2.- Manual de Ejercicios CWI
159
LIBRO DE EJERCICIOS CURSO PREPARATORIO PARA INSPECTORES DE SOLDADURA CWI - AWS Quito - Ecuador Enero-Febrero 2012
-
Upload
daniel-mejia -
Category
Documents
-
view
761 -
download
54
description
Ejercicios CWI
Transcript of 2.- Manual de Ejercicios CWI

LIBRO DE EJERCICIOS CURSO PREPARATORIO PARA INSPECTORES DE SOLDADURA
CWI - AWS
Quito - Ecuador Enero-Febrero 2012
Ademinsa Group of companies. 1 www.ademinsa.com
PARTE A.
EJERCICIOS
EXAMEN FUNDAMENTOS TEORICOS
Ademinsa Group of companies. 2 www.ademinsa.com
CAPITULO 1 - EL INSPECTOR DE SOLDADURA
1.- De lo mencionado a continuación, cuál sería la responsabilidad más importante del inspector
de soldadura?
a. Juzgar la calidad del producto en relación a alguna especificación escrita.
b. Monitorear las operaciones de soldadura.
c. Ser capaz de interpretar los requerimientos de la especificación.
d. Todas las anteriores.
e. Ninguna de las anteriores.
2.- De lo mencionado a continuación, cuál no es considerado un atributo importante para un
inspector de soldadura?
a. Experiencia como soldador.
b. Experiencia como inspector.
c. Actitud (attitude) profesional.
d. Experiencia en ingeniería.
e. Habilidad de ser entrenado.
3.- Qué documento describe los requerimientos más importantes del programa AWS para
inspector certificado de soldadura?
a. AWS D1.1
b. AWS A5.1
c. AWS QC1
d. AWS D14.1
e. Ninguno de los anteriores.
4.- Un inspector de soldadura debe saber cómo soldar (experiencia de soldador)?
a. Si, de acuerdo a lo indicado en AWS D1.1
b. Si, de acuerdo a lo indicado en AWS QC1
c. Si, si se está inspeccionando puentes de carreteras.
Ademinsa Group of companies. 3 www.ademinsa.com
d. No, de acuerdo a lo indicado en AWS D1.1
e. No es mandatorio, de acuerdo a AWS QC1.
5.- Cual de los siguientes seria el requerimiento ético más importante para el inspector de
soldadura?
a. Integridad.
b. Habilidad profesional.
c. Buena condición física.
d. Declaraciones públicas voluntarias referentes a la inspección realizada, donde se exponga al personal
involucrado.
e. Todas las anteriores.
6.- De aquellos atributos considerados más importantes para el inspector de soldadura, Cuál
sería probablemente el más influyente en ganarse la cooperación y respeto del resto cuando está
desarrollando sus funciones?
a. Habilidad para ser entrenado.
b. Actitud profesional.
c. Habilidad para completar y mantener los registros de inspección.
d. Buena condición física.
e. Habilidad para interpretar planos y especificaciones.
7.- El inspector de soldadura podría trabajar en cuál de las siguientes industrias?
a. Construcción mecánica.
b. Automotriz.
c. Construcción de puentes.
d. Construcción de recipientes a presión.
e. Todas las anteriores.
8.- De acuerdo a los requerimientos del programa AWS CWI, Cuál es la agudeza visual requerida
para un inspector de soldadura?
a. 20/20 de visión natural.
b. 20/20 de visión corregida.
Ademinsa Group of companies. 4 www.ademinsa.com
c. 20/40 de visión natural.
d. 20/40 de visión corregida.
e. 20/40 de visión natural o corregida.
9.- Cuál de las siguientes enunciados debería ser considerado como de conocimiento esencial
para un inspector de soldadura?
a. Ensayos no destructivos.
b. Símbolos de soldadura.
c. Procesos de soldadura.
d. Ensayos destructivos.
e. Todos los anteriores.
10.- Cuando una soldadura debe ser reparada debido a deficiencias encontradas. A quién debería
dirigir su reporte?
a. Al soldador, cuya marca de identificación aparece en la soldadura.
b. A otro soldador mejor entrenado.
c. Al ingeniero de proyecto.
d. Al ingeniero de soldadura.
e. Al supervisor o capataz de soldadores.
11.- Qué atributos profesionales serán los más importantes cuando se efectúa los servicios de
inspección?
a. Estar informado, ser imparcial y consistente en sus decisiones.
b. Hacer una buena amistad con los soldadores y superiores.
c. Ser un soldador experimentado.
d. No ser un empleado sindicalizado.
e. Ser un técnico en Ensayos No Destructivos, así como también un inspector de soldadura certificado.
12.- Con quien debería el inspector de soldadura mantener una comunicación durante la
ejecución de su trabajo?
a. Ingeniero de soldadura.
Ademinsa Group of companies. 5 www.ademinsa.com
b. Capataz / Supervisor de soldadura.
c. Soldadores.
d. Supervisor de inspección.
e. Todas las anteriores.
13. Qué documento define la terminología apropiada a ser usada por el CWI?
a. AWS QC1.
b. AWS A3.0
c. AWS D1.1
d. AWS A5.1
e. Ninguno de los anteriores.
14.- Qué consideraciones debe tomar en cuenta el CWI con respecto a los planos y
especificaciones?
a. Estar familiarizado con los planos de ingeniería y ser capaz de entender las especificaciones.
b. Memorizar sus contenidos.
c. Memorizar aquellas porciones de estos documentos aplicables al servicio.
d. Todas las anteriores.
e. Ninguna de las anteriores.
CAPITULO 2 - RESPONSABILIDADES DEL INSPECTOR DE SOLDADURA.
1.- Cuál de los siguientes enunciados es un acción adecuada para corregir un error en un reporte
de inspección?
a. Trazar una línea sobre la porción incorrecta del reporte.
b. Borrar las palabras incorrectas.
Ademinsa Group of companies. 6 www.ademinsa.com
c. Desechar el reporte.
d. Trazar una línea sobre el error, efectuar la corrección, colocar las iniciales del inspector y la fecha.
e. Ninguna de las anteriores.
2.- Que registros debe mantener como CWI?
a. Copia de los reportes de todas las inspecciones que usted realizó.
b. Copia de los reportes relevantes emitidos a las áreas responsables (reportes de ensayos de
materiales, registros de la calificación de los soldadores, documentos para calificar el procedimiento,
etc).
c. Copias de la literatura usada en la venta de los equipos de soldadura.
d. La a y b.
e. Todas las anteriores.
3.- Cuando un tipo de soldadura en particular presenta defectos, lo cual motiva su rechazo. Qué
acción sería la más apropiada para usted como inspector?
a. Comunicarle al soldador lo que usted piensa.
b. Llevar el problema al personal de produccion para que se tome una accion correctiva, si es posible.
c. Simplemente continuar aceptando o rechazando las soldaduras de acuerdo al criterio especificado.
d. Todas las anteriores.
e. Ninguna de las anteriores.
4.- Una especificación para una junta soldada que debe ser inmediatamente aceptada o
rechazada, carece de información detallada acerca de la junta en mención. Quién es el
responsable de haber elaborado esta especificación?
a. El diseñador.
b. El ingeniero de soldadura.
c. El ingeniero de proyecto o personal de aseguramiento de la calidad (si su aprobación es requerida por
el contrato).
Ademinsa Group of companies. 7 www.ademinsa.com
d. Usted como CWI.
e. Ninguno de los anteriores.
5.- Cómo usted puede identificar un electrodo de bajo hidrógeno que viene utilizando un
soldador?
a. Leyendo los números de clasificación pintados sobre la cubierta cerca al extremo del electrodo.
b. Solicitando al soldador que se lo diga.
c. Solicitárselo al capataz / supervisor de soldadores.
d. Observar la soldadura depositada e identificar el electrodo por la apariencia visual del depósito.
e. Observar el plano o especificación a fin de determinar el tipo de electrodo requerido para el proceso
de soldadura.
6.- Como deben ser almacenados los electrodos de bajo hidrógeno antes de ser usados?
a. En sus contenedores originales cerrados (no han sido abiertos).
b. En hornos o estufas mantenidos a una temperatura que asegure que no tienen humedad en sus
revestimientos.
c. En estantes de un cuarto de herramientas, apropiadamente etiquetados y listos para su rápida
distribución.
d. La a o b.
e. Todas las anteriores.
7.- Sobre qué características de una junta usted debe insistir?
a. Que se encuentre dentro de las tolerancias especificadas en los planos o especificaciones.
b. Que los biseles a soldar presenten una mínima apertura de raíz a fin de reducir la distorsión.
c. Que las aperturas de raíz sean mayores a 1/8" a fin de asegurar una penetración completa.
d. Las soldaduras de filete deben tener una apertura de raíz que permita conseguir la mayor garganta
efectiva.
e. Ninguna de las anteriores.
8.- Cuáles son los soldadores autorizados para trabajar bajo un "código"?
a. Solamente aquellos que cuenten con documentos certificados de empleos anteriores.
b. Solamente aquellos evaluados por el fabricante para este servicio en particular.
Ademinsa Group of companies. 8 www.ademinsa.com
c. Solamente aquellos calificados de acuerdo al procedimiento especificado.
d. Solamente aquellos que han sido recalificados para este trabajo.
e. Todos los anteriores.
9.- Cómo los electrodos de bajo hidrógenos deben ser almacenados cuando se encuentran fuera
de su contenedor original?
a. En sus contenedores originales resellados.
b. En hornos eléctricos de almacenamiento con venteo.
c. En un estante abierto.
d. En contenedores portátiles de uso individual del soldador.
e. Ninguno de los anteriores.
10.- Como un CWI puede verificar que el material especificado es el que se esta usando?
a. De acuerdo al código, cada pieza de material debe ser correctamente marcada con su identificación.
b. Efectuar un rápido análisis de su contenido de carbono con un equipo portátil de campo.
c. El material debe ser rasgado si no hay una identificación evidente.
d. Una vez que el material salga de su almacenamiento, el CWI nunca más tendrá que verificarlo.
e. Ninguna de las anteriores.
11.- Si un producto de una siderúrgica tiene imperfecciones, tales como astillados, desgarres o
irregularidades superficiales. Qué acciones debería tomar el inspector?
a. Rechazar cualquier material con estas imperfecciones.
b. Juzgar si las imperfecciones encuentran o no los criterios de aceptación de acuerdo a la
especificación aplicable.
c. Ignorar las irregularidades, si es que no se encuentran adyacentes a la unión a soldarse.
d. Esperar hasta que el soldador complete la soldadura a fin de observar la presencia de alguna fisura
que defina emitir un juicio.
e. Ninguna de las anteriores.
Ademinsa Group of companies. 9 www.ademinsa.com
12.- Cuál de las siguientes es una responsabilidad del inspector de soldadura antes de soldar?
a. Verificar la junta.
b. Verificar la temperatura de precalentamiento.
c. Verificar la temperatura entre pases>
d. La a y b.
e. La b y c.
13.- Una soldadura de filete de 1/4" es especificada en el plano. Cuando un CWI inspecciona la
soldadura, registra una medición de 3/8". Qué debería hacer?
a. Rechazar la soldadura por estar sobredimensionada.
b. Aceptar la soldadura si es que no se especifico las tolerancias dimensionales de la soldadura.
c. Solicitar la revisión del diseño por ingeniería.
d. La b y c.
e. Ninguna de las anteriores.
14.- Las soldaduras de filete pueden ser medidas usando una tolerancia de :
a. + 1/16"
b. + 1/32"
c. - 1/16"
d. - 1 /32"
e. Ninguna tolerancia.
CAPITULO 3 - SEGURIDAD
1.- El inspector de soldadura está expuesto a cuáles de los siguientes riesgos?
a. Radiación.
b. Objetos que caen de cierta altura.
Ademinsa Group of companies. 10 www.ademinsa.com
c. Descarga eléctrica.
d. Riesgos a la vista.
e. Todos los anteriores.
2.- Un documento que cubre los aspectos de seguridad en soldadura y corte.
a. AWS D1.1
b. API 1104
c. ANSI Z49.1
d. ASME Sección IX
e. ASME B31.1
3.- Los riesgos a la vista en las operaciones de soldadura incluyen:
a. El polvo / partículas del proceso de rectificado.
b. Salpicadura de soldadura.
c. Radiación.
d. Humos
e. Todas las anteriores.
4.- Para evitar los humos durante la soldadura, el factor más importante es:
a. El tipo de material base.
b. La posición de la cabeza del soldador.
c. El tipo de proceso de soldadura.
d. La posición de la máquina de soldadura.
e.- El tipo de material de aporte.
5.- El acetileno se vuelve inestable sobre una presión de?:
a. 5 PSI.
b. 10 PSI.
Ademinsa Group of companies. 11 www.ademinsa.com
c. 15 PSI.
d. 25 PSI.
e. Ninguna de las anteriores.
6.- Las corrientes eléctricas sobre los 6 mA aproximadamente son consideradas :
a. Corrientes secundarias.
b. Corrientes primarias.
c. Riesgosas
d. Tanto la b y la c.
e. No son riesgosas.
7.- Cuando se manipulan cilindros de gas, la válvula del cilindro estará abierta :
a. A toda su capacidad en un cilindro de acetileno.
b. Una vuelta en un cilindro de oxigeno.
c. Una vuelta o menos en un cilindro de acetileno y totalmente abierto en un cilindro de oxigeno.
d. Lo que sea conveniente.
e. Ninguna de las anteriores.
8.- El apropiado manipuleo de los cilindros de gases comprimidos incluye:
a. No soldar sobre los cilindros.
b. No usar los cilindros como puesta a tierra en un circuito eléctrico.
c. Asegurarlos adecuadamente.
d. Identificar el gas antes de usarlo.
e. Todas las anteriores.
9.- El componente más importante de un efectivo programa de seguridad y salud es:
a. Reglas de seguridad.
Ademinsa Group of companies. 12 www.ademinsa.com
b. Procedimientos de seguridad.
c. El soporte de la gerencia.
d. La careta del soldador.
e. El equipo de protección.
10.- El entrenamiento en seguridad es mandatorio bajo las provisiones de:
a. Prácticas de seguridad de la AWS.
b. OSHA.
c. Código ASME.
d. Manual de soldadura AWS, Volumen 2.
e. Ninguno de los anteriores.
11.- El equipo de protección disponible para proteger los ojos de la radiación de la soldadura
incluye:
a. La careta del soldador con sus lentes-filtro.
b. Lentes de seguridad transparentes.
c. Lentes de seguridad con filtros.
d. Pantallas protectoras.
e. Todas las anteriores.
12.- La ropa de seguridad disponible para soldadura y corte son:
a. 65% de algodón y 35 % de poliéster.
b. Lana.
c. Algodón tratado químicamente.
d. La b y c.
e. Ninguna de las anteriores.
CAPITULO 4 - ESTANDARES, CÓDIGOS Y ESPECIFICACIONES
Ademinsa Group of companies. 13 www.ademinsa.com
1.- Los requerimientos de calidad del trabajo pueden ser encontrados en todos los siguientes
materiales, a excepción de:
a. Códigos.
b. Estándares.
c. Especificaciones.
d. Libros de texto.
e. Solamente a y b.
2.- De los siguientes documentos, cual puede ser considerado un estándar?
a. Códigos.
b. Especificaciones.
c. Practicas recomendadas.
d. La a y b.
e. Todas las anteriores.
3.- El tipo de documento que tiene estatus legal es:
a. Código.
b. Estándar.
c. Especificación.
d. Tanto la a, como la b.
e. Todas las anteriores.
4.- El tipo de documento describe los requerimientos de un objeto o componente en particular, se
denomina:
a. Código.
b. Estándar.
c. Especificación.
d. La a y la b.
e. La b y la c.
5.- De los siguientes tipos de documentos, cuál es el de un alcance general? (En efecto, los otros
documentos podrían ser considerados de tipo más específico en esta clasificación).
Ademinsa Group of companies. 14 www.ademinsa.com
a. Códigos.
b. Estándares.
c. Especificaciones.
d. Planos de diseño.
e. Ninguno de los anteriores.
6.- El código que cubre la soldadura de estructuras de acero es:
a. ASME Sección IX.
b. ASME B31.1
c. API 1104
d. AWS D1.1
e. Ninguno de los anteriores.
7.- El código que cubre el diseño y fabricación de recipientes a presión no expuesto al fuego es:
a. ASME Sección IX
b. ASME Sección VIII
c. ASME Sección III
d. API 1104
e. AWS D1.1
8.- Las especificaciones que cubren los requerimientos para electrodos de soldadura están
designadas como:
a. AWS D1.X
b. AWS D14.X
c. AWS A5.X
d. ASTM A 53
e. ASTM A 36
Ademinsa Group of companies. 15 www.ademinsa.com
9.- El estándar que describe los requerimientos de soldadura de las tuberías de hidrocarburos
que cruzan campo abierto es:
a. AWS D1.1
b. ASME Sección VIII
c. ASME Sección IX
d. API 1104
e. Ninguna de las anteriores.
CAPITULO 5 – GEOMETRIA DE LA UNION SOLDADA Y TERMINOLOGIA DE
LA SOLDADURA
1.- Cuál de las siguientes no es considerada un tipo de junta?
a. A tope (Butt)
b. Tee (T)
c. Filete (Fillet)
d. Esquina (Corner)
e. Borde (edge)
2.- El tipo de junta formada cuando las dos piezas son unidas y alineadas en planos paralelos y
sus bordes se traslapan, es llamado:
a. Esquina
b. Tee
c. Borde.
d. Traslape
e. Tope.
3.- La porción de la junta donde las dos piezas se unen lo mas cercanamente posible es referida
como:
a. Bisel (Bevel).
b. Raíz de la junta. (Joint root)
c. Ángulo de ranura. (Groove angle)
Ademinsa Group of companies. 16 www.ademinsa.com
d. Cara de raíz. (Root face)
Ambos b y d.
4.- En una simple soldadura de ranura en V, las superficies con pendiente, contra las cuales el
metal de soldadura es aplicado son denominadas:
a. Cara de raíz (Root face).
b. Raíz de la junta (Joint root).
c. Cara de la ranura (Groove face)
d. Angulo de la ranura (Groove angle).
e. Angulo del bisel (Bevel angle).
5.- El tipo de soldadura producido al llenar un agujero elongado en un miembro en traslape, que
funde con un miembro debajo del primer miembro es denominado:
a. Soldadura de botón / tapón (Plug weld).
b. Soldadura de punto (spot weld).
c. Soldadura de costura (Seam weld).
d. Soldadura de ojal / ranura (Slot Weld)
e. Ninguna de las anteriores.
6.- El tipo de soldadura que generalmente tiene una sección triangular, la cuál es aplicada sobre
una junta en Tee, en esquina o en traslape, se denomina:
a. Soldadura a tope (Butt Weld)
b. Soldadura de borde (Edge weld)
c. Soldadura de filete (Fillet weld)
d. Soldadura en triángulo
e. Soldadura de punto (Spot weld).
7.- El tipo de soldadura usado para proteger superficies delgadas, suministrando una capa de
protección contra la corrosión o abrasión, es refererida como :
a. Soldadura de borde (Edge weld).
b. Soldadura de botón / tapón
Ademinsa Group of companies. 17 www.ademinsa.com
c. Soldadura de ojal / ranura
d. Soldadura de refuerzo
e. Soldadura de superficie (Surfacing weld)
8.- El tipo de soldadura aplicada al lado opuesto de una junta a tope, antes que una soldadura de
ranura en V sea efectuada se denomina:
a. Soldadura totalmente fundida (Melt-through weld).
b. Backing weld.
c. Back weld.
d. Soldadura de raíz (Root weld).
e. Ninguna de las anteriores.
9.- En una soldadura de ranura completada, la superficie de la soldadura sobre el lado donde la
soldadura fue efectuada se denomina:
a. Corona (Crown).
b. Refuerzo de la soldadura (weld reinforcement).
c. Cara de la soldadura (Weld face).
d. Raíz (Root).
e. Ninguno de los anteriores.
10.- En una soldadura completada, la unión entre la cara de soldadura y el metal base se nombra
como:
a. Raíz (Root).
b. Borde de soldadura (Weld edge).
c. Refuerzo de soldadura (Weld reinforcement)
d. Pierna (Leg)
e. Weld toe (Talón de la soldadura)
11.- La altura de la soldadura sobre el metal base en una soldadura de ranura es denominada :
a. Corona (Crown)
b. Reconstrucción (Build up)
Ademinsa Group of companies. 18 www.ademinsa.com
c. Cara (Face).
d. Refuerzo de soldadura (Weld reinforcement).
e. Ninguna de las anteriores.
12.- En una soldadura de filete, la pierna y el tamaño son iguales para una configuracion:
a. De piernas iguales (Equal leg).
b. Cóncava
c. Convexa
d. De piernas desiguales (Unequal leg).
e. Sobredimensionada (Oversize).
13.- Cuando observamos la sección en corte de una soldadura de ranura completada, la distancia
entre la cara de fusión y la interfase de la soldadura es denominada:
a. Profundidad de fusión.
b. Profundidad de penetración.
c. Penetración de raíz.
d. Penetración de la junta.
e. Garganta efectiva.
14.- Para una soldadura de filete cóncava. Cuáles gargantas tendrían las dimensiones similares?
a. Teórica y efectiva.
b. Actual y efectiva.
c. Teórica y actual.
d. Todas las anteriores
e. Ninguna de las anteriores.
15.- En una soldadura de ranura simple en V con penetración parcial, la dimensión medida desde
la raíz de la junta a la raíz de la soldadura, se denomina:
Ademinsa Group of companies. 19 www.ademinsa.com
a. Penetración de la junta (Joint penetration).
b. Garganta efectiva (Effective throat).
c. Penetración de raíz (Root penetration).
d. Profundidad de fusión (Depth of fusion).
e. Interfase de soldadura (Weld interface)
16.- El tamaño de una soldadura de punto (Spot weld) es determinado por:
a. Profundidad de fusión (Depth of fusion).
b. Diámetro del punto (Spot diameter).
c. Profundidad de penetración (Depth of penetration).
d. Espesor (Thickness).
e. Ninguna de las anteriores.
17.- En el comportamiento de una soldadura de posición vertical, el tipo de progresión de
soldadura que tiene un movimiento de lado a lado es denominado:
a. Técnica de costura directa (Stringer bead technique).
b. Técnica de costura alternada (Stagger bead technique).
c. Técnica de costura oscilante (Weave bead technique).
d. Es una técnica inaceptable
e. Ninguna de las anteriores.
18.- La técnica usada para controlar la distorsión de una junta larga donde los pases individuales
son aplicados en sentido opuesto a la progresión general de la soldadura en la junta se
denomina:
a. Paso de retorno - peregrino (Backstepping).
b. Encajonado (Boxing).
c. Alternada (Staggering)
d. Cascada (Cascading)
e. Bloque (Blocking)
19.- Una técnica usada durante la deposición de soldadura de capas múltiples, donde cada capa
sucesiva es más larga que aquella previamente depositada es denominada:
Ademinsa Group of companies. 20 www.ademinsa.com
a. Secuencia en bloque (Block sequence).
b. Secuencia en cajón (Box sequence).
c. Secuencia en cascada (Cascade sequence).
d. Secuencia de paso de retorno - peregrino (Backstep sequence)
e. Secuencia alternada (Stagger sequence)
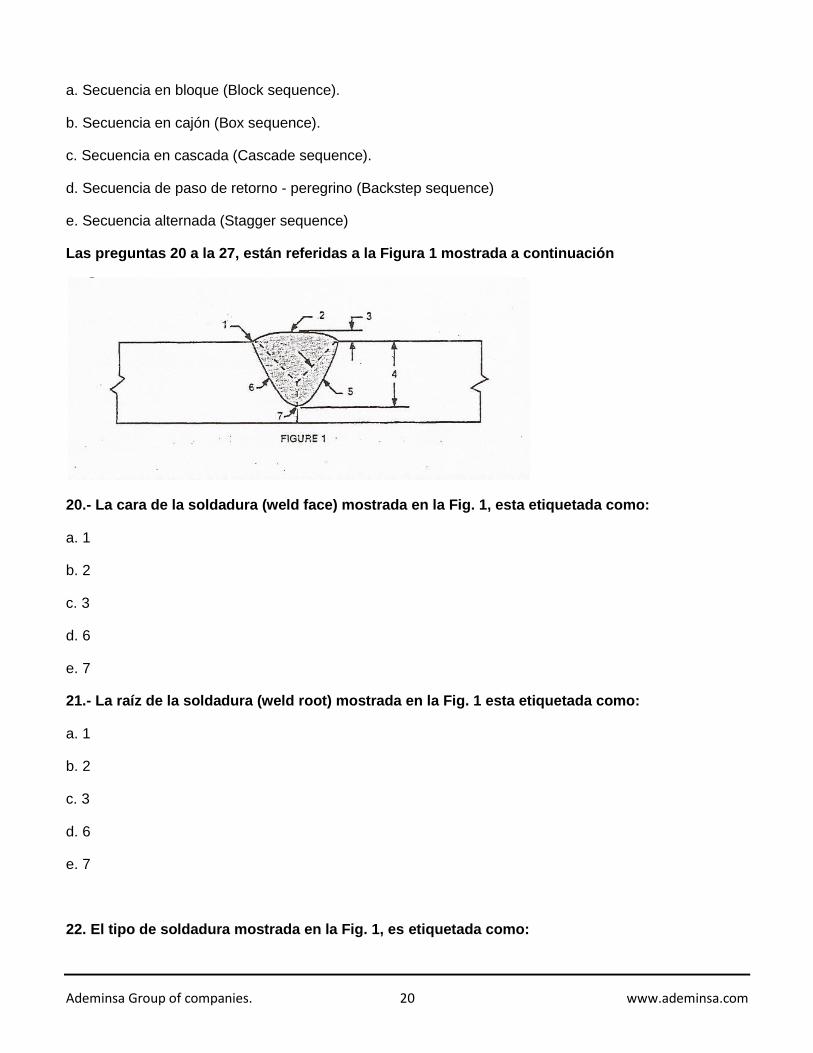
Las preguntas 20 a la 27, están referidas a la Figura 1 mostrada a continuación
20.- La cara de la soldadura (weld face) mostrada en la Fig. 1, esta etiquetada como:
a. 1
b. 2
c. 3
d. 6
e. 7
21.- La raíz de la soldadura (weld root) mostrada en la Fig. 1 esta etiquetada como:
a. 1
b. 2
c. 3
d. 6
e. 7
22. El tipo de soldadura mostrada en la Fig. 1, es etiquetada como:
Ademinsa Group of companies. 21 www.ademinsa.com
a. Ranura de doble bisel (Double-bevel-groove)
b. Ranura de simple bisel (Single-bevel-groove)
c. Ranura de doble V (Double-V-groove)
d. Ranura de simple V (Single-V-groove)
e. Ninguna de las anteriores.
23.- La altura del refuerzo de soldadura (weld reinforcement) mostrada en la Fig. 1 es etiquetada
como:
a. 1
b. 2
c. 3
d. 6
e. 7
24.- El talón de la soldadura (weld toe) mostrado en la Fig. 1 es etiquetado como:
a. 1
b. 2
c. 3
d. 6
e. 7
25.- El número 6 mostrado en la Fig. 1 es:
a. La raíz de la soldadura (weld root).
b. La cara de fusión (fusion face)
c. La cara de la ranura (groove face).
d. La interfase de la soldadura (weld interface).
e. Profundidad de fusión (depth of fusion).
26.- El número 5 (entre flechas) mostrado en la Fig 1 es:
Ademinsa Group of companies. 22 www.ademinsa.com
a. La raíz de la soldadura (weld root)
b. La cara de fusión (fusion face).
c. La cara de la ranura (groove face)
d. La interfase de la soldadura (weld interface).
e. La profundidad de fusión (depth of fusion)
27.- El número 4 mostrado en la Fig. 1 es:
a. Tamaño de la soldadura (weld size).
b. Penetración de la junta (joint penetration).
c. Garganta actual (actual throat)
d. Garganta teórica (theoretical throat)
e. La a y b.
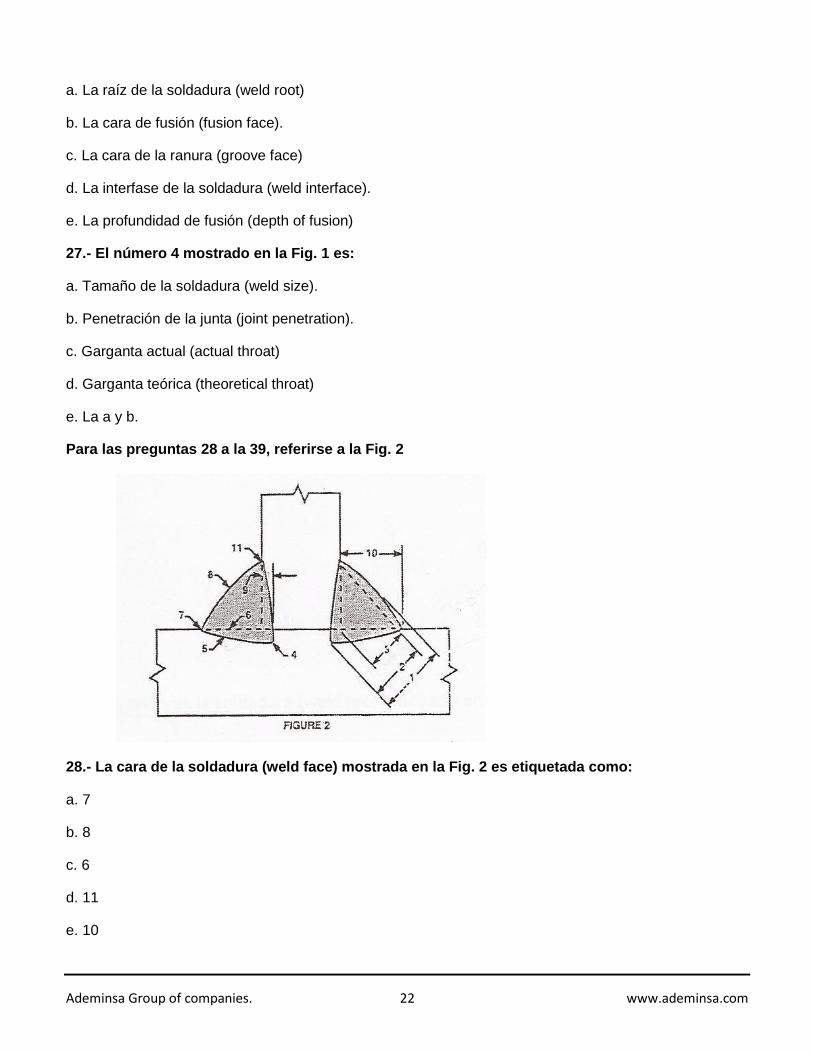
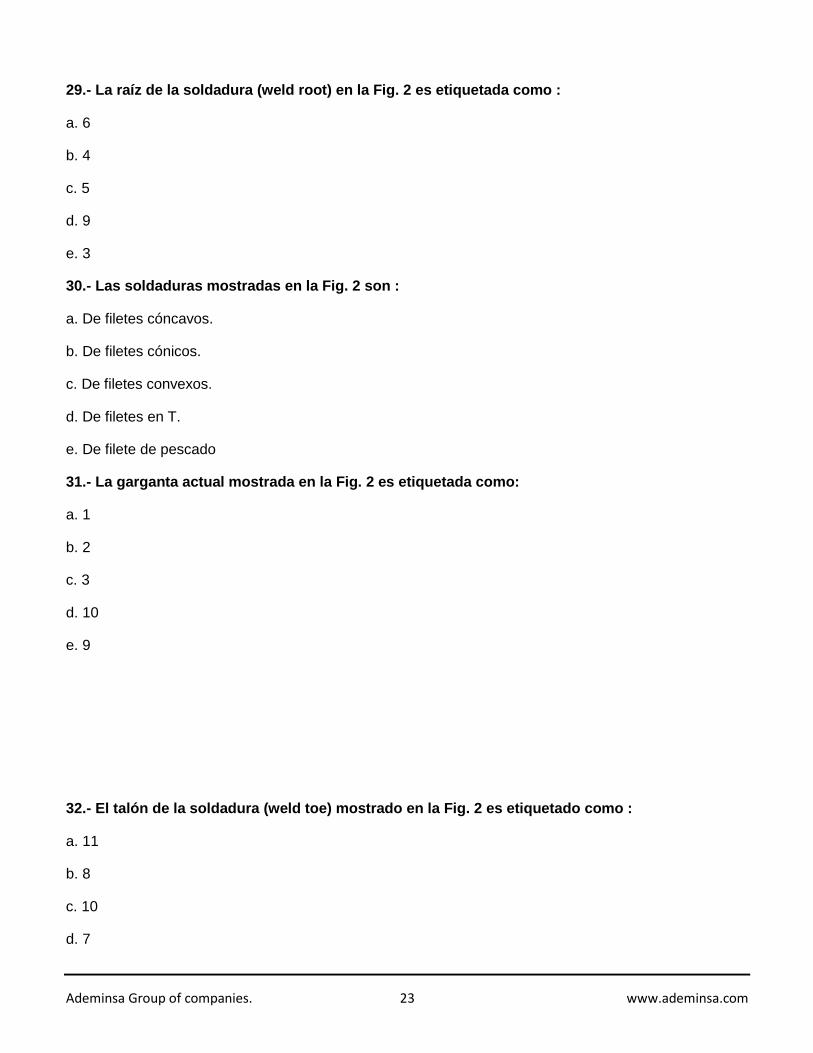
Para las preguntas 28 a la 39, referirse a la Fig. 2
28.- La cara de la soldadura (weld face) mostrada en la Fig. 2 es etiquetada como:
a. 7
b. 8
c. 6
d. 11
e. 10
Ademinsa Group of companies. 23 www.ademinsa.com
29.- La raíz de la soldadura (weld root) en la Fig. 2 es etiquetada como :
a. 6
b. 4
c. 5
d. 9
e. 3
30.- Las soldaduras mostradas en la Fig. 2 son :
a. De filetes cóncavos.
b. De filetes cónicos.
c. De filetes convexos.
d. De filetes en T.
e. De filete de pescado
31.- La garganta actual mostrada en la Fig. 2 es etiquetada como:
a. 1
b. 2
c. 3
d. 10
e. 9
32.- El talón de la soldadura (weld toe) mostrado en la Fig. 2 es etiquetado como :
a. 11
b. 8
c. 10
d. 7

Ademinsa Group of companies. 24 www.ademinsa.com
e. Ambos a y d
33.- El número 6 mostrado en la Fig. 2, es:
a. La raíz de la soldadura (weld face).
b. La cara de fusión (fusion face).
c. La cara de la ranura (groove face).
d. La interfase de la soldadura (weld interface)
e. Profundidad de fusión (depth of fusion).
34.- El numero 9 mostrado en la Fig. 2 es:
a. La raíz de la soldadura (weld root)
b. La cara de fusión (fusion face)
c. La cara de la ranura (groove face).
d. La interfase de la soldadura (weld interface)
e. La profundidad de fusión (depth of fusion)
35.- El número 5 mostrado en la Fig. 2 es:
a. La raíz de la soldadura (weld root)
b. La cara de fusión (fusion face)
c. La cara de la ranura (groove face)
d. La interfase de la soldadura (weld interface)
e. La profundidad de fusión (depth of fusion)
36.- El número 4 mostrado en la Fig. 2 es:
a. La raíz de la soldadura (weld root)
b. La cara de fusión (fusion face)
c. La cara de la ranura (groove face)
Ademinsa Group of companies. 25 www.ademinsa.com
d. La interfase de la soldadura (weld interface)
e. La profundidad de fusion (depth of fusion)
37.- El número 2 mostrado en la Fig. 2 es:
a. El tamaño de la soldadura (weld size)
b. La garganta efectiva (effective throat)
c. La garganta actual (actual throat)
d. La garganta teórica (theoretical throat).
e. La a y b
38.- El número 3 mostrado en la Fig. 2 es:
a. El tamaño de la soldadura (weld size)
b. La garganta efectiva (effective throat)
c. La garganta actual (actual throat)
d. La garganta teórica (theoretical throat)
e. La a y b
39.- La número 10 mostrada en la Fig. 2 es:
a. El tamaño de la soldadura (weld size) y el tamaño de la pierna (leg size).
b. El tamaño de la soldadura (weld size)
c. La pierna (leg)
d. La garganta teórica (theoretical throat)
e. La garganta actual (actual throat)
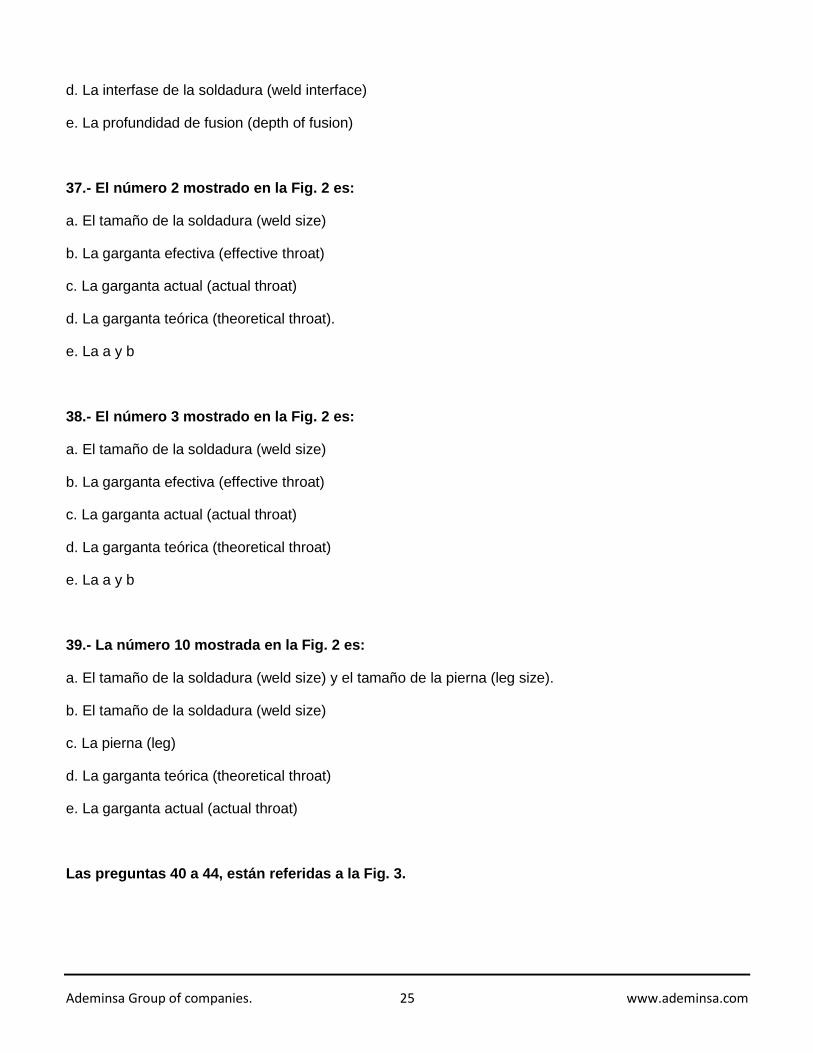
Las preguntas 40 a 44, están referidas a la Fig. 3.
Ademinsa Group of companies. 26 www.ademinsa.com
40.- El ángulo de la ranura (groove angle) mostrado en la Fig. 3, es etiquetado como:
a. 1
b. 2
c. 3
d. 4
e. 5
41.- El ángulo de bisel (bevel angle) mostrado en la Fig. 3, es etiquetado como:
a. 1
b. 2
c. 3
d. 4
e. 5
42.- El número 3 mostrado en la Fig. 3 es:
a. El ángulo de ranura (groove angle)
b. El ángulo de bisel (bevel angle).
c. La cara de la ranura (groove face)
d. La cara de fusión (fusion face)
e. Ambos c y d.
Ademinsa Group of companies. 27 www.ademinsa.com
43.- El número 6 mostrado en la Fig. 3 es:
a. La cara de ranura (groove face)
b. La cara de fusión (fusion face)
c. La cara del bisel (bevel face)
d. La cara de la raíz (root face)
e. El bisel (bevel)
44.- El número 5 mostrado en la Fig. 3 es:
a. La cara de fusión (fusion face)
b. La cara de la ranura (groove face)
c. La apertura de la raíz (root opening)
d. La cara de la raíz (root face)
e. La raíz de la soldadura (weld root)
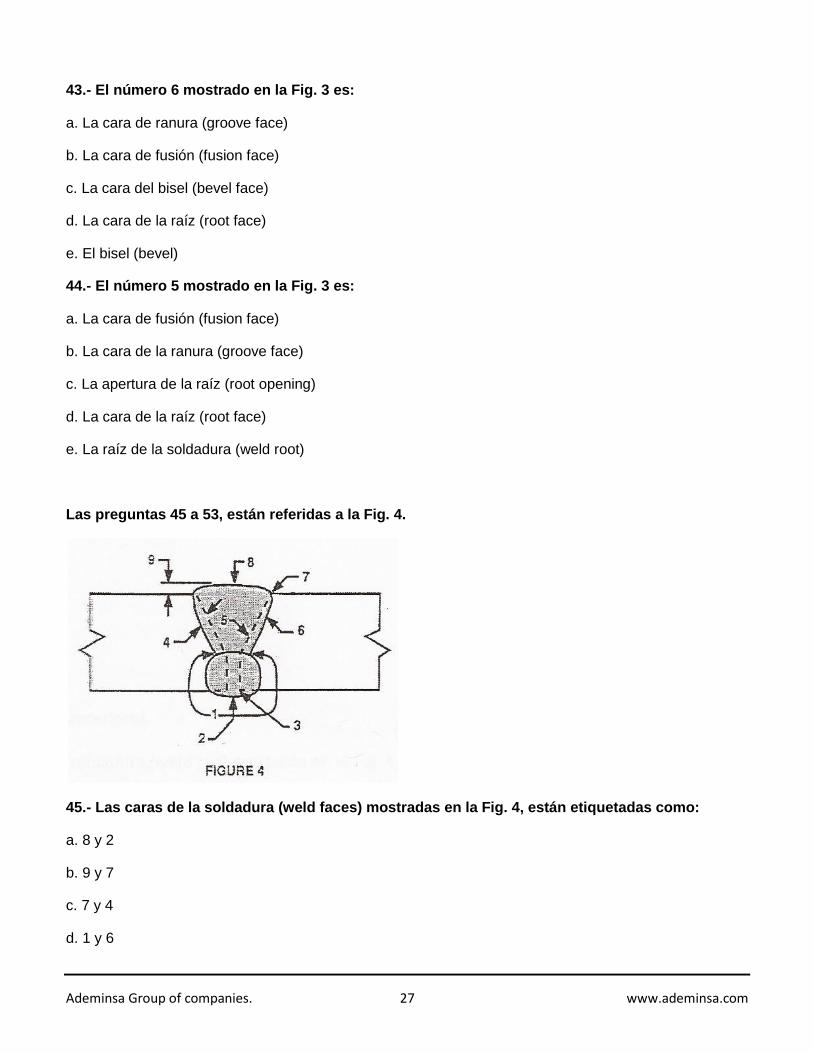
Las preguntas 45 a 53, están referidas a la Fig. 4.
45.- Las caras de la soldadura (weld faces) mostradas en la Fig. 4, están etiquetadas como:
a. 8 y 2
b. 9 y 7
c. 7 y 4
d. 1 y 6

Ademinsa Group of companies. 28 www.ademinsa.com
e. 3 y 9
46.- La raíz de la soldadura mostrada en la Fig. 4, esta etiquetada como:
a. 1
b. 2
c. 3
d. 7
e. La a y c
47.- La soldadura mostrada en la Fig. 4 incluye:
a. Backing weld
b. Back weld
c. Una ranura doble V (Double-V-groove)
d. Una ranura doble bisel (Double-bevel-groove)
e. Ninguna de las anteriores.
48.- El tamaño de la soldadura mostrada en la Fig. 4, es etiquetada como:
a. 9
b. 8
c. 7
d. 2
e. Ninguna de las anteriores.
49.- El talón de la soldadura (weld toe) mostrado en la Fig. 4, es etiquetado como:
a. 1
b. 2
c. 3
d. 6
Ademinsa Group of companies. 29 www.ademinsa.com
e. 7
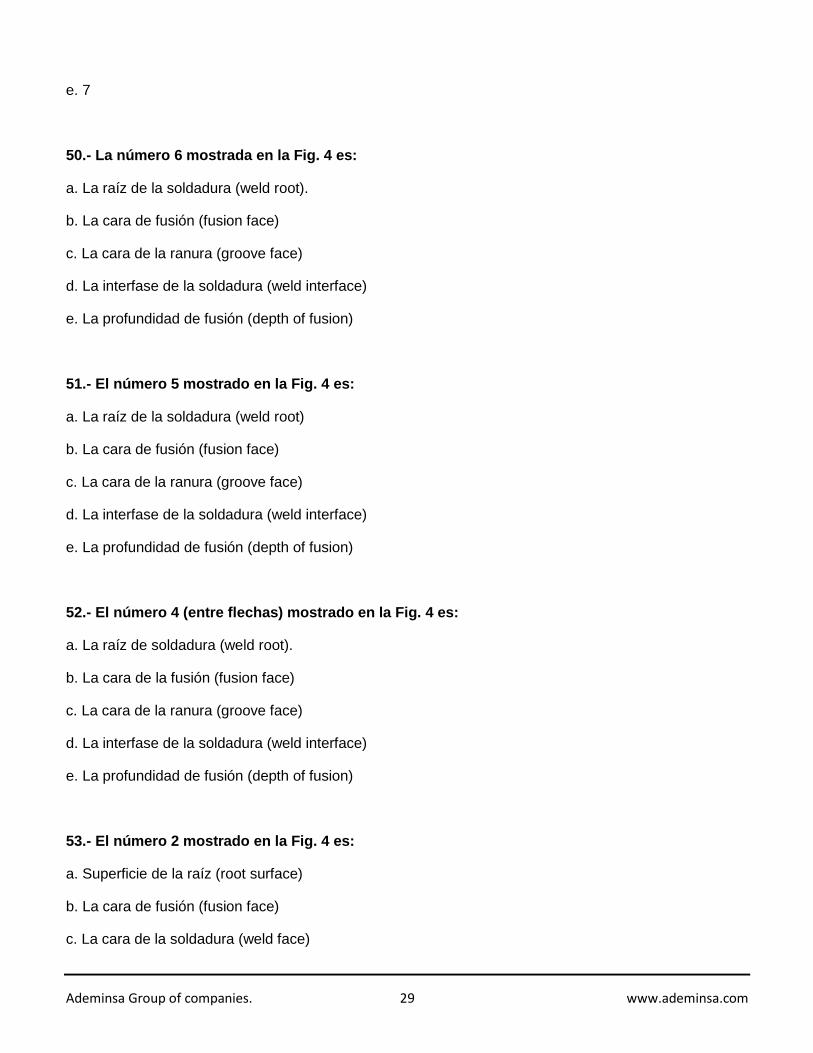
50.- La número 6 mostrada en la Fig. 4 es:
a. La raíz de la soldadura (weld root).
b. La cara de fusión (fusion face)
c. La cara de la ranura (groove face)
d. La interfase de la soldadura (weld interface)
e. La profundidad de fusión (depth of fusion)
51.- El número 5 mostrado en la Fig. 4 es:
a. La raíz de la soldadura (weld root)
b. La cara de fusión (fusion face)
c. La cara de la ranura (groove face)
d. La interfase de la soldadura (weld interface)
e. La profundidad de fusión (depth of fusion)
52.- El número 4 (entre flechas) mostrado en la Fig. 4 es:
a. La raíz de soldadura (weld root).
b. La cara de la fusión (fusion face)
c. La cara de la ranura (groove face)
d. La interfase de la soldadura (weld interface)
e. La profundidad de fusión (depth of fusion)
53.- El número 2 mostrado en la Fig. 4 es:
a. Superficie de la raíz (root surface)
b. La cara de fusión (fusion face)
c. La cara de la soldadura (weld face)
Ademinsa Group of companies. 30 www.ademinsa.com
d. La interfase de la soldadura (weld interface)
e. La profundidad de fusión (depth of fusion)
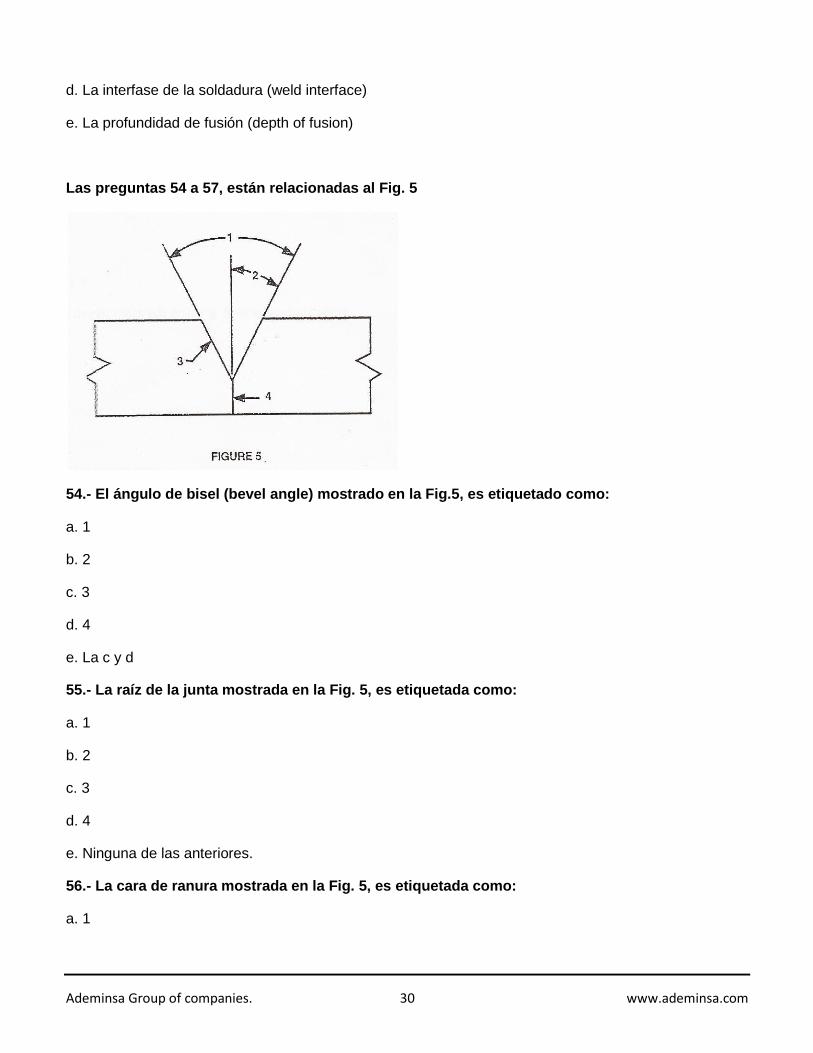
Las preguntas 54 a 57, están relacionadas al Fig. 5
54.- El ángulo de bisel (bevel angle) mostrado en la Fig.5, es etiquetado como:
a. 1
b. 2
c. 3
d. 4
e. La c y d
55.- La raíz de la junta mostrada en la Fig. 5, es etiquetada como:
a. 1
b. 2
c. 3
d. 4
e. Ninguna de las anteriores.
56.- La cara de ranura mostrada en la Fig. 5, es etiquetada como:
a. 1
Ademinsa Group of companies. 31 www.ademinsa.com
b. 2
c. 3
d. 4
e. Ambas c y d
57.- La cara de raíz mostrada en la Fig. 5, es etiquetada como:
a. 1
b. 2
c. 3
d. 4
e. Ninguna de las anteriores.
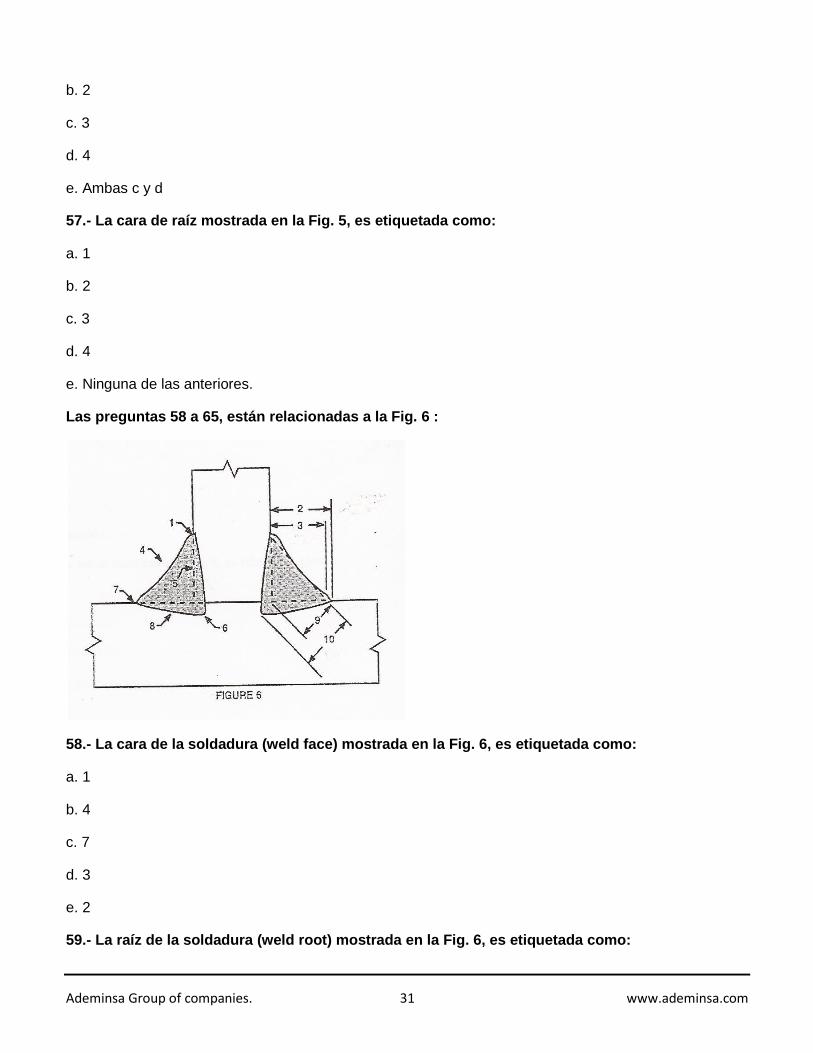
Las preguntas 58 a 65, están relacionadas a la Fig. 6 :
58.- La cara de la soldadura (weld face) mostrada en la Fig. 6, es etiquetada como:
a. 1
b. 4
c. 7
d. 3
e. 2
59.- La raíz de la soldadura (weld root) mostrada en la Fig. 6, es etiquetada como:
Ademinsa Group of companies. 32 www.ademinsa.com
a. 6
b. 4
c. 5
d. 9
e. 10
60.- Las soldaduras mostradas en la Fig. 6 son:
a. Filetes cóncavos.
b. Filetes cónicos
c. Filetes convexos.
d. Filetes en T
e. Filetes de pescado
61.- La garganta actual mostrada en la Fig. 6, es etiquetada como:
a. 9
b. 10
c. 3
d. 2
e. 5
62.- El talón de soldadura (weld toe) mostrado en la Fig. 6, es etiquetado como:
a. 1
b. 8
c. 10
d. 7
e. Ambos a y d
63.- El número 6 mostrado en la Fig. 6 es:
Ademinsa Group of companies. 33 www.ademinsa.com
a. Raíz de soldadura (weld root)
b. Cara de fusión (fusion face)
c. Cara de ranura (groove face)
d. Interfase de soldadura (weld interface)
e. Profundidad de fusión (depth of fusion)
64.- El número 8 mostrado en la Fig. 6 es:
a. Raíz de soldadura (weld root)
b. Cara de fusión (fusion face)
c. Cara de ranura (groove face)
d. Interfase de soldadura (weld interface)
e. Profundidad de fusión (depth of fusion)
65.- El numero 2 mostrado en la Fig. 6 es:
a. El tamaño de la soldadura (weld size)
b. Tamaño de la pierna (leg size)
c. Tamaño de la soldadura y tamaño de la pierna
d. Garganta teórica (theoretical throat).
e. Garganta actual (actual throat)
CAPITULO 6 – SIMBOLOS DE SOLDADURA Y DE ENSAYOS NOS
DESTRUCTIVOS
1.- El elemento principal de cualquier simbología de soldadura es referido como:
a. Cola (tail)
b. Flecha (arrow)
c. Línea de referencia (reference line)
d. Lado flecha (arrow side)
Ademinsa Group of companies. 34 www.ademinsa.com
e. Símbolo de soldadura (weld symbol)
2.- La información que aparece sobre la línea de referencia, está referida al:
a. La lado cercano
b. Al lado flecha
c. Al lado lejano
d. Al otro lado
e. Ninguna de las anteriores.
3.- La representación gráfica del tipo de soldadura es denominado:
a. Cola (tail)
b. Símbolo de soldadura (welding symbol)
c. Símbolo de detalle de soldadura (weld symbol)
d. Flecha (arrow)
e. Ninguno de los anteriores
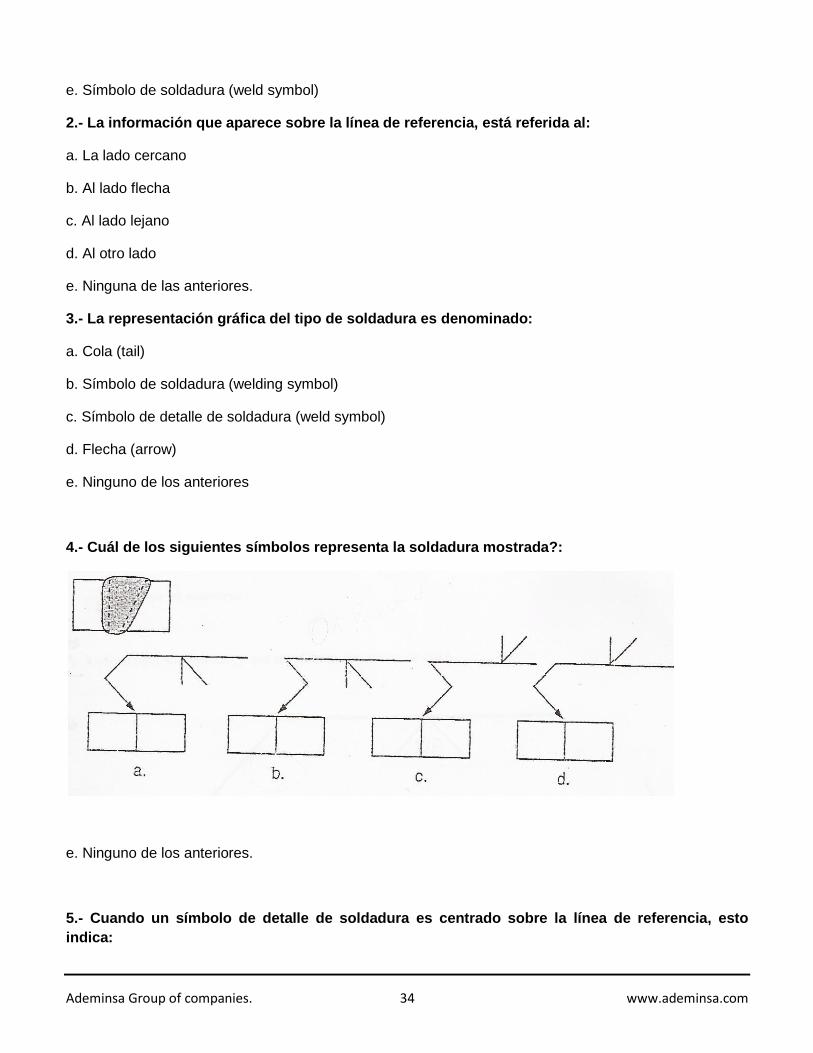
4.- Cuál de los siguientes símbolos representa la soldadura mostrada?:
e. Ninguno de los anteriores.
5.- Cuando un símbolo de detalle de soldadura es centrado sobre la línea de referencia, esto
indica:
Ademinsa Group of companies. 35 www.ademinsa.com
a. Que el soldador puede poner la soldadura sobre cualquier lado.
b. Que no existe un lado significante.
c. Que el diseñador no sabe donde la soldadura se colocara.
d. Que el soldador aplicara la soldadura en cualquier posición.
e. Ninguna de las anteriores.
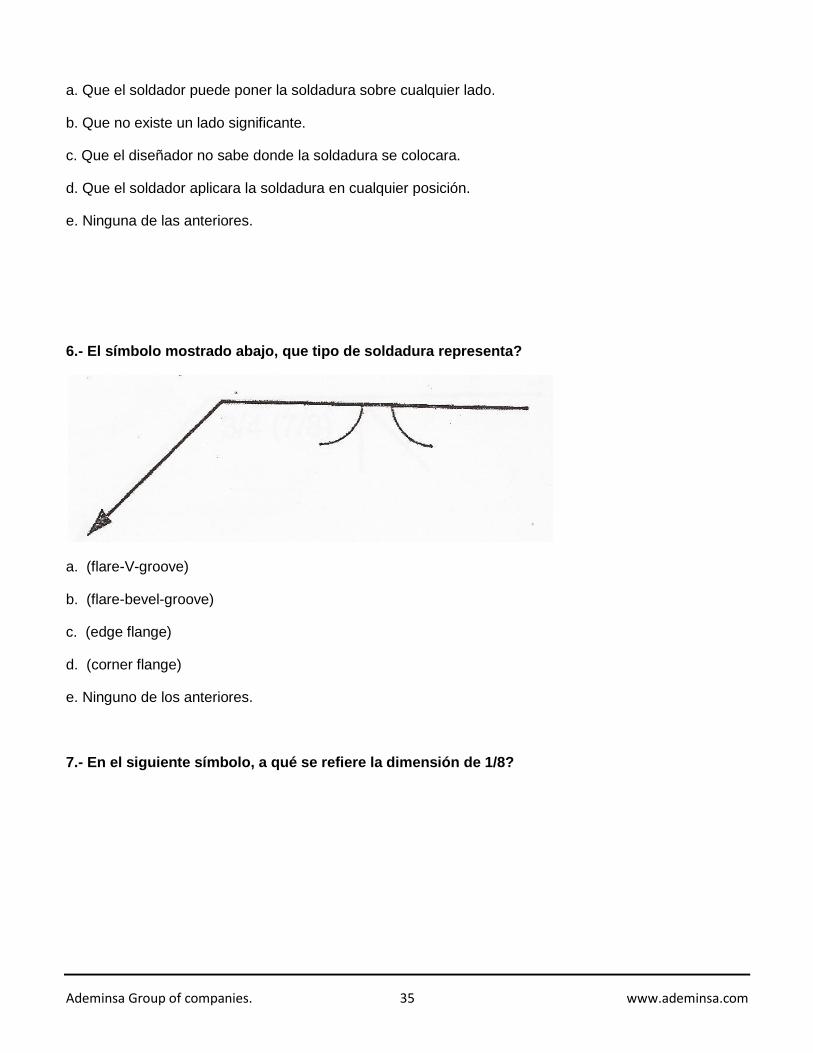
6.- El símbolo mostrado abajo, que tipo de soldadura representa?
a. (flare-V-groove)
b. (flare-bevel-groove)
c. (edge flange)
d. (corner flange)
e. Ninguno de los anteriores.
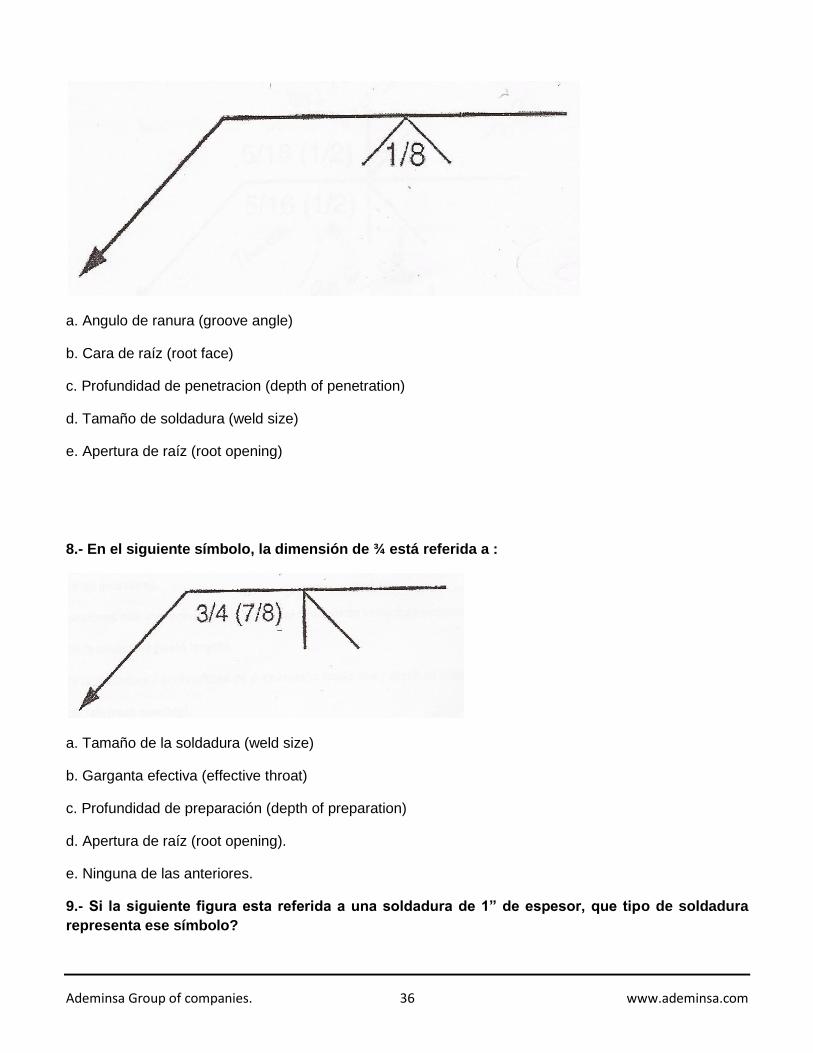
7.- En el siguiente símbolo, a qué se refiere la dimensión de 1/8?
Ademinsa Group of companies. 36 www.ademinsa.com
a. Angulo de ranura (groove angle)
b. Cara de raíz (root face)
c. Profundidad de penetracion (depth of penetration)
d. Tamaño de soldadura (weld size)
e. Apertura de raíz (root opening)
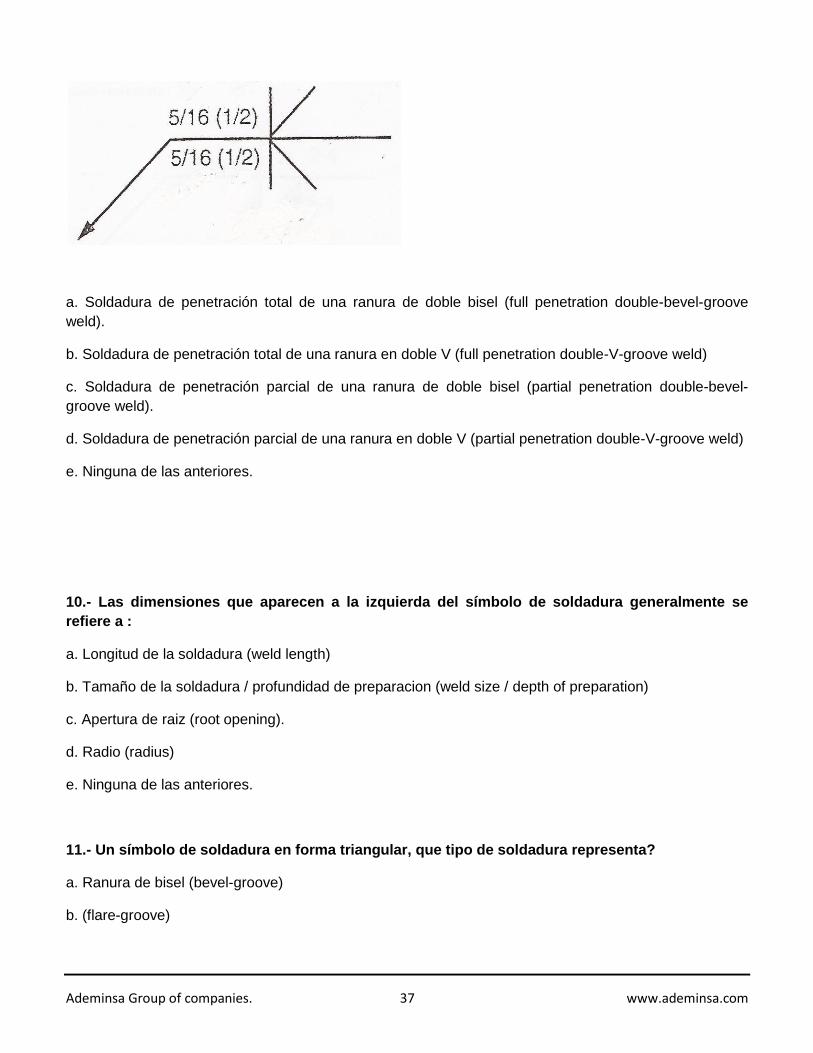
8.- En el siguiente símbolo, la dimensión de ¾ está referida a :
a. Tamaño de la soldadura (weld size)
b. Garganta efectiva (effective throat)
c. Profundidad de preparación (depth of preparation)
d. Apertura de raíz (root opening).
e. Ninguna de las anteriores.
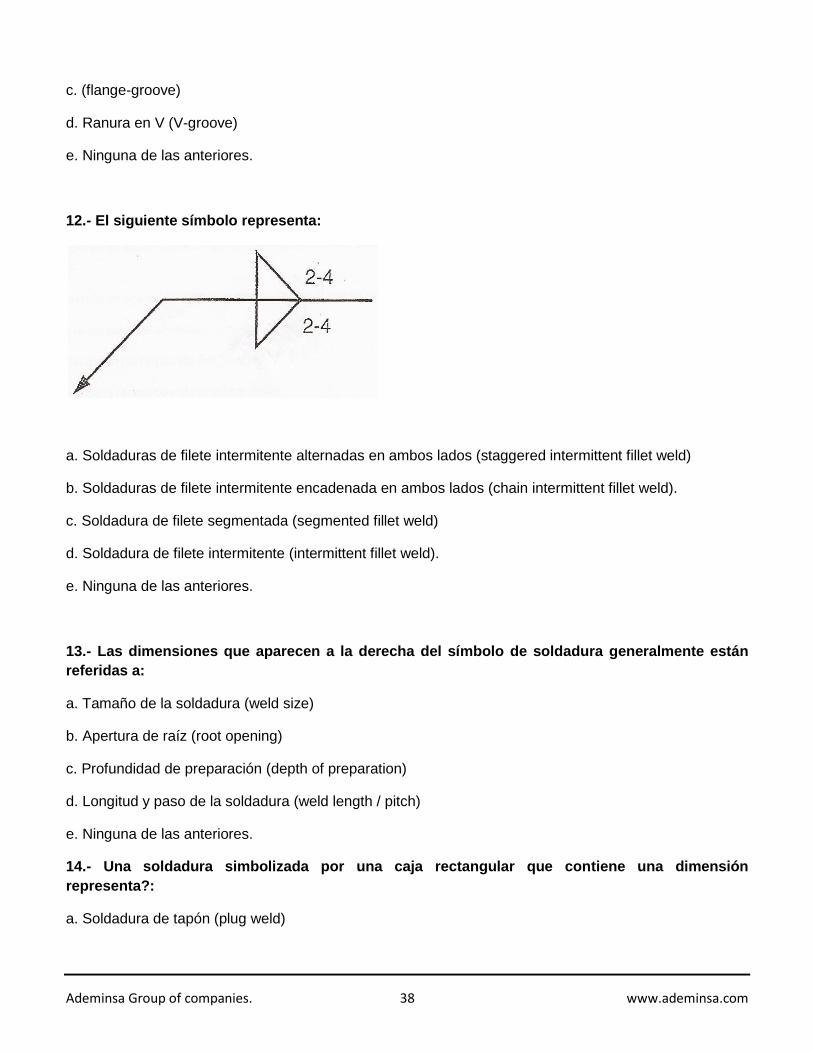
9.- Si la siguiente figura esta referida a una soldadura de 1” de espesor, que tipo de soldadura
representa ese símbolo?
Ademinsa Group of companies. 37 www.ademinsa.com
a. Soldadura de penetración total de una ranura de doble bisel (full penetration double-bevel-groove
weld).
b. Soldadura de penetración total de una ranura en doble V (full penetration double-V-groove weld)
c. Soldadura de penetración parcial de una ranura de doble bisel (partial penetration double-bevel-
groove weld).
d. Soldadura de penetración parcial de una ranura en doble V (partial penetration double-V-groove weld)
e. Ninguna de las anteriores.
10.- Las dimensiones que aparecen a la izquierda del símbolo de soldadura generalmente se
refiere a :
a. Longitud de la soldadura (weld length)
b. Tamaño de la soldadura / profundidad de preparacion (weld size / depth of preparation)
c. Apertura de raiz (root opening).
d. Radio (radius)
e. Ninguna de las anteriores.
11.- Un símbolo de soldadura en forma triangular, que tipo de soldadura representa?
a. Ranura de bisel (bevel-groove)
b. (flare-groove)
Ademinsa Group of companies. 38 www.ademinsa.com
c. (flange-groove)
d. Ranura en V (V-groove)
e. Ninguna de las anteriores.
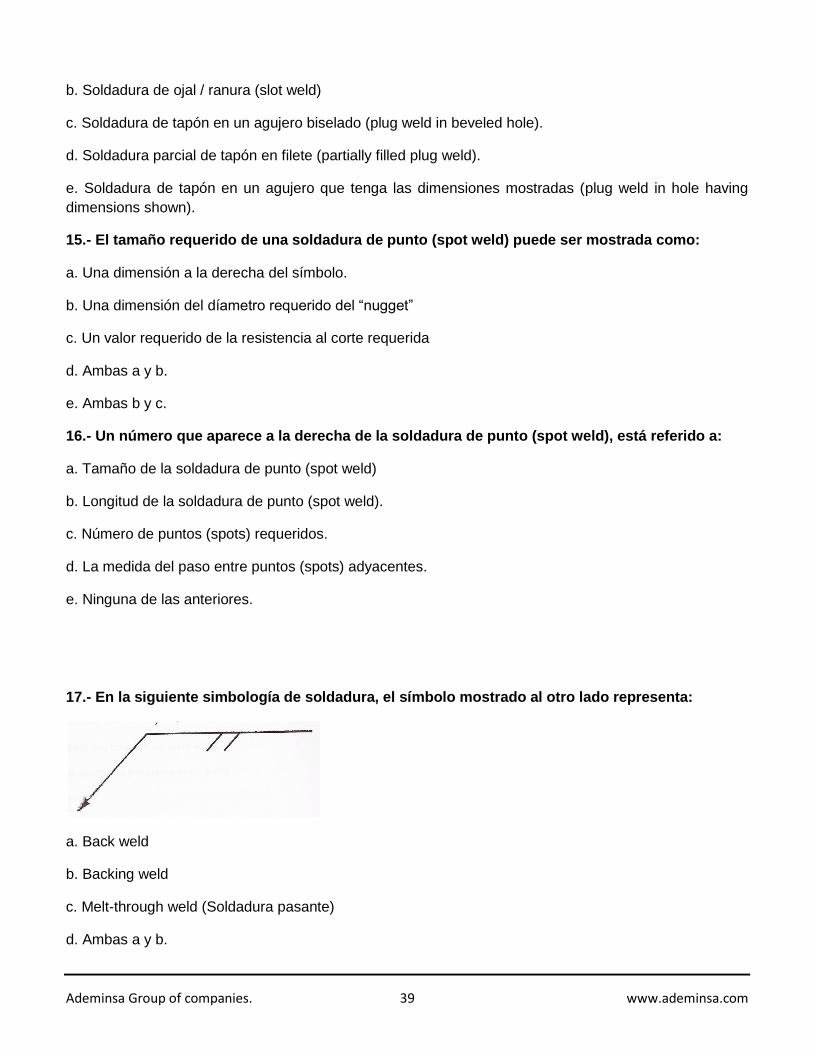
12.- El siguiente símbolo representa:
a. Soldaduras de filete intermitente alternadas en ambos lados (staggered intermittent fillet weld)
b. Soldaduras de filete intermitente encadenada en ambos lados (chain intermittent fillet weld).
c. Soldadura de filete segmentada (segmented fillet weld)
d. Soldadura de filete intermitente (intermittent fillet weld).
e. Ninguna de las anteriores.
13.- Las dimensiones que aparecen a la derecha del símbolo de soldadura generalmente están
referidas a:
a. Tamaño de la soldadura (weld size)
b. Apertura de raíz (root opening)
c. Profundidad de preparación (depth of preparation)
d. Longitud y paso de la soldadura (weld length / pitch)
e. Ninguna de las anteriores.
14.- Una soldadura simbolizada por una caja rectangular que contiene una dimensión
representa?:
a. Soldadura de tapón (plug weld)
Ademinsa Group of companies. 39 www.ademinsa.com
b. Soldadura de ojal / ranura (slot weld)
c. Soldadura de tapón en un agujero biselado (plug weld in beveled hole).
d. Soldadura parcial de tapón en filete (partially filled plug weld).
e. Soldadura de tapón en un agujero que tenga las dimensiones mostradas (plug weld in hole having
dimensions shown).
15.- El tamaño requerido de una soldadura de punto (spot weld) puede ser mostrada como:
a. Una dimensión a la derecha del símbolo.
b. Una dimensión del díametro requerido del “nugget”
c. Un valor requerido de la resistencia al corte requerida
d. Ambas a y b.
e. Ambas b y c.
16.- Un número que aparece a la derecha de la soldadura de punto (spot weld), está referido a:
a. Tamaño de la soldadura de punto (spot weld)
b. Longitud de la soldadura de punto (spot weld).
c. Número de puntos (spots) requeridos.
d. La medida del paso entre puntos (spots) adyacentes.
e. Ninguna de las anteriores.
17.- En la siguiente simbología de soldadura, el símbolo mostrado al otro lado representa:
a. Back weld
b. Backing weld
c. Melt-through weld (Soldadura pasante)
d. Ambas a y b.
Ademinsa Group of companies. 40 www.ademinsa.com
e. Ambas b y c.
18.- El siguiente símbolo, que tipo de soldadura muestra?
a. Soldadura de ranura de simple bisel (single-bevel-groove weld)
b. Soldadura de ranura de simple V (single-V-groove weld)
c. Backing weld.
d. Back weld.
e. La b y c
19.- El siguiente símbolo, que tipo de configuración de ranura muestra?
a. Ranura cuadrada (square groove)
b. Ranura fisurada (cracked groove).
c. Ranura en pendiente (sloped groove)
d. Scarf (Inclinado)
e. Ninguna de las anteriores.
20.- La parte del símbolo de la soldadura, la cual puede ser usada para alcanzar alguna
información adicional, la cual no puede ser mostrada de otra manera, es referida como:
a. El símbolo detallado de la soldadura (weld symbol).
b. La flecha (arrow)
c. La línea de referencia (the reference line).
d. La cola (the tail)
e. Ninguna de las anteriores.
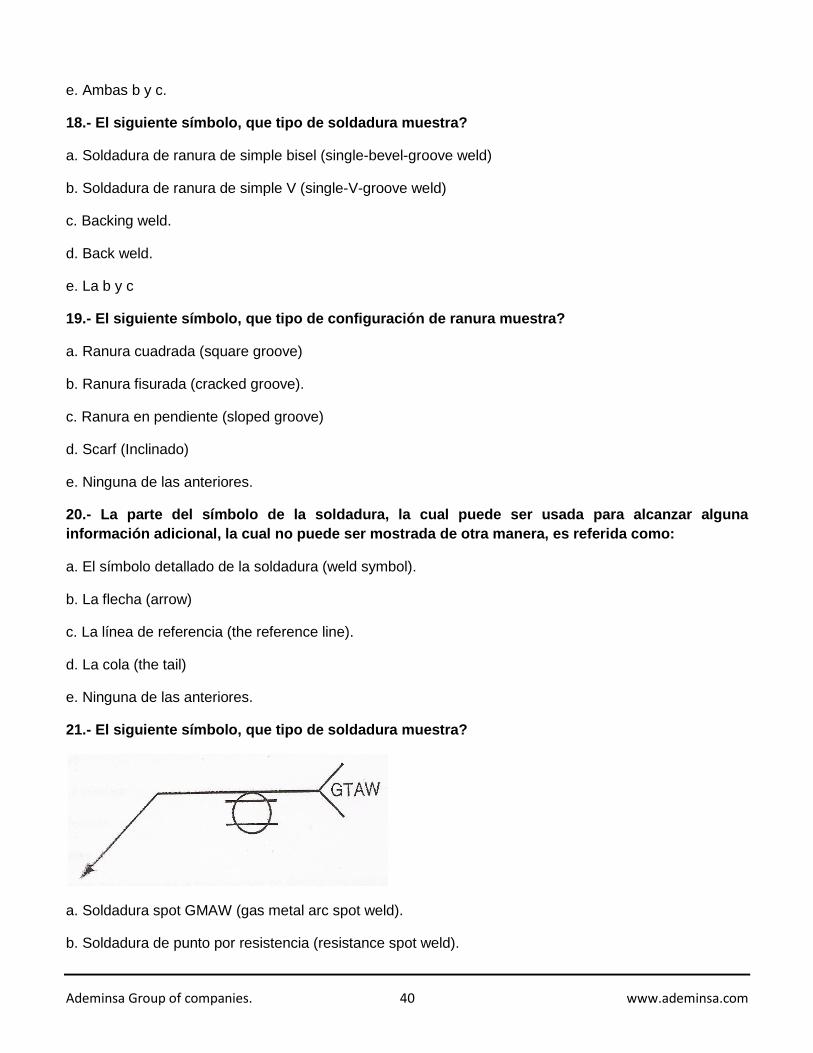
21.- El siguiente símbolo, que tipo de soldadura muestra?
a. Soldadura spot GMAW (gas metal arc spot weld).
b. Soldadura de punto por resistencia (resistance spot weld).
Ademinsa Group of companies. 41 www.ademinsa.com
c. Soldadura de costura GTAW (gas tungsten arc seam weld).
d. Soldadura de costura por resistencia (resistance seam weld).
e. Ninguna de las anteriores.
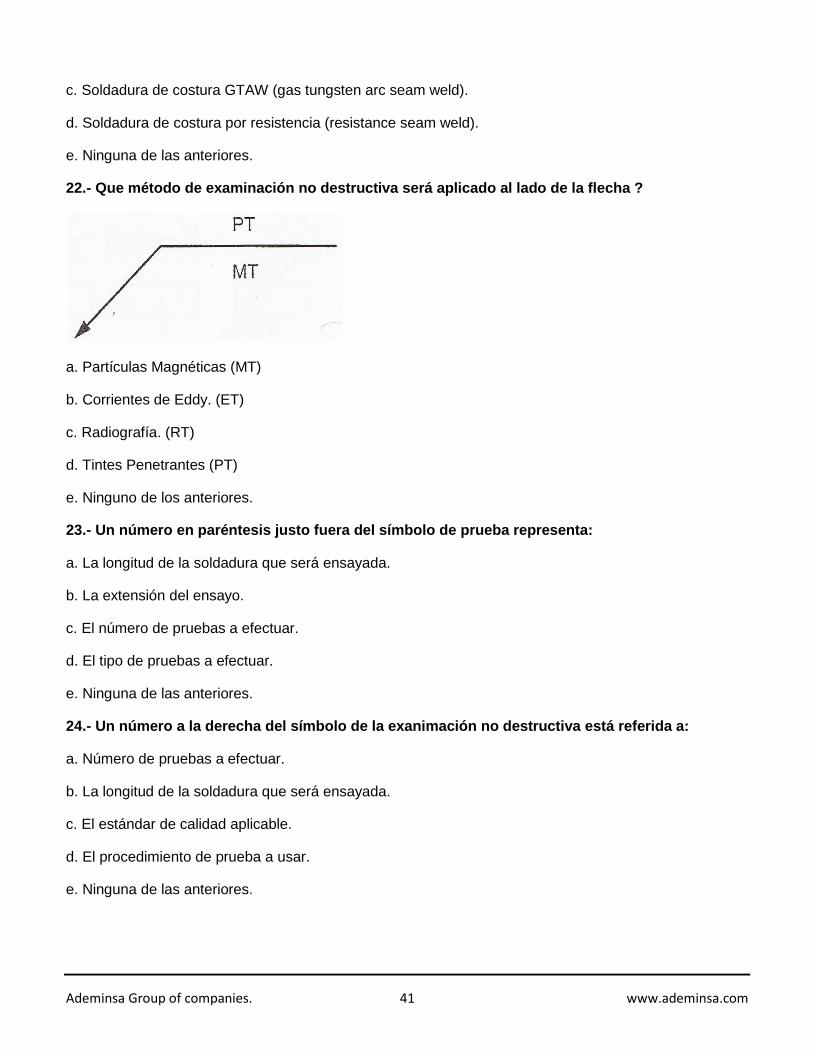
22.- Que método de examinación no destructiva será aplicado al lado de la flecha ?
a. Partículas Magnéticas (MT)
b. Corrientes de Eddy. (ET)
c. Radiografía. (RT)
d. Tintes Penetrantes (PT)
e. Ninguno de los anteriores.
23.- Un número en paréntesis justo fuera del símbolo de prueba representa:
a. La longitud de la soldadura que será ensayada.
b. La extensión del ensayo.
c. El número de pruebas a efectuar.
d. El tipo de pruebas a efectuar.
e. Ninguna de las anteriores.
24.- Un número a la derecha del símbolo de la exanimación no destructiva está referida a:
a. Número de pruebas a efectuar.
b. La longitud de la soldadura que será ensayada.
c. El estándar de calidad aplicable.
d. El procedimiento de prueba a usar.
e. Ninguna de las anteriores.
Ademinsa Group of companies. 42 www.ademinsa.com
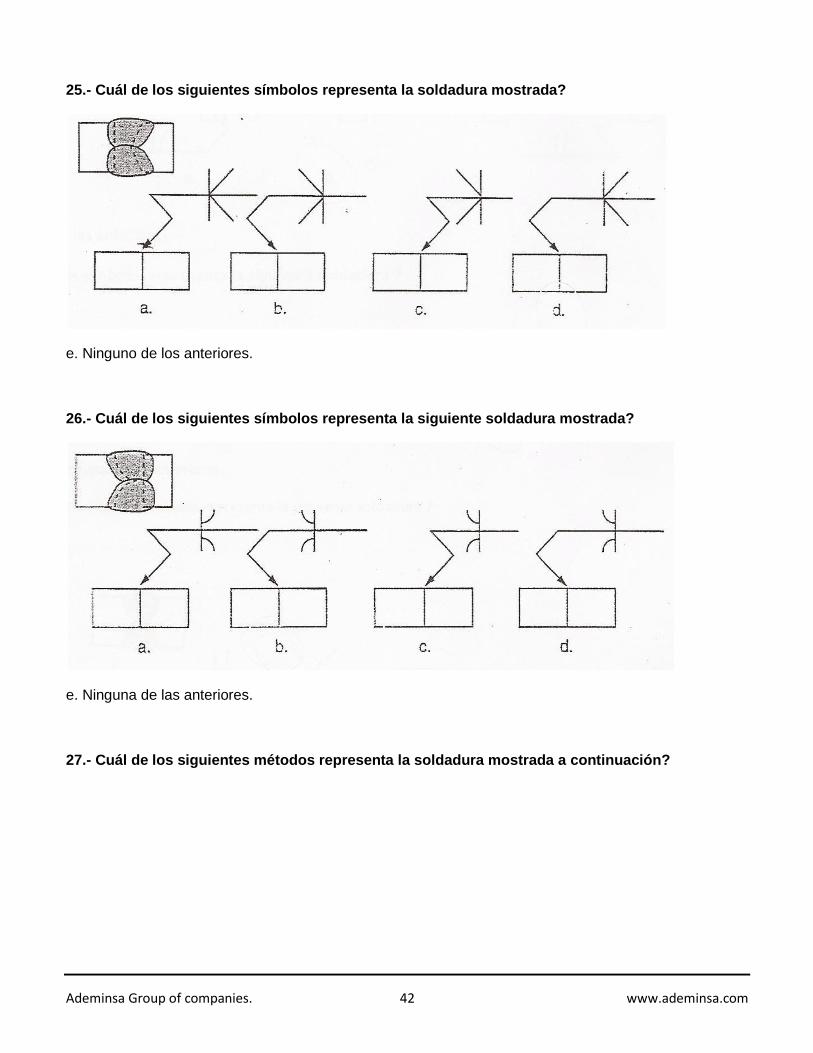
25.- Cuál de los siguientes símbolos representa la soldadura mostrada?
e. Ninguno de los anteriores.
26.- Cuál de los siguientes símbolos representa la siguiente soldadura mostrada?
e. Ninguna de las anteriores.
27.- Cuál de los siguientes métodos representa la soldadura mostrada a continuación?
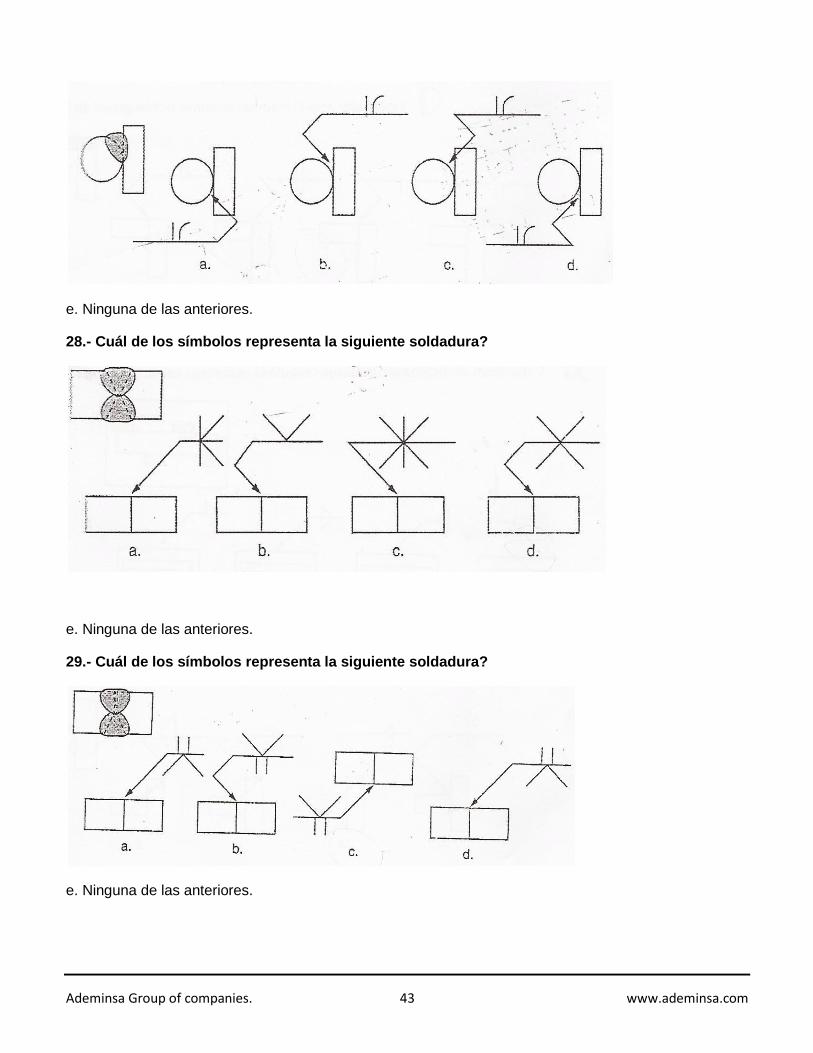
Ademinsa Group of companies. 43 www.ademinsa.com
e. Ninguna de las anteriores.
28.- Cuál de los símbolos representa la siguiente soldadura?
e. Ninguna de las anteriores.
29.- Cuál de los símbolos representa la siguiente soldadura?
e. Ninguna de las anteriores.
Ademinsa Group of companies. 44 www.ademinsa.com
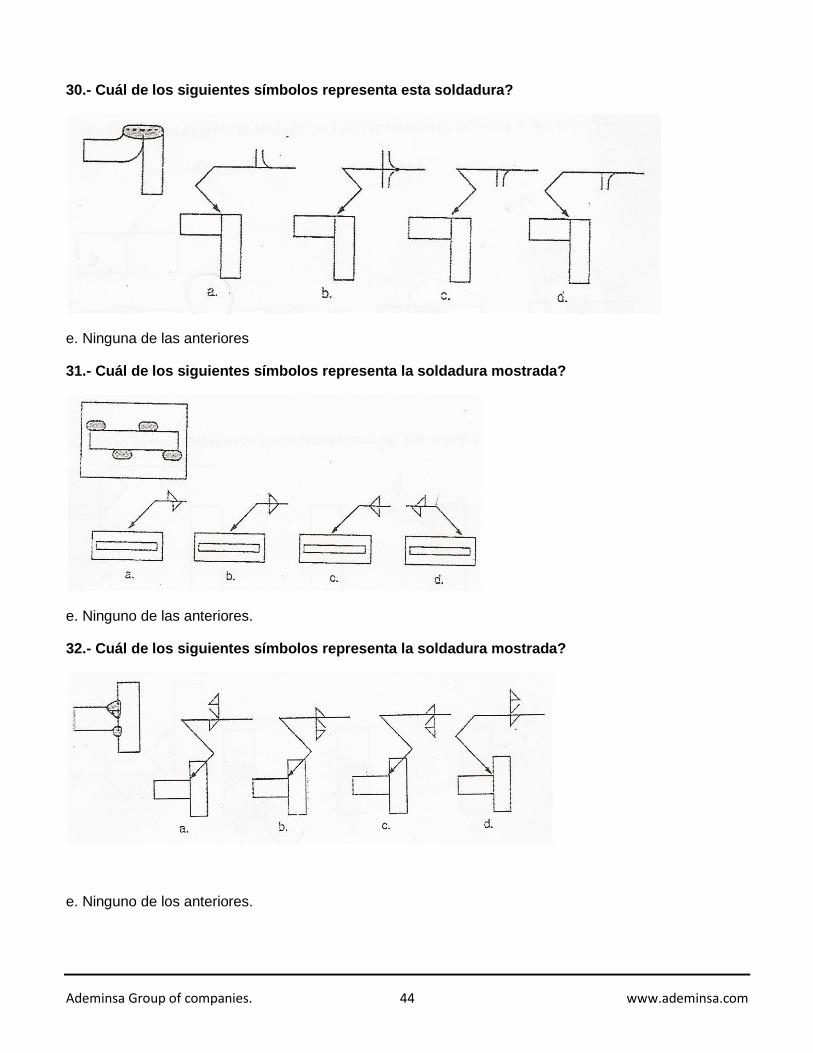
30.- Cuál de los siguientes símbolos representa esta soldadura?
e. Ninguna de las anteriores
31.- Cuál de los siguientes símbolos representa la soldadura mostrada?
e. Ninguno de las anteriores.
32.- Cuál de los siguientes símbolos representa la soldadura mostrada?
e. Ninguno de los anteriores.
Ademinsa Group of companies. 45 www.ademinsa.com
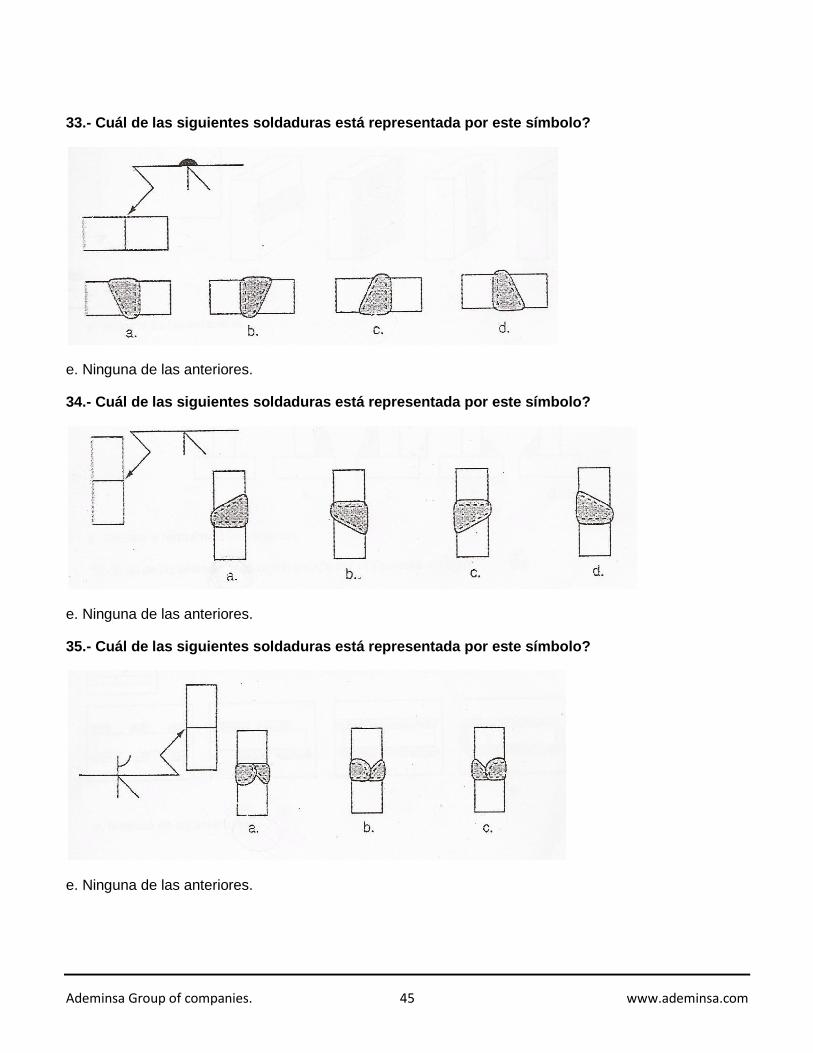
33.- Cuál de las siguientes soldaduras está representada por este símbolo?
e. Ninguna de las anteriores.
34.- Cuál de las siguientes soldaduras está representada por este símbolo?
e. Ninguna de las anteriores.
35.- Cuál de las siguientes soldaduras está representada por este símbolo?
e. Ninguna de las anteriores.
Ademinsa Group of companies. 46 www.ademinsa.com
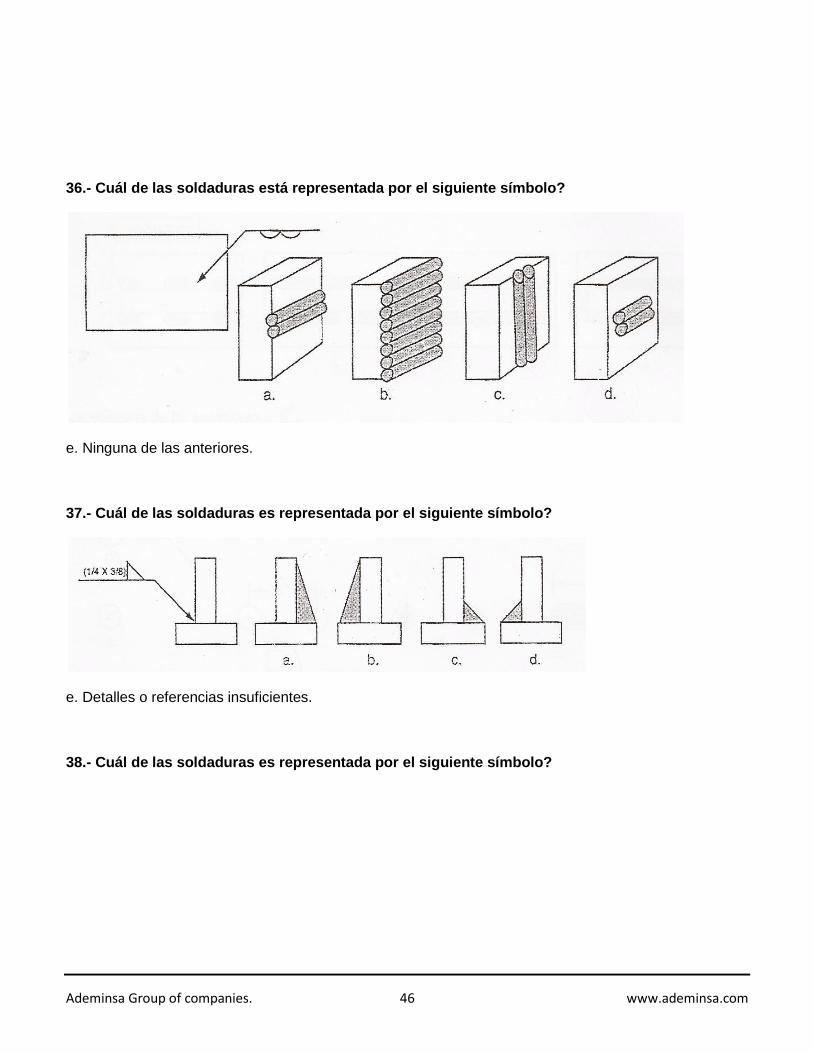
36.- Cuál de las soldaduras está representada por el siguiente símbolo?
e. Ninguna de las anteriores.
37.- Cuál de las soldaduras es representada por el siguiente símbolo?
e. Detalles o referencias insuficientes.
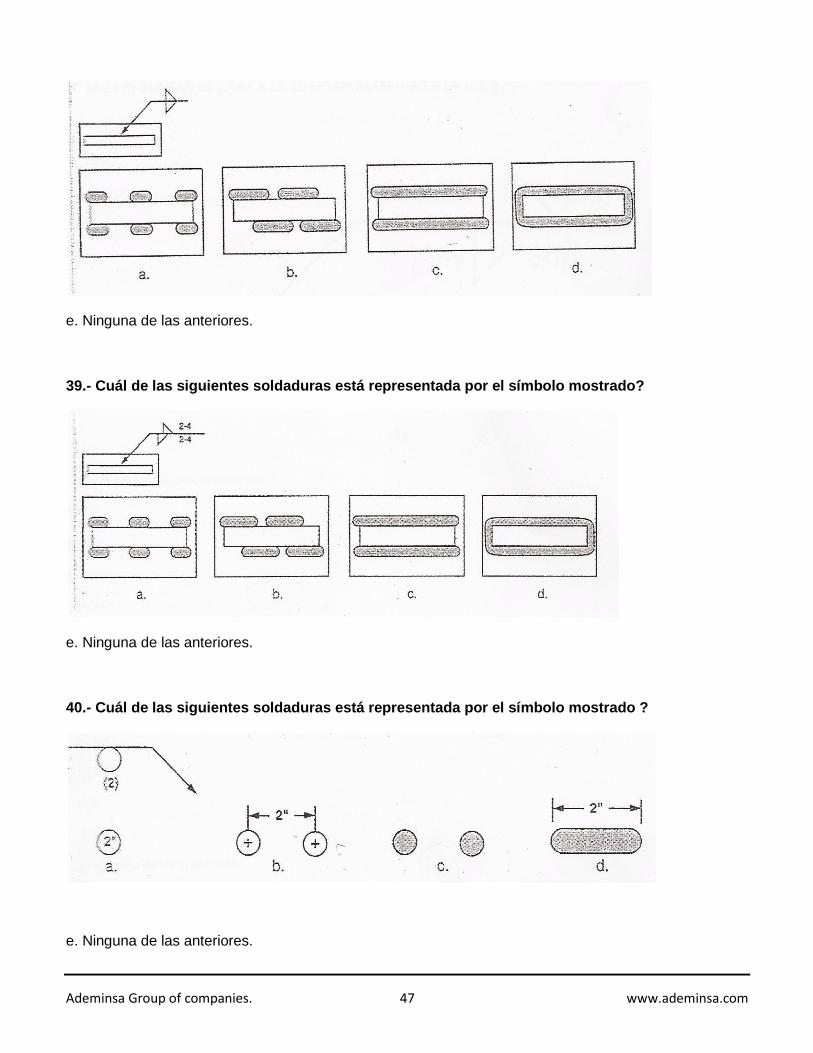
38.- Cuál de las soldaduras es representada por el siguiente símbolo?
Ademinsa Group of companies. 47 www.ademinsa.com
e. Ninguna de las anteriores.
39.- Cuál de las siguientes soldaduras está representada por el símbolo mostrado?
e. Ninguna de las anteriores.
40.- Cuál de las siguientes soldaduras está representada por el símbolo mostrado ?
e. Ninguna de las anteriores.
Ademinsa Group of companies. 48 www.ademinsa.com
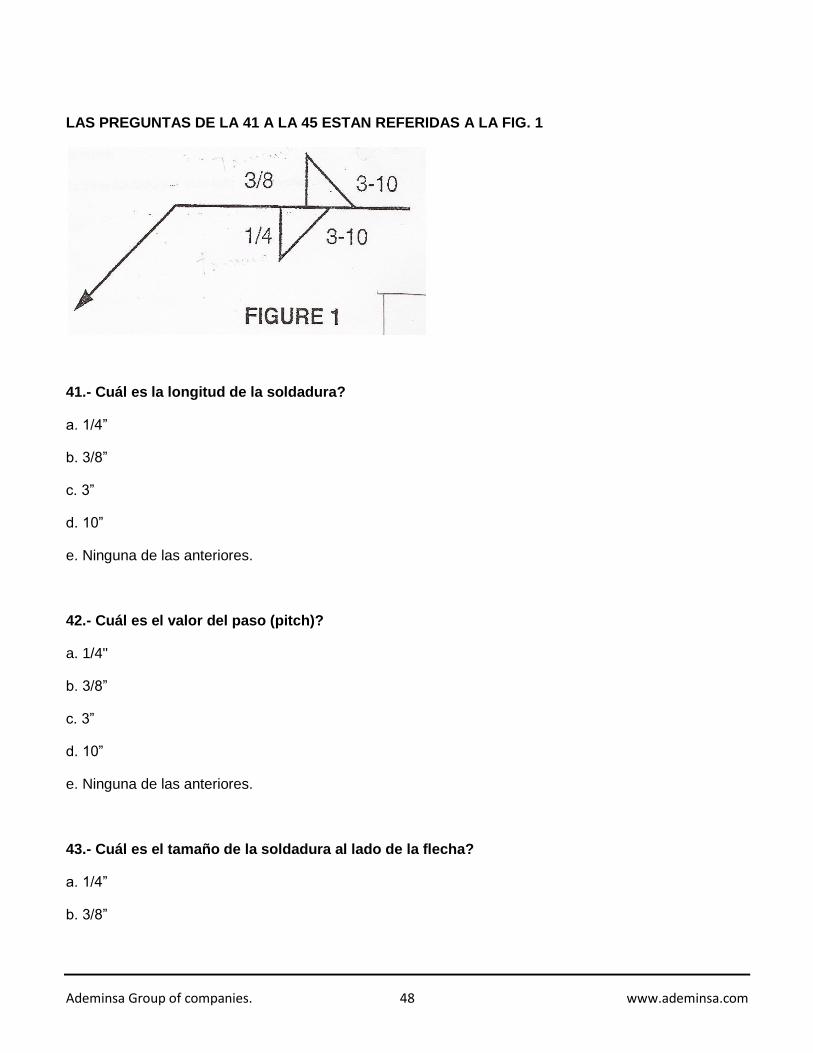
LAS PREGUNTAS DE LA 41 A LA 45 ESTAN REFERIDAS A LA FIG. 1
41.- Cuál es la longitud de la soldadura?
a. 1/4”
b. 3/8”
c. 3”
d. 10”
e. Ninguna de las anteriores.
42.- Cuál es el valor del paso (pitch)?
a. 1/4"
b. 3/8”
c. 3”
d. 10”
e. Ninguna de las anteriores.
43.- Cuál es el tamaño de la soldadura al lado de la flecha?
a. 1/4”
b. 3/8”
Ademinsa Group of companies. 49 www.ademinsa.com
c. 3”
d. 10”
e. Ninguna de las anteriores.
44.- Cuál es el tamaño de la soldadura al otro lado de la flecha?
a. 1/4”
b. 3/8”
c. 3”
d. 10”
e. Ninguna de las anteriores.
45.- Qué representa el símbolo de la soldadura?
a. Soldaduras de filete sobre ambos lados.
b. Soldaduras de filete intermitentes.
c. Soldaduras de filetes en cadena intermitentes (chain intermittent fillet welds).
d. Soldaduras de filete alternadas intermitentes (stagerred intermittent fillet welds)
e. Ninguna de las anteriores.
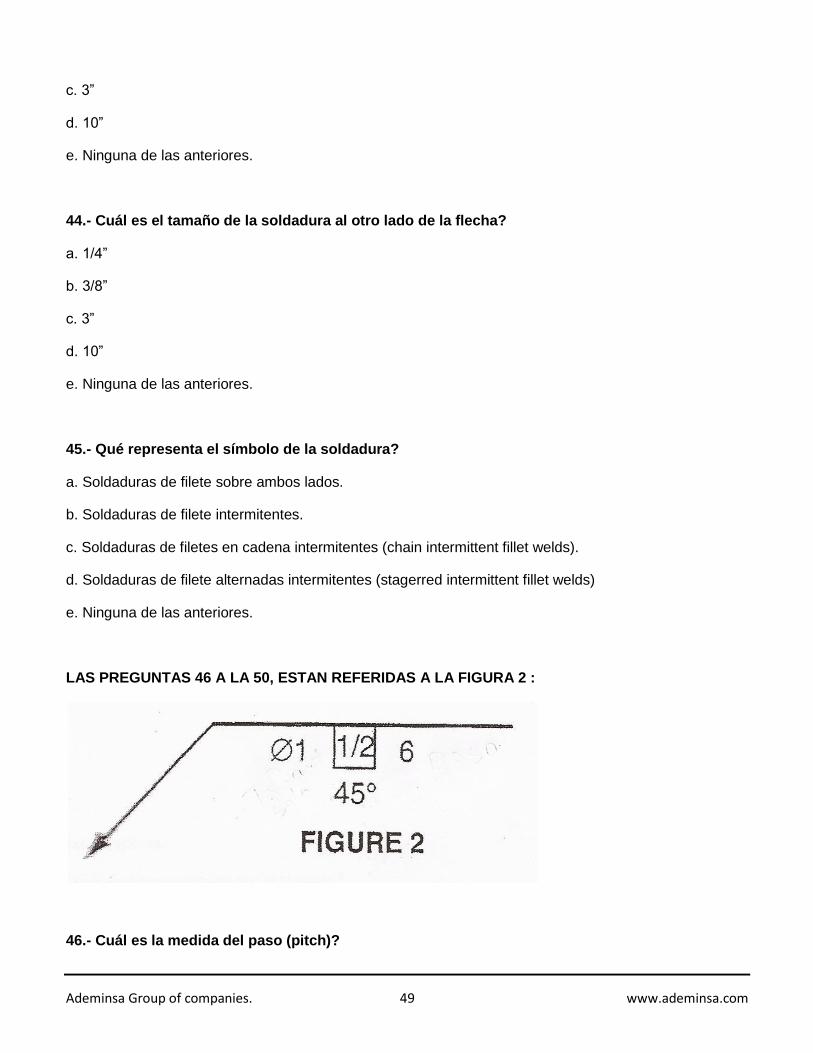
LAS PREGUNTAS 46 A LA 50, ESTAN REFERIDAS A LA FIGURA 2 :
46.- Cuál es la medida del paso (pitch)?

Ademinsa Group of companies. 50 www.ademinsa.com
a. 1”
b. 1/2”
c. 45”
d. 6”
e. Ninguna de las anteriores.
47.- Cuál es el ángulo de la soldadura?
a. 1 grado.
b. 1/2 grado
c. 45 grados
d. 6 grados
e. Ninguna de las anteriores.
48.- Cuál es la profundidad del llenado de soldadura?
a. 1”
b. 1/2”
c. 45”
d. 6”
e. Ninguna de las anteriores.
49.- Cuál es el tamaño de la soldadura?
a. 1”
b. 1/2”
c. 45”
d. 6”
e. Ninguna de las anteriores.
50.- Cuál soldadura está representada por el símbolo?
Ademinsa Group of companies. 51 www.ademinsa.com
a. Soldadura tapón rectangular (slot) al lado de la flecha.
b. Soldadura tapón rectangular (slot) al otro lado de la flecha.
c. Soldadura tapón circular (plug) al lado de la flecha.
d. Soldadura tapón circular (plug) al otro lado de la flecha.
e. La a o c.
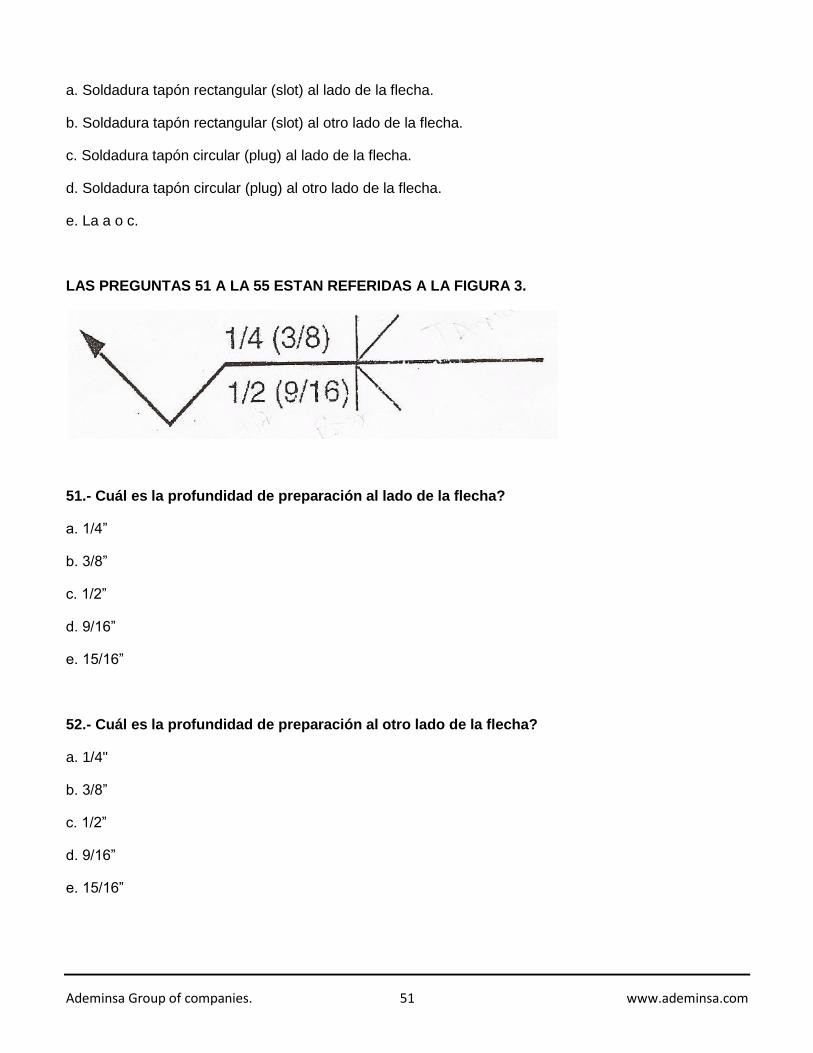
LAS PREGUNTAS 51 A LA 55 ESTAN REFERIDAS A LA FIGURA 3.
51.- Cuál es la profundidad de preparación al lado de la flecha?
a. 1/4”
b. 3/8”
c. 1/2”
d. 9/16”
e. 15/16”
52.- Cuál es la profundidad de preparación al otro lado de la flecha?
a. 1/4"
b. 3/8”
c. 1/2”
d. 9/16”
e. 15/16”
Ademinsa Group of companies. 52 www.ademinsa.com
53.- Cuál es el tamaño de la soldadura al otro lado de la flecha?
a. 1/4”
b. 3/8”
c. 1/2”
d. 9/16”
e. 15/16”
54.- Cuál es el tamaño de la soldadura al lado de la flecha?
a. 1/4”
b. 3/8”
c. 1/2”
d. 9/16”
e. 15/16”
55.- Cuál es el tamaño total de la soldadura?
a. 1/4”
b. 3/8”
c. 1/2”
d. 9/16”
e. 15/16”
CAPITULO 7 – SOLDABILIDAD, QUIMICA Y METALURGIA DE LA SOLDADURA
1.- Cuando un metal es calentado:
a. La energía es adicionada a la estructura.
b. Los átomos se mueven alejándose.
c. Los átomos vibran más vigorosamente.
d. El metal se expande.
Ademinsa Group of companies. 53 www.ademinsa.com
e. Todas las anteriores.
2.- El estado de la materia la cual exhibe la menor cantidad de energía:
a. Sólido.
b. Líquido.
c. Gas
d. Cuasi-liquido
e. Ninguna de las anteriores.
3.- Un problema que ocurre en unión soldada, causado por un calentamiento no uniforme
producido por una operación de soldadura es:
a. Porosidad.
b. Fusión incompleta.
c. Distorsión.
d. Inclusiones de escoria.
e. Ninguna de las anteriores.
4.- Todas las afirmaciones a excepción de una de ellas, resultara en la eliminación o reducción de
esfuerzos residuales, cual es?
a. Alivio vibracional de esfuerzos.
b. Rsetricciones externas.
c. Alivio termico de esfuerzos.
d. Peening (Alivio por impacto)]
e. Tratamiento térmico post-soldadura.
5.- Un rápido enfriamiento del acero desde una fase austenítica, resultara en una estructura dura
y frágil, conocida como:
a. Perlita.
b. Carburo.
c. Cementita.
d. Bainita.
e. Martensita.
Ademinsa Group of companies. 54 www.ademinsa.com
6.- Un muy suave enfriamiento del acero, puede resultar en la producción de una microestructura
dúctil y suave, que tiene una apariencia laminar cuando es apreciada bajo una gran
magnificación. Esta estructura es referida como:
a. Martensita.
b. Perlita.
c. Bainita.
d. Ferrita.
e. Cementita.
7.- En un rápido enfriamiento, se produce una estructura martensítica. Que tratamiento térmico
de no austenitizacion puede ser aplicado para proveer de ductilidad al acero?
a. Templado (quenching)
b. Revenido (tempering)
c. Recocido (annealing)
d. Normalizado (normalizing)
e. Ninguna de las anteriores.
8.- Aplicar un precalentamiento, tiende a:
a. Desarrollar una zona afectada por el calor más ancha.
b. Producir una menor dureza en la zona afectada por el calor.
c. Reducir el rate de enfriamiento.
d. Reducir la tendencia a producir martensita en la zona afectada por el calor.
e. Todas las anteriores.
9.- Cuál de los siguientes cambios están relacionados a la adición o incremento del
precalentamiento requerido?
a. Decremento del carbono equivalente.
b. Incremento del carbono equivalente.
c. Incremento del espesor del metal base.
d. La a y c.
Ademinsa Group of companies. 55 www.ademinsa.com
e. La b y c.
10.- Cuál tratamiento térmico es caracterizado por mantener a la pieza a la temperatura de
austenitización por algún tiempo y luego enfriarla lentamente en el horno?:
a. Normalizado (Normalizing).
b. Templado (Quenching)
c. Recocido (Annealing).
d. Revenido (Tempering)
e. Alivio de tensiones (Stess relief)
11.- Cuál tratamiento térmico es caracterizado por mantener a la pieza a la temperatura de
austenitización por algún tiempo y luego enfriarla en aire calmado?:
a. Normalizado (Normalizing)
b. Templado (Quenching).
c. Recocido (Annealing)
d. Revenido (Tempering)
e. Alivio de tensiones (Stress relief)
12.- Incrementando el ingreso de calor (Heat input)….
a. Decrece el rate de enfriamiento y se incrementa la posibilidad de problemas por fisuramiento.
b. Decrece el rate de enfriamiento y decrece la posibilidad de problemas por fisuramiento
c. Incrementa el rate de enfriamiento e incrementa la posibilidad de problemas de fisuramiento.
d. Incrementa el rate de enfriamiento y decrece la posibilidad de problemas de fisuramiento.
e. Ninguna de las anteriores.
13.- Incrementando el precalentamiento:
a. Decrece el rate de enfriamiento y se incrementa la posibilidad de problemas por fisuramiento.
b. Decrece el rate de enfriamiento y decrece la posibilidad de problemas por fisuramiento.
Ademinsa Group of companies. 56 www.ademinsa.com
c. Incrementa el rate de enfriamiento e incrementa la posibilidad de problemas de fisuramiento.
d. Incrementa el rate de enfriamiento y decrece la posibilidad de problemas de fisuramiento.
e. Ninguna de las anteriores.
14.- Incrementando el contenido de carbono:
a. Decrece la posibilidad de problemas de fisuramiento.
b. Incrementa la posibilidad de problemas de fisuramiento.
c. No tiene influencia sobre los problemas de fisuramiento.
d. Todas las anteriores.
e. Ninguna de las anteriores.
15.- Cuál tratamiento térmico generalmente sigue a un temple (quenching)?
a. Recocido (Annealing).
b. Normalizado (Normalizing).
c. Templado (Quenching)
d. Revenido (Tempering)
e. Alivio de tensiones (Stress relief)
16.- Cuál de los siguientes tratamientos puede ser efectuado ya sea por técnicas térmicas o
mecánicas?
a. Recocido (Annealing).
b. Normalizado (Normalizing).
c. Templado (Quenching).
d. Revenido (Tempering).
e. Alivio de tensiones (Stress relief)
17.- Cuál de los siguientes tratamientos logrará la estructura más suave en el acero?
Ademinsa Group of companies. 57 www.ademinsa.com
a. Recocido (Annealing).
b. Normalizado (Normalizing).
c. Templado (Quenching).
d. Revenido (Tempering).
e. Alivio de tensiones (Stress relief)
18.- Para un acero que tiene la siguiente composición porcentual: 0.11 Carbón, 0.13 Cromo, 0.19
Niquel. 0.005 Cobre y 0.07 Molibdeno, Cuál es su carbono equivalente usando la siguiente
fórmula?
CE = %C + (%Mn)/6 + (%Ni)/15 + (%Cr)/5 + (%Cu)/14 + (%Mo)/4
a. 0.15
b. 0.23
c. 0.28
d. 0.31
e. 0.42
19.- Para un acero que tiene la siguiente composición química porcentual: 0.16 Carbón, 0.85
Manganeso, 0.25 Cromo, 0.09 Níquel, 0.055 Cobre y 0.41 Molibdeno. Cuál sería el carbono
equivalente usando la siguiente fórmula?
CE = %C + (%Mn)/6 + (%Ni)/15 + (%Cr)/5 + (%Cu)/13 + (%Mo)/4
a. 0.23
b. 0.31
c. 0.34
d. 0.41
Ademinsa Group of companies. 58 www.ademinsa.com
e. 0.46
Las preguntas de la número 20 a la 23, están referidas a la fórmula del Heat Input (Ingreso de
calor) :
20.- Un proceso FCAW está siendo usado para soldar un miembro de acero estructural a una
columna. La soldadura está siendo efectuada con un electrodo autoprotegido de 3/32” y
temperatura mínima de precalentamiento y entre pases de 150 F. Los parámetros de soldadura
son ajustados a 30 Voltios, 250 Amperios y una velocidad de 12 pulg / min. Cuál es la entrada de
calor (Heat input)?
Heat Input (J / pulg) = (Amperaje x Voltaje x 60) / Velocidad de avance (pulg / min)
a. 375 J/pulg.
b. 37500 J /pulg.
c. 375 KJ / m
d. La a y b
e. La b y c
21.- Un proceso de soldadura GMAW (en corto circuito), es producido a 18 Voltios, 100 Amperios
y 22 pulg/min. Cuál es la entrada de calor (Heat input)?
a. 238 J/pulg.
b. 7333 J/pulg.
c. 4909 J/pulg.
d. 30 J/pulg.
e. Ninguna de las anteriores.
22.- Un proceso GMAW es mecanizado para soldar planchas de acero inoxidable contra barras de
refuerzo de Cobre. El proceso es operado a 300 Amperios, 28 Voltios y 15 pulg / min. Cuál es el
ingreso de calor (Heat input)?
a. 650 KJ/pulg.
b. 650,000 J/pulg.
c. 165,000 J/pulg
d. 16,500 J/pulg.
Ademinsa Group of companies. 59 www.ademinsa.com
e. Ninguna de las anteriores.
23.- Un proceso GTAW está siendo usado para soldar Titanio de 1/16” de espesor con DCEN a
110 Amperios, 15 Voltios y 6 pulg/min. Cuál es el ingreso de calor (Heat input)?
a. 21,000 J/pulg.
b. 21 KJ/pulg
c. 16,500 J/pulg.
d. La a y b.
e. La b y c
CAPITULO 8 – PRUEBAS DESTRUCTIVAS
1.- Cuál propiedad no puede ser determinada desde una prueba de tensión?
a. Máxima tensión (Ultimate tensile strenght)
b. Porcentaje de elongación.
c. Porcentaje de reducción de área.
d. Resistencia al impacto (Impact strenght)
e. Resistencia a la deformación (Yield strenght)
2.- La propiedad que describe la habilidad de resistir alguna carga aplicada es:
a. Resistencia (Strenght)
b. Tenacidad (Toughness)
c. Dureza (Hardness)
d. Ductilidad (Ductility)
e. Ninguna de las anteriores.
3.- El punto en el cual, el comportamiento de un metal cambia de elástico a plástico (deformación
permanente) es referido como:
a. Resistencia a la deformación (Yield strenght).
b. Máxima resistencia (Ultimate tensile strenght)
c. Módulo de elasticidad.
Ademinsa Group of companies. 60 www.ademinsa.com
d. Módulo de Young
e. Ninguna de las anteriores.
4.- Cuál de las siguientes es una expresión de la ductilidad del metal?
a. Porcentaje de elongación.
b. Porcentaje de reducción de área.
c. Límite de proporcionalidad.
d. La a y b
e. La b y c.
5.- Cuál es el porcentaje de elongación de una espécimen, que su longitud original fue de 2” y su
longitud final es de 2.5”?
a. 30%
b. 25%
c. 50%
d. 40%
e. Ninguna de las anteriores.
6.- La propiedad de los metales que describe su resistencia a la indentación es denominada:
a. Resistencia.
b. Tenacidad.
c. Dureza
d. Ductilidad
e. Ninguna de las anteriores.
7.- El tipo de prueba que es usada rutinariamente para la calificación de procedimientos de
soldadura y soldadores es:
a. Resistencia a la tension (Tensile strenght).
b. Dureza (Hardness).
Ademinsa Group of companies. 61 www.ademinsa.com
c. Sanidad (Soundness)
d. Resistencia al impacto (Impact strenght)
e. Todas las anteriores.
8.- De las siguientes, cuál propiedad puede ser determinada con la prueba de tensión?
a. Resistencia máxima (Ultimate tensile strenght)
b. Ductilidad.
c. Porcentaje de elongación.
d. Resistencia a la deformación (Yield strenght)
e. Todas las anteriores.
9.- La familia de pruebas de durezas que usa tanto una carga menor y mayor es denominada:
a. Brinell
b. Vickers.
c. Rockwell.
d. Knoop.
e. Ninguna de las anteriores.
10.- Cuál de las siguientes pruebas son referidas como ensayos de microdureza?
a. Rockwell.
b. Vickers.
c. Knoop.
d. La a y b.
e. La b y c.
11.- Qué tipo de ensayo usa un peso en péndulo para golpear una espécimen con un entalle
(muesca)?
a. Ensayo Brinell.
Ademinsa Group of companies. 62 www.ademinsa.com
b. Ensayo de fatiga.
c. Prueba de tensión.
d. Desplazamiento abierto de la fisura.
e. Prueba de impacto Charpy.
12.- De las siguientes, cuál es la que puede conseguir más características de un metal?
a. Fatiga
b. Dureza.
c. Sanidad (Soundness)
d. Tensión
e. Ninguna de las anteriores.
13.- Cual de las siguientes no es considerada un ensayo de sanidad (soundness)?
a. Tensión
b. Doblez de cara
c. Rotura de filete.
d. Doblez de raiz.
e. Nick-break
14.- El tipo de prueba usada para evaluar el tipo de microestructura presente en un metal es
denominado:
a. Tensión
b. Dureza
c. Tenacidad
d. Metalografía
e. Ninguna de las anteriores.
15.- Un recipiente de 50 Lbs. de electrodos de soldadura, pesa aproximadamente en Kgs?
a. 227 Kg.
Ademinsa Group of companies. 63 www.ademinsa.com
b. 2.3 Kg.
c. 22.7 Kg.
d. 23000 Kg.
e. Ninguna de las anteriores.
16.- Cuáles de las siguientes propiedades de los metales están directamente relacionadas para la
mayoría de aceros?
a. Resistencia al impacto y resistencia a la fatiga.
b. Resistencia tensil y ductilidad.
c. Resistencia tensil y dureza.
d. Tenacidad y resistencia a la fatiga.
e. Ninguna de las anteriores.
17.- A cuanto equivale la velocidad de alimentación de un alambre que es suministrado a 175
pulg/min?
a. 0.125 m/s
b. 74 mm/s
c. 7.4 mm/s
d. La a y b
e. La b y c
18.- La propiedad de los metales que describe su habilidad de llevar algún tipo de carga se
denomina:
a. Resistencia (strenght).
b. Tenacidad (toughness).
c. Dureza (hardness)
d. Ductilidad (ductility)
e. Ninguna de las anteriores.
19.- Para metales menos dúctiles, cual método es usado para determinar su resistencia a la
Ademinsa Group of companies. 64 www.ademinsa.com
deformación (yield strenght)?
a. Caída del haz (drop of beam)
b. La técnica de desfase (offset technique).
c. La curva esfuerzo-deformacion (Stress-strain curve).
d. Deformación abrupta (abrupt yielding).
e. Ninguna de las anteriores.
20.- La habilidad de un metal de absorber energía es denominada:
a. Resistencia (strenght)
b. Ductilidad (ductility).
c. Dureza (hardness).
d. Tenacidad (toughness).
e. Ninguna de las anteriores.
21.- Una junta soldada tiene una longitud de 345 mm, cuanto equivale en pulgadas?
a. 135.8 pulg.
b. 13.58 pulg.
c. 8760 pulg.
d. 876 pulg.
e. Ninguna de las anteriores.
22.- Cual de los siguientes ensayos es usado para verificar la sanidad de una soldadura?
a. Nick break
b. Rotura de filete (fillet break)
c. Prueba de doblez (Bend test).
d. Ensayo radiográfico (radiographic test).
e. Todas las anteriores.
Ademinsa Group of companies. 65 www.ademinsa.com
23.- Con un proceso SAW, nosotros garantizamos un depósito de 19.7 Kg/h, a cuanto equivale en
lb/h?
a. 434 lb/h
b. 43.34 lb/h
c. 87.5 lb/h
d. 8.9 lb/h
e. Ninguna de las anteriores.
24.- La resistencia máxima (ultimate tensile strenght) puede ser determinada usando el siguiente
ensayo?
a. Tensión (tensile).
b. Doblez (bend)
c. Charpy.
d. Nick break.
e. Ninguna de las anteriores.
25.- El cálculo del porcentaje de elongación es determinado después de medir el cambio en:
a. El porcentaje de reducción de área.
b. La profundidad de indentación.
c. El diámetro de indentación.
d. El área de la sección de corte.
e. La medición entre las marcas.
26.- Con un proceso GMAW, nosotros usamos una velocidad de alimentación de 170 mm/s. A
cuanto equivale en pulg/min?
a. 40.16 pulg/min.
b. 53.7 pulg/min
c. 401.6 pulg/min.
d. 537 pulg/min.
e. Ninguna de las anteriores.
Ademinsa Group of companies. 66 www.ademinsa.com
27.- En un proceso GTAW, el gas se suministra a 22 L/min, a cuanto equivale en pies cúbicos / h?
a. 10.4
b. 1.39
c. 46.6
d. 83.2
e. Ninguna de las anteriores.
28.- El cálculo de la resistencia tensil (tensile strenght), es acompañado por dividir la carga de
tensión (tensile load) por:
a. El área de la sección de corte.
b. El porcentaje de elongación.
c. El porcentaje de la reducción de área.
d. La longitud medida.
e. Ninguna de las anteriores.
29.- La propiedad del metal que indica que está libre de imperfecciones, se denomina:
a. Resistencia a la tension (tensile strenght).
b. Sanidad (soundness).
c. Resistencia al impacto (impact strenght).
d. Tenacidad (toughness).
e. Ductilidad (ductility)
30.- Si un metal exhibe una gran elongación antes de fallar cuando una carga tensil es aplicada,
se dice que tiene una gran:
a. Resistencia tensil (tensile strenght).
b. Dureza (hardness).
c. Resistencia al impacto (impact strenght).
Ademinsa Group of companies. 67 www.ademinsa.com
d. Tenacidad (toughness).
e. Ductilidad (ductility).
31.- Una especimen de aproximadamente 2” de longitud con un muesca en V maquinada en el
centro de uno de sus lados es usado en el ensayo denominado:
a. Tension (tensile)
b. Caida de la ductilidad por carga (nil-ductility drop=weight)
c. Charpy.
d. Doblez
e. Rotura
32.- Cual de las siguientes propiedades puede ser determinada desde un ensayo de tensión?
a. Tensión máxima (ultimate tensile strenght), resistencia a la deformación (yield strenght), ductilidad.
b.- Resistencia a la deformación (yield strenght), ductilidad, tenacidad (toughness)
c. Solo ductilidad.
d. Solo tenacidad (toughness).
e. Todas las anteriores
CAPITULO 9 – PROCEDIMIENTO DE SOLDADURA Y CALIFICACION DEL
SOLDADOR
1.- Quién normalmente es el responsable de la calificación de los procedimientos de soldadura y
de los soldadores?
a. El soldador.
b. El arquitecto.
c. El empleador del soldador.
d. Un laboratorio independiente de ensayos.
Ademinsa Group of companies. 68 www.ademinsa.com
e. El código.
2.- Cuál de los siguientes métodos de pruebas destructivas puede ser usado para calificar un
procedimiento de soldadura?
a. Tensil.
b. Nick-break
c. Charpy.
d. Doblez.
e. Todos los anteriores.
3.- Cuál es la posición del soldeo de tuberías, en el cual permanece la tubería fija sobre su eje
horizontal y el soldador debe soldar alrededor de la junta?
a. 1G
b. 2G
c. 5G
d. 6G
e. 6GR
4.- Cuál es la posición de soldeo de tubería, en la cual el eje de la tubería fija se ubica a un ángulo
de 45 grados?
a. 1G
2. 2G
3. 5G
d. 6G
e. Ninguna de las anteriores.
5.- Cuál es la posición necesaria de la tubería para calificar soldadores que deberán soldar
conexiones tipo T, Y y K?
a. 1G
Ademinsa Group of companies. 69 www.ademinsa.com
b. 2G
c. 5G
d. 6G
e. 6GR
6.- Considerando la calificación del procedimiento y del soldador, cuál es la responsabilidad más
importante del inspector de soldadura?
a. Observar la prueba de calificación de la soldadura.
b. Identificar las muestras.
c. Cortar los especímenes a ensayar.
d. Los especimen de prueba.
e. Monitorear la producción de la soldadura.
7.- Para la mayoría de códigos, si un soldador continua realizando un procedimiento en
particular, cuánto tiempo su calificación permanece vigente?
a. Indefinidamente.
b. 6 meses.
c. 12 meses.
d. 26 meses.
e. Hasta que el procedimiento produzca un soldadura rechazable.
8.- Que documento describe los requerimientos de calificación del soldador de acuerdo al ASME?
a. ASME Seccion III
b. ASME Seccion II, Parte A.
c. ASME Seccion IX.
d. ASME Seccion XI.
e. ASME Seccion V
9.- La calificación de soldadura de tuberías que conducen hidrocarburos en campo abierto, es
normalmente hecha de acuerdo a:
a. ASME Sección III
Ademinsa Group of companies. 70 www.ademinsa.com
b. AWS D1.1
c. AWS D14.3
d. API 1104
e. API 650
CAPITULO 10 – PROCESOS DE SOLDADURA, SOLDADURA FUERTE
(BRAZING) Y DE CORTE.
1.- De lo siguiente, que requerimiento no es necesario en un proceso de soldadura?
a. Fuente de energía.
b. Electricidad.
c. Medios para proteger el metal fundido.
d. Material base.
e. Ninguno de los anteriores.
2.- Cuál de los siguientes, son funciones del recubrimiento de un electrodo SMAW?
a. Aislar.
b. Aportar aleantes (alloying)
c. Desoxidar (deoxidation)
d. Protección (shielding)
e. Todas las anteriores.
3.- En el sistema AWS de designación de electrodos SMAW, el número adyacente al último
número, está referido a:
a. Usabilidad.
b. Recubrimiento del electrodo.
c. Posición.
d. Resistencia tensil.
e. Ninguna de las anteriores.
Ademinsa Group of companies. 71 www.ademinsa.com
4.- Cuál de los siguientes es una afirmación incorrecta acerca del electrodo SMAW designado
como E-7024?
a. Es del tipo bajo hidrógeno.
b. El depósito de soldadura tiene una mínima resistencia de 70000 PSI.
c. Puede ser usado solamente en las posiciones, plana (flat) y horizontal.
d. Todas las anteriores.
e. Ninguna de las anteriores.
5.- Cual de los siguientes, no es una parte esencial para un típico sistema SMAW?
a. Una fuente de poder de corriente constante.
b. Un alimentador de alambre.
c. Un electrodo recubierto.
d. Un cable de conexión al electrodo.
e. Un cable de conexión de retorno.
6.- La protección del metal fundido en GMAW es acompañado con el uso de:
a. Flux granular.
b. Escoria.
c. Gas combustible y oxígeno.
d. La a y b.
e. Gases inertes y reactivos.
7.- Cual de los siguientes no es considerado un tipo de transferencia de metal para GMAW?
a. Corto circuito (short circuiting).
b. Rociado (spray).
c. Globular.
d. Goteo (droplet)
e. Arco pulsado (pulsed arc)
Ademinsa Group of companies. 72 www.ademinsa.com
8.- Cuál de los siguientes tipos de transferencia de metal en GMAW, es considerado el de más
baja energía y por lo tanto el más proclive a una fusión incompleta?
a. Corto circuito (short circuiting).
b. Rociado (spray)
c. Globular.
d. Goteo (droplet)
e. Arco pulsado (pulsed arc)
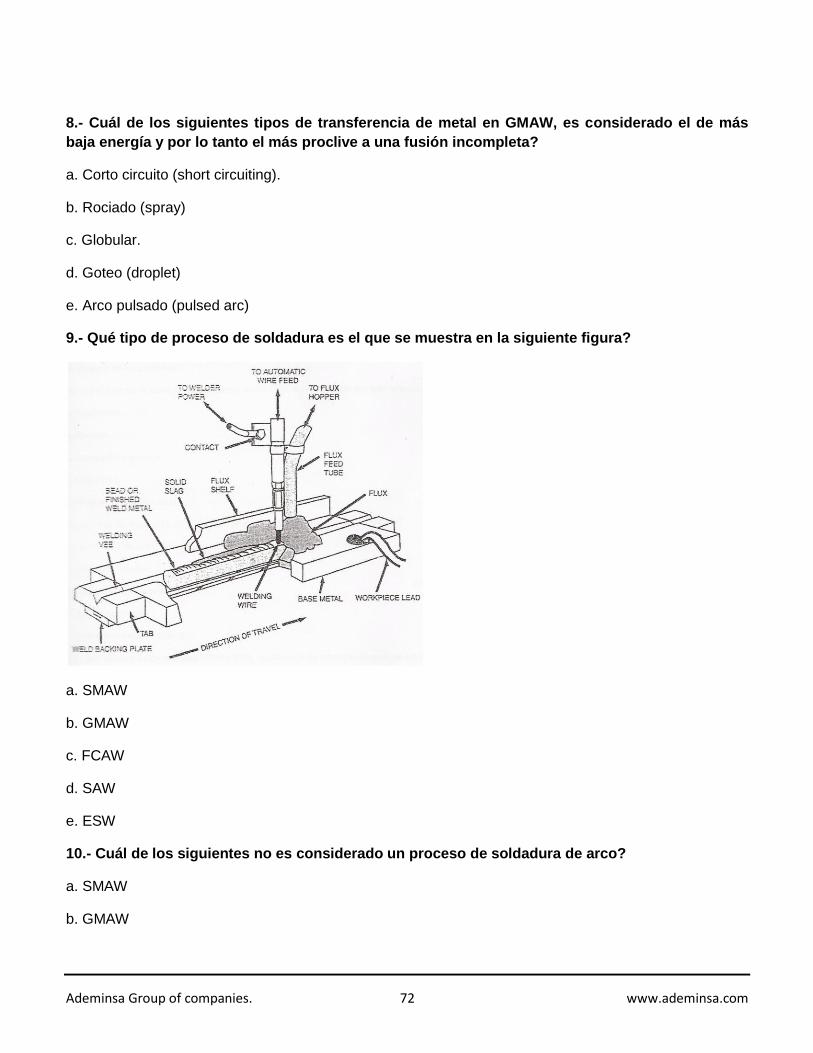
9.- Qué tipo de proceso de soldadura es el que se muestra en la siguiente figura?
a. SMAW
b. GMAW
c. FCAW
d. SAW
e. ESW
10.- Cuál de los siguientes no es considerado un proceso de soldadura de arco?
a. SMAW
b. GMAW
Ademinsa Group of companies. 73 www.ademinsa.com
c. FCAW
d. ESW
e. Ninguno de los anteriores.
11.- En el sistema de selección del electrodo para FCAW, el segundo número está referido a:
a. Resistencia.
b. Posición
c. Composición química
d. Usabilidad.
e. Ninguna de las anteriores.
12.- Cuál de los siguientes, no es siempre un elemento esencial en un sistema FCAW?
a. Una fuente de poder de voltaje constante.
b. Electrodo tubular.
c. Alimentador de alambre.
d. Gas de protección.
e. Cable de retorno (de tierra)
13.- Qué aspecto de los procesos GTAW y PAW, es diferente de los otros procesos de soldadura
de arco?
a. Electrodo no consumible.
b. Fuente de poder.
c. Protección.
d. Todas las anteriores.
e. Ninguna de las anteriores.
14.- La protección para los procesos GTAW y PAW es acompañado del uso de?:
a. Flux granular.
b. Escoria
Ademinsa Group of companies. 74 www.ademinsa.com
c. Gas inerte
d. Gas reactivo.
e. Ninguna de las anteriores.
15.- Una marca de color verde sobre el electrodo de Tungsteno, indica que es?:
a. Puro tungsteno.
b. Tungsteno con 1% de Thorio.
c. Tungsteno con 2% de Thorio.
d. Tungsteno con zirconio.
e. Ninguno de los anteriores.
16.- Cuando se suelda Aluminio con un proceso GTAW, qué tipo de corriente es comúnmente
usada?:
a. DCEP
b. DCEN
c. AC
d. Ambas, a y b
e. Ambas, b y c
17.- SAW y ESW son similares en qué?
a. Ambas son procesos de soldadura de arco.
b. Ambas usan gases de protección.
c. Ambas usan un flux granular.
d. La a y b.
e. La a y c
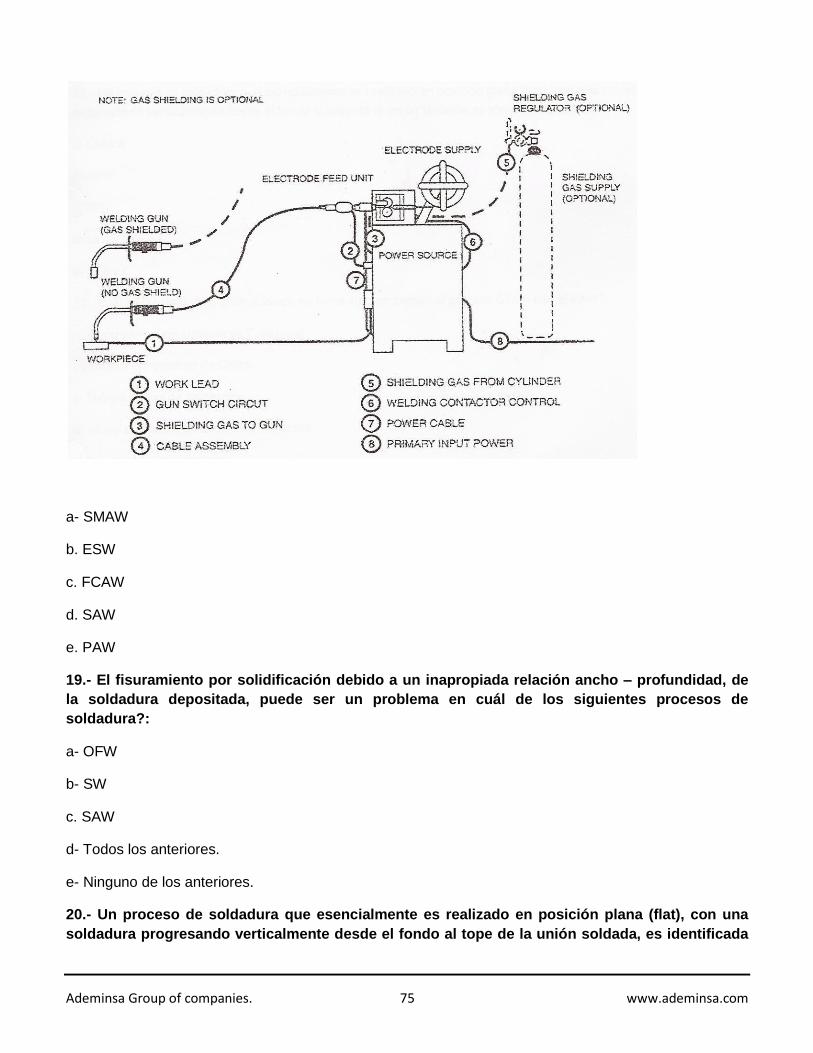
18.- El siguiente diagrama muestra el proceso de soldadura denominado:
Ademinsa Group of companies. 75 www.ademinsa.com
a- SMAW
b. ESW
c. FCAW
d. SAW
e. PAW
19.- El fisuramiento por solidificación debido a un inapropiada relación ancho – profundidad, de
la soldadura depositada, puede ser un problema en cuál de los siguientes procesos de
soldadura?:
a- OFW
b- SW
c. SAW
d- Todos los anteriores.
e- Ninguno de los anteriores.
20.- Un proceso de soldadura que esencialmente es realizado en posición plana (flat), con una
soldadura progresando verticalmente desde el fondo al tope de la unión soldada, es identificada
Ademinsa Group of companies. 76 www.ademinsa.com
como:
a- GMAW
b- SAW
c- ESW
d- La a y b
e- La b y c
21.- Cuál de las siguientes afirmaciones, no tiene algo en común el proceso GTAW con el PAW?:
a- Electrodo no consumible de Tungsteno.
b- Tobera estrechante de Cobre.
c- Tobera de gas de protección.
d- Metal de aporte aplicado externamente.
e- Ninguna de las anteriores.
22.- Cuál técnica es empleada con PAW para producir soldaduras de penetración total?
a- Costuras directas (stringer beads).
b- Costuras oscilantes (weave beads)
c- Hueco clave (keyhole).
d. Aporte en sentido opuesto al avance de la soldadura (backstep).
e- Ninguna de las anteriores.
23.- Qué proceso de soldadura produce soldaduras en posición plana, con pase simple y
progresión vertical de abajo hacia arriba a lo largo de la junta?
a- SAW
b- ESW
c- FCAW
d- La a y b.
e- La b y c
Ademinsa Group of companies. 77 www.ademinsa.com
24.- Cuál de las siguientes afirmaciones no es una ventaja del proceso ESW?:
a- Alta razón de deposición.
b- Fácil seteo (setup)
c- Capaz de unir secciones gruesas.
d- No presenta tendencia a distorsión angular.
e- Ninguna de las anteriores.
25.- Cuál proceso de soldadura es considerado como un proceso de soldadura química?:
a- SMAW
b. ESW
c. SAW
d. OAW
e. Ninguna de las anteriores.
26.- Cuál es el proceso de soldadura al arco que provee un medio eficiente para unir accesorios a
una superficie plana?:
a. OAW
b. SW
c. GMAW
d. GTAW
e. SMAW
27.- La soldadura fuerte (brazing) difiere de la soldadura en que:
a. Ningún tipo de metal de relleno es usado.
b. Una flama de oxigeno-acetileno es usada.
c. El metal base no es fundido.
d. Todas las anteriores.
Ademinsa Group of companies. 78 www.ademinsa.com
e. Ninguna de las anteriores.
28.- Para resultados satisfactorios, una unión fuerte (braze joint) debe tener:
a. Una gran área superficial.
b. Una pequeña luz (gap) entre las piezas a ser unidas.
c. Una nivelación precisa.
d. La a y b.
e. La b y c.
29.- Cuál de las siguientes afirmaciones no es una ventaja de la soldadura fuerte (brazing)?
a. Fácil de unir secciones gruesas.
b. Habilidad de unir metales disimiles.
c. Habilidad de unir secciones delgadas.
d. La a y b.
e. La b y c.
30.- De los siguientes metales, cuál no puede ser cortado eficientemente con OFC?:
a. Acero de alto carbono.
b. Acero de bajo carbono.
c. Acero de medio carbono.
d. Acero inoxidable.
e. Ninguno de los anteriores.
31.- Cuál de los siguientes gases puede ser usado en OFC?
a. MAPP
b. Propano.
c. Acetileno.
d. Natural.
Ademinsa Group of companies. 79 www.ademinsa.com
e. Todas las anteriores.
32.- Cuál de los siguientes procesos de corte puede ser usado para cortar cualquier metal?
a. OFC
b. CAC-A
c. PAC
d. La a y b.
e. La b y c
33.- El ancho del corte es referido técnicamente como:
a- Luz (gap)
b. Dross.
c. Kerf
d. Rezago (drag)
e. Ninguna de las anteriores.
34.- Cuál es el proceso de soldadura mostrado a continuación?:
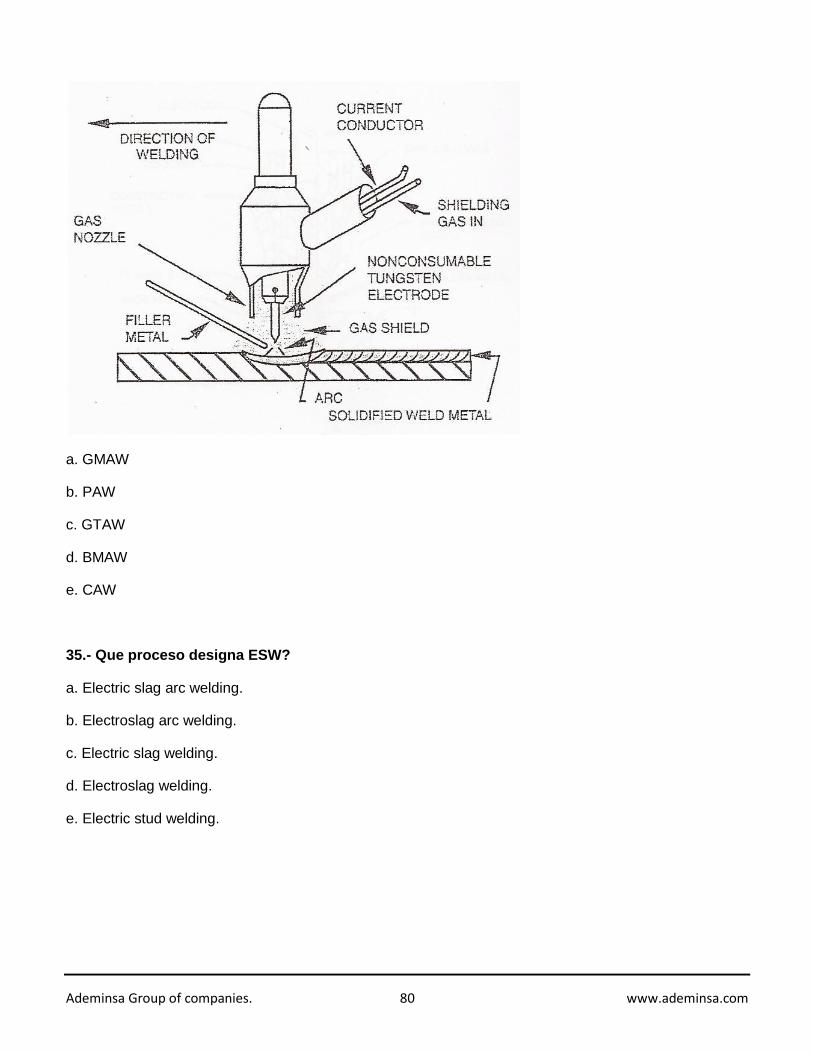
Ademinsa Group of companies. 80 www.ademinsa.com
a. GMAW
b. PAW
c. GTAW
d. BMAW
e. CAW
35.- Que proceso designa ESW?
a. Electric slag arc welding.
b. Electroslag arc welding.
c. Electric slag welding.
d. Electroslag welding.
e. Electric stud welding.
Ademinsa Group of companies. 81 www.ademinsa.com
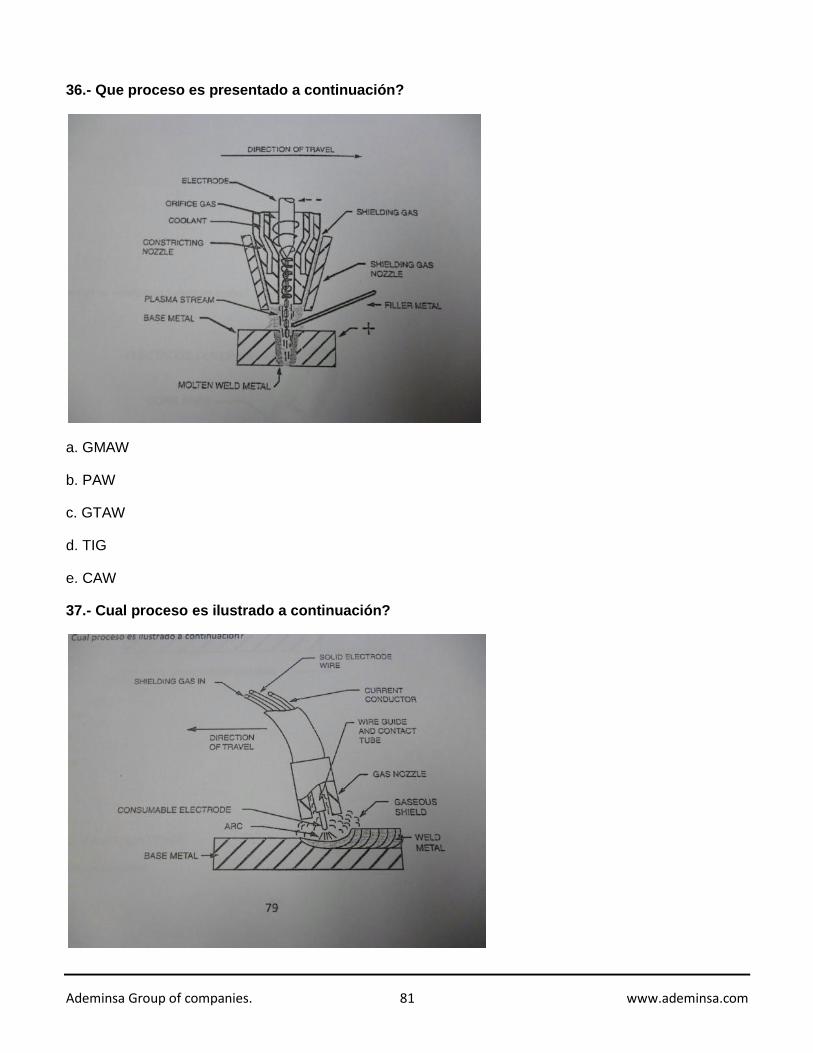
36.- Que proceso es presentado a continuación?
a. GMAW
b. PAW
c. GTAW
d. TIG
e. CAW
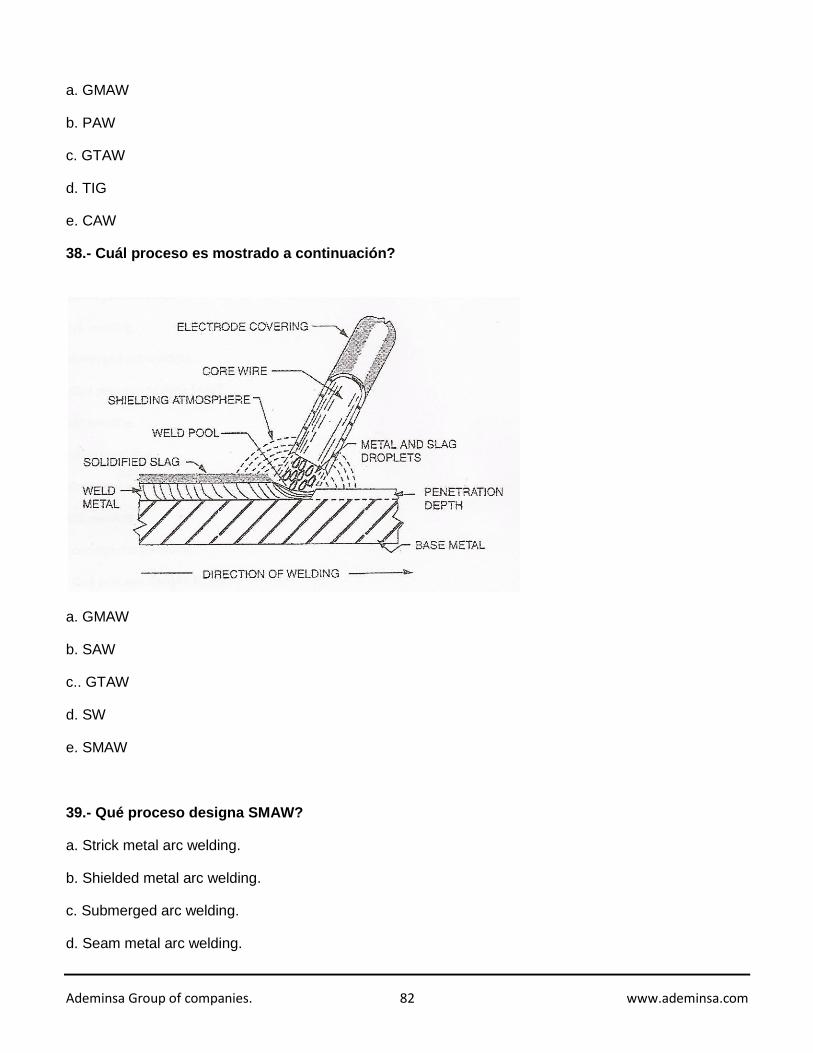
37.- Cual proceso es ilustrado a continuación?
Ademinsa Group of companies. 82 www.ademinsa.com
a. GMAW
b. PAW
c. GTAW
d. TIG
e. CAW
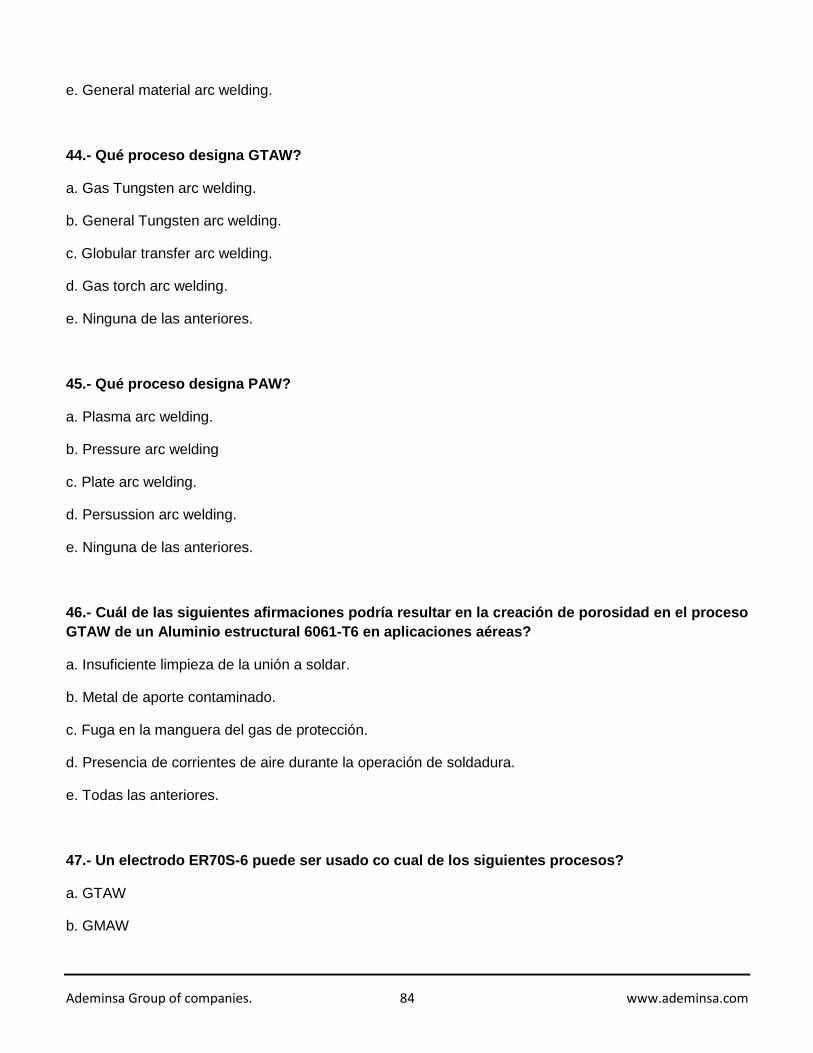
38.- Cuál proceso es mostrado a continuación?
a. GMAW
b. SAW
c.. GTAW
d. SW
e. SMAW
39.- Qué proceso designa SMAW?
a. Strick metal arc welding.
b. Shielded metal arc welding.
c. Submerged arc welding.
d. Seam metal arc welding.

Ademinsa Group of companies. 83 www.ademinsa.com
e. Short circuiting metal arc welding.
40.- Qué proceso designa SW?
a. Stud welding.
b. Stud arc welding.
c. Submerged welding.
d. Stick welding.
e. Submerged arc welding.
41.- Qué proceso designa SAW?
a. Stud welding.
b. Stud arc welding.
c. Submerged welding.
d. Stick welding.
e. Submerged arc welding.
42.- Qué proceso designa FCAW?
a. Flux cored arc welding
b. Flux centered arc welding.
c. Furnace controlled arc welding.
d. Friction arc welding.
e. Flow arc welding.
43.- Qué proceso designa GMAW?
a. Gas machine arc welding.
b. Gas method arc welding.
c. Gas material arc welding.
d. Gas metal arc welding.
Ademinsa Group of companies. 84 www.ademinsa.com
e. General material arc welding.
44.- Qué proceso designa GTAW?
a. Gas Tungsten arc welding.
b. General Tungsten arc welding.
c. Globular transfer arc welding.
d. Gas torch arc welding.
e. Ninguna de las anteriores.
45.- Qué proceso designa PAW?
a. Plasma arc welding.
b. Pressure arc welding
c. Plate arc welding.
d. Persussion arc welding.
e. Ninguna de las anteriores.
46.- Cuál de las siguientes afirmaciones podría resultar en la creación de porosidad en el proceso
GTAW de un Aluminio estructural 6061-T6 en aplicaciones aéreas?
a. Insuficiente limpieza de la unión a soldar.
b. Metal de aporte contaminado.
c. Fuga en la manguera del gas de protección.
d. Presencia de corrientes de aire durante la operación de soldadura.
e. Todas las anteriores.
47.- Un electrodo ER70S-6 puede ser usado co cual de los siguientes procesos?
a. GTAW
b. GMAW
Ademinsa Group of companies. 85 www.ademinsa.com
c. PAW
d. Todas las anteriores.
e. Ninguna de las anteriores.
48.- Un flux granular es característico de cuál de los siguientes procesos?
a. ESW
b. SAW
c. SMAW
d. La a y b
e. La b y c
49.- Cuál de las siguientes clasificaciones mostradas a continuación, representa el material de
aporte de mayor resistencia?
a. ER70S-6
b. E70T-5
c. E7018
d. F7A2-EM12K
e. No hay diferencia.
50.- Cuál proceso es clasificado como un método de soldadura química?
a. GTAW
b. GMAW
c. ESW
d. PAW
e. OAW
51.- Cuáles métodos de corte usan electricidad?
a. PAC
Ademinsa Group of companies. 86 www.ademinsa.com
b. CAC-A
c. OAC
d. La a y b.
e. La b y c.
52.- Un electrodo tubular es característico del siguiente proceso :
a. SAW
b. ESW
c. FCAW
d. SMAW
e. GMAW
53.- Cuál proceso de soldadura al arco es usado con mucha efectividad para soldar varios tipos
de accesorios a superficies de planchas y de miembros estructurales?
a. SMAW
b. GMAW
c. FCAW
d. SW
e. ESW
54.- Zapatos moldeados (molding shoes), es un término asociado con cuál de los siguientes
procesos?
a. SAW
b. GTAW
c. ESW
d. FCAW
e. GMAW
55.- La transferencia de metal por corto circuito (Short circuiting metal transfer) es un modo de
operación para:
a. GTAW
b. FCAW
Ademinsa Group of companies. 87 www.ademinsa.com
c. SMAW
d. Todas las anteriores.
e. Ninguna de las anteriores.
56.- La necesidad de mantener los electrodos en hornos para algunos tipos de metales de aporte,
es una desventaja en cuál de los siguientes métodos?
a. SMAW
b. FCAW
c. SAW
d. Todas las anteriores.
e. La a y b.
57.- Cuál proceso usa un electrodo de carbón?
a. SMAW
b. GMAW
c. GTAW
d. CAC-A
e. PAC
58.- EWTh-1 es una designación de electrodo para cuál de los siguientes procesos?:
a. GTAW
b. PAW
c. GMAW
d. La a y b.
e. La b y c
59.- De los siguientes, cuál proceso de soldadura fuerte (brazing process) es “preferido” cuando
las partes a ser unidas pueden ser ensambladas con el metal de aporte pre-instalado cerca de la
junta?
a. Antorcha (torch)
Ademinsa Group of companies. 88 www.ademinsa.com
b. Inducción.
c. Horno
d. Difusión.
e. Ninguna de las anteriores.
60.- F7P6-EM12 es un material de aporte para cuál proceso de soldadura?:
a. SMAW
b. GMAW
c. FCAW
d. SAW
e. PAW
61.- La habilidad de efectuar la soldadura denominada agujero clave (keyhole) es una ventaja
primaria de cuál de los siguientes procesos?:
a. GTAW
b. PAW
c. SMAW
d. FCAW
e. SAW
62.- Qué gases pueden ser usados con OFW?:
a. MAPP
b. Acetileno.
c. Gas natural.
d. Propano.
e. Todos los anteriores.
Ademinsa Group of companies. 89 www.ademinsa.com
63.- Cuál de los siguientes gases pueden ser usados con TB?
a. Acetileno
b. Oxigeno
c. Gas natural.
d. Propano.
e. Todos los anteriores.
64.- En cuál de los procesos que se indican a continuación, una ferrula es un elemento utilizado
como proteccion?
a. ESW
b. PAW
c. PAC
d. SW
e. FB
65.- Cuando un proceso GTAW es usado, que tipo de corriente resultará en la mayor
penetración?:
a. DCEN
b, DCEP
c. AC
d. HWAC
e. No hay diferencia.
66.-Para cuál de los siguientes procesos de soldadura, una tobera estrecha es uno de sus
componentes?
a. PAW
b. GTAW
c. SAW
d. GMAW
e. SW
Ademinsa Group of companies. 90 www.ademinsa.com
67.- Qué gases pueden ser usados para GMAW?
a. Dióxido de carbono.
b. Argón.
c. 75% Argón – 25% Dióxido de carbono
d. 98% Argón – 2% Oxigeno.
e. Todas las anteriores.
68.- El proceso que puede ser usado con o sin protección de gas externo es:
a. GMAW
b. SMAW
c. FCAW
d. GTAW
e. PAW
69.- Cuál de los siguientes procesos es considerado el que provee la mayor tasa de deposición
de soldadura?
a. SAW
b. ESW
c. FCAW
d. SMAW
e. GMAW
70.- Cuando se suelda acero al carbono con un proceso OAW, la antorcha debe ser ajustada para
proveer:
a. Una flama oxidante.
b. Una flama carburizante.
c. Una flama neutra.
d. Una flama para calentar.
Ademinsa Group of companies. 91 www.ademinsa.com
e. Ninguna de las anteriores.
71.- De los siguientes, cuál es el proceso que usa agua inyectada en la antorcha a fin de
minimizar el efecto de un “kerf” irregular?
a. PAC
b. CAC-A
c. GTAW
d. La a y b
e. La b y c
72.- El uso de un orificio estrecho, es un elemento característico del siguiente proceso:
a. GTAW
b. GMAW
c. FCAW
d. PAW
e. Ninguna de las anteriores.
73.- Cuál de los siguientes procesos utiliza un “flux” para proveer la protección necesaria?
a. SMAW
b. SAW
c. GMAW
d. La a y b
e. Todas las anteriores.
CAPITULO 11 – DISCONTINUIDADES EN LA SOLDADURA Y EN EL METAL
BASE.
1.- Una discontinuidad es:
a. Siempre un defecto.
Ademinsa Group of companies. 92 www.ademinsa.com
b. Siempre se rechaza.
c. Siempre aceptable
d. Rechazable si excede los límites del código
e. Ninguna de las anteriores.
2.- De las siguientes afirmaciones, cual causado comúnmente por la presencia de hidrogeno en
una microestructura susceptible a fisurarse en presencia de un esfuerzo aplicado :
a. Desgarre laminar (lamellar tearing)
b. Delaminación (delamination)
c. Porosidad (porosity)
d. Fisuramiento retrasado / Fisuramiento en frio (delayed cracking).
e. Ninguna de las anteriores.
3.- Si la porosidad ocurre en la forma de poros cilíndricos alargados, se denomina:
a. Porosidad agrupada (clustered porosity)
b. Porosidad lineal dispersa (linear scattered porosity).
c. Porosidad uniformente dispersa (uniformly scattered porosity)
d. Porosidad elongada (elongated porosity)
e. Ninguna de las anteriores.
4.- Cuál de las siguientes discontinuidades es la más difícil de detectar visualmente?
a. Fisura de la punta del pie (Toe crack).
b. Socavación (undercut).
c. Desgarre laminar (lamellar tear).
d. Solapa (overlap)
e. Ninguna de las anteriores.
5.- Las fisuras bajo superficie soldada (underbead cracks) pueden generarse a partir de:
a. Uso de electrodos húmedos.
Ademinsa Group of companies. 93 www.ademinsa.com
b. Soldadura sobre aceros contaminados.
c. Soldadura sobre pintura.
d. Todas las anteriores.
e. Ninguna de las anteriores.
6.- La discontinuidad en la soldadura que resulta de una inapropiada terminación del arco de la
soldadura, está referida como:
a. Socavación (undercut)
b. Solapa (overlap)
c. Fisura de cráter (crater crack)
d. Fusión incompleta (incomplete fusion).
e. Todas las anteriores.
7.- Todas a excepción de una de las siguientes afirmaciones, pueden presentar inclusiones de
escoria en su soldadura, cuál es?
a. SMAW
b. PAW
c. FCAW
d. SAW
e. Ninguna de las anteriores.
8.- Qué discontinuidad resultará del entrampamiento de gas dentro de la soldadura?:
a. Fisura
b. Inclusión de escoria.
c. Fusión incompleta.
d. Porosidad.
e. Ninguna de las anteriores.
9.- Qué discontinuidad en el material base, localizada en la interfase superficial de la soldadura-
metal base (weld toe), es causada cuando el soldador aplica la soldadura demasiado rápido?:
a. Falta de relleno (underfill)
Ademinsa Group of companies. 94 www.ademinsa.com
b. Socavación (undercut).
c. Fusión completa.
d. Solapa (overlap).
e. Ninguna de las anteriores.
10.- Qué discontinuidad en la soldadura, resultara cuando el soldador efectúa un avance muy
lento, el cual causa un exceso de metal de soldadura fuera de la junta y cubra parte del metal
base sin fundirse?
a. Socavación (undercut).
b. Falta de relleno (underfill).
c. Solapa (overlap).
d. Fusión incompleta (incomplete fusion)
e. Ninguna de las anteriores.
11.- Qué discontinuidad en el metal de aporte resultara cuando el soldador falla al completar la
ranura (groove) de la soldadura?
a. Falta de relleno (underfill)
b. Socavación (undercut)
c. Solapa (overlap)
d. Fusión incompleta (incomplete fusion).
e. Ninguna de las anteriores.
12.- Excesiva soldadura aplicada sobre la ranura de la soldadura (groove weld), es referida a :
a. Exceso de convexidad.
b. Exceso de refuerzo de soldadura.
c. Sobre llenado (over fill).
d. Todas las anteriores.
e. Ninguna de las anteriores.
13.- La discontinuidad en la soldadura que resulta en la iniciación del arco de la soldadura fuera
de la unión soldada, es referida como:
Ademinsa Group of companies. 95 www.ademinsa.com
a. Fusión incompleta.
b. Socavacion (undercut).
c. Solapa (overlap).
d. Inicio de rasguño (scratch start).
e. Daño por arco (arc strike)
14.- De los siguientes enunciados, cual discontinuidad de soldadura mostrara un región clara en
una radiografía?
a. Porosidad.
b. Junta con penetración incompleta (incomplete joint penetration).
c. La a y b
d. Inclusión de Tungsteno.
e. Ninguna de las anteriores.
15.- Que discontinuidad en el material base resultara de una inadecuada practica de fabricación
de acero, que está asociada con el proceso de rolado?
a. Laminación
b. Delaminación
c. Costura (Seam)
d. Fisura
e. Ninguna de las anteriores.
LAS PREGUNTAS 16 A LA 20, ESTAN REFERIDAS A LA SIGUIENTE FIGURA :
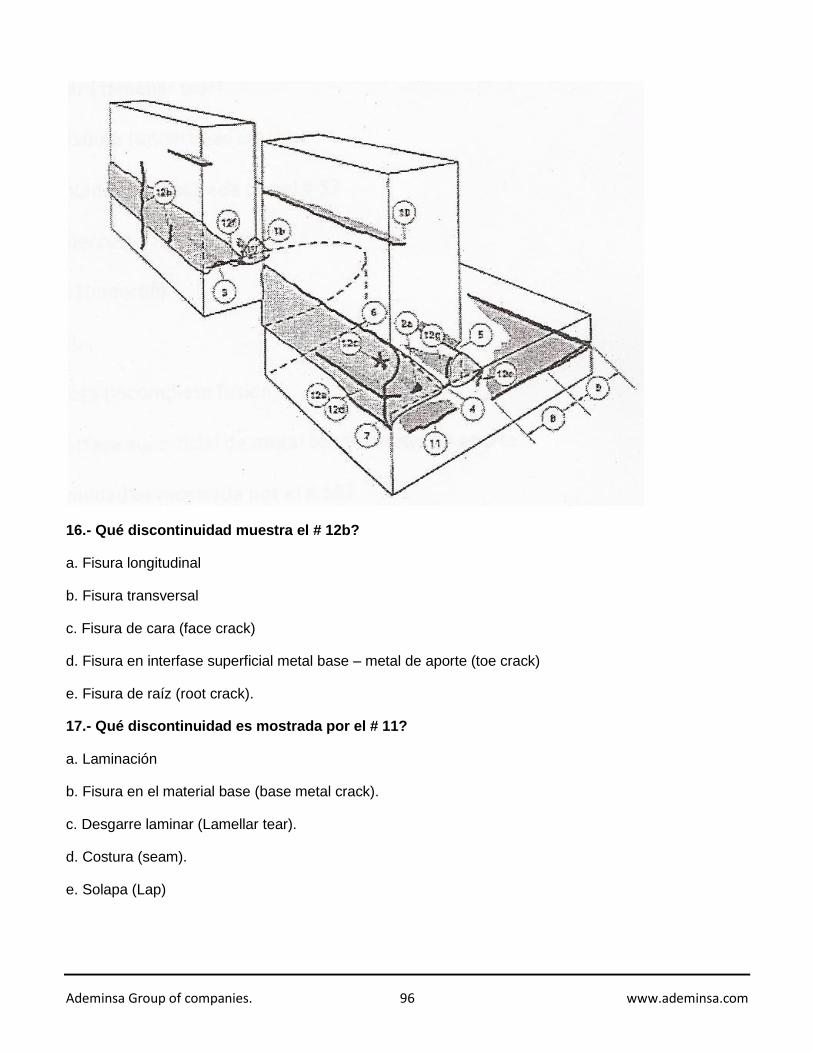
Ademinsa Group of companies. 96 www.ademinsa.com
16.- Qué discontinuidad muestra el # 12b?
a. Fisura longitudinal
b. Fisura transversal
c. Fisura de cara (face crack)
d. Fisura en interfase superficial metal base – metal de aporte (toe crack)
e. Fisura de raíz (root crack).
17.- Qué discontinuidad es mostrada por el # 11?
a. Laminación
b. Fisura en el material base (base metal crack).
c. Desgarre laminar (Lamellar tear).
d. Costura (seam).
e. Solapa (Lap)
Ademinsa Group of companies. 97 www.ademinsa.com
18.- Qué discontinuidad es mostrada por el # 12g?
a. Fisura en la interfase metal base – metal de aporte (toe crack).
b. Fusión incompleta (incomplete fusion).
c. Fisura de raíz (root crack).
d. Desgarre laminar ( lamellar tear)
e. Fisura bajo soldadura (underbead crack).
19.- Qué discontinuidad es mostrada por el # 5?
a. Socavación (undercut)
b. Falta de relleno (underfill)
c. Solapa (overlap).
d. Fusión incompleta (incomplete fusion)
e. Fisura en la interfase superficial de metal base – metal de aporte.
20.- Qué discontinuidad es mostrada por el # 10?
a. Laminación.
b. Costura (seam)
c. Delaminación (delamination)
d. Fisura en el metal base (base metal crack)
e. Fusión incompleta (incomplete fusion)
CAPITULO 12 – PROCESOS DE EXAMINACION NO DESTRUCTIVA (END)
1.- Cuál de los siguientes métodos END, usualmente no requiere electricidad?
a. Corriente de Eddy (ET)
b. Tinte penetrante visible.
c. Visual
d.- La a y b
Ademinsa Group of companies. 98 www.ademinsa.com
e. La b y c.
2.- Cuál de los siguientes métodos END está limitado a la detección de discontinuidades
superficiales?
a. Visual
b. Penetrante
c. Partículas magnéticas
d. Todas las anteriores.
e. Ninguna de las anteriores.
3.- Para ser más efectivo, la inspección visual debe efectuarse:
a. Antes de la soldadura.
b. Durante la soldadura.
c. Después de la soldadura.
d. Todas las anteriores.
e. Ninguna de las anteriores.
4.- El tiempo en el cual el penetrante permanece sobre la superficie de la pieza, a fin de permitir
que migre dentro de la discontinuidad, se denomina:
a. Tiempo de espera (waiting time).
b. Tiempo de penetración (penetrating time)
c. Tiempo de empapado (soak time)
d. Tiempo de residencia (dwell time).
e. Ninguna de las anteriores.
5.- Qué tipo de corriente de magnetización proveerá la mejor combinación de penetrabilidad y
movilidad de partículas magnéticas?
a. AC (corriente alterna)
b. DC (corriente continua)
c. HWDC (corriente continua rectificada de media onda).
d. La b y c
Ademinsa Group of companies. 99 www.ademinsa.com
e. Todas las anteriores.
6.- Qué método END sería el más apropiado para detectar una porosidad subsuperficial?
a. PT
b. MT
c. RT
d. UT
e. Todos los anteriores
7.- Cuál de las siguientes afirmaciones es correcta en una prueba radiográfica?
a. Una reducción en el espesor, producirá una imagen más clara en la película.
b. Una discontinuidad de baja densidad producirá una imagen más clara en la película.
c. Una discontinuidad de alta densidad producirá una imagen más clara en la película.
d. La a y b
e. La b y c
8.- Cuál de las siguientes discontinuidades es raramente detectada por la radiografía (RT)?
a. Fisura
b. Fusión incompleta
c. Socavación
d. Laminación.
e. Ninguna de las anteriores.
9.- Qué accesorio es usado en la radiografía, para indicar su sensibilidad?
a. Medidor de radiación.
b. Dosímetro.
c. Pantalla de Plomo.
d. Penetrámetro.
Ademinsa Group of companies. 100 www.ademinsa.com
e. Ninguna de las anteriores.
10.- Qué examinación no destructiva utiliza la energía acústica para evaluar una espécimen?
a. VT
b. RT
c. UT
d. PT
e. ET
11.- El proceso por el cual las indicaciones ultrasónicas están relacionadas a distancias físicas
en un bloque estándar es referido como:
a. Seteo
b. Calibración
c. Estandarización
d. Sincronización.
e. Ninguna de las anteriores.
12.- Una probeta de ensayo que contiene una bobina de corriente alterna es usada en el método
END denominado:
a. RT
b. UT
c. ET
d. MT
e, La c y d
13.- Los cambios en la conductividad eléctrica pueden ser medidos con el método END
denominado:
a. ET
b. RT
c. MT
Ademinsa Group of companies. 101 www.ademinsa.com
d. UT
e. Ninguno de los anteriores.
14.- Cuál de los siguientes métodos END está disponible para detectar fisuras superficiales?:
a. RT
b. VT
c. ET
d. PT
e. Todas las anteriores.
15.- Cuál método END es el mejor para detectar laminaciones internas en una plancha?:
a. RT
b. UT
c. ET
d. MT
e. Ninguno de los anteriores.
16.- PT es limitado a la detección de aquellas discontinuidades que son:
a. Cercanas a la superficie del objeto que se está ensayando.
b. Abierta a la superficie del objeto que se está ensayando.
c. Abiertas y limpias en la superficie del objeto que se está ensayando.
d. Todas las anteriores.
e. Ninguna de las anteriores.
17.- Las indicaciones por tinte penetrante visible:
a. Deben ser observadas bajo luz negra.
b. No tienen que ser observadas bajo luz negra, pero es más sensible si se usa esa luz.
c. Deben ser observadas bajo luz ultravioleta.
Ademinsa Group of companies. 102 www.ademinsa.com
d. Deben ser observadas bajo luz blanca (luz dia).
e. Ninguna de las anteriores.
18.- El penetrante puede ser aplicado por:
a. Cepillado.
b. Rociado.
c. Inmersión
d. Todas las anteriores.
e. Ninguna de las anteriores.
19.- Los penetrantes fluorescentes son generalmente más sensibles que los tintes penetrantes
visibles debido a:
a. Ellos pueden fluir dentro de pequeñas fisuras.
b. Las indicaciones fluorescentes son mejor visualizadas por el ojo humano.
c. Ellos están sujetas a una mayor acción capilar.
d. La a y c
e. La b y c.
20.- Cuál de las siguientes acciones causara un decrecimiento en la sensibilidad en un ensayo
PT?
a. Una capa demasiada gruesa de revelador.
b. Un objeto de prueba con aceite o grasa.
c. Inapropiada remoción del penetrante.
d. Todas las anteriores.
e. Ninguna de las anteriores.
21.- PT es limitado a objetos de prueba que:
a. Son metálicos
b. Son porosos
Ademinsa Group of companies. 103 www.ademinsa.com
c. Son magnéticos
d. No son porosos.
e. Tiene discontinuidades subsuperficiales.
22.- MT aplicado en materiales magnéticos, descubrirá:
a. Discontinuidades en la superficie.
b. Discontinuidades ligeramente subsuperficiales.
c. Fisuramiento debajo de la capa soldada.
d. La a y b
e. Todas las anteriores.
23.- MT es más sensible a aquellas discontinuidades que están :
a. Dentro de los 45 grados de la perpendicular a las líneas de flujo.
b. Dentro de los 45 grados de la paralela a las líneas de flujo.
c. Perpendiculares a las líneas de flujo.
d. Paralelas a las líneas de flujo.
e. Ninguna de las anteriores.
24.- MT está limitado a objetos de prueba que:
a. Son metálicos
b. Son porosos
c. Son ferromagnéticos.
d. No son porosos.
e. Tienen discontinuidades subsuperficiales.
25.- UT es más sensible a aquellas discontinuidades que están:
a. Dentro de los 45 grados de la perpendicular de las ondas de sonido.
Ademinsa Group of companies. 104 www.ademinsa.com
b. Dentro de los 45 grados de la paralela de las ondas de sonido.
c. Perpendiculares a las ondas de sonido.
d. Paralelas a las ondas de sonido.
e. Ninguna de las anteriores.
26.- UT usa frecuencias:
a. Por debajo del rango audible humano.
b. Dentro del rango audible humano.
c. Sobre el rango audible humano.
d. Al lado del rango audible humano
e. Ninguna de las anteriores.
27.- En UT, sobre el eje horizontal de la pantalla del CRT, obtendremos información de:
a. La distancia que el sonido ha viajado en la parte.
b. La cantidad de energía del sonido reflejada.
c. El tipo de discontinuidad.
d. La orientación de la discontinuidad.
e. La causa de la discontinuidad.
28.- RT mostrara áreas de menor densidad del material como:
a. Regiones oscuras sobre la película.
b. Regiones claras sobre la película.
c. Regiones claras y oscuras sobre la película.
d. Todas las anteriores.
e. Ninguna de las anteriores.
29.- RT mostrara áreas de menor espesor como:
Ademinsa Group of companies. 105 www.ademinsa.com
a. Regiones oscuras sobre la película.
b. Regiones claras sobre la película.
c. Regiones claras y oscuras sobre la película.
d. Todas las anteriores.
e. Ninguna de las anteriores.
30.- RT mostrara áreas de radiación incrementada como:
a. Regiones oscuras sobre la película.
b. Regiones claras sobre la película.
c. Regiones claras y oscuras sobre la película.
d. Todas las anteriores.
e. Ninguna de las anteriores.
31.- Inclusiones de Tungsteno generalmente aparecen en RT como:
a. Regiones oscuras en la película.
b. Regiones claras en la película.
c. Regiones claras y oscuras en la película.
d. Todas las anteriores.
e. Ninguna de las anteriores.
32.- Las fisuras generalmente aparecen en RT como:
a. Líneas oscuras en la película.
b. Líneas claras en la película.
c. Líneas claras y oscuras en la película.
d. Todas las anteriores.
e. Ninguna de las anteriores.
Ademinsa Group of companies. 106 www.ademinsa.com
33.- El refuerzo de la soldadura generalmente aparece como:
a. Regiones oscuras en la película.
b. Regiones claras en la película.
c. Regiones claras y oscuras en la película.
d. Todas las anteriores.
e. Ninguna de las anteriores.
34.- La porosidad generalmente aparece RT como:
a. Regiones oscuras en la película.
b. Regiones claras en la película.
c. Regiones claras y oscuras en la película.
d. Todas las anteriores.
e. Ninguna de las anteriores.
35.- Fisuras superficiales poco profundas pueden ser detectadas en un acero inoxidable 308 por:
a. UT
b. MT
c. RT
d. PT.
e. Todas las anteriores.
36.- Fisuras justo por debajo del metal de soldadura, pueden ser detectadas por:
a. ET
b. MT
c. UT
d. PT.
e. Todas las anteriores.
Ademinsa Group of companies. 107 www.ademinsa.com
37.- La porosidad en ESW puede ser mejor detectada por:
a. UT
b. MT
c. RT
d. PT
e. Todas las anteriores.
38.- El eje vertical de la pantalla CRT en el ensayo UT, representa:
a. Distancia
b. Tiempo
c. Tamaño del reflector
d. Todas las anteriores.
e. Ninguna de las anteriores.
39.- Que método END utiliza la energía del sonido a través del objeto de prueba?:
a. RT
b. UT
c. AET
d. La a y b
e. La b y c
40.- Qué método END frecuentemente utiliza la presión hidrostática en un recipiente?:
a. Prueba de presión.
b. Prueba de fugas.
c. Proof tests
d. Todas las anteriores
Ademinsa Group of companies. 108 www.ademinsa.com
e. Ninguna de las anteriores.
41.- Cuál de las pruebas mostradas a continuación, permite determinar los efectos metalúrgicos
en la soldadura de los aceros inoxidables austeníticos?:
a. RT
b. PRT
c. Prueba de Ferrita
d. UT
e. PT
42.- La aplicación de una caja de vacío sobre la superficie interna en un tanque de acero para
almacenamiento, corresponde a una prueba:
a. VT
b. PRT
c. LT
d. Todas las anteriores.
e. Ninguna de las anteriores.
43.- FN es una unidad de medida usada en una prueba de:
a. RT
b. PRT
c. Prueba de ferrita.
d. UT
e. PT
44.- El personal de END son normalmente calificados de acuerdo a:
a. ASME Seccion V
b. AWS D1.1
c. ANSI SNT-TC-1A
d. ASNT SNT-TC-1A
Ademinsa Group of companies. 109 www.ademinsa.com
e. ASME SNT-TC-1A
CAPITULO 13 – REPORTES DE INSPECCION
1.- Una vez que las inspecciones han sido completadas, que aspecto importante de la
responsabilidad del inspector debe ser ejecutado?
a. Reportar al capataz que la soldadura es aceptable.
b. Reportar al supervisor que la inspección ha sido completada.
c. Llenar el reporte de inspección detallando lo que se encontró.
d. Todo lo anterior.
e. Ninguna de las anteriores.
2.- Cuál de los siguientes enunciados no es requerido normalmente en los reportes de
inspección?
a. La firma del inspector.
b. Una indicación de aquellas partes que fueron aceptadas.
c. Los reportes deben ser claros y concisos.
d. Deben ser llenados con tinta.
e. Ninguna de las anteriores.
3.- Que firma debe aparecer en el reporte de inspección?
a. Del inspector
b. Del soldador
c. Del supervisor de soldadura
d. Los reportes son anónimos.
e. Los reportes no son firmados.
4.- Qué formatos de reportes están disponibles desde AWS?
a. Anexo E de AWS D1.1
b. Anexo I de AWS D1.1
Ademinsa Group of companies. 110 www.ademinsa.com
c. Anexo O de AWS D1.1
d. AWS QC 1
e. Formato del ASME N-1
5.- Si usted efectuó un error numérico en un reporte, como debería ser corregido?
a. Un inspector experimentado usara un lápiz, de tal forma que el error puede ser borrado y corregido.
b. Para un inspector en entrenamiento, tal error no necesita ser corregido.
c. Para mantener el reporte legal y creíble, el error debe ser tachado con una línea y la corrección
adicionada al lado del error y completada con las iniciales del inspector y la fecha de corrección.
d. El reporte debe ser completamente re-escrito.
e. Ninguna de las anteriores.
6.- Cómo estos errores serán corregidos correctamente en los reportes?
a. Con una línea cruzada.
b. Borrarlo con un borrador de tinta.
c. Toda la página deberá ser re-escrita.
d. Con una línea cruzada, corregido, con iniciales del inspector y la fecha.
e. Ninguna de las anteriores.
7.- Quién está autorizado a firmar el formato de reportes ASME?
a. El inspector autorizado que efectuó la inspección.
b. El guardián autorizado del sello (estampa) del código.
c. Un oficial o gerente de la empresa.
d. Cualquiera de los anteriores.
e. La a y b.
8.- Quien da opinión / comentarios sobre las reparaciones o sugerencias para reparar lo
reportado?
a. Los comentarios son escritos con tiza en la obra.
b. En reportes no estructurados.

Ademinsa Group of companies. 111 www.ademinsa.com
c. Provisiones para tales comentarios son contenidos en reportes estructurados.
d. Los inspectores están prohibidos de ofrecer tales comentarios.
e. Ninguna de las anteriores.
Ademinsa Group of companies. 1 www.ademinsa.com
PARTE B.
EJERCICIOS
EXAMEN PRACTICO
Ademinsa Group of companies. 2 www.ademinsa.com
EJERCICIOS DEL EXAMEN PRACTICO PARTE B.
CAPITULO 1
1.1. Si la Cara de Raíz (Root face) de la junta (A) especificada en la figura 1.2 es
1/8”, cual es el rango de esta cara de raíz (root face) permitido?
A. 0” a 3/16”
B. 1/16” a 3/16”
C. 1/16” a 1/8”
D. 1/8” a 3/16”
1.2. Si la abertura de raíz (root opening) para la junta (B) en la figura 1.2 es 3/16”,
cual es el rango de abertura de raíz (root opening) permitido?
A. 0 a 7/16”
B. 1/16” a 3/8”
C. 3/16” a 7/16”
D. 1/8” a 7/16”
1.3. Planos y especificaciones deberán revisarse.
A. Previo a la soldadura
B. Durante la Soldadura
C. Posterior a la soldadura
D. Todas las anteriores
1.4. La temperatura de precalentamiento deberá medirse
A. 1” desde el extremo de la junta
B. Al espesor de la junta pero no menos de 3 pulgadas desde el inicio de la junta
C. en intervalos de 6” longitudinal a la junta
D. Al espesor de la junta pero no menor que 3 pulgadas a lo largo de toda la junta
Ademinsa Group of companies. 3 www.ademinsa.com
1.5. Puntos de espera son:
A. Se establecen cuando se finaliza la construcción
B. Lo establece el departamento de fabricación
C. Son Puntos donde la fabricación se suspende (Hold)
D. Puntos donde se requiere inspección y aceptación antes de iniciar cualquier otra
fabricación
1.6. Que discontinuidades pueden encontrarse en una inspección visual?
A. Socavación
B. Grietas
C. Falta de relleno de junta (Underfill)
D. Todas las anteriores.
Ademinsa Group of companies. 4 www.ademinsa.com
CAPITULO 2.
2.1 Una Discontinuidad es:
A. Siempre un defecto
B. Siempre un rechazo
C. Siempre Aceptable
D. Rechazable si excede los límites del código
E. Ninguna de las anteriores
2.2. En casos de una discontinuidad particular de soldadura crítica, esta deberá
juzgarse en base a:
A. Si se trata de superficial o subsuperficial
B. Si se trata de una lineal o no lineal
C. Si tiene condiciones de geometría en los extremos agudos
D. Todas las anteriores
E. Ninguna de las anteriores
2.3. Que discontinuidad se considera generalmente como de las más severas
A. Porosidad
B. Fusión incompleta
C. Inclusión de escoria
D. Grietas
D. Golpe de Arco (Quemadura de Arco)
Ademinsa Group of companies. 5 www.ademinsa.com
2.4. Cuál de las siguientes discontinuidades es menos probable a encontrarse
visualmente.
A. Grieta de raíz (toe crack)
B. Socavación
C. Desgarre laminar (Lamellar Tear)
D. Soslape (Overlap)
E. Ninguna de las Anteriores
2.5. Underbead Cracks (Grietas subsuperficiales en filetes) puede causarse en cuál
de las siguientes prácticas.
A. Uso de electrodos Húmedos
B. Soldaduras en aceros contaminados
C. Soldadura sobre pintura
D. Todas las anteriores
D. Ninguna de las anteriores
2.6. La discontinuidad en soldadura que resulte en la terminación inadecuada del
arco eléctrico se conoce como:
A. Socavación
B. Solape (Overlap)
C. Grieta en Crater
D. Fusión incompleta
E. Todas las anteriores
2.7. De los siguientes procesos, cual es improbable que presente inclusiones de
escoria de una soldadura.
A. SMAW
B. PAW
C. FCAW
Ademinsa Group of companies. 6 www.ademinsa.com
D. SAW
E. Ninguna de las Anteriores
2.8. La discontinuidad que resulte en gases atrapados dentro de la sección
transversal de la soldadura se refiere a:
A. Grietas
B. Inclusión de escoria
C. Fusión incompleta
D. Porosidad
E. Ninguna de las anteriores
2.9. Cual discontinuidad en soldadura resulta cuando la velocidad de avance del
soldador es muy lenta, causando exceso de metal fundido fluyendo al externo de la
junta y depositándose en la base de la superficie sin fundirse con el metal base.
A. Socavaciones
B. Falta de relleno (Underfill)
C. Solape (Overlap)
D. Fusión incompleta
E. Ninguna de las anteriores.
2.10. Cuál es la discontinuidad del metal fundido que resulte cuando el soldador no
termina de rellenar la junta?
A. Falta de relleno (Underfill)
B. Socavación
C. Fusión incompleta
D. Ninguna de las anteriores
Ademinsa Group of companies. 7 www.ademinsa.com
2.11. Acumulación excesiva de metal fundido en la soldadura de ranura (Groove
Weld) se refiere a:
A. Convexidad excesiva
B. Refuerzo excesivo
C. Sobrerelleno
D. Todas las anteriores
E. Ninguna de las anteriores
2.12. Las discontinuidades de la soldadura que resulten en el inicio del arco fuera
de la junta son conocidas como:
A. Fusión incompleta
B. Socavaciones
C. Solape (Overlap)
D. Golpe de Arco (Arc Strike)
2.13. Que discontinuidad en soldadura se muestra como una región clara en la
radiografía
A. Porosidad
B. Inclusión de Tungsteno
C. Las A y B
D. Las B y C
2.14. Cuál de los siguientes no es una discontinuidad de metal base que resulta en
las prácticas erradas de fabricación del acero
A. Laminación
B. Desgarre Laminar (Lamellar tear)
C. Contracción
D. Ninguna de las anteriores.
Ademinsa Group of companies. 8 www.ademinsa.com
CAPITULO 3
3.1. Un Soldador debe calificarse para soldadura con el proceso GMAW. En que
campo del apéndice II-A en parte B del Libro de Especificaciones se encontraría la
descripción del proceso de soldadura?
A. (2)
B. (3)
C. (4)
D. (5)
3.2. Para Juntas Precalificadas B-U2a, cuál es el rango de los ángulos de la ranura
(Groove), si la misma esta especificada con 3/8” de abertura de raíz?
A. 25 a 40 Grados
B. 30 a 40 Grados
C. 30 a 45 Grados
D. 25 a 35 Grados
E. Ninguna de las anteriores
3.3. Cuál es la convexidad máxima permisible para una soldadura de 11/16 de ancho
en su cara?
A. 1/16”
B. 1/8”
C. 3/16”
D. ¼”
Ademinsa Group of companies. 9 www.ademinsa.com
3.4. Un Soldador ha sido calificado para soldadura de tope (Groove Weld)
empleando una probeta de tubería de 2 pulgadas Sch 80 en posición 2G. Esta el
soldador calificado para soldadura en tuberías de 4 pulgadas Sch 80.?
A. Si
B. No
C. Sí, pero no en posiciones 5G o 6G.
3.5. Para la pregunta de calificación 3.4 (arriba), podrán emplearse electrodos de
clasificación E7028 si la tubería esta conforme al API 5L Gr X52?
A. Si
B. No
C. Sí, pero no en posiciones 5G y 6G.
3.6. Para una junta de tope (Groove Weld) de 1-1/2” CJP en planchas de ASTM A572
Gr60, cuál será la temperatura de precalentamiento e inter pase requerida?
A. 150 F
B. 175 F
C. 225 F
D. 300 F
3.7. Cuál es el Número F (F Number) del electrodo ER4043 conforme a lo
especificado en el AWS A5.10?
A. F-6
B. F-21
C. F-23
D. F-22
Ademinsa Group of companies. 10 www.ademinsa.com
3.8. Cuando la soldadura es paralela a la dirección de los esfuerzos (Primary
Stress), la socavación permisible es:
A. 1/16”
B. 0.01
C. 1/32
D. No está permitida
3.9 Una Calificación de procedimiento de soldadura para una plancha fue soldada
empleado electrodo ER70S-6 de acuerdo al AWS A5.18. Donde “AWS 5.18” aparece
en el apéndice I?
A. (5)
B. (6)
C. (7)
D. (2)
3.10. Cuál es la abertura de raíz especificada para una junta precalificada B-U2a-GF
empleando el proceso FCAW con respaldo de gas inerte?
A. ¼”
B. 3/8”
C. 3/16”
D. No esta especificada.
Ademinsa Group of companies. 11 www.ademinsa.com
CAPITULO 4.
4.7. El ancho de una probeta para prueba de tensión es 0.762”. Cuál es el
equivalente en unidades métricas?
A. 22.76 mm
B. 20.69 mm
C. 19.35 mm
D. 19.15 mm
4.8. El espesor de la probeta igual a la pregunta anterior es 18.70 mm. Cual es su
equivalente.
A. 0.778
B. 0.887
C. 0.996
D. 0.736
4.9. Empleando los valores de la pregunta 4.7 y 4.8. Calcule el área de la muestra en
pulgadas cuadradas y en milímetros cuadrados.
A. 0.777 pulgadas cuadradas y 501.294 mm cuadrados
B. 0.555 pulgadas cuadradas y 358.062 mm cuadrados
C. 0.738 pulgadas cuadradas y 476.131 mm cuadrados
D. 0.561 pulgadas cuadradas y 361.845 mm cuadrados
Ademinsa Group of companies. 12 www.ademinsa.com
4.10. Si el esfuerzo a la tensión de la probeta falla a una carga de 51.550 Libras,
empleando los valores calculados en 4.9, cual es el UTS (Ultimate Tensile
Strenght)?
A. 91 889 psi
B. 82.800 psi
C. 66.400 psi
D. 37.000 psi
PRACTICA CON MODELOS.
1. Para la probeta 1. Identificar, Medir:
A. Espesor de la lámina (MATERIAL BASE): ______________________
B. Concavidad (Donde Aplique): _______________________________
C. Convexidad (Donde Aplique): _______________________________
D. Tamaño de Cordón (Weld Size):______________________________
E. Socavaciones (Si aplica):__________________________________:
D. Otras discontinuidades (explicar:
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
__________________________
Ademinsa Group of companies. 13 www.ademinsa.com
PRACTICA CON MODELOS.
1. Para la probeta 2. Identificar, Medir:
A. Espesor de la lámina (MATERIAL BASE):
___________________________________
B. Refuerzo (Reinforcement): _____________________________________________
C. Dimensionar (Profundidad y Ancho) Falta de
Fusión__________________________
D. Tamaño de Cordón (Weld
Size):___________________________________________
E. Socavaciones (Si aplica):_________________________________________:
Ademinsa Group of companies. 14 www.ademinsa.com
D. Otras discontinuidades (explicar:
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
___________________________________
PRACTICA CON MODELOS FLAWTECH.
1. Para la probeta 3. Identificar, Medir:
A. Espesor de la lámina (MATERIAL BASE):
___________________________________
B. Refuerzo (Reinforcement): _____________________________________________
D. Tamaño de Cordon (Weld
Size):___________________________________________
E. Socavaciones, (Si aplica):_________________________________________:
Ademinsa Group of companies. 15 www.ademinsa.com
D. Otras discontinuidades (explicar:
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
___________________________________
Ademinsa Group of companies. 1 www.ademinsa.com
PARTE C
EJERCICIOS
API 1104
Ademinsa Group of companies. 2 www.ademinsa.com
EJERCICIOS PARTE C API 1104
SECCCION 1
1.1. QUE TOPICOS SE CUBREN EN EL API 1104:
A. Soldadura de gas para juntas de tope
B. Soldadura de Arco de Filete y Soldadura de Ranura
C. Soldadura de tuberías en acero al carbono y aceros de baja aleación
D. Soldadura de tuberías petroleras
E. Todas las anteriores.
1.2. Que método (s) no destructivos se especifican en el API 1104.
A. Prueba de Nick-Break
B. Prueba de Doblez para soldaduras de tope
C. Pruebas radiográficas
D. Evaluación Metalúrgica
E. Todas las anteriores
1.3. Que proceso (s) de soldadura se menciona (n) específicamente en el API 1104
A. Soldadura de Contacto (Flash Butt Weld)
B. Arco Sumergido
C. Oxiacetileno
D. GMAW
E. Todas las anteriores.
Ademinsa Group of companies. 3 www.ademinsa.com
1.4. Las unidades SI (Sistema Internacional) son aceptables para el uso con el API
1104
A. Verdadero, siempre que cada sistema se use independientemente del otro
B. Falso
C. Verdadero, siempre que el inspector coloque el valor en el sistema Ingles entre
paréntesis
D. Verdadero, Siempre que el sistema métrico se emplee conjuntamente con el valor en
unidades inglesas
E. El inspector deberá usar códigos publicados en unidades del SI o en unidades Inglesas
1.5. Cuando es permisible unir tuberías empleando un proceso no mencionado en
API 1104
A. Cuando se establece un procedimiento para su uso
B. Sólo aquellos procesos citados en la sección 1
C. Cuando se encuentre aprobado por la compañía
D. Luego de ser aprobado por el comité.
E. Ambas A y D
Ademinsa Group of companies. 4 www.ademinsa.com
SECCCION 2
2.1. Cuál de los códigos referenciados ha sido publicado por una sociedad foránea
(No USA).
A. ASTM E 164
B. API Sec 5L
C. AWS A5.28
D. BSI BS 7448
E. Ninguna de las Anteriores
2.2. Que organización publica la mayoría de las especificaciones END que cita el
API1104?
A. API
B. ASNT
C. ASTM
D. AWS
E. NACE
2.3. Que organización publica la mayoría de especificaciones del material de aporte
(Filler Metal) para API 1104?
A. API
B. ASNT
C. ASTM
D. AWS
E. NACE
Ademinsa Group of companies. 5 www.ademinsa.com
2.4. Que organización publica un document0 relativo a la certificación del personal
en END (NDE) empleado en el API1104?
A. API
B. ASNT
C. ASTM
D. AWS
E. NACE
2.5. Cuál de los siguientes números de especificaciones representa el material de
aporte para un proceso GTAW?
A. A5.1
B. E747
C. A5.18
D. ER70S-2
E. A5.29
Ademinsa Group of companies. 6 www.ademinsa.com
SECCION 3
3.1. El término que mejor describe una irregularidad detectable en una soldadura
es:
A. Defecto.
B. Imperfección
C. Indicación
D. Concavidad
E. Ridge
3.2. Cuál de estas organizaciones se identifica en el API1104 en la definición de los
términos de soldadura?
A. API
B. ASNT
C. ASTM
D. AWS
E. NACE
3.3. Que proceso o aplicación emplea equipos que controlen solamente la
alimentación del material de aporte (Filler metal)
A. Soldadura de Rotación (Roll)
B. SAW
C. GTAW
D. Soldadura Semiautomática
E. Soldadura de Raíz
Ademinsa Group of companies. 7 www.ademinsa.com
3.4. El proceso donde la tubería permanece estacionaria durante la soldadura se
llama.
A. Soldadura Automática
B. Soldadura de Posición
C. Soldadura de Rotación (Roll)
D. Soldadura de Raíz
E. Soldadura Semiautomática
3.5. Que significa el término Soldadura de Rotación o Soldadura Girada (Roll)?
A. Soldadura con electrodo en todas las posiciones
B. Soldadura se realiza con la tubería en rotación
C. Aplica solamente cuando la soldadura se efectúa en proceso semiautomático
D. La soldadura se efectúa con la tubería estacionaria
E. La soldadura se efectúa sin procedimiento de soldadura
Ademinsa Group of companies. 8 www.ademinsa.com
SECCION 4.
4.1 API 1104 aplica a soldadura de tuberías que están conformes con cuales
especificaciones?
A. AWS A5.28
B. BSI BS 7448
C. API Especificaciones 5L
D. Cualquier especificación ASTM Aplicable
E. Ambos C y D
4.2. Una vez abierto, el metal de aporte y los “Fluxes” deberán ser:
A. Almacenados en cualquier contenedor
B. Protegida de daños y deterioro
C. Mantenerlo en sus empaques originales abierto
D. Almacenado en aire ambiental
E. Almacenado en una bolsa plástica especial
4.3. Que determina la dimensión de la punta o boquilla (Tip) en los equipos de
soldadura a Gas
A. Instrucciones del Fabricante
B. Ensayo y Error
C. Procedimiento de Soldadura
D. Planos de Ingeniería
E. Presión de Gas
Ademinsa Group of companies. 9 www.ademinsa.com
4.4. Los gases empleados en la protección del arco nunca deberán ser:
A. Gases Inertes
B. Mezcla de Gases
C. Mezclados en el sitio de trabajo
D. Mantenerlos en los envases que fueron suministrados por el fabricante
E. Ambas A y B
4.5. Electrodos (Filler Metals) con recubrimiento se protegerán de:
A. Polvo
B. Fuertes Campos Magnéticos
C. Exceso de Luz Ultravioleta
D. Excesivos cambios en las condiciones de Humedad
E. Ninguna de Las Anteriores
Ademinsa Group of companies. 10 www.ademinsa.com
SECCION 5
5.1 API 1104 agrupa los metales base en tres grupos clasificados por su límite
elástico (Yield Strenght). Cuál de los siguientes se define como Grupo A:
A. Menor a 42.000 PSI
B. Menor o Igual a 42.000 PSI
C. Mayor a 65.000 PSI
D. Mayor a 42.000 PSI y Menor a 65.000 PSI
E. Mayor a 85.000 PSI
5.2. Al calificar un procedimiento de soldadura en tubería con diámetro externo
menor a 4.5 pulgadas (in) y con una especificación del límite elástico (Yield
Strenght) mayor a 42.000 PSI, cuál será el número mínimo de pruebas de tracción
que requiere el API1104.
A. 0
B. 1
C. 2
D. 4
E. 8
5.3. Al preparar una probeta para la prueba de tracción:
A. Cortar un entalle de 1/8 de pulgada a cada lado de la soldadura
B. Maquinar o esmerilar todo refuerzo de la soldadura
C. Cortar un entalle transversal en la soldadura
D. El refuerzo de la soldadura no se removerá en cada lado
E. Doblar la probeta en un dispositivo de Doblez Mecánico
Ademinsa Group of companies. 11 www.ademinsa.com
5.4. La especificación AWS A5.20 se emplea para soldar:
A. Tubería tanto en posición ascendente como descendente
B. Tubería solo en posición 2G
C. Electrodos del grupo 3
D. Solo Soldadura de Pase de raiz
E. Ambos A y B son correctos
5.5. Al efectuar la prueba Nick-Break, el área expuesta de fractura deberá ser en su
ancho:
A. ½”
B. ¾”
C. 5/8”
D. 1-1/2”
E. No se especifica
5.6. El API1104 agrupa los materiales base en tres grupos diferenciados. En el
grupo “b” la especificación del límite elástico es:
A. Menor o Igual a 42.000 PSI (290 Mpa)
B. Mayor a 42.000 PSI (290 Mpa) pero inferior a 65.000 PSI (448 Mpa)
C. Mayor a 42.000 PSI (290 Mpa) pero menor a 68.000 PSI (469 Mpa)
D. Mayor a 289.58 Mpa pero inferior a 448.16 Mpa
E. Ambos B y D
Ademinsa Group of companies. 12 www.ademinsa.com
5.7. Al conducir un proceso de calificación en materiales con diámetro externo de
135mm y espesor de pared de 10mm, el número de pruebas de tracción requeridas
es de:
A. Dos
B. Una
C. Ninguna
D. Cuatro.
E. Ninguna de las anteriores
5.8. Al preparar una probeta para prueba de doblez.
A. Se removerá el refuerzo de la soldadura en ambos lados
B. La probeta será esmerilada o maquinada
C. La probeta se corta con oxígeno
D. EL refuerzo de la soldadura no deberá removerse
E. Ambos A y C
Ademinsa Group of companies. 13 www.ademinsa.com
SECCION 6
6.1. Un Soldador deberá recalificarse cuando ocurra lo siguiente:
A. Cambio de la progresión vertical a horizontal
B. Cambio de metal de aporte (Filler Metal) desde el Grupo 1 al Grupo 3
C. Cambio de un proceso a otro
D. Cambio desde una junta V a Junta U.
E. Todas las Anteriores
6.2. Cuál de los siguientes requerimientos no está especificado para una inspección
visual de soldadura.
A. Sin Grietas
B. Penetración Inadecuada
C. Quemón (Burn Trough)
D. Metal de aporte que sobresale 1/8 de pulgada en el interior de la tubería
E. Sanidad de la soldadura.
6.3. Para calificaciones Múltiples, el soldador deberá:
A. Hacer una soldadura de tope en posición fija.
B. Colocar, Cortar, Alinear, y soldar una conexión o empalme
C. Soldar Tuberías mayores de 4.5 Pulgadas de OD (Diámetro externo)
D. Soldar solamente en la posición 6G
E. Ambas A y B
Ademinsa Group of companies. 14 www.ademinsa.com
6.4 Al soldar con soldadura mecanizada o semiautomática, el alambre de aporte que
sobresalga en el interior del tubo:
A. No está permitido
B. Longitud de la protrusión no excederá 1/16”
C. Longitud de Protrusión no excederá 0.79mm
D. Se mantendrá a un mínimo
E. Ambos B y C
6.5. Para calificación del soldador en tubería con pared de 0,5 pulgadas y diámetro
mayor a 4,5 Pulgadas pero inferior o igual a 12-3/4 pulgadas, el número de probetas
empleadas en pruebas destructivas son:
A. 4
B. 8
C. 6
D. 16
E. 24
6.6. En Calificación de conexiones tipo empalme (Branch-on-pipe), la soldadura
terminada:
A. Deberá exhibir una apariencia uniforme y limpia (Sana)
B. No deberá tener socavaciones (Undercut)
C. No se requiere la prueba de Nick Break
D. No contendrá quemones mayores a ¼”
E. Ambas A y D
Ademinsa Group of companies. 15 www.ademinsa.com
SECCION 7.
7.1 Quien decide si las condiciones atmosféricas son adecuadas para soldar?
A. El ingeniero de proyecto
B. La Compañía
C. el supervisor de Soldadura
D. El contratista
E. El soldador
7.2 Para soldadura de posición, el refuerzo máximo en la cara no excederá:
A. El espesor de la tubería
B. La cantidad de desalineación de tubería (Offset)
C. 1/16 pulgadas máximo
D. 1/16 pulgadas mínimo
E. 1/8 pulgadas máximo
7.3 Cuando la tubería se suelda sobre el terreno, el espacio (clearance) de trabajo
alrededor del tubo será no menor a:
A. 450 mm
B. 400 mm
C. 18 pulgadas
D. 16 pulgadas
E. B y D
Ademinsa Group of companies. 16 www.ademinsa.com
7.4. Cuál de los siguientes son formas aceptadas para el soldador de identificar su
trabajo.
A. Grabando su identificación como un símbolo adyacente a la soldadura
B. Registro del símbolo identificativo en un Welding Map (Mapa de Soldaduras)
C. Escribir su símbolo de identificación con marcador permanente adyacente a la junta
D. Registrando su identificación en un documento de trabajo de campo
E. Aquellos métodos prescritos por la compañía
7.5. Los extremos de tuberías con igual espesor no deberán tener desalineaciones
(Offsets) mayores a.
A. 1/16 Pulgadas
B. 1/32 Pulgadas
C. 1/8 Pulgadas
D. ¼ Pulgadas
E. No está permitida ninguna desalineación (Offset)
Ademinsa Group of companies. 17 www.ademinsa.com
SECCION 8.
8.1. Quien determina la frecuencia de las inspecciones?
A. El soldador
B. El Jefe Inspector.
C. El responsable de aseguramiento de calidad (QA)
D. La compañía
E. El contratista
8.2 Qué deberá incluirse en la documentación de calificación para el personal
inspector.
A. Educación y Experiencia.
B. Entrenamiento
C. Resultados del examen de calificación
D. Todas las anteriores
E. Solamente A y B
8.3. Con que frecuencia los Nivel I y Nivel II NDT deben recertificarse?
A. Cada Seis Meses
B. Cada Año
C. Al menos cada Dos Años.
D. Al menos cada Tres años.
E. Al menos cada 5 Años.
Ademinsa Group of companies. 18 www.ademinsa.com
8.4. Quien determina el tipo de inspección a efectuarse?
A. El Soldador
B. El Inspector
C. El Gerente de QC
D. La Compañía
E. Ninguno de Los Anteriores
8.5. Cuál de los siguientes métodos destructivos o no destructivos no deberá
emplearse
A. Inspección Visual
B. Inspección Radiográfica
C. Trepanación (Trepanning)
D. Inspección por Penetrantes
E. Probetas de Doblez
Ademinsa Group of companies. 19 www.ademinsa.com
SECCION 9
9.1. La Fusión incompleta será considerado un defecto cuando la longitud de una
indicación individual exceda.
A. 1/8” Pulgadas
B. 25% del espesor de pared
C. ¼” Pulgadas
D. 1 Pulgadas
E. No está permitida la fusión incompleta
9.2. Porosidad es:
A. Evidencia de gas atrapado en el metal frío
B. Generalmente es una indicación esférica
C. Es considerado un defecto si un poro simple es mayor de 1/8 de pulgada
D. De los tipos P, CP, HB
E. Todas las anteriores.
9.3. Cuál de los siguientes aplica a un ESI:
A. Un sólido no metálico atrapado en el metal fundido
B. Líneas de escoria intermitentes (Broken Slag Lines)
C. Una Indicación usualmente ubicada en la zona de fusión
D. Un sólido no metálico atrapado entre el metal soldado y el metal base
E. Todas las anteriores
Ademinsa Group of companies. 20 www.ademinsa.com
9.4. Cuál es el resultado cuando una porción del pase de raíz ha sido desplazado
hacia el interior del tubo.
A. Porosidad
B. Sólidos no metálicos en el metal base
C. Socavaciones (Undercut)
D. Quemón (Burn-Trough)
E. Material de aporte insuficiente (Underfill)
9.5. Cuál de los siguientes aplica a las grietas estrellas.
A. Causada por vibraciones durante la soldadura
B. Causadas por contracciones de metal durante solidificación
C. Causada por inclusiones.
D. Generalmente debilitación excesiva de la soldadura.
E. Usualmente se esmerilan (ground out) y reparan
9.6. El ancho máximo permitido de una inclusión de escoria aislada (ISI) en un
cordón de soldadura de tubería cuyo diámetro externo es 6.625 pulgadas es:
A. 1/16”
B. 1/8”
C. ½”
D. 1.59 mm
E. Ambos B y D
9.7. La longitud máxima permitida para un cráter es:
A. 1/8”
B. 5/32”
C. No están permitidas las grietas (Cracks)
Ademinsa Group of companies. 21 www.ademinsa.com
D. La mitad del ancho del cordon (Bead)
E. Los cráteres en soldadura no pueden agrietarse
SECCION 10.
10.1. Al detectarse visualmente una grieta en soldadura:
A. El inspector la envía a producción para ser reparada
B. El inspector La retira de la línea, a menos que lo permita 9.3.10
C. El inspector la somete a pruebas no destructivas adicionales
D. A y C
E. El inspector la envía al representante de la compañía
10.2. Soldaduras reparadas deberán:
A. Cumplir los estándares de aceptabilidad de la sección 9
B. Examinarse por el representante de la compañía
C. Examinarse con pruebas radiográficas
D. Ser esmeriladas con un mínimo de remoción de metal
E. Re inspeccionadas por un inspector Nivel III.
10.3. Cuál de los siguientes se requieren para un procedimiento de reparación de
soldadura
A. Método de remoción de defectos
B. Requerimientos de precalentamiento.
C. Información de especificación contenida en 5.3.2
D. Proceso de soldadura o procesos
E. Todos los anteriores
10.4. Los defectos diferentes a las grietas pueden repararse:
A. Con autorización previa de la compañía si el defecto está en la raíz
Ademinsa Group of companies. 22 www.ademinsa.com
B. Con autorización previa de la compañía si el defecto está en los pases de relleno (filler
bead)
C. Con autorización previa de la compañía si el defecto está en el pase de la cubierta
(Cover)
D. Sin emplear un procedimiento calificado de reparación
E. A y B.
SECCION 11
11.1. Quien debe estar de acuerdo en cuanto al procedimiento radiográfico a
emplearse?
A. El inspector y el Soldador
B. La Compañía y El Radiólogo
C. La Compañía y el Soldador
D. La Compañía y el CWI
E. La Compañía y la contratista de pruebas radiográficas
11.2. El personal Nivel III en Ultrasonido:
A. Calibra los equipos.
B. Interpreta los resultados.
C. Deberá demostrar habilidades al representante de la compañía
D. Desarrollará la técnica a aplicar y aprueba los procedimientos de las pruebas
E. Todas las anteriores
11.3. Empleando un ISO IQI (indicador de calidad de imagen) para inspeccionar una
soldadura de CJP en tubería con un espesor de pared de 0,432 pulgadas. El mismo
se identifica con qué numero?
A. 10
B. 11
C. 12
D. 15
E. 17
Ademinsa Group of companies. 23 www.ademinsa.com
11.4. Empleando el ASTM E 747 IQI, el diámetro de alambre esencial que se emplea
en una soldadura de CJP en tubería con espesor de pared de 0.55 pulgadas es:
A. 0.008 pulgadas
B. 0.010 pulgadas
C. 0.013 Pulgadas
D. 0.016 Pulgadas
E. 0.020 Pulgadas
11.5. Cuáles son las condiciones a considerar al emplear pruebas de UT para
inspeccionar tuberías en servicio?
A. El alcance del uso de inspección por UT es una opción que define el inspector
B. Bordes de la tubería no deberán ser esmerilados
C. Los resultados no serán uniformes entre varias unidades
D. Imperfecciones superficiales podrían interferir con el uso
E. Las superficies deben recubrirse previamente a las inspecciones
11.6. Si el método radiográfico por rayos gamma para inspeccionar una soldadura
se emplea y el indicador de calidad de imagen del tipo alambre se selecciona, la
imagen del diámetro esencial deberá ser:
A. El espesor del indicador de calidad de imagen
B. Clara con el indicador de calidad de imagen visible al lado de la soldadura.
C. Clara a través de toda el área de interés
D. El indicador de calidad de imagen no se debe ver en la radiografía
E. Los indicadores tipo alambre de calidad de imagen no están permitidos por API1104
Ademinsa Group of companies. 24 www.ademinsa.com
SECCION 12
12.1. Para soldadura mecanizada de tubería, el uso de mordazas de alineación
(Lineup Clamps)
A. Se requiere
B. Será de tipo interno
C. Será de tipo externo
D. Se requiere y no debe removerse a menos que se termine por completo la soldadura.
E. Debe especificarse en el procedimiento
12.2. Cuál de los siguientes no es considerada una variable esencial para un WPS
empleado en procesos de soldadura mecanizado
A. Espesor de pared de tubo
B. Progresión de la soldadura
C. Limpieza posterior a la soldadura
D. Proceso de Soldadura
E. Diámetro de la tubería
12.3. Las inspecciones radiográficas de soldadura mecanizada efectuadas deberán
estar de acuerdo a:
A. Sección 6.4
B. Sección 11.1
C. Sección 13.9
D .Sección 9.3.10
E. Sección 8
Ademinsa Group of companies. 25 www.ademinsa.com
12.4. En soldadura mecanizada, la velocidad de avance:
A. Se registra en milímetros solamente
B. No debe mencionarse si la corriente y voltaje vienen registrados
C. Se registra en pulgadas (in) solamente
D. Debe registrarse para cada pase
E. Ambos A y C
Ademinsa Group of companies. 26 www.ademinsa.com
SECCION 13.
13.1. Cuantas probetas se requieren para la calificación de procedimiento de
soldadura de tope por contacto “Flash Butt Welding”:
A. 24 en total para 19” de diámetro externo
B. 32 en total para 29” de diámetro externo
C. 40 en total para 32” de diámetro externo
D. 4 Pruebas de tensión para todas las medidas
E. Todas las anteriores
13.2. Cuál de las siguientes no es una variable esencial para soldaduras de tope por
contacto “Flash Welding”?
A. posición de soldadura
B. Tolerancias de velocidad axial
C. Material de los tubos
D. Metal de aporte
E. Espesor de pared de tubo
13.3. Como mínimo todas las soldaduras de tope por destello “flash Butt Welding”
deberán:
A. calentarse por encima de la temperatura Ac3
B. Emplear enfriamiento controlado
C. Emplear registrador de cinta para documentar el tratamiento térmico
D. Tratamiento térmico de nuevo si se encuentra en rangos fuera de especificación
E. Todos los anteriores
Ademinsa Group of companies. 27 www.ademinsa.com
13.4. Cuál de los siguientes métodos de reparación no se especifica en el
procedimiento de reparación de soldaduras de tope por destello “Flash Welding”.
A. Desbastar (Grinding)
B. Descascarar (Chipping)
C. Ranurado o Maquinado (Gouging)
D. Ataque Químico Superficial
E. Todas las anteriores
13.5. Cuando deberá efectuarse los END para una soldadura de tope por destello
“Flash Butt Welding”.
A. Inmediatamente posterior a la soldadura
B. Posterior a la remoción de salpicaduras y el post calentamiento
C. Previo al tratamiento térmico final
D. Posterior a las pruebas mecánicas
E. No especifica
13.6. Al evaluar una probeta de Sanidad (Nick Break) perteneciente a una soldadura
de tope por destello (Flash Butt Weld), el tamaño máximo permisible de las
inclusiones de escoria es:
A. ½” en longitud
B. 1/32” en profundidad
C. ½” en ancho
D. 1/8” en longitud o ancho
E. Ambos A y C
Ademinsa Group of companies. 28 www.ademinsa.com
13.7. La pruebas para calificación de soldadura de tope por destello (Flash Butt
Weld) se efectúa en tubería con diámetro externo de 20 pulgadas. Cuál es el número
total de probetas a preparar?
A. 16
B. 24
C. 40.
D. 32.
E. 28
Ademinsa Group of companies. 29 www.ademinsa.com
APENDICE A.
A1. La exposición externa a carbonatos y nitratos en el suelo ha demostrado
producir.
A. Un pequeño número de casos de grietas axiales
B. Gran número de casos de grietas circunferenciales
C. Grietas Axiales causadas por tensiones (stress) circunferenciales
D. Grietas Axiales causadas por tensiones (stress) axial
E. Ambas A y C
A2. Límites de aceptabilidad para escoria internas (buried slag) en soldaduras
circunferenciales.
A. Menos de t/4 o 0.25” en ancho y menos de t/4 o 0.25” de largo
B. Menos de t/4 o 0,25” en ancho y 0.25” de largo.
C. Menos de t/4 o 0,25” en ancho y t/4 de largo
D. Menos de t/4 o 0,25” de ancho y 4t de largo.
E. t/4 de ancho y 2t de longitud.
A3. La profundidad máxima para una quemadura de arco (Arc Burns) sin reparar
es:
A. 1/64”
B. 1/32”
C. 1/16”
D. 3/32”
E. 1/8”
A.4. Cuál de los siguientes se emplea para determinar el esfuerzo máximo de diseño
axial para una tubería.
A. Inspección Visual de Soldadura.
B. Análisis de Esfuerzos (Stress)
C. Un prueba de tracción (Tensile).
Ademinsa Group of companies. 30 www.ademinsa.com
D. Prueba de Nick Break
E. Análisis Químico
A.5. Qué tipo de test se requiere al emplear el criterio de aceptación para la
soldadura circunferencial
A. Prueba de tenacidad (Toughness) fractura CTOD
B. Prueba de tenacidad CVN (Toughness)
C. Prueba de Nick Break
D. Prueba de tensión (Tensile)
E. Prueba de doblez guiada
A.6. Cuantas opciones se emplean en el apéndice A para determinar los límites de
aceptación de imperfecciones planas.
A. 2
B. 3
C. 4
D. 5
E. 6
A.7. Cuál es el propósito principal del apéndice A?
A. Para definir el procedimiento para CTOD y prueba de impacto Charpy
B. Para diferenciar entre tuberías sometidas a esfuerzos axiales y circunferenciales
C. Para definir el efecto de varias anomalías de adaptabilidad de la soldadura en un
servicio determinado.
D. Describir el uso de análisis de la mecánica de fractura y criterio de adecuación (fitness
for service) estableciendo una permisividad más rigurosa para los defectos.
E. Proveer especificación para la dimensión de tubería y resistencia para uso en servicio.
Ademinsa Group of companies. 31 www.ademinsa.com
APENDICE B.
B1. Las dos preocupaciones principales para soldadura de tuberías en servicio son:
A. Quemón (Burn-Trough) y Fracturas inducidas por hidrógeno
B. Velocidades de enfriamiento y secuencia de soldadura
C. Esfuerzo de Fluencia (Yield Strenght) del material de los tubos y accesorios
D. Esfuerzo a la tensión (Tensile Strenght) del material de los tubos y accesorios
E. Montaje y secuencia de soldadura
B.2 Para una “T” con soldadura perimetral (Encirclement Tee):
A. Las soldaduras circunferenciales deben completarse antes de iniciar las longitudinales
B. No deben efectuarse cordones circunferenciales
C. Los cordones longitudinales deben completarse antes del inicio de los circunferenciales
D. Para las “T” no es necesaria ninguna secuencia de soldadura
E. Las soldaduras circunferenciales al extremo de la “T” deben soldarse simultáneamente
B.3. Todos los soldadores que efectúen trabajos de reparación deben familiarizarse
con las precauciones de seguridad asociadas con los procesos de corte y
soldadura en tuberías que hayan contenido o contengan petróleo crudo, derivados
del petróleo o gases combustibles. Mas detalles pueden encontrarse en:
A. ANSI Z49.1
B. API RP 2201
C. API RP 1570
D. AWS A3.0
E. API 510
Ademinsa Group of companies. 32 www.ademinsa.com
B.4. Para soldaduras de bifurcación (Branch) y camisas (Sleeve), cada probeta para
pruebas de Macro Test:
A. Debe esmerilarse en ambos lados hasta un acabado de 600 girt y ataque químico
(Etching)
B. Debe esmerilarse en ambos lados hasta un acabado de 300 girt y ataque químico
(Etching)
C. Debe lijarse en una cara hasta un acabado de 600 girt y ataque químico (Etching)
D. Debe lijarse en una cara hasta un acabado de 300 girt y ataque químico (Etching)
E. Debe cortarse con máquina
B.5. Para calificación de soldador de cordones longitudinales para tuberías en
servicio con espesor de 0,375”, el tipo y número de probetas es:
A. Una de tracción (Tensile), un Nick break, y dos doblez lateral
B. Dos de tracción (Tensile) , dos Nick break y dos doblez lateral
C. Dos de tracción (Tensile), Dos Nick Break, Dos Doblez de Raíz, Dos doblez de Cara
D. Una de tracción (Tensile), una de Nick break, un doblez de raíz y un doblez de cara
E. Dos de tensión (Tensile) y cuatro doblez laterales
B.6. Para soldaduras de filete en servicio, el esfuerzo de fluencia (Yield Strenght)
mínimo es:
A. Una variable esencial
B. No es una variable esencial
C. Es variable esencial si el esfuerzo de fluencia (Yield Strenght) para tubería y accesorio
es menor o igual a 42 KSI
D. Es variable esencial si el esfuerzo de fluencia (Yield Strenght) para tubería y accesorio
es mayor a 42KSI pero menor a 65KSI
E. Es variable esencial si el esfuerzo de fluencia (Yield Strenght) para tubería y accesorio
es mayor a 65 KSI