
Universidad de Buenos Aires Facultad de Ingenieríamaterias.fi.uba.ar/7299/Carpineta Resumen...
12
72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN - 1 - Universidad de Buenos Aires Facultad de Ingeniería 72.99 - Trabajo Profesional de Ingeniería Industrial “Evaluación técnico económica de una nueva logística para el procesamiento del suero de queso mediante la instalación de una planta de secado en Trenque Lauquen” Rubro: Industria Alimenticia Empresa: MASTELLONE HERMANOS S.A. Integrante: Federico Carpineta Padrón N° 79.229 JTP: Ing. Gustavo Medrano Docente: Ing. Pablo Rattel TP N°: Año 2009
Transcript of Universidad de Buenos Aires Facultad de Ingenieríamaterias.fi.uba.ar/7299/Carpineta Resumen...

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 1 -
Universidad de Buenos Aires Facultad de Ingeniería
72.99 - Trabajo Profesional de Ingeniería Industrial
“Evaluación técnico económica de una nueva logística para el procesamiento del suero de queso mediante la
instalación de una planta de secado en Trenque Lauquen”
Rubro: Industria Alimenticia
Empresa: MASTELLONE HERMANOS S.A.
Integrante:
Federico Carpineta Padrón N° 79.229
JTP: Ing. Gustavo Medrano Docente: Ing. Pablo Rattel
TP N°:
Año 2009

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 2 -
RESUMEN
1 – ORIGEN DEL TRABAJO
El presente trabajo se realizó en la empresa Mastellone Hnos. dentro del área
productiva dedicada a la elaboración del suero de queso en polvo.
El suero de queso es un subproducto líquido de la producción de quesos. Su
generación es del orden del 90% del volumen de leche utilizada, de modo que se generan
grandes volúmenes de suero, en el orden de 9 toneladas de suero por tonelada de queso
producido.
El suero de queso es rico en proteínas, ya que retiene el 18% de las proteínas de la
leche. Por esta razón, se lo utiliza entre otras cosas como sustituto de la leche descremada en
polvo, fuente de proteínas, e ingrediente en la fabricación de diversos productos alimenticios.
En este trabajo se analizó el sistema logístico actual desde la generación de la materia
prima hasta la elaboración del producto final. Analizando esta logística surgen un número de
puntos en los que es posible trabajar para obtener una importante posibilidad de mejora con
el objetivo de reducir significativamente los costos involucrados.
El 82% de la carga transportada es agua (1.250.000 kilos de agua mensuales)
Gran distancia entre el origen del suero de queso y el lugar de procesamiento (La
distancia que separa la planta generadora y la planta de secado es 400 km.)
Altos costos logísticos ($50.000 diarios sería el costo de transportar todo el suero
generado hasta la planta de secado)
Necesidad de procesar mayores volúmenes de leche
El proyecto tiene como objetivo reducir los altos costos logísticos actuales. Para esto se
busca eliminar transportes de productos semielaborados, con alto contenido de agua, a través
de largas distancias para poder procesarlos. Esto se logra procesando el suero de queso en el
lugar en el que es generado.
El objetivo principal del trabajo es eficientizar la logística actual. Con este fin, se
propone procesar el suero de queso en el lugar de origen instalando una planta de secado tipo
spray en Trenque Lauquen, denominada Planta VI.
La Empresa cuenta con 3 plantas productoras de queso, pero se elige Trenque
Lauquen como lugar para instalar la nueva planta de secado ya que la Quesera que funciona
allí genera el 80% del suero total generado por la Empresa.

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 3 -
Esquema logístico propuesto
La línea verde indica el camino del suero de queso desde la Planta Leubucó (sin
concentrar - 6%ST), la línea amarilla el del suero desde la Planta Canals, concentrado al 18%
ST, y la línea azul muestra el trayecto del suero de queso en polvo, secado en la nueva Planta
VI, hasta el Puerto de Zarate para su posterior despacho hacia Brasil.
Con este proyecto se logra el transporte de producto terminado (en polvo) directo a
puerto de exportación, lográndose así un ahorro del 80% en los costos logísticos
involucrados.
Esquema Actual Esquema Propuesto
Tipo de Camión
Cantidad Costo Cantidad Costo
Termo 6 $ 13.440 0 $ 0
Semi playo 1 $ 1.440 1 $ 2.875
Total 7 $ 14.880 1 $ 2.875
Actualmente, se están despachando aproximadamente 8 contenedores por semana con
Suero de Queso en polvo, entre las marcas Fortuna y Leitesol, con destino Brasil. Para este
volumen, el esquema logístico propuesto implicaría un ahorro de $ 90.040 por semana. Este ahorro
anualizado sería del orden de $ 5.000.000.

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 4 -
Y = - 509030 + 569 x X1 + 21613,6 x X2
2 – ESTUDIO DE MERCADO
Dado que el suero de queso proviene de la producción de quesos, para proyectar su
demanda se estima la demanda de quesos en sí, considerando como principales variables la
población y el PBI. La población debido a que el queso es un alimento esencial en la
alimentación de las personas, y su demanda es principalmente vegetativa, aumentando esta
al incrementarse la población. El PBI es una variable a tener en cuenta ya que al
incrementarse permite acceder a quesos de mayor valor como los quesos de pasta dura.
Se consideró un período de 13 años (1989-2001) para los datos, dejando afuera los
años de la crisis para evitar datos distorsivos. El modelo utilizado es el de Regresión Lineal
Múltiple, siendo la población la variable X1 y el PBI X2. Como resultado se obtuvo la siguiente
formula para estimar la demanda de quesos.
Considerando como hipótesis que se mantiene el market share actual de la Empresa
en quesos, proyectamos la producción de queso por tipo de pasta, y por ende la generación
de suero de queso resultante.

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 5 -
El principal mercado para el suero de queso para Mastellone Hnos es Brasil. En Brasil
la Empresa cuenta con una filial del Grupo llamada Leitesol. Leitesol se lleva el 100% del
suero secado.
El suero de queso en polvo es usado como en la fabricación de alimentos lácteos,
productos cárnicos, panificados, productos de confitería y bebidas. Su aplicación es como
ingrediente para el agregado de proteínas.
Producción de Suero
0
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
450.000
500.000
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018
año
ton
ela
da
s
Total
Quesos pasta dura
Quesos pasta semidura
Quesos pasta blanda
PROYECCION
Producción de Suero
0
50.000
100.000
150.000
200.000
250.000
300.000
350.000
400.000
450.000
500.000
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018
año
ton
ela
da
s
Total
Quesos pasta dura
Quesos pasta semidura
Quesos pasta blanda
PROYECCIONPROYECCION

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 6 -
3 – ESTUDIO TÉCNICO
A continuación se procede a definir la Planta de Secado VI. El proceso de
concentración y secado de suero de queso consiste en:
1. Recepción de materia prima – Suero de queso 18% ST
2. Almacenamiento en tanques refrigerados (4-6ºC)
3. Concentración en evaporador y flash cooling posterior.
4. Cristalización. Sistema de alimentación y bombeo al
spray
5. Secador tipo Spray
6. Post tratamiento – lecho fluidizado vibrador.
7. Almacenamiento de polvo
8. Línea de envasado de polvo en bolsas de 25 kilos.
En función de esto, los equipos críticos a dimensionar son
- Evaporador – Película descendente de 4 efectos
- Enfriador flash
- Tanques de cristalización
- Secador (incluye el Spray y el vibrofluidificador)
Las capacidades de estos equipos se definen a partir de la capacidad de generación de
suero de queso de las plantas queseras y del consumo de suero de queso concentrado en
otros procesos de de la Empresa (producción de Ricotta).
Trenque Lauquen = 525.600 Kg/día Canals = 60.000 Kg/día Lebuco = 70.500 Kg/día Ricotta = -175.000 Kg/día
Capacidad de secado
teórica Planta VI: 500.000 kg/día

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 7 -
A partir del volumen a procesar se realiza un balance de masas para cada uno de los
equipos para la obtención de la capacidad de procesamiento y de producción de la planta.
Alimentación Concentración Evaporación Concentrado Concentración
[kg/h] inicial [kg/h] [kg/h] final
Evaporador 23.500 18,0% 15.579 7.921 53,4%
Flash cooler 7.921 53,4% 230 7.691 55,0%
Critalización 7.691 55,0% 0 7.691 55,0%
Spray 7.691 55,0% 2.991 4.700 90,0%
Lecho fluidizado 4.700 90,0% 362 4.338 97,5%
De este balance de masas obtenemos que la planta tendrá una capacidad real de
procesamiento de 493.500 kilogramos por día de suero de queso al 18% de sólidos totales, y
una capacidad de producción de 91 toneladas por día de suero de queso en polvo.
Los equipos son provistos por NIRO A/S. Esta empresa es la líder mundial en esta
tecnología de secado, siendo la que instaló las 5 plantas de secado con las que actualmente
cuenta Mastellone Hnos. La modalidad de la contratación de NIRO A/S es de tipo llave en
mano.
Por otro lado, también se dimensiona el depósito para
almacenamiento y expedición de producto terminado. El
dimensionamiento se hace de modo de que tenga la capacidad
para almacenar una semana de producción continua. El resultado
es un depósito de 26,2 m x 55 m y una altura de 7 metros. La
superficie es de 1441m2 y una capacidad para 512 posiciones, es decir, 717 toneladas de
suero de queso en polvo.
La planta será instalada en el
terreno que Mastellone Hnos. que posee
en Trenque Lauquen, donde se
encuentra la planta procesadora de
quesos. El lugar físico donde se instalará
se define de modo que se encuentre a la
menor distancia posible de los tanques
de almacenamiento de suero de queso
concentrado, de modo de necesitar la
menor cantidad de cañerías para
transportar el suero a ser secado en la
planta. La planta contará con una
superficie proyectada al piso de 1.972
m2.
Planta productora
de quesos
Planta de
Osmosis
Inversa
Planta
Clasificadora de
leche (5 Bahías)
Ruta Nacional
N°5
Tanques de
almacenamiento
de suero
23,5 m
23 m
Planta VI -
Superficie
proyectada
Planta VI –
Envasado,
depósito y
expedición
55 m
26,2
m

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 8 -
4 – ANALISIS DE COSTOS
En función de los equipos dimensionados, se plantea la inversión inicial para la Planta
VI:
Concepto Costo Incidencia
Evaporador $ 2.000.000 24%
Tanques de cristalización $ 525.000 6%
Cámara de secado Spray $ 2.000.000 24%
Lecho fluidizado vibrador $ 900.000 11%
Envasadora Avapac $ 1.500.000 18%
Equipos autoelevadores $ 162.000 2%
Estanterías Deposito $ 120.000 1%
Montaje eléctrico $ 75.000 1%
Obra civil $ 1.182.755 14%
Total $ 8.464.755 100%
Por otro lado, se calculan los costos operativos de la Planta VI. Para plantear los costos
operativos de forma gráfica se estima cada uno de ellos y su incidencia dentro del costo total
para la producción equivalente a un contenedor de 40 pies completo, es decir 25 toneladas de
suero de queso en polvo. De esta forma, se obtiene la siguiente estructura de costos.
Rubro Costo Incidencia
Remuneraciones $ 1.479 15%
Energía $ 2.838 28%
Insumos productivos $ 2.667 26%
Mantenimiento y Repuestos $ 142 1%
Suministros $ 75 1%
Costo logístico $ 2.875 29%
Total $ 10.076 100%
El mismo análisis para la actual Planta de secado IV resulta en un costo total para la
misma producción de $22.223. Se concluye entonces que con el proyecto se obtiene un
ahorro del 55%, siendo el principal ahorro los costos logísticos.

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 9 -
5 – ANÁLISIS FINANCIERO
Para el análisis financiero se recopilaron los costos involucrados en el proyecto y la
inversión a realizar para poder conocer así el flujo resultante del negocio.
Los costos tenidos en cuenta para la evaluación del proyecto han sido aquellos
marginales, es decir aquellos en los que no se incurriría de no realizarse el proyecto. Los
mismos han sido: Costos Operativos: Mano de obra, Energía, Mantenimiento y Suministros.
También se tuvo en cuenta el aumento de capacidad de secado de leche en polvo
obtenido a partir de la instalación de la planta de secado exclusiva para suero de queso. Esto
implica un ingreso adicional al proyecto. La capacidad liberada es de 60 toneladas días, las
cuales serían aprovechadas en los meses de mayor ingreso de leche. Del análisis se
desprende que se podrían secar en el primer año 2200 toneladas más, con un valor
aproximado de 5.5 millones de dólares.
Se realizó entonces el análisis del negocio integral, tomando en cuenta todos sus
componentes. De ahí se desprenden las siguientes conclusiones:
La inversión inicial se realiza en el Año 0.
Con los supuestos en el estudio de mercado, los costos y los ahorros analizados, se
pudo realizar un flujo de fondos, del cual se obtuvo como resultado:
Recupero Inversión: 4 años
Cabe destacar que para el calculo del VAN se han tomado posiciones prudentes y
conservadoras, como una proyección de solo 10 años para el flujo de fondos. A pesar de esto
se ha obtenido un resultado promisorio para el proyecto.
TIR 28%
VAN (20%) $ 2.377.740
72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 10 -
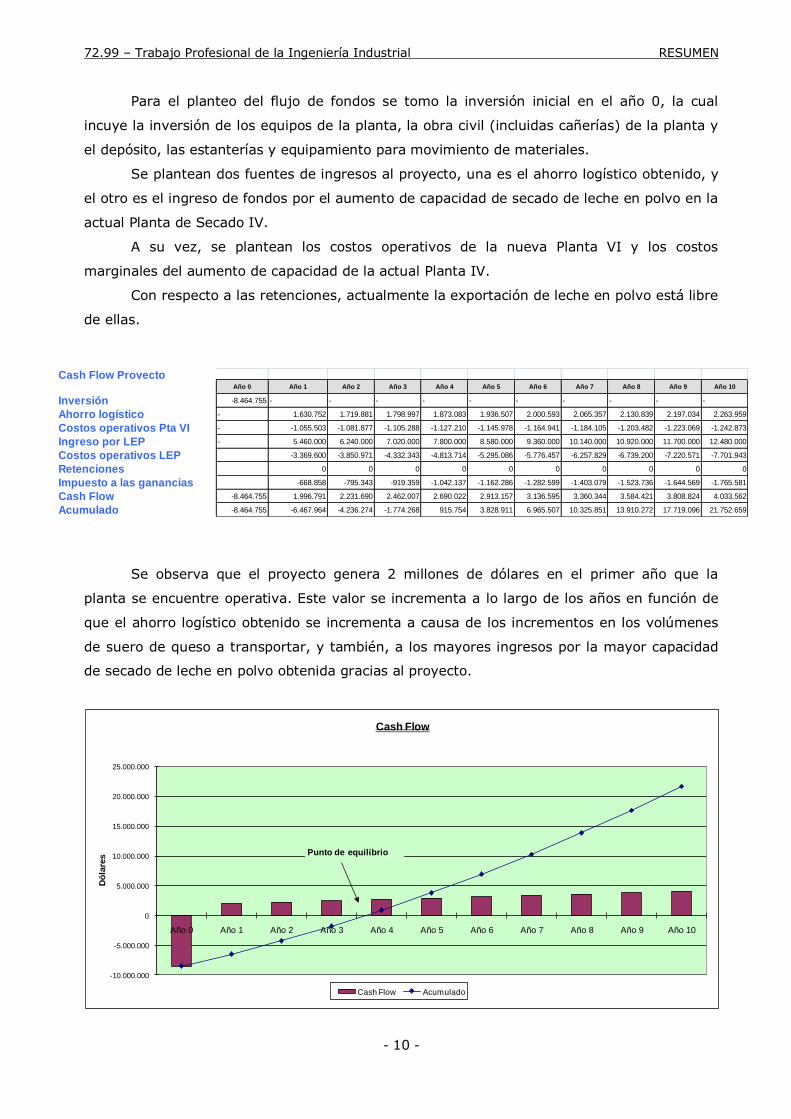
Para el planteo del flujo de fondos se tomo la inversión inicial en el año 0, la cual
incuye la inversión de los equipos de la planta, la obra civil (incluidas cañerías) de la planta y
el depósito, las estanterías y equipamiento para movimiento de materiales.
Se plantean dos fuentes de ingresos al proyecto, una es el ahorro logístico obtenido, y
el otro es el ingreso de fondos por el aumento de capacidad de secado de leche en polvo en la
actual Planta de Secado IV.
A su vez, se plantean los costos operativos de la nueva Planta VI y los costos
marginales del aumento de capacidad de la actual Planta IV.
Con respecto a las retenciones, actualmente la exportación de leche en polvo está libre
de ellas.
Se observa que el proyecto genera 2 millones de dólares en el primer año que la
planta se encuentre operativa. Este valor se incrementa a lo largo de los años en función de
que el ahorro logístico obtenido se incrementa a causa de los incrementos en los volúmenes
de suero de queso a transportar, y también, a los mayores ingresos por la mayor capacidad
de secado de leche en polvo obtenida gracias al proyecto.
Cash Flow ProyectoAño 0 Año 1 Año 2 Año 3 Año 4 Año 5 Año 6 Año 7 Año 8 Año 9 Año 10
Inversión -8.464.755 - - - - - - - - - -
Ahorro logístico - 1.630.752 1.719.881 1.798.997 1.873.083 1.936.507 2.000.593 2.065.357 2.130.839 2.197.034 2.263.959
Costos operativos Pta VI - -1.055.503 -1.081.877 -1.105.288 -1.127.210 -1.145.978 -1.164.941 -1.184.105 -1.203.482 -1.223.069 -1.242.873
Ingreso por LEP - 5.460.000 6.240.000 7.020.000 7.800.000 8.580.000 9.360.000 10.140.000 10.920.000 11.700.000 12.480.000
Costos operativos LEP -3.369.600 -3.850.971 -4.332.343 -4.813.714 -5.295.086 -5.776.457 -6.257.829 -6.739.200 -7.220.571 -7.701.943
Retenciones 0 0 0 0 0 0 0 0 0 0
Impuesto a las ganancias -668.858 -795.343 -919.359 -1.042.137 -1.162.286 -1.282.599 -1.403.079 -1.523.736 -1.644.569 -1.765.581
Cash Flow -8.464.755 1.996.791 2.231.690 2.462.007 2.690.022 2.913.157 3.136.595 3.360.344 3.584.421 3.808.824 4.033.562
Acumulado -8.464.755 -6.467.964 -4.236.274 -1.774.268 915.754 3.828.911 6.965.507 10.325.851 13.910.272 17.719.096 21.752.659
-10.000.000
-5.000.000
0
5.000.000
10.000.000
15.000.000
20.000.000
25.000.000
Año 0 Año 1 Año 2 Año 3 Año 4 Año 5 Año 6 Año 7 Año 8 Año 9 Año 10
Dó
lare
s
Cash Flow
Cash Flow Acumulado
Punto de equilibrio

72.99 – Trabajo Profesional de la Ingeniería Industrial RESUMEN
- 11 -
Con estos resultados se realizó una serie de análisis de las variables, para conocer los
riesgos del negocio. Resultó que, al hacer un análisis de sensibilidad, el VAN se ve
mayoritariamente afectado por los incrementos en los costos logísticos y en el precio de la
leche en polvo, siendo en estos tiempos esto positivo para el proyecto, ya que la expectativa
para ambas variables es que se incrementen.
-$ 4.000.000
-$ 2.000.000
$ 0
$ 2.000.000
$ 4.000.000
$ 6.000.000
$ 8.000.000
$ 10.000.000
$ 12.000.000
$ 14.000.000
-30% -20% -10% 0% 10% 20% 30%
Análisis de sensibilidad
Costos logístico Inflación Tipo de Cambio Precio Leche en Polvo
6 – CONCLUSION
Se concluye que el proyecto es factible y prometedor, con un tiempo de repago de
mediano plazo que le generará grandes beneficios a la Empresa, especialmente teniendo en
cuenta que se ha tenido una posición conservadora para su análisis, particularmente en el
plazo en el que se analiza el proyecto.
Más allá de esto, el contexto socioeconómico del país debe ser favorable. Para ello, se
recomienda la realización el proyecto propuesto en un marco de estabilidad no solo
económica, sino política en sí, dándole seguridad jurídica para la inversión a los accionistas de
la Empresa.
Datos de autor
Nombre y Apellido Federico Carpineta Fecha de nacimiento 18 / 09 / 1979 Dirección de mail [email protected] Últimos 2 años de experiencia laboral Mastellone Hnos SA


















