Cap IX Materiales Metalicos
38
CAPITULO IX MATERIALES METÁLICOS 9.1 MATERIALES METALICOS.- Los metales raramente se encuentran nativos en la Naturaleza en cantidad suficiente para poder ser empleados industrialmente, hallándose combinados químicamente con otros cuerpos de composición muy variada, formando la mena, a la que acompañan otras substancias de naturaleza térrea, llamada ganga, y el conjunto de la mena y la ganga es lo que constituye el mineral, por lo tanto, para obtener un metal hay que efectuar con los minerales una serie de operaciones mecánicas y químicas que consisten en separar la mena de la ganga y después aislar el metal. Al conjunto de estas operaciones, que además de la extracción de los metales de los minerales comprende también el estudio de sus propiedades tales como densidad, dureza, elasticidad, tenacidad, conductividad, etc. se llama metalurgia, y cuando se trata de obtener exclusivamente el hierro, siderurgia. 9.1.1Preparación de los minerales.- Las operaciones metalúrgicas se inician en instalaciones denominadas lavaderos de mineral, y los trabajos que se realizan, en forma general son los siguientes: Trituración: Comprende el extraído del mineral, y su fragmentación, reduciéndolo a diversos tamaños mediante chancadoras, machacadoras de mandíbulas, quebrantadoras, bocartes, molinos, etc. Lavado: Consiste en poner el mineral en suspensión en el agua en movimiento, con lo cual se depositan o son arrastrados, según sus densidades, empleándose cajas, mesas y cribas de sacudidas. Separación: Por medio del empleo de magnetismo, atracciones electrostáticas ó flotación mediante espumas que engloban los minerales. 1
-
Upload
nelson-gerardo-cuentas -
Category
Documents
-
view
117 -
download
2
Transcript of Cap IX Materiales Metalicos

CAPITULO IXMATERIALES METÁLICOS
9.1 MATERIALES METALICOS.-
Los metales raramente se encuentran nativos en la Naturaleza en cantidad suficiente para poder ser empleados industrialmente, hallándose combinados químicamente con otros cuerpos de composición muy variada, formando la mena, a la que acompañan otras substancias de naturaleza térrea, llamada ganga, y el conjunto de la mena y la ganga es lo que constituye el mineral, por lo tanto, para obtener un metal hay que efectuar con los minerales una serie de operaciones mecánicas y químicas que consisten en separar la mena de la ganga y después aislar el metal. Al conjunto de estas operaciones, que además de la extracción de los metales de los minerales comprende también el estudio de sus propiedades tales como densidad, dureza, elasticidad, tenacidad, conductividad, etc. se llama metalurgia, y cuando se trata de obtener exclusivamente el hierro, siderurgia.
9.1.1 Preparación de los minerales.-
Las operaciones metalúrgicas se inician en instalaciones denominadas lavaderos de mineral, y los trabajos que se realizan, en forma general son los siguientes:
Trituración: Comprende el extraído del mineral, y su fragmentación, reduciéndolo a diversos tamaños mediante chancadoras, machacadoras de mandíbulas, quebrantadoras, bocartes, molinos, etc.
Lavado: Consiste en poner el mineral en suspensión en el agua en movimiento, con lo cual se depositan o son arrastrados, según sus densidades, empleándose cajas, mesas y cribas de sacudidas.
Separación: Por medio del empleo de magnetismo, atracciones electrostáticas ó flotación mediante espumas que engloban los minerales.
Calcinación: Se practica para aumentar la porosidad, desecar, eliminar algún elemento nocivo volátil y verificar una oxidación previa para su mejor extracción.
9.1.2 Fundentes.-
Son los cuerpos añadidos a los minerales para que se combinen con las gangas y cenizas de los combustibles, dando compuestos fácilmente fundibles llamados escorias, pues de no añadirse, se combinarían con las gangas, perdiéndose gran parte del metal. La naturaleza del fundente depende de la de la ganga del mineral y de la temperatura a la que se desea que se verifique la fundición. Si es ácida (silícea o aluminosa), se emplea un fundente básico, como el carbonato cálcico, dolomía o fosfato cálcico. Si la ganga es básica, se añade fundente silícico, arcilla, pizarra arcillosa, arenisca. La mezcla del mineral y fundente se hace antes de cargar los hornos.
9.1.3 Procedimientos de obtención de metales.-
1

Los procedimientos generales son:
a) Reducción de los óxidos por el carbón:
b) Tostación de los sulfuros:
c) Disociación por el calor:
d) Por sustitución mediante aluminotermia, mezclando un óxido con aluminio en polvo, encendiendo en un punto:
e) Por electrólisis:
9.1.4 Purificación o afino.-
Los metales obtenidos por primera vez están contaminados por otros cuerpos lo que obliga a realizar su purificación o separación (proceso llamado también afino), el que puede ser realizado por alguno de los procedimientos, como ser: licuación, por tener esos materiales distinto punto de fusión; por oxidación de la impurezas a gran temperatura y, finalmente, por electrólisis, colocando como ánodo el metal impuro, y como cátodo, una placa del mismo metal puro y otro metal fácilmente separables, quedando las impurezas disueltas en el electrolito o precipitado en forma de fangos anódicos.
9.1.5 Reductores y combustibles.-
Se llaman así a aquellos materiales que posibilitan la fusión de la materia prima para la obtención del metal, generalmente se utiliza el carbón de madera o vegetal, el coque y el gas de gasógeno.
a) Carbón vegetal: Obtenido por destilación seca de la madera fuera del contacto del aire, tiene una composición aproximada del 81% de C., 4% de H., 14% de O. y N. y 0,1 % de cenizas. Su densidad es de 1,2 y tiene un poder calorífico de 7.600 Kcal/Kg.
b) Coque: Es el residuo sólido combustible de la destilación de la hulla fuera de contacto del aire. Su composición es: 90% de C., 8% de cenizas, 0,4% H., 1,6% de O2, 0,1% de N., 0,1% de S. Tiene un poder calorífico de 8.000 a 9.500 Kcal/Kg.; densidad, 1,4 y gran resistencia a la compresión: 100-200 Kg/cm2.
c) Gas de gasógeno: Obtenido por la combustión incompleta del carbón, está formado por óxido de carbono e hidrógeno y nitrógeno del aire. Se llama también gas Siemens, Dawson, etc. y tiene un poder calorífico de unas 2.000 Kcal/m3.
9.2 PROPIEDADES DE LOS METALES.-
Los metales empleados en la construcción, para ser empleados industrialmente deben ser, además de fácil obtención, fáciles de poder darles las formas más apropiadas, según su empleo, y el de alcanzar ciertas resistencias.
2

La forma se comunica a los metales fundiéndolos, colando en moldes donde solidifica y enfría según su mayor o menor fusibilidad; por medios mecánicos a elevada temperatura, según su forjabilidad; en frío según su maleabilidad, y, finalmente por separación y acoplamiento, según las propiedades de fácil corte y soldadura.
Las otras propiedades de los metales, como el color, dureza, térmicas, eléctricas, químicas, etc., se describirán en el estudio de las propiedades de cada metal.
9.2.1 Fusibilidad.-
La facilidad de poder emplear este procedimiento es tanto mayor cuanto más bajo sea su punto de fusión y cuanto más pequeños sean el calor específico y el calor de fusión. El metal en estado líquido debe tener cierta fluidez, para que penetre en los huecos más pequeños. Interesa mucho conocer la contracción de volumen para que no queden espacios vacios o rechupados, y también que no desprenda gases del metal que se solidifica, pues proyecta trozos fuera del molde, dejando huecos y desgarros denominados venteaduras.
Se determinan numéricamente el punto de fusión, calor específico, contracción, por medidas de temperatura y longitudes con aparatos apropiados. La fluidez puede apreciarse colando el metal en un canal en forma de espiral y observando hasta qué longitud llega a llenar el molde.
9.2.2 Forjabilidad.-
Es la capacidad de poder soportar un metal, en estado sólido o en caliente, una variación de su forma por acciones mecánicas de martillos, laminadores y prensas, sin pérdida de la cohesión. Depende de la dureza, límite elástico, conductividad para el calor, etc., no conociéndose medida para apreciarla, haciéndose pruebas de forja empíricas, que consisten en reducir a una torta, valiéndose de la forja, una pieza de prueba colada en un molde apropiado, no debiendo agrietarse en los bordes. Cuando no se puede forjar en caliente o en frío, se dice que es frágil o quebradizo en caliente o en frío, debiéndose este hecho a la presencia de impurezas.
En el acero la forjabilidad y maleabilidad dependen de la composición química, siendo los de pequeño tanto por ciento de carbono y poco aleados los que mejor se pueden deformar, ofreciendo poca resistencia y siendo el valor límite para la forja 1,7% de carbono.
Elevados tantos por ciento de azufre y oxígeno hacen que el acero sea quebradizo al rojo. La modificación de la forma se hace paulatinamente para transformar la textura, y a temperaturas inferiores a 900º se necesita aumentar la fuerza deformante.
9.2.3 Maleabilidad.-
Es la propiedad de los metales de poder modificar su forma a la temperatura ordinaria por acciones mecánicas de martillado, estirado y laminado. La diferencia que existe
3

entre la forjabilidad y la maleabilidad es que en la primera se puede modificar la forma hasta donde se quiera, mientras la temperatura de la pieza no desciende más que lo necesario para ello, y en la segunda queda limitada en una fase determinada por la pérdida de la maleabilidad, volviéndose duro y quebradizo (agrio), y es necesario devolverle, mediante un recocido, la maleabilidad primitiva. Se ensaya la maleabilidad mediante pruebas análogas a las de forjabilidad. La prueba de embutir se hace produciendo con un martillo una abolladura en una chapa, y no deben presentarse grietas. En el hierro, cuando es quebradizo en frío se atribuye a excesivo tanto por ciento de fósforo.
9.2.4 Ductilidad.-
Es una de las importantes propiedades del Acero, y debe entenderse como la propiedad de poderse alargar un cuerpo en la dirección de su longitud, convirtiéndole en alambre o hilos. Depende de la tenacidad, siendo necesario que tengan un límite aparente de elasticidad bajo y sean resistentes y medianamente blandos.
El estirado del metal, pasando por los orificios de una hilera, se hace en frío porque la resistencia disminuye generalmente con la temperatura. El metal estirado en hilera se endurece y vuelve frágil (agrio), debiendo ser recocido y desoxidado por decapado o inmersión en un ácido.
Los metales más dúctiles son los preciosos: oro, plata, platino, siguiendo en orden de ductilidad el aluminio, hierro, cobre, cinc, estaño y plomo.
9.2.5 Tenacidad.-
También es una de las propiedades características del acero y es la resistencia a la rotura por tracción que tienen los cuerpos, debido a la cohesión de las moléculas que los integran, expresándose en kilogramos por milímetro cuadrado. La aumentan los tratamientos mecánicos de martillado, laminado y trefilado y ciertas proporciones de otros cuerpos o impurezas, como el carbono en el hierro para convertirlo en acero; en cambio, otros la disminuyen, como el azufre. La elevación de temperatura disminuye la tenacidad.
Se aprecia en el ensayo de la tenacidad o resistencia a la tracción, la elasticidad y el alargamiento.
9.2.6 Facilidad de corte.-
Es la propiedad de poderse separar en pedazos con herramientas cortantes. Los metales que no posean esta propiedad, al cortarles se desprenden trozos irregulares. Los metales muy duros, en general no se prestan al corte, y los muy blandos, como el plomo, se adhieren al filo de la herramienta (empastan) impidiendo la formación de un corte liso.
9.2.7 Soldabilidad.-
4

Es la propiedad de poderse unir por presión dos metales hasta formar un trozo único. Esta unión sólo puede hacerse a elevada temperatura, presentando la dificultad de poderse formar, al calentar los trozos a unir, una capa de óxido que impida el contacto. Se evita empleando substancias como el bórax (polvo de soldar), que esparcidos por las piezas antes de la soldadura, forman una escoria muy líquida que disuelve los óxidos y escapa al aproximar los trozos a soldar.
La soldadura se puede hacer al rojo mediante el martillo o forja, y por fusión, mediante el soplete (autógena), electricidad y aluminotermia.
9.2.8 Oxidabilidad.-
Por la acción del oxígeno del aire se oxidan todos los metales menos los nobles (oro, plata, platino), recubriéndose de una capa de óxido o de carbonato, y si es impermeable, protege al resto del metal, como el cinc, aluminio, plomo, cobre, etc., pero si es permeable la capa de óxido, como el hierro, se forma la herrumbre u orín, penetrando hasta el interior, destruyendo con el tiempo todo el metal. Se evita aleándolos con otro metal o recubriendo con pinturas u otros metales.
9.3 HIERRO.-
Industrialmente se designa con el nombre de hierro, no al elemento químico de símbolo Fe, sino a las aleaciones del hierro con otros elementos que le acompañan en forma de impurezas, en su obtención o añadidos expresamente para modificar sus propiedades, como el carbono, silicio, manganeso, fósforo, azufre, etc. Se denominan fundición, hierro dulce y acero
9.3.1 Bosquejo histórico.-
No se sabe cuando comenzó a ser usado por el hombre, habiéndose hallado útiles de tiempos remotísimos, hechos con hierro meteórico, que es una aleación de hierro-níquel, y fósforo como impureza, y que tiene la propiedad de poderse forjar sin preparación previa.
En Egipto y en las ruinas de Nínive se han hallado útiles empleados para la talla del granito y pórfido, asignándoles una antigüedad de 6.000 años.
Según los historiadores, existieron las edades de piedra, bronce y hierro, suponiendo fuera el bronce conocido antes que el hierro, siendo negado desde el punto de vista metalúrgico, por ser mucho más complicada la obtención del bronce que la del hierro, y el que hayan llegado hasta nuestros días enseres y herramientas prehistóricas de piedra, hueso, bronce y apenas de hierro, se explica fácilmente porque el bronce no se oxida hasta convertirse en polvo, como el hierro.
Los antiguos obtuvieron el hierro en fosos practicados en el suelo o en vasijas cerámicas empotradas, empleando el mineral mezclado con carbón de madera, avivando la combustión con fuelles hechos con odres.
5

Durante la Antigüedad y Edad Media, sólo se conoció el hierro y el acero, pues la fundición se obtuvo en el siglo XV, época del descubrimiento del alto horno, al pretender forzar la producción del hierro, dando a los hornos mayor capacidad y altura.
9.3.2 Materias primas.-
Para la obtención del hierro se necesitan, además de los minerales ferrosos otras substancias, como los fundentes y carbón.
Los minerales de hierro más importantes son:
a) Óxido ferroso férrico (Fe3O4):
Llamado también magnetita o piedra imán, de color negro más o menos brillante. Contiene del 45 al 70% de hierro, y como impureza, azufre y fósforo. Densidad, 4,9 – 5,2; cristaliza en el sistema cúbico.
b) Oxido férrico anhidro (Fe2O3):
Conocida como hematites roja en forma cristalina o hierro oligisto, de color rojizo en terrosa ocre roja. Su contenido en hierro es de un 40 a 65%, y muy pocas cantidades de fósforo y azufre.
c) Oxido férrico hidratado (Fe2O3 . H2O):
Llamada también hematites parda y limonita; se halla en forma terrosa más o menos compacta y en forma de esferitas u oolicita (limonita). El contenido en hierro oscila del 30 al 45% y algo de fósforo.
d) Carbonato ferroso (CO3Fe):
Conocido como siderosa o hierro espático, suele contener hasta un 40% de hierro, de color pardo amarillento; le acompañan el manganeso, cromo y arcilla, formando la esferosiderita, terrosa, de color pardo, y con el carbón forma el llamado hierro de las hulleras o hierro carbonoso litoideo, siendo de fácil reducción.
e) Pirita de hierro o marcasita (S2Fe):
No se emplea directamente para la obtención del hierro por su pequeño contenido en este material, pero se pueden aprovechar después de haber eliminado el azufre por tostación en las fábricas de ácido sulfúrico.
9.3.3 Fundentes.-
Cuando la ganga del mineral es ácida se agrega fundente básico, como el carbonato cálcico, llamado castina, y si es básica, el fundente debe ser ácido, como arcillas, arenisca, denominado erbua.
6

De no añadir el fundente, la escoria estaría formada por silicatos alumínico-férricos, perdiéndose hierro, y con los fundentes el silicato que se forma es alumínico-cálcico.
A veces se añade manganeso para rebajar el punto de fusión y comunicarle a la vez mayor dureza.
9.3.4 Combustibles.-
En los altos hornos se suele emplear generalmente coque metalúrgico. En los países ricos en bosques, el carbón de madera, y donde se dispone de energía eléctrica abundante, la electricidad en altos hornos eléctricos.
9.3.5 Obtención del hierro.-
El hierro puede ser obtenido en estado sólido por el procedimiento de las forjas catalanas, o en estado líquido en los altos hornos.
a) Forjas catalanas.- Por este procedimiento se obtiene hierro dulce o forjable y también acero, pero es sólo aplicable a minerales muy ricos, por ser de escaso rendimiento, y ya no tiene nada más que valor histórico.
Las forjas catalanas están formadas por un hogar abierto. Se carga con carbón de madera la mitad más próxima a la tobera, y con mineral, la otra, y se inyecta aire mediante una tobera de cobre, unida a unas trompas de agua muy ingeniosas. Como no se alcanza gran temperatura no se podía fundir el hierro, pero sí la escoria resultante de unirse el metal con la ganga, y el hierro se acumula en el fondo del crisol en fragmentos esponjosos, obteniéndose una bola o zamarra, que un operario, mediante un espetón, aproxima a la tobera para desalojar el exceso de carbón. A este hierro esponjoso se le daba compacidad por medio de martinetes, expulsando la escoria y dándole forma de barras. En unas seis horas se llegaban a obtener unos 200 kilogramos.
Se verifican las siguientes reacciones: el carbón, al arder, forma el anhídrido carbónico:
C + O2 = CO2;
El cual es reducido, por el carbón al rojo, a óxido de carbono:
CO2 + C = 2CO
Este óxido de carbono, a su vez, reduce al mineral de hierro:
Fe2O3 + 3 CO = 3 CO2 + 2 Fe;
y en la zona donde no hay tanta temperatura, el óxido férrico sólo es reducido a óxido ferroso:
7

Fe2O3 + CO = CO2 + 2 FeO
Y este óxido ferroso es el que se combina con la arcilla para dar una escoria de silicato alumínico-férrico, no aprovechándose bien el mineral, siendo, por lo tanto, de poco rendimiento.
b) Altos hornos.- Tienen un perfil de dos troncos de cono adosados por las bases mayores recibiendo el nombre de cuba, el superior y etalajes, el inferior, el cual se prolonga en forma de cilindro, llamado crisol, y en cuya unión están situadas las toberas
Debajo de las toberas hay un orificio, llamado bigotera, para sangrar las escorias, y en el fondo del crisol, otro, para dar salida al hierro líquido, y se denomina piquera. La parte superior por donde se carga el mineral se llama tragante, estando provista de un cierre especial de campana que permite el llenado sin que se escapen los gases. Se les da esta forma a los altos hornos porque la carga, al calentarse, se dilata, y después, al reblandecerse, se contrae. Este perfil también responde al movimiento de los gases de abajo arriba, ocupando mayor volumen al dilatarse por la gran temperatura que hay en el crisol; en la zona de los etalajes se ensancha hacia arriba, y estrechándose en la cuba, donde están más fríos y ocupan menos volumen.
Las dimensiones varían según sea la naturaleza y tamaño de los minerales. Su altura oscila de 20 a 30 m. El diámetro del vientre, de 6 a 8 m. y el del crisol, de 3 a 5m. La capacidad de producción varía de 200 a 800 Tn. diarias. El número de toberas suele ser 12.
8■
■
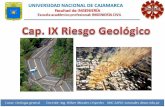
Tragante
Vientre
Tobera
Piquera
cuba
atalaje
crisolbigotera
Zona de desecación400º
Zona de reducción600 - 800º
Zona de carburación1000º
Zona de fusión1400º

Fig. 1 Alto HornoLas paredes de la cuba están hechas con ladrillos refractarios de chamota, con un espesor medio de 80 cm. Descansando sobre un anillo de hierro sostenido por columnas, quedando los etalajes y crisol descargados del peso de la cuba, teniendo menor espesor. La cuba se refuerza con zunchos de hierro o se forra de palastro, como los etalajes, estando éstos y el crisol refrigerados por una camisa de agua.
Los gases que se desprenden a 200-300º son conducidos, después de ser depurados, a las estufas Cowper o regeneradores, formados por una torre cilíndrica en cuyo interior hay una zona o pozo de combustión y un acumulador de calor constituído por un enrejado de ladrillos refractarios que se calientan al rojo. Estos gases arden en el pozo de combustión y se les hace descender por el acumulador, siendo después expulsados a la chimenea. Cuando una estufa se ha calentado, se dirigen los gases a otra y se aspira el aire a través de ella, con lo que se logra introducir el aire por las toberas a una presión de una a dos atmósferas y 800ºC. De esta forma se consigue una gran economía de combustible. Además, estos gases de altos hornos se emplean para obtener la energía para mover las máquinas soplantes, etc.
Los altos hornos se cargan por el tragante, con capas alternadas de mineral con fundente y carbón de coque; se inyecta aire por las toberas, sangrándose las escorias y el hierro cada seis u ocho horas sobre calderos o vagonetas, o también vertiéndose en regueras de arena en forma de peine, situadas en una era próxima al horno, formándose los lingotes llamados madres.
En un alto horno se aprecian las siguientes regiones (fig. 1): la Zona de deshidratación, que comprende desde el tragante hasta el tercio superior de la cuba, existe una temperatura de 200 – 400º, desecándose las cargas del horno; zona de reducción, desde la anterior hasta el vientre, hay una temperatura de 600 – 800º, reduciéndose el mineral por el óxido de carbono, quedando el hierro libre; zona de carburación, comprende los etalajes, en la cual el hierro absorbe carbono a una temperatura de 1.000 º, y la zona de fusión, en la que se acumulan el hierro y las escorias fundidas en el crisol, colocándose por orden de densidades, flotando las escorias y protegiendo al hierro fundido, de la oxidación, a 1.400º.
Las reacciones que tienen lugar son: en los etalajes, el carbono, al arder avivado por el aire caliente de las toberas, forma el anhídrido carbónico:
C + O2 ║ CO2;
siendo reducido por el carbono al rojo, formando óxido de carbono:
CO2 + C = 2 CO,9

el cual, parte es descompuesto por la acción catalítica del hierro, y absorbido (carburación):
2 CO = CO2 + C,
y el resto del óxido de carbono reduce al mineral en la cuba:
Fex Oy + CO = x Fe + y CO2
En la zona de reducción se descomponen los carbonatos en óxidos y anhídrido carbónico; los óxidos se combinan con el ácido silícico:
CaO + SiO2 → SiO3Ca,
Formándose escorias, y lo mismo le sucede al hierro, dando silicato ferroso, el cual es reducido en la zona de los etalajes por el carbón sólido al rojo, y a esta elevada temperatura, tanto las escorias como el hierro se encuentran en estado líquido, van goteando y acumulan en el crisol.
c) Altos hornos eléctricos.- En los países como Suecia, en donde abunda el carbón vegetal y la energía eléctrica, se emplean altos hornos eléctricos, en los que se obtiene el hierro directamente por fusión mediante el calor suministrado por el arco eléctrico, agregándose también carbón vegetal y, si es necesario, fundentes. El carbón arde y se forma óxido de carbono, que asciende por la cuba y reduce en parte el mineral.
En el alto horno eléctrico, como no se emplea el carbón para fundir el hierro se suprime la forma troncocónica de los etalajes, estando formado el horno por la cuba, el crisol y los electrodos.
9.3.6 Producto de los altos hornos.-
Se obtienen los siguientes productos, por orden de importancia: 1º arrabio o lingote de primera fusión; 2º, escorias y 3º, gases.
a) Arrabio o lingote de primera fusión.- El hierro, tal como se lo obtiene en los altos hornos, contiene un 10% de impurezas aproximadamente, que le comunican malas propiedades para ser usado en construcción. Contiene hasta un 4% de carbono, ya químicamente combinado (carbono de recocido), ya disuelto (carbono de temple), y mecánicamente interpuesto al cristalizar en forma de grafito. Los otros cuerpos que le acompañan son el silicio, manganeso, fósforo y azufre, principalmente.
Por el color de la fractura, se clasifica el arrabio en fundición gris, blanca y atruchada o moteada.
10

a. Fundición gris.- El lingote contiene de un 3 a un 4,5% de carbono, del cual el 0,6 % está combinado y el resto se separa durante el enfriamiento en forma de grafito, en escamas o laminillas más o menos grandes, siendo las mejores las pequeñas, por no debilitar la cohesión del hierro, y el examen metalográfico indica la existencia de perlita y ferrita, junto a láminas de grafito. Contiene, además de 2 a 3,5% de silicio, 1% de manganeo y de 0,03 a 1% de fósforo. Funde a 1.200 – 1.300º, en un líquido movible que goza de la propiedad de llenar fácilmente los moldes, por dilatarse al solidificarse, por lo que se emplea para fabricar objetos de fundición, porque disuelve menos gases que la fundición blanca, siendo mejores las piezas con ella fundidas, y aunque es menos dura que aquella, también es menos frágil y se puede trabajar con buril y lima. Su densidad es de 7,2.
b. Fundición blanca.- El carbono que contiene, de 2,5 a 3% se halla combinado químicamente, formando el carburo de hierro o cementita, CFe3, llamado también carbono de temple; le comunica una fractura blanca y cristalina; contiene, además, de un 0,3% a 1% de silicio, 0,2 a 3% de manganeso, 0,03 a 1,5% de fósforo y 0,03 a 0,2% de azufre.
Funde a 1.100 – 1.200º pero es menos fluida que la fundición gris y, además se contrae ligeramente al solidificarse, no empleándose para moldeo. Es más densa, variando de 7,6 a 7,7.
La fundición blanca es muy dura, hasta el punto de no poderse trabajar con ninguna herramienta de acero; carece de maleabilidad, es frágil, de estructura más o menos fibrosa y de grano pequeño, destinándose al afino por pudelado, Bassemer, etc.
c. Fundición atruchada.- Es una fundición intermedia entre la gris y la blanca, apreciándose en su fractura el grafito y la cementita.
d. Hierro especular o ferromanganeso (espiegeleisen).- Son fundiciones que contienen gran tanto por ciento de manganeso, de fractura hojosocristalina, de color blanco argentino. Si su contenido en manganeso es del 7 al 30% se denomina hierro especular, y el de 30 a 85%, ferromanganeso, y se obtienen en el alto horno con minerales manganesíferos.
e. Ferrosilicio.- Es una fundición con un contenido en silicio del 12 al 21 %.
Las fundiciones ferromanganesas o ferrosilíceas, se caracterizan, además, por tener un contenido de carbono del 6% y prácticamente exentas de azufre, empleándose para la carburación en la obtención del acero y fabricación de aceros especiales.
La fundición se clasifica también según el combustible empleado, en lingote al carbón vegetal, al coque, a la hulla.
11

b) Escorias de altos hornos.- Las escorias de los altos hornos, como son menos densas que el hierro líquido, flotan en él y le protegen de la oxidación del aire inyectado por las toberas; se derraman por el orificio llamado bigotera, en cuanto alcanzan su nivel. Según como se enfrían, las escorias adquieren forma vítrea, si lo hacen rápidamente, y cristalina, si se enfrían lentamente. Se suelen recoger en vagonetas de forma cónica o rectangular, donde se solidifica. Si se enfrían rápidamente metiéndola en agua, se solidifican en forma granular, y si se hace actuar un chorro de vapor, se solidifican en forma de filamentos denominados lana de escorias.
La naturaleza de las escorias depende de la del mineral, pudiendo ser ácida o básica, según predomine la sílice o la cal, y su coloración varía desde un gris claro al negro, pasando por el verde y azul, según predomine la cal, contenga óxido ferroso, manganeso, alúmina, etc.
La composición química de las escorias es un monosilicato doble de cal y alúmina, con óxido de hierro, magnesio, etc., pudiendo representarse por la fórmula 3 . (2CaO . SiO2) + 2Al2O3 . 3SiO2, y variando su dosificación entre amplios límites:
SiO2 25,0 – 40,0 %CaO 30,0 – 50,0 “Al2O3 10,0 – 30,0 “Fe2O3 0,1 – 1,6 “Mn2O3 1,0 – 2,8 “MgO 1,0 – 8,0 “SO3 0,5 – 3,5 “
Las escorias se utilizan en construcción, según sea su composición, así: la escorias ácidas se moldean en forma de ladrillos y calcinan después para que se vitrifiquen; las escorias básicas tienen propiedades puzolánicas y, mezcladas con cal, grasa y cemento Portland, se utilizan para fabricar bloques, baldosas, etc., y como cementos resistente a los sulfatos. La lana de escoria es un buen aislante.
c) Gases de altos hornos.- Se recogen en el tragante y están compuestos por óxido de carbono, nitrógeno, anhídrido carbónico, hidrógeno y metano, principalmente en las siguientes proporciones:
C . O 25 – 30 %CO2 5 – 10 %N2 55 – 60 %H2 0 – 7 %CH4 0 – 3 %
Teniendo una composición análoga al gas de gasógeno, por lo que se les aprovecha, una vez depurados en la caja de polvos y electrostáticamente, para quemarlos en las estufas Cowper, obtener la energía para mover las máquinas soplantes, etc., por tener una potencia calorífica de 800 Kcal/m3.
12

9.3.7 Fundición.-
No puede emplearse directamente el arrabio o fundición de primera fusión para el moldeo de piezas, por contener impurezas, verificándose una segunda fusión en los cubilotes para mejorar su calidad, darle mayor homogeneidad y disminuir el contenido de carbono, silicio, manganeso, etc.
a) Cubilotes.- Son hornos de cuba análogos a los altos hornos, pero más pequeños, formados por un cilindro de palastro de 3 a 15 m. de altura y 0,5 a 2 m de diámetro, forrado de ladrillos refractarios.
Se cargan con lingotes de primera fusión gris, coque y castina como fundente, y a veces, espato flúor para eliminar el azufre del coque, por la parte superior, e inyecta aire frío por las toberas, sangrando las escorias y el hierro líquido por la inferior.
El hierro colado así obtenido se caracteriza por su gran fluidez y pureza, siendo recogido y transportado mediante calderos a la sala de moldeo.
b) Propiedades de la fundición o hierro colado.- Las más características son: el servir para moldeo, por llenar perfectamente los moldes, dilatándose ligeramente al solidificarse; su resistencia a la compresión, su fragilidad y su mayor o menor dureza, según sea gris o blanca. La fragilidad puede ser evitada haciendo la fundición maleable, descarburando las piezas fundidas, envolviéndolas con óxido férrico en cajas fuera del contacto del aire y calentándolas a 1.000º durante algún tiempo.
También pueden ser endurecida las fundiciones sometidas a desgaste en ciertos puntos, por ejemplo, la llanta de una rueda, cilindros de laminadores, haciendo que se enfríe rápidamente la superficie exterior, empleando moldes metálicos o coquillas y el resto de arena, con lo cual se consigue una fundición templada superficialmente, permaneciendo blando y tenaz el resto de la pieza.
c) Moldeo de la fundición.- Es un procedimiento general de elaboración de los metales en estado líquido, vertiendo o colando en moldes, en donde se solidifican y enfrían.
Los moldes se preparan con arenas húmedas, refractarias, plásticas, permeables a los gases desprendidos durante la colada, y a los cuales se les da la forma del objeto a obtener mediante los modelos, que son piezas de la misma forma que se desea reproducir, hechos corrientemente de madera de pino, haya o nogal, de una o varias piezas unidas por clavos, y se hacen metálicos cuando hay que reproducir muchas piezas. Los modelos deben ser hechos como mayores dimensiones, por la contracción que experimentan los metales al enfriarse; la del hierro es 1/100, y 1/80 el acero.
13

Cuando el objeto a reproducir por moldeo tenga huecos o cavidades en su interior, es necesario colocar machos o núcleos que reproduzcan el hueco, sujetos rígidamente a las paredes de las cajas de moldeo, por medio de soportes, para que no floten al colar el metal líquido. Los machos, difíciles de extraer después del moldeo, se hacen empleando un núcleo metálico rodeado de una trenza de heno húmedo recubierto de una capa de arcilla, yeso, paja, y ennegrecen con carbón en polvo, secándolos en estufa.
Los principales métodos de moldeo son los siguientes:
- Moldeo en lecho o arena extendida.- Se prepara sobre el piso del local una superficie con arena que sea plana y horizontal y se comprime el modelo hasta quedar netamente reproducido. Se llena de metal fundido la cavidad dejada por aquél, cubriéndole inmediatamente con arena para evitar su rápido enfriamiento, que lo podría alabear o rajar. Por este procedimiento queda rugosa y desigual la cara opuesta a la impresa, no pudiendo aplicarse cuando haya de quedar visible.
- Moldeo en caja, en arena verde o seca.- Se emplean dos batidores o cajas, ajustadas y sujetas por medio de pasadores. El modelo se reproduce colocando media caja sobre un tablero, rellena con arena de moldear húmeda, hasta que el modelo sobresalga la mitad, enrasa y esparce carbón en polvo húmedo. Se ajusta la otra mitad de la caja y se continúa rellenando con arena ligeramente comprimida hasta llegar a la parte superior del modelo, colocándose entonces dos troncos de conos de madera, los cuales se quitan, lo mismo que el modelo, cuando se ha terminado de llenar la caja superior.
El moldeo con modelo dividido se hace análogamente, pero se empieza por colocar sobre el tablero la mitad del modelo, después se coloca el bastidor, vierte y comprime la arena. Se invierte el conjunto y retira el modelo, repitiendo lo mismo con la otra mitad.
Si se desea obtener un tubo, se procede como hemos indicado anteriormente, colocando el núcleo o macho y se espolvorea con carbón de leña pulverizado, empleando una bolsita de tela llamada cisquero, las superficies interiores del molde, o impregna con una emulsión de grafito en agua, con objeto de evitar se adhiera la arena a las piezas fundidas. Se superponen las cajas y sujetan con los pasadores, se rodean de arena o introducen en una excavación. El metal líquido se vierte por uno de los agujeros de forma troncocónica, denominada bebedero, y por el otro edificio sale el aire y gases, y finalmente el metal, y se llama albricias o rebosadores. Estos orificios quedan llenos de metal, el cual se quita, antes de que se enfríe, con un gancho.
El moldeo se denomina con arena seca cuando los puntos que impregnan las arena de los moldes se desecan en estufas a propósito.
14

- Moldeo con terrajas y calibres.- Las grandes piezas de revolución como estufas, calderas, campanas, maquinaria, etc., se preparan sus modelos haciendo primero el macho de albañilería, recubierto de una capa de masa o barro, a la que se agregan paja, pelos, estiércol, cuyo objeto es que se carbonicen y dejen poros para el escape de los gases, y se les da la forma con una terraja formada por un árbol con brazo giratorio, al cual se sujeta la plancha de aterrajar, que reproduce el perfil generatriz del cuerpo a fundir.
Formado el macho, una vez seco se recubre con una falsa camisa de barro, la cual se aterraja, y que sirve para poder moldear la parte exterior de la pieza, como se ha indicado en el moldeo en caja. Se retira la parte exterior, deshace la falsa camisa, vuelve a colocar la parte exterior y se procede a la colada.
- Moldeo en coquillas o conchas.- Los moldes son metálicos, generalmente de fundición, y como son grandes conductores del calor, la fundición se enfría rápidamente al contacto con las paredes, transformándose de fundición gris o blanca, siendo las piezas así fabricadas más duras la parte exterior, mientras que el interior sigue siendo gris; por consiguiente, blanda y tenaz. Las piezas así fabricadas reciben el nombre de fundición endurecida, templada o acedada, y se emplean para la fabricación de laminadores, ruedas, blindajes, etc.
- Moldeo a molde perdido o a la cera.- Se emplea generalmente para piezas pequeña y artísticas. Primeramente se hace un modelo aproximado y de menor tamaño que el que ha de tener el objeto, en una cantidad igual al espesor de la pieza fundida, recubriéndose de cera y graban los dibujos y detalles. Se monta sobre arena, como las otras formas de moldeo corriente, y calienta para derretir la cera que es evacuada. El macho de arena se fija en el lugar de moldeo mediante una armadura de alambre y llena con el metal el espacio libre.
9.4 EL ACERO COMO MATERIAL ESTRUCTURAL.-
9.4.1.-Ventajas.-
Una persona que viaja por Estados Unidos, podría concluir que el acero es el material estructural perfecto; vería un sin fin de puentes, edificios, torres y otras estructuras de acero. Después de ver todas estas estructuras de acero, se sorprendería al saber que el acero no se fabricó económicamente en los Estados Unidos sino hasta finales del siglo XIX y que las primera vigas de patín acho no se laminaron sino hasta 1908.
La supuesta perfección de este metal, tal vez el más versátil de todos los materiales estructurales, parece más razonable cuando se considera su gran resistencia, poco peso, facilidad de fabricación y otras propiedades convenientes. Estas y otras ventajas del acero estructural se analizarán en detalle en los siguientes párrafos.
a) Alta resistencia.-
15

La alta resistencia del acero por unidad de peso implica que será poco el peso de las estructuras; esto e d gran importancia en puentes de grandes claros, en edificios altos y en estructuras con malas condiciones en la cimentación.
b) Uniformidad.-
Las propiedades del acero no cambian apreciablemente con el tiempo, como es el caso de las estructuras de concreto reforzado.
c) Elasticidad.-
El acero se acerca más en su comportamiento a la hipótesis de diseño que la mayoría de los materiales, gracias a que sigue la ley de Hooke hasta esfuerzos bastante altos. Los momentos de inercia de una estructura de acero pueden calcularse exactamente, en tanto que los valores obtenidos para una estructura de concreto reforzado son relativamente imprecisos.
d) Durabilidad.-
Si el mantenimiento de las estructuras de acero es adecuado durarán indefinidamente. Investigaciones realizadas en los aceros modernos, indican que bajo ciertas condiciones no se requiere ningún mantenimiento a base de pintura.
e) Ductilidad.-
La ductilidad es la propiedad que tiene un material de soportar grande deformaciones sin fallar bajo altos esfuerzos de tensión. Cuando se pureba a tensión un acero con bajo contenido de carbono, ocurre una reducción considerable de la sección transversal y un gran alargamiento en el punto de falla, antes de que se presente la fractura. Un material que no tenga esta propiedad probablemente será duro y frágil y se romperá al someterlo a un golpe repentino.
En miembros estructurales sometidos a cargas normales se desarrollan altas concentraciones d esfuerzos en varios puntos. La naturaleza dúctil de los aceros estructurales comunes les permite fluir localmente en esos puntos, evitándose así fallas prematuras. Una ventaja adicional de las estructuras dúctiles e que, al sobrecargarlas, sus grandes deflexiones ofrecen evidencia visible de la inminencia de la falla.
f) Tenacidad.-
Los aceros estructurales son tenaces, es decir, poseen resistencia y ductilidad. Un miembro de acero cargado hasta que se presentan grandes deformaciones será aún capaz de resistir grandes fuerzas. Esta es una característica muy importante porque implica que los miembros de acero pueden someterse a grandes deformaciones durante su fabricación y montaje, sin fracturarse, siendo posible
16

doblarlos, martillarlos, cortarlos y ladrarlos sin daño aparente. La propiedad de un material para absorber energía en grandes cantidades se denomina tenacidad
g) Ampliaciones de estructuras existentes.-
Las estructuras de acero se adaptan muy bien a posibles adiciones. Se pueden añadir nuevas crujías e incluso alas enteras a estructuras de hacer ya existentes, y los puentes de acero con frecuencia pueden ampliarse.
h) Propiedades diversas.-
Otras ventajas importantes del acero estructural son: (a) gran facilidad para unir diversas miembros por medio de varios tipos de conectores como son la soldadura, los tornillos y los remaches, (b) posibilidad de prefabricar los miembros, (c) rapidez de montaje, (d) gran capacidad para laminarse en una gran cantidad de tamaños y formas (e) resistencia a la fatiga, (f) reuso posible después de desmontar una estructura y (g) posibilidad de venderlo como chatarra aunque no pueda utilizarse en su forma presente.
9.4.2.-Desventajas.-
En general el acero tiene las siguientes desventajas:
a) Costo de mantenimiento.-
La mayor parte de los aceros son susceptibles a la corrosión al estar expuestos al aire y al agua y, por consiguiente, deben pintare periódicamente. El uso de aceros intemperizados para ciertas aplicaciones, tiende a eliminar este costo.
b) Costo de la protección contra el fuego.-
Aunque algunos miembros estructurales son incombustibles, sus resistencias se reducen considerablemente durante los incendios, cuando los otros materiales de un edificio se queman. Han ocurrido muchos incendios en edificios vacíos, en los que el único material combustible era el mismo edificio. El acero es un excelente conductor de calor, de manera que los miembros de acero sin protección pueden transmitir suficiente calor de una sección o compartimiento incendiado de un edificio a secciones adyacentes del mismo edificio e incendiar el material presente. En consecuencia, la estructura de acero de un edificio debe protegerse con materiales con ciertas características aislantes o el edificio deberá acondicionarse con un sistema de rociadores para que cumpla con los requisitos del código de construcción de la localidad en que se halle.
c) Susceptibilidad al pandeo.-
Entre más largos y esbeltos sean los miembros a compresión, mayor es el peligro de pandeo. Como se indicó previamente, el acero tiene una alta resistencia por unidad de peso, pero al usare como columnas no resulta muy económico ya que
17

debe usarse bastante material, sólo para hacer más rígidas las columnas contra el posible pandeo.
d) Fatiga.-
Otra característica inconveniente del acero es que su resistencia puede reducirse si se somete a una gran número de inversiones del signo del esfuerzo, o bien, a un gran número de cambios de la magnitud del esfuerzo de tensión. (Se tienen problema de fatiga sólo cuando se presentan tensiones) En la práctica actual se reducen las resistencias estimadas de tales miembros, si se sabe de antemano que estarán sometidos a un número mayor de ciclos de esfuerzos variables que cierto número límite.
e) Fractura frágil.-
Bajo ciertas condiciones, el acero puede perder su ductilidad y presentarse una fractura frágil en lugares con concentración de esfuerzos. Las cargas que generan fatiga junto con temperaturas muy bajas, agravan la situación.
9.4.3.-Primeros usos del hierro y el acero.-
Aunque el primer metal que usaron los seres humanos probablemente fue algún tipo de aleación de cobre, tal como el bronce (hecho a base de cobre, estaño y algún otro aditivo), los avances más importantes en el desarrollo de los metales han ocurrido en la fabricación y uso del hierro y del acero. Actualmente, el hierro y el acero comprenden casi el 95% en peso de todos los metales producidos en el mundo.
A pesar de los esfuerzos de los arqueólogos durante muchas décadas, no ha sido posible descubrir cuándo se usó el hierro por primera vez, Los arqueólogos encontraron una daga y un brazalete de hierro en la Gran Pirámide de Egipto y afirman que la edad de éstos era por lo menos de 5000 años,. El uso del hierro ha tenido una gran influencia en el avance de la civilización desde los tiempos más remotos y probablemente la seguirá teniendo en los siglos venideros. Desde el principio de la edad de hierro, alrededor del año 1000 A.C., el progreso de la civilización en la paz y en la guerra ha dependido mucho de lo que el hombre ha sido capaz de hacer con el hierro. En muchas ocasiones su uso ha decidido el resultado de enfrentamientos militares. Por ejemplo, durante la batalla de Maratón en Grecia, en el año 490 A.C., los atenienses, en inferioridad numérica, mataron 6400 persas y perdieron sólo 192 de sus propios soldados. Cada uno de los soldados victoriosos llevaba 57 libras de armadura de hierro durante la batalla. (Fue en esta batalla en la que Feidípides corrió aproximadamente 40 km hasta Atenas, muriendo al llegar después de anunciar la victoria.) Esta batalla supuestamente salvó a la civilización griega durante muchos años.
Según la teoría clásica sobre la primera producción de hierro en el mundo, hubo una vez un gran incendio forestal en el Monte Ida en la antigua Troya (la actual Turquía) cerca del mar Egeo. El terreno supuestamente era muy rico en depósitos ferrosos y el calor del fuego produjo una forma primitiva de hierro a la que se le pudo dar diversas
18

formas, al golpearla. Muchos historiadores creen, sin embargo, que el hombre aprendió a usar primero el hierro que cayó a la Tierra en forma de meteoritos. Con frecuencia el hierro de los meteoritos está combinado con níquel, resultando entonces un metal más duro. Posiblemente los primeros pobladores del planeta forjaron este material para convertirlo en armas y herramientas primitivas.
El acero se define como una combinación de hierro y pequeñas cantidades de carbono, generalmente menos del 1%. También contiene pequeños porcentajes de algunos otros elementos. Aunque se ha fabricado acero desde hace 2000 o 3000 años, no existió un método de producción económico sino hasta la mitad del siglo XIX.
El primer acero seguramente se obtuvo cuando los otros elementos necesarios para producirlo se encontraron presentes por accidente cuando se calentaba el hierro. Con el paso de los años, el acero se fabricó muy probablemente calentando hierro en contacto con carbón vegetal. La superficie del hierro absorbió algo de carbono del carbón vegetal que luego se martilló en el hierro caliente. Al repetir este proceso varias veces, se obtuvo una capa exterior endurecida de acero. De esta manera se produjeron las famosas espadas de Toledo y Damasco.
Al primer proceso para producir acero en grandes cantidades se le dio el nombre de Sir Henry Bessemer de Inglaterra. Recibió una patente inglesa para su proceso en 1855, pero sus esfuerzos para conseguir una patente en los Estados Unidos no tuvieron éxito, ya que se probó que William Kelly de Eddyville, Kentucky, había producido acero mediante el mismo proceso siete años antes de que Bessemer solicitara su patente inglesa, Kelly recibió la patente, pero se usó el nombre Bessemer para el proceso.
Kelly y Bessemer se percataron de que un chorro de aire a través del hierro fundido, quemaba la mayor parte de las impurezas en el metal. Desafortunadamente, el chorro de aire eliminaba algunos elementos provechosos como el carbono y el manganeso. Después se aprendió que esos elementos podían restituirse añadiendo hierro especular, que es una aleación de hierro, carbono y manganeso; se aprendió además que, con la adición de piedra caliza en el convertidor, podía removerse el fósforo y la mayor parte del azufre.
El convertidor Bessemer se usó en los Estados Unidos hasta principios d este siglo, pero desde entonces se ha reemplazado con mejores métodos como el proceso de hogar abierto y el de oxígeno básico.
Gracias al proceso Bessemer, en 1870 ya se podía producir en grandes cantidades acero estructural al carbono y por 1890 el acero era el principal metal estructural usado en los Estados Unidos.
El primer uso del metal para una estructura tuvo lugar en Shrospshire, Inglaterra (200 km al noroeste de Londres) en 1779; ahí fue construido con hierro fundido el puente Coalbrookdale en arco de 100 pies de claro sobre el río Severn. Se dice que este puente (aún en pie) fue un punto crítico en la historia de la Ingeniería porque cambió el curso de la Revolución Industrial al introducir el hierro como material estructural.
19

Supuestamente este hierro era cuatro veces más fuerte que la piedra y treinta veces más fuerte que la madera.
Muchos otros puentes de hierro fundido se construyeron en las décadas siguientes; pero después de 1840 el hierro dulce más maleable empezó a reemplazar al hierro fundo. El desarrollo del proceso Bessemer y avances subsecuentes, como el proceso de hogar abierto, permitió la fabricación de acero a precios competitivos, lo que estimuló el increíble desarrollo que ha tenido lugar en los últimos 100 años del acero estructural.
9.4.4.-Perfiles de acero.-
Los primeros perfiles estructurales hechos en los Estados Unidos, en 1819, fueron ángulos de hierro laminados. Las vigas I de acero se laminaron por primera vez en los Estados Unidos en 1884 y la primera estructura reticular (el edificio de la Home Insurance Company de Chicago) fue montada ese mismo año. El crédito por inventar el rascacielo se le otorga generalmente al ingeniero William LeBaron Jenney que ideó esta estructura, aparentemente durante una huelga de albañiles. Hasta ese momento los edificios altos en los Estados Unidos se construían con muros de carga de ladrillos de varios pies de espesor.
Para los muros exteriores de este edificio de 10 niveles, Jenney usó columnas de hierro colado recubiertas por ladrillos. Las vigas de los seis pisos inferiores se fabricaron con hierro forjado, en tanto que las vigas de los pisos superiores se fabricaron con acero estructural. El primer edificio totalmente de acero fue el segundo edificio de Rand McNally terminado en 1890 en Chicago.
Un aspecto importante de la torre Eiffel, de 985 pies de altura y construida con hierro forjado en 1889, fue el uso de elevadores para pasajeros operados mecánicamente. La disponibilidad de estas máquinas junto con la idea de Jenney relativa a la estructuración reticulada, condujo a la construcción de miles de edificios altos en todo el mundo en los siguientes 100 años.
El acero estructural puede laminarse en forma económica en una gran variedad de formas y tamaños sin cambios apreciables en sus propiedades físicas. Generalmente los miembros estructurales más convenientes son aquellos con grandes momentos de inercia en relación con sus áreas.. Los perfiles I, T y [ tienen esa propiedad.
9.4.5.-Aceros estructurales modernos.-
Las propiedades del acero pueden cambiarse en gran medida variando las cantidades presentes del carbono y añadiendo otros elementos como silicio, níquel, manganeso y cobre. Un acero que tenga cantidades considerables de estos últimos elementos, se denominará acero aleado. Aunque esos elementos tienen un gran efecto en las propiedades del acero, las cantidades de carbono y otros elementos de aleación son muy pequeñas. Por ejemplo, el contenido de carbono en el acero es casi siempre menor que el 0.5% en peso y es muy frecuente que sea de 0.2 a 0.3%.
20

La composición química del acero es de suma importancia en sus efectos sobre las propiedades del acero tales como la soldabilidad, la resistencia a la corrosión, la resistencia a la fractura, etc. El carbono presente en el acero incrementa su dureza y resistencia, pero al mismo tiempo reduce su ductilidad igual que lo hacen el fósforo y el azufre. La ASTM especifica los porcentajes exactos máximos de carbono, manganeso, silicio, etc., que se permiten en los aceros estructurales. Aunque las propiedades físicas y mecánicas de los perfiles de acero las determina principalmente su composición química, también influye en ellas, hasta cierto punto, el proceso de laminado. La historia de sus esfuerzos y el tratamiento térmico aplicado.
Los aceros estructurales se agrupan generalmente según varias clasificaciones principales de la ASTM: los aceros de propósito general (A36), los aceros estructurales al carbono (A529), los aceros estructurales de alta resistencia y baja aleación (A441 y A572), los aceros estructurales de alta resistencia, baja aleación y resistentes a la corrosión atmosférica (A242 y A588) y la placa de acero templada y revenida (A514 y A852).
a) Aceros al carbono.-
Estos aceros tienen como principales elementos de resistencia al carbono y al manganeso en cantidades cuidadosamente dosificadas. Los aceros al carbono son aquellos que tienen los siguientes elementos con cantidades máximas de: 1.7% de carbono, 1.65% de manganeso, 0.60% de silicio y 0.60% de cobre. Estos aceros se dividen en cuatro categorías dependiendo del porcentaje de carbono, como sigue:
Acero de bajo contenido de carbono (< 0.15%) Acero dulce al carbono (0.15 a 0.29%). (El acero estructural al carbono
queda dentro de esta categoría). Acero medio al carbono (0.30 a 0.59%). Acero con alto contenido de carbono (0.60 a 1.70%).
b) Aceros de alta resistencia y baja aleación.-
Existe un gran número de aceros de este tipo clasificados por la ASTM. Estos aceros obtienen sus altas resistencias y otras propiedades por la adición, aparte del carbono y manganeso, de uno o más agentes aleantes como el columbio, vanadio, cromo, silicio, cobre, níquel y otros. Se incluyen aceros con esfuerzos de fluencia comprendidos entre 40 y 70 klb/plg2. Estos aceros generalmente tienen mucha mayor resistencia a la corrosión atmosférica que los aceros al carbono.
El término baja aleación se usa para describir arbitrariamente aceros en los que el total de elementos aleantes no excede el 5% de la composición total.
c) Aceros estructurales de alta resistencia, baja aleación y resistentes a la corrosión atmosférica.-
21

Cuando los aceros se alean con pequeños porcentajes de cobre, se vuelven más resistentes a la corrosión. Cuando se exponen a la atmósfera, las superficies de esos aceros se oxidan y se les forma una película impermeable adherida (conocida también como pátina) que impide una mayor oxidación y se elimina así la necesidad de pintarlos. Después de que ocurre este fenómeno, o sea después de un período que va de 18 meses a 3 años (que depende del tipo de exposición, por ejemplo, rural, industrial, luz solar directa o indirecta, etc.), el acero adquiere un color que va del rojo oscuro al café y al negro.
El primer acero de este tipo lo desarrolló en 1933 la U.S. Steel Corporation (actualmente la USX Corporation) para darle resistencia a los carros de ferrocarril, transportadores de carbón en los que la corrosión era muy intensa.
Estos aceros tienen Fran aplicación en estructuras con miembros expuestos y difíciles de pintar como puentes, torres de transmisión, etc.; sin embargo, lno son apropiados para usarse en lugares donde queden expuestos a brisas marinas, niebla o a humos industriales corrosivos; tampoco son adecuados para usarse en condición sumergida (agua dulce o salada) o en áreas muy secas como en algunas partes del oeste de los Estados Unidos. Para que a estos aceros se les forme la película impermeable adherida (pátina) deben estar sujetos a ciclos de humedad y resequedad, de otra manera seguirán teniendo la apariencia de acero sin pintar.
d) Aceros templados y revenidos.-
Estos aceros tienen agentes aleantes en exceso, en comparación con las cantidades usadas en los aceros al carbono, y son tratados térmicamente (templados y revenidos) para darles dureza y resistencia con fluencias comprendidas entre 70 y 110 klb/plg2. El revenido consiste en un enfriamiento rápido del acero con agua o aceite, cambiando la temperatura de por lo menos 1650ºF a 300 o 400ºF. En el templado el acero se recalienta por lo menos a 1150ºF y luego se deja enfriar.
Los aceros templados y revenidos no muestran puntos bien definidos de fluencia como lo hacen los aceros al carbono y los aceros de alta resistencia y baja aleación. En vista de ello su resistencia a la fluencia se define en función del esfuerzo asociado a una deformación del 0.2% (En otras palabras, se traza una línea paralela a la porción recta del diagrama esfuerzo – deformación a partir de una deformación igual a 0.002 hasta que interseca la curva del diagrama. El esfuerzo en el punto de intersección se define entonces como el esfuerzo de fluencia).
9.5 FIERRO DE CONSTRUCCIÓN - ARMADURAS.-
9.5.1.-Generalidades.-
Las armaduras empleadas en hormigón armado, son en general, barras corrugadas de acero de alta resistencia, pueden también emplearse, según el tipo de obra y en
22

especial de la estructura de que se trate, alambres corrugados, mallas electrosoldadas, y barras lisas de acero ordinario.
El conocimiento de estos materiales comprende el estudio de sus características geométricas, mecánicas y de adherencia que se realizan a continuación:
9.5.2.-Características geométricas.-
La serie de diámetros nominales a las que se ajustan las barras empleadas en hormigón armado, expresados en milímetros son:
5, 6, 8, 10, 12, 16, 20, 25, 32, 40, 50 mm.
Esta serie tiene la ventaja de que las barras correspondientes se diferencian fácilmente unas de otras a simple vista, lo que evita confusiones en obra. Además, la sección de cada una de estas barras equivale a aproximadamente a la suma de las secciones de los dos redondos inmediatamente precedentes, lo cual facilita las distintas combinaciones de uso. La serie no incluye el diámetro 14mm, cuyo empleo continúa siendo habitual hoy día, por lo que se admite con carácter de excepción.
Las barras deben suministrarse sin grietas, sopladuras ni mermas de sección superiores al 5 por 100. La determinación de la sección real de una barra no es inmediata en los aceros corrugados, ya que su diámetro varía de unas zonas a otras a causa de los resaltos o corrugaciones. Se utiliza entonces el concepto de sección media equivalente, definido a través del peso de la barra:
Los valores de la sección media equivalente y los de su correspondiente diámetro, deben coincidir con los nominales, que son aquellos especificados respecto a los cuales se establecen las tolerancias de suministro.
9.5.3.- Características mecánicas.-
Las características más importantes para la definición de un acero son: el límite elástico, la resistencia, el alargamiento de rotura y la aptitud al doblado. Las dos primeras califican al acero desde el punto de vista resistente y las dos últimas cuantifican sus cualidades plásticas. Ambos grupos de propiedades son necesarios y se contraponen entre si, por lo que el resultado final obtenido durante el proceso de fabricación es siempre una solución de compromiso.
Las tres primeras características mencionadas se determinan mediante el ensayo de tracción que consiste en someter una barra bruta, sin mecanizar, a un esfuerzo axil de tracción hasta su rotura. La aptitud al doblado se determina a través del ensayo correspondiente.
a) Resistencia a carga unitaria de rotura.-
23
Area (cm2) =Peso (kg/m)
0,785

Es la máxima fuerza de tracción que soporta la barra, cuando se inicia la rotura, dividida por el área de la sección inicial de la probeta. Se denomina también, mas precisamente, “carga unitaria máxima a tracción”.
b) Límite elástico.-
El la máxima tensión que puede soportar el material sin que se produzcan deformaciones plásticas o remanentes. Según el tipo de acero, puede tratarse de límite elástico aparente o de límite elástico convencional.
c) Alargamiento de rotura.-
Es el incremento de longitud de la probeta correspondiente a la rotura, expresado en tanto por ciento:
Donde l0 y l1 son, respectivamente, las longitudes inicial y final de la base de medida marcada sobre la probeta.
Cuando la base de medida está centrada en la probeta, incluyendo la zona de estricción, se determina el alargameinto concentrado de rotura o simplemente alargamiento de rotura. Cuando, por el contrario, la zona de rotura no está incluida en la base, se trata del alargamiento repartido de rotura, cuyo valor es más pequeño que el anterior. En ambos casos se trata de alargamientos remanente, es decir, medidos después de retirada la carga y no bajo ésta.
El alargamiento de rotura varía con la longitud inicial de la bse de medida. El valor más comúnmente adoptado para esta longitud es el de cinco diámetros.
d) Ensayo de doblado.-
Tiene por objeto comprobar la plasticidad del acero, necesaria para prevenir roturas frágiles durante las manipulaciones de ferralla y transporte. El fenómeno de rotura frágil, es decir, sin absorción importante de energía, se presenta cuando el acero se ve sometido a tensiones multidireccionales aplicadas rápidamente. El riesgo es tanto mayor cuanto más baja es la temperatura ambiente. Por esta causa suelen presentarse roturas en ganchos y patillas cuando las barras experimentan impactos, como es el caso durante la descarga de redondos ya preparados de ferralla si la maniobra se realiza con poco cuidado.
El ensayo de doblado simple a 180º, se realiza a 20ºC de temperatura, sobre un mandril cuyo diámetro varía con el tipo de acero y el diámetro de la barra. Se considera satisfactorio si durante el mismo no han aparecido grietas o pelos en la zona curva de la barra.
24
l1 – l0
l0
x 100

Mas severo que este es el ensayo de doblado – desdoblado a 90º que se efectúa sobre un mandril de diámetro doble que en el caso de doblado simple. Como en las obras se presenta a veces la necesidad de doblar y desdoblar barras (por ejemplo, cuando el proceso de ejecución obliga a dejar armaduras en espera) este ensayo cobra gran interés.
El ensayo de doblado no debe confundirse con el de plegado, el cual se efectúa con maniobra brusca de fuerte impacto y se utiliza exclusivamente para chapas y productos análogos.
9.5.4.- Características de adherencia.-
El problema de asignar a una barra de acero un número que exprese sus características de adherencia con el hormigón, ha originado gran cantidad de estudios teórico – experimentales, sin que hasta la fecha pueda decirse que se haya resuelto definitivamente. Existen diversos métodos de ensayo en uso y esta multiplicidad de soluciones es la mejor prueba de que ninguno es completamente satisfactorio.
En general, siempre que entra en juego la resistencia del hormigón a la tracción o al cizallamiento, resulta difícil cuantificar los fenómenos y reflejarlos en fórmulas precisas. Dos buenos ejemplos son los de adherencia y fisuración, cuyo tratamiento en el cálculo es bastante aleatorio, y con frecuencia, escasamente aproximado.
a) El más tradicional es el ensayo simple de arrancamiento (pull-out test), en el que se mide la fuerza necesaria para arrancar, el redondo objeto de ensayo, de una probeta de hormigón en que ha sido embebido previamente. Al dividir dicha fuerza por la superficie adherente se obtiene la tensión media de adherencia del acero.
Este ensayo no reproduce las condiciones reales de solicitación de las barras en las piezas de hormigón, proporcionando resultados excesivamente optimista, a causa de un efecto parásito de zuncho que se produce en el extremo de la barra.
b) El ensayo de arrancamiento modificado difiere del anterior en que , en éste, la longitud de adherencia de la barra se limita a 10 Ø, para lo cual se introducen dos manguitos de plástico en ambos extremos de la barra, que anulan la adherencia en esas zonas. Se elimina así, separándose de los extremos, la perturbación debida al efecto de zuncho.
En algunas normas, este ensayo se emplea de forma comparativa, tomando como testigo una barra lisa de acero ordinario del mismo diámetro que la corrugada. Esta última se considera como de alta adherencia cuando su fuerza de arrancamiento supera, en un 80 % por lo menos a la correspondiente a la barra lisa de igual diámetro.
El inconveniente que presenta este ensayo es que las dispersiones de resultados son relativamente grandes, debido a las inevitables diferencias existentes en la superficie de las barras lisas que se toman como testigo.
25

c) En los laboratorios de la Building Research Station, de Londres, se han ensayado comparativamente hasta nueve métodos diferentes, de tipo arrancamiento, de tipo tracción y de tipo flexión, sin llegar a resultados claramente definitivos. Esta variedad da una idea del estado del tema.
De los ensayos ingleses parece deducirse que los aceros corrugados pueden clasificarse en dos grupos, desde el punto de vista de la adherencia, a los que corresponden coeficientes del orden de 1,4 y 2,0, respectivamente, con respecto al acero liso (coeficiente 1). Al primer grupo pertenecen loas aceros de dibujo helicoidal simple y, al segundo, los de resaltos transversales combinados con nervios longitudinales rectos o helicoidales.
BIBLIOGRAFIA:
MC CORMAC, C. Jack. “Diseño de Estructuras Metálicas” 4ta. Edición, 1999. Edit. Alfaomega.
9.6 Otros materiales metálicos.9.6.1 Cobre, aluminio, Zinc9.6.2 Definición9.6.3 Características9.6.4 Usos en la construcción9.6.5 Aleaciones
GLOSARIO DE TERMINOS:
BOCARTE: Maceta de cantero. Aparato para triturar minerales.CATALÍTICO: Relativo a la catálisis. Aparato calefactor en que el combustible, generalmente gaseoso, quema sin producir llama en presencia de un catalizador. CATALISIS: Modificación de velocidad de las reacciones químicas producida por ciertos cuerpos que se encuentran sin alteración al final del proceso.ETALAJES: Parte de un alto horno comprendida entre el vientre y las toberas.COQUE: Combustible obtenido de la destilación de la hulla en un recinto cerrado y que sólo contiene una pequeña fracción de las materias volátiles que formaban parte de la misma. Coque metalúrgico, coque en trozos grandes y muy resistentes a la compresión, utilizado en los hornos siderúrgicos.
26