
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL FACULTAD DE...
190
I
Transcript of UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL FACULTAD DE...

I

II
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
ESCUELA DE PETRÓLEOS
TECNOLOGIA DE PETROLEOS
ESTUDIO DEL PROCESO DE DISEÑO Y CONSTRUCCIÓN DE UN
SEPARADOR TRIFÁSICO FREE WATER KNOCKOUT PARA EL CAMPO
VILLANO ALFA DE LA EMPRESA AGIP OIL ECUADOR POR LA EMPRESA
ACERO DE LOS ANDES
Tesis previa a la obtención del Título de:
TECNÓLOGO DE PETRÓLEOS
Autor:
TOMÁS FREIRE CRUZ
Director de tesis:
ING. VINICIO MELO
Quito – Ecuador
2010

III
DECLARACIÓN
Del contenido del presente trabajo se responsabiliza única y exclusivamente el autor.
Kleber Tomás Freire Cruz
CI. 171691873-3

IV
CERTIFICACIÓN DEL DIRECTOR

V
CARTA DE LA EMPRESA

VI
DEDICATORIA
A Estefanía y Ma. Eduarda que colman mi vida de alegrías y me alimentan con su
amor para seguir adelante; son las personas que día a día me sirven de inspiración para
seguir adelante en mi crecimiento personal y profesional.

VII
AGRADECIMIENTO
Al finalizar este trabajo, no puedo olvidar agradecer a las personas sin quienes
no hubiese sido posible concretarlo.
A Patricia y Eduardo, sin su apoyo, consejo y comprensión durante todo este
tiempo, por haberse tornado mis guías.
A mi madre, Edna por apoyarme a lo largo de mis estudios, por formarme e
inculcarme todos sus valores.
A los Ingenieros Vinicio Melo, Jorge Miño, Pablo Espinel y Reinaldo Vivanco,
de la misma forma a Industrias Acero de los Andes S.A y a AGIP ENI Oil Ecuador y
por brindarme los instrumentos necesarios para alcanzar el éxito de este proyecto.
A mi hermano Joel, a mis amigos y compañeros de carrera, sin cuyo apoyo
incondicional no hubiese alcanzado este sueño.
A la Universidad Tecnológica Equinoccial y toda su planta docente, por su
vocación de servicio al formar profesionales íntegros para el servicio de la sociedad.
A todos Gracias.

VIII
RESUMEN
La presente investigación tiene como objetivo presentar los fundamentos
teóricos de diseño y construcción de separadores trifásicos, primordialmente los equipos
Free Water Knockout, con el fin de brindar los conocimientos necesarias de modo que
sean herramientas para entender su funcionamiento y diseño conceptual. De la misma
forma se exponen algunas consideraciones concretas aplicadas al diseño de equipos de
separaciones cuyo volumen de operación será mayor al 50%.
En el Capítulo II se presenta en detalle las instalaciones de procesamiento de
crudo del campo Villano Alfa, lugar donde se dispuso el equipo de separación objeto
del presente estudio, y se hace una descripción de los problemas de la misma.
El Capítulo III hace énfasis en presentar de manera clara las principales
características de la separación de fases.
A lo largo del Capítulo IV se cubren los detalles relacionados con la estructura,
funcionamiento, problemas operacionales y selección con los principales tipos de
equipos de separación utilizados en la industria petrolera.
El Capítulo V detalla el funcionamiento y particularidades de los equipos de
separación trifásica, sus internos, detalles de servicio y principales aplicaciones.
El diseño conceptual está fundamentado y explicado a lo largo del Capítulo VI,
se presentan las ecuaciones utilizadas para el mismo, haciendo distinción en el caso
particular de equipos para volúmenes de diseño y operación diferentes al 50% del
cilindro.
Respecto al proceso de construcción del separador el Capítulo VII describe
brevemente los procesos y equipos empleados para este propósito, así como algunos
procedimientos no invasivos para verificar la calidad de los procesos.
Finalmente en el Capítulo VIII, se enuncian conclusiones y recomendaciones
producto de la culminación del presente trabajo.

IX
SUMMARY
This research aims to present the theoretical foundations of design and
construction of three-phase separators, primarily the Free Water Knockout equipment,
to provide the necessary knowledge as tools to understand how it works and the
conceptual design of it. In the same way , specific considerations applied to the design
of the separation equipment whose volume of operation is greater than 50%, are
exposed.
Chapter II provides details of the oil processing facilities of the field Villano
Alfa, place where the separator which is studied in this work was installed, and a
description of the problems of the field is pointed out .
Chapter III emphasizes the clear presentation of the main features of phase
separation.
The details related to the structure, operation, operational problems and selection
of the main types of separation equipment used in the oil industry are covered in
chapter IV.
Chapter V details the functioning and particularities of the three-phase
separation, their internals, service details and main applications.
The conceptual design is informed and explained in chapter VI, and the
equations used for it, making distinction in the particular case of equipment for design
volumes different to the 50% of the cylinder.
About the process of construction, chapter VII briefly describes the processes
and equipment used for this purpose, as well as non-destructive procedures to verify the
quality of the processes.
Finally, in Chapter VIII, conclusions and recommendations are draw as product
of the culmination of this work.
X
ÍNDICE DE CONTENIDO
DECLARACIÓN ........................................................................................................ III
CERTIFICACIÓN DEL DIRECTOR ......................................................................... IV
CARTA DE LA EMPRESA ........................................................................................ V
DEDICATORIA ......................................................................................................... VI
AGRADECIMIENTOS ............................................................................................. VII
RESUMEN .............................................................................................................. VIII
SUMMARY ............................................................................................................... IX
ÍNDICE DE CONTENIDOS ........................................................................................ X
ÍNDICE GENERAL ................................................................................................... XI
ÍNDICE DE FIGURAS .......................................................................................... XVIII
ÍNDICE DE ECUACIONES .................................................................................... XXI
ÍNDICE DE TABLAS ............................................................................................ XXII
ÍNDICE DE ANEXOS........................................................................................... XXIII
ABREVIATURAS................................................................................................ XXIV

XI
ÍNDICE GENERAL
CAPÍTULO I .............................................................................................................. 1
1.1. PLANTEAMIENTO DEL PROBLEMA ........................................................... 1
1.2. OBJETIVOS ..................................................................................................... 1
1.2.1. OBJETIVO GENERAL................................................................................. 1
1.2.2. OBJETIVOS ESPECÍFICOS ......................................................................... 1
1.3. JUSTIFICACIÓN E IMPORTANCIA DE LA INVESTIGACIÓN ................... 2
1.4. IDEA A DEFENDER ........................................................................................ 3
1.5. METODOLOGÍA ............................................................................................. 4
1.5.1. MÉTODOS ................................................................................................... 4
1.5.2. TÉCNICAS ................................................................................................... 4
1.5.2.1. TÉCNICA DE CAMPO ......................................................................... 4
1.5.2.2. RECOPILACIÓN BIBLIOGRÁFICA ................................................... 4
CAPÍTULO II ............................................................................................................... 6
2. CAMPO VILLANO ALFA ............................................................................... 6
2.1. UBICACIÓN .................................................................................................... 6
2.2. DATOS DEL CAMPO ...................................................................................... 6
2.3. CONSIDERACIONES AMBIENTALES .......................................................... 6
2.4. CARACTERIZACIÓN DEL CRUDO DEL CAMPO VILLANO ALFA .......... 7
2.4.1. RESULTADOS DE PRUEBAS DE DESMULSIFICACIÓN ........................ 9
2.5. DESCRIPCIÓN DE LAS UNIDADES Y DEL PROCESO ............................... 9
2.5.1. SISTEMA DE POZOS PRODUCTORES ..................................................... 9
2.5.2. SISTEMA DE POZOS INYECTORES ....................................................... 11
2.5.3. DISTRIBUIDOR DE PRODUCCIÓN (PRODUCTION MANIFOLD) ....... 11
2.5.4. EQUIPO DE SEPARACIÓN FREE WATER KNOCK OUT ........................ 12
2.5.4.1. CARACTERÍSTICAS DE LOS SEPARADORES .............................. 13
2.5.4.2. CONDICIONES DE DISEÑO DE LOS SEPARADORES .................. 13
2.5.4.3. CONDICIONES ACTUALES DE OPERACIÓN DE LOS
SEPARADORES ................................................................................. 14
2.5.5. SISTEMA DE TANQUES DE ALMACENAMIENTO ............................... 15
2.5.6. HIDROCICLONES ..................................................................................... 17
2.5.7. SISTEMA DE BOMBAS ............................................................................ 18

XII
2.5.7.1. BOMBAS CENTRÍFUGAS ................................................................ 18
2.5.7.2. BOMBAS DE LA LÍNEA DE FLUJO A/B/C/D .................................. 18
2.5.9. WATER INJECTION PUMPS A/B/C/D: .................................................... 19
2.5.10. OIL BOOSTER PUMPS A/B/C............................................................... 21
2.5.11. WATER BOOSTER PUMPS A/B/C/D ................................................... 22
2.5.12. UNIDAD SAMPLER O TOMA MUESTRAS ......................................... 22
2.5.13. SISTEMA DE INYECCIÓN DE QUÍMICOS ......................................... 23
2.6. FACILIDADES CENTRALES DE PRODUCCIÓN (CPF) ............................. 24
2.7. DESCRIPCIÓN DEL PROBLEMA ................................................................ 25
CAPÍTULO III ........................................................................................................... 39
3. SEPARACIÓN DE FASES ................................................................................. 39
3.1. CONSIDERACIONES BÁSICAS ................................................................... 39
3.1.1. PRINCIPIOS DE LA SEPARACIÓN FÍSICA ............................................ 39
3.1.2. MOMENTUM (CANTIDAD DE MOVIMIENTO) ..................................... 39
3.1.3. FUERZA DE GRAVEDAD ........................................................................ 39
3.1.4. COALESCENCIA....................................................................................... 41
3.2. FUNDAMENTOS DE LA SEPARACIÓN AGUA-PETRÓLEO .................... 41
3.2.1. FORMACIÓN DE EMULSIONES ............................................................. 41
3.2.2. PRUEBA DE BOTELLA ............................................................................ 43
3.2.3. DESMULSIFICACIÓN .............................................................................. 44
3.2.4. EFECTOS DE LA TEMPERATURA .......................................................... 45
3.3. DESCRIPCIÓN DEL PROCESO DE SEPARACIÓN ..................................... 46
3.3.1. SEPARACIÓN PRIMARIA ........................................................................ 47
3.3.1.1. SECCIÓN DE SEPARACIÓN PRIMARIA ......................................... 47
3.3.1.2. SECCIÓN DE SEPARACIÓN SECUNDARIA .................................. 48
3.3.1.3. SEPARACIÓN POR COALESCENCIA ............................................. 48
CAPÍTULO IV ........................................................................................................... 40
4. EQUIPOS DE SEPARACIÓN ............................................................................ 40
4.1. INTRODUCCIÓN .......................................................................................... 40
4.2. CONSIDERACIONES BÁSICAS ................................................................... 41
4.3. REQUERIMIENTOS DE LOS SEPARADORES ........................................... 42
4.4. CONSIDERACIONES DE LOS SEPARADORES ......................................... 42

XIII
4.5 SEPARADORES VERTICALES .................................................................... 43
4.5.1. VENTAJAS ................................................................................................ 44
4.5.2. DESVENTAJAS ......................................................................................... 44
4.5.3. TAMBOR KO DE SUCCIÓN DE COMPRESOR ....................................... 46
4.5.4. TAMBOR KO DE LA ALIMENTACIÓN AL ABSORBEDOR DE GAS
ÁCIDO ........................................................................................................ 46
4.6. SEPARADORES HORIZONTALES .............................................................. 46
4.6.1. VENTAJAS ................................................................................................ 46
4.6.2. DESVENTAJAS ......................................................................................... 47
4.6.3. SEPARADORES DE PRODUCCIÓN ........................................................ 48
4.6.4. TAMBORES DE ALIVIO ........................................................................... 48
4.6.5. SEPARADOR CENTRÍFUGO .................................................................... 49
4.6.6. SEPARADOR DE FILTRO ........................................................................ 49
4.6.7. SEPARADOR DE ENTRADA.................................................................... 50
4.6.8. SEPARADORES EN SERIE ....................................................................... 51
4.6.9. TANQUES DE VENTEO ........................................................................... 51
4.6.10. TRAMPAS O KNOCKOUT DRUMS ...................................................... 52
4.6.11. SEPARADOR DE BACHES ................................................................... 52
4.7. FUNCIONAMIENTO DE LOS SEPARADORES .......................................... 52
4.8. FUNCIONES DE LOS SEPARADORES ....................................................... 53
4.8.1. REMOCIÓN DEL PETRÓLEO DEL GAS ................................................. 54
4.8.2. REMOCIÓN DEL GAS DEL PETRÓLEO ................................................. 54
4.8.3. SEPARACIÓN DEL AGUA DEL PETRÓLEO .......................................... 55
4.8.4. FUNCIONES SECUNDARIAS DEL SEPARADOR .................................. 55
4.9. FLUIDOS DEL POZO Y SUS CARACTERÍSTICAS .................................... 56
4.9.1. PETRÓLEO CRUDO .................................................................................. 57
4.9.2. CONDENSADO ......................................................................................... 57
4.9.3. GAS NATURAL ......................................................................................... 57
4.9.4. GAS LIBRE ................................................................................................ 57
4.9.5. SOLUCIÓN DE GAS .................................................................................. 58
4.9.6. VAPORES CONDENSABLES ................................................................... 58
4.9.7. AGUA ASOCIADA .................................................................................... 58

XIV
4.9.8. IMPUREZAS Y MATERIALES EXTRAÑOS............................................ 58
4.10. VÓRTICES ..................................................................................................... 59
4.11. PROBLEMAS OPERACIONALES ................................................................ 60
4.11.1. FORMACIÓN DE ESPUMA .................................................................. 60
4.11.2. FLUJO DE AVANCE ............................................................................. 61
4.11.3. MATERIALES PEGAJOSOS ................................................................. 61
4.11.4. PRESENCIA Y ACUMULACIÓN DE SÓLIDOS .................................. 61
CAPÍTULO V ............................................................................................................ 65
5. FREE WATER KNOCKOUT ............................................................................. 65
5.1 SEPARADORES HORIZONTALES CON BOTA DECANTADORA ........... 65
5.2 TAMBORES HORIZONTALES CON LAS DOS FASES LÍQUIDAS
DENTRO DEL CUERPO CILÍNDRICO ........................................................ 67
5.3 TAMBORES HORIZONTALES CON COMPARTIMIENTOS SEPARADOS ..
........................................................................................................................ 68
5.4 DESCRIPCIÓN DE LOS INTERNOS DEL SEPARADOR ............................ 70
5.4.1 FUNCIONES DE LOS INTERNOS ............................................................ 70
5.4.2 DEFLECTORES ......................................................................................... 72
5.4.3 DISTRIBUIDORES DE ENTRADA ........................................................... 72
5.4.4 CICLONES ................................................................................................. 73
5.4.5 EXTRACTOR DE NIEBLA ........................................................................ 74
5.4.5.1 EXTRACTOR DE NIEBLA TIPO MALLA ........................................ 74
5.4.5.2 EXTRACTOR DE NIEBLA TIPO PLACAS ....................................... 76
5.4.5.3 EXTRACTOR DE NIEBLA TIPO CICLÓN ....................................... 78
5.4.6 PLACA ROMPE-VÓRTICES ..................................................................... 78
5.4.7 PLACAS ROMPE-ESPUMAS .................................................................... 80
5.4.8 ROMPE-OLAS ........................................................................................... 80
5.4.9 TUBERÍAS INTERNAS ............................................................................. 81
CAPÍTULO VI ........................................................................................................... 83
6. DISEÑO DEL SEPARADOR ............................................................................. 83
6.1 DEFINICIONES PREVIAS ............................................................................ 83
6.1.1 TEMPERATURA DE DISEÑO .................................................................. 83
6.1.2 TEMPERATURA DE OPERACIÓN .......................................................... 84

XV
6.1.3 TEMPERATURA DE OPERACIÓN MÁXIMA ......................................... 84
6.1.4 TEMPERATURA DE OPERACIÓN MÍNIMA .......................................... 84
6.1.5 TEMPERATURA CRÍTICA DE EXPOSICIÓN (TCE) ............................... 84
6.1.6 TEMPERATURA MÍNIMA DE PRUEBA HIDROSTÁTICA .................... 85
6.1.7 PRESIÓN DE DISEÑO ............................................................................... 85
6.1.8 PRESIÓN DE OPERACIÓN ....................................................................... 85
6.1.9 PRESIÓN DE OPERACIÓN MÁXIMA ..................................................... 85
6.1.10 PRESIÓN DE OPERACIÓN MÍNIMA (VACÍO) ................................... 86
6.1.11 PRESIÓN DE TRABAJO MÁXIMA PERMISIBLE (MAWP) ................ 86
6.1.12 PRESIÓN DE PRUEBA HIDROSTÁTICA ............................................ 86
6.2 CONSIDERACIONES PARA EL DISEÑO .................................................... 86
6.2.1 DECANTACIÓN DE LAS FASES LÍQUIDAS .......................................... 86
6.2.1.1 VELOCIDAD DE DECANTACIÓN Y DE FLOTACIÓN .................. 86
6.2.1.2 COALESCENCIA ............................................................................... 89
6.2.2 IDENTIFICACIÓN DE LOS NIVELES EN UN RECIPIENTE .................. 89
6.2.2.1 VOLUMEN DE OPERACIÓN DE LA FASE LIVIANA .................... 93
6.2.2.2 TIEMPO DE RESIDENCIA DE OPERACIÓN DE LA FASE LIVIANA
............................................................................................................ 93
6.2.2.3 VOLUMEN DE OPERACIÓN DE LA FASE PESADA ..................... 94
6.2.2.4 TIEMPO DE RESIDENCIA DE OPERACIÓN DE LA FASE PESADA
............................................................................................................ 94
6.2.2.5 TIEMPO DE RESPUESTA O DE INTERVENCIÓN DEL OPERADOR
............................................................................................................ 94
6.2.2.6 VOLUMEN DE EMERGENCIA ......................................................... 95
6.2.2.7 NIVEL BAJO-BAJO DE LÍQUIDO LIVIANO ................................... 95
6.2.2.8 NIVEL BAJO DE INTERFACE .......................................................... 95
6.2.2.9 DIFERENCIA MÍNIMA DE NIVEL ENTRE NAAL y NBBL ............ 96
6.2.2.10 DIFERENCIA MÍNIMA DE NIVEL ENTRE NAI y NBI ................... 96
6.2.3 LONGITUD EFECTIVA DE OPERACIÓN (Leff) ...................................... 96
6.3 PROCESO A SEGUIR PARA DISEÑO DE SEPARADORES ....................... 97
6.4 DISEÑO DEL SEPARADOR TRIFÁSICO .................................................... 99
6.4.1 TEORÍA PARA EL DISEÑO ...................................................................... 99

XVI
6.4.1.1 SEPARACIÓN DEL AGUA Y EL PETRÓLEO ................................. 99
6.4.1.2 TAMAÑO DE LA GOTA DE AGUA EN EL PETRÓLEO ............... 100
6.4.1.3 TAMAÑO DE LA GOTA DE PETRÓLEO EN EL AGUA ............... 100
6.4.1.4 TIEMPO DE RETENCIÓN ............................................................... 101
6.5 PROCESO DE DISEÑO ........................................................................... 103
6.5.1 DIMENSIONAMIENTO DEL SEPARADOR ...................................... 104
6.5.2 DIMENSIONAMIENTO DE SEPARADORES HORIZONTALES CON
VOLUMEN DE LÍQUIDO DIFERENTE A 50% .................................. 104
6.5.2.1 RESTRICCIÓN POR CAPACIDAD DE GAS .................................. 108
6.5.2.2 RESTRICCIÓN POR LA ECUACIÓN DE SEPARACIÓN .............. 108
6.5.2.3 DETERMINACIÓN DE LA LONGITUD COSTURA-COSTURA ... 109
6.5.2.4 RELACIÓN DE ESBELTEZ ............................................................. 111
6.5.3 CONSIDERACIONES PARA EL DISEÑO MECÁNICO ..................... 112
6.5.4 TEMPERATURA PARA EL DISEÑO .................................................. 112
6.5.5 PRESIÓN DE DISEÑO ......................................................................... 112
6.5.6 ESFUERZOS MÁXIMOS PERMISIBLES ........................................... 113
6.5.7 DETERMINACIÓN DEL ESPESOR DE LA PARED DEL RECIPIENTE .
.............................................................................................................. 114
6.5.8 CORROSIÓN PERMISIBLE ................................................................ 115
6.5.9 PROCEDIMIENTO DE INSPECCIÓN ................................................. 115
6.5.10 ESTIMACIÓN DEL PESO DEL SEPARADOR ............................... 115
6.5.11 ESPECIFICACIONES PARA RECIPIENTES BAJO PRESIÓN ....... 117
6.5.12 BOQUILLAS .................................................................................... 117
6.6 PROCESO DE DISEÑO DEL SEPARADOR EN ESTUDIO .................... 118
CAPÍTULO VII ........................................................................................................ 126
7. DESCRIPCIÓN DE LA CONSTRUCCIÓN ..................................................... 126
7.1 ANTECEDENTES ........................................................................................ 126
7.2 SECCIÓN DE TRAZO Y CORTE ................................................................ 126
7.2.1 MÁQUINA DE OXICORTE CNC ............................................................ 126
7.2.2 PANTÓGRAFO DE CORTE .................................................................... 127
7.2.3 TORNO Y FRESADORA ......................................................................... 128
7.3 PROCESO DE DOBLADO........................................................................... 128

XVII
7.4 SECCIÓN DE SOLDADURA ...................................................................... 130
7.4.1 SOLDADURA DEL CILINDRO .............................................................. 131
7.4.2 SUELDA DE CORDÓN CONTINUO ...................................................... 132
7.4.3 CONSTRUCCIÓN DE LOS CASQUETES .............................................. 132
7.4.4 PRUEBAS DE SOLDADURA .................................................................. 133
7.5 BOCAS DEL SEPARADOR ......................................................................... 134
7.5.1 BOCAS PARA TOMA DE MUESTRAS .................................................. 135
7.5.2 MANHOLE ............................................................................................... 135
7.5.3 BOCA DE ENTRADA DE FLUIDOS ...................................................... 137
7.5.4 BOCAS DE SALIDA DE LOS FLUIDOS ................................................ 137
7.5.5 BOCAS PARA INSTRUMENTACIÓN .................................................... 137
7.6 DOMO DE GAS ........................................................................................... 138
7.7 CONSIDERACIONES ESPECIALES .......................................................... 139
7.8 PROTECCIÓN A LA CORROSIÓN............................................................. 140
7.9 SILLAS DEL SEPARADOR ........................................................................ 140
7.10 INTERNOS DEL SEPARADOR .................................................................. 141
7.10.1 DEFLECTOR ........................................................................................ 142
7.10.2 PLACA ROMPE VÓRTICE.................................................................. 143
7.10.3 EXTRACTOR DE NIEBLA .................................................................. 144
7.10.4 SISTEMA DE LIMPIEZA SAND JET ................................................... 146
7.11 GRANALLADO ........................................................................................... 146
7.12 RECUBRIMIENTOS .................................................................................... 148
7.13 REVESTIMIENTO ....................................................................................... 148
CAPÍTULO VIII ....................................................................................................... 151
8. CONCLUSIONES Y RECOMENDACIONES ................................................. 151
8.1 CONCLUSIONES ........................................................................................ 151
8.2 RECOMENDACIONES ............................................................................... 152
GLOSARIO DE TÉRMINOS ................................................................................... 154
BIBLIOGRAFÍA ...................................................................................................... 159

XVIII
ÍNDICE DE FIGURAS
FIGURA 1. POZOS PRODUCTORES DEL CAMPO VILLANO A............................................. 10
FIGURA 2. POZOS INYECTORES ..................................................................................... 11
FIGURA 3. BATERÍA DE SEPARACIÓN CAMPO VILLANO A .............................................. 12
FIGURA 4. TANQUES DE ALMACENAMIENTO VILLANO ALFA ........................................ 16
FIGURA 5. HIDROCICLONES .......................................................................................... 17
FIGURA 6. BOMBAS DE LA LÍNEA DE FLUJO .................................................................. 19
FIGURA 7. BOMBA PARA INYECCIÓN DE AGUA WIP ...................................................... 20
FIGURA 8. BOMBAS BOOSTER A/B/C ............................................................................ 21
FIGURA 9. SAMPLER..................................................................................................... 22
FIGURA 10. SISTEMA DE INYECCIÓN DE QUÍMICOS ........................................................ 23
FIGURA 11. LAYOUT GENERAL DEL CPF ....................................................................... 24
FIGURA 12. MICROFOTOGRAFÍA DE UNA EMULSIÓN AGUA EN PETRÓLEO ........................ 42
FIGURA 13. ESTABILIZACIÓN DE LA EMULSIÓN ............................................................. 42
FIGURA 14. PROCEDIMIENTO DE LA PRUEBA DE BOTELLA ............................................. 44
FIGURA 15. EFECTOS DE LA TEMPERATURA EN LA VISCOSIDAD DE DIFERENTE CRUDOS .. 46
FIGURA 16. ACCESORIOS DE LA SECCIÓN DE SEPARACIÓN PRIMARIA ............................ 47
FIGURA 17. ACCIÓN DE LAS FUERZAS EN LA SEPARACIÓN DE FASES ............................... 48
FIGURA 18. DISPOSITIVOS DE LA SECCIÓN DE EXTRACCIÓN DE NIEBLA ......................... 49
FIGURA 19. SEPARADOR VERTICAL .............................................................................. 45
FIGURA 20. SEPARADOR HORIZONTAL .......................................................................... 47
FIGURA 21. DIMENSIONES TÍPICAS EN UN SEPARADOR CON ESPACIO PARA VENTEO ........ 48
FIGURA 22. FILTROS COALESCEDORES ......................................................................... 50
FIGURA 23. SEPARADOR DE FILTRO .............................................................................. 51
FIGURA 24. SEPARADOR HORIZONTAL .......................................................................... 53
FIGURA 25. VÁLVULAS TÍPICAS PARA MANTENER LA PRESIÓN ....................................... 56
FIGURA 26.PARTES DE UN VÓRTICE .............................................................................. 59
FIGURA 27. VÓRTICES EN UN SEPARADOR .................................................................... 60
FIGURA 28. SEPARADORES HORIZONTALES CON BOTA DECANTADORA ......................... 67
FIGURA 29. SEPARADORES HORIZONTALES CON LAS DOS FASES LÍQUIDAS DENTRO DEL
CUERPO CILÍNDRICO ............................................................................................. 69

XIX
FIGURA 30. SEPARADOR HORIZONTAL CON COMPARTIMIENTOS SEPARADOS .................. 71
FIGURA 31. TIPOS DE DEFLECTORES ............................................................................. 73
FIGURA 32.TIPOS DE DISTRIBUIDORES .......................................................................... 74
FIGURA 33. EXTRACTOR DE NIEBLA TIPO MALLA ......................................................... 75
FIGURA 34. EXTRACTORES DE NIEBLA TIPO PLACAS ..................................................... 77
FIGURA 35. EXTRACTOR DE NIEBLA TIPO CICLÓN ......................................................... 79
FIGURA 36. PLACAS ROMPE-VÓRTICE .......................................................................... 79
FIGURA 37. PLACAS ROMPE-ESPUMA ........................................................................... 80
FIGURA 38. PLACAS ROMPE-OLAS ............................................................................... 81
FIGURA 39. SISTEMA SAND JET .................................................................................... 81
FIGURA 40. IDENTIFICACIÓN DE LOS NIVELES EN SEPARADORES .................................... 91
FIGURA 41.NIVELES EN UN SEPARADOR HORIZONTAL .................................................. 92
FIGURA 42. DISTRIBUCIÓN DE TAMAÑOS DE GOTA PARA EL AGUA ............................... 102
FIGURA 43. RELACIÓN DE ÁREAS (Α) VS. ALTURAS (Β) PARA SEPARADORES
HORIZONTALES LLENADOS CON VOLÚMENES DISTINTOS AL 50% DE LÍQUIDO. ...... 106
FIGURA 44. CONSTANTE PARA CÁLCULO DE LA RESTRICCIÓN POR CAPACIDAD DEL GAS VS.
ALTURA DEL LÍQUIDO EN SEPARADORES HORIZONTALES LLENADOS CON VOLÚMENES
DE LÍQUIDO DISTINTOS A 50% DE SU CAPACIDAD. ................................................ 107
FIGURA 45. DISTRIBUCIÓN DE LAS LONGITUDES ESTIMADAS EN UN SEPARADOR
HORIZONTAL. ..................................................................................................... 111
FIGURA 46. DETERMINACIÓN GRÁFICA DE Α PARA EL CASO EN ESTUDIO ...................... 120
FIGURA 47. DETERMINACIÓN GRÁFICA DE Β PARA EL CASO EN ESTUDIO ....................... 122
FIGURA 48. GRÁFICA DEL ÁREA DEL SELECCIÓN DE LA COMBINACIÓN D-LSS, PARA EL
SEPARADOR EN ESTUDIO ..................................................................................... 123
FIGURA 49. EQUIPOS Y PROCESO DE TRAZO Y CORTE ................................................... 127
FIGURA 50. PANTÓGRAFO DE CORTE ........................................................................... 127
FIGURA 51. TORNOS Y MAQUINA FRESADORA ............................................................ 128
FIGURA 52. PROCESO DE DOBLADO PRIMARIO CON DOBLADORA DE 3 RODILLOS .......... 129
FIGURA 53. DOBLADO FINAL DE LA PLANCHA DE ACERO PARA CONFORMAR LOS ANILLOS
DEL CUERPO DEL SEPARADOR ............................................................................. 129
FIGURA 54. MÁQUINAS BOLEADORAS, PARA CONSTRUCCIÓN DE CASQUETES ............... 130

XX
FIGURA 55. PROCESOS PREVIOS A LA SOLDADURA; FABRICACIÓN DE BISELES, PLACAS DE
SUJECIÓN TEMPORAL DE ANILLOS SOLDADOS, CILINDRO FORMADO POR SUELDAS
PRELIMINARES. .................................................................................................. 131
FIGURA 56. MÁQUINAS SOLDADORAS DE CORDÓN CONTINUO ...................................... 132
FIGURA 57. CONSTRUCCIÓN DE CASQUETES DEL SEPARADOR; HEMISFÉRICOS Y
ELIPSOIDALES .................................................................................................... 133
FIGURA 58. DISTRIBUCIÓN DE LAS LONGITUDES EN LOS CASQUETES DEL SEPARADOR .. 133
FIGURA 59. RADIOGRAFÍA TOMADA A UN CORDÓN DE SUELDA, MUESTRA CAVIDADES A LO
LARGO DEL CORDÓN ........................................................................................... 134
FIGURA 60. PRUEBA DE FLUIDOS PENETRANTES, IZQ. DETALLE DE FALLA EN CORDÓN DE
SUELDA DELATADO POR LA COLORACIÓN ROJIZA. ................................................ 135
FIGURA 61. DISTRIBUCIÓN DE LAS BOCAS PARA TOMA DE MUESTRA E INSTRUMENTACIÓN
EN EL SEPARADOR .............................................................................................. 136
FIGURA 62. DISTRIBUCIÓN TÍPICA DE UN MANHOLE PARA SEPARADORES HORIZONTALES
.......................................................................................................................... 136
FIGURA 63. DOMO PARA GAS; DISEÑO Y CONSTRUCCIÓN FINAL ................................... 139
FIGURA 64. ESQUEMA Y VISTA PRELIMINAR DE SILLAS PARA REPOSO DEL CUERPO DEL
SEPARADOR EN ESTUDIO ..................................................................................... 141
FIGURA 65. TIPOS DE SOPORTE PARA LOS INTERNOS DEL SEPARADOR .......................... 142
FIGURA 66. DEFLECTOR TIPO CODO DE 90° ................................................................. 143
FIGURA 67. DETALLE DE LA PLACA ROMPE-VÓRTICES ................................................ 144
FIGURA 68. EXTRACTOR DE NIEBLA, COLOCADO BAJO EL DOMO DE GAS DEL SEPARADOR
.......................................................................................................................... 145
FIGURA 69. DETALLE DE UBICACIÓN DEL EXTRACTOR DE NIEBLA ................................ 145
FIGURA 70. COALESCEDOR TIPO ALETA, SECCIÓN DE COALESCENCIA ........................... 145
FIGURA 71. ESQUEMA DEL SISTEMA DE LIMPIEZA SAND JET ......................................... 147
FIGURA 72. COMPARACIÓN ENTRE SUPERFICIES SIN GRANALLAR (IZQ.) Y GRANALLADA
(DER.) ................................................................................................................ 147
FIGURA 73. SEPARADOR REVESTIDO CON LÁMINAS DE ACERO INOXIDABLE .................. 149

XXI
ÍNDICE DE ECUACIONES
ECUACIÓN 1. VELOCIDAD TERMINAL ......................................................................... 40
ECUACIÓN 2. LEY DE STOKES .................................................................................... 40
ECUACIÓN 3. LEY DE STOKES (2) ............................................................................... 87
ECUACIÓN 4. VELOCIDAD DE DECANTACIÓN .............................................................. 88
ECUACIÓN 5. Nº DE REYNOLDS .................................................................................. 88
ECUACIÓN 6. VELOCIDAD TERMINAL ....................................................................... 100
ECUACIÓN 7. RELACIÓN DLEFF ................................................................................ 104
ECUACIÓN 8. RELACIÓN DLEFF (SI) ......................................................................... 104
ECUACIÓN 9. RELACIÓN D2LEFF .............................................................................. 105
ECUACIÓN 10. RELACIÓN D2LEFF (SI) ..................................................................... 108
ECUACIÓN 11. CÁLCULO DEL ÁREA FRACCIONAL DEL AGUA ΑW ............................... 108
ECUACIÓN 12. ALTURA FRACCIONAL ΒW ................................................................. 109
ECUACIÓN 13. DIÁMETRO MÁXIMO .......................................................................... 109
ECUACIÓN 14. ESTIMACIÓN DE LSS (SI) ................................................................... 110
ECUACIÓN 15. ESTIMACIÓN DE LSS .......................................................................... 110
ECUACIÓN 16. ESPESOR DE PARED PARA RECIPIENTES CILÍNDRICOS .......................... 114
ECUACIÓN 17. ESPESOR DE PARED PARA CABEZAS ELIPSOIDALES 2:1 ........................ 114
ECUACIÓN 18. ESPESOR DE PARED PARA CABEZAS HEMISFÉRICAS ............................. 114
ECUACIÓN 19. PESO DEL CILINDRO........................................................................... 116
ECUACIÓN 20. PESO DEL CILINDRO (SI) .................................................................... 116
ECUACIÓN 21. PESO DE CASQ. ELIPSOIDALES ........................................................... 116

XXII
ÍNDICE DE TABLAS
TABLA 1. REFERENCIAS DEL CAMPO VILLANO ALFA ...................................................... 6
TABLA 2. PROPIEDADES FÍSICAS DEL CRUDO VILLANO-8 ................................................. 7
TABLA 3. PRESENCIA DE CONTAMINANTES EN EL CRUDO VILLANO-8 .............................. 7
TABLA 4. COMPOSICIÓN DEL CRUDO VILLANO-8............................................................. 8
TABLA 5. VOLUMEN DE FLUIDOS PRODUCIDOS EN EL CAMPO VILLANO ALFA ................ 10
TABLA 6. CONDICIONES DE DISEÑO DE LOS SEPARADORES............................................. 14
TABLA 7. PARÁMETROS DE OPERACIÓN DE LA BATERÍA DE SEPARACIÓN ....................... 15
TABLA 8. DIMENSIONES DE LOS SEPARADORES ............................................................. 15
TABLA 9. CARACTERÍSTICAS DE LOS TANQUES DE VILLANO ALFA ................................ 16
TABLA 10. CARACTERÍSTICAS DE LAS BOMBAS DE LA LÍNEA DE FLUJO ......................... 18
TABLA 11. CARACTERÍSTICAS DE LAS BOMBAS DE TRANSFERENCIA.............................. 19
TABLA 12. CARACTERÍSTICAS DE LAS BOMBAS DE INYECCIÓN DE AGUA ........................ 20
TABLA 13. CARACTERÍSTICAS DE LAS BOMBAS BOOSTER PARA PETRÓLEO A/B/C ......... 21
TABLA 14. CARACTERÍSTICAS DE LAS BOMBAS BOOSTER PARA AGUA A/B/C/D ............ 22
TABLA 15. SISTEMA DE INYECCIÓN DE QUÍMICOS ........................................................ 23
TABLA 16 IDENTIFICACIÓN DE NIVELES EN UN RECIPIENTE ............................................ 90
TABLA 17. INFORMACIÓN REQUERIDA PARA EL DISEÑO DEL SEPARADOR ...................... 97
TABLA 18. RECOMENDACIONES PARA SELECCIÓN DEL SEPARADOR ............................... 98
TABLA 19. TIEMPO DE RETENCIÓN EN FUNCIÓN DE LA GRAVEDAD API DEL CRUDO ..... 103
TABLA 20. MÍNIMA DIFERENCIA ENTRE MAWP Y PRESIÓN DE OPERACIÓN ................. 113
TABLA 21. INFORMACIÓN UTILIZADA EN EL DISEÑO DEL SEPARADOR ........................... 119
TABLA 22. RESULTADOS DE LA ESTIMACIÓN DE D Y LSS PARA EL SEPARADOR EN ESTUDIO
.......................................................................................................................... 120
TABLA 23. DISTRIBUCIÓN DE LAS BOCAS DE SALIDA DE FLUIDOS DEL SEPARADOR DEL
SEPARADOR EN ESTUDIO .................................................................................... 137
TABLA 24. DISTRIBUCIÓN DE LAS BOCAS DESTINADAS A INSTRUMENTACIÓN EN EL
SEPARADOR EN ESTUDIO ..................................................................................... 138
TABLA 25. CARACTERÍSTICAS DE LA PLACA ROMPE VÓRTICES INSTALADA EN EL
SEPARADOR ....................................................................................................... 143
TABLA 26. DATOS DE CONSTRUCCIÓN DEL SEPARADOR EN ESTUDIO ............................ 152

XXIII
ÍNDICE DE ANEXOS
ANEXO 1. CURVAS DE LONGITUD VS. CAPACIDAD DEL TAMBOR .............. 164
ANEXO 2. LONGITUDES DE CUERDAS Y ÁREAS DE LAS SECCIONES
CIRCULARES VS. ALTURAS DE LA CUERDA ............................................ 165
ANEXO 3. ESFUERZO PERMISIBLE PARA DISTINTOS MATERIALES ............ 166
ANEXO 4. TIPOS DE SOLDADURA PARA RECIPIENTES BAJO PRESIÓN ....... 167
ANEXO 5. FÓRMULAS PARA RECIPIENTES BAJO PRESIÓN INTERNA .......... 168
ANEXO 6. CONSIDERACIONES PARA RECIPIENTES BAJO PRESIÓN INTERNA
.......................................................................................................................... 169
ANEXO 7. ESPECIFICACIÓN DE MATERIALES PARA FABRICACIÓN DE
RECIPIENTES ................................................................................................. 170
ANEXO 8. FORMATO TÍPICO PARA DISEÑO DE SEPARADORES.................... 171
ANEXO 9. PROYECCIÓN DE LAS BOCAS PARA UN RECIPIENTE CILÍNDRICO
.......................................................................................................................... 172

XXIV
ABREVIATURAS
ASME. American Society of Mechanical Engineers
BFPD Barriles de fluido por día
BPPD Barriles de petróleo por dia
BWPD Barriles a agua por dia
BS&W. Bold Solid and Water, Agua y Sólidos totales disueltos
cP centiPoise.
CPF Central Processing Facilities
ESP Bomba electrosumergible
FWKO. Free Water Knockout
SSE. South South East, Sur Sureste
WNW West North West, Oeste Noroeste
W/O Emulsión normal; agua dispersa en petróleo.
WIP Water Injection Pump
CAPÍTULO I

1
CAPÍTULO I
4.1. PLANTEAMIENTO DEL PROBLEMA
Es fundamental en el área de producción de petróleo crudo, luego de realizadas las
operaciones de perforación, pruebas de producción y completación del pozo, direccionar
los fluidos producidos hacia las facilidades de producción, lugar donde se separarán las
distintas fases componentes de la mezcla. El separador trifásico tipo Free Water
Knockout generalmente está ubicado como equipo inicial de este proceso, es
fundamental conocer su estructura, entender su funcionamiento y los fenómenos que
actúan en la separación mecánica de fases, para así poder concebir su diseño.
Conjuntamente el conocimiento del proceso de construcción del equipo ayuda a preveer
posibles problemas de operación, y es una herramienta para implementar posibles
correcciones o innovaciones futuras al equipo.
4.2. OBJETIVOS
4.2.1. OBJETIVO GENERAL
Estudiar el proceso de diseño un separador trifásico FWKO para las facilidades
de producción del Campo Villano Alfa y describir su construcción mediante la
aplicación de directrices emitidas por la Norma ASME Sección VIII, División I en la
empresa Acero de los Andes SA.
4.2.2. OBJETIVOS ESPECÍFICOS
Exponer los antecedentes, limitaciones y metodología empleada para el estudio
del proceso de diseño y construcción de un separador trifásico FWKO.
Describir los equipos y procesos que constituyen el Campo Villano Alfa.
Exponer los principios básicos de separación mecánica de fases y de
funcionamiento del separador.
Detallar la estructura y clasificación de los equipos de separación mecánica de
fases.

2
Describir los componentes y clasificación de los separadores trifásicos Free
Water Knockout.
Estudiar la metodología manejada para el diseño del separador trifásico para el
campo Villano Alfa.
Establecer las fases y equipos del proceso de construcción del separador trifásico
en la planta industrial de Acero de los Andes.
Plantear las perspectivas operativas del campo Villano Alfa luego de la inclusión
del equipo de separación adicional.
4.3. JUSTIFICACIÓN E IMPORTANCIA DE LA INVESTIGACIÓN
La presencia de agua, gas y sedimentos asociados al petróleo crudo ha constituido
un serio problema para las operaciones de las facilidades de producción, debido
principalmente al efecto abrasivo que producen sobre los equipos las sales y sedimentos
disueltos en el agua de formación.
El agua y el crudo son esencialmente inmiscibles, por lo tanto, estos dos líquidos
coexisten como dos fases distintas. Durante las operaciones de extracción del petróleo,
la mezcla bifásica de petróleo crudo y agua de formación se desplazan en el medio
poroso a una velocidad promedio de 1 pie/día, lo que es insuficiente para que se forme
una emulsión. Sin embargo, al pasar por toda la infraestructura de producción durante el
levantamiento y transporte en superficie (bombas, válvulas, codos, restricciones, etc.) se
produce la agitación suficiente para que el agua se disperse en el petróleo en forma de
emulsión agua/petróleo.
La importancia de este trabajo radica en la necesidad de extraer la mayor cantidad
posible de agua libre y gas asociado, hasta lograr reducir su contenido a parámetros de
operación óptima para las siguientes unidades deshidratadoras de crudo, y finalmente
obtener un petróleo crudo con un porcentaje de BS&W igual o inferior al 0,5%
conforme al Acuerdo Ministerial 014 Reglamento para el Transporte de petróleo crudo
a través del Sistema de Oleoducto Transecuatoriano y la Red de Oleoductos del Distrito
Amazónico, emitido por la Dirección Nacional de Hidrocarburos.
Prácticamente en todas las facilidades centrales de producción, CPF por sus siglas
en inglés, se requiere de algún tipo de separación de fases. El término separador es

3
aplicado a una gran variedad de equipos usados para separar mezclas de dos o más
fases.
Los equipos de separación mecánica generalmente constituyen procesos iníciales en
un CPF por lo que una falla o baja capacidad de separación afecta directamente a la
capacidad de toda la instalación.
En el Ecuador se utilizan principalmente equipos separadores con disposición
horizontal debido principalmente a que se tiene una relativa baja relación gas-líquido,
además su costo es menor en comparación a equipos verticales destinados en su
mayoría a separar la fase gaseosa.
En el diseño de separadores es necesario tomar en cuenta los diferentes estados en
que pueden encontrarse los fluidos y el efecto que sobre éstos puedan tener las
diferentes fuerzas o principios físicos.
Los principios fundamentalmente considerados para realizar la separación física de
gas y líquido son: el momentum ó cantidad de movimiento, la fuerza de gravedad y la
coalescencia. Toda separación puede emplear uno o más de estos principios, pero
siempre las fases de los fluidos deben ser inmiscibles y de diferentes densidades para
que ocurra la separación.
El presente proyecto hace énfasis en compilar y ordenar información técnica
publicada vigente para el diseño y la construcción de separadores trifásicos de agua
libre, esto se hace necesario para un mejor entendimiento y aprovechamiento en razón
de que la bibliografía relacionada es vasta.
Durante esta investigación se concibió como meta a alcanzar el desarrollo de un
texto que recopile tanto los fundamentos teóricos para el diseño y selección de
separadores del tipo FWKO así como las técnicas y equipos utilizados en el ensamblaje
del equipo.
4.4. IDEA A DEFENDER
Si se entiende y maneja los fundamentos de funcionamiento, diseño y construcción
de los separadores trifásicos, especialmente del tipo Free Water Knockout, estos
brindarán al personal técnico, las habilidades y herramientas necesarias para la
operación, mantenimiento, diseño, y supervisión de la construcción de equipos de
4
separación; ayudando a prevenir bajas en la capacidad de operación de las facilidades de
producción.
4.5. METODOLOGÍA
4.5.1. MÉTODOS
En la elaboración del presente trabajo se empleó el Método Sintético, para el
manejo de la información obtenida a lo largo de la investigación, el Método Analítico
fue manejado durante la observación de los procesos de construcción del equipo de
separación, y manejo de los datos recopilados en el Campo Villano Alfa,
adicionalmente se empleó el Método Deductivo durante el estudio del diseño y
construcción del separador.
4.5.2. TÉCNICAS
4.5.2.1.TÉCNICA DE CAMPO
Para el levantamiento de la información necesaria para la preparación de este
trabajo se realizaron visitas periódicas a la planta de Industrias Acero de los Andes S.A.
durante el proceso de construcción del separador, de igual manera la recopilación de la
información referente al Campo Villano Alfa fue resultado de una breve estadía en sus
instalaciones.
4.5.2.2.RECOPILACIÓN BIBLIOGRÁFICA
Se reunió y analizó suficiente información para finalmente resumirla e incluir el
material bibliográfico de mayor importancia en el cuerpo de este estudio, a fin de
consolidar la presente investigación en un documento de consulta y/o referencia.

CAPÍTULO II

6
CAPÍTULO II
2. 2 CAMPO VILLANO ALFA
4.1. UBICACIÓN
El Campo Villano Alfa está ubicado en la amazonía ecuatoriana, aproximadamente
a 185 Km en dirección SSE de Quito, está rodeado de flora y fauna ambientalmente
sensible; el CPF (Central Processing Facilities) está ubicado a unos 40 Km al WNW de
Villano Alfa.
No existe un carretero de acceso a Villano, todas las operaciones de perforación,
construcción y producción se vienen realizando ayudadas por helicópteros, no existen
planes para la implementación de un carretero hacia esta zona.
4.2. DATOS DEL CAMPO
Tabla 1. Referencias del Campo Villano Alfa
Temperatura Ambiente Rango de 50 – 95 Grados Fahrenheit
Humedad relativa, máx. 100%
Elevación 414 msnm
Medioambiente Bosque Tropical Lluvioso
Tipo de área eléctrica Clase I Grupo D. División 2
Velocidad máx. del viento 80 millas por hora
Zona sísmica 4
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
4.3. CONSIDERACIONES AMBIENTALES
Las instalaciones han sido diseñadas de manera que se reduzca de la mejor manera
el impacto al medio ambiente, aplicando la normativa ecuatoriana regente y las
regulaciones de la empresa operadora.

7
La disposición final del agua producida no se realiza en superficie sino que ésta
recibe el tratamiento necesario para la inyección del agua en la zona donde va a ser
depositada definitivamente; la legislación actual requiere que el la presencia de
hidrocarburos totales menor a 35 ppm.
Las facilidades de producción están diseñadas para minimizar la emisión de residuos
de fluidos del proceso, agua producida y químicos, se ha incluido un sistema de
recolección de fluidos producto de derrames o fugas en las líneas.
4.4. CARACTERIZACIÓN DEL CRUDO DEL CAMPO VILLANO
ALFA
Para el diseño de las instalaciones se contó con un completo análisis de las
propiedades físico químicas del crudo proveniente del pozo número 8, se demostró que
las propiedades de éste eran apropiadas para el diseño de las facilidades en superficie.
Tabla 2. Propiedades físicas del crudo Villano-8
Peso Molecular (MW) 351.24
Gravedad API 18.0
Gravedad Específica (SG) 0.9465@60 °F
Viscosidad, cP 21.1@138 psig y 215°F
Viscosidad cinemática, cSt 535.95@100°F
Viscosidad cinemática, cSt 37.91@210°F
Punto de vertido, °F 45
Elaborado por: Tomás Freire C.
Fuente: Reporte de Laboratorios CORE
Tabla 3. Presencia de Contaminantes en el crudo Villano-8
Azufre, %peso 2.15
Asfáltenos, %peso 10.85
Níquel, ppm 66.2
Vanadio, ppm 316.8
Elaborado por: Tomás Freire C.
Fuente: Reporte de Laboratorios CORE

8
Tabla 4. Composición del crudo Villano-8
COMPONENTE MOL%
CO2 0.07
N2 0.01
C1 5.19
C2 0.30
C3 0.23
I-C4 0.07
N.C4 0.19
I-C5 0.59
N-C5 0.35
C6´s 1.50
C7´s 3.08
C8´s 4.93
C9´s 7.37
C10´s 4.75
C11´s 3.82
C12´s 4.82
C13´s 5.71
C14´s 4.95
C15´s 4.73
C16´s 3.91
C17´s 3.50
C18´s 3.48
C19´s 3.30
C20´s 33.15
TOTAL 100.00
Elaborado por: Tomás Freire C.
Fuente: Reporte de Laboratorios CORE, febrero-junio 2000

9
4.4.1. RESULTADOS DE PRUEBAS DE DESMULSIFICACIÓN
La prueba de botella cargada con 2 desmulsificantes químicos, DMO-8288 y
DMO-5050 realizada en el laboratorio arrojó como resultado una efectiva separación
del agua en alrededor de 30 minutos, pero se debe tomar en cuenta que gran parte de los
fluidos no son separados en Villano Alfa sino que son enviados hacia el CPF, como
resultado de esto, el efecto del desmulsificante es reducido significativamente debido al
paso de los fluidos del pozo a lo largo de la línea de flujo lo que genera una re-
dispersión del agua en el petróleo y viceversa. La disminución de la temperatura de los
fluidos en el CPF resulta en un aumento de la viscosidad que probablemente retarda la
coalescencia de las gotas de agua.
4.5. DESCRIPCIÓN DE LAS UNIDADES Y DEL PROCESO
4.5.1. SISTEMA DE POZOS PRODUCTORES
Estos pozos producen mediante el método de levantamiento artificial ESP
(Electro Submersible Pump) proveído por CENTRLIFT; la energía eléctrica necesaria
para las instalaciones de Villano Alfa es generada en el CPF.
Las bombas ESP están diseñadas para descargar los fluidos del pozo en
superficie con una presión de cabeza de alrededor de 325 a 360 psig, ésta presión esta
sobre la presión de burbuja, por ende los gases se mantienen en solución. En la Fig. 1 se
puede observar la disposición lineal en que se presentan estos pozos, para el
mantenimiento de éstos la estación cuenta con un taladro para reacondicionamiento.
10
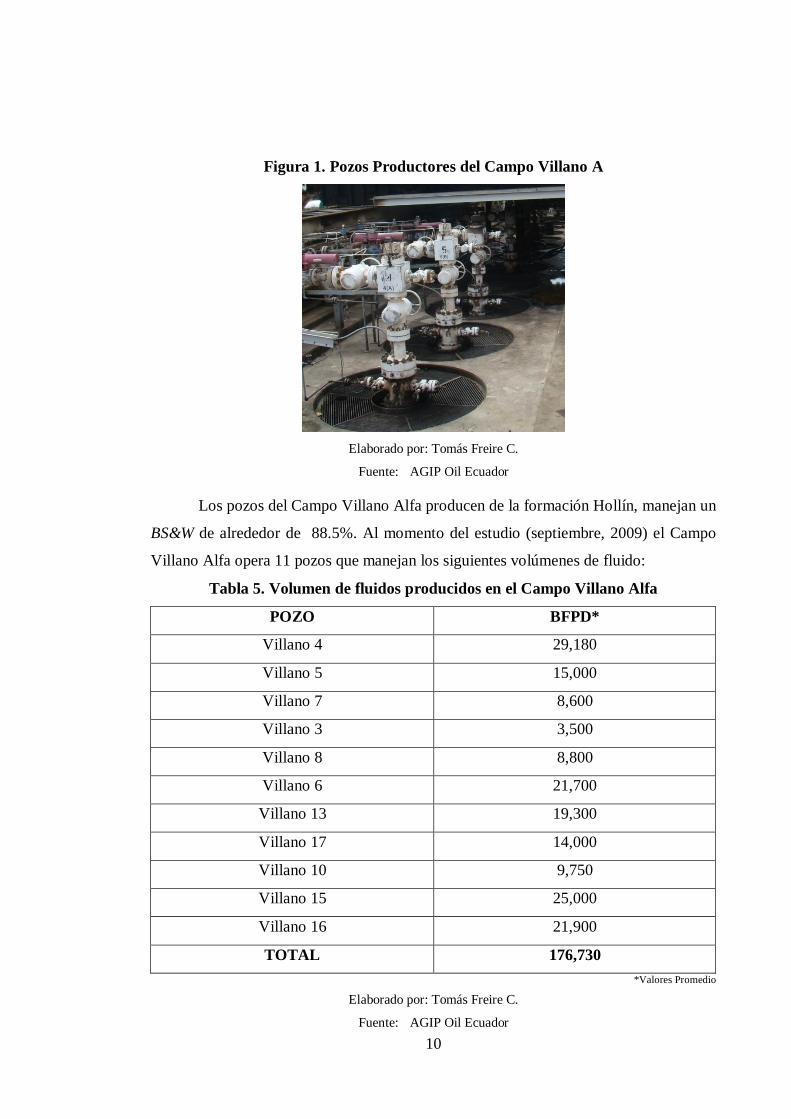
Figura 1. Pozos Productores del Campo Villano A
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
Los pozos del Campo Villano Alfa producen de la formación Hollín, manejan un
BS&W de alrededor de 88.5%. Al momento del estudio (septiembre, 2009) el Campo
Villano Alfa opera 11 pozos que manejan los siguientes volúmenes de fluido:
Tabla 5. Volumen de fluidos producidos en el Campo Villano Alfa
POZO BFPD*
Villano 4 29,180
Villano 5 15,000
Villano 7 8,600
Villano 3 3,500
Villano 8 8,800
Villano 6 21,700
Villano 13 19,300
Villano 17 14,000
Villano 10 9,750
Villano 15 25,000
Villano 16 21,900
TOTAL 176,730 *Valores Promedio
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador

11
4.5.2. SISTEMA DE POZOS INYECTORES
Son pozos que han dejado de ser económicamente productivos cuya función
fundamental es inyectar el agua producida hacia su disposición final en este caso hacia
la misma formación de la que fueron producidos conjuntamente con el petróleo, el agua
es tratada con el fin de que cumpla con los parámetros establecidos para su inyección,
estos son que exista una concentración menor a 35 ppm de hidrocarburos totales, éstos
parámetros están regulados por el Reglamento Ambiental Para Operaciones
Hidrocarburíferas en el Ecuador (RAOHE), decreto 1215, manejado por la Dirección
Nacional de Protección Ambiental Hidrocarburífera.
Villano Alfa cuenta actualmente con dos pozos inyectores (Fig. 2), uno de alta
presión I-9 manejando un volumen de agua de alrededor de 35200 BPD a una presión
de 3522 psig, y un segundo pozo I-12, que inyecta en promedio 32800 BPD.
Figura 2. Pozos Inyectores
Elaborado por: Tomás Freire C.
Fuente: AGIP
4.5.3. DISTRIBUIDOR DE PRODUCCIÓN (PRODUCTION
MANIFOLD)
El manifold de producción está diseñado para recibir actualmente las líneas de
flujo de 11 pozos del Campo Vilano A, desde este equipo el flujo se distribuye hacia la
batería se separación, donde se inyectarán químicos desmulsificantes para acelerar la

12
separación, el manifold cuenta además con una línea de 2” con el siguiente equipo de
instrumentación un FE (Elemento de Flujo), PIT (Indicadores Transmisores de Presión),
TIT (Transmisores Indicadores de Temperatura), PSHH (Interruptor de Presión Alta),
PSLL (Interruptor de Presión Baja)
4.5.4. EQUIPO DE SEPARACIÓN FREE WATER KNOCK OUT
La batería de separación está constituida actualmente por dos equipos de
separación trifásica tipo Free Water Knockout, denominados como FWKO A y FWKO
B, estos equipos tienen la particularidad de ser equipos híbridos; es decir cuentan con un
sistema de separación por coalescencia electrostática y un sistema KO Drum, pero
actualmente únicamente funcionan como separadores de agua libre, el flujo de gas
separado en estos equipos es mínimo, y direccionada hacia un Flare KO Drum donde es
secado para luego ser enviado hacia los tanques de almacenamiento con el fin de
mantener la presión interna y proporcionar una atmosfera no explosiva, manteniendo
bajos los niveles de oxígeno en los tanques.
Figura 3. Batería de separación Campo Villano A
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
13
Existe un flujo preferencial por ubicación hacia el FWKO A, los parámetros de
diseño con los que fueron construidas incluyen los siguientes elementos; una sección
para coalescencia, celdas electrostáticas, sistema de protección catódica, sistema para
romper vórtices, colector de petróleo, trampa KO.
4.5.4.1.CARACTERÍSTICAS DE LOS SEPARADORES
Los separadores Free Water Knockout de la Estación Villano Alfa están
diseñados para manejar 22,500 BPD de petróleo seco y 40,000 BPD de agua de
formación, constan de dos secciones:
Primera sección: Free Water Knockout
Segunda sección: Deshidratador Electrostático
La sección de Deshidratación Electrostática se encuentra fuera de
funcionamiento, por lo que únicamente brinda espacio para el almacenamiento y tiempo
de residencia para la separación del petróleo y el agua.
4.5.4.2.CONDICIONES DE DISEÑO DE LOS SEPARADORES
A continuación se presentan las condicionales para las que originalmente fueron
diseñados los dos equipos de separación instalados en el Campo Villano Alfa.

14
Tabla 6. Condiciones de diseño de los separadores
Tasa de petróleo 22,500 BPD
Gravedad API del petróleo 20.4
Punto de vertido 45 °F
Tasa de agua 40,000 BPD
Gravedad Específica del agua 1
Sulfito de Hidrogeno 9 a 65 ppm
Presencia de parafina NO
Formación de espuma NO
Presión de operación 250 – 275 psig
Temperatura de entrada 205 °F
Presión de diseño 300 psig
Temperatura de operación estimada 205 °F
BS&W deseado <5.0 %
Temperatura de diseño 260 °F
Elevación de la estación 1,360 Ft
Calidad del agua efluente <2,000 ppm de Hidrocarburos
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
4.5.4.3.CONDICIONES ACTUALES DE OPERACIÓN DE LOS
SEPARADORES
Los parámetros de operación para los separadores se presentan en la Tabla 7, se
puede observar que la tasa de flujo de agua ha sobre pasado el volumen considerado en
el diseño.

15
Tabla 7. Parámetros de operación de la Batería de Separación
FWKO A
Presión de
operación 204.3 psig
Temperatura de
operación 208 °F
Taza de Flujo 42,100 BWPD
FWKO B
Presión de
operación 197 psig
Temperatura de
operación 205 °F
Taza de Flujo 42,000 BWPD
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
Actualmente los separadores están trabajando sobre diseño; el FWKO A trabaja
al 104 % y el FWKO B al 102 %, razones por las cuales se hace imperativa la inclusión
de un separador adicional en las instalaciones de Villana Alfa.
Tabla 8. Dimensiones de los Separadores
Diámetro interno 3,000 mm
Longitud total 19,800 mm
Cabezas Elipsoidales
Capacidad nominal 882 Barriles
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
4.5.5. SISTEMA DE TANQUES DE ALMACENAMIENTO
Villano Alfa cuenta con un sistema de tanques construidos para operar a
presiones de 0,5 psi sobre la presión atmosférica, siendo ésta medida en la parte superior
del tanque.

16
Figura 4. Tanques de Almacenamiento Villano Alfa
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
Tabla 9. Características de los Tanques de Villano Alfa
Tanque de
almacenamiento de
petróleo
Capacidad nominal 10,000 bbl
Presión de diseño 0.126 psi
Presión interna de
diseño 3.5525 inch WC
Temperatura de
diseño 200 °F
Temperatura de
operación 174.2 °F
Tanques de desnatado
A y B
Capacidad nominal 5,000 bbl
Presión de diseño 2 / -0.57 Oz
Presión interna de
diseño 3.5525” WC
Gravedad especifica 1 @ 200 °F
Temperatura de
operación 174.2 °F
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
17
Todos los tanques están conectados a tierra, o bien aterrizados por medio de
varios cables especiales a una celda de varillas de cobre, para evitar que la gran masa de
hierro y acero de la que están construidos atraigan las descargas eléctricas producidas
por tormentas eléctricas. Cuentan además con sistemas de venteo normal y de
emergencia, válvulas de presión y vacío, dispositivos arresta llamas, transmisores y
medidores de nivel presión y temperatura. Presentan además protección ante la
corrosión, utilizando recubrimiento epóxico en el interior y exterior de los tanques, se
utiliza pintura asfáltica de cuerpo grueso, para el exterior se emplea una capa adicional
de acabado con blanco de plomo o zinc.
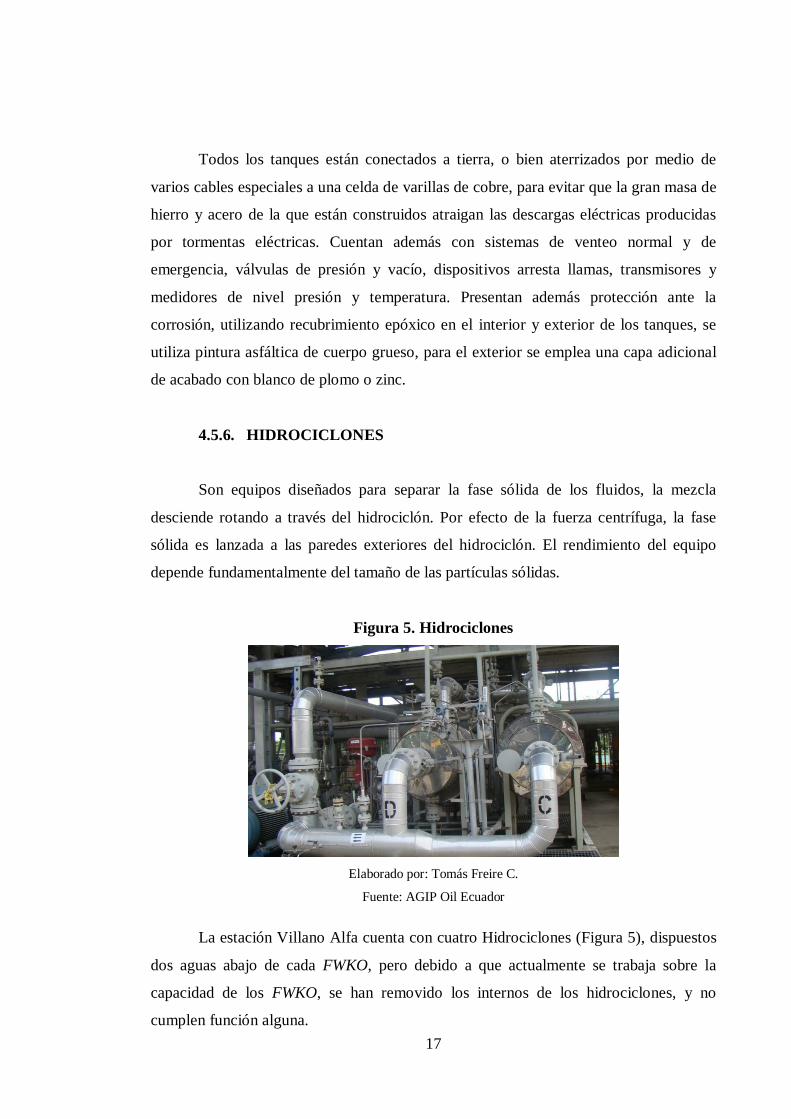
4.5.6. HIDROCICLONES
Son equipos diseñados para separar la fase sólida de los fluidos, la mezcla
desciende rotando a través del hidrociclón. Por efecto de la fuerza centrífuga, la fase
sólida es lanzada a las paredes exteriores del hidrociclón. El rendimiento del equipo
depende fundamentalmente del tamaño de las partículas sólidas.
Figura 5. Hidrociclones
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
La estación Villano Alfa cuenta con cuatro Hidrociclones (Figura 5), dispuestos
dos aguas abajo de cada FWKO, pero debido a que actualmente se trabaja sobre la
capacidad de los FWKO, se han removido los internos de los hidrociclones, y no
cumplen función alguna.
18
4.5.7. SISTEMA DE BOMBAS
Una bomba es una turbo maquina generadora para líquidos. La bomba se usa
para transformar la energía mecánica en hidráulica. El sistema de bombas en la estación
Villano Alfa es integrado por los siguientes elementos:
4.5.7.1.BOMBAS CENTRÍFUGAS
Los pozos en el campo Villano Alfa están provistos de un sistema de
levantamiento artificial por bombeo electrosumergible, provisto por CENTRILIFT.
Estas son bombas multietapas; cada etapa constituida por un impulsor y un difusor, este
tipo de bomba permite manejar un amplio rango de tasas de flujo incluso mayores a
100,000 BPD. Están automatizadas para su control y supervisión, el principal
fenómeno físico de transferencia de energía es el efecto centrífugo ejercido sobre el
fluido. Por otra parte, el efecto de la forma de la carcasa sobre el fluido es la
transformación de energía (de cabeza de velocidad a cabeza de presión).
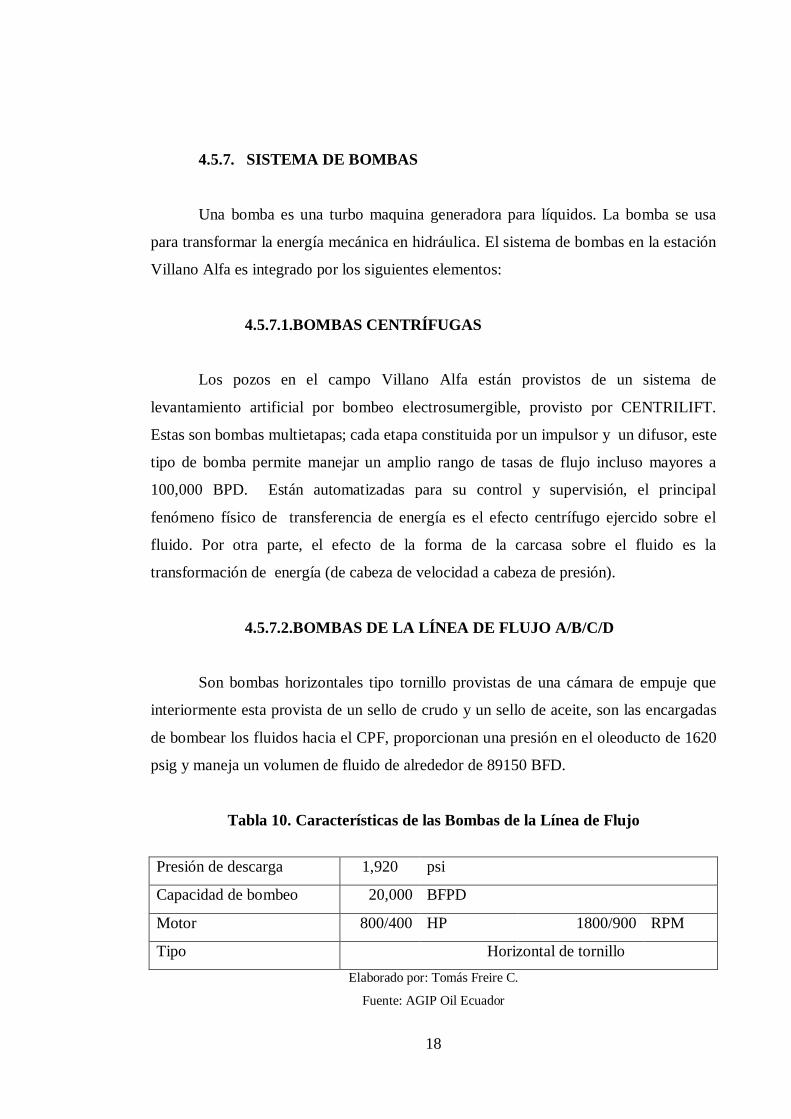
4.5.7.2.BOMBAS DE LA LÍNEA DE FLUJO A/B/C/D
Son bombas horizontales tipo tornillo provistas de una cámara de empuje que
interiormente esta provista de un sello de crudo y un sello de aceite, son las encargadas
de bombear los fluidos hacia el CPF, proporcionan una presión en el oleoducto de 1620
psig y maneja un volumen de fluido de alrededor de 89150 BFD.
Tabla 10. Características de las Bombas de la Línea de Flujo
Presión de descarga 1,920 psi
Capacidad de bombeo 20,000 BFPD
Motor 800/400 HP 1800/900 RPM
Tipo Horizontal de tornillo Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador

19
Figura 6. Bombas de la Línea de Flujo
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
4.5.8. BOMBAS DE TRANSFERENCIA A/B
La estación cuenta con dos bombas de desplazamiento positivo, accionadas por
motores eléctricos. La función específica de éstas bombas es transferir crudo desde el
tanque de almacenamiento en dirección hacia la succión de las bombas de la línea de
flujo A/B/C/D, manteniendo así un nivel bajo de crudo con un stock estimado de 1500
barriles. Están provistas de accesorios como PI (Indicador de Presión), RO (Orificio de
Restricción, Placa Orificio), PDI (Indicador de Diferencial de Presión).
Tabla 11. Características de las Bombas de Transferencia
Capacidad 200 GPM
Motor 200 HP
Presión de descarga 300 a 600 psi
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
4.5.9. WATER INJECTION PUMPS A/B/C/D:
Son bombas centrifugas accionadas por un motor eléctrico, están provistas de
dos sellos, en el lado coupling1 y en le lado de la bomba. Son de vital importancia en la
1Acoplamiento, matrimonio motor-bomba

20
Estación Villano Alfa puesto que su función es la de proporcionar presión y caudal
hacia los pozos inyectores I-12 e I-9 (Figura 2), que manejan un volumen de alrededor
de 65,700 BWPD inyectados hacia la formación Hollín; lugar de donde los fluidos
fueron producidos.
Actualmente la estación maneja cuatro bombas, se espera poner en
funcionamiento una quinta bomba, esto por cuanto Villano Alfa cuenta con la
autorización pertinente para utilizar al pozo V-14 como pozo inyector, esto solventará
las necesidades de manejo de agua de formación para el desarrollo de los campos
Villano A y B.
Figura 7. Bomba para Inyección de Agua WIP
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
Tabla 12. Características de las bombas de inyección de agua
Velocidad 2,890 a 3590 RPM
Tipo Centrífuga
Caudal 20,749 BWPD
Presión de descarga 3,040 psi
Presión de succión 150 psi
Diferencial de cabeza 6820 Ft
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador

21
4.5.10. OIL BOOSTER PUMPS A/B/C
Son bombas centrífugas verticales cuya función fundamental es la de
proporcionar la presión de succión requerida para un óptimo funcionamiento de las
bombas de la línea de flujo con dirección al CPF, la estación Villano Alfa cuenta con
tres bombas Booster dispuestas en un mismo patín, generalmente la estación mantiene
en funcionamiento únicamente a dos y la tercera entra en funcionamiento durante tareas
de mantenimiento y reparación.
Figura 8. Bombas Booster A/B/C
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
Tabla 13. Características de las Bombas Booster para Petróleo A/B/C
Capacidad de bombeo 205 m3/h
Capacidad mínima 34.3 m3/h
Presión de succión 300 psi
Diferencial de presión 289 m @capacidad de
bombeo
Temperatura de diseño 220 °F
Densidad 877 Kg/m3 @Temp. de bombeo
Viscosidad 15 cP @Temp. de bombeo
Presión de vapor 237 psi @Temp. de bombeo
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador

22
4.5.11. WATER BOOSTER PUMPS A/B/C/D
Villano Alfa cuenta con cuatro bombas Booster para proporcionar la presión de
succión suficiente para la admisión de las bombas WIP (Figura 7) que manejan
presiones de succión de alrededor de 230 psig.
Tabla 14. Características de las Bombas Booster para Agua A/B/C/D
Velocidad 3600 RPM
Tipo centrífuga
Caudal 30,144 BPD
Presión de descarga 150 psi
Presión de succión 10 psi
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
4.5.12. UNIDAD SAMPLER O TOMA MUESTRAS
Esta unidad tiene como finalidad permitir la extracción de muestras desde los
separadores, a través de un sistema de tuberías que permite acceder a diferentes niveles
de los fluidos al interior del equipo, para poder caracterizarlos durante el proceso, y así
evaluar el proceso de separación de las distintas fases. Está ubicado entre los equipos de
separación de agua libre, cuenta con un sistema de intercambio de calor para reducir la
temperatura de la muestra.
Figura 9. Sampler
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador

23
4.5.13. SISTEMA DE INYECCIÓN DE QUÍMICOS
Este sistema mantiene la inyección continua o alternada de químicos hacia los
Free Water Knockout A y B, a la línea de flujo, a los pozos inyectores y hacia el
Manifold de producción, en la tabla siguiente se presenta la configuración de este
sistema.
Tabla 15. Sistema de Inyección de Químicos
Bomba Unidad Tipo de Químico
A Línea de flujo Desmulsificante
B FWKO “A” Desmulsificante
C FWKO “B” Desmulsificante
D Pozos Productores Inhibidor de corrosión
E Manifold de producción Biocida
F Manifold de producción Antiescala
G Bomba de respaldo
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
Figura 10. Sistema de Inyección de Químicos
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador

24
4.6. FACILIDADES CENTRALES DE PRODUCCIÓN (CPF)
El objetivo fundamental que cumplen estas facilidades de producción, es el de tratar
los fluidos provenientes del campo Villano Alfa, ubicado en el sector Triunfo Nuevo al
Noroccidente del Bloque 10; el tratamiento que en estas facilidades se realiza consiste
principalmente en la deshidratación del crudo con el fin de obtener un petróleo crudo
con un porcentaje igual o menor al 0,5% de BS&W; para luego ser bombeado hacia
Sarayacu, y finalmente entregado en el Terminal de Baeza, por medio de una línea
secundaria de 137 Km.
Otro objetivo que cumplen estas facilidades, es el de manejar un gran volumen de
agua producida en asociación con el crudo, y que una vez separada del crudo y del gas
debe ser tratada hasta su disposición final, para ello el CPF, cuenta con el equipo
necesario para la inyección de este fluido hacia la formación Tiyuyacu, el volumen de
agua promedio manejado por estas instalaciones es de 80,000 BWPD.
Cuenta además con una planta de generación eléctrica, dispone de una potencia
instalada de 26.6 MW suministrada por 5 grupos motor-generador de marca Warsila-
Vasa, adicionalmente cuenta con dos grupos motor-generador marca Caterpillar de 1.63
MW cada uno, que entran en funcionamiento cuando una unidad Warsila está en
mantenimiento o reparación.
Figura 11. Layout general del CPF
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador

25
4.7. DESCRIPCIÓN DEL PROBLEMA
Luego de analizar las variables del proceso de los fluidos en el Campo Villano Alfa
y describir los equipos y sistemas que intervienen en los mismos, surge la necesidad de
incluir un separador de agua libre adicional a los existentes, a continuación se presentan
aspectos determinantes para esta conclusión:
El FWKO A actualmente se encuentra trabajando al 104% de la capacidad
operación de la sección de separación mecánica, la sección de separación
electrostática ha sido deshabilitada y modificada para funcionar como un espacio
de residencia adicional para la separación mecánica de los fluidos, esta sección
está trabajando al 102 % de su capacidad de operación.
El FWKO B ha sido modificado de la misma forma que el FWKO A, al momento
la sección de separación mecánica trabaja al 98% de su capacidad y la sección
modificada maneja el 102% del volumen para el que fue diseñado.
Los internos de los Hidrociclones A y B fueron removidos, para permitir un libre
tránsito del agua de formación despojada del crudo, así se permite un manejo
más dinámico de los fluidos dentro del separador, pero la función de remoción
de sólidos suspendidos en el agua ha sido cancelada.
Adicionalmente a lo antes presentado, se ha planificado la expansión de la
producción de campo para lo cual se perforarán dos nuevos pozos. Para la disposición
final del agua asociada producida se transformará en Pozo Inyector al pozo Villano 14 y
se adicionará una quinta bomba de inyección de agua (WIP E).

CAPÍTULO III

3. CAPÍTULO III
4.
3. SEPARACIÓN DE FASES
3.1 CONSIDERACIONES BÁSICAS
4.1.1. PRINCIPIOS DE LA SEPARACIÓN FÍSICA
Para el diseño y construcción de separadores se hace necesario tomar en cuenta
los estados en que pueden encontrarse los fluidos y fundamentalmente el efecto que
puedan tener los principios físicos. Los principios considerandos para realizar la
separación física de vapor, líquidos o sólidos son: el momentum o cantidad de
movimiento, la fuerza de gravedad y la coalescencia. Toda separación puede usar uno o
más de estos principios. Pero siempre las fases a separarse deben ser inmiscibles2 y de
diferentes densidades.
4.1.2. MOMENTUM (CANTIDAD DE MOVIMIENTO)
Este principio físico demuestra que fluidos con diferentes densidades tienen
diferentes momentum; así tenemos que si una corriente de dos fases se cambia
bruscamente de dirección, el fuerte momentum o la gran velocidad adquirida por las
fases, no permite que las partículas de la fase pesada se muevan tan rápidamente como
las de la fase liviana, este fenómeno provoca la separación de fases.
Este mecanismo se logra utilizando una entrada tangencial o un deflector3 a la
entrada del separador, para fines prácticos se puede decir que el tamaño mínimo de
gotas que pueden ser separadas por este principio va de 5 a 10 micrones, ésta medida
puede ser calculada por medio de la ecuación de Stokes, reemplazando la fuerza de
gravedad por la Fuerza centrífuga.
4.1.3. FUERZA DE GRAVEDAD
La fuerza gravitacional que actúa sobre las gotas de líquido suspendidas en la fase
gaseosa es mayor que la fuerza de arrastre del fluido de gas sobre la gota de líquido. 2 Condición en la que 2 fluidos no se disuelven entre sí, formando un sistema bifásico. 3 Placa ubicada luego de la boca de entrada del fluido a fin de cambiar su dirección.

Estas fuerzas definen la velocidad terminal, la cual matemáticamente se presenta usando
la ecuación siguiente:
Ecuación 1. Velocidad terminal
Fuente: Arnold, Ken, Liquid-Liquid and Gas-Liquid Separators
Elaborado por: Tomás Freire C.
Donde:
Vt = Velocidad terminal de la gota de liquido
g = Aceleración de la gravedad
dg = Diámetro de la gota
ρg = Densidad del gas
ρl = Densidad del líquido
C’ = Coeficiente de arrastre que depende del Número de Reynolds
Para el caso de decantación de una fase pesada líquida discontinua en una fase
liviana líquida continua, aplica la ley de Stokes:
Ecuación 2. Ley de Stokes
Fuente: Arnold, Ken, Liquid-Liquid and Gas-Liquid Separators
Elaborado por: Tomás Freire C.
Esta relación aplica para números de Reynolds de gota menores de 2, y puede
demostrarse que la mayoría de los casos de decantación caen en el rango de la ley de
Stokes. Básicamente, la ley de Stokes puede usarse para la flotación de una fase liviana
líquida discontinua en una fase pesada líquida continua, teniendo en cuenta que la
viscosidad es de la fase continua, en este caso, la fase pesada.
'3)(.4
Cdg
Vtg
glp
18)(.. 2
1 lggdgFVt

Para obtener una buena velocidad de asentamiento se requiere que la viscosidad
del crudo se reduzca y el diámetro de la gota aumente, esto se puede lograr adicionando
calor a la mezcla, la densidad del petróleo no se afecta significativamente ya que está
entre valores de 0,87 y 0,95.
Una gota de líquido que cae bajo la aceleración de la gravedad, incrementa su
velocidad hasta que la fuerza de fricción sobre la gota se equipare a la fuerza neta de
gravedad. A partir de ese momento, la gota caerá con una velocidad constante conocida
como velocidad libre de sedimentación o velocidad terminal. Esta velocidad es la
utilizada para determinar cuánto tiempo requiere una determinada partícula de líquido
para caer una determinada distancia.
No es económicamente rentable utilizar únicamente éste principio para la
remoción ya que las dimensiones de los separadores serian excesivas para separar gotas
de 40 a 50 micrones. Partículas de 100 a 200 micrones son consideradas como
limitantes para considerar la separación por efecto de la fuerza de gravedad únicamente.
4.1.4. COALESCENCIA
Las gotas muy pequeñas no pueden ser separadas por gravedad, estas gotas se unen,
por medio del fenómeno de coalescencia, para formar gotas de mayor volumen, las
cuales se acercan lo suficiente para superar las tensiones superficiales individuales, y ser
capaces de separarse por gravedad.
4.2. FUNDAMENTOS DE LA SEPARACIÓN AGUA-PETRÓLEO
4.2.1. FORMACIÓN DE EMULSIONES
Una emulsión constituye una dispersión de gotas de agua en el aceite, que se
vuelven estables por la acción de sustancias naturales o artificiales presentes en el
crudo. Los diámetros de las gotas varían desde una a centenas de micras, aunque la
mayoría presentan un diámetro medio de 10 micras. En la Figura 12 se presenta la
distribución de la fase dispersa (agua) en la fase continua (petróleo), a esto en la
industria petrolera se conoce como una emulsión normal.

Figura 12. Microfotografía de una emulsión agua en petróleo
Fuente: Universidad de los Andes, Venezuela
Elaborado por: Tomás Freire C.
Para la formación de una emulsión, además del agua y el aceite se necesita de
agitación y la presencia de un agente emulsificante para estabilizar la mezcla, estos son
conocidos como surfactantes, y su función es reducir la tensión superficial entre las
fases, dando lugar a la emulsificación. Entre los surfactantes naturales del crudo
tenemos: asfáltenos, resina, sales metálicas, sedimentos, arcillas, productos de corrosión
y sólidos. La figura 13 se representa gráficamente la estabilización de una gota de agua
por agentes emulsionantes presentes en el crudo.
Figura 13. Estabilización de la emulsión
Fuente: Universidad de los Andes, Venezuela
Elaborado por: Tomás Freire C.
La fase acuosa dispersa se refiere generalmente como agua y sedimento (A&S) y
la fase continua es petróleo crudo. El A&S es principalmente agua salina; sin embargo,
sólidos tales como arena, lodos, carbonatos, productos de corrosión y sólidos
precipitados o disueltos se encuentran también presentes, por lo que A&S también es
llamada Agua y Sedimento Básico (BS&W).
El grado de estabilidad de las emulsiones está relacionado con la razón de película
(volumen de surfactante/volumen de la fase dispersa) y la viscosidad del crudo, siendo
esta última la que influye en dos formas:
Aumentando el tiempo de floculación de las gotas dispersas
Mayores fracciones de asfáltenos y resinas polares se encuentran presentes en
crudos de alta viscosidad y densidad
Los crudos de alta viscosidad permiten mantener gotas de suspensión, oponiéndose
a una menor resistencia al asentamiento.
4.2.2. PRUEBA DE BOTELLA
Las pruebas de botella ayudan a determinar el tipo de químico que es más efectivo
para romper la emulsión de campo. Los resultados de esta prueba indican la menor
cantidad de químico desmulsificante necesario para separar la mayor cantidad de agua
de la emulsión W/O. Para el éxito de esta prueba se requiere seleccionar una muestra
representativa de la corriente de producción de la emulsión, la cual debe reunir las
siguientes características:
Ser representativa de la emulsión a ser tratada.
Contener cantidades representativas de los químicos presentes en el sistema,
tales como inhibidores de corrosión y parafinas.
Debe ser fresca para evitar la estabilización por envejecimiento de la emulsión.
Simular las mismas condiciones de agitación y temperatura tanto como sea
posible.
La prueba consiste básicamente en preparar una serie de botellas graduadas y añadir
100 ml de la emulsión agua en crudo fresca o preparada en laboratorio, se dosifican
diferentes concentraciones del producto deshidratante a cada botella dejando una botella

sin deshidratante (botella patrón), se homogeniza la mezcla y se colocan las botellas en
un baño termostático a la temperatura deseada. Cada 30 minutos se lee el volumen de
agua coalescida y se observa la calidad de la interface, del agua separada y de las
paredes del tubo. Con estos datos se construye la gráfica de porcentaje de agua separada
en función del tiempo, así como la gráfica de estabilidad, que permite conocer el tiempo
necesario para separar ½ ó 2/3 del volumen de fase acuosa. Tales gráficas permiten
determinar la eficiencia del deshidratante.
Figura 14. Procedimiento de la Prueba de Botella
Fuente: Universidad de los Andes, Venezuela
Elaborado por: Tomás Freire C.
4.2.3. DESMULSIFICACIÓN
La desmulsificación; separación de petróleo-agua se produce en dos etapas:
Floculación, las gotas de la fase dispersa forman agregados, sin perder
completamente su identidad.
Coalescencia, los agregados se combinan formando gotas individuales.
La separación se puede producirse por intercambio de calor, que ayuda reduciendo
la viscosidad de la fase continua y disminuyendo la tensión interfacial, asimismo la
adición de productos químicos desmulsificantes; cada caso de emulsión requiere un
producto específico, ya que la emulsión se puede llevar a cabo de diferentes formas.

Otro mecanismo que ayuda en la separación de fases líquidas es el asentamiento
temporal (asentamiento por gravedad) y tratamiento eléctrico, el campo electroestático
producido en el interior del recipiente, cambia la polaridad de las moléculas de la
interface, modificando el estado de fuerzas y reduciendo la tensión interracial,
provocando que las gotas de la fase dispersa se unan.
El tratamiento químico consiste en aplicar un producto desmulsificante sintético
denominado en las áreas operacionales de la industria petrolera como químicos
deshidratantes, el cual debe ser inyectado tan pronto como sea posible ya sea en
superficie o en el fondo del pozo. Esto permite más tiempo de contacto y puede prevenir
la formación de emulsión corriente abajo. La inyección de desmulsificantes antes de una
bomba, asegura un adecuado contacto con el crudo y minimiza la formación de
emulsión por la acción de la bomba.
El tratamiento mecánico se caracteriza por utilizar equipos de separación dinámica
que permiten la dispersión de las fases de la emulsión y aceleran el proceso de
separación gravitacional. Entre ellos se encuentran los tanques de sedimentación
llamados comúnmente tanques de lavado.
Para el tratamiento eléctrico se utilizan equipos denominados deshidratadores
electrostáticos, y consiste en aplicar un campo eléctrico para acelerar el proceso de
acercamiento de las gotas de fase dispersa.
4.2.4. EFECTOS DE LA TEMPERATURA
Con el aumento de temperatura en la mezcla de agua y petróleo, se logra un
aumento del movimiento molecular, las gotas de agua se expanden y la película que
rodea a estas se rompe o reduce su resistencia; otro factor que ayuda a la
desmulsificación de la mezcla es la reducción de la viscosidad del petróleo, permitiendo
el asentamiento más rápido de las partículas de agua.
La variación de la viscosidad respecto a la temperatura es función de las
características del crudo, pero en general al disminuir la gravedad especifica del
petróleo, la viscosidad se hace mayor. En la figura 15 se muestra el comportamiento de
la viscosidad frente a un cambio de temperatura en crudos de distintos grados API.

Figura 15. Efectos de la Temperatura en la viscosidad de diferente crudos
Fuente: Surface Productions Operations Vol. 1
Elaborado por: Tomas Freire C.
Los líquidos de mayor viscosidad permiten mantener gotas de mayor volumen
en suspensión, lo que trae como consecuencia una menor resistencia al asentamiento
por la inestabilidad de la emulsión.
La temperatura afecta al volumen real del gas, lo expande, razón por la cual se
reduce la capacidad de gas del recipiente separador.
4.3. DESCRIPCIÓN DEL PROCESO DE SEPARACIÓN
Para la separación de mezclas gas-líquido, la mezcla ingresa al separador y choca
contra un aditamento interno ubicado en la entrada, lo que provoca que cambie la
cantidad de movimiento de la mezcla, dando lugar a una separación gruesa de las fases.
Seguido a esto, en la sección de decantación (espacio libre o de residencia) actúa la
fuerza de gravedad sobre el fluido permitiendo que el líquido abandone la fase gaseosa
y caiga al fondo del separador (sección de acumulación de líquido). Esta sección provee
del tiempo de residencia suficiente para la decantación de una fase líquida pesada, y la
flotación de la fase líquida liviana.

4.3.1. SEPARACIÓN PRIMARIA
La separación primaria es el paso inicial en el tratamiento del crudo, su objetivo
primordial es separar el crudo del agua libre, para este fin los equipos más utilizados
son:
Separadores de agua libre
Separadores trifásicos agua-petróleo-gas
Separadores bifásicos gas-líquidos
En el funcionamiento de los separadores se debe controlar la energía y la tasa del
fluido cuando ingresa, estos equipos se deben diseñar y construir de modo tal que se
evite la turbulencia en la sección ocupada por le gas. Deben incluir control sobre la
acumulación de espuma y partículas contaminantes, la temperatura y presión de
operación, variación en las tasas de alimentación al separador
Los separadores contemplan cuatro secciones de separación:
4.3.1.1. SECCIÓN DE SEPARACIÓN PRIMARIA
El cambio en la cantidad de movimiento de las fases a la entrada del separador
genera la separación gruesa de las fases. Esta zona incluye las boquillas de entrada y los
aditamentos de entrada, tales como deflectores o distribuidores (Figura 16).
En esta sección se controla la cantidad de movimiento de los fluidos, la dirección de los
fluidos y la aceleración de los mismos. La fuerza centrifuga originada por la entrada
tangencia, remueve apreciables cantidades de líquido y permite redistribuir la velocidad
del gas.
Figura 16. Accesorios de la Sección de Separación Primaria
Fuente: Deshidratación de crudos, NEXT
Elaborado por: Tomás Freire C.

4.3.1.2. SECCIÓN DE SEPARACIÓN SECUNDARIA
Durante la separación secundaria se observan zonas de fase continua con gotas
dispersas (fase discontinua), sobre las cuales actúa la fuerza de gravedad (Figura 17).
Ésta fuerza se encarga de decantar hasta cierto tamaño de gotas de la fase pesada
discontinua en la fase liviana continua. También produce la flotación de hasta un cierto
tamaño de gotas de la fase líquida liviana (fase discontinua), en la fase pesada continua.
En esta parte del recipiente la fase liviana se mueve a una velocidad relativamente baja
y con muy poca turbulencia.
Figura 17. Acción de las fuerzas en la separación de fases
Fuente: Deshidratación de crudos, NEXT
Elaborado por: Tomás Freire C.
4.3.1.3. SEPARACIÓN POR COALESCENCIA
En ciertas situaciones, no es aceptable que gotas muy finas de la fase pesada
discontinua sean arrastradas en la fase liviana: por ello es necesario que, por
coalescencia, tales gotas finas alcancen un tamaño lo suficientemente grande para
separarse por gravedad: para lograrlo se hace necesario tener elementos como los
eliminadores de niebla o mallas4 para el caso de separadores líquido-gas, o las esponjas
o platos coalescedores, en el caso de la separación líquido-líquido
4 Malla. Extractor de niebla o Demister

Figura 18. Dispositivos de la Sección de Extracción de Niebla
Fuente: Surface Productions Operations Vol. 1, NEXT
Elaborado por: Tomás Freire C.
Finalmente las fases líquidas ya separadas requieren de un volumen de control y
emergencia para una operación confiable y segura de los equipos aguas abajo. Se
requiere un tiempo de residencia mínimo para llevar a cabo el proceso de separación.

CAPÍTULO IV

40
5. CAPÍTULO IV
6.
4 EQUIPOS DE SEPARACIÓN
4.1. INTRODUCCIÓN
En la industria del petróleo y gas natural, un separador es un cilindro de acero que
por lo general se utiliza para disgregar la mezcla de hidrocarburos en sus componentes
básicos, petróleo y gas. Adicionalmente, el recipiente permite aislar los hidrocarburos
de otras sustancias no deseadas como agua de formación y sólidos producidos de la
arena productora.
Otro fin que se sigue con la utilización de este equipo es la separación del glicol en
plantas de tratamiento, puesto que se usa como deshidratante del gas natural, de las
naftas que se condensan dentro de las torres de absorción; o, cuando se refiere al uso de
las aminas, que circulan en contracorriente con el gas natural, los separadores se
emplean para eliminar los componentes ácidos, como el sulfito de hidrógeno y el
dióxido de carbono que se absorben en la solución. Siguiendo esta línea se puede decir
que en la industria petrolera, el término separador de gas y petróleo es la designación
para un recipiente de presión usado para separar fluidos y el gas producidos del pozo del
petróleo en componentes gaseosos y líquidos. Para referirse a un recipiente de
separación se pueden usar los siguientes términos:
Separador de gas y petróleo
Separador
Separador por etapas
Trampa de crudo
Tambor Knockout, separador Knockout, trampa Knockout, water Knockout
Flash chamber, tanque flash, o trampa flash5
Separador de expansión o tanque de expansión
Scrubber6 (gas scrubber),secos y húmedos
Filtros (filtros de gas), secos o húmedos
Filtro/separador
5 Se utiliza el término flash para hacer referencia a equipos de separación instantánea 6 Tanque desecador de gases.
41
4.2. CONSIDERACIONES BÁSICAS
Los separadores deben ser capaces de manejar baches o Heads de los fluidos del
pozo. Por lo tanto son dimensionados para manejar tasas instantáneas más altas de
petróleo sumado el agua y el gas. Un separador Knockout, puede ser usado para remover
únicamente agua del fluido del pozo o para remover todo el líquido, una emulsión de
petróleo más agua del gas. En el caso de un Knockout de agua para usarse cerca del
cabezal de pozo, el gas y líquido de petróleo son usualmente descargados juntos y el
agua libre es separada y descargada del fondo del recipiente.
Una cámara flash, sea trampa o tanque, normalmente se refiere a un separador
convencional de gas y petróleo operado a baja presión, con el líquido de un separador de
presión más alta siendo separado instantáneamente dentro del él. Ésta cámara flash es
frecuentemente la segunda o tercera etapa de separación, con el líquido siendo
descargado de la cámara flash al almacenaje.
Un tanque de expansión es la primera etapa de equipo de separación de temperatura
baja o unidad de separación fría. Este recipiente puede ser equipado con una resistencia
de calentamiento para afectar a los hidratos, o se puede inyectar un líquido preventivo
de hidratos (como un glicol) dentro del fluido del pozo justo antes de la expansión
dentro de este recipiente.
Un Scrubber de gas puede ser similar a un separador de gas o petróleo. Usualmente
maneja fluidos que contienen mucho menos líquido, los Scrubbers de gas son
normalmente usados para agrupar gas, sales, y líneas de distribución donde no son
requeridas para manejar baches de líquido, como es a menudo el caso con los
separadores de gas y petróleo. Los Scrubbers de gas del tipo seco utilizan extractores de
niebla y otros internos similares a separadores de gas y petróleo, mostrando una
preferencia a los extractores de niebla de tipo coalescente. Los Scrubbers de gas tipo
húmedo pasan el vapor del gas a través de un baño de petróleo u otros líquidos que
lavan el polvo y otras impurezas del gas. El gas fluye a través de un extractor de niebla
donde todo el líquido es separado de éste.
Scrubber puede referirse a un equipo usado aguas arriba de cualquier tanque
procesador de gas o unidad para proteger el separador aguas abajo.

42
Como Filtro (Filtro de Gas o Filtro/Separador) se refiere a un Scrubber de gas del
tipo seco, especialmente si la unidad está siendo usada primariamente para remover el
polvo del vapor del gas. Un medio filtrante es usado en el recipiente para remover el
polvo, escala de la línea, corrosión y otros materiales ajenos al gas. Dichas unidades
normalmente remueven el líquido del gas.
4.3. REQUERIMIENTOS DE LOS SEPARADORES
Un separador de petróleo y gas generalmente incluye los siguientes componentes y
características:
Un recipiente que incluya: un componente o sección de separación primaria,
sección de separación secundaria por efecto de la Gravedad, un extractor de
niebla para remover pequeñas partículas de líquido del gas, un desagüe de gas,
sección de separación por diferencia de densidad para remover el gas o vapor del
petróleo; sobre una unidad de tres fases, esta sección también separa el agua del
petróleo), desagüe del petróleo y salida de agua.
Adecuada capacidad volumétrica de líquido para manejar el incremento
repentino de líquido (baches) de los pozos y/o líneas de fluido.
Diámetro del recipiente y longitud adecuados para permitir que la mayoría de
líquido sea separado del gas de modo que el extractor de niebla no sea
inundado.
Un medio para controlar el nivel de petróleo en el separador, que usualmente
incluye un controlador de nivel de líquido y una válvula de motor de diafragma
sobre el desagüe de petróleo. Para una operación de tres fases el separador debe
incluir un controlador de nivel de la interface petróleo/agua y una válvula de
control para la descarga de agua.
Una válvula de contrapresión en la salida de gas para mantener la presión estable
en el recipiente
Dispositivos para aliviar la presión.

43
4.4. CLASIFICACIÓN Y DESCRIPCIÓN DE LOS SEPARADORES
Debido al fin primordial para el que el separador se utiliza, el nombre que se le
asigna a estas unidades está determinado en la función que realiza en cada caso
particular.
Los separadores pueden clasificarse, según su forma en:
Separadores cilíndricos
Separadores esféricos
Separadores de dos barriles
Los separadores cilíndricos pueden clasificarse según su orientación en:
Separadores verticales
Separadores horizontales
Otra clasificación sería de acuerdo a la manera de inducir físicamente la separación:
Separadores por gravedad (típico separador vertical gas-líquido)
Separadores por impacto (separadores de filtro)
Separadores por fuerza centrífuga (separadores centrífugos)
En este capítulo se hace una breve descripción de los distintos tipos de separadores
así como sus principales características y aplicación. Si se toma en cuenta la posición
del cilindro, habrá que reconocerlos como verticales u horizontales. Adicionalmente si
al calificativo por la posición del recipiente se le agrega el trabajo que realiza se hablará
de separadores horizontales bifásicos o trifásicos, según sea la posición del recipiente y
el número de fases que separe.
4.5. SEPARADORES VERTICALES
En estos equipos, la fase pesada decanta en dirección opuesta al flujo vertical de la
fase liviana. Por consiguiente, si la velocidad de flujo de la fase liviana excede
levemente la velocidad de decantación de la fase pesada, no se producirá la separación
de fases, a menos que esta fase pesada coalesca en una gota más grande. Entre las
ventajas y desventajas del separador vertical están:
44
4.5.1. VENTAJAS
Normalmente empleados cuando la relación gas o vapor-líquido es alta y/o
cuando se esperan grandes variaciones en el flujo de vapor/gas.
Mayor facilidad, que un tambor horizontal, para el control del nivel del líquido,
y para la instalación física de la instrumentación de control, alarmas e
interruptores.
Ocupa poco espacio horizontal
La capacidad de separación de la fase liviana no se afecta por variaciones en el
nivel de la fase pesada.
Facilidad en remoción de sólidos acumulados.
4.5.2. DESVENTAJAS
El manejo de grandes cantidades de líquido, fuertes variaciones en la entrada de
líquido, ó separación líquido-líquido, obliga a tener excesivos tamaños de
recipientes, cuando se selecciona esta configuración.
Requieren mayor diámetro, que un tambor horizontal, para una capacidad dada
de gas.
Requieren de mucho espacio vertical para su instalación
Fundaciones más costosas cuando se comparan con tambores horizontales
equivalentes.
Cuando hay formación de espuma, o quiere desgasificarse líquido ya
recolectado, se requieren grandes volúmenes de líquido y, por lo tanto, tamaños
grandes de tambores verticales.

45
Figura 19. Separador Vertical
Fuente: Manual de procesos MDP, PDVSA
Elaborado por: Tomás Freire C
Entre los principales equipos de separación vertical se encuentran:

46
4.5.3. TAMBOR KO DE SUCCIÓN DE COMPRESOR
Utilizados cuando se requiere una separación líquido-gas muy eficiente, especialmente
para tambores asociados a compresores reciprocantes. Estos tambores KO se diseñan
para incluir malla separadora de gotas y, algunas veces, se incluye calentamiento por
trazas de la salida vapor para evitar condensación en la línea
4.5.4. TAMBOR KO DE LA ALIMENTACIÓN AL ABSORBEDOR DE
GAS ÁCIDO
Se usan si se requiere una separación líquido-gas muy eficiente, para evitar la formación
de espuma en la admisión del siguiente equipo.
4.6. SEPARADORES HORIZONTALES
En estos equipos, la fase pesada decanta perpendicularmente a la dirección
horizontal de flujo de la fase liviana, permitiendo que la fase liviana continua pueda
viajar a una velocidad superior a la velocidad de decantación de la fase pesada
discontinua (hasta un cierto límite). Entre las ventajas y desventajas de este tipo de
separadores están:
4.6.1. VENTAJAS
Normalmente empleados cuando la relación gas ó vapor-líquido es baja.
Requieren de poco espacio vertical para su instalación.
Requerimientos económicos menores que para un tambor vertical equivalente.
Requieren menor diámetro, que un tambor vertical, para una capacidad dada de
gas.
Manejan grandes cantidades de líquido, fuertes variaciones en la entrada de
líquido, o separación líquido-líquido, optimizando el volumen de operación
requerido.

47
Los volúmenes de retención facilitan la desgasificación de líquido y el manejo
de espuma, si se forma.
4.6.2. DESVENTAJAS
Variaciones de nivel de la fase pesada afectan la separación de la fase liviana.
Ocupan mucho espacio horizontal.
Difícil remoción de sólidos acumulados (Necesidad de inclinar el recipiente o
añadir internos como tuberías de lavado)
Figura 20. Separador Horizontal
Fuente: Acero de los Andes S.A.
Elaborado por: Tomás Freire C.

48
Figura 21. Dimensiones típicas en un separador con espacio para venteo
Fuente: Acero de los Andes S.A.
Elaborado por: Tomás Freire C.
Entre los separadores horizontales mas utilizados tenemos:
4.6.3. SEPARADORES DE PRODUCCIÓN
También conocidos como Tambores Free Water Knockout FWKO; utilizado si
se requiere de un separación vapor-líquido eficiente, especialmente cuando el gas fluye
hacia un compresor. Además la separación del aceite o petróleo de la fase acuosa
(Separador líquido-líquido-gas), debe ser razonablemente buena para evitar sobrecargar
los equipos aguas abajo de tratamiento de agua. Muy a menudo, se requiere de
inyección de químicos desmulsificantes e inhibidores de espuma.
4.6.4. TAMBORES DE ALIVIO
Se emplean cuando es necesaria una separación gas-líquido razonablemente
buena, para así evitar arrastre de gotas de material hidrocarburo que arderían en el
mechero, ya que dichas gotas producirían una excesiva radiación en el mechero, además

49
que podrían caer gotas de material ardiendo desde el mechero, generando posibles
emergencias.
4.6.5. SEPARADOR CENTRÍFUGO
Ofrecen un espacio eficiente, pero son muy sensibles a la tasa de flujo y
requieren una mayor caída de presión que la configuración estándar de un separador.
4.6.6. SEPARADOR DE FILTRO
Los separadores de filtro usan el principio de aglomeración de gotas de líquido
en un medio filtrante seguido por un elemento eliminador de niebla.
La aglomeración más común y eficiente está compuesta de un medio filtrante
tubular de fibra de vidrio, el cual es capaz de retener partículas de líquido hasta tamaños
de submicrones. El gas fluye dentro de la parte superior del empaque del filtro, pasa a
través de los elementos y luego viaja hacia afuera por medio de los tubos. Las partículas
pequeñas secas (si las hay, por arrastres de sólidos ó productos de corrosión), son
retenidas en los elementos filtrantes y el líquido se aglutina para formar gotas más
grandes.
La eficiencia de un separador de filtro depende en gran medida del diseño
apropiado del empaque del filtro y que este produzca una caída de presión mínima,
mientras retiene una eficiencia de extracción.

50
Figura 22. Filtros Coalescedores
Fuente: AMISTCO
Elaborado por: Tomás Freire C.
Los separadores tipo filtro son utilizados en aplicaciones de alto flujo de gas /
bajo flujo de líquido y pueden tener ambas configuraciones horizontal o vertical. Son
utilizados comúnmente a la entrada de los compresores en las estaciones compresoras,
como un despojador final aguas arriba de la torre contractora de glicol y en aplicaciones
de gas de instrumentación / combustible.
Al referirse a la ubicación relativa que ocupa el separador con respecto a los
otros equipos, también aparece otra clasificación:
4.6.7. SEPARADOR DE ENTRADA
Llamado así cuando está ubicado a la entrada de la planta, para recibir los
fluidos en su condición original, cruda; obviamente en este caso habrá que esperar la
posibilidad de recibir impurezas de cualquier tipo.

51
Figura 23. Separador de Filtro
Fuente: Manual de procesos MDP, PDVSA
Elaborado por: Tomás Freire C.
4.6.8. SEPARADORES EN SERIE
Los que están colocados uno después del otro o, en paralelo, uno al lado del
otro. En el primer caso la depuración se realiza de manera progresiva y, en el segundo,
las dos unidades hacen el mismo trabajo.
Cuando la actividad por desarrollar tiende a la especialidad, los nombres que
toman las unidades de separación son muy específicos.
4.6.9. TANQUES DE VENTEO
También conocidos como Flash tanks7. Son recipientes utilizados para separar el
gas que se produce cuando se expande un líquido. En el campo de la ingeniería petrolera
se conoce como flash al cambio súbito que sufre un fluido cuando la presión desciende
violentamente. Así, al tumbar la presión del fluido se producirá una separación de
fases, que le dará origen al gas y al petróleo. Y, en correspondencia con la acción que se
7 Separador instantáneo de baja presión y temperatura.

52
realiza, el término Flash Tank se le asigna al separador donde se lleva a cabo la
expansión del fluido.
4.6.10. TRAMPAS O KNOCKOUT DRUMS
Son recipientes diseñados para separar corrientes con una alta relación gas-
líquido. El líquido se encuentra en el gas en forma de neblina. Estas unidades por lo
general tienen poca capacidad para la retención de líquidos.
4.6.11. SEPARADOR DE BACHES
Conocidos por su nombre en Inglés, Slug Catcher. Es un recipiente diseñado para
atrapar grandes cantidades de líquido que ocasionalmente llegan en la corriente de gas.
4.7. FUNCIONAMIENTO DE LOS SEPARADORES
El cambio de las condiciones de presión y temperatura de los fluidos provenientes
del pozo, también cambiará la cantidad de gas y/o de líquido que se separa de la
corriente. La cantidad de líquido que permanece en el fondo del recipiente será tanto
mayor cuando más alta sea la presión y más baja la temperatura.
De la misma manera, para cada patrón de Presión y Temperatura, será diferente la
composición del gas y del líquido que se separan en la unidad. Desde el punto de vista
práctico estas composiciones se pueden calcular teóricamente. La actividad se conoce
como separación instantánea o Flash Calculations8.
Actualmente se cuenta en la industria petrolera con simuladores que ayudan a
efectuar este tipo de cálculos para obtener la cantidad de líquido y la composición
resultante de los cálculos. No obstante, se debe mantener siempre alerta para interpretar
la veracidad de la respuesta que eventualmente arroje un determinado simulador, porque
es muy común que la persona se equivoque al introducir la información y, por lo tanto,
sean erróneos los resultados.
8 Cálculos empleados para el diseño de baterías de separación por etapas.
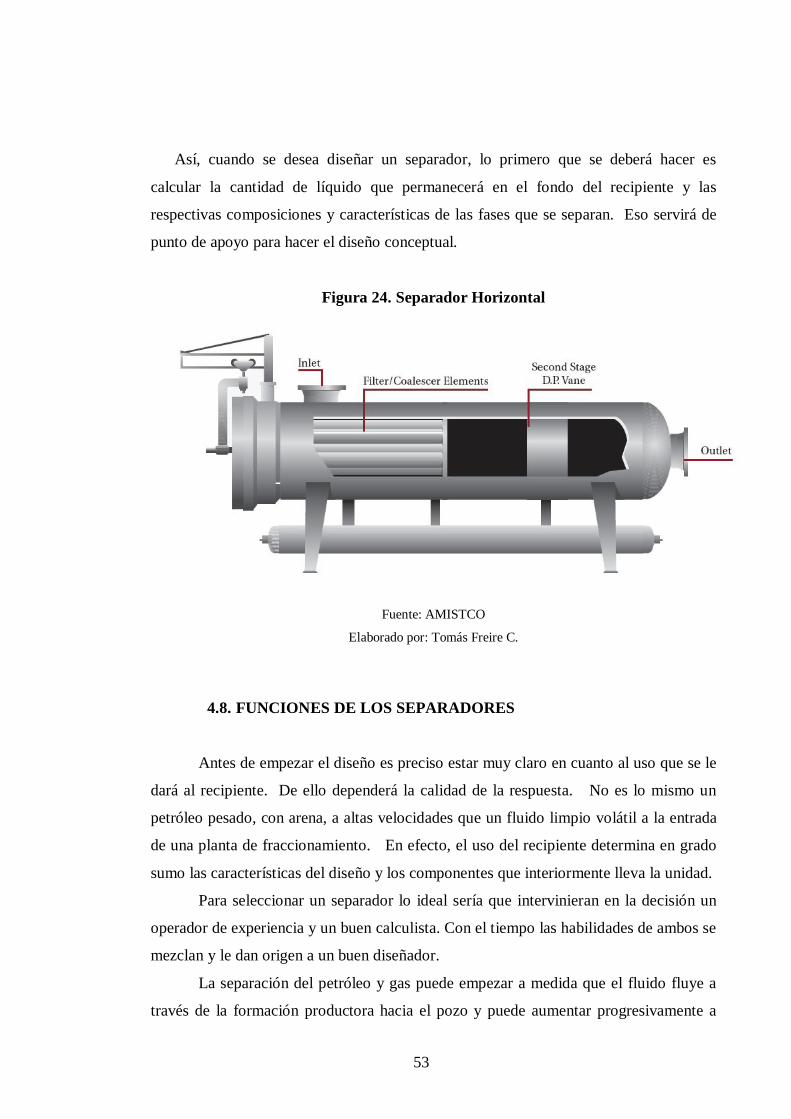
53
Así, cuando se desea diseñar un separador, lo primero que se deberá hacer es
calcular la cantidad de líquido que permanecerá en el fondo del recipiente y las
respectivas composiciones y características de las fases que se separan. Eso servirá de
punto de apoyo para hacer el diseño conceptual.
Figura 24. Separador Horizontal
Fuente: AMISTCO
Elaborado por: Tomás Freire C.
4.8. FUNCIONES DE LOS SEPARADORES
Antes de empezar el diseño es preciso estar muy claro en cuanto al uso que se le
dará al recipiente. De ello dependerá la calidad de la respuesta. No es lo mismo un
petróleo pesado, con arena, a altas velocidades que un fluido limpio volátil a la entrada
de una planta de fraccionamiento. En efecto, el uso del recipiente determina en grado
sumo las características del diseño y los componentes que interiormente lleva la unidad.
Para seleccionar un separador lo ideal sería que intervinieran en la decisión un
operador de experiencia y un buen calculista. Con el tiempo las habilidades de ambos se
mezclan y le dan origen a un buen diseñador.
La separación del petróleo y gas puede empezar a medida que el fluido fluye a
través de la formación productora hacia el pozo y puede aumentar progresivamente a

54
través de la tubería, líneas de flujo, y equipo de manejo de superficie. Bajo ciertas
condiciones, el fluido puede ser completamente separado en líquido y gas antes de
alcanzar el separador. En tal caso, el equipo de separación permite una ampliación para
permitir que el gas ascienda a un drenaje y el líquido descienda a otro.
4.8.1. REMOCIÓN DEL PETRÓLEO DEL GAS
La diferencia de densidad de los hidrocarburos líquidos y gaseosos puede
conseguir una separación aceptable en un separador. Sin embargo, en algunos casos, es
necesario usar dispositivos mecánicos, comúnmente referidos como extractores de
niebla para remover la niebla líquida del gas antes de ser descargado del separador.
Además, puede ser necesario usar algunos medios para remover gas que no está en
solución con el petróleo antes de que el petróleo sea descargado del separador hacia la
línea respectiva.
4.8.2. REMOCIÓN DEL GAS DEL PETRÓLEO
Las características físicas y químicas del petróleo y sus condiciones de presión y
temperatura determinan la cantidad de gas que contendrá la solución. El ritmo al que el
gas es liberado de un tipo de petróleo determinado es función del cambio en la presión y
la temperatura. El volumen del gas que un separador es capaz de extraer del crudo
depende principalmente de:
Características físicas y químicas del crudo,
Presión de operación,
Temperatura de operación
Tasa de ingreso de los fluidos al separador
Tamaño y configuración de separador, y otros factores.
La tasa de admisión, y profundidad del líquido en el separador determinan el tiempo
de retención del petróleo. El tiempo de retención de 1 a 3 minutos es generalmente
adecuado para obtener una separación satisfactoria del crudo y el gas, a menos que se
esté manejando petróleo espumoso Foaming Oil. Cuando el petróleo espumoso está
siendo separado, el tiempo de retención debería ser aumentado a 5 a 20 minutos,
55
dependiendo de la estabilidad de la espuma y el diseño del separador. Los avances en
los sistemas, procedimientos de campo y en los procesos de producción, como la
transferencia de custodia automática, enfatizan la necesidad de la remoción completa
del gas que no está en solución con el petróleo. La agitación, el calor, bafles9, paquetes
coalescentes, y materiales de filtración pueden ayudar en la remoción de los gases que
no están en la solución que de otro modo pueden quedar retenidos en el petróleo debido
a su viscosidad y tensión superficial.
4.8.3. SEPARACIÓN DEL AGUA DEL PETRÓLEO
En algunos casos es preferible en el proceso de separación remover el agua del
fluido proveniente del pozo antes de que fluya por líneas que presenten reducciones de
presión, como la causada por chokes10 y válvulas. Dicha remoción de agua puede
prevenir dificultades que podrían ser causa aguas debajo de problemas como corrosión,
formación de hidratos, y la formación de una emulsión estable que puede ser difícil de
separar.
El agua puede de ser separada del petróleo en un separador de tres fases usando
químicos y separación por gravedad. Si el separador de tres fases no es lo
suficientemente grande para separar el agua adecuadamente, puede ser separada en un
separador Free Water Knockout. Si el agua está emulsificada, puede ser necesario usar
un agente tratador de emulsiones para removerla.
4.8.4. FUNCIONES SECUNDARIAS DEL SEPARADOR
4.8.4.1. MANTENER LA PRESIÓN ÓPTIMA EN EL SEPARADOR
Para que un separador cumpla con sus funciones primarias, la presión debe ser
mantenida al interior del separador de modo que el líquido y el gas puedan ser
descargados en sus respectivos sistemas de procesamiento. La presión es mantenida en
el separador mediante el uso de una válvula de contrapresión de gas en cada tambor
separador o con una válvula de contrapresión maestra que controle la presión en una
9 Platinas o platos deflectores. 10Accesorio para tubería cuyo objeto es estrangular o restringir el flujo.

56
batería de uno o más separadores. En la figura 25 se presentan arreglos típicos de
válvulas utilizados para mantener la presión dentro del separador.
La presión óptima que se debe mantener en un separador es la presión que
resultará en el más alto rendimiento económico de venta de los hidrocarburos líquidos y
gaseosos. Esta presión óptima puede ser calculada teóricamente o determinada por
pruebas de campo. Figura 25. Válvulas típicas para mantener la presión
Fuente: Vernon Smith
Elaborado por: Tomás Freire C.
4.8.4.2. MANTENER EL SELLADO DEL LÍQUIDO EN EL
SEPARADOR
Para mantener la presión en un separador, se debe efectuar un sellado de líquido en la
porción inferior del tanque. Este sellado de los líquidos previene la pérdida de gas con el
petróleo y requiere el uso de un controlador de nivel de líquido.
4.9. FLUIDOS DEL POZO Y SUS CARACTERÍSTICAS
A continuación se presenta y caracterizan algunos de los fluidos manejados por
un separador de gas y petróleo:
57
4.9.1. PETRÓLEO CRUDO
Es una mezcla compleja de hidrocarburos producidos de forma líquida. La
gravedad API del crudo puede variar de 6° a 50° API y la viscosidad desde 5.0 a 90000
cP en condiciones de operación promedia. El color varía en tonos como verde, amarillo,
café y negro.
4.9.2. CONDENSADO
Este es un hidrocarburo que puede existir en la formación productora tanto en
estado líquido así como formando un vapor condensado. La licuefacción11 de los
líquidos gaseosos del condensado usualmente ocurre con una reducción de la
temperatura del fluido del pozo a condiciones de operación de la superficie. Las
gravedades de los líquidos condensados pueden variar de 50° a 120° API y las
viscosidades de 2 a 6 cP en condiciones estándar. El color puede ser transparente,
amarillo claro o azul claro.
4.9.3. GAS NATURAL
Un gas puede ser definido como una sustancia que no tiene forma ni volumen
por si sola. Puede llenar completamente un contenedor en el cual es colocado tomando
su forma. Los hidrocarburos asociados con el crudo pueden ser referidos como gas
natural y se pueden encontrar como gas libre o como gas en solución. La gravedad
específica de un gas natural puede variar desde 0.50 a 0.90 y la viscosidad de 0.011 a
0.024 cP en condiciones estándar.
4.9.4. GAS LIBRE
El gas libre es un hidrocarburo que existe en fase gaseosa a presión y
temperatura operativas. El gas libre se puede referir a cualquier presión que no este en
solución o mecánicamente contenido en el hidrocarburo líquido.
11Cambio de estado de gaseoso al líquido por efecto de presión y temperatura.

58
4.9.5. SOLUCIÓN DE GAS
Está homogéneamente contenida en el petróleo a una presión y temperatura
dada. Una reducción en la presión y/o un aumento en la temperatura pueden causar que
el gas sea emitido del petróleo, asumiendo las características de un gas libre. Este punto
se lo conoce como el punto de presión de burbuja, sirve para determinar las condiciones
de presión y temperatura operativas mínimas para evitar la formación de burbujas de
gas que puedan producir daños en la infraestructura.
4.9.6. VAPORES CONDENSABLES
Estos hidrocarburos existen como vapor a cierta presión y temperatura y como
líquidos a otra presión y temperatura. En la fase de vapor, asumen las características
generales del gas. En la fase del vapor los vapores condensables pueden variar en
gravedad especifica de 0.55 a 4.91 (aire = 1.0) y una viscosidad de 0.006 a 0.011 cP en
condiciones estándar.
4.9.7. AGUA ASOCIADA
El agua producida con el crudo y el gas natural puede estar en forma de líquido o
de vapor. El agua en fase líquida puede estar libre o en emulsión. El agua libre alcanza
la superficie separada de los hidrocarburos líquidos. El agua en emulsión está dispersa
como gotas en el hidrocarburo líquido.
4.9.8. IMPUREZAS Y MATERIALES EXTRAÑOS
Los fluidos producidos por el pozo pueden contener impurezas gaseosas como
nitrógeno, dióxido de carbono, sulfito de hidrogeno, y otros gases que no son
hidrocarburos. Los fluidos del pozo pueden contener impurezas líquidas o semilíquidas,
como agua y parafina. También pueden contener impurezas sólidas, como lodo de
perforación, arena, sílice, y sal.

59
4.10. VÓRTICES
De manera sencilla se puede decir que un vórtice es un remolino, en el que los
fluidos adquieren un movimiento rotacional comparable con un embudo, afecta
significativamente en el diseño de equipos de separación.
Cuando aparece un remolino dentro de la unidad de separación, en el centro del
cuerpo líquido se forma un embudo que nuevamente impulsa el gas liberado a salir por
el fondo del separador. Si esto sucede se pierde el objetivo del diseño y la mezcla que se
desea separar continua con una cantidad de gas considerable.
Con el fin de ilustrar el vórtice se describen los siguientes aspectos:
Cuerpo del vórtice
La superficie superior del remolino
El alma del vórtice (embudo)
El orificio de salida en la parte inferior
En la figura 26, la superficie del remolino es la parte superior del fenómeno en el
cual los cuerpos pueden girar alrededor del centro del remolino. Existen dos secciones
divididas por el radio de vorticismo. La zona más alejada del alma del vértice, en la cual
los cuerpos giran en forma permanente alrededor del centro, sin entrar en el orificio de
descarga. Si una partícula cae en la zona activa del vórtice caerá inmediatamente hacia
el fondo del mismo.
Figura 26.Partes de un Vórtice
Fuente: Marcías J. Martínez
Elaborado por: Tomás Freire C.

60
Cuando se forma un vórtice dentro del separador el embudo constituye un centro
de atracción del aire o del gas, el cual se descarga por el fondo. En este caso el
diámetro del vórtice tiende a ser del mismo tamaño que el orificio de salida. De allí
la razón por la cual los fabricantes de separadores se resisten a colocar diámetros
grandes en los orificios de descarga.
La principal forma de minimizar los efectos de los vórtices es evitando su
formación. Si al diseñar los recipientes se colocan rompe vértices, es factible evitar
el impacto que producen dichos remolinos.
Figura 27. Vórtices en un Separador
Fuente: Marcías J. Martínez
Elaborado por: Tomás Freire C.
4.11. PROBLEMAS OPERACIONALES
4.11.1. FORMACIÓN DE ESPUMA
La tendencia a formar espuma de una mezcla gas-líquido o gas-líquido-líquido
afectará severamente el desempeño del separador. Generalmente, si se sabe que la
espuma es un problema antes de instalar el recipiente, pueden incorporarse deflectores
de espuma como el método más económico de eliminar el problema. Sin embargo en
algunos casos puede ser necesario resolver un problema en particular, usando soluciones
más efectivas como agregar longitud extra al recipiente o usar aditivos químicos.
Cualquier información que pueda obtenerse sobre la dispersión de espuma por análisis
de laboratorio, antes del diseño del separador es de mucha ayuda. Un caso específico de
esta situación son los separadores de producción (gas-petróleo o gas-petróleo-agua).
61
4.11.2. FLUJO DE AVANCE
Algunas líneas de flujo bifásico muestran la tendencia a un tipo de flujo
inestable, de oleaje, que se denomina flujo de avance. Obviamente la presencia del flujo
avance requiere incluir placas rompe olas en el separador.
4.11.3. MATERIALES PEGAJOSOS
Alimentaciones con materiales pegajosos, como es el caso de crudos parafínicos,
pueden presentar problemas operativos, debido a la incrustación de los elementos
internos.
4.11.4. PRESENCIA Y ACUMULACIÓN DE SÓLIDOS
Cuando se conoce que durante la operación se tendrá arrastre de sólidos, deberán
tomarse las precauciones correspondientes: tuberías de lavado (si aplica), boquillas de
limpieza por inyección de líquidos, boquillas de remoción de sólidos, inclinación de
recipientes horizontales, etc. Para separadores de producción, considerables cantidades
de arena pueden ser producidas con el crudo. En los separadores en servicio de petróleo
arenoso deben proveerse aberturas para la limpieza.

CAPÍTULO V

65
CAPÍTULO V
5. FREE WATER KNOCKOUT
Estos separadores comúnmente llamados eliminadores de agua libre, además de
separar las fases líquida y gaseosa, separan el líquido en crudo y agua no emulsionada
en el petróleo crudo. La separación de las fases líquidas tiene lugar por diferencia de
densidades. Para esto, se proporciona al líquido suficiente tiempo de residencia y se
deposita en un espacio donde no exista turbulencia.
Además de las secciones y dispositivos con que cuentan los separadores de líquido y
gas, el separador de tres fases tiene las siguientes características y accesorios especiales:
Una capacidad de líquidos suficiente para proporcionar el tiempo de retención
necesario para que se separe el crudo y el agua no emulsionada
Un sistema de control para la interface agua-petróleo
Dispositivos de descarga independientes para el crudo y el agua.
Si el petróleo crudo y el agua están mezclados con un cierto grado de intensidad que
permita su separación por efecto de la gravedad, entonces aparece en la parte inferior
del recipiente una capa relativamente limpia, cuyo crecimiento después de un periodo
de tiempo de 3 a 20 minutos es despreciable. La fracción de agua obtenida, es llamada
agua libre y el separarla antes del petróleo y de la emulsión remanente, trae beneficios
como son:
Requerimientos mínimos de calor de tratamiento,
Menor número de etapas en el proceso de deshidratación, y
Disminución de costos de operación.
Existen varias configuraciones para separadores trifásicos, a continuación se describen
las más utilizadas:
5.1 SEPARADORES HORIZONTALES CON BOTA DECANTADORA
Se usan cuando la cantidad de fase líquida pesada a contener por el separador es
bastante pequeña (muy poco tiempo de residencia y/o muy bajos flujos de fase líquida

66
pesada). En este tipo de separadores, el criterio primordial de diseño es que la fase
líquida liviana esté libre de gotas de líquido pesado.
Cuando se inicia el diseño de un separador gas-líquido-líquido, son los primeros a
tratar de diseñar, ya que ahorran costos al no poner en el cilindro principal el volumen
del líquido pesado, ahorrando diámetro y longitud, en el cuerpo principal del recipiente,
teniendo un costo extra por tener la bota decantadora, pero este costo es menor que si se
tuviera la fase líquida pesada dentro del cuerpo principal del separador.
En estos equipos, existe un control de nivel gas-líquido en el cuerpo principal, y un
control de nivel de interface líquido-líquido en la bota decantadora. Debe recordarse que
el control de nivel de interface es más difícil y, a veces, menos confiable que el control
de nivel gas-líquido.
El volumen de operación y de emergencia para la fase líquida liviana está contenido
en el cuerpo principal del separador. El volumen de operación (en estos casos, casi
nunca se tiene volumen de emergencia), para el líquido pesado, lo contiene la bota
decantadora.

67
5.2 TAMBORES HORIZONTALES CON LAS DOS FASES LÍQUIDAS
DENTRO DEL CUERPO CILÍNDRICO
Cuando el volumen de fase líquida pesada a retener es tal que no puede tenerse en
una bota decantadora, ya que ésta sería más grande que lo que las buenas prácticas de
Fuen
te: A
cero
de
los A
ndes
S.A
.
Elab
orad
o po
r: To
más
Fre
ire C
.
Figu
ra 2
8. S
epar
ador
es H
oriz
onta
les c
on B
ota
Dec
anta
dora

68
construcción mecánica permitirían, la siguiente alternativa a escoger es un separador
con las dos fases líquidas dentro del cuerpo cilíndrico. Esta alternativa es más costosa
que la anterior, ya que el tener la fase líquida pesada también dentro del cuerpo,
aumenta el diámetro del recipiente, haciéndolo más pesado y más costoso.
En este tipo de separadores, el criterio primordial de diseño es que la fase líquida
liviana esté libre de gotas de líquido pesado.
En estos equipos, se tiene control de nivel gas-líquido y control de interface líquido-
líquido, dentro del mismo cuerpo cilíndrico, lo cual hace más complicada la operación
del equipo y su relación con los procesos aguas abajo. Obviamente, el volumen de
operación y de emergencia para la fase líquida liviana y el volumen de operación en
estos casos, casi nunca se tiene volumen de emergencia, para el líquido pesado está
contenido en el cuerpo principal del separador.
5.3 TAMBORES HORIZONTALES CON COMPARTIMIENTOS
SEPARADOS
En los casos cuando la fase líquida pesada es la más importante, es decir, la que
controla el procesamiento aguas abajo, como serían los despojadores de aguas agrias o
los de aminas, el tiempo de residencia de operación y tiempo de respuesta de operador a
emergencias en la operación, y el flujo del líquido pesado son mucho mayores que los
correspondientes de la fase líquida pesada.

69
.
En este tipo de separadores, el criterio primordial de diseño es que la fase líquida
pesada esté libre de gotas de líquido liviano.
Fuen
te: A
cero
de
los A
ndes
S.A
Elab
orad
o po
r: To
más
Fre
ire C
.
Figu
ra 2
9. S
epar
ador
es H
oriz
onta
les c
on la
s dos
fase
s líq
uida
s den
tro
del c
uerp
o ci
líndr
ico

70
Estos equipos, también llamados separadores de balde, y de vertedero, tienen fijo el
nivel de líquido con respecto a la fase vapor/gas, debido al rebosadero de fase liviana
hacia el compartimiento de fase líquida liviana (balde de líquido liviano), el cual fija
dicha altura.
5.4 DESCRIPCIÓN DE LOS INTERNOS DEL SEPARADOR
Los internos de un separador horizontal trifásico prestan una gran variedad de
funciones, todas con el objetivo de mejorar la separación de las fases y garantizar una
operación confiable y segura de los demás equipos de la planta.
5.4.1 FUNCIONES DE LOS INTERNOS
Separación primaria de las fases: Reducción del momentum de las fases o
cambio en la dirección del flujo de las mismas; deflectores, distribuidores de
entrada.
Reducción en oleaje o salpicaduras: evita o reduce el “re–arrastre” de gotas de
líquido por la corriente de vapor o reduce la turbulencia en separaciones líquido-
líquido; planchas rompe olas.
Coalescencia de gotas muy pequeñas: Para separaciones vapor-líquido, los
eliminadores de niebla mallas de alambre, laberinto de aletas, etc. Para
separación líquido-líquido, los platos o esponjas coalescedoras
Reducción del arrastre de burbujas de vapor/gas en la salida de líquido:
rompe vórtices.
Reducción mecánica de formación de espuma: placas rompe espuma.
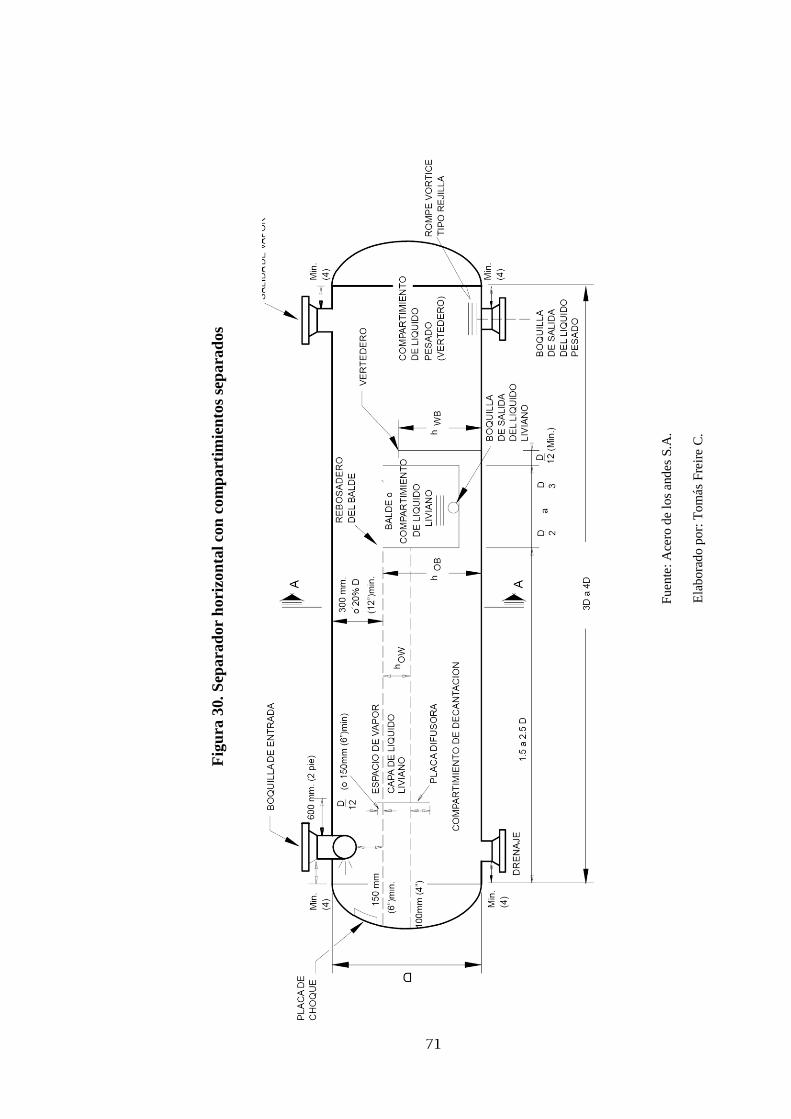
71
Fuen
te: A
cero
de
los a
ndes
S.A
.
Elab
orad
o po
r: To
más
Fre
ire C
.
Figu
ra 3
0. S
epar
ador
hor
izon
tal c
on c
ompa
rtim
ient
os se
para
dos

72
Limpieza interna de recipientes: Cuando se espera una deposición continúa de
sólidos que no pueden ser fácilmente removibles (tuberías internas Sand Jet).
Reducción del tiempo de decantación: en el caso de separaciones de tres fases,
se busca reducir el tiempo en que una gota de la fase pesada discontinua alcance
la interface pesada-liviana (placas de decantación).
5.4.2 DEFLECTORES
Estos aditamentos internos adosados a la boquilla de entrada, se emplean para
producir un cambio de cantidad de movimiento o de dirección de flujo de la corriente de
entrada, y así producir la primera separación mecánica de las fases, además de generar
en el caso de los distribuidores, un patrón de flujo dentro del recipiente que facilite la
separación final de las fases, reduciendo posiblemente el tamaño de la boquilla de
entrada y, en cierta medida, las dimensiones del equipo mismo.
Los deflectores tienen una gran variedad de formas; pueden ser de placa, ángulo,
cono, codo de 90°, o semiesfera. El diseño y forma del deflector depende
principalmente del soporte requerido para resistir la carga de impacto a la cual es
sometido. Estas fuerzas de impacto pueden llegar a desprender el elemento y ocasionar
serios problemas de arrastre.
5.4.3 DISTRIBUIDORES DE ENTRADA
Los distribuidores son aditamentos de tubería internamente colocados
perpendicularmente a la boquilla de entrada, los cuales tienen ranuras u orificios, por los
cuales salen las dos fases a una baja velocidad. Estos dispositivos, además, ayudan a
una distribución regular de las fases en el área disponible de flujo, que favorece la
separación de las mismas.

73
Figura 31. Tipos de Deflectores
Fuente: Manual de Procesos, PDVSA
Elaborado por: Tomás Freire C.
5.4.4 CICLONES
Los ciclones funcionan de forma que la separación mecánica se efectúa por la fuerza
centrífuga que actúa sobre las partículas al provocar el movimiento giratorio sobre la
corriente de alimentación. Para lograr este efecto se coloca una chimenea ciclónica
cerca de la boquilla de alimentación. Esta chimenea produce una alta velocidad y una
gran caída de presión.

74
Figura 32.Tipos de distribuidores
Fuente: AMISTCO
Elaborado por: Tomás Freire C.
5.4.5 EXTRACTOR DE NIEBLA
Los extractores de niebla son aditamentos para eliminar pequeñas gotas de líquido
que no pueden ser separadas por la simple acción de la gravedad en separadores
trifásicos entre los sistemas más comunes tenemos:
5.4.5.1 EXTRACTOR DE NIEBLA TIPO MALLA
Descrito en general como Demister o malla de alambre, consiste en un filtro
trenzado de alambre, normalmente de acero inoxidable empacado en forma de esponja
cilíndrica, con un espesor entre 3 y 7 pulgadas y densidad entre 10 y 12 lb/pie3.
Este elemento retiene las partículas líquidas hasta que adquieren un tamaño
suficientemente grande como para que el peso supere tanto la tensión superficial como

75
la acción de arrastre producida por el gas. Posee una de las más altas eficiencias de
remoción y es preferido debido a su bajo costo de instalación.
Figura 33. Extractor de Niebla tipo Malla
Fuente: Acero de los Andes S.A
Elaborado por: Tomás Freire C.
.
Estos extractores tienen la ventaja de que producen una baja caída de presión, y son
altamente efectivos si la velocidad del vapor puede mantenerse dentro de un rango
apropiado. La desventaja principal respecto a los otros tipos de extractores radica en el
hecho de que el gas es forzado a pasar a través de éstos por los mismos canales por los
que el líquido es drenado bajo la influencia de la gravedad, es decir, en el área libre del
extractor existe flujo en dos sentidos. Si no son especificados apropiadamente, puede
suceder que:
El líquido no pueda abandonar el elemento y se acumule en el extractor.
El flujo de gas sea restringido como consecuencia de esta acumulación
La caída de presión llegue a tal valor que el líquido sea expulsado aguas abajo
del separador, ocasionando arrastre.
La desventaja con respecto a otros extractores de niebla, es que si hay sólidos
pegajosos en la corriente de gas ó es un servicio sucio, el sistema es más propenso a
obstruirse.

76
5.4.5.2 EXTRACTOR DE NIEBLA TIPO PLACAS
Los extractores tipo aleta consisten en un laberinto formado por láminas de
metal colocadas paralelamente, con una series de depósitos recolectores de líquido. El
gas es conducido entre las placas, sometido a sucesivos cambios de dirección, mientras
que las partículas líquidas tienden a seguir en línea recta y son atrapadas en los
depósitos del extractor. Una vez allí, coalescen y son conducidas en dirección
perpendicular al flujo de gas hasta el fondo del recipiente. Una característica de este
elemento es que el líquido recolectado no es drenado en contracorriente al flujo de gas;
en consecuencia la eficiencia de separación con respecto al eliminador tipo malla
aumenta considerablemente.
Las ventajas de este eliminador son su alta eficiencia y durabilidad.
Adicionalmente, debido a que se construyen en forma compacta no son propensos a
desarmarse.
Las desventajas son su susceptibilidad a taponarse cuando manejan crudos con
alto contenido de parafinas y asfaltenos, además su alto costo en relación a los otros
tipos de extractores.

77
Figura 34. Extractores de Niebla tipo Placas
Fuentes: AMISTCO, Surface Productions Operations Vol. 1, NEXT
Elaborado por: Tomás Freire C.

78
5.4.5.3 EXTRACTOR DE NIEBLA TIPO CICLÓN
Estos dispositivos producen la separación debido a un cambio en la cantidad
angular de movimiento de la corriente bifásica. Estos elementos tienen forma de ciclón,
es decir, un cilindro hueco con aberturas que permiten la entrada de la corriente en
forma tangencial. El gas gira en torno al eje del cilindro y abandona la parte superior,
mientras que las partículas líquidas por efecto de la diferencia de densidades salen
desprendidas de la corriente y la fuerza centrífuga aplicada sobre ellas debido a la
rotación, golpeando las paredes del elemento y goteando por la parte inferior. Su
principal uso se limita a corrientes formadas básicamente por gas o cuando la diferencia
de densidad relativa entre las fases es pequeña. Un aspecto importante respecto a estos
eliminadores es que la eficiencia de separación depende mucho de la velocidad del gas y
por lo tanto del caudal manejado.
Cuando el caudal cae por debajo de los valores recomendados por el fabricante,
la eficiencia de separación disminuye drásticamente, por esta razón no son
recomendados cuando el flujo de alimentación es variable, como por ejemplo en los
separadores de estaciones de flujo. Por otra parte, cuando la velocidad es muy alta se
produce abrasión y desgaste excesivo, obligando al cambio frecuente del mismo y
generando caídas de presión de hasta 140 pulgadas de agua.
5.4.6 PLACA ROMPE-VÓRTICES
Están adosados internamente a las boquillas de líquido, y su función es evitar el
arrastre de burbujas de vapor/gas en la corriente líquida que deja el tambor.
Cuando un líquido es drenado de un recipiente, se pueden producir condiciones que
originen la formación de un remolino. Este efecto en separadores ocasiona el escape de
la fase gaseosa por la boquilla de desalojo de líquido, lo cual es indeseable sobre todo
desde el punto de vista de seguridad. Para solventar este problema es usual dotar a los
recipientes de elementos que obstruyan o dificulten la formación de remolinos.

79
Figura 35. Extractor de Niebla tipo Ciclón
Fuente: Separation of Multiphase, Multicomponent Systems
Elaborado por: Tomás Freire C.
Figura 36. Placas Rompe-Vórtice
Fuente: Manual de Procesos, PDVSA
Elaborado por: Tomás Freire C.

80
5.4.7 PLACAS ROMPE-ESPUMAS
Consiste en una serie de placas paralelas longitudinales que re direccionan el flujo,
colocadas en la zona de retención de líquidos de los separadores horizontales. Estas
placas evitan que las burbujas de gas que ascienden a través del líquido colapsen y
produzcan la agitación necesaria para formar la espuma, que puede desestabilizarse a la
entrada del separador con la adición de químicos.
5.4.8 ROMPE-OLAS
Cuando se tienen separadores horizontales muy largos, se debe evitar la propagación
de las ondulaciones y los cambios de nivel en dirección longitudinal que son producidos
por la entrada súbita de tapones de líquido dentro del separador. Para eliminar dichas
ondulaciones es usual colocar placas en sentido transversal al separador, conocidas
como rompe-olas. Dichas placas son de gran utilidad para las labores de control de
nivel, evitando medidas erróneas producto del oleaje interno.
Figura 37. Placas Rompe-Espuma
Fuente: Manual de Procesos, PDVSA
Elaborado por: Tomás Freire C.

81
Figura 38. Placas Rompe-Olas
Fuente: Manual de Procesos, PDVSA
Elaborado por: Tomás Freire C.
5.4.9 TUBERÍAS INTERNAS
Cuando se manejan crudos y productos sucios, es recomendable adecuar tanto el
separador horizontal como el vertical, con un sistema interno de tuberías que permitan
la inyección de agua, vapor o solventes para eliminar las impurezas que se depositan en
el equipo durante su operación o para desplazar a los hidrocarburos antes de proceder a
la apertura del recipiente, por lo cual estos equipos son muy útiles cuando se efectúan
paradas por manteamiento.
El flujo del agua generalmente está diseñado para una velocidad de 20
Ft/segundo.
Figura 39. Sistema Sand Jet
Fuente: Acero de los Andes S.A.
Elaborado por: Tomás Freire C.

CAPÍTULO VI

83
CAPÍTULO VI
6 DISEÑO DEL SEPARADOR
Para el diseño adecuado de un separador gas-líquido-líquido, es necesario tomar en
cuenta los puntos siguientes:
La energía que posee el fluido al entrar al recipiente debe ser controlada.
Los flujos de las fases líquida y gaseosa deben estar comprendidos dentro de los
parámetros de presión y temperatura adecuados que permitan su separación a
través de las fuerzas gravitacionales que actúan sobre esos fluidos y se
establezca el equilibrio entre las fases líquido-gas.
La turbulencia que ocurre en la sección ocupada principalmente por el vapor
debe ser minimizada.
La acumulación de espuma y partículas contaminantes deben ser controladas.
Las fases líquidas y vapor no deben ponerse en contacto una vez separadas.
Las regiones del separador donde se puedan acumular sólidos deben, en lo
posible, estar provistos de facilidades adecuadas para su remoción.
El equipo será provisto de la instrumentación necesaria para su funcionamiento
adecuado y seguro en el marco de la planta a la que pertenece
6.1 DEFINICIONES PREVIAS
6.1.1 TEMPERATURA DE DISEÑO
La temperatura de diseño de equipos y sistemas de tuberías se define
generalmente como la temperatura correspondiente a las más severas condiciones de
temperatura y presión coincidentes, a las que va a estar sujeto el sistema. De igual
importancia en el diseño y las especificaciones mecánicas son la temperatura mínima y,
en algunos casos, otras temperaturas extremas que puedan ocurrir a vacío o a bajas
presiones de operación. Como todos estos niveles de temperatura de diseño, mínima y
de operación extrema, tienen una influencia significativa en el diseño mecánico, en la
selección del material, y en la economía de los sistemas considerados, es necesario para
los diseñadores considerar cada uno de ellos cuando se especifican las condiciones de
84
diseño. Considerando estos factores, los diseñadores de proceso deben especificar la
temperatura de diseño que representa el máximo límite de temperatura y la temperatura
crítica de exposición que representa el límite mínimo de temperatura para todos los
sistemas.
6.1.2 TEMPERATURA DE OPERACIÓN
Es la temperatura de fluido del proceso prevista para la operación normal.
6.1.3 TEMPERATURA DE OPERACIÓN MÁXIMA
Es la temperatura más alta del fluido del proceso prevista para las desviaciones
esperadas de la operación normal. Esto incluye arranque, despresurización, parada,
operaciones alternadas, requerimientos de control, flexibilidad operacional y
perturbaciones del proceso. La definición de esta temperatura debe ser considerada
individualmente, evaluando las causas que la determinan, y cualquiera que sea el caso
determinante, se debe establecer en los documentos de diseño.
6.1.4 TEMPERATURA DE OPERACIÓN MÍNIMA
Es la temperatura más baja del fluido del proceso prevista para las desviaciones
esperadas de la operación normal. Esto incluye arranque, despresurización, parada,
operaciones alternadas, requerimientos de control, flexibilidad operacional y
perturbaciones del proceso. La condición causante de la mínima temperatura de
operación debe ser establecida en los documentos de diseño.
6.1.5 TEMPERATURA CRÍTICA DE EXPOSICIÓN (TCE)
Es la mínima temperatura del metal a la cual un componente estará sujeto, para
una presión mayor al 25 por ciento de la presión de diseño. Esto normalmente ocurre en
los arranques y está basado en las condiciones mínimas del ambiente, a menos que
ocurra una temperatura de operación más baja. La TCE debe ser al menos tan baja como
la temperatura de operación mínima.
85
6.1.6 TEMPERATURA MÍNIMA DE PRUEBA HIDROSTÁTICA
Es la temperatura más baja a ser utilizada para el agua en una prueba
hidrostática. Debería ser 6 °C más que la Temperatura Crítica de Exposición para
componentes con espesores iguales o menores de 50 mm (2 pulg), y al menos 17°C más
que la TCE para componentes con espesores mayores de 50 mm (2 pulg.).
6.1.7 PRESIÓN DE DISEÑO
La presión de diseño es la máxima presión interna o externa utilizada para
determinar el espesor mínimo de tuberías y recipientes y otros equipos. Para
condiciones de vacío parcial o total, la presión externa es la máxima diferencia entre la
atmosférica y la presión en el interior del recipiente o tubería. La presión de diseño
especificada para equipos y tuberías esta normalmente basada en la presión de
operación máxima, más la diferencia de presión entre la presión máxima de operación y
la presión fijada en el sistema de alivio de presión. Esta diferencia de presión es
requerida para prevenir la apertura prematura de una válvula de alivio de seguridad o la
falla prematura de un disco de ruptura. La presión de diseño de un recipiente se
especifica normalmente en el tope del mismo.
6.1.8 PRESIÓN DE OPERACIÓN
Es la presión a la cual los equipos o tuberías están normalmente expuestos
durante la operación de los mismos.
6.1.9 PRESIÓN DE OPERACIÓN MÁXIMA
Es la máxima presión prevista en el sistema debida a desviaciones de la
operación normal. Esto incluye arranques, paradas, operaciones alternadas,
requerimientos de control, flexibilidad de operación y perturbaciones del proceso. La
máxima presión de operación debe ser al menos 5% mayor que la presión de operación.

86
6.1.10 PRESIÓN DE OPERACIÓN MÍNIMA (VACÍO)
La presión de operación mínima es la presión sub-atmosférica más baja que
puede tener el sistema, basada en las condiciones esperadas de la operación, incluyendo
arranque y parada. Los recipientes sometidos a condiciones de presión sub-atmosférica,
deben ser diseñados para vacío total.
6.1.11 PRESIÓN DE TRABAJO MÁXIMA PERMISIBLE (MAWP)
Es la máxima presión manométrica permisible en el tope de un recipiente
colocado en su posición de operación, a una temperatura establecida. Esta presión se
basa en cálculos que usan el espesor nominal, excluyendo la tolerancia por corrosión y
excluyendo el espesor requerido para satisfacer cargas diferentes a las de presión para
cada elemento de un recipiente. La MAWP no se determina normalmente para
recipientes nuevos, pero se usa en recipientes que van a ser redimensionados o en
estudios relacionados con usos alternos del equipo.
6.1.12 PRESIÓN DE PRUEBA HIDROSTÁTICA
Es la presión manométrica aplicada al equipo o tubería durante la prueba
hidrostática. La mínima presión requerida y la máxima presión permisible para la
prueba dependen del código aplicado.
6.2 CONSIDERACIONES PARA EL DISEÑO
6.2.1 DECANTACIÓN DE LAS FASES LÍQUIDAS
6.2.1.1 VELOCIDAD DE DECANTACIÓN Y DE FLOTACIÓN
El proceso de decantación o de flotación, según sea el caso, de gotas líquidas
dispersas en una fase líquida continua, puede describirse por tres mecanismos
diferentes, de acuerdo al rango de número de Reynolds de gota en el cual se esté
operando así tenemos lo siguiente:

87
Rango del N° de Reynolds Ley o mecanismo de decantación
< 2 Stokes
2 a 500 Intermedia
> 500 Newton
Sin embargo, para efectos de diseño, se ha impuesto un límite superior a la
velocidad de decantación que se pueda usar para diseñar un equipo dispuesto para
separar dos fases líquidas: dicha velocidad máxima es de 4.2 mm/seg. o 10 pulg/min;
ésta restricción tomaría en cuenta la compensación de variables no involucradas en el
cálculo, como la velocidad de coalescencia y el grado de turbulencia, en el diseño de la
sección de decantación del separador. Puede probarse que, de acuerdo a este límite
superior, todos los casos prácticos de decantación pueden describirse apropiadamente,
para diseño, usando la ley de Stokes.
Ecuación 3. Ley de Stokes (2)
Fuente: Manual de procesos MDP, PDVSA
Elaborado por: Tomás Freire C.
Donde:
En
unidades
SI
En unidades
inglesas
Vt' = Velocidad terminal de decantación. m/s pie/seg
Dp = Diámetro de la gota m pie
F1 = Factor cuyo valor depende de las
unidades usadas 1000 1
g = Aceleración de la gravedad 9.807 m/s2 32.174 pie/s2
ρP= Densidad de la fase pesada (Agua) Kg/m3 Lb/pie3
ρL= Densidad de la fase liviana (Crudo) Kg/m3 Lb/pie3
µ' = Viscosidad de la fase continua. mPa.seg Lb/pie/seg
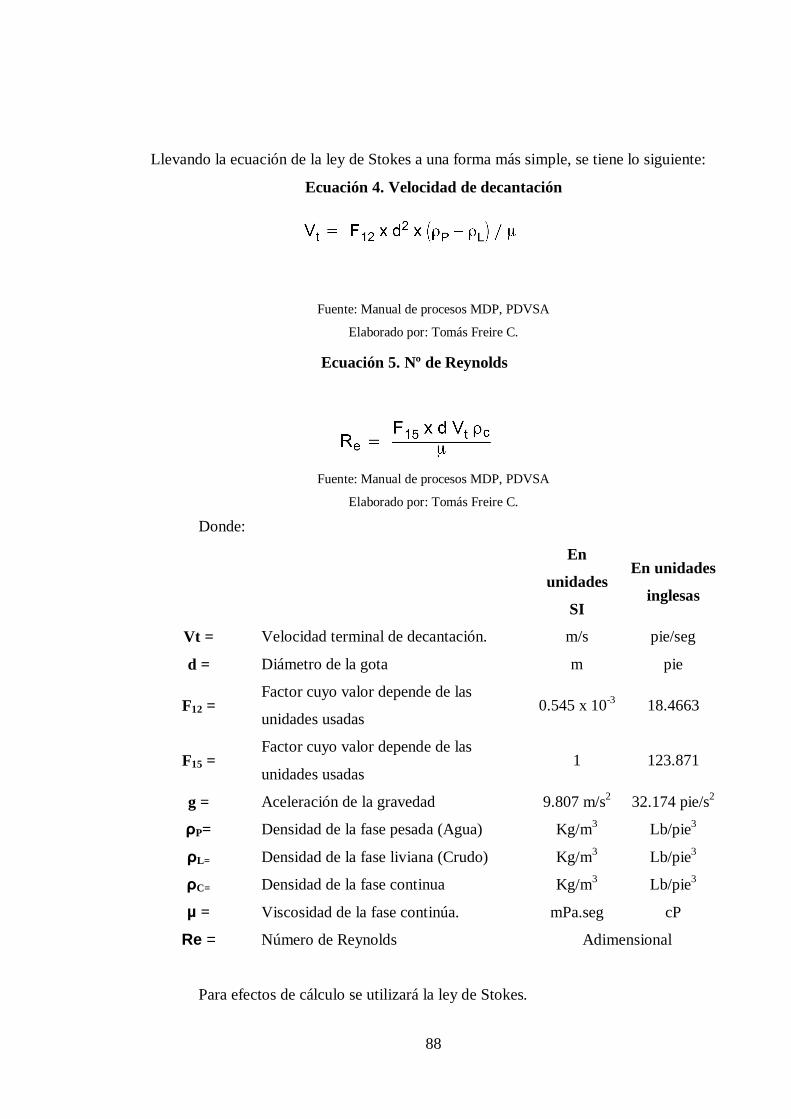
88
Llevando la ecuación de la ley de Stokes a una forma más simple, se tiene lo siguiente:
Ecuación 4. Velocidad de decantación
Fuente: Manual de procesos MDP, PDVSA
Elaborado por: Tomás Freire C.
Fuente: Manual de procesos MDP, PDVSA
Elaborado por: Tomás Freire C.
Donde:
En
unidades
SI
En unidades
inglesas
Vt = Velocidad terminal de decantación. m/s pie/seg
d = Diámetro de la gota m pie
F12 = Factor cuyo valor depende de las
unidades usadas 0.545 x 10-3 18.4663
F15 = Factor cuyo valor depende de las
unidades usadas 1 123.871
g = Aceleración de la gravedad 9.807 m/s2 32.174 pie/s2
ρP= Densidad de la fase pesada (Agua) Kg/m3 Lb/pie3
ρL= Densidad de la fase liviana (Crudo) Kg/m3 Lb/pie3
ρC= Densidad de la fase continua Kg/m3 Lb/pie3
µ = Viscosidad de la fase continúa. mPa.seg cP
Re = Número de Reynolds Adimensional
Para efectos de cálculo se utilizará la ley de Stokes.
Ecuación 5. Nº de Reynolds

89
6.2.1.2 COALESCENCIA
El proceso de coalescencia en los procesos de separación líquido-líquido son
dependientes del tiempo. En dispersiones de dos líquidos inmiscibles, casi siempre
ocurre coalescencia inmediata cuando chocan dos gotas. Si el mismo par de gotas se
expone a fluctuaciones turbulentas de presión, y la energía cinética de estas oscilaciones
inducidas en el par de gotas es mayor que la energía de adhesión entre ellas, se romperá
el contacto entre gotas antes que la coalescencia se complete.
Experimentos con decantadores por gravedad con capas profundas de
decantación, permiten obtener, luego de varias simplificaciones, una ecuación que
permite estimar el tiempo necesario para que una gota alcance un cierto tamaño, como
consecuencia de la coalescencia de gotas más pequeñas.
De acuerdo a lo anterior, se puede decir que:
Si el tiempo de residencia en el decantador se duplica, el aumento
correspondiente del tamaño de la gota es de apenas un 19 %. Esto implica que
aumentar mucho el tiempo de residencia no necesariamente aumenta mucho la
separación líquido-líquido.
Mientras más diluida está la fase dispersa, más tiempo se necesita para lograr
que las gotas “crezcan” hasta un tamaño dado; es decir, la coalescencia ocurre
más rápidamente en dispersiones concentradas. Esta es la razón por la cual el
petróleo se lava con agua al entrar por debajo de la interface aceite/agua en la
mayoría de los tanques lavadores y otros recipientes de tratamiento en las
instalaciones de superficie de producción de petróleo.
6.2.2 IDENTIFICACIÓN DE LOS NIVELES EN UN
RECIPIENTE
A continuación se definirán los niveles y nomenclatura a usarse a lo largo del
diseño del separador, es de vital importancia comprender cada uno de ellos a fin evitar
cualquier tipo confusión o error durante el desarrollo conceptual del equipo de
separación.
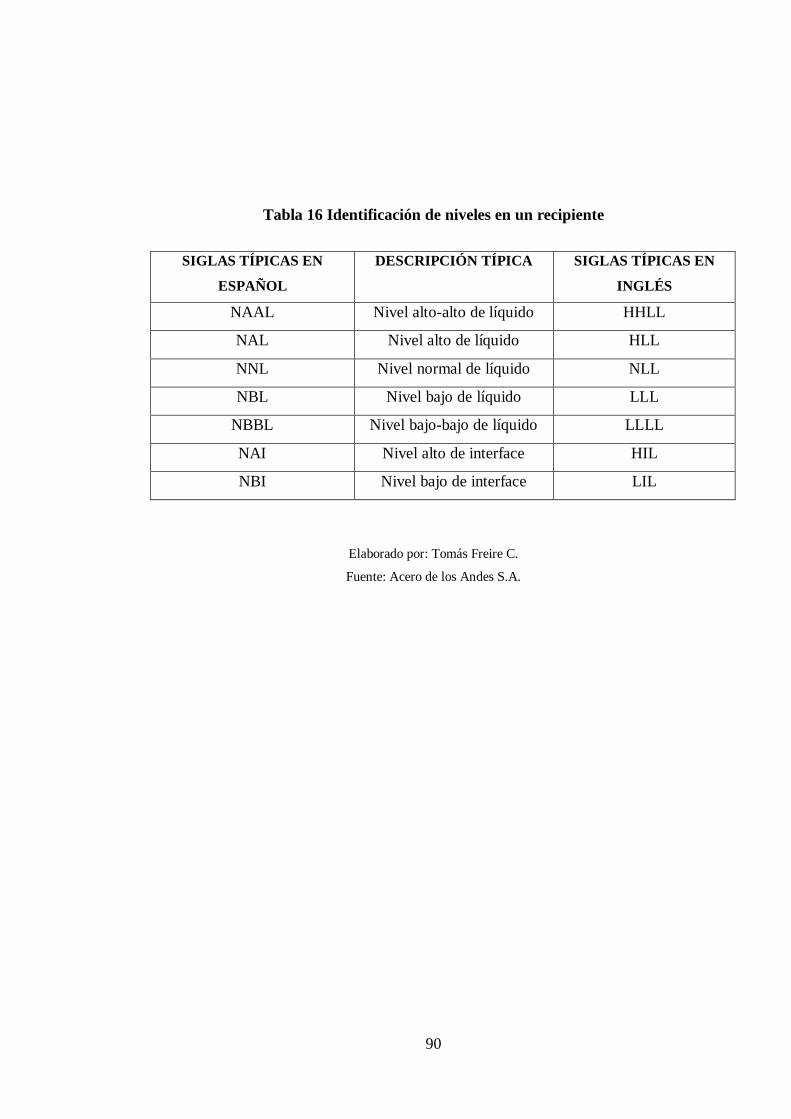
90
Tabla 16 Identificación de niveles en un recipiente
SIGLAS TÍPICAS EN
ESPAÑOL
DESCRIPCIÓN TÍPICA SIGLAS TÍPICAS EN
INGLÉS
NAAL Nivel alto-alto de líquido HHLL
NAL Nivel alto de líquido HLL
NNL Nivel normal de líquido NLL
NBL Nivel bajo de líquido LLL
NBBL Nivel bajo-bajo de líquido LLLL
NAI Nivel alto de interface HIL
NBI Nivel bajo de interface LIL
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.

91
Fuen
te: A
cero
de
los A
ndes
S.A
Elab
orad
o po
r: To
más
Fre
ire C
.
Figu
ra 4
0. Id
entif
icac
ión
de lo
s niv
eles
en
Sepa
rado
res

92
Fuen
te: A
cero
de
los A
ndes
S.A
Elab
orad
o po
r: To
más
Fre
ire C
.
Figu
ra 4
1.N
ivel
es e
n un
Sep
arad
or H
oriz
onta
l

93
En un separador trifásico, existen dos interfaces: la interface gas-líquido, y la
interface líquido liviano-pesado. La presencia de estas dos interfaces permite que los
volúmenes de operación y de emergencia de las fases líquidas liviana y pesada se
definan en forma independiente uno del otro: Al entregar los tiempos de residencia de la
fase líquida liviana, se fijan NAAL y NBBL; cuando se entregan los tiempos de
residencia de la fase líquida pesada, se fijan NAAI y NBBI. Por lo tanto, se fijan en
forma independiente dichos volúmenes también.
En el caso de un tanque decantador líquido-líquido con las dos fases líquidas en
el cuerpo cilíndrico, existe una interface, la que corresponde a la interface líq. Liviano y
líq. Pesado. Pero debido a que está localizada dentro del cuerpo cilíndrico principal, los
volúmenes de operación y emergencia de ambas fases están unidos en el mismo cuerpo
cilíndrico.
6.2.2.1 VOLUMEN DE OPERACIÓN DE LA FASE LIVIANA
Es el volumen de líquido liviano existente entre NAL y NBL. Este volumen,
también conocido como volumen retenido de líquido liviano, y en inglés como light
liquid surge volume o light liquid holdup, se fija de acuerdo a los requerimientos del
proceso, para asegurar un control adecuado, continuidad de las operaciones durante
perturbaciones operacionales, y para proveer suficiente volumen de líquido liviano para
una parada ordenada y segura cuando se suceden perturbaciones mayores de operación.
6.2.2.2 TIEMPO DE RESIDENCIA DE OPERACIÓN DE LA
FASE LIVIANA
Es el tiempo correspondiente en el cual el flujo de líquido liviano puede llenar el
volumen de operación de la fase liviana en el recipiente bajo estudio. La mayoría de las
veces, cuando se quiere especificar el volumen de operación de la fase liviana, lo que
realmente se indica es cuantos minutos deben transcurrir entre NAL y NBL. También es
conocido en inglés como light liquid surge time.

94
6.2.2.3 VOLUMEN DE OPERACIÓN DE LA FASE PESADA
Es el volumen de líquido pesado existente entre NAI y NBI. Este volumen,
también conocido como volumen retenido de líquido pesado, y en inglés como heavy
liquid surge volume o heavy liquid holdup, se fija de acuerdo a los requerimientos del
proceso, para asegurar un control adecuado, continuidad de las operaciones durante
perturbaciones operacionales, y para proveer suficiente volumen de líquido pesado para
una parada ordenada y segura cuando se suceden perturbaciones mayores de operación.
6.2.2.4 TIEMPO DE RESIDENCIA DE OPERACIÓN DE LA
FASE PESADA
Es el tiempo correspondiente en el cual el flujo de líquido pesado puede llenar el
volumen de operación de la fase pesada en el recipiente bajo estudio. La mayoría de las
veces, cuando se quiere especificar el volumen de operación de la fase pesada, lo que
realmente se indica es cuantos minutos deben transcurrir entre NAI y NBI. También es
conocido en inglés como heavy liquid surge time.
6.2.2.5 TIEMPO DE RESPUESTA O DE INTERVENCIÓN
DEL OPERADOR
Es el tiempo que tarda el operador o grupo de operadores, en responder cuando
suena una alarma de nivel en el panel y resolver la perturbación operativa que originó la
alarma, antes que otros sistemas automatizados como interruptores o switches de nivel,
originen paradas seguras de equipos aguas abajo y/o de la planta completa.
Si de un tambor separador estamos alimentando a una bomba, hay que evitar que
ésta no tuviera líquido que bombear, ya que eso podría dañar al equipo; y si, a su vez, la
bomba alimenta a un horno, se podría generar una emergencia mayor en la planta por
rotura de un tubo del horno, ya que éste, a su vez, ha quedado seco. Por esa razón, el
tambor alimentador de la bomba se equipa con alarmas de nivel de NAL y NBL, y con
interruptores y/o alarmas de NAAL y NBBL: al sonar la alarma de NBL, los operadores
investigarían y resolverían, en menos del llamado “tiempo de respuesta del operador”, el

95
problema que originó la reducción de nivel; en el caso que no pudieran resolver el
problema en el tiempo indicado, el interruptor de NBBL activaría una parada segura de
la bomba y, seguramente, una parada segura del horno y de toda la planta.
Es difícil establecer un criterio uniforme acerca de cuál es el tiempo promedio
de respuesta del operador; sin embargo, se usará, como criterio general, que el tiempo
de respuesta de un operador es de cinco minutos: esto significa que el tiempo de
retención de líquido entre NAL y NAAL o entre NBL y NBBL, será de cinco minutos.
6.2.2.6 VOLUMEN DE EMERGENCIA
Es el volumen adicional que corresponde al líquido que debe satisfacer el
llamado tiempo de respuesta o de intervención del operador, cuando se tengan
interruptores y/o alarmas de NAAL o NBBL, se tendrán cinco minutos adicionales de
tiempo de residencia de líquido por interruptor/alarma, lo que indica que, cuando se
tiene NAAL y NBBL, se añaden 10 minutos de tiempo de residencia, a lo cual
corresponde un volumen de líquido de emergencia de 10 minutos del máximo flujo de
líquido.
6.2.2.7 NIVEL BAJO-BAJO DE LÍQUIDO LIVIANO
La distancia mínima desde el nivel bajo-bajo de líquido liviano, si se tiene un
Interruptor y/o alarma de nivel bajo-bajo de líquido liviano, o nivel bajo, si no se tiene
un Interruptor y/o alarma de nivel bajo-bajo, hasta el Nivel Alto de interface, es 230 mm
mínimo (9 pulg).
Sin embargo, este valor puede cambiar debido a requerimientos de tiempo de
residencia del líquido liviano, para lograr decantación exitosa del líquido pesado, como
se verá posteriormente en los procedimientos de diseño.
6.2.2.8 NIVEL BAJO DE INTERFACE
La distancia mínima desde el nivel bajo de interface, hasta el fondo del
recipiente, ya esté en una bota decantadora, o en un tambor con líquido pesado en el
96
cuerpo cilíndrico, es 230 mm mínimo (9 pulg). Adecuado para una separación completa
de burbujas de 220µm, Altura mínima a nivel bajo de líquido = 450 mm (18 pulg).
6.2.2.9 DIFERENCIA MÍNIMA DE NIVEL ENTRE NAAL y
NBBL
Se fija como diferencia mínima de nivel entre NAAL y NBBL, 360 mm o 14
pulg, lo cual supone el uso de instrumentos de nivel que puedan trabajar en este rango.
Si esto no fuera posible, como sería el caso de instrumentos de nivel con desplazadores
externos, deberá ajustarse este valor mínimo apropiadamente.
6.2.2.10 DIFERENCIA MÍNIMA DE NIVEL ENTRE NAI y
NBI
Se fija como diferencia mínima de nivel entre NAI y NBI, 360 mm o 14 pulg, lo
cual supone el uso de instrumentos de nivel que puedan trabajar en este rango. Si esto
no fuera posible, como sería el caso de instrumentos de nivel con desplazadores
externos, deberá ajustarse este valor mínimo apropiadamente.
6.2.3 LONGITUD EFECTIVA DE OPERACIÓN (Leff)
Es la longitud de tambor requerida para que se suceda la separación gas-líquido-
líquido, y se puedan tener los volúmenes requeridos de líquido, tanto de operación como
de emergencia. Esta es la longitud que normalmente se obtiene por cálculos de proceso.
En el caso de tambores horizontales de una sola boquilla de alimentación, corresponde a
la distancia entre la boquilla de entrada y la de salida de gas, la cual es la distancia
horizontal que viaja una gota de líquido desde la boquilla de entrada, hasta que se
decanta totalmente y se une al líquido retenido en el recipiente, sin ser arrastrada por la
fase vapor que sale por la boquilla de salida de gas.
Sin embargo, para obtener la longitud tangente-tangente del tambor horizontal, es
necesario sumar los tamaños de las boquillas antes mencionadas, las tolerancias de

97
construcción necesarias para soldar dichas boquillas, soldar los cabezales o extremos del
tambor y cualquier otra cosa que obligue a aumentar la longitud del tambor.
A criterio del diseñador de procesos, se puede aproximar la longitud efectiva a la
longitud tangente-tangente, y esperar que el plano mecánica complete el diseño del
separador, para luego verificar si se cumple la separación.
6.3 PROCESO A SEGUIR PARA DISEÑO DE SEPARADORES
La siguiente metodología es la sugerida para ser utilizada como guía general para el
diseño de separadores.
Primero, obtener la información de proceso propiedades del flujo y de de la función
que se espera realice el separador. En relación a la operación y las fases a separarse la
información requerida es la siguiente:
Tabla 17. Información requerida para el Diseño del Separador
INFORMACIÓN VAPOR/ GAS LÍQUIDO GENERAL
Densidad
Viscosidad
Tensión Superficial
Flujo (Másico o volumétrico)
Presión de Operación
Temperatura de operación
Material pegajoso?
Arrastre de Sólidos
Variaciones fuertes en el flujo vapor/gas?
Variaciones fuertes en el flujo liquido(s)?
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.

98
Como siguiente paso se define el tipo de separador y el servicio que dará, en
caso que no se halle un servicio específico que identifique el caso bajo estudio, a
continuación se detalla una tabla para identificación del tipo de separador a usar.
Tabla 18. Recomendaciones para selección del Separador
SITUACIÓN VERTICAL SIN
MALLA
VERTICAL
CON MALLA
HORIZONTAL
SIN MALLA
HORIZONTAL
CON MALLA
Alta relación
vapor/liquido
Muy
recomendable
Muy
recomendable Moderado Moderado
Alto
"Turndown" de
flujo de gas
Muy
recomendable
Muy
recomendable Moderado Moderado
Baja relación
vapor/liquido Moderado Moderado
Muy
recomendable
Muy
recomendable
Alto
"Turndown" de
flujo de liquido
Moderado Moderado Muy
recomendable
Muy
recomendable
Presencia de
sólidos/
productos
pegajosos
Recomendable
Moderado:
Considerar
Internos
Especiales
Moderado:
Considerar
Internos
Especiales/
Inclinación
Moderado:
Considerar
Internos
Especiales/
Inclinación
Separación
liquido-liquido
solamente
No recomendable No recomendable Recomendable No aplica
Separación
liquido-liquido-
vapor
Moderado Moderado Muy
recomendable
Muy
recomendable
Limitaciones en
área de planta Recomendable Recomendable No recomendable
No
recomendable
Limitaciones en
espacio vertical
o altura
No recomendable No recomendable Recomendable Recomendable
Elaborado por: Tomás Freire C.
Fuente: Industrias Acero de los Andes S.A.

99
Como tercer paso, habrá que considerar los criterios típicos para el servicio
seleccionado, consideraciones adicionales y la configuración del tambor.
A continuación se realiza el dimensionamiento del equipo de separación a través del
cálculo de:
La velocidad crítica del vapor
Área de flujo de vapor requerida disponible
Relación L/D
Volumen de retención de líquido en el tambor
Niveles Bajo-Bajo, Bajo, Alto, Alto-Alto del líquido, cuando se trate de
separadores vapor líquido. Para separación Vapor-Liquido-Liquido, añadir nivel
Bajo y nivel Alto de interface.
Diseño/Especificación de Internos que afecten el diseño de Proceso del
recipiente
Volumen del tambor de separación.
Una vez realizado esto será necesaria la definición y dimensionamiento de las
boquillas de entrada y salida de fluidos. Especificar además los internos faltantes del
separador y la caída de presión del equipo; como suma de la caída de presión de la
boquilla de entrada, de salida de gas y de los internos. Finalmente se ubicará
información adicional en documentos técnicos para completar la Especificación de
Proceso del Separador
6.4 DISEÑO DEL SEPARADOR TRIFÁSICO
6.4.1 TEORÍA PARA EL DISEÑO
6.4.1.1 SEPARACIÓN DEL AGUA Y EL PETRÓLEO
Puede mostrarse que el flujo alrededor del asentamiento de las gotas de petróleo en el
agua o de las gotas de agua en el petróleo es de tipo laminar y está gobernado por la ley
de Stokes. La velocidad terminal entonces está definida por:
100
Ecuación 6. Velocidad Terminal
Fuente: Liquid-Liquid and Gas-Liquid separators
Elaborado por: Tomás Freire C.
Utilizando unidades de campo12
Donde:
Vt Velocidad terminal de asentamiento o flotación, ft/s
∆SG diferencia de gravedad específica entre las fases de petróleo y agua
dm tamaño de la gota, µm
µ viscosidad de la fase continua, cP
6.4.1.2 TAMAÑO DE LA GOTA DE AGUA EN EL
PETRÓLEO
Se hace difícil predecir el tamaño del gas gotas de agua que se desea separar de
la fase continua de petróleo que coincida con la definición de agua libre. A menos que
se tenga resultados de laboratorio o de campo se obtiene buenos resultados
dimensionando las gotas de agua como de 500 µm o mayores.
Como se muestra en la grafica de distribución de tamaño de las gotas de agua, si
estos criterios son reunidos, la emulsión deberá ser tratada en equipos aguas abajo,
donde el crudo deberá contener menos del 5-10% de agua. Cuando se trate de crudo
pesado, se hace necesario algunas veces realizar el diseño para gotas de agua de 1000
µm para su separación.
6.4.1.3 TAMAÑO DE LA GOTA DE PETRÓLEO EN EL
AGUA
La viscosidad del petróleo esta en el orden de 5 a 20 veces la viscosidad del
agua, por esto la velocidad terminal de flotación de una gota de petróleo en el agua es 12 Unidades de campo. Se refiere a unidades del sistema imperial.

101
mucho más grande que la de una gota de agua en petróleo. El propósito fundamental es
separar el crudo para su futuro tratamiento.
Si el tiempo de retención de la fase pesada (agua) es significativamente menor
que la de la fase liviana (petróleo), las dimensiones del separador deben ser revisadas
para remover petróleo del agua. Por esta razón, las ecuaciones provistas para la fase
pesada deberían ser revisadas. Sin embargo, la separación de petróleo de la fase pesada
raramente gobierna el dimensionamiento del recipiente y puede ignorarse para la
mayoría de los casos.
6.4.1.4 TIEMPO DE RETENCIÓN
En cierto tipo de equipos para el almacenamiento de crudo se requiere que el
crudo alcance un equilibrio y la liberación instantánea del gas sea completada. Además
se requiere que asegurar que el agua libre tiene el tiempo suficiente para que sus gotas
coalescan y alcancen el tamaño necesario para ser regidas por la ley de Stokes. Es
común utilizar un tiempo de retención en el rango de 3 a 30 minutos, que dependen de
los datos obtenidos en el laboratorio o en el campo. Si esta información no está
disponible se puede utilizar los criterios presentados en la Tabla Nº 19:

102
Figura 42. Distribución de tamaños de gota para el agua
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.

103
Tabla 19. Tiempo de Retención en función de la gravedad API del crudo
GRAVEDAD API TIEMPO DE RETENCIÓN
Condensado 2-5 min.
Crudo liviano (30°-40° API) 5-7,5 min.
Crudo Intermedio (20°-30° API) 7,5-10 min.
Crudo Pesado (menor a 20° API) 10+ min.
Elaborado por: Tomás Freire C.
Fuente: Manual de procesos, PDVSA
Generalmente, el tiempo de retención debe aumentarse con la gravedad o la
viscosidad del petróleo. Asimismo es necesario asegurar la presencia de un colchón de
agua y que las gotas de petróleo suspendidas en éste, tengan tiempo suficiente para
coalescer y ascender a la interfaz agua-petróleo.
Si no se cuenta con información de campo o laboratorio para el tiempo de
retención del agua se recomienda utilizar 10 minutos para el diseño del equipo.
Los tiempos de retención para las máximas tasas de petróleo y agua deben ser
calculados, a menos que los datos de laboratorio indiquen que sea innecesario para una
aproximación del diseño.
6.5 PROCESO DE DISEÑO
Pueden usarse las pautas presentadas a continuación para el dimensionamiento
inicial, se presenta un complemento, no un reemplazo a las prácticas de ingeniería y a
las experiencias operativas.
La determinación del tipo y dimensiones del separador se debe realizar
individualmente para cada requerimiento, deben considerarse todas las funciones y
requerimientos, incluso se han de considerar incertidumbres acerca de las tasas de flujo
y propiedades de los fluidos.
No existe sustituto para un buen desarrollo de ingeniería de diseño, no debe
dejarse en manos del fabricante decisiones en cuanto a dimensionamiento, detalles o
incertidumbres.

104
6.5.1 DIMENSIONAMIENTO DEL SEPARADOR
Para el dimensionamiento de un separador trifásico es necesario especificar el
diámetro del recipiente así como la longitud costura-costura (Lss). Las consideraciones
para capacidad de gas y tiempo de retención serán establecidas por combinaciones
aceptables de longitud y diámetro. La necesidad de separar gotas de agua de 500 µm de
la fase liviana y gotas de 200 µm de petróleo de la fase pesada, establece el máximo
diámetro correspondiente para obtener el tiempo de retención del líquido
A continuación se describe el proceso de dimensionamiento para separadores
horizontales que no están llenos en un 50 %.
6.5.2 DIMENSIONAMIENTO DE SEPARADORES
HORIZONTALES CON VOLUMEN DE LÍQUIDO
DIFERENTE A 50%
Para separadores trifásicos llenos con un volumen de líquido diferente al 50 %
de líquido, las ecuaciones pueden ser utilizadas de forma similar a un separador lleno al
50% de líquido, utilizando la suma de las áreas de petróleo y agua.
Así entonces la relación diámetro por longitud efectiva estará determinada por
la siguiente ecuación:
Ecuación 7. Relación dLeff
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
Si se utilizan unidades de SI se tiene:
Ecuación 8. Relación dLeff (SI)
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.

105
Donde la relación
11 es una constante de diseño que puede ser obtenida de la
figura 44 presentada mas adelante.
En función del tiempo de retención para cada fase liquida en el separador se
puede definir la siguiente ecuación:
Ecuación 9. Relación d2Leff
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
Donde se obtiene de la figura 43.

106
Figura 43. Relación de áreas (α) vs. Alturas (β) para separadores horizontales
llenados con volúmenes distintos al 50% de líquido.
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.

107
Figura 44. Constante para cálculo de la restricción por capacidad del gas vs.
Altura del líquido en separadores horizontales llenados con volúmenes de líquido
distintos a 50% de su capacidad.
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire

108
6.5.2.1 RESTRICCIÓN POR CAPACIDAD DE GAS
Si se emplea unidades SI, tenemos la siguiente ecuación en la que al igual a la
anterior se determina en la figura 43.
Ecuación 10. Relación d2Leff (SI)
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
6.5.2.2 RESTRICCIÓN POR LA ECUACIÓN DE
SEPARACIÓN
Para un máximo espesor de la capa de crudo, tasas de flujo y tiempos de
retención, el diámetro máximo del separador puede ser calculado, la fracción del área de
la sección transversal del recipiente requerida para la retención del agua puede
determinarse de la ecuación siguiente:
Ecuación 11. Cálculo del área fraccional del agua αw
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
Donde: l es el área fraccional ocupada por líquido,
w Es el área fraccional ocupada por el agua.
La altura fraccional del recipiente requerida para el volumen de agua puede ser
determinada, resolviendo la siguiente ecuación usando el método de prueba y error.
109
Ecuación 12. Altura Fraccional βw
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
w Representa la altura fraccional del agua
El diámetro máximo del recipiente puede ser determinado por las alturas
fraccionales del líquido y del agua de la siguiente forma:
Ecuación 13. Diámetro máximo
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
Donde dmax es el máximo diámetro interno en pulgadas o milímetros.
Algunos diámetros de recipiente menores que el máximo pueden ser usados para
separar las gotas de agua de tamaño especificado para un tiempo de retención
específico. En el anexo de este documento se incluye una tabla donde en función del
diámetro del recipiente se puede determinar las alturas y áreas fraccionales ocupadas
por los líquidos.
6.5.2.3 DETERMINACIÓN DE LA LONGITUD COSTURA-
COSTURA
Una vez calculada la longitud efectiva de separación, la longitud costura-costura
del recipiente puede ser estimada. Esta dependerá de del diseño físico del equipo de
separación.
Para separadores dimensionados en base a la capacidad del gas, una porción de
la longitud del recipiente es requerida para distribuir el flujo inicialmente junto al bafle
distribuidor de la entrada. Otra porción de la longitud del recipiente es requerida para el
extractor de niebla. Si el diámetro del recipiente aumenta, una mayor longitud es

110
necesaria para una distribución regular del flujo de gas. Basado en estos conceptos,
junto a la experiencia de campo, la longitud costura-costura puede ser estimada de las
siguientes formas:
Ecuación 14. Estimación de Lss (SI)
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
Utilizando unidades de campo se tiene:
Ecuación 15. Estimación de Lss
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
Para separadores dimensionados por su capacidad de retención de líquido, una
porción de la longitud del recipiente es necesaria para el deflector de entrada y la
distribución del flujo, y otra porción para el drenaje de los fluidos, la longitud costura-
costura no debería exceder la siguiente relación:

111
Figura 45. Distribución de las longitudes estimadas en un separador horizontal.
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
6.5.2.4 RELACIÓN DE ESBELTEZ
Para cada diseño de recipiente, existe una combinación de Leff y diámetro que
debe minimizar el costo del recipiente. En general un diámetro menor del recipiente
asegura un costo menor. Sin embargo la reducción del diámetro del separador
incrementa las velocidades de los fluidos y la turbulencia, la probabilidad de re-arrastre
de gas al líquido y la destrucción de la interface petróleo/agua aumentan. La
experiencia indica que la relación de esbeltez debe estar entre 3 y 5 aunque no son
comunes relaciones más altas a menos que se tenga un estudio más elaborado sobre la
presencia de re-arrastre en el separador.
Para separadores dimensionados en base a la capacidad de líquidos se permite
utilizar una relación de esbeltez de hasta 6.
112
6.5.3 CONSIDERACIONES PARA EL DISEÑO MECÁNICO
A continuación se presentan algunas consideraciones mecánicas para el diseño de
separadores como la selección de la presión de diseño y el espesor de la pared del
recipiente, además se incluye el procedimiento para estimar el peso del equipo.
La mayoría de recipientes bajo presión utilizados en la industria petrolera, son
diseñados e inspeccionados de acuerdo a American Society of Mechanical Engineers-
Boiler and pressure Vessel Code (Código ASME). Para la iniciar un proyecto de
ingeniería para el diseño y construcción de un separador se hace necesario tener acceso
a una copia de este código, en particular la sección III que hace referencia a recipientes
bajo presión.
6.5.4 TEMPERATURA PARA EL DISEÑO
Es la temperatura del metal que representa las condiciones coincidentes más
severas de presión y temperatura. Esta temperatura es utilizada para el diseño mecánico
de equipos y tuberías, incluyendo la selección de materiales. Esta temperatura de diseño
debe ser al menos 10°C superior a la temperatura de operación máxima, pero en ningún
caso inferior que la máxima temperatura en casos de emergencia, como falla de
servicios, bloqueo de operación, falla de instrumentos, etc.
La temperatura de diseño de equipos y sistemas protegidos por válvulas de
alivio, debe ser al menos la máxima temperatura coincidente con la presión de ajuste de
la válvula de alivio respectiva.
6.5.5 PRESIÓN DE DISEÑO
Es la presión máxima, interna o externa, a ser utilizada para determinar el
espesor mínimo de tuberías, recipientes u otros equipos. Para condiciones de vacío
parcial o total, la presión externa es la máxima diferencia de presión entre la atmosférica
y la presión interna existente en los equipos. De no ser especificado de otra forma, la
presión de diseño es la que se específica en el tope del recipiente.

113
La presión de diseño generalmente se selecciona como el mayor valor numérico
de los siguientes casos: (a) 110% de la presión máxima de operación, o (b) la presión de
operación más 172 KPa manométricos (25 psig). Esta regla se aplica cuando se utiliza
una válvula de alivio de seguridad convencional. A continuación se presenta una tabla
donde se muestra la presión de operación vs. la máxima presión de operación
permisible.
Tabla 20. Mínima diferencia entre MAWP y Presión de Operación
Presión de Operación Máxima presión de Operación
Permisible
Menor a 50 psig 10 PSI para 51-250 psig
25 PSI para 251-500 psig 10% de la presión máxima para 501-1001
psig
50 PSI para 1001 psig y mayores
Recipientes con sensores de alta presión
5% de la máxima presión de operación
5% o 5psi, adicional a la MAWP
Elaborado por: Tomás Freire C.
Fuente: Código ASME, Sección VIII, División II
6.5.6 ESFUERZOS MÁXIMOS PERMISIBLES
El esfuerzo máximo permisible es utilizado en el cálculo del espesor de la pared
del recipiente, está determinado en el código ASME para diferentes tipos de materiales.
Estos valores de esfuerzo son determinados en función a la temperatura de operación.
Los requerimientos usuales en la mayoría de las compañías están de acuerdo con
la división II del código debido su mayor exactitud. Así entonces se utiliza la división I
para recipientes de baja presión y la división II para recipientes sometidos a presiones
mayores a 15 psig.
114
6.5.7 DETERMINACIÓN DEL ESPESOR DE LA PARED DEL
RECIPIENTE
Siguiendo las formulas usadas en el código ASME Sección VIII, división I se
tiene las siguientes ecuaciones:
Ecuación 16. Espesor de pared para recipientes cilíndricos
Ecuación 17. Espesor de pared para cabezas elipsoidales 2:1
Ecuación 18. Espesor de pared para cabezas hemisféricas
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
Donde:
S es el máximo esfuerzo permisible, PSI (kPa)
t el espesor de la pared, excluyendo la corrosión permisible, pulgadas
(mm)
P Máxima presión de Operación Permisible, psig (kPa)
r Radio del recipiente antes de adicionar el valor de corrosión permisible,
pulgadas (mm)
d Diámetro interno antes de adicionar el valor de corrosión permisible,
pulgadas (mm)

115
E Eficiencia de la junta o cordón de suelda, puede verse en el anexo. La
mayoría de recipientes son fabricados de acuerdo a al tipo de junta N° 1.
6.5.8 CORROSIÓN PERMISIBLE
De manera general el factor de corrosión permisible es de 0,125 pulgadas, para
servicio con fluidos no corrosivos y de 0.250 pulgadas para fluidos corrosivos, estos
valores serán adicionados a las ecuaciones para el cálculo del espesor de la pared del
recipiente.
6.5.9 PROCEDIMIENTO DE INSPECCIÓN
Todos los recipientes bajo codificación ASME serán inspeccionados previa su
certificación por personal capacitado y certificado para el efecto, los procesos de
manufactura deberán estar sustentados y firmados por un inspector.
La placa del recipiente únicamente si se reúnen todos los requerimientos del
código, uno de esos requerimientos es que el recipiente debe ser sometido a una prueba
de presión la cual va en un rango de 1,3 a 1,5 veces la máxima presión de operación
permisible, la presencia de la placa con certificación ASME no asegura que los internos
del equipo hayan sido construidos y diseñados de acuerdo al código ASME, el único
interés del inspector serán los aspectos relacionados al manejo de la presión y la
conservación de la integridad del recipiente.
6.5.10 ESTIMACIÓN DEL PESO DEL SEPARADOR
Es importante que esté disponible la información acerca del peso el recipiente,
debido a que la mayoría de procesos se inician tomando en cuenta los costos por el peso
del separador, los pesos del separador, tanto vacío como lleno en su totalidad de agua
pueden ser necesarios para consolidar un diseño conservador, así como asegurarse que
una vez construido podrá ser levantado y movilizado al sitio de disposición final, mas
aún en el caso que el equipo fuera a ser helitransportado.

116
El peso del equipo será función de la suma de los pesos del cilindro, las cabezas,
los internos, las boquillas y las sillas donde está asentado.
El peso del cilindro puede ser estimado por la siguiente ecuación:
Utilizando unidades de campo:
Ecuación 19. Peso del cilindro
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
Utilizando unidades SI:
Ecuación 20. Peso del cilindro (SI)
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
Donde:
W= representa al peso, lb. (kg), d= diámetro interno, pulgadas (mm), t= el
espesor de la pared, pulgadas (mm), L= longitud del cilindro, ft (m).
El peso de los casquetes elipsoidales se puede estimar de la siguiente forma:
En unidades de campo:
Ecuación 21. Peso de casq. Elipsoidales
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Elaborado por: Tomás Freire C.
El peso de los internos podrá ser estimado como el 5-10% de la suma de los
pesos del cilindro y los casquetes, y finalmente las sillas para separadores horizontales
también pueden ser estimadas como el 10% del peso total del separador.
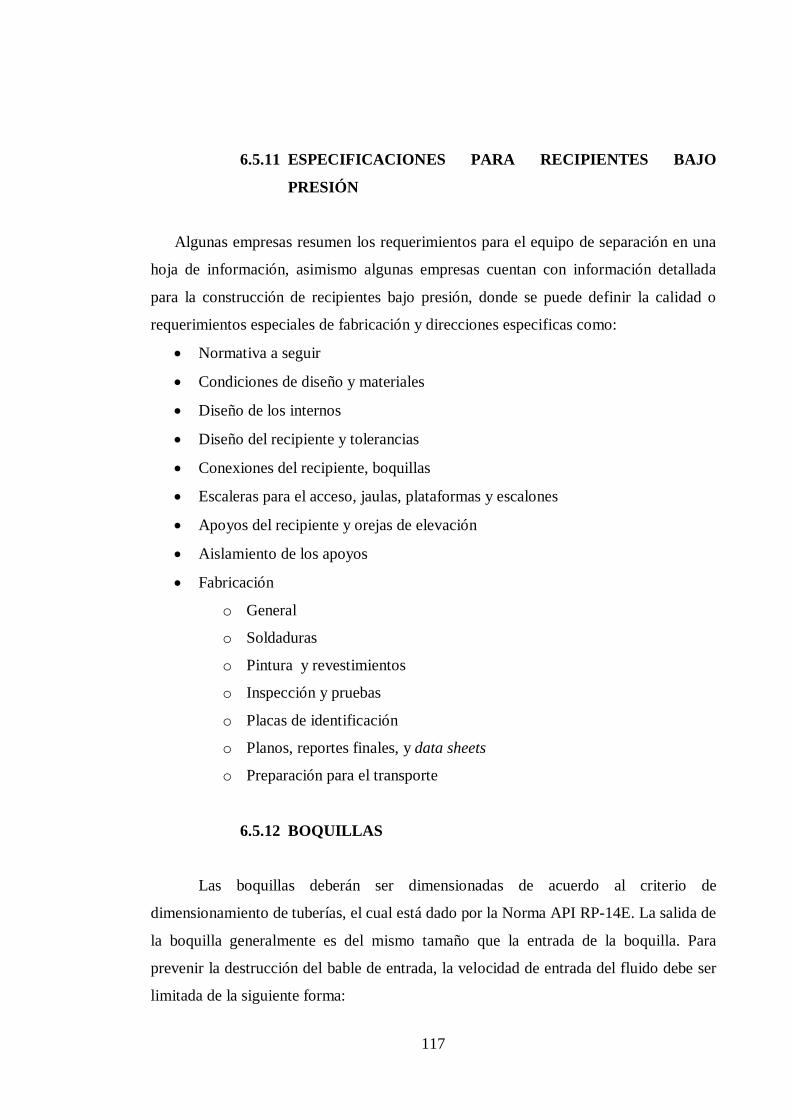
117
6.5.11 ESPECIFICACIONES PARA RECIPIENTES BAJO
PRESIÓN
Algunas empresas resumen los requerimientos para el equipo de separación en una
hoja de información, asimismo algunas empresas cuentan con información detallada
para la construcción de recipientes bajo presión, donde se puede definir la calidad o
requerimientos especiales de fabricación y direcciones especificas como:
Normativa a seguir
Condiciones de diseño y materiales
Diseño de los internos
Diseño del recipiente y tolerancias
Conexiones del recipiente, boquillas
Escaleras para el acceso, jaulas, plataformas y escalones
Apoyos del recipiente y orejas de elevación
Aislamiento de los apoyos
Fabricación
o General
o Soldaduras
o Pintura y revestimientos
o Inspección y pruebas
o Placas de identificación
o Planos, reportes finales, y data sheets
o Preparación para el transporte
6.5.12 BOQUILLAS
Las boquillas deberán ser dimensionadas de acuerdo al criterio de
dimensionamiento de tuberías, el cual está dado por la Norma API RP-14E. La salida de
la boquilla generalmente es del mismo tamaño que la entrada de la boquilla. Para
prevenir la destrucción del bable de entrada, la velocidad de entrada del fluido debe ser
limitada de la siguiente forma:

118
En unidades SI, tenemos:
Donde: Vin = es la máxima velocidad de entrada del fluido, ft/s (m/s), ρf= densidad
de los fluidos de entrada, lb./ft3 (kg/m3).
6.6 PROCESO DE DISEÑO DEL SEPARADOR EN ESTUDIO
A continuación se describe el procedimiento para el dimensionamiento inicial, del
separador trifásico Free Water Knockout, destinado para el campo Villano Alfa, de la
empresa AGIP Oil Ecuador, concebido con los siguientes datos:
Para el diseño de este separador se deberá tomar en cuenta las siguientes
consideraciones preliminares:
La presión de operación del separador está por encima del punto de burbuja del
crudo a tratarse, razón por la cual no se espera una separación instantánea de
grandes volúmenes de gas, razón por la que la capacidad de gas no será una
factor predominante en el dimensionamiento del Free Water Knockout.
El volumen de líquidos en operación será diferente al 50% de la capacidad del
recipiente razón por la cual se empleará un método algo distinto pero con iguales
fundamentos que el comúnmente utilizado para dimensionar este tipo de equipos
asumiendo que estarán trabajando llenos hasta el 50% de su volumen de líquido.
Los datos que se emplearon para el desarrollo de diseño del separador están
presentados en la siguiente tabla:

119
Tabla 21. Información utilizada en el diseño del separador
Tasa de flujo de agua asociada 40,000 BPD
Tasa de flujo de gas No aplica
Tasa de flujo de petróleo 22,500 BPD
Viscosidad del petróleo 13,383 cP
SG del agua asociada 1, 07
SG del petróleo 0,928
Tiempo de retención del agua asociada 10 min
Tiempo de retención del petróleo 10 min
Diámetro de la gota de agua asociada 500 µm
Presión de Operación 270 psig
Presión de diseño 300 psig
Temperatura de Operación 210ºF
Temperatura de Diseño 260ºF
Elaborado por: Tomás Freire C.
Fuente: Industrias Acero de los Andes S.A
En función de los tiempos de retención para cada una de las fases líquidas en el
recipiente se obtiene la relación entre el diámetro y la longitud efectiva de separación
de la siguiente forma:
4,1)()(2 wwoo
effQtrQtrLd
4,1000.40min10500.22min102 BPDBPD
Ld eff
Se obtiene de la figura 43 considerando que la altura ocupada por la suma de
las fases liquidas dentro del separador será del 80% de la altura total del recipiente ,
siendo = 0,86 para = 0,8

120
Figura 46. Determinación gráfica de α para el caso en estudio
Elaborado por: Tomás Freire C.
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Reemplazando el valor de en la ecuación se obtiene la siguiente tabla donde
además se adicionará una columna donde se incluirá la estimación de la Longitud
costura-costura (Lss) del separador
LeffLss
34 y la relación de esbeltez
dLssSR 12 .
99,002.51912 effLd
Tabla 22. Resultados de la estimación de d y Lss para el Separador en estudio
d (in) Leff (ft)
LeffLss
34 (ft)
dLssSR 12
100 51.9103 69.21373 8.305648
110 42.90107 57.20143 6.240156
120 36.04882 48.06509 4.806509
130 30.71615 40.95487 3.78045
140 26.48485 35.31313 3.02684
150 23.07124 30.76166 2.460933
160 20.27746 27.03661 2.027746
170 17.96204 23.94939 1.690545
Elaborado por: Tomás Freire C.
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides

121
Para el cálculo del dímetro máximo, es necesario primero determinar el área
fraccional ocupada por el agua, para esto se utiliza la ecuación siguiente:
wwoo
wwlw trQtrQ
trQ)()(
)(
min)10(40000min)10(22500min)10)(40000)(86,0(
BPDBPD
w
5504,0w
Con este valor de la figura 43 podemos obtener w =0,539.
Ahora es necesario calcular ho(max), de la ecuación siguiente:
23
max)()(1028,1 dSGtrxh o
o
Se considerará el diámetro de la gota de 500 µm, así tenemos:
383,13500)928,007,1(101028,1
23
maxxxxho
95,33max oh pulgadas
Con estos valores se procede a determinar el diámetro máximo del recipiente de
la manera siguiente:
wl
ohd
maxmax
539,08,095,33
max d
07,130max d pulgadas.

122
Figura 47. Determinación gráfica de β para el caso en estudio
Elaborado por: Tomás Freire C.
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Con base en los resultados del dimensionamiento del separador, se obtiene el
siguiente gráfico que delimita un área de selección dentro de la cual, se encontrará una
combinación optima de diámetro y longitud del separador.

123
Figura 48. Gráfica del área del selección de la combinación d-Lss, para el
separador en estudio
Elaborado por: Tomás Freire C.
Fuente: Sistemas de producción en campos petroleros

CAPÍTULO VII

126
CAPÍTULO VII
7 DESCRIPCIÓN DE LA CONSTRUCCIÓN
7.1 ANTECEDENTES
La construcción del Separador Trifásico Free Water Knockout, se realizó en la
planta industrial de Industria Acero de los Andes (IAA), ubicada en el Parque Industrial
de Quito, al Sur de la ciudad, a continuación se describe el proceso para la fabricación
del separador así como los equipos empleados en la misma.
La construcción de equipos de separación no es una producción en línea por que
es necesario señalar que el orden de los procedimientos a continuación descritos no es
rígido sino que se lo desarrolla a medida de la disponibilidad y requerimientos de la
planta y del proyecto respectivamente.
Una vez elaborado el diseño final del separador en el Departamento de
Ingeniería de IAA, éste es aprobado por AGIP ENI Oil Ecuador, se envía al
departamento de proceso, donde de acuerdo a los planos de construcción se hace una
orden de requisición para compra del material con el que se construirá el equipo.
7.2 SECCIÓN DE TRAZO Y CORTE
En esta primera parte del proceso se cortaron las láminas de acero al carbón, que
luego fueron cortadas y dobladas para formar el cuerpo del cilindro, así mismo se dió
forma a las bridas, soportes para internos, piezas para sillas, anillos rigidizadores del
separador.
7.2.1 MÁQUINA DE OXICORTE CNC
Este equipo es controlado mediante un computador, en el que se introduce
archivos .CAD, el cual dirige un cortador alimentado por oxigeno, capaz de manejar
láminas completas de acero al carbón, en este equipo se maquinaron las piezas de mayor
tamaño.
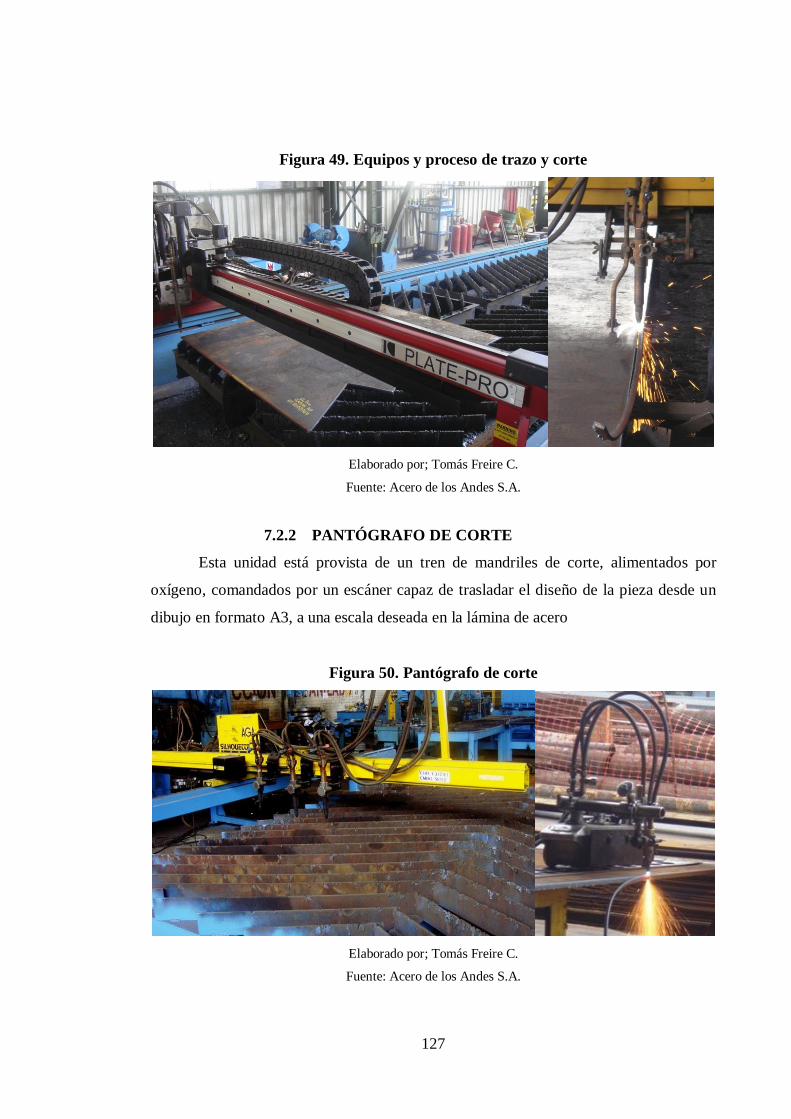
127
Figura 49. Equipos y proceso de trazo y corte
Elaborado por; Tomás Freire C.
Fuente: Acero de los Andes S.A.
7.2.2 PANTÓGRAFO DE CORTE
Esta unidad está provista de un tren de mandriles de corte, alimentados por
oxígeno, comandados por un escáner capaz de trasladar el diseño de la pieza desde un
dibujo en formato A3, a una escala deseada en la lámina de acero
Figura 50. Pantógrafo de corte
Elaborado por; Tomás Freire C.
Fuente: Acero de los Andes S.A.

128
7.2.3 TORNO Y FRESADORA
Estos equipos provistos de brocas cortadoras y perforadoras, acompañadas de un
sistema de refrigeración y lubricación, fueron las encargadas de fabricar bridas y
distintos tipos de soporte las bajo las especificaciones requeridas para la construcción
del separador.
7.3 PROCESO DE DOBLADO
Una vez cortadas las piezas de acuerdo a las especificaciones del plano de diseño;
ingresaron a las unidades dobladoras; en una primera instancia la lámina pasa a través
de una dobladora de dos cilindros con el fin de proporcionar la forma requerida para
ingresar a una segundad unidad que cuenta con tres cilindros dobladores y que como
resultado permite conformar el cilindro con una solo a costura de suelda continua.
Figura 51. Tornos y Maquina Fresadora
Elaborado por; Tomás Freire C.
Fuente: Acero de los Andes S.A.

129
Figura 52. Proceso de doblado primario con dobladora de 3 rodillos
Elaborado por; Tomás Freire C.
Fuente: Acero de los Andes S.A.
Figura 53. Doblado final de la plancha de acero para conformar los anillos del
cuerpo del separador
Elaborado por; Tomás Freire C.
Fuente: Acero de los Andes S.A.
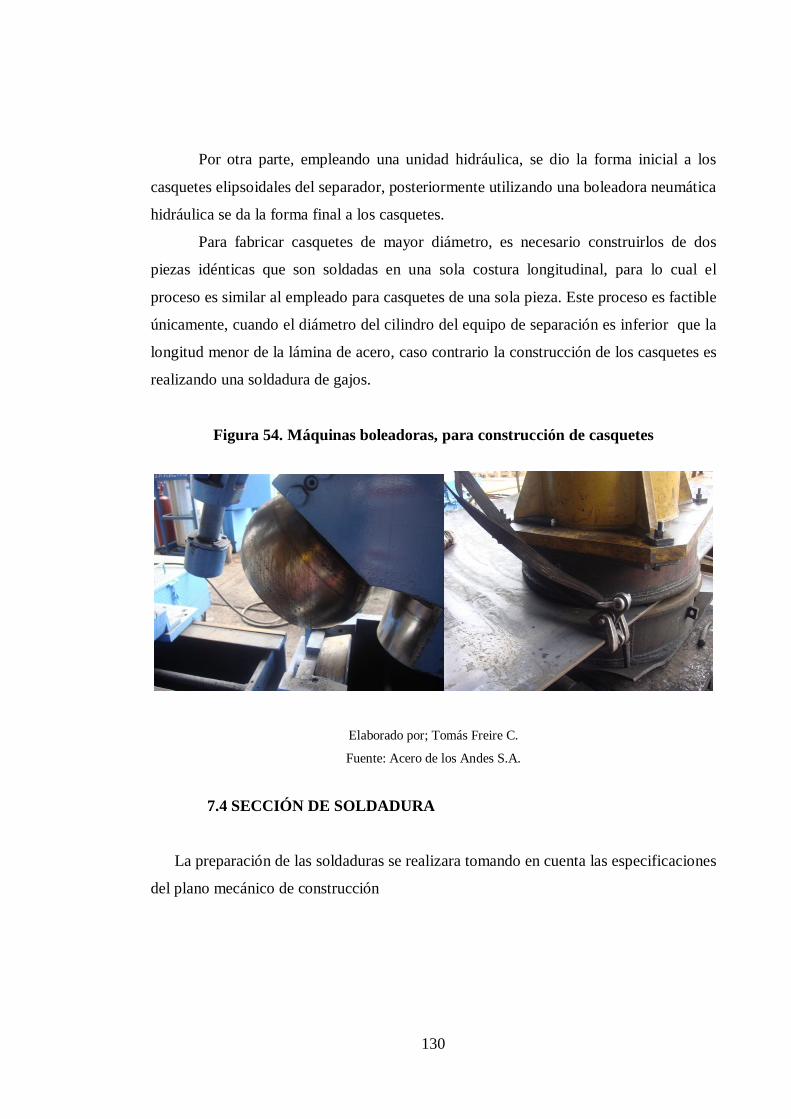
130
Por otra parte, empleando una unidad hidráulica, se dio la forma inicial a los
casquetes elipsoidales del separador, posteriormente utilizando una boleadora neumática
hidráulica se da la forma final a los casquetes.
Para fabricar casquetes de mayor diámetro, es necesario construirlos de dos
piezas idénticas que son soldadas en una sola costura longitudinal, para lo cual el
proceso es similar al empleado para casquetes de una sola pieza. Este proceso es factible
únicamente, cuando el diámetro del cilindro del equipo de separación es inferior que la
longitud menor de la lámina de acero, caso contrario la construcción de los casquetes es
realizando una soldadura de gajos.
Figura 54. Máquinas boleadoras, para construcción de casquetes
Elaborado por; Tomás Freire C.
Fuente: Acero de los Andes S.A.
7.4 SECCIÓN DE SOLDADURA
La preparación de las soldaduras se realizara tomando en cuenta las especificaciones
del plano mecánico de construcción

131
7.4.1 SOLDADURA DEL CILINDRO
El primer paso para la soldadura del cilindro fue la conformación de biseles en
cada una de las piezas a soldarse. Seguido a esto se soldaron pequeñas piezas de acero
para fijar las piezas. Con la ayuda de una suelda por arco se formaron puntos de suelda
espaciados aproximadamente un pie entre sí, esto únicamente para mantener unidas las
secciones del cilindro que luego fueron soldadas definitivamente por una suelda
continua que proporcionara una costura uniforme evitando la presencia de puntos
frágiles entre las secciones.
Figura 55. Procesos previos a la Soldadura; Fabricación de biseles, placas de
sujeción temporal de anillos soldados, cilindro formado por sueldas preliminares.
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.

132
7.4.2 SUELDA DE CORDÓN CONTINUO
Este tipo de suelda se utiliza a fin de evitar irregularidades en la suelda ya que
utiliza un electrodo continuo, evitando que se tengan que hacer paradas para cambio de
electrodo, además provee en espesor homogéneo a lo largo de la soldadura,
proporcionado por un movimiento continuo de los cilindros al ser soldados.
Figura 56. Máquinas soldadoras de cordón continuo
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.
7.4.3 CONSTRUCCIÓN DE LOS CASQUETES
Si el diámetro del separador no permite que los casquetes sean construidos de
una sola pieza formada de una plancha de acero, o a su vez de dos piezas con una
costura longitudinal, es necesario diseñar y cortar una serie de piezas llamadas gajos,
que al soldarse entre sí tendrán una forma elipsoidal, a cada uno de estos gajos se lo
biseló para su soldadura, una vez construido el casquete se sometió a un proceso de
molado para limar los excesos de soldadura.
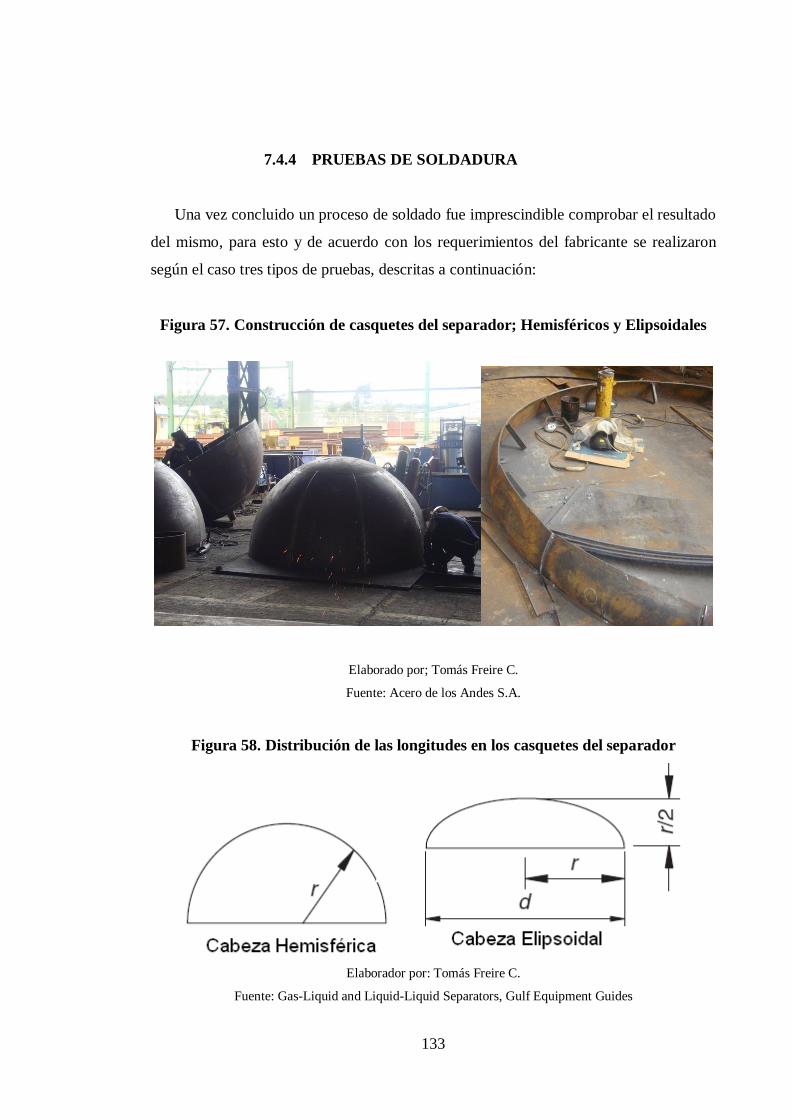
133
7.4.4 PRUEBAS DE SOLDADURA
Una vez concluido un proceso de soldado fue imprescindible comprobar el resultado
del mismo, para esto y de acuerdo con los requerimientos del fabricante se realizaron
según el caso tres tipos de pruebas, descritas a continuación:
Figura 57. Construcción de casquetes del separador; Hemisféricos y Elipsoidales
Elaborado por; Tomás Freire C.
Fuente: Acero de los Andes S.A.
Figura 58. Distribución de las longitudes en los casquetes del separador
Elaborador por: Tomás Freire C.
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides

134
7.4.5 RADIOGRAFÍA DE LA COSTURA COMPLETA
Fue necesario en ciertas costuras como las que van a lo largo de las piezas que
conforman el cilindro realizar una inspección con rayos X del 100% de la costura. El
procedimiento consiste en exponer al cordón de soldadura a rayos X, los cuales
revelaran la calidad de la soldadura y los defectos que ésta presente, los resultados se
presentan en una placa fotográfica.
Figura 59. Radiografía tomada a un cordón de suelda, muestra cavidades a lo
largo del cordón
Elaborado por: Tomás Freire C
Fuente: Radiography of metals-Image quality indicators, Peter Hayward
7.4.6 TINTAS Y FLUIDOS PENETRANTES
Esta técnica se aplicó en lugares donde no es posible tomar radiografías del cordón de
suelda, el procedimiento consiste en aplicar una capa uniforme tinte penetrante en
aerosol a una distancia aproximada de 30 cm, se deja actuar por aproximadamente 10
minutos, se remueve el exceso con un papel tipo toalla levemente humedecido, a
continuación se roció una sustancia reveladora, una vez aplicada una fina capa se deja
actuar por 10 minutos antes de iniciar la inspección.
7.5 BOCAS DEL SEPARADOR
Una vez comprobada la efectividad de los cordones de suelda del cuerpo del
separador, se realizan las perforaciones para las bocas de entrada de fluido, salida de
crudo y agua, y las bocas para toma de muestras e instrumentación, si las

135
especificaciones de diseño así lo requieren se refuerza la pared del recipiente con placas
de acero soldadas en la zona de soldadura de las bocas, y las características del cordón
de soldadura siguieron la normativa especificada en el diseño.
Figura 60. Prueba de fluidos penetrantes, izq. Detalle de falla en cordón de suelda
delatado por la coloración rojiza.
Elaborado por: Tomás Freire C
Fuente: Acero de los Andes S.A.
7.5.1 BOCAS PARA TOMA DE MUESTRAS
Las bocas para la toma de muestra están dispuestas paralelas horizontalmente
formando un ángulo de 90° con el eje vertical del cilindro, fabricadas con un diámetro
interno de 1.687”, espesor de tubería de 0.313”, y un diámetro externo de 2”.
Estas bocas una vez instalado el separador se unieron por medio de bridas a las líneas de
enfriamiento del sistema para toma de muestras.
7.5.2 MANHOLE
En el diseño del equipo se ha incluido dos accesos para hombre, cada uno con un
diámetro de 24”, dispuestos uno en cada casquete, su fin primordial es proveer acceso
para reparación y mantenimiento principalmente de los internos del separador.

136
Se tuvo gran atención en los detalles de la fabricación y ensamblaje de las piezas
para evitar cualquier tipo de problema operativo como fugas de líquidos o perdidas de
presión.
Figura 61. Distribución de las bocas para toma de muestra e instrumentación en el
separador
Elaborado por; Tomás Freire C. Fuente: Acero de los Andes S.A.
Figura 62. Distribución típica de un Manhole para separadores horizontales
Elaborado por: Tomás Freire C
Fuente: Manual de Procesos, PDVSA

137
7.5.3 BOCA DE ENTRADA DE FLUIDOS
Su función es la de permitir el ingreso de los fluidos para su separación, en este
equipo se incluyó una boca de 12” de diámetro, soldada a una brida para su acople a la
línea proveniente del Manifold de producción.
7.5.4 BOCAS DE SALIDA DE LOS FLUIDOS
Una vez que se concluye el proceso de separación, las distintas fases de la
mezcla serán direccionadas a las diferentes líneas para continuar con los procesos de
limpieza de los fluidos, para esto se ha dispuesto de las siguientes bocas de salida de los
fluidos:
7.5.5 BOCAS PARA INSTRUMENTACIÓN
Para la operación del equipo es importante conocer los valores de las variables
del proceso, para esto en este equipo se han incluido bocas destinadas a la ubicación de
equipos de instrumentación, los cuales se describen a continuación
Tabla 23. Distribución de las bocas de salida de fluidos del separador del
Separador en Estudio
FLUIDO CANTIDAD DIÁMETRO DE LA BOCA
CRUDO 1 10”
GAS 1 2”
AGUA DE FORMACIÓN 1 8”
DRENAJES 3 4”
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.

138
Tabla 24. Distribución de las bocas destinadas a instrumentación en el separador
en estudio
EQUIPO CANTIDAD Ø DE LA
BOCA
Alarma de Baja presión 1 2”
Alarma de Alta presión 1 2”
Transmisor de Temperatura 1 2”
Indicador de Temperatura 1 2”
Indicador-Transmisor de Presión 1 2”
Válvula de Seguridad de Presión 2 8”
Transmisor de nivel Alto/Bajo 2 2”
Transmisor de Diferencial de Nivel en la Interface
Agua/Petróleo 2 2”
Transmisor de Diferencial de Nivel 2 2”
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.
7.6 DOMO DE GAS
Para la extracción el gas se incluyó un domo con diámetro de cilindro de 8” y una
longitud total de 4’ 4 ½”, soldado al cuerpo del separador, adicionalmente este domo
está provisto de dos bocas de 2” de diámetro, una para colocar una alarma de nivel bajo
de gas y otra colocada a 3’ sobre esta para una alarme de nivel alto de gas. En la parte
superior el domo cuenta con una boca para la salida de gas de 2” que al momento de la
instalación fue bridada a la línea de gas que va hacia un Scrubber de gas.

139
Figura 63. Domo para gas; diseño y construcción final
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.
7.7 CONSIDERACIONES ESPECIALES
Cuando se construyeron las bocas y soldaron al cuerpo del separador se tomaron en
cuenta las siguientes consideraciones:
Ninguna boca puede ser trazado sobre un cordón de suelda, en caso de coincidir
la ubicación de una boca y un cordón de suelda ésta debió ser reubicada.
Para diámetros mayores a 2” se requiere reforzar el cilindro soldando una placa
de acero en la zona donde la boca se trazó.
Las soldaduras de tuberías y bridas de las bocas requirieron ser comprobadas por
la técnica de tintas penetrantes, debido a la imposibilidad de radiografiarlas
Se evitó en lo posible que las bocas estén orientadas radialmente, estas se
ubicaron paralelas al eje vertical u horizontal del cilindro.

140
7.8 PROTECCIÓN A LA CORROSIÓN
Para la protección contra la corrosión en este equipo se dispuso el trazo de 12 bocas
de 4” de diámetro, las que permitieron colocar 6 ánodos de sacrificio, adicionalmente el
equipo una vez instalado se aterrizó por medio de una oreja soldada a la estructura para
este efecto, finalmente tanto en el interior como el exterior se ha aplicado pinturas y
productos que son descritos más adelante.
7.9 SILLAS DEL SEPARADOR
El separador está sostenido mediante dos asientos. En aquellos casos que se requiere
el uso de rigidizadores, como para condiciones de vacío, por ejemplo, los rigidizadores
deberán colocarse en los asientos siempre que sea práctico y posible. Los rigidizadores
se diseñaron de acuerdo al código ASME Sección VIII. No se recomienda el uso de
rigidizadores para recipientes con temperaturas de operación mayores de 540 °C (1000
°F). La silla o apoyo fijo debe estar en capacidad de soportar las fuerzas sísmicas en la
dirección longitudinal.
En el Free Water Knockout se colocaron además tres anillos rigidizadores dada su
longitud, las sillas del separadores están soldadas a un patín que permitió su transporte,
posteriormente en su instalación el separador se apoyó en sillas de concreto previamente
fabricadas en la locación final del separador.

141
Figura 64. Esquema y vista preliminar de sillas para reposo del cuerpo del
separador en estudio
Elaborado por; Tomás Freire C.
Fuente: Acero de los Andes S.A.
7.10 INTERNOS DEL SEPARADOR
Una vez concluido el trazo y construcción de las bocas del separador, se soldaron
placas de acero, que sirven de soporte a los internos del separador, los internos se
sujetan empernados a estas placas, permitiendo su extracción para cambio o
mantenimiento, asimismo se incluirán bajo este precepto los equipos de medición y
limpieza interna del separador.

142
Figura 65. Tipos de soporte para los internos del separador
Elaborado por: Tomás Freire C
Fuente: AMITSCO
Como internos del separador se incluyen los extractores de niebla, la placa
rompe vórtice, la placa deflectora para el cambio de dirección de los fluidos, los
sensores de algunos de los medidores y finalmente el sistema de control de arena Sand
Jet.
7.10.1 DEFLECTOR
Dado que no se colocara un distribuidor de flujo en la entrada del separador, el
deflector será un codo de 90° que cambiará la dirección y velocidad de los fluidos
dentro del separador

143
Figura 66. Deflector tipo codo de 90°
Elaborado por: Tomás Freire C
Fuente: Manual de procesos, PDVSA
7.10.2 PLACA ROMPE VÓRTICE
Se ubicó un elemento tipo placa, en la boca de descarga del agua de formación,
que cumple con las siguientes especificaciones para una boca de 8” de diámetro:
Tabla 25. Características de la placa rompe vórtices instalada en el separador
Espesor de la placa - acero al carbono 12 mm
Número de soportes externos 6
Número de soportes internos 4
Altura desde la boca 10 mm
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.
Estos parámetros únicamente son aplicables cuando se tiene una sola descarga
de agua en el fondo del separador.

144
Figura 67. Detalle de la placa Rompe-Vórtices
Elaborado por: Tomás Freire C
Fuente: Acero de los Andes S.A.
7.10.3 EXTRACTOR DE NIEBLA
En este equipo se colocó dos tipos de extractores, en la zona de separación por
coalescencia se instaló un extractor tipo aleta, y para una mayor efectividad de
separación de la fase líquida suspendida en el gas y dado su relativo bajo costo se
dispuso la colocación de un Demister o extractor de niebla tipo malla de 8” de diámetro
para la boca del domo de gas.

145
Figura 68. Extractor de Niebla, colocado bajo el domo de gas del separador
Elaborado por; Tomás Freire C.
Fuente: Acero de los Andes S.A.
Figura 69. Detalle de ubicación del extractor de niebla
Elaborado por: Tomás Freire C
Fuente: Manual de procesos, PDVSA.
Figura 70. Coalescedor tipo aleta, sección de coalescencia

146
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.
7.10.4 SISTEMA DE LIMPIEZA SAND JET
Para un efectivo control de la arena producida con los fluidos y que luego se
acumulará en el separador se colocó un sistema que consiste básicamente un una tubería
ranurada dispuesta a lo largo del tanque de separación por la cual se inyecta agua a
presión por seis bocas de entrada de 2” de diámetro, ésta remueve los sólidos
depositados en el fondo del tanque, y son arrastrados por hacia 6 bocas de drenaje de
diámetro de 4” cada uno.
7.11 GRANALLADO
A fin de brindar un mejor anclaje del recubrimiento del recipiente, la superficie es
sometida a un proceso de abrasión, por medio de un Sand Blaster, que en este caso no
arroja arena a alta presión sino que se usa granalla de hierro, produciendo una
texturización de la superficie del metal y una total remoción de impurezas y productos
de la oxidación.

147
Figura 71. Esquema del sistema de limpieza Sand Jet
Elaborado por: Tomás Freire C
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
Figura 72. Comparación entre superficies sin granallar (izq.) y granallada (der.)
Elaborado por: Tomás Freire C.
Fuente: Acero de los Andes S.A.

148
7.12 RECUBRIMIENTOS
De acuerdo con los requerimientos de servicio del separador en el interior se preparó
la superficie mediante el proceso SSPC-SP5 (Steel Structures Painting Council) la
superficie debe verse libre de aceite, grasa, polvo, óxido, restos de pintura sin
excepciones. Es utilizada donde las condiciones son extremadamente severas, con
contaminantes ácidos, sales en solución, etc., en la cabina de pintura bajo condiciones
de temperatura y humedad específicas para cada producto se aplicó un primer
recubrimiento de 5 milímetros de espesor con Epoxy Novolac, una vez transcurrido el
tiempo de curado del recubrimiento, se aplicó una capa final de iguales características a
la inicial.
Para la superficie exterior; la superficie se preparó mediante el procedimiento
SSPC-SP10, la superficie debe verse libre de aceite, grasa, polvo, óxido, capa de
laminación, restos de pintura y otros materiales extraños. Se admite hasta un 5% de
restos que pueden aparecer sólo como distinta coloración en cada pulgada cuadrada de
la superficie, posteriormente se colocó un recubrimiento inicial de 3 milímetros de
espesor de zinc inorgánico, que es un galvanizado en frío. Este tipo de recubrimiento
forma una película formada por la aplicación de una mezcla homogénea de polvo de
zinc y una solución acuosa de silicato inorgánico. Al aplicar estos componentes, se
eliminó el agua y los solventes, lo que permite obtener una película de silicato de zinc
con oclusiones de zinc en polvo, su mecanismo de protección es el de crear una película
de zinc con alta conductividad eléctrica capaz de sacrificarse anódicamente para
proteger el acero, es decir, lo protege a partir del principio de la protección catódica, una
vez curado el producto se aplicó una capa intermedia de 5 milímetros de espesor de
Epoxy y finalmente un recubrimiento de 2 milímetros de espesor de Poliuretano.
7.13 REVESTIMIENTO
Una vez concluida la construcción del separador se reviste todo el equipo con
láminas de acero inoxidable, a fin de proteger el equipo de la corrosión, estas láminas
están soldadas al equipo y unidas entre sí por medio de remaches, se cortan láminas de

149
revestimiento a una distancia mínima de 13 mm de los cordones de suelda, que
previamente deberán ser rellenados con soldadura de aleación para su protección.
Figura 73. Separador revestido con láminas de acero inoxidable
Elaborado por: Tomás Freire C.
Fuente: AGIP Oil Ecuador
CAPÍTULO VIII
151
CAPÍTULO VIII
8 CONCLUSIONES Y RECOMENDACIONES
8.1 CONCLUSIONES
La inyección de químicos desmulsificantes en la mezcla en etapas tempranas del
proceso de separación de fases, asegura un menor tiempo de retención en el
separador, además reduce costos operativos al disminuir la cantidad de calor
necesaria para desestalibilizar la emulsión W/O en los tratadores electroestáticos
ubicados en el CPF.
Al incluir el equipo Free Water Knockout C en el Campo Villano Alfa se
descongestionó la batería de separación primaria, ahora conformada por 3
FWKO con una capacidad de procesamiento en conjunto de 67,500 BOPD y
120,000 BWPD, en consecuencia actualmente trabajan a un 70% de su
capacidad total.
Una vez instalado el nuevo equipo de separación FWKO C se procedió a
reinstalar los internos de los Hidrociclones A y B, con lo cual se asegura una
remoción efectiva de las partículas sólidas producidas en asociación con el
crudo, producto de esto es una considerable reducción de daños a los equipos
por efecto de la abrasión y una menor sedimentación en el fondo de los tanques
de almacenamiento del agua.
Los datos arrojados del diseño y dimensionamiento del equipo concuerdan en
gran medida con los datos finales para la construcción del separador aprobados
por AGIP ENI Oil Ecuador, las diferencias se produjeron principalmente debido
a consideraciones de orden mecánico para la fabricación del FWKO C por parte
de IAA. A continuación se presentan los valores definitivos de construcción del
equipo:

152
Tabla 26. Datos de construcción del separador en estudio
Diámetro ID 9´ 10”
Longitud Costura-Costura 63´4”
Presión de diseño 300 psig
Temperatura de diseño 260ºF
Material de construcción SA-516-GR70N
Longitud tangente-tangente 63´8”
Longitud total 68´9”
Peso del recipiente 5,914 kg
Corrosión permisible 1/8”
Elaborado por: Tomás Freire Cruz
Fuente: Industrias Acero de los Andes
Aun cuando el proceso de construcción de un FWKO no es un proceso en
cadena o en línea se sigue con estricto respeto el cronograma establecido por
el departamento de ingeniería, así mismo se toma especial cuidado en la
práctica de los ensayos no destructivos para verificar la calidad, en especial
de sueldas y revestimientos, a fin de poder colocar en el recipiente una placa
de certificación ASME, cabe mencionar que dicha placa únicamente certifica
la calidad del proceso y materiales del recipiente cilíndrico mas no de los
internos del separador.
8.2 RECOMENDACIONES
Durante el proceso de diseño de un separador se debe tomar en
consideración, además de la información de las características de los fluidos,
tasas de flujo y tiempos de retención; la calidad de la separación deseada, la
presencia o no de parafinas, asfaltenos y/o productos sólidos. A fin de
seleccionar los internos del separador, el tipo de separador trifásico, y
realizar el cálculo de las bocas de ingreso y salida en el separador.

153
Preveer la expansión a futuro de un proyecto petrolero, y realizar la
reingeniería de dicho proyecto a tiempo, reduce costos innecesarios a la
compañía, además de evitar el tener que modificar los equipos a fin de que
cumplan tareas para las que no fueron diseñados como en el caso de los
FWKO A y B cuya sección electrostática fue deshabilitada.
En campos en los que los equipos necesariamente deben ser
helitransportados, se hace fundamental, el cálculo del peso neto de los
equipos, en vista de que este es el principal limitante logístico. en caso de
que el peso del equipo sea mayor al que se puede transportar, el equipo
deberá ser diseñado de forma tal que se pueda concluir su construcción en el
sitio de su disposición final, garantizando igual calidad que si el trabajo
completa se la hubiera realizado en las instalaciones de la empresa
fabricante.
Siempre que sea posible se debe mantener personal calificado de la empresa
requirente del equipo de separación en las instalaciones del fabricante a fin
de que se cerciore del cumplimiento de requerimientos del contrato.

154
GLOSARIO DE TÉRMINOS
A
AGUA DE FORMACIÓN: Agua que se encuentra conjuntamente con el
petróleo y el gas en los yacimientos de hidrocarburos. Puede tener diferentes
concentraciones de sales minerales.
AGUA RESIDUAL: Aguas resultantes de la utilización en las actividades
humanas, domésticas o industriales, que se vierten como afluentes.
API: American Petroleum Institude; organismo que regula los procesos que se
realizan en el campo petrolero mediante normas estandarizadas.
ASTM: Siglas de la Sociedad Americana de Ensayos y Materiales, organismo
con sede en Estados Unidos de Norteamérica, que entre otras actividades
establece los métodos de ensayo para ser utilizados en los diferentes
laboratorios.
B
BARRIL: Unidad de medida de volumen para petróleo y derivados; equivales
42 galones americanos o 158.98 litros medidos a 60 ºF y a nivel del mar.
BARRILES POR DÍA: En términos de producción, el número de barriles de
aceite que produce un pozo en un período de 24 horas, normalmente se toma una
cifra promedio de un período de tiempo largo. (En términos de refinación, el
número de barriles recibidos o la producción de una refinería durante un año,
divididos por trescientos sesenta y cinco días menos el tiempo muerto utilizado
para mantenimiento).
BSW: Contenido de agua y sedimentos que se tiene en un fluido y que se lo
determina por medio de pruebas de laboratorio.
C
CATALIZADOR: Una substancia que ayuda o promueve una reacción química
sin formar parte del producto final. Hace que la reacción tenga lugar más
rápidamente o a menor temperatura, y permanece sin cambio al final de la
reacción. En procesos industriales, sin embargo, el catalizador debe ser
cambiado periódicamente para mantener una producción económica.
CIRCULACIÓN DE GAS O RECIRCULACIÓN: Un proceso en el cual el
gas producido es reinyectado al yacimiento después de haberle quitado el

155
condensado. Esto es para mantener la presión del yacimiento y para impedir que
el condensado se "condense" dentro del yacimiento y después se dificulte
recuperarlo. Esta es llamada condensación retrógrada.
D
DISTRIBUCIÓN: Después que el gas ha sido procesado, es transportado a
través de gasoductos hasta centros de distribución local, para ser medido y
entregado a los clientes o en nuestro caso va a ser usado como combustible.
DUCTO: Tubería para el transporte de crudo o gas natural entre dos puntos, ya
sea tierra adentro o tierra afuera.
E
ESTACIÓN DE CONTROL: Una estación de carga manual es la que permite
la interrupción entre el modo manual y el modo automático de un lazo de
control, se puede decir que es la interface del operador con un sistema de
control distribuido y puede relacionarse como estación de control.
EMULSIÓN: Mezcla de dos líquidos mutuamente inmiscibles, uno de los
cuales está disperse en forma de pequeñísimas gotas en el otro y estabilizado
por un agente emulsionante.
EVALUACIÓN DEL IMPACTO AMBIENTAL EIA: Evaluación del
impacto de una instalación o actividad sobre el medio ambiente que la rodea,
realizada antes de que el trabajo sobre esa actividad haya comenzado. El estudio
base original, parte clave de este proceso, describe las condiciones originales.
F
FUNCIÓN: Propósito de o una acción realizada por un instrumento.
G
GAS LICUADO DE PETRÓLEO: El GLP está compuesto de propano,
butano, o una mezcla de los dos, la cual puede ser total o parcialmente licuada bajo
presión con objeto de facilitar su transporte y almacenamiento. El LPG puede
utilizarse para cocinar, para calefacción o como combustible automotriz.
H
HIDROCARBURO: Cualquier compuesto o mezcla de compuestos, sólido,
líquido o gas que contiene carbono e hidrógeno (ej.: carbón, aceite crudo
liviano, mediano o pesado, y gas natural).

156
I
IDENTIFICACIÓN: Secuencia de letras, dígitos o ambos que son usados para
designar un instrumento.
INSTRUMENTACIÓN: Una colección de instrumentos o sus aplicaciones
para un propósito de observación, medida, control o alguna combinación de
estas.
INSTRUMENTO: Recurso usado directa o indirectamente para medir y/o
controlar una variable.
L
LÍNEA DE DESCARGA: Canal o tubo instalado entre las conexiones de la
superficie en la boca del pozo y la zaranda vibratoria a través de la cual pasa el
lodo de perforación en su viaje de vuelta desde el fondo hasta la superficie.
LÍNEA DE FLUJO: Tubería que va desde el cabezal de un pozo hasta la
estación de recolección. Su objetico es transportar el fluido que sale del pozo
hasta los separadores de la estación de recolección.
M
MEDIDA: La determinación de la existencia de una magnitud o una variable.
METANO: La más pequeña de las moléculas de los hidrocarburos, con un
átomo de carbono y cuatro átomos de hidrógeno. Es el componente principal del
gas natural, pero también está presente en las capas de carbón, y es producido
por animales y por la descomposición de los vegetales. Es un gas ligero, sin
color, sin olor y flamable bajo condiciones normales. El metano es el primer
miembro en la serie de alcanos (parafinas). A presión atmosférica se licúa a -
162°C.
O
OPERADOR: Compañía, organización o persona con autoridad legal para
perforar pozos y extraer hidrocarburos. Puede emplearse un contratista de
perforación para llevar a cabo la perforación en sí. El operador es con
frecuencia parte de un consorcio y actúa a nombre de este.
P
PARAFINA: Material sólido o semisólido derivado de destilados o residuos; se
emplea para distintos propósitos incluyendo velas y encerados.

157
PETRÓLEO: Nombre genérico para hidrocarburos, incluyendo petróleo crudo,
gas natural y líquidos del gas natural. El nombre se deriva del Latín, óleum,
presente en forma natural en rocas, petra.
PANEL MONTADO: Término aplicado a un instrumento montado en un panel
o consola y es accesible para el uso normal de un operador.
PODER CALORÍFICO: La cantidad de calor producido por la combustión
completa de un combustible. Puede ser medido seco o saturado con vapor de
agua; y neto o bruto. ("Bruto" significa que el agua producida durante la
combustión ha sido condensada en líquido, liberando así su calor latente;
"Neto" significa que el agua permanece como vapor). La convención general es
llamarle seco ó bruto.
PROCESO: Una operación o secuencia de operaciones envueltas en cambios
de energía, estado, composición y dimensión.
PROGRAMA: Una secuencia repetitiva de acciones que definen el estatus de
salida como una relación a un set de entradas.
R
REFINERÍA: Complejo de instalaciones en el que el petróleo crudo se separa
en fracciones ligeras y pesadas, las cuales se convierten en productos
aprovechables o insumos.
RESIDUO: Los componentes pesados, no volátiles, del crudo que fluyen del
fondo de la columna de fraccionamiento durante la destilación fraccionada.
S
SENSOR: Parte de un circuito o instrumento que primero detecta el valor de
una variable de proceso, y que asume un estado de salida correspondiente,
predeterminado e intangible.
SISTEMA DE CONTROL DISTRIBUIDO: Sistema el cual, esta siendo
integrado funcionalmente, consiste de subsistemas los cuales son físicamente
separados y remotamente localizados uno de otro.
SWITCH: Instrumento que conecta y desconecta, selecciona o transfiere uno o
más circuitos.

158
T
TANQUES DE ALMACENAMIENTO: Grandes depósitos metálicos,
construidos de acero soldado, que se utilizan para guardar crudo o derivados.
TANQUES DE LAVADO: El los tanques de lavado se separa el agua del
aceite por diferencia de densidades; el agua se drena a una piscina y el aceite se
pasa a, un tanque de mayor capacidad, denominado de surgencia, donde se
almacena el crudo producido del campo, libre de gas y agua.
TRANSPORTE: Acción de trasladar crudo y derivados a través de varios
sistemas; por ductos, autotanques y buques tanque.
U
UNIDAD TÉRMICA BRITÁNICA (BTU): La cantidad de calor requerido
para elevar la temperatura de una libra de agua en un grado Fahrenheit.
V
VARIABLE DEL PROCESO: Cualquier variable perteneciente a un proceso,
en esta norma se aplica para todas las variables que no sean de señales de
instrumentación.
VISCOSIDAD: Pegajoso, esto es: la resistencia de un líquido al movimiento o
flujo; normalmente se abate al elevar la temperatura.
159
BIBLIOGRAFÍA
AGIP OIL, Documentos de Archivo, (Planos y PI&D), Pastaza, 2009
ARNOLD, Ken, Emulsions and Oil Treating Equipment: Selection, Sizing and
Troubleshooting, Gulf Equipment Guides, Houston, 1996
ARNOLD, Ken, Gas-Liquid And Liquid-Liquid Separators, Gulf Equipment
Guides, Tulsa, 2009
ARNOLD, Ken, Surface Production Facilities: Design Oil-Handling Systems
and Facilities, 2da ed., Gulf Equipment Guides, Houston, 1999
ASME, Section VIII, Division II (Norma), 2007
IAA, Documentos de archivo planta industrial acero de los Andes (planos),
Quito, Ecuador, 2009
GPSA, Engineering Data Book, Vol I y II, ed. 20, Gas Processor Supplier
Association, Tulsa, 2004
LYONS, William, Standard Handbook of Petroleum and Natural Gas
Engineering, Vol 2, Gulf Professional Publishing, Houston, 1996
MEGYESE, Eugene, Manual de recipientes a presión diseño y cálculo, editorial
Limusa, México, 1992
MELO, Vinicio, Sistemas de Producción en Campos Petroleros, noviembre
2007
NEXT, Separación de Fases, 2006
PDVSA, Manual de Procesos, edición 2007
SALAGER, Jean Louis, Deshidratación de Crudo Principios y Tecnología,
Universidad de los Andes, Mérida 1998
SALAGER, Jean Louis, Formulación, Composición y Fabricación de
emulsiones para obtener las propiedades deseadas. Estado del Arte. Parte A:
Introducción y conceptos de formulación fisicoquímica. Cuaderno FIRP 747-A,
Módulo de enseñanza en Fenómenos Interfaciales, Laboratorio FIRP,
Universidad de los Andes, Mérida (1999).
ANEXOS

164
ANEXO 1. CURVAS DE LONGITUD VS. CAPACIDAD DEL TAMBOR
Elaborado por: Tomás Freire C
Fuente: Manual de procesos, PDVSA
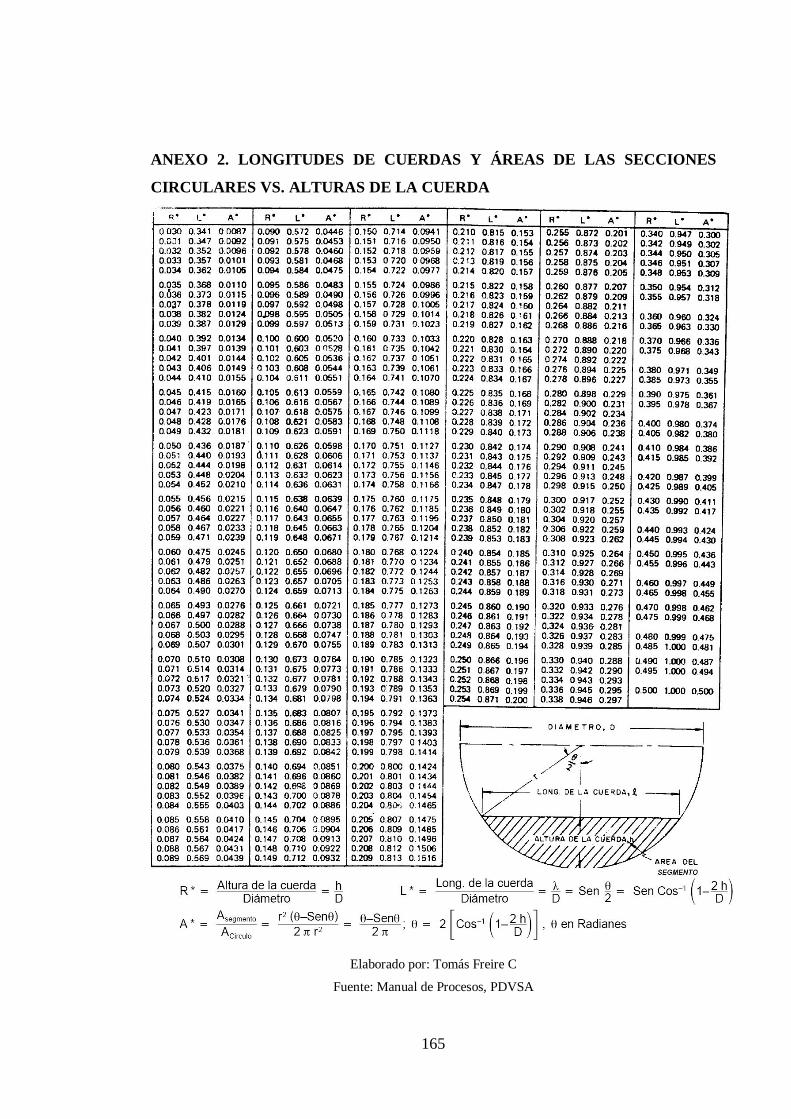
165
ANEXO 2. LONGITUDES DE CUERDAS Y ÁREAS DE LAS SECCIONES
CIRCULARES VS. ALTURAS DE LA CUERDA
Elaborado por: Tomás Freire C
Fuente: Manual de Procesos, PDVSA

166
ANEXO 3. ESFUERZO PERMISIBLE PARA DISTINTOS MATERIALES
Elaborado por: Tomás Freire C
Fuente: Norma ASME Sección VIII, 2007

167
AN
EXO
4. T
IPO
S D
E SO
LDA
DU
RA
PA
RA
REC
IPIE
NTE
S BA
JO P
RES
IÓN
Elab
orad
o po
r: To
más
Fre
ire C
Fuen
te: G
as-L
iqui
d an
d Li
quid
-Liq
uid
Sepa
rato
rs, G
ulf E
quip
men
t Gui
des
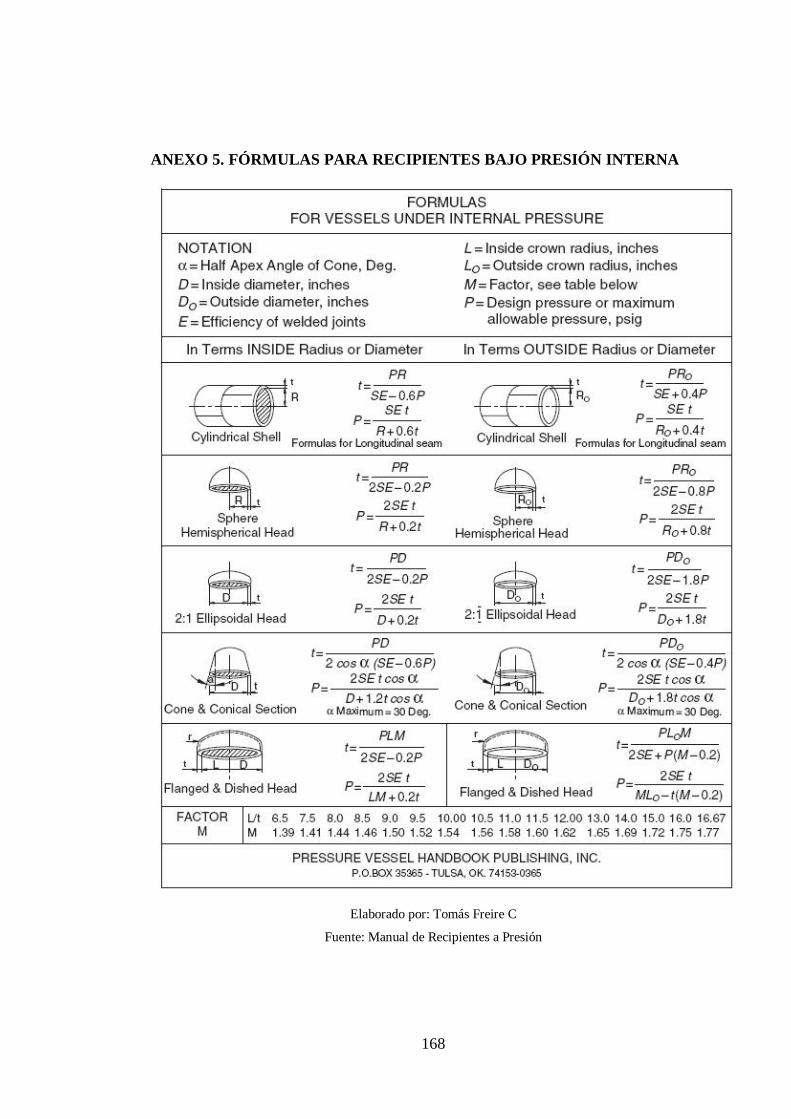
168
ANEXO 5. FÓRMULAS PARA RECIPIENTES BAJO PRESIÓN INTERNA
Elaborado por: Tomás Freire C
Fuente: Manual de Recipientes a Presión

169
ANEXO 6. CONSIDERACIONES PARA RECIPIENTES BAJO PRESIÓN
INTERNA
Elaborado por: Tomás Freire C
Fuente: Norma ASME Sección VIII, 2007

170
AN
EXO
7. E
SPEC
IFIC
AC
IÓN
DE
MA
TER
IALE
S PA
RA
FA
BRIC
AC
IÓN
DE
REC
IPIE
NTE
S
Elab
orad
o po
r: To
más
Fre
ire C
Fuen
te: G
as-L
iqui
d an
d Li
quid
-Liq
uid
Sepa
rato
rs, G
ulf E
quip
men
t Gui
des
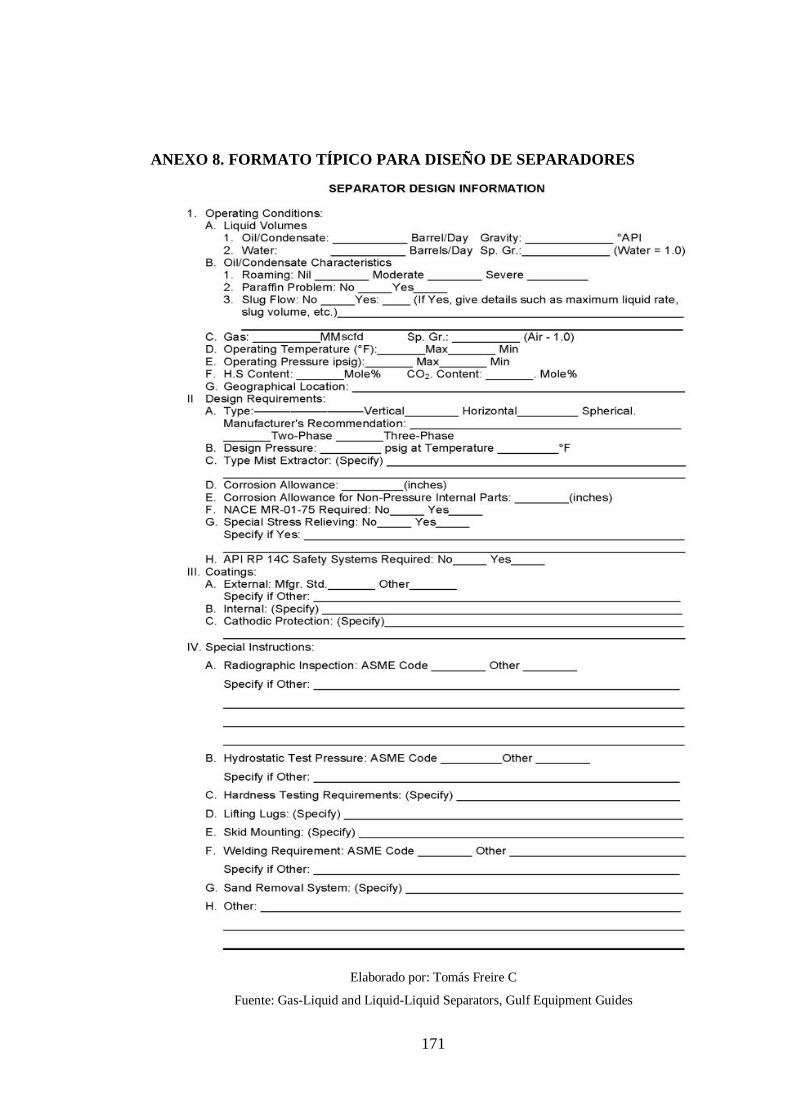
171
ANEXO 8. FORMATO TÍPICO PARA DISEÑO DE SEPARADORES
Elaborado por: Tomás Freire C
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides
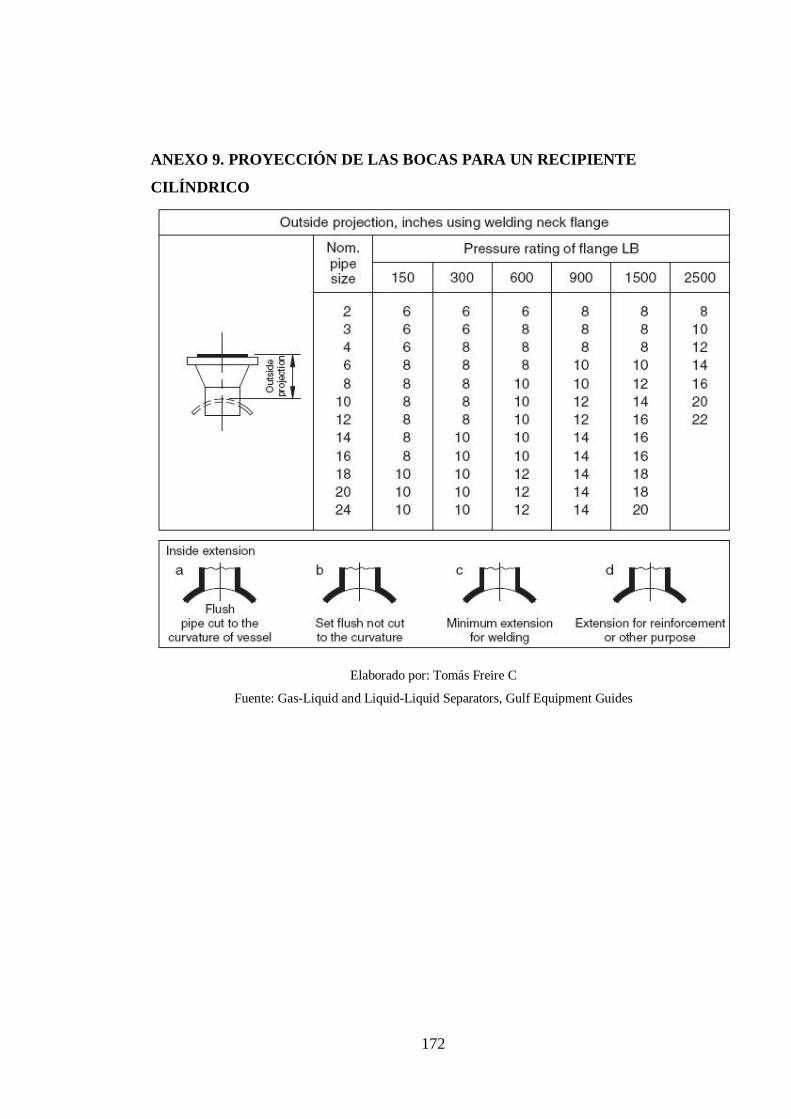
172
ANEXO 9. PROYECCIÓN DE LAS BOCAS PARA UN RECIPIENTE
CILÍNDRICO
Elaborado por: Tomás Freire C
Fuente: Gas-Liquid and Liquid-Liquid Separators, Gulf Equipment Guides


















