D que gira a N vueltas por minuto (rpm), el espacio recorrido por un punto de la periferia en una vuelta completa será el perímetro de la circunferencia:
DDRe πππ ===2
22
Y en las N vueltas recorrerá N veces dicho perímetro:
DNe π=
El tiempo empleado en ese recorrido es 1 minuto, por lo que sustituyendo en la fórmula (1) tendremos:
DNDNtevc ππ ===
min1
Si queremos expresar el diámetro de la broca en mm manteniendo vc en m/min, tendre-mos que dividir D entre 1.000, quedando la expresión anterior:
000.1DNvcπ= (2)
Despejando N obtenemos:
DvN c
π000.1
= (3)
N = Velocidad de giro de la broca (rpm) vc = Velocidad de corte (m/min) D = Diámetro de la broca (mm)
Existe una velocidad de corte idónea en función del material de la herramienta y del material que se corta. Es idónea porque permite una mayor producción con un desgaste aceptable de la herramienta. Esta velocidad la proporciona el fabricante en sus catálogos y hemos de respetarla en la medida de lo posible.
A continuación, en la tabla 1, proporcionamos velocidades de corte orientativas para taladrar diversos materiales con brocas de acero HSS, los valores máximo y mínimo
Velocidad (m/min) = espacio (m) / tiempo (min) (1)
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 50 C.F.G.S. MANT. INST. TÉRMICAS

24
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
(columna de la derecha), dependen de factores como la calidad de la lubricación durante el corte, la robustez de la máquina, etc.
VELOCIDADES DE CORTE PARA TALADRAR CON BROCAS HSS
Material a taladrar Velocidad de corte Acero hasta 50 kg/mm2 25-35 m/min
Acero hasta 70 kg/mm2 20-30 m/min
Acero hasta 90 kg/mm2 16-20 m/min
Latón 60-100 m/min
Aluminio 40-120 m/min
Bronce 30-50 m/min
De esta forma hemos obtenido los valores de la tabla siguiente para cada diámetro de broca:
TABLA DE VELOCIDADES DE CORTE Y RPM PARA BROCAS HSS Diámetro de la broca Material vc 2 5 6 8 10 12
Lubrifi-cante
Acero hasta 50 kg/mm2
25-35 m/min 4.777 rpm 1.910 rpm 1.591 rpm 1.194 rpm 955 rpm 796 rpm Aceite soluble
Acero hasta 70 kg/mm2
20-30 m/min 3.980 rpm 1.592 rpm 1.326 rpm 995 rpm 796 rpm 663 rpm Aceite soluble
Acero hasta 90 kg/mm2
16-20 m/min 2.866 rpm 1.146 rpm 955 rpm 716 rpm 573 rpm 478 rpm Aceite soluble
Latón 60-100 m/min 12.738 rpm 5.095 rpm 4.244 rpm 3.184 rpm 2.546 rpm 2.123 rpm Aceite soluble
Aluminio 40-120 m/min 12.738 rpm 5.095 rpm 4.244 rpm 3.184 rpm 2.546 rpm 2.123 rpm Aceite soluble
Bronce 30-50 m/min 6.369 rpm 2.547 rpm 2.122 rpm 1.592 rpm 1.273 rpm 1.061 rpm Aceite soluble
Tabla 1: Velocidades de corte para taladrar con brocas HSS.
¿Con qué velocidad ha de girar una broca de acero HSS de 10 milímetros de diámetro para taladrar una pieza de acero de 70 kg/mm2?
Según la tabla 1, la velocidad de corte ha de estar comprendida entre 20 y 30 m/min. Tomaremos un valor intermedio de 25 m/min y lo sustituiremos en la fórmula (3):
rpm 7961014,325000.1000.1
=××
==D
vN c
π
Ejemplo 1
Tabla 2: Velocidades de corte y rpm para brocas HSS.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 51 C.F.G.S. MANT. INST. TÉRMICAS
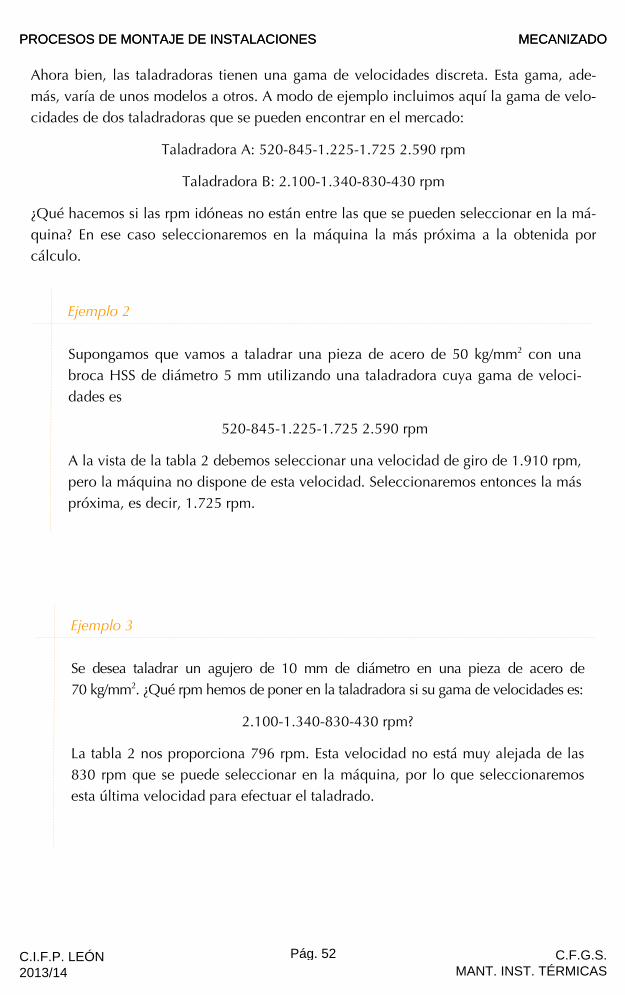
Unid
ad
Operaciones Básicas de Mecanizado II 3
25
Se desea taladrar un agujero de 10 mm de diámetro en una pieza de acero de 70 kg/mm2. ¿Qué rpm hemos de poner en la taladradora si su gama de velocidades es:
2.100-1.340-830-430 rpm?
La tabla 2 nos proporciona 796 rpm. Esta velocidad no está muy alejada de las 830 rpm que se puede seleccionar en la máquina, por lo que seleccionaremos esta última velocidad para efectuar el taladrado.
Ahora bien, las taladradoras tienen una gama de velocidades discreta. Esta gama, ade-más, varía de unos modelos a otros. A modo de ejemplo incluimos aquí la gama de velo-cidades de dos taladradoras que se pueden encontrar en el mercado:
Taladradora A: 520-845-1.225-1.725 2.590 rpm
Taladradora B: 2.100-1.340-830-430 rpm
¿Qué hacemos si las rpm idóneas no están entre las que se pueden seleccionar en la má-quina? En ese caso seleccionaremos en la máquina la más próxima a la obtenida por cálculo.
Supongamos que vamos a taladrar una pieza de acero de 50 kg/mm2 con una broca HSS de diámetro 5 mm utilizando una taladradora cuya gama de veloci-dades es
520-845-1.225-1.725 2.590 rpm
A la vista de la tabla 2 debemos seleccionar una velocidad de giro de 1.910 rpm, pero la máquina no dispone de esta velocidad. Seleccionaremos entonces la más próxima, es decir, 1.725 rpm.
Ejemplo 2
Ejemplo 3
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 52 C.F.G.S. MANT. INST. TÉRMICAS
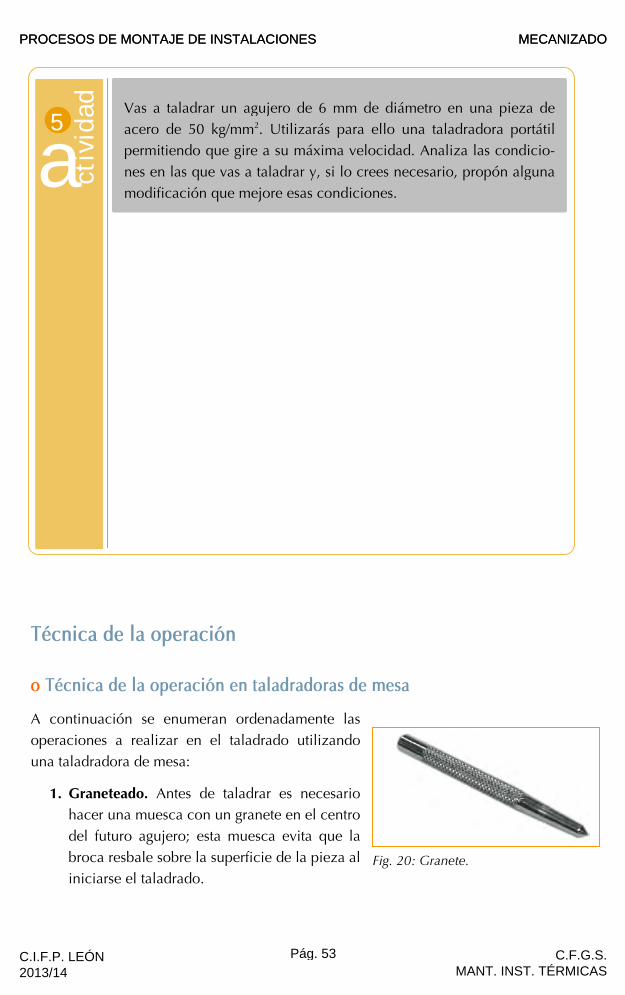
26
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Técnica de la operación
o Técnica de la operación en taladradoras de mesa
A continuación se enumeran ordenadamente las operaciones a realizar en el taladrado utilizando una taladradora de mesa:
1. Graneteado. Antes de taladrar es necesario hacer una muesca con un granete en el centro del futuro agujero; esta muesca evita que la broca resbale sobre la superficie de la pieza al iniciarse el taladrado.
ctiv
idad
a Vas a taladrar un agujero de 6 mm de diámetro en una pieza deacero de 50 kg/mm2. Utilizarás para ello una taladradora portátilpermitiendo que gire a su máxima velocidad. Analiza las condicio-nes en las que vas a taladrar y, si lo crees necesario, propón algunamodificación que mejore esas condiciones.
5
Fig. 20: Granete.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 53 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
27
2. Selección de la velocidad. Como ya hemos visto, la velocidad de giro de las taladrado-ras puede variarse al cambiar la posición de la correa en la caja de velocidades. Com-probaremos que la velocidad de giro sea la adecuada al diámetro de la broca y al ma-terial a taladrar. En caso de no ser así, hay que cambiar la velocidad destensando la co-rrea y colocándola en la posición correcta. Es recomendable desenchufar la máquina de la red durante esta operación para evitar arranques involuntarios. Una vez efectua-do el cambio, se tensa de nuevo la correa y se enchufa la máquina a la red.
3. Sujeción de la pieza. Las piezas pequeñas se sujetan en la mordaza de la taladra-dora. Hay que prever la salida de la broca por el otro lado de la pieza cuando la traspase, con el fin de que no taladre accidentalmente la mordaza o la mesa de la máquina.
Las chapas que por sus dimensiones no puedan ser sujetas en las mordazas, se suje-tan con entenallas, que son unas mordazas pensadas especialmente para sujetar las piezas que se van a taladrar, y se sitúan so-bre tablas de madera de suficiente espesor que eviten el taladrado accidental de la me-sa de la taladradora.
4. Selección de la broca. Seleccionaremos la broca del diámetro adecuado. La identificación podemos hacerla de alguna de es-tas formas:
• Leyendo el diámetro en su mango. Las brocas llevan grabado su diámetro en el man-go, aunque debido al uso éste puede estar borrado.
Fig. 21: Sujeción de la pieza en la mordaza para el taladrado.
Fig. 22: Entenalla.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 54 C.F.G.S. MANT. INST. TÉRMICAS

28
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
• Midiendo su diámetro con un calibre. Procuraremos medirlo en la parte del mango que no esté deteriorada por el uso. Si lo hacemos en la parte helicoidal, extremaremos el cuidado para no medir un diámetro inferior al real.
Una vez seleccionado el diámetro de la broca, es conveniente comprobar que su extremo afilado no presente deterioro.
5. Comprobación de la altura del cabezal. Hay que comprobar también si podremos hacer el agujero en toda su profundidad A veces el cabezal de la máquina está de-masiado alto y la broca no desciende lo suficiente como para atravesar la pieza. Es-to se corrige haciendo descender el cabezal de la máquina.
6. Situación de la broca sobre el centro del agujero. Con la máquina parada se hace descender la broca hasta hacer coincidir su extremo con la marca del granete. Se eleva de nuevo la broca y se pone en marcha la máquina. No hay que poner nunca en marcha la máquina con la broca tocando la pieza, ya que pueden producirse enganches o golpes bruscos que ocasionen su rotura.
7. Inicio del taladrado. Una vez puesta en marcha la máquina, se hace descender lentamente la broca hasta que haga contacto con la pieza. A partir de aquí, hare-mos presión hasta que comienza a producirse viruta en forma de tirabuzón. Es conveniente lubricar el corte aplicando aceite con una aceitera manual o bien con el sistema de lubricación de que disponga la máquina.
8. Durante el taladrado. Mantendremos la misma presión procurando una viruta uni-forme y sin cambios de color. De vez en cuando sacaremos la broca del agujero para facilitar la salida de viruta. Si la viruta se vuelve azulada es debido a una velo-cidad excesiva o a un afilado defectuoso, por lo que habrá que detener la máquina y subsanar la anomalía.
Si no se produce viruta es que la broca no está cortando; en este caso hay que pa-rar la máquina y comprobar la causa. Puede deberse a:
• Una mala regulación de la altura del cabezal, que no permite que la broca siga descendiendo.
• Un pérdida total del afilado.
• Si la máquina tiene inversor de giro la anomalía puede deberse a que la broca esté girando en sentido antihorario.
9. Final del taladrado. Cuando la broca esté a punto de atravesar la pieza disminui-remos la presión para que salga suavemente por el otro lado. De no hacerlo, la broca puede agarrotarse e incluso llegar a romperse.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 55 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
29
Taladrado de agujeros a gran diámetro
Para taladrar agujeros de diámetros superiores a 6 mm lo haremos escalonadamente. Así, por ejemplo, para taladrar un agujero de 10 mm, usaremos primero una broca de 6 mm y a continuación una de 10 mm. Este escalonamiento evita los grandes esfuerzos que serí-an necesarios si se hiciera de una sola pasada; por otra parte, el primer taladrado facilita la entrada de la segunda broca, evitando que ésta se desvíe durante el mecanizado.
o Técnica de la operación en taladradoras manuales
A. Taladrado de acero
Debido a que la fuerza del taladrado la realiza el operario, no es conveniente el uso de la taladradora manual para mecanizar agujeros de mucha longitud o de mucho diámetro sobre materiales duros.
Por otra parte, al ser sujetada con las manos no se puede asegurar la perpendicularidad de la broca sobre la superficie de la pieza, por lo que se pierde precisión en el taladrado. Por estas razones, reservaremos su uso para el mecanizado de piezas de poco espesor. Existen, sin embargo, soportes que permiten trabajar con estas taladradoras como si fueran de mesa; con-siguiéndose mayor fuerza y precisión en la operación.
Es necesario realizar siempre un graneteado previo que evite el deslizamiento de la broca al inicio del taladrado.
Cuando la pieza, debido a sus dimensiones, pueda moverse durante la operación, la inmo-vilizaremos con una prensilla, situando una tabla debajo para permitir la salida de la broca sin que se deteriore la superficie del banco.
Para taladrar agujeros de diámetro mayor de 6 mm lo haremos escalonadamente, tal y co-mo se indicó para la taladradora de mesa.
No hay que activar nunca el percutor cuando se taladran metales.
Cuando se esté a punto de atravesar la chapa hay que disminuir la presión sobre la pieza para evitar el enganche de la broca y su posible rotura.
Lubricar la operación con aceite facilitará siempre el mecanizado.
Fig. 23: Taladrado de chapa con taladradora manual.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 56 C.F.G.S. MANT. INST. TÉRMICAS

30
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
B. Taladrado de madera
No es necesario realizar una muesca en la superficie de la madera antes del taladrado, ya que las brocas para madera tienen un afilado especial con punta de centrado (ver figura 16) que evita ese desplazamiento.
Cuando se taladran agujeros pasantes existe el riesgo de que se astille la madera al salir la broca por el otro lado. Para evitarlo, colocaremos otra tabla debajo, fijando ambas con una prensilla; esto evitará el astillado.
C. Taladrado de piedra, ladrillo u hormigón
Para el taladrado de piedra, ladrillo u hormigón, es necesario activar el percutor de la taladradora. Si la pared está recubierta de yeso, cemento u otro material blando, espera-remos a atravesar dicha capa para activarlo.
Si se trata de hacer agujeros para introducir tacos de plástico para tirafondos, mediremos previamente el diámetro y la longitud del taco. Seleccionaremos la broca del mismo diámetro que el taco y mediante la sonda controlaremos la profundidad del taladrado.
Para taladrar sobre azulejos o materiales cerámicos es necesario realizar previamente una pequeña muesca en su superficie, así se evitará que la broca resbale al iniciarse el tala-drado. Esta muesca se puede hacer con un granete o con un clavo, golpeando suavemen-te con el martillo (no existe riesgo de rotura si se hace suavemente).
Se continuará el taladrado manteniendo una baja velocidad de giro y sin activar el percu-tor; las vibraciones que produce éste último podrían quebrar el azulejo.
Seguridad
El taladrado es una operación que conlleva principalmente tres riesgos cuyas consecuen-cias hemos de evitar:
Proyección de partículas. Durante el taladrado pueden proyectarse virutas e introdu-cirse en los ojos. En especial hay que tener cuidado cuando las virutas están muy ca-lientes, ya que producen quemaduras importantes. Para aminorar en lo posible estos riesgos hemos de procurar que las condiciones de corte sean las adecuadas, evitando recalentamientos excesivos. De todas formas, el peligro de que se proyecten partículas está siempre latente, sobremanera cuando se taladran materiales de construcción.
La existencia de estos riesgos hace imprescindible protegerse los ojos con gafas de seguridad.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 57 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
31
Cortes. Durante el taladrado puede producirse un enganche de la broca en la pie-za, provocando que se suelte de la mordaza y al-cance nuestras manos. La chapa puede atravesar incluso los guantes de seguridad, por lo que es conveniente que sujetemos la mordaza por el mango y situemos nuestras manos fuera del al-cance de la pieza en previsión de un giro fortuito de la misma.
Por otra parte, no quitaremos nunca las virutas con las manos, pues sus bordes afilados y calien-tes son muy cortantes.
Enganches. Al taladrar evitaremos llevar sueltos cinturones, mangas, pulseras o cualquier otra prenda que por sus características pueda en-gancharse a las partes móviles de la máquina. Por la misma razón, el cabello largo habrá de estar recogido.
Atrapamientos o golpes. Cuando trabajamos con taladradoras manuales existe un riesgo añadido ante un posible enganche de la broca en la pieza. Si la pieza está muy bien sujeta será la taladradora la que seguirá girando, pudiendo producirse atrapamientos o golpes con la empuñadura.
Fig. 24: Forma correcta de sujetar la mordaza durante el taladrado.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 58 C.F.G.S. MANT. INST. TÉRMICAS

32
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Habrás observado que las máquinas y las instalaciones tienen elementos roscados. Si observas con atención el motor de un vehículo verás que con-tiene una gran cantidad de tornillos y tuercas, y lo mismo sucede con la ins-talación de agua de tu vivienda, en la que podrás ver que las tuberías, las llaves y los grifos se unen unos a otros mediante elementos roscados.
Habrás podido comprobar también que las roscas permiten uniones des-montables sin que ninguno de los elementos se deteriore, siendo ésta una de sus principales ventajas.
Estos elementos roscados suelen adquirirse en el mercado ya elaborados, pero, ¿sabías que existe la posibilidad de que nosotros mismos fabriquemos las roscas?
En este capítulo estudiaremos las herramientas utilizadas para fabricar roscas permitiendo la unión de los distintos elementos de una instalación. Hemos creído conveniente introducir previamente algunos conceptos que nos ayuden a comprender su geometría y características, centrándonos luego en los tres tipos de roscas más utilizados en las instalaciones.
Tipos de roscas y características
Una rosca puede definirse como una acanaladura heli-coidal tallada en una superficie cilíndrica. La rosca puede ser exterior, como en el caso de los tornillos, varillas roscadas, etc., o interior, como en el caso de las tuercas o los agujeros roscados.
La forma de la acanaladura da lugar a distintos tipos de rosca, de entre los que cabe citar los siguientes: trian-gular, trapecial y redonda.
Roscado
Fig. 25: Detalle de una rosca exte-rior (tornillo) y de una rosca inter-ior (tuerca seccionada).
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 59 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
33
La rosca triangular se utiliza principalmente en tortillería. La rosca trapecial está pensada para soportar grandes esfuerzos, por lo que es habitual en husillos de prensas, tornillos de banco, husillos para transmisión de movimientos, etc. La rosca redonda tiene aplicación en aquellas uniones que deban soportar grandes y bruscos esfuerzos, como la unión de vagones de ferrocarril, aunque podemos ver una variedad de este tipo de rosca en las bombillas de alumbrado.
Dependiendo del sentido de la hélice, las roscas pueden ser a derechas o a izquierdas. Las primeras se identifican porque al mirarlas desde arriba vemos la acanaladura alejarse hacia la derecha (en los agujeros roscados es al revés).
En las roscas a izquierdas la acanaladura se aleja hacia la izquierda (en los agujeros ros-cados es al revés).
Fig. 26: Distintas formas de rocas.
Fig. 27: Rocas a derechas.
A. Trapecial B. Triangular C. Redonda
A. Exterior (tornillo) B. Interior (tuerca)
Fig. 28: Rocas a izquierdas.
B. Interior (tuerca)
A. Exterior (tornillo)
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 60 C.F.G.S. MANT. INST. TÉRMICAS

34
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Roscas triangulares
En este capítulo dedicaremos especial atención a las roscas triangulares, y en concreto a dos tipos, la rosca métrica y la rosca whitworth, por ser las más comunes en los elemen-tos de unión. Trataremos aparte las roscas de tubos, también whirworth, y denominadas gas whitworth, por su aplicación en uniones de tubos y accesorios en las instalaciones de calefacción y fontanería.
ctiv
idad
a Te proponemos que busques en tu entorno distintos elementos ros-cados. Clasifícalos atendiendo al sentido de su rosca (a derechas oizquierdas)
6
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 61 C.F.G.S. MANT. INST. TÉRMICAS
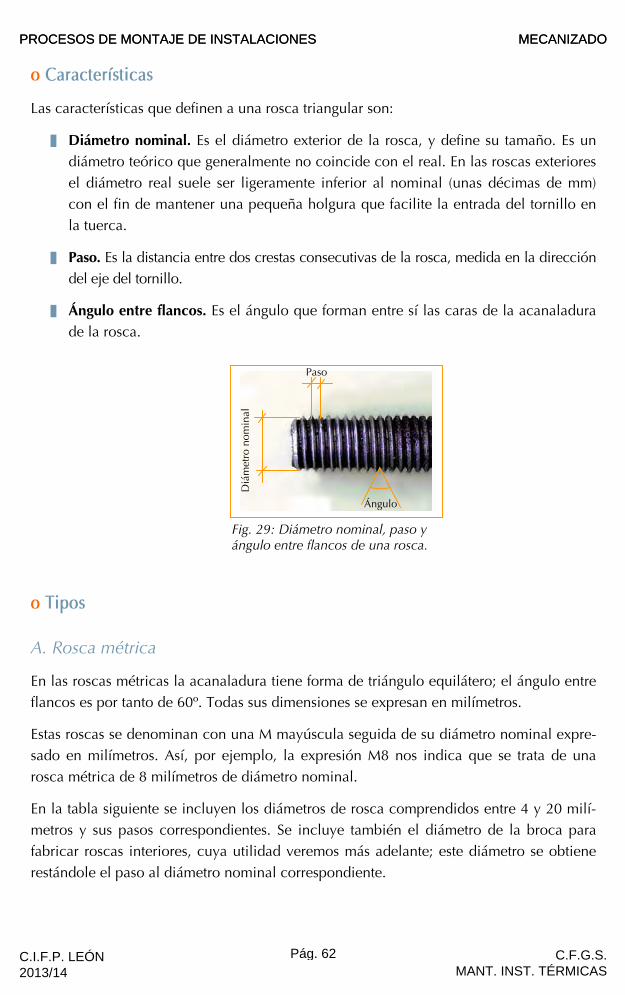
Unid
ad
Operaciones Básicas de Mecanizado II 3
35
o Características
Las características que definen a una rosca triangular son:
Diámetro nominal. Es el diámetro exterior de la rosca, y define su tamaño. Es un diámetro teórico que generalmente no coincide con el real. En las roscas exteriores el diámetro real suele ser ligeramente inferior al nominal (unas décimas de mm) con el fin de mantener una pequeña holgura que facilite la entrada del tornillo en la tuerca.
Paso. Es la distancia entre dos crestas consecutivas de la rosca, medida en la dirección del eje del tornillo.
Ángulo entre flancos. Es el ángulo que forman entre sí las caras de la acanaladura de la rosca.
o Tipos
A. Rosca métrica
En las roscas métricas la acanaladura tiene forma de triángulo equilátero; el ángulo entre flancos es por tanto de 60º. Todas sus dimensiones se expresan en milímetros.
Estas roscas se denominan con una M mayúscula seguida de su diámetro nominal expre-sado en milímetros. Así, por ejemplo, la expresión M8 nos indica que se trata de una rosca métrica de 8 milímetros de diámetro nominal.
En la tabla siguiente se incluyen los diámetros de rosca comprendidos entre 4 y 20 milí-metros y sus pasos correspondientes. Se incluye también el diámetro de la broca para fabricar roscas interiores, cuya utilidad veremos más adelante; este diámetro se obtiene restándole el paso al diámetro nominal correspondiente.
Fig. 29: Diámetro nominal, paso y ángulo entre flancos de una rosca.
Diá
met
ro n
omin
al
Paso
Ángulo
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 62 C.F.G.S. MANT. INST. TÉRMICAS

36
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
ROSCA MÉTRICA
Diámetro nominal (mm) Paso (mm) Diámetro de la broca (mm) 4 0,7 3,3
5 0,8 4,2
6 1 5
8 1,25 6,75
10 1,5 8,5
12 1,75 10,25
14 2 12
16 2 14
18 2,5 15,5
20 2,5 17,5
B. Rosca Withworth
En estas roscas la acanaladura tiene forma de triángulo isósceles, con un ángulo entre flancos de 55º. Sus dimensiones se expresan en pulgadas.
La rosca whitworth se denomina con su diámetro expre-sado en pulgadas. Así, por ejemplo, la expresión ½” nos indica que se trata de una rosca whitworth de media pul-gada de diámetro nominal.
En la tabla adjunta se incluyen los diámetros de rosca com-prendidos entre 1/8” y 3/4” y sus pasos correspondientes, los cuales vienen expresados en hilos por pulgada (gráficamente
podemos representarlo como el número de acanaladuras que entran en una pulgada). Tam-bién hemos incluido el diámetro de la broca para la fabricación de agujeros roscados.
ROSCA WHITWORTH
Diámetro nominal (pulgadas) Paso (hilos por pulgada) Diámetro de la broca (mm) 1/8 40 2,5
3/16 24 3,7
1/4 20 5
5/16 18 6, 5
3/8 16 8
1/2 12 10, 5
5/8 11 13,7
3/4 10 16,7
Tabla 3: Rosca métrica.
Fig. 30: Rosca de ½”. Puede observarse las 12 acanaladuras en la pulgada acotada.
½”
1”
Tabla 4: Rosca withworth.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 63 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
37
C. Rosca gas Withworth
Esta rosca podemos encontrarla en los tubos de acero roscados y, por extensión, en la in-mensa mayoría de los accesorios de unión empleados en las instalaciones de fontanería.
Su perfil es el mismo que el de la rosca whitworth: trian-gular con 55º entre flancos.
Su diámetro nominal se corresponde con el diámetro interior del tubo, aunque la diferencia entre uno y otro es bastante notable; la simple medición del diámetro interior del tubo no nos sirve para identificar de forma inequívoca el diámetro nominal de la rosca.
Existen dos variantes de esta rosca: una cilíndrica y otra cónica. Esta última permite mayor hermeticidad en las uniones ya que su diámetro va aumentando a medida que penetra en el accesorio. En la figura 31 se puede apreciar la ligera conicidad de la rosca.
La rosca whitworth gas se denomina con una R mayúscula seguida de su diámetro nomi-nal expresado en pulgadas. Así, por ejemplo, la expresión R1/2” nos indica que se trata de una rosca whitworth gas de diámetro nominal ½”.
En la tabla siguiente se incluyen las roscas comprendidas entre 1/16” y 2”; se incluye tam-bién su diámetro expresado en mm, su paso y su diámetro interior para facilitar la identifica-ción de roscas interiores. En los accesorios reales el diámetro exterior puede ser ligeramente inferior al de la tabla por las razones ya explicadas anteriormente; por el mismo motivo, la medida interior de la rosca puede ser ligeramente superior a la de la tabla.
ROSCA GAS WHITWORTH Diámetro nominal
(pulgadas) Diámetro exterior
(mm) Paso (hilos
por pulgadas) Diámetro rosca interior (mm)
1/16 7,723 28 6,56
1/8 9,728 28 8,56
¼ 13,157 19 11,44
3/8 16,662 19 14,95
½ 20,955 14 18,63
¾ 26,441 14 24,11
1 33,249 11 30,29
1 ¼ 41,910 11 38,95
1 ½ 47,803 11 44,84
2 59,614 11 56,65
Fig. 31: Rosca gas whitworth en un accesorio de fontanería.
Tabla 5: Rosca gas withworth.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 64 C.F.G.S. MANT. INST. TÉRMICAS

38
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
o Peines o galgas de roscas
En los apartados anteriores hemos visto que el paso de la rosca puede medirse directa-mente sobre la rosca, y que en el caso de la rosca whitworth este paso se determina por el número de hilos o acanaladuras que entran en 1”.
Pero la medición del paso con el calibre conduce a me-nudo a errores, sobre todo cuando el tamaño de la rosca es pequeño. Para evitar estos errores es recomendable utilizar los peines de roscas, también llamados galgas de roscas, que son plantillas que materializan el perfil de las roscas (figura 32). Existen juegos con pasos en mm y con pasos en hilos por pulgada. Para identificar el paso de la rosca bastará con encontrar el peine que coincida exac-tamente con el perfil de la rosca (figura 33).
o Fabricación de roscas
A. Fabricación de roscas exteriores
Las roscas exteriores se mecanizan manualmente utilizando una herramienta denominada terraja. Tiene forma cilíndrica con un agujero central en el que se encuentra tallada la rosca que mecaniza. Cada terraja sólo mecaniza un tipo de rosca.
Las terrajas están fabricadas en acero HSS y se identi-fican por su diámetro exterior y la rosca que mecani-zan, datos que figuran grabados en una de sus caras.
Fig. 32: Peines o galgas para la comprobación del paso de las roscas.
Fig. 33: Comprobación de pasos de rosca con los peines.
A. En una rosca M10
A. En una rosca R2”
Fig. 34: Terrajas y portaterrajas para la fabricación de roscas exteriores.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 65 C.F.G.S. MANT. INST. TÉRMICAS
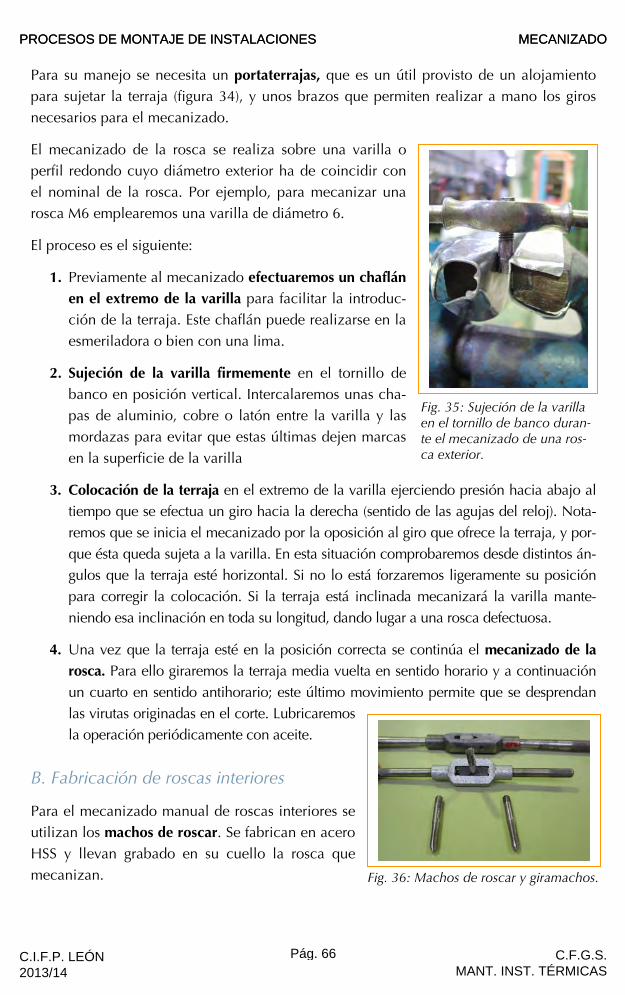
Unid
ad
Operaciones Básicas de Mecanizado II 3
39
Para su manejo se necesita un portaterrajas, que es un útil provisto de un alojamiento para sujetar la terraja (figura 34), y unos brazos que permiten realizar a mano los giros necesarios para el mecanizado.
El mecanizado de la rosca se realiza sobre una varilla o perfil redondo cuyo diámetro exterior ha de coincidir con el nominal de la rosca. Por ejemplo, para mecanizar una rosca M6 emplearemos una varilla de diámetro 6.
El proceso es el siguiente:
1. Previamente al mecanizado efectuaremos un chaflán en el extremo de la varilla para facilitar la introduc-ción de la terraja. Este chaflán puede realizarse en la esmeriladora o bien con una lima.
2. Sujeción de la varilla firmemente en el tornillo de banco en posición vertical. Intercalaremos unas cha-pas de aluminio, cobre o latón entre la varilla y las mordazas para evitar que estas últimas dejen marcas en la superficie de la varilla
3. Colocación de la terraja en el extremo de la varilla ejerciendo presión hacia abajo al tiempo que se efectua un giro hacia la derecha (sentido de las agujas del reloj). Nota-remos que se inicia el mecanizado por la oposición al giro que ofrece la terraja, y por-que ésta queda sujeta a la varilla. En esta situación comprobaremos desde distintos án-gulos que la terraja esté horizontal. Si no lo está forzaremos ligeramente su posición para corregir la colocación. Si la terraja está inclinada mecanizará la varilla mante-niendo esa inclinación en toda su longitud, dando lugar a una rosca defectuosa.
4. Una vez que la terraja esté en la posición correcta se continúa el mecanizado de la rosca. Para ello giraremos la terraja media vuelta en sentido horario y a continuación un cuarto en sentido antihorario; este último movimiento permite que se desprendan las virutas originadas en el corte. Lubricaremos la operación periódicamente con aceite.
B. Fabricación de roscas interiores
Para el mecanizado manual de roscas interiores se utilizan los machos de roscar. Se fabrican en acero HSS y llevan grabado en su cuello la rosca que mecanizan.
Fig. 35: Sujeción de la varilla en el tornillo de banco duran-te el mecanizado de una ros-ca exterior.
Fig. 36: Machos de roscar y giramachos.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 66 C.F.G.S. MANT. INST. TÉRMICAS

40
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Para poder girar a mano los machos se necesita un giramachos. Éste está provisto de unas mordazas que se cierran sobre el extremo superior del macho, que es de forma cuadrada para facilitar la sujeción (figura 36).
El tallado de la rosca se realiza en la superficie interior de un agujero taladrado previa-mente. El diámetro de la broca para taladrar el agujero correspondiente a cada tipo de rosca puede obtenerse de las tablas 3 y 4, o bien restándole al diámetro nominal el paso correspondiente.
Para mecanizar una rosca se necesita un jue-go de tres machos, los cuales tallan la rosca de forma progresiva en la superficie interior del agujero.
Los tres machos de roscar se introducen en orden sucesivo. Para identificar este orden el primer macho lleva una raya tallada en el mango; el segundo lleva dos y el tercero pue-
de llevar tres o ninguna.
En la fotografía (figura 37) son perceptibles las diferencias de los tres machos. Obsérvese la conicidad a la entrada de la rosca y cómo ésta es más acentuada en el primer macho, siendo prácticamente nula en el tercero.
Para iniciar el roscado introducimos el primer macho en el agujero al tiempo que hace-mos presión hacia abajo y efectuamos un giro en sentido horario.
Notaremos que se inicia el tallado por la oposición del macho al giro.
A partir de aquí continuaremos el tallado dando media vuelta en sentido horario y a continuación un cuarto en sentido antihorario para desprender las virutas formadas en el corte. La operación se lubrica con aceite.
Una vez se haya introducido el primer macho, se repite la operación con los otros dos en orden sucesivo.
C. Fabricación de roscas de tubo
Para la fabricación de las roscas de tubo se emplean te-rrajas cuyas características difieren ligeramente de las empleadas para los tornillos.
Fig. 37: Juego de machos de roscar.
Fig. 38: Inicio del roscado de un agujero.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 67 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
41
El cuerpo de la terraja es de fundición y dispone de ranuras para el accionamiento. El accio-nado puede ser manual mediante un girador (Fig.39 y 40) o bien automático mediante una máquina (Fig.41). En su interior lleva instalados los peines, de acero HSS, destinados al talla-do de la rosca. (Fig. 39) El girador manual tiene un dispositivo de carraca para que efectúe el giro en un solo sentido, patinando en sentido inverso; el sentido del giro puede invertirse a voluntad. En las máquinas de roscar este sentido se invierte mediante un interruptor.
Los peines pueden ser extraídos para ser cambiados por otros nuevos cuando se deterioren por el uso.
Para iniciar el mecanizado:
1. Se sujeta el tubo en una mordaza especial para tubos.
2. Se coloca el girador en la terraja y se introduce la te-rraja en el tubo por la parte que no tiene peines de rosca. (Fig. 40) Esta parte es cilíndrica y ajusta en la superficie del tubo, quedando la terraja perfectamente colocada para iniciar la rosca.
3. Se inicia el mecanizado haciendo presión so-
bre la terraja hacia el tubo, al tiempo que gi-ramos el girador en sentido horario. Puede su-ceder que la carraca nos impida el giro; en ese caso cambiaremos de posición el inversor de giro. Una vez que notemos que la terraja ha agarrado, podemos seguir girando la terraja hasta completar el mecanizado. La longitud de la rosca figura en la tabla incluida arriba.
Es importante lubricar la operación con aceite.
Fig. 39: Terraja para tubos y girador para su accionamiento.
Peines
Inversor de giro
Fig. 40: Mecanizado manual de una rosca.
Fig. 41: Máquina para roscar tubos. Observa la terraja colocada.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 68 C.F.G.S. MANT. INST. TÉRMICAS
42
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Si observas atentamente cualquier tipo de instalación, ya sea de fontane-ría, de aire acondicionado, de extinción contra incendios, etc, comproba-rás que las tuberías están curvadas en distintos ángulos para adaptarse a la forma de las paredes. Por otra parte, son muchos los elementos que se fabrican partiendo de chapas que se doblan para darles la forma deseada; un ejemplo de ello son los muebles frigoríficos de los locales de hostele-ría; ¿sabías que están fabricados con finas chapas de acero inoxidable hábilmente conformadas?
El instalador necesita variar la forma de los materiales con frecuencia; ¿co-noces alguna máquina capaz de hacerlo?
El conformado es la operación que se realiza para variar la forma de los materiales. Existen distintos procedimientos de conformado, aunque en este capítulo estudiaremos los más habi-tuales en el campo de las instalaciones, éstos son el plegado, el curvado y el ensanchado.
El plegado es la operación mediante la cual doblamos las chapas a distintos ángulos. El curvado permite doblar chapas y tubos con un determinado radio de curvatura. Final-mente, el ensanchado permite agrandar el diámetro de los tubos para que entren unos dentro de otros.
A continuación estudiaremos distintas máquinas para efectuar dichas transformaciones.
Conformado
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 69 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
43
Plegado de chapas
o Plegadora automática de chapas
A. Características generales
Las plegadoras son máquinas que permiten el doblado de chapas en frío. Dependiendo del tamaño de la máquina este espesor puede variar entre 0,5 y 20 mm, y su longitud pude llegar hasta más de 6 metros.
Las partes principales de una plegadora automática son:
Bancada. Es la parte de la máquina que sostiene al resto de los elementos. Está fa-bricada en fundición.
Trancha. Es una pieza metálica plana vertical situada en la parte superior. Gene-ralmente está accionada por cilindros hidráulicos. En su parte inferior se halla el punzón, que desciende verticalmente sobre la matriz de plegado.
Mesa. Es una pieza metálica plana vertical situada en la parte inferior de la máqui-na, en el mismo plano que la trancha. Contiene a la matriz de plegado.
Topes posteriores. Permiten delimitar la distancia del pliegue al borde de la chapa.
Mandos de accionamiento. El mando que hace descender a la trancha puede ser un pulsador, una barra accionada con el pie o un pedal.
Fig. 42: Plegadora automática de chapa.
Trancha
Mesa
Bancada
Punzón
Matriz de plegado
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 70 C.F.G.S. MANT. INST. TÉRMICAS

44
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
La máquina efectúa el plegado al hacer descender el punzón sobre la matriz de doblado. El plegado más usual es en ángulo recto, aunque pueden utilizarse otros ángulos u otras conformaciones sin más que sustituir la matriz y el punzón de doblado.
B. Técnica operatoria
1. Primeramente se sitúa el tope trasero para que nos proporcione la distancia al borde de la chapa a la que haremos el plegado.
2. A continuación accionamos el descenso de la trancha sujetando la pieza y acompa-ñándola en su movimiento de elevación.
3. Una vez efectuado el plegado, extraemos la chapa de la máquina.
C. Seguridad
Debido a que debemos sujetar las chapas durante el doblado para evitar su caída, existe el riesgo de corte con los bordes de la misma, por lo que debemos proteger nuestras ma-nos con guantes de seguridad.
Evitaremos doblar piezas muy pequeñas, pues existe el riesgo de atraparnos los dedos entre punzón y matriz.
Si hemos de sustituir punzón y matriz, desconectaremos la máquina para evitar puestas en marcha fortuitas.
Fig. 43: Trabajos básicos de plegado de chapa mediante plegadora automática.
Chapa
Punzón
Matriz
Punzón
Chapa
Matriz
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 71 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
45
o Plegadora de chapa manual
Generalmente con estas máquinas se pueden efectuar ple- gados de chapas cuyas dimensiones no superen los 3 mm de espesor y 2 metros de longitud. El sistema de ple-gado es sensiblemente distinto al de la plegadora automática, ya que aquí no se utilizan punzones ni matrices; la pieza se sujeta horizontalmente entre dos mordazas y una tercera mordaza dobla la chapa al ángulo deseado mediante un giro ascendente que se ejecuta manualmente.
A. Técnica operatoria
1. Introducimos la chapa entre las mordazas hasta que haga contacto con el tope posterior, el cual habremos regulado de forma que el pliegue se produzca a la distancia deseada del borde de la chapa. Si la máquina carece de tope, tendremos que indicar esa distancia mediante un trazo y, al colocarla en la máquina, hacerlo coincidir con el borde de la mordaza superior.
2 .Cerramos las mordazas por medio de la manivela hasta que la chapa quede sujeta y ajustada entre ellas.
3 .Efectuamos el doblado elevando con ambas ma-nos la pieza giratoria.
Fig. 44: Plegadora de chapa manual.
Mordaza superior
Plegadora
Fig. 45: Doblado de chapa con plegadora manual.
Fig. 46: Esquema de plegado en plegadora manual.
Mordazas
Plegador
1. Posición inicial de chapa y plegador
2. Doblado de las chapas tras la elevación del plegador
Chapa
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 72 C.F.G.S. MANT. INST. TÉRMICAS

46
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
B. Seguridad
Debido a que se manipulan chapas cuyos bordes pueden tener rebabas, es imprescindi-ble el uso de guantes durante el plegado.
o Plegado a mano
Para plegar a mano chapas de poco espesor y longitud podemos utilizar dos perfiles an-gulares. Sujetando la chapa entre ambos perfiles podemos efectuar el doblado con la ayuda de un martillo. Para que la chapa no se deforme por efecto de los golpes, inter-pondremos un taco de madera entre el martillo y la chapa. Las figuras muestran un ejem-plo de este tipo de doblado.
Fig. 47: Doblado de chapa con ayuda de perfiles angulares.
Chapa Taco de madera
Martillo
Perfil angular
Tornillo de banco
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 73 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
47
ctiv
idad
a La chapa de la figura, de 2 mm de espesor, está trazada indicando laszonas de doblado que permitirán la obtención de la abrazadera repre-sentada a la derecha. Los trazos A y D están en una cara y los B y C enla otra. Indica la secuencia de doblado si se va a realizar en el tornillode banco según el procedimiento indicado anteriormente.
7
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 74 C.F.G.S. MANT. INST. TÉRMICAS
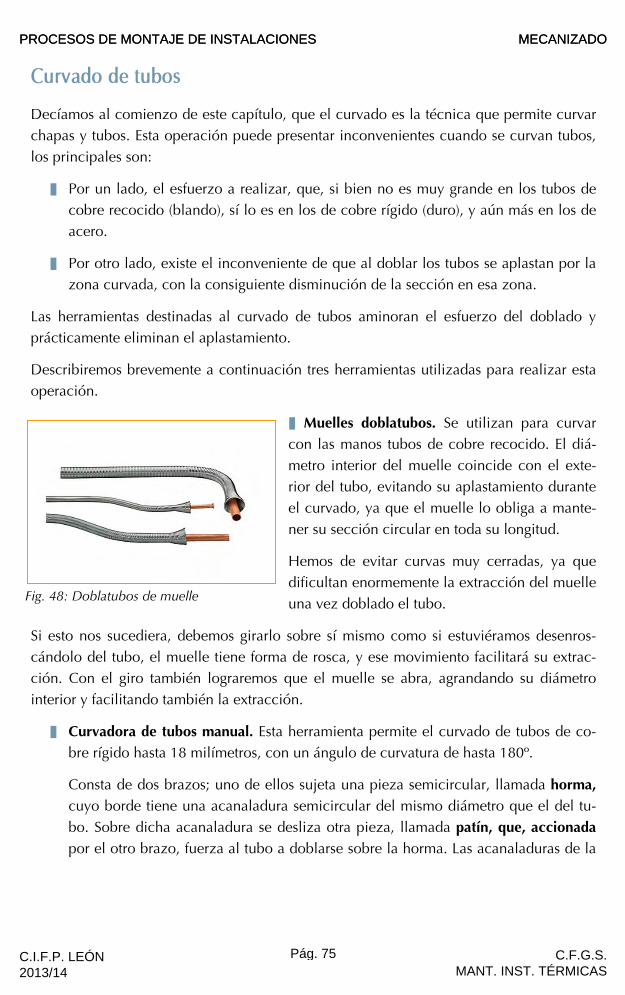
48
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
Curvado de tubos
Decíamos al comienzo de este capítulo, que el curvado es la técnica que permite curvar chapas y tubos. Esta operación puede presentar inconvenientes cuando se curvan tubos, los principales son:
Por un lado, el esfuerzo a realizar, que, si bien no es muy grande en los tubos de cobre recocido (blando), sí lo es en los de cobre rígido (duro), y aún más en los de acero.
Por otro lado, existe el inconveniente de que al doblar los tubos se aplastan por la zona curvada, con la consiguiente disminución de la sección en esa zona.
Las herramientas destinadas al curvado de tubos aminoran el esfuerzo del doblado y prácticamente eliminan el aplastamiento.
Describiremos brevemente a continuación tres herramientas utilizadas para realizar esta operación.
Muelles doblatubos. Se utilizan para curvar con las manos tubos de cobre recocido. El diá-metro interior del muelle coincide con el exte-rior del tubo, evitando su aplastamiento durante el curvado, ya que el muelle lo obliga a mante-ner su sección circular en toda su longitud.
Hemos de evitar curvas muy cerradas, ya que dificultan enormemente la extracción del muelle una vez doblado el tubo.
Si esto nos sucediera, debemos girarlo sobre sí mismo como si estuviéramos desenros-cándolo del tubo, el muelle tiene forma de rosca, y ese movimiento facilitará su extrac-ción. Con el giro también lograremos que el muelle se abra, agrandando su diámetro interior y facilitando también la extracción.
Curvadora de tubos manual. Esta herramienta permite el curvado de tubos de co-bre rígido hasta 18 milímetros, con un ángulo de curvatura de hasta 180º.
Consta de dos brazos; uno de ellos sujeta una pieza semicircular, llamada horma, cuyo borde tiene una acanaladura semicircular del mismo diámetro que el del tu-bo. Sobre dicha acanaladura se desliza otra pieza, llamada patín, que, accionada por el otro brazo, fuerza al tubo a doblarse sobre la horma. Las acanaladuras de la
Fig. 48: Doblatubos de muelle
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 75 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
49
horma y el patín son del mismo diámetro que el tubo, evitando su aplastamiento durante la operación.
Para efectuar el curvado con más comodidad se puede sujetar uno de los brazos al tornillo de banco, pudiendo de esta forma accionar el otro brazo con las dos manos.
Curvadora de tubos eléctrica. Esta máquina permite el doblado de tubos de cobre y también de acero suave y acero inoxidable desde 12 hasta 30 milímetros de diá-metro. El ángulo de curvatura puede llegar a los 180º.
Consiste en un motor eléctrico que hace girar al eje por medio de una transmisión de engranajes. Sus partes principales son:
• Horma. Es la pieza semicircular destinada a proporcionar la curvatura al tubo. Tie-ne una acanaladura semicircular en su borde para alojar al tubo que se va a curvar. La máquina dispone de hormas de recambio para cada diámetro de tubo.
Fig. 49: Curvadora de tubos manual y detalle de doblado
Patín
Tubo
Horma
Fig. 50: Curvadora de tubos eléctricos.
Patín
Horma
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 76 C.F.G.S. MANT. INST. TÉRMICAS

50
Módulo: Técnicas de Mecanizado y Unión para el Montaje y Mantenimiento de Instalaciones
Técn
ico
en M
onta
je y
Man
teni
mie
nto
de In
stal
acio
nes
de F
río,
Clim
atiz
ació
n y
Prod
ucci
ón d
e Ca
lor
• Patín. Es la pieza que abraza al tubo, forzándolo a mantenerse en la acanaladura de la horma durante el curvado. También es recambiable en función del diáme-tro del tubo.
• Tope. Se puede controlar el ángulo de curvatura mediante un tope, el cual para-rá automáticamente la máquina cuando el doblado llegue al ángulo deseado.
Ensanchado de tubos
El ensanchado de tubos consiste en aumentar el diámetro interior del tubo en uno de sus extremos para permitir la introducción de otro tubo del mismo diámetro y poder soldar-los por capilaridad (soldadura con estaño).
El ensanchado se realiza generalmente en tubos de cobre recocido, en el caso de tubos de cobre rígido es necesario un recocido previo de la parte afectada, de no hacerlo así, probablemente se producirían agrietamientos en esa parte.
El recocido es un tratamiento térmico que proporciona propiedades plásticas al cobre y a otros metales. Podemos realizarlo en el taller calentando hasta el rojo con un soplete la parte que se va a ensanchar, y enfriándolo a continuación al aire o lentamente con un trapo húmedo.
o Expandidor
Esta herramienta de ensanchado dispone de una boquilla que se introduce en el interior del tubo. Al cerrar los brazos del expandidor, la boquilla se expande por efecto de un punzón cónico que separa las múltiples mordazas que la constituyen.
El expandidor dispone de un juego de boquillas, cada una de ellas adaptable a un diáme-tro de tubo.
Fig. 51: Expandidor de tubos y detalle de boquilla expandida.
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 77 C.F.G.S. MANT. INST. TÉRMICAS

Unid
ad
Operaciones Básicas de Mecanizado II 3
51
o Ensanchador de husillo
Esta herramienta consta de:
Sujetatubos, consistente en dos pie-zas que se unen mediante tuercas de mariposa; ambas piezas unidas con-forman un conjunto de agujeros des-tinados a la sujeción de los tubos (cada agujero se corresponde con un diámetro de tubo).
Horquilla. Tiene dos acanaladuras que ajustan en el sujetatubos de forma que, durante el ensanchado, ambos elementos permanecen unidos.
Cabezal ensanchador. Es una pieza en la que se distinguen dos diámetros: uno de ellos co-incide con el diámetro interior del tubo y el otro con el exterior. Normalmente son recam-biables, permitiendo utilizar la herramienta para distintos diámetros de tubo.
Husillo. Va roscado en la parte superior de la horquilla y es accionado por una maneta; Cuando se acciona la maneta el cabezal en-sanchador se introduce en el tubo.
o Ensanchadores de golpe
Los ensanchadores de golpe son punzones cuyo extremo activo tiene dos diámetros: uno de ellos coincide con el diámetro interior del tubo y el otro con el exterior.
Para efectuar el ensanchado se precisa un sujeta-tubos como el descrito en el apartado anterior. Uno vez sujeto el tubo, se introduce el extremo del ensanchador hasta su diámetro mayor. A par-tir de aquí, se golpea con el martillo producién-dose el ensanchamiento.
Fig. 52: Ensanchador de husillo.
Sujetatubos
Horquilla Husillo
Cabezal ensanchador
Fig. 53: Ensanchadores de golpe y tubosunidos mediante expansión.
Fig. 54: Secuencia de ensanchado con un ensanchador de golpe y posterior unión de tubos.
Tubo
Martillo Ensanchador
PROCESOS DE MONTAJE DE INSTALACIONES MECANIZADOPROCESOS DE MONTAJE DE INSTALACIONES MECANIZADO
C.I.F.P. LEÓN 2013/14
Pág. 78 C.F.G.S. MANT. INST. TÉRMICAS