UNIVERSIDAD DE GUAYAQUIL FACULTAD DE …repositorio.ug.edu.ec/bitstream/redug/24444/1/TESIS...
67
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE TITULACIÓN TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL ÁREA SISTEMAS PRODUCTIVOS TEMA PROPUESTA PARA IMPLEMENTACIÓN DE MÉTODOS DE TRABAJO PARA EL PROCESO DE SECADO DE ARROZ EN UNA PILADORA AUTOR HOLGUÍN AGUILERA ARCENIO FORTUNATO DIRECTOR DEL TRABAJO ING. IND. CORREA MENDOZA PEDRO, MSC. 2017 GUAYAQUIL – ECUADOR
Transcript of UNIVERSIDAD DE GUAYAQUIL FACULTAD DE …repositorio.ug.edu.ec/bitstream/redug/24444/1/TESIS...

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE TITULACIÓN
TRABAJO DE TITULACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA SISTEMAS PRODUCTIVOS
TEMA PROPUESTA PARA IMPLEMENTACIÓN DE
MÉTODOS DE TRABAJO PARA EL PROCESO DE SECADO DE ARROZ EN UNA PILADORA
AUTOR HOLGUÍN AGUILERA ARCENIO FORTUNATO
DIRECTOR DEL TRABAJO ING. IND. CORREA MENDOZA PEDRO, MSC.
2017 GUAYAQUIL – ECUADOR

ii
DECLARACIÓN DE AUTORÍA
“La Responsabilidad del contenido de este trabajo de titulación, me
corresponde exclusivamente; y el patrimonio intelectual del mismo a la
Facultad de Ingeniería Industrial de la Universidad de Guayaquil”
Holguín Aguilera Arcenio Fortunato
C.C. 0918761180

iii
DEDICATORIA
Dedicado a primeramente a Dios por brindarme la perseverancia
necesaria para alcanzar mi objetivo.
Y todas las personas que formaron parte de este proceso por su
compañerismo, amistad y confianza.
iv
AGRADECIMIENTO
A mi compañero y amigo Ing. Edwin Guanga Lozada, por
brindarme su sincera amistad, motivación, consejos en el ámbito
profesional y personal.
Al estado representado por el gobierno que ha permitido mediante
la constitución garantizar la educación como un derecho y no bien
mercantil, permitiéndome estudiar la carrera de formación superior de mi
elección, gracias por contribuir con la sociedad con este bien tan preciado
y hermoso como es la educación.

v
ÍNDICE GENERAL
N° Descripción Pág.
PRÓLOGO 1
CAPÍTULO I
INTRODUCCIÓN
N° Descripción Pág.
1.1. Introducción 2
1.2. Antecedentes 2
1.2.1. Objetivo de estudio 3
1.2.2. Campo de acción 3
1.3. Justificativo 3
1.4. Planteamiento del problema 4
1.5. Formulación del problema 5
1.6. Sistematización del problema 5
1.7. La empresa y su clasificación industrial internacional
uniforme CIIU 5
1.7.1. Estructura Organizacional 6
1.7.2. Productos 6
1.7.3. Delimitación del problema 7
1.8. Objetivos 7
1.8.1. Objetivo general 7
1.8.2. Objetivos específicos 8
1.9. Alcance 8
1.10. Hipótesis o premisas 8
1.10.1. Variable independiente 8
1.10.2. Variable dependiente 9
vi
N° Descripción Pág.
1.11. Marco teórico 9
1.11.1. Marco histórico 14
1.12. Marco contextual 16
1.13. Marco conceptual 17
1.13.1. Marco legal 20
CAPÍTULO II
SITUACIÓN ACTUAL
N° Descripción Pág.
2.1. Situación Actual en la Piladora. 22
2.1.1. Descripción del proceso actual de producción 22
2.1.1.1. Diagrama de bloque 22
2.1.1.2. Recepción 23
2.1.1.3. Ensacado 23
2.1.1.4. Transporte al pre secado 24
2.1.1.5. Presecado 24
2.1.1.6. Arranque del primer quemador 24
2.1.1.7. Arranque del segundo quemador 24
2.1.1.8. Enfriamiento 25
2.1.1.9. Paleado a tolva 25
2.1.2. Diagrama actual del proceso de secado de arroz 26
2.1.4. Diagrama hombre máquina 31
2.1.5. Resumen del diagrama hombre máquina 33
2.2. Identificación de problemas 34
2.2.1. Análisis de frecuencia de fallos 35
2.2.2. Diagrama de Pareto 36
2.2.3. Diagrama Ishikawa 37
2.2.4. Costos asignados a los problemas 38
2.2.5. Diagnóstico 39
2.2.6. Impacto económico de los problemas 40

vii
N° Descripción Pág.
2.2.7. Evaluación del problema 40
CAPITULO III
PROPUESTA
N° Descripción Pág.
3.1. Planteamiento de alternativas de solución a los
problemas 41
3.2. Costos de las alternativas de solución 42
3.3. Diagrama de flujo propuesto 43
3.4. Calculo de ahorro esperado con el método propuesto 47
3.5. Análisis Costo - Beneficio de la propuesta 48
3.6. Conclusiones y recomendaciones 49
3.6.1. Conclusiones 49
3.6.2. Recomendaciones 49
ANEXOS 50
BIBLIOGRAFÍA 54
viii
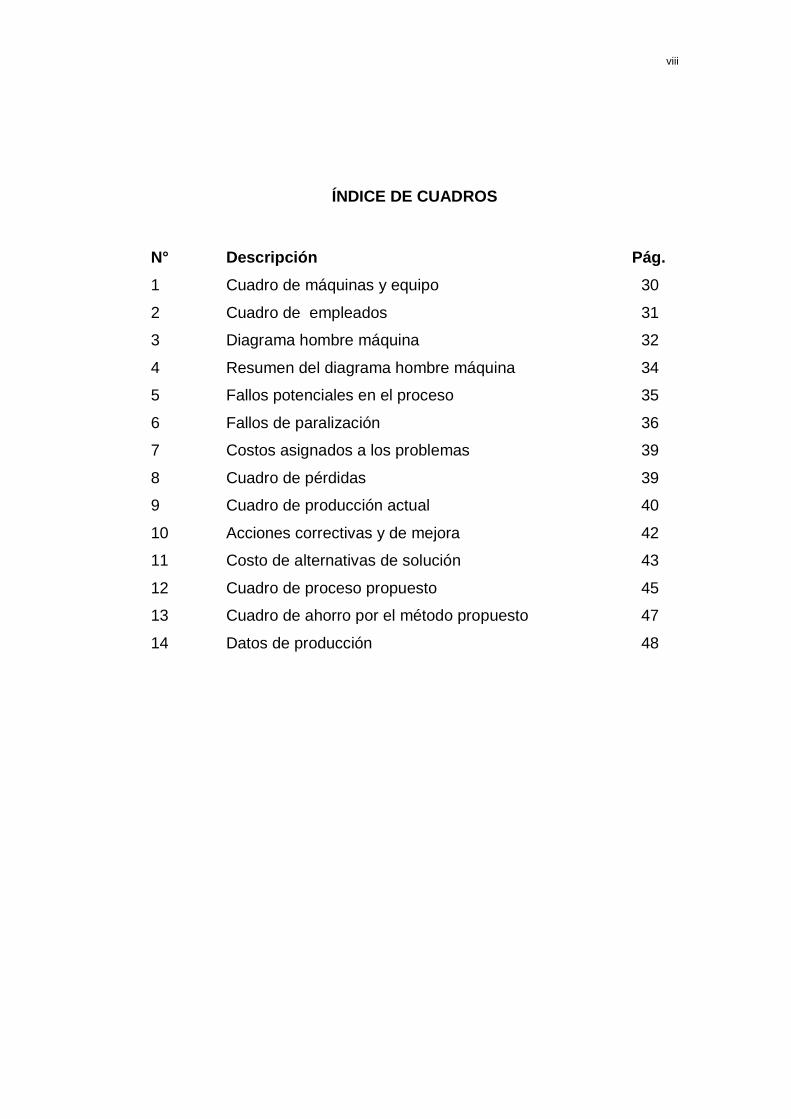
ÍNDICE DE CUADROS
N° Descripción Pág.
1 Cuadro de máquinas y equipo 30
2 Cuadro de empleados 31
3 Diagrama hombre máquina 32
4 Resumen del diagrama hombre máquina 34
5 Fallos potenciales en el proceso 35
6 Fallos de paralización 36
7 Costos asignados a los problemas 39
8 Cuadro de pérdidas 39
9 Cuadro de producción actual 40
10 Acciones correctivas y de mejora 42
11 Costo de alternativas de solución 43
12 Cuadro de proceso propuesto 45
13 Cuadro de ahorro por el método propuesto 47
14 Datos de producción 48

ix
ÍNDICE DE FIGURAS
N° Descripción Pág.
1 Conectores de diagrama de flujo de proceso 18
2 Símbolos estándar de diagramas de flujo 18
3 Secador piladora Sánchez Bedor 25
4 Instalaciones piladora Sánchez Bedor 31

x
ÍNDICE DE DIAGRAMAS
N° Descripción Pág.
1 Organigrama empresa 6
2 Bloque del proceso de secado 23
3 Actual del proceso 26
4 Diagrama de proceso actual 27
5 Diagrama de planta 28
6 De recorrido actual 29
7 Diagrama de Pareto 37
8 Diagrama Ishikawa 38
9 Diagrama de flujo propuesto 44
10 Diagrama de proceso propuesto 46

xi
ÍNDICE DE ANEXOS
N° Descripción Pág.
1 Plan de mantenimiento 51
2 Repuesto de mantenimiento 52
3 Lista de chequeo 53

xii
AUTOR: HOLGUÍN AGUILERA ARCENIO FORTUNATO TEMA: PROPUESTA PARA IMPLEMENTACIÓN DE MÉTODOS
DE TRABAJO PARA EL PROCESO DE SECADO DE ARROZ EN UNA PILADORA
DIRECTOR: ING. IND. CORREA MENDOZA PEDRO GUSTAVO, MSC.
RESUMEN
Por las paralizaciones de planta y retrasos en la producción, se realizó un estudio que permitiera conocer cuáles son las causas-raíz de los problemas que afectan directamente a la empresa con pérdidas económicas. El diagrama de Pareto fue clave junto al Ishikawa para identificar las causas principales de los fallos frecuentes de planta, este análisis demostró que el paro de las máquinas se debía mayormente a la falta de mantenimiento preventivo a los motores de las turbinas y a la carencia de procedimientos de trabajo que determinen las actividades a realizarse eficientemente. Mejorando la calidad se implementaron instrumentación de medición para controlar la humedad y temperatura del producto. Se propuso la implementación de un plan de mantenimiento preventivo, mantener un stock mínimo de repuestos y realizar instructivos de trabajo. Finalmente se realizó el análisis costo-beneficio donde se muestra la factibilidad de la propuesta. Todo esto contribuye a mejorar la productividad y la calidad del servicio que ofrece a empresa. PALABRAS CLAVES: Humedad, Productividad, Secadora, Arroz,
Método, Sistemas.
Holguín Aguilera Arcenio Ing. Ind. Correa Mendoza Pedro, Msc. C.C. 0918761180 Director del trabajo

xiii
AUTHOR: HOLGUÍN AGUILERA ARCENIO FORTUNATO TOPIC: PROPOSAL FOR IMPLEMENTATION OF WORKING
METHODS FOR THE PROCESS OF RICE DRYING ON A PILLAR
DIRECTOR: IND. ENG. CORREA MENDOZA PEDRO GUSTAVO, MSC.
ABSTRACT
For plant plots and production delays, a study was carried out to identify the root causes of problems that directly affect the company with economic losses. The Pareto diagram was key with Ishikawa to identify the main causes of frequent plant failures. This analysis showed that the shutdown of the machines was largely due to the lack of preventive maintenance of turbine engines and the lack of working procedures that determine activities efficiently. Improving the quality was implemented measuring instrumentation to control the humidity and temperature of the product. It was proposed to implement a preventive maintenance plan, to maintain a minimum stock of spare parts and to carry out work instructions. Finally, the cost-benefit analysis was performed showing the feasibility of the proposal. Everything contributes to improving the productivity and quality of service offered by a company.
KEY WORDS: Humidity, Productivity, Dryer, Rice, Method, Systems.
Holguín Aguilera Arcenio Ind. Eng. Correa Mendoza Pedro, Msc. I.D. 0918761180 Director of work

PRÓLOGO
El presente trabajo se desarrolla en la industria agroindustrial,
precisamente en la piladora Sánchez-Bedor, donde he aplicado
conocimientos adquiridos en el área de ingeniería de métodos para la
identificación de pérdidas de tiempo, se proponen métodos de trabajo
estudiados para mejorar los niveles de producción y productividad,
mejorando así también calidad del producto y los procesos contando con
la satisfacción de los clientes externos e internos.
En el primer capítulo se detallan los objetivos y propósitos de esta
investigación, así también se conoce el proceso de secado de la piladora
y se da una reseña de los mecanismos de identificación de problemas
como técnicas para el desarrollo de la propuesta.
En el segundo capítulo se determinan, identifican y cuantifican los
problemas de la empresa.
En el tercer capítulo de este trabajo se realiza la propuesta para la
solución de los problemas identificados, se realiza la propuesta
económica mediante el análisis costo beneficio que nos determina la
viabilidad del proyecto. También se realizan las recomendaciones y
conclusiones.
CAPÍTULO I
INTRODUCCIÓN
1.1. Introducción
En este capítulo se conocerá la industria arrocera, mediante la
explicación general del proceso de secado en la producción del arroz.
1.2. Antecedentes
En 1950 surgió la necesidad de implementar sistemas que
estudien la productividad, esto fue a raíz del invento de los sistemas de
generación de vapor de James Watt, así comenzó la revolución Industrial.
En aquella época para los empresarios, los trabajadores eran
considerados instrumentos de producción asignados a un determinado
trabajo una tarea, sin considerar su condición física, mental y humana.
Las jornadas laborales eran de 12 horas.
En 1824 se comenzaron a considerar las primeras leyes laborales
de los trabajadores como la prohibición del trabajo pesado en las minas
de los niños, las mujeres y la reducción de la jornada laboral de 12 a 10
horas diarias. (Meyers, 2000)
Pronto empezó la producción en serie de productos
industrializados, así también las empresas empezaron a crecer muchos
más, a tal punto de rebasar sus límites económicos, por lo tanto existió la
necesidad de crear grupos económicos con único objetivo de obtener una
beneficio a cambio de una inversión.
Introducción 3
El crecimiento de la industria hizo que se vulneraran los derechos
de los trabajadores y fueran considerados como medios de producción,
así nació el proletariado.
Frederick Taylor precursor en la división del trabajo fue unos de los
primeros en estudiar el rendimiento de los trabajadores.
La estandarización del trabajo permitiría dividirlo y simplificarlo en
pequeñas tareas que se podrían realizar por obreros sin experiencia en
área determinada. (Meyers, 2000)
1.2.1. Objetivo de estudio
El presente estudio tiene por objetivo mejorar la productividad en el
proceso de secado en la piladora Hermanos Sánchez Bedor, proponer
métodos estándar de trabajo y así contribuir con mejorar la calidad del
arroz pilado, minimizar el tiempo para llevar a cabo las tareas y generar
bienestar a todos los colaboradores de la empresa.
1.2.2. Campo de acción
El presente trabajo de investigación se desarrolla en sector
agroindustrial aplicando conceptos ingenieriles en el estudio de tiempos y
movimientos en la piladora Hermanos Sánchez Bedor en el proceso de
secado del arroz.
1.3. Justificativo
En la actualidad las empresas tienen un alto grado de
competitividad lo cual se traduce los altos estándares de calidad y
productividad debido a las exigencias del ritmo acelerado del mercado.
Introducción 4
Durante la visita a la piladora se evidenció problemas para la
planificación de la producción. Lo cual se realiza en base a la experiencia
de los encargados del proceso. Así que existen retrasos para el flujo del
proceso. Debido a que no existe en la empresa una cultura
organizacional, no están determinados, ni documentados métodos
estandarizados de producción que permitan controlar los volúmenes de
producción en un tiempo estándar.
El presente trabajo de titulación tiene por objetivo establecer
métodos de trabajo y tiempo estándar para medir y controlar el proceso
de secado.
Lo cual permitirá planificar, controlar, mejorar continuamente el
proceso de secado en la producción del arroz.
Al cumplir con la documentación y estandarización el ambiente
laborar mejorará, los colaboradores tendrán claras las actividades que
realizan en la jornada de labores y la percepción de los clientes de la
empresa será positiva para el beneficio de la organización.
1.4. Planteamiento del problema
En el mercado globalizado actual mantener un sistema
estandarizado para la producción, es de carácter indispensable ser
competitivo y cumplir con las exigencias del mercado actual.
Por lo tanto la empresa debe enfocar en la planificación de su
producción mediante la estandarización, el control y el mejoramiento
continuo de sus procesos.
Para el cumplimiento de planificación y mejorar los niveles de
productividad la empresa debe consolidarse a nivel organizacional.
Introducción 5
Actualmente la piladora genera rentabilidad y ha mantenido su
producción a través del tiempo que ha venido operando, pero opera de
manera descontrolada a base de la experiencia de sus trabajadores, el
proceso de secado del arroz no se encuentra estandarizado, ni existen
métodos de trabajo. En la piladora no se realizado estudios que
determinen la capacidad de producción ni tienen tiempo estándar para la
producción.
Por lo tanto los procesos no son eficientes, esto afecta directamente a la
productividad y a la satisfacción del cliente.
1.5. Formulación del problema
¿Cuál es método de producción más eficiente y eficaz para mejorar
la productividad de un proceso estandarizado de secado de arroz en la
piladora Hermanos Sánchez Bedor?
1.6. Sistematización del problema
¿Cómo se pueden estandarizar los procesos de producción en el
proceso de secado en la piladora Hermanos Sánchez?
¿Es posible para implementar los métodos de producción en el
proceso de secado en la piladora Hermanos Sánchez?
¿Qué mejoras se encontraran al implementar los métodos de
producción en el proceso de secado en la piladora Hermanos
Sánchez?
1.7. La empresa y su clasificación industrial internacional uniforme
CIIU
C1061.12.01
Molienda o pilado de arroz: producción de arroz descascarillado,
blanqueado, pulido, semicocido.

Introducción 6
1.7.1. Estructura Organizacional
En el diagrama número 1, se describe como está estructurada la
piladora Hermanos Sánchez Bedor. La empresa está constituida por:
Proceso estratégico.- Gerente General, Accionistas.
Procesos operativos.- Jefe de producción, operadores.
Procesos de apoyo.- Talento Humano, contable financiero.
DIAGRAMA N° 1
ORGANIGRAMA
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
1.7.2. Productos
Producción de arroz descascarillado, pilado y pulido.

Introducción 7
1.7.3. Delimitación del problema
Como se ha explicado en el planteamiento del problema las
actividades del proceso de secado no se controlan por lo tanto no se está
planificando la producción y se evidencian tiempos improductivos.
Esta investigación comprende el estudio de métodos de trabajo
para el proceso de secado para la producción de arroz pilado.
Este proceso está determinado por:
Medir el abastecimiento de la secadora.
Transporte de arroz, hacia la secadora.
Abastecer la secadora, toma de tiempos y movimientos.
Determinar tiempo estándar para pre secado con ventiladores.
Determinar tiempo estándar de secado, con quemadores.
Determinar tiempo estándar de post secado con ventiladores.
Transporte de arroz seco a tolva.
La investigación comprende determinar métodos estándar de
trabajo para el proceso de secado del arroz, desde la recepción del arroz
que llega en camiones y comienza por el llenado de las sacas para medir
la cantidad de producto que ingresa a la secadora, hasta la liberación del
arroz seco que es transportado a la tolva.
1.8. Objetivos
1.8.1. Objetivo general
Elaborar propuesta para la implementación de métodos de trabajo
para mejorar la productividad en el proceso de secado en una piladora.

Introducción 8
1.8.2. Objetivos específicos
Diagnosticar la carencia de métodos en la secadora de arroz Hnos.
Sánchez Bedor.
Elaborar métodos de trabajos en el proceso de secado.
Realizar registros para el control de producción del proceso de
secado.
1.9. Alcance
En presente trabajo investigativo se desarrolla en el área de
producción en el proceso de secado, aplicando estudios de tiempos y
movimientos que determinen la mejora continua del proceso y la
productividad.
1.10. Hipótesis o premisas
Con la implementación de métodos estandarizados de trabajo en el
proceso de secado para la producción del arroz, se incrementará el
volumen de producción.
1.10.1 Variable independiente
Están determinados por los factores que intervienen para solución de
la situación problemática. Entre los cuales podemos decir que son:
Proponer 1 método de trabajo estándar para el proceso de secado de
arroz.
Actualmente el tiempo estimado para el proceso de secado es de 1 día
con 18 horas y 40 min

Introducción 9
Establecer 3 controles como inspección de humedad, peso,
temperatura de secado, para las actividades del proceso de secado en
la producción del arroz pilado.
1.10.2 Variable dependiente
Como variable dependiente está determinada por la productividad,
la cual será el motivo de nuestra investigación.
1.11 Marco teórico
Tipo de investigación
La investigación es de tipo cuantitativa, estará basada en la
medición de tiempo en diferentes actividades realizadas en el proceso de
secado de arroz, esto con el objetivo de proyectar el tiempo estándar de
producción.
Siendo permisible estimar el mejor método de trabajo mejorando la
productividad.
Tipo de estudio
El tipo de estudio es de tipo descriptivo, se basa en la recolección
de datos, es aplicable para describir el límite de control para establecer un
tiempo estándar de producción en el proceso de secado.
Población
Es el conjunto total de todas las medidas de interés, para el objeto
de estudio. (Lind & Mason, 2008)

Introducción 10
En nuestro caso de estudio el número total de repeticiones de la
actividad a es considerado como nuestra población. Por ejemplo:
La 2000 veces que el operador transporta los sacos a la secadora,
las aproximadamente 500 paleadas para descargar el arroz con cascara
del camión previamente para ser medido, el tiempo total de operación
para el secado, tomado durante 1 mes de trabajo.
Estos datos representan la población del conjunto total de
observaciones de las actividades mencionadas.
Tamaño de Muestra
La determinación del tamaño de muestra es de vital importancia
para conocer el grado de exactitud del estudio, como para reconocer los
elementos mínimos necesarios que deben estar dentro del control.
El tamaño de la muestra puede ser cuantitativo o cualitativo
dependiente de las del tipo de análisis que se quiere realizar, cuando
realizamos en tipo cualitativo, estamos determinando porcentajes de un
sector en particular y cuantitativo cuando en el análisis vamos a estimar
promedios.
A continuación se presentan varias ecuaciones de determinación
del tamaño de la muestra cualitativa.
n=z2pq
E2
n=NZ
2pq
(N-1)E2+Z
2pq

Introducción 11
Dónde:
n= Tamaño de muestra
Z= Nivel de confianza
p= Probabilidad a favor
q= Probabilidad en contra
E= Error de la estimación
A continuación se presentan varias ecuaciones de determinación
del tamaño de muestra cuantitativa.
n=z2σ2
E2
n=NZ
2σ2
(N-1)E2+Z
2σ2
Dónde:
n= Tamaño de muestra
Z= Nivel de confianza
σ = Desviación estándar
E= Error de la estimación
En nuestro caso de estudio se conocerá como población al número
de veces del cual se repite un evento, en una actividad durante el
desarrollo del proceso de secado del arroz. Por ejemplo:
Si analizamos las 2000 veces que tiene que transportar el arroz, el
operador, para determinar el tamaño de muestra, para calcular el tiempo
estándar, con un nivel de confianza del 95%. Tendríamos que:
n=NZ
2pq
(N-1)E2+Z
2pq
Introducción 12
n= (2000)(1.96)
20.5x0.5
(2000-1)0.052+
1.962x0.5x0.5
n=322
Durante las 2000 veces que se repite esta actividad, debemos
tomar como mínimo una muestra de 322 observaciones, para conocer el
tiempo estándar de esta actividad.
Tipo de Muestra
Existen diferentes tipos de muestreo entre los cuales están los
métodos probabilísticos y no probabilísticos.
Dentro de la investigación se realizará un estudio no probabilístico,
ya que durante el muestreo todos los eventos del caso de estudio
relacionado tendrán probabilidad de ser seleccionados
Métodos de muestreo no probabilísticos
En el muestreo no probabilístico, todos los individuos de la
población no tienen probabilidad de ser seleccionados. Entre los métodos
no probabilísticos tenemos: Muestreo por cuotas, muestreo intencional o
por conveniencia, muestreo discrecional.
Muestreo por conveniencia
Para realizar el trabajo, se utilizará el muestreo por conveniencia
porque es permitido elegir a los individuos que convengan al investigador.

Introducción 13
Tipo de escala
Los tipos de recolección de datos tienen algunas escalas de
medición nominal, ordinal o por intervalos de razón. La escala de la
medición, determina estudiar una cantidad de datos y resume la manera
más idónea para para procesar la información.
La escala nominal está representado por etiquetas numéricas y no
numéricas que representan una categoría o identifican a un grupo en
particular. Las variables permiten conocer valores de igualdad o
desigualdad y no siguen un orden lógico determinado.
La escala ordinal está representado por etiquetas numéricas y no
numéricas que representan una categoría y siguen un orden lógico.
Los intervalos son variables que representan distancias o
magnitudes entre dos escalas iguales, los datos de intervalo siempre son
valores numéricos. Una variable es escala de razón se los datos tienen
propiedades de intervalo.
La escala de investigación de Likert, consiste en un conjunto de
ítems que se presentan en forma de afirmaciones, para medir la reacción
del sujeto de tres en tres o cinco en cinco, respecto a los cuales se pide al
sujeto manifiesten su grado de aceptación. Cañadas, 1998.
Instrumento de investigación
Los instrumentos de investigación para el desarrollo del presente
trabajo de titulación, son los siguientes:
Medición con cronómetro en segundos, minutos y horas.

Introducción 14
Observación de distancias recorridas y medición con decámetro en
metros, centímetros y milímetros.
Determinación de temperaturas máximas y mínimas con pirómetro en
grados centígrados.
Recopilación de datos a través de tablas de medición.
Tipo de observación
El tipo de observación que se utilizará es directa, porque el
problema ya ha sido previamente determinado, lo cual permite un estudio
preciso de los límites de control que se establecerán el en los procesos.
La recolección de datos de basa en listas de control diseñadas
para registrar las observaciones de los datos, mediante el cual, el
observador analizará la recolección de datos.
1.11.1 Marco histórico
La historia de la ingeniería de métodos empezó aproximadamente
en 1880, la primera persona en utilizar un cronómetro para medir el
trabajo fue Frederick W. Taylor, su intención fue obtener una jornada
equilibrada de trabajo. Los esposos Frank y Lilliam Gilbreth utilizaron sus
estudios en 1900 para demostrar cual era la mejor metodología de
trabajo. (Crillo, 2010)
Elton Mayo inició un grupo conocido como relaciones humanas, el
descubrió que las personas trabajan mejor cuando lo hacen con buena
actitud hacia el trabajo, esto fue en 1928. Estos son los cuatro pioneros
de la ingeniería de métodos. La mano de obra representa un coste
importante en producción de un producto, de ahí que se ha implementado
nuevas tecnologías para mejorarla calidad y la productividad. La

Introducción 15
ingeniería de métodos ofrece las herramientas necesarias para controlar y
mejorar la productividad.
Existen diversos ejemplos de cómo las nuevas tecnologías, por
ejemplo los caballos fueron remplazados por la máquina de vapor de
James Watt durante la revolución industrial.
Charles Baddage en 1832, publicó en su libro On the Economy of
Machenery and Manufacturer, detalló como dividir el trabajo en pequeñas
tareas y la diagramación de la organización.
Frederick Taylor
Es conocido como el padre de la administración científica y de la
ingeniería industrial, nació en Pensilvania por problemas de la vista fue
impedido de ingresar a la universidad de Harvard en la que había sido
aceptado. Por recomendaciones de su médico ingresó a trabajar como
aprendiz de mecánico, con el tiempo fue ascendiendo en la empresa
donde trabajaba, hasta la edad de 31 años que llegó a ser jefe de
cuadrilla después en 1883, obtuvo su título en ciencia de ingeniería
mecánica.
Después de varios años publicó sus estudios a través de cuatro
principios de la administración científica. (Nievel & Freivalds, 2011)
Desarrollar un procedimiento de trabajo para cada elemento del trabajo
de una persona, reemplazarlo por todos los métodos empíricos
anteriores.
Seleccionar el mejor trabajador para cada tarea e instruirlo en el
procedimiento establecido.
Establecer buenas relaciones entre la gerencia y los sindicatos de
trabajadores.

Introducción 16
Dividir el trabajo en partes iguales, de tal manera que cada quien haga
lo que hace mejor.
1.12 Marco contextual
El desarrollo del trabajo de titulación será desarrollado en la
piladora Hermanos Sánchez Bedor.
La piladora Hermanos Sánchez Bedor, ofrece el servicio de pilado
de arroz y está ubicada en la Parroquia Laurel, recinto el salto
perteneciente al Cantón Daule.
El proceso empieza con la recepción de arroz en cáscara que llega
en camiones de los recintos aledaños la gramínea lega con un porcentaje
alto humedad e impurezas.
La humedad es un factor de debe tenerse en cuenta para el inicio
del proceso. El arroz debe de llenarse en sacos los cuales pasan por un
sistema de pesaje y medición, después de eso van directamente a la
secadora donde se realizan los controles necesarios para verificar los
niveles de humedad del arroz, para poder calibrar los equipos a la
temperatura necesaria del abastecimiento de calor.
Una vez concluido el proceso de secado del arroz que comprende
calentar el arroz con quemadores a una temperatura y tiempo estimados,
inicia el enfriamiento del arroz con sopladores durante el tiempo
determinado por la experiencia de los trabadores.
La aplicación de métodos de producción de trabajo bajo un
estándar de producción es necesaria para determinar el tamaño de
producción real de producción y lograr proyectar el crecimiento de la
compañía a corto y largo plazo.
Introducción 17
1.13 Marco conceptual
Dentro del marco conceptual se detallarán las técnicas necesarias
para la resolución del presente problema, así también como conceptos de
diferentes investigadores.
Análisis de Pareto
Es una técnica desarrollada por italiano economista Vilfredo
Federico Pareto, para explicar gráficamente la concentración de la riqueza
entre los estratos sociales.
La gráfica evalúa de forma ascendente y distributiva por
porcentajes de 80 y 20.
Diagrama de flujo de proceso
El diagrama de flujo de proceso explicará detalladamente las
actividades necesarias para desarrollar el proceso, el diagrama de flujo se
aplica para registrar el tiempo de la actividad, los movimientos necesarios,
las cantidades necesarias, entre otros parámetros implícitos en el
proceso. Además el diagrama de flujo de proceso indicará los recorridos
que deberán tener los recursos, así también los costos, las demoras, el
almacenamiento entre otros.
En este diagrama es fácilmente identificable los tiempos
improductivos, por lo tanto se toman medidas correctivas y preventivas
oportunamente. (Kanawaty, 2005).
A continuación se observará la figura N° 1 acerca de los conectores
de diagrama de flujo de proceso.

Introducción 18
FIGURA N° 1
CONECTORES DE DIAGRAMA DE FLUJO DE PROCESO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
FIGURA N° 2
SÍMBOLOS ESTÁNDAR DE DIAGRAMAS DE FLUJO

Introducción 19
Fuente: Libro ingeniería de métodos Elaborador Por: Holguín Aguilera Arcenio
Gráfica de flujo de proceso
Dentro de esta gráfica se detallan las actividades a realizarse en
orden secuencial, el gráfico muestra las entradas, el proceso y las salidas
como tal del producto terminado.
Este gráfico nos permite entender visualmente el proceso en su
forma más esencial y básica.
Introducción 20
Diagrama del proceso operativo
En este gráfico se muestra el orden cronológico desde que la
materia prima es recibida en las bodegas hasta que el producto es
despachado o entregado. La grafica también detalla las actividades, los
ensambles principales y secundarios. También muestra detalles de
fabricación como tolerancias, ajustes y especificaciones.
De esta forma resulta más fácil reconocer las actividades que se
realizan en el proceso productivo.
Se requieren de símbolos para representar el diagrama de proceso
operativo. Un círculo representa operación, un cuadrado significa
inspección. Una operación es cuando el producto ha sido transformado de
alguna manera o su condición inicial ha sido modificada intencionalmente.
Una inspección se realiza cuando el producto va a ser examinado
de acuerdo a un estándar de producción o a una norma. (Abrahan, 2008)
1.13.1 Marco legal
En conformidad con lo dispuesto en el Artículo 52 de la
Constitución de la República del Ecuador, “Las personas tienen derecho a
disponer de bienes y servicios de óptima calidad y a elegirlos con libertad,
así como a una información precisa y no engañosa sobre su contenido y
características” (Constituyente, 2008)
El arroz pilado contemplado en este Reglamento Técnico debe
cumplir con los requisitos establecidos en la Norma NTE INEN 1234
vigente, esta norma establece los requisitos mínimos que debe cumplir
cualquier variedad de arroz pilado, destinado para el consumo humano.
Norma NTE INEN 1236:2013, esta norma establece los métodos de

Introducción 21
ensayo para determinar ciertos parámetros de calidad de granos y
cereales. (Norma Técnica Ecuatoriana NTE INEN 1236:2013, 2013)
Norma Técnica Ecuatoriana NTE INEN 1235, esta norma
internacional especifica un método de rutina de referencia para la
determinación del contenido de humedad en cereales y productos
cereales.
Esta norma internacional se aplica a: trigo, arroz (con cáscara,
descascarado y pulido), cebada, centeno, avena, trigo y sorgo en forma
de granos, granos molidos, sémola o harina.

CAPÍTULO II
SITUACIÓN ACTUAL
2.1 Situación Actual en la Piladora
Actualmente en la Piladora tiene métodos empíricos de producción
para el desarrollo de sus actividades diarias en el trabajo. Así que la
planificación de la producción no se la realiza y no se ha determinado un
tiempo estándar de producción.
Específicamente el estudio de trabajo se lo realiza en el proceso de
secado de arroz en la piladora hermanos Sánchez Bedor.
2.1.1 Descripción del proceso actual de producción
A continuación se describen las actividades del proceso de secado
de arroz.
2.1.1.1 Diagrama de bloque
A continuación se detallan las actividades mediante diagrama de
bloque, el proceso actual del proceso de secado.
Recepción.
Ensacado.
Transporte a secadora.
Presecado.
Arranque del primer quemador.

Situación actual 23
RECEPCIÓN
1800 SEG
ENSACADO36000 SEG
200 SACOS
TRASPORTE A SECADORA
7200 SEG
1O METROS
AREACIÓN
7200 SEG
33 GRADOS
1. ARRANQUE QUEMADOR
10 SEG
2. ARRANQUE QUEMADOR
10 SEG
ENFRIAMIENTO10800 SEG
PALEADO A TOLVA
7200 SEG10 METRO
180 SACOS
SECADO PRIMARIO
21600 SEG
250 GRADOS
SECADO SECUNDARIO
50400 SEG
350 GRADOS
APAGADO DE QUEMADOR
10 SEG
ENCENDIDO DE TURBINA
10 SEG
Arranque del segundo quemador.
Enfriamiento.
Paleado a tolva
DIAGRAMA N° 2
BLOQUE DEL PROCESO DE SECADO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
2.1.1.2 Recepción
La recepción del arroz consiste en descargar el arroz que llega en
cáscara en condiciones húmedas alrededor de 6 camiones diarios (200
sacos), el cual debe descargarse con palas.
2.1.1.3 Ensacado
El ensacado del arroz lo realiza con el objetivo de controlar la
cantidad de gramínea que va a ingresar al proceso de secado, consiste
en llenar sacos para determinar el peso del producto.

Situación actual 24
2.1.1.4 Transporte al pre secado
El arroz es secado durante 20 horas, a una temperatura de 250
grados, la maquina secadora actúa a gas. El arroz ensacado es estibado
manualmente hacia la maquina secadora.
2.1.1.5 Presecado
El pre secado es un ambiente de 10 metros de largo por 4 metros
de ancho, aquí de ubican los 200 sacos de gramínea, los ventiladores que
actúan con diésel a una capacidad de 20 CFM. Los ventiladores del pre
secado actúan durante el periodo aproximado de 2 horas.
2.1.1.6 Arranque del primer quemador
Cuando se ha realizado el pre secado con ventiladores, lo siguiente
es encender el primer quemador (Máquina de generadora de
combustión).
Durante el arranque del quemador se enciende la chispa de
ignición con la válvula de gas ligeramente abierta.
2.1.1.7 Arranque del segundo quemador
El arranque del segundo quemador inicia cuando la combustión
haya alcanzado la temperatura de 250 grados, esto se lo realiza para
acelerar el proceso de secado.
Durante el arranque del segundo quemador se abre la válvula de
gas del segundo cañón para incrementar la temperatura a 350 grados
durante el periodo de 20 horas. En la ilustración 3 se muestra el secador

Situación actual 25
instalado en la secadora, se puede apreciar una línea de ¾” que forma
parte del quemador el cual está conectado al secador.
2.1.1.8 Enfriamiento
El proceso de enfriamiento se lo realiza durante 3 horas, aquí se
apagan las llamas de los quemadores y se deja el producto reposar a
temperatura ambiente.
2.1.1.9 Paleado a tolva
Cuando el arroz está a temperatura ambiente, es paleado
manualmente fuera de la secado por medio de una tolva, para que el
arroz continúe con el proceso de pilado. La línea de la maquina secadora
queda lista para realizar un nuevo proceso.
FIGURA N ° 1
SECADOR PILADORA SÁNCHEZ BEDOR
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio

Situación actual 26
2.1.2 Diagrama actual del proceso de secado de arroz
En el siguiente diagrama actual se detallan las actividades por las
que tiene que pasar el producto para eliminar la humedad.
DIAGRAMA N° 2
ACTUAL DEL PROCESO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
Recepción de arroz húmedo en camiones
Ensacado del arroz
1
1 36000 seg
1 7200 seg10 metros
Transportar arroz a secadora
2Encendido de turbinas 10 seg
3Conectar Bombonas
600 seg
4Encendido de primera llama
10 seg
2Esperar que se realice el
secado primario21600 seg
1Desembarque de arroz
1Esperar Presecado
5Encendido de la segunda llama
3Esperar que se realice el
secado secundario
10 seg
6
50400 seg
Apagado de quemadores 10 seg
4Esperar enfriamiento 10800 seg
Transporte a tolva7200 seg10 metro
2Almacenamiento
2
1800 seg
7200 seg

Situación actual 27
S CANT DISTANCIA
ACTIVIDAD 6
ELABORADO 2 20
FECHA 4
1
MÉTODO ACTUAL PROPUESTO
20
1
2
3
4 10
5
6
7
8
9
10
11
12
13
14 10
TIEMPO
TOTAL 142840
OPERACIÓN
TRANSPORTE
DEMORA
INSPECCIÓN
ALMACENAMIENTO
EVENTO
10
50400
10
10800
7200
2440
14400
90000
36000
0
7200
36000
10
7200
600
10
21600
DISTANCIA
EN METROSTIEMPO EN
SEGUNDOS
1800
Apagado de quemadores
Esperar enfriamiento
Transporte Tolva
SÍMBOLODESCRIPCIÓN DE ACTIVIDADES
Encendido de segunda llama
Esperar que se realice el secado secundario
Areación con turbinas
Conectar bombonas
Encendido de primera llama
Esperar que se realice el secado primario
Recepción de arroz húmedo en camiones
Desembarque de arroz
Ensacado de arroz
Transporte de arroz a secadora
Encendido de turbinas
PROCESO DE SECADO DE ARROZ
ARCENIO HOLGUÍN AGUILERA
13/08/2017
PILADORA SANCHEZ BEDOR
ITEM
DIAGRAMA N° 4
DIAGRAMA DE PROCESO ACTUAL
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
2.1.3 Resumen del diagrama de proceso actual de secado de arroz
A continuación se muestra el resumen del diagrama de proceso de
secado de arroz, donde indica que en las operaciones y las demoras
tenemos un tiempo total de 142840 segundos, esto es una duración de 30
horas con 40 minutos y la distancia total recorrida es de 20 metros.
Situación actual 28
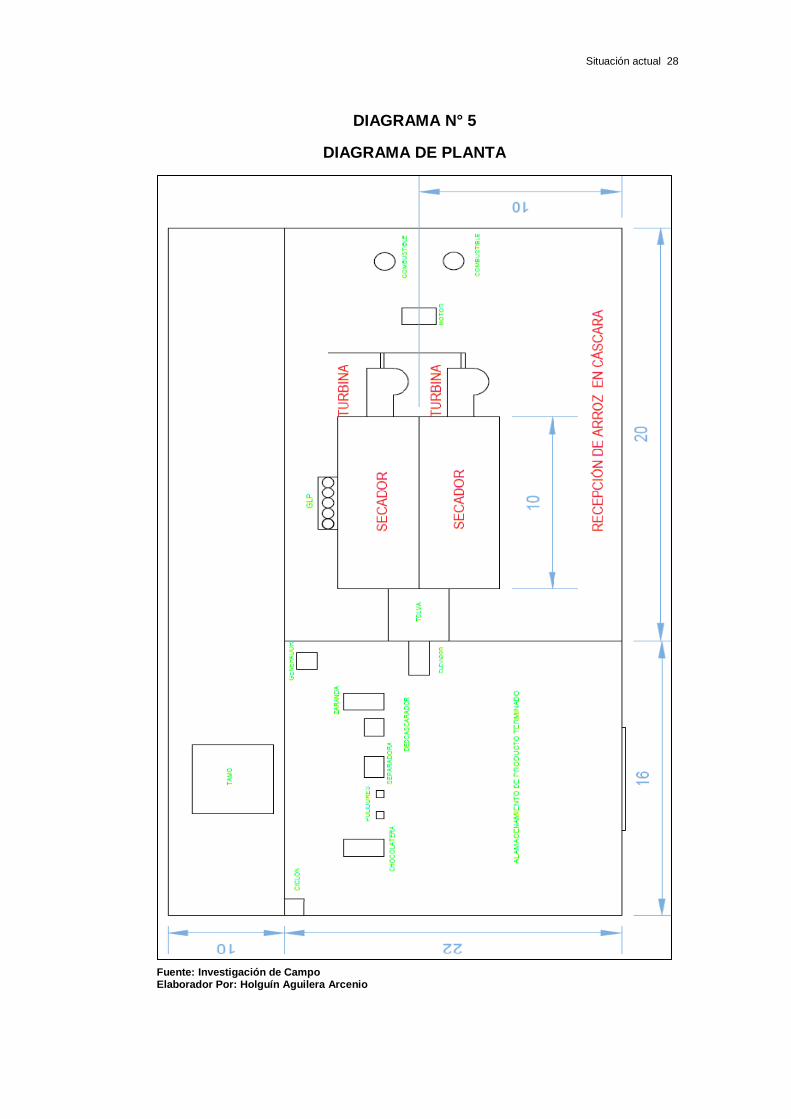
DIAGRAMA N° 5
DIAGRAMA DE PLANTA
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio

Situación actual 29
DIAGRAMA N° 6
DE RECORRIDO ACTUAL
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio

Situación actual 30
Máquina /Equipo Uso Procedencia Capacidad
SECADORA 1 Eliminar humedad ecuatoriana 2000 kG
SECADORA 2 Eliminar humedad ecuatoriana 2000 kG
TURBINA 1 Aeriador ecuatoriana 20 CFM
TURBINA 2 Aeriador ecuatoriana 20 CFM
QUEMADOR 1 Proveer fuego ecuatoriana 200,000 BTU / HORA
QUEMADOR 2 Proveer fuego ecuatoriana 200,000 BTU / HORA
CUADRO DE MÁQUINAS
En el diagrama N° 6 se detalla el diagrama de recorrido actual
para el proceso de secado de arroz, donde la duración total del proceso
es de 30 horas con 40 minutos.
En el cuadro N° 1 se enlistan las máquinas y equipos del proceso
de secado de arroz en la piladora Sánchez Bedor.
CUADRO N° 1
CUADRO DE MÁQUINAS Y EQUIPOS
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
A continuación se presenta el cuadro de empleados de la piladora,
en el cual se registran 3 personas que realizan labores administrativas y 3
personas que realizan trabajos en planta.
En el cuadro N° 2 se muestra la nave donde se desarrollan las
actividades la Piladora Sánchez Bedor.

Situación actual 31
CARGO
ADMINISTRATIVONOMBRE
Gerente General Freddy Sanchez
Accionista Martha Bedor
Producción Juan Santana
Contable Financiero Martha Bedor
Talento Humano Martha Bedor
Ventas Freddy Sanchez
OBREROS NOMBRE
Estibador Jefferson Sanchez
Estibador Carlos Estrada
Estibador Luis Agualongo
CUADRO DE EMPLEADOS
CUADRO N° 2
CUADRO DE EMPLADOS
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
2.1.4 Diagrama hombre máquina
Este diagrama muestra el trabajo coordinado entre los hombres y
las máquinas en el proceso de secado de arroz en un lote de producción.
FIGURA N° 4
INSTALACIONES PILADORA SÁNCHEZ BEDOR
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio

Situación actual 32
DESCRIPCIÓN
ELABORADO POR
OPERADOR
MÉTODO
FECHA
ACTIVIDAD TIEMPO HOMBRE MÁQUINA
PROCESO DE SECADO DE ARROZ
ARCENIO HOLGUÍN AGUILERA
06 DE AGOSTO DEL 2017
3 OPERADORES
ACTUAL
DESCARGAR 1800
ENSACADO 36000
TRANSPORTE 7200
ENCENDIDO TURBINA 10
INACTIV
O
1800
36000
7200
10
PRESECADO 7200 7200IN
ACTIVO
CONECTAR BOMBONA 600
ENCENDIDO 1 LLAMA 10
600
INACTIV
O
10
SECADO PRIMARIO 21600 21600IN
ACTIVO
ENCENDIDO 2 LLAMA 10IN
ACTIVO
10
SECADO SECUNDARIO 50400 50400IN
ACTIVO
APAGADO QUEMADORES 10
INACTIV
O10
ENFRIAMIENTO 10800
TRANSPORTE TOLVA 7200
TOTAL142840
52840 79200
79200 52840
ACTIVO
INACTIVO
INACTIV
O
INACTIV
O
7200
CUADRO N° 1
DIAGRAMA HOMBRE MÁQUINA
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
El tiempo total para un ciclo de producción (Tc) es de 142840
segundos, que está comprendido por 180 sacos de arroz seco en
cáscara.

Situación actual 33
La producción por día nos da un total de 0.6 lotes de producción
por día, esto es igual a 108 sacos de producción diaria, con un peso de
10.8 toneladas diarias de producto seco. A continuación se presenta la
base de cálculo.
Tc= Día
Tc= 142840 segundos por lote
Tc= 142840 segundos x 1 Hora
3600 Segundos = 39,67 horas.
Producción por día= Segundos por día
Segundos por Lote =
86400 seg/día
142840 seg/Lote
= 0.6 Lotes/día
180 sacos = 1 lote
0.6 lotes.día x 180 sacos/lote= 108 sacos por día
1 saco= 100 kg
a. cos x 100 kg= 10800 kg por día= 10.8 toneladas por día.
2.1.5 Resumen del diagrama hombre máquina
En el cuadro 3 se muestra el diagrama hombre máquina, donde
indica que la máquina secadora está trabajando con una eficiencia del 60
% y la mano de obra tiene un 60 % de inactividad.
Se quiere demostrar que mejorando los métodos de trabajo
eficientes, controlados con metas de producción se logran objetivos
planteados por la planeación de la producción.

Situación actual 34
DESCRIPCIÓN
ELABORADO POR
FECHA
TIEMPO PORCENTAJE TIEMPO PORCENTAJE
HOMBRE 52840 40% 79200 60% 132040
MÁQUINA 79200 60% 52840 40% 132040
ACTIVOTIEMPO
TOTAL
PROCESO DE SECADO DE ARROZ
ARCENIO HOLGUÍN AGUILERA
06 DE AGOSTO DEL 2017
RECURSO
INACTIVO
CUADRO N° 4
RESUMEN DEL DIAGRAMA HOMBRE MÁQUINA
Fuente:
Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
2.2 Identificación de problemas
La identificación de problemas se la realizó in situ, mediante la
observación directa y recopilación de datos de compras eventuales por
fallas en los equipos.
La observación se la realizó durante los turnos que conforman el
proceso de secado por lote, en el cual se evidenciaron fallos de en el
motor de la turbina, fallos en el sistema de transmisión, paralización por
limpieza de filtros y quemadores, retrasos por falta de limpieza en la
parrilla de la secadora.
La paralización obliga a que se realice nuevamente el proceso de
calentamiento el cual es de aproximadamente 6 horas.
Situación actual 35
FALLOS POTENCIALES
MOTOR TURBINA
DAÑO DE FILTRO DE ACEITE
FALLO FILTRO DE COMBUSIBLE
FALTA DE ACEITE EN EL MOTOR
LIMPIEZA DE FILTRO DE AIRE EN EL ARRANQUE
CAMBIO DE TERMOSTATO
FALTA DE REFRIGERANTE
DESAJUSTE EN BANDA DEL ALTERNADOR
ARRANCÓ BANDA DEL VENTILADOR
BATERÍA DESCARGADA
BOMBA DE ALIMENTACIÓN/COMBUSTIBLE
TRANSMICIÓN TURBINA
FALLO RODAMIENTOS DE CHUMACERA
FALLO BANDAS DE TRANSMICIÓN DE POTENCIA
CAMBIO DE POLEA
TORCIÓN DE EJE DE TRANSMICIÓN
QUEMADOR
FUGA EN MANGUERAS
VÁLVULAS NO SELLAN
TAPÓ QUEMADOR
PERSONAS
GAS NO LLEGA A TIEMPO
FALTA COMBUSTIBLE
OPERADOR EMFERMÓ
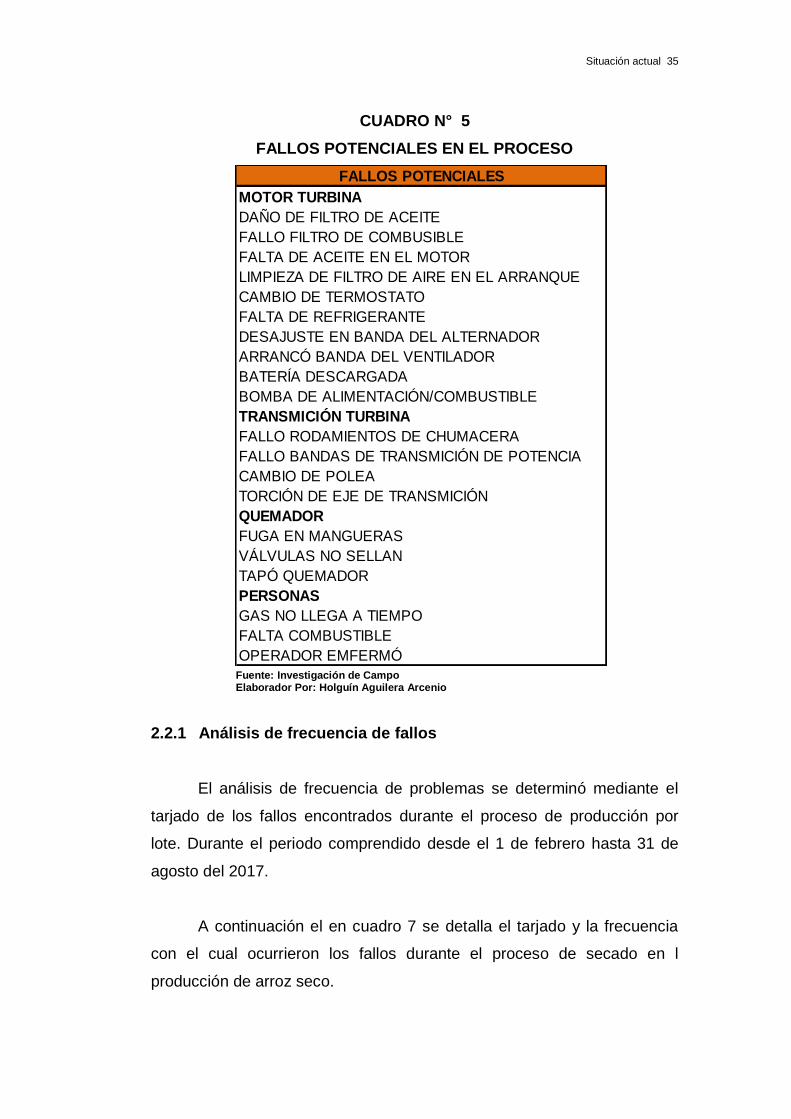
CUADRO N° 5
FALLOS POTENCIALES EN EL PROCESO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
2.2.1 Análisis de frecuencia de fallos
El análisis de frecuencia de problemas se determinó mediante el
tarjado de los fallos encontrados durante el proceso de producción por
lote. Durante el periodo comprendido desde el 1 de febrero hasta 31 de
agosto del 2017.
A continuación el en cuadro 7 se detalla el tarjado y la frecuencia
con el cual ocurrieron los fallos durante el proceso de secado en l
producción de arroz seco.

Situación actual 36
N° FALLOS POTENCIALES DE PARALIZACIÓN TARJADO FRECUENCIA HORAS
1 FALLO DE MOTOR TURBINA 8 12
2 FALLO BANDAS DE TRANSMICIÓN DE POTENCIA 6 6
3 TAPÓ QUEMADOR 4 2
4 FALTA COMBUSTIBLE 1 1
5 OPERADOR EMFERMÓ 1 8
6 FALLO RODAMIENTOS DE CHUMACERA 1 3
7 FUGA EN MANGUERAS 1 2
8 VÁLVULAS NO SELLAN 1 2
9 GAS NO LLEGA A TIEMPO 1 1
TOTAL 24 37
CUADRO N° 6
FALLOS DE PARALIZACIÓN
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
2.2.2 Diagrama de Pareto
En el diagrama de Pareto hemos podido evidenciar los fallos
vitales, en los cuales prestaremos especial importancia para eliminar
estos problemas.
En el diagrama 7 podemos evidenciar que los cuatro primeros
problemas debemos prestar mayor importancia, siendo estos los pocos
vitales los que ocasionan el 80% de los problemas en la empresa.
Podemos observar que problema con mayor incidencia es el fallo
del motor de la turbina, seguido del problema de las bandas de
transmisión del sistema.

Situación actual 37
DIAGRAMA N° 7
DIAGRAMA DE PARETO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
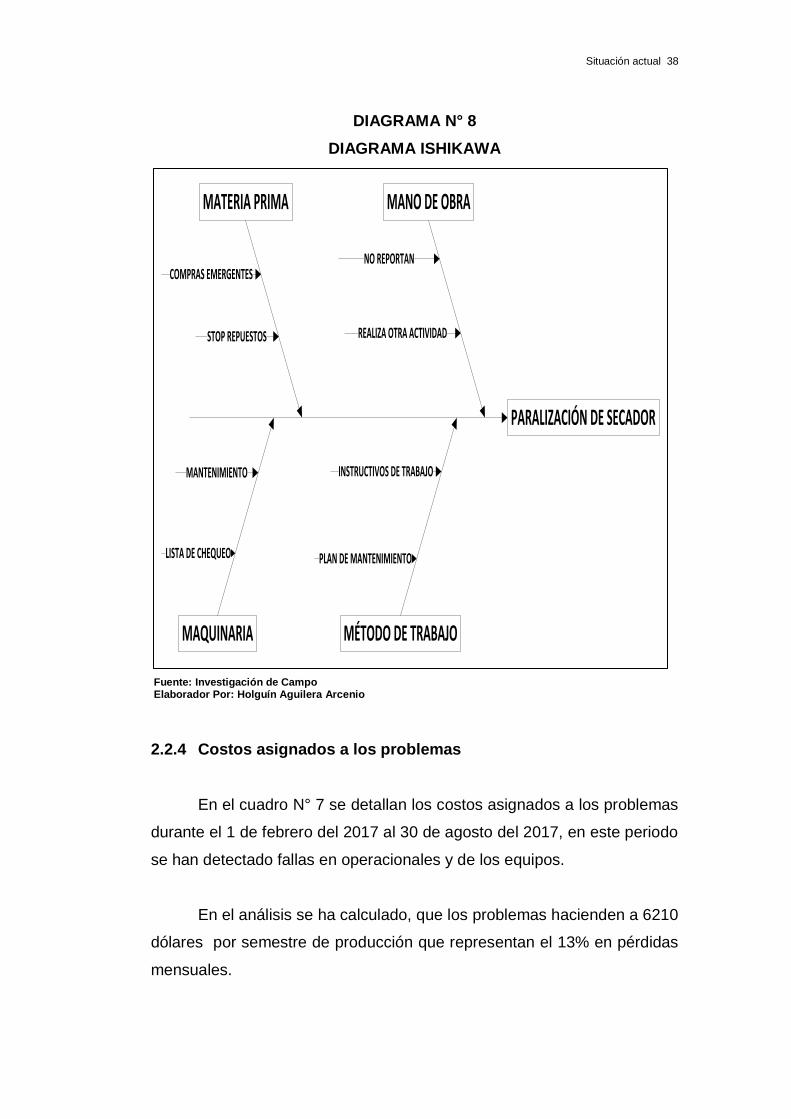
2.2.3 Diagrama Ishikawa
En el diagrama N° 8 se detalla el diagrama Ishikawa, donde el
problema a tratar fue la paralización de la máquina secadora, donde se
evaluaron las causas raíces para el mencionado efecto.
Se evidenció que uno de las principales causas la falta de
mantenimiento al motor de la turbina e instructivos de trabajo para llevar a
cabo las tareas encomendadas. Así también la empresa no cuenta con un
stop mínimo de repuestos y tienen realizar compras emergentes en el
cantón Daule que se encuentra a 1 horas de la distancia.
Situación actual 38
PARALIZACIÓN DE SECADOR
MATERIA PRIMA MANO DE OBRA
MAQUINARIA MÉTODO DE TRABAJO
NO REPORTAN
MANTENIMIENTO
LISTA DE CHEQUEO
STOP REPUESTOS
COMPRAS EMERGENTES
REALIZA OTRA ACTIVIDAD
PLAN DE MANTENIMIENTO
INSTRUCTIVOS DE TRABAJO
DIAGRAMA N° 8
DIAGRAMA ISHIKAWA
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
2.2.4 Costos asignados a los problemas
En el cuadro N° 7 se detallan los costos asignados a los problemas
durante el 1 de febrero del 2017 al 30 de agosto del 2017, en este periodo
se han detectado fallas en operacionales y de los equipos.
En el análisis se ha calculado, que los problemas hacienden a 6210
dólares por semestre de producción que representan el 13% en pérdidas
mensuales.

Situación actual 39
PROBLEMA FRECUENCIADURACIÓN DE
PARA EN HORAS
TIEMPO
REINICIAR
PROCESO
HORAS
TIEMPO COMPRA
EMERGENTE
TIEMPO DE PARA
EN HORAS
COSTO DE
PRODUCCION DE
LOTE
TIEMPO DEL
PROCESO EN
HORAS
COSTO POR
HORA
PERDIDAS POR
PARA EN DOLARES
FALLO DE MOTOR TURBINA 8 3 6 4 104 540,00 20 27,00 2808,00
FALLO BANDAS DE TRANSMICIÓN DE POTENCIA 6 1 6 1 48 540,00 20 27,00 1296,00
TAPÓ QUEMADOR 4 0,5 6 1 30 540,00 20 27,00 810,00
FALTA COMBUSTIBLE 1 1 6 0 7 540,00 20 27,00 189,00
OPERADOR EMFERMÓ 1 8 0 2 10 540,00 20 27,00 270,00
FALLO RODAMIENTOS DE CHUMACERA 1 3 6 1 10 540,00 20 27,00 270,00
FUGA EN MANGUERAS 1 2 6 1 9 540,00 20 27,00 243,00
VÁLVULAS NO SELLAN 1 2 6 1 9 540,00 20 27,00 243,00
GAS NO LLEGA A TIEMPO 1 1 0 2 3 540,00 20 27,00 81,00
TOTAL 6210,00
PROBLEMAPERDIDAS
EN DOLARES
FALLO DE MOTOR TURBINA 2808,00
FALLO BANDAS DE TRANSMICIÓN DE POTENCIA 1296,00
TAPÓ QUEMADOR 810,00
FALTA COMBUSTIBLE 189,00
OPERADOR EMFERMÓ 270,00
FALLO RODAMIENTOS DE CHUMACERA 270,00
FUGA EN MANGUERAS 243,00
VÁLVULAS NO SELLAN 243,00
GAS NO LLEGA A TIEMPO 81,00
TOTAL DE PERDIDAS 6210,00
CUADRO N° 7
COSTOS ASIGNADOS A LOS PROBLEMAS
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
2.2.5 Diagnóstico
Los costos relacionados con las pérdidas de la empresa son
ocasionados mayormente por problemas en el motor de las turbinas, por
falta de previsión en los mantenimientos provocan la paralización
repentina de la máquina secadora durante el proceso.
CUADRO N° 8
CUADRO DE PÉRDIDAS
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio

Situación actual 40
MESES
HORAS
LABORABLES
POR MES
HORAS
PRODUCCIÓN
HORAS DE
PARALIZACIÓN
TONELADAS
PRODUCIDAS
COSTO DE
PRODUCCION
PERDIDAS EN
DOLARES
FEBRERO 600 562 38 252,90 7587,00 1026
MARZO 600 563 37 253,35 7600,50 999
ABRIL 600 560 40 252,00 7560,00 1080
MAYO 600 561 39 252,45 7573,50 1053
JUNIO 600 563 37 253,35 7600,50 999
JULIO 600 561 39 252,45 7573,50 1053
TOTAL 230 1516,50 45495,00 6210
2.2.6 Impacto económico de los problemas
El costo total de pérdidas asumidas por la empresa en los últimos 6
meses de operaciones asciende a $ 6210 dólares. Este valor representa
el 13% de la utilidad mensual por pérdidas.
2.2.7 Evaluación del problema
Actualmente las frecuentes paralizaciones de la maquina secadora
son limitan la capacidad de producción y se toman horas laborables para
realizar mantenimientos correctivos emergentes, el propósito de este
análisis es eliminar los tiempos de para forzada para mejorar los índices
de producción y poder prever fallos futuros. El análisis del diagrama
Ishikawa nos derivó a que las principales causales de los fallos eran la
falta de mantenimiento y control de los equipos y el proceso.
CUADRO N° 9
CUADRO DE PRODUCCIÓN ACTUAL
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio

CAPÍTULO III
PROPUESTA
Según lo analizado en el diagrama causa raíz, se deben
implementar métodos estandarizados de trabajo, listas de chequeo, plan
de mantenimiento, instructivos de trabajo. Se tomaran acciones
correctivas y preventivas que solucionen permanentemente los 4 fallos
frecuentes que ocasionan la paralización de la maquina secadora de
arroz, según los pocos vitales analizados en el diagrama de Pareto.
3.1 Planteamiento de alternativas de solución a los problemas
El planteamiento a las alternativas de solución surgió a partir del
diagrama Ishikawa y lo planteado en el diagrama de Pareto, se va a
implementar medidas de control y prevención durante el proceso de
secado de arroz.
Entre las medidas de control que se implementaran están el control
de la humedad y temperatura para mejorar la calidad de la gramínea y
mejorar así la satisfacción del cliente externo e interno.
El plan de mantenimiento permitirá tener el motor de las turbinas en
excelentes condiciones, siendo este equipo el que mayor incidencia en
fallos tienes, según lo representado en diagrama de Pareto.
El fallo de bandas en la poleas de transmisión se controlará
manteniendo un stock de bandas en bodega y una lista chequeo para
controlar la cantidad de horas de trabajo necesarios para el cambio de los
mismos.

Propuesta 42
PROBLEMA ACCIONES CORRECTIVAS Y MEJORA
FALLO DE MOTOR TURBINA IMPLEMENTACIÓN DE PLAN DE MANTENIENTO.
FALLO BANDAS DE TRANSMICIÓN DE POTENCIA LISTA DE CHEQUEO, PLAN DE MANTENIENTO, STOCK
TAPÓ QUEMADOR INSTRUCTIVO DE TRABAJO
FALTA COMBUSTIBLE INSTRUCTIVO DE TRABAJO
OPERADOR EMFERMÓ INSTRUCTIVO DE TRABAJO
FALLO RODAMIENTOS DE CHUMACERA PLAN DE MANTENIMIENTO, LISTA DE CHEQUEO, STOCK
FUGA EN MANGUERAS INSTRUCTIVO DE TRABAJO
VÁLVULAS NO SELLAN STOCK, PLAN DE MANTENIMIENTO
GAS NO LLEGA A TIEMPO INSTRUCTIVO DE TRABAJO
CUADRO N° 10
ACCIONES CORRECTIVAS Y DE MEJORA
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
En el cuadro 10 se detalla las acciones correctivas y de mejora a
implementar según los problemas frecuentas presentados en la empresa
durante 6 meses de operaciones.
3.2 Costos de las alternativas de solución
En el cuadro número 10 se presentan los costos de las acciones
correctivas y de mejora. Donde se evalúa el costo de la documentación a
implementar, al cual fue asignado un rubro de $ 730 dólares, para mejorar
el control de los procesos se planteó la adquisición de instrumentación
para mejorar la calidad del producto, estos son un medidor de humedad y
un pirómetro. Como alternativa de solución a los fallos potenciales de la
máquina que provocan compras emergentes y pérdidas de tiempo, se
planteará un stock mínimo de repuestos por un valor de $ 300 dólares.
Para el problema más frecuente que representa el mayor costo por
acciones correctivas y pérdidas de tiempo, se elabora un plan de
mantenimiento preventivo, el cual tendrá un coste de $ 2190 dólares.

Propuesta 43
ACCIONES CORRECTIVAS Y MEJORA COSTO EN
DOLARES
IMPLEMENTACIÓN DE DOCUMENTACIÓN 730,00$
MEJORAR CONTROL CON MEDIDORES DE HUMEDAD 90,00$
MEJORAR CONTROL CON MEDIDORES DE TEMPERATURA 90,00$
STOCK DE REPUESTOS 300,00$
PLAN DE MANTENIMIENTO PREVENTIVO 2.190,00$
TOTAL 3.400,00$
CUADRO N° 11
COSTO DE ALTERNATIVAS DE SOLUCIÓN
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
3.3 Diagrama de flujo propuesto
En el diagrama de flujo propuesto se establecieron controles para
mejorar la calidad y los tiempos de producción para el proceso de secado.
La medición de la humedad controlar y llevar un registro del
porcentaje de humedad con el que llega el producto, esto permitirá
determinar los tiempos requeridos necesarios de calentamiento para una
determinada cantidad de humedad.
Se espera reducir los tiempos de secado en un 20% esto a su vez
mejorará la producción.
Antes del comienzo de las operaciones se ha planteado un registro
de chequeo para evitar paralizaciones forzadas de la secadora ya que
esto afecta directamente a la productividad.
En el diagrama N° 9 se muestra el diagrama de flujo propuesto
donde se ha propuesto 3 inspecciones más.

Propuesta 44
Recepción de arroz húmedo en camiones
Ensacado del arroz
1
2 36000 seg
1 7200 seg10 metros
Transportar arroz a secadora
2Encendido de turbinas 10 seg
3Conectar Bombonas
600 seg
4Encendido de primera llama
10 seg
2Esperar que se realice el
secado primario21600 seg
1Desembarque de arroz
1Esperar Presecado
5Encendido de la segunda llama
3Esperar que se realice el
secado secundario
10 seg
6
50400 seg
Apagado de quemadores 10 seg
4Esperar enfriamiento 10800 seg
Transporte a tolva7200 seg10 metro
2
Almacenamiento2
1800 seg
7200 seg
1Inspección de
porcentaje de humedad
3Inspección de temperatura
4Inspección de humedad y
temperatura
15 seg
10 seg
20 seg
DIAGRAMA N° 9
DIAGRAMA DE FLUJO PROPUESTO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
Propuesta 45
S CANT DISTANCIA
ACTIVIDAD 6
ELABORADO 2 20
FECHA 4
1
MÉTODO ACTUAL PROPUESTO
20
1
2
3
4
5 10
6
7
8
9
10
11
12
13
14
15
16
17 10
Esperar enfriamiento 10800
Transporte Tolva 7200
Inspección de porcentaje de humedad 15
Inspección de temperatura
Inspección de humedad y temperatura
10
20
Encendido de segunda llama 10
Esperar que se realice el secado secundario 50400
Apagado de quemadores 10
Conectar bombonas 600
Encendido de primera llama 10
Esperar que se realice el secado primario 21600
Transporte de arroz a secadora 7200
Encendido de turbinas 10
Areación con turbinas 7200
Recepción de arroz húmedo en camiones
Desembarque de arroz 1800
Ensacado de arroz 36000
ITEM DESCRIPCIÓN DE ACTIVIDADESSÍMBOLO
TIEMPO EN
SEGUNDOS
DISTANCIA
EN METROS
INSPECCIÓN 36045
ALMACENAMIENTO 0
TOTAL 142885
ARCENIO HOLGUÍN AGUILERA TRANSPORTE 14400
17/09/2017 DEMORA 90000
PILADORA SANCHEZ BEDOR EVENTO TIEMPO
PROCESO DE SECADO DE ARROZ OPERACIÓN 2440
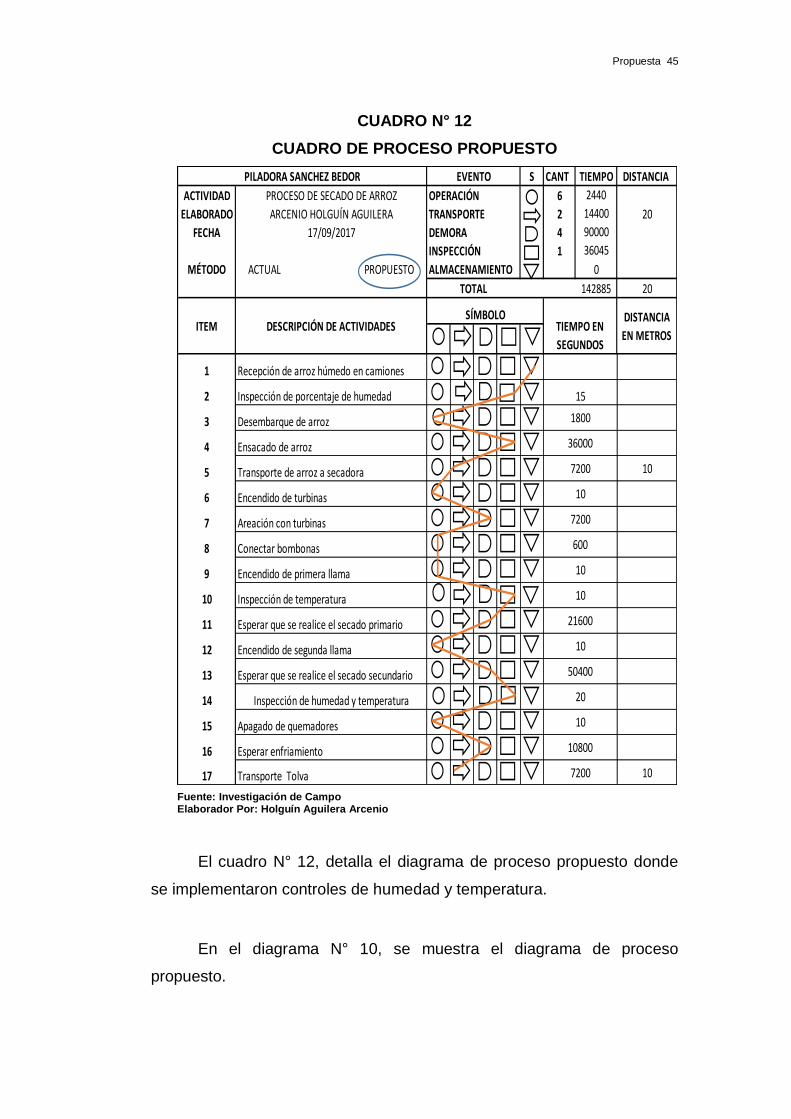
CUADRO N° 12
CUADRO DE PROCESO PROPUESTO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
El cuadro N° 12, detalla el diagrama de proceso propuesto donde
se implementaron controles de humedad y temperatura.
En el diagrama N° 10, se muestra el diagrama de proceso
propuesto.

Propuesta 46
DIAGRAMA N° 10
DIAGRAMA DE PROCESO PROPUESTO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio

Propuesta 47
PRODUCCIÓN
SEMESTRAL
ACTUAL
PRODUCCIÓN
POR HORA EN
TONELADAS
METODO ACTUAL
PRODUCCIÓN
POR HORA EN
TONELADAS
METODO
PROPUESTO
PRODUCCIÓN
SEMESTRAL
PROPUESTA
COSTO TOTAL
ACTUAL
COSTO TOTAL
PROPUESTO AHORRO
AHORRO EN
PORCENTAJE
1516.5 0.42 0.45 1620.0 51,705.00$ 45,495.00$ 6,210.00$ 12%
3.4 Calculo de ahorro esperado con el método propuesto
En el cuadro 14 se detalla el cuadro de ahorro propuesto que es de
$ 6210, 00 dólares, también se observa el incremento de la productividad
de 0,42 toneladas por hora a 0,45 toneladas por hora.
El incremento de la producción será de 1516 toneladas
semestrales a 1620 toneladas semestrales.
El costo actual de producción incluido el costo por reparaciones de
equipos es $ 51705,00 dólares, el costo de producción eliminando los
problemas es de $ 45495,00 dólares, lo cual representa un ahorro del
12%.
CUADRO N° 13
CUADRO DE AHORRO POR EL MÉTODO PROPUESTO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
La implementación de las acciones correctivas y de mejora
permitirá eliminar las pérdidas de tiempo y dinero por fallos emergentes
que retrasan la producción y merman las ganancias de la empresa.
En el cuadro N° 14 se enlistan los 6 meses que comprenden el
estudio desde febrero hasta julio del 2017, la tabla tabula1 la producción
semestral, las horas laborables al mes, costos de producción, costo por
pérdidas, costo de toneladas producidas, datos necesarios para el cálculo
del ahorro propuesto.

Propuesta 48
MESES
HORAS
LABORABLES
POR MES
HORAS
PRODUCCIÓN
HORAS DE
PARALIZACIÓN
TONELADAS
PRODUCIDAS
ACTUAL
COSTO DE
PRODUCCIÓN
POR HORA
TONELADAS
PROPUESTAS
COSTO DE
PRODUCCION
SIN PERDIDAS
COSTO POR
HORA
PARALIZACIÓN
DE MÁQUINA
PERDIDAS EN
DOLARES
COSTO
PRODUCCIÓN
ACTUAL
FEBRERO 600 562 38 252.90 30.00$ 270 7,587.00$ 27.00$ 1,026.00$ 8,613.00$
MARZO 600 563 37 253.35 30.00$ 270 7,600.50$ 27.00$ 999.00$ 8,599.50$
ABRIL 600 560 40 252.00 30.00$ 270 7,560.00$ 27.00$ 1,080.00$ 8,640.00$
MAYO 600 561 39 252.45 30.00$ 270 7,573.50$ 27.00$ 1,053.00$ 8,626.50$
JUNIO 600 563 37 253.35 30.00$ 270 7,600.50$ 27.00$ 999.00$ 8,599.50$
JULIO 600 561 39 252.45 30.00$ 270 7,573.50$ 27.00$ 1,053.00$ 8,626.50$
TOTAL 3600 3370 230 1516.50 1620 45,495.00$ 6,210.00$ 51,705.00$
CUADRO N° 14
DATOS DE PRODUCCIÓN
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
3.5 Análisis Costo - Beneficio de la propuesta
.
El beneficio directo a obtener es el ahorro del 12% de los costos de
producción que equivalen a $ 6210 dólares, el beneficio indirecto es
mejorar el ambiente laboral, tomar decisiones acertadas de mejora
continua.
Para que esta propuesta sea aceptada deberá tener un factor
costo beneficio mayor a 1, este factor se obtener de dividir los beneficios
de los ahorros esperados durante los próximo semestre del año siguiente,
divididos por los costes totales de la inversión.
Beneficio = Ahorro esperado x número de años de la propuesta.
Beneficio = $ 6210 x 1 = $ 6210
Costo= $ 3400
Beneficio/ Costo = $ 6210/ $ 3400 = $ 1,8
El método propuesto es factible por que por cada dólar que se
invierta se obtendrá un beneficio de $ 1,8.
Propuesta 49
3.6 Conclusiones y recomendaciones
3.6.1 Conclusiones
El diagrama de Pareto fue fundamental para determinar los fallos
frecuentes que ocasionan paralización de la planta, tales como la falta de
mantenimiento al motor de la turbina y que no existía un stock de
repuestos que permitieran mantener un mantenimiento preventivo de los
equipos.
El diagrama de Ishikawa nos permite conocer la causa-raíz de los
problemas que ocasionan la paralización de planta. Las causas
mayormente están dadas por falta de control e inspecciones al producto y
a los equipos de producción. Las soluciones que se plantearon fueron
establecer instructivos de trabajo, stock de repuestos y un plan de
mantenimiento para el motor principal de la turbina del secador.
3.6.2 Recomendaciones
La piladora deberá responsabilizarse por cumplir con los
instructivos de trabajo, mantener un stock mínimo de repuestos y regirse
al plan de mantenimiento. Esto permitirá mantener el beneficio propuesto
y mejorará la producción y productividad según lo establecido en el
cuadro 14. Mantener y mejorar la productividad conllevará a mejorar los
ingresos de la compañía y la imagen de la empresa en el mercado.
ANEXOS
Anexos 51
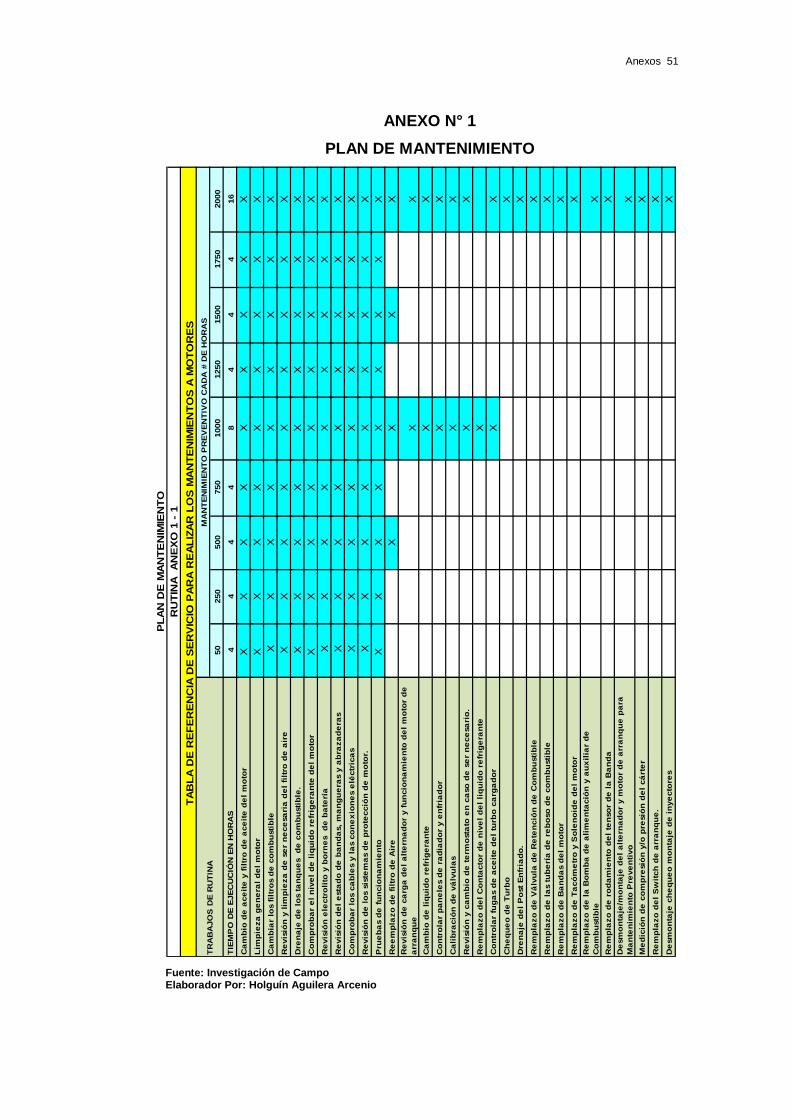
ANEXO N° 1
PLAN DE MANTENIMIENTO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
50
250
500
750
1000
1250
1500
1750
2000
TIE
MP
O D
E E
JE
CU
CIÓ
N E
N H
OR
AS
44
44
84
44
16
Ca
mb
io d
e a
ce
ite
y f
iltr
o d
e a
ce
ite
de
l m
oto
rX
X
XX
XX
XX
X
Lim
pie
za
ge
ne
ral
de
l m
oto
rX
X
XX
XX
XX
X
Ca
mb
iar
los f
iltr
os d
e c
om
bu
sti
ble
XX
XX
XX
XX
X
Re
vis
ión
y l
imp
ieza
de
se
r n
ece
sa
ria
de
l fi
ltro
de
air
eX
XX
XX
XX
XX
Dre
na
je d
e l
os t
an
qu
es
de
co
mb
usti
ble
.X
XX
XX
XX
XX
Co
mp
rob
ar
el
niv
el
de
liq
uid
o r
efr
ige
ran
te d
el
mo
tor
X
XX
XX
XX
XX
Re
vis
ión
ele
ctr
oli
to y
bo
rne
s
de
ba
terí
a X
XX
XX
XX
XX
Re
vis
ión
de
l e
sta
do
de
ba
nd
as,
ma
ng
ue
ras y
ab
raza
de
ras
XX
XX
XX
XX
X
Co
mp
rob
ar
los c
ab
les y
la
s c
on
ex
ion
es e
léctr
ica
s X
XX
XX
XX
XX
Re
vis
ión
de
lo
s s
iste
ma
s d
e p
rote
cció
n d
e m
oto
r. X
XX
XX
XX
XX
Pru
eb
as d
e f
un
cio
na
mie
nto
X
XX
XX
XX
XX
Re
em
pla
zo
de
fil
tro
de
Air
eX
XX
XR
evis
ión
de
ca
rga
de
l a
lte
rna
do
r y f
un
cio
na
mie
nto
de
l m
oto
r d
e
arr
an
qu
eX
X
Ca
mb
io d
e l
iqu
ido
re
frig
era
nte
XX
Co
ntr
ola
r p
an
ele
s d
e r
ad
iad
or
y e
nfr
iad
or
XX
Ca
lib
ració
n d
e v
álv
ula
sX
X
Re
vis
ión
y c
am
bio
de
te
rmo
sta
to e
n c
aso
de
se
r n
ece
sa
rio
.X
X
Re
mp
lazo
de
l C
on
tacto
r d
e n
ive
l d
el
liq
uid
o r
efr
ige
ran
teX
Co
ntr
ola
r fu
ga
s d
e a
ce
ite
de
l tu
rbo
ca
rga
do
rX
X
Ch
eq
ue
o d
e T
urb
oX
Dre
na
je d
el
Po
st
En
fria
do
.X
Re
mp
lazo
de
Vá
lvu
la d
e R
ete
nció
n d
e C
om
bu
sti
ble
X
Re
mp
lazo
de
la
s t
ub
erí
a d
e r
eb
oso
de
co
mb
usti
ble
X
Re
mp
lazo
de
Ba
nd
as d
el
mo
tor
X
Re
mp
lazo
de
Ta
có
me
tro
y S
ole
no
ide
de
l m
oto
rX
Re
mp
lazo
de
la
Bo
mb
a d
e a
lim
en
tació
n y
au
xil
iar
de
Co
mb
usti
ble
X
Re
mp
lazo
de
ro
da
mie
nto
de
l te
nso
r d
e l
a B
an
da
XD
esm
on
taje
/mo
nta
je d
el
alt
ern
ad
or
y m
oto
r d
e a
rra
nq
ue
pa
ra
Ma
nte
nim
ien
to P
reve
nti
vo
X
Me
dic
ión
de
co
mp
resió
n y
/o p
resió
n d
el
cá
rte
rX
Re
mp
lazo
de
l S
wit
ch
de
arr
an
qu
e.
X
De
sm
on
taje
ch
eq
ue
o m
on
taje
de
in
ye
cto
res
X
PL
AN
DE
MA
NT
EN
IMIE
NT
O
RU
TIN
A
AN
EX
O 1
- 1
TA
BL
A D
E R
EF
ER
EN
CIA
DE
SE
RV
ICIO
PA
RA
RE
AL
IZA
R L
OS
MA
NT
EN
IMIE
NT
OS
A M
OT
OR
ES
TR
AB
AJO
S D
E R
UT
INA
MA
NT
EN
IMIE
NT
O P
RE
VE
NT
IVO
CA
DA
# D
E H
OR
AS
AN
EX
O 1

Anexos 52
REPUESTOS A UTILIZAR POR # DE HORAS 50 250 500 750 1000 1250 1500 1750 2000
FILTRO DE ACEITE $25.66 $25.66 $25.66 $25.66 $25.66 $25.66 $25.66 $25.66 $25.66
FILTRO DE COMBUSTIBLE $21.73 $21.73 $21.73 $21.73 $21.73 $21.73 $21.73 $21.73 $21.73
ACEITE SAE-15W40 CI4/SL (GL) $111.08 $111.08 $111.08 $111.08 $111.08 $111.08 $111.08 $111.08 $111.08
ELEMENTO RACOR 2010T $21.55 $21.55 $21.55 $21.55 $21.55 $21.55 $21.55 $21.55 $21.55
FILTRO DE AIRE EXT. 1013 - - $68.35 - $68.35 - $68.35 - $68.35
LIQUIDO REFRIGERANTE "EXTENDED LIFE" - - - - $105.56 - - - $105.56
BANDA DEL VENTILADOR 1013 - - - - - - - - $141.45
RUTINA ANEXO 1 - 2
TABLA DE REFERENCIA DE REPUESTOS PARA REALIZAR LOS MANTENIMIENTOS A LOS MOTORES
ANEXO N° 2
REPUESTO DE MANTENIMIENTO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio

Anexos 53
LISTA DE VEFIFICACIÓN DATOS CUMPLE NO CUMPLE
Suministro de Gas
Abastecimiento de combustible
Cumplimiento de plan de mantenimiento
Limpieza de quemadores
Verificación de líneas
Chequeo de válvulas
Limpieza de Secador
Tensión de bandas
Examinación de chumaceras
Revisar lubricación de transmición
Revisar ajuste de tornillería
INSTRUCTIVO DE TRABAJO
Recepción de arroz húmedo en camiones
Inspección de porcentaje de humedad
Desembarque de arroz
Ensacado de arroz
Verificación de limpieza de la secadora
Transporte de arroz a secadora
Examinación de transmición de poleas
Encendido de turbinas
Areación con turbinas
Conectar bombonas
Verificación de lineas de gas
Encendido de primera llama
Inspección de temperatura
Esperar que se realice el secado primario
Encendido de segunda llama
Esperar que se realice el secado secundario
Inspección de humedad y temperatura
Apagado de quemadores
Esperar enfriamiento
Transporte Tolva
OBSERVACIONES
ELABORADO POR
PILADORA HERMANOS SANCHES BEDOR
FECHA
PROCESO
ANEXO N° 3
LISTA DE CHEQUEO
Fuente: Investigación de Campo Elaborador Por: Holguín Aguilera Arcenio
BIBLIOGRAFÍA
Abrahan, C. J. (2008). Manual de tiempos y Movimientos. Mexico D. F.:
Limusa.
Comisión de Legislación y Codificación. (2004). Ley Ambiental. Quito,
Ecuador, Ecuador.
Constituyente, A. N. (2008). Constitución de la República del Ecuador.
Montecristi, Manabí, Ecuador.
Crillo, R. G. (2010). Estudio del Trabajo. Monterey: Mc Graw Hill.
Kanawaty, G. (2005). Introducción al estudio del trabajo. Ginebra:
Organización Internacional del Trabajo.
Meyers, F. E. (2000). Estudio de tiempos y movimientos para la
manufactura águil. Juarez: Pearson Eduacación.
Nievel, B. W., & Freivalds, A. (2011). Ingeniería Industrial, Métodos,
estándares y diseño del trabajo. Mexico D. F.: mcgraw-
hill/interamericana editores, S.A. DE C.V.
Norma Técnica Ecuatoriana NTE INEN 1234. (2014). Quito, Pichincha,
Ecuador.
Norma Técnica Ecuatoriana NTE INEN 1236:2013. (2013). Quito,
Pichincha, Ecuador.