Eac Preparacion de Superficies Jose i Huertas s PDF
17
Preparación de Superficies Metálicas Ing. José Ignacio Huertas S. 2 de 68 2 de 68 • Introducción • Importancia de la Preparación de Superficies • Condiciones de la Superficie Metálica • Defectos de la Superficie • Estandares de Preparación de Superficies • Tipos de Abrasivos • Selección de los Abrasivos • Estándares para Abrasivos de acuerdo con la SSPC • Métodos de limpieza con Chorro de Agua : • sin Abrasivos (Waterjetting) y • con Abrasivos (Wet Blasting)
-
Upload
jorge-lara -
Category
Documents
-
view
39 -
download
1
Transcript of Eac Preparacion de Superficies Jose i Huertas s PDF
Preparación de Superficies Metálicas
Ing. José Ignacio Huertas S.
2 de 68 2 de 68
• Introducción
• Importancia de la Preparación de Superficies
• Condiciones de la Superficie Metálica
• Defectos de la Superficie
• Estandares de Preparación de Superficies
• Tipos de Abrasivos
• Selección de los Abrasivos
• Estándares para Abrasivos de acuerdo con la SSPC
• Métodos de limpieza con Chorro de Agua :
• sin Abrasivos (Waterjetting) y
• con Abrasivos (Wet Blasting)

TIERRA
ACIDOS
SALES
GAS
HUMEDAD
UV
LA CORROSION COMO UN PROBLEMA DEL MEDIOCiclo de ejecuciónCiclo de ejecución
Controles
Estado de la Estructura
CondicionesExposición
Análisis Previo
Sistema deProtección
APLICACION
PreparaciónSoporte
ANALISIS PREPARACION DE SUPERFICIE
“El Enemigo”
• Factores que pueden afectar la vida del recubrimiento:
�Residuos (aceite, grasa, sucio, etc.)
�Sales químicas
�Óxidos
�Calamina
�Cascarillas de herrumbre6 de 68
Calamina• Formadas por la reacción entre el
acero caliente y el oxígeno
• Adhesión variable.
• Si se pinta, el recubrimiento puede fallar por delaminación del acero o pérdida de adhesión.
• Son catódicas con respecto al acero, por ello se protege de la corrosión mediante el acero anódico.
• La limpieza abrasiva da los mejores resultados.
31 de 68
Inspección de Contaminaciones
• Se realiza tres veces:
� Antes de cualquier preparación de la superficie
�Después de la preparación de la superficie, antes de la aplicación
� Entre la aplicación de cada capa
8 de 68
Problemas de Diseño Comunes
• Áreas de difícil acceso / inaccesibles
• Remaches, pernos, etc.
• Soldaduras
• Cavidades
• Superficies traslapadas o solapadas
• Ángulos
• Áreas enroscadas (espárragos)
• Materiales disímiles
• Bordes filosos
• Apoyos de construcción
10 de 68

Problema de Diseño –Áreas de Difícil Acceso
11 de 68
Problema de Diseño –
Cavidades
14 de 68
Problema de Diseño –Bordes Filosos
17 de 68
Problema de Diseño –Apoyos de Construcción
18 de 68
Defecto de Fabricación –Salpicadura de Soldadura
20 de 68
Defecto de Fabricación –Soldadura Rugosa
22 de 68
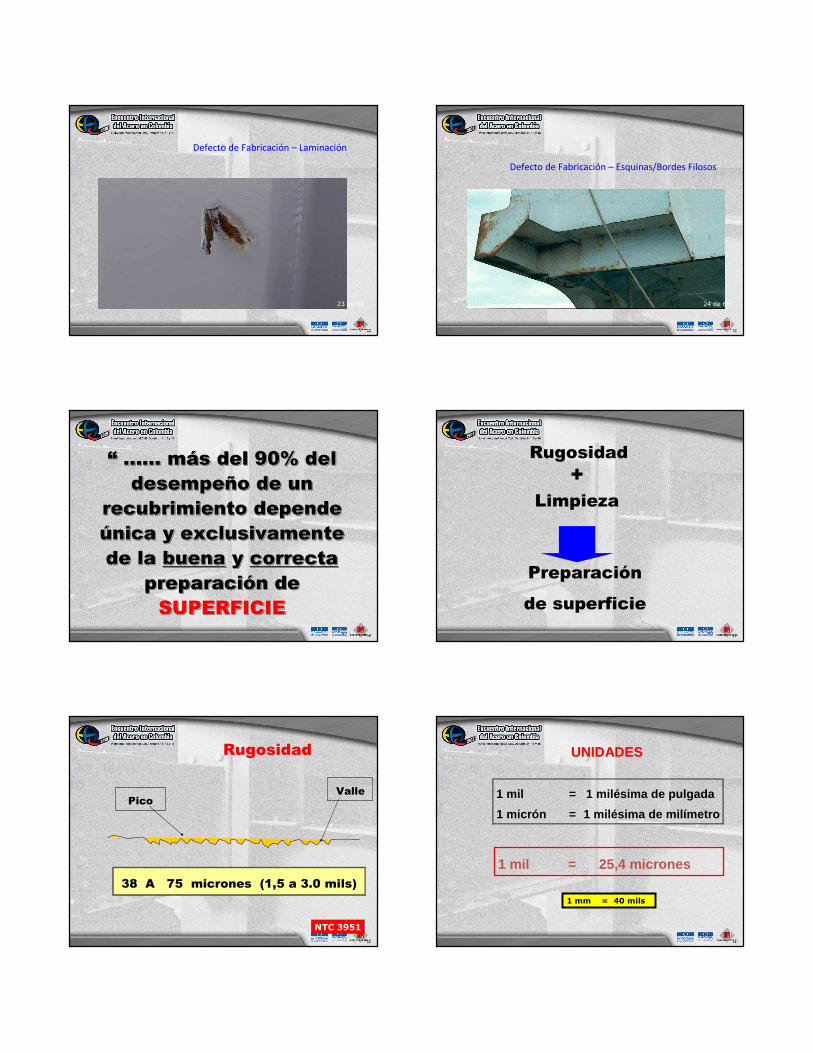
Defecto de Fabricación – Laminación
23 de 68
Defecto de Fabricación – Esquinas/Bordes Filosos
24 de 68
“ ...… más del 90% del
desempeño de un
recubrimiento depende
única y exclusivamente
de la buena y correcta
preparación de
SUPERFICIE
““ ......…… mmáás del 90% del s del 90% del
desempedesempeñño de un o de un
recubrimiento depende recubrimiento depende
úúnica y exclusivamente nica y exclusivamente
de la de la buenabuena y y correctacorrecta
preparacipreparacióón de n de
SUPERFICIE SUPERFICIE
Limpieza
Preparación
de superficie
+Rugosidad
Rugosidad
PicoValle
38 A 75 micrones (1,5 a 3.0 mils)
NTC 3951
UNIDADESUNIDADES
1 mil = 1 milésima de pulgada
1 micrón = 1 milésima de milímetro
1 mil = 25,4 micrones
1 mm = 40 mils

Perfil de Anclaje
NACE
Alto Perfil de Anclaje
Perfil de Anclaje Optimo
NACE
•La limpieza abrasiva proporciona al sustrato una superficie de textura uniforme y no lisa.
•El área superficial se incrementa para mejor adhesión de los recubrimientos.
•En general, un perfil de anclaje óptimo es mejor para la adhesión del recubrimiento.
Medición del Perfil de la Anclaje
•Puede evaluarse mediante diversos métodos:
�Comparador y cupones
�Cintas de réplica
�Micrómetro de profundidad o profilómetro
59 de 96
Cupones y Comparadores
• Permiten determinar el perfil superficial por comparación.
• Algunos sistemas de comparadores incluyen discos de referencia y lupas para la comparación visual.
• Los Comparadores ISO 8503se utilizan para “Grit y “Shot” .
60 de 96
Cupones y Comparadores
• Comparadores de Perfil de Anclaje Keane-Tator
• Discos de referencia disponibles para arena, grit/acero y shot.
61 de 96

Cintas de Réplica
• Puede usarse para medir el perfil de anclaje
• Existen dos tipos:
– Gruesa (20 a 50 µm [0,8 mil a 2,0 mil])
– Extra-gruesa (37 a 112 µm [1,5 mil a 4,5 mil])
62 de 96
Procedimiento de la Cinta de Réplica
• Un pequeño cuadrado de espuma comprimible se empuja contra la superficie.
• La “réplica” resultante se mide para obtener el perfil de la superficie.
63 de 96
Micrómetro Analógico de Profundidad o ProfilómetroAnalógico
• La base del instrumento descansa sobre los picos – la punta tensada con un resortes se proyecta hacia los valles
• ASTM D 4417, Método B
64 de 96
Micrómetro Digital de Profundidad o Profilómetro Digital
• Almacena lecturas en la memoria del equipo.
• Analiza estadísticamente los grupos de lecturas.
• Imprime las lecturas obtenidas.
• Precisión de 5 µm (0,20 mils) ±±±± 5%
• Calibración de acuerdo a ASTM D 4417, Método B.
65 de 96
2 de 68
LIMPIEZA
Métodos de Preparación de la Superficie
• Limpieza con solventes
• Limpieza con herramientas manuales
• Limpieza con herramientas de poder
• Limpieza con llama
• Decapado ácido (“pickling”)
• Limpieza abrasiva (usando granallas – “shot” o “grit”)
• Chorro de agua
– Con agua solamente
– Con agua y abrasivos inyectados
28 de 68
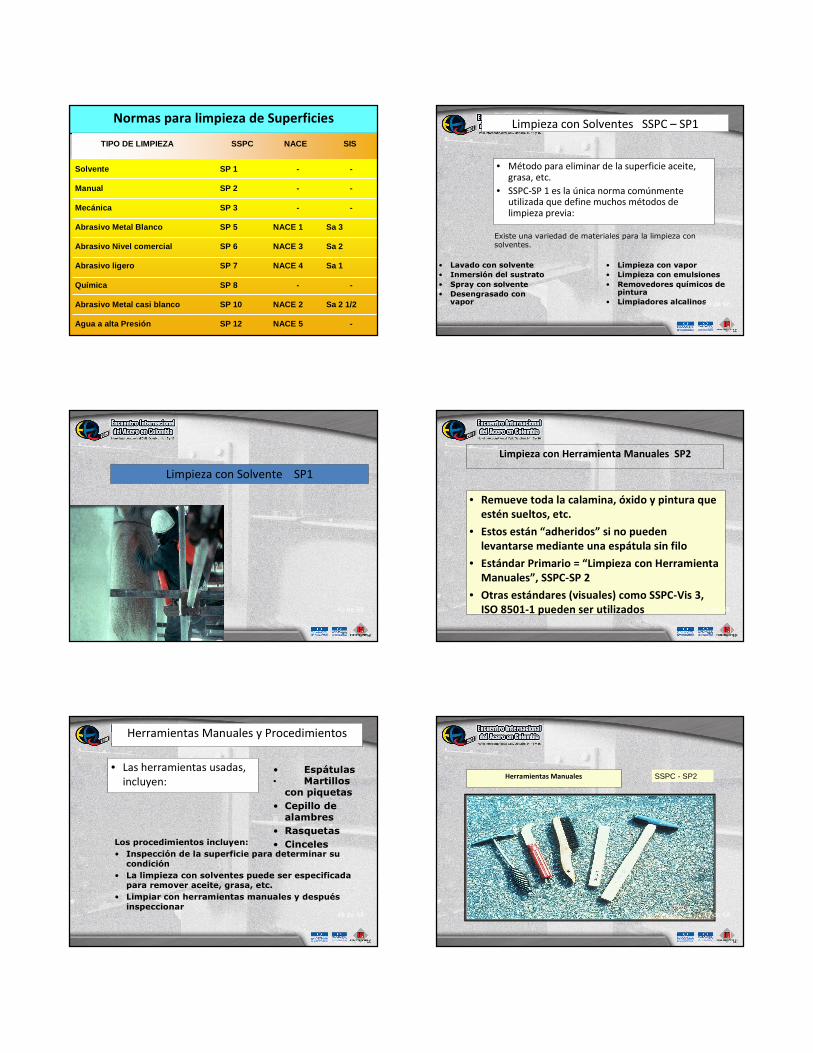
Normas para limpieza de Superficies
TIPO DE LIMPIEZA SSPC NACE SIS
Solvente SP 1 - -
Manual SP 2 - -
Mecánica SP 3 - -
Abrasivo Metal Blanco SP 5 NACE 1 Sa 3
Abrasivo Nivel comercial SP 6 NACE 3 Sa 2
Abrasivo ligero SP 7 NACE 4 Sa 1
Química SP 8 - -
Abrasivo Metal casi blanco SP 10 NACE 2 Sa 2 1/2
Agua a alta Presión SP 12 NACE 5 -
Limpieza con Solventes SSPC – SP1
• Método para eliminar de la superficie aceite, grasa, etc.
• SSPC-SP 1 es la única norma comúnmente utilizada que define muchos métodos de limpieza previa:
• Limpieza con vapor
• Limpieza con emulsiones
• Removedores químicos de pintura
• Limpiadores alcalinos
• Lavado con solvente
• Inmersión del sustrato
• Spray con solvente
• Desengrasado con vapor
Existe una variedad de materiales para la limpieza con solventes.
39 de 68
Limpieza con Solvente SP1
41 de 68
Limpieza con Herramienta Manuales SP2
• Remueve toda la calamina, óxido y pintura que estén sueltos, etc.
• Estos están “adheridos” si no pueden levantarse mediante una espátula sin filo
• Estándar Primario = “Limpieza con Herramienta Manuales”, SSPC-SP 2
• Otras estándares (visuales) como SSPC-Vis 3, ISO 8501-1 pueden ser utilizados 47 de 68
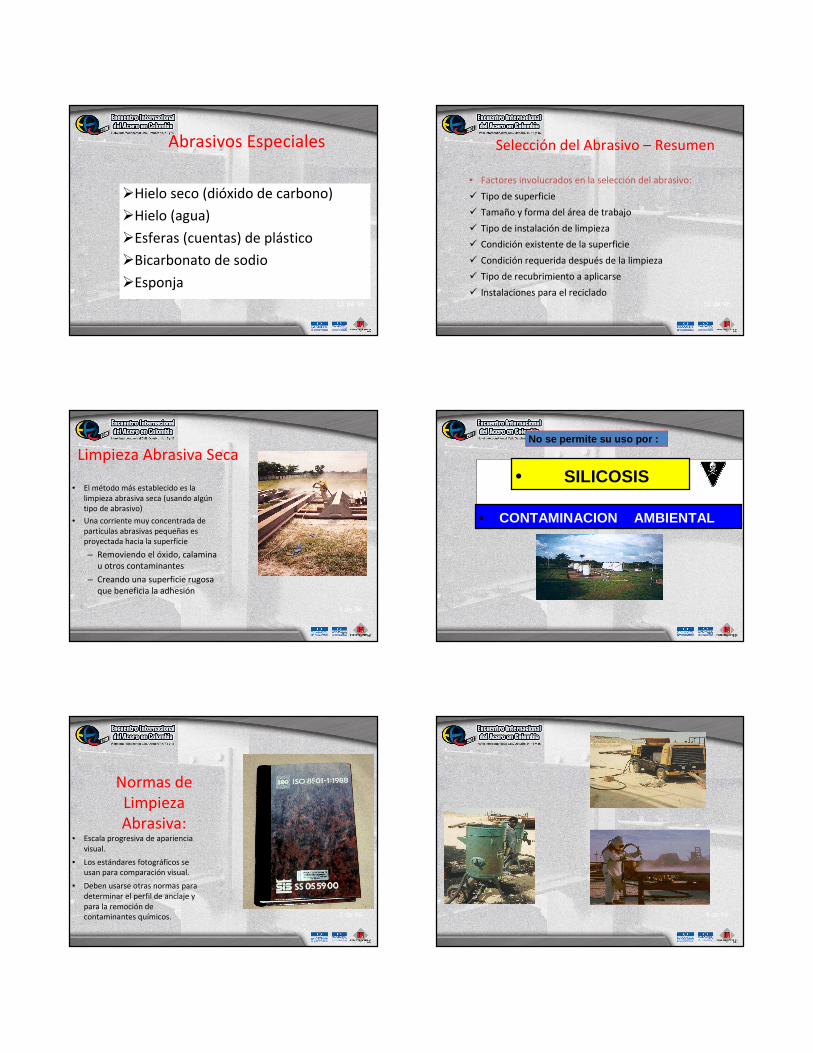
Herramientas Manuales y Procedimientos
• Las herramientas usadas, incluyen:
• Espátulas• Martillos
con piquetas
• Cepillo de alambres
• Rasquetas
• CincelesLos procedimientos incluyen:
• Inspección de la superficie para determinar su condición
• La limpieza con solventes puede ser especificada para remover aceite, grasa, etc.
• Limpiar con herramientas manuales y después inspeccionar
48 de 68
Herramientas Manuales
49 de 68
SSPC - SP2

51 de 68SSPC - SP2
51 de 68SSPC - SP2
Limpieza con Herramientas Mecánicas SP3
• Método de preparar el acero con herramientas de limpieza motorizadas
• Puede eliminar materia extraña, calamina levemente adherida, óxido suelto y pintura suelta
• Las Normas son SSPC-SP 3 e ISO 8501-1 St 2, St 3
• Frecuentemente usada en mantenimiento51 de 68
Herramientas Mecánicas SSPC – SP3
• Cepillo de alambre rotatorio (carda, grata)
• Herramientas de impacto, como:
– Pistola de agujas
– Cincel de pistón
– Raspador rotatorio
• Discos abrasivos y lijadoras
52 de 68
51 de 68
SSPC – SP3
Cepillo de Alambre Rotatorio
54 de 68

58 de 68
Herramientas de Impacto – Cincel de Pistón
Herramientas de Impacto – Cortadoras y Lijadoras
62 de 68
SSPC-SP 11
• Se permiten residuos leves de óxido y pintura en el fondo de las picaduras
• La superficie necesita un perfil de no menos de 25 µm (1 mil)
• Las superficies no se consideran iguales que las preparadas mediante limpieza abrasiva
64 de 68
SSPC-SP 11
Métodos de Limpieza Abrasiva
� Limpieza abrasiva seca
� Limpieza con agua e inyección de abrasivo
� Limpieza con abrasivo húmedo (“slurry”)
� Limpieza abrasiva húmeda
� Limpieza abrasiva centrífuga (granallado)
3 de 96
Seguridad
•La limpieza abrasiva es potencialmente peligrosa.
•Los abrasivos salen de la boquilla a gran velocidad y pueden impactar en superficies o en otros trabajadores.
•El sistema debe conectarse a tierra para prevenir choque eléctrico. (Particularmente importante cuando el operador trabaja en alturas o en ambientes peligrosos).
23 de 96
Abrasivos•La rugosidad de la superficie y la velocidad de limpieza dependen –hasta cierto punto – del tipo de abrasivo utilizado.
•Los abrasivos más usados incluyen:
–Arena –Granallas de acero (“grit” o “shot”)
–Escoria molida
–Abrasivos minerales naturales
–Abrasivos de cerámica
•La arena angular es barata y eficaz pero cada vez más se dificulta su uso debido a que produce Silicosis. 39 de 96
Revisión de los Abrasivos
• Los inspectores y operadores deben asegurar:
�Que el tipo y tamaño de abrasivo usado sean los especificados.
�Que se siga el procedimiento de reciclado especificado.
�Que los abrasivos estén limpios y libres de humedad.
�Que no estén en contacto directo con el suelo.
45 de 96
• El CONTRATISTA deberáefectuar un análisis de la arena en uso, siempre que sea requerido por el CLIENTE o su representante en la obra.
CaracterísticasARENA
47 de 96
Granallas de Acero (““““Grit”””” o ““““Shot”)
� Disponibles en una variedad de grados y a una dureza mínima específica.
� Excelente abrasivo multiusos debido a su alta densidad y lento desgaste.
� Demasiado costoso si no es posible reciclarlo.
40 de 96
Escoria Molida
• Abrasivos relativamente económicos.
• Eficaces para "un solo uso"
• Abrasivos desechables.
• Pueden ser:
– Escorias de cobre
– Escorias de carbón
– Escorias de
41 de 96
Abrasivos Especiales
�Hielo seco (dióxido de carbono)
�Hielo (agua)
�Esferas (cuentas) de plástico
�Bicarbonato de sodio
�Esponja51 de 96
Selección del Abrasivo – Resumen
• Factores involucrados en la selección del abrasivo:
� Tipo de superficie
� Tamaño y forma del área de trabajo
� Tipo de instalación de limpieza
� Condición existente de la superficie
� Condición requerida después de la limpieza
� Tipo de recubrimiento a aplicarse
� Instalaciones para el reciclado52 de 96
Limpieza Abrasiva Seca
• El método más establecido es la limpieza abrasiva seca (usando algún tipo de abrasivo)
• Una corriente muy concentrada de partículas abrasivas pequeñas es proyectada hacia la superficie
– Removiendo el óxido, calamina u otros contaminantes
– Creando una superficie rugosa que beneficia la adhesión
4 de 96
• SILICOSIS
No se permite su uso por :
• CONTAMINACION AMBIENTAL
Normas de Limpieza Abrasiva:
• Escala progresiva de apariencia visual.
• Los estándares fotográficos se usan para comparación visual.
• Deben usarse otras normas para determinar el perfil de anclaje y para la remoción de contaminantes químicos. 7 de 96 9 de 96
El operador debe cubrir sistemáticamente toda la superficie a
limpiarse
17 de 96
•El estándar de la limpieza abrasiva no debe ser más, ni menos, que lo especificado.
•La boquilla debe quedar casi a un ángulo de 90°de la superficie, pero con ligera inclinación.
ARENADO EN SECO
• Algunas superficies (ej. con calamina gruesa) se arenan mejor a un menor ángulo.
• Se puede requerir que el arenado final se haga a un ángulo cercano a 90°para un buen perfil.
• La velocidad del recorrido de la boquilla afecta la tasa de limpieza.
18 de 96
Técnica de Limpieza con Chorro Abrasivo
Tamaño de la Boquilla
• La velocidad del arenado y el consumo de aire dependen del tamaño de la boquilla.
• El tamaño máximo de la boquilla depende de la capacidad del compresor.
• El tamaño se incrementa con el desgaste.
• Boquillas más costosas, de aleaciones especiales resistentes al desgaste, usualmente terminan siendo más económicas.
30 de 96
Protección de Estructuras Adyacentes
• Las superficies que no serán arenadas deben cubrirse con materiales adecuados.
• Los materiales de protección deben fijarse en su lugar antes de empezar el arenado y revisarse regularmente.
56 de 96
Soplado
• La superficie arenada debe limpiarse para quitar el polvo y abrasivo residuales.
• Puede limpiarse con chorro de aire, aspirado o cepillo.
• Si no se limpian bien, los residuos escondidos en las esquinas pueden causar mala adhesión del recubrimiento.
57 de 96
Limpieza de la Superficie
• Las superficies deben estar libres de aceite y grasa antes de la limpieza abrasiva.
• Todas las superficies deberían inspeccionarse después de la limpieza para ver si cumplen con la especificación.
• La limpieza después de la preparación es importante – el abrasivo residual debe eliminarse antes de aplicar el primario.
66 de 96

BROCHURE PREPARACION DE
SUPERFICIES
Limpieza Métodos Químicos SSPC-SP8
• CONVERTIDORES DE OXIDO
• FOSFATIZANTES: Fe, Zn
Condición de la Superficie
•Las superficies no deben deteriorarse o contaminarse entre la preparación y la aplicación del recubrimiento.
•El tiempo transcurrido después de la limpieza debe mantenerse a un mínimo, por lo general está limitado a 4 hr.
•Un tiempo de espera prolongado sólo se permite en ambientes cálidos y secos.
67 de 96
Condiciones Ambientales
Se debe monitorear:
• Temperatura del aire
• Temperatura del sustrato
• Humedad relativa
• Temperatura del punto de rocío
68 de 96
Temperatura del Aire y de la Superficie
• No es prudente arenar si la superficie está más fría que el aire circundante.
• La humedad puede condensarse, causando oxidación instantánea.
69 de 96
Humedad Relativa• La HR alta puede producir un rápido
deterioro de la superficie preparada.
• La mayoría de las especificaciones requieren que el recubrimiento no se aplique si la HR excede cierto límite.
• La HR alta también inhibe la evaporación de solventes.
70 de 96
- Temperatura Ambiente- Humedad Relativa
Temp. Rocío
Consultar la Hoja Técnica del producto
EVALUACION DE CONDICIONES AMBIENTALES
NTC
3951
Temp Sustrato
Temp. Rocío
La temperatura del SUSTRATO
(ó chapa) debe estar por lo menos
3 °°°°C por encima de la temperatura de
rocío ( o de condensación) :
ot sustrato > ot rocío + 3 °°°°C
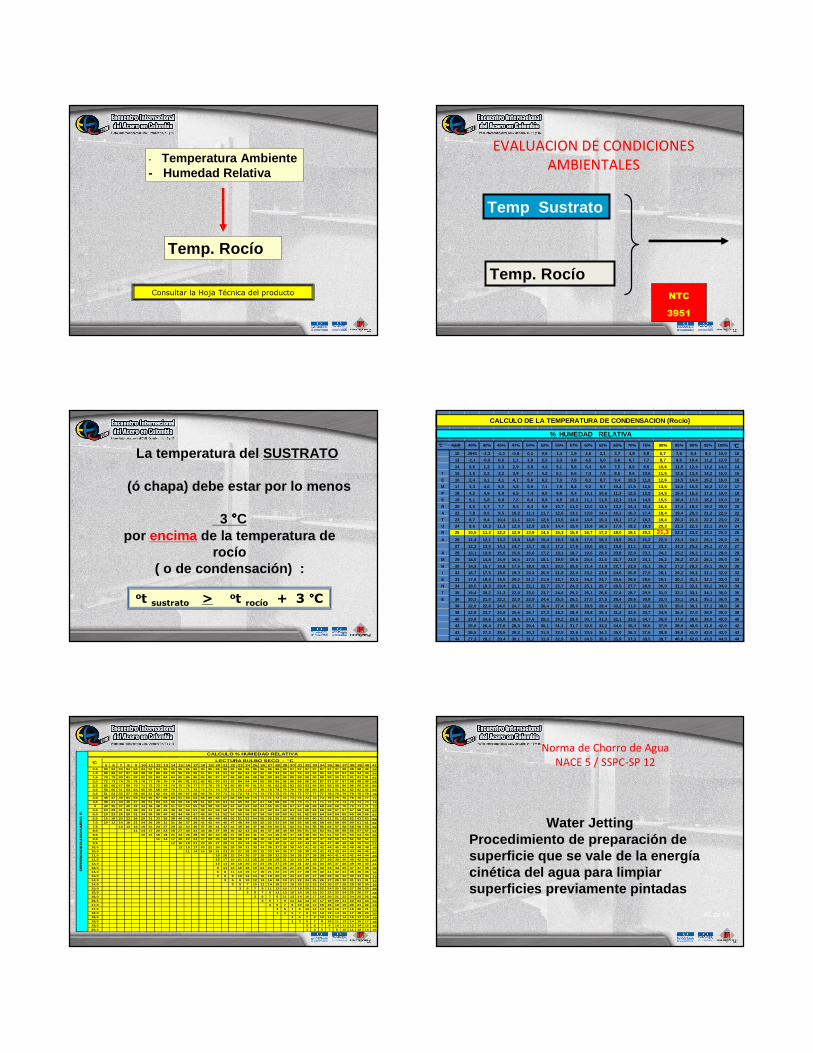
40% 42% 45% 47% 50% 52% 55% 57% 60% 62% 65% 70% 75% 80% 85% 90% 95% 100% °C10 JIHS -2,3 -1,3 -0,8 0,1 0,6 1,4 1,9 2,6 3,1 3,7 4,8 5,8 6,7 7,6 8,4 9,2 10,0 10
12 -1,1 -0,5 0,5 1,1 1,9 2,5 3,3 3,8 4,5 5,0 5,6 6,7 7,7 8,7 9,6 10,4 11,2 12,0 12
14 0,6 1,3 2,3 2,9 3,8 4,3 5,1 5,6 6,4 6,9 7,5 8,6 9,6 10,6 11,5 12,4 13,2 14,0 14
T 15 1,5 2,2 3,2 3,8 4,7 5,2 6,1 6,6 7,3 7,8 8,5 9,6 10,6 11,6 12,5 13,4 14,2 15,0 15
E 16 2,4 3,1 4,1 4,7 5,6 6,2 7,0 7,5 8,3 8,7 9,4 10,5 11,6 12,6 13,5 14,4 15,2 16,0 16
M 17 3,3 4,0 5,0 5,6 6,5 7,1 7,9 8,4 9,2 9,7 10,4 11,5 12,5 13,5 14,5 15,3 16,2 17,0 17
P 18 4,2 4,9 5,9 6,5 7,4 8,0 8,8 9,4 10,1 10,6 11,3 12,5 13,5 14,5 15,4 16,3 17,2 18,0 18
E 19 5,1 5,8 6,8 7,5 8,4 8,9 9,8 10,3 11,1 11,6 12,3 13,4 14,5 15,5 16,4 17,3 18,2 19,0 19
R 20 6,0 6,7 7,7 8,4 9,3 9,9 10,7 11,2 12,0 12,5 13,2 14,4 15,4 16,4 17,4 18,3 19,2 20,0 20
A 22 7,8 8,5 9,5 10,2 11,1 11,7 12,6 13,1 13,9 14,4 15,1 16,3 17,4 18,4 19,4 20,3 21,2 22,0 22
T 23 8,7 9,4 10,4 11,1 12,0 12,6 13,5 14,0 14,8 15,3 16,1 17,2 18,3 19,4 20,3 21,3 22,2 23,0 23
U 24 9,6 10,3 11,3 12,0 12,9 13,5 14,4 15,0 15,8 16,3 17,0 18,2 19,3 20,3 21,3 22,3 23,1 24,0 24
R 25 10,5 11,2 12,2 12,9 13,9 14,5 15,3 15,9 16,7 17,2 18,0 19,1 20,3 21,3 22,3 23,2 24,1 25,0 25
A 26 11,4 12,1 13,2 13,8 14,8 15,4 16,3 16,8 17,6 18,2 18,9 20,1 21,2 22,3 23,3 24,2 25,1 26,0 26
27 12,3 13,0 14,1 14,7 15,7 16,3 17,2 17,8 18,6 19,1 19,9 21,1 22,2 23,2 24,3 25,2 26,1 27,0 27
A 28 13,1 13,9 15,0 15,6 16,6 17,2 18,1 18,7 19,5 20,0 20,8 22,0 23,1 24,2 25,2 26,2 27,1 28,0 28
M 29 14,0 14,8 15,9 16,5 17,5 18,1 19,0 19,6 20,4 21,0 21,7 23,0 24,1 25,2 26,2 27,2 28,1 29,0 29
B 30 14,9 15,7 16,8 17,5 18,4 19,1 20,0 20,5 21,4 21,9 22,7 23,9 25,1 26,2 27,2 28,2 29,1 30,0 30
I 32 16,7 17,5 18,6 19,3 20,3 20,9 21,8 22,4 23,2 23,8 24,6 25,8 27,0 28,1 29,2 30,1 31,1 32,0 32
E 33 17,6 18,4 19,5 20,2 21,2 21,8 22,7 23,3 24,2 24,7 25,5 26,8 28,0 29,1 30,1 31,1 32,1 33,0 33
N 34 18,5 19,3 20,4 21,1 22,1 22,7 23,7 24,3 25,1 25,7 26,5 27,7 28,9 30,0 31,1 32,1 33,1 34,0 34
T 35 19,4 20,2 21,3 22,0 23,0 23,7 24,6 25,2 26,1 26,6 27,4 28,7 29,9 31,0 32,1 33,1 34,1 35,0 35
E 36 20,3 21,0 22,2 22,9 23,9 24,6 25,5 26,1 27,0 27,5 28,4 29,6 30,8 32,0 33,1 34,1 35,1 36,0 36
38 22,0 22,8 24,0 24,7 25,7 26,4 27,4 28,0 28,9 29,4 30,2 31,6 32,8 33,9 35,0 36,1 37,1 38,0 38
39 22,9 23,7 24,9 25,6 26,7 27,3 28,3 28,9 29,8 30,4 31,2 32,5 33,7 34,9 36,0 37,0 38,0 39,0 39
40 23,8 24,6 25,8 26,5 27,6 28,2 29,2 29,8 30,7 31,3 32,1 33,5 34,7 35,9 37,0 38,0 39,0 40,0 40
42 25,6 26,4 27,6 28,3 29,4 30,1 31,1 31,7 32,6 33,2 34,0 35,4 36,6 37,8 38,9 40,0 41,0 42,0 42
43 26,5 27,3 28,5 29,2 30,3 31,0 32,0 32,6 33,5 34,1 35,0 36,3 37,6 38,8 39,9 41,0 42,0 43,0 43
44 27,3 28,2 29,4 30,1 31,2 31,9 32,9 33,5 34,5 35,0 35,9 37,3 38,5 39,7 40,9 42,0 43,0 44,0 44
CALCULO DE LA TEMPERATURA DE CONDENSACION (Rocio)
% HUMEDAD RELATIVA
°C %HR
5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 410.5 93 93 93 94 94 94 94 94 95 95 95 95 95 95 95 96 96 96 96 96 96 96 96 96 96 97 97 97 97 97 97 97 98 98 98 98 981,0 86 86 87 87 88 88 88 89 89 90 90 90 90 91 91 91 91 92 92 92 92 92 92 93 93 93 93 93 93 93 93 93 93 93 94 94 941,5 79 79 80 81 82 82 83 83 84 84 85 85 86 86 86 87 87 88 88 88 88 88 89 89 89 89 89 89 90 90 90 90 91 91 91 91 912,0 72 73 74 75 76 76 77 78 79 79 80 81 81 82 82 83 83 83 84 84 84 85 85 85 86 86 86 86 86 87 87 87 87 88 88 88 882,5 65 66 67 69 70 71 72 73 74 74 75 76 77 77 78 78 79 80 80 80 81 81 81 82 82 83 83 83 84 84 85 85 86 86 86 86 86
3,0 58 60 61 63 64 65 66 68 69 70 71 71 72 73 74 74 75 76 76 77 77 78 78 78 79 79 79 80 80 80 81 81 82 82 82 82 833,5 51 53 55 57 58 60 61 62 64 65 66 67 68 69 70 70 71 72 72 73 74 74 75 75 76 76 77 77 77 77 78 78 79 79 79 79 794,0 45 47 49 51 53 54 56 57 59 60 61 63 64 65 65 66 67 68 69 69 70 71 71 72 72 73 73 74 74 74 75 75 76 76 76 77 774,5 38 41 43 45 47 49 51 53 54 56 58 58 59 61 62 63 64 64 65 66 67 67 68 68 69 70 70 71 71 71 72 72 73 73 74 74 745 32 35 37 40 42 44 46 48 49 51 52 54 55 56 58 59 60 61 62 63 63 64 65 65 66 67 67 68 68 68 69 69 70 70 71 71 72
5,5 24 29 31 34 36 39 41 43 45 46 48 50 51 53 54 55 56 57 58 59 60 61 62 62 63 64 64 65 66 66 66 67 67 67 68 68 696,0 19 23 26 29 31 34 36 38 40 42 44 46 47 49 50 51 52 54 55 56 57 58 59 59 60 61 61 62 63 64 64 64 65 65 66 66 676,5 15 18 20 23 26 29 31 33 36 38 40 42 43 45 46 48 49 50 51 53 54 55 55 56 57 58 59 60 60 61 61 61 62 62 63 63 647,0 10 12 14 18 21 24 26 29 31 31 36 37 39 41 43 44 46 47 48 49 50 52 52 53 54 55 55 56 58 58 59 59 60 60 61 61 627,5 10 13 16 19 22 24 27 29 32 34 36 37 39 41 42 44 45 46 47 48 50 50 51 52 53 54 55 56 56 57 58 58 58 59 598,0 11 14 17 20 23 25 27 30 32 34 36 37 39 40 42 43 44 46 47 48 49 50 50 51 52 53 54 55 55 56 57 57 578,5 10 12 16 18 21 23 26 28 30 32 34 36 37 39 40 41 43 44 45 46 47 48 49 50 51 51 52 53 53 54 54 559,0 11 14 17 20 22 24 27 29 30 32 34 36 37 38 40 41 42 43 44 45 46 47 47 49 50 51 51 52 52 539,5 12 16 18 21 23 25 27 29 31 33 34 36 37 38 40 41 42 43 44 45 46 47 48 48 48 50 50 51
10,0 12 15 17 20 22 24 26 28 30 31 33 34 36 37 38 39 40 41 42 42 44 45 46 46 48 48 4910,5 11 14 16 19 21 23 25 27 28 30 32 33 34 36 37 38 39 40 41 42 43 44 44 46 46 4711,0 18 20 22 24 26 27 29 30 32 33 34 35 37 38 38 40 41 42 42 44 44 4511,5 15 17 19 21 23 25 26 28 29 31 32 33 34 36 37 38 39 40 40 42 42 4312,0 12 14 16 18 20 22 24 25 27 28 30 31 32 33 34 36 37 38 39 40 40 4112,5 9 11 13 16 18 19 21 23 25 26 27 29 30 31 32 33 34 35 37 37 38 3813,0 6 8 11 13 15 17 19 21 22 24 25 27 28 29 30 31 32 34 35 35 36 3613,5 3 6 8 10 12 14 16 18 20 21 23 24 25 27 28 29 30 32 33 33 34 3414,0 3 5 8 10 12 14 16 18 19 21 22 24 25 26 27 29 30 31 31 31 3214,5 3 5 7 10 12 14 15 17 19 20 22 23 24 26 27 28 29 30 30 3015,0 3 5 7 9 11 13 15 17 18 20 21 22 24 25 26 27 28 28 2915,5 3 5 7 9 11 13 15 16 18 19 21 22 23 24 25 26 27 2816,0 3 5 7 9 11 13 14 16 17 19 20 21 22 24 25 26 2616,5 3 5 7 9 11 12 14 15 17 18 20 21 22 23 24 2517,0 3 5 7 9 10 12 14 15 16 18 19 20 21 22 2317,5 3 5 7 8 10 12 13 15 16 17 19 20 21 2218,0 1 3 5 7 8 10 12 13 14 16 17 18 20 2018,5 3 5 7 8 10 11 13 14 16 17 18 1919,0 1 3 5 7 8 10 11 13 14 15 17 1819,5 3 5 7 8 10 11 13 14 15 1620,0 1 3 5 7 8 10 11 12 14 15
DEPR
ESIO
N D
E B
ULB
O H
UM
ED
O,
°C
LECTURA BULBO SECO - ° C
CALCULO % HUMEDAD RELATIVA
°C
Norma de Chorro de Agua NACE 5 / SSPC-SP 12
85 de 96
Water JettingProcedimiento de preparación desuperficie que se vale de la energíacinética del agua para limpiar superficies previamente pintadas

Limpieza Abrasiva Húmeda o “Waterjetting”
79 de 96
Limpieza por Wetblasting
•El agua reduce las emisiones de polvo
•El agua puede lavar los contaminantes solubles
•Dos formas:
–Abrasivo combinado con agua (Waterblasting)
–Agua exclusivamente (Chorro de Agua o “Waterjetting”)
•Las dos pueden usar inhibidores para reducir la oxidación.
80 de 96
WET BLASTING COMO SOLUCION A LA PREPARACION DE SUPERFICIE:
• Limpieza
• Perfil de Anclaje
• No silicosis
NACE RP 0172INHIBIDOR DE CORROSION
SOLUCION ........ ?
Se agrega al agua del proceso de sandblasting en una proporción
de 2%:a 100 galones de agua se
adicionan 2 galones de Inhibidor.
INHIBIDOR DE CORROSION Ventajas del Chorro de Agua
• El agua está disponible en grandes cantidades y es más económica.
• Carencia de contaminación de las áreas circundantes (no hay partículas de abrasivo)
• Carencia de polvo y riesgos de chispa.
82 de 96
Norma de Chorro de Agua NACE 5 / SSPC-SP 12
•Limpieza con Agua a Baja Presión (LP WC): Limpieza realizada a presiones menores a 34 MPa (5.000 psi).
•Limpieza con Agua a Alta Presión (HP WC): Limpieza realizada a presiones de 34 a 69 MPa (5.000 a 10.000 psi).
•Chorro de Agua a Alta Presión (HP WJ): Limpieza realizada a presiones de 69 a 207 MPa (10.000 psi a 30.000 psi).
•Chorro de Agua a Ultra-Alta Presión (UHP WJ): Limpieza realizada a presiones superiores a 207 MPa (30.000 psi).
85 de 96
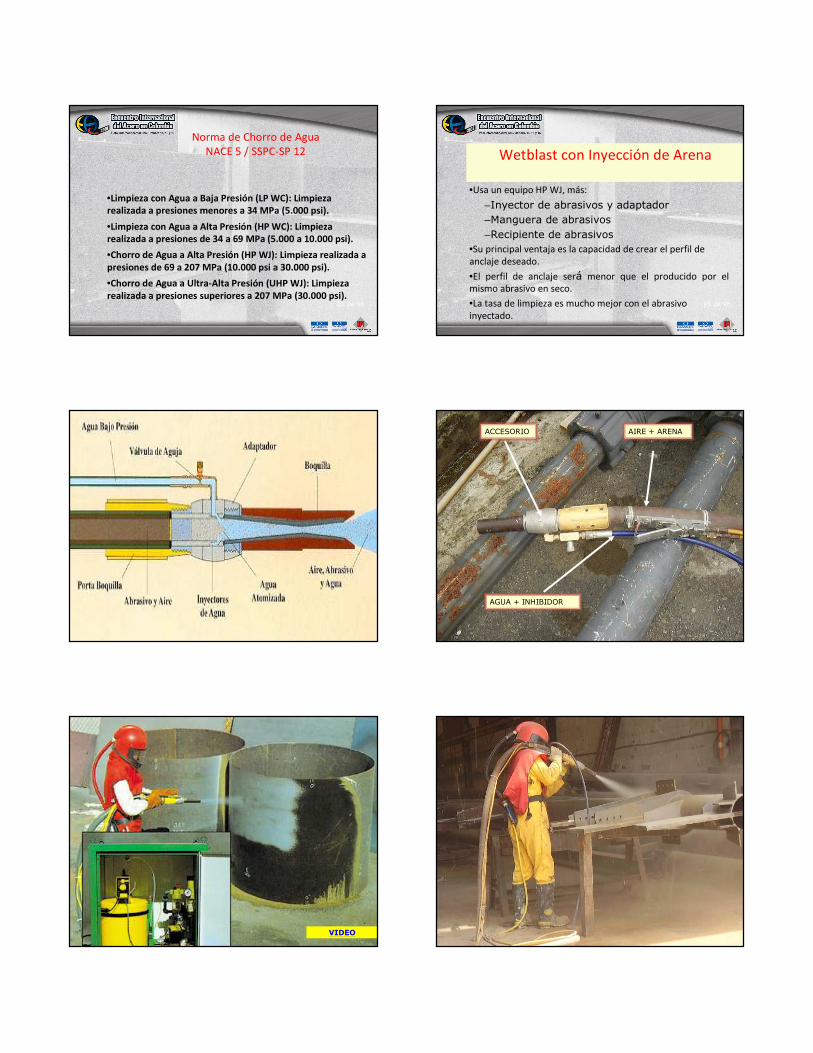
Wetblast con Inyección de Arena
•Usa un equipo HP WJ, más:
–Inyector de abrasivos y adaptador–Manguera de abrasivos
–Recipiente de abrasivos•Su principal ventaja es la capacidad de crear el perfil de anclaje deseado.
•El perfil de anclaje será menor que el producido por el mismo abrasivo en seco.
•La tasa de limpieza es mucho mejor con el abrasivo inyectado.
93 de 96
AGUA + INHIBIDOR
ACCESORIO AIRE + ARENA
VIDEO
Limpieza Abrasiva con Mezcla de Agua/Abrasivo
(“Slurry”)• El abrasivo y el agua se
mezclan juntos para formar una lodo.
• Requiere agitación constante.
• La presión puede controlarse fácil y exactamente.
94 de 96
PUNTO DE PARTIDAPUNTO DE PARTIDA
SAND BLASTINGSAND BLASTING
WET SAND BLASTINGWET SAND BLASTING
http://www.sika.com.co