Control Estadístico 7 Herramientas

of 14
Transcript of Control Estadístico 7 Herramientas
-
8/16/2019 Control Estadístico 7 Herramientas
1/14
SEP DGIT
INSTITUTO TECNOLÓGICO DEAGUASCALIENTES
Ingeniería Industrial(Modalidad a Distancia
CONT!OL ESTAD"STICO DECALIDAD
ACTI#IDAD $
Pro%esor&
Ernesto García P're
Alu)no&
*os' Antonio Torres S+nc,e
No- de Control&
D09151401
!ESOLUCION DE P!O.LEMAS SO.!E LAS / 0E!!AMIENTAS .1SICAS-
-
8/16/2019 Control Estadístico 7 Herramientas
2/14
2- En el proceso de manufactura de una empresa se encontraron los siguientesdefectuosos:
Defecto Número de defectos Costo unitario por defectoDimensiónBurbujasRalladurasRajadurasDistorsiónOtros
911!"#"$
% 1&% &% !"
% 1&&% "&% '9
a Determine un diagrama de pareto considerando únicamente la cantidad deproducto defectuoso(
Numero de defectos 91 41 25 8 7 5
Porcentaje 51.4 23.2 14.1 4.5 4.0 2.8
% acumulado 51.4 74.6 88.7 93.2 97.2 100.0
Proceso de manfactura
200
150
100
50
0
100
80
60
40
20
0
N u m e r o d e d e f e c t o s
P o r c e n t a j e
Diagrama de Pareto de C1
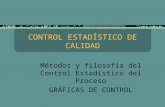
3 Determine un diagrama de pareto considerando el costo total de defectos(
Costo Untaro 1640 910 700 625 312 250
Porcentaje 37.0 20.5 15.8 14.1 7.0 5.6
% acumulado 37.0 57.5 73.2 87.3 94.4 100.0
Numero de defectuosos
5000
4000
3000
2000
1000
0
100
80
60
40
20
0
C o s t
o U n i t a r i o
P o r c e n t a j e
c )*or +u, considerar el costo total de defectos-.e tiene +ue considerar el costo total de los defectos/ 0a +ue solo aspodremos determinar +ue grupos son prioritarios al momento de corregir las
-
8/16/2019 Control Estadístico 7 Herramientas
3/14
fallas( De igual forma solo con el costo total de los defectos podemos e2aluar elimpacto económico de una mejora(
d Despu,s de lle2ar a cabo un pro0ecto de mejora/ los resultados obtenidos sepresentan a continuación/ )Cu3l es el impacto económico del pro0ecto demejora-
Defecto Número de defectosDimensiónBurbujasRalladurasRajadurasDistorsiónOtros
#44
!$$9
El costo total por defectos anterior era de %'# a5ora con las mejoras se redujo a%'&"1/ lo cual indica una disminución del '16 del costo total/ esto gracias a +ue
por el diagrama de pareto se pudo identificar la principal causa de los costos +ueeran los defectos por burbujas(
Costo Untaro 800 760 700 351 240 200
Porcentaje 26.2 24.9 22.9 11.5 7.9 6.6
% acumulado 26.2 51.1 74.1 85.6 93.4 100.0
Numero de defectuosos
3000
2500
2000
1500
1000
500
0
100
80
60
40
20
0
C
o s t o U n i t a r i o
P o r c e n t a j e
4- .e les solicito a un grupo de ciudadanos ma0ores de 1$ a7os/ +ue dieran suopinión acerca de los +ue necesita 8,ico para mejorar su calidad de 2ida 0las opiniones fueron las siguientes:
Opinión recuencia8ejores ciudadanos;tili
-
8/16/2019 Control Estadístico 7 Herramientas
4/14
Educación de calidad "4
a Representar mediante una grafica circular con las frecuencias(
!ejores cudadanos
Utl"ar adecuadamente rec. naturales
#e$es justas
Poltcos &ue &ueran a su 'as
(m'resaros
Prns'os desde la famla
(ducac)n de caldad
Cate*ora
56
12
30
45
26
43
12
Porcetaje de Opinones
3 Representar mediante una grafica circular con el porcentaje(
!ejores cudadanos
Utl"ar adecuadamente rec. naturales
#e$es justas
Poltcos &ue &ueran a su 'as
(m'resaros
Prns'os desde la famla
(ducac)n de caldad
Cate*ora
25.0%
5.4%
13.4%
20.1%
11.6%
19.2%
5.4%
Porcetaje de Opinones
-
8/16/2019 Control Estadístico 7 Herramientas
5/14
c Determine el pareto correspondiente(
+recuenca 56 45 43 30 26 12 12
Porcentaje 25.0 20.1 19.2 13.4 11.6 5.4 5.4
% acumulado 25.0 45.1 64.3 77.7 89.3 94.6 100.0
,'non
250
200
150100
50
0
100
80
60
40
20
0
F r e c u e n
c i a
P o r c e n t
a j e
d )Cu3l es la opinión a in2estigar-
=a educación de calidad es la primer opinión a in2estigar 0a +ue estarepresenta el una cuarta parte >!"6? del total de las opiniones(
$- @aga un diagrama de causa efecto/ usando las 4 8As/ considerando el Efecto/efecto Disminuir el número de defectos(
-
8/16/2019 Control Estadístico 7 Herramientas
6/14
-efectos
Numero de
-smnur
!edc)n
!edo amente
!ano de ,ra
!aterales
!/todos
!a&unara
Correcta ,'erac)n
uena dstruc)n fsca
(&u'o ctual"ado
erramenta decuada
uen !antenmento
,edecer Planec)n
estalecdos,edecer 'rocedmentos
es'etar estndares
normas,'erac)n deacuerdo a
Correcta trans'ortac)n
Correcto em'acamento'roeedoreselecconar uenos
matera 'rmaelecconar uena
ncentos salarales
(m'leados con 'erca
(m'leados !otados
(m'leados ca'actados
e'ermentados(m'leados
Cudar amente laoral
e*ular umdad
e*ular tem'eratura
(lmnar contamnac)n
ctual"ar e&u'o
correctas :omar lecturas
medda 'ara cada laorCorrecto nstrumento de
Calrar nstrumentos
Diagrama de causa y efecto
5- Del problema ! planteado/ determine el s5iaFa/ considerando la opinióncomo una causa/ se7alar al menos ' ramas/ por causa(
-
8/16/2019 Control Estadístico 7 Herramientas
7/14
!/co
;da de
Caldad de
(lear la
caldad
(ducac)n de
famla
Prns'os desde la
(m'resaros
&ueran a su 'as
Poltcos &ue
#e$es justas
adecuadamente
Utl"ar
cudadanos
!ejores
Ciudadanos con valores
Respeto hacia las leyes
Respeto hacia los demás
Renovar
Reutilizar
Reciclar
individualesderechos y garantiasrespeten lo sDerecho: Que se
como igualess deven ser juzgados
Imparcialidad:Todo
correcto en cada casoEquidad: uicio
!ene"iciar al pue! loQue utilicen sus cargos para
prometenQue cumplan lo que
Eliminar corrupci#n
a la leycondiciones acorde$peren en
prestaciones justas
$"rezcan salarios y
me%icanos&poyar empresarios
con"ianza y respetoComunicaci#n' amor'
(ni#n "amiliar
Inculcar principios y valores
)ejor in "raestructura
e"iciente
*istema educativo
educaci#n)ayor su!sid io a la
Diagrama de causa y efecto
6- *ara estudiar el efecto +ue tiene la dimensión de la pie
-
8/16/2019 Control Estadístico 7 Herramientas
8/14
3.153.002.852.702.552.402.25
20
15
10
5
0
Datos de linea
F r e c u e n c i a
2.520
9
16
76
11
istograma de frecuencia
Como podemos 2er eisten ! 2alores +ue est3n fuera de las especificaciones >!('/ !(?
3 ;tili
-
8/16/2019 Control Estadístico 7 Herramientas
9/14
3.23.02.82.62.52.2
6
5
4
3
2
1
0
!inea "
F r e c u e n c i a
2.5
3
6
5
4
2
istograma de !inea "
3.23.13.02.92.82.7
7
6
5
4
3
2
1
0
!inea #
F r e c u e n c i a
3
7
4
222
istograma de !inea #
Como se 'uede er< #nea 1 $ #nea 3 'roducen dentro de lases'ec=cacones >3?0.5@< sn emar*o #nea 2 tene 'roduccones &ue estn'or deajo del mnmo estalecdo.
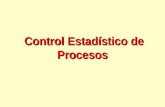
c Con la estratificación/ 5aga los diagramas de caja 0 bigotes/ )@a0diferentes comportamientos-
-
8/16/2019 Control Estadístico 7 Herramientas
10/14
#nea 3#nea 2#nea 1
3.2
3.0
2.8
2.6
2.4
2.2
D a t o s
2.5
$r%fica de caja de !&nea 1' !&nea "' !&nea #
H+u podemos 2er m3s claramente las deficiencias de la =nea !/ esto por+ue la mediade producción de la =nea ! representa el mnimo de las otras ! lneas/ sin embargoaun+ue posee 2alores fuera de rango/ su media entra dentro de los 2alores tolerables/tambi,n podemos obser2ar +ue la lnea 1 es la +ue presenta la mejor aproimación 0la lnea ' esta solo un poco por encima(
d @aga un diagrama de inter2alos/ usando un ni2el de confian
-
8/16/2019 Control Estadístico 7 Herramientas
11/14
7- .e reali
-
8/16/2019 Control Estadístico 7 Herramientas
12/14
3 Determine el ndice de correlación del inciso anterior(
=a correlación entre temperatura 0 tiempo es K &(9$ lo +ue nos indica +ue5a0 una correlación positi2a baja entre la temperatura 0 tiempo(
6050403020
110
100
90
80
70
60
50
40
)emperatura
) i e m p o
$r%fica de dispersi*n de )iempo (s+ )emperatura
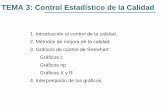
c ;sando la estratificación 5aga un diagrama de regresión por cada olla/ ascomo su coeficiente de correlación/ a fin de determinar si el tipo de olla
afecta el tiempo de cocimiento(Olla de Alu)inio
=a correlación entre temperatura 0 tiempo es K L&(&'1 lo +ue nos indica +ue5a0 una correlación negati2a mu0 baja entre la temperatura 0 tiempo( Estotambi,n nos dice +ue casi no eiste relación lineal/ sin embargo aun puedeneistir relaciones no lineales entre las ! 2ariables(
383634323028262422
80
75
70
65
60
55
)emperatura ,luminio
) i e m p o , l u m i n i o
$r%fica de dispersi*n de )iempo ,luminio (s+ )emperatura ,luminio
-
8/16/2019 Control Estadístico 7 Herramientas
13/14
Olla de 8eltre
=a correlación entre temperatura 0 tiempo es K L&("$4 lo +ue nos indica +ue5a0 una baja correlación negati2a entre la temperatura 0 tiempo( Esto tambi,nnos dice +ue la temperatura 0 el tiempo tienen tendencias contrarias(
454035302520
90
80
70
60
50
40
)emperatura Peltre
) i e m
p o P e l t r e
$r%fica de dispersi*n de )iempo Peltre (s+ )emperatura Peltre
Olla de .arro
=a correlación entre temperatura 0 tiempo es K &(99$ lo +ue nos indica +ue5a0 una correlación positi2a entre la temperatura 0 tiempo( Esto tambi,n nosdice +ue la temperatura 0 el tiempo tienen una correlación casi perfecta(
-
8/16/2019 Control Estadístico 7 Herramientas
14/14
6055504540353025
110
100
90
80
70
60
50
)emperatura -arro
) i e m p o - a r r o
$r%fica de dispersi*n de )iempo -arro (s+ )emperatura -arro