û Zë üû|«x8virtual.urbe.edu/tesispub/0092402/conclu.pdfLarrea, M.(2010). Diseño y manufactura...
37
147 CONCLUSIONES La presente investigación sirvió para constatar que para realizar un proyecto de automatización de gran envergadura como el planteado en este trabajo de grado, es necesario establecer y seguir a cabalidad un plan de trabajo definido para garantizar el éxito y la factibilidad del proyecto. Durante la elaboración de este estudio, se cumplieron el objetivo general y los específicos propuestos, en razón de lo cual se llegó a las siguientes conclusiones: Como primer paso: el análisis del sistema de control actual. Se preciso la necesitad de conocer todo lo referente al funcionamiento de los sistemas de control numérico por computador (CNC), en este caso se llevo a cabo una revisión bibliográfica selectiva y documental, la cual dio a conocer que en el sector industrial existe una gran cantidad de máquinas CNC, de las cuales fueron seleccionadas el TORNO 5300 y la FRESADORA 5400, ambos procedentes de la compañía Lab-Volt orientadas al ambiente universitario, permitiendo conocer y establecer las características principales del diseño del prototipo, siendo este paso de vital importancia a la hora de establecer las pautas que regirían el desarrollo del proyecto . Prosiguiendo con el segundo objetivo donde se determinaron los requerimientos técnicos necesarios para la automatización del sistema fue necesario realizar consultas a profesionales y operadores acerca del control
Transcript of û Zë üû|«x8virtual.urbe.edu/tesispub/0092402/conclu.pdfLarrea, M.(2010). Diseño y manufactura...

147
CONCLUSIONES
La presente investigación sirvió para constatar que para realizar un
proyecto de automatización de gran envergadura como el planteado en este
trabajo de grado, es necesario establecer y seguir a cabalidad un plan de
trabajo definido para garantizar el éxito y la factibilidad del proyecto. Durante
la elaboración de este estudio, se cumplieron el objetivo general y los
específicos propuestos, en razón de lo cual se llegó a las siguientes
conclusiones:
Como primer paso: el análisis del sistema de control actual. Se preciso la
necesitad de conocer todo lo referente al funcionamiento de los sistemas de
control numérico por computador (CNC), en este caso se llevo a cabo una
revisión bibliográfica selectiva y documental, la cual dio a conocer que en el
sector industrial existe una gran cantidad de máquinas CNC, de las cuales
fueron seleccionadas el TORNO 5300 y la FRESADORA 5400, ambos
procedentes de la compañía Lab-Volt orientadas al ambiente universitario,
permitiendo conocer y establecer las características principales del diseño
del prototipo, siendo este paso de vital importancia a la hora de establecer
las pautas que regirían el desarrollo del proyecto .
Prosiguiendo con el segundo objetivo donde se determinaron los
requerimientos técnicos necesarios para la automatización del sistema fue
necesario realizar consultas a profesionales y operadores acerca del control
148
de las máquinas CNC y de sus variables, lo cual permitió la selección
adecuada de los elementos y equipos que constituirían el prototipo.
Con respecto al tercer objetivo “Diseñar el diagrama de hardware que
servirá como guía para la elaboración del prototipo”, se planteo el esquema
general del hardware por el cual se determinaron las etapas del proceso en
bloques funcionales, así como la interconexión entre ellos, por medio de un
software para la elaboración de planos y diagramas.
En lo concerniente a la elaboración de la lógica del control para el sistema
CNC, se realizo un ordinograma general donde se obtuvo una visualización
genérica de todas las etapas que engloban la filosofía operacional del
proceso. Luego, se procedió a describir detalladamente cada una de las
etapas planteadas por medio de ordinogramas modulares que sirvieron como
base para codificar el programa por medio del software MPLAB IDE, y a
partir del mismo, la realización de las pruebas del programa elaborado, para
la corrección de fallas.
En el quinto objetivo hace referencia a la adaptación entre el hardware y
el software de control, en la cual se acordaron los mecanismos para la
comunicación entre ambos, para garantizar el flujo constante de información,
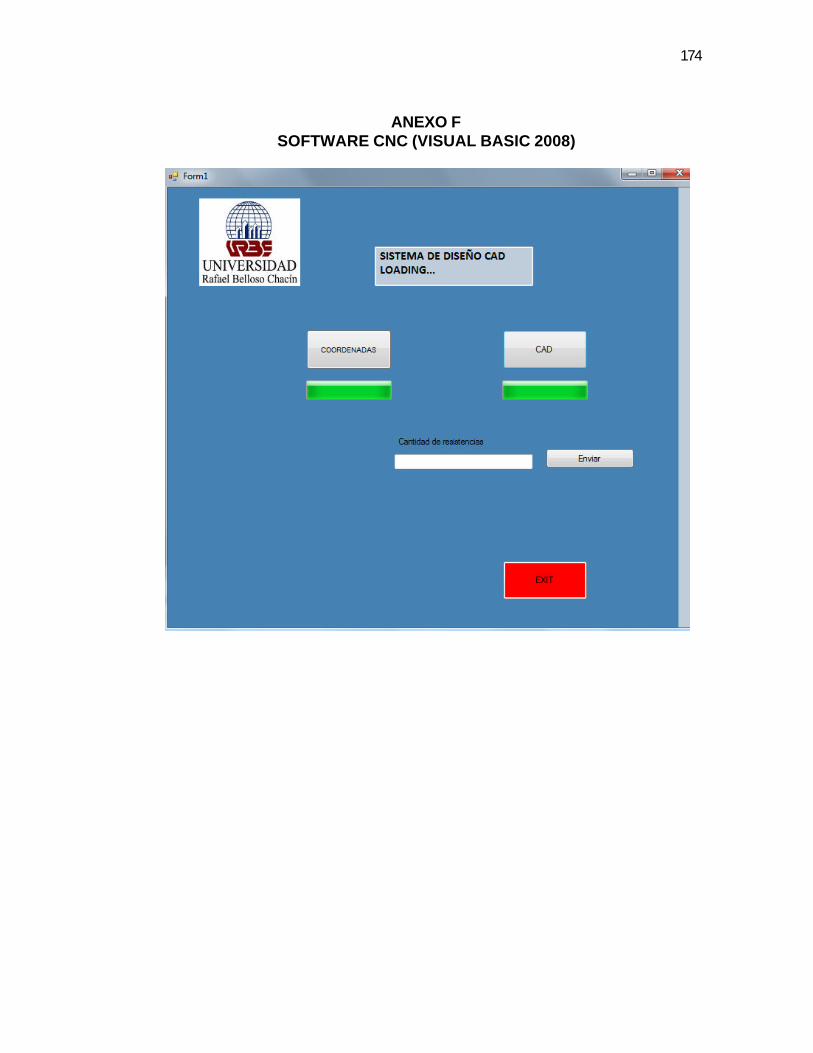
mediante simulaciones por computador con la ayuda de el software Visual
Basic 2008 en conjunto con Proteus ISIS, y utilizando como interfaz de
comunicación entre ambos, el entorno de Virtual Serial Port Driver 7.1.
En lo que respecta al sexto objetivo, que hace mención a la construcción
del prototipo en base a los resultados de la simulación, inicialmente se realizó

149
la revisión de las especificaciones de los componentes (hojas de
especificaciones), luego se procedió a la elaboración del hardware con
determinados componentes electrónicos, y a la realización de la estructura
física del prototipo. Finalmente, se procedió a realizar la integración del
hardware con el software, dando inicio a las pruebas del prototipo bajo
condiciones ideales, confirmando que físicamente trabajara de acuerdo con
lo propuesto en al investigación, utilizando equipos de medición, tablas de
registro y equipos de prevención contra fallas y/o accidentes.
Por ultimo, se demostró el funcionamiento total del prototipo, mediante
pruebas del sistema en condiciones reales, para la búsqueda de errores
presentes en condiciones extremas y de esta manera realizar las
correcciones finales del sistema, lo que permitió verificar el modo de
operación del mismo.

150
RECOMENDACIONES
Tomando en cuenta el trabajo realizado y las conclusiones presentadas
es importante mencionar una serie de recomendaciones capaces de
promover un mejor funcionamiento e integración del sistema de control
desarrollado en la tesis y puedan ser usados como base para el desarrollo de
futuras investigaciones:
Aplicar el sistema desarrollado durante la investigación a todas las
necesidades existentes en el laboratorio, realizando los debidos ajustes de
acuerdo a las distintas características que presenten cada una de estas, ya
sea referente al intercambio de la herramienta de trabajo o a la selección del
componente a posicionar durante el proceso.
Para obtener un mejor rendimiento y aprovechar así al máximo la ventaja
de los equipos de medición y control, es recomendable utilizar instrumentos
con la última tecnología disponible.
Realizar un programa de mantenimiento para los elementos de la lógica
del control, necesarios para mantener el sistema en óptimo estado de
funcionamiento y a su máxima eficiencia.
Implementar un sistema de giro por parte de la herramienta de trabajo que
permita al usuario realizar diseños de mayor envergadura.
Llevar a cabo una celda de trabajo en la cual, se acoplen distintos
equipos, como por ejemplo: taladrado de baquelitas, posicionador de piezas,
151
y soldador; para poder aumentar la producción y las dimensiones del
proceso.
Promover el desarrollo de las investigaciones en el ámbito de la
automatización de las máquinas CNC.
152
REFERENCIAS BIBLIOGRÁFICAS
1. LIBROS Angulo, J. (2000). Microcontroladores PIC: diseño práctico de aplicaciones. PIC 16F87X. McGraw-Hill Baturone, O. (2001) Robótica: manipuladores y robots móviles. Marcombo. Barrientos, A. (1997). Fundamentos de robótica. McGraw-Hill. Bolzern, R y Martinez, J. (2009). Fundamentos de control automático. McGraw-Hill/ Interamericana de España. Boylestad, R. (2003). Electrónica: teoría de circuitos y dispositivos electrónicos. Pearson Prentice-Hall. Chapman. S. (2005). Maquinas eléctricas. McGraw-Hill. Craig, J. (2006). Robótica. Pearson Prentice-Hall. Creus, A. (2005). Instrumentación industrial. Marcombo. Cruz, F. (2004). Control numérico y programación. Sistemas de fabricación de maquinas automatizadas. Marcombo. Dorf, R y Bishop, R. (2005). Sistema de control moderno. Pearson Prentice-Hall. Fink, D. (1992). Manual práctico de electricidad para ingenieros. McGraw-Hill. Gómez, J. (2006). Mecánica clásica avanzada. Universidad de Antioquia. Groover, P. (1997). Fundamentos de manufactura moderna. Pearson Prentice-Hall. Ogata, K. (2003). Ingeniería de control moderna 4ta edición. Pearson Prentice-Hall. Pallas, R. (1992). Sensores y acondicionadores de señal. Marcombo. Valera, E. (2001). Robótica: manipuladores y robots móviles. Marcombo.

153
Viñas, L. (1998). Circuitos y dispositivos electrónicos. Universidad politécnica de Cataluña. 2. TESIS DE GRADO Calle. A. (2008). Diseño e Implementación de un equipo para la perforación de circuitos impresos por medio de control numérico. Trabajo especial de grado (Electrónica). Universidad Técnica Particular de Loja. Gómez. A. y Zamorano. D. (2008). Visión estereoscópica y estimación de pose para el posicionamiento de un brazo robótico. Trabajo especial de grado (Mecatrónica). Centro Nacional de Investigación y Desarrollo Tecnológico. Larrea, M. (2010). Diseño y manufactura asistida por computador (CAD-CAM) en la construcción de pieza con proceso de torneado de control numérico (CNC). Trabajo especial de grado (Electrónica). Escuela Superior Politécnica del Litoral. Méndez O. (2010). Control neural de posicionamiento y traslación para un robot móvil de sistema diferencial. Trabajo especial de grado (Electrónica). Universidad Nacional Experimental del Táchira.
154
ANEXOS
155
ANEXO A VALIDACIÓN DE CUESTIONARIO
Maracaibo, Enero de 2012.
Estimado profesor(a):
Los presentes instrumentos tienen como objeto recabar información
necesaria para la relación de trabajo especial de grado presentado como
requisito para optar al título de Ingeniero en Electrónica. Mención:
Automatización y Control, el cual se titula:
Sistema de Control Numérico por Computador (CNC) para el
posicionamiento de resistencias eléctricas en placas electrónicas.
Usted ha sido seleccionado (a) para formar parte del grupo de expertos,
quienes serán responsables de responder y corregir cada una de las
preguntas determinando la relación con los objetivos de la investigación, y la
unidad de análisis u objetos de estudio.
Agradeciendo antemano su más sincera colaboración.
Br. Molina Daniel
Br. Sánchez José
Br. Santarrosa Carlos
156
ANEXO A (CONT…)
Culminando con el proceso de validación de los instrumentos, proceda a
responder con una “X” las siguientes interrogantes.
1. ¿Existe relación entre el título de la presente investigación y los objetivos propuestos? Sí No
( ) ( )
2. ¿Las preguntas formuladas en el cuestionario responden a las expectativas planteadas desde la teoría?
Sí No
( ) ( )
3. ¿Se observa concordancia entre el cuadro de actividades y los recursos implementados?
Sí No
( ) ( )
4. ¿Las fases metodológicas seleccionadas son vinculantes con los objetivos formulados?
Sí No
( ) ( )

157
ANEXO A (CONT…)
5. ¿Se justifica la investigación?
Sí No
( ) ( )
6. ¿Valida los instrumentos?
Sí No
( ) ( )

158
ANEXO B VALIDACIÓN DE PRUEBAS DE PROTOTIPO
Maracaibo, Enero de 2012.
Estimado profesor(a):
Los presentes instrumentos tienen como objeto recabar información
necesaria para la relación de trabajo especial de grado presentado como
requisito para optar al título de Ingeniero en Electrónica. Mención:
Automatización y Control, el cual se titula:
Sistema de Control Numérico por Computador (CNC) para el
posicionamiento de resistencias eléctricas en placas electrónicas.
Usted ha sido seleccionado (a) para formar parte del grupo de expertos,
quienes serán responsables de responder y corregir cada una de las
preguntas determinando la relación con los objetivos de la investigación, y la
unidad de análisis u objetos de estudio.
Agradeciendo antemano su más sincera colaboración.
Br. Molina Daniel
Br. Sánchez José
Br. Santarrosa Carlos

159
ANEXO B (CONT…)
ITEMES
1. ¿Para la elaboración de la lógica de control del sistema de control numérico por computador, considera correcto que sea elaborado en diagramas de bloques funcionales?
Sí No
( ) ( )
2. ¿Para elaborar la lógica de control numérico por computador (CNC) en ordinogramas de flujo es conveniente usar el software PowerPoint 2007?
Sí No
( ) ( )
3. ¿Para la codificación del programa considera que el software MPLAB IDE es conveniente para el cumplimiento de dicho propósito?
Sí No
( ) ( )
4. ¿Para depurar y corregir errores presentes en el programa, conviene utilizar el software MPLAB IDE como una alternativa?
Sí No
( ) ( )

160
ANEXO B (CONT…)
5. ¿Para evaluar el programa por medio de simulaciones, considera usted apropiado el uso del software MPLAB IDE?
Sí No
( ) ( )
6. ¿Considera usted que el software VIRTUAL SERIAL PORT DRIVER cumple con las características necesarias para la verificación de la comunicación entre el hardware y el software durante la etapa de simulación?
Sí No
( ) ( )
7. ¿A su parecer, es adecuado realizar pruebas para verificar la integración entre el hardware y el software?
Sí No
( ) ( )
8. ¿Para la realización de las pruebas de integración del hardware con el software, es conveniente utilizar equipos de medición y tablas de registros?
Sí No
( ) ( )
161
ANEXO B (CONT…)
10. ¿Para la demostración del funcionamiento total del prototipo considera apropiado que en las pruebas finales?
Sí No
Se realicen evaluaciones de los sistemas de control ( ) ( )
Se busquen errores en un entorno realista ( ) ( )
Se realicen los ajustes y correcciones necesarias ( ) ( )
11. ¿Para la realización de las pruebas finales, le parece correcto el uso de?
Sí No
Equipos de medición electrónicos ( ) ( )
Tablas de registros ( ) ( )
Equipos de protección contra fallas y accidentes ( ) ( )
El hardware y software desarrollados ( ) ( )

162
ANEXO B (CONT…)
Culminando con el proceso de validación de los instrumentos, proceda a
responder con una “X” las siguientes interrogantes.
1. ¿Considera usted que las pruebas seleccionadas están vinculadas con los objetivos propuestos? Sí No
( ) ( )
2. ¿Se cumplen las fases metodológicas con las pruebas seleccionadas y realizadas?
Sí No
( ) ( )
3. ¿Considera usted válidas las pruebas efectuadas al prototipo?
Sí No
( ) ( )
Atentamente: ___________________________
Firma
CI:
163
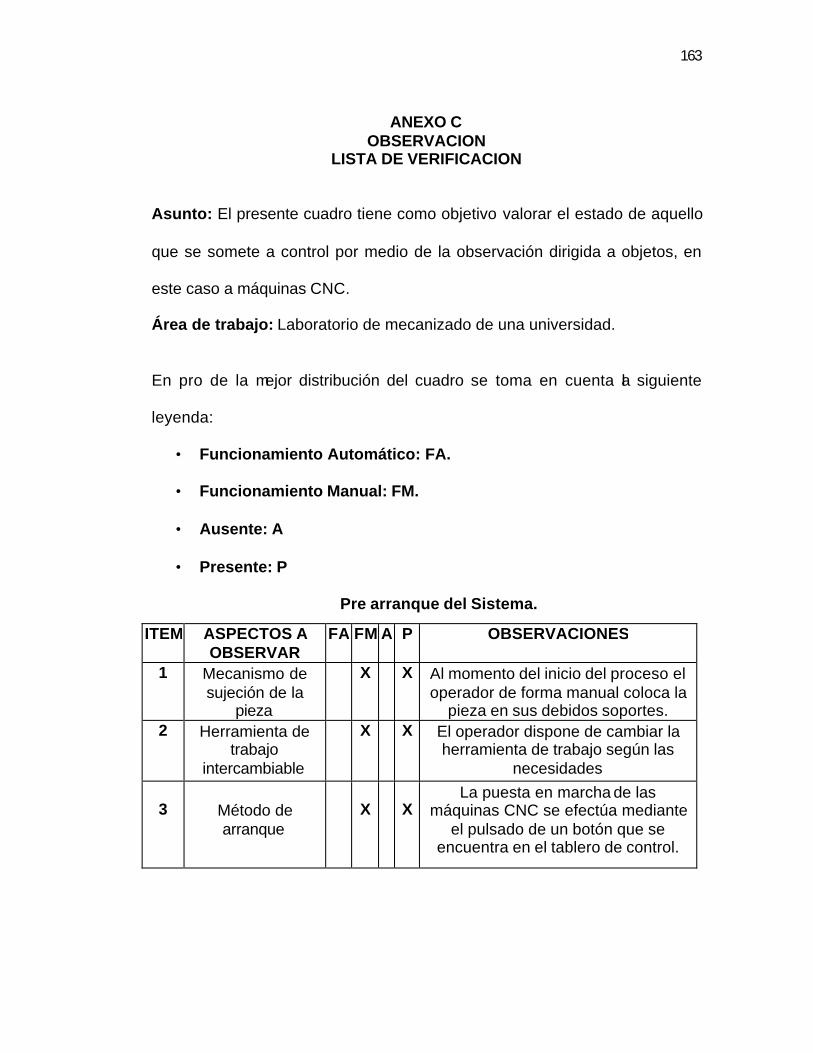
ANEXO C OBSERVACION
LISTA DE VERIFICACION
Asunto: El presente cuadro tiene como objetivo valorar el estado de aquello
que se somete a control por medio de la observación dirigida a objetos, en
este caso a máquinas CNC.
Área de trabajo: Laboratorio de mecanizado de una universidad.
En pro de la mejor distribución del cuadro se toma en cuenta la siguiente
leyenda:
• Funcionamiento Automático: FA.
• Funcionamiento Manual: FM.
• Ausente: A
• Presente: P
Pre arranque del Sistema.
ITEM ASPECTOS A OBSERVAR
FA FM A P OBSERVACIONES
1 Mecanismo de sujeción de la
pieza
X X Al momento del inicio del proceso el operador de forma manual coloca la
pieza en sus debidos soportes. 2 Herramienta de
trabajo intercambiable
X X El operador dispone de cambiar la herramienta de trabajo según las
necesidades
3
Método de arranque
X
X
La puesta en marcha de las máquinas CNC se efectúa mediante
el pulsado de un botón que se encuentra en el tablero de control.
164
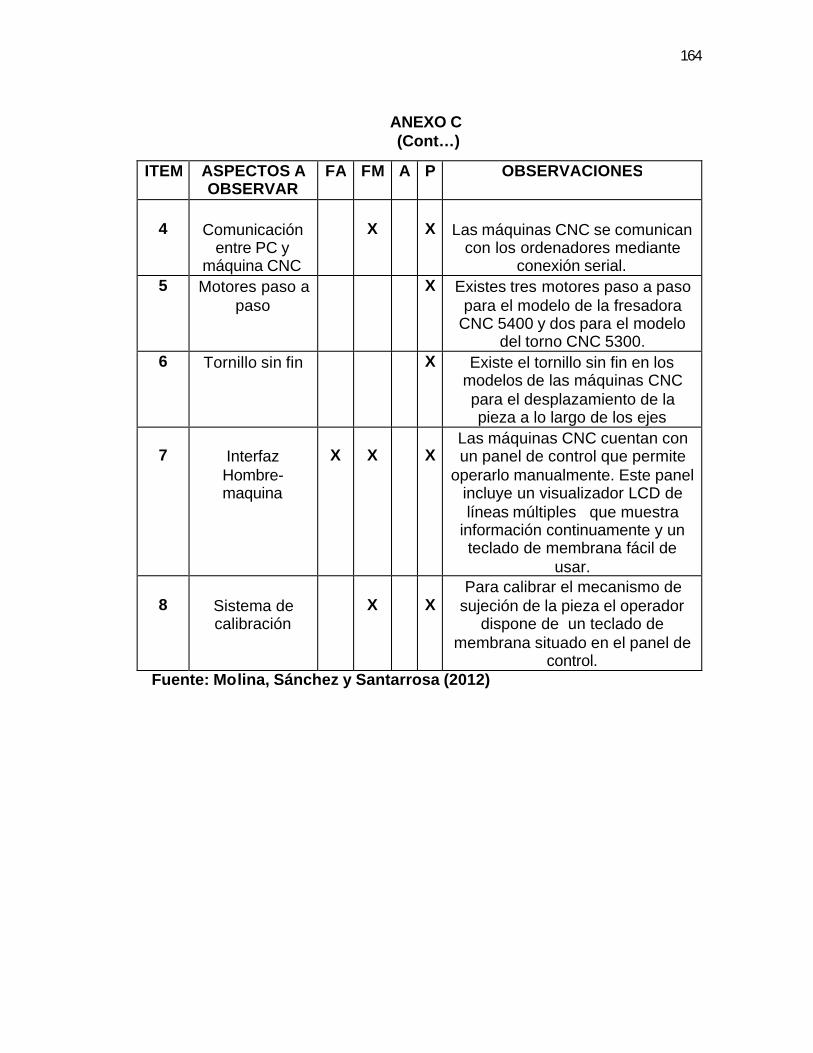
ANEXO C (Cont…)
Fuente: Molina, Sánchez y Santarrosa (2012)
ITEM ASPECTOS A OBSERVAR
FA FM A P OBSERVACIONES
4
Comunicación
entre PC y máquina CNC
X
X
Las máquinas CNC se comunican
con los ordenadores mediante conexión serial.
5 Motores paso a paso
X Existes tres motores paso a paso para el modelo de la fresadora
CNC 5400 y dos para el modelo del torno CNC 5300.
6 Tornillo sin fin X
Existe el tornillo sin fin en los modelos de las máquinas CNC para el desplazamiento de la pieza a lo largo de los ejes
7
Interfaz Hombre-maquina
X
X
X
Las máquinas CNC cuentan con un panel de control que permite
operarlo manualmente. Este panel incluye un visualizador LCD de líneas múltiples que muestra
información continuamente y un teclado de membrana fácil de
usar.
8
Sistema de calibración
X
X
Para calibrar el mecanismo de sujeción de la pieza el operador
dispone de un teclado de membrana situado en el panel de
control.

165
ANEXO D OBSERVACION
LISTA DE VERIFICACION
Asunto: El presente cuadro tienen como objetivo valorar el estado de aquello
que se somete a control por medio de la observación dirigida a objetos, en
este caso a máquinas CNC.
Área de trabajo: Laboratorio de mecanizado de una universidad.
En pro de la mejor distribución del cuadro se toma en cuenta la siguiente
leyenda:
• Funcionamiento Automático: FA.
• Funcionamiento Manual: FM.
• Ausente: A
• Presente: P
Etapa de Procesamiento y Seguridad ITEM ASPECTOS A
OBSERVAR FA FM A P OBSERVACIONES
1
Pantalla
Protectora
X
El operador puede observar el proceso de mecanizado de forma continua a través de una pantalla protectora, la cual a su vez sirve
para salvaguardar la integridad del operador.
2
Remoción de
la pieza mecanizada
X
X
Al momento de finalizar el proceso el operador extrae la pieza de
forma manual con la ayuda de un kit de herramientas.
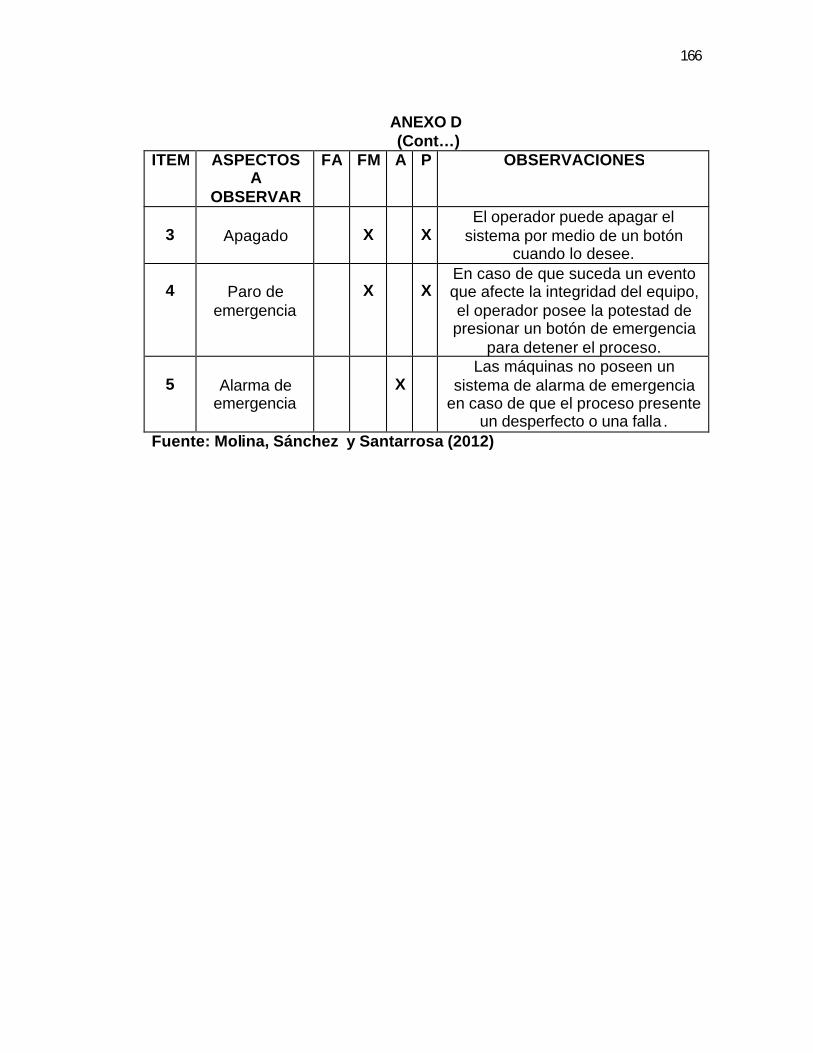
166
ANEXO D (Cont…)
ITEM ASPECTOS A
OBSERVAR
FA FM A P OBSERVACIONES
3
Apagado
X
X
El operador puede apagar el sistema por medio de un botón
cuando lo desee.
4
Paro de emergencia
X
X
En caso de que suceda un evento que afecte la integridad del equipo, el operador posee la potestad de presionar un botón de emergencia
para detener el proceso.
5
Alarma de emergencia
X
Las máquinas no poseen un sistema de alarma de emergencia
en caso de que el proceso presente un desperfecto o una falla .
Fuente: Molina, Sánchez y Santarrosa (2012)

167
ANEXO E ENTREVISTA ESTRUCTURADA
CUESTIONARIO
Asunto: El presente cuestionario tiene como objetivo el obtener datos
relevantes, para averiguar hechos, fenómenos o situaciones sociales. La idea
del cuestionario es ser una guía y patrón de orden al momento de recabar los
datos por medio de respuestas válidas y fiables, del asunto objeto de la
investigación. Por lo cual fue aplicado a expertos del area de automatización
y control de procesos
Área de trabajo: Laboratorio de mecanizado de una universidad
El siguiente cuestionario se realiza para recaudar información referente a
la máquina FRESADORA CNC 5400 y TORNO CNC 5300 de la compañía
LabVolt.
INSTRUCCIONES
1. Lea cuidadosamente el Cuestionario antes de responder los ítems.
2. Marque con una “X” la opción u opciones correspondientes según sea el
caso.
1. ¿Durante el proceso de mecanizado la máquina FRESADORA CNC
5400 y TORNO CNC 5300 permiten implementar la programación en
línea?
Sí No
( ) ( )

168
ANEXO E (Cont…)
2. Dentro de la arquitectura de la máquina FRESADORA CNC 5400 y del
TORNO CNC 5300. ¿Existe algún tipo de dispositivo de protección
contra sobrecargas?
Sí No
( ) ( )
3. ¿Con que frecuencia se les realiza un mantenimiento a los
dispositivos electromecánicos de la máquina FRESADORA CNC 5400 y
del TORNO CNC 5300?
Sí No
Después de cada mecanizado ( ) ( )
Una vez al día ( ) ( )
Una vez al mes ( ) ( )
Una vez cada trimestre ( ) ( )
Una vez al año ( ) ( )
Más de un año ( ) ( )
Cuando falla ( ) ( )
No sabe ( ) ( )
169
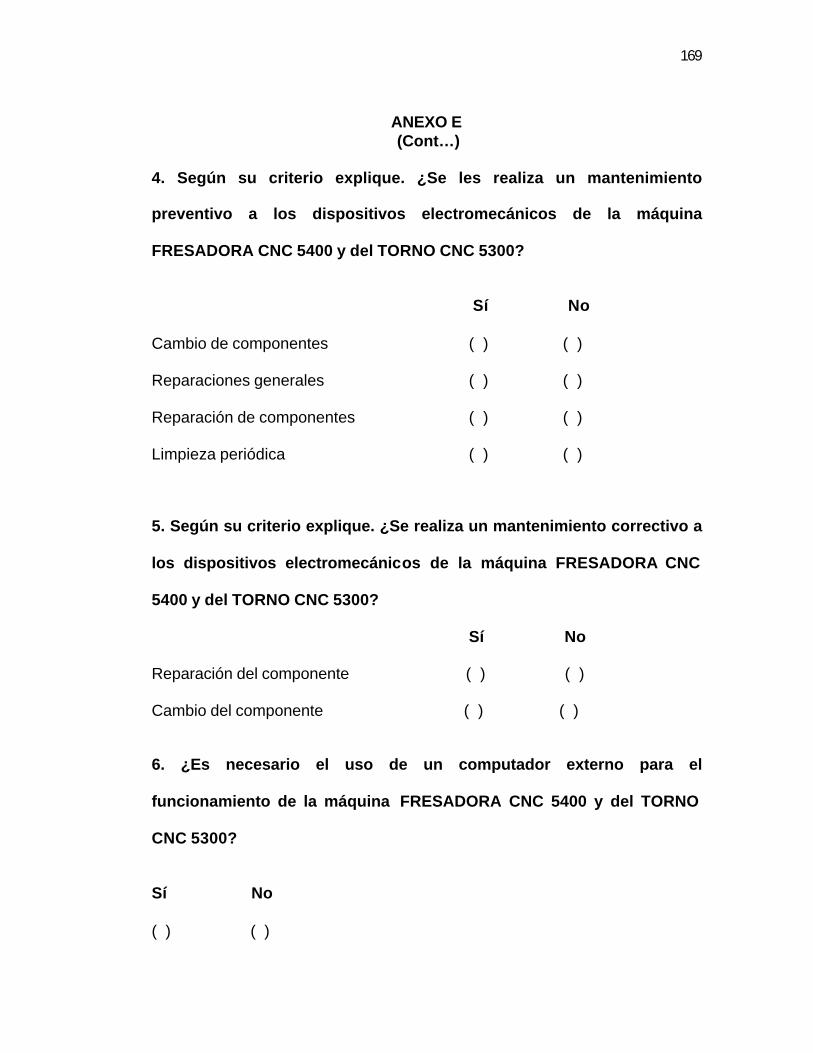
ANEXO E (Cont…)
4. Según su criterio explique. ¿Se les realiza un mantenimiento
preventivo a los dispositivos electromecánicos de la máquina
FRESADORA CNC 5400 y del TORNO CNC 5300?
Sí No
Cambio de componentes ( ) ( )
Reparaciones generales ( ) ( )
Reparación de componentes ( ) ( )
Limpieza periódica ( ) ( )
5. Según su criterio explique. ¿Se realiza un mantenimiento correctivo a
los dispositivos electromecánicos de la máquina FRESADORA CNC
5400 y del TORNO CNC 5300?
Sí No
Reparación del componente ( ) ( )
Cambio del componente ( ) ( )
6. ¿Es necesario el uso de un computador externo para el
funcionamiento de la máquina FRESADORA CNC 5400 y del TORNO
CNC 5300?
Sí No
( ) ( )
170
ANEXO E (Cont…)
7. ¿Cómo está estructurada la conexión entre el computador externo y
la máquina FRESADORA CNC 5400 / TORNO CNC 5300?
Conexión Ethernet Sí No
Conexión Serial ( ) ( )
8. ¿Se pueden acoplar diversos dispositivos CNC con la finalidad de
crear celdas de trabajo automatizadas?
Sí No
( ) ( )
9. ¿Qué tipo de materiales permiten ser mecanizados por la máquina
FRESADORA CNC 5400 / TORNO CNC 5300?
Sí No
Metales ( ) ( )
Plásticos ( ) ( )
Madera ( ) ( )
10. ¿Cuáles son los rangos de apertura de la morsa para la colocación
de la pieza a mecanizar?
Sí No
Abertura 98 mm - Ancho 79 mm ( ) ( )
171
ANEXO E (Cont…)
Sí No
Abertura 118 mm - Ancho 99 mm ( ) ( )
Abertura 138 mm - Ancho 119 mm ( ) ( )
11. Según su criterio. ¿Considera usted adecuado el desarrollo de una
máquina CNC capaz de posicionar resistencias eléctricas en placas
electrónicas?
Sí No
( ) ( )
12. Según su criterio. ¿Considera usted adecuado la implementación de
una máquina CNC con las características antes mencionadas, en los
laboratorios de electrónica de una Universidad?
Sí No
( ) ( )
13. ¿Cuál cree usted que sería el sistema de coordenadas más
adecuado para el desarrollo de una máquina CNC para el
posicionamiento de resistencias eléctricas en placas electrónicas?
Sí No
Coordenadas Cilíndricas ( ) ( )

172
ANEXO E (Cont…)
Sí No
Coordenadas Cartesianas ( ) ( )
Coordenadas Esféricas ( ) ( )
14. ¿Considera usted necesario que el software del prototipo antes
mencionado, cuente con la herramienta de diseño asistido por
computador (CAD), para facilitar al usuario la elaboración de su diseño?
Sí No
( ) ( )
15. Según su experiencia. ¿Qué tipo de lenguaje de programación
considera más adecuado para desarrollar el software del prototipo
mencionado anteriormente?
Sí No
Diagrama de contactos ( ) ( )
Lista de instrucciones ( ) ( )
Diagrama de bloques funcionales ( ) ( )
Lenguaje de texto estructurado ( ) ( )
Gráfico funcional secuencial ( ) ( )
173
ANEXO E (Cont…)
16. ¿Cuál cree usted que es el dispositivo de control más adecuado
para el funcionamiento de la máquina CNC?
Sí No
PLC compacto ( ) ( )
PLC modular ( ) ( )
Nano PLCs (Relé programable) ( ) ( )
Microcontrolador ( ) ( )
Dispositivos PLDs ( ) ( )
17. Según su criterio. ¿Cómo considera usted que debería ser el
sistema de control y supervisión de la máquina CNC?
Sí No
Local ( ) ( )
Remoto ( ) ( )
174
ANEXO F SOFTWARE CNC (VISUAL BASIC 2008)
175
ANEXO F (CONT…)
176
ANEXO F (CONT…)

177
ANEXO G SIMULACION PROCESO CNC (PROTEUS)
178
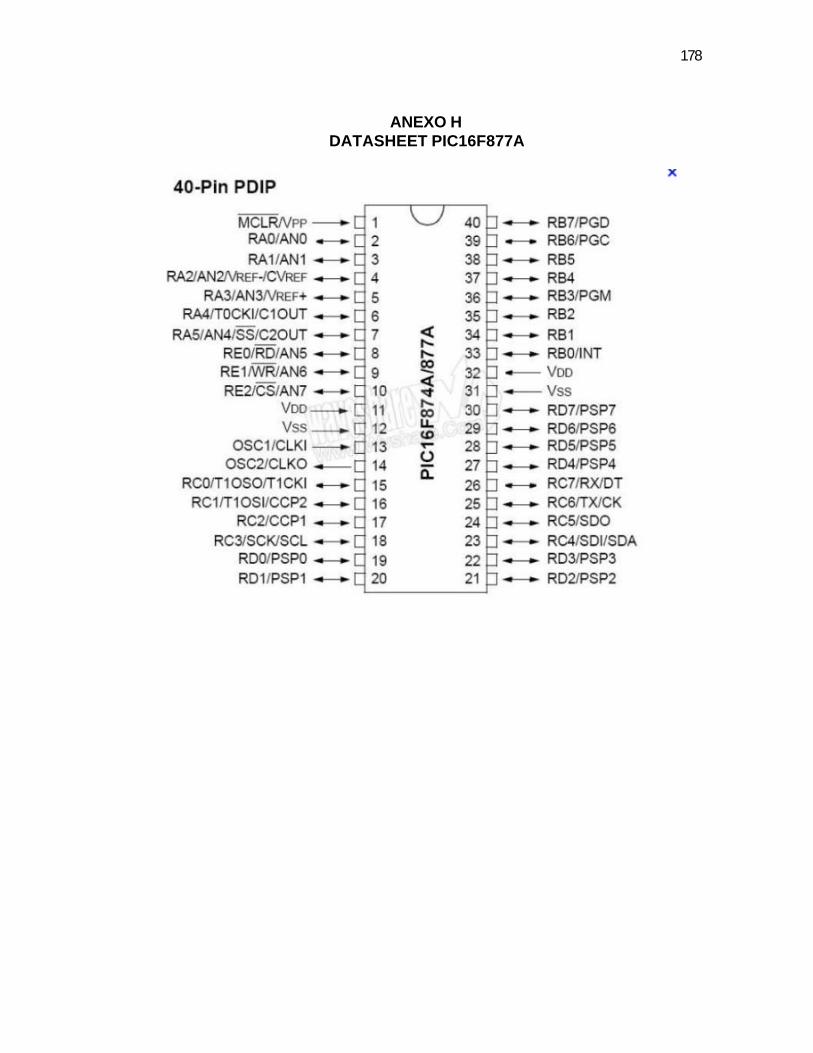
ANEXO H DATASHEET PIC16F877A
179
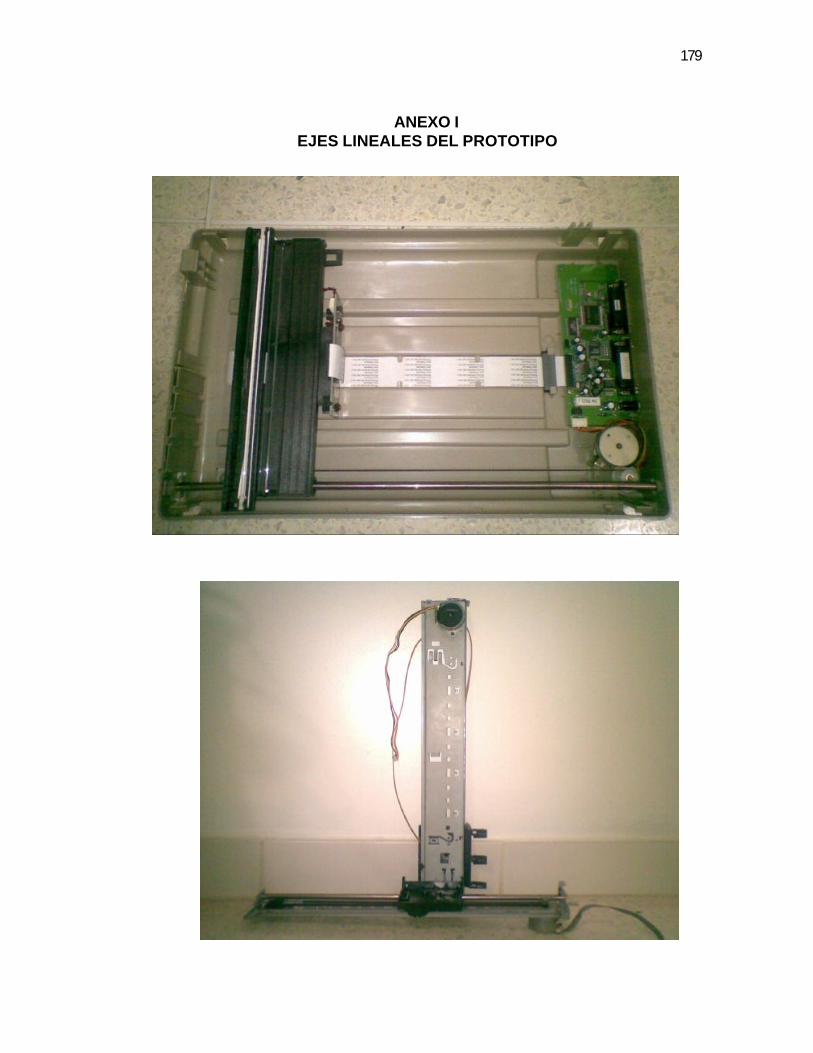
ANEXO I EJES LINEALES DEL PROTOTIPO

180
ANEXO J COMUNICACIÓN SERIAL RS232

181
ANEXO J CONEXIÓN PIC16F877A – MAX232 (PROTEUS)

189
Anexo L Cronograma de actividades
PERIODO ENERO 2012 - MARZO 2012
MESES
ENERO FEBRERO MARZO
N° ACTIVIDADES 30 31 32 33 34 35 36 37 38
22
Elaborar el instrumento para la entrevista
estructurada para las fases 1 y 2
X
23 Validar el instrumento X
24 Aplicar la Fase I: Análisis de la situación actual X X
25 Aplicar la Fase II: Definición de las especificaciones
X
26 Aplicar la Fase III:
Esquema general del hardware
X
27 Aplicar la Fase IV: Ordinograma general X
28 Aplicar la Fase V:
Ordinogramas modulares y codificación del programa
X

190
Anexo L (Cont…)
29 Aplicar la Fase VI:
Depuración del software
X X
30 Aplicar la Fase VII: Adaptación entre
hardware y software X X
31 Aplicar la Fase VIII: Implementación del
hardware X
32
Aplicar la Fase IX: Integración del hardware con el
software
X
33 Aplicar la Fase X: Pruebas finales del
prototipo X
34 Validar el prototipo X X X
35 Analizar los resultados de la investigación X
36 Elaborar las
conclusiones de la investigación
X
37 Elaborar las
recomendaciones de la investigación
X
38 Corrección del capítulo IV X
39 Entrega del tomo X