
Curso de Inspector de Soldadura 06_saw_20120305
18
1 SOLDADURA POR ARCO SUMERGIDO (SAW) 06 - Procesos de soldadura: SAW 2 Introducción Al igual que los demás procesos de soldadura por arco, este es un proceso en el cual el calor es aportado por un arco eléctrico generado entre uno o más electrodos y la pieza de trabajo. Este arco esta sumergido en una capa de fundente granulado que lo cubre totalmente protegiendo el metal depositado durante la soldadura, de aquí el nombre del proceso. Principio de funcionamiento La corriente eléctrica se conduce entre el electrodo y la pileta fundida a través de un plasma gaseoso inmerso en el fundente. La potencia la suministra un generador, un transformador - rectificador o un transformador, y se conduce el alambre ( electrodo ) a través del tubo de contacto, produciéndose el arco entre aquel y el metal base. El calor del arco funde al electrodo, el fundente y parte del metal base, formando la pileta de soldadura que conforma la junta. En todos los equipos de este tipo existe un mecanismo que tracciona el alambre y lo conduce a través del tubo de contacto y de la capa de fundente hasta el metal base.
-
Upload
ramiro-rhamiro -
Category
Documents
-
view
21 -
download
1
description
Curso introductorio para inspección de soldadura, tiene los contenidos generales que se esperan que sea de conocimiento de un nivel Uno. en Argentina.
Transcript of Curso de Inspector de Soldadura 06_saw_20120305

1
SOLDADURA POR ARCO SUMERGIDO (SAW)
06 - Procesos de soldadura: SAW 2
Introducción
Al igual que los demás procesos de soldadura por arco, este es un proceso en el cualel calor es aportado por un arco eléctrico generado entre uno o más electrodos y la pieza de trabajo. Este arco esta sumergido en una capa de fundente granulado que lo cubre totalmente protegiendo el metal depositado durante la soldadura, de aquí el nombre del proceso.
Principio de funcionamiento
La corriente eléctrica se conduce entre el electrodo y la pileta fundida a través de un plasma gaseoso inmerso en el fundente.La potencia la suministra un generador, un transformador - rectificador o un transformador, y se conduce el alambre ( electrodo ) a través del tubo de contacto, produciéndose el arco entre aquel y el metal base.El calor del arco funde al electrodo, el fundente y parte del metal base, formando la pileta de soldadura que conforma la junta.En todos los equipos de este tipo existe un mecanismo que tracciona el alambre y lo conduce a través del tubo de contacto y de la capa de fundente hasta el metal base.

06 - Procesos de soldadura: SAW 3
06 - Procesos de soldadura: SAW 4
Fundente (flux)
Alambre/s (wire/s)
Metal de soldadura
Escoria solidificada
Pileta líquida: metal base +metal de aporte +fundente
Metal base
Arco
Escorialíquida
Pico de contacto

06 - Procesos de soldadura: SAW 5
�Alta velocidad de deposición (altas corrientes de soldadura)�Soldaduras de excelente calidad�Penetración controlada �Fácil automatización
06 - Procesos de soldadura: SAW 6
Clasificación de fuentes de poder
GMAW (MIG/MAG)
FCAW
SAW
SMAW
TIG
SAW
Características de salida
SMAW TIGFuente de poder AC/DC
SMAW TIG
GMAW (MIG/MAG/CO2)
FCAW SAW
Fuentes de poder de corriente continua (D.C.)
SMAW (MMA)
GTAW (TIG)
SAW
Fuentes de poder de corriente alterna (A.C.)Corriente
V
I
V
I
CorrienteConstanteC.C.
TensiónConstanteC.P.

06 - Procesos de soldadura: SAW 7
Los alambres utilizados son en general de aceros de bajo carbono y de composición química perfectamente controlada; el alambre se encuentra arrollado en una bobina.
El fundente se va depositando delante del arco a medida que avanza la soldadura.
Cuando se solidifica, se extrae el exceso para usarlo nuevamente y el fundido se elimina mediante un piqueteado.
En los equipos modernos existen aspiradores que absorben el excedente de fundente y lo envían a la tolva de alimentación.
El proceso se emplea para soldar aceros al carbono, aceros de baja aleación y alta resistencia, aceros templados y revenidos, y muchos tipos de aceros inoxidables.
También se aplica para efectuar recubrimientos duros y reconstrucción de piezas.
Puede soldarse espesores de hasta 12 mm sin preparación de bordes, mientras que con preparación de bordes el espesor máximo a unir es prácticamente ilimitado.
06 - Procesos de soldadura: SAW 8
Electrodos
- los electrodos utilizados para la soldadura por arco sumergido, producen depósitos de soldadura compatibles con los metales base a ser soldados;
- en general los electrodos se clasifican por su composición química. En el caso de alambre tubulares por la composición química del metal que deposita;
- estos electrodos se suministran en forma de alambre sólido o como alambres tubulares similares a los utilizados en la soldadura semiautomática con alambre tubular, en general tipo metal cored;
- en el caso de recubrimientos (cladding y hard-facing) puede proveerse en forma de fleje (band welding);
- los electrodos para la soldadura de aceros en general se encuentran recubiertos por una fina capa de cobre para prevenir su oxidación;
- los electrodos para arco sumergido se fabrican en medidas que van de 1,6 mm hasta 6,4 mm de diámetro.

06 - Procesos de soldadura: SAW 9
Fundentes (fluxes)
- Los fundentes para arco sumergido protegen al baño líquido de los gases atmosféricos cubriéndolo con una escoria líquida;- además limpian el metal de soldadura liquido, modifican la composición química del metal de soldadura, influyen en la forma del cordón de soldadura y estabilizan el arco;- los fundentes son compuestos minerales granulados mezclados de acuerdo a varias formulaciones.- pueden clasificarse según:
» neutrales- grado de actividad química » activos
» aleados
» básico- basicidad » ácido
» neutro
- método de fabricación » fundido» aglomerado
- reciclado o virgen
10
Clasificación según método de fabricación
» Fundentes fundidos
- Las materias primas en bruto son mezcladas en seco y fundidas en un horno eléctrico (~1400°C). Luego de fundidas y agregadas cualquier otro tipo de adición, se enfrían y se muelen.
- El resultado es un producto con apariencia vidriosa, el cual es seleccionado por tamaño y envasado.
- Ventajas:
- buena homogeneidad química;- fácil remoción de los finos sin afectar la composición del flux;- normalmente no higroscópico;- rápidamente reciclable sin cambios significantes en el tamaño de partículas.
-Desventaja:
- dificultad para agregar desoxidantes y ferro-aleaciones en su fabricación debido a las altas temperaturas que se alcanza al fundirlos.
11
Clasificación según método de fabricación
» Fundentes aglomerados
- Las materias primas en bruto, son llevadas a polvo, mezcladas en seco y aglomeradas con silicato de potasio o de sodio o ambos.
- Luego de aglomerados, la mezcla húmeda es pelletizada y cocidas a temperaturas mucho menores (400-1000°C) a las usadas para los fluxes fundidos. Luego se muelen los pellets, se separa por tamaño y se empaca.
- Ventajas:
- fácil adición de desoxidantes y elementos de aleación;
- se puede utilizar con capa gruesa de flux durante la soldadura;
- identificación por color.
- Desventajas:
- tendencia a la absorción de humedad;
- posible evolución de gas de la escoria fundida;
- posibilidad de cambio de la composición del flux cuando se segrega o remueve las partículas de menor tamaño.
06 - Procesos de soldadura: SAW 12
Clasificación según su basicidad
» Fundentes básicos;
» fundentes ácidos;
» fundentes neutros.
- Se define a un flux dentro de alguno de estos tres tipos, de acuerdo a la relación entre óxidos básicos con respecto a óxidos ácidos que contenga el flux. Un índice puede ser:
- Básico � BI>1,5 ; Neutro � BI≈1 ; Ácido � BI < 1
- Los fundentes básicos se han convertido en los fundentes de mayor aplicación para la realización de soldaduras de más alta calidad (mejor tenacidad al impacto). Recomendado sólo para soldaduras multipasadas.
- Los fundentes ácidos son utilizados en pasadas simples. Menor porosidad. En general se desprenden más fácilmente que los fundentes básicos.
)ZrOTiOOAl(21SiO
)FeOMnO(21SrOBaOOLiMgOCaFCaOONaOK
BI22322
2222
+++
+++++++++
=

06 - Procesos de soldadura: SAW 13
Clasificación según su actividad química
» Fundentes neutrales
- Son aquellos fundentes que no producen cambios en la composición química del deposito antes variaciones en la tensión;
- se utilizan principalmente en la soldaduras multipasada de componentes de grandes espesores (>25mm);
- contenido bajo de desoxidantes � el alambre deberá contener Si, Mn;
- no recomendado para pasadas simples;
- no recomendado para la soldadura de aceros con alto contenido de oxígeno.
14
Clasificación según su actividad química
» Fundentes activos
- Contienen Mn, Si y otros desoxidantes (en forma de ferroaleaciones). Mejorando la resistencia a la porosidad y a la fisuración por contaminantes (e.g. S);
- en general se usa con electrodos de bajo contenido de Si y Mn;
- apropiados para la soldadura con pasadas simples y/o de aceros con altos contenidos de oxígeno;
- requiere de un mayor control operativo de la tensión. Pequeños cambios en la tensión de soldadura producen grandes cambios en la composición química del deposito aumentando su dureza y resistencia mecánica pero disminuyendo la tenacidad.
» Fundentes aleados
- los fundentes aleados son utilizados para depositar aceros aleados aún a traves de electrodos de acero al carbono;
- al igual que los fundentes activos se requiere de un preciso control operativo del proceso, en especial sobre la tensión. Pequeños cambios en la tensión de soldadura producen grandes cambios en la composición química del deposito, afectando de esta manera las propiedades mecánicas del deposito. Altas velocidades de soldadura también dificultan un buen mezclado en la pileta líquida.

06 - Procesos de soldadura: SAW 15
Clasificación según su actividad química
- Una forma objetiva de evaluar la actividad de un fundente es a través del índice Wall Neutrality Number
- donde se evaluan los cambios en Mn y Si ante un aumento de 8V respecto de los parámetros eléctricos espacificado en AWS A5.17 o A5.23 según corresponda.
- fundentes con Wall Neutrality Number menor a 35 se consideran neutrales
)Mn%Si%(100N ∆+∆=
06 - Procesos de soldadura: SAW 16
F(S)XXX – ECXXX - HZ
F- indica que se trata de un fundente para el proceso SAW.
S – designa que el fundente esta mezclado con escoria. Su omisión indica que se trata de fundente virgen.
6, 7- Indica la Rm mínima del metal de aporte puro (MAP) en 10 x ksi(+Rp02 y A%).
A ,P - Indica en que condición fueron llevados a cabo los ensayos. (A: as welded, P: PWHT)
0, 2, 4, 5, 6, 8, Z. Designa la temperatura del ensayo de impacto en °Fen la cual se obtiene al menos 20 ft-lbf (~27J) de energía absorbida por el MAP. (0, -20, -40 ... -80°F). Z � no requerido.
Esta parte de la clasificación se refiere al electrodo utilizado. E indica que se trata de una alambre macizo. C que se trata de una alambre tubular (composite). El resto de los dígitos indica la composición química del electrodo en el caso de alambre E. En el caso de alambres tubulares se refiere a la composición química del metal depositado.
No mandatorios
H16, H8, H4, H2-indica que el contenido máximo de H difusible es Zml/100gr de metal depositado.
Especificación AWS A5.17:1997(R2007) – U.S. customary
Especifica los requerimientos que deben cumplir los consumibles para arco sumergido en el caso de depósitos de aceros al carbono.
Ejemplo:F7A6-EM12K es la designación completa de un par fundente alambre en el que el fundente es virgen y producirá un metal depositado en la condición como soldado, con una Rm de 70 a 95 ksi y una tenacidad de 20 fl.lbf@-60ºF cuando se suelda con el alambre EM12K.

06 - Procesos de soldadura: SAW 17
F(S)XXX – ECXXX - HZ
F- indica que se trata de un fundente para el proceso SAW.
S – designa que el fundente esta mezclado con escoria. Su omisión indica que se trata de fundente virgen.
43, 48- Indica la Rm mínima del metal de aporte puro (MAP) en 10 MPa (+Rp02 y A%).
A ,P - Indica en que condición fueron llevados a cabo los ensayos. (A: as welded, P: PWHT)
0, 2, 3, 4, 5, 6, Z. Designa la temperatura del ensayo de impacto en °Cen la cual se obtiene al menos 27J de energía absorbida por el MAP. (0, -20, -40 ... -60°C). Z � no requerido.
Esta parte de la clasificación se refiere al electrodo utilizado. E indica que se trata de una alambre macizo. C que se trata de una alambre tubular (composite). El resto de los dígitos indica la composición química del electrodo en el caso de alambre E. En el caso de alambres tubulares se refiere a la composición química del metal depositado.
No mandatorios
H16, H8, H4, H2-indica que el contenido máximo de H difusible es Zml/100gr de metal depositado.
Especificación AWS A5.17:1997(R2007) – S.I.
Ejemplo:F43A2-EM12K es la designación completa de un par fundente alambre en el que el fundente es virgen y producirá un metal depositado en la condición como soldado, con una Rm de 430 a 560 MPa y una tenacidad de 27 J@-20ºC cuando se suelda con el alambre EM12K.
06 - Procesos de soldadura: SAW 18

19
F- indica que se trata de un fundente para el proceso SAW.
S – designa que el fundente esta mezclado con escoria. Su omisión indica que se trata de fundente virgen.
7, 8, 9, 10, 11, 12, 13- Rm mínima del MAP en 10 x ksi (+Rp02 y A%).
A ,P - Indica en que condición fueron llevados a cabo los ensayos. (A: as welded, P: PWHT)
0, 2, 4, 5, 6, 8, 10, 15. Designa la temperatura del ensayo de impacto en °F en la cual se obtiene al menos 20 ft-lbf (~27J) de energía absorbida por el MAP. (0, -20, -40 ... -150°F). Z � no hay requerimientos.
E indica que se trata de una alambre macizo. C que se trata de una alambre tubular (composite). El resto de los dígitos indica la composición química del electrodo en el caso de alambres E. En el caso de alambres tubulares se refiere a la composición química del metal depositado.
Designa la composición química del MAP.
No mandatorio
H16, H8, H4, H2-indica que el contenido máximo de H difusible es Zml/100gr de metal depositado.
N-indica que se satisfacen requerimientos nucleares.
Especificación AWS A5.23:2007 – U.S. customary
Especifica los requerimientos que deben cumplir los consumibles para arco sumergido en el caso de depósitos de aceros de baja aleación.
F(S)XXX – ECXXXX-XX-HZ
20
F- indica que se trata de un fundente para el proceso SAW.
S – designa que el fundente esta mezclado con escoria. Su omisión indica que se trata de fundente virgen.
48, 55, 62, 69, 76, 83-Rm mínima del MAP en x10 MPa (+Rp02 y A%).
A ,P - Indica en que condición fueron llevados a cabo los ensayos. (A: as welded, P: PWHT)
0, 2, 3, 4, 5, 6, 7, 10. Designa la temperatura del ensayo de impacto en °C en la cual se obtiene al menos 27J de energía absorbida por el MAP. (0, -20, -30 ... -100°C). Z � no hay requerimientos.
E indica que se trata de una alambre macizo. C que se trata de una alambre tubular (composite). El resto de los dígitos indica la composición química del electrodo en el caso de alambres E. En el caso de alambres tubulares se refiere a la composición química del metal depositado.
Designa la composición química del MAP.
No mandatorio
H16, H8, H4, H2-indica que el contenido máximo de H difusible es Zml/100gr de metal depositado.
N-indica que se satisfacen requerimientos nucleares.
Especificación AWS A5.23:2007 – S.I.
Especifica los requerimientos que deben cumplir los consumibles para arco sumergido en el caso de depósitos de aceros de baja aleación.
F(S)XXX – ECXXXX-XX-HZ
N � P = 0,012% max; V = 0,05% max; Cu = 0,08% max � evitar fragilización por radiación

06 - Procesos de soldadura: SAW 21
???
Aceros resistentes a la corrosión atmosférica. Aptos para soldar aceros patinados tales como ASTM A 242 o 588
Depósitos de aceros de alta resistencia (100-120ksi). Propios para soldar HY80 o HY100. Muchas veces sin requerir PWHT
Depósitos de alta Rm y alta tenacidad. HSLA & aceros estructurales microaleados
Mejora de la tenacidad. Aceros de uso criogénico y de alta resistencia
Aceros para usos a alta temperatura resistentes a la oxidación y la creep
Mejora la Rm en especial a altas T. Además mejora la resistencia a la corrosión
Tipo de acero depositado
~0,5%Cu(E)W
???(E)G
Cr-Ni-Mo-Zr-Ti-Al(E)MX
Cr-Ni-Mo(E)FX
Ni(E)NiX
Cr-Mo(E)BX
C-Mo(E)AX
Principales elementos
Designación para el MAP y E
Designación según composición química
FXXX-EXXX-XX
06 - Procesos de soldadura: SAW 22
Especificación AWS A5.23:2007

06 - Procesos de soldadura: SAW 23
Especificación AWS A5.23:2007
06 - Procesos de soldadura: SAW 24
Selección de los parámetros de soldadura
La selección de los parámetros de soldadura más convenientes para el espesor de la chapa y preparación de junta a soldar es muy importante, a los efectos de lograr soldaduras libres de defectos tales como fisuras, poros y socavaduras. Las variables a ser consideradas son las siguientes:
Tipo de corriente y polaridad
Con A.C. se evitan problemas de soplo magnético:- con D.C. difícil de soldar si I>1000A- juntas estrechas (narrow gap welding)- en soldadura multi-electrodo
Con C.C. (+) se logra mayor penetración, mejor aspecto superficial, y mayor resistencia a la porosidad.
Con C.C. (-) se obtiene mayor velocidad de deposición con menor penetración. Entonces será beneficiosa esta configuración para depositar recubrimientos o recargues.
Fe, Ni

25
Corriente de soldadura (puede ir hasta 2000A)
- Determina en forma directa la penetración y la velocidad de deposición, aumentando ambas con el aumento de la corriente;- una excesiva corriente puede producir socavaduras y un arco errático.
700-16001/46,4
600-13007,325,6
500-12003/164,8
400-9005/324,0
350-8001/83,2
300-6003/322,4
200-5005/642,0
150-3501/161,6
Ain.mm
CorrienteDiámetro de alambre
Tensión del arco
- Al aumentar la tensión, se incrementan la dilución y el ancho del cordón y disminuye la sobremonta; el arco se torna inestable cuando la tensión es excesiva;- Al mismo tiempo aumenta la cantidad de flux que se funde con igual cantidad de alambre, lo que afecta la composición química del metal de soldadura en el caso de emplear fundentes activos o aleados.
V↓Interacción fundente/electrodo↓
V↑Interacción fundente/electrodo↑

06 - Procesos de soldadura: SAW 27
Velocidad de avance
- Al aumentar la velocidad de avance de la soldadura, disminuye el ancho del cordón y la penetración, incrementándose el riesgo de porosidad;- Una excesiva velocidad de soldadura producirá socavadura y riesgo de porosidad, todo siendo consecuencia de la inestabilidad de la pileta líquida a altas velocidades.
06 - Procesos de soldadura: SAW 28
Diámetro del alambre
- Para una dada corriente, aumentando el diámetro del alambre se reduce la penetración, pero el arco se torna más inestable y se dificulta su encendido.
Longitud libre del alambre
Con un incremento de la misma se aumenta la velocidad de deposición y decrece la penetración.Cuanto mayor es la longitud libre del alambre más energía se pierde por efecto Joule.

06 - Procesos de soldadura: SAW 29
Inclinación del alambre
Tiene un efecto considerable sobre la penetración y sobre la generación de eventuales socavaduras.
06 - Procesos de soldadura: SAW 30
Espesor de la capa de fundente
- una capa de fundente de poco espesor, puede producir porosidad por una inadecuada protección del metal fundido. Afecta la apariencia del cordón;
- en general este parámetro se encuentra entre 25 y 40 mm, preferiblemente lo suficiente para no ver el arco;
- por otro lado, una capa muy gruesa desmejora el aspecto del cordón y puede conducir a derrames del metal fundido en soldaduras circunferenciales, además de producir dificultades para la remoción de la escoria en chaflanes profundos.
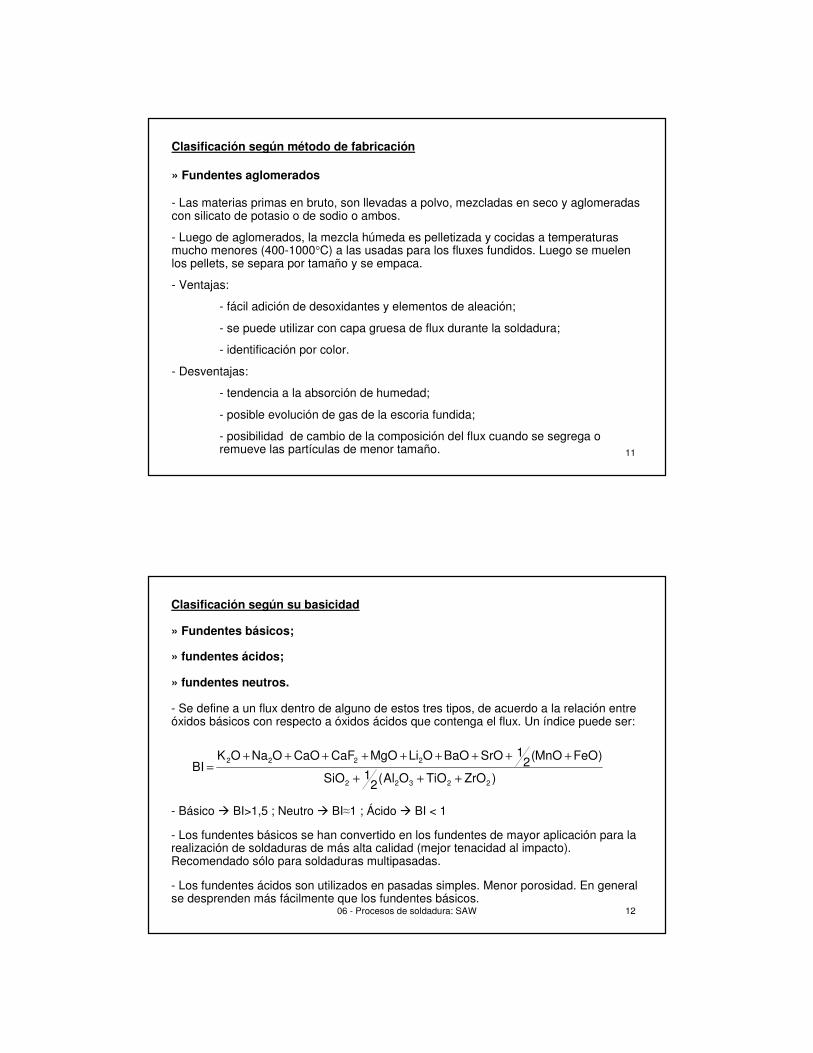
Soldaduras circunferenciales
- estas difieren de las realizadas en la posición plana debido a la tendencia del flux y del metal fundido a fluir fuera de la junta de soldadura.
- para lograr este tipo de soldaduras, se debe lograr que la soldadura solidifique a las 6 o 12 hs ( plano ).
06 - Procesos de soldadura: SAW 31
d
d
d
d
d
d
06 - Procesos de soldadura: SAW 32

06 - Procesos de soldadura: SAW 33
06 - Procesos de soldadura: SAW 34

06 - Procesos de soldadura: SAW 35
Ventajas del proceso
- las juntas pueden ser preparadas en V con poca profundidad de bisel debido a la alta penetración del proceso, obteniéndose con esto un menor consumo de alambre y fundente;- los procesos de soldadura pueden realizarse a altas velocidades debido a la elevada intensidad de corriente que se utiliza en la mayoría de las aplicaciones;- no es necesario proteger al operador de la emisión de radiación, evitándose además las salpicaduras del metal fundido;- el fundente actúa como desoxidante protegiendo el arco y aportando elementos de aleación al cordón en caso de usarse fundentes aleados.
Desventajas del proceso
- muchas soldaduras requieren algún tipo de respaldo para evitar la perforación del metal base;
- este proceso conlleva un tiempo de preparación previa superior a otros;- con este proceso se sueldan piezas de no menos de 5 mm de espesor;- la posición de soldadura está restringida a la posición plana y horizontal.
06 - Procesos de soldadura: SAW 36
Documentos de referencia
− Welding Handbook; Volume 2; Welding processes –Part 1; Chapter 6; 2004− ASM Handbook; Welding, Brazing, and Soldering; Vol. 6, 1993− AWS A5.17; Specification for carbon steel electrodes and fluxes forsubmerged arc welding; 2007− AWS A5.23; Specification for low alloy steel electrodes and fluxes forsubmerged arc welding; 2011−Kou, S.; Welding Metallurgy; 2003− http://www.millerwelds.com/pdf/Submerged.pdf− http://www.esab.de/de/de/support/upload/XA00136020-Submerged-Arc-welding-handbook.pdf− http://www.kobelcowelding.com/20100119/handbook2009.pdf


















