
Apunte_2
21
Ing. Jorge Benítez, agosto 2009 1 Mantenimiento Tipos de mantenimiento Todos los tipos de mantenimiento tienen como objetivo maximizar la disponibilidad de las unidades al menor costo posible con el fin último de aumentar la productividad de la empresa. Existen diferentes formas de clasificar las estrategias de mantenimiento. Estas son definiciones basadas en RCM: Mantenimiento reactivo: El mantenimiento reactivo o mantenimiento a la rotura es aquel en que se permite al equipo funcionar hasta la falla sin que se realice ningún tipo de tarea previa. Ante la falla se realiza el mantenimiento correctivo necesario para restablecer la condición operativa del equipo. Mantenimiento preventivo: El mantenimiento preventivo o generalmente basado en el tiempo, pretende anticiparse a los tipos de fallas conocidas y determina las intervenciones en el equipo con frecuencias definidas, normalmente intervalos de tiempo, ciclos, horas de operación, etc., sin tener en cuenta la condición del equipo. Dentro de este mantenimiento principalmente se encuentran las rutinas, inspecciones, lubricación y reemplazo de componentes. El criterio para determinarlo es intentar conocer los tiempos entre estos tipos de fallas conocidas, que normalmente son por desgaste, por fin de vida útil, por consumos, etc., para evitar fallas mayores con tareas repetitivas de intervalos fijos. Mantenimiento predictivo: El mantenimiento predictivo o basado en la condición, consiste en la búsqueda de indicios o síntomas que permitan encontrar la falla en el momento en que comienza a gestarse, de esta manera se puede realizar el mantenimiento correctivo en la mejor oportunidad de parada, ya sea de la línea, área o de equipo, y normalmente son reparaciones menores, generando el menor impacto en la producción y costos de reparación. Dentro de este mantenimiento principalmente se encuentran las tareas generadas a través de las rutinas preventivas de medición de vibraciones, ensayos no destructivo, rutinas de lubricación, de termografías, etc. Mantenimiento proactivo: El mantenimiento proactivo apunta a perfeccionar el mantenimiento identificando y corrigiendo la causa raíz de fallas, las metodologías utilizadas en reparaciones, las estrategias de mantenimiento, la mano de obra, etc., a fin de realizar mejoras continuas para maximizar la disponibilidad del equipo teniendo en cuenta la mejor relación costo beneficio. Se incluyen tareas como ser la observación de los ciclos de vida del mantenimiento, los procesos de mejora continua, optimización de las técnicas de mantenimiento y las tecnologías para cada aplicación, análisis causa raíz, etc Mantenimiento Predictivo Objetivos del mantenimiento predictivo: • Vigilancia de maquinas: es detectar la presencia de un problema a través de cambios que experimentan las magnitudes que se están midiendo para vigilar la maquina y establecer cuando se detecta un problema cuan mala es la condición de la máquina. • Protección de máquinas: una máquina que se vigila está protegida si esta se detiene automáticamente cuando se llega a valores considerados peligrosos. Con esto se pretende evitar una falla catastrófica. • Diagnostico de fallas: es identificar la falla específica que afecta la máquina una vez que el sistema de vigilancia indica la existencia de algún problema. • Pronostico de esperanza de vida: es estimar cuánto tiempo puede trabajar la máquina sin riesgo, una vez que se ha diagnosticado un problema específico en ella.
-
Upload
cristian-mauricio-estupinan-manrique -
Category
Documents
-
view
6 -
download
0
Transcript of Apunte_2

Ing. Jorge Benítez, agosto 2009 1
Mantenimiento
Tipos de mantenimiento Todos los tipos de mantenimiento tienen como objetivo maximizar la disponibilidad de las
unidades al menor costo posible con el fin último de aumentar la productividad de la empresa. Existen diferentes formas de clasificar las estrategias de mantenimiento. Estas son definiciones basadas en RCM:
Mantenimiento reactivo: El mantenimiento reactivo o mantenimiento a la rotura es aquel en que se permite al equipo funcionar hasta la falla sin que se realice ningún tipo de tarea previa. Ante la falla se realiza el mantenimiento correctivo necesario para restablecer la condición operativa del equipo.
Mantenimiento preventivo: El mantenimiento preventivo o generalmente basado en el tiempo, pretende anticiparse a los tipos de fallas conocidas y determina las intervenciones en el equipo con frecuencias definidas, normalmente intervalos de tiempo, ciclos, horas de operación, etc., sin tener en cuenta la condición del equipo. Dentro de este mantenimiento principalmente se encuentran las rutinas, inspecciones, lubricación y reemplazo de componentes. El criterio para determinarlo es intentar conocer los tiempos entre estos tipos de fallas conocidas, que normalmente son por desgaste, por fin de vida útil, por consumos, etc., para evitar fallas mayores con tareas repetitivas de intervalos fijos.
Mantenimiento predictivo: El mantenimiento predictivo o basado en la condición, consiste en la búsqueda de indicios o síntomas que permitan encontrar la falla en el momento en que comienza a gestarse, de esta manera se puede realizar el mantenimiento correctivo en la mejor oportunidad de parada, ya sea de la línea, área o de equipo, y normalmente son reparaciones menores, generando el menor impacto en la producción y costos de reparación. Dentro de este mantenimiento principalmente se encuentran las tareas generadas a través de las rutinas preventivas de medición de vibraciones, ensayos no destructivo, rutinas de lubricación, de termografías, etc.
Mantenimiento proactivo: El mantenimiento proactivo apunta a perfeccionar el mantenimiento identificando y corrigiendo la causa raíz de fallas, las metodologías utilizadas en reparaciones, las estrategias de mantenimiento, la mano de obra, etc., a fin de realizar mejoras continuas para maximizar la disponibilidad del equipo teniendo en cuenta la mejor relación costo beneficio. Se incluyen tareas como ser la observación de los ciclos de vida del mantenimiento, los procesos de mejora continua, optimización de las técnicas de mantenimiento y las tecnologías para cada aplicación, análisis causa raíz, etc
Mantenimiento Predictivo
Objetivos del mantenimiento predictivo:
• Vigilancia de maquinas: es detectar la presencia de un problema a través de cambios que experimentan las magnitudes que se están midiendo para vigilar la maquina y establecer cuando se detecta un problema cuan mala es la condición de la máquina.
• Protección de máquinas: una máquina que se vigila está protegida si esta se detiene automáticamente cuando se llega a valores considerados peligrosos. Con esto se pretende evitar una falla catastrófica.
• Diagnostico de fallas: es identificar la falla específica que afecta la máquina una vez que el sistema de vigilancia indica la existencia de algún problema.
• Pronostico de esperanza de vida: es estimar cuánto tiempo puede trabajar la máquina sin riesgo, una vez que se ha diagnosticado un problema específico en ella.

Ing. Jorge Benítez, agosto 2009 2
La hipótesis básica en la vigilancia de máquinas es suponer que existen magnitudes físicas mensurables o calculadas, las cuales definen la condición mecánica de la máquina. De aquí que el éxito de un sistema de vigilancia de máquinas vaya asociado con la correcta elección de las variables a controlar y con la correcta elección de los valores de alerta y peligro.
Para la vigilancia se usan diferentes técnicas, las cuales cuando se usan combinadas pueden predecir la mayoría de los problemas mecánicos, eléctricos, aero o hidrodinámicos encontrados en las plantas industriales.
A continuación se indican las técnicas más utilizadas.
Técnica Aplicación
Análisis periódico de vibraciones ...................... Todos los equipos rotatorios
Análisis de aceite y de partículas de desgaste ... Equipos críticos y de baja velocidad
Termografía ....................................................... Componentes eléctricos, aislamientos térmicos
Análisis espectral de la corriente de un motor ... Estado de las barras del rotor, excentricidad
Análisis del sonido ultrasónico ambiental ......... Fugas de fluido a presión, fugas de vacío, trampas de vapor, válvulas, condensadores
Pulsos de eco ultrasónico ................................... Espesores de tanques y cañerías
Parámetros de proceso ....................................... Degradación mecánica o del proceso, corrosión de paredes, hornos, calderas
Ensayos No Destructivos (END)........................ Equipos rotantes y no rotantes. Cañerías, recipientes a presión, tanques de almacenamiento, etc.
Ing. Jorge Benítez, agosto 2009 3
Vibración armónica simple
La forma armónica simple es la forma más simple de vibración. Se obtiene por ejemplo cuando se hace vibrar libremente un sistema masa-resorte o un péndulo, como se indica en la figura. En la posición de equilibrio, las fuerzas sobre el cuerpo de masa m se anulan, y por lo tanto, este tiende a permanecer en reposo en esa posición. Si el cuerpo se saca de esta posición desplazándolo, por ejemplo a la posición indicada por el numero 1 en la figura, y luego se suelta, el cuerpo vibrará con un movimiento armónico.
Existen dos parámetros que definen una vibración armónica simple: su valor (amplitud) y su frecuencia.
Cuando se quiere especificar su valor, es necesario observar que el desplazamiento vibratorio d(t)
varia continua y periódicamente entre cero, desplazamiento máximo hacia la derecha, cero, desplazamiento máximo hacia la izquierda, cero, etc. Por eso que indeterminado si se indica que el valor del desplazamiento es, por ejemplo, 100µm. Para solucionar esto se definen tres valores:
• Valor pico • Valor pico a pico • Valor RMS
El valor pico o amplitud es el mayor valor que alcanza la vibración, sea este valor + o -. Para el
caso de una vibración armónica simple, ambos valores son iguale, como se observa en la figura. El valor pico a pico es la diferencia entre el mayor valor positivo y el mayor valor negativo. Para el caso de una vibración armónica simple se observa que el desplazamiento pico a pico Dpp es igual a 2 veces el desplazamiento pico Do. El valor RMS (root mean square) es la raíz del valor promedio de los valores instantáneos de la vibración elevados al cuadrado.
La frecuencia de la vibración f está definida como el número de ciclos u oscilaciones que efectúa el cuerpo en cada segundo. Está relacionada con el periodo de la vibración T, definido como el tiempo que demora el cuerpo en efectuar una oscilación, a través de la ecuación:
f(hertz o ciclos/seg)=1/T (seg/ciclo)
Las unidades de medición son Hz o cpm (ciclos por minuto).

Ing. Jorge Benítez, agosto 2009 4
d(t): desplazamiento vibratorio, distancia a al que se encuentra la masa m de la posición de equilibrio en cualquier instante t. Do: desplazamiento pico o amplitud del desplazamiento. Dpp: desplazamiento pico a pico o distancia máxima que se desplaza la masa mientras vibra.
El desplazamiento vibratorio o posición instantánea del punto respecto a su posición de equilibrio, para el caso de una vibración armónica simple, puede se expresado por una ecuación matemática simple en base a los parámetros anteriores:
d(t) = Do sen 2πft
Hasta ahora hemos definido la vibración armónica en términos de su desplazamiento. Sin
embargo, la vibración también se puede definir en función de otras dos magnitudes que frecuentemente son encontrados en el análisis vibratorio de máquina. La velocidad y la aceleración. Velocidad vibratoria es una medida de la rapidez con que se está moviendo un punto mientras está vibrando.
Aceleración vibratoria es la rapidez de cambio de la velocidad con el tiempo. Debe recordarse que se acuerdo con la segunda Ley de Newton, la aceleración a = F/m. Es decir, entre mayor es la fuerza, mayor serán las aceleraciones.

Ing. Jorge Benítez, agosto 2009 5
La figura siguiente muestra varias posiciones del sistema masa resorte vibrando libremente en un plano horizontal. En la posición 0, el desplazamiento es cero, la velocidad vibratoria es máxima positiva hacia la derecha (la velocidad es máxima cuando la mas pasa por la posición de equilibrio) y la aceleración es cero. Las mayores fuerzas que actúan sobre la masa ocurren cuando el resorte está más comprimido o mas estirado. En su posición extrema izquierda el resorte está en su posición más comprimido y ejerce sobre la masa m la mayor fuerza hacia la derecha y por lo tanto, tendrá en esa posición la mayor aceleración positiva. En la posición extrema a la derecha el resorte está en su posición más estirada y ejerce sobre la masa la mayor fuerza hacia la izquierda y por lo tanto la aceleración máxima negativa. En la posición de equilibrio, la fuerza del resorte y por lo tanto la aceleración es cero, pues el resorte en esa posición no está ni estirado ni comprimido.
Cuando la masa llega a la posición 1, posición extrema a la derecha, el desplazamiento es máximo (+), la velocidad es cero y la aceleración es máxima (-) pues está actuando la fuerza máxima hacia la izquierda.
Haciendo este análisis para todas las posiciones de la masa se obtienen las formas de onda del desplazamiento, la velocidad y la aceleración vibratoria indicada en la figura. Se observa que cuando el desplazamiento es cero, la velocidad vibratoria es máxima y viceversa, es decir, para una vibración armónica simple existe un desfase entre el desplazamiento y la velocidad.

Ing. Jorge Benítez, agosto 2009 6
El desfase o diferencia de fase entre dos vibraciones, es la posición relativa expresada en grados, entre dos puntos que vibran a una misma frecuencia. Debido a la diferencia de fase las dos vibraciones no llegarán a sus posiciones extremas al mismo tiempo. La siguiente figura muestra la forma de onda del desplazamiento vibratorio y de la velocidad vibratorio para la masa de la figura anterior. En esta figura esta marcado un ciclo de oscilación, el cual en grados corresponde a 360º. También está marcado el desfase existente entre el desplazamiento y la velocidad, el cual corresponde a la cuarta parte de un ciclo, es decir 90º. Como la velocidad llega a su máxima 90º antes que lo haga el desplazamiento, se dice que la velocidad esta adelantada en 90º respecto al desplazamiento. Lo mismo sucede entre la aceleración y la velocidad. Esto se puede cuantificar por las formulas siguientes:
Φv = Φd + 90º Φa = Φv + 90º = Φd + 180º
Desplazamiento vibratorio (trazo continuo) y velocidad vibratoria (trazo intermitente) Al igual que el desplazamiento, la velocidad y la aceleración pueden ser expresadas por una
ecuación matemática.
Vibraciones con diferencia de fase de 0º o en fase
Ing. Jorge Benítez, agosto 2009 7
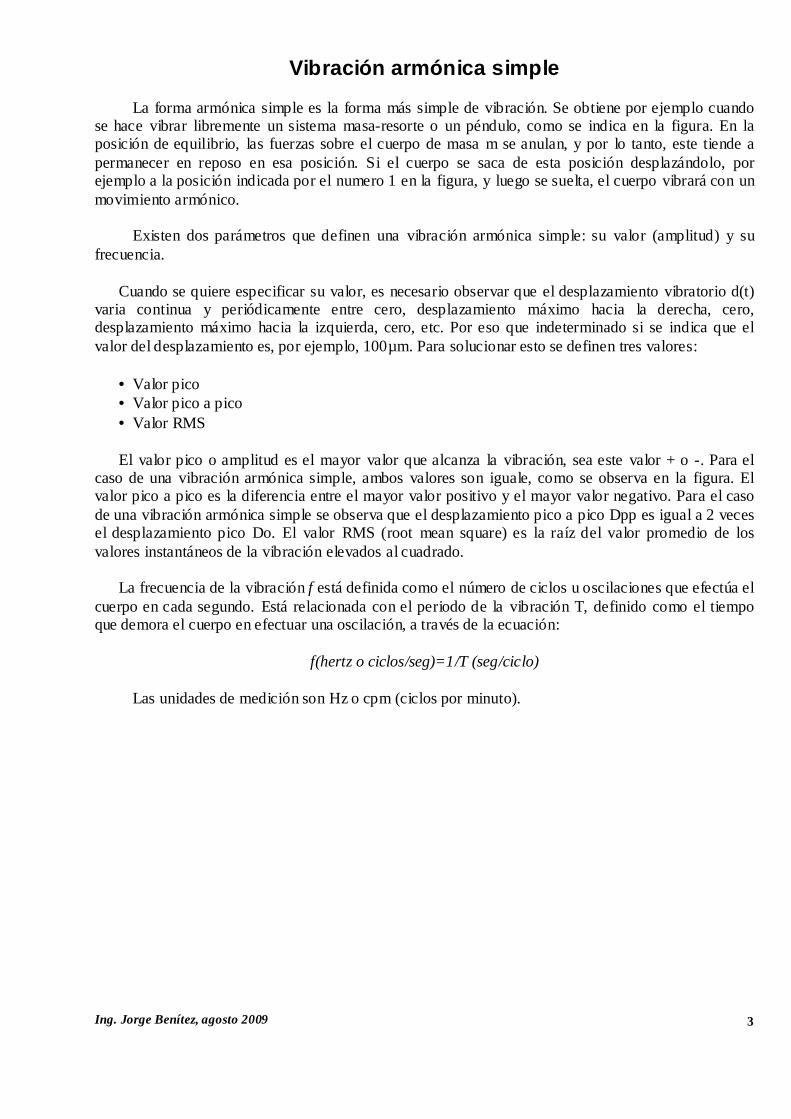
Vibraciones con diferencia de fase de 180º o en contratase
Vibraciones con diferencia de fase de 90º
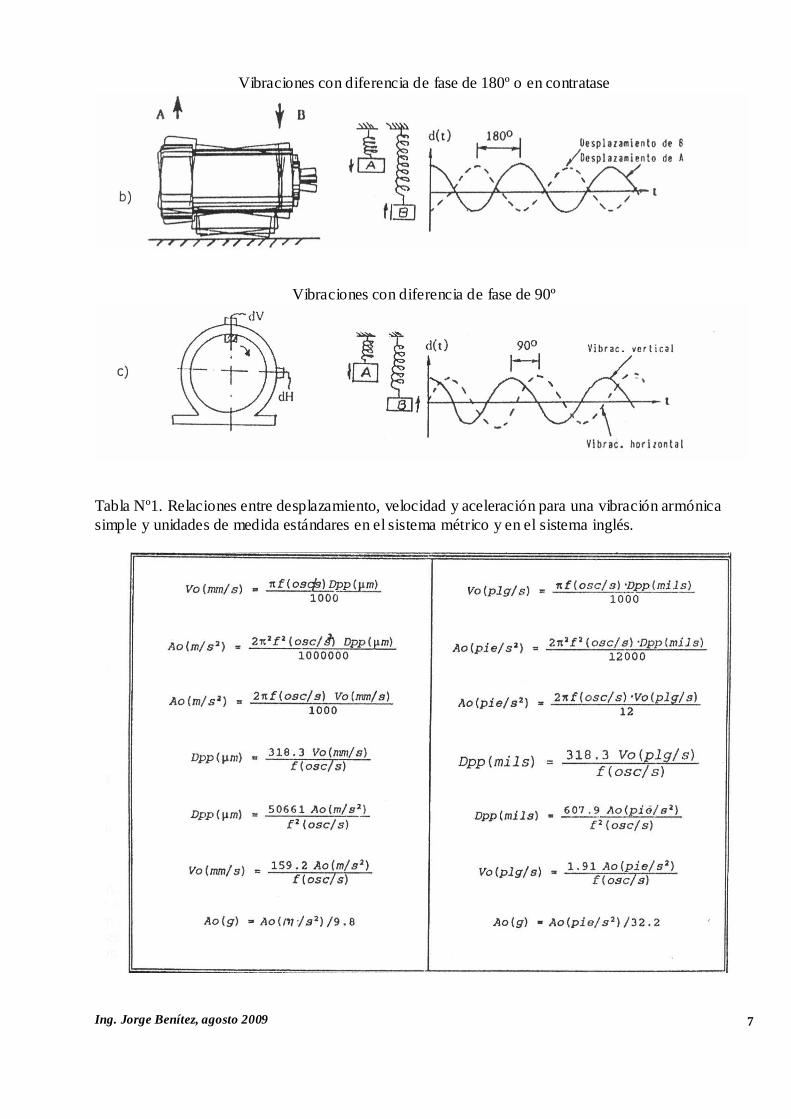
Tabla Nº1. Relaciones entre desplazamiento, velocidad y aceleración para una vibración armónica simple y unidades de medida estándares en el sistema métrico y en el sistema inglés.

Ing. Jorge Benítez, agosto 2009 8
Vibración global o total La vibración de una máquina, rara vez es armónica simple. Lo más probable es que su forma de
onda sea compleja. Esto se debe a que al sensor de vibraciones le llegan simultáneamente vibraciones provenientes de diferentes causas y entonces capta la suma de ellas. A esta suma se llama vibración global o total y a las vibraciones que la componen se llaman componentes. Esta vibración global sirve para evaluar la severidad vibratoria, pero no para diagnosticar la causa de las vibraciones.
Medición de la vibración global Diferentes magnitudes son utilizadas para medir el desplazamiento, la velocidad o aceleración
vibratoria. El valor pico es el más adecuado para cuando se quiere medir vibraciones de naturaleza impulsiva o cuando se quiere evaluar la sobrecarga en los descansos hidrodinámicos. El valor pico a pico es usado cuando medimos desplazamientos relativos. El valor RMS toma en cuenta todo el historial de la vibración durante el tiempo de medición. Este valor es una medida de la potencia de la vibración y es usado para estimar la severidad de la vibración.
Espectro vibratorio Es una grafico donde se muestran las diferentes vibraciones individuales que contiene la señal
medida versus la frecuencia de ellas. Las formas básicas de vibraciones que son encontradas en las máquinas, tanto en el dominio del
tiempo en el dominio de las frecuencias han sido clasificadas en. Vibraciones periódicas
1. Vibración armónica simple o sinusoidal 2. Vibración periódica de forma cualquiera
Vibraciones no periódicas
1. Vibraciones transientes 2. Vibraciones aleatorias

Ing. Jorge Benítez, agosto 2009 9
Formas de onda y espectros de vibraciones generadas en las máquinas.
Resonancia y velocidad crítica La vibración generada por la acción de una fuerza dinámica, como por ejemplo, la vibración
generada por un rotor desbalanceado, se llaman vibraciones forzadas. La fuerza actuando sobre la máquina entrega energía vibratoria al sistema compensar las pérdidas de energía por amortiguamiento, de manera que se mantiene un valor de la vibración relativamente constante.
Ahora, cuando la frecuencia de la fuerza dinámica se iguala a la (primera) frecuencia natural de un sistema se produce el fenómeno conocido como resonancia; donde se pueden generar vibraciones tan altas como para llegar a fallas catastróficas.
En las máquinas rotantes, la velocidad donde se produce la resonancia es conocida como velocidad crítica. La velocidad de rotación crítica coincide con la primera frecuencia natural de vibrar de la máquina. Si se continúa aumentado la velocidad se irán encontrando más frecuencias naturales por que la máquina está compuesta de muchas partes, y cada parte tiene su propia frecuencia natural. Es importante conocer si el equipo gira sobre la velocidad crítica o por debajo por que las normas para evaluar la severidad vibratoria las clasifican en máquinas que giran bajo o sobre su velocidad critica.

Ing. Jorge Benítez, agosto 2009 10
Rotor de masa M montado en el punto medio de un eje de masa despreciable.
M = masa del rotor K = rigidez del eje en el centro de él
δ = deformación del eje en el punto medio debido a una fuerza F aplicada en dicho punto l = longitud del eje entre descansos E = módulo de elasticidad del material del eje I = momento de inercia de la sección transversal del eje
fn = frecuencia natural de vibrar
Evaluación de la Severidad Vibratoria
Para definir la severidad de una vibración es necesario definirla respecto del daño específico que ella puede generar. Por ejemplo, una vibración en un compresor alternativo puede ser de muy baja severidad para el daño que puede generar en los elementos del compresor y sin embargo, ese mismo valor puede ser muy severo o dañino para los elementos unidos al compresor, como cañerías, fundaciones, sensores etc.
Por lo tanto, lo más importante cuando se limita el valor de la vibración, y no solo de las vibraciones, sino de cualquier magnitud que se monitoree, es responderse para evitar qué se limita el valor de estas magnitudes.
Respecto al daño que se quiere evaluar, o de acuerdo a los objetivos para los cuales fueron confeccionados, existen numerosos estándares para la severidad vibratoria o valores admisibles para la vibración. Algunos estándares son publicados por grupos de industrias tales como:
• American Petroleum Institute (API) • American Gear Manufactures Association (AGMA) • National Electric Manufactures Association (NEMA)
Además hay estándares americanos e internacionales publicados por organizaciones tales como:
• American National Standards Institute (ANSI) • International Standards Organization (ISO) • Asociación Alemana de Ingenieros (VDI)

Ing. Jorge Benítez, agosto 2009 11
Estándares ISO Los estándares ISO son desarrollados por comités técnicos compuestos por expertos que vienen del
campo industrial, técnico y de servicio. Dentro de la gran variedad de estándares existentes en este capítulo solo nos referiremos a los relacionados con la evaluación de la severidad vibratoria. Dentro de estos se encuentran los siguientes:
- ISO 2372: Vibraciones mecánicas en máquinas que operan entre 10 y 200rev/seg. Bases para especificar estándares de evaluación. Este estándar limita la severidad vibratoria para evitar fatiga de los elementos de la máquina y bases soportes. La severidad vibratoria para este efecto queda cuantificada por el mayor valor RMS de la velocidad medida en las cajas de sus descansos.
- ISO 10816: Vibración mecánica. Evaluación de la vibración de máquinas en base a su medición en partes no rotantes. Este estándar limita la severidad vibratoria para evitar grandes esfuerzos, fatiga de los elementos de la máquina y bases soporte y grandes fuerzas de inercia. La severidad vibratoria para este efecto queda cuantificada por el mayor valor RMS del desplazamiento vibratorio, la velocidad vibratoria y la aceleración vibratoria respectivamente, medida en las cajas de sus descansos.
- ISO 7919: Vibración mecánica de máquinas no reciprocas. Mediciones realizadas en los ejes
rotatorios. Criterios de evaluación. Este estándar limita la severidad vibratoria para evitar sobrecargas dinámicas en los descansos hidrodinámicos que pueden fatigar el metal blanco de ellos. La severidad vibratoria para este efecto queda cuantificado por el desplazamiento vibratorio máximo medido directamente en el eje.
Características vibratorias del desbalanceamiento
Espectro vibratorio Generalmente componente a 1x predominante Las no-linealidades generan además pequeñas componentes a 2x, 3x (bajo el 10% del 1x),
excepto para altos valores de 1x (>16mm/s) en que estas componentes pueden tener mayores valores.

Ing. Jorge Benítez, agosto 2009 12
Forma de la vibración La forma de onda del desplazamiento vibratorio es senoidal. La de la aceleración generalmente
es más distorsionada debido a las componentes significativas a las altas frecuencias. Amplitud de la vibración aproximadamente constante.
Relación entre la fase de las vibraciones En rotores rígidos (que giran bajo 0,7 su primera velocidad critica) la diferencia de fase entre la
vibración horizontal y vertical en un mismo descanso es de ≈ 90º o 270º.
La vibración radial (horizontal, vertical) es en general predominante a la axial, excepto en rotores en voladizo.
Generalmente la vibración horizontal es mayor que la vertical (menor rigidez) hasta 2 o 3 veces. Mayores diferencias pueden indicar un problema de resonancia.
Resonancia Espectro vibratorio La frecuencia de la vibración es a 1x rpm, y por lo tanto, el espectro vibratorio es similar al que
genera el desbalanceo y muchas veces se lo confunde.
Forma de la vibración La forma vibratoria es senoidal o pulsante para sistemas con poco amortiguamiento (se generan
vibraciones a la frecuencia de resonancia y a la frecuencia 1x rpm).
Relación de fases Si la máquina esta vibrando debido al desbalanceo residual en resonancia vertical u horizontal, la
deferencia de fase entre las vibraciones horizontales y verticales será ahora de 0º o 180º.

Ing. Jorge Benítez, agosto 2009 13
Las máquinas en general tienen diferentes frecuencias naturales de vibrar horizontal que vertical. Por lo tanto, la resonancia se producirá en una sola dirección. Esto trae como consecuencia que la amplitud vibratoria sea mucho mayor en una que en otra dirección. Razones de amplitudes de 1:5 o mayores, pueden indicar un problema de resonancia.
Características vibratorias del desalineamiento
Espectros vibratorios Para desalineamientos moderados el espectro presenta en forma distintiva los tres primeros
armónicos de la velocidad de rotación. Para desalineamientos severos se generan más cantidades de armónicos (4x a 10x) A veces presenta armónicos del número de conexiones del acoplamiento por las rpm.
Dirección de la vibración Si el desalineamiento es paralelo, se generan altas vibraciones radiales. Si es angular, se generan
altas vibraciones axiales. Como generalmente es combinado se generan vibraciones axiales significativas. Vibración significativa es cuando la vibración es mayor a ½ de la mayor de las radiales.
Relación de fases Si el desalineamiento es paralelo es generan una diferencia de fase de 180º ± 20º entre las
vibraciones radiales a cada lado del acoplamiento. Si es angular, esta diferencia de fase se genera entre las vibraciones axiales a cada lado del acoplamiento.

Ing. Jorge Benítez, agosto 2009 14
Características vibratorias de una máquina distorsi onada. Espectros vibratorios Similar al desalineamiento. Para distorsiones moderadas, el espectro presenta en forma distintiva los primeros 3 armónicos de la velocidad de rotación. Para distorsiones severas, se generan más cantidad de armónicos. (4x a 8x).
Dirección de la vibración La distorsión genera fuerzas axiales, lo que produce vibraciones axiales significativas (la vibración axial es mayor que ½ de la mayor de las radiales).
Relaciones de fase Se generan diferencias de fase de 180º ± 20º entre las vibraciones radiales medidas en los descansos de la misma máquina. En general, si se mide vibraciones (en amplitud y fase) en diferentes puntos de la máquina distorsionada y en su base, se observan formas muy extrañas de vibrar.

Ing. Jorge Benítez, agosto 2009 15
Características vibratorias de solturas mecánicas . Espectro vibratorio Gran cantidad de componentes a frecuencias de los rpm o múltiplos de una fracción de los rpm (generalmente múltiplos de ½ x, rara vez a otra fracciones). A mayor grado de soltura, mayor cantidad de armónicos. Cuando el número de ellos supero 12 armónicos de 1x, ya no se confunde con desalineamiento o distorsiones severas. Cuando la soltura es severa con impacto, se genera además en el espectro un ruido de banda ancha.
Dirección de la vibración Es predominantemente radial, lo que lo diferencia del desalineamiento o distorsión.
Forma de onda La forma de onda es variable en cada giro debido a que la amplitud y fase de las componentes en el espectro es variable.

Ing. Jorge Benítez, agosto 2009 16
Vibraciones típicas en transmisiones por correas. Correas desgastadas, sueltas, dañadas o desiguales presentan en el espectro componentes a múltiplos de los rpm de la correa: RPMcorrea = π.d.RPM/L
Polea excéntrica Genera vibraciones preponderantes a 1x de la polea excéntrica. Vibraciones mayores en la dirección de la línea de los centros de las poleas. Efecto similar genera polea fuera de redondez.
Correas y/o poleas desalineadas Generan vibración alta en la dirección axial, predominante a 1x.
Resonancia de correas Se produce cuando la frecuencia natural de la correa coincide con la velocidad de rotación de la polea conductora o conducida. Puede salirse de esta condición cambiando la tensión en la correa.

Ing. Jorge Benítez, agosto 2009 17
Vibraciones típicas generadas en turbomáquinas. Pulsaciones de presión Vibraciones inherentes a bombas, compresores centrífugos, ventiladores, turbinas. Se generan vibraciones propias a este tipo de máquinas, a fp y armónicos. fp = ZxRPM = frecuencia de paso Z = número de alabes. Se generan altas vibraciones a fp debido a condiciones de operación diferente al nominal, flujo que genera recirculación, o por poco juego con el corta aguas u otra parte estacionaria, rotor montado excéntrico o con eje flectado, obstrucciones en ductos.
Cavitación Genera vibraciones aleatorias (espectro de banda ancha o de “pasto”). Produce un ruido característico como el paso de arena a través de la bomba. Puede erosionar partes internas de la bomba, particularmente su impulsor.
Flujo turbulento Genera vibraciones aleatorias (pasto en el espectro) de mayor valor a las bajas frecuencias y hasta un ancho de banda de 60 kcpm. Generado por perturbaciones en el flujo que producen variaciones de presión y velocidad en él.
Hambruna de la bomba o stall Se produce cuando se trabaja muy por debajo de su flujo nominal. El fluido se desprende del alabe y no llena completamente el impulsor.

Ing. Jorge Benítez, agosto 2009 18
Genera vibraciones a 1x de amplitud variable y muy alta que pueden llegar a ser muy destructivas.
Vibraciones típicas en rodamientos. La primera etapa de falla es una grieta sub superficial, la cual solo puede ser detectada por los métodos IDF (incipient detection failure) Desarrollada la pequeña picadura ella puede ser detectada en aceleración por la excitación de zonas resonantes de las pistas y soportes del rodamiento.
Una vez que la picadura crece, son distinguibles en el espectro de velocidad, las frecuencias de falla del rodamiento.
Cuando el daño aumenta, las frecuencias de fallas son moduladas (bandas laterales) y es necesario cambiar el rodamiento, si es que no se ha realizado antes por severidad vibratoria.
Fase terminal: suma y resta de las frecuencias de falla más “pasto” en el espectro.

Ing. Jorge Benítez, agosto 2009 19
Fallas anormales • Desgaste de pista y elementos rodantes por contaminación del lubricante con polvo (generan
vibraciones similares a una soltura). • Falta de lubricación: espectro de pasto que excita zonas resonantes. • Desgaste o daño del canastillo (difícil de determinar por análisis de vibraciones, debido a que la
poca masa del canastillo no es capaz normalmente de mover el descanso). • Rodamientos sueltos en el eje (difícil de detectar con mediciones periódicas por vibraciones,
debido a que se produce intermitentemente. Cuando se detecta es similar al rozamiento continuo y solturas).
• Rodamientos sueltos en su alojamiento, presentan características vibratorias típicas de solturas. • Daño por paso de corriente a través del rodamiento (características similares a la falla por
picadura). Si el daño es generalizado en las pistas, puede presentar múltiples armónicos de las rpm.
Vibraciones típicas en cajas de engranajes. El desgaste de los flancos de los dientes genera un aumento de las componentes normales a fe y múltiplos. fe = ZxRPM; Z = número de dientes.
El desalineamiento de los dientes genera un aumento de las componentes normales a fe y múltiplos, similar al desgaste de los flancos de los dientes.
Engranajes con excesivo backlash generan en el espectro una componente a 2fe predominante. En la forma de onda en un periodo de engrane se observan dos engranes.

Ing. Jorge Benítez, agosto 2009 20
Engranajes montados excéntricos, o sobre un eje flectado, o en algunos casos montados sueltos en el eje, generan una vibración modulada en amplitud. En el espectro aparecen bandas laterales separadas a los rpm de la rueda problema.
Engranajes con fallas locales: dientes rotos, desastillados, agrietados o picados generan bandas laterales en gran cantidad pero de pequeño valor.
Engranajes que tienen un factor común n en el numero de dientes, generan vibraciones a múltiplos de fe / n después de un tiempo de funcionamiento. Esta vibración es muy dependiente de la calidad del engrane.

Ing. Jorge Benítez, agosto 2009 21
Vibraciones típicas en motores eléctricos de jaula de ardilla.
Los motores de CA generan una
vibración inherente a ellos a la frecuencia de paso de ranuras fpr con pequeñas bandas laterales a 2fL (dos veces la frecuencia de línea) en torno a ella.
Excentricidad estática o entrehierros
desiguales y problemas eléctricos asociados al estator, como ser estator distorsionado, espiras en corto circuito, corrientes no balanceadas generan vibraciones a 2x frecuencia de línea.
Excentricidad dinámica del rotor debido a
un montaje excéntrico, a un rotor curvado o a un rotor con barras o anillos extremos agrietados o rotos generan una vibración con múltiplos de los rpm con bandas laterales a la frecuencia de paso de polos. fp = números de polos x frecuencia de deslizamiento.
Problemas de origen mecánico Problemas de origen electrodinámico
Excentricidad estática
- Distorsión de la carcasa por montaje en base no plana. - Distorsión por tención excesiva de las correas. - Excentricidad del eje del rotor respecto al del estator por maquinado incorrecto de los descansos.
- Espiras en cortocircuito del estator. - Corrientes eléctricas no balanceadas.
Excentricidad dinámica - Rotor montado excéntrico. - Rotor no redondo. - Rotor curvado.
- Barras o anillos extremos rotos o agrietados.
Apunte recopilado del Curso de Análisis de Vibracio nes Cat. 1, ISO 18436-2, del Dr. Pedro Saavedra. Universidad de Concepción (Chile) – Comisión Nacional de Energía Atómica (Argentina).


















