AYUDANTE ÁREA BLANCA
83
AYUDANTE ÁREA BLANCA Agosto 2021 Alicia R. Antillano EHS - 412 / PS – 003 Instrucciones de Operación
Transcript of AYUDANTE ÁREA BLANCA
AYUDANTE ÁREA BLANCA
Agosto 2021
Alicia R. Antillano
EHS - 412 / PS – 003 Instrucciones de Operación

¡ Ayúdanos a mejorar el material de formación !
Si echas en falta algo en este manual que crees que debería aparecer o
encuentras algún error, ponte en contacto con cualquiera de las personas
siguientes mediante correo electrónico.
Rocio Díaz – [email protected]
Alicia Antillano – [email protected]
2

Índice de contenidos
EPI’s, Fichas de seguridad y Herramientas Daño Cero
264 Calcinación
269 Dispersión
Carretillas y transpaletas eléctricas
293 Envasado
Toma de muestras
278 y 284 Reprocesos
Checklist del ayudante de área blanca
3
Los aprendizajes posteriores al
1 de Enero de 2021 se
encuentran de forma individual
en la plataforma Moodle

Elementos de Protección Individual
4
5
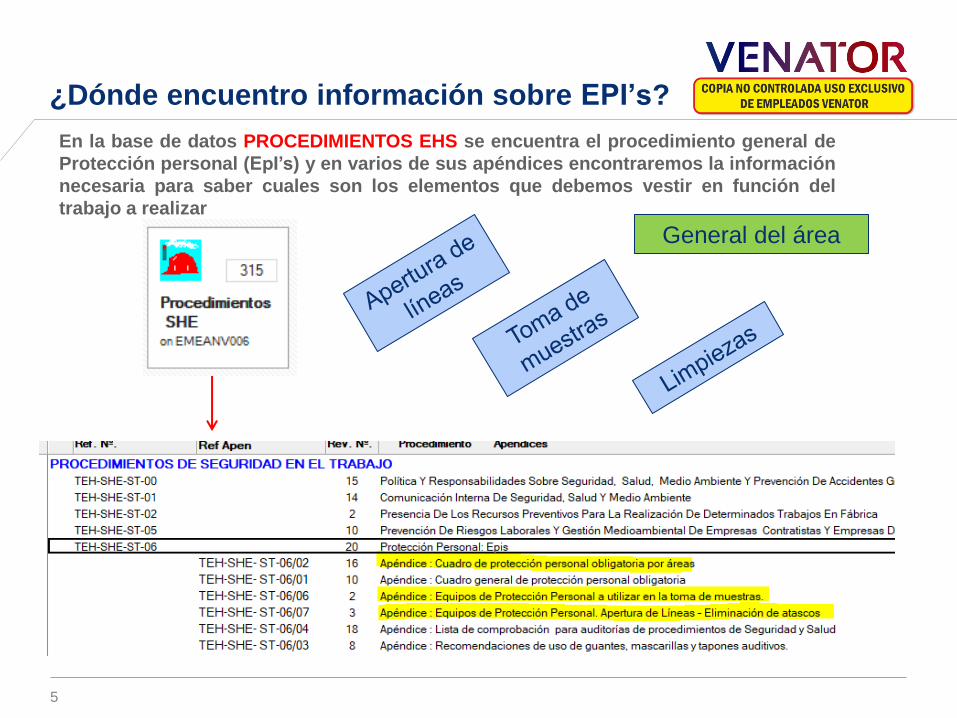
¿Dónde encuentro información sobre EPI’s?
En la base de datos PROCEDIMIENTOS EHS se encuentra el procedimiento general de
Protección personal (EpI’s) y en varios de sus apéndices encontraremos la información
necesaria para saber cuales son los elementos que debemos vestir en función del
trabajo a realizar
General del área

Toma de muestras en Edificio C
Siempre buscar la información actualizada en la base de datos
6

Apertura de líneas (general) en Edificio C
Siempre buscar la información actualizada en la base de datos
7

Apertura de líneas (general) en Edificio C
Siempre buscar la información actualizada en la base de datos
8

Apertura de líneas (general) en Edificio C
Siempre buscar la información actualizada en la base de datos
9
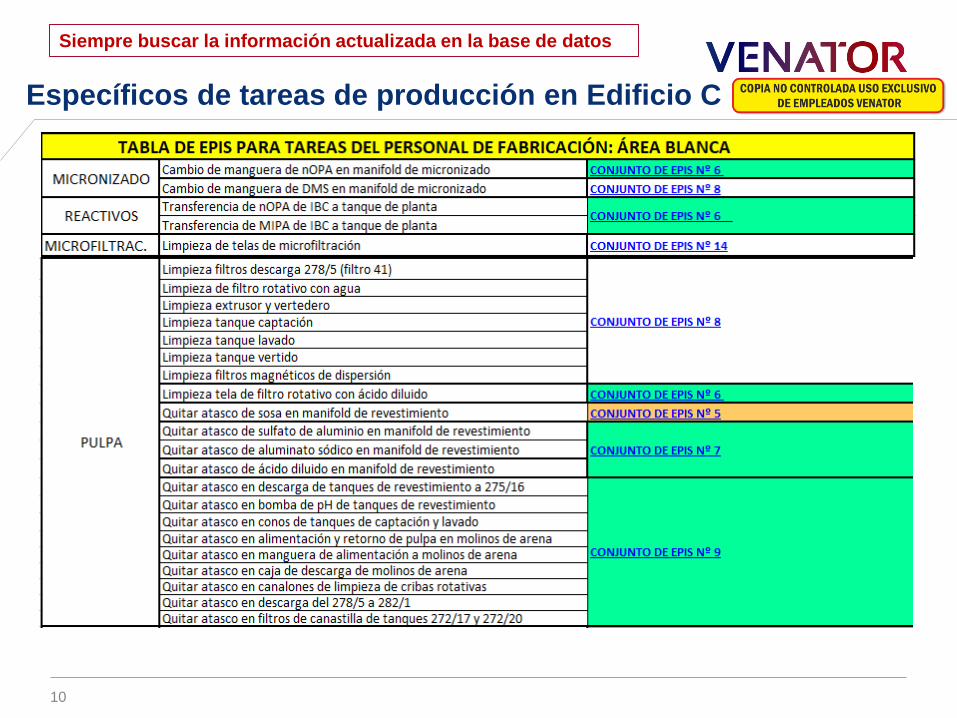
Específicos de tareas de producción en Edificio C
Siempre buscar la información actualizada en la base de datos
10

Específicos de tareas de producción en Edificio C
Siempre buscar la información actualizada en la base de datos
11

Fichas De Seguridad
12
13
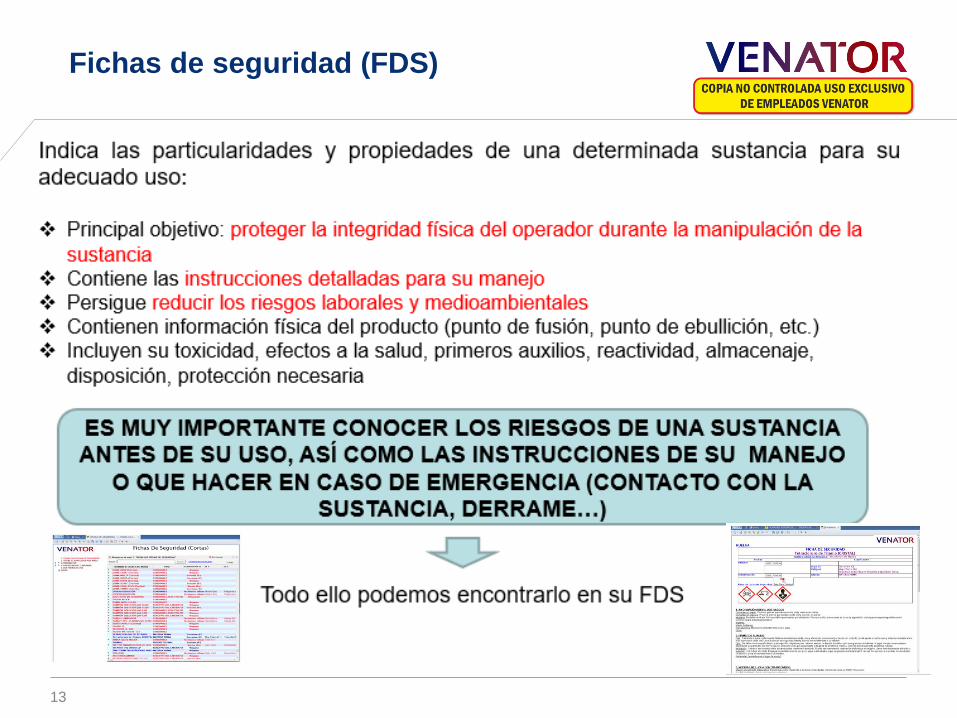
Fichas de seguridad (FDS)

14
Las FDS tienen mucho texto, pero
¿Qué es lo más importante para mi trabajo?

Herramientas de Daño Cero
15
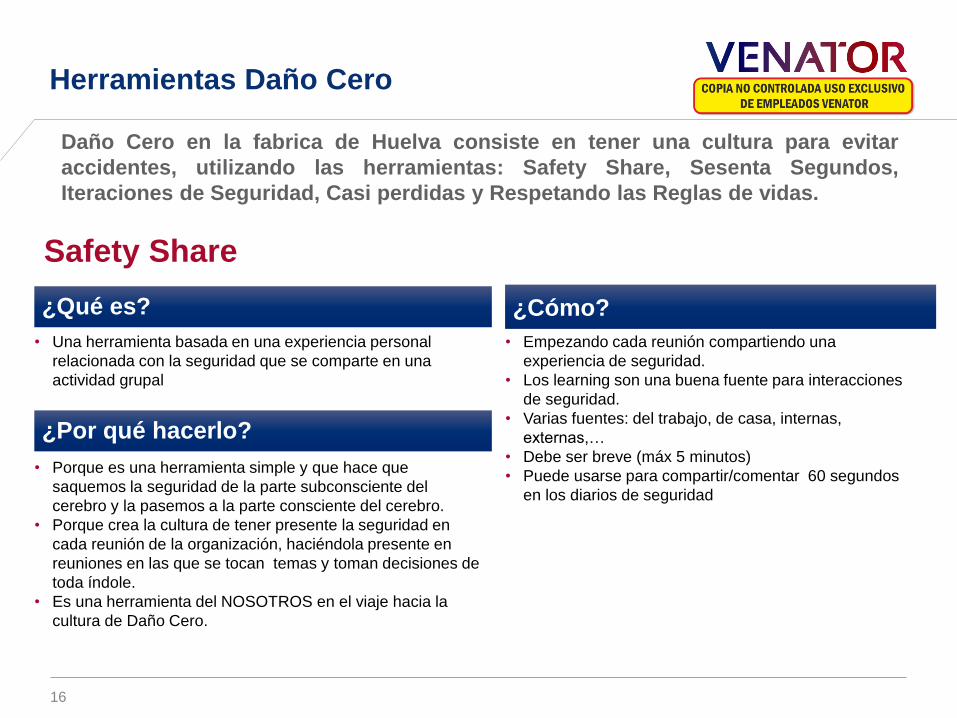
Daño Cero en la fabrica de Huelva consiste en tener una cultura para evitar
accidentes, utilizando las herramientas: Safety Share, Sesenta Segundos,
Iteraciones de Seguridad, Casi perdidas y Respetando las Reglas de vidas.
Safety Share
¿Qué es?
• Una herramienta basada en una experiencia personal
relacionada con la seguridad que se comparte en una
actividad grupal
¿Cómo?
• Empezando cada reunión compartiendo una
experiencia de seguridad.
• Los learning son una buena fuente para interacciones
de seguridad.
• Varias fuentes: del trabajo, de casa, internas,
externas,…
• Debe ser breve (máx 5 minutos)
• Puede usarse para compartir/comentar 60 segundos
en los diarios de seguridad
¿Por qué hacerlo?
• Porque es una herramienta simple y que hace que
saquemos la seguridad de la parte subconsciente del
cerebro y la pasemos a la parte consciente del cerebro.
• Porque crea la cultura de tener presente la seguridad en
cada reunión de la organización, haciéndola presente en
reuniones en las que se tocan temas y toman decisiones de
toda índole.
• Es una herramienta del NOSOTROS en el viaje hacia la
cultura de Daño Cero.
Herramientas Daño Cero
16

Sesenta Segundos
¿Qué es?
• Es una herramienta de concentración en la evaluación de
riesgos de una tarea que nos pide pararnos, dar un paso
atrás y hacernos tres preguntas simples:
• Cuales son los riesgos potenciales
• Qué podría ocurrirme
• Como puede ser prevenido
¿Cómo?
• Rellenándolo al comienzo y revisándolo periódicamente
a medida que progrese el trabajo, por ejemplo: después
de un descanso/interrupción, si cambia el alcance,…
• Leer cada riesgo potencial de la primera página de la
libreta y escribir el que aplica a tu actividad (no vale
llevar hojas sueltas)
• Describir las consecuencias de lo que podría pasar en
relación con ese riesgo.
• Eliminar los riesgos potenciales o hacer algo que te
proteja de ellos
¿Por qué hacerlo?
• Porque es una herramienta simple y efectiva la cual
podemos usar diariamente. Es una herramienta del “YO” de
Daño Cero
• Nos permite a todos el espacio para pararnos, pensar y
considerar lo que estamos a punto de hacer, eliminando
riesgos que nos pueden pasar desapercibidos y resultar en
un incidente o lesiones.
• Es una herramienta que nos rescata del subsconciente, del
piloto automático hasta el pensamiento consciente antes de
comenzar una actividad.
Herramientas Daño Cero
17

Interacciones de Seguridad
¿Qué es?
• Una de las herramientas de liderazgo más efectivas para
desarrollar la cultura de Daño Cero en la compañía.
• Es una conversación estructurada con tres partes:
Comienzo, Medio y Final.
¿Cómo?
• Preparando la interacción antes de realizarla.
(Preparando preguntas abiertas,
presentándonos,…)
• Si se requiere una acción será debatida y acordada
con la(s) persona(s) participante(s).
• La interacción de seguridad puede realizarse en
cualquier lugar/momento
• Dónde termine una interacción de seguridad
comenzará la siguiente que hagamos con las
mismas personas. Es importante realizar los
compromisos a los que lleguemos
• Porque nos permiten tener una conversación sobre
seguridad, mejorar nuestra comprensión del trabajo de otro
compañero y construir relaciones entre profesionales
• Es una herramienta del NOSOTROS en el viaje hacia la
cultura de Daño Cero.
¿Por qué hacerlo?
Herramientas Daño Cero
18
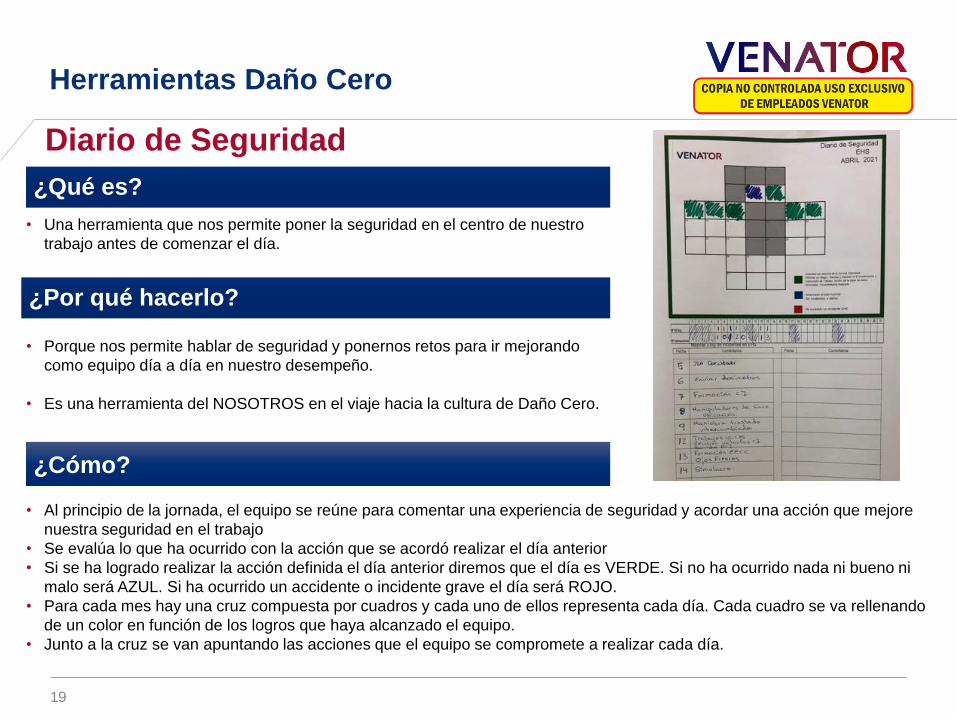
Diario de Seguridad
¿Qué es?
• Una herramienta que nos permite poner la seguridad en el centro de nuestro
trabajo antes de comenzar el día.
¿Cómo?
• Al principio de la jornada, el equipo se reúne para comentar una experiencia de seguridad y acordar una acción que mejore
nuestra seguridad en el trabajo
• Se evalúa lo que ha ocurrido con la acción que se acordó realizar el día anterior
• Si se ha logrado realizar la acción definida el día anterior diremos que el día es VERDE. Si no ha ocurrido nada ni bueno ni
malo será AZUL. Si ha ocurrido un accidente o incidente grave el día será ROJO.
• Para cada mes hay una cruz compuesta por cuadros y cada uno de ellos representa cada día. Cada cuadro se va rellenando
de un color en función de los logros que haya alcanzado el equipo.
• Junto a la cruz se van apuntando las acciones que el equipo se compromete a realizar cada día.
¿Por qué hacerlo?
• Porque nos permite hablar de seguridad y ponernos retos para ir mejorando
como equipo día a día en nuestro desempeño.
• Es una herramienta del NOSOTROS en el viaje hacia la cultura de Daño Cero.
Herramientas Daño Cero
19

¿Por qué hacerlo?
Casi pérdidas
¿Qué es?
• Una de las herramientas mas efectivas para desarrollar la
cultura de Daño Cero en la compañía, basada en la
experiencia,
• Es una experiencia gratuita de lo que ha podido ser un accidente.
• Es una herramienta del NOSOTROS en el viaje hacia la cultura de Daño Cero.
¿Cómo?
• Rellenándola cuando tenemos un casi perdida.
• Compartiéndolo con tu grupo y escalándolo a tu superior,
• Identificar las acciones que pueden evitar que se
produzca
Herramientas Daño Cero
20

Las reglas de vidas son un estándar de actuaciones que bajo ningún concepto
se pueden saltar en nuestra fábrica:
Herramientas Daño Cero
21

Carretillas y Transpaletas
22

Carretillas y transpaletas eléctricas
Las normas para el uso incluidas en el procedimiento (TEH-SHE-IST-
CAR incluida en la BD de PRL) son:
- Se deben haber realizado previamente el curso de formación. Debe
conocer las características del equipo.
- Se debe utilizar los elementos de protección personal.
- Antes de trabajar (una vez a turno):
• Se ha de comprobar el estado de la carretilla o traspaleta usando el
listado de comprobaciones disponible, en el cual se incluye las
comprobaciones de: señal luminosa y acústica de retroceso, mandos,
ruedas, retrovisores, cinturón, etc…
• Si se observa algún problema comunicarlo inmediatamente al mando
intermedio. Repararlo sólo si se está preparado para hacerlo.
• Se debe utilizar los asideros para subir o bajar de la misma. No agarrarse a
mandos.
- Durante el transporte de Cargas:
• Cuidar y proteger los materiales que se transporten.
• Situar la carga lo más cerca posible del mástil, y tan baja como sea
posible, a unos 15 cm. del suelo. Se conseguirá más estabilidad.
• No sobrepase la Capacidad Máxima de Carga y no transporte a personas.
• Cuando la carga sea voluminosa, y no deje ver hacia delante, circular
hacia atrás.
23
Durante la semana, el checklist quedará en la
carretilla y al final de ella se almacenará en la carpeta
de envasado (Carretillas) o en la de ayudante
(Transpaletas) Si en algún turno no se utiliza la
máquina, se anotara “NO APLICA”

Carretillas y transpaletas eléctricas
Las normas para el uso incluidas en el procedimiento (TEH-SHE-IST-CAR incluida en la BD de PRL)
son:
- Durante la Circulación:
• Se aplicarán las normas del Código de Circulación de Vehículos.
• Circular a velocidad moderada, sin sobrepasar el límite de 20 Km. a la hora.
• Arrancar y parar con suavidad, y evitar los giros bruscos.
• Mantener siempre una distancia de seguridad con personas / equipos.
• No adelantar con poca visibilidad.
• No sacar la cabeza o brazos fuera de la cabina y vigilar que nadie pase por debajo de la carga.
• Mirar siempre en el sentido de la marcha.
• No utilizar nunca la carretilla o pala para levantar personas.
• Las carretillas eléctricas de ruedas macizas solo podrán faenar en superficies lisas sin irregularidades,
para que no pierdan estabilidad.
• En rampas circular a poca velocidad, nunca girar o cambiar de dirección. Si se lleva carga, descender
marcha atrás, nunca en punto muerto.
• No atacar la carga a gran velocidad. Con la pala hacerlo a modo de palanca y en dirección oblicua.
• Bloquear la horquilla o cucharón de la pala en caso de tener que mantenerlo levantado.
- Después de trabajar:
• Aparcar la carretilla o pala mecánica en zona de estacionamiento y asegurarse de que está
inmovilizada y fuera de funcionamiento. Si se estaciona en pendiente, calzar las ruedas.
• Dejar siempre la horquilla o el cucharón apoyada en el suelo.
• Mantener limpia la pala o carretilla.
24

Checklist asociados al puesto
25

Tareas Críticas – Check List
Tarea Crítica Es una tarea que si no se ejecuta bien
puede tener un alto impacto en Producción // EHS //
PSM.
Todas aquellas tareas que se consideran críticas llevan
asociado un CHECK LIST para ayudar a ejecutar la tarea
correctamente y que no podamos saltarnos ningún paso
Todo operador debe conocer las Tareas Criticas que
afectan a su sección y todos deben realizarla de la
misma manera. Para ello se utilizan los Check List
26
Tareas Críticas –
CHECK LIST

Tareas Críticas – Ayudante
27
Siempre buscar la información actualizada en la base de datos
Si observas
alguna mejora en
estos formatos,
deja constancia
de ellos en el
propio formato o
mándale un
correo a tu
mando. En el caso de que el ayudante vaya a usar la carretilla y el operador de envasado no haya
rellenado el checklist de la misma, será el ayudante el que deberá hacerlo. El formato se
encuentra en los ckhecklist de envasado
La forma en
la que se
rellena un
checklist es
muy
importante

264 Calcinación
28

264 Calcinación
Descripción del proceso
Proceso Productivo
Descarga de pigmento al suelo
SHE
Descarga de pigmento a cajones del enfriador
Toma de muestra de descarga del calcinador
29

SECCIÓN 264 - PRINCIPALES CONSIDERACIONES DE
SEGURIDAD
Presencia de Equipos
con arranque/movimiento
remoto
Presencia de Gases
Peligrosos (Gas
Natural,SOx,NOx)
Alta temperatura en zona
Plataformas a distintas
alturas, equipos grandes
con zonas de acceso difícil
Empleo de gas natural en
combustión continua.
Riesgo de explosión
Equipos de bastantes
toneladas en rotación
con gran energía
30

Calcinación está considerada como una
de las cinco secciones que presentan
escenarios con riesgos de gravedad 4 o
5 de la fábrica por la posibilidad de que
se produzcan explosiones / incendios.
SECCIÓN 264 - PRINCIPALES CONSIDERACIONES
DE SEGURIDAD
COMPUESTOS QUÍMICOS UTILIZADOS:
Pigmento calcinado
Gas natural
MEDIO AMBIENTE:
Riesgo de producción de gases por combustión del gas natural (SOx, NOx, CO2) – Para eliminar todo
este proceso de generación de gases, disponemos de una sección denominada “Lavado de Gases” que
pertenece al Área Gris.
Riesgo de foco de emisión de polvo – El pigmento resultante de la limpieza de la cámara de combustión
es un residuo, que será tratado por los gestores autorizados.
Riesgo de contaminación con pigmento de la red de drenaje – Importante las buenas prácticas en
limpieza con mangueras o derrames de pigmento en la zona que puedan llegar a las arquetas de pluviales.
SEGURIDAD / SALUD:
Riesgo por uso de gas natural, zona ATEX
Riesgo por fugas de gases tóxicos
Riesgo de arranques remotos de equipos
Riesgo de condiciones de acceso adversas
Riesgos por producto a alta temperatura
Riesgo por proximidad a líneas de gas
Riesgo de foco de emisión de polvo
Riesgos de caídas al mismo o distinto nivel
31
SECCIÓN 264 – Descripción de la sección
Qué es la CALCINACIÓN:
• Una de las etapas CRÍTICAS del proceso productivo de fabricación del pigmento de TiO2 tanto
desde el punto de vista de la producción como de la seguridad.
• Es la etapa en la que el TiO2 alcanza la estructura cristalina deseada. La combustión del
gas natural aporta la energía necesaria y se distinguen 3 zonas de transformación:
evaporación de agua libre, desulfuración + evaporación de agua ligada y rutilización
(conversión de la estructura cristalina del TiO2 de anatasa a rutilo)
• La pulpa debe venir convenientemente adicionada (sulfato de aluminio, ácido fosfórico,
carbonatos potásico y sódico) en las proporciones correctas para que el producto final quede
acorde a las especificaciones. Estas pequeñas adiciones controlan las condiciones para que
se produzca la rutilización completa y el tamaño del cristal crezca hasta 0,22 micras.
• Las principales características que se buscan son TAMAÑO DE CRISTAL y PROPIEDADES
ÓPTICAS
32

33
SECCIÓN 264 – Descripción de la sección
Pincha en cada número para visualizar la zona/equipo y vuelve con

SECCIÓN 264 – Descripción de la sección
34

SECCIÓN 264 – Descripción de la sección
Cinta transportadora
Tornillo de alimentación
TORNILLO DE ALIMENTACIÓN
35

SECCIÓN 264 – Descripción de la sección
CALCINADORES
264/2 Calcinador
Uno por línea de 68 m de longitud
con motores para mantenerlo en
continuo giro. Calcina la pulpa
alimentada en el Área Gris. Tres
fases internas: Secado (de atm a
500ºC), desulfuración (500-700ºC) y
rutilización (700-950ºC). El
pigmento recorre el calcinador
durante 8 – 10h.
36

SECCIÓN 264 – Descripción de la sección
Accionamiento eléctrico
Accionamiento diésel
ACCIONAMIENTO DEL CALCINADOR
264/2 Motor eléctrico de giro del calcinador
Proporciona una velocidad de giro (rpm)
continua en función del caudal de alimentación
(lecho de pigmento uniforme). En caso de fallo
del equipo, se dispone de un motor diesel
auxiliar para el giro del calcinador.
37

SECCIÓN 264 – Descripción de la sección
Vista trasera de la cámara
CÁMARA DE COMBUSTIÓN
264/3 Cámara de combustión
Posibilidad de lazo de Control del calcinador
mediante Tª de cámara de combustión. Relación
directa %Rutilo y Tª cámara combustión-caudal
gas. Enclavamiento por alta Tª (>1345).
Control de la eficacia de la combustión mediante
tres detectores de llama.
38

SECCIÓN 264 – Descripción de la sección
PÓRTICO DE GAS
Pórtico de gas
Regulación de presión y caudal de gas natural
usado en la combustión. ZONA ATEX
39

SECCIÓN 264 – Descripción de la sección
CÁMARA DE POLVOS
Unión con el calcinador
Descarga del polvo
acumulado
40

SECCIÓN 264 – Descripción de la sección
CLAPETA DE DESCARGA
41

SECCIÓN 264 – Descripción de la sección
ENFRIADOR ROTATIVO
500ºC
120ºC
1000ºC
264/4 Enfriadores
Uno por línea que enfría el pigmento
a descarga del calcinador con aire y
agua. Consta de motores de
rotación. Su función es bajar la
temperatura del pigmento para que
pueda ser procesado despúes
42

SECCIÓN 264 – Descripción de la sección
TORNILLO DE MUESTRA RAMAN
264/30 Analizador RAMAN
Analiza el pigmento a la descarga del
calcinador. Medidor en línea necesario para
el control del rutilo. Existe la posibilidad de
limpieza del visor desde panel.
43
SECCIÓN 264 – Descripción de la sección
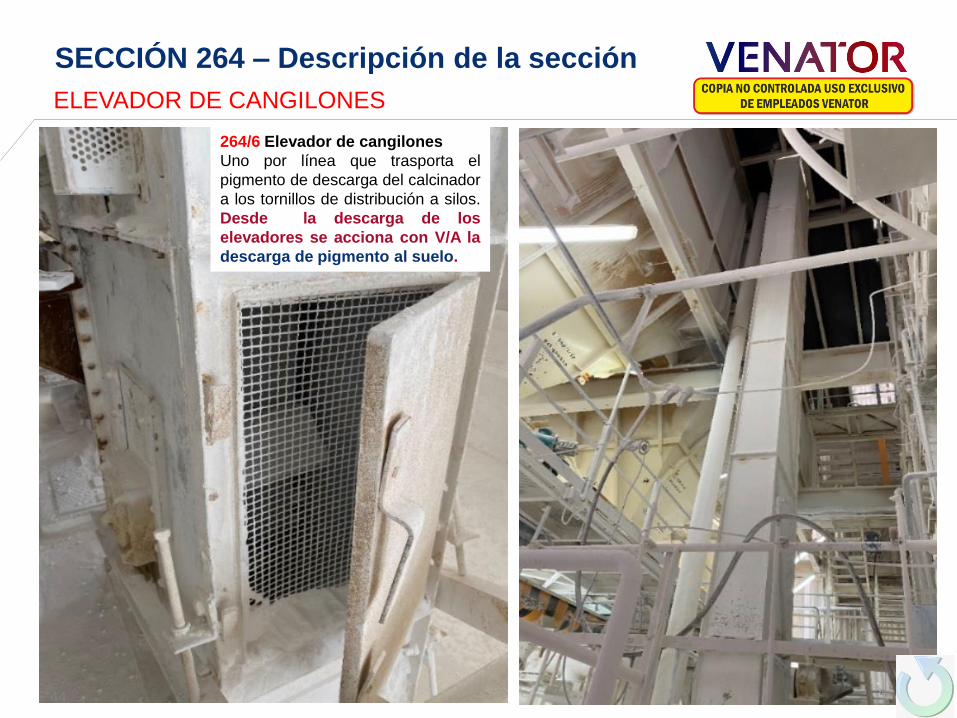
ELEVADOR DE CANGILONES
264/6 Elevador de cangilones
Uno por línea que trasporta el
pigmento de descarga del calcinador
a los tornillos de distribución a silos.
Desde la descarga de los
elevadores se acciona con V/A la
descarga de pigmento al suelo.
44

SECCIÓN 264 – Descripción de la sección
SOPLANTES DE AIRE PRIMARIO
264/12 Soplantes de aire primario
Soplante de aire primario (una por línea y otra en stand-by para uso de ambas). Mantienen el aporte de
aire para la combustión en exceso (1.1-1.30 sobre estequiométrico) según control en Panel.
Enclavamiento de seguridad. 45

SECCIÓN 264 – Descripción de la sección
SOPLANTES DE RECICLO
264/15 Soplante de reciclo
Soplante de gases de reciclo. Recirculación hasta cámara de combustión gases (Tª<550ºC) procedentes de
la cámara de polvo para mantener el flujo dentro del calcinador (Aire total~ 3400Nm3/tn) 46

SECCIÓN 264 – Descripción de la sección
SILOS DE ALMACENAMIENTO
264/13 y 264/8 Tornillos de distribución a silos
Distribución del pigmento a silos en función de la selección de menú.
264/7 Tornillo de descarga Proporciona la opción de
cruce de líneas en descarga de calcinadores a silos.
264/9/1-12 Silos de pigmento
6 silos por línea con capacidad
de 40 tn/silo
Lectura de niveles por parte del
Operador al inicio y mitad de
turno.
47

SECCIÓN 264 – Descripción de la sección
TOLVA DE REPROCESO
264/25 Tolva y tornillo de reproceso
Reproceso seco de cajones de pigmento o bolsas de pigmento al suelo en la alimentación del elevador de
cangilones. Permisivo de uso desde panel. SIEMPRE REPROCESAR SI HAY BOLSAS DISPONIBLES y será
efectuado por el Ayudante. No se puede reprocesar con ambas descargas de calcinadores juntos hacia L2 por
incapacidad en el tronillo 264/7. 48

RECORRIDO DE LA PULPA
SECCIÓN 264 – Proceso Productivo
49

LA PULPA LLEGA CON:
- 50% de H2O
- Carbonatos: (K2O y Na2O)
- Ac. Fosfórico: (P2O5)
- Sulfato de aluminio: (Al2O3)
- Otros
LA PULPA SE ADICIONA EN
UNA SECCIÓN ANTERIOR
CON: CARBONATOS,
SULFATO DE ALUMINIO Y
ÁCIDO FOSFÓRICO
SE FILTRA EN LOS
FILTROS PRENSA Y SE
REDUCE SU HUMEDAD
SE ALIMENTA A
TRAVÉS DE
UNAS CINTAS
PESADORAS Y
EL TORNILLO
SECCIÓN 264 – Proceso Productivo
50
SECCIÓN 264 – Proceso Productivo
TiO2
H20 LIBRE H20 LIGADA SOx RUTILIZACIÓN
PULPA TiO2: 50%
H2O: 50%
Otros:
GASES
GAS
AIRE 1º
RECICLO
AIRE 3º
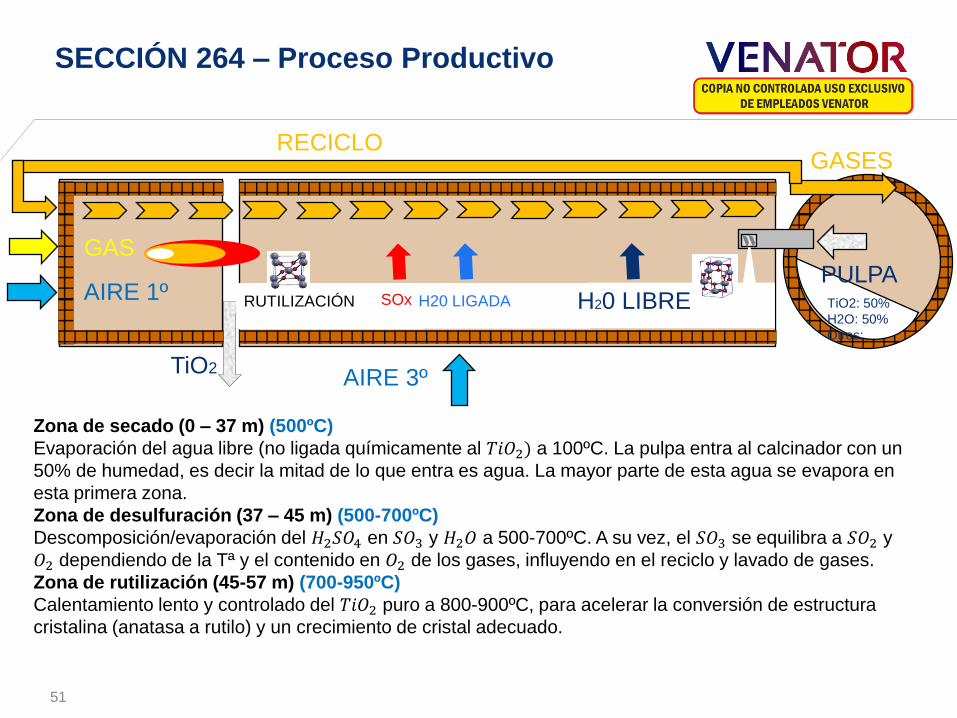
Zona de secado (0 – 37 m) (500ºC)
Evaporación del agua libre (no ligada químicamente al 𝑇𝑖𝑂2) a 100ºC. La pulpa entra al calcinador con un
50% de humedad, es decir la mitad de lo que entra es agua. La mayor parte de esta agua se evapora en
esta primera zona.
Zona de desulfuración (37 – 45 m) (500-700ºC)
Descomposición/evaporación del 𝐻2𝑆𝑂4 en 𝑆𝑂3 y 𝐻2𝑂 a 500-700ºC. A su vez, el 𝑆𝑂3 se equilibra a 𝑆𝑂2 y
𝑂2 dependiendo de la Tª y el contenido en 𝑂2 de los gases, influyendo en el reciclo y lavado de gases.
Zona de rutilización (45-57 m) (700-950ºC)
Calentamiento lento y controlado del 𝑇𝑖𝑂2 puro a 800-900ºC, para acelerar la conversión de estructura
cristalina (anatasa a rutilo) y un crecimiento de cristal adecuado.
51

264 – Control del calcinador
Horno rotativo de aporte de calor a la pulpa que fluye por acción de la gravedad (giro e inclinación). Transmisión de calor a
través de combustión de gas natural + aporte de aire externo + gases de reciclo
IMPORTANTE: Localización en campo de entradas incontroladas e indeseables de aire.
La posibilidad de entradas de aires externos (frío) no deseable e incontrolado puede alterar el control del calcinador al modificar las
condiciones de tiro del mismo. Es importante tratar de evitarlo y subsanarlo en caso de que se detecte. El nivel de O2 de los gases de
combustión da una idea de posibles entradas
Si ves algo raro (ruidos, fugas…) en torno al calcinador, avisa a tu piloto
52

264 – Control del calcinador
Variables de calidad a descarga del calcinador:
En función de las analíticas del pigmento de descarga de calcinador se va ajustando el control del mismo. El producto fabricado se almacena en los distintos silos en función de las características del pigmento y las variables en la descarga.
- Rutilo: Es el tipo de forma cristalina del TiO2 que fabricamos en Huelva. Especialmente indicada para plásticos.
- El color: Fabricamos BLANCO y el cliente nos va a pagar cuanto más blanco esté.
- Tamaño de cristal (CS) y Desviación (CSD): El tamaño de cristal y su desviación es importante para la aplicación final del cliente porque establece como de cubriente es nuestro pigmento.
- Metales: Colorean el pigmento y nosotros fabricamos BLANCO.
- Textura: Si el pigmento está muy duro, va a costar procesarlo en el C porque molerá mal y abrasionará allá por donde pase.
- Aditivos: Los aditivos establecen las condiciones de calcinación idóneas por lo que su ajuste ha de ser solicitado en función de la descarga del calcinador al Edificio B. Mira como de importante es que la muestra que
se toma del calcinador sea representativa para
que el control sea el mejor posible 53

SECCIÓN 264 – Proceso Productivo
EL PIGMENTO SE ALMACENA EN SILOS DEPENDIENDO DE SUS
CARACTERÍSTICAS. LA GESTIÓN DE ESTOS SILOS ES IMPORTANTE
PARA LA CONTINUIDAD DE LA PRODUCCIÓN DE PIGMENTO
REALIZANDO LAS MEZCLAS
CORRECTAS ES POSIBLE
PALIAR PROBLEMAS DE
CALIDAD Y REPROCESAR
TODO EL PIGMENTO
PRODUCIDO 54
Silo 2 Silo 3

264 – Descarga pigmento al suelo
El Operador tras ser informado de dicha maniobra revisará la zona y los stock de pallet´s y bolsas para ser
utilizados durante la descarga y dará confirmación a Panel para poder realizarla. Como prevención ante
descargas al suelo sin aviso previo al Operador, se mantendrá una bolsa colocada en la zona.
- Pigmento fuera de
especificación
- parada/avería del tornillo
1 ó 2/264/7.
- vaciado calcinador
Durante el proceso de almacenamiento del pigmento en los silos, nos podemos encontrar la necesidad de
descargar dicho pigmento al suelo a través de un conducto ubicado en la misma descarga del elevador (7ª
planta) y tornillo 1 ó 2 /264/7 hacia la planta baja, accionado con V/A desde panel.
Este pigmento será recogido unas bolsas “TIOTAINER” disponibles en la zona y mediante un sistema de
reparto llamado “Pantalón” donde a través de la manipulación de unas clapetas, seleccionamos la descarga
a una u otra bolsa.
55
Si hay pigmento al suelo, esta operación pasa a ser
prioridad 1 en el trabajo del ayudante

Las bolsas han de ser identificadas con pintura en espray dependiendo de la calidad de las
mismas con el siguiente código de colores:
Una vez llenas pasan a ser recogidas por una carretilla y trasladada a las zonas especificadas para su
almacenamiento.
SIEMPRE, se les colocará una funda de plástico para protegerlos de las inclemencias medioambientales,
aunque se almacenen en zonas cubiertas y protegidas o sea verano.
264 – Descarga pigmento al suelo
Juego V/M
Señalizado de bolsa
Bolsas vacías para
descarga de
pigmento al suelo
56

264 – Descarga pigmento cajones enfriador
Zona de
descarga a
cajón
Zona de izado
con uñas de
carretilla
Zona de acopio de cajones (bajo
bancada Calcinador)
Debido a la unión abierta entre el Calcinador y el Enfriador existe una pérdida de pigmento recogida en
cajones metálicos debido a la alta temperatura del pigmento en ese punto.
Estos cajones serán revisados para el control del nivel en los mismos y retirados al llenarse. Se retirarán
haciendo uso de la carretilla y se colocarán en la zona de acopio (alrededor de bancada del calcinador).
Al final del turno se comunicará al Piloto cuántos cajones han sido retirados para que quede constancia en
su relevo.
57
Es responsabilidad del ayudante el
reprocesar estos cajones o las bolsas de
vaciado del calcinador por la tolva de
reproceso del calcinador 1

264 - Toma de muestra DESCARGA CALCINADOR
Calcinación es una de las etapas fundamentales del proceso, ya que permite obtener la base para el pigmento final. La representatividad de la toma de muestra es muy importante ya que con ella se ajustan parámetros de etapas previas para dar consistencia al proceso y a la calidad del producto.
La toma de muestra se realiza en la trampilla junto al Raman. Es importante tomar el producto que cae (flecha verde) y no el que está almacenado (flecha azul) ya que el que se encuentra en el lecho de caída puede ser pigmento antiguo y por tanto se estaría analizando una muestra no representativa de lo que se está produciendo.
58
Si se introduce demasiado el cazo en el interior de la trampilla puede quedar
atrapado por el elevador con el consiguiente riesgo de atrapamiento.

269 Dispersión
59
269 Dispersión de pigmento
Descripción del proceso
Proceso productivo
Limpieza filtros magnéticos
SHE
60
269 – SHE
COMPUESTOS QUÍMICOS UTILIZADOS:
Agua
MIPA
Pigmento calcinado
Pulpa dispersa
MEDIO AMBIENTE:
Riesgo derrames – En la zona de tanques de
dispersión por rotura de tuberías de
aspiración/impulsión, reboses... que pudieran
afectar a la Ría. Los derrames de los tanques
de dispersión se conducen a la arqueta de
salida, donde hay colocada bomba sumergible,
desde la que se bombea al tanque de
barreduras.
SEGURIDAD / SALUD:
Riesgo por caída de objeto por desplome o
derrumbamiento
Riesgo de caídas al mismo y distinto nivel
Riesgos por exposición de sustancias nocivas o
tóxicas.
Riesgo por golpe con objetos móviles e inmóviles.
Específicas en el EMKP por su importancia:
Riegos eléctrico
Riego de atrapamiento
Ruido
61
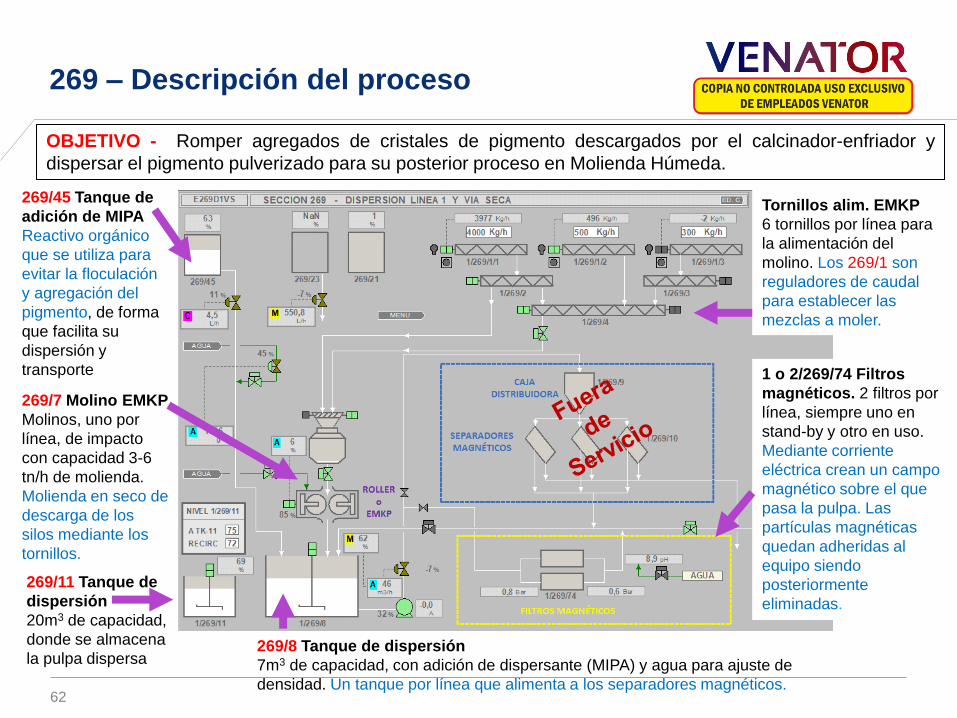
269 – Descripción del proceso
OBJETIVO - Romper agregados de cristales de pigmento descargados por el calcinador-enfriador y
dispersar el pigmento pulverizado para su posterior proceso en Molienda Húmeda.
269/7 Molino EMKP
Molinos, uno por
línea, de impacto
con capacidad 3-6
tn/h de molienda.
Molienda en seco de
descarga de los
silos mediante los
tornillos.
269/8 Tanque de dispersión
7m3 de capacidad, con adición de dispersante (MIPA) y agua para ajuste de
densidad. Un tanque por línea que alimenta a los separadores magnéticos.
Tornillos alim. EMKP
6 tornillos por línea para
la alimentación del
molino. Los 269/1 son
reguladores de caudal
para establecer las
mezclas a moler.
1 o 2/269/74 Filtros
magnéticos. 2 filtros por
línea, siempre uno en
stand-by y otro en uso.
Mediante corriente
eléctrica crean un campo
magnético sobre el que
pasa la pulpa. Las
partículas magnéticas
quedan adheridas al
equipo siendo
posteriormente
eliminadas.
269/11 Tanque de
dispersión
20m3 de capacidad,
donde se almacena
la pulpa dispersa
269/45 Tanque de
adición de MIPA
Reactivo orgánico
que se utiliza para
evitar la floculación
y agregación del
pigmento, de forma
que facilita su
dispersión y
transporte
62
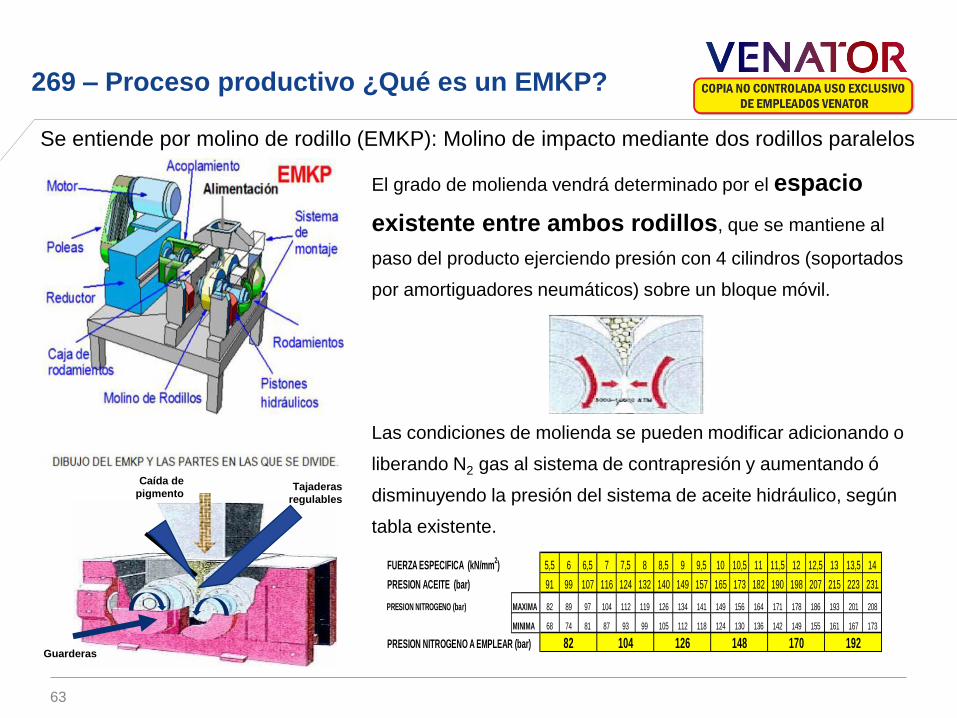
269 – Proceso productivo ¿Qué es un EMKP?
Se entiende por molino de rodillo (EMKP): Molino de impacto mediante dos rodillos paralelos
El grado de molienda vendrá determinado por el espacio
existente entre ambos rodillos, que se mantiene al
paso del producto ejerciendo presión con 4 cilindros (soportados
por amortiguadores neumáticos) sobre un bloque móvil.
Las condiciones de molienda se pueden modificar adicionando o
liberando N2 gas al sistema de contrapresión y aumentando ó
disminuyendo la presión del sistema de aceite hidráulico, según
tabla existente.
FUERZA ESPECIFICA (kN/mm2) 5,5 6 6,5 7 7,5 8 8,5 9 9,5 10 10,5 11 11,5 12 12,5 13 13,5 14
PRESION ACEITE (bar) 91 99 107 116 124 132 140 149 157 165 173 182 190 198 207 215 223 231
PRESION NITROGENO (bar) MAXIMA 82 89 97 104 112 119 126 134 141 149 156 164 171 178 186 193 201 208
MINIMA 68 74 81 87 93 99 105 112 118 124 130 136 142 149 155 161 167 173
PRESION NITROGENO A EMPLEAR (bar) 19217082 104 126 148
Tajaderas
regulables
Caída de
pigmento
Guarderas
63

269 – EMKP en planta
64

Los filtros magnéticos de ambas líneas tienen como objetivo retirar las partículas metálicas del pigmento
para evitar que afecte a la calidad final del pigmento producido. Tiene establecido un preventivo de
limpieza según:
269 – Limpieza filtros magnéticos
TURNO DE
TARDE
MARTES JUEVES
SEMANA IMPAR Filtro Mag. 1 de L1 Filtro Mag. 1 de L2
SEMANA PAR Filtro Mag. 2 de L1 Filtro Mag. 2 de L2
Es importante que los equipos queden limpios
para evitar deposiciones que resulten en atascos y
reboses del sistema.
En el caso de no poder realizar la limpieza:
- Comunicar al Piloto
- Dejar constancia en TEXTOPLANTA junto con
la justificación
- Comunicado al operador entrante de Turno de
Noche para que proceda a limpiarlo.
65
Esta tarea la realiza en la actualidad Mantenimiento Mecánico

278 Reproceso en húmedo
284 Reproceso seco
66

Esta carga es de pigmento procedente de varias zonas de la planta: limpieza de envasado, pigmento de los filtros de mangas y
ciclones, limpieza de los búnker, pigmento de las paradas y arranques de la línea, bielas de los secaderos, muestras sobrantes
de laboratorio, etc.
En la 2ª pta. del Edif. C, se encuentra la zona de preparación de dicha carga con una tolva por la que se echarán las bolsas
con ayuda de un polipasto.
En la preparación de la carga, se adicionarán entre 8 – 12 Tm de pigmento final, más agua hasta completar sobre un 85% del
nivel del tanque. La adición de agua se hará por programa y en dos tandas.
Al terminar la carga es importante el envío de la muestra a laboratorio. La cantidad que adicionemos de esta barredura,
dependerá de la calidad de la muestra que hayamos enviado a laboratorio de esta carga preparada, y de la calidad del
pigmento final.
Tan importante como la operación es recoger las bolsas y pallets usados para mantener el orden y limpieza de la zona
278/12 – Reproceso de bolsas (en húmedo)
Polipasto
Tolva
Zona de acopio de cajones (bajo
bancada Calcinador) IMPORTANTE!!
Comprobar que el
agitador funciona
correctamente
Comprobar que no hay
partículas no deseadas
en las bolsas (maderas,
plásticos, hierros..)
67

284 – Reproceso seco (en tornillo 1 y 2/284/11)
Nos podemos encontrar la necesidad de reprocesar bolsas de pigmento de final o no conforme directamente al elevador
de cangilones que alimenta a micronizado de manera manual. Para ello disponemos de una tolva por línea para alimentar
el tornillo 284/11 pudiendo reprocesar de 1 a 4 toneladas al turno (según indicaciones del mando).
Una vez consumida la bolsa se procederá a parar, comunicándoselo al Panel, y proceder a seleccionar la siguiente bolsa
(según indicaciones del mando) localizada en la primera planta.
Se llevará un recuento del número de bolsa introducido, línea y la hora de inicio. Este recuento se le entregará al Piloto
para que lo deje reflejado en el relevo de TEXTOPLANTA.
Tolva
INSTRUCCIONES DE REPROCESO
1. Colocar la bolsa seleccionada (según indicaciones del mando)
cerca de la tolva mediante el uso de traspaleta.
2. Llamar a Panel para confirmar la marcha de la línea en la que se
va a reprocesar, la alimentación mayor a 4tn/h e indicar que se va
a comenzar a reprocesar.
3. Apuntar la hora, número de la bolsa y línea en la que se reprocesa.
4. Reprocesar con ayuda de la pala a ritmo constante.
5. En caso de encontrarse algún objeto extraño o piedra en la carga,
retirar del tamiz de la tolva.
6. Al terminar o efectuar descanso, volver a contactar con Panel para
indicarlo.
Línea 2
Línea 1
68
FC5 SOLO puede reprocesarse en FC5
TR28 puede reprocesarse en FC5, TR28 o TR29
293 Envasado
69

293 Envasado
Descripción del proceso
Proceso productivo – ensacado de pigmento
Ensacado en Tiotainers
SHE
70

293 – SHE
COMPUESTOS QUÍMICOS UTILIZADOS:
Pigmento final según grado
Tinta negra
Disolvente
MEDIO AMBIENTE:
Riesgo por roturas de embalajes
• En caso de rotura de embalajes serán considerados residuos y entregados al gestor.
• El pigmento será recogido y tratado en planta.
SEGURIDAD / SALUD:
Mecanismos móviles accesibles
Manipulación de cargas
Uso de carretillas elevadoras
Riesgo por productos químicos peligrosos
Riesgo por inhalación de polvo
Riesgo de arranque remotos de equipos
71

293 – Descripción del proceso
OBJETIVO - Empaquetado del pigmento final y etiquetado en diferentes formatos según requerimiento de
clientes.
287/13 Sistema antiguo de
Tiotainers
Sistema en stand-by para la
producción de bolsas de 1000 kg
directamente desde el búnker de
descarga de Micronizado (sin
intervención del sistema de
trasporte neumático). Consta de
sistema de fluidificación. Su
capacidad es de unas 30tn
(dependiendo de la densidad
aparente del pigmento).
Sistema de transporte
neumático
Sistema para el envío del
pigmento desde el búnker de
descarga del Micronizado hasta
el búnker del sistema de
envasado. Utiliza aire
comprimido secado y con baja
temperatura para favorecer el
enfriado del pigmento previo a
su embalaje.
293/155
Búnker sistema envasado
Consta de sistema de extracción
de aire del transporte, recogida
de finos del mismo (sistema de
filtro de mangas) y fluidificación.
Su capacidad es de unas 25tn
(dependiendo de la densidad
aparente del pigmento).
Ens. Haver y Paletizadora
Sistema automático de
envasado en sacos de papel o
plástico de 25kg, rechazo por
peso o metales y marcado.
Ens. Tiotainers
Sistema semiautomático de
ensacado en bolsas de 1000kg
o 500kg. En esta parte es
necesaria la intervención del
Operador de Envasado.
72

293 – Ensacado
Ensacado de Tiotainers
Línea de ensacado de Haver y Paletizado
Ensacado de bolsas
Ensacado Tiotainers
Sistema antiguo
73

El pigmento transportado hasta el búnker del ensacado puede ser envasado en formato de bolsas de
1000 kg y 500 kg.
Las bolsas, rotuladas igual independientemente del grado, son colocadas en la ensacadora utilizando
las asas y abrochando la boca a la salida del pigmento. Tras la colocación de la bolsa se acciona el sistema
de llenado por el cual se rellenará la bolsa con la cantidad establecida sometiendo a vibraciones intermedias
a la misma para un llenado más eficiente.
De estas bolsas, una vez llenas, se tomarán muestras acorde con la periodicidad del muestreo
establecida.
Al terminar, se debe abrochar la boca de pigmento para evitar derrames, colocar las etiquetas
previamente impresas y disponibles en la mesa, y colocar el plástico de cubierta. Las bolsas se mantendrán
en la zona de acopio hasta tener 2 para su transporte con la carretilla doble.
293 – Ensacado de Tiotainers
Sistema
de
llenado y
agarre
Mesa
vibratoria
Zona de acopio Control y Mesa de muestras
74

Toma de muestras edificio C
75
76
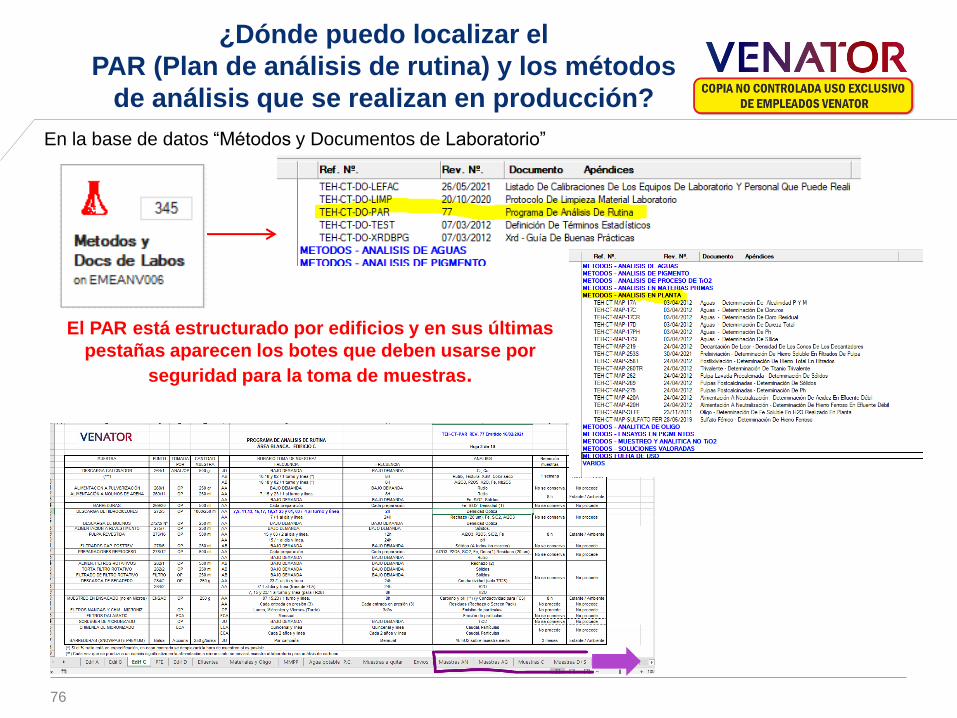
¿Dónde puedo localizar el
PAR (Plan de análisis de rutina) y los métodos
de análisis que se realizan en producción?
En la base de datos “Métodos y Documentos de Laboratorio”
El PAR está estructurado por edificios y en sus últimas
pestañas aparecen los botes que deben usarse por
seguridad para la toma de muestras.
Tipos de muestras
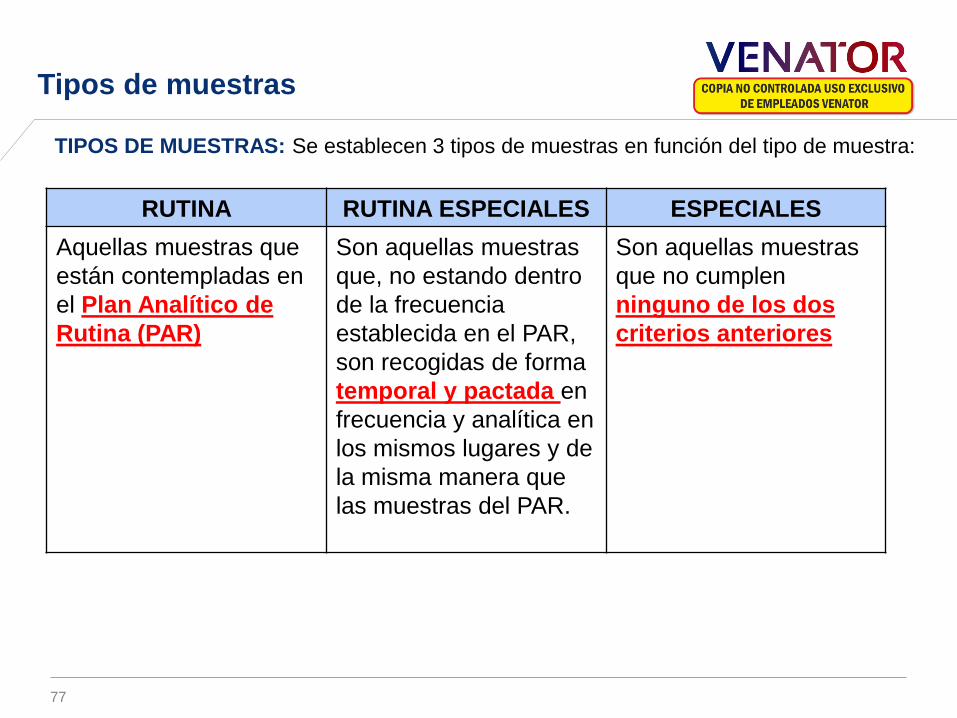
TIPOS DE MUESTRAS: Se establecen 3 tipos de muestras en función del tipo de muestra:
77
RUTINA RUTINA ESPECIALES ESPECIALES
Aquellas muestras que
están contempladas en
el Plan Analítico de
Rutina (PAR)
Son aquellas muestras
que, no estando dentro
de la frecuencia
establecida en el PAR,
son recogidas de forma
temporal y pactada en
frecuencia y analítica en
los mismos lugares y de
la misma manera que
las muestras del PAR.
Son aquellas muestras
que no cumplen
ninguno de los dos
criterios anteriores

PAR para calcinación y edificio C
78 Esta versión puede estar obsoleta. Ir a la base de datos para obtener la más actualizada

79
Etiquetado y envase de muestras
TIPO DE ENVASE Proceso
Muestra PFE Calcinador Sólido
(secadero)
Líquido t ª<70ºC Líquido tª >70ºC
TIPO DE
ENVASE
Saco de
papel
Cazo Saco de
papel
Frasco
plástico
rosca
estrella
Frasco plástico alta
temperatura 30107980
TIPO DE
ETIQUETA
Incluida en
el saco de
papel
Rutina
No lleva
Especial
La del Edificio
C
C D+S
30104136
30104137
30104138
30104139
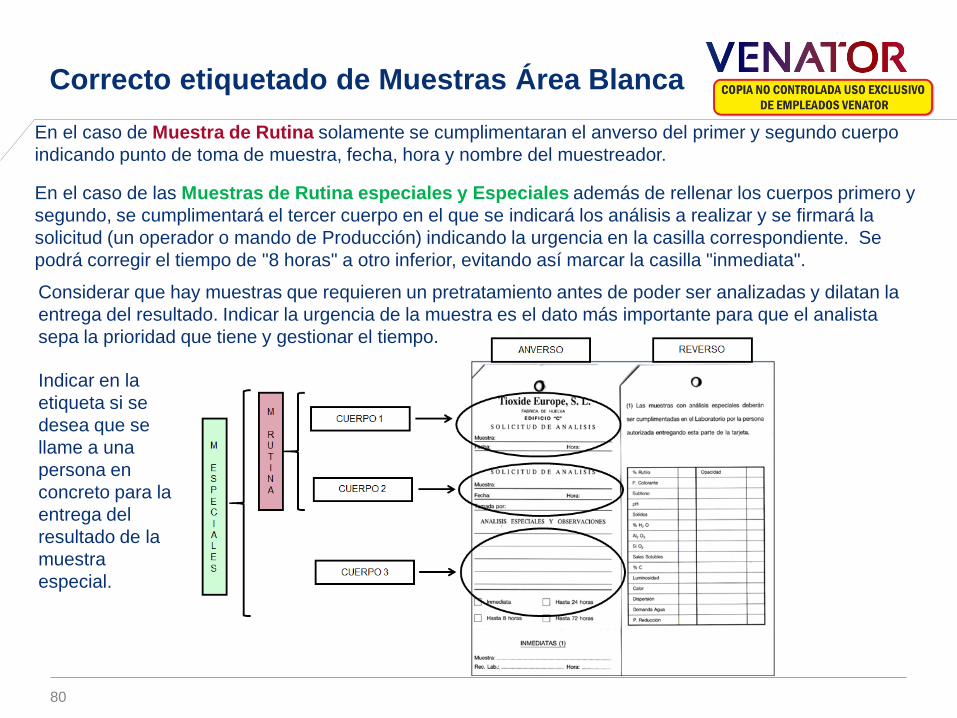
En el caso de Muestra de Rutina solamente se cumplimentaran el anverso del primer y segundo cuerpo
indicando punto de toma de muestra, fecha, hora y nombre del muestreador.
En el caso de las Muestras de Rutina especiales y Especiales además de rellenar los cuerpos primero y
segundo, se cumplimentará el tercer cuerpo en el que se indicará los análisis a realizar y se firmará la
solicitud (un operador o mando de Producción) indicando la urgencia en la casilla correspondiente. Se
podrá corregir el tiempo de "8 horas" a otro inferior, evitando así marcar la casilla "inmediata".
Correcto etiquetado de Muestras Área Blanca
Considerar que hay muestras que requieren un pretratamiento antes de poder ser analizadas y dilatan la
entrega del resultado. Indicar la urgencia de la muestra es el dato más importante para que el analista
sepa la prioridad que tiene y gestionar el tiempo.
Indicar en la
etiqueta si se
desea que se
llame a una
persona en
concreto para la
entrega del
resultado de la
muestra
especial.
80

Se anotará la siguiente información en función en el saco de papel
en función del tipo de muestra de pigmento final:
81
Rellenado de etiquetas de Pigmento Final
Ensacado
(FPP)
Bolsa
chequeo
Bolsa
arranque
Bolsa
parada
Entrada
en
presión
Ensacado
EXPERI-
MENTAL
Fecha X X X X X X
Hora X X X X X X
Línea X X X X X X
Grado X X X X X X
Nº serie X X X X X
Nº pallet X X X X X
Otros --- ANOTAR
CHEQUEO
Y NÚMERO
DE BOLSA
INDICAR
ARRANQUE
LINEA
INDICAR
PARADA
LINEA
INDICAR
ENTRADA
EN
PRESIÓN
INDICAR
PRUEBA

Consideraciones durante la toma de muestras
Un análisis útil empieza por una toma de muestra correcta y representativa
Para evitar casos de contaminación cruzada que den lugar a resultados erróneos
posteriores y/o accidentes/incidentes:
82
BOTES LIMPIOS
SIN MATERIAS EXTRAÑAS
EN SU INTERIOR O RESTOS
DE MUESTRAS
INTEGRIDAD FÍSICA DEL FRASCO
TAPÓN CUERPO ROSCA
GARANTIZA SU ESTANQUEIDAD
ENJUAGAR EL RECIPIENTE CON LA
PROPIA MUESTRA SI ES POSIBLE
POR TU SEGURIDAD Y LA DE TUS
COMPAÑEROS:
DESÉCHALO SI ESTÁ EN MAL ESTADO
El frasco debe llegar al laboratorio limpio exteriormente y con la etiqueta legible

83
Si tienes alguna duda o quieres saber más, ponte en
contacto con Alicia Antillano en
o en la extensión 215 de tu teléfono fijo