VALIDACION APLICADA
29
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO Facultad de Química VALIDACIÓN DE PROCESOS Y ACONDICIONAMIENTO M. EN C. VIRIDIANA GISELA LLERA ROJAS
-
Upload
karlos-martinez -
Category
Documents
-
view
37 -
download
5
description
validacion tecnologia farmaceutica
Transcript of VALIDACION APLICADA
UNIVERSIDAD NACIONAL AUTÓNOMA DE MÉXICO
Facultad de Química
VALIDACIÓN DE PROCESOS Y ACONDICIONAMIENTO
M . EN C . V I R I D I ANA GI SELA LLER A ROJA S
VALIDACIÓN
Generalidades
La validación permite demostrar que la fabricación de los
medicamentos cumple con las características fundamentales de
funcionalidad, consistencia y robustez, para asegurar la calidad de los
medicamentos
Un requisito esencial de la validación es la calificación
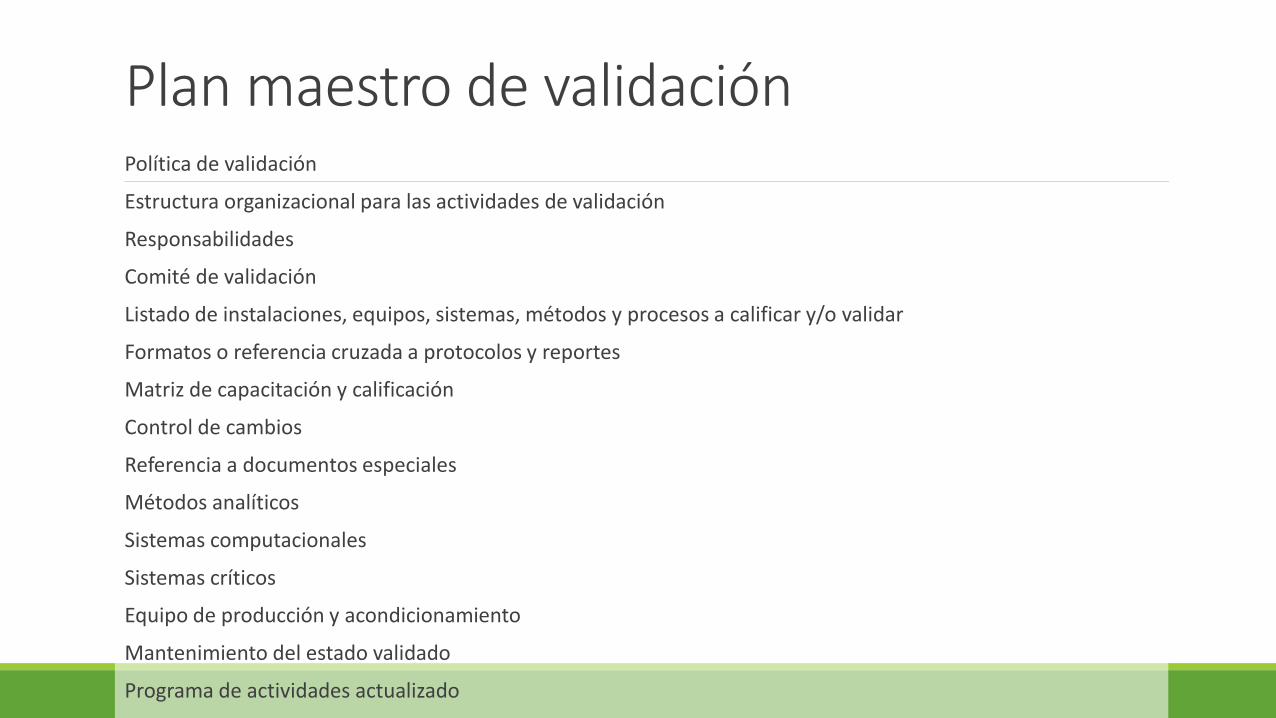
Plan maestro de validación Política de validación
Estructura organizacional para las actividades de validación
Responsabilidades
Comité de validación
Listado de instalaciones, equipos, sistemas, métodos y procesos a calificar y/o validar
Formatos o referencia cruzada a protocolos y reportes
Matriz de capacitación y calificación
Control de cambios
Referencia a documentos especiales
Métodos analíticos
Sistemas computacionales
Sistemas críticos
Equipo de producción y acondicionamiento
Mantenimiento del estado validado
Programa de actividades actualizado

Calificación
• En base a los requerimientos del usuario
Diseño
• En base a los requisitos del fabricante
Instalación • Basada en las
condiciones e intervalos de operación
Operación
• Demuestra que el equipo cumple con los requisitos establecidos en condiciones rutinarias
Desempeño
Los instrumentos críticos de medición involucrados en la calificación deben estar calibrados
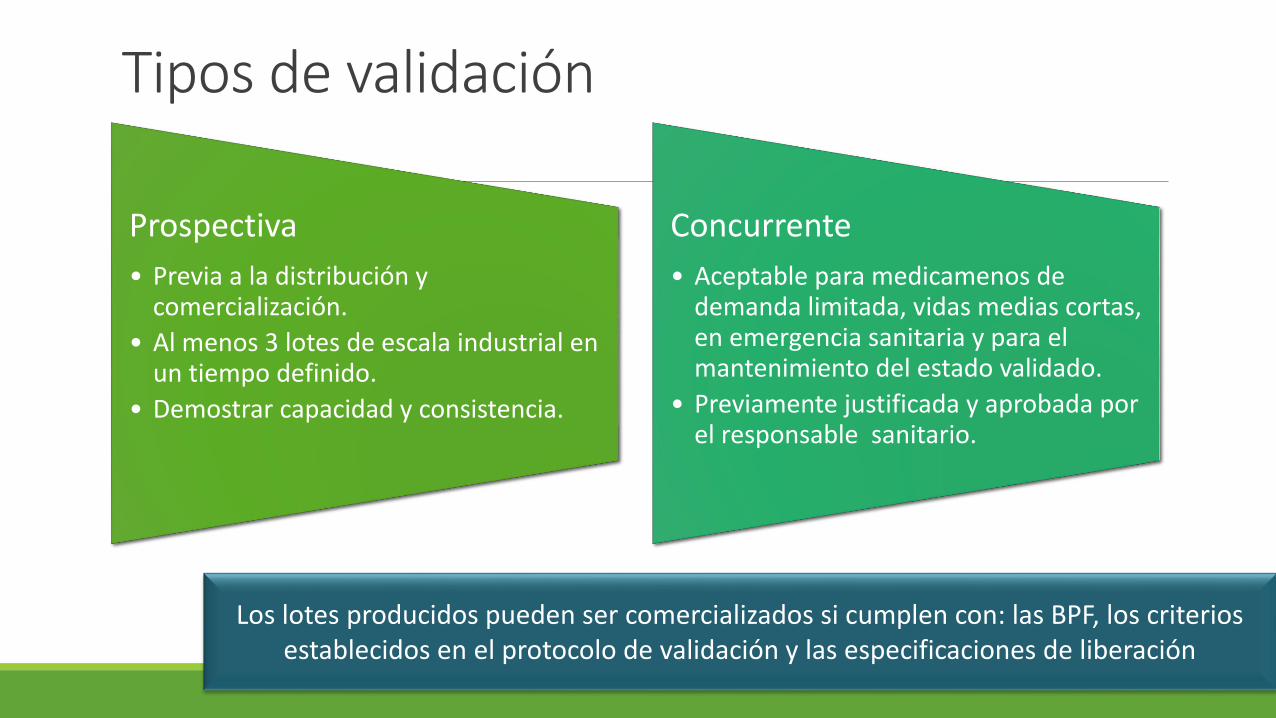
Tipos de validación
Prospectiva
• Previa a la distribución y comercialización.
• Al menos 3 lotes de escala industrial en un tiempo definido.
• Demostrar capacidad y consistencia.
Concurrente
• Aceptable para medicamenos de demanda limitada, vidas medias cortas, en emergencia sanitaria y para el mantenimiento del estado validado.
• Previamente justificada y aprobada por el responsable sanitario.
Los lotes producidos pueden ser comercializados si cumplen con: las BPF, los criterios establecidos en el protocolo de validación y las especificaciones de liberación
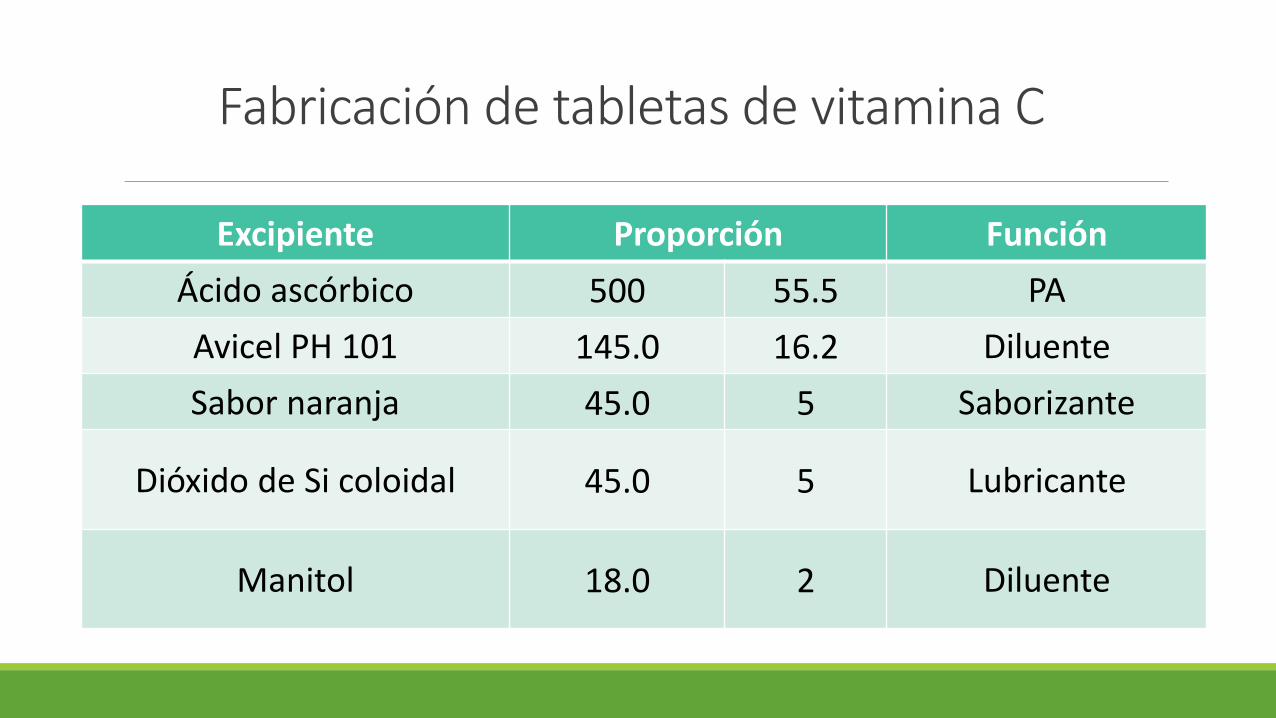
Fabricación de tabletas de vitamina C
Excipiente Proporción Función
Ácido ascórbico 500 55.5 PA
Avicel PH 101 145.0 16.2 Diluente
Sabor naranja 45.0 5 Saborizante
Dióxido de Si coloidal 45.0 5 Lubricante
Manitol 18.0 2 Diluente
REQUISITOS ESENCIALES PREVIOS A LA VALIDACIÓN CALIFICACIÓN
Validación del proceso de fabricación de tabletas de vitamina C
Objetivo: Obtener información documentada de que el proceso de fabricación de
tabletas masticables de vitamina C es consistente.
Alcance: Personal, equipos y áreas relacionadas con el proceso de fabricación de
tabletas masticables de vitamina C.

PROCESO DE FABRICACIÓN
Emisión de la orden de fabricación
Solicitud de materias primas
Verificación de materias primas
Pesado de materias primas
-Personal del área de
planeación -Sistemas de
cómputo validados
-Impresora en buen estado
-Personal de almacén calif.
-Materias primas aprobadas.
-Proveedores calificados -Almacén calificado
Sensores de humedad y temperatura calif y
calib.
-Personal de almacén
-Personal del área de pesado calif
-Sistemas de computo calificados -Balanza calibrada y calificada (CDi, CI,
CO, CDe) -Área de pesado
calificada
Áreas calificadas: Acabados sanitarios, pisos lisos, lámparas empotradas, instalaciones ocultas, piso resistente a disolventes y que no desprenda partículas, buena iluminación

PROCESO DE FABRICACIÓN
Tamizado de materias primas
Mezclado Lubricación de
polvos
-Personal de producción calificado
-Área de producción calificada
Sensores de humedad y temperatura calif y
calib. Tamices calificados
-Personal de
producción calificado -Área de producción
calificada Sensores de humedad y temperatura calif y
calib. Mezclador de pantalón
de acero inoxidable, pulido, calificado.
Cronómetro calibrado
-Personal de producción calificado -Área de producción
calificada Sensores de humedad y
temperatura calif y calib.
Mezclador de pantalón de acero inoxidable,
pulido, calificado
Personal calificado: Personal capacitado, sano, limpio, con la indumentaria adecuada (overol, bata, cofia, cubrebocas, guantes, calzado adecuado, sin joyería ni maquillaje)

PROCESO DE FABRICACIÓN
Compresión
-Personal de producción calificado
-Área de compresión calificada
Sensores de humedad y temperatura calif y calib.
Tableteadora concéntrica de acero inoxidable, calificada Control de proceso: Peso,
dureza y friabilidad (Balanza, durómetro y fragilizador calificados
Acondicionamiento
-Personal de acondicionamiento
calificado -Área de
acondicionamiento calificada
-Emblistadora calificada Estuchadora calificada Sistemas de cómputo
validados
VALIDACIÓN DEL PROCESO
Prospectiva
• Previa a la distribución y comercialización.
• Al menos 3 lotes de escala industrial en un tiempo definido.
• Demostrar capacidad y consistencia.
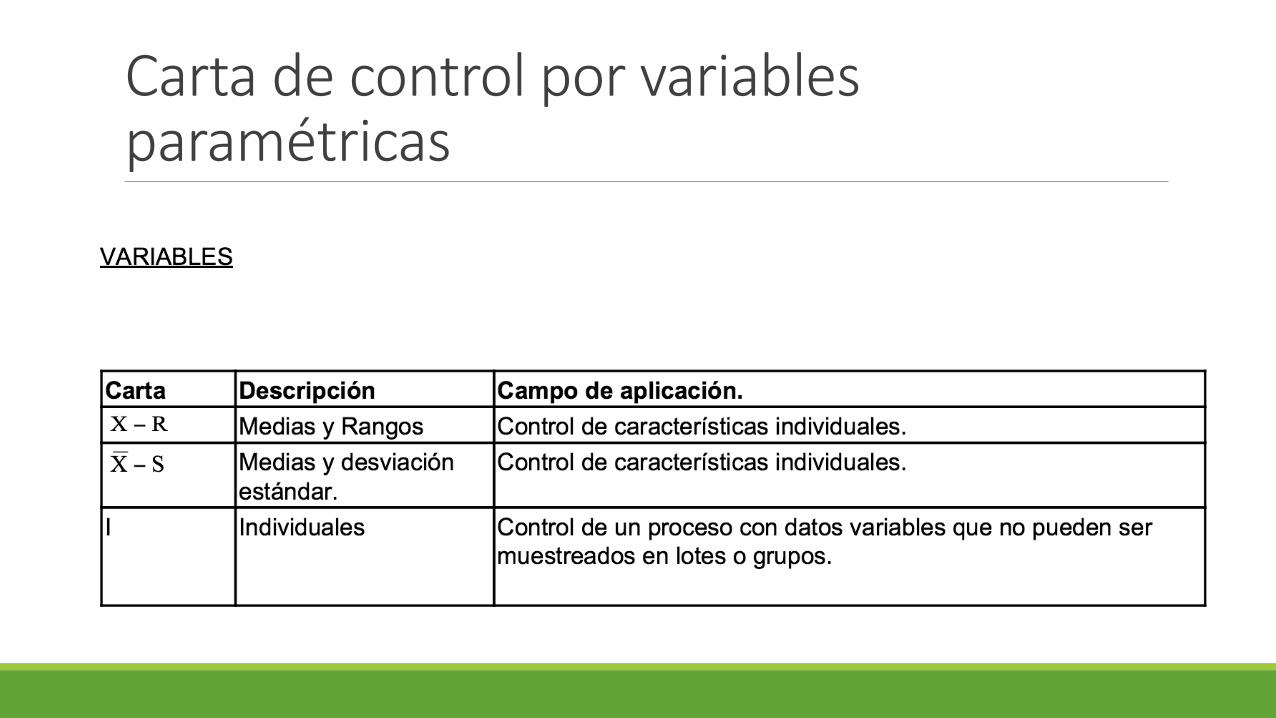
Carta de control por variables paramétricas
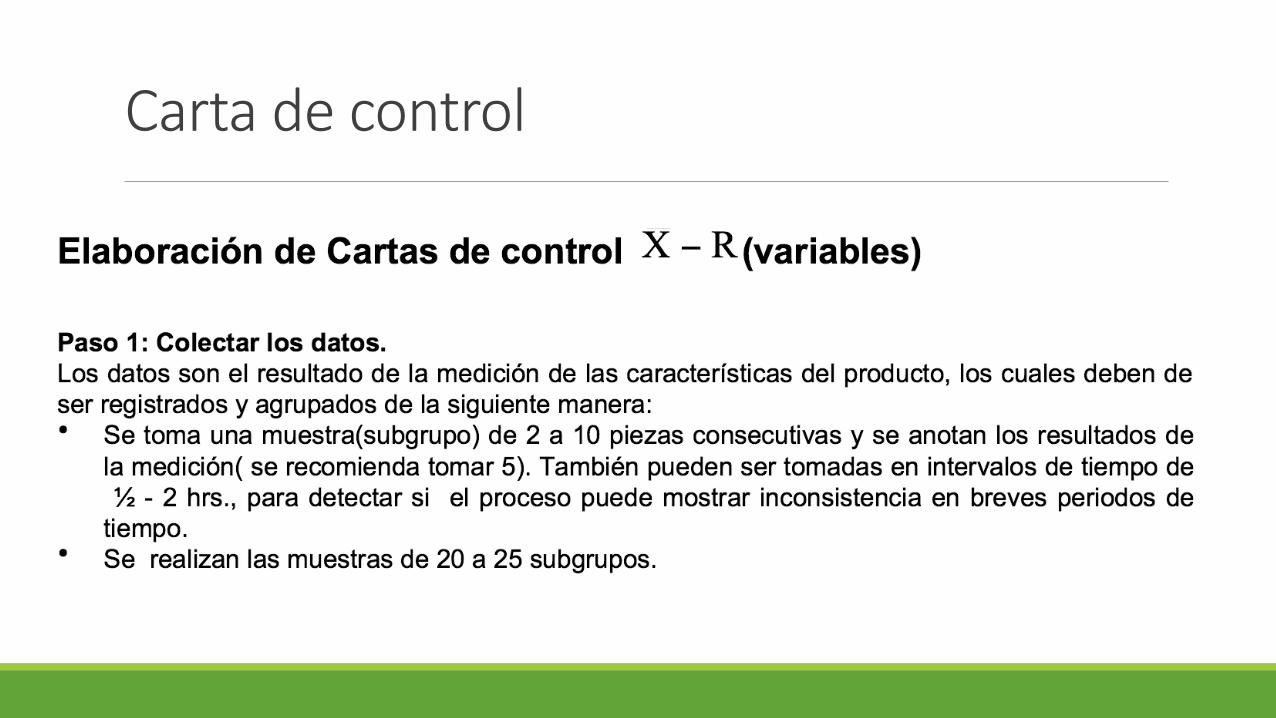
Carta de control
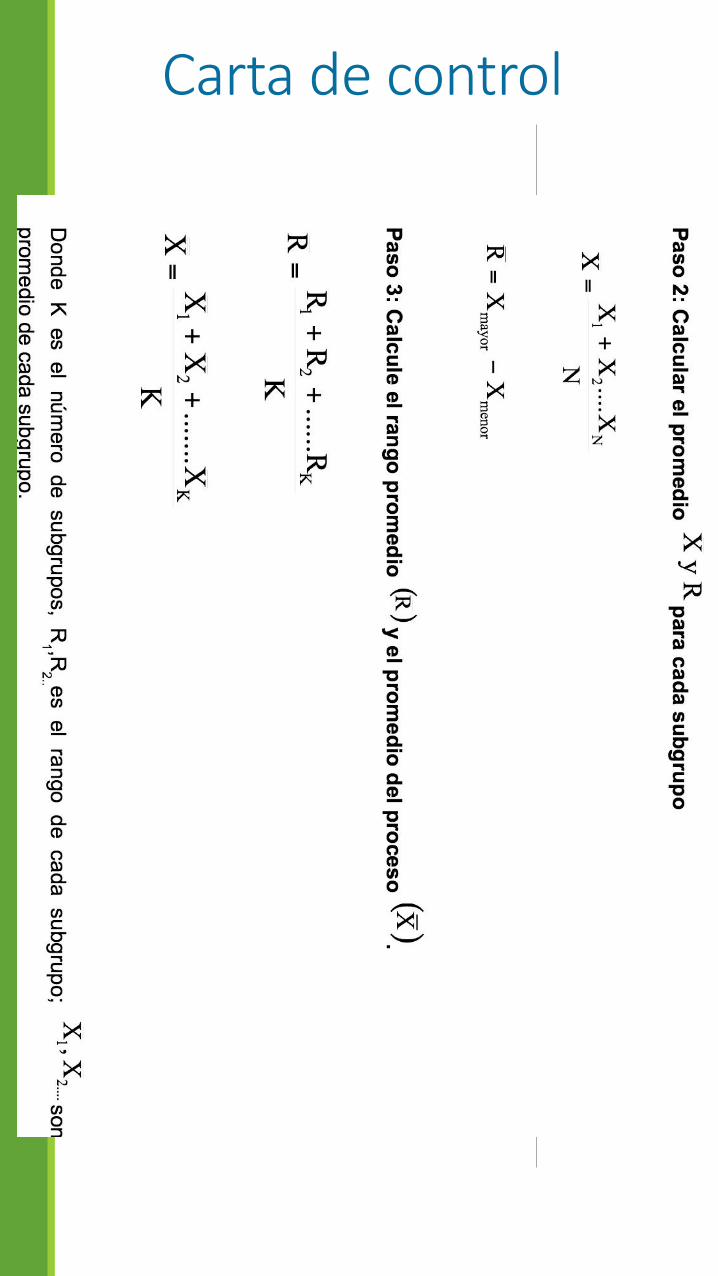
Carta de control
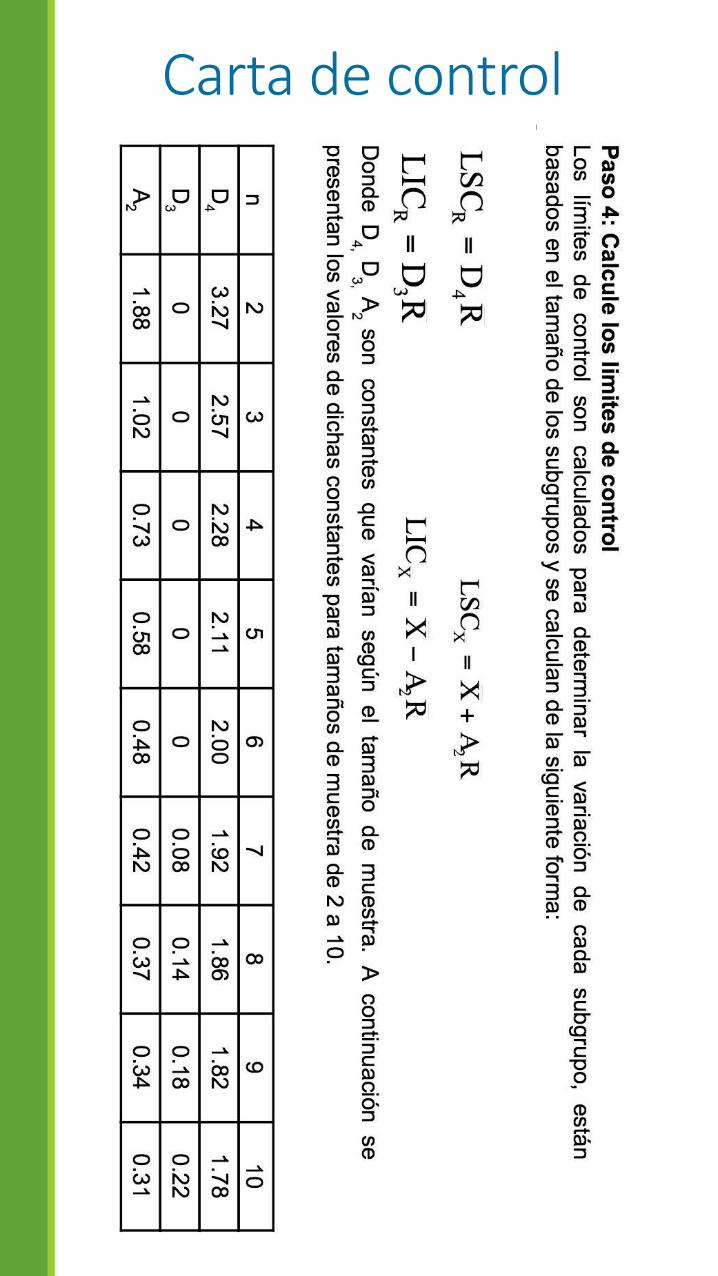
Carta de control
Carta de control
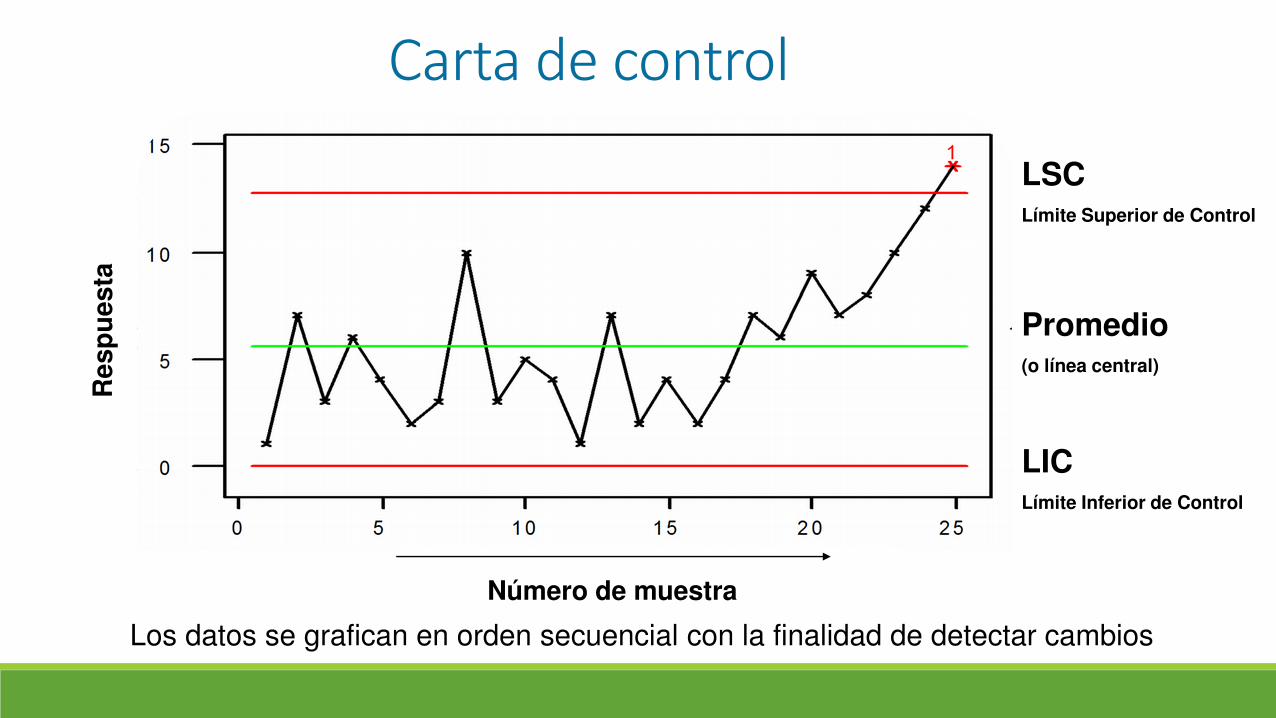
LSC Límite Superior de Control
LIC Límite Inferior de Control
Promedio (o línea central)
Resp
uesta
Los datos se grafican en orden secuencial con la finalidad de detectar cambios
Número de muestra
Carta de control
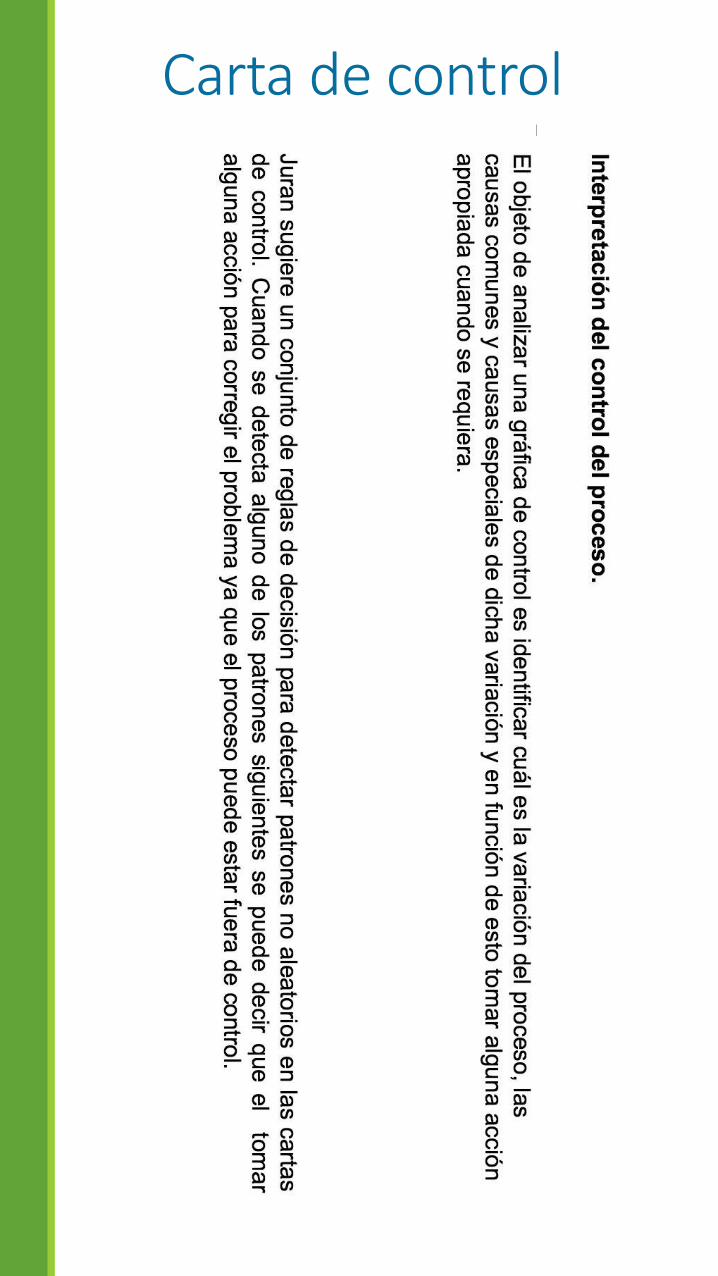
Carta de control
Carta de control
Carta de control
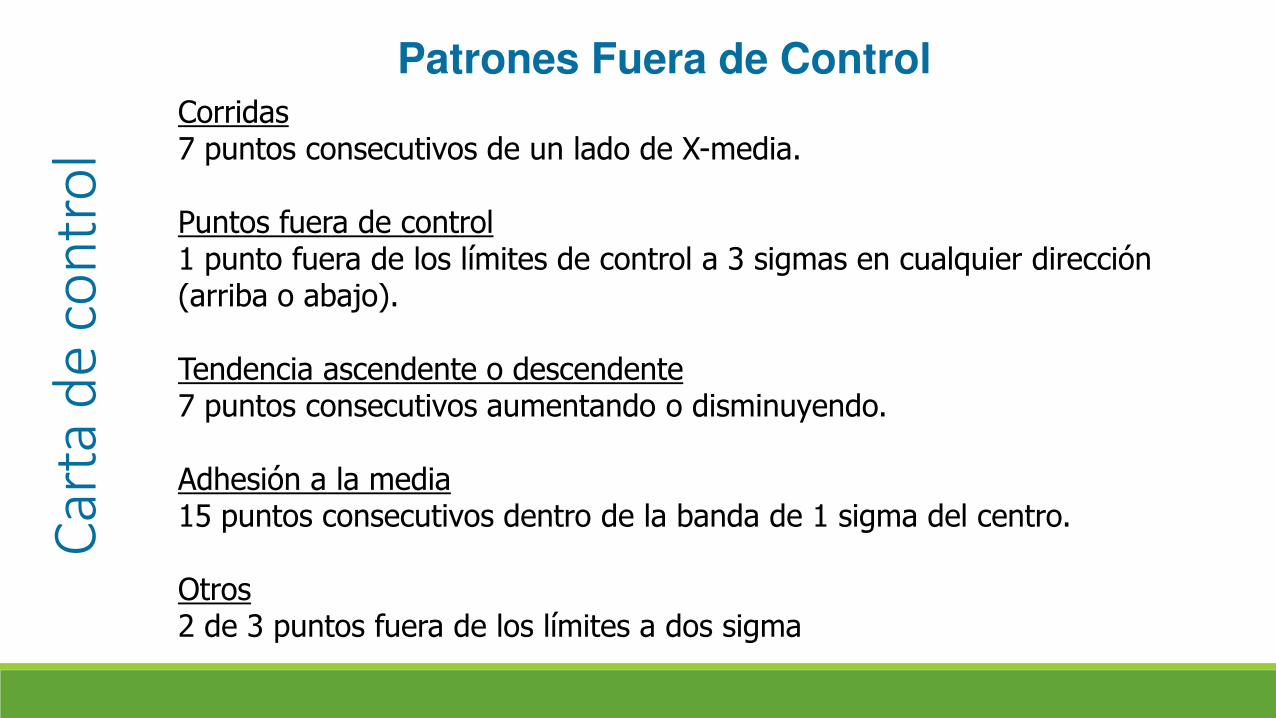
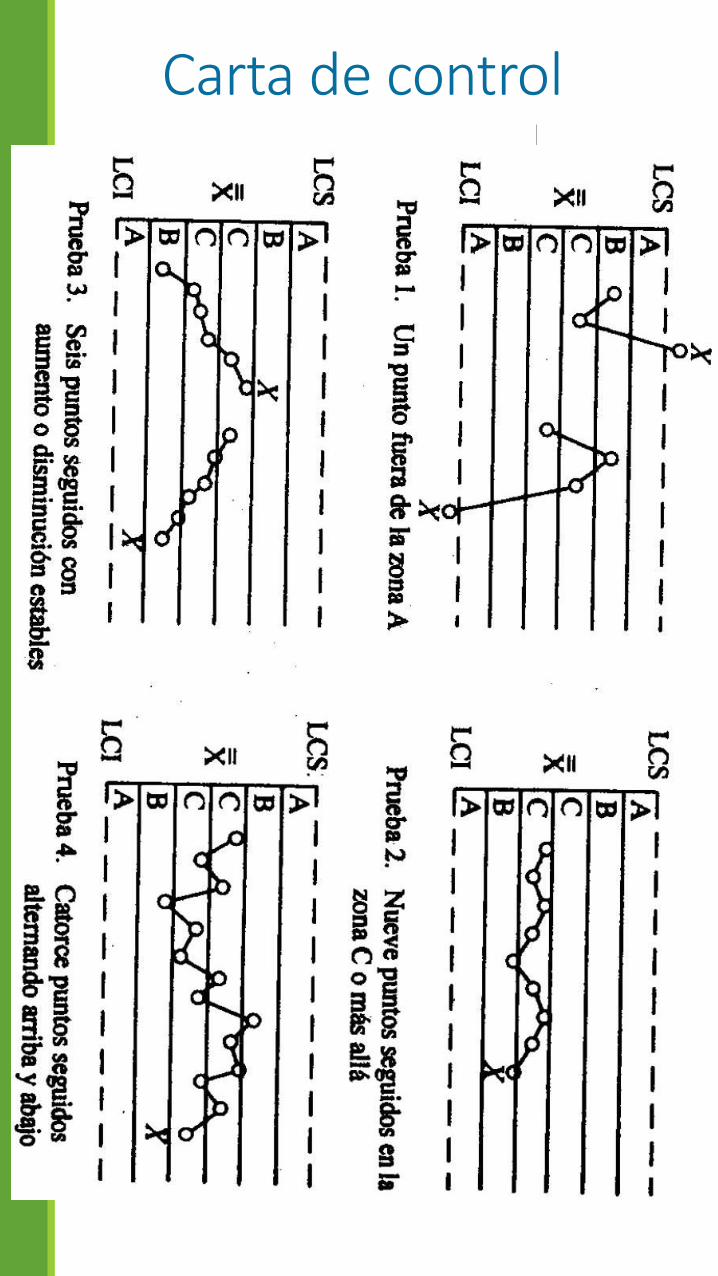
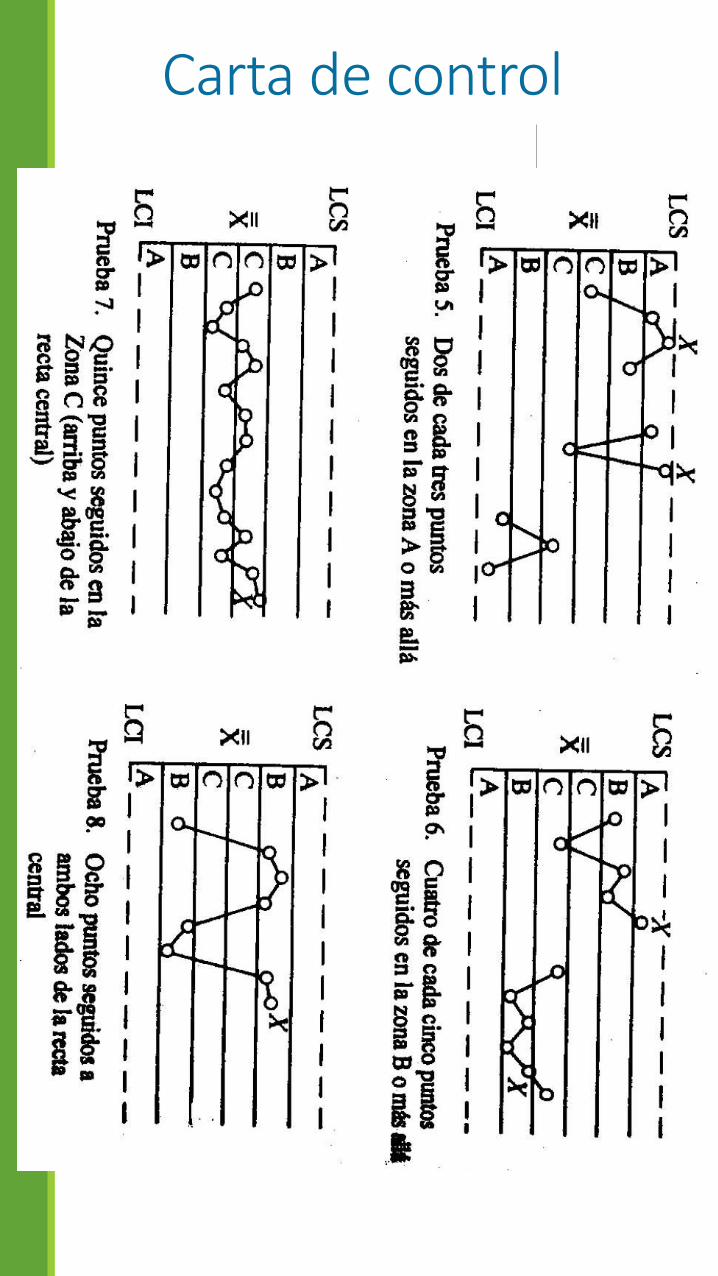
Corridas 7 puntos consecutivos de un lado de X-media. Puntos fuera de control 1 punto fuera de los límites de control a 3 sigmas en cualquier dirección (arriba o abajo). Tendencia ascendente o descendente 7 puntos consecutivos aumentando o disminuyendo. Adhesión a la media 15 puntos consecutivos dentro de la banda de 1 sigma del centro. Otros 2 de 3 puntos fuera de los límites a dos sigma
Patrones Fuera de Control C
arta
de
cont
rol
Proceso en Control estadístico Sucede cuando no se tienen situaciones anormales y aproximadamente el 68% (dos tercios) de los puntos de la carta se encuentran dentro del 1 de las medias en la carta de control. Lo anterior equivale a tener el 68% de los puntos dentro del tercio medio de la carta de control.
Patrón de Carta en Control Estadístico C
arta
de
cont
rol
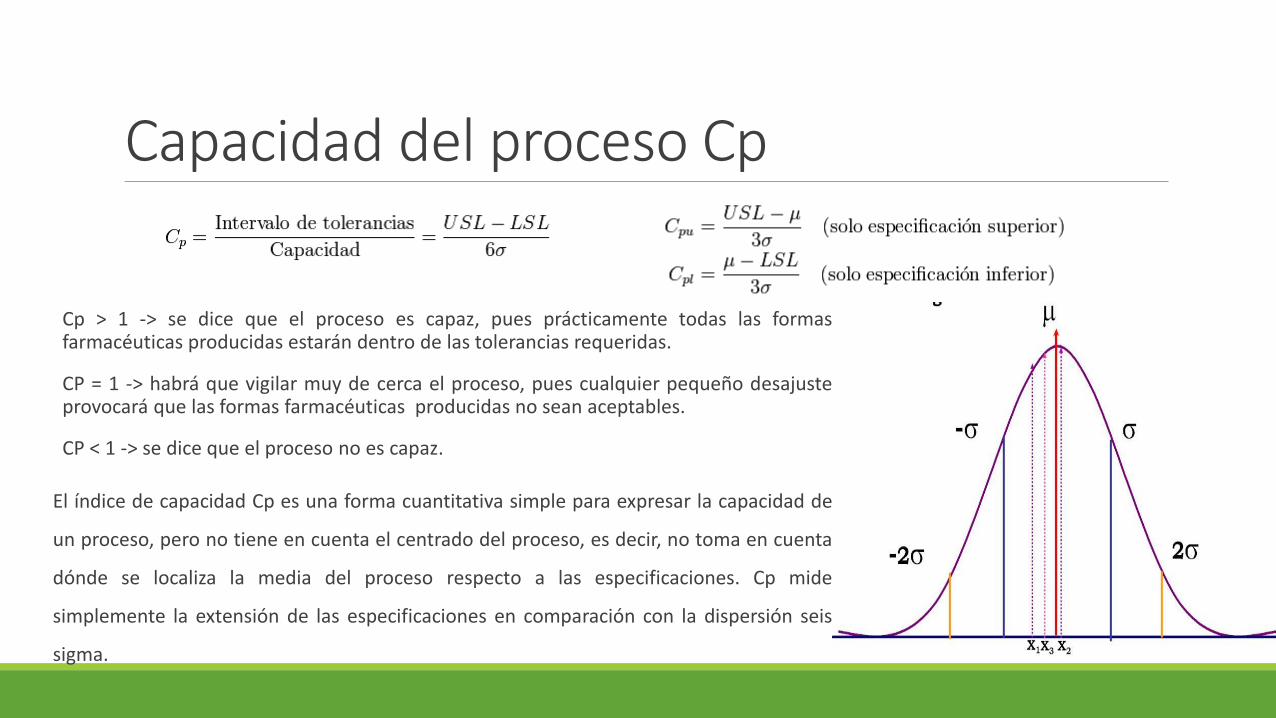
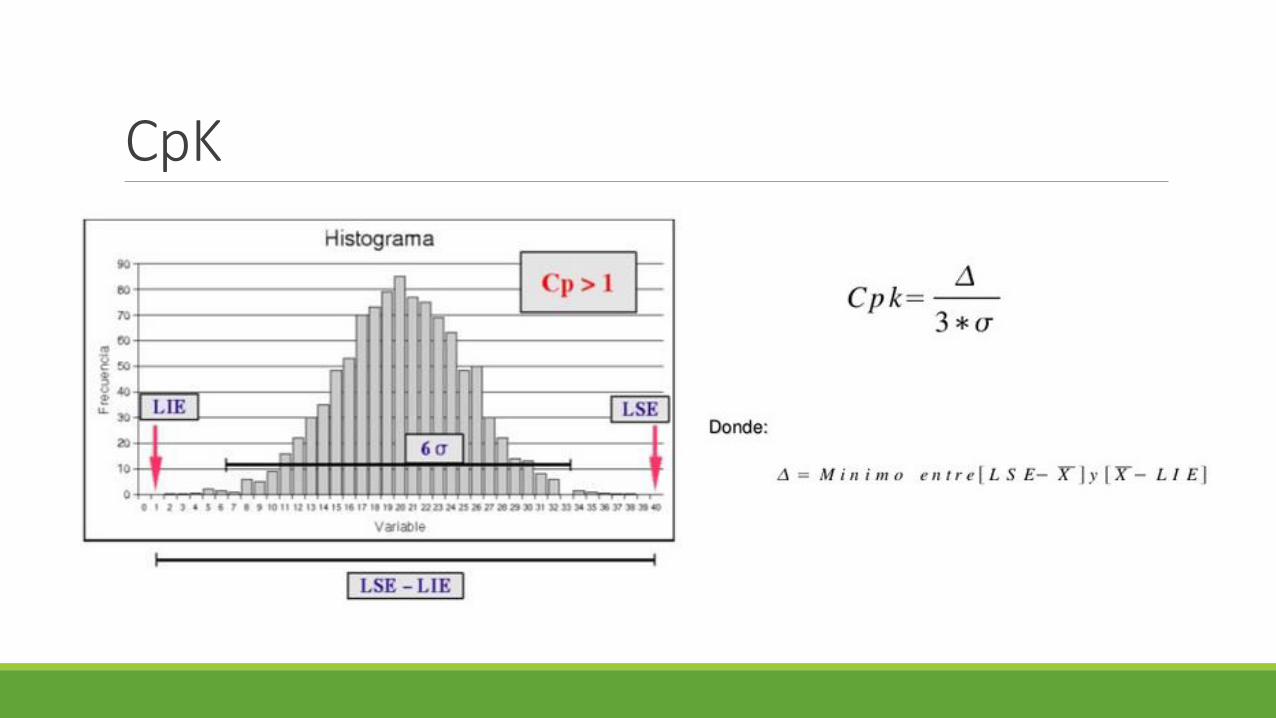
Capacidad del proceso Cp
Cp > 1 -> se dice que el proceso es capaz, pues prácticamente todas las formas farmacéuticas producidas estarán dentro de las tolerancias requeridas.
CP = 1 -> habrá que vigilar muy de cerca el proceso, pues cualquier pequeño desajuste provocará que las formas farmacéuticas producidas no sean aceptables.
CP < 1 -> se dice que el proceso no es capaz.
El índice de capacidad Cp es una forma cuantitativa simple para expresar la capacidad de
un proceso, pero no tiene en cuenta el centrado del proceso, es decir, no toma en cuenta
dónde se localiza la media del proceso respecto a las especificaciones. Cp mide
simplemente la extensión de las especificaciones en comparación con la dispersión seis
sigma.
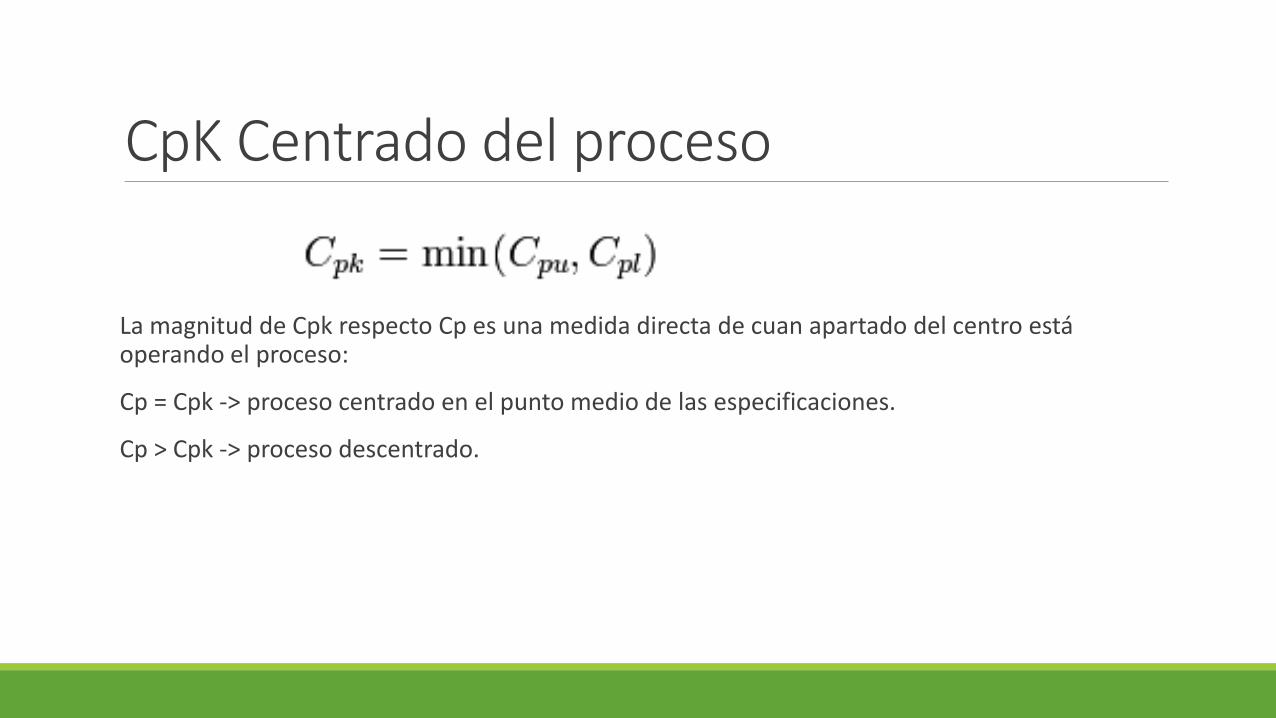
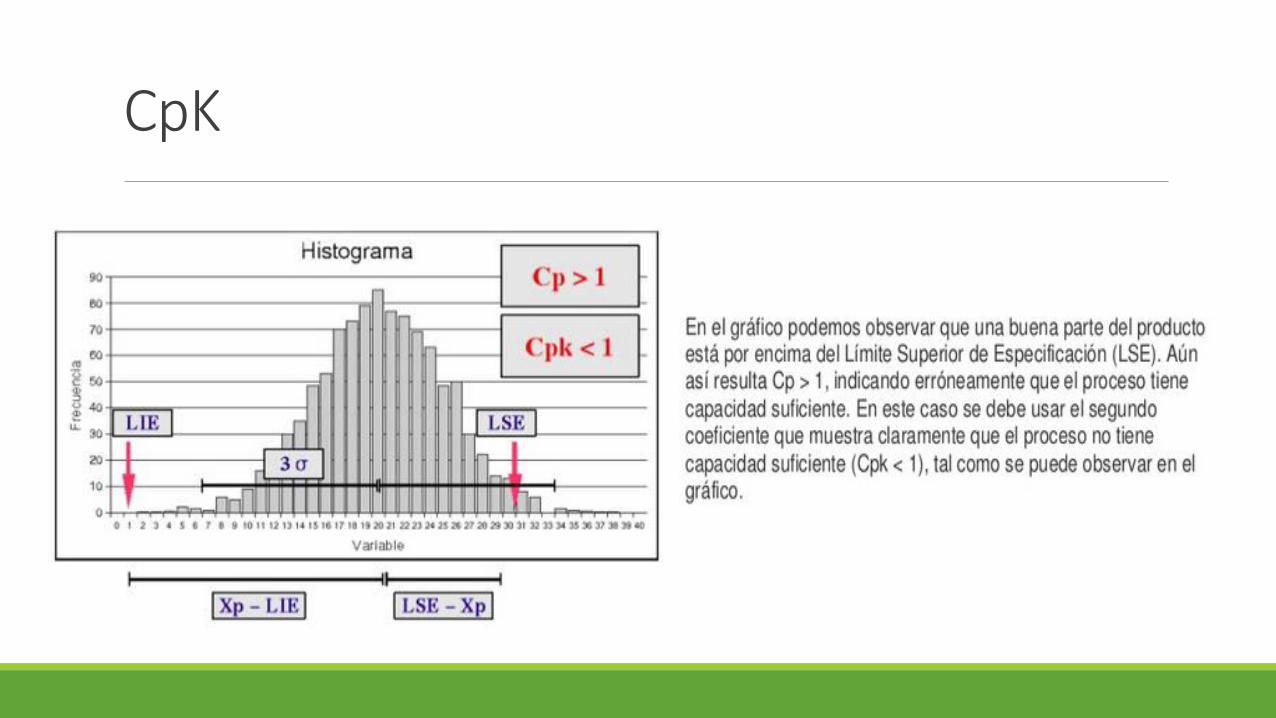
CpK Centrado del proceso
La magnitud de Cpk respecto Cp es una medida directa de cuan apartado del centro está operando el proceso:
Cp = Cpk -> proceso centrado en el punto medio de las especificaciones.
Cp > Cpk -> proceso descentrado.
CpK
CpK