UNIVERSIDAD CENTROCCIDENTAL -...
82
UNIVERSIDAD CENTROCCIDENTAL “LISANDRO ALVARADO” DECANATO DE CIENCIAS Y TECNOLOGÍA INGENIERÍA DE PRODUCCIÓN TRABAJO DE PASANTÍAS PRODUCTOS ALIMEX C.A DEPARTAMENTO DE PRODUCCIÓN Julio, 2.012 Autor: Maricarmen Algarra C. C.I.: 19.827.975 Tutor Empresarial: Ing. Luis Sarmiento Tutor Acádemico: Ing. Ernesto Marquez Ingenieria de Producción Periodo: Marzo-Junio 2012
Transcript of UNIVERSIDAD CENTROCCIDENTAL -...

UNIVERSIDAD CENTROCCIDENTAL
“LISANDRO ALVARADO”
DECANATO DE CIENCIAS Y TECNOLOGÍA
INGENIERÍA DE PRODUCCIÓN
TRABAJO DE PASANTÍAS
PRODUCTOS ALIMEX C.A
DEPARTAMENTO DE PRODUCCIÓN
Julio, 2.012
Autor:
Maricarmen Algarra C.
C.I.: 19.827.975
Tutor Empresarial:
Ing. Luis Sarmiento
Tutor Acádemico:
Ing. Ernesto Marquez
Ingenieria de Producción
Periodo: Marzo-Junio 2012

DEDICATORIA
Estas palabras de afecto van dirigidas a quienes han sido protagonistas de esta etapa de
mi vida y que junto a mi han recorrido esta largo camino hasta el día de hoy, a ustedes les
debo este mensaje y les dedico mi trabajo.
A mis padres Ysabel y Edgardo son mi mayor orgullo, porque me han dado la vida y con
sacrificio y entrega hoy son los verdaderos dueños de mis logros, ustedes son mi mayor
motivación.
A mis hermanas Mariajosé, Marysabela y Mariedgy siempre cuentan conmigo, estoy
orgullosa de Ustedes, siempre fueron mi ejemplo a seguir, sin la base que sentaron en mí
no habría alcanzado esta meta.
A Mi Abuela Josefina, por ser un ejemplo a seguir de vida y superación.
A Mis Abuelitos Maria, Luis y Javier, gracias por darme la bendición desde el cielo.
A Luis Rodriguez, con tus atenciones y demostraciones de amor me brindaste una
motivación más para seguir adelante, gracias por estar conmigo en las buenas y malas,
entenderme y apoyarme cuando mas te necesito, gracias por siempre sacarme siempre
una sonrisa.
A mis amigos, a los de siempre y para siempre: Raquel Arévalo, Orlando Flores,
Milángela Escobar, Gabriela Torrealba, Darlenis Barrios, con quienes aprendí el
significado de la amistad cada uno me mostro las mejores facetas del ser humano, ustedes
definen la solidaridad, la alegría y el optimismo, aunque sigamos rumbos distintos siguen
siendo parte importante de mi vida, gracias por apoyarme, nunca los olvidare.
A los integrantes de mi promoción por ser parte de esta experiencia, les deseo el mayor
de los Éxitos.
A mis tíos, primos y conocidos por todo el apoyo que recibí de Uds. Gracias por estar
presentes en toda esta experiencia.

AGRADECIMIENTO
A Dios por sobre todas las cosas.
A mi Madre y Padre, por sostener junto a mí esta gran responsabilidad y ser la base de mi
vida, gracias por estar conmigo en todo momento, entenderme y no dejarme caer. Sin
ustedes este sueño no sería realidad. GRACIAS
A mis hermanas, por darme ánimos en los momentos que las necesite, sacarme una
sonrisa y por darme todo el cariño y apoyo que solo las hermanas pueden dar.
A mi Abuela, por ser mi mayor ejemplo de vida, por su constancia y dedicación.
A mis amigos y novio, que alimentan mi espíritu y me incentivan a vivir plenamente cada
día. Especialmente a Luis Rodriguez, Raquel Arévalo, Darlenis Barrios y Orlando
Flores, por su valiosa colaboración en este proyecto.
A la UCLA, por ser el centro de mis experiencias más importantes, base de mi formación
académica y profesional.
A Toda la Familia Alimex, especialmente: Yemisbel Rodriguez, Khaled Ortiz, Alejandra
Rodríguez, Angel Alvarado, Dairys Figueredo, Daniella Gonzales, José Alberto
Rodríguez, Hilda Sánchez, Yamileth Cordero, Gloria Pérez, y Leonardo Torres, por ser
un excelente equipo de trabajo.
A mis tutor empresarial, Ing. Luis Sarmiento por ser tan comprensible y darme tanto
apoyo y confianza para elaborar este trabajo, por dedicarme tiempo y aportarme tantos
conocimientos durante mi estadía en la empresa, Gracias.
A mi tutor académico Ing. Ernesto Márquez, por su colaboración dentro de este proyecto.
A todos los profesores que formaron parte de mi formación académica.
A todos GRACIAS.

INDICE GENERAL
INTRODUCCIÓN VII
CAPITULO I. INFORMACIÓN DE LA EMPRESA
Nombre y ubicación de la Empresa 9
Reseña Historia de la Empresa 9
Misión 10
Visión 11
Objetivos de la Empresa 11
Políticas de la Empresa 12
Valores 13
Estructura Organizativa 13
Departamento de Producción 14
CAPITULO II. DESARROLLO DE ACTIVIDADES
Actividad 1. Descripción del proceso productivo de salchichas 16
Actividad 2. Estudio de tiempos de paradas en el área de embutido de
salchichas 24
Actividad 3. Estudio de cuellos de botella en el área de embutido de
salchichas 27
Actividad 4. Soluciones a las causas de las paradas en el área de embutidos 33
Actividad 5. Estudio de carros H 35
Actividad 6. Estudio de varillas gruesas y finas para colgar 38
Actividad 7. Estudio en el área de pelado y empaque de salchichas 39
Actividad 8. Estudio de proveedores de tripa de mortadela tipo especial 40
CONCLUSIONES 46
RECOMENDACIONES 48
REFERENCIAS 50
ANEXOS 51

INDICE DE GRÁFICOS
GRÁFICO
1. Organigrama General de la Organización 14
2. Estructura Organizacional del Departamento de Producción 15
3. Diagrama de procesos de elaboración de salchichas 20
4. Fallas observadas en Townsend 1 27
5. Fallas de insumos en Townsend 1 28
6. Fallas mecánicas en Townsend 1 29
7. Fallas debido al trabajador en Townsend 1 29
8. Fallas observadas en Townsend 2 30
9. Fallas de insumos en Townsend 2 31
10. Fallas mecánicas en Townsend 2 31
11. Fallas debido al trabajador en Townsend 2 32
12. Comparación entre Townsend 1 y Townsend 2 33
13. Diagrama de recorrido de carros H en el proceso de salchichas 35

INDICE DE CUADROS
CUADRO
1. Resumen de estudio de tiempos de paradas en Townsend 1 25
2. Resumen de estudio de tiempos de paradas en Townsend 2 26
3. Soluciones a las fallas asociadas a los insumos 33
4. Soluciones a las fallas mecánicas 34
5. Soluciones a las fallas asociadas a los trabajadores 34
6. Tabla General Electric 36
7. Estudio cronométrico de cada una de las fases de los carros H dentro
del proceso productivo de salchichas 36
8. Información de caja Nalo corrugada por Quimatic C.A 41
9. Resultados obtenidos caja 1. Nalo corrugada por Quimatic C.A 41
10. Resultados obtenidos caja 2. Nalo corrugada por Quimatic C.A 42
11. Información de caja Nalo traída directamente de Alemania 43
12. Resultados obtenidos caja 1. Nalo traída directamente de Alemania 43
13. Resultados obtenidos caja 2. Nalo traída directamente de Alemania 44

INTRODUCCIÓN
La productividad evalúa la capacidad de un sistema para elaborar productos que
son requeridos, destacando el grado en que se aprovechan los recursos utilizados, es
decir, el valor agregado. Una mayor productividad utilizando los mismos recursos o
produciendo los mismos bienes, resulta en una mayor rentabilidad para la empresa.
Por lo que se destacan aspectos como, mano de obra, materia prima, maquinaria,
energía y capacidad técnica.
En la situación cambiante y en el progreso del desarrollo industrial, toda empresa
busca herramientas y soluciones que les permitan incrementar su productividad, en
donde la planificación y control constituyen la base fundamental para mejorar
constantemente sus procesos. Para la mayoría de las organizaciones, la pérdida de
material generado en los procesos productivos se ha convertido en una amenaza, ya
que afecta en forma directa su productividad, calidad y utilidad; por esta razón se
hace necesario controlar dentro de unos rangos prestablecidos, la forma en que se
logre convertir un elemento que no reduzca el rendimiento lucrativo esperado.
En Venezuela, el sector industrial se ha inclinado a la adaptación y mejoras en
sus procesos productivos de acuerdo a la situación económica que vive
actualmente, por ende, su finalidad es de operar de manera más eficiente, cumpliendo
con las necesidades de producción al menor costo, con la calidad deseada y la
plena satisfacción del cliente, de manera que se logre el nivel de productividad
y rentabilidad esperada. Todo esto induce a las empresas a tener una mejor
utilización de los recursos en el proceso de fabricación, con el propósito de elevar su
nivel de rendimiento y evitar su inestabilidad económica y financiera. Es por ello, que
existe una gran preocupación por implantar sistemas y metodologías que optimicen
los procesos productivos y sobre esta base definir prioridades, políticas y correctivas,
con la intención de aumentar el aprovechamiento de la materia prima, la mano de
obra y maquinarias utilizadas.
En este contexto, la empresa “Productos Alimex C.A.”, se dedica a la producción
de embutidos y líneas cárnicas, tales como: lomito, pulpa y jamón de pierna, espalda

cocida, costilla, jamón arepero, salchicha granel, chuleta y tocineta ahumada, bologna
de res y de pollo, salchicha de 800 y 450 gramos, salchicha de pollo y cocktail,
fiambre de carne y espalda, así como también, salchichón danés y mortadela Caracas
de carne y pollo. Siendo las salchichas una de las áreas de mayor relevancia y
producción de la empresa, puesto que es uno de los productos de mayor demanda en
el mercado con una manufactura aproximada de 500 toneladas de kilogramos al mes.
El proceso de elaboración de salchichas es extenso incluyendo cinco grandes sub-
procesos, como la molienda, mezclado, embutido, cocción y empaquetado.
Actualmente, la empresa presenta un incremento de paradas no programadas en el
área de embutido de salchichas. Éstas pueden ocurrir inicialmente a nivel de la
manipulación de las tripas sintéticas, a su vez, se puede experimentar el caso de la
existencia de desajustes de la cadena eslabonadora y doblaje de la varilla embutidora,
así como también, fallas mecánicas ocasionadas por falta de mantenimiento
preventivo, y por tiempo ocioso ocasionado por operadores y ayudantes de
operadores. A nivel de insumos relacionados en esta área, se pueden ocasionar
paradas de larga duración, debido a que no poseen ni aseguran un retorno eficaz de
carros H y varillas necesarias para la producción de lotes diarios.
Esta situación afecta negativamente la obtención y rentabilidad en la empresa, ya
que trae como consecuencia paradas de procesos que ocasionan la disminución
notoria de aproximadamente 24.000 kilogramos al mes de salchichas sin producir,
esto genera un incremento en los costos y por ende un bajo rendimiento económico.
Por lo tanto, se hizo necesario diseñar un plan de mejoras y soluciones para el
incremento de la producción en el proceso de elaboración de salchichas,
diagnosticando la situación actual en la que se encuentra la empresa y determinando
los factores que ocasionan las paradas de producción. De igual forma, se permitirá un
mayor aprovechamiento de la materia prima, maquinaria utilizada y mano de obra
empleada, resultando un aumento progresivo de la rentabilidad, mejoramiento
continuo de la calidad del producto, la utilización más optima de los recursos
disponibles en la empresa y el aumento de la utilidad.

9
CAPÍTULO I
INFORMACIÓN DE LA EMPRESA
Nombre y ubicación de la Empresa
Productos ALIMEX C.A., empresa ubicada en la calle 28 esquina de la carrera 3,
Zona Industrial I de Barquisimeto, estado Lara. La compañía se dedica
exclusivamente a elaborar y comercializar embutidos y ahumados, como jamón,
mortadela, chuleta, salchicha, salchichón, tocineta, entre otros.
Reseña historia de la Empresa
La empresa Productos ALIMEX C.A., fue constituida y domiciliada originalmente
en la ciudad de Caracas, específicamente en la Calle Sarría N° 86. Se encuentra
inscrita en el Registro Mercantil de la Circunscripción Judicial del Distrito Federal y
Estado Miranda, el 06 de Septiembre de 1964, bajo el N° 106, Tomo 24-A. Su
actividad principal era la fabricación y venta del único producto: Mortadela
económica. En esa época contaba con maquinarias muy artesanales que solo
producían 30.000 Kg. De mortadelas mensuales. El día 30 de diciembre de 1973,
según decisiones tomadas en una asamblea, se decide trasladar la fábrica a Zona
Industrial de la ciudad de Barquisimeto, representado esto, un punto importante de
conexión con todo el país que permitiría aprovechar las ventajas de un mercado en
pleno crecimiento.
Para el año de 1989, dadas las condiciones de competencia imperantes en el
mercado y la continua búsqueda del mejoramiento de la calidad de sus productos,
amplía su capacidad de producción y variedad de rubros. Llevando la modernización

10
de la planta, empleando nuevo personal e incorporando 3 nuevas líneas para elaborar
jamón (fiambre carne, fiambre espalda, jamón de pierna y espalda cocida),
salchichón, mortadela especial y extra. Seguidamente, en el año 1995, se incorpora la
línea de ahumados (chuleta, costillas y tocinetas) y la línea de salchichas tipo Viena
en sus presentaciones de 450 y 800 gramos, y a granel (1 a 2 Kg. aproximados). Para
elaborar estos nuevos rubros se capacita el personal y se adquieren nuevas
maquinarias, aumentando así para este año la producción total a 400.000 Kg.
mensuales.
A pesar de la crisis económica del país durante el transcurso de los años la
empresa nunca desistió de la idea de modernización de sus procesos, lográndose
producir 1 millón de Kg. mensuales. De manera conjunta ALIMEX y Organización
El Tunal, suman esfuerzos para crecer y beneficiar a los venezolanos con su proyecto
de crecimiento, el cual contempla la introducción de nuevos productos y la
ampliación del alcance de la distribución de productos de la empresa ALIMEX, con
el apoyo de la estructura comercial de Alimentos El Tunal C.A.
Misión
Producir alimentos derivados del procesamiento de todo tipo de carne,
cumpliendo con los siguientes principios:
1. Trabajar con canales de distribución para ofrecer un excelente servicio a los
clientes
2. Mantener los estándares de calidad, integrar un equipo humano talentoso y
motivado.
3. Cumplir con requerimientos legales establecidos por las autoridades.
4. Fomentar una convivencia productiva con la comunidad.
5. Evitar el impacto negativo en el medio ambiente.

11
6. Asegurar un retorno financiero atractivo.
Visión
1. Ser una de las tres empresas más importantes a nivel nacional en su rama.
2. Mantener niveles de desempeño superiores al promedio de la industria
venezolana.
3. Guiarse por estándares mundiales de rendimiento y calidad, para que las
marcas sean garantía de calidad.
4. Aprovechar al máximo las sinergias con aliados.
5. Contar con un equipo talentoso, motivado y orgulloso de formar parte de la
empresa.
Objetivos de la Empresa:
Objetivo General
Desarrollar un alto nivel de producción en embutidos para satisfacer las
necesidades de los clientes y del mercado, contribuyendo así el desarrollo económico
y social del país.
Objetivo Específicos
1. Lograr un volumen de producción que minimice los costos y brinde un
producto de excelente calidad.
2. Obtener rentabilidad de los recursos financieros que justifiquen la asignación
invertida.
3. Dar los mejores beneficios a empleados y obreros.

12
Políticas de la empresa
Productos Alimex C.A, posee los siguientes lineamientos:
1. Productos
Establecer controles en el proceso productivo que permitan asegurar la calidad del
producto terminado, mediante la aplicación de métodos y procedimientos que
aseguren la continua evaluación de la calidad, logrando también, el estar alerta
respecto a la competencia del mercado, destacando y conociendo las debilidades y
fortalezas de la empresa.
2. Proveedores
Emplear materias primas y materiales, solo de compañías que ofrezcan productos
y servicios de alta calidad, para poder asegurar al cliente que obtendrá un producto de
excelente calidad.
3. Cliente
Respetar y atenderles en todas sus inquietudes, tanto comerciales como técnicas,
mediante la investigación constante de sus necesidades, expectativas y conformidad,
a fin de responder en forma efectiva y oportuna con los productos y servicios de la
más alta calidad a un precio justo.
4. Propietarios
Buscar permanentemente la proyección en el mercado y el desarrollo tecnológico
por medio del reconocimiento a nivel nacional e internacional, para cumplir con las
expectativas de rentabilidad y lograr la permanencia en el mercado a través del
tiempo.
5. Trabajadores
Consolidar esfuerzos que conlleven a un mejoramiento profesional y humano de
los trabajadores brindándoles la oportunidad de participar en talleres de capacitación,

13
así como eventos culturales y deportivos. De esta manera, se crea un ambiente laboral
que eleve su nivel de vida, estimulen su creatividad y satisfaga sus necesidades de
estabilidad, realización, logro y progreso.
Valores
Su misión es fortalecer la cultura organizacional, para fomentar un
comportamiento, destaca principalmente los siguientes valores:
Perseverancia: Insistencia en la búsqueda de objetivos de la empresa, así como
también la obtención de compromiso y tenacidad en todos los colaboradores.
Respeto: Mantener un ambiente abierto al diálogo constructivo, siempre
reconociendo la individualidad de las personas y su derecho a tener opiniones
diferentes.
Integridad: Actuar de forma consistente con las creencias. Demostración de la
importancia a los acuerdos adquiridos, para cuidar la imagen.
Excelencia: Se aplica toda la capacidad necesaria para superar las expectativas de
clientes internos y externos.
Innovación: Buscar siempre actualizar el portafolio de productos, así como sus
procesos y tecnologías.
Estructura Organizativa
Productos ALIMEX C.A. cuenta con una estructura organizacional bien definida y
de carácter vertical, (Grafico 1).La estructura presenta en el primer nivel la Asamblea
de Accionistas, donde se encuentra la Organización el Tunal y los accionistas directos
de Productos ALIMEX, donde juntos toman la dirección y el enfoque que debe seguir
la empresa. En la misma línea, en segundo nivel se encuentra Presidencia, el cual es
el encargado de dirigir la empresa Productos ALIMEX. Por otra parte, el tercer nivel,
muestra la Gerencia General donde dirige, coordina y controla las actividades de la
empresa, a través de los diferentes departamentos de apoyo. Asimismo, los
departamentos de apoyo, tales como; Finanzas, Producción, Aseguramiento de la

14
Calidad, Recursos Humanos y Mantenimiento se encuentran encabezados en la
misma línea.
Grafico 1. Organigrama General de la Organización.
Gerencia General
Gerencia de
administración y FinanzasGerencia de
Producción
Asesor de Planta
Coordinador
de Planificación,
Gestión y Control
Gerencia de RRHH Gerente de Aseguramiento
de la Calidad
Gerencia de
Mantenimiento
Junta Directiva
Fuente: Productos ALIMEX C.A
Departamento de Producción
Su propósito fundamental, es coordinar y supervisar la producción del ahumado de
carnes y la elaboración de todos los rubros de la empresa, igualmente controla todos
los recursos requeridos para el proceso productivo. El grafico 2 permite visualizar la
estructura de este departamento. Entre las funciones que se desempeñan están:
Controlar la producción y fabricación de todos los productos elaborados.
Verificar el cumplimiento eficiente de las diferentes etapas del proceso
productivo.
Controlar el mantenimiento preventivo y correctivo de los equipos y
maquinarias utilizadas en la producción.

15
Grafico 2. Estructura Organizacional del Departamento de Producción.
Gerencia de Producción
Asistente
Jefe de Producción
Coordinador de
Produccion
Supervisor
Desposte
Supervisor de
Molienda
y Mezclado
Supervisor de
Molienda y
Emulsificado
Supervisor Turno
Nocturno
Supervisor de
Empaque General
Supervisor de
Inyección
Supervisor de
Embutido
Supervisor de
Cocción Baño de
maría
Supervisor de
Empaque Salchicha
Supervisor de
Microingredientes
Fuente: Productos ALIMEX C.A

16
CAPITULO II
DESARROLLO DE ACTIVIDADES
Actividad 1. Descripción del proceso productivo de salchichas
Se procedió a conocer el proceso productivo de las salchichas en sus 3 principales
presentaciones, 450 gramos, 800 gramos y granel, este proceso para cada una es el
mismo y empieza de la siguiente manera: la materia prima cárnica (pulpa, lagarto,
recortes de primera y segunda, carne de res, tocineta y chuleta) provenientes del área
de desposte (ver anexo 1) son depositadas en cavas de congelación, para
posteriormente ser seleccionadas cuando alcancen su temperatura optima, luego son
trasladadas en paletas hacia una romana, inspeccionada y pesada, para así, determinar
si se encuentra en los límites establecidos. Desde aquí, es introducida al área de
molienda y emulsificados por medio de cestas que se encuentran en un paletizador.
Es importante mencionar, que la materia prima cárnica debe estar congelada pues
el proceso de molienda y emulsificado incrementa la temperatura de la misma,
sufriendo el riesgo de activar la descomposición de la carne. Una vez en el área de
molienda (ver anexo 2), la carne es colocada en una banda transportadora para ser
descargada en el molino. Mediante el movimiento rotativo de un husillo, la materia
prima va siendo triturada por el movimiento de caracol que realiza, a medida que va
girando pasa por una pre-cortadora de 8 huecos que va disminuyendo el tamaño de la
materia prima cárnica, luego por una cuchilla de corte y por último por un disco de
9mm; posteriormente cae sobre carros vemag (ver anexo 12) de acero inoxidable
donde un operador la recibe y a su vez va llenando dichos carros para luego enviarlas
hacia la mezcladora.

17
La materia prima cárnica previamente molida es colocada sobre un elevador (ver
anexo 3), luego el operario sube una a una los carros en el mismo. Asimismo, se
descarga en la mezcladora que posee una capacidad de 4000 Kilogramos,
seguidamente 2 ejes con paletas van homogeneizando la pasta. Al culminar con el
agregado de materia prima cárnica, el operador de la máquina coloca la mezcladora
en velocidad alta para agregar micro-ingredientes, esto con la finalidad que la carne
absorba de una mejor forma el agregado; donde su proceso y orden varía según la
pasta que se va a elaborar.
Al culminar con el agregado, el proceso de mezclado continúa 10 minutos para
homogenizar la pasta, transcurrido el tiempo un operador detiene la mezcladora
coloca los ejes en un mismo sentido y la enciende nuevamente para proceder a bajar
la pasta. La mezcladora posee 2 compuertas donde cada una se abre y cierra a la vez,
para que luego de forma progresiva caiga en una tolva, evitando que no se desborde
la pasta. En este punto del proceso, la pasta debe estar a una temperatura menor o
igual a 12ºC para prevenir que la emulsión se separe, estas temperaturas son medidas
por un inspector de calidad que guiándose bajo lineamientos establecidos, determina
los parámetros que cumplen con las exigencias.
Cuando la pasta se encuentra en la tolva se enciende el emulsificador, por lo que
es absorbida y pasada por un cabezal, una cuchilla, un disco de 3 pulgadas, otra
cuchilla y por último, un disco de 1 pulgada. Todo el procedimiento tiene como
finalidad hacer una pasta más fina; cabe destacar que a medida que se va
emulsificando la pasta, se debe abrir la compuerta de la mezcladora para ir
descargando la pasta en la tolva. En el proceso de emulsificado la pasta eleva su
temperatura, es por ello que, el inspector de calidad mide nuevamente la temperatura
y debe garantizar que supere los 12 °C.
Luego del proceso de emulsificado se procede al embutido (ver anexo 4), este
comienza cuando la pasta es colocada en un elevador y cae en una tolva de
almacenamiento, donde por el movimiento rotativo del caracol hace bajar la pasta y
es dosificada a una presión de 6psi en porciones. Asimismo, es conducida de la
embutidora a la eslabonadora, por medio de una varilla embutidora (ver anexo 14 y

18
17), e impulsada por unos rotores que va llenando una tripa sintética. Cabe destacar
que las tripas son colocadas en una tolva y suministradas automáticamente cada vez
que el stick anterior se termina.
Al momento que la salchicha está siendo embutida en la tripa, va pasando por un
tapón retorcedor (ver anexo 15 y 16) que va girando y evita que la tripa se desvíe del
proceso. Inmediatamente transita por la cadena eslabonadora que posee cierta
cantidad de paletas, lo que le da el tamaño deseado a la presentación de salchicha que
se esté elaborando, cuando estas van saliendo de la cadena las salchichas son
lubricadas con agua y así se previene que las tripas se revienten. Una vez finalizado el
proceso de embutido, las salchichas son colocadas en varillas y guindadas en carros
tipo H (ver anexo 11), para posteriormente pesarlas y enviarlas al proceso de cocción.
La cocción de las salchichas se realiza en hornos (ver anexo 5), estos son equipos
diseñados para el tratamiento térmico de productos cárnicos y embutidos, los mismos
trabajan en un margen de temperatura de 95ºC, con humedad relativa de un 98%.
Constan de una unidad de mando y regulación la cual controla y regula
automáticamente la temperatura interna de los productos y el tiempo de
procesamiento. Los hornos de cocción están ubicados en línea de forma de facilitar el
flujo del área (carga y descarga) y para facilitar que un sólo operador realice las
operaciones de control de cocimiento, los mismos poseen un generador de humo
conectado a una instalación de ahumado caliente. A su vez, esta consta de una tolva
donde se les agrega el aserrín por el movimiento de un caracol, el mismo es
dosificado cada 2 minutos hacia la chumacera, donde se genera el humo y es
adicionado a través de una tubería en la zona de baja presión de la cámara del
calentador de aire. Para cada una de las diferentes presentaciones de salchichas, el
tiempo de cocción es de 1 hora aproximadamente a una temperatura de 76°C.
Al salir del horno las salchichas son pesadas nuevamente para verificar las
pérdidas por mermas, debido al calor que fueron sometidas y de allí reposan para
luego ser trasladadas a una cava de refrigeración (ver anexo 6), donde se enfrían para
su futuro pelado y empaquetado. Es necesario que la temperatura de pelado y
empaque de las salchichas sea bajo (menor o igual a 5°C), para inhibir el crecimiento

19
bacteriano. Para esto, después de un tiempo determinado bajo refrigeración, las
salchichas se trasladan al área de pelado donde se les inspecciona la temperatura y
consistencia. Un operario corta el extremo de la tripas para luego desguindarlas de los
carros H y sumergirlas en carros que contienen una mezcla de hielo y agua, que
disminuyen la temperatura interna del producto, haciéndolo apto para su posterior
empaquetado. Después del sumergido son pasadas por la peladora, la cual les quita el
recubrimiento o tripa fibrosa del embutido para luego ser trasladadas en cestas a la
empaquetadora. Finalmente, la máquina empaquetadora se encarga de imprimir el
lote, la fecha de vencimiento y a su vez sella al vacío el empaque de salchichas para
que éstas sean colocadas en cajas dependiendo de su presentación y enviadas al
almacén de producto terminado donde se almacenan en temperaturas de entre -2°C y
2°C. A continuación se presenta el Diagrama de Flujo de Proceso en el gráfico 3.

20
Almacén de micro-
ingredientes
Grafico 3. Diagrama de proceso de elaboración de salchichas.
DIAGRAMA DE PROCESO
DE ELABORACIÓN DE
SALCHICHAS
PÁG.: 1 DE 4
FECHA:
ABRIL 2012
Productos Elaborados: Salchicha 450gr, 800gr y granel.
Empieza en: Almacén de materia prima
(Cavas de congelación)
Termina en: Almacén Producto terminado
Elaborado por: Maricarmen Algarra C. Revisado por: Jefe de Producción
Fuente: El Autor.
Almacén de materia
prima
Inspección y peso de
micro-ingredientes
Hacia máquina mezcladora
de micro ingredientes
(Carros Vemag)
Vertido en máquina
Mezclado
Vaciado de máquina
Hacia el área de
molienda y
mezclado
(Vascas)
Almacén de materia prima
(cavas de congelación)
Hacia la romana (Paletizador)
Pesado e inspección de
material
Hacia el área de molienda y
emulsificado (Paletizador)
Colocación de ingredientes en
la banda transportadora
Molienda de la materia prima
cárnica
Hacia mezcladora
(Carros Vemag)
Vertido de materia Prima
cárnica en mezcladora
Demora
Vertido de salmuera en
mezcladora
1
1
2
1
2
3
3
1
2
2
4
5
4
6
5
7
3
A D
1

21
Grafico 3. Diagrama de Procesos de elaboración de salchichas (Continuación)
DIAGRAMA DE PROCESO
DE ELABORACIÓN DE
SALCHICHAS
PÁG.: 2 DE 4
FECHA:
ABRIL 2012
Productos Elaborados: Salchicha 450gr, 800gr y granel.
Empieza en: Almacén de materia prima
(Cavas de congelación)
Termina en: Almacén Producto terminado
Hielo
Tripas de salchicha para
embutir
Elaborado por:Maricarmen Algarra C. Revisado por: Jefe de Producción
Fuente: El Autor.
Mermas
Desperdicios, reproceso
3
4 Colgado de salchichas en
los carros H, Inspección
Hacia hornos de cocción
(Carros H)
8 Cocción
A
B
D
E
6

22
Grafico 3. Diagrama de Procesos de elaboración de salchichas (Continuación)
DIAGRAMA DE PROCESO
DE ELABORACIÓN DE
SALCHICHAS
PÁG.: 3 DE 4
FECHA:
ABRIL 2012
Productos Elaborados: Salchicha 450gr, 800gr y granel.
Empieza en: Almacén de materia prima
(Cavas de congelación)
Termina en: Almacén Producto terminado
Elaborado por:Maricarmen Algarra C. Revisado por: Jefe de Producción
Fuente: El Autor.
Enfriamiento de las salchichas
Pelado de salchichas
Desperdicio
7 Hacia romana
(Carros H)
5 Pesado e inspección
8 Hacia cava de refrigeración
(Carros H)
9
2 Demora
9 Hacia el área de pelado
(Carros H)
6 Inspección y sumergido de
salchichas en hielo
7 Colocación de salchichas en
máquina peladora
10
B
C
E
F

23
Grafico 3. Diagrama de Procesos de elaboración de salchichas (Continuación)
DIAGRAMA DE PROCESO
DE ELABORACIÓN DE
SALCHICHAS
PÁG.: 4 DE 4
FECHA:
ABRIL 2012
Productos Elaborados: Salchicha 450gr, 800gr y granel.
Empieza en: Almacén de materia prima
(Cavas de congelación)
Termina en: Almacén Producto terminado
Empaques y cajas
Elaborado por:Maricarmen Algarra C. Revisado por: Jefe de Producción
Fuente: El Autor.
Reproceso
10 Hacia empaquetadora (Cestas)
Colocación de salchichas en
máquina empaquetadora,
Inspección
11 Sellado, Impresión y encajado
11
8
Hacia el almacén de producto
terminado (Paletizador)
4 Almacén de producto terminado
C F

24
Actividad 2. Estudio de Tiempos de paradas en el área de embutido de
salchichas.
En Productos Alimex C.A., unos de los rubros más comercializados es la
salchicha, es por ello que la empresa optó por adquirir una máquina empaquetadora
marca Drake (ver anexo 10) de mayor potencia que funciona diez veces más que las
que existen actualmente. Debido a esta adquisición, el proceso de embutido es
insuficiente para poder abastecer la demanda de salchichas embutidas que le exige el
área de empaquetado, por lo que la empresa necesita que se estudie el área de
embutidos con más detenimiento, y así observar las fallas y cuellos de botellas que en
ella se están generando, así como también aportar soluciones que se pueden
implementar a corto y largo plazo para aumentar la producción en esta área.
En el proceso de embutido de salchichas, existen dos máquinas marca Townsend,
se tomó una muestra de nueve días consecutivos para observar el número de paradas
no programadas que se producen en toda una jornada laboral en cada una de las
maquinas. Es importante acotar que una jornada laboral consta de nueve horas,
incluyendo las paradas programadas (hora de almuerzo, limpieza intermedia, limpieza
final, cambio de presentación, mantenimiento rutinario).
Mediante la observación directa se logró inspeccionar y determinar las paradas no
programadas que se ocasionaron a lo largo de los nueve días, seguidamente, se tomó
nota del inicio, fin y la duración de cada una de ellas (ver anexo 23), excluyendo el
tiempo de paradas programadas mencionadas anteriormente, obteniendo así el tiempo
disponible que tiene el área para producir, luego se restó el tiempo perdido por las
paradas no programadas, conociéndose entonces, el tiempo diario real operativo, y
finalmente saber el rendimiento de las maquinarias de cada una de las líneas de
embutido. A continuación se muestra un cuadro resumido con lo observado durante
los 9 días para cada una de las maquinarias (Townsend 1 y Townsend 2) en toda la
jornada laboral.

25
Cuadro 1. Resumen de Estudio de Tiempo de paradas en Townsend 1.
TOWNSEND 1
06-mar 07-mar 08-mar 09-mar 12-mar 13-mar 14-mar 15-mar 16-mar
Numero de Paradas Programadas 5 2 2 2 3 3 4 2 4
Duración de Paradas
Programadas (Hr:Min)
01:47 01:15 01:15 01:14 01:53 01:17 03:23 01:15 01:58
Tiempo Disponible (Hr:Min) 07:13 07:45 07:45 07:46 07:07 07:43 05:37 07:45 07:02
Numero de Paradas No
Programadas
10 12 14 9 15 15 7 17 15
Duración de Paradas No
Programadas (Hr:Min)
00:24 01:11 00:51 00:48 01:33 01:38 00:29 02:05 01:20
Tiempo Real Operativo (Hr:Min) 06:49 06:34 06:54 06:58 05:34 06:05 05:08 05:40 05:42
Rendimiento de la Maquinaria
(%)
94,45% 84,77% 89,03% 89,70% 78,23% 78,76% 91,28% 73,16% 81,08%
Fuente: El Autor.

26
Cuadro 2. Resumen de Estudio de tiempos de paradas en Townsend 2
TOWNSEND 2
06-mar 07-mar 08-mar 09-mar 12-mar 13-mar 14-mar 15-mar 16-mar
Numero de Paradas Programadas 4 3 3 3 4 3 3 3 5
Duración de Paradas Programadas
(Hr:Min)
01:58 01:15 01:18 01:52 01:36 01:17 03:21 01:24 01:51
Tiempo Disponible (Hr:Min) 07:02 07:45 07:45 07:08 07:24 07:43 05:39 07:36 07:09
Numero de Paradas No
Programadas
13 10 16 13 10 10 10 10 11
Duración de Paradas No
Programadas (Hr:Min)
00:30 01:25 00:44 00:45 01:38 01:06 00:09 02:44 01:08
Tiempo Real Operativo (Hr:Min) 06:32 06:20 07:01 06:23 05:46 06:37 05:30 04:52 06:01
Rendimiento de la Maquinaria (%) 78,66% 81,67% 90,58% 89,48% 77,97% 85,75% 97,34% 63,94% 84,19%
Fuente: El Autor.

27
Actividad 3. Estudio de cuellos de botella en el área de embutido de salchichas
Luego del estudio de tiempos realizado en la actividad 2, se dio a conocer con
detenimiento las causas de las paradas en las líneas de embutido de salchichas,
llegando a clasificarlas en tres tipos; fallas por insumos, fallas mecánicas y posibles
fallas debido al operador. A su vez, se segregan cada una de ellas en las causas que
representan. A continuación se muestran gráficos de frecuencias de las paradas para
cada una de las maquinarias.
Estudio de paradas no programadas para Townsend 1:
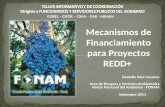
En el gráfico 4 se puede observar que la causa mas relevante en las dos semanas
observadas, presentadas en la línea 1 es la falla asociada a los insumos, que
representa 58 paradas con una duración total de 5 horas con 42 minutos, que equivale
a aproximadamente 6.772 Kilogramos sin producir, mientras que las fallas mecánicas
constan de 32 paradas con una duración total de 3 horas con 25 minutos que equivale
a 4.059 Kilogramos sin producir aproximadamente, y por último se tienen las fallas
debido al operador, estas representan 24 paradas con una duración total de 1 hora con
12 minutos, esto equivale a 1426 Kilogramos sin producir.
Gráfico 4. Fallas Observadas en Townsend 1.
Fuente: El Autor.

28
A continuación se muestran cada una de las fallas compuestas por las causas que la
generan:
Grafico 5. Fallas de Insumos en Townsend 1
Fuente: El Autor.
Las fallas relacionadas a los insumos son la causa mayor de las paradas no
programadas en el embutido de salchichas, con un 51% en total, que equivalen a 5
Horas con 42 Minutos. Estas fallas están constituidas por la falta de varillas para
colgar y carros H con un 19 y 22% respectivamente, debido a que la tripa cuenta con
defectos de fábrica, aunque también podría ser una mala manipulación por parte del
operario, la misma es relevante, por lo que presenta un 51%. Es oportuno mencionar
que cuando el chuck está partido, permite que la tripa se quede pegada.
Como se muestra en el gráfico 6 las fallas mecánicas en esta línea representan el
28% en las paradas de producción, exactamente 3 horas con 25 minutos. Estas fallas
son causadas en un 50% por desajustes de la cadena eslabonadora, un 18% por la
varilla que se dobla por la presión que ejerce la bomba, 17% cuando aplican un
mantenimiento correctivo a la maquinaria, y por último un 15% de ajuste de
parámetros como presión, velocidades, etc.
FALLA DE INSUMOS

29
Grafico 6. Fallas Mecánicas en Townsend 1
Fuente: El Autor.
Las fallas asociadas a los trabajadores como lo son el operario y sus dos
ayudantes-colaboradores, en esta línea representan el 21% en las paradas de
producción exactamente 1 Hora con 12 Minutos. Se observó que no buscan las
cantidades de tripas necesarias causando el 74% de las paradas, así como el 15% por
tiempo ocioso, y un 11% por no colocar las pastas de salchicha en la tolva
dosificadora.
Grafico 7. Fallas debido al Trabajador en Townsend 1.
Fuente: El Autor.

30
Estudio de paradas no programadas para Townsend 2:
En el gráfico 8 se puede observar que la causa mas relevante en las dos semanas
observadas en la línea 2 es la falla asociada a los insumos, que representa 51 paradas
con una duración total de 5 horas con 21 minutos, que equivale a aproximadamente
6.356 kilogramos sin producir. Luego siguen las fallas mecánicas que constan de 27
paradas con una duración total de 4 horas con 13 minutos, que equivale a 5.009
kilogramos sin producir, y por último se tienen las fallas debido al operador, estas
representan 22 paradas con una duración total 35 minutos, esto equivale a 693
kilogramos sin producir.
Grafico 8. Fallas observadas en Townsend 2.
Fuente: El Autor.
A continuación se muestran cada una de las fallas compuestas por las causas
generadas.
Las fallas relacionadas a los insumos son la causa mayor de las paradas no
programadas en el embutido de salchichas con un 51% en total, que es igual a 5
horas con 21 minutos. Las mismas están constituidas por la falta de varillas para
colgar y carros H con un 19 y 35% respectivamente, también por la tripa ya que
presentan defectos de fábrica. Sin embargo, puede existir la posibilidad de que exista
una mala manipulación por parte del operario siendo esta la más relevante con un
40%, y por último cuando el chuck (tapón retorcedor) está partido con un porcentaje
del 6% (Gráfico 9).

31
Grafico 9. Fallas de insumos en Townsend 2.
Fuente: El Autor.
Las fallas relacionadas a los insumos son la causa mayor de las paradas no
programadas en el embutido de salchichas con un 51% en total, que es igual a 5
horas con 21 minutos. Las mismas están constituidas por la falta de varillas para
colgar y carros H con un 19 y 35% respectivamente, también por la tripa ya que
presentan defectos de fábrica. Sin embargo, puede existir la posibilidad de que exista
una mala manipulación por parte del operario siendo esta la más relevante con un
40%, y por último cuando el chuck (tapón retorcedor) está partido con un porcentaje
del 6% (Gráfico 9)
Gráfico 10. Fallas Mecánicas en Townsend 2.
Fuente: El Autor.

32
Las fallas mecánicas en esta línea representa el 27% en las paradas de producción,
exactamente 4 Horas con 13 minutos. Estas fallas son causadas en un 62% por
desajustes de la cadena eslabonadora, 23% por la varilla de embutir que se dobla por
la presión que ejerce la bomba, y un 15% cuando aplican un mantenimiento
correctivo a la maquinaria generando paradas por varias horas (Gráfico 10).
Las fallas asociadas a los trabajadores como lo son el operario y sus dos
ayudantes-colaboradores en la línea 2 representan el 22% en las paradas de
producción, exactamente 35 minutos. Se observó a su vez, que no buscan las
cantidades de tripas necesarias causando el 81% de las paradas, así como el 15% por
tiempo ocioso, y un 4% por no colocar la pasta de salchichas en la tolva dosificadora
(Gráfico 11).
Grafico 11. Fallas debido al trabajador en Townsend 2.
Fuente: El Autor.
Finalmente, luego de observar cada una de las causas de las paradas en las líneas
de embutido de salchichas se muestra un gráfico comparativo de las dos máquinas.
En el gráfico 12 se puede observar que las paradas generadas en ambas líneas se
comportan de manera similar, es importante acotar que durante esos 9 días
observados se dejaron de producir aproximadamente 12.257 y 12.058 kilogramos en
la maquina 1 y 2 respectivamente.
FALLADEBIDO AL TRABAJADOR

33
Grafico 12. Comparación entre Townsend 1 y Townsend 2.
Fuente: El Autor.
Actividad 4. Soluciones a las causas de las paradas en el área de embutidos
A continuación, se muestran algunas soluciones a corto, mediano y largo plazo
que se pueden aplicar en el área de embutidos para disminuir las causas de cada una
de las paradas generadas.
Cuadro 3. Soluciones a las Fallas asociadas a los insumos.
Fallas
asociadas
a los
insumos
Tripa defectuosa
Entrenamiento de los operadores a una mejor
manipulación de las tripas.
Estudiar el calibrado de la máquina.
Falta de varillas
(gruesas y finas para
colgar)
Estudiar ciclo y trayectoria de las varillas en los
procesos.
Estudiar si es factible adquirir mas varillas.
Falta de carros H
Estudiar ciclo y trayectoria de los carros H en
los procesos.
Estudiar si es factible adquirir mas carros H.
Chuck partido
(Tapón retorcedor)
Tener chuck disponibles en buen estado.
Educar a los operarios a un mejor uso del chuck
Fuente: El Autor.

34
Cuadro 4. Soluciones a las Fallas Mecánicas.
Fallas
Mecánicas
Fallas asociadas a la
cadena eslabonadora
Realizar mantenimiento y ajuste de cadena
antes de iniciar la jornada.
Ubicación de la cadena en el área de embutido.
Fallas asociadas a la
varilla
Realizar mantenimiento y ajuste de varilla antes
de iniciar la jornada.
Ubicación de la varilla en el área de embutido.
Ajuste de parámetros
Estudiar los parámetros donde la máquina
trabaja con mayor eficacia.
Realizar los ajuste de los parámetros a la
máquina antes de las 7:00am.
Mantenimiento
Correctivo
Aplicar Mantenimiento Preventivo.
Aplicar Mantenimiento Basado en Condición.
Fuente: El Autor.
Cuadro 5. Soluciones a las Fallas asociadas a los Trabajadores.
Fallas
asociadas a los
Trabajadores
(Operarios-
Ayudante de
Operador)
Falta de Tripa
Tener las cantidades necesarias de tripa
diariamente en el área para los kilos a producir.
Mantener recipiente lleno de tripas.
Trabajadores ociosos
Hacer saber a los trabajadores las tareas que
deben realizar, así como las normas a cumplir.
Invertir en adiestramiento de manejo de
personal a los supervisores.
No hay Mezcla
Exigir al ayudante mantener la tolva llena de
mezcla.
Fuente: El Autor.
Las soluciones antes planteadas se centran en exigir a los trabajadores, supervisor
del área, y Departamento de Mantenimiento la constante supervisión y obtención de
insumos y mantenimiento. Para así, garantizar que al existir más control del proceso
estas paradas se podrían disminuir en más del 50%. Por otra parte, debido a las
frecuencias y la duración relevante de paradas por falta de varillas y carros H se
procedió a realizar un estudio individual de cada uno de estos insumos.

35
Actividad 5. Estudio de Carros H.
Como se menciono anteriormente en la actividad 4 se procedió a realizar el
estudio de los carros tipo H usados para el guindado de las salchichas, desde el
embutido hasta el proceso de pelado. Se inicio con la contabilización de los carros H
en la planta para así conocer la cantidad existente la cual fue de 179, posteriormente
se realizó un diagrama de recorrido del mismo para conocer su ciclo dentro del
proceso. A continuación se muestra el diagrama de recorrido.
Grafico 13. Diagrama de Recorrido de Carros H en el proceso de Salchichas.
Fuente: El Autor.

36
Después de conocer el ciclo del carro H dentro del proceso de elaboración de
salchichas, se realizó un estudio de tiempo tomando una muestra de 3 carros debido a
la duración total de la trayectoria, usando la tabla General Electric, dicha tabla se
muestra a continuación:
Cuadro 6. Tabla General Electric
Tiempo del ciclo (minutos) N° de ciclos recomendados
0.10 200
0.25 100
0.50 60
0.75 40
1.00 30
2.00 20
4-5 15
5-10 10
10-20 8
20-40 5
40 o más 3
Fuente: Burgos (2005) Ing. de métodos, calidad y productividad (p. 227)
Se realizó el seguimiento a cada uno de los 3 carros en días distintos, efectuando un
estudio cronométrico en cada una de las fases mencionadas anteriormente en el
diagrama de recorrido. En la tabla se muestra la duración (Hr:Min:Sg) y el promedio
de ellas.
Cuadro 7. Estudio cronométrico de cada una de las fases de los carros H.
Carro 1 Carro 2 Carro 3 Promedio
Área de Embutido 00:06:03 00:05:32 00:06:32 00:06:02
Pesado sin merma 00:00:31 00:00:20 00:00:32 00:00:28
Espera para entrar a horno 00:06:02 00:04:32 00:07:08 00:05:54
Horno a 76°C 01:00:00 01:00:00 01:00:00 01:00:00
Pesado con merma 00:03:20 00:03:15 00:03:36 00:03:24
Enfriamiento a 8°C 13:02:00 13:24:00 13:35:00 13:20:20
Área de Pelado 00:05:20 00:06:19 00:09:39 00:07:06
Fuente: El Autor

37
Luego de obtener la duración promedio del ciclo de los carros H, se ejecutó un
estudio de las entradas y salidas de los carros que se generan en un día normal de
producción, se tomaron en cuenta ciertas condiciones que aplican en los días más
críticos en el proceso, entre las que se pueden mencionar:
1. Se tienen disponibles 3 hornos hasta las 10:00am.
2. De 10:00am hasta las 2:00pm se dispone de 2 hornos.
3. Después de las 2:00 de la tarde se tienen 3 hornos disponibles.
4. De los 179 carros H en total se deben restar 35 carros debido a que 15 serán
usados para la cocción de la chuleta, 10 para la tocineta y 10 para jamón del
tipo visking, arepero y bologna.
5. El área de pelado inicia con cuatro lotes de salchichas en cava que equivalen a
67 carros H ocupados, de estos carros se retornan 4 a embutido
constantemente cada 20 minutos.
6. Luego del pelado los lotes en cava, se procede a pelar el primer lote embutido
en el día.
7. El embutido de mortadela disminuirá una cantidad de 10 carros H por hora,
debido a que usan los mismos carros para producir sus 5 lotes diarios.
8. El empaque de mortadela devolverá a embutido de salchichas los 70 carros H,
que se necesitaron para sus 5 lotes a partir de las 12:00m.
9. Existe dos peladoras de salchichas de presentación de 800 gramos, y otra para
la presentación de 450 gramos.
Es importante acotar que a cada uno de los tiempos se le agregó un margen de
tolerancia del 20%. El cálculo arrojó que para las 3 embutidoras existentes no es
necesario adquirir más carros H, solo se debe adiestrar al personal que interviene en
el ciclo del mismo para que trabajen de una manera más eficiente, asegurando el
retorno de los carros H en el menor tiempo posible. Para así garantizar, que el área de
embutido de salchichas, posea un stock de carros suficientes para producirlas,
disminuyendo en más del 50% las paradas generadas por la falta de este insumo.
Por otra parte, la Gerencia de Producción desea adquirir una cuarta embutidora
para aumentar la manufactura de salchichas, por lo que se realizó de nuevo el estudio

38
anterior; pero con la máquina adicional para determinar si es necesario adquirir más
carros H. Se pudo comprobar que es necesario adquirir al menos 31 carros para que el
proceso de embutido de salchichas, se pueda llevar a cabo de la manera más óptima y
así garantizar que no existan tiempos improductivos en la línea de embutidos.
Actividad 6. Estudio de varillas gruesas y finas para colgar.
Las paradas por falta de varillas gruesas y finas (ver anexo 13) son relevantes en el
área de embutido, es por ello que se realizó un conteo para conocer la cantidad
existente en la planta y un estudio para determinar si hay o no, holgura de estos
insumos. Existen dos tipos de varillas que intervienen en el proceso productivo de
salchichas, la primera es la varilla gruesa, ésta es necesaria para realizar el colgado de
las salchichas embutidas en los carros H por lo que interviene en el proceso de
salchichas hasta el área de pelado. Asimismo, el otro tipo de varilla es fina, siendo
ésta también necesaria en el proceso de embutido, ya que por su peso genera que el
stick de salchichas esté estirado y por ende no se retuerza debido a la cocción,
garantizando la uniformidad de las salchichas embutidas. Las varillas finas a
diferencia de las gruesas, después que los carros son sacados del horno se retornan al
área de embutido.
Para el estudio de las varillas gruesas se inicio conociendo la cantidad de varillas
existentes en la planta, ya que se desconocía con exactitud cuantas habían. Por lo que,
se comprobó que hay una cantidad de 3.666 varillas gruesas. Luego de conocer la
cantidad, se procedió a realizar un estudio para conocer si existe o no holgura de éste
insumo, para dicho estudio se tomó en cuenta la demanda por hora de varillas para las
salchichas embutidas, asumiendo el tiempo promedio que dura cada carro en ser
embutido (8min/carro), las varillas que contienen cada carro (20 varillas
gruesas/carro), y por las 3 embutidoras existentes. Esto generó una salida de 450
varillas gruesas/hora, también se tomo en cuenta las que se hallan en la cava del día
anterior, ya que éstas generan una entrada de 400 varillas gruesas/hora luego de ser
peladas. De este modo se determinó, que existe un faltante de 164 varillas gruesas

39
para que el proceso de embutido se genere de forma efectiva y segura, evitando las
paradas de la línea por falta de éste insumo.
Debido a que la empresa desea adquirir una cuarta embutidora, se procedió a
realizar de nuevo el estudio asumiendo que al tener una cuarta embutidora existirán
dos lotes más en cava y por ende mas varillas ocupadas, de igual forma se tomaron en
cuenta las mismas variables mencionadas anteriormente, pero considerando la cuarta
embutidora por lo que se generará una salida de 600 varillas gruesas/hora. De la
misma manera, éste estudio comprobó que con la cuarta embutidora habrá un faltante
de 504 varillas gruesas, también se pudo comprobar que si se optimiza el tiempo de
pelado a 8min/carro, no será necesario adquirir varillas ya que se va a generar una
entrada de 600 varillas gruesas/hora, por lo que se compensa con la salida de
embutido.
Por otra parte, para el estudio de varillas finas primero se conoció la cantidad la
cual fue de 1.144, luego se tomó en cuenta la salida de carros H cada 8 minutos por
las 4 embutidoras durante toda una jornada de producción, y se comprobó que se
ameritan 240 varillas finas adicionales a la hora de adquirir la cuarta embutidora y así
evitar que existan paradas de producción debido a la falta de este insumo.
Actividad 7. Estudio en el área de pelado y empaque de salchichas.
En el área de pelado existen dos maquinas peladoras (ver anexo 7 y 8), una se
encarga de surtir a la Drake (ver anexo 10) y la segunda surte a dos empaquetadoras
marca Multivac (ver anexo 9), es importante acotar que en la Drake solo puede ser
empacada la presentación de salchicha de 450 gramos, mientras que por ambas
Multivac pueden ser empacadas todas las presentaciones. Cabe destacar, que se
realizó un estudio en el área de pelado y empaque, debido a que existe un cuello de
botella de los carros H y varillas gruesas en esa área, y se amerita estudiar por qué
existe el mismo para así poder aportar posibles soluciones.
Se experimentó por varios días el comportamiento y se observó, que por la
peladora 1 el pelado de salchichas es constante siempre y cuando sean presentaciones

40
de 800 gramos o granel debido a la facilidad de empacar las salchichas, ya que éste
proceso es netamente manual, por otra parte existen pausas de 10 a 12 minutos cada
vez que se finaliza un lote, porque existe un descanso que ameritan los trabajadores
del área por condiciones encontradas en el área de trabajo (temperaturas bajas, rutina,
entre otros) exigido por el Instituto Nacional de Prevención, Salud y Seguridad
Laborales (INPSASEL). También se pudo observar el comportamiento cuando se
empaqueta 450 gramos, acá debe existir la misma parada, agregándole que el proceso
de empacado es lento debido a que es una salchicha con un calibre y longitud menor,
y a la hora de manipularla a los trabajadores se les hace muy complicado, llegando a
generar una disminución del rendimiento de empaque.
De igual forma se estudio la Peladora 2 que surte a la Drake, ya que por esta línea
se empaqueta solo salchichas de 450 gramos, acá existen paradas mas evidentes
debido a que la maquina es una nueva adquisición y existen aún muchos parámetros
que no se han adaptado al proceso, ocasionando que la máquina trabaje a un 60% de
su capacidad, esto trae como consecuencia que la tolva donde se depositan las
salchichas peladas se llene mucho mas rápido y el proceso de pelado deba hacer una
pausa mientras la cantidad de salchichas disminuya en la tolva. Las pausas
mencionadas anteriormente ocasionadas por ambas peladoras generan que el proceso
de pelado de salchichas sea cambiante, originando que el retorno o ciclo de carros H
y varillas gruesas al área de embutido no sea el adecuado y por ende el proceso de
embutido de salchichas no sea el deseado por la empresa.
Actividad 8. Estudio de proveedores de tripa de mortadela tipo especial.
Se ejecutó, un estudio comparativo de cuatro cajas marca Nalo, dos cajas
corrugadas por la Empresa QUIMATIC C.A. ubicada en la Ciudad de Caracas y dos
cajas traídas directamente desde Alemania. Seguidamente, se tomó una muestra de
cuatro mortadelas por cada una de las cajas para conocer su longitud y calibre
promedio, luego se observó cuantos carros H se generaban por caja, para calcular la
cantidad total de mortadelas que se producen por cada una de las dos cajas de los

41
diferentes proveedores, tomando en cuenta el desperdicio que se genera por merma,
calibración de la máquina, entre otros. A continuación se muestran los resultados
obtenidos:
Cuadro 8. Información de caja Nalo corrugada por Quimatic C.A
Proveedor: Nalo
(Tripa Corrugada por QUIMATIC C.A)
Información
de
caja
Cantidad de metros de
Tripa por caja
2100 Metros.
Cantidad de Tripas 42 Unidades.
Longitud de c/tripa 50 Metros.
Fuente: El Autor.
Cuadro 9. Resultados obtenidos Caja No.1 Nalo Corrugada por
Quimatic C.A
Estudio de Tripa de Mortadela Especial Caja No. 1.
Resultados Obtenidos
Calibre Promedio de Mortadela 69 Milímetros.=0,069
Metros
Longitud Promedio de Mortadela
33,4 Centímetros=0,334
Metros
Metros
Cantidad de Mortadelas Producidas
Por Caja
5600 Unidades.
Cantidad de Desperdicio de Tripa Generada
Por Caja
1673,1 Centímetros= 16,73
Metros.
Cantidad de Mortadelas
Producidas*Longitud Promedio
5600 Unidades * 0.334
Metros= 1870,4 Metros.
Total Metros de Mortadelas + Total
Desperdicios Generados
1870,4+16,73=1887,13
Metros.

42
Cuadro 9. Resultados obtenidos Caja No.1 Nalo Corrugada por Quimatic
C.A (Continuación)
Cantidad Ofrecida por el Proveedor-
Cantidad Real Disponible
2100 Metros-1887,13
Metros = 212,8 Metros Faltantes de
Tripa
Fuente: El Autor.
Cuadro 10. Resultados obtenidos Caja No.2 Nalo Corrugada
por Quimatic C.A
Estudio de Tripa de Mortadela Especial Caja No. 2.
Resultados Obtenidos
Calibre Promedio de Mortadela 69 Milímetros.=0,069 Metros
Longitud Promedio de Mortadela 32,95 Centímetros=0,329
Metros Cantidad de Mortadelas Producidas
Por Caja
5712 Unidades.
Cantidad de Desperdicio de Tripa
Generada Por Caja
1406,6 Centímetros= 14,066
Metros.
Cantidad de Mortadelas
Producidas*Longitud Promedio
5712 Unidades * 0.329
Metros= 1879,25 Metros.
Total Metros de Mortadelas + Total
Desperdicios Generados
1879,25+14,066=1893,32
Metros.
Cantidad Ofrecida por el Proveedor-
Cantidad Real Disponible
2100 Metros-1893,32 Metros =
206,68 Metros Faltantes de
Tripa
Fuente: El Autor
Fuente: El Autor
Se puede observar en las dos muestras de cajas tomadas por el proveedor
QUIMATIC, que existe una falta relevante de 212,8 metros para la caja 1, y 206,68
metros para la caja 2, esto representa un 10,13% y 9,84% respectivamente, resultando
aproximadamente 637 y 628 kilos de mortadelas sin producir para cada una de las
cajas. Se debe tomar en cuenta, que puede existir un margen de error por parte del

43
autor del estudio, y por parte del proveedor. A continuación se muestran los
resultados obtenidos del estudio de la tripa para el proveedor marca Nalo traído
directamente desde Alemania:
Cuadro 11. Información de caja Nalo traída directamente de Alemania.
Proveedor: Nalo
(Tripa corrugada directamente de Alemania)
Información
De
Caja
Cantidad de metros de
Tripa por caja
900 Metros.
Cantidad de Tripas 18 Unidades.
Longitud de c/tripa 50 Metros.
Fuente: El Autor
Cuadro 12. Resultados obtenidos Caja No.1 Nalo Alemania
Estudio de Tripa de Mortadela Especial Caja No. 1
Resultados Obtenidos
Calibre Promedio de Mortadela 68,1 Milímetros=0,068 Metros
Longitud Promedio de Mortadela 33 Centímetros=0,33 Metros
Cantidad de Mortadelas Producidas
Por Caja
2683 Unidades.
Cantidad de Desperdicio de Tripa
Generada Por Caja
673,1 Centímetros= 6,731
Metros.
Cantidad de Mortadelas
Producidas*Longitud Promedio
2653 Unidades*0,33 Metros=
875,49 Metros.
Total Metros de Mortadelas + Total
Desperdicios Generados
875,49+6,731=882,221Metros.
Cantidad Ofrecida por el Proveedor-
Cantidad Real Disponible
900 Metros-882,221 Metros =
17,779 Metros Faltantes de
Tripa
Fuente: El Autor.

44
Cuadro 13. Resultados obtenidos Caja No.2 Nalo Alemania
Estudio de Tripa de Mortadela Especial Caja No. 2.
Resultados Obtenidos
Calibre Promedio de Mortadela 68,7 Milímetros=0,068 Metros
Longitud Promedio de Mortadela 33,43 Centímetros=0,334 Metros
Cantidad de Mortadelas Producidas
Por Caja
2630 Unidades.
Cantidad de Desperdicio de Tripa
Generada Por Caja
809,2 Centímetros= 8,092 Metros.
Cantidad de Mortadelas
Producidas*Longitud Promedio
2630 Unidades * 0.334 Metros=
878,42 Metros.
Total Metros de Mortadelas+Total
Desperdicios Generados
878.42+8,092=886,512Metros.
Cantidad Ofrecida por el Proveedor-
Cantidad Real Disponible
900 Metros-886.512 Metros =
13,48 Metros Faltantes de Tripa
Fuente: El Autor.
Se observa también, que en las dos (2) muestras de cajas traídas directamente de
Alemania por el proveedor Nalo, existe una falta de 17,77 metros para la caja 1, y
13,48 metros para la caja 2, esto representa 1,97% y 1,49% respectivamente,
resultando aproximadamente 53 y 40 kilos de mortadelas sin producir para cada una
de las cajas. Se debe tomar en cuenta que puede existir un margen de error por parte
del autor del estudio y del proveedor.
Es importante mencionar que por caja de 2100 metros se pueden generar 6360
mortadelas en el caso del proveedor QUIMATIC, y en el caso de proveedor Nalo de
Alemania que contiene 900 metros, se pueden generar aproximadamente 2690
mortadelas. Se concluye finalmente, que el proveedor QUIMATIC C.A, no despacha
los 2100 metros que indica (9.98%), generando que exista una falta relevante de
metros en stock del almacén, originando altos costos, y disminuyendo la producción

45
eficiente de mortadelas por caja. Mientras que en el caso del Proveedor Nalo traído
directamente desde Alemania, se despacha 900 metros solamente y por lo tanto,
existe un 1,73% faltante.

46
CONCLUSIONES
Mediante la elaboración de este trabajo se logró detectar los cuellos de botella que
existen en la línea de salchichas. La metodología empleada a lo largo de este estudio
se fundamentó en la toma tiempos en el área de embutido de salchichas debido a que
se generaban numerosas paradas del proceso productivo.
En el área de embutido se detecto que existe un gran número de paradas por falta
de insumos debido a la falta de tripa sintética y chuck retorcedor dentro de la misma,
generando tiempos improductivos a la hora de buscarlos al almacén, por otra parte
también existen paradas relevantes por falta de carros H, varillas gruesas y finas
usadas para el colgado de salchichas para posteriormente ser trasladadas a los
procesos como lo son cocción, enfriamiento y pelado.
Debido a la alta frecuencia de paradas por falta por carros H y varillas, se amerito
un estudio por separado de los ciclos de cada uno de ellos para conocer si existe o no
holgura, y se concluyó que no existe faltante de estos insumos, solo se debe asegurar
el retorno en el menor tiempo posible de ellos para así tener insumos disponibles en
el área de embutido, disminuyendo las paradas por falta de ellos y por ende
aumentando la producción de salchichas embutidas. También se comprobó que si
instalan la nueva embutidora habrá faltante de esos insumos, por lo que se recomendó
un número optimo de carros H y varillas (gruesas y finas) que aseguraran que no
existan paradas futuras por la ausencia de estos insumos.
Asimismo se logro conocer el comportamiento en el área de pelado y empaque,
detectando que es una de las áreas más eficientes en la línea de salchichas debido a
que los lotes que se encuentran en cava provenientes del área de embutido son
pelados y a su vez empaquetados en el tiempo optimo, además las maquinas que
existen en el área pocas veces paran por mantenimiento correctivo lo que genera que
la producción sea constante y predecible. También se diagnosticaron paradas que eran
necesarias en el área como el descanso por parte de los operarios por las condiciones
de trabajo otorgado por el Instituto Nacional de Prevención, Salud y Seguridad

47
Laborales (INPSASEL) y los cambios de lotes que ameritan cambio de etiqueta y
placa de termoformado según sea la presentación.
Fue de gran importancia para la empresa Productos Alimex C.A los estudios antes
mencionados debido a que se desconocía porque las maquinarias en el área de
embutido no estaban produciendo según su capacidad instalada, esto conlleva a una
serie de recomendaciones suministradas por el Autor en pro a aumentar la producción
de salchichas y por ende la utilidad y productividad de la organización. Algunas
recomendaciones se llevaron acabo como pruebas piloto, y se demostró que el
rendimiento de cada una de las maquinarias así como la producción de salchichas fue
aumentando progresivamente.

48
RECOMENDACIONES
Una vez analizada la situación actual de la empresa especialmente en el proceso
productivo de salchichas, se realizan las siguientes recomendaciones las cuales
pueden ser aplicadas para mejorar el proceso en diferentes aspectos.
1. Adiestrar a los empleados que están involucrados en el ciclo de los carros H y
varillas para que aseguren un retorno en el menor tiempo posible al área de
embutido generando que no se produzcan paradas por faltante de estos
insumos.
2. Adquirir al menos las cantidades necesarias de carros H (31 unidades),
varillas gruesas (504 unidades) y finas (240 unidades) comprobadas
anteriormente al instalar la cuarta embutidora para evitar futuras paradas de
producción por falta de estos insumos.
3. Exigir al Departamento de mantenimiento el ajuste diario a las cadenas
eslabonadoras y varilla (tubo embutidor) de las maquinarias existentes en el
área de embutido.
4. Poseer stock suficiente de tripa sintética y Chuck (tapón retorcedor) en buen
estado dentro del área de embutido, para así evitar tiempos al buscar estos
insumos en el almacén.
5. Exigir al Departamento de Mantenimiento llevar datos de mantenibilidad y
confiabilidad para aplicar mantenimiento preventivo, predictivo y basado en
condición.
6. Incentivar y hacer saber las labores a los trabajadores para que trabajen de una
manera más eficiente, para así disminuir los tiempos ociosos e improductivos.

49
7. Estudiar la posibilidad de adquirir un horno adicional o trabajar un turno
nocturno de cocción de 11:00pm a 6:00am debido a que existirá un cuello de
botella de salchichas embutidas en el patio del horno al instalar la cuarta
embutidora.
8. Mantener la comunicación y sinergia entre los supervisores en pro al proceso
productivo dentro de la empresa.
9. Gestionar un reclamo a empresas Quimatic C.A, para así obtener las
cantidades de metros de tripa sintética de mortadela tipo especial que no se
han despachado comprobados anteriormente, optimizando así el proceso de
producción de mortadelas, el stock de los insumos y disminuyendo
notoriamente el costo generado por esta falta de materia prima.
10. Estandarizar los procesos productivos dentro de la empresa, aplicando
herramientas de mejora continua para así obtener disminución de tiempos
improductivos en las líneas de producción.

50
REFERENCIAS
Burgos, F. (2005) Ingeniería de Métodos, Calidad y Productividad. México: Mc Grall
Hill.
Balestrini, M. (2006). Como se elabora un proyecto de investigación. Caracas: BL
Consultores Asociados.
Quero, M (2007). Diseño de un Sistema de Gestión Diaria para una empresa
Manufacturera. Trabajo Especial de grado para optar por el título de Ingeniero Industrial.
Universidad Nacional Experimental Politécnica “Antonio José de Sucre” Barquisimeto,
Venezuela.
Pérez, J. (2010). Gestión por Procesos. Cuarta edición. España: Editorial ESIC.

51
ANEXOS

52
ÁREAS DE PROCESOS
Anexo 1. Área de Desposte
Anexo 2. Área de Molienda

53
Anexo 3. Área de Mezclado y Emulsificado
Anexo 4. Área de Embutido

54
Anexo 5. Área de Cocción
Anexo 6. Cava de Enfriamiento de Salchichas

55
Anexo 7. Área de Pelado, Peladora 1.
Anexo 8. Área de Pelado, Peladora 2.

56
Anexo 9. Área de Empaque, Multivac.
Anexo 10. Área de Empaque, Drake.

57
Anexo 11. Carro Tipo H
Anexo 12. Carro Tipo Vemag

58
Anexo 13. Varillas Gruesas y finas para colgar
Anexo 14. Varilla Embutidora

59
Anexo 15. Cadena Eslabonadora
Anexo 16. Tapón Retorcedor (Chuck)

60
Anexo 17. Tripa Sintética
Anexo 18. Salchicha de 450 gramos.

61
Anexo 19. Salchicha de 800 gramos.

62
Anexo 20. Layout de la Planta

63
Anexo 21. Layout del Área de Embutido

64
Anexo 22. Layout del Área de Pelado y Empaque

65
Anexo 23. Cuadros diarios de Toma de tiempo en el
área de embutido de salchichas
Día: 06/03/2012
Área: Embutido de Salchichas
Operador: Luis Gonzales
Tipo de Producto: Salchicha de 800 Gr.
TOWNSEND 1
Inicio Fin Duración (Hr:min) Causa
10:17 10:23 00:06 Cambio de presentación a 450 Gr.
10:49 10:51 00:02 Falla de Operarios
11:07 11:09 00:02 Limpieza Intermedia
11:20 11:21 00:01 Falla de Operarios
11:30 12:30 01:00 Almuerzo
12:58 01:00 00:02 Falla de Insumos
01:22 01:45 00:23 Cambio de presentación a 800 Gr.
01:48 01:51 00:03 Falla de Insumos
02:14 02:16 00:02 Falla de Insumos
02:21 02:23 00:02 Falla de Operarios
02:24 02:27 00:03 Falla de Insumos
02:47 02:49 00:02 Falla mecánica
03:28 03:32 00:04 Falla de Insumos
03:39 03:42 00:03 Falla de Insumos
03:44 04:00 00:16 limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 5 Paradas 01:47
Paradas No Programadas: 10 Paradas 00:24
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:13= 7,22 horas.
Tiempo de operación= 06:49= 6,82 horas.
Rendimiento (%)= Tiempo Operación =0,9445*100=
94,45%
Tiempo Disponible

66
Día: 06/03/2012
Área: Embutido de Salchichas
Operador: Gilbert Amaro
Tipo de Producto: Salchicha de 800 Gr.
TOWNSEND 2
Inicio Fin Duración (Hr:min) Causa
10:07 10:25 00:18 Cambio de presentación a 450 Gr.
10:25 10:28 00:03 Falla de insumos
10:30 10:31 00:01 Falla de insumos
10:35 10:38 00:03 Falla mecánica
10:45 10:46 00:01 Falla de Operarios
10:57 10:59 00:02 Falla de insumos
11:08 11:10 00:02 Falla de insumos
11:11 11:12 00:01 Falla de Operarios
11:22 11:23 00:01 Falla de insumos
11:30 12:30 01:00 Almuerzo
12:47 12:49 00:02 Falla mecánica
01:02 01:10 00:08 Falla de insumos
01:22 01:24 00:02 Falla de insumos
01:27 01:52 00:25 Cambio de presentación a 800 Gr.
02:13 02:15 00:02 Falla de insumos
02:23 02:25 00:02 Falla de insumos
03:45 04:00 00:15 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 4 Paradas 01:58
Paradas No Programadas: 13 Paradas 00:30
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:02= 7,03 horas.
Tiempo de operación= 06:32= 6,53 horas.
Rendimiento (%) =
Tiempo Operación =0,7866*100
=78,66%
Tiempo Disponible

67
Día: 07/03/2012
Área: Embutido de Salchichas
Operador: Luis Gonzales
Tipo de Producto: Salchicha de 450 Gr.
TOWNSEND 1
Inicio Fin Duración (Hr:min) Causa
07:24 07:26 00:02 Falla de Insumos
07:42 07:44 00:02 Falla de Operarios
08:56 08:57 00:01 Falla de Insumos
09:18 09:21 00:03 Falla de Operarios
09:27 09:29 00:02 Falla Mecánica
09:32 09:34 00:02 Falla de Insumos
11:30 12:30 01:00 Almuerzo
01:47 01:55 00:08 Falla de Operarios
01:56 02:38 00:42 Falla de Insumos
02:44 02:46 00:02 Falla de Operarios
02:55 02:58 00:03 Falle Mecánica
03:14 03:16 00:02 Falla de Operarios
03:26 03:28 00:02 Falla Mecánica
03:45 04:00 00:15 Limpieza Final
RESUMEN
Numero de paradas Duración
Paradas Programadas: 2 Paradas 01:15
Paradas No Programadas: 12 Paradas 01:11
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:45= 7,75 horas.
Tiempo de operación= 06:34= 6,57 horas.
Rendimiento (%)=
Tiempo Operación =0,8477*100=
84,77%
Tiempo Disponible

68
Día: 07/03/2012
Área: Embutido de Salchichas
Operador: Gilbert Amaro
Tipo de Producto: Salchicha de 450 Gr.
TOWNSEND 2
Inicio Fin Duración (Hr:min) Causa
07:26 07:28 00:02 Falla de Insumos
07:49 07:51 00:02 Falla de Operarios
08:04 08:06 00:02 Falla Mecánica
08:56 08:57 00:01 Falla de Insumos
11:03 11:26 00:23 Falla de Insumos
11:30 12:30 01:00 Almuerzo
01:40 01:42 00:02 Falla de Operarios
01:45 01:47 00:02 Limpieza Intermedia
01:53 01:55 00:02 Falla de Operarios
01:55 02:41 00:46 Falla de Insumos
03:01 03:03 00:02 Falla de Operarios
03:11 03:14 00:03 Falla de Operarios
03:47 04:00 00:13 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 3 Paradas 01:15
Paradas No Programadas: 10 Paradas 01:25
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:45 = 7,75 horas.
Tiempo de operación= 06:20 = 6,33 horas.
Rendimiento (%)=
Tiempo Operación =0,8167*100=
81,67%
Tiempo Disponible

69
Día: 08/03/2012
Área: Embutido de Salchichas
Operador: Luis Gonzales
Tipo de Producto: Salchicha de 800 Gr.
TOWNSEND 1
Inicio Fin Duración (Hr:min) Causa
07:30 07:31 00:01 Falla Operario
07:44 07:45 00:01 Falla de Insumos
07:47 08:05 00:18 Falla Mecánica
08:08 08:11 00:03 Falla Mecánica
09:27 09:29 00:02 Falla Mecánica
09:30 09:36 00:06 Falla Mecánica
09:46 09:51 00:05 Falla Mecánica
10:47 10:49 00:02 Falla de Operarios
10:53 10:55 00:02 Falla Mecánica
11:00 11:02 00:02 Falla Mecánica
11:30 12:30 01:00 Almuerzo
01:05 01:07 00:02 Falla de Operarios
01:10 01:12 00:02 Falla Mecánica
02:05 02:07 00:02 Falla de Insumos
02:40 02:43 00:03 Falla de Operarios
03:45 04:00 00:15 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 2 Paradas 01:15
Paradas No Programadas: 14 Paradas 00:51
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:45= 7,75 horas.
Tiempo de operación= 06:54= 6,9 horas.
Rendimiento (%)=
Tiempo Operación
Tiempo Disponible =0,8903*100 =89,03%

70
Día: 08/03/2012
Área: Embutido de Salchichas
Operador: Gilbert Amaro
Tipo de Producto: Salchicha de 800 Gr.
TOWNSEND 2
Inicio Fin Duración (Hr:min) Causa
07:31 07:33 00:02 Falla Mecánica
07:34 07:38 00:04 Falla de Insumos
07:43 07:45 00:02 Falla de Insumos
08:05 08:06 00:01 Falla de Insumos
08:09 08:10 00:01 Falla de Insumos
08:18 08:21 00:03 Limpieza Intermedia
09:52 10:03 00:11 Falla Mecánica
10:48 10:50 00:02 Falla Mecánica
11:01 11:04 00:03 Falla Mecánica
11:30 12:30 01:00 Almuerzo
12:42 12:46 00:04 Falla de Insumos
12:55 12:57 00:02 Falla Mecánica
01:01 01:02 00:01 Falla de Operario
01:26 01:29 00:03 Falla de Insumos
01:59 02:01 00:02 Falla Mecánica
02:03 02:05 00:02 Falla de Insumos
02:10 02:12 00:02 Falla Mecánica
03:17 03:19 00:02 Falla Mecánica
03:45 04:00 00:15 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 3 Paradas 01:18
00:44 Paradas No Programadas: 16 Paradas
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:45= 7,75 horas.
Tiempo de operación= 07:01= 7,016 horas.
Rendimiento (%)=
Tiempo Operación
Tiempo Disponible
=0,9058*100= 90,58 %

71
Día: 09/03/2012
Área: Embutido de Salchichas
Operador: Luis Gonzales
Tipo de Producto: Salchicha a Granel
TOWNSEND 1
Inicio Fin Duración (Hr:min) Causa
07:36 07:38 00:02 Falla Mecánica
09:58 10:00 00:02 Falla de Operarios
10:10 10:15 00:05 Falla de Insumos
11:30 12:30 01:00 Almuerzo
01:14 01:16 00:02 Falla de Insumos
01:16 01:42 00:26 Falla Mecánica
02:25 02:26 00:01 Falla de Insumos
02:43 02:45 00:02 Falla Mecánica
02:58 03:01 00:03 Falla de Insumos
03:10 03:15 00:05 Falla de Operarios
03:46 04:00 00:14 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 2 Paradas 01:14
Paradas No Programadas: 9 Paradas 00:48
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción=
Tiempo de operación=
07:46
06:58
=7,77 horas.
=6,97 horas.
Rendimiento (%)=
Tiempo Operación =0,8970*100=
=89,70%
Tiempo Disponible

72
Día: 09/03/2012
Área: Embutido de Salchichas
Operador: Gilbert Amaro
Tipo de Producto: Salchicha a Granel
TOWNSEND 2
Inicio Fin Duración (Hr:min) Causa
07:33 07:36 00:03 Falla de Insumos
07:39 07:42 00:03 Falla de Insumos
08:45 08:46 00:01 Falla Mecánica
09:49 09:51 00:02 Falla de Insumos
09:53 09:55 00:02 Falla de Insumos
09:55 09:57 00:02 Falla de Insumos
10:40 11:02 00:22 Cambio de Presentación a Granel
11:30 12:30 01:00 Almuerzo
01:12 01:25 00:13 Falla de Insumos
01:34 01:36 00:02 Falla de Operarios
01:39 01:41 00:02 Falla de Insumos
01:44 01:50 00:06 Falla de Insumos
02:25 02:28 00:03 Falla Mecánica
02:45 02:47 00:02 Falla de Insumos
03:15 03:19 00:04 Falla Mecánica
03:30 04:00 00:30 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 3 Paradas 01:52
Paradas No Programadas: 13 Paradas 00:45
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:08 7,13 horas.
Tiempo de operación= 06:23 6,38 horas.
Rendimiento (%)= Tiempo Operación
=0,8948*100= 89,48%
Tiempo Disponible

73
Día: 12/03/2012
Área: Embutido de Salchichas
Operador: Ramón Pineda
Tipo de Producto: Salchicha a Granel
TOWNSEND 1
Inicio Fin Duración (Hr:min) Causa
07:00 07:26 00:26 Falla mecánica
07:32 07:35 00:03 Falla mecánica (realizan mtto. Correctivo)
07:37 07:43 00:06 Falla mecánica
07:45 08:08 00:23 Falla mecánica
08:15 08:16 00:01 Falla insumos
08:17 08:18 00:01 Falla insumos
08:20 08:24 00:04 Falla mecánica
08:32 08:34 00:02 Falla de operarios
08:56 08:58 00:02 Falla insumos
09:00 09:36 00:36 Cambio de presentación a 450 gr.
10:00 10:03 00:03 Falla mecánica
10:19 10:23 00:04 Falla insumos
10:41 10:44 00:03 Falla insumos
11:30 12:30 01:00 Almuerzo
12:44 12:52 00:08 Falla mecánica
01:38 01:39 00:01 Falla de operarios
03:23 03:29 00:06 Falla de operarios
03:43 04:00 00:17 Limpieza final
RESUMEN
Número de paradas Duración
Paradas Programadas: 3 Paradas 01:53
Paradas No Programadas: 15 Paradas 01:33
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:07= 7,12 horas.
Tiempo de operación= 05:34= 5,57 horas.
Rendimiento (%)= Tiempo Operación =0,7823*100
=78,23%
Tiempo Disponible

74
Día: 12/03/2012
Área: Embutido de Salchichas
Operador: José Meléndez
Tipo de Producto: Salchicha a Granel
TOWNSEND 2
Inicio Fin Duración (Hr:min) Causa
07:00 07:48 00:48 Falla mecánica (realizan mtto. Correctivo)
08:45 08:46 00:01 Falla de operarios
08:59 09:15 00:16 Cambio de presentación a 450 gr.
09:15 09:50 00:35 Falla mecánica (realizan mtto. Correctivo)
10:18 10:23 00:05 Falla mecánica
10:44 10:46 00:02 Falla insumos
11:30 12:30 01:00 Almuerzo
01:07 01:09 00:02 Falla de operarios
01:26 01:27 00:01 Falla mecánica
01:41 01:42 00:01 Falla mecánica
01:45 01:46 00:01 Falla de operarios
02:29 02:31 00:02 Limpieza intermedia
02:36 02:38 00:02 Falla insumos
03:42 04:00 00:18 Limpieza final
RESUMEN
Número de paradas Duración
Paradas Programadas: 4 Paradas 01:36
Paradas No Programadas: 10 Paradas 01:38
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:24= 7,4 horas.
Tiempo de operación= 05:46= 5,77 horas.
Rendimiento (%)=
Tiempo Operación =0,7797*100= 77,97%
Tiempo Disponible

75
Día: 13/03/2012
Área: Embutido de Salchichas
Operador: Ramón Pineda
Tipo de Producto: Salchicha de 800 Gr.
TOWNSEND 1
Inicio Fin Duración (Hr:min) Causa
07:25 07:27 00:02 Falla de insumos
07:40 07:41 00:01 Falla operarios
07:42 07:44 00:02 Falla de insumos
08:03 08:06 00:03 Falla de insumos
08:38 08:44 00:06 Falla mecánica
08:45 08:53 00:08 Falla mecánica
09:29 09:31 00:02 Falla de insumos
09:38 09:43 00:05 Falla mecánica
09:48 09:50 00:02 Limpieza intermedia
09:56 09:58 00:02 Falla operarios
10:29 10:33 00:04 Falla de insumos
11:30 12:30 01:00 Almuerzo
12:52 12:54 00:02 Falla de insumos
01:16 01:18 00:02 Falla de insumos
01:28 01:32 00:04 Falla de insumos
01:50 02:11 00:21 Falla de insumos
02:18 02:52 00:34 Falla de insumos
03:45 04:00 00:15 Limpieza final
RESUMEN
Número de paradas Duración
Paradas Programadas: 3 Paradas 01:17
Paradas No Programadas: 15 Paradas 01:38
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción=
Tiempo de operación=
07:43=
06:05=
7,72 horas.
6,08 horas.
Rendimiento (%)= Tiempo Operación =0,7876*100=
78,76%
Tiempo Disponible

76
Día: 13/03/2012
Área: Embutido de Salchichas
Operador: José Meléndez
Tipo de Producto: Salchicha de 800 Gr.
TOWNSEND 2
Inicio Fin Duración (Hr:min) Causa
07:20 07:22 00:02 Falla de insumos
08:09 08:10 00:01 Falla operarios
08:11 08:19 00:08 Falla de insumos
08:34 08:35 00:01 Falla de insumos
09:45 09:46 00:01 Falla operarios
10:14 10:16 00:02 Limpieza intermedia
11:30 12:30 01:00 Almuerzo
01:08 01:09 00:01 Falla de insumos
01:16 01:19 00:03 Falla de insumos
01:50 02:09 00:19 Falla de insumos
02:21 02:25 00:04 Falla de insumos
02:27 02:53 00:26 Falla de insumos
03:45 04:00 00:15 Limpieza final
RESUMEN
Número de paradas Duración
Paradas Programadas: 3 Paradas 01:17
Paradas No Programadas: 10 Paradas 01:06
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:43= 7,72 horas.
Tiempo de operación= 06:37= 6,62 horas.
Rendimiento (%)= Tiempo Operación =0,8575*100= 85,75%
Tiempo Disponible

77
Día: 14/03/2012
Área: Embutido de Salchichas
Operador: Ramón Pineda
Tipo de Producto: Salchicha de 450 Gr.
TOWNSEND 1
Inicio Fin Duración (Hr:min) Causa
07:22 07:34 00:12 Falla de operarios
08:25 08:29 00:04 Falla Mecánica
08:33 08:35 00:02 Falla Mecánica
08:54 08:56 00:02 Falla Insumos
09:09 09:11 00:02 Limpieza Intermedia
09:25 11:30 02:05 Charla de Seguridad
11:30 12:30 01:00 Almuerzo
12:49 12:55 00:06 Falla Insumos
01:14 01:16 00:02 Falla Insumos
02:53 02:54 00:01 Falla Insumos
03:44 04:00 00:16 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 4 Paradas 03:23
Paradas No Programadas: 7 Paradas 00:29
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 05:37= 5,62 horas.
Tiempo de operación= 05:08= 5,13 horas.
Rendimiento (%)= Tiempo Operación =0,9128*100= 91,28%
Tiempo Disponible

78
Día: 14/03/2012
Área: Embutido de Salchichas
Operador: José Meléndez
Tipo de Producto: Salchicha de 450 Gr.
TOWNSEND 2
Inicio Fin Duración (Hr:min) Causa
08:45 08:47 00:02 Falla Insumos
09:21 09:22 00:01 Falla de operarios
09:25 11:30 02:05 Charla de Seguridad
11:30 12:30 01:00 Almuerzo
01:13 01:14 00:01 Falla de operarios
03:04 03:05 00:01 Falla de operarios
03:12 03:16 00:04 Falla Insumos
03:44 04:00 00:16 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 3 Paradas 03:21
Paradas No Programadas: 10 Paradas 00:09
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 05:39= 5,65 horas.
Tiempo de operación= 05:30= 5,5 horas.
Rendimiento (%)= Tiempo Operación =0,9734*100= 97,34%
Tiempo Disponible

79
Día: 15/03/2012
Área: Embutido de Salchichas
Operador: Ramón Pineda
Tipo de Producto: Salchicha de 800 Gr.
TOWNSEND 1
Inicio Fin Duración (Hr:min) Causa
07:00 07:10 00:10 Falla Operaria
07:54 07:55 00:01 Falla de Insumos
08:00 08:01 00:01 Falla de Insumos
08:27 08:29 00:02 Falla de Insumos
08:49 08:51 00:02 Falla de Insumos
09:25 09:26 00:01 Falla de Insumos
09:47 09:48 00:01 Falla de Insumos
09:56 09:57 00:01 Falla Mecánica
09:59 10:04 00:05 Falla de Insumos
10:17 10:32 00:15 Falla de Insumos
10:45 11:30 00:45 Falla de Insumos
11:30 12:30 01:00 Almuerzo
01:21 01:22 00:01 Falla de Insumos
01:42 01:52 00:10 Falla de Insumos
01:54 02:01 00:07 Falla de Insumos
02:30 02:38 00:08 Falla de Insumos
03:01 03:09 00:08 Falla de Insumos
03:18 03:25 00:07 Falla de Insumos
03:45 04:00 00:15 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 2 Paradas 01:15
Paradas No Programadas: 17 Paradas 02:05
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:45= 7,75 horas.
Tiempo de operación= 05:40= 5,67 horas.
Rendimiento (%)=
Tiempo Operación =0,7316*100
=73,16%
Tiempo Disponible

80
Día: 15/03/2012
Área: Embutido de Salchichas
Operador: José Meléndez
Tipo de Producto: Salchicha de 450 Gr.
TOWNSEND 2
Inicio Fin Duración (Hr:min) Causa
07:57 07:59 00:02 Falla Mecánica
08:01 08:02 00:01 Falla de Insumos
08:15 08:25 00:10 Falla Mecánica
08:27 08:30 00:03 Falla Mecánica
09:20 09:22 00:02 Falla de Operarios
10:00 10:04 00:04 Falla de Insumos
10:17 10:31 00:14 Falla de Insumos
10:44 10:54 00:10 Falla de Insumos
11:01 11:10 00:09 Cambio de Presentación a 800 Gr.
11:10 11:30 00:20 Falla de Insumos
11:30 12:30 01:00 Almuerzo
01:43 01:51 00:08 Falla de Insumos
01:58 02:32 00:34 Falla Mecánica (Mtto. Correctivo)
02:33 02:36 00:03 Falla de Insumos
02:52 03:45 00:53 Falla Mecánica (Mtto. Correctivo)
03:45 04:00 00:15 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 3 Paradas 01:24
Paradas No Programadas: 13 Paradas 02:44
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:36= 7,6 Horas.
Tiempo de operación= 04:52= 4,86 Horas.
Rendimiento (%)=
Tiempo Operación =0,6394*100=
63,94%
Tiempo Disponible

81
Día: 16/03/2012
Área: Embutido de Salchichas
Operador: Ramón Pineda
Tipo de Producto: Salchicha de 800 Gr.
TOWNSEND 1
Inicio Fin Duración (Hr:min) Causa
07:15 07:22 00:07 Falla Mecánica
07:31 07:36 00:05 Falla de Insumos
07:38 07:43 00:05 Falla Mecánica
07:58 07:59 00:01 Falla de Insumos
08:06 08:10 00:04 Falla Mecánica
08:11 08:22 00:11 Falla Mecánica
08:37 08:38 00:01 Falla de Insumos
08:43 08:44 00:01 Falla de Insumos
09:23 09:24 00:01 Falla Operario
10:11 10:13 00:02 Falla de Insumos
10:21 10:41 00:20 Comunicado de Supervisor
10:46 10:48 00:02 Falla de Insumos
10:55 10:58 00:03 Falla de Insumos
11:01 11:07 00:06 Falla de Insumos
11:30 12:30 01:00 Almuerzo
12:49 12:51 00:02 Falla de Insumos
12:55 01:18 00:23 Cambio de Presentación a Granel
01:24 01:53 00:29 Falla de Insumos
02:45 03:00 00:15 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 4 Paradas 01:58
Paradas No Programadas: 15 Paradas 01:20
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:02= 7,03 horas.
Tiempo de operación= 05:42= 5,7 horas.
Rendimiento (%)= Tiempo Operación =0,8108*100
=81,08%
Tiempo Disponible

82
Día: 16/03/2012
Área: Embutido de Salchichas
Operador: José Meléndez
Tipo de Producto: Salchicha de 450 Gr.
TOWNSEND 2
Inicio Fin Duración (Hr:min) Causa
07:16 07:30 00:14 Falla Mecánica
07:40 07:43 00:03 Falla Mecánica
07:57 07:59 00:02 Falla Operario
08:40 08:41 00:01 Falla Operario
08:51 08:53 00:02 Falla Operario
09:06 09:09 00:03 Limpieza Intermedia
09:22 09:24 00:02 Falla de Insumos
09:52 09:59 00:07 Falla de Insumos
10:21 10:41 00:20 Comunicado de Supervisor
11:00 11:03 00:03 Falla de Insumos
11:30 12:30 01:00 Almuerzo
12:54 12:57 00:03 Falla Operario
01:04 01:17 00:13 Cambio de Presentación a Granel
01:22 01:50 00:28 Falla de Insumos
02:06 02:09 00:03 Falla Mecánica
02:45 03:00 00:15 Limpieza Final
RESUMEN
Número de paradas Duración
Paradas Programadas: 5 Paradas 01:51
Paradas No Programadas: 11 Paradas 01:08
Jornada laboral= 9 Horas.
Tiempo Disponible de Producción= 07:09= 7,15 horas.
Tiempo de operación= 06:01= 6,02 horas.
Rendimiento (%)=
Tiempo Operación =0,8419*100
=84,19%
Tiempo Disponible