
UNIVERSIDAD “CATÓLICA DE CUENCAdspace.ucacue.edu.ec/bitstream/reducacue/5443/4/Administración...
99
UNIVERSIDAD “CATÓLICA DE CUENCA.” UNIDAD ACADÉMICA DE INGENIERÍA. QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN. FACULTAD DE INGENIERÍA INDUSTRIAL. Monografía previa, a la obtención del título de Ingeniero Industrial. TEMA: ADMINISTRACIÓN DE LA CALIDAD EN LA FABRICACIÓN DE BALLESTAS. INVESTIGADOR: Juan Carlos Paucar. DIRECTOR: Ing. Marco Reinoso. AÑO: 2013. CUENCA – ECUADOR. .
Transcript of UNIVERSIDAD “CATÓLICA DE CUENCAdspace.ucacue.edu.ec/bitstream/reducacue/5443/4/Administración...
UNIVERSIDAD “CATÓLICA DE CUENCA.”
UNIDAD ACADÉMICA DE INGENIERÍA. QUÍMICA, BIOFARMACIA, INDUSTRIAS Y
PRODUCCIÓN.
FACULTAD DE INGENIERÍA INDUSTRIAL.
Monografía previa, a la obtención del título de Ingeniero Industrial.
TEMA:
ADMINISTRACIÓN DE LA CALIDAD EN LA FABRICACIÓN DE BALLESTAS.
INVESTIGADOR: Juan Carlos Paucar.
DIRECTOR: Ing. Marco Reinoso.
AÑO: 2013.
CUENCA – ECUADOR.
.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
II
ÍNDICE.
Contenido Pág.
ÍNDICE. .............................................................................................................................................. II
INTRODUCCIÓN. ........................................................................................................................... IV
OBJETIVO GENERAL: ..................................................................................................................... V
OBJETIVOS ESPECIFICOS: ............................................................................................................. V
CAPÍTULO I ...................................................................................................................................... 1
1. FILOSOFÍA ORIENTAL. ......................................................................................................... 1
1.1. En relación al profesionalismo .............................................................................................. 1
1.2. Japón es una sociedad vertical. .............................................................................................. 1
1.3. Sindicatos laborales. .............................................................................................................. 1
1.4. Método de Taylor y el ausentismo. ........................................................................................ 1
1.5. Elitismo y diferencias de clases ............................................................................................. 1
1.6. Índice de rotación de empleados, despidos y el empleo vitalicio .......................................... 2
1.7. Educación. ............................................................................................................................. 2
1.8. Religión. ................................................................................................................................ 2
2. FILOSOFÍA OCCIDENTAL. .................................................................................................... 2
2.1. Relación al profesionalismo. ................................................................................................. 2
3. PRINCIPALES FILOSOFÍAS DE LA CALIDAD. ................................................................. 3
3.1. Estrategias de Deming ........................................................................................................... 3
3.2. Filosofía de Jucon Juran. ....................................................................................................... 4
3.3. Filosofía de Crosby. ............................................................................................................... 5
3.4. Filosofía de Tagushi. ............................................................................................................. 6
4. PLANEACIÓN ESTRATÉGICA Y LA CALIDAD. ............................................................. 7
4.1. Planeación Estratégica. .......................................................................................................... 7
4.2. Indicadores ............................................................................................................................ 9
4.3. Análisis Foda. ..................................................................................................................... 12
5. PLANEACIÓN OPERATIVA. ................................................................................................ 13
5.1. La planeación operativa. ...................................................................................................... 13
5.2. Implantación. ....................................................................................................................... 13
CAPÍTULO. II ................................................................................................................................ 16
1. CICLO DE ADMINISTRACIÓN DE LA CALIDAD. .......................................................... 16
1.1 Determinar metas y objetivos (planificar). ......................................................................... 16
2. SISTEMAS PARA PREVENCIÓN Y CORRECCION DE DEFECTOS ........................... 19
2.1. A prueba de errores. ............................................................................................................. 19
2.2. Controlabilidad y Auto Control. .......................................................................................... 24
3. ASPECTOS RELEVANTES DEL PROCESO DE PLANEACIÓN. ................................... 27
3.1. Planeación. .......................................................................................................................... 27
3.2. Planeación de la Calidad. .................................................................................................... 27
3.3. Revisión del diseño del proceso. ......................................................................................... 30
3.4. Correlación entre las variables del proceso y los resultados del producto. ......................... 36
4. SISTEMA DE CALIDAD. ....................................................................................................... 36
4.1. ¿Por qué es necesario un sistema de calidad? ..................................................................... 36
4.2. Definición de sistema de calidad. ........................................................................................ 37
4.3. Aplicación de sistemas de la calidad ................................................................................... 37
4.4. Implicaciones de los sistemas de calidad. ........................................................................... 38

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
III
CAPÍTULO III ............................................................................................................................... 40
2. DIAGNÓSTICO ORGANIZACIONAL. ............................................................................... 40
2.1. Conceptualización. .............................................................................................................. 40
2.2. ¿Quién debe hacer el diagnóstico? ...................................................................................... 41
3. PROCESO DE ANÁLISIS DE PROBLEMAS. ..................................................................... 43
3.1. Concepto. ............................................................................................................................. 43
3.2. El control estadístico y la gestión ........................................................................................ 44
3.3. Diagramas. ........................................................................................................................... 47
4. ORGANIZACIÓN PARA LA CALIDAD. ............................................................................. 55
4.1. Coordinación. ...................................................................................................................... 55
5. SISTEMA DE INFORMACIÓN PARA LA CALIDAD........................................................ 57
5.1. Relación de un sistema de información de la calidad con un sistema de información
administrativo. ............................................................................................................................... 57
5.2. Control de la calidad del software de computadora. ........................................................... 57
CAPÍTULO IV ................................................................................................................................ 58
1. LIDER ........................................................................................................................................ 58
1.1. Liderazgo y compromiso de la alta dirección. ..................................................................... 58
2. ASEGURAMIENTO DE LA CALIDAD. ............................................................................... 61
3. COSTOS DE LA CALIDAD. ................................................................................................... 62
3.1. Interacciones entre la calidad, el costo y la productividad. ................................................. 63
3.2. Elementos de los costos de la mala calidad (CMC). ........................................................... 64
3.3. CMC Resultantes. ................................................................................................................ 65
4. RELACIÓN CON LOS PROVEEDORES. ........................................................................... 66
4.1. Negociación con el proveedor. ............................................................................................ 66
4.2. Acompañamiento del pedido. .............................................................................................. 66
4.3. Control de la recepción del material comprado ................................................................... 67
5. AUDITORÍA DE CALIDAD. .................................................................................................. 67
6. ENFOQUE AL CLIENTE. ...................................................................................................... 72
7. EQUIPOS DE TRABAJO PARA LA MEJORA CONTINUA. ............................................ 72
7.1. Características de los equipos de alto desempeño. .............................................................. 72
7.2. Funciones de mejora ............................................................................................................ 77
7.3. Estatutos del equipo en el área de Ensamble ....................................................................... 83
8. INDICADORES ........................................................................................................................... 86
8.1. Productividad: ..................................................................................................................... 86
8.2. Calidad: ............................................................................................................................... 87
8.3. Gente: .................................................................................................................................. 87
8.4. Reuniones ............................................................................................................................ 88
9. BENEFICIOS DE LA ADMINISTRACIÓN DE LA CALIDAD. ........................................... 88
CONCLUSIONES: .......................................................................................................................... 92
BIBLIOGRAFÍA: ............................................................................................................................ 93
ANEXO: ............................................................................................................................................ 93
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
IV
INTRODUCCIÓN.
Este estudio fue desarrollado en el grupo industrial Graiman en la sección de fabricación de hojas
de resorte para vehículos dentro del departamento de calidad.
La calidad se puede definir como la capacidad de lograr objetivos de operación buscados. La norma
ISO 8402-94 define la calidad como: El conjunto de características de una entidad que le otorgan la
capacidad de satisfacer necesidades expresas e implícitas. La norma ISO 9000:2000 la define como:
La capacidad de un conjunto de características intrínsecas para satisfacer requisitos. En la práctica,
hay dos tipos de calidad: Calidad externa, que corresponde a la satisfacción de los clientes. El logro
de la calidad externa requiere proporcionar productos o servicios que satisfagan las expectativas del
cliente para establecer lealtad con el cliente y de ese modo mejorar la participación en el mercado.
Los beneficiarios de la calidad externa son los clientes y los socios externos de una compañía. Por
lo tanto, este tipo de procedimientos requiere escuchar a los clientes y también debe permitir que se
consideren las necesidades implícitas que los clientes no expresan. Calidad interna, que corresponde
al mejoramiento de la operación interna de una compañía. El propósito de la calidad interna es
implementar los medios para permitir la mejor descripción posible de la organización y detectar y
limitar los funcionamientos incorrectos. Los beneficiarios de la calidad interna son la
administración y los empleados de la compañía. La calidad interna pasa generalmente por una etapa
participativa en la que se identifican y formalizan los procesos internos.
El estudio está estructurado en cuatro capítulos:
En el capítulo uno contiene los principales conceptos filosóficos relacionados con la calidad y con la
planeación organizacional que establece los indicadores de desempeño organizacionales de la
empresa que son punto de partida para la investigación
En el capítulo dos enfocamos los temas relacionados con el ciclo, control, planeación, y sistemas de
la calidad según la norma ISO. Marcará las directrices generales para la planificación del sistema y
orientará a toda la organización hacia la satisfacción del cliente.
El capítulo tres relaciona todo sobre organización para la calidad en donde contiene el diagnóstico
organizacional, el proceso de análisis de problemas, y sistemas de información para ala calidad.
En el capítulo cuatro hace referencia a los elementos que contiene el sistema de calidad y los
beneficios que aportan para toda la organización aplicados como ejemplo en esta caso en la
fabricación de hojas de resorte para vehículos.
Y así poder verificar conceptos modelos relacionas con la calidad y conocer los distintos aspectos
que intervienen en la misma, y herramientas que pueden ayudar a la solución de los diferentes
problemas relacionados con la calidad dentro de una empresa, y además de conocer sus beneficios
que tiene el sistema de calidad.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
V
OBJETIVO GENERAL:
Determinar los conceptos, herramientas de calidad, en la aplicación como parte funcional en
la fabricación de hojas de resorte.
OBJETIVOS ESPECIFICOS:
Describir la filosofía, conocer la historia, ideologías y conceptos relacionados a la
administración de la calidad.
Conocer los aspectos contenidos en el ciclo, planeación, y control de los sistemas de la
calidad.
Determinar los aspectos relacionados a la administración para la calidad, conocer el
diagnostico organizacional, y las herramientas para la solución de problemas en los
procesos productivos.
Establecer los elementos del sistema de gestión de calidad y sus beneficios.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
1 Ingeniería Industrial
CAPÍTULO I
FILOSOFÍA DE LA CALIDAD.
1. FILOSOFÍA ORIENTAL.
1.1. En relación al profesionalismo
Cuando un ingeniero se vincula a la empresa, empieza a rotar entre las distintas secciones
como diseño, manufactura y control de calidad etc., pero el profesionalismo1 es un legado
del antiguo sistema de los gremios de las empresas, que ha pasado a la historia, ya que la
gente tiene muchas capacidades en distintas áreas y el profesionalismo no suele
reconocerlos como tal.
1.2. Japón es una sociedad vertical.
En las organizaciones comerciales japonesas, las asociaciones que participan directamente
en las actividades comerciales suelen ser fuertes, pero las divisiones administrativas como la
de CC (comité de control de la calidad) son relativamente débiles.
En el Japón, si una división de mercadeo desea emprender sus propias actividades de CC, la
manera de hacerlos no consiste en mandarle especialistas. Las actividades solo tendrán
éxito si el jefe de la división está dispuesto a estudiar el CC y ponerlo en práctica
personalmente.
1.3. Sindicatos laborales.
En el Japón, la mayoría de los sindicatos abarcan toda la empresa. En las industrias
japonesas los trabajadores hábiles reciben capacitación en diversas especialidades y se
forman empleados multifuncionales. Esto es imposible en los Estados Unidos y Europa,
donde los sindicatos funcionales son demasiado fuertes.
1.4. Método de Taylor y el ausentismo.
Frederick W. Taylor es considerado como el padre de la administración científica y su
método sigue empleándose en los Estados Unidos, Europa Occidental y la Unión Soviética.
Este método es el de la administración por especialistas. Sugiere que los especialistas e
ingenieros formulen normas técnicas y laborales y que los trabajadores se limiten a seguir
las órdenes y las normas que le han fijado.
1.5. Elitismo y diferencias de clases
En Europa, especialmente en Inglaterra y Francia, hay cierta diferencia de clase notoria en
los graduados de determinadas universidades y que constituye casi una discriminación
contra los menos afortunados.
En el Japón de la posguerra el número de graduados ha aumentado tanto que el elitismo
parece estar desapareciendo. En términos generales, la tendencia es conveniente, el elitismo
es algo parecido al método Taylor.
1 El término profesionalismo se utiliza para describir a todas aquellas prácticas, comportamientos y actitudes que se rigen por las normas
preestablecidas del respeto, la mesura, la objetividad y la efectividad en la actividad que se desempeñe.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
2 Ingeniería Industrial
1.6. Índice de rotación de empleados, despidos y el empleo vitalicio
La modalidad de contratación en el Japón es familiar, y en muchos casos vitalicios, si la
fábrica es bien manejada, los empleados rara vez se van a otra. En ventas y en empresas de
tamaño pequeño y mediano, el índice de cambio es bastante alto, lo cual crea problemas.
Las empresas japonesas hacen hincapié en la educación y la capacitación, especialmente en
control de calidad, ya que piensan que esto beneficia tanto al individuo como a la empresa.
El empleo vitalicio1 se considera buen sistema, siempre y cuando no produzca empleados
que digan: “no tengo otra alternativa por eso aguanto este empleo”.
1.7. Educación.
En el pueblo japonés se impartían las tres materias básicas: escritura, lectura y aritmética.
En la posguerra, los padres japoneses apoyaron fuertemente los esfuerzos académicos de
sus hijos. Los exámenes de admisión a las universidades solían llamarse guerras de examen,
lo cual demuestra la seriedad del propósito que los animaba. En el caso del Japón, la
educación es obligatoria hasta el noveno grado, pero el número de niños que pasan de
escuela media a escuela secundaria y de secundaria a universidad, es muy alto, por lo tanto,
las personas que ingresan en el mercado laboral, saben leer y escribir y tienen además
buenas aptitudes matemáticas.
1.8. Religión.
La religión tiene mucho que ver con la aplicación del CC (grupo pequeño que desarrolla
actividades de control de calidad voluntariamente dentro de un m mismo taller).
El cristianismo sigue siendo la religión principal de las naciones occidentales, mientras que
en los países en desarrollo predominan las religiones islámica e hindú.
En el Japón las enseñanzas de confusión todavía ejercen una fuerte influencia,
principalmente la de que el hombre es bueno por naturaleza, básicamente si todo se produce
sin defectos, no hay necesidad de inspectores, es por eso que en el Japón se da la mejor
educación en control de calidad a los obreros, en la división de manufactura.
Esto les permite controlar el proceso de producción para lograr un 100% de productos libres
de defectos.
2. FILOSOFÍA OCCIDENTAL.
2.1. Relación al profesionalismo.
En los E.U.A. y en el occidente se hace mucho hincapié en el profesionalismo ven la
especialización. Por lo tanto, los asuntos de control de calidad llegan a convertirse en
campo exclusivo de los especialistas.
1 Se aplica al cargo o renta que dura toda la vida.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
3 Ingeniería Industrial
Por otra parte el método Taylor sigue empleándose en los E.U. y Europa. Este método
sugiere que los especialistas e ingenieros formulen normas técnicas y laborales y que los
trabajadores se limiten a seguir las órdenes y las normas que se les han fijado.
En los E.U. y en Europa Occidental el sistema de pagos se basa en los méritos, es un
sistema que paga más a quienes son más eficientes sin tener encuentra la edad, así como
también el índice de cambio rotación de los empleados es muy alto. En E.U. hay muchos
grupos étnicos, incluso personas que no hablan inglés, en Europa la mayoría de las naciones
están formadas por una sola raza pero tiene muchos trabajadores extranjeros en sus fábricas.
En cuestión a la educación los países occidentales no hacen un gran énfasis por obligar a la
población a que logre un nivel alto de estudio, la mayoría solo logra la primaria y la
secundaria. En relación con los subcontratistas, los países occidentales pretenden producir
todas sus piezas en la propia fábrica, en los E.U. las empresas piden a los subcontratistas el
50% de las piezas que necesitan.
En los países occidentales persiste un viejo estilo de capitalismo, en que un puñado de
capitalistas son dueños de cada empresa como sus accionistas mayoritarios y en estos casos
los dueños pueden manejar la empresa directamente. En años recientes están acostumbrados
a contratar gerentes de fuera y esperan que logre utilidades acorto plazo, se espera que el
presidente tenga utilidades rápidas y se vigila su desempeño periódicamente. Si este no está
a la altura de previsto el presidente pierde su puesto.
En cuestión al papel que desempeña el gobierno en algunos países occidentales es muy
fuerte ya que desempeña el control del comercio y no permite libre competencia que es la
que impulsa a una mejor calidad y productividad en una nación.
3. PRINCIPALES FILOSOFÍAS DE LA CALIDAD.
3.1. Estrategias de Deming
El ciclo PDCA, también conocido como "Círculo de Deming o círculo de Gabo" (de
Edwards Deming), es una estrategia de mejora continua de la calidad la cual se resumen en
los siguientes pasos:
Estrategias de Deming:
Crear en el propósito de mejora del producto y servicio, con el plan para hacer
competitivos y permanecer en el campo de los negocios.
Adoptar una nueva filosofía, eliminar los niveles comúnmente aceptado de demoras,
errores, productos defectuosos.
Suspender la dependencia de la inspección masiva, se requiere evidencia estadística
de que el producto se hace con calidad.
Eliminar la práctica de hacer negocio sobre la base del precio de venta, en vez de
esto, mejore la calidad por medio del precio, es decir minimice el precio total.
Buscar áreas de oportunidad de manera constante para que se puedan mejorar los
sistemas de trabajo de manera permanente.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
4 Ingeniería Industrial
Instituir métodos modernos de entrenamiento en el trabajo.
Instituir una supervisión para que fomente el trabajo en equipo con el objeto de
mejorar la calidad lo cual automáticamente mejore la productividad.
Eliminar el temor, de modo que todos puedan trabajar efectivamente para una
empresa.
Romper barreras entre los departamentos. debe existir comunicación entre todos los
integrantes de la empresa, ya que todos tienen un objetivo común.
Eliminar eslogan y metas enfocadas a implementar la productividad sin proveer
métodos.
Eliminar estándares de trabajo que prescriben cuotas numéricas ya que si la principal
meta es la calidad, la calidad se va a ver afectada.
Eliminar las barreras que se encuentran entre el trabajador y el derecho a sentirse
orgulloso de su trabajo.
Instituir un vigoroso programa de educación y entrenamiento que permita desarrollar
nuevos conocimientos y habilidades para tener personal más calificado en beneficio
de la empresa.
Crear una estructura en la alta dirección que impulse directamente los 13 puntos
anteriores.
3.2. Filosofía de Jucon Juran.
Juran es considerado como uno de los gestores de la revolución de la calidad en Japón,
donde desde 1954 dictó conferencias y asesoró a empresas. No obstante, Juran cree que los
principales responsables de la revolución de la calidad en Japón han sido los propios
gerentes de operaciones y los especialistas japoneses. En 1979, fundó el instituto juran,
donde se dictan seminarios de capacitación y se publican trabajos sobre la materia.
Juran expresó que debía vigilarse la calidad de todo aquello que se pusiera en manos de
terceros (usuarios) y que para ello se debían crear métodos de control específicos.
Planificación de la calidad, control de calidad.
La planificación de la calidad consiste en desarrollar los productos y procesos necesarios
para satisfacer las necesidades de los clientes.
El primer paso para planear la calidad es identificar quienes son los clientes.
Para identificar a los clientes hay que seguir el producto para ver sobre quienes
repercute.
Para comprender las necesidades de los clientes, debemos ir más allá de las
necesidades manifestadas y descubrir las no manifestadas.
Las percepciones de los clientes pueden parecernos irreales, pero para los clientes son
una realidad y por lo tanto tenemos que tomarlas en serio.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
5 Ingeniería Industrial
La precisión en asuntos de calidad exige que lo digamos con números.
Antes de planificar el proceso, deberán ser revisados los objetivos por las personas
involucradas.
El objetivo óptimo de la calidad tiene que satisfacer las necesidades de los clientes y
proveedores por igual.
La calidad de una empresa empieza por la planeación de la misma.
Muchas empresas tienen que hacer frente a graves pérdidas y desechos, deficiencias
del proceso de planeación.
3.3. Filosofía de Crosby.
Philip b. Crosby nació en Wheeling, Virginia occidental el 18 de junio de 1926. Graduado
en pediatría (la profesión de su padre).
Desarrollo una cultura de calidad en la organización Crosby, carismático consultor en
calidad en Estados Unidos, se ha distinguido por ser un excelente vendedor de los
conceptos de calidad total en las empresas. Las cuales debían cumplir lineamientos que
eran:
Cumplir con los requisitos.
Prevención.
Cero defectos.
Precio de incumplimiento
Etapas en el proceso de mejoramiento de la calidad.
Compromiso en la dirección.
Equipos de mejoramiento de la calidad.
Medición de la calidad.
Evaluación del costo de la calidad.
Concientización de la calidad.
Equipos de acción correctiva.
Comités de acción.
Capacitación.
Día cero defecto.
Establecimiento de metas.
Eliminación de la causa de error.
Reconocimiento.
Consejo de calidad.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
6 Ingeniería Industrial
3.4. Filosofía de Tagushi.
Ingeniero japonés nacido en 1924. Doctorado en Ciencias (1962 U. Kyushu).
El pensamiento de Tagushi se basa en los conceptos fundamentales:
Productos atractivos al cliente.
Ofrecer mejores productos que la competencia: Los productos deben ser mejores que los de
la competencia en cuanto a diseño y precio.
Estos conceptos se concretan en los siguientes puntos.
Función de pérdida: La calidad se debe definir en forma monetaria por medio de la
función de pérdida, donde a mayor variación de una especificación con respecto al
valor nominal, mayor es la pérdida monetaria transferida al consumidor.
Mejora continua: la mejora continua del proceso productivo y la reducción de la
variabilidad son indispensables para subsistir en la actualidad.
La mejora continua y la variabilidad: La mejora continua del proceso está
íntimamente relacionada con la reducción de la variabilidad con respecto al valor
objetivo.
La variabilidad puede cuantificarse en términos monetarios.
Diseño del producto: Se genera la calidad y se determina el costo final del producto.
Optimización del diseño del producto.
Optimización del diseño del proceso.
Además, desarrollo una metodología que denomino ingeniería de la calidad que divide en
línea y fuera de línea. Ingeniería de calidad en línea: son actividades de ingeniería de
calidad en línea, el área de manufactura, el control y la corrección de procesos, así como el
mantenimiento preventivo.
Ingeniería de calidad fuera de línea: se encarga de la optimización del diseño de productos y
procesos. El control de calidad desde la etapa del diseño del producto.
Desarrollo sus propios métodos estadísticos al trabajar en una compañía de teléfonos, lo
aplicó al incremento de la productividad y calidad en la industria.
3.4.1. Diseño Robusto.
Cada vez que se diseña un producto, se hace pensando en que va a cumplir con las
necesidades de los clientes, pero siempre dentro de un cierto estándar, a esto se le llama
“calidad aceptable”, y así cuando el cliente no tiene otra opción más que comprar, pues
a la empresa le sale más barato reponer algunos artículos defectuosos, que no
producirlos. Pero no siempre será así, porque en un tiempo la gente desconfiara de la
empresa y se irán alejando los clientes.
El tipo de diseño que Tagushi propone es que se haga mayor énfasis en las necesidades
que le interesan al consumidor y que a su vez, se ahorre dinero en las que no le
interesen, así rebasara las expectativas que el cliente tiene del producto. Asegura que es
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
7 Ingeniería Industrial
más económico hacer un diseño robusto que pagar los controles de calidad y reponer
las fallas.
Al hacer un diseño robusto de determinado producto maximizamos la posibilidad de
éxito en el mercado. Y aunque esta estrategia parece costosa, en realidad no lo es, por
que a la vez que gastamos en excedernos en las características que de verdad le
interesan al consumidor, ahorramos en las que no les dan importancia. Función de
pérdida de Tagushi.
Con esto, Tagushi trató de orientar a los productores a que redujeran las variaciones en
la calidad. Para poder relievar está perdida, se utiliza una ecuación cuadrática que se
ajusta a los datos de costos y desempeño del producto. Conforme el desempeño del
producto se vaya alejando la ecuación va aumentando de valor y se incrementa el costo
de calidad para la sociedad.
Propone la palanca de calidad.1
Solo en la etapa de diseño de un producto podemos tomar medidas contra la
variabilidad causada por agentes internos, externos y por imperfecciones de
manufactura (ruido).
4. PLANEACIÓN ESTRATÉGICA Y LA CALIDAD.
4.1. Planeación Estratégica.
La planeación estratégica establece los indicadores de desempeño organizacional basándose
en los resultados claves lo cual define la misión de la organización, establece las metas a
largo plazo y decide sobre esas metas para lograrlo.
Es una responsabilidad de la alta gerencia y sirve de guía de la organización como son:
1. La visión a largo plazo
2. La responsabilidad por la seguridad económica y social de la empresa.
Ya que una situación aislada de un departamento o persona puede ocasionar la pérdida de
un mercado por problemas de entrega calidad o precio.
1 Se refiere el efecto que las actividades realizadas en cada fase del proceso de desarrollo del servicio tienen sobre la calidad de este servicio.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
8 Ingeniería Industrial
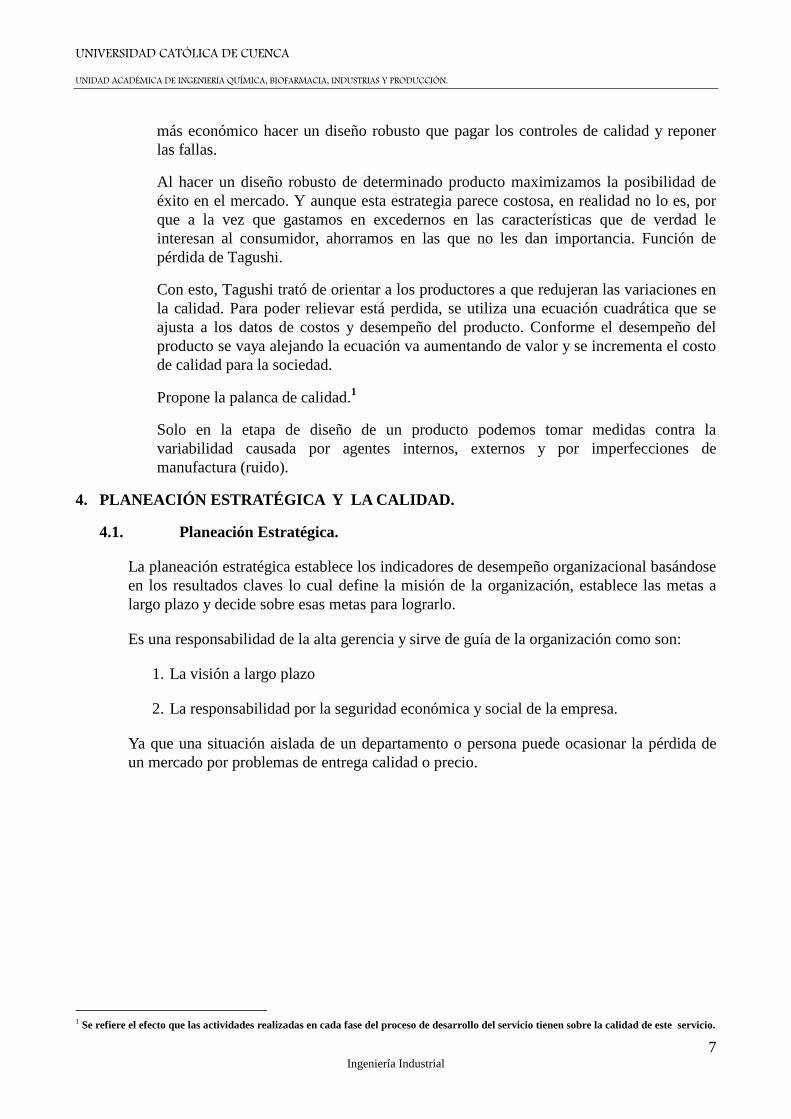
OBJETIVO DE LA PLANEACIÓN ESTRATÉGICA
Ilustración 1. Grafico relacionado a la planeación estratégica con respecto al desempeño en el tiempo enfocado al
futuro.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
Ilustración 2 Grafico de planeación estratégica con respecto al desempeño y el plan diseñado, con una visión
establecida.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
9 Ingeniería Industrial
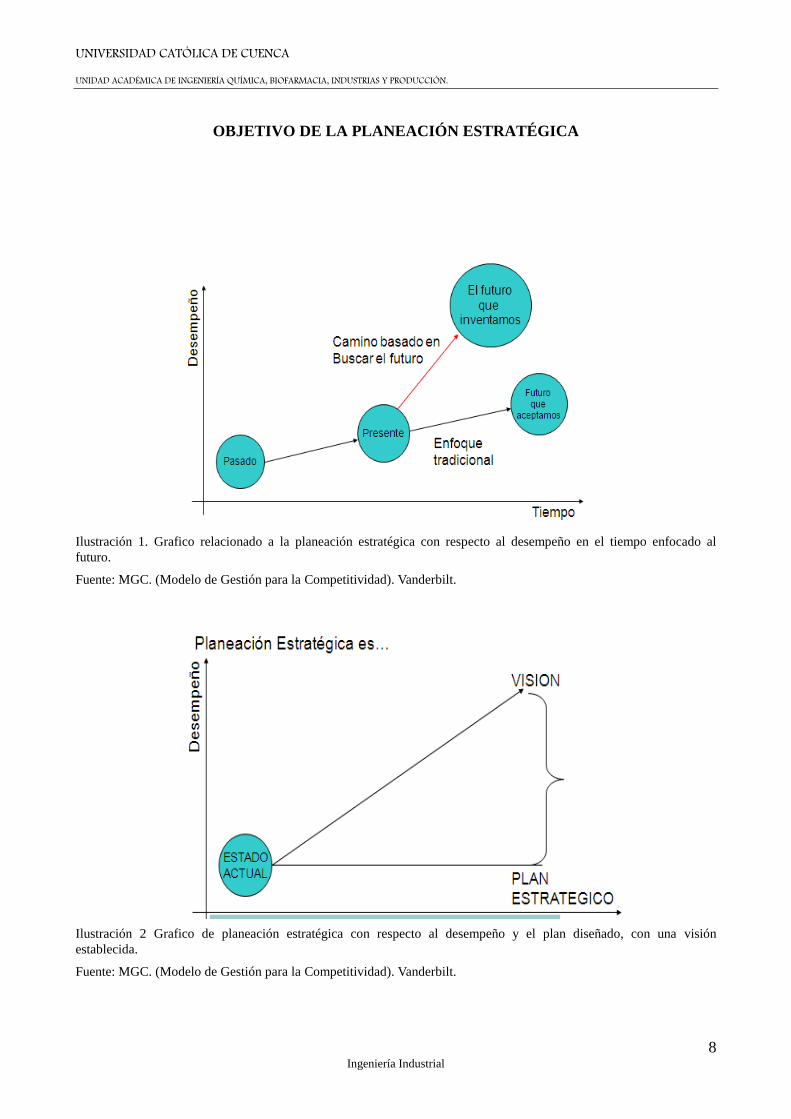
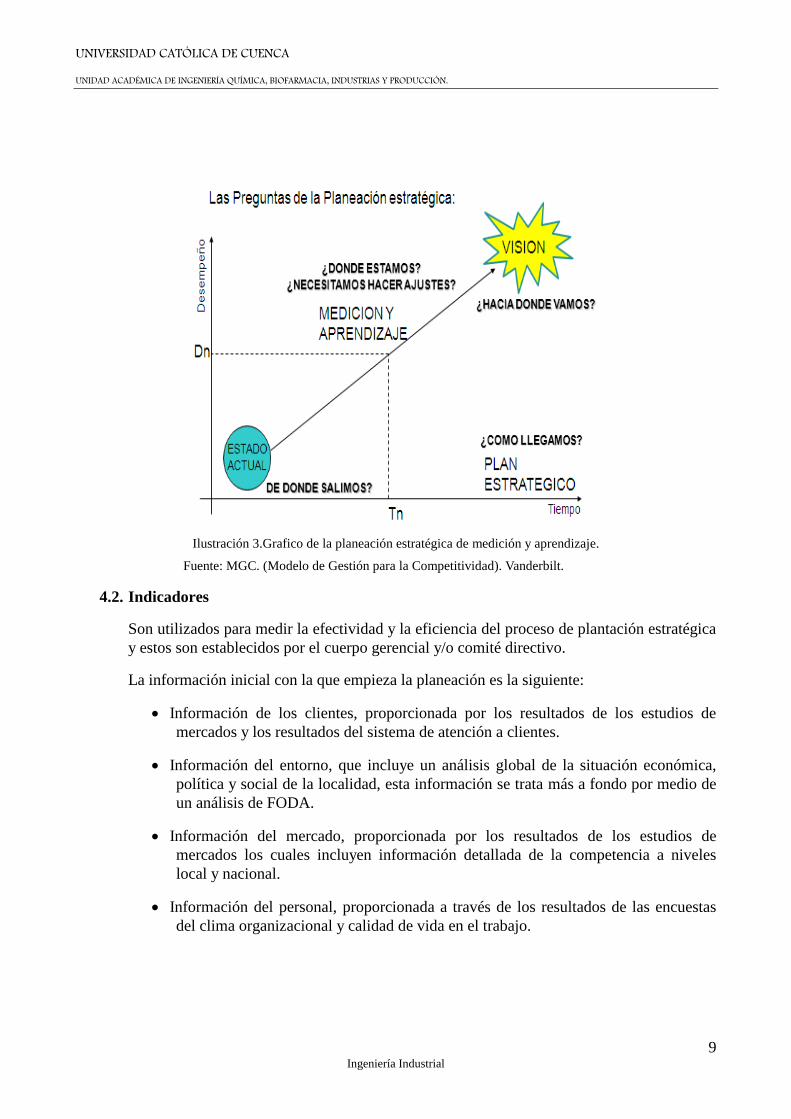
Ilustración 3.Grafico de la planeación estratégica de medición y aprendizaje.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
4.2. Indicadores
Son utilizados para medir la efectividad y la eficiencia del proceso de plantación estratégica
y estos son establecidos por el cuerpo gerencial y/o comité directivo.
La información inicial con la que empieza la planeación es la siguiente:
Información de los clientes, proporcionada por los resultados de los estudios de
mercados y los resultados del sistema de atención a clientes.
Información del entorno, que incluye un análisis global de la situación económica,
política y social de la localidad, esta información se trata más a fondo por medio de
un análisis de FODA.
Información del mercado, proporcionada por los resultados de los estudios de
mercados los cuales incluyen información detallada de la competencia a niveles
local y nacional.
Información del personal, proporcionada a través de los resultados de las encuestas
del clima organizacional y calidad de vida en el trabajo.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
10 Ingeniería Industrial
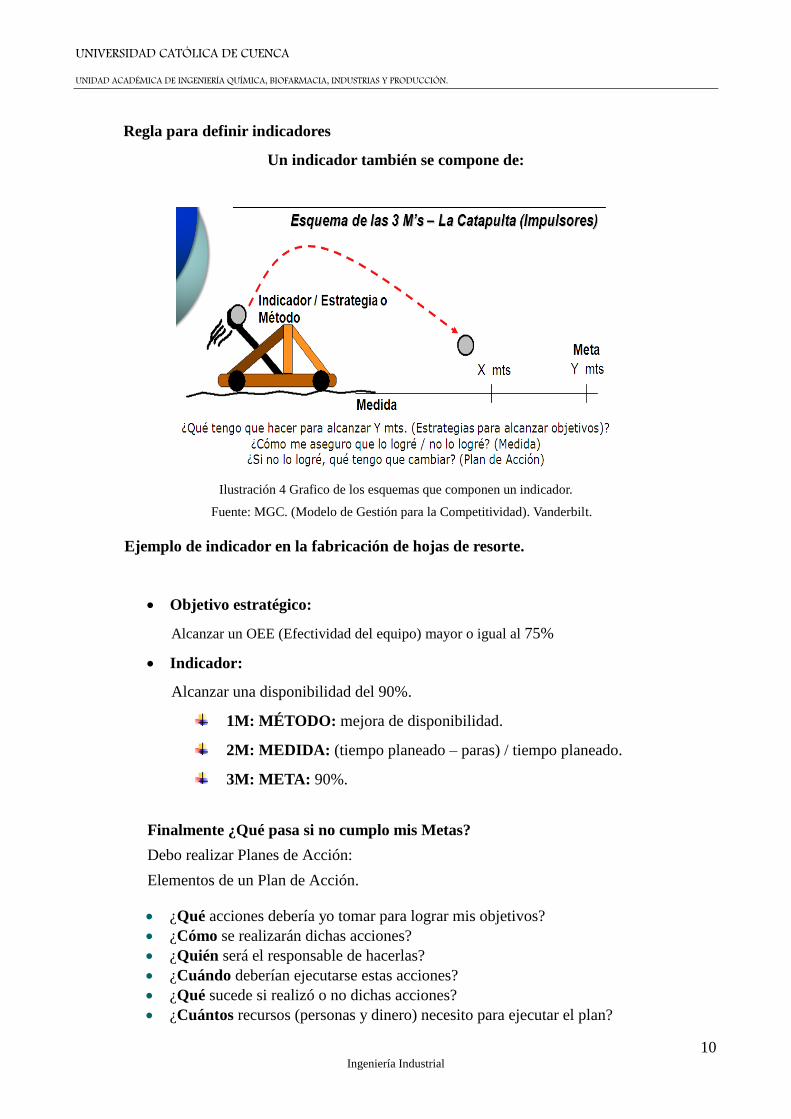
Regla para definir indicadores
Un indicador también se compone de:
Ilustración 4 Grafico de los esquemas que componen un indicador.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
Ejemplo de indicador en la fabricación de hojas de resorte.
Objetivo estratégico:
Alcanzar un OEE (Efectividad del equipo) mayor o igual al 75%
Indicador:
Alcanzar una disponibilidad del 90%.
1M: MÉTODO: mejora de disponibilidad.
2M: MEDIDA: (tiempo planeado – paras) / tiempo planeado.
3M: META: 90%.
Finalmente ¿Qué pasa si no cumplo mis Metas?
Debo realizar Planes de Acción:
Elementos de un Plan de Acción.
¿Qué acciones debería yo tomar para lograr mis objetivos?
¿Cómo se realizarán dichas acciones?
¿Quién será el responsable de hacerlas?
¿Cuándo deberían ejecutarse estas acciones?
¿Qué sucede si realizó o no dichas acciones?
¿Cuántos recursos (personas y dinero) necesito para ejecutar el plan?
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
11 Ingeniería Industrial
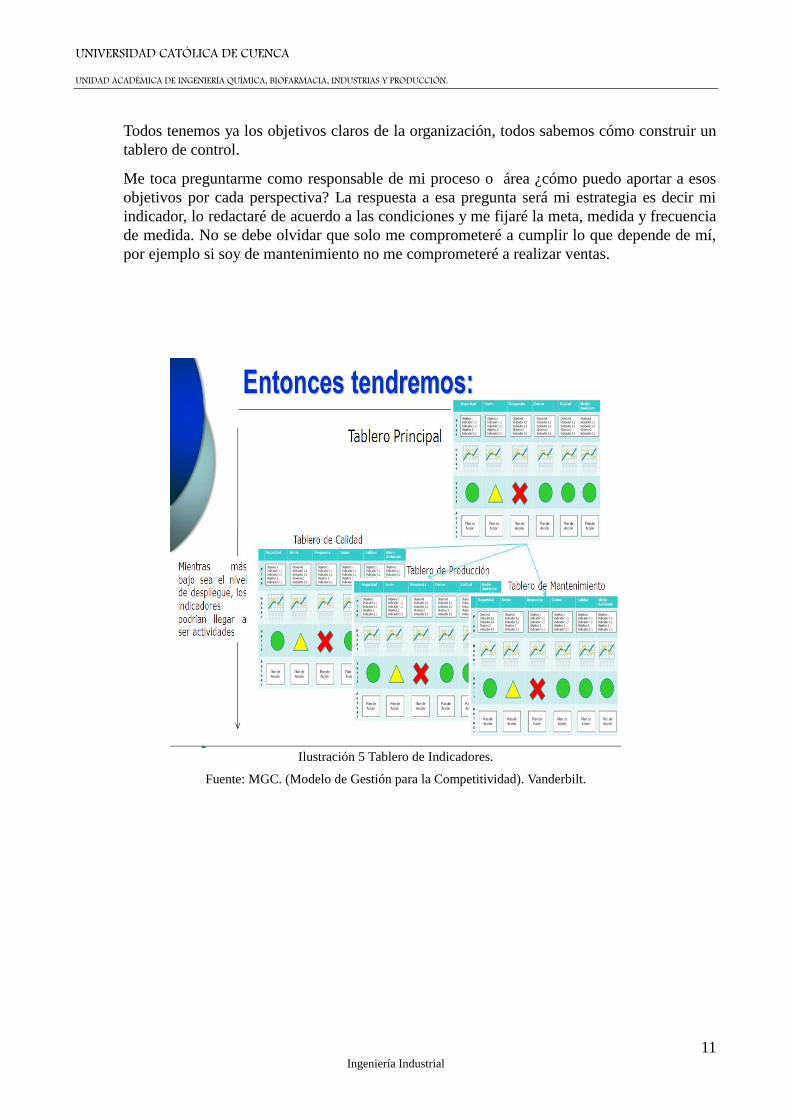
Todos tenemos ya los objetivos claros de la organización, todos sabemos cómo construir un
tablero de control.
Me toca preguntarme como responsable de mi proceso o área ¿cómo puedo aportar a esos
objetivos por cada perspectiva? La respuesta a esa pregunta será mi estrategia es decir mi
indicador, lo redactaré de acuerdo a las condiciones y me fijaré la meta, medida y frecuencia
de medida. No se debe olvidar que solo me comprometeré a cumplir lo que depende de mí,
por ejemplo si soy de mantenimiento no me comprometeré a realizar ventas.
Ilustración 5 Tablero de Indicadores.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
12 Ingeniería Industrial
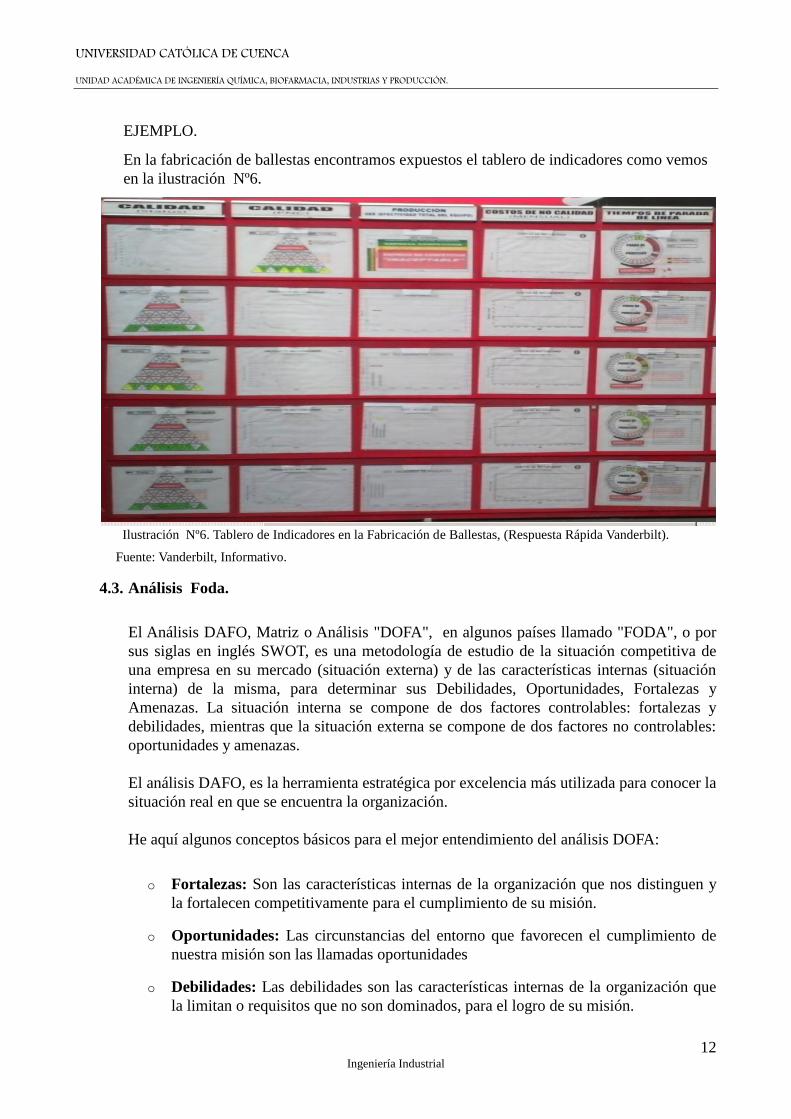
EJEMPLO.
En la fabricación de ballestas encontramos expuestos el tablero de indicadores como vemos
en la ilustración Nº6.
Ilustración Nº6. Tablero de Indicadores en la Fabricación de Ballestas, (Respuesta Rápida Vanderbilt).
Fuente: Vanderbilt, Informativo.
4.3. Análisis Foda.
El Análisis DAFO, Matriz o Análisis "DOFA", en algunos países llamado "FODA", o por
sus siglas en inglés SWOT, es una metodología de estudio de la situación competitiva de
una empresa en su mercado (situación externa) y de las características internas (situación
interna) de la misma, para determinar sus Debilidades, Oportunidades, Fortalezas y
Amenazas. La situación interna se compone de dos factores controlables: fortalezas y
debilidades, mientras que la situación externa se compone de dos factores no controlables:
oportunidades y amenazas.
El análisis DAFO, es la herramienta estratégica por excelencia más utilizada para conocer la
situación real en que se encuentra la organización.
He aquí algunos conceptos básicos para el mejor entendimiento del análisis DOFA:
o Fortalezas: Son las características internas de la organización que nos distinguen y
la fortalecen competitivamente para el cumplimiento de su misión.
o Oportunidades: Las circunstancias del entorno que favorecen el cumplimiento de
nuestra misión son las llamadas oportunidades
o Debilidades: Las debilidades son las características internas de la organización que
la limitan o requisitos que no son dominados, para el logro de su misión.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
13 Ingeniería Industrial
o Amenazas: Cada uno de las circunstancias del entorno que nos pueden impedir el
cumplimiento de nuestra misión y resultados claves son las amenazas.
5. PLANEACIÓN OPERATIVA.
5.1. La planeación operativa.
Convierte las estrategias y sus objetivos estratégicos en proyectos operativos, objetivos
específicos a corto plazo y acciones para el logro de estos. El despliegue de objetivos
estratégicos es de vital importancia, ya que es la forma de convertir en realidad la visión de
la planta a través de sus planes estratégicos, aterrizando los conceptos y factores clave que
aseguren la permanencia y la competitividad de la planta en el mercado.
Para el desarrollo de cada uno de los planes operativos y el logro de los objetivos a corto
plazo estos son asignados a cada uno de los gerentes de departamento y jefes de área según
corresponda.
El seguimiento de la planeación operativa se realiza por medio de la exposición de
resultados, en sesiones del cuerpo gerencial (o se puede nombrar una comitiva especial) en
base mensual. Cada uno de los diferentes departamentos presenta sus indicadores de
desempeño que incluyen los objetivos operativos anuales y la situación actual mensual,
además de un gráfico para analizar la tendencia de cada uno de los indicadores.
5.2. Implantación.
El grado de implantación de los proyectos operativos que se establecen a través de la
planeación operativa estando bajo la responsabilidad directa de los gerentes de
departamento y jefaturas de área. Sus avances son revisados por la comitiva nombrada o
cuerpo gerencial (staff) durante las juntas de revisión de indicadores. Así mismo existen
juntas departamentales en las cuales se evalúan los objetivos del área y del avance que se
tiene, así como la participación y el compromiso de cada persona en el logro de los mismos.
5.2.1. Indicadores
La efectividad, así como la eficiencia del método de planeación operativa, es
determinada mediante el cumplimiento de los objetivos a corto plazo y su contribución
en el logro de los objetivos estratégicos. Estos son analizados por el comité durante el
proceso de plantación.
5.2.2. Mejora continua.
Los resultados obtenidos a través de las acciones emprendidas son evaluados
constantemente en cada una de las juntas que se realizan, así mismo de los planes
estratégicos1 son analizados los resultados y los comparamos con nuestros planes
operativos para que de esta manera se realicen las mejoras cuyos cambios van siendo
registrados para comparar su avance, los cuales se documentan y se analizan los
principales indicadores.
1 Es un documento en el que los máximos responsables de una empresa o institución establecen la estrategia a seguir en un periodo
plurianual a través de unas líneas de actuación que sirvan de base para la gestión eficaz y eficiente de la organización. En el Plan
Estratégico cada línea de actuación debe estar asignada a un responsable de alcanzar los objetivos establecidos con una serie de acciones
específicas, así como el tiempo adecuado para llevarla a cabo.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
14 Ingeniería Industrial
5.2.3. Sistemas de calidad total.
El desarrollo del control de calidad empezó con la introducción de tecnología
ingeniería del control de calidad pero no fue en verdad real y efectivo hasta que las
compañías establecieron sistemas operativos de calidad, de toma de decisiones y
operativos de la calidad total administrativos e ingenierías.
Para el logro de un sistema de calidad total, se han adaptado y aplicado los campos
principales de la ingeniería de sistemas y la administración de sistemas a las
necesidades particulares del control de calidad moderno. Es ahora un punto central para
una ingeniería de calidad y para una administración de calidad efectiva dirigida hacia el
desarrollo y liderazgo continuo de un sistema de calidad fuerte e integrada que opera
con eficacia, economía y soporte entusiasta a través de toda la compañía y la
organización en toda la planta. Está guiado por la economía del sistema y otras medidas
sistemáticas que son las bases para las evaluaciones continuas e importantes de calidad,
costo de calidad y actividades de calidad.
Estas actividades son:
a) La ingeniería de sistemas es el proceso tecnológico de crear y estructurar sistemas
de calidad personas-maquinas-información efectivos. La ingeniería de sistemas
proporcionara probablemente lo que podría considerarse como la tecnología de
diseño fundamentalmente del ingeniero de calidad moderno.
b) La administración de sistemas es el proceso administrativo de asegurar la
operación efectiva del sistema de calidad, para guiar las actividades integradas de
calidad en toda la organización.
c) La economía del sistema, incluyendo especialmente el costo de calidad, es el
proceso de medición y control para llevar a la asignación de recursos más efectiva
del contenido personas -maquina-información del sistema de calidad.
d) Las mediciones de sistemas, particularmente con respecto a las auditorías por los
clientes, son los procesos de evaluación de la efectividad con la cual los sistemas
de calidad logra sus objetivos y cumplen sus metas.
¿Por qué es necesario un sistema de calidad?
En política: Los objetivos de calidad de la compañía fueron definidos en forma clara y
precisa.
En introducción de nuevos productos: Las actividades relacionadas con la calidad
fueron organizadas y estructuradas para asegurar la habilidad de la calidad y la
producibilidad del producto, para asegurar una satisfacción inicial al cliente, para
minimizar problemas de servicio al producto y para reducir los riesgos de demandas
legales por el producto.
En producción: Existen procedimientos que piden el desarrollo de corrección
permanente, estos procedimientos tienen baches que hacen de la acción correctiva un
paso temporal. Los sistemas proporcionan las actividades de control para corregir estos
baches y para requerir y medir los logros de acciones correctivas permanentes.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
15 Ingeniería Industrial
En mercadotecnia y publicidad: Anteriormente no había insistencia sobre un repaso
sistemático de la publicidad para eliminar reclamos por la calidad. El enfoque
sistemático lleno un bache que podría cambiar completamente la imagen de la garantía
de la compañía.
Enfoque.
Con tantos factores involucrados en la administración de la calidad que cumpla con las
demandas del mercado y con el amplio control de calidad moderno requeridas para
satisfacer estas demandas, es esencial que una compañía y una planta tengan un sistema
claro y bien estructurado que determine, documente, coordine y mantenga todas las
actividades clave que son necesarias en todas las operaciones pertinentes de la
compañía y de la planta.
Las características de los sistemas modernos de calidad total es su efectividad1 para
proporcionar un fundamento sólido para el control económico de esta complejidad, en
beneficio tanto de una mejor satisfacción con la calidad.
1 Capacidad de lograr el efecto que se desea o se espera.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
16 Ingeniería Industrial
CAPÍTULO. II
EL CICLO, CONTROL, PLANEACIÓN, Y SISTEMAS DE LA CALIDAD.
1. CICLO DE ADMINISTRACIÓN DE LA CALIDAD.
El ciclo de Deming, también conocido como círculo PDCA (de Edwards Deming), es una
estrategia de mejora continua de la calidad. También se denomina espiral de mejora
continua. Es muy utilizado por los Sistemas de Gestión de Calidad (SGC).
Las siglas PDCA son el acrónimo de Plan, Do, Check, Act (Planificar, Hacer, Verificar,
Actuar).
1.1 Determinar metas y objetivos (planificar).
El primer paso para el cambio radica en facilitar la visión interna, reconocer que hay cosas
que suceden, aceptar los problemas, hacer un diagnóstico y tomar las medidas apropiadas.
Una vez superadas estas dificultades, las personas comprenderán que los problemas son
superables, y que tiene derecho a otra actividad. El comité tendrá la responsabilidad de
coordinar e implantar el sistema, siendo sus responsabilidades:
Establecer la política de calidad1.
Asignar los recursos necesarios.
Planificar y orientar el proyecto.
Evaluación Previa.
Esta evaluación se hará al actual sistema de funcionamiento de la empresa, con el fin de
identificar las diferencias y desviaciones en procedimientos de calidad comparados con la
norma, debiendo cada departamento en esta fase identificar:
La fase de procedimientos escritos.
El incumplimiento de procedimientos.
Procedimientos y otros documentos que requieren adaptarse a los requisitos de la
norma.
Requisitos de la norma que son aplicables a la empresa.
1.2 Determinar métodos para alcanzar metas.
Las actividades básicas en el diseño de dicho plan son:
Teniendo definida la política de calidad.
Diseño del soporte documental.
Preparar el plan de difusión.
1 La política de la calidad (apartado 5.3 de norma ISO 9001:2008) es el documento base para la implementación
de un sistema de gestión de la calidad, marcará las directrices generales para la planificación del sistema y
orientará a toda la organización hacia la satisfacción del cliente.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
17 Ingeniería Industrial
Se establecerán los medios que se utilizaran para difundir la calidad, pudiendo ser alguno de
ellos:
Logotipo.
Tablón de la calidad.
Revistas.
El plan de formación podrá contener:
Los objetivos del plan.
Programas necesarios.
Recursos necesarios.
Valoración de costes.
¿Cuáles son los errores más frecuentes que se presentan en la fase de planificación?
Iniciar el proceso sin que la dirección este comprometida en la implantación.
No hacer un estudio previo de los costes de la calidad y de la no-calidad.
Crear un sistema de calidad que no se ajusta a la empresa.
No programar un plan de difusión para toda la empresa.
Poner como único motivo obtener la certificación.
2. Dar educación y capacitación (hacer).
En esta fase es donde iniciamos el proyecto:
Aprobación de la política de calidad.
Elaboración del manual de calidad.
Aprobación de los procedimientos y distribución.
Presentación del sistema de calidad.
Explicar el sistema de calidad.
La Dirección transmitirá el compromiso y el apoyo a los nuevos cambios.
Razonar los beneficios que se obtienen para la empresa y los trabajadores.
Dar confianza y seguridad ante el temor que puede suscitar los cambios.
Información sobre el proyecto a todos los empleados.
2.1 Realización del trabajo.
Es el momento de plasmar en la realidad todo lo que se escribió en los procedimientos1,
siendo aquí donde se ponen de manifiesto las virtudes y defectos de los documentos
1 Procedimiento estándar que puede ser un buen ejemplo para adaptarlo a situaciones reales.
Este procedimiento describe el proceso que sigue una empresa para mejorar continuamente haciendo uso de las herramientas que ISO
9001:2000 establece para dicho fin: uso de la Política de la Calidad, Objetivos de la Calidad, Revisiones por la Dirección, y la gestión de la
información proveniente de auditorías, análisis de datos, y acciones CC/PP.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
18 Ingeniería Industrial
redactados, además de surgir las necesidades de cambio en dichos documentos. El
responsable de calidad debe coordinar estas actividades consensuado los cambios entre todo
el personal involucrado, y asegurándose de que se llevan a cabo las revisiones y
aprobaciones correspondientes, teniendo que mantener informado al comité sobre la marcha
de estas actividades.
¿Cuáles son los errores más frecuentes que se presentan en la fase de ejecución?
Trabas de los empleados para la utilización de procedimientos escritos.
Imponer el cambio y no estimular esfuerzos y éxitos
Olvidar que el sistema lo implantan personas, y que sin su participación y
colaboración no será posible.
Revisiones y cambios de procedimientos sin ser aprobados.
3. Verificar los efectos de la realización (verificar).
Controlar no es perseguir, sino contrastar que los objetivos se cumplen en la medida de lo
proyectado; significa chequear si lo realizado se ajusta a lo previsto, y esto se realizara
mediante las auditorías internas.
Se requerirá de cada departamento para ejecutar las posibles acciones correctoras para la
mejora de la efectividad del sistema.
¿Cuál es el error más frecuente que se presenta en la fase de control?
No dar importancia a las auditorías internas.
4. Tomar acción apropiada (actuar)
El sistema de calidad es un sistema vivo y dinámico, y si no se mejora día a día, no llega a
ser útil, ya que se convierte en un paso más a realizar en el proceso, por lo que en esta fase
se confeccionara una planificación para implantar las acciones correctoras, estableciendo así
las fechas de nuevas auditorías internas que verifiquen la efectividad de las acciones
correctoras hasta que el sistema sea operativo.
Cuando ya se hayan realizado todas las acciones correctoras, es conveniente programar una
auditoria con una entidad externa.
Llegado este momento se concierta una evaluación formal con una entidad de certificación,
para la obtención de un certificado de calidad del sistema empleado por la empresa.
¿Cuáles son los errores más frecuentes que se presentan en la fase de actuación?
No llevar a cabo las auditorías internas.
Informar a la entidad de certificación cuando aún no se está preparado para la
revisión del sistema.
Dentro del procedimiento se puede encontrar una tabla llena de indicadores estructurados por áreas.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
19 Ingeniería Industrial
2. SISTEMAS PARA PREVENCIÓN Y CORRECCION DE DEFECTOS
2.1. A prueba de errores.
Un elemento importante en la planeación de partes defectuosas, es el concepto de diseñar el
proceso para que no tenga errores, usando la técnica "a prueba de errores", que los
japoneses lo llaman “Poka Yoke".
En una planta manufacturera puede generar piezas defectuosas que pueden llegar al
cliente, en esta situación lo más importante es la prevención.
Una manera de hacer las cosas aprueba de errores es diseñar o rediseñar las máquinas o
herramientas de manera que el error humano se minimice. Otra manera de evitar los errores
es la redundancia; es decir, que tengan que pasar por varios eventos que en conjunto se
encuentre el error. Una opción que ayudaría más a los humanos a reducirse su propia
maleabilidad, es la amplificación de sus sentidos con la ayuda de dispositivos o sistemas
mecánicos, electrónicos.
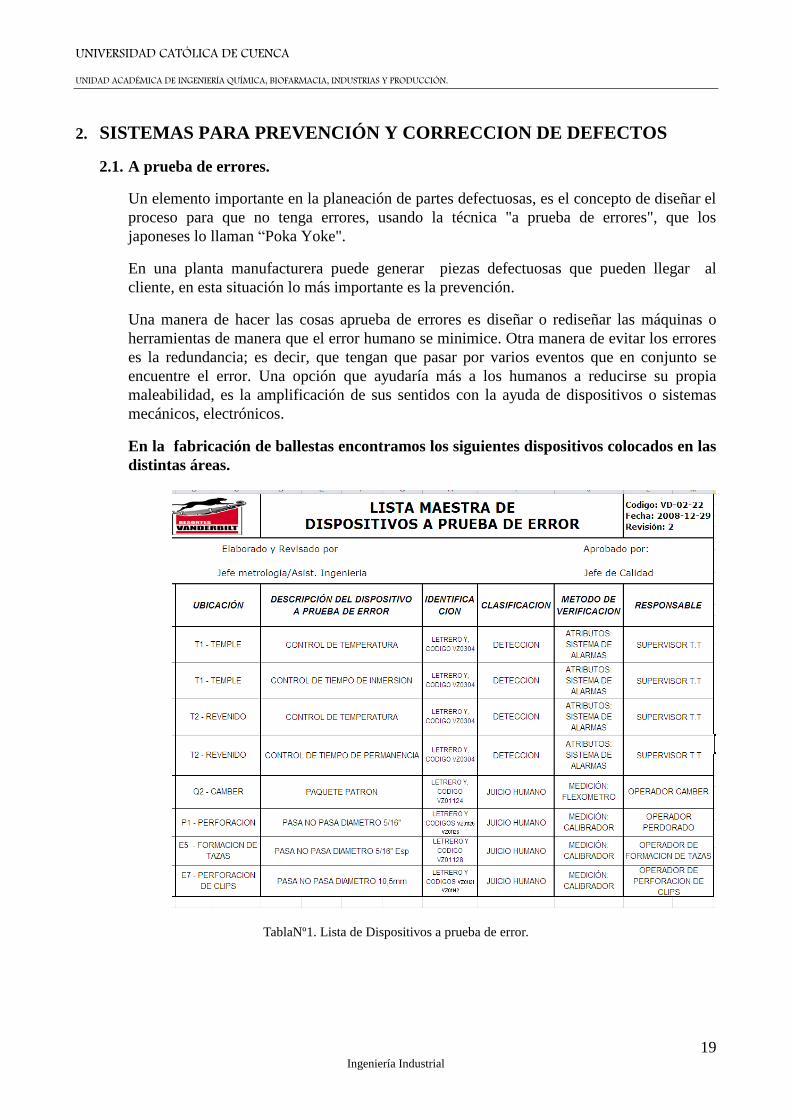
En la fabricación de ballestas encontramos los siguientes dispositivos colocados en las
distintas áreas.
TablaNº1. Lista de Dispositivos a prueba de error.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
20 Ingeniería Industrial
Procedimientos para dispositivos en la fabricación de ballestas.
a. Objetivo.
Establecer la metodología para la identificación, validación y registro de los
Dispositivos a Prueba de Error con el propósito de eliminar los desperdicios y
reducir variaciones del proceso.
b. Alcance.
Este procedimiento es válido para todos los dispositivos a prueba de error existentes
en Vanderbilt.
c. Definiciones.
Dispositivo a Prueba de Error: Un dispositivo “A Prueba de Errores”, es una ayuda
mecánica o control físico que previene o detecta errores en la estación de trabajo,
como también defectos fuera de esta, en mi próximo cliente (aguas abajo), los
dispositivos a prueba de error tienen la finalidad de Controlar, Detectar y prevenir
defectos de ocurrencia y precedencia.
d. Recursos
Ilustración Nº1. Paquete patrón a Prueba de Error.
Ilustración Nº2. Programa de Registro de Temperatura y Tiempo. (Software. Sistema de Alarmas Visual-Sonora)
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
21 Ingeniería Industrial
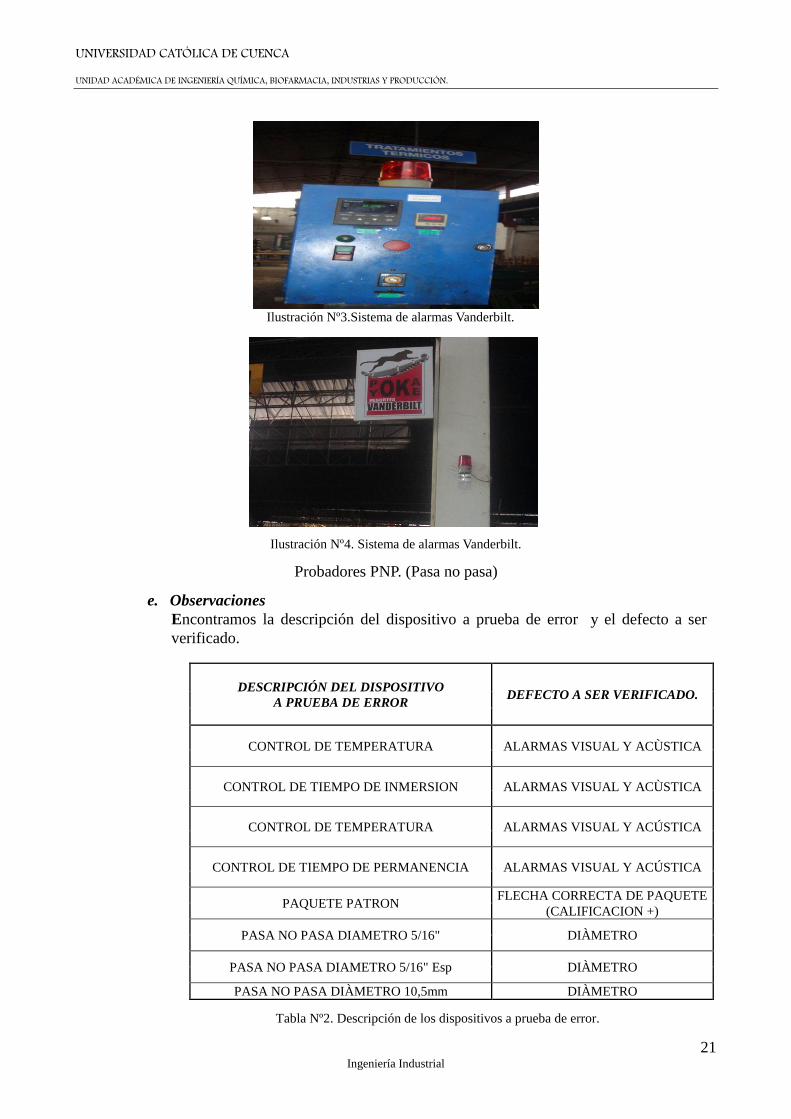
Ilustración Nº3.Sistema de alarmas Vanderbilt.
Ilustración Nº4. Sistema de alarmas Vanderbilt.
Probadores PNP. (Pasa no pasa)
e. Observaciones
Encontramos la descripción del dispositivo a prueba de error y el defecto a ser
verificado.
DESCRIPCIÓN DEL DISPOSITIVO
A PRUEBA DE ERROR DEFECTO A SER VERIFICADO.
CONTROL DE TEMPERATURA ALARMAS VISUAL Y ACÙSTICA
CONTROL DE TIEMPO DE INMERSION ALARMAS VISUAL Y ACÙSTICA
CONTROL DE TEMPERATURA ALARMAS VISUAL Y ACÚSTICA
CONTROL DE TIEMPO DE PERMANENCIA ALARMAS VISUAL Y ACÚSTICA
PAQUETE PATRON FLECHA CORRECTA DE PAQUETE
(CALIFICACION +)
PASA NO PASA DIAMETRO 5/16" DIÀMETRO
PASA NO PASA DIAMETRO 5/16" Esp DIÀMETRO
PASA NO PASA DIÀMETRO 10,5mm DIÀMETRO
Tabla Nº2. Descripción de los dispositivos a prueba de error.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
22 Ingeniería Industrial
Los dispositivos a prueba de error serán verificados una vez por día
f. Actividad
Nº ACTIVIDAD Responsable
1. Verificar el Sistema de Alarmas visual y sonora de Temperatura de Temple de los
Hornos el cual se comprueba con el programa de Registro de Temperatura simulando
una salida del rango de error máximo o mínimo en el sistema, observando y
escuchando si el sistema de alarmas funciona adecuadamente. Registrar los resultados
de funcionamiento en el formato de Verificación diaria de dispositivos a prueba de
error el cuál se encuentra ubicado en planta.
Supervisor
de
Tratamiento
Térmico
2. Verificar el sistema de alarmas de tiempo de inmersión en prensas el cual se
comprueba con el programa de Registro de Tiempo de Prensado simulando una salida
del rango de error máximo o mínimo en el sistema, observando y escuchando si el
sistema de alarmas funciona adecuadamente. Registrar los resultados de
funcionamiento en el formato de Verificación diaria de dispositivos a prueba de error
el cual se encuentra ubicado en planta.
Supervisor
de
Tratamiento
Térmico
3. Verificar los Sistemas de Alarmas de Temperatura de Revenido el cual se comprueba
con el programa de Registro de Temperatura de Revenido simulando una salida del
rango de error máximo o mínimo en el sistema, observando y escuchando si el sistema
de alarmas funciona adecuadamente. Registrar los resultados de funcionamiento en el
formato de Verificación diaria de dispositivos a prueba de error el cual se encuentra
ubicado en planta.
Supervisor
de
Tratamiento
Térmico
4. Verificar el sistema de alarmas de tiempo de permanencia de Revenido en los Hornos
el cual se comprueba con el programa de Registro de Tiempo de Revenido simulando
una salida del rango de error máximo o mínimo en el sistema y observando y
escuchando si el sistema de alarmas funciona adecuadamente. Registrar los resultados
de funcionamiento el formato de verificación diaria de dispositivos a prueba de error
el cual se encuentra ubicado en planta.
Supervisor
de
Tratamiento
Térmico
5. Verificar la máquina de ensayo de Camber utilizando el paquete patrón y flexómetro;
realizando una medición y verificando si la calificación que da el ensayo de Camber es
correcta con la calificación del paquete a prueba de error. Registrar los resultados de
funcionamiento en el formato de verificación diaria de dispositivos a prueba de error
el cual se encuentra ubicado en planta.
Operador de
turno del
Camber.
6. Verificar los probadores PNP de la sección de conformado midiendo el diámetro de
los mismos con el calibrador pie de rey. Registrar los resultados de funcionamiento en
el formato de verificación diaria de dispositivos a prueba de error verificando si los
mismos se encuentran dentro de la tolerancia permitida.
Supervisor
de
Conformado.
7. En caso de que el dispositivo a prueba de error se encuentre rechazado o tenga
problemas en su funcionamiento reportar al Jefe de Calidad el cual tiene que
comunicar a las personas encargadas de funcionamiento de estos dispositivos y aplicar
el respectivo plan de Reacción cuando se detecta algún tipo de falla en el dispositivo.
Supervisores
Planta.
Operador de
Camber
8. Validación de equipos y programas utilizados:
Calibrar el paquete patrón a prueba de error utilizando el procedimiento, las frecuencias
de calibración de los mismos están de acuerdo al programa de Metrología.
Dto.
Metrología.
Tabla Nº 3. Actividades de verificación de a prueba de errores.
.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
23 Ingeniería Industrial
g. Control de registros
Nombre Código Clasificación Llena Recoge Archiva Accede
Tiempo
de
Archivo
Disp.
Verif.
diaria de
disp. a
prueba
de error.
VF-02-33 Fecha
Superviso
res de
Planta,
Operador
es de
Camber.
Jefe de
Calidad.
Jefe de
Calidad
Jefe de
Calidad/Planta.
Jefe Metrología
Asistente de
Ingeniería.
Personal de
Planta.
2 años Destruir
h. Revisiones
Número Fecha Motivo
i. Distribución
La Distribución se realiza de la siguiente manera: Jefe de Calidad/ Asistente de
Ingeniería, Jefe de Metrología, Gerente de Calidad, Supervisor de Conformado,
Supervisor de tratamientos térmicos, Operador de Camber.
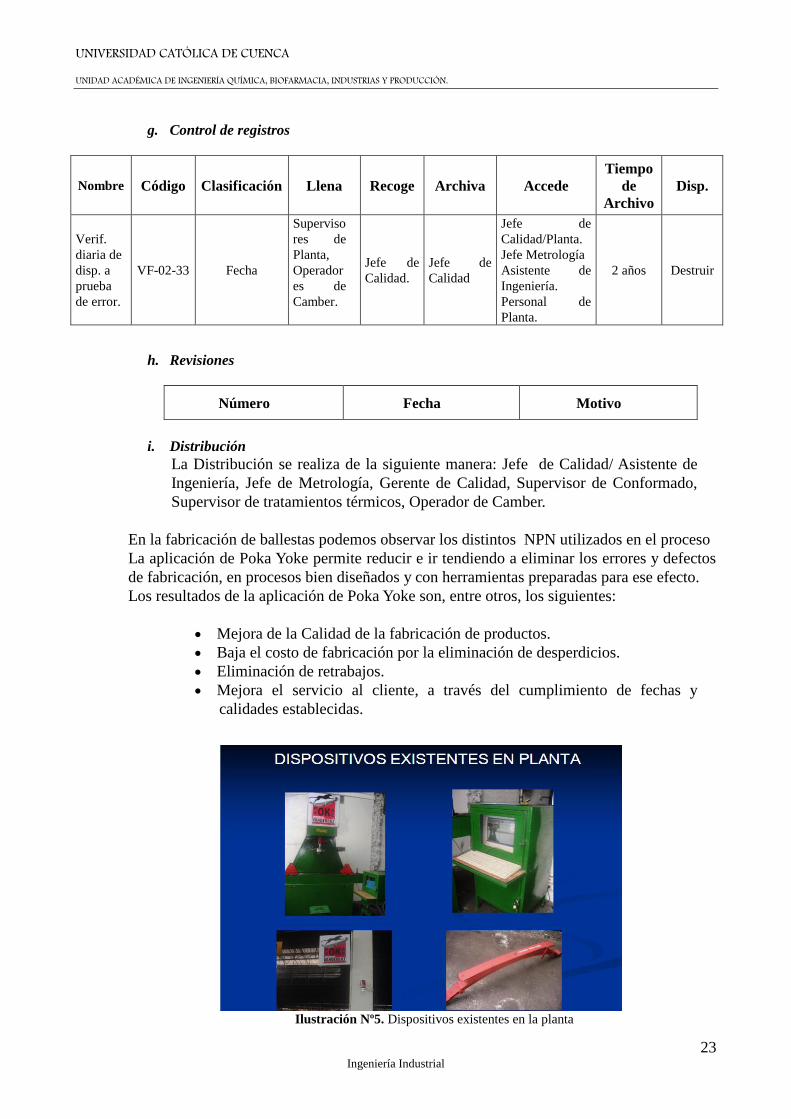
En la fabricación de ballestas podemos observar los distintos NPN utilizados en el proceso
La aplicación de Poka Yoke permite reducir e ir tendiendo a eliminar los errores y defectos
de fabricación, en procesos bien diseñados y con herramientas preparadas para ese efecto.
Los resultados de la aplicación de Poka Yoke son, entre otros, los siguientes:
Mejora de la Calidad de la fabricación de productos.
Baja el costo de fabricación por la eliminación de desperdicios.
Eliminación de retrabajos.
Mejora el servicio al cliente, a través del cumplimiento de fechas y
calidades establecidas.
Ilustración Nº5. Dispositivos existentes en la planta
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
24 Ingeniería Industrial
2.2. Controlabilidad y Auto Control.
Un objetivo ideal para la planeación de la manufactura es colocar a los seres humanos en un
estado de autocontrol mediante:
Conocimiento de lo que se supone que deben saber.
Conocimiento de lo que en realidad están haciendo.
Un proceso que es capaz de cumplir con las especificaciones.
Los tres criterios básicos del auto control hacen posible la división de los defectos en
categorías de control habilidad, de las cuales las más importantes son dos:
1. Controlable por el trabajador.- Un defecto o no conformancia, es controlable
por el trabajador si se han cumplido los tres criterios de autocontrol.
2. Controlable por la administración.- Un defecto o no conformancia es
controlable por la administración, si uno o más criterios de autocontrol, no se
han cumplido.
2.2.1. Control Interno
Las entidades dentro del proceso de diseñar el Sistema de Control Interno, tienen que
elaborar sus procedimientos integrales (Manuales de Control Interno), los cuales son la
base primordial para poder desarrollar adecuadamente sus operaciones o actividades,
establecer responsabilidades de los funcionarios, información, medidas de seguridad y
objetivos que participen en el cumplimiento con la misión institucional propuesta.
El Sistema de Control Interno aparte de ser una política de gerencia y siendo una
exigencia constitucional y legal, se constituye en las directrices principales de cualquier
empresa para modernizarse, cambiar y producir los mejores resultados, con calidad y
eficiencia.
En razón de esta importancia que adquiere el Sistema de Control Interno para cualquier
entidad, se hace necesario hacer el levantamiento de procedimientos actuales, los
cuales son el punto de partida y el principal soporte para llevar a cabo los cambios que
con tanta urgencia se requieren para alcanzar y ratificar la eficiencia, efectividad,
eficacia y economía en todos los procesos.
Autocontrol, ¿autorregulación?, ¿autodisciplina?, ¿fuerza de voluntad?, ¿cuántas
veces lo hemos utilizado y escuchado?, todos ellos son conceptos nombrados a lo largo
de la historia por algunos autores e investigadores, bien como similares, o bien, cada
uno con una acepción distinta.
Pero, ¿qué es exactamente el autocontrol?, resultaría muy atrevido, definir autocontrol
con una sola palabra.
Para familiarizarse con el concepto de autocontrol, comenzaremos exponiendo que se
trata de iniciar una “conducta controladora”, cuyo fin principal, es el de alterar la
probabilidad de aparición de una “conducta problemática”, es decir, para hablar de
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
25 Ingeniería Industrial
autocontrol, se inicia una pauta de conducta específica, para modificar situaciones
críticas que pueden desembocar en un problema, a este problema le llamaremos
“conducta-problema” a partir de ahora.
Por ejemplo, supongamos un directivo en su puesto de trabajo, quién sufre momentos
de ira ante el desempeño de una tarea mal gestionada por parte de un miembro de su
equipo. La propia emoción en un momento de enfado tal, lleva a éste a la posibilidad
de perder el control y llegar a convertir ese momento en una verdadera situación
conflictiva.
El proceso adecuado, para gestionar momentos como este, es iniciar una conducta
controladora, más racional como dedicar unos minutos, para aplacar el enfado y
preparar los oportunos argumentos antes de entrar en cólera al enfrentarse a su
interlocutor, de esta forma evitará desenlaces inadecuados e inoportunos.
Por otro lado, cuando una persona tiene despistes repetitivos en el desempeño de su
trabajo en situaciones similares, podemos afirmar que uno de sus rasgos en el puesto de
trabajo es “ser una persona despistada”. Por supuesto, siempre y cuando se trate de
despistes que caracterizan a esta persona desde siempre. Cuando esos despistes
constantes son de nueva aparición, habría que plantearse el origen de éstos.
Pues bien, todo estado, dirigido desde el esfuerzo, la confianza en sí mismo y el
entrenamiento, podría llegar a convertirse en un rasgo característico.
¿Por qué esta distinción?, ¿qué tiene que ver el rasgo y el estado con el autocontrol?
Perfectamente podemos decir que el autocontrol es una habilidad entrenable,
susceptible de aprendizaje, siempre incitada y puesta en marcha por uno mismo y
nunca incitada por otros, ya sean agentes externos o sociales.
Antes de comenzar a leer este artículo le pedimos que tomara unos segundos de su
tiempo para rescatar de su experiencia una definición que encajara con “autocontrol”,
pues bien, esto mismo lo hemos hecho a modo de curiosidad con 57 personas en vivo,
es decir, cara a cara. Y cuál ha sido nuestra sorpresa cuando en todas las respuestas se
encontraban palabras tales como: reprimir, contener, coartar, y en algunos casos forzar.
Ya sólo la palabra control parece que va acompañada de una sombra represiva. Es
cierto que un exceso de control puede generar problemas de ansiedad y un malestar
generalizado, pero el autocontrol en una medida adecuada conduce al individuo hacia
el bienestar, la seguridad y el equilibrio emocional. El autocontrol no supone ninguna
restricción, sino que en la mayoría de los casos, se basa en añadir estrategias que
puedan alterar la aparición de conductas que queremos evitar, como puede ser: el
fumar, la ingesta de alimentación de un modo incontrolado o las conductas de
agresividad ante responsabilidades laborales.
En definitiva, teniendo en cuenta todo lo anterior, podemos decir del autocontrol que:
Llevado a cabo de forma coherente y saludable facilita un completo equilibrio
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
26 Ingeniería Industrial
emocional.
Es autogenerado, es decir, no está incitado por variables externas (otras
personas o situaciones), sino por uno mismo.
Conlleva el inicio de una conducta controladora cuyo principal objetivo es
alterar la aparición de la conducta no deseada.
Es una habilidad completamente entrenable.
Y por supuesto, no supone restricción o evitación alguna
¿Por qué hemos querido tratar un tema como el autocontrol?
Existen varias razones, principalmente, por la necesidad imperiosa que todos
anhelamos de armonizar los ritmos tan acelerados que marcan nuestras vidas.
A lo largo de la historia la experiencia clínica ha demostrado (Azor, F., Trabazo, V.),
que un buen entrenamiento en autocontrol puede llegar a atenuar e incluso evitar
problemas o crisis emocionales más serias.
Etapas para el entrenamiento en autocontrol.
Definido ya el autocontrol como la estrategia en la que se pone en marcha una
actividad o conducta controladora para intentar alterar o evitar una conducta-problema,
es importante ir paso a paso desde el inicio dónde es imprescindible tener claro cuál es
la conducta problema para terminar automatizando las técnicas de autocontrol.
Darse cuenta. El pilar fundamental para comenzar cualquier mejora a nivel emocional,
físico o cognoscitivo1 comienza en el “darse cuenta”, el primer paso para cualquier
movimiento hacia el cambio, es ser consciente de lo que nos pasa, detectar la conducta
problema, y a partir de ahí, una vez detectado la existencia del problema, podremos
comenzar con el entrenamiento en autocontrol.
Supongamos un directivo con 15 personas a su cargo. Una de ellas, aunque plenamente
competente, se le presenta como un problema evidente al no poder establecer una sana
comunicación. Esta situación llega a ser insoportable, llegando en muchos casos a
desagradables disputas que desembocan en oleadas de rumorología imparable durante
largos periodos de tiempo.
Supongamos que el directivo tiene mucho carácter y su reacción siempre le perjudica,
es consciente del potencial de este trabajador, y también es consciente de que sus
reacciones no son las adecuadas, le generan tensión y resultados poco favorables, tanto
para el como para ese miembro de su equipo, por ello tendrá que reaccionar de forma
inteligente.
Al cabo del tiempo su conducta autoritaria y agresiva ha aumentado poco a poco
perjudicando su relación con los demás trabajadores.
1 La corriente de la psicología encargada de la cognición es la psicología cognitiva, que analiza los procedimientos de la mente que tienen que
ver con el conocimiento. Su finalidad es el estudio de los mecanismos que están involucrados en la creación de conocimiento, desde los más
simples hasta los más complejos.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
27 Ingeniería Industrial
Para este ejemplo es muy importante dominar la técnica de autocontrol, siempre sin
dejar de lado el desarrollo de estrategias que apoyen ese cambio como el entrenamiento
en habilidades sociales, resolución de problemas y control de la activación.
Pues bien, para ejercer el autocontrol primero deberá ser consciente de esta conducta
agresiva, darse cuenta de cuándo ocurre, con quién, en qué situaciones, y que factores
inducen a esa conducta. Y por supuesto, el convencimiento de querer solucionar esa
situación.
Para ello proponemos el siguiente auto registro que le será muy útil para esta etapa de
auto observación, en la que deberá detallar todos los factores que afectan a la conducta-
problema: situación-contexto.
3. ASPECTOS RELEVANTES DEL PROCESO DE PLANEACIÓN.
3.1. Planeación.
Antes de iniciar una acción administrativa, es imprescindible determinar los resultados que
pretende alcanzar el grupo social (empresa), así como las condiciones futuras y los
elementos necesarios para que este funcione eficientemente.
La planeación establece las bases para determinar el elemento riesgo y minimizarlo.
La eficiencia en la actuación depende en gran parte de una buena planeación.
3.2. Planeación de la Calidad.
Esta revisión del diseño del producto debe completarse con una revisión de proceso. Estas
revisiones son herramientas para prevenir dificultades durante la manufactura.
En la tabla Nº4, observamos un plan maestro en lo que es el proceso en Vanderbilt.
3.2.1. Importancia de la Planeación.
Propicia el desarrollo de la empresa al establecer métodos de utilización racional de
los recursos.
Reduce los niveles de incertidumbre que se pueden presentar en el futuro.
Prepara a la empresa para hacer frente a las contingencias que se presenten, con las
mayores garantías de éxito.
Mantiene una mentalidad futurista teniendo más visión del porvenir y un afán de
lograr y mejorar las cosas.
Establece un sistema racional para la toma de decisiones, evitando las corazonadas o
empirismos.
Promueve la eficiencia al eliminar la improvisación.
La moral se eleva sustancialmente, ya que todos los miembros de la empresa conocen
hacia donde se dirigen sus esfuerzos.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
28 Ingeniería Industrial
Tabla Nº4. Plan de control maestro de proceso en el área de corte.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
29 Ingeniería Industrial
Maximiza el aprovechamiento del tiempo y los recursos, en todos los niveles de la
empresa.
3.2.2. Principios de la Planeación.
Factibilidad: debe ser realizable, adaptarse a la realidad y a las condiciones
objetivas.
Objetividad y cuantificación: basarse en datos reales, razonamientos precisos y
exactos, nunca en opiniones subjetivas, especulaciones o cálculos arbitrarios
(precisión) expresada en tiempo y dinero.
Flexibilidad: es conveniente establecer márgenes de holgura que permitan afrontar
situaciones imprevistas y que puedan proporcionar otros cursos de acción a seguir.
Unidad: todos los planes deben integrarse a un plan general y al logro de los
propósitos y objetivos generales.
Del cambio de estrategias: cuando un plan se extiende, será necesario rehacerlo
completamente. La empresa tendrá que modificar los cursos de acción (estrategias) y
consecuentemente las políticas, programas, procedimientos y presupuestos para
lograrlos.
3.2.3. Pasos de la Planeación.
3.2.3.1. Detección de la oportunidad de acuerdo con:
El mercado.
La competencia.
Lo que desean los clientes.
Nuestras fuerzas.
Nuestras debilidades.
3.2.3.2. Establecimiento de objetivos y metas:
¿Dónde se desea estar?, ¿qué se quiere lograr? y ¿Cuándo se quiere lograr lo que
se plantea?
3.2.3.3. Consideración de las premisas de planeación:
En qué ambiente (interno o externo) operarán nuestros planes.
3.2.3.4. Identificación alternativa:
Cuáles son las alternativas más prometedoras para alcanzar nuestros objetivos.
3.2.3.5. Comparación de alternativas:
Que alternativa proporcionará la mejor posibilidad de cumplir las metas con el
costo más bajo y las mayores utilidades.
3.2.3.6. Elección de una alternativa:
Selección del curso de acción a seguir.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
30 Ingeniería Industrial
3.2.3.7. Elaboración de planes de apoyo, como los planes para:
Comprar equipo.
Comprar materiales.
Contratar trabajadores.
Desarrollar un nuevo producto.
3.2.3.8. Expresión numérica de los planes mediante la elaboración de presupuestos
tales como:
Volumen y precio de ventas.
Gastos de operación necesarios para los planes.
Gastos para equipos de capital.
3.3. Revisión del diseño del proceso.
Un diseño de proceso se puede revisar desplegando el proceso completo en un diagrama de
flujo.
Al realizar la planeación se utiliza un diagrama para dividir el flujo en secciones lógicas
llamadas estaciones de trabajo. Para cada estación de trabajo se preparó un documento
formal con la lista de aspectos tales como: las operaciones a realizar secuencia de
operaciones, instalaciones e instrumentos necesarios, y las condiciones del proceso que
debían mantenerse.
Si no se tiene en cuenta el aspecto humano del proceso, el EMP no podrá tener éxito. Sólo
existe una forma de lograr la comprensión que se requiere sobre la sensibilidad humana del
proceso y los talentos y limitaciones que tienen nuestros colaboradores, y consiste en
involucrarse en el ambiente laboral. Hable con ellos, pídales sus opiniones e ideas, luego,
ponga en práctica sus sugerencias. Si las personas se involucran, los resultados finales serán
mucho mejores y más fáciles de alcanzar los objetivos.
La única manera de comprender realmente lo que sucede en los procesos de la empresa es a
través de un seguimiento personal del flujo de trabajo, analizando y observando su
desarrollo. Esto se conoce como revisión del proceso.
A fin de prepararse para la revisión del proceso, el EMP (Equipos de Mejora de Proceso),
debe asignar miembros del equipo, a las diferentes partes del proceso. Por lo general, un
miembro del equipo de revisión (ER) pertenece al departamento en el cual se realiza la
actividad. Las personas que se asignan al ER deben tener algún conocimiento de la
actividad que les corresponderá evaluar. Cada ER debe:
Estar muy familiarizado con toda la documentación existente y pertinente al
proceso.
Acordar con el jefe del departamento las entrevistas con su personal.
Entrevistar a una muestra de las personas que ejecutan la tarea, para conocer
cabalmente lo que ocurre dentro del proceso.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
31 Ingeniería Industrial
Comparar la forma en que diferentes personas hacen el mismo trabajo para
determinar cuál deberá ser la mejor operación estándar.
El EMP debe preparar un cuestionario de revisión del proceso para reunir la información
necesaria acerca de éste. Las preguntas típicas podrían ser las siguientes.
1. ¿Cuáles son los inputs que se requieren?
2. ¿Qué entrenamiento recibió usted?
3. ¿Qué hace usted?
4. ¿Cómo sabe usted que su output es bueno?
5. ¿Qué retroalimentación recibe usted?
6. ¿Quiénes son sus clientes?
7. ¿Qué le impide realizar un trabajo libre de errores?
8. ¿Qué puede hacerse para facilitar su trabajo?
9. ¿Cómo hace usted para que sus proveedores sepan cuán bien están trabajando?
10. ¿Cómo utiliza su output?
11. ¿Qué sucedería si usted no ejecutara el trabajo?
12. ¿Ha revisado la descripción de su trabajo?
13. ¿Qué sucedería si cada uno de sus proveedores dejara de suministrarle el input?
14. ¿Qué cosas cambiaría si fuese el jefe?
En algunos casos, el EMP pondrá en marcha un ejemplo piloto y hará un seguimiento total
del proceso.
Después de cada entrevista el equipo debe programar una reunión corta para revisarla y
ponerse de acuerdo en lo siguiente:
Flujo de tareas.
Inputs necesarios.
Medidas.
Sistemas de retroalimentación.
Conformidad con relación al procedimiento y a otros empleados.
Problemas importantes.
Estimativos sobre tiempo del ciclo.
Contenido de valor agregado.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
32 Ingeniería Industrial
Requerimientos de entrenamiento.
Con frecuencia resulta útil elaborar un diagrama de flujo de las tareas, de manera que el
equipo tenga una mejor comprensión de la actividad que se evalúa y se encuentre en una
mejor posición de comunicar sus hallazgos al EMP.
Nos parece que es una buena práctica revisar los hallazgos con los entrevistados para tener la
seguridad de que el equipo no haya interpretado mal sus comentarios. Analice por qué todas
las personas no llevan a cabo el mismo trabajo de igual forma. La estandarización es la clave
del mejoramiento y la primera tarea que debe emprenderse. Seleccione una forma de realizar
una actividad que genere los mejores resultados y utilícela constantemente, hasta realizar un
cambio fundamental en el proceso. Es importante que todos hagan el mismo trabajo de
manera idéntica.
Cuando la revisión esté completa, cada ER debe presentar sus hallazgos al EMP. Esto le
suministra a todo el EMP una mejor comprensión del proceso.
Es importante identificar fácilmente todas las actividades y tareas que no se estén realizando
según los procedimientos prescritos. Deben desarrollarse planes de acción para cambiar el
procedimiento o para que la actividad se desarrolle de conformidad con él.
Es importante tratar de dividir los problemas de calidad en ocasionales y crónicos. Los
problemas ocasionales sólo se presentan esporádicamente, tienden a sobresalir y se corrigen
fácilmente. Por otra parte, resulta difícil identificar los problemas crónicos, puesto que el
proceso se adapta a éstos; por tanto con frecuencia son difíciles de corregir.
Ahora que el EMP se encuentra ya familiarizado con todos los elementos del proceso, le
corresponde observar la totalidad del proceso para determinar lo siguiente:
- ¿Son apropiados los límites? En caso negativo, haga que el responsable del proceso
presente los cambios recomendados al equipo ejecutivo de mejoramiento (EEM).
- ¿Se presta el proceso a ser dividido en subprocesos para incrementar la eficiencia del
EMP? En caso afirmativo, el responsable del proceso debe nombrar EMS-P para que
se centren en estos procesos menores. No obstante, el EMP debe seguir reuniéndose
para revisar la actividad total a fin de garantizar que no se genere sub optimización.
3.3.1. Efectividad del Proceso
La efectividad del proceso se refiere a la forma acertada en que éste cumple los
requerimientos de sus clientes finales. Esta evalúa la calidad del proceso;
específicamente la efectividad se refiere a:
El output1 del proceso cumple los requerimientos de los clientes finales.
Los outputs de cada subproceso cumplen los requerimientos de input de los
clientes internos.
Los inputs1 de los proveedores cumplen los requerimientos del proceso.
1
Volumen de producción o salida de una empresa

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
33 Ingeniería Industrial
El mejoramiento de la efectividad genera clientes más felices, mayores ventas y mejor
participación de mercado.
¿Cómo podríamos identificar estas oportunidades de mejoramiento?
El primer paso consiste en seleccionar características de efectividad más importantes.
Las características de efectividad son indicadores del modo tan eficiente como está
funcionando el proceso. La meta es tener la seguridad de que el output satisface
requerimientos del cliente.
Los indicadores típicos de falta de efectividad son:
Producto y/o servicio inaceptables.
Quejas de los clientes.
Altos costos de garantía.
Disminución de la participación en el mercado.
Acumulaciones de trabajo.
Repetición del trabajo terminado.
Rechazo del output.
Output retrasado.
Output incompleto.
Posteriormente, debemos reunir información sobre estas características de efectividad.
El propósito de estos datos es revisar metódicamente la calidad de aquellas actividades
fundamentales involucradas en el proceso y tratar de descubrir los así como las posibles
causas (input, métodos, entrenamiento). Asegúrese de incluir preguntas sobre
efectividad como parte de su cuestionario de revisión del proceso.
3.3.2. Eficiencia del Proceso.
Lograr la efectividad del proceso representa principalmente un beneficio para el cliente,
pero la eficiencia del proceso representa un beneficio para el responsable del proceso;
la eficiencia es el output por unidad de input. Las características típicas de eficiencia
son:
Tiempo del ciclo por unidad o transacción.
Recursos (dólares, personas, espacio) por unidad de output.
Porcentaje del costo del valor agregado real del costo total del proceso.
Costo de la mala calidad por unidad de output.
1 Compra o entrada de una empresa. Factor productivo que la empresa adquiere del exterior para ser sometido a un proceso de
transformación interna
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
34 Ingeniería Industrial
Tiempo de espera por unidad o transacción.
A medida que realiza la revisión, busque y registre los procedimientos para medir la
eficiencia de actividades y grupos de actividades. Estos datos se utilizaran
posteriormente, cuando se establezca el proceso total de medición.
3.3.3. Tiempo del Ciclo del Proceso.
El tiempo del ciclo es la cantidad total de tiempo que se requiere para completar el
proceso. Esto no sólo incluye la cantidad de tiempo que se requiere para realizar el
trabajo, sino también el tiempo que se dedica a trasladar documentos, esperar,
almacenar, revisar y repetir el trabajo. El tiempo del ciclo es un aspecto fundamental en
todos los procesos críticos de la empresa. La reducción del tiempo total de ciclo libera
recursos, reduce costos, mejora la calidad del output y puede incrementar las ventas.
Por ejemplo, si reduce el tiempo del ciclo correspondiente al desarrollo del proceso,
podrá ganar ventas y participación de mercado. Si reduce el tiempo del ciclo del
producto, reducirá el costo del inventario y mejorará los despachos Si reduce el ciclo de
facturación, tendrá más dinero en efectivo a su alcance. El tiempo del ciclo puede
establecer la diferencia entre el éxito y el fracaso.
Usted debe calcular el tiempo real del ciclo de su proceso. Este tiempo probablemente
será totalmente diferente del tiempo teórico del ciclo, definido en los procedimientos
escritos o supuestos por la organización. Existen cuatro formas de reunir esta
información: medidas finales, experimentos controlados, investigación histórica y
análisis científico.
3.3.4. Calificación del proceso.
Convertirse en el mejor es un objetivo elevado y difícil. Tener los mejores procesos de
la empresa deberá ser la meta de todos; pero necesitamos acontecimientos importantes
que nos indiquen de qué manera estamos avanzando. A esto se refiere la calificación
del proceso de la empresa. De ésta surgen los acontecimientos trascendentes y los
puntos de reconocimiento para los equipos de mejoramiento del proceso (EMP).
3.3.5. Calificación del Proceso de Manufactura.
En la década de los años sesenta, las empresas dinámicas introdujeron procedimientos
formales de calificación del proceso con el fin de aplicarlos a sus procesos de
manufactura. Este establecía un proceso de calificación de cuatro niveles que se
utilizaba para evaluar los procesos de manufactura antes de enviar el producto a los
clientes externos. En cada etapa progresiva, se establecen nuevas expectativas para.
Durante el procedimiento de calificación del proceso se definen y se verifican las
ventanas del proceso, capacidad del equipo, puntos de control del proceso,
especificaciones de entrenamiento, limitaciones en la cantidad de información generada
en un proceso y tiempo del ciclo de manufactura.
Por lo general, la calificación del proceso de manufactura se lleva a cabo antes de
despachar el primer producto a un cliente. Sistemáticamente, ésta contribuye a que el
concepto de proceso evolucione, maximice tanto su eficiencia como su efectividad y
garantice el rendimiento del producto.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
35 Ingeniería Industrial
Definamos los términos fundamentales:
Certificación: Se aplica a una sola actividad o pieza del equipo.
Calificación: Esta involucra la evaluación de un proceso completo, compuesto
por muchas actividades individualmente certificadas, para determinar si el
proceso puede funcionar en el nivel apropiado cuando las actividades están
encadenadas.
¿Es Necesaria la Calificación de los Procesos de la Empresa?
La calificación del proceso de manufactura garantiza que el diseño del proceso
proporcione a los clientes productos aceptables. Un proceso deficiente puede destruir
años de arduo trabajo. Los clientes recuerdan con amargura un desempeño mediocre
aún mucho tiempo después de que se haya esfumado la dulzura de un servicio
sobresaliente.
La calificación del proceso resulta útil, puesto que nos motiva para dar los primeros
pasos hacia el mejoramiento continuo. Trátese de profesionales, empleados de oficina o
jefes de nivel intermedio, a las personas les gusta ser reconocidas por sus esfuerzos y se
sienten estimuladas por el reconocimiento público. La calificación del proceso
proporciona un sistema de medición que infunde un sentimiento de orgullo en cada uno
de los equipos.
Niveles de MPE (Mejoramiento del Proceso de la Empresa).
Un proceso de calificación de seis niveles puede proporcionar una estructura y una guía
efectivas para las actividades de MPE. Estos niveles llevan al EMP de un estatus de
desconocimiento del proceso al de mejor clasificación o de clase mundial.
Se considera que todos los procesos de la empresa se encuentran en el nivel 6. A
medida que mejora el proceso, éste progresa en forma lógica hasta el nivel 1.
Es posible que no todos los procesos en todas las organizaciones tengan que pasar por
estos seis niveles. Con frecuencia, al convertirse en el mejor, se incurre en costos
considerables. En la mayor parte de los casos, las organizaciones tienen muchos
procesos de la empresa que necesitan mejoramiento.
Diferencias entre los Niveles del Proceso de la Empresa.
Para determinar si el proceso ha evolucionado hasta el siguiente nivel, deben abordarse
ocho áreas principales de cambio:
a) Mediciones relacionadas con el cliente final.
b) Mediciones y/o desempeño del proceso.
c) Alianzas con proveedores.
d) Documentación.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
36 Ingeniería Industrial
e) Registro.
f) Entrenamiento.
g) Benchmarking1.
h) Adaptabilidad del proceso.
i) Mejoramiento continuo.
3.4. Correlación entre las variables del proceso y los resultados del producto.
Un aspecto crítico de la planeación durante la manufactura es descubrir, mediante la
recolección y análisis de datos, las relaciones entre las características o resultados del
producto.
Este conocimiento permite a la planeación crear las características del control del proceso,
incluyendo los límites y mecanismos de reglamentación sobre las variables, con el fin de
mantener el proceso en un estado estable y lograr el estado del producto especificado.
Para entender por completo la relación entre las variables del proceso y el resultado del
producto con frecuencia es necesario aplicar el concepto de diseño estadístico de
experimentos o el desarrollo del enfoque de Tagushi.
4. SISTEMA DE CALIDAD.
4.1. ¿Por qué es necesario un sistema de calidad?
En la política: Los objetivos de calidad de la compañía fueron definidos en forma clara y
precisa.
En la introducción de nuevos productos: Las actividades relacionadas con la calidad
fueron organizadas y estructuradas para asegurar la habilidad de la calidad y la
producibilidad del producto, para asegurar una satisfacción inicial al cliente, para minimizar
problemas de servicio al producto y para reducir los riesgos de demandas legales por el
producto.
En la producción: Existen procedimientos que piden el desarrollo de corrección
permanente, estos procedimientos tienen baches que hacen de la acción correctiva un paso
temporal. Los sistemas proporcionan las actividades de control para corregir estos baches y
para requerir y medir los logros de acciones correctivas permanentes.
En la mercadotecnia y publicidad: anteriormente no había insistencia sobre un repaso
sistemático de la publicidad para eliminar reclamos por la calidad. El enfoque sistemático
lleno un bache que podría cambiar completamente la imagen de la garantía de la compañía.
1En las ciencias de la administración de empresas, puede definirse como un proceso sistemático y continuo para evaluar comparativamente
los productos, servicios y procesos de trabajo en organizaciones. Consiste en tomar "comparadores" o benchmarks a aquellos productos,
servicios y procesos de trabajo que pertenezcan a organizaciones que evidencien las mejores prácticas sobre el área de interés, con el
propósito de transferir el conocimiento de las mejores prácticas y su aplicación.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
37 Ingeniería Industrial
En el Enfoque de sistemas de la calidad: Con tantos factores involucrados en la
administración de la calidad que cumpla con las demandas del mercado y con el amplio
control de calidad moderno requeridas para satisfacer estas demanda, es esencial que una
compañía y una planta tengan un sistema claro y bien estructurado que determine,
documente, coordine y mantenga todas las actividades clave que son necesarias en todas las
operaciones pertinentes de la compañía y de la planta.
Las características de los sistemas modernos de calidad total es su efectividad para
proporcionar un fundamento sólido para el control económico de esta complejidad, en
beneficio tanto de una mejor satisfacción con la calidad.
¿Cuáles son los requisitos para los sistemas actuales?
El concepto fundamental del pensamiento de la calidad moderna se puede describir como
sigue la calidad debe diseñarse y construirse dentro de un producto, no puede ser puesta ahí
por convencimiento o inspección. Sin embargo, en término sistemático el dar un significado
operacional a este concepto mediante de las muchas técnicas nuevas y poderosas de calidad
y confiabilidad de formas realmente efectivas se han convertido en un reto muy grande.
4.2. Definición de sistema de calidad.
Un sistema de calidad total es la estructura funcional de trabajo acordada en toda la
compañía y en toda la planta, documentada con procedimientos integrados técnicos y
administrativos efectivos, para guiar las acciones coordinadas de la fuerza laboral, las
máquinas y la información de la compañía y planta de las mejores formas y más prácticas
para asegurar la satisfacción del cliente con la calidad y costos económicos de calidad.
El enfoque del sistema para la calidad se inicia con el proceso básico del control total de la
calidad de que la satisfacción del cliente no puede lograrse mediante la concentración en
una sola área de la compañía y planta-diseño de ingeniería, análisis de confiabilidad, equipo
de inspección de calidad, análisis de materiales para rechazo, educación para el operario o
estudios de mantenimiento por la importancia que cada fase tiene por derecho propio. Su
logro depende, a su vez, tanto en que tan bien y que tan a fondo estas acciones de calidad en
las diferentes áreas del negocio trabajan individualmente, y sobre que tan bien y que tan a
fondo trabajan juntas.
4.3. Aplicación de sistemas de la calidad
El proceso de control de calidad tiene lugar dentro del marco de la aplicación de sistemas.
El objetivo es generalmente la consecución de unos niveles particulares de calidad, tal
como se indica en las especificaciones y tolerancias. Las características importantes de estas
especificaciones incluyen la descripción exacta de producto, los limites claramente
definidos de varias características, los estándares de las medidas directas (tales como las
dimensiones) o medidas indirectas (el contenido de humedad, deducido a partir de lecturas
de la resistencia eléctrica), y la diferenciación entre características de calidad mayores o
críticas y los defectos menores o menos importantes.
La vía para la consecución del objetivo del sistema de control de calidad pasa a través del
equipo de producción, el personal, y los servicios de procesamiento, operaciones y
similares. Las especificaciones deben considerarse como el vehículo por medio del cual las

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
38 Ingeniería Industrial
necesidades y requisitos del consumidor se comunican al diseño, ingeniería, producción,
ensayos de control de calidad e inspección y otras operaciones. La retroalimentación
procedente del consumidor da el ímpetu principal para mejorar el funcionamiento del
sistema de control de calidad. De este modo no solo las especificaciones del producto, sino
también las de la evaluación de la calidad y del proceso se engranan con las necesidades del
mercado.
4.4. Implicaciones de los sistemas de calidad.
Se ha hecho hincapié en los aspectos de ingeniería de los sistemas de control de calidad, ya
que si no se presta atención a todos los elementos del enfoque, resultara un programa global
ineficaz.
Dentro de este contexto, tienen especial importancia las siguientes consideraciones:
Un sistema completo de control de calidad debe incluir todas las funciones de la
fábrica, incluyendo las de dirección, producción e ingeniería, así como las de control
de calidad.
Tanto si es grande como si es pequeña, la organización debe garantizar un ambiente
en el cual todas las funciones mencionadas se realicen por personas que trabajan
juntas en equipo.
El control de la calidad no es solo inspección. Ni tampoco la aplicación de
procedimientos de muestreo, tal como han sido incorporados a algunos planes de
muestreo publicados. De nuevo la clase está en el sistema como un todo. La
inspección en un 100% o con arreglo a un plan de muestreo preestablecido, hace que
las mediciones de la calidad sean el eslabón en el sistema de ingeniería que conduce
a la calidad controlada.
La mayor parte de los esfuerzos necesarios para conseguir un programa de control de
calidad acertado brota de las funciones concernientes a la dirección general,
ingeniería y producción, la mayoría de las cuales no son, generalmente, parte de la
organización, de la inspección y del control de calidad. Una gran parte de los
esfuerzos incluyen el análisis de diversos cursos de acción alternativos que llevan a
una mejora de la calidad del producto y del comportamiento del proceso allá donde
sea necesario.
Lo que conduce a la detección y aislamiento de aquellos lugares en los que son
necesarios los esfuerzos correctores por parte de la dirección general, ingeniería y
producción es el cuidado y la eficacia de las funciones del control de calidad y de la
inspección.
Como resultado de las actividades 4 y 5 deben destacarse entre ciertos tipos de
cambios los siguientes:
Los cambios en el diseño de producto y proceso,
El reconocimiento de que los operarios necesita información adicional o
mejor.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
39 Ingeniería Industrial
Buscar asistencia técnica especializada en ciertos tipos persistentes de
problemas de la calidad.
Estar alerta a la necesidad de revisiones de los programas y sistemas en
cualquier parte.
La calidad se mide en términos de la capacidad del producto para cumplir especificaciones
razonables y pertinentes.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
40 Ingeniería Industrial
CAPÍTULO III
ADMINISTRACIÓN PARA LA CALIDAD.
2. DIAGNÓSTICO ORGANIZACIONAL.
2.1. Conceptualización.
Como se ha señalado, la evaluación de la efectividad de los diferentes enfoques para el
mejoramiento de la productividad, examinando los resultados a través de estudios, necesita
hacer cierto número de suposiciones. Una suposición muy importante es que una
intervención determinada esté garantizada en la situación en que se aplica: no hay necesidad
de reforzar las características organizacionales o laborales que ya son bastante satisfactorias.
Sin embargo una crítica común a algunos consultores en desarrollo organizacional es que
tienden a considerar que sus subespecialidades desarrollo gerencial, rediseño de puestos)
proporcionan técnicas útiles para mejorar el funcionamiento de todas las organizaciones, o
peor aún proporcionan soluciones para todos los problemas organizacionales. Como ha
comentado Paúl Thayer: "Andamos por ahí, venga o no venga el caso, aplicando nuestra
solución a toda organización que nos lo permita, sin el cuidadoso diagnóstico que es
necesario... a veces regresamos al problema original y consideramos cómo es que ellos y
especialmente nosotros.
2.1.1. Criterios para evaluar la conveniencia de un diagnóstico organizacional
En vista de la importancia de un diagnóstico organizacional como base para una
actividad de mejoramiento, surge la cuestión acerca de los criterios para juzgar la
conveniencia de un procedimiento de diagnóstico determinado. Tres criterios son de
especial importancia.
1. El primero de ellos es el procedimiento de diagnóstico el cual debe producir
datos válidos, no "resultados" artificiosos o falsos de métodos de medición u
observadores particulares. Frecuentemente se argumenta: "Todo buen gerente
sabe lo que su gente está pensando. Para eso le pagamos." Desgraciadamente,
los gerentes o directivos no siempre tienen éxito en "leer las mentes de su
gente".
2. Un segundo criterio para calibrar la conveniencia de un procedimiento de
diagnóstico en la medida en que se base en teorías válidas. El papel central de
la teoría se indica en la definición de Alderfer de diagnóstico organizacional:
"Un proceso basado en la teoría de las ciencias de la conducta para entrar
públicamente en un sistema humano, recolectar datos válidos acerca de las
experiencias humanas con ese sistema, y retroalimentar esa información al
sistema para promover un mayor entendimiento del sistema por sus
miembros".
3. El tercer y último criterio para evaluar la conveniencia de un diagnóstico
organizacional es la amplitud de lo que abarque. Si un diagnóstico no
examina todos los factores relevantes, las deducciones acerca del
funcionamiento pueden ser imprecisas y los planes de acción inapropiados.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
41 Ingeniería Industrial
2.2. ¿Quién debe hacer el diagnóstico?
Para realizar el diagnóstico han adoptado tres enfoques: confianza solamente en las personas
que no sean parte de la organización, confianza solamente en miembros de la organización y
confianza en los esfuerzos conjuntos de los de fuera y de los de adentro.
El peso de la opinión favorece claramente el tercer enfoque, puesto que combina los
beneficios de los dos primeros. A las personas de fuera normalmente les falta intereses
creados que proteger y por eso se puede confiar más en ellas que en las de dentro; por lo
tanto puede producirse un mayor descubrimiento de información relevante, arrojando un
diagnóstico más preciso
2.2.1. Observaciones
La observación de las personas en el trabajo puede ayudar de manera importante al
proceso de diagnóstico en dos formas. Primera, los patrones de conducta observados
proporcionan una base para la formulación de hipótesis y prueba de las hipótesis
subsecuentes en relación con la organización. Segunda, durante el proceso de,
retroalimentación los ejemplos de observaciones conductuales pueden contribuir a la
riqueza y complejidad de las interpretaciones. Ciertamente, tales ejemplos ayudan a
capturar algunas de las peculiaridades de una organización determinada.
2.2.2. Entrevistas
Aunque los empleados pueden tener muchas ideas útiles acerca de los problemas
organizacionales y de posibles remedios, sus ideas no se evidenciarán por medio de
la observación y no pueden se proporcionadas a través de una encuesta de
cuestionario.
Aunque la información de diagnóstico así obtenida puede ser válida, los datos de la
entrevista son problemáticos e insuficientes cuando se usan como única base para
evaluación y retroalimentación. Los datos de las entrevistas (y de las observaciones):
a. No trascienden del consultor (como evidencia de oídas, están sujetas a
posibles distorsiones o tendencias),
b. Son relativamente cualitativas en la forma,
c. Normalmente representan sólo una cantidad limitada de datos,
d. Son difíciles de interpretar en la medida en que no son marcas o calificaciones
normativas (o sea, promedio),
e. No capitalizan los resultados obtenidos por computadora.
2.2.3. Encuestas por cuestionario
Aunque las encuestas se usan a veces como un instrumento para el cambio, su valor
principal radica en su uso como herramienta de diagnóstico, que indican los cambios
que son necesarios. Todo incluido, se han identificado 10 beneficios potenciales
como resultado de utilizar encuestas. Estos beneficios se analizan a continuación:
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
42 Ingeniería Industrial
Identifican los problemas que existen.
Prevén futuros problemas.
Dan prioridad a los problemas.
Amplitud.
Bases para evaluación de esfuerzos de mejoramiento.
Mejoran las relaciones con los empleados.
Mejora la comunicación con los grupos de trabajo.
Capacitación gerencial.
Aumentan el valor de las prestaciones no monetarias.
Se incrementan las actividades apropiadas.
Por supuesto, hay algunos inconvenientes potenciales asociados con el uso de encuestas por
cuestionario. Los cinco problemas potenciales identificados, sin embargo, no son
enteramente exclusivos de las encuestas por cuestionario puesto que reflejan algunos de los
problemas asociados con cualquier intento de diagnóstico y mejoramiento de la efectividad
organizacional.
1. Reacciones negativas.
2. Expectativas que surgen.
3. Identificación de las acciones requeridas.
4. Generación de conflictos.
5. Costos y beneficios.
2.2.4. Conducción de un diagnóstico organizacional basado en encuestas.
La integridad del proceso de encuesta requiere una atención cuidadosa para asegurar
la confidencialidad de todas las respuestas y el anonimato de las personas que
respondan, al menos en lo que concierne a la directiva.
Cuando se retroalimentan los resultados existe una tendencia de algunos directivos a
jugar el juego "Adivine quién lo dijo". En consecuencia, no debe darse detalle de un
resultado cuando la muestra comprende menos de 15 personas; ni deben
proporcionarse las opiniones personales cuando la muestra es menor de 10 personas.
Los beneficios principales de una encuesta de diagnóstico comienzan cuando se
devuelven los datos de las personas a la organización y comienza la solución de
problemas. La investigación y la experiencia indican que ocurren cambios
significativos sólo cuando se tienen juntas para trabajar con los datos.
Por regla general, las organizaciones deben informar los resultados de las encuestas a
los empleados, sin importar cuán negativos sean los resultados.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
43 Ingeniería Industrial
3. PROCESO DE ANÁLISIS DE PROBLEMAS.
3.1. Concepto.
Uno de los conceptos básicos del control de calidad, enfatiza en hacer apreciaciones "con
base a hechos y datos", como la mejor manera de minimizar la posibilidad de hacer juicios
equivocados que conduzcan a tomar decisiones equivocadas y perjudiciales para la calidad.
Tomar las decisiones con base a datos hechos, representa un enfoque científico en la
administración, cuya ciencia fundamental es la estadística, la cual nos permite inferir a partir
de unos cuantos datos. Si deseamos mejorar un proceso o atacar un problema existente, es
de mucha ayuda el análisis de datos que se obtengan mediante la observación científica del
proceso. El control de un proceso debe extenderse, como mantener y mejorarlo, partiendo de
datos y su análisis.
En el proceso de análisis de problemas se utilizan varias herramientas de calidad que nos
ayudan a identificar las causas reales que lo ocasionan e implementar acciones para
solucionarlo como puede ser. Control estadístico de procesos
El control estadístico de procesos (CEP) es una técnica estadística, de uso muy extendido,
para asegurar que los procesos cumplen con los estándares. Todos los procesos están sujetos
a ciertos grados de variabilidad, por tal motivo es necesario distinguir entre las variaciones
por causas naturales y por causas imputables, desarrollando una herramienta simple pero
eficaz para separarlas: el gráfico de control.
Se utiliza el control estadístico de procesos para medir el funcionamiento de un proceso. Se
dice que un proceso está funcionando bajo control estadístico cuando las únicas causas de
variación son causas comunes (naturales). El proceso, en primer lugar, debe controlarse
estadísticamente, detectando y eliminando las causas especiales (imputables) de variación.
Posteriormente se puede predecir su funcionamiento y determinar su capacidad para
satisfacer las expectativas de los consumidores. El objetivo de un sistema de control de
procesos es el de proporcionar una señal estadística cuando aparezcan causas de variación
imputables. Una señal de este tipo puede adelantar la toma de una medida adecuada para
eliminar estas causas imputables.
Las variaciones pueden surgir como consecuencia de dos factores principales:
Causas “atribuibles” o “especiales”. Las variaciones de este tipo son atribuibles a una causa
concreta, tal como las diferencias entre el rendimiento de diversas máquinas, operarios o
materiales. Las variaciones de este tipo no son aleatorias, y pueden conducir a variaciones
excesivas en los procesos. Si existen causas de variaciones atribuibles en un proceso,
entonces se dice que el proceso está “fuera de control”.
Las variaciones debidas a causas atribuibles suelen ser excesivas, y no se pueden utilizar
métodos de CEP para predecirlas. Antes de que se puedan utilizar gráficas de control, por lo
tanto, los procesos deben ajustarse de tal modo que queden “dentro de control”. Se deben
eliminar todas las causas atribuibles de variación.
Las variaciones aleatorias surgen como consecuencia de la interacción de una gran variedad
de factores, tales como la temperatura, la presión atmosférica y la tolerancia normal de
operación de la maquinaria. Estas variaciones son aleatorias, en general pequeñas, y no se
pueden atribuir a ninguna causa concreta. Se dice que un proceso es “estable” o que está
“dentro de control” si la variabilidad del proceso es consecuencia únicamente de variaciones
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
44 Ingeniería Industrial
aleatorias. El CEP observa las variaciones aleatorias y, en función de la tendencia de estas
variaciones, predice el punto en que el proceso está próximo a producir artículos que no se
ajustan a las especificaciones. El operario puede realizar entonces los ajustes necesarios para
asegurarse de que el proceso sigue produciendo outputs que se ajustan a las
especificaciones.
3.2. El control estadístico y la gestión
La información contable consiste en datos de medidas, similares a las medidas físicas de
productos manufacturados. La diferencia es que la información contable mide las
características operativas de una empresa, y no tanto las características físicas de un objeto.
Por consiguiente, la información contable es menos inmediata y más difícil de relacionar
con acciones individuales. De otro lado, su naturaleza agregada permite extraer conclusiones
sobre todos los tipos de actividades que componen las acciones individuales.
Lo mismo que una medición sucesiva del tamaño de los orificios que hace una fresadora nos
indica cuándo la máquina no está funcionando apropiadamente, las mediciones sucesivas de
la propia empresa a través de la información contable nos pueden indicar cuándo la entidad
económica no está funcionando como se esperaba. Posteriormente, podemos buscar las
causas especiales de tal situación.
Cuando la información contable indica que las desviaciones de rendimiento obedecen a una
causa especial, esa causa puede ser interna, en cuyo caso la empresa ha dejado de funcionar
como lo estaba haciendo (es decir, diferente de su capacidad de proceso previamente
establecida). Si la desviación es positiva, desearemos identificar sus causas especiales a fin
de poder continuar mejorando en esa línea. Si, por el contrario, la desviación es negativa,
querremos corregir las causas especiales. Si las causas especiales se hallan fuera de la
empresa, por ejemplo la presencia de un nuevo competidor en el mercado o una recesión a
nivel nacional, buscaremos adaptarnos a la nueva situación alterando las políticas de la
empresa, el marketing u otros factores a fin de obtener mejores resultados conforme a las
nuevas condiciones externas.
Los procedimientos para establecer un control estadístico del comportamiento de la empresa
mediante datos contables son los mismos que los utilizados para establecer el control
estadístico del comportamiento mecánico, mediante datos físicos, a saber:
Establecer la “capacidad del proceso”,
Crear un gráfico de control;
Recoger datos periódicos y representarlos gráficamente.
Identificar desviaciones;
Identificar las causas de las desviaciones;
Perpetuar los efectos positivos y corregir las causas de los negativos.
Un gráfico de control utiliza medidas de un proceso para determinar el comportamiento
normal de dicho proceso. Por ejemplo, podríamos observar algo tan simple como los saldos
de tesorería diarios en donde obtienen datos regulares de estos saldos y se calcula la media,
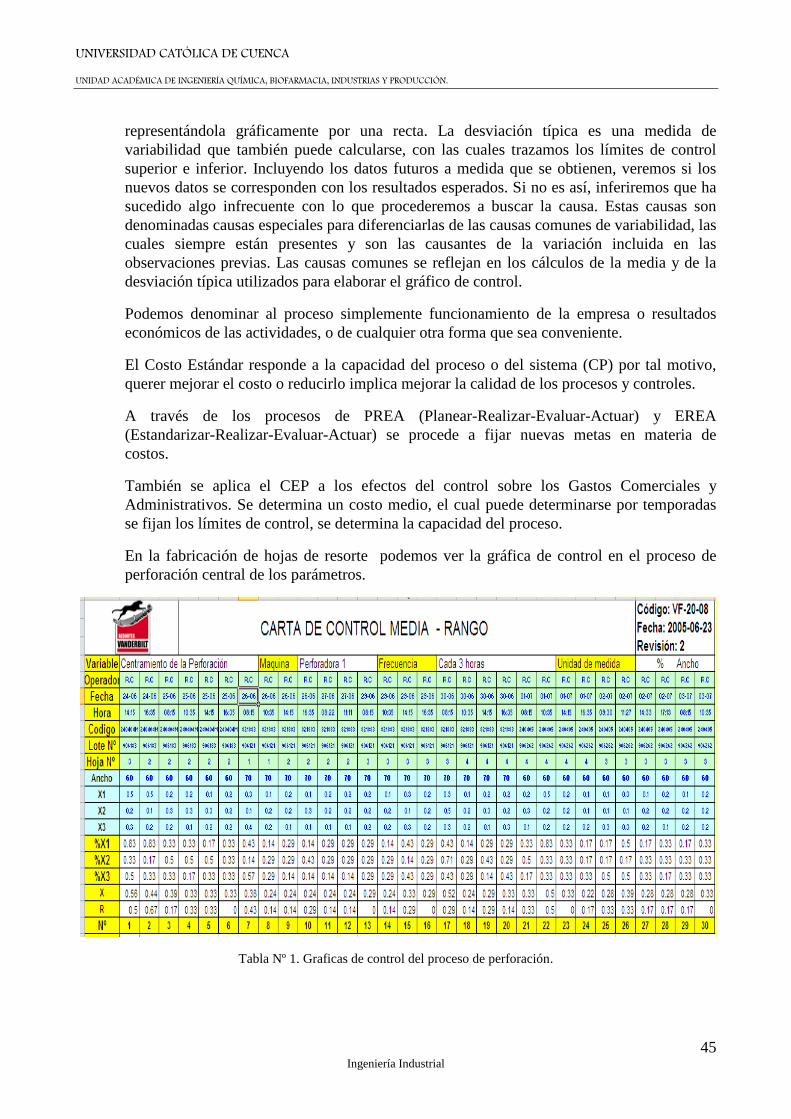
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
45 Ingeniería Industrial
representándola gráficamente por una recta. La desviación típica es una medida de
variabilidad que también puede calcularse, con las cuales trazamos los límites de control
superior e inferior. Incluyendo los datos futuros a medida que se obtienen, veremos si los
nuevos datos se corresponden con los resultados esperados. Si no es así, inferiremos que ha
sucedido algo infrecuente con lo que procederemos a buscar la causa. Estas causas son
denominadas causas especiales para diferenciarlas de las causas comunes de variabilidad, las
cuales siempre están presentes y son las causantes de la variación incluida en las
observaciones previas. Las causas comunes se reflejan en los cálculos de la media y de la
desviación típica utilizados para elaborar el gráfico de control.
Podemos denominar al proceso simplemente funcionamiento de la empresa o resultados
económicos de las actividades, o de cualquier otra forma que sea conveniente.
El Costo Estándar responde a la capacidad del proceso o del sistema (CP) por tal motivo,
querer mejorar el costo o reducirlo implica mejorar la calidad de los procesos y controles.
A través de los procesos de PREA (Planear-Realizar-Evaluar-Actuar) y EREA
(Estandarizar-Realizar-Evaluar-Actuar) se procede a fijar nuevas metas en materia de
costos.
También se aplica el CEP a los efectos del control sobre los Gastos Comerciales y
Administrativos. Se determina un costo medio, el cual puede determinarse por temporadas
se fijan los límites de control, se determina la capacidad del proceso.
En la fabricación de hojas de resorte podemos ver la gráfica de control en el proceso de
perforación central de los parámetros.
Tabla Nº 1. Graficas de control del proceso de perforación.
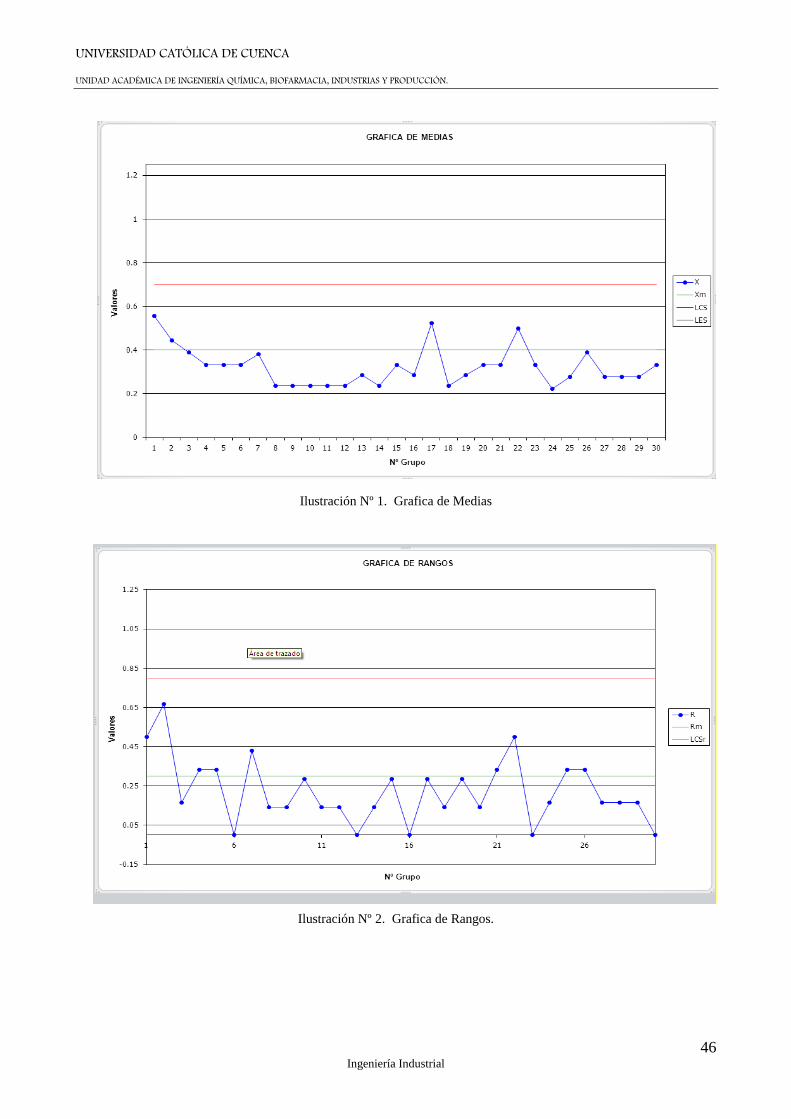
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
46 Ingeniería Industrial
Ilustración Nº 1. Grafica de Medias
Ilustración Nº 2. Grafica de Rangos.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
47 Ingeniería Industrial
3.3. Diagramas.
Los métodos estadísticos son herramientas eficaces para mejorar el proceso de producción y
reducir sus defectos. Sin embargo, se debe tener en cuenta que las herramientas estadísticas
son precisamente herramientas, no servirán si se usan inadecuadamente.
Con frecuencia se intenta reducir los efectos de producción remontándose directamente a la
causa del defecto. Ese es un enfoque directo y, a primera vista, parece que es eficiente. Pero,
en la mayoría de los casos, las causas encontradas por medio de ese enfoque no son las
verdaderas. Si se aplican soluciones a los efectos basándose en el conocimiento de esas
causas falsas, el intento puede no tener resultados y el esfuerzo se perderá. El primer paso
para encontrar la verdadera causa es una observación cuidadosa del fenómeno del defecto;
luego de esa observación cuidadosa, la verdadera causa será evidente.
Entre los ttérminos básicos que debemos conocer son:
Estadística: Es la obtención de datos para ordenarlos o agruparlos de manera que nos
den información de los eventos que suceden a nuestro alrededor. Esta información es
útil para tomar decisiones y mejorar los eventos que suceden.
Proceso: Es un grupo de actividades o pasos que se ejecutan de manera ordenada con
el objetivo de transformar lo que entra en el proceso para obtener un producto
(salidas).
Control: Son todas aquellas actividades o acciones dirigidas a mantener un proceso
en el estado deseado. Es la vigilancia periódica y continua sobre el desarrollo de un
proceso o la calidad de un producto para comprobar que cumple con las
especificaciones establecidas.
Variación: Generalmente se producen partes diferentes porque hay variación en
todas las cosas, y esto es normal. La causa de estas diferencias es universal y se
llama variación.
Características de calidad: Es alguna propiedad distintiva de los productos de la cual
es necesario vigilar su variación.
Universo o Población: La totalidad de los elementos que forman el universo de
interés.
Muestra: Uno o más elementos tomados aleatoriamente (azar) de la población.
Muestreo: En un plan de muestreo, solo se examinan unas cuantas piezas de las que
fabricamos.
Medidas de tendencia central:
Media o promedio: Es la suma de todos los datos divididos entre el número
de datos.
Mediana: Es el valor central o el promedio de dos valores medios.
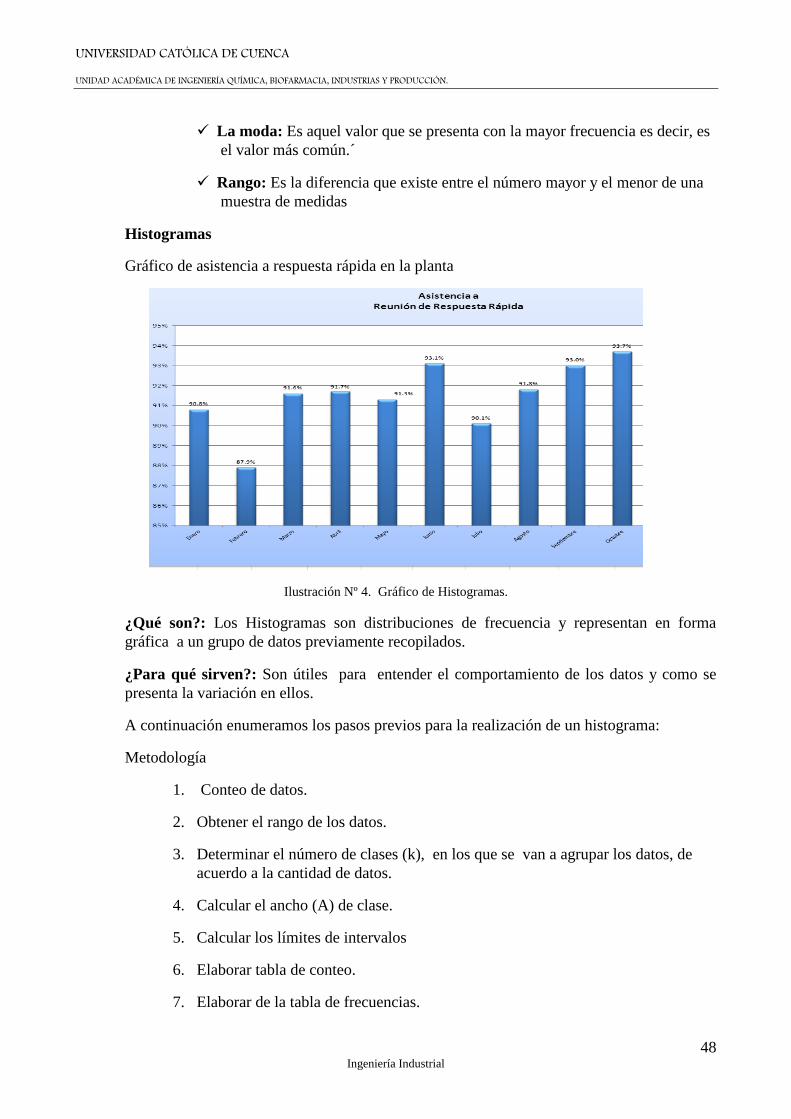
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
48 Ingeniería Industrial
La moda: Es aquel valor que se presenta con la mayor frecuencia es decir, es
el valor más común.´
Rango: Es la diferencia que existe entre el número mayor y el menor de una
muestra de medidas
Histogramas
Gráfico de asistencia a respuesta rápida en la planta
Ilustración Nº 4. Gráfico de Histogramas.
¿Qué son?: Los Histogramas son distribuciones de frecuencia y representan en forma
gráfica a un grupo de datos previamente recopilados.
¿Para qué sirven?: Son útiles para entender el comportamiento de los datos y como se
presenta la variación en ellos.
A continuación enumeramos los pasos previos para la realización de un histograma:
Metodología
1. Conteo de datos.
2. Obtener el rango de los datos.
3. Determinar el número de clases (k), en los que se van a agrupar los datos, de
acuerdo a la cantidad de datos.
4. Calcular el ancho (A) de clase.
5. Calcular los límites de intervalos
6. Elaborar tabla de conteo.
7. Elaborar de la tabla de frecuencias.
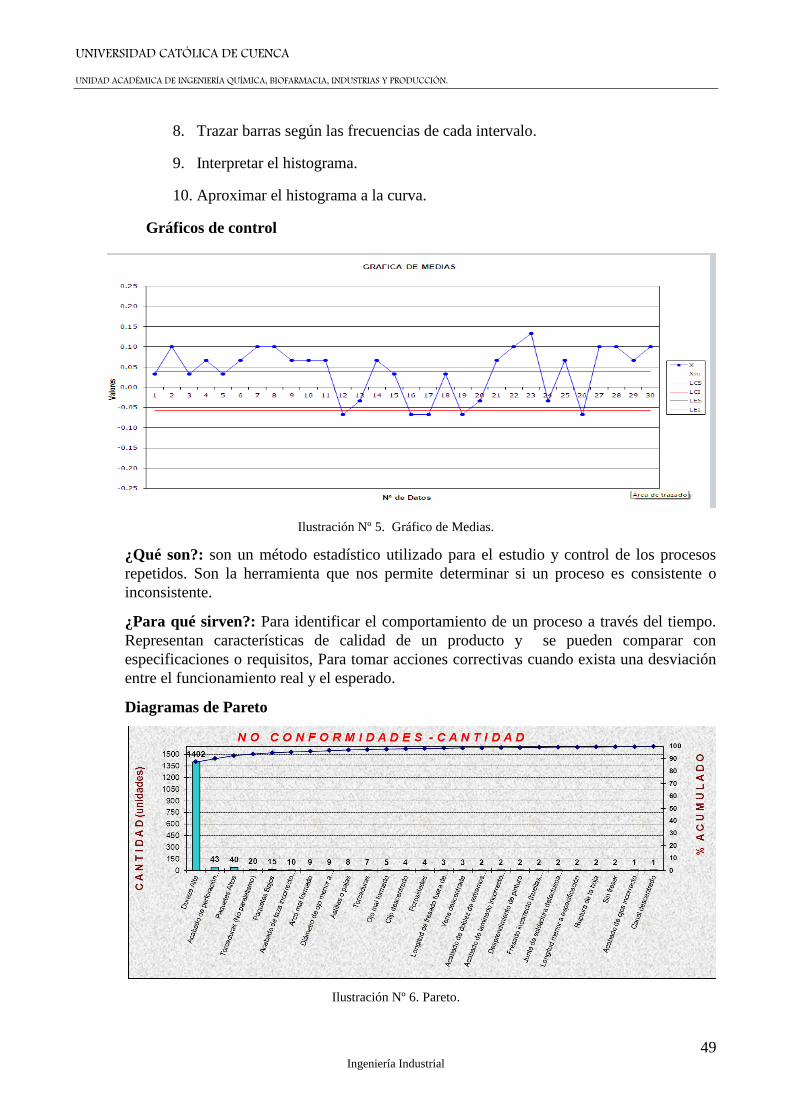
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
49 Ingeniería Industrial
8. Trazar barras según las frecuencias de cada intervalo.
9. Interpretar el histograma.
10. Aproximar el histograma a la curva.
Gráficos de control
Ilustración Nº 5. Gráfico de Medias.
¿Qué son?: son un método estadístico utilizado para el estudio y control de los procesos
repetidos. Son la herramienta que nos permite determinar si un proceso es consistente o
inconsistente.
¿Para qué sirven?: Para identificar el comportamiento de un proceso a través del tiempo.
Representan características de calidad de un producto y se pueden comparar con
especificaciones o requisitos, Para tomar acciones correctivas cuando exista una desviación
entre el funcionamiento real y el esperado.
Diagramas de Pareto
Ilustración Nº 6. Pareto.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
50 Ingeniería Industrial
¿Qué son?: los diagramas de Pareto son una gráfica de barras que nos permiten ver las
causas probables de un problema en orden de importancia.
¿Para qué sirven?: Nos ayuda a identificar los problemas de mayor importancia dentro de
un grupo de problemas, o bien, determinar las principales causas que contribuyen a un
problema determinado y así decidir más fácilmente dónde conviene empezar a trabajar.
Metodología – ejercicio:
1. Selecciona el problema.
2. Escribe una lista con todas las causas.
3. Busca información.
4. Ordena dichas causas.
5. Asigna el valor del 100% al total de defectos, calcula el porcentaje individual.
6. Se calculan los porcentajes acumulados.
7. Determinación de las escalas apropiadas.
8. Se construye la gráfica de columnas y barras (se localizan los puntos).
9. Identificar las gráficas con el nombre del problema.
10. Identificar los problemas más importantes.
11. Identificar los problemas menos importantes.
Tormenta de ideas
Ilustración Nº7. Tormenta de Ideas.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
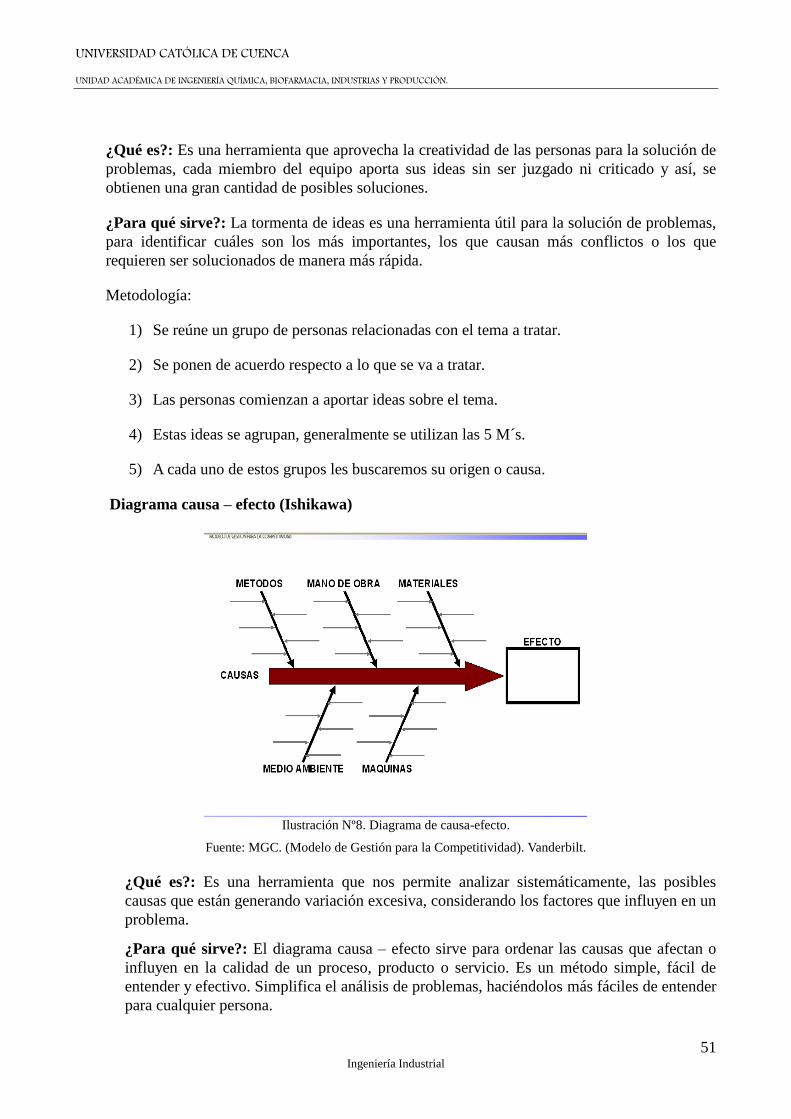
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
51 Ingeniería Industrial
¿Qué es?: Es una herramienta que aprovecha la creatividad de las personas para la solución de
problemas, cada miembro del equipo aporta sus ideas sin ser juzgado ni criticado y así, se
obtienen una gran cantidad de posibles soluciones.
¿Para qué sirve?: La tormenta de ideas es una herramienta útil para la solución de problemas,
para identificar cuáles son los más importantes, los que causan más conflictos o los que
requieren ser solucionados de manera más rápida.
Metodología:
1) Se reúne un grupo de personas relacionadas con el tema a tratar.
2) Se ponen de acuerdo respecto a lo que se va a tratar.
3) Las personas comienzan a aportar ideas sobre el tema.
4) Estas ideas se agrupan, generalmente se utilizan las 5 M´s.
5) A cada uno de estos grupos les buscaremos su origen o causa.
Diagrama causa – efecto (Ishikawa)
Ilustración Nº8. Diagrama de causa-efecto.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
¿Qué es?: Es una herramienta que nos permite analizar sistemáticamente, las posibles
causas que están generando variación excesiva, considerando los factores que influyen en un
problema.
¿Para qué sirve?: El diagrama causa – efecto sirve para ordenar las causas que afectan o
influyen en la calidad de un proceso, producto o servicio. Es un método simple, fácil de
entender y efectivo. Simplifica el análisis de problemas, haciéndolos más fáciles de entender
para cualquier persona.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
52 Ingeniería Industrial
Metodología:
1) Define el efecto o problema (OBJETO CON DEFECTO).
2) Escriba el efecto o problemática dentro de un rectángulo.
3) Dibuje una flecha horizontal.
4) Dibuje flechas diagonales. En cada una de estas flechas, anote las 5 M´s.
5) Cuando el equipo vaya aportando las ideas, anotarlas en la causa a la que correspondan.
6) Dejar el diagrama a la vista del equipo que participó.
7) Buscar la o las causas más probables.
8) Probemos las causas más probables.
A continuación se detalla el procedimiento que hay que seguir en el caso que el proceso se
salga de control:
1. OBJETIVO:
Eliminar las causas raíces de los problemas significativos detectados.
2. ALCANCE:
Aplica a cualquier problema significativo de detectado a través de la metodología de
respuesta rápida.
3. DEFINICIONES:
3.1. Acción Correctiva: Una acción emprendida para eliminar las causas de la no
conformidad, defecto u otra situación no deseable, con el propósito de evitar que
vuelva a ocurrir.
3.2. Contención: Acción tomada inmediatamente después de detectar una no
conformidad en el producto, con el fin de evitar que éste llegue al cliente.
3.3. Problema: Es la diferencia entre la situación deseada y la situación observada.
4. OBSERVACIONES:
La siguiente metodología está basada en el Ciclo Deming o PHVA de la mejora
continua.
4.1. Descripción del problema (Llenar Paso 1 de la “Solicitud de Problemas” (VF-14-
16).
Ver anexo
En ésta etapa se debe explicar con claridad el problema, tomando en cuenta los
siguientes detalles:
a. Marca / Modelos del producto, Código, Lote
b. Especificación, No conformidad y Defecto
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
53 Ingeniería Industrial
c. Número de piezas (lotes) afectados por el problema, Número de piezas (lotes)
sospechosos.- es decir aquellos en los que se presume que puede haberse
presentado el problema.
d. En caso de ser un problema recurrente indicar cuando ocurrió y el tratamiento
que recibió a momento de su detección.
4.2. Contención del problema.- Llenar Paso 2 de la “Solicitud de Problemas” (VF-
14-16)
A fin de detener el problema, en este punto se describen detalladamente todas las
acciones inmediatas que deben ser tomadas para evitar que el problema detectado
sea percibido por el cliente. Dentro de las posibles acciones de contención
encontramos la estación de verificación CARE, inspección de lotes y piezas,
segregación de material no conforme, etc.
4.3. Identificación de las Causas Raíces.- Llenar Paso 3 de la “Solicitud de
Problemas” (VF-14-16)
Está etapa de la metodología permite encontrar las causas raíces que originaron el
problema, para lo cual se hace uso de la metodología “Lluvia de ideas”, clasificando
las causas en las 5M’s (Mano de Obra, Método, Material, Medio/Herramienta y
Medio Ambiente) de donde se escogerán las causas más relevantes y de estas se
procederá a realizar el análisis del ¿Por qué?, recomendándose llegar hasta el quinto
nivel de éste análisis para encontrar la causas raíz.
Es importante recalcar que en la lluvia de ideas se debe considerar tanto las causas
de no detección como de ocurrencia del problema
4.4. Plan de Acción .- Llenar Paso 4 de la “Solicitud de Problemas” (VF-14-16)
En éste punto se detallan aquellas acciones que se tomarán para eliminar las causas
raíz detectadas en el Paso 3 (Causas de la no- detección y Causas de la ocurrencia),
además se establecen los responsables y las fechas propuestas para su cumplimiento
y verificación.
Con el objetivo de asegurar que las acciones correctivas eliminen los problemas
identificados, el “Comité de Solución de Problemas” conformado por: Producción,
Calidad & Ingeniería deben revisar y aprobar la validez de las acciones propuestas
previo a su ejecución.
4.5. Verificación de la eficacia de las acciones tomadas.- Llenar Paso 5 de la
“Solicitud de Problemas” (VF-14-16)
Una vez ejecutadas las acciones propuestas se procede a determinar si estas
alcanzaron el efecto deseado, para lo cual se parte de responder la siguiente
pregunta: ¿Las acciones funcionaron y se evitó la recurrencia del problema?
4.6. Acciones de Seguimiento.- Llenar Paso 6 de la “Solicitud de Problemas” (VF-
14-16)

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
54 Ingeniería Industrial
Seguimiento.- Se refiere a todas las posibles modificaciones en los documentos
como resultado de haber tomado las acciones para eliminar la causa del problema, y
que deben ser indicados a fin de estandarizar la documentación.
4.7. Cierre del Problema.- Llenar parte final de la “Solicitud de Problemas” (VF-
14-16)
Como paso final se debe incluir la lección aprendida del problema.
5. Actividades para solución de problemas.
N° PROCESO RESPONSABLE
5.1 Describir el problema a detalle, de acuerdo a lo establecido en el
numeral 4.1 del formato VF-14-16 Jefe de Calidad
5.2 Contener el problema a partir de la ejecución de acciones inmediatas
(numeral 4.2)
Líder del
Problema
5.3 Identificar las causas raíz (numeral 4.3) Líder del
Problema
5.4 Elaborar un plan de acción para eliminar las causas raíces
determinadas en los paso anterior (numeral 4.4)
Líder del
Problema
5.5 Revisar y aprobar la validez de las acciones propuestas
Comité de
Solución de
Problemas
5.6 Ejecución de acciones Responsable de
cada acción
5.7 Verificar la eficacia de las acciones tomadas (numeral 4.5) Jefe de Calidad
5.8 Realizar el seguimiento a las acciones tomadas para la solución del
problema. (numeral 4.6) Jefe de Calidad
5.9 Cerrar el problema (numeral 4.7)
Jefe de Calidad /
Líder del
Problema
5.10 Actualizar el formato de Seguimiento de Respuesta rápida Jefe de Calidad Tabla Nº1. Actividades para la solución de problemas.
6. Control de registros:
Nombre Código Clasificación Llena Recoge Archiva Accede
Tiempo
de
Archivo
Dispo.
Solución
de
problemas
VF- 14-
16 Número
Ver 5
respon
sable
Jefe de
Calidad
Jefe de
Calidad Todos 3 años Destruir
7. Revisión.
Número Fecha Razón
1 2008-07-21 Introducción al Sistema de Gestión de Calidad
2 2008-11-18 Actualización de la metodología
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
55 Ingeniería Industrial
3 2010-12-28 Modificación de la metodología, inclusión del numeral 5.5 y
5.6
8. Distribución.
Jefe de Producción e Ingeniería – Jefe de Calidad – Asistencia de Ingeniería-
Inspector de Calidad, Supervisor de Conformado, Supervisor de Tratamiento
Térmico, Coordinador de Producción- Asistente de Programación, Supervisor de
Acabados, Asistente de Producción.
4. ORGANIZACIÓN PARA LA CALIDAD.
4.1. Coordinación.
La coordinación de las actividades de la calidad a través de una organización requiere dos
aspectos:
a) Coordinación para el control.
b) Coordinación para crear el cambio.
La coordinación para el control es con frecuencia, el punto central de un departamento de
calidad; la coordinación para crear el cambio muchas veces incluye "organizaciones
paralelas" tales como el consejo de calidad y los equipos de proyectos de calidad.
Las nuevas formas de organización están dirigidas a eliminar las barreras, o las paredes entre
los departamentos funcionales.
Para lograr una excelencia en la calidad; la alta administración debe guiar el esfuerzo hacia
la calidad para lo cual:
1. Se puede identificar las labores de este liderazgo.
2. Establecer y servir al consejo de calidad.
3. Establecer políticas de calidad
4. Establecer y desplegar las metas de calidad.
5. Proporcionar los recursos.
6. Proporcionar adiestramiento orientado al problema.
7. Servir en los equipos de mejoramiento de la calidad
8. Estimular el mejoramiento.
9. Proporcionar recompensas y reconocimientos.
Un consejo de calidad es un grupo de administración de alto nivel que desarrollan la
estrategia de calidad y que apoyan su implantación. Mediante acciones como:
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
56 Ingeniería Industrial
1. Formular la política de calidad.
2. Estimar las dimensiones generales del problema de calidad.
3. Establecer una infraestructura que incluya consejos de calidad, el sistema de
proyectos, la asignación de responsabilidades.
4. Planear adiestramiento a todos los niveles.
5. Establecer apoyos para los equipos.
6. Proporcionar la coordinación.
7. Establecer nuevas medidas para la revisión del avance.
8. Diseñar un plan para dar reconocimientos.
9. Establecer un plan de publicidad de las actividades relacionadas con la calidad.
Los mandos medios ejecutan la estrategia de calidad a través de diferentes labores. Tales
como:
1. Determinar los problemas de la calidad para solucionarlos.
2. Servir como líderes de varios tipos de equipos de calidad.
3. Servir como miembros de los equipos de calidad.
4. Servir en las tareas de apoyo al consejo de calidad al desarrollar los elementos de la
estrategia de calidad.
5. Guiar las actividades de calidad dentro de su propia área demostrando un
compromiso personal y alentando a sus empleados.
6. Identificar a los clientes y proveedores y realizar juntas con ellos, para descubrir y
tomar en cuenta sus necesidades.
Los equipos de calidad crean el cambio. Cuatro tipos importantes de equipos son:
1. Equipos de proyectos de calidad
2. Círculos de calidad.
3. Equipos de calidad del proceso de negocios
4. Equipos auto administrados.
El director de calidad del futuro tendrá dos papeles:
1. El control del departamento de calidad.
2. Ayudar a los administradores de alto nivel en la administración estratégica de
calidad.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
57 Ingeniería Industrial
5. SISTEMA DE INFORMACIÓN PARA LA CALIDAD.
5.1. Relación de un sistema de información de la calidad con un sistema de información
administrativo.
Un Sistema de Información Administrativo (SIA), es un sistema basado en una computadora
que proporciona información para la toma de decisiones administrativas en actividades
financieras, tecnológicas, de comercialización y de recursos humanos. SIA intenta
proporcionar toda la información necesaria para los administradores a través de un sistema
integrado. El concepto tiene varias características:
La entrada y salida de la información se planean desde el punto de vista de toda la
compañía, en lugar de usar sistemas departamentales separados o manejar cada
petición de información sobre la base de caso por caso.
La información que normalmente se conservaría en cada departamento se consolida
para forma una base de datos.
Existen varios usos para los mismos datos de entrada. (Esto justifica el enfoque
integrado a una base de datos).
5.2. Control de la calidad del software de computadora.
Para muchas aplicaciones es virtualmente imposible producir un programa que esté libre de
errores. Cuando se tiene tantas líneas, necesariamente habrá errores y el costo de errores
puede ser muy alto. Se han desarrollado programas formales para atacar este problema. Los
elementos principales casi siempre incluyen:
a) Revisión del diseño: Se llevan a cabo varias revisiones. El propósito es evaluar
los requerimientos del software, el enfoque del diseño del software y el diseño
detallado.
b) Revisión de la documentación: El énfasis se hace en los planes y procedimientos
que se usarán para probar los programas de computadora. Esta documentación de
planes de prueba es una parte de la documentación total del proyecto.
c) Validación de las pruebas del software: Esta consiste en revisar los resultados de
las pruebas para evaluar el software. Las pruebas se clasifican en dos tipos: estáticas
y dinámicas. Las pruebas estáticas incluyen la revisión del diseño y una prueba
dinámica corre el programa en la computadora usando los escenarios de prueba para
encontrar defectos y puntos débiles.
d) Sistema de acción correctiva: Este es similar al sistema para los productos físicos.
Incluye documentación de todos los problemas y su seguimiento para asegurar su
solución.
e) Administración de la configuración: Es la colección de las actividades para
implantar los cambios de diseño.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
58 Ingeniería Industrial
CAPÍTULO IV
ELEMENTOS DEL SISTEMA DE CALIDAD Y LOS BENEFICIOS.
1. LIDER
1.1. Liderazgo y compromiso de la alta dirección.
Es importante saber algunos conceptos, tales como:
El rol de un líder:
Eliminar los obstáculos que les impiden a sus empleados solucionar problemas.
Los líderes no nacen se hacen, cualquier persona tiene la capacidad de lograr ser un buen
líder. No importa en qué posición se encuentre en la empresa.
El Gerente:
El gerente se enfoca hacia administración y el control, apoyándose fuertemente en los
sistemas, procesos y-estructuras.
El líder:
Crea una visión y reta a su gente a cambiar su medio ambiente y los resultados que están
obteniendo.
Definición de liderazgo:
"La habilidad de ayudar a las personas y organizaciones a superarse ellos mismos."
Características de liderazgo:
Crear una visión.
Enfocarse hacia las prioridades.
Ser un comunicador efectivo.
Desarrollarse.
Querer a la gente. .
La característica más importante de un buen líder es: Crear una visión clara hacia el
futuro.
Para esto podemos basarnos en de tres cosas:
1. ¿Quiénes somos?
2. ¿Hacia dónde vamos?
3. ¿Cómo lo lograremos?
En una empresa de servicios la única media es lo que el cliente piensa de nuestro
desempeño. Internamente los clientes internos, o sea sus supervisores son los que
determinan el éxito y el valor de sus funciones.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
59 Ingeniería Industrial
También recordar que:
"El 99% de liderazgo se relaciona con valores" (Joseph Jaworski )
"Nosotros obtenemos utilidades y desarrollo por medio de calidad, servicios, valor y
pulcritud cada vez que estamos en contacto con nuestro cliente" Ray Kroc,
McDonald’s.
Se debe Permanecer centrado a sus prioridades
Las tres preguntas que debe hacerse un buen líder son:
1. ¿Cuál es su negocio?
2. ¿Quiénes son sus clientes?
3. ¿Qué debe cambiar para permanecer rentable?
Aspectos gerenciales:
Reglas y procedimientos.
Procesos y sistemas.
Lucha por el poder.
Un buen líder tiene que estar siempre enfocado en sus prioridades realizar las actividades
que son importantes, pero no urgentes, así podrá distribuir mejor su tiempo.
Dichas actividades incluyen:
Ser comunicador efectivo: Esto sse refiere al impacto del mensaje y su credibilidad.
El buen líder cumple sus promesas y palabras.
"Viviendo lo que decimos... y haciendo lo que pedimos que otros hagan": ¿Cómo
entender el mensaje que un líder comunica?
Un líder es responsable del flujo de datos e información a través de toda la
organización.
Promover la comunicación abierta entre el personal: Es tolerante para aceptar el
análisis de otras personas en sus decisiones.
Lograr crecimiento: El buen líder debe administrarse primero antes de poder seguir a
los demás. l liderazgo es una habilidad que se debe desarrollar para que sea efectiva.
Los líderes deben crecer en tres aspectos básicos de su vida.
Personalmente.
Profesionalmente.
Espiritualmente

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
60 Ingeniería Industrial
El fracaso es parte del proceso de liderazgo, si el líder no tiene fracasos nunca va
experimentar el éxito.
Amar a la gente: Se refiere a la comprensión a nuestros clientes, el respeto hacia los
empleados, proveedores, y principalmente hacia nosotros mismos.
Crear una cultura de comprensión y el entendimiento de la realidad de su personal:
La gente es el único activo en un negocio que tiene un potencial de apreciarse con el
tiempo. Cualquier otro activo en su negocio se desprecia con el tiempo.
Los diez atributos que todo líder deben poseer:
1. Apoya a su gente.
2. Tiene el coraje para hacer las cosas correctas.
3. Reta a su gente a esforzarse ellos mismos.
4. Escucha primero con atención y sin perjuicio sobre de lo que se dice.
5. Festeja el buen trabajo de su gente.
6. Otorga el crédito a quien lo merece.
7. Comparte una visión para que toco mundo haga la suya.
8. Admite sus errores y estimula a la gente a superarlos.
9. Aprende y enseña a otros lo que ha aprendido.
10. Estimula las soluciones creativas y el esfuerzo extraordinario de su gente.
Empowerment1:
¿Cómo hacer crecer su negocio por medio de la gente?
Concepto: El acto de dar a alguien la capacidad, información, retroalimentación, y el
reconocimiento necesario para crear un resultado exitoso, se denomina Empowerment.
Factores básicos:
Cultura de confianza.
Buena voluntad.
Capacidad.
1 Empowerment, según Yohann Jonson, es "el hecho de delegar poder y autoridad a los subordinados y de conferirles el sentimiento de que
son dueños de su propio trabajo." En otras palabras, significa empoderamiento, apoderamiento o potenciación (la palabra empowerment
está compuesta por en y power que significa "poder" en inglés, la cual es un antecedente del francés pouvoir). También se puede decir que
es "donde los beneficios óptimos de la tecnología de la información son alcanzados.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
61 Ingeniería Industrial
Retroalimentación.
Reconocimiento.
Confianza.
El Empowerment es imposible si usted no confía en su gente.
Factores básicos para dar poder:
a) Cambiar el lenguaje:
Referirse a sus empleados como asociados y colegas.
La gente no puede triunfar a menos que la gerencia elimine las políticas, reglas y
procedimientos que inhiben la innovación y la libertad de fallar
Las organizaciones necesitan hacerlo más rápido, mejor ya menor costo para poder
sobrevivir y crecer.
b) Buena voluntad:
El personal tiene que estar comprometido con las metas que pretende logra la
compañía, y sus metas propias.
c) Capacidad:
El personal tiene que estar lo suficientemente capacitado para poder afrontar las
necesidades de sus clientes, para ello la compañía tiene que tener acceso a la
tecnología que proveerá la información y datos.
d) Retroalimentación:
e) No importa lo bien que se está desempeñando con relación a sus medidas internas; la
medición que realmente cuenta es lo que el cliente piensa de su desempeño.
La retroalimentación debe hacerse de una forma que el empleado pueda comparar
sus propias evaluaciones con la de los supervisores, un método es la de hacer grupos
de trabajo.
2. ASEGURAMIENTO DE LA CALIDAD.
“Son todas aquellas actividades sistemáticas y planeadas que están dirigidas para demostrar con
un alto grado de confiabilidad que nuestros procedimientos y productos van a cumplir
totalmente los requerimientos de calidad”
Es una medición preventiva en la cual el proveedor tiene que mostrar suficiente evidencia, en
donde el equipo y materiales están cumpliendo sus propósitos, las mediciones correctivas deben
ser señaladas claramente donde sean necesarias. Los niveles de calidad deben de estar
claramente definidos.
Un sistema de calidad debe: Implementar, documentar y registrar procesos y procedimientos.
Los sistemas de calidad deben estar respaldados por todos los niveles de la administración.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
62 Ingeniería Industrial
Sistemas de calidad:
Dock Audit.- Revisión de 2 muestras a1 100% contra el plano del producto.
Certificación del personal.- Se documenta que los procedimientos que realiza el
operador los esté llevando acabo de acuerdo a su método.
Índice de herramientas.- Revisión a la herramienta para confirmar que se encuentra en
buen estado y no afecte la calidad del producto.
Revisión y auditoria al sistema del departamento de manufactura.
Reproceso de A meses.- Restaurar el producto mediante actividades permitidas.
Empaque y etiquetado del producto.
Cambio de número de parte.
Cada operación cuenta con una instrucción de trabajo en la cual se describe detalladamente
como realizar el trabajo, y se compone de la siguiente forma:
Propósito.- El propósito de una instrucción de trabajo
Responsabilidades.- Sobre quien recae la responsabilidad de cumplir con la instrucción
de trabajo.
Definiciones (Reparación, tarjeta de rastreo, error, defecto).
Desarrollo
3. COSTOS DE LA CALIDAD.
El costo es otro aspecto importante del proceso, a menudo resulta imposible determinar el costo
de la totalidad del proceso.
El costo de un proceso, como el tiempo del ciclo, proporciona impresionantes percepciones
acerca de los problemas y las ineficiencias del proceso. Es aceptable la utilización de costos
aproximados, que se estiman utilizando la información financiera actual. La obtención de costos
exactos podría requerir una enorme cantidad de trabajo, sin mayores beneficios adicionales.
Los gastos indirectos variables son aquellos gastos indirectos que podrían excluirse si se
eliminara una actividad. Pídale al departamento financiero que le suministre las cifras de los
gastos indirectos variables correspondientes a cada organización.
Otra forma de lograr una estimación del costo del proceso es obtener de los registros financieros
los costos mensuales totales de un departamento y hacer luego que el jefe del departamento
asigne los costos al proceso, utilizando los cálculos de tiempo.
El objetivo de revisar los diagramas del ciclo – costo es analizar los componentes de costo y
tiempo y encontrar la manera de reducirlos. Esto garantiza el mejoramiento de la efectividad y
eficiencia del proceso.
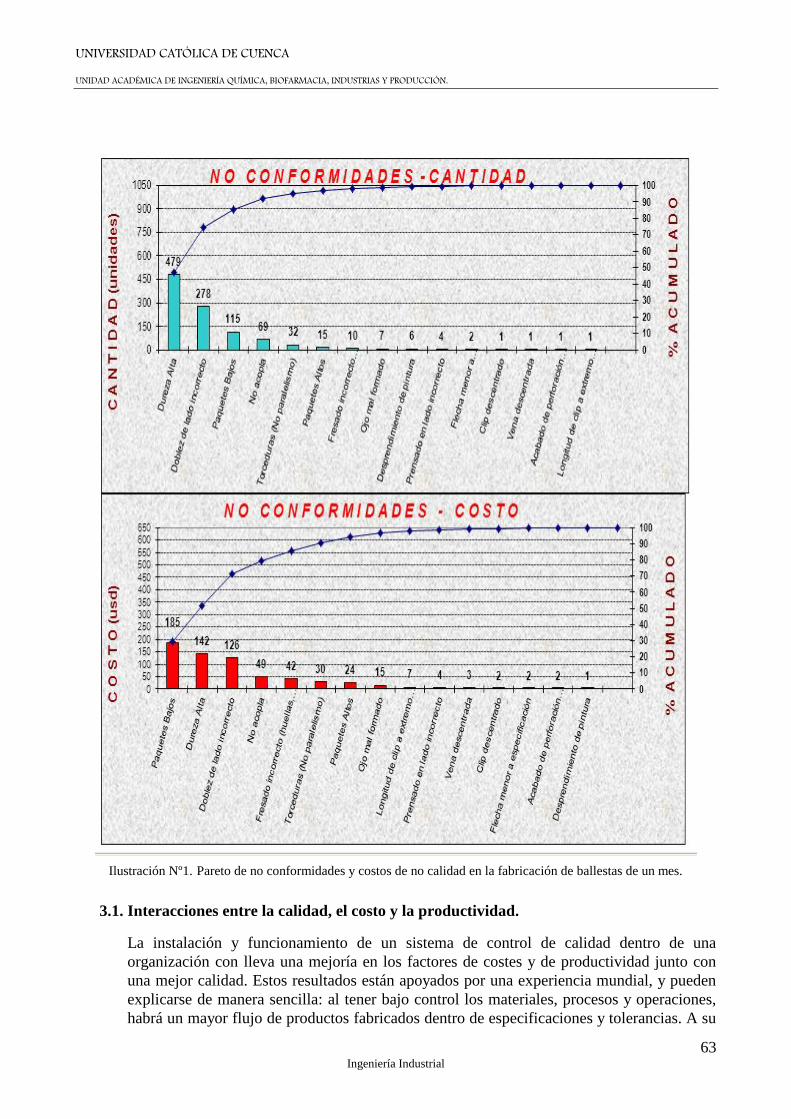
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
63 Ingeniería Industrial
Ilustración Nº1. Pareto de no conformidades y costos de no calidad en la fabricación de ballestas de un mes.
3.1. Interacciones entre la calidad, el costo y la productividad.
La instalación y funcionamiento de un sistema de control de calidad dentro de una
organización con lleva una mejoría en los factores de costes y de productividad junto con
una mejor calidad. Estos resultados están apoyados por una experiencia mundial, y pueden
explicarse de manera sencilla: al tener bajo control los materiales, procesos y operaciones,
habrá un mayor flujo de productos fabricados dentro de especificaciones y tolerancias. A su
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
64 Ingeniería Industrial
vez esta mayor uniformidad en el producto, supone que habrá menos desechos, reproceso,
recuperaciones y reparaciones, de manera que los costos se reducirán y se ahorraran
materiales y energía. Los productos de mayor calidad, y por lo tanto de más valor para el
usuario, serán más fáciles de poner en el mercado y vender, con el resultado de una cierta
disminución de los esfuerzos de venta requeridos por unidad vendida.
Costos.
La mala calidad le cuesta dinero a su empresa. La buena calidad le ahorra dinero a su
empresa. Mucha gente piensa que la calidad cuesta a usted demasiado. No es así. Le costara
menos. En estos términos se expresó James E. Olsen presidente de AT&T. A menudo es
más barato suministrar productos y servicios de alta calidad que productos lamentables. La
calidad no es el costo de suministrar lo que se produce, es el valor que recibe el cliente de
esa producción. Calidad de clase mundial quiere decir proporcionar productos y servicios
que satisfacen las necesidades de los clientes a un costo que represente valor para el cliente.
Por supuesto que no es necesario producir productos o servicios que excedan en mucho las
expectativas de los clientes, pero siempre es necesario satisfacer esas expectativas.
Definición de costo de mala calidad.- es el costo incurrido para ayudar al empleado a que
haga bien su trabajo todas las veces y el costo de determinar si la producción es aceptable,
más cualquier costo en que incurra la empresa y el cliente porque la producción no cumplió
las especificaciones expectativas del cliente.
3.2. Elementos de los costos de la mala calidad (CMC).
I. Costos directos de la mala calidad.
A. Costos controlables de la mala calidad.
1. Costos de prevención.
2. Costo de evaluación.
B. Costo resultante de la mala calidad.
1. Costos de los errores internos.
2. Costo de los errores externos.
II. Costos indirectos de la mala calidad.
A. Costo en que incurre el cliente.
B. Costo de la satisfacción del cliente.
C. Costo de la pérdida de reputación.
También es necesario aplicar los sistemas del costo de la mala calidad al impacto que los
errores tienen sobre el cliente. Con frecuencia, el costo en que incurre el cliente cuando hay
un error puede superar con mucho el costo de reparar el artículo defectuoso.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
65 Ingeniería Industrial
Costos controlables
Los costos controlables de la mala calidad son aquellos sobre los cuales la dirección tiene
control directo para asegurarse de que solo los productos y servicios aceptables por el
cliente se remiten al mismo. Los costos controlables de la mala calidad se subdividen en dos
categorías: Costos de prevención y costos de evaluación.
Costos de prevención.
Son todos aquellos gastos realizados para evitar que se cometan errores, o diciéndolo de
otra manera, todos los costos implicados para ayudar a que el empleado haga bien su trabajo
todas las veces. Si se miran desde un punto financiero, no son un costo. Son una inversión a
futuro, que a menudo se llama inversión parta evitar costos.
Costos de evaluación.
Son el resultado de la producción ya acabada ya la auditoria del proceso para medir la
conformidad con los criterios y procedimientos establecidos. Dicho de otra manera los
costos de evaluación son lo gastado para determinar si la actividad se hizo bien todas las
veces.
IMPACTO DEL CAMBIO EN LOS COSTOS DE PREVENCIÓN Y DE
EVALUACIÓN.
Las actividades preventivas son aquellas que tienen un efecto positivo sobre la capacidad de
una persona para que haga bien el trabajo todas las veces, o en otras palabras, las
actividades que mejoran el primer rendimiento. Conforme incrementamos las actividades
preventivas reducimos el costo de los errores totales porque reducimos el número total de
errores.
Las actividades de evaluación, por su parte, evitan que los errores alcancen al cliente o aun
nivel más elevado del montaje. Las actividades de evaluación no reducen el número de
errores, tan solo detectan un porcentaje mayor de los mismos en la producción antes que de
que se expidan al cliente de la empresa.
3.3. CMC Resultantes.
Costo de los errores internos.
Los costos de los errores internos se definen como el costo en que incurre la empresa como
consecuencia de los errores detectados antes de que la producción sea aceptada por el
cliente de la empresa.
CMC del cliente.
Este costo tiene lugar cuando un producto no satisface las expectativas del mismo costo
típico de estos.
Pérdida de productividad cuando el equipo está fuera de especificación.
Costos de desplazamiento y tiempo gastado para devolver la mercancía defectuosa.
Horas extras para alcanzar la producción porque el equipo está fuera de especificación.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
66 Ingeniería Industrial
Costos de reparación al estar caduco el período de garantía- .Equipo de reserva necesario
cuando falla el equipo habitual.
El CMC de la insatisfacción del cliente.
Los costos de mala calidad de la insatisfacción del cliente están en función de los ingresos
perdidos frente a la calidad del producto.
4. RELACIÓN CON LOS PROVEEDORES.
Proveedor.- Es la empresa que produce las materias primas e insumos necesarios y los
vende.
La investigación de proveedores consiste en investigar y estudiar los posibles proveedores
de los materiales requeridos. Esta investigación generalmente se hace mediante la
verificación de los proveedores previamente registrados en el organismo de compras.
El organismo de compras debe tener un fichero o banco de datos sobre los proveedores
registrados, que contengan los abastecimientos que hayan efectuado y las condiciones en
que se negoció, este fichero debe permitir una evaluación del mercado de proveedores para
cada material como modelo para comprar las características de cada proveedor potencial.
La selección del proveedor más adecuado dentro de los investigados consiste en comparar
las diversas propuestas y cotizaciones de venta de varios proveedores y escoger cual es el
que mejor atiende a las conveniencias de la empresa, condiciones de pago, posibles
descuentos, plazos de entrega, etc.
4.1. Negociación con el proveedor.
Una vez escogido el proveedor, compras comienzan a negociar con la adquisición del
material requerido, dentro de las condiciones más adecuadas del precio de pago. La
negociación sirve para definir como se hará la emisión del pedido de compra del proveedor.
El pedido de compra es un contrato formal entre la empresa y el proveedor, en donde se
especifican las condiciones en que se hizo la negociación. El comprador es el responsable
de las condiciones y especificaciones contenidas en el pedido de compra.
4.2. Acompañamiento del pedido.
Hecho el pedido de compra, el organismo de compras necesita asegurarse de que la entrega
del material se hará dentro de los plazos establecidos y en la cantidad y calidad negociadas,
debe haber un acompañamiento o seguimiento del pedido, a través de constantes contactos
personales o telefónicos con el proveedor, para conocer el avance de la producción del
material requerido, este seguimiento representa una constante supervisión del pedido y una
cobranza permanente de resultados, esto permite localizar anticipadamente problemas y
evitar sorpresas desagradables, pues a través de él, compras puede asegurar el pedido, exigir
la entrega en los plazos establecidos o intentar complementar el atraso con oreos
proveedores.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
67 Ingeniería Industrial
4.3. Control de la recepción del material comprado
El organismo de compras recibe del proveedor el material solicitado en el pedido de
compra. En la recepción del material, compras verifica si las cantidades están correctas y
realiza junto con el organismo de control de calidad, la inspección para comprar el material
con las especificaciones determinadas en el pedido de compra. Es lo que se llama
inspección de calidad en la recepción del material.
Confirmadas la calidad y cantidad del material, compras autoriza a la bodega recibir el
material y encamina al organismo de tesorería o cuentas apagar la autorización para el pago
de la factura al proveedor, dentro de las condiciones de precio y plazo de pago.
5. AUDITORÍA DE CALIDAD.
Introducción.
La auditoría de calidad es una herramienta gerencial utilizada para evaluar, confirmar o verificar
las actividades relacionadas con la calidad de un producto o servicio. Una auditoría de calidad si
es utilizada de una manera adecuada es un proceso positivo y constructivo.
Ayuda a prevenir problemas en la organización auditada a través de la identificación de
actividades potenciales de crear futuros problemas.
Estos problemas generalmente aparecen a través de ineficiencias o seguir inadecuadamente las
actividades mencionadas. La auditoría de calidad tiene repercusiones negativas para algunas
personas. Estos sentimientos se desarrollan a través del abuso de los procedimientos de
auditoría.
Esto es resultado de uso de estas como un fin para asegurar culpables o determinar acciones
punitivas.
¿Qué es una auditoria de calidad?
Es un estándar internacional aceptado que contiene un glosario de términos o requerimientos
definidos en un contexto.
Auditoría.- Es un proceso de evaluación humano para determinar el grado de adherencia a
normas prescritas (estándar y criterio) que resultan de un juicio.
Calidad.- La totalidad de características de un producto o servicio que cumple con las
cualidades para satisfacer las necesidades requeridas.
Auditoría de calidad.- Es una examinación sistemática independiente para determinar si las
actividades de calidad determinadas y los resultados relacionados cumplen con lo planeado y si
estos planes fueron implementados efectivamente y van de acuerdo para el logro de los
objetivos
Ese estándar es el ISO (Organización Internacional de Estandarización)
Auditoría de calidad ¿Que no es?
Puede afirmarse categóricamente que la auditoría de calidad no es una alternativa para una
inspección de una operación. También puede afirmar inequívocamente que la auditoria de
calidad no puede servir como muleta a una inefectiva inspección de calidad.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
68 Ingeniería Industrial
¿Porque hacerlo? ¿Cuál es el propósito?
El sistema de calidad de una organización es un programa integral de actividades incorporadas
por la gerencia por voluntad propia o a raíz de un requerimiento de algún cliente como resultado
de un estándar de calidad.
¿Quién está envuelto?
AUDITOR: Una persona calificada para planear y conducir auditorías de acuerdo a un estándar
y este estándar puede ser usado como referencia a una o más auditorías.
La organización que requiere la auditoria para que esta se lleve a cabo.
La organización que es auditada, ésta puede ser una organización completa o una parte de la
misma.
Clasificación:
Las auditorias de calidad pueden subdividirse en 4 categorías o clasificaciones con base en:
1. El propósito de la auditoría ¿por qué?
2. El objetivo de la auditoría ¿qué?
3. La naturaleza de la auditoría ¿Quién
4. El método de la auditoría ¿Cómo?
Procedimiento para formación de auditores internos.
En la fabricación de hojas de resorte para vehículos se forman auditores internos de donde
podemos encontrar además auditores de gestión, de procesos en las cuales auditaran las
distintas áreas.
Objetivo:
Establecer una metodología para la realización de las auditorías de producto en fabricación de
hojas de resorte para vehículos con el fin de verificar la conformidad con los requisitos
especificados.
Alcance:
Se aplica a los productos destinados para el mercado de equipo original.
Definiciones:
a. Auditoría: Proceso sistemático, independiente y documentado para obtener evidencias de
la auditoría y evaluarlas de manera objetiva con el fin de determinar la extensión en que
se cumplen los criterios de la auditoría.
b. Auditor: Persona con la competencia para llevar a cabo una auditoría.
c. Lote de producto: es la cantidad de producto de las hojas de un mismo paquete cortadas
para ser procesada al mismo tiempo en los procesos que les sean comunes. Está
determinado por un número asignado en el proceso de corte; las dos primeras cifras
empezando desde la izquierda determinan el año, las siguientes dos el mes de corte, las
dos siguientes el día de corte y la última cifra el número secuencial de operación de
corte.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
69 Ingeniería Industrial
d. Proceso: Conjunto de actividades mutuamente relacionadas o que interactúan, las cuales
transforman elementos de entrada en resultados.
Recursos:
Calibrador, Flexómetro, Durómetro, Medidor de espesor de capas, Torquímetro, etc.
Observaciones:
El auditor interno es responsable de hacer el seguimiento de acciones correctivas y/o acciones
preventivas que se generen y verificar su ejecución.
a. Equipo de Auditoría de Producto.- Los auditores que realicen la auditoría de producto
deben ser independientes de los procesos a auditar. Además el auditor interno que realice
auditoría de producto debe:
Conocer los procesos productivos y el producto.
Conocer los procedimientos de auditorías internas al sistema de gestión de
calidad y auditorías internas de producto.
Conocer el procedimiento de acciones correctivas, preventivas y de
mejoramiento.
Los auditores de producto calificados se encuentran referenciados en el listado de auditores
internos de calidad.
b. Criterios de la Auditoría de Producto.- los criterios a considerar en la auditoría de
producto son:
- Especificaciones de producto.
- Planes de control.
- Instructivos de trabajo.
- Acciones correctivas y/o preventivas tomadas
c. Programación de la Auditoría:
Durante el año se llevarán a cabo al menos una auditoria de producto abarcando los
productos de equipo original. Podrá realizarse además una auditoría de producto a
pedido del Jefe de Calidad, cuando se trate de reclamos por parte del cliente de
equipo original específicos a un proceso determinado donde se encuentre el reclamo.
La duración aproximada de las auditorías no deben sobrepasar los dos meses por
cada auditoría.
Se debe planificar la auditoría para mantener, en lo posible, un orden secuencial de la
misma en función del flujo de materiales en la línea de producción.
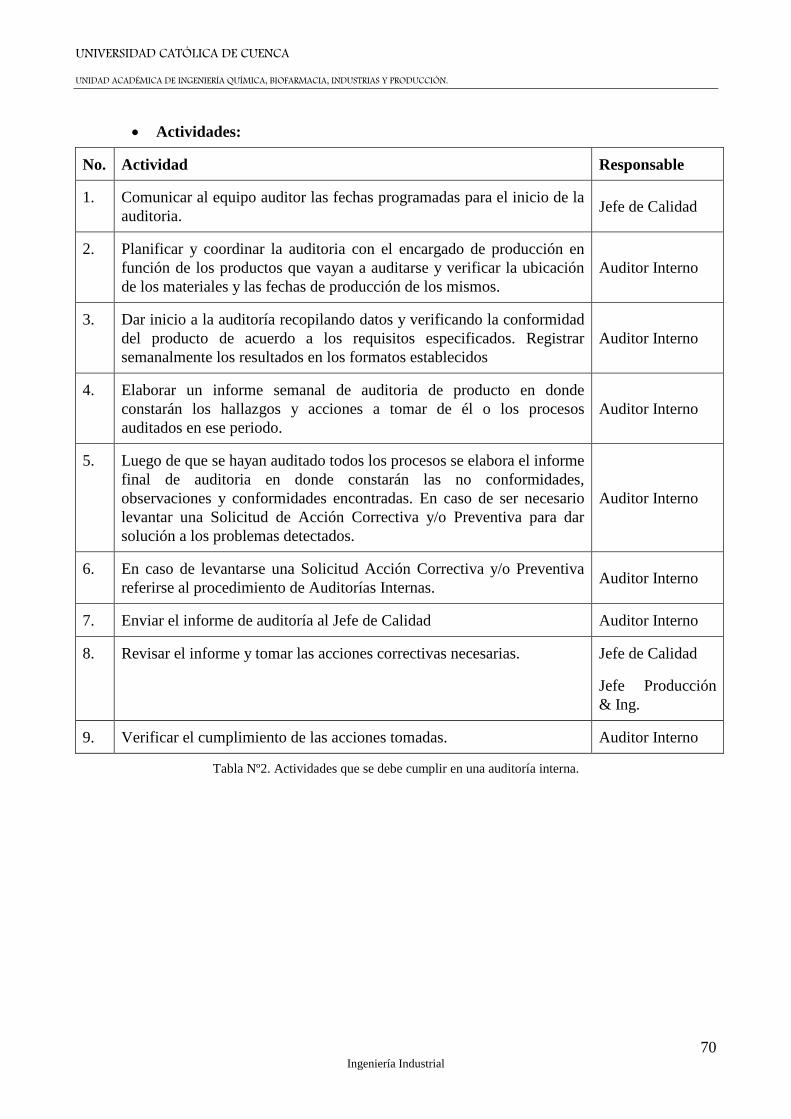
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
70 Ingeniería Industrial
Actividades:
No. Actividad Responsable
1. Comunicar al equipo auditor las fechas programadas para el inicio de la
auditoria. Jefe de Calidad
2. Planificar y coordinar la auditoria con el encargado de producción en
función de los productos que vayan a auditarse y verificar la ubicación
de los materiales y las fechas de producción de los mismos.
Auditor Interno
3. Dar inicio a la auditoría recopilando datos y verificando la conformidad
del producto de acuerdo a los requisitos especificados. Registrar
semanalmente los resultados en los formatos establecidos
Auditor Interno
4. Elaborar un informe semanal de auditoria de producto en donde
constarán los hallazgos y acciones a tomar de él o los procesos
auditados en ese periodo.
Auditor Interno
5. Luego de que se hayan auditado todos los procesos se elabora el informe
final de auditoria en donde constarán las no conformidades,
observaciones y conformidades encontradas. En caso de ser necesario
levantar una Solicitud de Acción Correctiva y/o Preventiva para dar
solución a los problemas detectados.
Auditor Interno
6. En caso de levantarse una Solicitud Acción Correctiva y/o Preventiva
referirse al procedimiento de Auditorías Internas. Auditor Interno
7. Enviar el informe de auditoría al Jefe de Calidad Auditor Interno
8. Revisar el informe y tomar las acciones correctivas necesarias. Jefe de Calidad
Jefe Producción
& Ing.
9. Verificar el cumplimiento de las acciones tomadas. Auditor Interno
Tabla Nº2. Actividades que se debe cumplir en una auditoría interna.
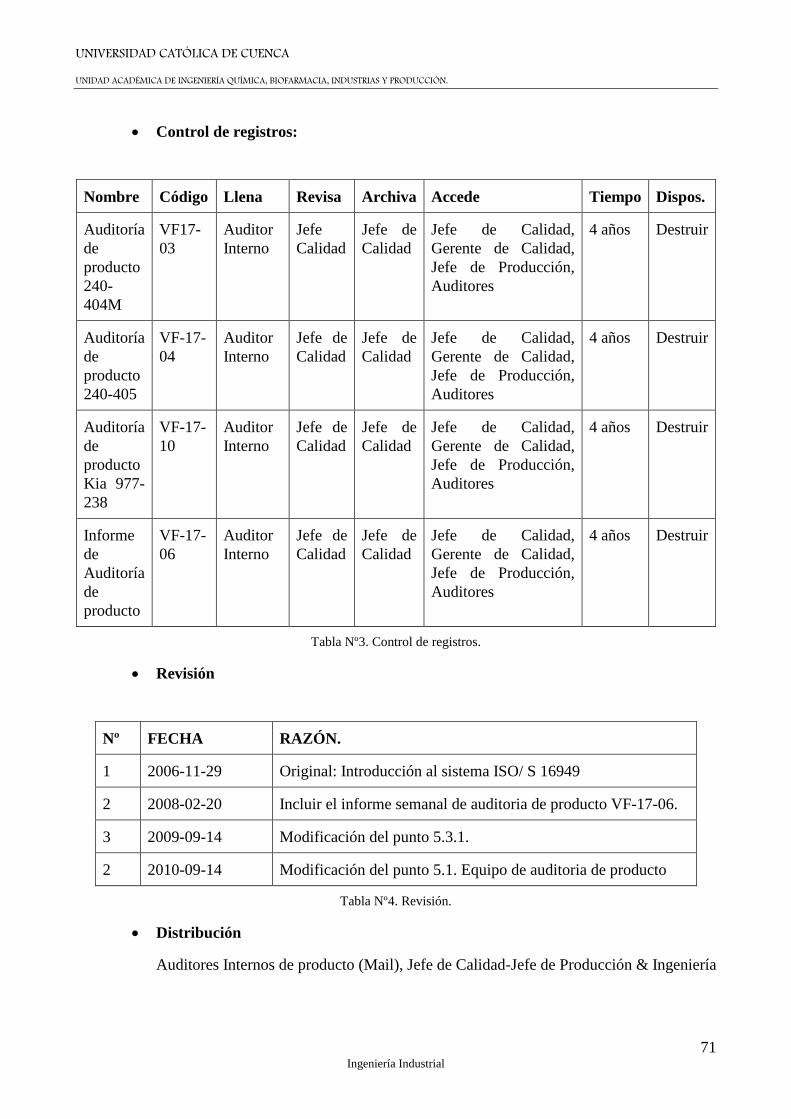
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
71 Ingeniería Industrial
Control de registros:
Nombre Código Llena Revisa Archiva Accede Tiempo Dispos.
Auditoría
de
producto
240-
404M
VF17-
03
Auditor
Interno
Jefe
Calidad
Jefe de
Calidad
Jefe de Calidad,
Gerente de Calidad,
Jefe de Producción,
Auditores
4 años Destruir
Auditoría
de
producto
240-405
VF-17-
04
Auditor
Interno
Jefe de
Calidad
Jefe de
Calidad
Jefe de Calidad,
Gerente de Calidad,
Jefe de Producción,
Auditores
4 años Destruir
Auditoría
de
producto
Kia 977-
238
VF-17-
10
Auditor
Interno
Jefe de
Calidad
Jefe de
Calidad
Jefe de Calidad,
Gerente de Calidad,
Jefe de Producción,
Auditores
4 años Destruir
Informe
de
Auditoría
de
producto
VF-17-
06
Auditor
Interno
Jefe de
Calidad
Jefe de
Calidad
Jefe de Calidad,
Gerente de Calidad,
Jefe de Producción,
Auditores
4 años Destruir
Tabla Nº3. Control de registros.
Revisión
Nº FECHA RAZÓN.
1 2006-11-29 Original: Introducción al sistema ISO/ S 16949
2 2008-02-20 Incluir el informe semanal de auditoria de producto VF-17-06.
3 2009-09-14 Modificación del punto 5.3.1.
2 2010-09-14 Modificación del punto 5.1. Equipo de auditoria de producto
Tabla Nº4. Revisión.
Distribución
Auditores Internos de producto (Mail), Jefe de Calidad-Jefe de Producción & Ingeniería
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
72 Ingeniería Industrial
6. ENFOQUE AL CLIENTE.
Un cliente merece nuestro mejor trato y atención, por eso debemos poner especial atención en la
calidad y el servicio que le proporcionamos día con día.
Para tener un cliente satisfecho y contento debemos cumplir con las expectativas que este
requiere, ya sea de un producto o servicio que le estamos ofreciendo, otorgando el precio,
conveniencia y estatus que busca el consumidor, así como el margen y el manejo operativo que
el cliente necesita.
Algunos de los componentes de la calidad en el servicio incluyen el trato, la comunicación
verbal y no verbal, la capacidad de escuchar, comprensión y apoyo entre cliente y proveedor.
¿Qué implica la calidad en el servicio al cliente?
Dominio en las tareas de las funciones que incrementaran las ventas, el volumen de ventas con
rentabilidad y de la orientación humana en al trato y comunicación personal, todo lo cual nos
marca inteligencia y sentimientos positivos.
Este dominio se manifiesta en la capacidad de comunicación con el cliente al hacerlo sentir que
es parte importante de nuestra empresa.
Un cliente también se muestra satisfecho cuando es apoyado por un equipo de trabajo que
siempre este a su servicio como pueden ser técnicos, repartidores, vendedores, gerencia,
asesores, etc.
Se debe tener siempre la disposición de escuchar, asesorar y apoyar al cliente lo más posible con
el fin de incrementar la penetración e incidencia en el mercado, para lograr acuerdos y
negociaciones que benefician a ambas partes. 7. EQUIPOS DE TRABAJO PARA LA MEJORA CONTINUA.
El proceso de los equipos para la excelencia no consiste solamente en equipos pequeños
enfocados en la implementaron de mejoras para el cliente sino también en mejoras para todos
los accionistas que se ven impactadas por nuestro desempeño.
Los objetivos del proceso de los equipos para la excelencia son:
Renovar el énfasis en el proceso de participación en todos los niveles .Reconocer y
recompensar el desempeño sobresaliente del equipo .Reafirmar una atmósfera de
mejoras continuas y de aprendizaje .Demostrar el poder de un equipo enfocado en el
esfuerzo
Comunicar a lo largo de la empresa los mejores logros obtenidos en el equipo .Lograr la
excelencia en el desempeño con todos los accionistas del negocio.
7.1. Características de los equipos de alto desempeño.
Número de miembros de los equipos.
Desarrollar actividades para cada miembro del equipo.
La actitud que deben tener los miembros del equipo debe ser de compromiso y voluntad para
alcanzar el éxito. Se debe también:
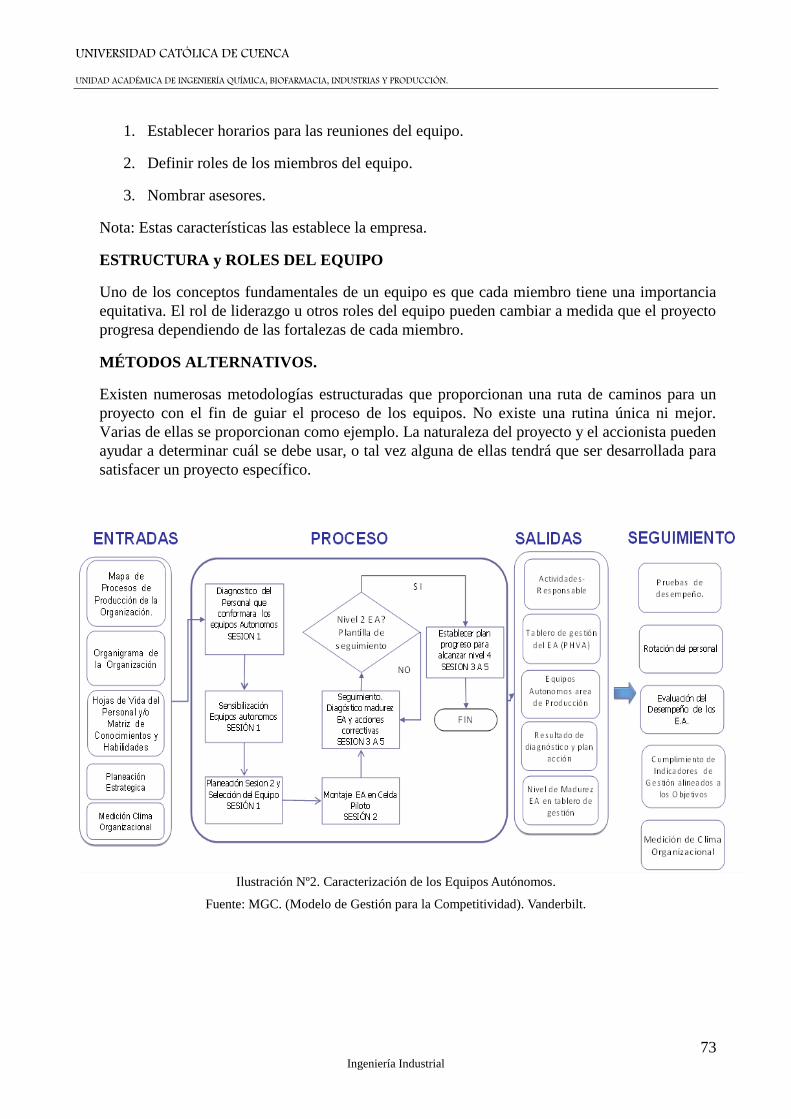
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
73 Ingeniería Industrial
1. Establecer horarios para las reuniones del equipo.
2. Definir roles de los miembros del equipo.
3. Nombrar asesores.
Nota: Estas características las establece la empresa.
ESTRUCTURA y ROLES DEL EQUIPO
Uno de los conceptos fundamentales de un equipo es que cada miembro tiene una importancia
equitativa. El rol de liderazgo u otros roles del equipo pueden cambiar a medida que el proyecto
progresa dependiendo de las fortalezas de cada miembro.
MÉTODOS ALTERNATIVOS.
Existen numerosas metodologías estructuradas que proporcionan una ruta de caminos para un
proyecto con el fin de guiar el proceso de los equipos. No existe una rutina única ni mejor.
Varias de ellas se proporcionan como ejemplo. La naturaleza del proyecto y el accionista pueden
ayudar a determinar cuál se debe usar, o tal vez alguna de ellas tendrá que ser desarrollada para
satisfacer un proyecto específico.
Ilustración Nº2. Caracterización de los Equipos Autónomos.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
74 Ingeniería Industrial
Ilustración Nº3. Estructura de los equipos Autónomos.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
Ilustración Nº4. Estructura de los equipos Autónomos.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
75 Ingeniería Industrial
Ilustración Nº5. Funciones de los equipos autónomos.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
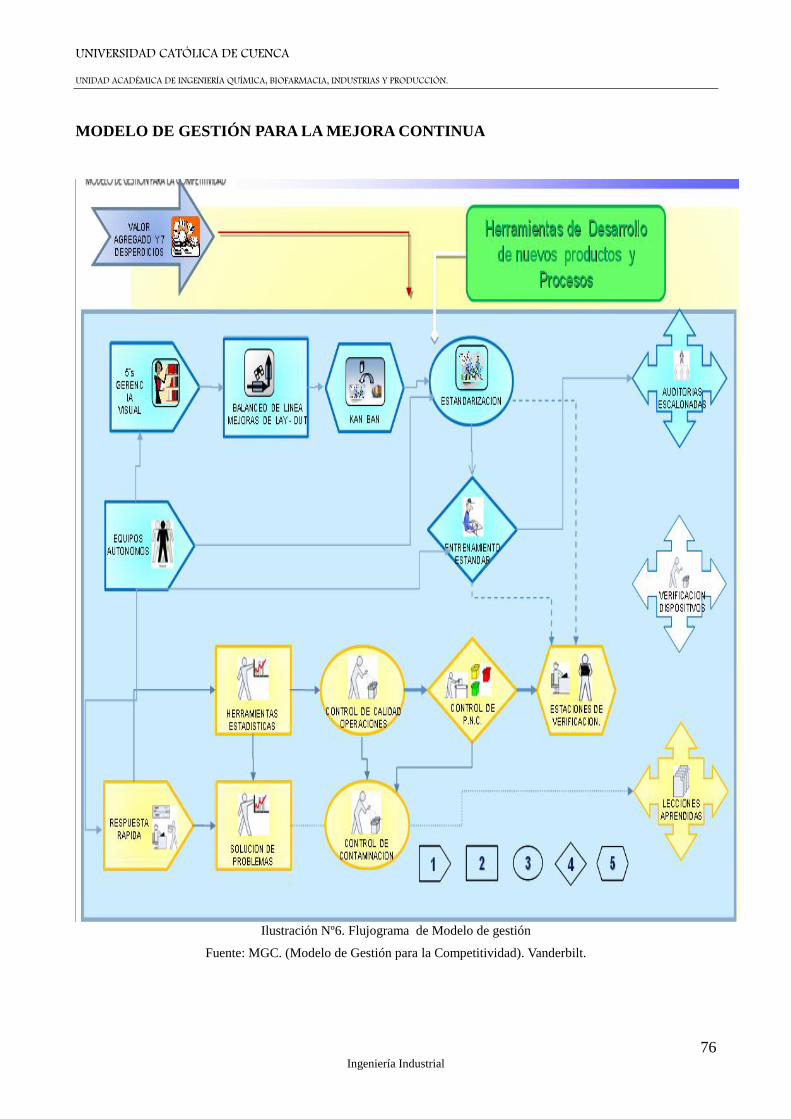
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
76 Ingeniería Industrial
MODELO DE GESTIÓN PARA LA MEJORA CONTINUA
Ilustración Nº6. Flujograma de Modelo de gestión
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
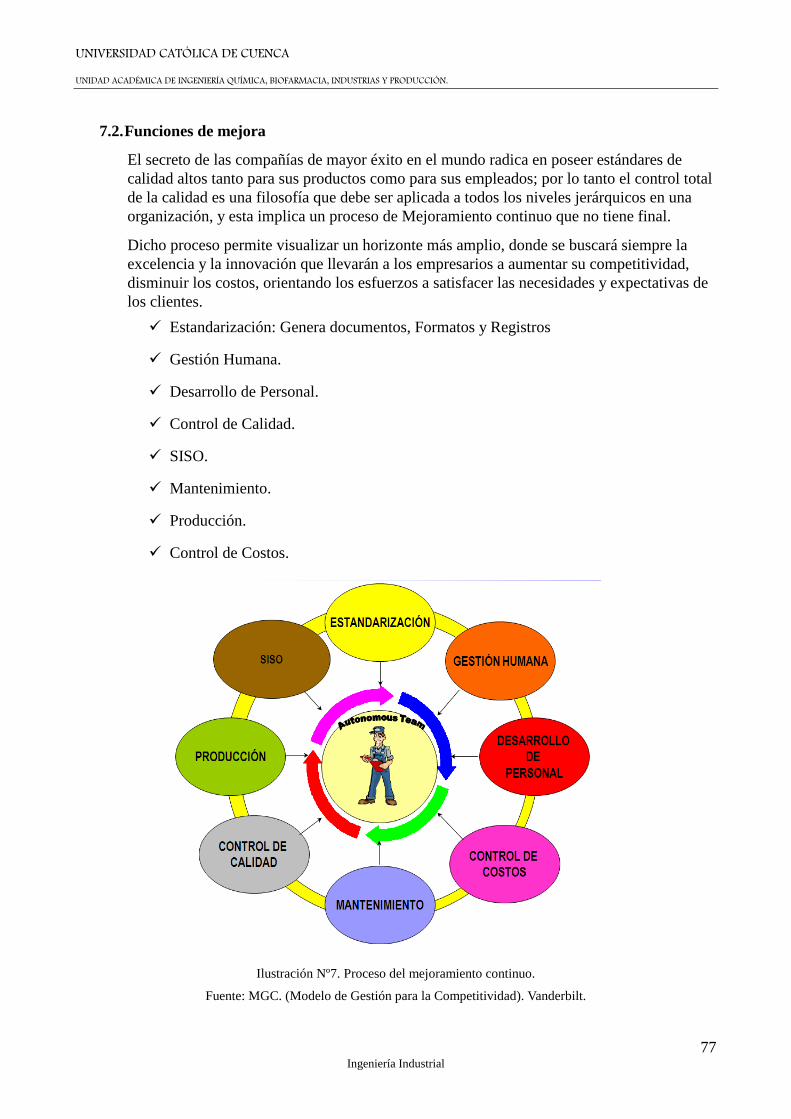
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
77 Ingeniería Industrial
7.2. Funciones de mejora
El secreto de las compañías de mayor éxito en el mundo radica en poseer estándares de
calidad altos tanto para sus productos como para sus empleados; por lo tanto el control total
de la calidad es una filosofía que debe ser aplicada a todos los niveles jerárquicos en una
organización, y esta implica un proceso de Mejoramiento continuo que no tiene final.
Dicho proceso permite visualizar un horizonte más amplio, donde se buscará siempre la
excelencia y la innovación que llevarán a los empresarios a aumentar su competitividad,
disminuir los costos, orientando los esfuerzos a satisfacer las necesidades y expectativas de
los clientes.
Estandarización: Genera documentos, Formatos y Registros
Gestión Humana.
Desarrollo de Personal.
Control de Calidad.
SISO.
Mantenimiento.
Producción.
Control de Costos.
Ilustración Nº7. Proceso del mejoramiento continuo.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
78 Ingeniería Industrial
Estandarización
- Estandariza sus actividades y respeta sus normas.
- Los operarios respetan los métodos operativos.
- Mejora su resultado haciendo evolucionar sus normas controla con gran autonomía su
resultado (CALIDAD).
- Pretende hacer evolucionar el producto-proceso.
- Eliminan las causas de diferencia con relación a la norma
- Miden regularmente a través de indicadores.
- Se asegura de la eficacia de las acciones correctivas Vs Respuesta Rápida.
- Modifica la norma en caso de ser necesario.
- Documenta.
Gestión humana.
- Define sus necesidades y evalúa sus competencias.
- Se forma a los operadores para el puesto que tienen y otros en caso de ser necesario.
(Polivalencia).
- Construye sus planes de competencias y formación.
- La polivalencia se organiza sobre varios islotes.
- Los equipos desarrollan su autonomía.
- Anticipa sus necesidades de competencia.
Desarrollo personal.
- Se hace una lista de acciones de progreso en coherencia con los objetivos del equipo
controla la coherencia entre las conversaciones individuales, el plan de formación, el
plan de progreso del equipo y el plan de evolución de las competencias.
- Los miembros del equipo participan en la aplicación de las acciones de progreso.
- Los miembros del equipo aplican las sugerencias que proponen.
- Los miembros del equipo hacen evolucionar sus propuestas de mejora al puesto
cuando necesario.
- Se informa a los miembros del equipo individualmente de las acciones resultantes de
su mantenimiento (formación, movilidad, polivalencia1, evolución profesional).
- Se indica y se hace el seguimiento de los resultados y del desarrollo de las acciones
de progreso del equipo.
1 La polivalencia es la antítesis de la especialización. Significa la posibilidad de que un operario pueda intervenir en tareas de diversa índole
relacionada con su industria.
La polivalencia total significaría que un operario de mantenimiento pudiera intervenir en cualquier reparación de cualquier naturaleza
dentro de la empresa, o que los operarios de producción y mantenimiento pudieran intercambiarse, dependiendo de las necesidades del
momento.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
79 Ingeniería Industrial
- Se estructura, el objeto de metas regulares con los miembros del equipo.
- Los miembros del equipo son formados al método de Resolución de problemas y lo
utilizan.
- Participan en Grupos de Trabajo.
- Miembros del equipo proponen sugerencias favoreciendo las decisiones de la reunión
de Respuesta rápida.
Control de la calidad.
- Analiza hojas de operación y procedimientos.
- Vigilan permanentemente de las 7D de su puesto de trabajo.
- Forman a los Operarios en puntos clave del proceso y generan autocontrol del puesto.
- Los operarios conocen las razones de los puntos clave del proceso.
- Se estandarizan las operaciones de CALIDAD.
- Los operarios comprenden los indicadores de CALIDAD.
- Definen en equipo un plan de acción para obtener los objetivos de CALIDAD.
SISO.
- Conocen y comprenden los indicadores del medioambiente y las condiciones de
trabajo.
- Reducen los impactos del medio ambiente y mejoran las condiciones de trabajo.
Mantenimiento.
- Conoce la hoja de vida de sus equipos.
- Aplica mantenimiento preventivo y correctivo de primer nivel.
- Conoce los puntos críticos de sus equipos y los identifica.
Producción.
- Conoce la programación de la producción.
- Respeta los tiempos establecidos para la producción.
- Conoce las necesidades de sus clientes internos y externos.
- Propone nuevas ideas a los problemas de producción que afectan su proceso.
Control de costos.
- Conocen los costos de la producción.
- Conocen el presupuesto del área y su distribución para el logro de los objetivos.
- Controlan las causas que generan costos excesivos en la producción.
- Proponen acciones para disminuir costos.
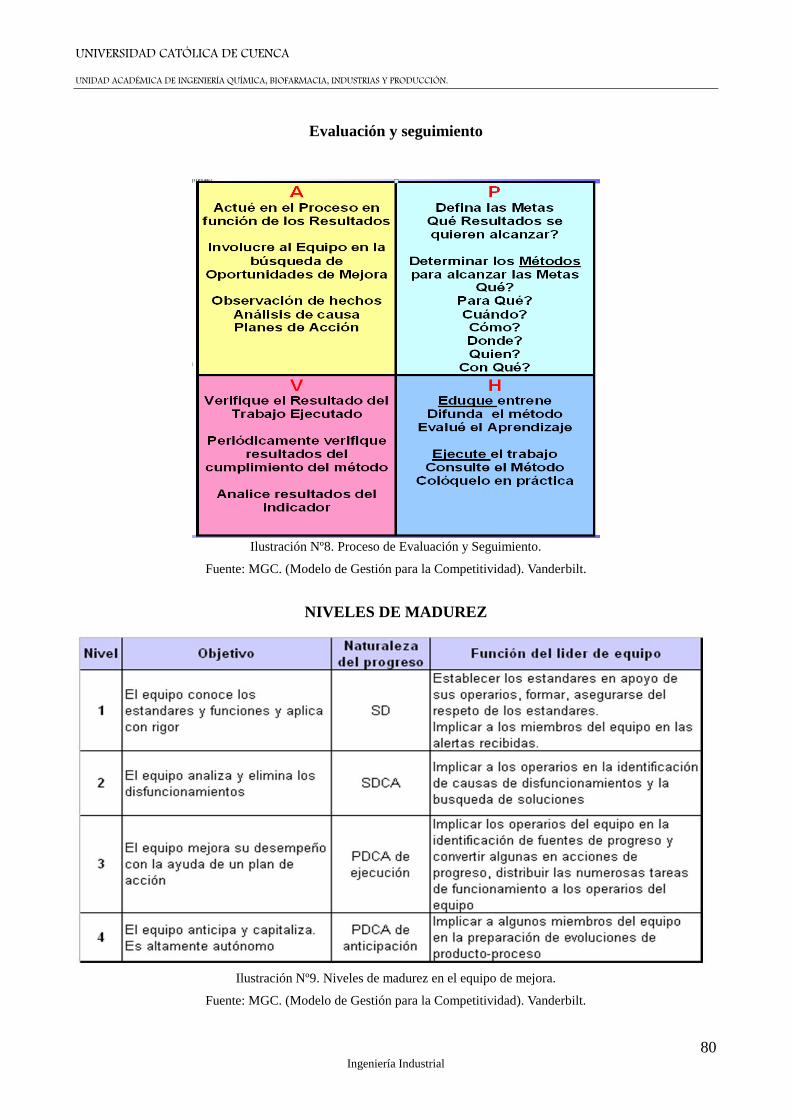
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
80 Ingeniería Industrial
Evaluación y seguimiento
Ilustración Nº8. Proceso de Evaluación y Seguimiento.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
NIVELES DE MADUREZ
Ilustración Nº9. Niveles de madurez en el equipo de mejora.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
81 Ingeniería Industrial
Ilustración Nº 10. Herramientas de medición para los equipos de mejora.
Fuente: MGC. (Modelo de Gestión para la Competitividad). Vanderbilt.
¡
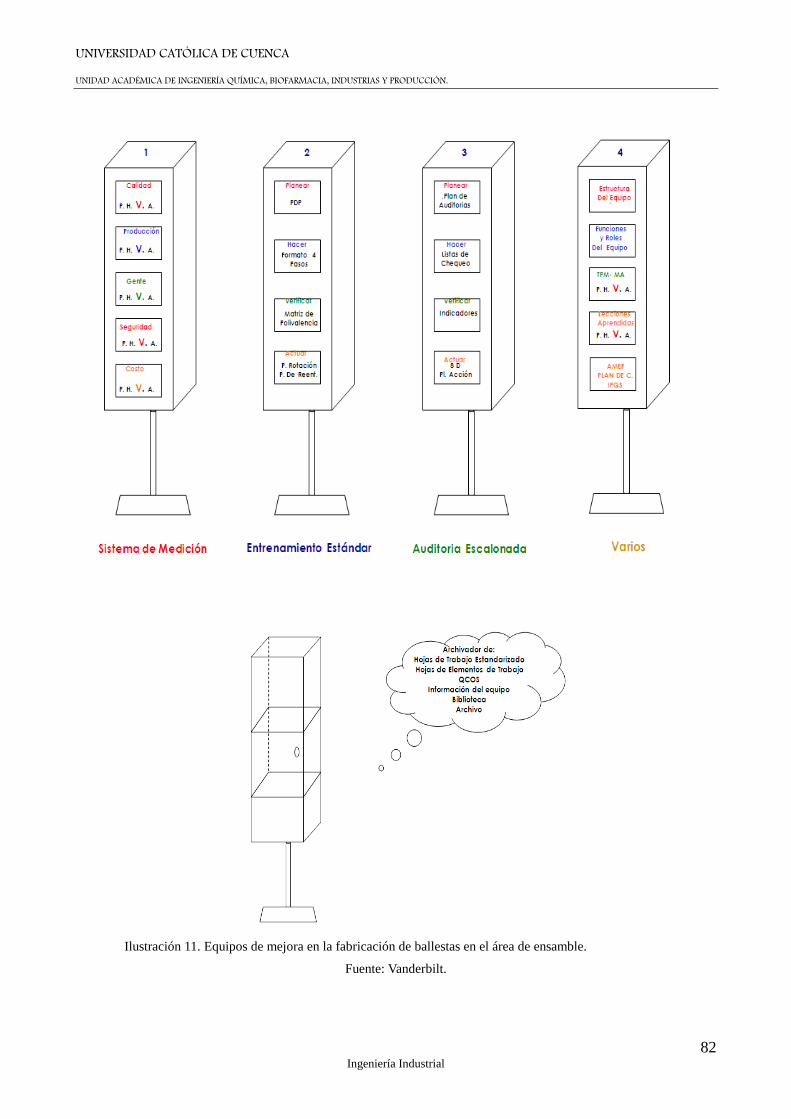
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
82 Ingeniería Industrial
AAAAAAAAAD AA
Ilustración 11. Equipos de mejora en la fabricación de ballestas en el área de ensamble.
Fuente: Vanderbilt.
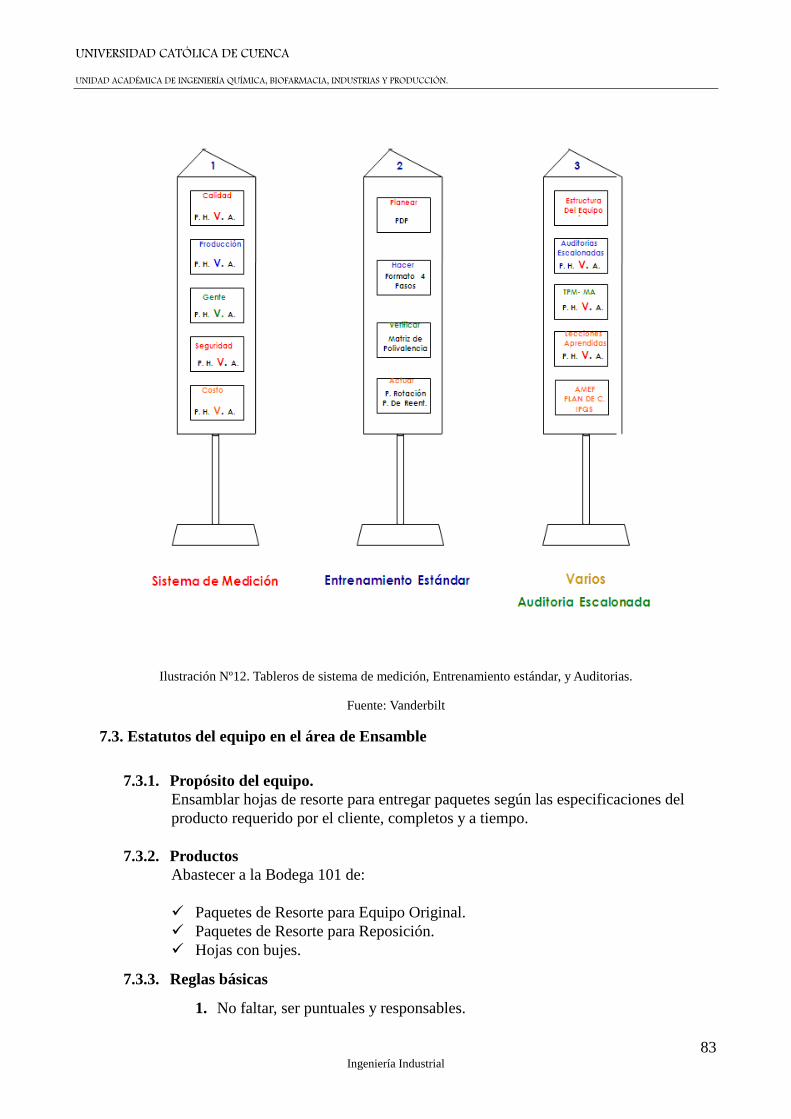
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
83 Ingeniería Industrial
Ilustración Nº12. Tableros de sistema de medición, Entrenamiento estándar, y Auditorias.
Fuente: Vanderbilt
7.3. Estatutos del equipo en el área de Ensamble
7.3.1. Propósito del equipo.
Ensamblar hojas de resorte para entregar paquetes según las especificaciones del
producto requerido por el cliente, completos y a tiempo.
7.3.2. Productos
Abastecer a la Bodega 101 de:
Paquetes de Resorte para Equipo Original.
Paquetes de Resorte para Reposición.
Hojas con bujes.
7.3.3. Reglas básicas
1. No faltar, ser puntuales y responsables.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
84 Ingeniería Industrial
2. Conocer el trabajo de los demás.
3. Hacer bien lo que nos toca.
4. Trabajar en equipo.
5. Contar con el apoyo y confianza del supervisor.
6. El supervisor de producción respetará las sugerencias planteadas.
7. Respetar y enseñar al nuevo personal (nuevos ingresos).
8. Trato igualitario entre todos.
9. Apoyar a otros compañeros cuando hay carga de trabajo, (sin descuidar su
puesto), este o no el supervisor.
10. No criticar el trabajo de los demás, apóyelos.
11. Respetar las ideas y opiniones de los demás.
12. Llegar de buen humor a trabajar.
7.3.4. Reglas del equipo para los factores de éxito
1. Productividad:
Asignar las tareas a cada persona.
Hacer reuniones una vez al día.
Contar con un cubo para publicar la información del equipo.
Cumplir con los objetivos planteados por cada estación.
Distribuir el trabajo en forma equitativa (carga de trabajo).
Al terminar cada actividad acomodar el material en sus respectivos lugares.
2. Comunicación:
Escucharnos y responder con amabilidad.
Comunicación efectiva entre las diferentes instancias para escalonamiento de
problemas.
Exponer nuestros de puntos de vista objetiva y oportunamente.
3. Recursos humanos:
Aprender las actividades de otros.
Rotación de actividades para aprender.
Trato igualitario entre todos.
4. Compromiso:
Puntualidad.
Respetar las ideas de los demás.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
85 Ingeniería Industrial
Ser responsables.
Honestidad.
5. Confianza.
Respetar las habilidades de los demás.
Apoyarnos todos y cada uno de nosotros.
Darnos confianza para preguntarnos.
6. Mejora continua.
Generar propuestas innovadoras para producto y/o proceso.
-Tareas
1. Remachado de grapas.
2. Preparación de plásticos.
3. Ensamble de paquetes.
4. Prueba de Camber.
5. Cierre de grapas.
6. Ensamble de bujes.
7. Escariado.
-Alcance: Miembros del equipo de trabajo (MET).
1. Ayudar a los otros compañeros.
2. Realizar nuestro trabajo asignado.
3. Mantener los criterios de 5S en la sección de trabajo.
4. Informa al coordinador y al LET de fallas presentadas
5. Llamarnos la atención cuando no se cumpla con los acuerdos
-Colíder
1. Reemplazar al LET cuando éste no se encuentre.
2. Apoyar en todos los procesos (manos libre)
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
86 Ingeniería Industrial
-Líder de Equipo de trabajo (LET):
1. Motivar a los miembros del equipo.
2. Supervisar el desempeño de los trabajadores.
3. Informa al equipo de los avances.
4. Verificar el uso correcto de los equipos de protección personal.
5. Asegurarse que los miembros del equipo asistan a las reuniones.
6. Verificar que se cumplan con el trabajo estandarizado.
8. INDICADORES
8.1. Productividad:
Cumplir con la producción programada 100 %
Cumplir con la entregas de paquetes a la estación de verificación (CARE) 100 %
Ilustración Nº13. Indicador de productividad
Fuente: Vanderbilt.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
87 Ingeniería Industrial
8.2. Calidad:
No exceder el límite de PPMs 200.000 PPMS
Ilustración Nº14. Ppm`s Calidad.
Fuente: Vanderbilt.
8.3. Gente:
Garantizar que el 100% del personal tiene el nivel de competencia mínimo 75 % x
cargo.
Ausentismo máximo mensual 2%ç
Rotación máxima mensual 1%
Ilustración 15. Grafica de Ausentismos
Fuente: Vanderbilt.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
88 Ingeniería Industrial
Accidentes e incidentes
Ilustración 16. Grafica de Accidentes e Incidentes.
Fuente: Vanderbilt.
8.4. Reuniones
Reunión diaria para revisión de indicadores a las 07h00 con una duración de 10 minutos en
el área de trabajo.
9. BENEFICIOS DE LA ADMINISTRACIÓN DE LA CALIDAD.
Los beneficios de la administración de la calidad.
¿Cuáles deberían ser los Objetivos de un Sistema de Gestión para la Calidad?
Un buen Sistema para la Calidad y la Mejora no debería ser más que una nueva forma de hacer
el trabajo que le permita a la organización: Lograr sus objetivos de empresa, agregar valor a sus
productos y servicios, satisfacer a sus clientes y con ello desarrollar y mantener ventajas
competitivas, que la diferencien de sus competidores.
La forma de operar de tipo funcional, (departamental), no es el mejor tipo de estructura
organizacional para el logro de lo anterior, por ello el sistema, debería contemplar un nuevo
esquema de operaciones que permita traspasar los hilos (columnas) funcionales /
departamentales de la organización actual.
Para definir con precisión los objetivos y los resultados esperables, del Sistema, se debería partir
de los resultados obtenidos del análisis de la posición actual de la empresa, respecto de su
entorno, mercado y competencia. A partir de ello, durante la gestión del sistema, se deberán
actualizar continuamente los objetivos y las metas en busca de la mejor satisfacción de los
clientes.
Existen cinco razones, que pueden adoptarse como Objetivos, para implementar un Sistema de
Gestión para La Calidad y la Mejora:
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
89 Ingeniería Industrial
1. El deseo de incrementar la calidad y el valor agregado de sus productos y servicios para
sus clientes, internos y externos.
2. Promover la creatividad, la innovación y el aprendizaje organizacional
3. Incrementar la eficiencia y el retorno de la inversión patrimonial o accionaria.
4. Optimizar la productividad y contribución de los empleados.
5. Mejorar la posición competitiva en el mercado.
¿Qué ventajas obtienen las Organizaciones con un Sistema de Gestión de Calidad?
En las empresas que han implantado un Sistema de Gestión para la Calidad y la Mejora, las
ventajas encontradas versus el modo de operar anterior son muchas, entre otras:
a) La organización se asegura que funciona bien y de esta forma puede cumplir los objetivos
propios de la institución. Para eso es necesario que los objetivos de calidad del sistema,
estén alineados con los objetivos del negocio. Si los objetivos de calidad son distintos, o no
están alineados, a lo mejor se cumplen pero el Sistema no coadyuvará1 para que la
organización logre cumplir sus Metas y Objetivos.
b) Se cuenta con un sistema permite gestionar, con calidad, el desarrollo de sus actividades. El
Sistema permite analizar el desempeño de forma integral y, además, poder detectar las
oportunidades de mejora, las cuales implementadas exitosamente, se reflejarán en un cambio
sustancial de los indicadores de desempeño de la organización.
c) La forma de organizarse para hacer el trabajo es mejor y más simple. La organización por
procesos, operados con equipos de trabajo interfuncionales2 es una herramienta que permite
producir resultados superiores debido a la sinergia generada por la integración de las
diversas habilidades y experiencias de sus miembros.
d) El Sistema y sus procesos son la mejor estrategia para rebasar la estructura departamental de
la empresa estableciendo una verdadera cadena de valor con los proveedores y clientes.
¿Cuáles son los beneficios que obtendría una Organización por implantar un Sistema de
Gestión para la Calidad y la Mejora?
Lo primero que se tiene que hacer, antes de empezar el desarrollo e implantación de un Sistema
para la Calidad, es definir cuáles son los beneficios esperables como resultado de la
implantación del mismo.
Los Objetivos y Beneficios esperables, definidos “a priori”, constituyen los imperativos de
diseño del sistema, además de ser los factores críticos de éxito del mismo. No es posible pensar
1 Contribuir o ayudar en la realización de algo o en el logro de alguna cosa.
2 Los equipos interfuncionales son un medio eficaz para permitir a la gente de diversas áreas dentro de una organización (o incluso entre
organizaciones) intercambiar información, desarrollar nuevas ideas y solucionar problemas y así como coordinar proyectos complejos
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
90 Ingeniería Industrial
que el sistema va a servir para algo cuando no se le fijó un objetivo.
Los beneficios esperables más comunes deberían ser:
Cumplir los objetivos de la institución.
Ser competitivos.
Ser eficaces, cumplir el compromiso que se tiene con los clientes,
Ser eficientes, hacer las cosas cada vez de una manera más simple, (no necesariamente más
barato), evitando mayor trabajo a la gente,
Simplificar la interacción y la comunicación entre las distintas áreas
Asegurar que todos, en la organización, trabajan para cumplir los requisitos del cliente.
La implantación de un sistema de gestión de la calidad ISO tiene bastantes beneficios, entre los
que, de manera enunciativa más no limitativa, se pueden mencionar los siguientes:
a) Beneficios estratégicos.
- Establecimiento, alineación y cumplimiento de objetivos.
- Establecimiento de indicadores de desempeño y evaluación de éstos en el
comportamiento del personal de la organización.
- Establecimiento de una plataforma que permita la implementación exitosa de estrategias.
- Desarrollo de una ventaja competitiva en calidad que no es fácil ni rápido de igualar por
los competidores.
- Mejor planeación de la operación.
b) Beneficios comerciales.
- Posibilidad de exportar a mercados donde es un requisito el contar con sistemas de
gestión de la calidad ISO 9001:2008.
- Posibilidad de vender productos y servicios a entidades gubernamentales y empresas que
requieren que sus proveedores cuenten con sistemas de gestión de la calidad.
- Disminución de clientes insatisfechos.
- Disminución en la pérdida de clientes por mala calidad en productos y/o servicios.
- Mejorar la imagen y diferenciar los productos y/o servicios ofreciendo una garantía
adicional de que estos cumplirán con las especificaciones, necesidades y expectativas de
los clientes.
c) Beneficios financieros.
Los beneficios financieros pueden resumirse en el ahorro de costos relacionados con:
- Desperdicios innecesarios.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
91 Ingeniería Industrial
- Retrabajos innecesarios.
- Garantías aplicadas por una mala calidad.
- Demandas de clientes.
- Tiempos extras empleados por una mala calidad.
d) Beneficios operacionales.
Una gran oportunidad para el análisis, simplificación, mejoramiento y documentación de
procesos productivos y administrativos que afectan directamente a la calidad de los
productos y/o servicios.
- Mejor control de los procesos productivos y administrativos que afectan a la calidad de
los productos y/o servicios.
- Mejor capitalización de las curvas de aprendizaje en la organización, al tener
documentada la tecnología de la empresa, facilitando las actividades de capacitación del
personal.
- La tecnología de la empresa no se pierde con la rotación del personal.
- Mayor énfasis en la prevención de problemas que en la corrección de problemas.
- Eliminar las causas que originan los problemas en lugar de atacar únicamente los efectos
de los problemas.
- Confianza en la veracidad de las mediciones e inspecciones que se realicen.
- Disminución en el número de auditorías a su operación por parte de clientes.
- Mayor desarrollo del personal al diseñar, documentar e implantar la mejor forma de
hacer las cosas.
UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
92 Ingeniería Industrial
CONCLUSIONES:
Se obtuvo de una manera más profunda los conocimientos de lo que es la calidad y de
donde proviene historia conceptos para una mejor comprensión y aplicación en la vida
profesional.
Se comprobó los distintos aspectos que intervienen en la calidad de tal manera que esta se
puede aplicar o están presentes en todas las empresas.
Se conoció y a su vez se pudo evidenciar cómo se realiza el diagnóstico dentro de una
organización los aspectos que implica aquello y herramientas de cómo lograr llegar al fondo
de los problemas que pueden presentarse en el proceso de producción.
Se determinó lo que es un sistema y los elementos que contienen, los beneficios que
implican el tener un sistema de gestión de calidad para la empresa.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
93 Ingeniería Industrial
BIBLIOGRAFÍA:
Du Tilly, R y F. (1980). “Planeación y Control de Costos”. Trillas. México.
LEFCOVICH, M.L. Kaizen (2003) –“La Mejora Continua aplicada a la calidad, la
productividad y la reducción de costos”, (versión digital). BS-Argentina.
VANDERBILT. (2001), “Modelo de Gestión para la Competitividad”. Cuenca – Ecuador.
YORK, J. (1988). “Calitividad”– Marcombo. Barcelona-España.
HERNANDEZ CABRERA, J. “Sistema de calidad” Colombia, 2007
Disponible en: http://www.gestiopolis1.com/recursos8/Docs/ger/generalidades-de-un-
sistema-de-calidad.htm .Fecha de consulta: 02 de enero del 2013.
ANEXO:
Acciones para la solución de problemas.

UNIVERSIDAD CATÓLICA DE CUENCA
UNIDAD ACADÉMICA DE INGENIERÍA QUÍMICA, BIOFARMACIA, INDUSTRIAS Y PRODUCCIÓN.
94 Ingeniería Industrial
CIERRE DEL PROBLEMA
Lección Aprendida:
____________________________________________________________________________________________________________________________________
___________________________________________________________________________ Responsable Cierre: _________________________ Fecha de
cierre:_______________
1D: DEFINICIÓN DEL PROBLEMA
Descripción del problema:
Marca / Modelo :_______________________ Código del producto: _____________ Lote: __________
Equipo de Trabajo:
1 7
Especificación/Tolerancia:_______________________________________________________________
No Conformidad: ______________________________________________________________________
2 8
Defecto: ____________________________________________________________________________
3 9
#Piezas(lotes) afectados: ____ #Piezas(lotes)sospechosos: ____ Operador:_____________ Turno:___
4 10
¿El problema es recurrente? Si No Fecha de aparición: ______________ No. Problema:___
5 11
Definido por: _____________________ Fecha: _________________
6 12
2D ACCIÓN DE CONTENCIÓN (Acciones inmediatas para detener el efecto y proteger al cliente)
SI NO RESPONSABLE SI NO RESPONSABLE
Contención de producto (Adjuntar registro Contención) Segregación de material No-conforme
Retroalimentación e inclusión del parámetro de control en CARE Otros
Detalle de la Acción(es) tomada(s):
NOTA: Se debe ejecutar un registro de contención VF-13-06)
SOLUCIÓN DE PROBLEMAS
Código: VF-14-16
Fecha: 2010-12-28
Revisión: 4


















