El Martinete n
23
1. INTRODUCCION: EL MARTINETE Es importante definir los siguientes conceptos que son necesarios para entender el tema: - martinete: mazo de gran peso para batir algunos metales, abatanar, etc. A d em á s es ne ces a r io p ro te ge r la ca b e za de l p il ote: - Con un casquete de acero - También debe ser rellenado con una lecho de arena (material que se le pa re zc a ); - se debe usar un acolchado con un taco de plástico o madera. El martinete p a ra h in ca r pi lo te s s e d e sc o mp o ne en: a ) mar tin etes de caí da lib re: el hincado por percusión puede ejecutarse utilizando: martillos de caída libre (que ya sólo se usan para obras p ro v is io n al e s) lo s c u ales con si sten en u n blo q ue go lp ea d o r me tá li c o su je ta d o p o r un c a bl e d e a c er o a cc io n a do con un ma la ca te qu e lo le v a nt a y lo d e ja cae r libremente hasta impactar con el capuchón del pilote. Son bloques de hierro con un resalte(s) posterior que se aloja en las guías de la cabria de pilotaje, y tienen un cáncamo superior para pasar el cable del torno. El número de golpes que se puede realizar con una caída libre de 1200 a 1500 mm, oscila entre 10 y 20 por minuto, según el tipo. El peso del martinete debe ser mayor o igual que la mitad del peso del pilote de hormigón o acero, y de 1 a 1,5 veces el p e so d e l pi lo te s i e s de ma d er a . * El número de percusiones y la altura de caída son regulables sin graduación, p e ro d e p e nd e d e l ca u da l de la bo mb a h id r áu li c a b ) martinete de simp le e fecto : consisten en un cilindro pesado elevado por aire o vapor comprimido y que se desliza arriba y abajo con un pistón fijo, unos salientes o unos rodillos alojados en las guías de la estructura de sondaje mantienen la posición de la maza del martillo en relación con la cabeza del p ilo te . E l n ú me ro d e g olpe s pu ede o sc il a r entre 3 6 y 75 p or mi n u to , s egú n e l tipo, con una gama de pesos totales de martillo comprendida entre 2 y 15 toneladas. c ) martinete de dob le ef ecto : consisten en un circuito de hierro colado que p e r ma ne ce es tá ti co so b re la c ab e za de l p il o te mi e n tr as un mart in et e a cc ion a d o
-
Upload
sofia-amsturdeng -
Category
Documents
-
view
255 -
download
0
Transcript of El Martinete n
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 1/23
1. INTRODUCCION:
EL MARTINETE
Es importante definir los siguientes conceptos que son necesarios para
entender el tema:
- martinete: mazo de gran peso para batir algunos metales, abatanar, etc.
Además es necesario pro teger la cabeza de l pilote :
- Con un casquete de acero
- También debe ser rellenado con una lecho de arena (material que se le
parezca);
- se debe usar un acolchado con un taco de plástico o madera. El martinete
para hincar pi lo tes se descompone en:
a) mar t i n e tes de caída l i b r e : el hincado por percusión puede ejecutarse
utilizando: martil los de caída libre (que ya sólo se usan para obras
provis ionales) los cuales consisten en un bloque go lpeador metá lico su je tado
por un cable de acero acc ionado con un malacate que lo levanta y lo deja caer
libremente hasta impactar con el capuchón del pilote. Son bloques de hierro
con un resalte(s) posterior que se aloja en las guías de la cabria de pilotaje, y
tienen un cáncamo superior para pasar el cable del torno. El número de golpes
que se puede realizar con una caída libre de 1200 a 1500 mm, oscila entre 10
y 20 por minuto, según el tipo. El peso del martinete debe ser mayor o igual
que la mitad del peso del pilote de hormigón o acero, y de 1 a 1,5 veces el
peso del pi lo te si es de madera.
* El número de percusiones y la altura de caída son regulables sin graduación,
pero depende del cauda l de la bomba hidráu lica
b) ma r t i n e t e de s imp l e ef e c t o : consisten en un cilindro pesado elevado por
aire o vapor comprimido y que se desliza arriba y abajo con un pistón fijo, unos
salientes o unos rodillos alojados en las guías de la estructura de sondajemantienen la posición de la maza del martil lo en relación con la cabeza del
pilote . El número de golpes puede osc ilar entre 36 y 75 por minuto , según el
tipo, con una gama de pesos totales de martil lo comprendida entre 2 y 15
toneladas.
c) ma r t i n e t e de dob l e e fe c t o : consisten en un circuito de hierro colado que
permanece es tá tico sobre la cabeza del pilote mientras un mart inete acc ionado
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 2/23
por un vapor o ai re comprimido prop ina una serie de ráp idos go lpes en ambos
sentidos que obligan al pilote a mantenerse en movimiento durante la hinca. la
fuerza de los golpes es inferior a la de los martinetes de caída libre o de simple
efecto. la gama de pesos totales del martillo abarca desde los de 0,7 a los de 6
toneladas. También existen martinetes de doble efecto accionados por motor
diesel. Para determinar el tipo, el tamaño y la capacidad del martillo de impacto
se deben tomar en consideración las características de los suelos que se
atravesarán, las de los equipos (tales como la energía desarrollada y la
relación entre el peso del pilote y de las partes golpeantes) en virtud de que el
golpe no sólo debe tener la energía necesaria para vencer la resistencia que
presen tan al hincado, sino contar además con el peso su ficiente para reduci rl a
al mínimo (puesto que cuando se golpea demasiado esta energía se convierte
en trabajo destructivo provocándole al pilote fisuras, agrietamientos y
fracturas). no es recomendable por ningún motivo utilizar martil los con una
relación mayor de 4 entre el peso del pilote y el de las partes golpeantes. los
resultados más favorables, de acuerdo con la experiencia de los cimentadores,se obtienen con un martil lo cuyas partes golpeantes tengan un peso
sensiblemente igual al peso del pilote.
d ) ma r t i n e t e s d i e s e l : son martinetes autónomos ubicados en las guías del
equipo de sondeo y que se apoyan sobre la cabeza del pilote. El arranque de la
acción de hinca se produce por elevación del pistón en el interior del cilindro, lo
que activa la inyección de una cierta cantidad de combustible. La caída libre
del pistón comprime el combustible situado encima del yunque provocando su
explosión y la expansión resultante se traduce en una fuerza hacia abajo sobre
el yunque y una fuerza ascensional que eleva el pistón, provocando el reiniciodel ciclo que se irá repitiendo hasta que se corte la entrada de combustible. el
número de golpes puede oscilar desde 40 a 60 por minuto según el tipo,
mientras la gama de pesos totales del martillo, abarca desde los de 1,0 a los de
4, 5 toneladas.
Independientemente del tipo de martinete, su función es la misma, aunque sus
características varían según su modelo, motor, tamaño, capacidad,
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 3/23
2.marco teórico
El martinete es una máquina que consiste en un martillo o mazo movido
mecánicamente y se refiere a la deformación por choque. Se llama también
martinete a un mazo de gran peso, también denominado martil lo pilón, usado
en la forja, batido y estampado o embutido de metales.
El martinete es un gran bloque de hierro o acero, que se levanta por la acción
del vapor, de un cabrestante o del aire comprimido, y se deja caer en caída
libre (o forzada por aire comprimido), orientado por unas guí as laterales.
La pieza de metal es calentada en una fragua y cuando se encuentra a la
temperatura adecuada es colocada en un yunque. El yunque es una masa
pesada de acero con la par te superio r plana, una par te en forma de cuerno la
cual está curvada para producir diferentes curvaturas, y un agujero cuadrado
en la parte superior para acomodar varios accesorios del yunque. Mientras está
siendo martillado el metal, éste se sujeta con unas tenazas apropiadas. Algunas veces se usan fo rmadores, éstos tienen asas o mangos y el herre ro los
fija
Los martinetes obtienen su energía de la energía potencial del ariete, que se
convierte en energía cinética; por consiguiente, son limitadas por la energía). A
diferencia de las prensas hidráulicas, éstos trabajan con grandes velocidades,
y el tiempo de conformación minimiza el enfriamiento de la forjadura caliente.
Las bajas velocidades, y el tiempo de conformación minimizan el enfriamiento
de la forjadura caliente. Las bajas velocidades de enfriamiento permiten forjar
formas complicadas, en especial las que tienen oquedades delgadas y pro fundas. Para completa r el fo rjado se suelen dar varios golpes suces ivos en
el dado mismo.
Los martinetes pueden tener varios diseños; son los más versátiles y menos
costosos entre los equipos de forjado
2 . 1. Mar t i ne t e s d e vapo r :
Los martinetes de vapor constituyen los medios más eficaces para el trabajo de
las grandes piezas forjadas. Ellos dan un un golpe muy potente, debido al
empleo del vapor a presión para la impulsión de la maza que cae sobre la pieza
a trabajar.
En esta máquina el apisonador y el martillo son levantados por vapor, se
obtienen hasta 300 golpes por minuto, su rango en la fuerza del golpe va de 2
hasta 200 KN, se diseñan en doble bastidor, con un cilindro de vapor
ensamblado en su parte posterior que provee la potencia al apisonador. Para
una pieza dada del apisonador un martinete de vapor desarrollara el doble de
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 4/23
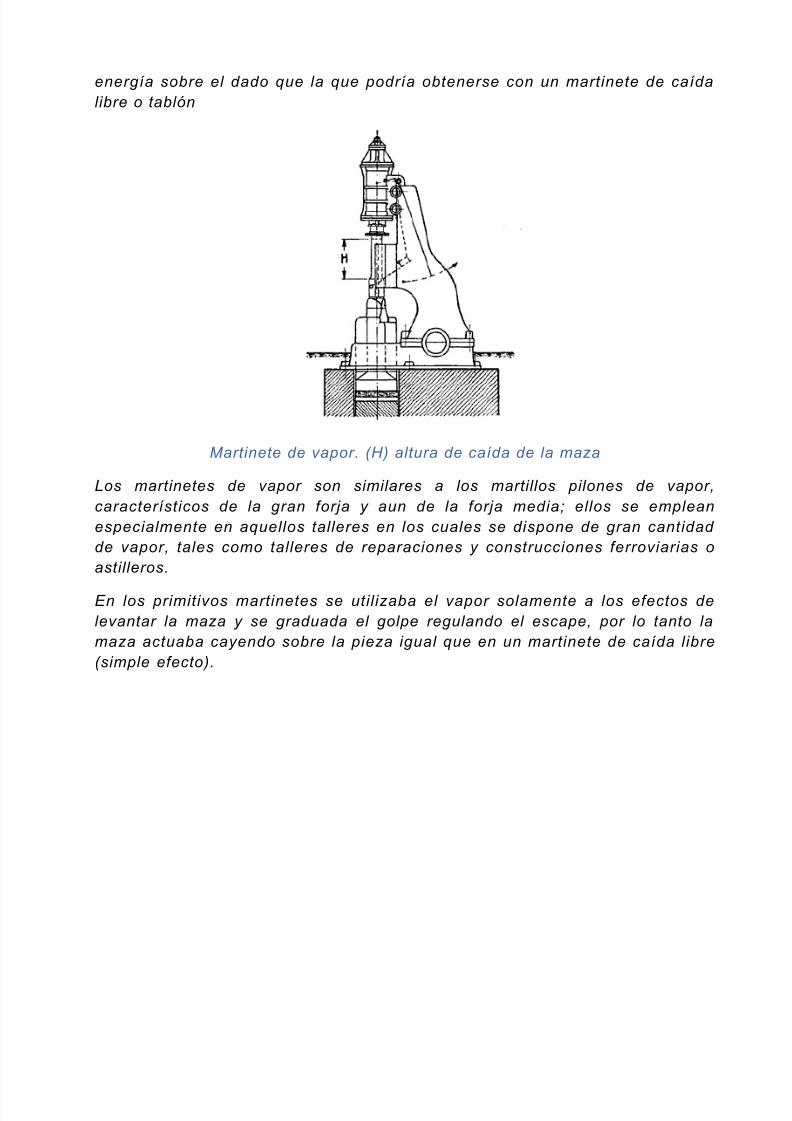
energía sobre el dado que la que podría obtenerse con un martinete de caída
libre o tablón
Martinete de vapor. (H) altura de caída de la maza
Los martinetes de vapor son similares a los martillos pilones de vapor,
característicos de la gran forja y aun de la forja media; ellos se emplean
especialmente en aquellos talleres en los cuales se dispone de gran cantidad
de vapor, tales como talleres de reparaciones y construcciones ferroviarias o
astilleros.
En los primitivos martinetes se utilizaba el vapor solamente a los efectos de
levantar la maza y se graduada el golpe regulando el escape, por lo tanto la
maza actuaba cayendo sobre la pieza igual que en un martinete de caída libre
(simple efecto).

7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 5/23
A. Ascenso del embolo. B. Descenso de l embolo. 1. Embolo . 2. Ti rador. 3. Ca ja
de distribución. 4. Guías. 5. Maza. 6. Yunque. 7. Chabota.
Solamente mucho más tarde se pensó utilizar el vapor de escape durante la
expansión, haciéndolo pasar a la parte superior, acelerando así la caída por la presión que se ejerce sobre la cara superior del émbolo (doble efecto).
En un principio el sistema de construcción se hacía montantes de bases
independientes, con yunque y chabota también sobre bases independientes.
Hoy en día debido a la perfecta distribución por válvulas, sus formas han
dejado de ser pesadas, util izables para fraguar piezas grandes de pocos
golpes, pero intensos, para convertirse en una máquina perfectamente
graduable en cuanto al número e intensidad de los golpes.
Presentan una serie de desventajas:
Gran consumo de vapor.
Costo elevado de instalación.
Requiere un generador de vapor.

7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 6/23
El golpeteo produce vibraciones que se transmiten en forma de ondas y
termina por destruir las demás construcciones de mampostería, hornos,
canales, etc.
Requiere fundación grande, elástica y costosa.
2 . 1. 1 . Ma r t i ne t e s d e vapo r d e s imp l e e f ec t o :
Cilindros de simple y doble efecto en martinetes de vapor
Entrada de vapor en un martinete de simple efecto
1. Entrada de vapor
2. Salida de vapor (Martinete de doble efecto)
En estos martinetes la maza esta unidad al vástago suficientemente robusto, de
un émbolo y es elevada por el vapor que presiona en la cara inferior de dicho
émbolo.
El vapor entra en la caja de distribución y según la posición del tirador, penetra
en el cilindro con una presión de Pv (
) y empuja el émbolo, levan tando as í la
maza y todo lo unido a ella.
Al cambia r de lugar el ti rador, el vapor es puesto en comunicación con el canal
de escape, por lo que, al descender la presión al valor de la atmosférica, el
embolo desciende rápidamente y con el toda la parte móvil.

7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 7/23
La acción de un martinete de este tipo, de simple efecto es similar al de caída
libre.
La fuerza necesaria para elevar toda la parte móvil, se hace:
a = 1.5 a 1.2 (grandes martil los de vapor en los que G=25000 a 125000 kg)
a = 1.2 a 2 (martinetes medianos)
El valor de A, fuerza ascensional, resulta:
Q = presión total del vapor de abajo a arriba (kg)
G = peso de toda la parte móvil (kg)
R = resistencia de rozamiento (kg)
El valor de H, altura de caída máxima de la maza, se asignatura en función del
peso de toda la parte móvil (masa -vástago-embolo). Así lo expresa esta
fórmula experimental:
El número de golpes por minuto también resulta así:

7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 8/23
Esta fórmula es solo aplicable para grandes valores de G.
2 . 1. 2 . Ma r t i ne t e s d e vapo r d e dob l e e f ec t o :
Estos martinetes tienen como característica principal el hecho que el vapor
penet ra por deba jo del émbolo, levantando as i este y luego al inverti r la
posición del ti rador, el vapor que antes hab ía penet rado sa le por el escape
mientras que el vapor de la caja penetra por la lumbrera superior imprimiendo
al émbolo mayor velocidad.
En algunos casos se usa el mismo vapor de escape, con la expresión
remanente en la expansión.
De este modo, el golpe es producido por la caída de una maza, más el impulso
provocado por el vapor a pres ión, sobre la superf ic ie libre del embolo,
equivalente el total, a una maza de mayor peso.
El funcionamiento del martinete es obtenido accionando 2 manivelas. Una de
ellas, gradúa la cantidad de vapor que entra en la caja de distribución y por lo
tanto para una determinada sección de pasaje, corresponde determinada
intensidad de golpe. Si se fija una posición cualquiera, la intensidad de cada
golpe será la misma.
La otra manivela permite modificar la distribución o sea fijar la posición de la
corredera, haciendo dar el golpe en el instante preciso.
Estos martillos son de distribución a mano, pero pueden ser también de
distribución automática.

7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 9/23
Para evitar el golpe del émbolo contra la parte superior del cilindro, la varilla de
distribución tiene una pieza de que la acciona por si misma, automáticamente,
cuando el embolo ha llegado a cierto punto de su recorrido ascendente.
Esta pieza se llama sable y se apoya continuamente sobre un rodillo articulado
en el bloque de la maza. Tiene forma de palanca acodada, por lo tanto el movimiento de rotación que experimenta, se traduce en un movimiento
ascensional, imprimido al tirador, el cual comunica entonces la parte inferior del
cilindro con el escape sin que tenga que hacerlo el operario.
En los martillos de vapor de Doble efecto pequeños, el peso de la maza (parte
móvil) varía desde G=80 hasta 1000 kg.
La fuerza ascensional se hace:
a=2 a 3.5
El diámetro del vástago:
D=diámetro del embolo
De este modo la cara superior del émbolo tiene una superficie libre de 30 a
70% mayor que la inferior.
La fuerza ascensional toma este valor:
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 10/23
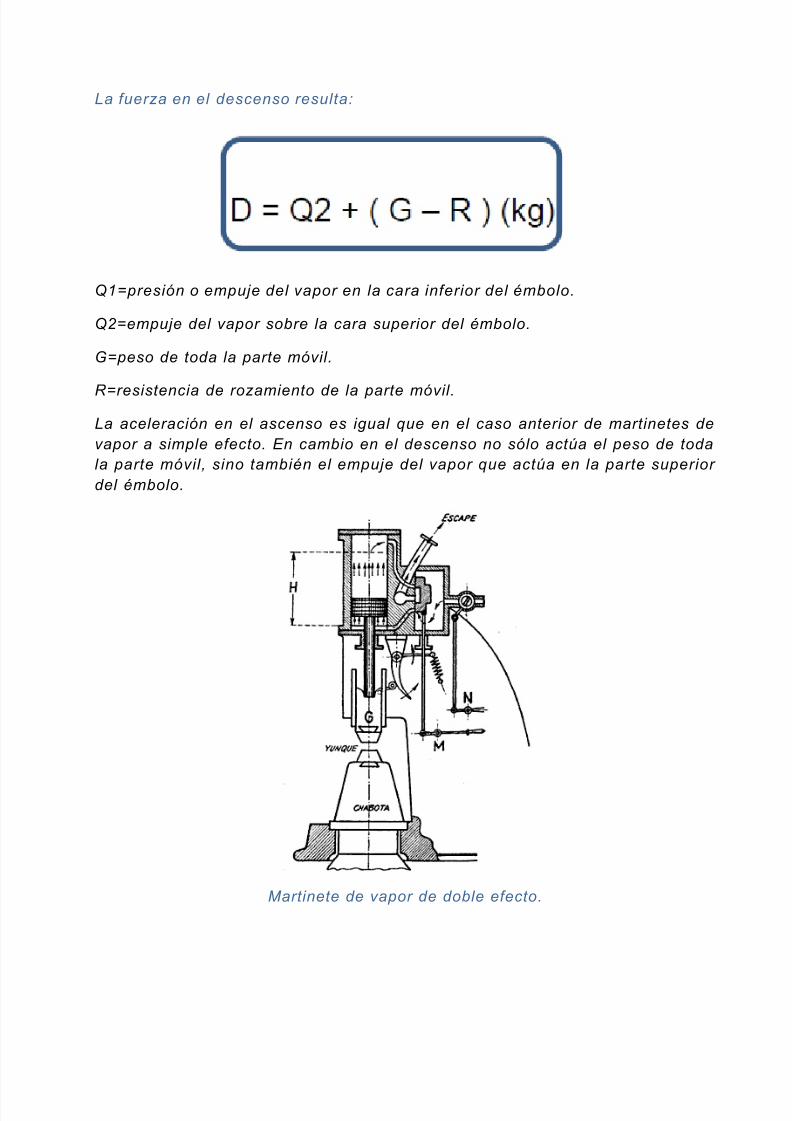
La fuerza en el descenso resulta:
Q1=presión o empuje del vapor en la cara inferior del émbolo.
Q2=empuje del vapor sobre la cara superior del émbolo.
G=peso de toda la parte móvil.
R=resistencia de rozamiento de la parte móvil.
La aceleración en el ascenso es igual que en el caso anterior de martinetes de
vapor a simple efecto. En cambio en el descenso no sólo actúa el peso de toda
la parte móvil, sino también el empuje del vapor que actúa en la parte superior
del émbolo.
Martinete de vapor de doble efecto.
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 11/23
2 .2 . Mar t i n e tes d e caída l i b r e y d e reso r t e :
2 .2 .1 . Mar t i n e tes d e caída l ib re :
Estos martinetes consisten en una maza o martil lo que se levanta por medio de
un mecanismo elevador, por lo general una polea accionada mecánicamente.
La rotación continua de esta polea, eleva la maza o martil lo, cuando el operario
se apresta a dar el golpe y la mantiene elevada a voluntad.
En el instante preciso, se suelta mediante un disparo de trinquete, dejándola
caer sobre el yunque colocado sobre la chabota.
Aunque el peso de la maza que cae no es muy grande como la altura es
considerable: 3 a 5 metros, el golpe es muy fuerte y equivale al de un martillo
pilón de un tipo mucho mayor, puesto que en estos úl timos, la al tu ra de caída
es más reducida.
Se emplean principalmente, para la forja a estampa, y para obtener piezas de
dimensiones reducidas o medianas que deben ser resistentes y de formas
complicadas, difíciles de ejecutar mediante el fraguado.
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 12/23
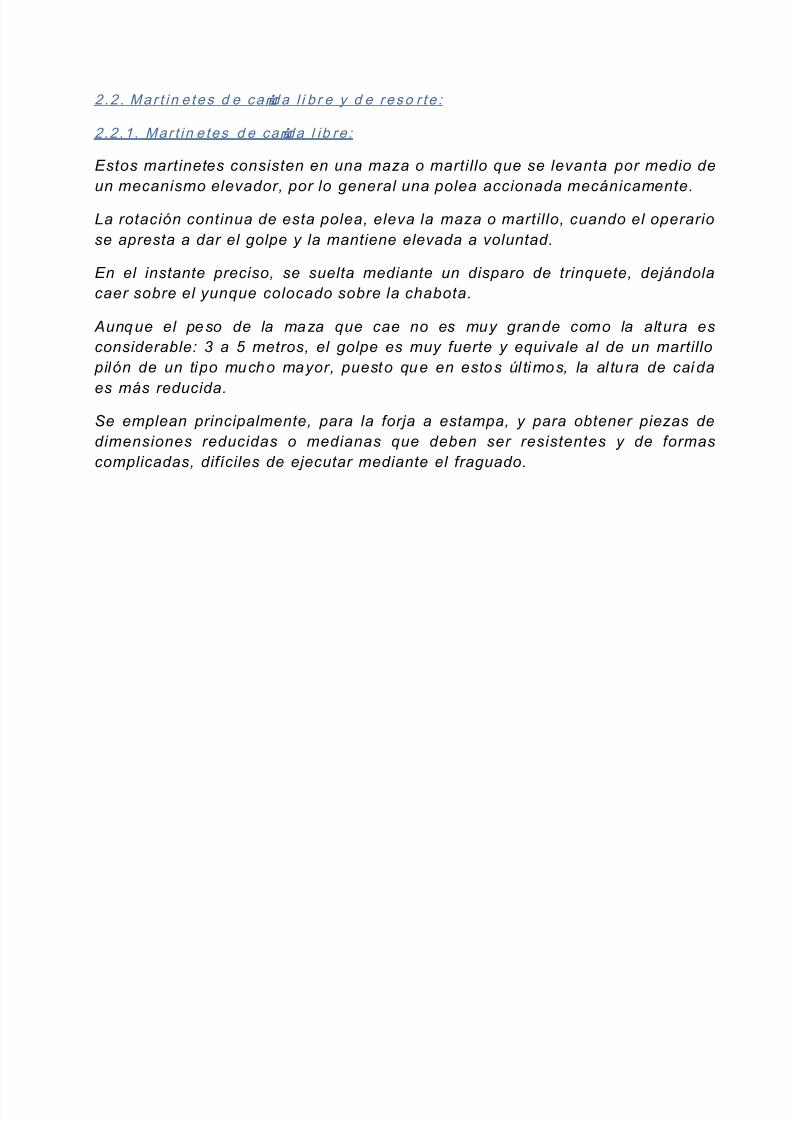
Fig.5: Martinete de caída
Los martinetes de caída libre de la actualidad utilizan generalmente vapor de
agua o de aire para incrementar la fuerza de golpe en cuento al martil lo para
elevar el peso después de cada golpe. Las partes grandes como ejes de
maquinaria que han de terminarse por maquinado se fabrican ordinariamente
en forja abierta, aplicando golpes repetidos mientras se gira el metal caliente
con tenazas con un manipulador. Este tipo de forja sigue, en esencia, el mismo
principio que en la an tigüedad; el meta l se comprime o se martil lea para
incrementar su longitud y disminuir su sección transversal, o bien, es
recalcado, es decir, presionando en los extremos para agrandar el
incrementando de su diámetro y acortando su longitud. Hay un límite de tamaño
para las piezas forjables por ca ída pero , como se mencionó antes, se pueden
conformar piezas muy grandes e prensas hidráulicas por el método de forja
abierta.
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 13/23
2 . 2. 2 . Ma r t i ne t e s d e r eso r t e :
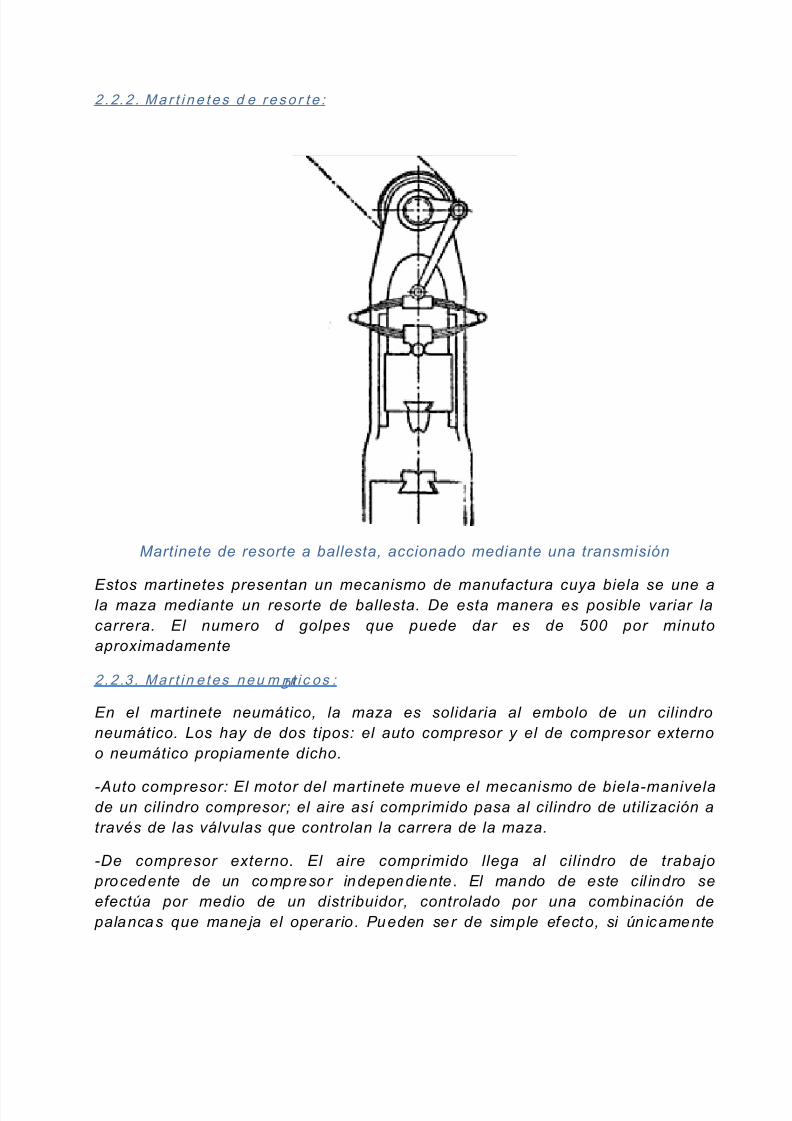
Martinete de resorte a ballesta, accionado mediante una transmisión
Estos martinetes presentan un mecanismo de manufactura cuya biela se une ala maza mediante un resorte de ballesta. De esta manera es posible variar la
carrera. El numero d golpes que puede dar es de 500 por minuto
aproximadamente
2 .2 .3 . Mar t i n e tes neu mát i c os :
En el martinete neumático, la maza es solidaria al embolo de un cilindro
neumático. Los hay de dos tipos: el auto compresor y el de compresor externo
o neumático propiamente dicho.
-Auto compresor: El motor del martinete mueve el mecanismo de biela-manivelade un cilindro compresor; el aire así comprimido pasa al cilindro de utilización a
través de las válvulas que controlan la carrera de la maza.
-De compresor externo. El aire comprimido llega al cilindro de trabajo
procedente de un compreso r independiente . El mando de este cil indro se
efectúa por medio de un distribuidor, controlado por una combinación de
palancas que mane ja el operario . Pueden ser de simple efecto, si ún icamente
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 14/23
levanta la maza (que después caerá por su propio peso), y de doble efecto,
cuando además la impulsa con fuerza en la carrera descendente
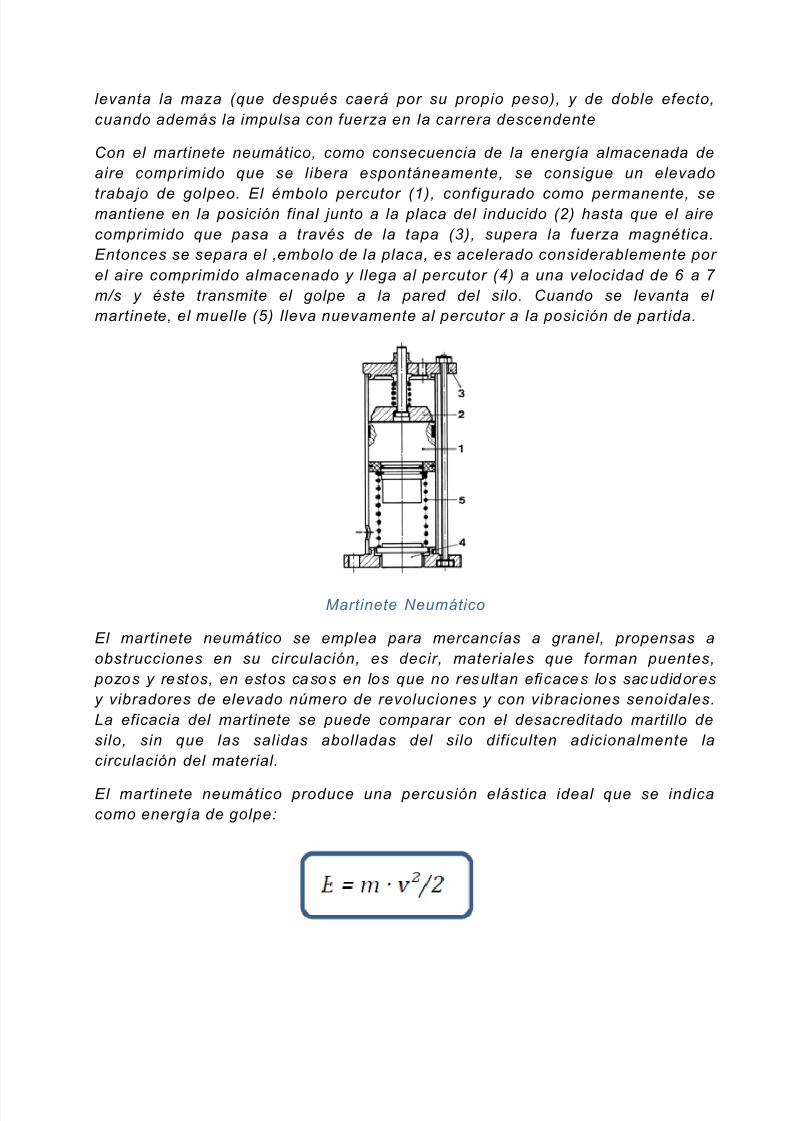
Con el martinete neumático, como consecuencia de la energía almacenada de
aire comprimido que se libera espontáneamente, se consigue un elevado
trabajo de golpeo. El émbolo percutor (1), configurado como permanente, semantiene en la posición final junto a la placa del inducido (2) hasta que el aire
comprimido que pasa a través de la tapa (3), supera la fuerza magnética.
Entonces se separa el ‚embolo de la placa, es acelerado considerablemente por
el aire comprimido almacenado y llega al percutor (4) a una velocidad de 6 a 7
m/s y éste transmite el golpe a la pared del silo. Cuando se levanta el
martinete, el muelle (5) lleva nuevamente al percutor a la posición de partida.
Martinete Neumático
El martinete neumático se emplea para mercancías a granel, propensas a
obstrucciones en su circulación, es decir, materiales que forman puentes,
pozos y restos, en estos casos en los que no resultan eficaces los sacudidores
y vibradores de elevado número de revoluciones y con vibraciones senoidales.
La eficacia del martinete se puede comparar con el desacreditado martillo de
silo, sin que las salidas abolladas del silo dificulten adicionalmente la
circulación del material.
El martinete neumático produce una percusión elástica ideal que se indica
como energía de golpe:
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 15/23
E impulso:
Al contrario de los vib radores, no existe una fuerza de percus ión ni un
desequilibrio. Para saber si un martinete neumático es eficaz, se aplica la
siguiente regla: Si el producto se puede poner en circulación con un martillo de
mano, entonces también resulta eficaz el martinete neumático. El personal de
servicio puede eliminar la obstrucción de la circulación del material poniendo
en funcionamiento un interruptor o una válvula, o se evita ésta preventivamente
con un mando.
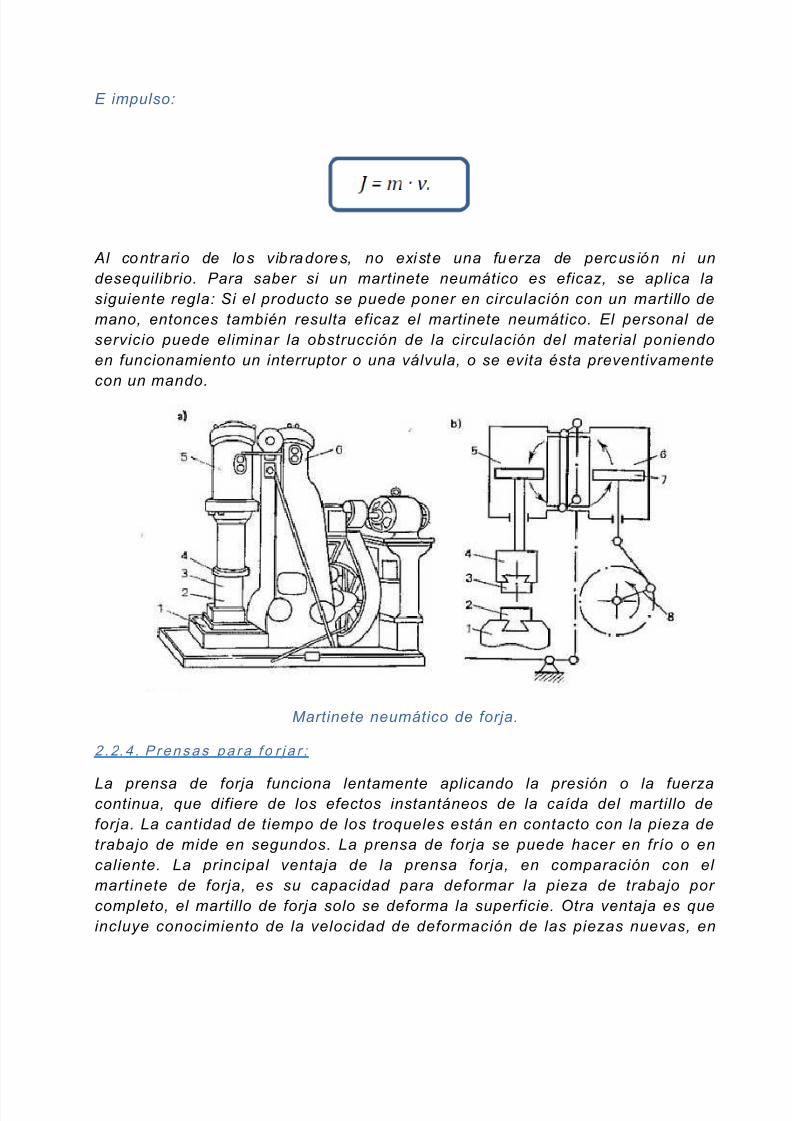
Martinete neumático de forja.
2 . 2. 4 . P r ensas pa r a f o r j a r :
La prensa de forja funciona lentamente aplicando la presión o la fuerzacontinua, que difiere de los efectos instantáneos de la caída del martillo de
forja. La cantidad de tiempo de los troqueles están en contacto con la pieza de
trabajo de mide en segundos. La prensa de forja se puede hacer en frío o en
caliente. La principal ventaja de la prensa forja, en comparación con el
martinete de forja, es su capacidad para deformar la pieza de trabajo por
completo, el martillo de forja solo se deforma la superficie. Otra ventaja es que
incluye conocimiento de la velocidad de deformación de las piezas nuevas, en
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 16/23
especial saber qué tipo de cepa se puede poner así transformándose en una
operación controlada. También es una ventaja que en este procesos se puede
crear cualquier tamaño, ya que no existe límite de tamaño de la prensa de
forja. Existen algunas desventajas de este proceso, la mayoría procedentes de
la pieza de trabajo ya que está en contacto con el dado por un periodo largo de
tiempo. La operación lleva tiempo debido a la cantidad de pasos, por lo que la
pieza se en fr ia ra más rápido y a medida que esta se enfr ía se hace más fuerte
y menos dúctil, que puede inducir a agrietarse si la deformación continua. Por
lo tanto se tiene que utilizar calefacción para reducir la perdida de calor y eso
requiere un alto costo. La prensa de forja se pueden utilizar para realizar todo
tipo de forjado, incluidos dado abierto y la impresión forjado con dado.
Impresión de prensa forjado con dado por lo general requiere menos que el
proyec to de embutic ión y tiene mejo r precisión dimensional. Además, l as piezas
de forja de prensa a menudo se pueden hacer en un cierre de los troqueles, lo
que permite la fácil automatización.
Las prensas aplican una presión gradual, en lugar de impactos repentinos para
realizar las operaciones de forja. Las prensas de forjado incluyen prensas
mecánicas, prensas hidráulicas y prensas de tornillo. Las prensas mecánicas
funcionan por medio de excéntricas, manivelas y juntas u articulaciones de
bisagra que convierten los movimientos giratorios de un motor en movimientos
de traslación del pisón. Estos mecanismos son muy similares a las que usan
las prensas de estampado. Las prensas mecánicas típicas alcanzan fuerzas
muy altas en el fondo del recorrido de forjado.
Las prensas hidráulicas usan un cilindro hidráulico para acciona r el pisón.
Las prensas de tornillo aplican la fuerza por medio de un tornillo que mueve al
pisón vert ica l. Tanto las prensas de torni llo como las hidráu licas operan a
velocidades bajas del pisón o ariete y pueden suministrar una fuerza constante
a través de la carrera. Por tanto estas máquinas son apropiadas para las
operaciones de forjado (y otras operaciones de formado) que requieren grandes
carreras.
La prensa empleada puede ser mecánica o hidráulica.
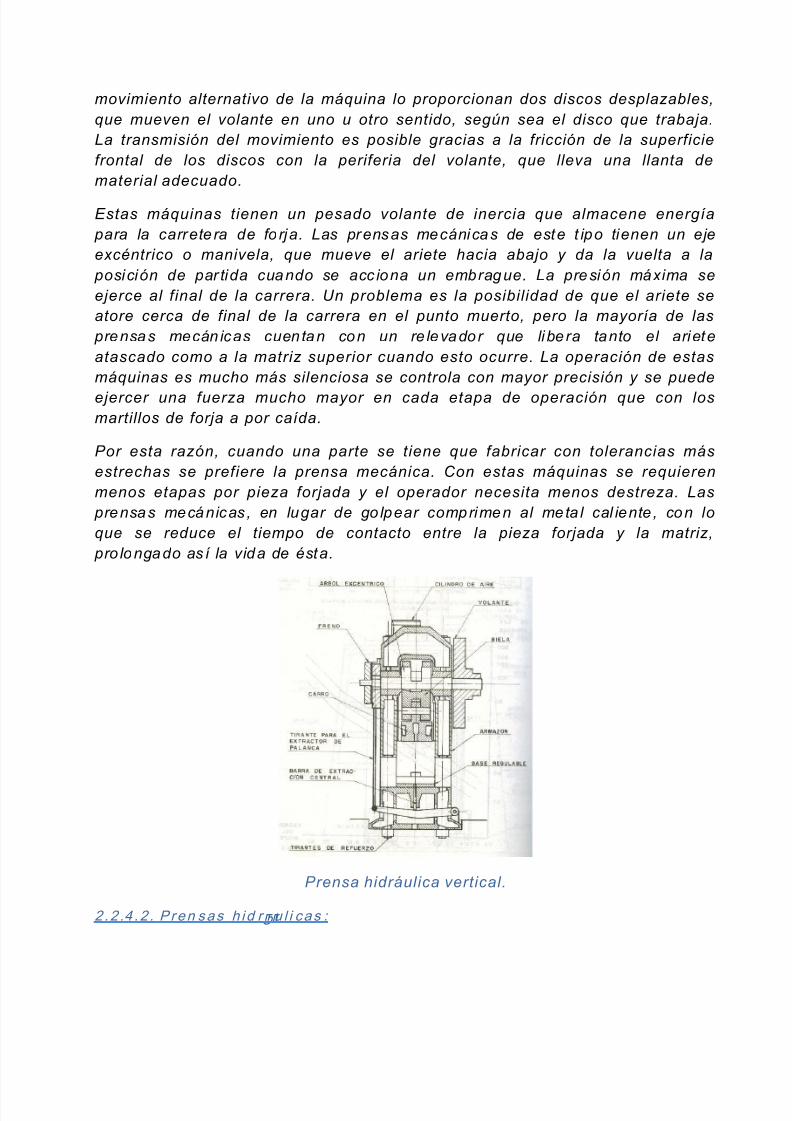
2.2 .4 .1 . Pren sas m ecáni ca s :
La más utilizada es la de fricción. La prensa de excéntrica tiene aquí escasa
importancia; en cambio es muy utilizada para la estampación en frío de la
chapa.
En la prensa de fricción, la fuerza de prensado se obtiene a partir de la energía
cinética del volante que la transmite a la corredera, unida a él por un husillo. El
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 17/23
movimiento alternativo de la máquina lo proporcionan dos discos desplazables,
que mueven el volante en uno u otro sentido, según sea el disco que trabaja.
La transmisión del movimiento es posible gracias a la fricción de la superficie
frontal de los discos con la periferia del volante, que lleva una llanta de
material adecuado.
Estas máquinas tienen un pesado volante de inercia que almacene energía
para la carrete ra de fo rja. Las prensas mecánicas de este t ipo tienen un eje
excéntrico o manivela, que mueve el ariete hacia abajo y da la vuelta a la
posición de par tida cuando se acc iona un embrague. La presión máxima se
ejerce al final de la carrera. Un problema es la posibilidad de que el ariete se
atore cerca de final de la carrera en el punto muerto, pero la mayoría de las
prensas mecán icas cuen tan con un re levador que li be ra tanto el ariete
atascado como a la matriz superior cuando esto ocurre. La operación de estas
máquinas es mucho más silenciosa se controla con mayor precisión y se puede
ejercer una fuerza mucho mayor en cada etapa de operación que con los
martillos de forja a por caída.
Por esta razón, cuando una parte se tiene que fabricar con tolerancias más
estrechas se prefiere la prensa mecánica. Con estas máquinas se requieren
menos etapas por pieza forjada y el operador necesita menos destreza. Las
prensas mecánicas , en lugar de go lpear comprimen al meta l cal iente , con lo
que se reduce el tiempo de contacto entre la pieza forjada y la matriz,
pro longado as í la vida de ésta.
Prensa hidráulica vertical.
2 .2 .4 .2 . Pren sas h i d ráu l i cas :

7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 18/23
Las prensas hidráulicas son más lentas, pero su ventaja radica en que pueden
ejercer fuerzas de muchas toneladas por partes grandes. En lugar de pares
mecánicos y mecanismos de manivela, la energía se lleva de la prensa al ariete
mediante uno o más cilindros hidráulicos. Se bombea aceite a alta presión al
anterior de los cilindros y el ariete de mueve hacia abajo a velocidad constante.
Otro conjunto de cilindros más pequeños sirve para regresar al ariete a su
posición in ic ia l. Algunas prensas hidrául icas pueden ejercer mi les de tone ladas
de presión, haciéndolas ideales para forjar algunas de las partes más g randes.
Prensa hidráulica vertical.

7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 19/23
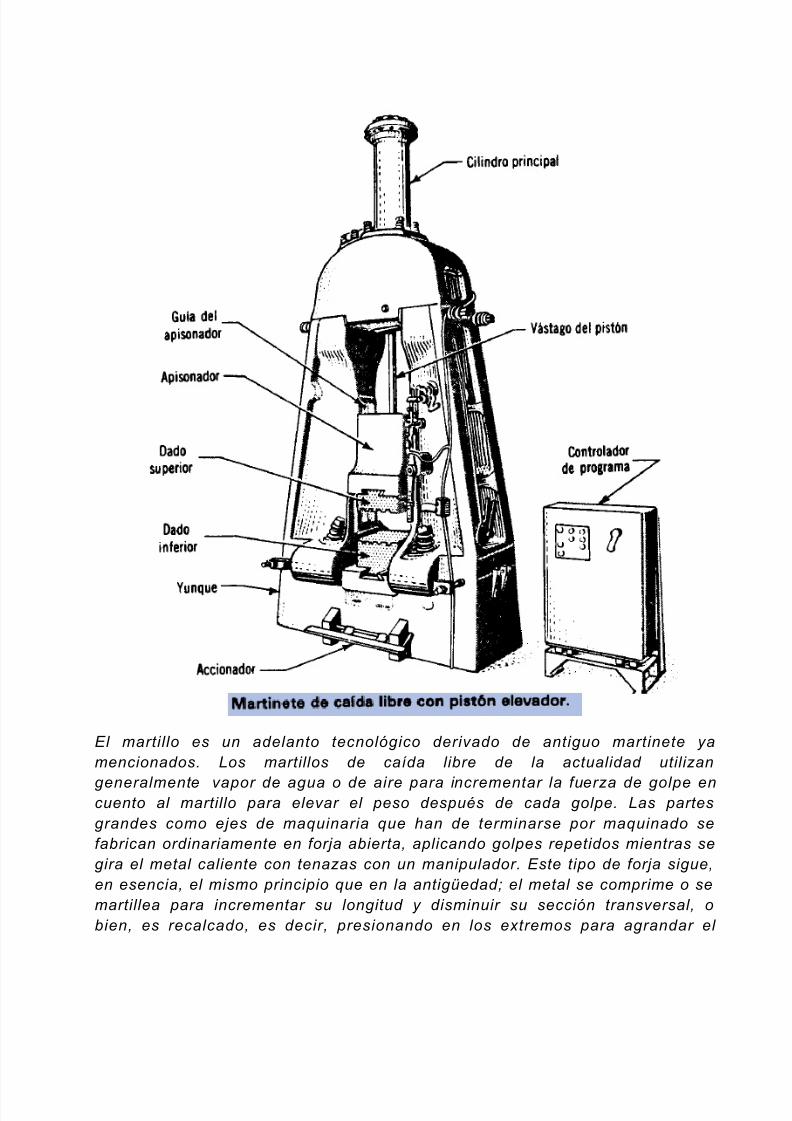
2.2 .4 .3 . Mar t i n e te d e c aíd a l ib re
El martillo es un adelanto tecnológico derivado del antiguo martinete ya
mencionado. Los martillos de caída libre de actualidad utilizan generalmentevapor de agua o aire para incrementar la fuerza de golpe del martil lo y para
elevar el peso después de cada golpe. Las partes grandes como ejes de
maquinaria que han de terminarse por maquinado que fabrican ordinariamente
en forja abierta, aplicando golpes repetidos mientras se gira el metal caliente
con tenazas con un manipulador. Este tipo de forja sigue, en esencia, el mismo
principio que en la ant igüedad, el meta l se comprime o marti llea para
incrementar su longitud y disminuir su sección transversal, o bien, es
recalcado, es decir, presionando en los extremos para agrandarlo,
incrementando su diámetro y acortando su longitud. Hay un límite de tamaño
para las piezas forjables por ca ída, pero , como se mencionó antes, se pueden
conformar piezas muy grandes en prensas hidráulicas por el método de forja
abierta. En la forja abierta los operadores del martil lo de caída deben tener una
destreza especial para dar la fuerza de impacto correcta. Cuando se emplean
matrices, métodos que se conocen como forja en matriz, se incrementa la
producc ión y se asegura la dup licabil idad de las piezas.
Con frecuencia se usan dos o más preformas o matrices progresivas cada una
de las cuales contribuye con una aproximación hacia la formación final. Los
martillos de calda libre requieren golpes repetitivos para llevar la pieza de
trabajo a sus dimensiones finales, en tanto que las prensas mecánicas e
hidráulicas, la parte forjada se puede hacer a menudo en uno o dos pasos de
compresión. Ambos tipos de máquinas son adaptables a los procesos de forja
automatizados.
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 20/23
El martil lo es un adelanto tecnológico derivado de antiguo martinete ya
mencionados. Los martillos de caída libre de la actualidad utilizan
generalmente vapor de agua o de aire para incrementar la fuerza de golpe encuento al martillo para elevar el peso después de cada golpe. Las partes
grandes como ejes de maquinaria que han de terminarse por maquinado se
fabrican ordinariamente en forja abierta, aplicando golpes repetidos mientras se
gira el metal caliente con tenazas con un manipulador. Este tipo de forja sigue,
en esencia, el mismo principio que en la antigüedad; el metal se comprime o se
martillea para incrementar su longitud y disminuir su sección transversal, o
bien, es recalcado, es decir, presionando en los extremos para agrandar el

7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 21/23
incrementando de su diámetro y acortando su longitud. Hay un límite de
tamaño para las piezas forjables por caída pero, como se mencionó antes, se
pueden conformar piezas muy grandes e prensas hidráulicas por el método de
forja abierta.
3. B ib l i o g ra fía
http://patentados.com/invento/prensa-hidraulica-de-pruebas-de-alta-
velocidad-para-emulacion-de-prensas-mecanicas.html
http://www.singold-tech.de/es_klopfer.html
http://148.204.211.134/polilibros/portal/Polilibros/P_terminados/procmanu
f-p-admon-Malpica/32.htm
http://www.monografias.com/trabajos82/conformadomateriales/conformad
o-materiales2.shtml
http://www.buenastareas.com/ensayos/Forja/4876716.html
7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 22/23
ESCUELA MILITAR DE INGENIERIA
“Mcal. Antonio José de sucre”
Unidad académica- La Paz
Docente: Lic. Dafne villa cabero
ESTUDIANTES:
JHANYR NARDY ZUÑAGUA
HUANCA
EVELYN LOVERA
RODRIGUEZ
PAOLA ALMENDRAS
VILLCA
ISIS PACHECO GONZALES
CÓDIGOS:
6888256 L.P./A10758-1
8328252LP./A12851-1
8552833Pt/A12868-6
5874999SC./s3440-1
CARRERA:
INGENIERÍA INDUSTRIAL
SEMESTRE:
CUARTO

7/23/2019 El Martinete n
http://slidepdf.com/reader/full/el-martinete-n 23/23

![CALCULO DE LOS CIMIENTOS DE PILOTAJES - … · En sus tres cuartas partes, ... Sustituyendo el valor de V [Z]: v= M V 2gH M+ P Si en [1] ... el peso de la maza del martinete, ...](https://static.fdocuments.es/doc/165x107/5b77d09b7f8b9a515a8de423/calculo-de-los-cimientos-de-pilotajes-en-sus-tres-cuartas-partes-sustituyendo.jpg)













![Forjado [Modo de compatibilidad]gomez2010.weebly.com/uploads/5/8/0/2/5802271/forjado.pdf · Aplicación de la fuerza por impacto o presión gradual. Martinete: por impacto. Prensa](https://static.fdocuments.es/doc/165x107/5bb6bc3b09d3f2d32a8b9d04/forjado-modo-de-compatibilidad-aplicacion-de-la-fuerza-por-impacto-o-presion.jpg)