ERGONOMIA
167
1 MODELO DE PUESTOS DE TRABAJO EN LA INDUSTRIA METALMECÁNICA BASADO EN LA TEORÍA DE PROCESOS PELIGROSOS, TEORÍA DE MAQUINAS Y LA ERGONOMÍA Autor: Isabel Cristina Veliz Padrón C.I.: 16.532.066. Tutor Académico: Ing. Manuel Montesinos Tutor Empresarial: Ing. Maria A. Perazzo BARQUISIMETO FEBRERO 2010. UNIVERSIDAD NACIONAL ABIERTA VICERRECTRADO ACADÉMICO AREA DE INGENIERÍA CARRERA INGENIERÍA INDUSTRIAL CENTRO LOCAL LARA
-
Upload
monica-montoya -
Category
Documents
-
view
35 -
download
6
description
ergonomia
Transcript of ERGONOMIA
-
1
MODELO DE PUESTOS DE TRABAJO EN LA INDUSTRIA METALMECNICA BASADO EN LA TEORA DE PROCESOS
PELIGROSOS, TEORA DE MAQUINAS Y LA ERGONOMA
Autor: Isabel Cristina Veliz Padrn C.I.: 16.532.066. Tutor Acadmico: Ing. Manuel Montesinos Tutor Empresarial: Ing. Maria A. Perazzo
BARQUISIMETO FEBRERO 2010.
UNIVERSIDAD NACIONAL ABIERTA VICERRECTRADO ACADMICO AREA DE INGENIERA CARRERA INGENIERA INDUSTRIAL CENTRO LOCAL LARA
-
2
MODELO DE PUESTOS DE TRABAJO EN LA INDUSTRIA METALMECNICA BASADO EN LA TEORA DE PROCESOS
PELIGROSOS, TEORA DE MAQUINAS Y LA ERGONOMA
(PARA OPTAR POR EL TITULO DE NGENIERIA INDUSTRIAL)
Autor: Isabel Cristina Veliz Padrn C.I.: 16.532.066. Tutor Acadmico: Ing. Manuel Montesinos Tutor Empresarial: Ing. Maria A. Perazzo
BARQUISIMETO FEBRERO 2010.
UNIVERSIDAD NACIONAL ABIERTA VICERRECTRADO ACADMICO AREA DE INGENIERA CARRERA INGENIERA INDUSTRIAL CENTRO LOCAL LARA
-
6
MODELO DE PUESTOS DE TRABAJO EN LA INDUSTRIA METALMECNICA BASADO EN LA TEORA DE PROCESOS PELIGROSOS,
TEORA DE MAQUINAS Y LA BIOMECANICA
Autor: Isabel Cristina Veliz Padrn C.I.: 16.532.066. Tutor Acadmico: In.G Manuel Montesinos Tutor Empresarial: Ing. Maria A.Perazzo
RESUMEN Las Organizaciones manufactureras se ven sometidas a enormes presiones para ser competitivas, obligando a los gerentes e ingenieros a optimizar los procesos, en especial en reas como diseo e higiene y seguridad, debido a la ocurrencia de altos ndices de accidentabilidad donde por atrapamiento de mquinas el personal pierde manos y brazos constantemente, siendo el objetivo principal del presente proyecto de grado Disear un modelo de puesto de trabajo en la industria metalmecnica , basado en teora de mquinas de procesos peligrosos y la ergonoma , por consiguiente las anteriores teoras novedosas y modernas que identifican la primera el peligro del entorno de trabajo , la segunda evala los riesgos causados por piezas y componentes de la mquina y la tercera previene mtodos de trabajo inadecuado que causan posturas disergonmicas. Se trabajo con el Instituto Nacional para la Prevencin de Salud y Seguridad Laboral (INPSASEL) aplicando la investigacin cualicuntica, siendo esta de tipo descriptiva explicativa y de campo, visitando tres empresas metalmecnicas en la ciudad de Barquisimeto : Industrias Techo Duro S.A., Industrias UNICON C.A. y SIDETUR C.A. . La investigacin se desarrollo en cuatro fases; para la fase 1 se utilizaron tcnicas de observacin, encuestas y entrevistas, diagnosticando la situacin actual, en la fase 2 se analizo el resultado de la primera fase elaborando la matriz FODA, mapas de riesgo y escenarios representando los resultados con grficos y diagramas de Pareto, en la fase 3 se elaboraron diagramas de procesos de las actividades en los puestos de trabajo y en la fase 4 se aplic el mtodo DELPHI en las empresas estudiadas y el INPSASEL se construyo la matriz causa-efecto y a travs de la Reingeniera se disearon propuestas y mejoras en las mquinas existentes, insertando mas seguros dispositivos y resguardos, mecanizando el trabajo y aplicando la ergonoma a los mtodos y puestos de trabajo Descriptores: ergonoma, Procesos Peligrosos, diseo y reingeniera.
UNIVERSIDAD NACIONAL ABIERTA VICERRECTRADO ACADMICO AREA DE INGENIERA CARRERA INGENIERA INDUSTRIAL CENTRO LOCAL LARA
-
7
UNIVERSIDAD NACIONAL ABIERTA REA DE INGENIERA CARRERA INGENIERA INDUSTRIAL
Barquisimeto, __ de _________ de 2010.
APROBACIN DEL TUTOR ACADEMICO
Yo Manuel Montesinos CI: 3.784.398, en mi carcter de Tutor Acadmico de las Practicas Profesionales MODELO DE PUESTOS DE TRABAJO EN LA INDUSTRIA METALMECNICA BASADO EN LA TEORA DE PROCESOS PELIGROSOS, TEORA DE MAQUINAS Y LA BIOMECANICA, EN INPSAEL, BARQUISIMETO ESTADO LARA presentado por la Bachiller ISABEL CRISTINA VELIZ PADRON, CI: 16.532.066 como requisito para optar al ttulo de Ingeniero Industrial, considero que las Practicas Profesionales renen, los requisitos y meritos requeridos para su evaluacin.
En la ciudad de Barquisimeto a los ( ) das del mes: _______ del ao 2010
Atentamente
ING. Manuel Montesinos
CI: V- 3.784.398
Asesor Acadmico
-
8
UNIVERSIDAD NACIONAL ABIERTA REA DE INGENIERA CARRERA INGENIERA INDUSTRIAL
Barquisimeto, __ de _________ de 2010.
APROBACIN DEL TUTOR ACADEMICO
Yo Maria A. Perazzo CI: ___________, en mi carcter de Tutor Empresarial de las Practicas Profesionales MODELO DE PUESTOS DE TRABAJO EN LA INDUSTRIA METALMECNICA BASADO EN LA TEORA DE PROCESOS PELIGROSOS, TEORA DE MAQUINAS Y LA BIOMECANICA, EN INPSAEL, BARQUISIMETO ESTADO LARA presentado por la Bachiller ISABEL CRISTINA VELIZ PADRON, CI: 16.532.066 como requisito para optar al ttulo de Ingeniero Industrial, considero que las Practicas Profesionales renen, los requisitos y meritos requeridos para su evaluacin.
En la ciudad de Barquisimeto a los ( ) das del mes: _______ del ao 2010
Atentamente
ING. Maria A. perazzo
Asesor Empresarial
UNIVERSIDAD NACIONAL ABIERTA AREA DE INGENIERA CARRERA INGENIERA INDUSTRIAL
-
9
INTRODUCCION
El mundo moderno es cada da mas complejo, cuando Taylor hace casi
un siglo public por primera vez de la estandarizacin de los procesos y la
importancia de la capacitacin y educacin al personal, no estaba
equivocado, es tan cierto lo que el y muchos otros como los Gilberth y Ford
decan, que las industrias comenzaron a utilizar sus mtodos y procesos, se
crearon los manuales de procedimientos, se entendi la importancia de
motivar a los trabajadores para participar de manera positiva en el proceso
productivo; pero los accidentes y la morbilidad estuvieron y siguen en tiempo
presente, cada da con tasas ms elevadas, tanto as que es motivo de
alarma mundial.
Ahora en este nuevo siglo la industria ha centrado su atencin en los
trabajadores, en las condiciones en las que estos laboran, en la ergonoma o
ingeniera humana y en la relacin del hombre con la mquina y el entorno.
Aunque durante la revolucin industrial la ingeniera industrial naci por la
gran cantidad de mano de obra fallecida, durante los procesos de
produccin, causados por el exceso de trabajo y las terribles condiciones de
seguridad y salubridad, en la que estos se vean obligados a trabajar, es
ahora mas de doscientos aos despus, que se centra la atencin en la
seguridad e higiene del trabajo.
La razn de tal atencin es que continua ocurriendo lo mismo, por lo
que gran parte de la mano de obra ha sufrido accidentes, lesiones y
enfermedades causados por sus actividades laborales; lo cual ha producido
la prdida de miembros superiores (brazos, manos y dedos) debido a la alta
tasa de accidentalidad en las industrias metalmecnicas de la ciudad de
Barquisimeto. Tan elevada tasa de accidentalidad se debe a la falta de
capacitacin, supervisin y proteccin, ya que los trabajadores de este tipo
de industria, se exponen diariamente a los riesgos existentes, que como se
sabe, es en este sector en el que ms accidentes ocurren, debido a sus
-
10
caractersticas particulares; la cual por trabajar con materia prima pesada es
fuente de muchos accidentes y causa en la actualidad grandes estragos a la
sociedad por la constante perdida de vidas ocurridas en esta.
Es ah donde la misin del ingeniero industrial est relacionada con el
diseo, instalacin y mejoramiento operacional de sistemas integrados de
hombres, materiales y equipos, no slo tomando en cuenta la produccin, la
calidad o la seguridad por separado, sino, uniendo todos los departamentos
de la organizacin. Identificando peligros, situaciones de riesgo y problemas
disergonmicos en la utilizacin de las mquinas; aplicando la reingeniera
para mejorar la calidad de vida y de trabajo, recordando la premisa de que
todo proceso puede ser mejorado ya que es a motivacin de trabajo de todo
ingeniero industrial.
Es entonces necesario la elaboracin y diseo de un plan de
prevencin que se adapte a las realidades del entorno industrial; Por medio
de la creacin y diseo de planes de prevencin de riesgos y accidentes,
teniendo como visin el aseguramiento de la vida de quienes all laboran, y
del correcto mantenimiento de todas las mquinas y equipos que se
encuentran dentro de las instalaciones de esta, se evitan los riesgos y
procesos peligrosos dentro de las plantas de trabajo. ya que no es suficiente
colocar dispositivos de seguridad a las maquinarias si estos pueden ser
suprimidos; de nada sirve proveer al personal de equipos de proteccin
personal si estos no lo usan adecuadamente, debido a la falta de control y
supervisin en el rea de trabajo.
Por lo que la presente investigacin contendr varios captulos, siendo
el primero una breve descripcin del Instituto Nacional de Prevencin Salud y
Seguridad Laborales INPSASEL, en el Capitulo II, se plantea la problemtica
en estudio como lo es la alta tasa de accidentalidad y prdida de miembros
superiores en los operarios de la industria metalmecnica, establecindose
los objetivos del estudio, su alcance y limitacin; en el Capitulo III, se
mencionan algunos estudios anteriores, se definen los trminos empleados y
-
11
sus conceptos, adems se da una explicacin completa de las teoras
utilizadas como lo son; la Teora de Mquinas, de Procesos Peligrosos, la
Ergonoma, la Biomecnica, y la nueva Normativa Tcnica Legal utilizada por
el INPSASEL para la elaboracin de cualquier plan, programa o modelo de
de mejoramiento.
Por ltimo en el Capitulo IV se explica la metodologa utilizada, las
tcnicas, pasos y procedimientos para la elaboracin del estudio; utilizando
las tcnicas de observacin, encuesta y entrevista; como tambin grficas y
matrices para reflejar los resultados; en el Capitulo V se muestran los
resultados de la investigacin para luego presentar una propuesta al
diagnstico en el Capitulo VI en el que se muestra el ingenio la reingeniera y
la ergonoma como factores clave para la modificacin de Puestos de
Trabajo; el Capitulo VII se calcula el anlisis costo-beneficio para saber la
factibilidad econmica de la investigacin donde se evidencia la importancia
de la Prevencin; finalmente en el Capitulo VIII se dan las conclusiones
finales arrojadas por el estudio y la recomendaciones para futuras
investigaciones;
Cabe destacas que las herramientas tomadas de importantes fuentes
bibliogrficas como lo son; Fernando Burgos con sus libros de Ingeniera de
Mtodos; Besterfield con sus grficas y matrices para el control de la calidad,
el Dr, Joseth Juran con sus mtodos de identificacin de sntomas de trabajo
y las teoras de Procesos Peligrosos de Oscar Betancourt entre otros.
En conclusin la presente investigacin pretende la mejora de la calidad
de vida, adaptando el puesto de trabajo al hombre; a travs de la
identificacin de los Procesos Peligrosos existentes, la aplicacin de la
Ergonoma y Biomecnica; para ayudar en la reingeniera de procesos y el
aseguramiento de las mquinas, por medio de adecuados resguardos y
dispositivos. Esperando el cumplimiento de stos por parte de las empresas
del sector metalmecnico y as evitar la accidentalidad en miembros
superiores.
-
CAPITULO I LA EMPRESA
Identificacin de la Empresa
El Instituto Nacional de Prevencin Salud y Seguridad Laborales
(INPSASEL), tiene su sede central en la ciudad de Caracas, pero este
presenta varias DIRESAD (direccin de salud) en todo el pas; en la ciudad
de Barquisimeto se encuentra ubicada la DIRESAD de los estados Lara,
Yaracuy y Trujillo; esta sede esta en la Av. Morn entre calles 23 y 24, a 20
metros de la Panadera La Alianza.
El Instituto Nacional de Prevencin, Salud y Seguridad Laborales, mejor
conocido por sus siglas INPSASEL, nace en 1986, siendo este un organismo autnomo adscrito al Ministerio del Trabajo, creado segn lo establecido en
el articulo 12 de la Ley Orgnica de Prevencin, Condiciones y Medio
Ambiente de Trabajo, cuya poltica tiene que ver con todo el esfuerzo que
como Estado se establece y que evidentemente va encaminado a garantizar
un ambiente de trabajo seguro y saludable.
El INPSASEL es el Instituto encargado de disear y ejecutar la poltica
nacional en materia de prevencin, salud y seguridad laborales y la
construccin de un sistema pblico de inspeccin y vigilancia de condiciones
de trabajo y salud de los trabajadores y trabajadoras, con un criterio integral
acorde con las exigencias del mundo laboral actual para el control y
prevencin de accidentes y enfermedades ocupacionales enmarcado dentro
del Sistema de Seguridad Social Venezolano que actualmente se disea
-
13
Misin
Institucin comprometida con el diseo y la ejecucin de la poltica
nacional en materia de promocin, prevencin y atencin de la salud y la
seguridad laboral, garantizando el cumplimiento de la normativa legal en el
rea, as como, ptimas condiciones de trabajo a todos los trabajadores y
trabajadoras.
Visin
El Instituto estar orientado a ser una Institucin Cientfica Tcnica del
Estado Venezolano, especializado en la prevencin de riesgos y el anlisis
de las condiciones de higiene y seguridad en el trabajo, reconocido por su
capacidad tcnica y calidad de servicio de sus empleados
Funciones Generales
1. Vigilar y fiscalizar el cumplimiento de las normas.
2. Prestar asistencia tcnica a empleadores y trabajadores.
3. Substanciar informe tcnicos.
4. Promocin, educacin e investigacin en materia de salud
ocupacional.
5. Ejecutar la Poltica Nacional en materia de Prevencin, Salud y
Seguridad en el Trabajo
-
14
6. Asesorar a empleadores y trabajadores en el rea de la salud
ocupacional
7. Dictar las Normas Tcnicas que regulan la materia
8. Aplicar las sanciones a los que violen la Ley en esta materia.
-
CAPITULO II EL PROBLEMA
Planteamiento del Problema
La Industria Metalmecnica es una de las principales actividades que se
desarrollan en Latino Amrica. La razn de esto es la mano de obra de bajo
costo y el hecho de que los metales necesarios para la realizacin de los
diferentes tipos de productos y subproductos se encuentran ubicados en
dichos pases; como es el caso de Venezuela; pas donde se encuentran
gran cantidad de empresas del sector metalrgico y metalmecnico.
Segn el Instituto Nacional de Estadsticas (INE), el Estado Lara se
caracteriza por tener en su mayora empresas e industrias cuya actividad se
desarrolla en base a la elaboracin de productos de metales, tales como
hierro y zinc entre otros; que debido a sus caractersticas particulares, como
lo son: altas temperaturas, fuertes y constantes ruidos, manejo de maquinaria
pesada y uso de materia prima difcil de manipular produce gran cantidad de
accidentes.
La alta tasa de accidentalidad, se refleja en los registros estadsticos de la Direccin de Epidemiologa e Investigacin, del Instituto Nacional de Prevencin Salud y Seguridad Laborales (INPSASEL), para los aos 2006-2008, el ndice de accidentes reportados segn la ocupacin, refleja que un setenta por ciento (70) % corresponden a los trabajadores de procesos industriales, de los cuales un sesenta por ciento (60) % de los mismos ocurren en la industria metalmecnica, siendo los aplastamientos de miembros una de las principales causas de lesiones y muertes
-
16
Por lo que la situacin actual de la Industria metalmecnica, debido a las constantes perdidas de miembros superiores, es motivo de preocupacin y de alarma; ya que son muy altos los estragos econmicos y sociales ocurridos al perder mano de obra calificada.
El problema planteado ocurre cuando no hay control ni supervisin adecuada de los puestos, las actividades ni los procesos de trabajo; ya que los principales problemas ocurridos en este tipo de industria, se encuentran en las mquinas, ya sea, por fallas mecnicas debido a obsolescencia o por falta de mantenimiento preventivo y/o correctivo; adems de no colocar adecuados resguardos o dispositivos, los cuales pueden suprimirse fcilmente, causando accidentes, ya sea por imprudencia o falta de capacitacin de los operarios; o por la no adecuacin Hombre-Mquina-Entorno. Resultando gran cantidad de vidas afectadas, ya que cuando un trabajador pierde miembros de su cuerpo, por causa de un accidente, este tambin pierde su identidad, causando altos costos de tipo social, econmico y productivo, para el o ella, para su familia, la sociedad y la nacin.
Con base en lo antes expuesto, el peruano y Ergnomo Oscar
Betancourt, introduce el termino Proceso Peligroso el cual lo identifica como:
todo aquello que en el trabajo pueda afectar la salud de los
trabajadores, sea que surjan de los objetos y medios de trabajo,
de la interaccin entre estos y la actividad de la organizacin y
divisin del trabajo, como el entorno y los medios de proteccin.
Creando as, una Teora basada en la identificacin no solo de riesgos;
sino tambin la realizacin de estudios cuali-cuantitativos, para saber con
exactitud, a travs de los trabajadores, cuales son los peligros que existen
dentro del rea de trabajo, sus alrededores y para ellos mismos.
-
17
Definitivamente esta reciente Teora de procesos peligrosos,
proporciona una nueva forma de clasificacin incorporando en esta la
clasificacin convencional y hasta ahora muy utilizada de los riesgos del
trabajo, los cuales permiten identificar su naturaleza, ya sea fsica, qumica,
biolgica o psicosocial, pero que ocultan sus orgenes, determinaciones y
relaciones, por lo que al agruparlos a los procesos peligrosos se incorporan
elementos de la organizacin y formas de divisin del trabajo, profundizando
en el anlisis de la actividad, que es la interaccin del objeto que debe ser
transformado, de los medios(mquinas, temperatura, ruido, ventilacin,
superficie y otros) que intervienen en esa trasformacin y de la actividad
(forma de realizacin de la tarea, mtodos, tiempos, destrezas, supervisin)
incorporada por los trabajadores.
Sin embargo, para la adecuacin del Hombre con la Mquina y su
Entorno, es necesario tomar ciertas medidas, luego de identificar los
procesos Peligrosos; es por eso que la Universidad Politcnica de Valencia-
Espaa, ha realizado un esquema general de la maquinaria, llamado Teora
de Mquina en el cual se identifican las partes y piezas que pueden causar
lesiones y daos a la salud del trabajador, eliminando o suprimiendo el
peligro por medio de la instalacin de resguardos y dispositivos adecuados al
tipo de mquina, sin que estos interfieran en el proceso productivo, y que a
su vez eviten la condicin insegura; pudiendo a futuro mejorarse los equipos
y mquinas utilizados, a medida que la tecnologa avanza.
Hasta ahora se ha identificado en que consisten los Procesos
Peligrosos y se ha explicado la importancia de identificar las Mquinas y sus
partes, protegindolas con resguardos y dispositivos, lo que produce mayor
automatizacin en los procesos, pero aunque la mecanizacin ha disminuido
notablemente el nmero de operaciones manuales en esta industria, todava
se producen en muchas ocasiones problemas de carcter disergonmico,
-
18
que al ser identificados, se deben tomar los correctivos necesarios, aplicando
los conocimientos de la mecnica, la ingeniera, la anatoma, la fisiologa y
otras disciplinas, para estudiar la interaccin y caractersticas
antropomtricas del cuerpo humano, con los elementos con los que se
relaciona (manejo de herramientas, mquinas y materiales) para adaptarlos a
sus necesidades y capacidades. Ya que el inadecuado diseo de un puesto
de trabajo o una actividad, produce tambin daos a la salud y demoras en el
proceso productivo; causando con el paso del tiempo enfermedades en los
miembros superiores e inferiores del cuerpo.
Por lo que evitar que la alta tasa de accidentalidad y aplastamiento
producida por maquinarias siga en aumento y proteger la vida y las partes del
cuerpo (brazos, manos y dedos), es el motivo de la investigacin que se
pretende.
Justificacin de la Investigacin
La Actividad Metalmecnica ha constituido una actividad industrial
esencial durante siglos. A pesar de los continuos avances tecnolgicos,
presentan a los trabajadores un abanico de riesgos para la salud y la
seguridad. Dado que siguen existiendo riesgos incluso en las plantas ms
modernas y dotadas de programas ejemplares de prevencin y control;
proteger la salud y el bienestar de los trabajadores contina siendo un reto
para la direccin y para los trabajadores. Un reto difcil tanto en las paradas
de las instalaciones, cuando la preocupacin por la salud y seguridad de los
trabajadores suele quedar relegada a un segundo plano ante los imperativos
econmicos; como en los momentos de actividad intensa, cuando la
demanda de mayor productividad puede inducir a tomar atajos
-
19
potencialmente peligrosos en los procesos. Adems que las herramientas
sufren un desgaste muy grande y se deterioran rpidamente, lo que hace
peligroso su uso, siendo las manos y dedos las principales partes del cuerpo
en sufrir lesiones y desprendimientos, por causa de estos atajos peligrosos.
Un estudio de la seguridad en las mquinas y equipos utilizados en la
industria metalmecnica, podr determinar su correcta utilizacin y el buen
estado, as como tambin la colocacin de resguardos y dispositivos de
seguridad adecuados, de las mismas, mediante la observacin directa de las
actividades y tareas de los operarios y trabajadores de la industria de este
sector, a su vez as como la colaboracin de los mismos operarios en cuanto
a informacin del tipo de actividad que realiza; por lo que con este estudio se
pretende conocer el motivo de la alta tasa de accidentalidad en la industria
metalmecnica y el porque de la gran perdida de miembros superiores que
sufren los trabajadores, produciendo esta investigacin muchos beneficios a
este importante sector de la economa.
Al incluir en la investigacin la empresa metalmecnica y sus
trabajadores, junto con el Instituto Nacional de Prevencin Salud y Seguridad
Laborales, ente encargado de velar por que se cumplan las normativas de
seguridad vigente; se podr mejorar las condiciones de seguridad en el
entorno laboral, se podrn tomar medidas adecuadas y optimizar recursos
relacionados con la higiene y seguridad, y elaborar programas que incluyan
la seguridad de mquinas, estudios ergonmicos, equilibrio mquina-hombre
y capacitacin del personal, para que se adecuen verdaderamente a la
actividad que se desarrolla en dicho sector econmico, el cual es la principal
fuente de empleo en el Estado en estudio.
-
20
Ya teniendo claro la problemtica existente, y ms aun sabiendo con
cifras actualizadas el alto ndice de accidentalidad y el motivo de estos, la
planificacin y control de los mtodos de prevencin, por medio de modelos
sectorizados, donde se identifiquen los procesos peligrosos, las causas de
estos, sus consecuencias y medidas para evitarlos juega un papel de gran
importancia para la reduccin de los mismos y para evitar la repetitividad de
estos.
-
21
Objetivos Objetivo General
Disear un Modelo de Puestos de Trabajo en la Industria
Metalmecnica, basado en Teoras de Mquinas, de Procesos Peligrosos y
la Biomecnica.
Objetivos Especficos
1. Identificar Procesos Peligrosos y estado de Mquinas en los puestos
de trabajo con mayor exposicin de riesgos.
2. Analizar estado de conjuncin entre concepcin y ejecucin, por
medio de los AST (Anlisis Seguro de Trabajo) proporcionados por las
empresas y los resultados obtenidos.
3. Relacionar la adecuacin hombre, mquina y entorno en los puestos
de trabajo identificados.
4. Disear un Modelo de Puestos de Trabajo tomando en cuenta los
estudios realizados y las Normativas Tcnicas Legales elaboradas por el
INPSASEL.
5. Anlisis Costo-Beneficio del estudio.
-
22
Alcance y Limitaciones Alcance
El presente trabajo tiene como alcance el estudio de los puestos de
trabajo con mayor nivel de riesgos en la industria Metalmecnica, de la
ciudad de Barquisimeto, Zona Industrial I, II y III.
Limitaciones
1. Las estadsticas aportadas por el INPSASEL, no son 100
confiables, ya que los reportes de accidentes son llenados por las empresas,
quienes muchas veces no mencionan los datos reales.
2. La informacin suministrada por los trabajadores en las visitas,
puede ser modificada por estos y puede no contener los datos reales.
3. Las empresas visitadas permitieron, realizar las inspecciones y
encuestas solo durante dos das.
4. Debido a la cantidad de empresas visitadas, solo se realizaron
estudios en dos puestos crticos de cada planta visitada.
-
CAPITULO III MARCO TEORICO
Antecedentes
Entre los estudios anteriores relacionados con la Higiene y Seguridad
Industrial, se encuentra el estudio titulado Anlisis de Riesgos en el rea de
carga y descarga del producto terminado en el centro de distribucin de la
empresa Procter & Gamble Industrial S.A. presentado por Roselith Jimnez,
en la Universidad Yacamb (2008); en este estudio se diagnostic la
situacin actual de la empresa, a travs de diferentes tcnicas e instrumentos
como fueron la observacin directa, entrevista no estructurada y una
evaluacin de riesgos a travs de una matriz de riesgo combinando
herramientas como lo son el anlisis de seguridad por tareas y el mtodo
William Fine, cuyo fin fue identificar las condiciones inseguras, actos
inseguros, entre otros, evidenciando la necesidad de participar a la empresa
una propuesta para la disminucin de los riesgos laborales.
Otro estudio relacionado con la Higiene y Seguridad Laboral, fue el
elaborado por la Br. Giglia Camargo en la Universidad Yacamb. (2008), el
cual fue titulado Diseo de un Sistema de Control de Gestin de Salud y
Seguridad Laboral para una Empresa Metalrgica. El estudio consisti en
realizar un diagnstico situacional, donde se detectaron algunas debilidades
en la empresa, como falta de estrategias para brindar adiestramiento al
trabajador, entre otras y luego del diagnstico, se realiz la propuesta
consistente en la generacin de estrategias, a travs del mtodo 5W-1H
entre ellas, adiestramiento, acondicionamiento del medio ambiente,
motivacin e indicadores de gestin.
-
24
Un ltimo estudio que cabe mencionar fue titulado Plan de Mejoras
en las Medidas Preventivas para Evitar Riesgos Mecnicos e
Inadecuaciones Ergonmicas en una Empresa Metalmecnica dentro de
la Empresa HIDRENKA C.A., realizado por la Br. Mara Cuicas en la
Universidad Yacamb (2008). Este consisti en la realizacin de un
diagnstico situacional, en la cual se utilizaron tcnicas y herramientas
como listas de verificacin de actos y condiciones inseguras, lista de
chequeo para riesgos mecnicos en los que se emple el mtodo What-if
(que pasara si) y para la inadecuaciones ergonmicas un formato de
evaluacin de puestos de trabajo, proponiendo un nuevo plan de
prevencin de riesgos mecnicos e inadecuaciones ergonmicas.
Bases Tericas Norma Tcnica Programa de Seguridad y Salud en el Trabajo (NT-01-2008)
Segn la Gaceta Oficial de la Repblica Bolivariana de Venezuela N
38.910, de fecha 15 de abril de 2008, se crea la Norma Tcnica Programa
de Seguridad y Salud en el Trabajo, la cual tiene como objeto Establecer
los criterios, pautas y procedimientos fundamentales para el diseo,
elaboracin, implementacin, seguimiento y evaluacin de un Programa
de Seguridad y Salud en el Trabajo, con el fin de prevenir accidentes de
trabajo y enfermedades ocupacionales en cada empresa, establecimiento,
unidad de explotacin, faena, cooperativa u otras formas asociativas
comunitarias de carcter productivo o de servicios, especfico y adecuado
a sus procesos de trabajo, persigan o no fines de lucro, sean pblicas o
privadas, de conformidad a lo establecido en la LOPCYMAT y su
Reglamento Parcial y el Reglamento de las Condiciones de Higiene y
Seguridad en el Trabajo.
-
25
Alcance y campo de aplicacin de la Normativa: Esta Norma
Tcnica tiene como alcance establecer los requisitos mnimos para
disear, elaborar, implementar y evaluar un Programa de Seguridad y
Salud en el Trabajo, el cual garantizar a las trabajadoras y los
trabajadores de cualquier centro de trabajo, con especial nfasis en
aquellos ms vulnerables a los procesos peligrosos (embarazadas,
personas con discapacidad, nios, nias y adolescentes trabajadores,
personas con VIH o Sida, entre otros), condiciones de seguridad, salud y
bienestar en un ambiente de trabajo adecuado y propicio para el ejercicio
pleno de sus facultades fsicas y mentales.
El contenido de la Normativa referente al presente trabajo de
investigacin, se muestra a continuacin desglosado en los Captulos I y
II mostrados en el anexo G
Teora de Mquinas
Segn la Universidad politcnica de Valencia, para el ao 2002 se
creo la Teora de Mquinas, la cual busca identificar las partes de las
mquinas y clasificarlas, para as poder identificar sus partes mviles y
fijas, y cuales de estas producen mayor riesgo, como evitarlos y a cuales
se les pueden colocar resguardos e instalar dispositivos para suprimir o
disminuir el peligro producido por las mismas.
A continuacin se muestran los riesgos identificados en la Teora de
Mquinas y los Equipos de proteccin que se deben instalar para evitar
dichos riesgos.
A. Riesgos Mecnicos
-
26
Es el conjunto de factores fsicos que pueden dar lugar a una lesin
por la accin mecnica de elementos de mquinas, herramientas, piezas
a trabajar o materiales proyectados, slidos o fluidos maquinarias que
carezcan de medidas de seguridad, donde se emplee fuerza motriz,
herramientas manuales y elctricas; ocasionando lesiones corporales a
los trabajadores y daos materiales a las estructuras.
El conjunto de mquinas de transformacin, producen alrededor del
veinte por ciento (20 %) de los accidentes de trabajo mortales y ms del
quince por ciento (15%) de los accidentes con lesin, que segn la
Universidad Politcnica de Valencia (2001); esta elevada accidentalidad
se debe en la mayora de los casos a una deficiente proteccin de la
mquina.
Entre las lesiones destacan las fracturas, amputaciones, erosiones,
heridas contusas, quemaduras varias entre otros. Aunque las lesiones se
reparten por todo el cuerpo hay que destacar la elevada concentracin en
las manos, resultando obvio la manipulacin en la zona de operacin o
en los sistemas de transmisiones se puede llegar a establecer una
clasificacin de las zonas de peligro en una mquina como e muestra en
el cuadro N 1.
Cuadro 1. Clasificacin de las Zonas de Peligro en las Mquinas Clasificacin de las Zonas de Peligro en las Mquinas
Zonas Partes de las Mquinas Contribucin
ZONA I
PUNTO DE OPERACION
1- La herramienta o til 2- El punto de contacto 3- Entorno cercano
Contribuyen al sistema
receptor de la mquina
ZONA II
PARTE CINETICA
1- Motor 2- Transmisiones
Forman parte de los
elementos motrices y
transmisores
ZONA III
PARTE A TRABAJAR
1- Pieza propiamente dicha 2- Partculas emitidas
Aunque no forma parte de la
mquina condiciona tanto a
la herramienta
ZONA IV 1- Sistema alimentador 2- Pieza propiamente dicha
-
27
ALIMENTACION DE LA
PIEZA
3- Entrono cercano
ZONA V
SISTEMAS SECUNDARIOS
1- Refrigeracin 2- Engranajes
Integran los sistemas de
refrigeracin, lubricacin y
estanqueidad
ZONA VI
DISPOSITIVO DE
CONTROL
1- Del sistema de energa 2- Del sistema receptor 3- Del sistema de alimentacin de la pieza 4- De los sistemas secundarios
ZONA VII
ENTORNO Y AMBIENTE
1- Distancia entre puntos 2- Iluminacin 3- Sealizacin 4- Ruido y vibraciones
Fuente: Datos proporcionados por la Universidad Politcnica de Valencia (2001).
B. Equipos de Proteccin para Riesgos Mecnicos:
Segn la Universidad Politcnica de Valencia-Espaa (2001) se
distinguen entre medidas integradas en las mquinas y medidas no
integradas en las mquinas. La prevencin integrada incluye todas las
tcnicas de seguridad aplicadas en el diseo y construccin de la
mquina; la prevencin no integrada se refiere a la proteccin personal,
formacin, mtodo de trabajo y normas de la empresa y el mantenimiento
de las mquinas.
Entre las distintas posibilidades de actuacin para reforzar la
seguridad en las mquinas existen:
1. Prevencin intrnseca: las medidas de seguridad consistentes en
eliminar el mayor nmero posible de peligros o reducir al mximo los
riesgos seleccionando convenientemente determinadas caractersticas de
diseo de las mquinas.
2. Limitar la exposicin de las personas a los peligros inevitables,
reduciendo la necesidad de que el operador intervenga en zonas
peligrosas.
Para evitar Riesgos y Peligros en las Mquinas y equipos utilizados
en el Sector Industrial, incluyendo al sector Metalmecnico, existen
-
28
medios de proteccin que se pueden instalar en las maquinarias,
clasificados en Resguardos y Dispositivos, los cuales pueden ser de
distintos tipos, ya sean mviles, fijos o regulables entre otros para los
resguardos y de diversas formas como de enclavamiento, sensible o
validacin para los dispositivos. Estos Medios de Proteccin aparecen
clasificados en el cuadro N 2.
Cuadro 2. Medios de Proteccin de Mquinas. Medios de Proteccin Resguardos Fijo, Mvil o Regulable Con dispositivo de enclavamiento o de enclavamiento y bloqueo Asociado al manejo
Dispositivo de Proteccin Dispositivo de: enclavamiento, de validacin, sensible, limitador Dispositivo de retencin mecnica, de mando sensible, de parada de
emergencia o estructura de proteccin. Fuente: Universidad Politcnica de Valencia (2001).
Teora de Procesos Peligrosos
Segn Oscar Betancourt, en su publicacin denominada Texto para
la Enseanza e Investigacin de la Salud y Seguridad en el Trabajo,
impresa y publicada en el ao 1999 en Per, los Procesos Peligrosos son
todo aquello que en el trabajo pueda afectar la salud de los
trabajadores, sea que surjan de los objetos y medios de trabajo, de la
interaccin entre estos y la actividad, de la organizacin y divisin del
trabajo o de otras dimensiones del trabajo, como el entorno y los medios
de proteccin.
Los Procesos Peligrosos se dividen en Partes y Clasificacin,
adems estos muestran la importancia de la promocin y prevencin en
materia de salud, a continuacin se explica la presente temtica.
A. Partes del Proceso de Trabajo:
-
29
1. Objeto de trabajo: es todo aquello que es utilizado como materia
prima o material de arranque a ser transformado o trabajado en un
determinado proceso productivo. (Qu voy a cambiar).
2. Medios de trabajo: son todas aquellas mquinas, herramientas,
sustancias, infraestructura con las cuales se realizar la transformacin
del objeto de trabajo. (Con que voy a transformar)
3. Actividad: es donde interactan el objeto ha ser transformado, los
medios que intervienen en dicha transformacin y la actividad humana.
(Como lo hago)
B. Clasificacin de los procesos peligrosos
Si bien, la clasificacin convencional de los "riesgos del trabajo"
permiten identificar su naturaleza (fsica, qumica, biolgica o psicosocial),
en ocasiones ocultan sus orgenes, determinaciones y relaciones. Es por
ello que ha sido necesario buscar formas alternativas para agrupar a
estos procesos peligrosos.
Para ello se ha tomado como eje de anlisis los componentes o
elementos del proceso de trabajo. De acuerdo a ello se tendra la
siguiente clasificacin:
1. Procesos peligrosos del objeto de trabajo.
2. Procesos peligrosos de los medios de trabajo.
3. Procesos peligrosos que surgen de la interaccin entre el objeto,
los medios de trabajo y la actividad.
4. Procesos peligrosos que surgen de la organizacin y divisin de
trabajo.
Algunos de los componentes de la Organizacin y Divisin del
trabajo que son identificados dentro de los Procesos Peligrosos, se
muestran en el Cuadro N3.
Cuadro 3. Organizacin y Divisin del Trabajo.
-
30
Fuente: Betancourt. O. Texto para la Enseanza e Investigacin de la Salud y Seguridad en el Trabajo, ao 1999.
Es necesario profundizar el anlisis de las caractersticas del objeto
de trabajo y de los medios de trabajo. Existen dos razones principales
para ello. Primero que de estas caractersticas depende el tipo de proceso
peligroso que se pueden generar en el momento de la interaccin de
stos con la actividad que imprime el ser humano. Segundo, aunque no
se vinculen de manera directa al proceso de trabajo, al margen de la
actividad pueden ser generadores de procesos peligrosos. Sin embargo,
el momento ms importante en la generacin de procesos peligrosos es
cuando se incorpora la actividad, es decir en la interaccin del objeto que
debe ser transformado, de los medios que intervienen en esa
transformacin y de la actividad incorporada por los trabajadores. Esta
reflexin no es vlida solamente para la industria de la transformacin,
tambin se aplica al trabajo en los servicios o en el sector primario.
C. La Prevencin y la Promocin en la Salud
-
31
Uno de los principios bsicos de la salud de los trabajadores se
refiere al carcter preventivo e integral de las acciones de salud. Lo
preventivo cobra relevancia porque la mayora de enfermedades del
trabajo, cuando han minado de manera importante la salud de los
trabajadores son irreversibles, y en muchos casos progresivas. En este
momento tampoco existen medidas teraputicas, clnicas ni quirrgicas
que puedan solucionar la dolencia adquirida, ya que:
1. Las medidas de prevencin en los centros de trabajo deben ser la
esencialidad de la salud de los trabajadores.
2. El impacto del trabajo en la salud no termina al dejar el uniforme
luego de las 8 horas de la jornada.
3. Las formas de vida de los grupos sociales van definiendo las
condiciones para la salud o la enfermedad, y es necesario intervenir
tambin en estos niveles pues de lo contrario se tendra una visin y una
prctica limitada de la salud ocupacional.
Es un error pensar, por ejemplo, que el problema de la exposicin al
ruido en los centros de trabajo se resuelve solamente con el uso de
tapones auriculares y con las modificaciones en las maquinarias o en sus
instalaciones. Es indudable la utilidad de estos procedimientos pero no se
debe olvidar que existen otros aspectos que definen la manera como
impactara en la salud, entendindole a sta no slo como lesin en el
rgano de Corti. Ese ruido puede obedecer a ciertas determinaciones que
quedan ocultas, como puede ser, la presencia de maquinaria obsoleta
que no se cambia por no comprometer la tasa de ganancia.
Las jornadas prolongadas de trabajo, la imposibilidad de rotar en los
puestos, la exposicin a sonidos frecuentes en la vivienda o en el entorno
mientras el trabajador reposa, la presencia y cumplimiento de normas
para el control del ruido, el papel de la organizacin en el cambio de estas
condiciones, la posibilidad de que los trabajadores se encuentren
informados de las implicaciones en la salud, son algunos de los mbitos
donde tiene que actuar la prevencin.
-
32
La idea de prevencin, en la que se incluye la proteccin debe ser el
eje vertebrador de mltiples acciones. Bajo estos criterios, es fcil corregir
el uso de las medidas de proteccin personal (cascos, guantes,
mascarillas.) tiene un impacto muy limitado en la prevencin de los
problemas de salud. Las medidas de prevencin deben ir mucho ms all.
Se ha visto que el trabajo permite el desarrollo de muchas capacidades
del ser humano, al tiempo que ofrece condiciones de realizacin personal
y bienestar. Se revis en lneas anteriores las expresiones positivas en las
personas. La promocin debe encaminarse al desarrollo y fomento de las
condiciones que se ubican en estos mbitos.
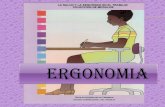
Ergonoma
Segn el manual de la Organizacin Internacional del Trabajo la
Ergonoma es el estudio del trabajo en relacin con el entorno en que se
lleva a cabo (el lugar de trabajo) y con quienes lo realizan (los
trabajadores). Se utiliza para determinar cmo disear o adaptar el lugar
de trabajo al trabajador a fin de evitar distintos problemas de salud y de
aumentar la eficiencia. En otras palabras, para hacer que el trabajo se
adapte al trabajador en lugar de obligar al trabajador a adaptarse a l. El
especialista en ergonoma, denominado ergonomista, estudia la relacin
entre el trabajador, el lugar de trabajo y el diseo del puesto de trabajo.
En la figura N 1, se observa la relacin ergonmica donde se
produce la triangulacin Hombre-Mquina-Entorno
-
33
Figura 1. Relacin Ergonmica Fuente: Organizacin Internacional del Trabajo.
La ergonoma es una ciencia de amplio alcance que abarca las
distintas condiciones laborales que pueden influir en la comodidad y la
salud del trabajador, comprendidos factores como la iluminacin, el ruido,
la temperatura, las vibraciones, el diseo del lugar en que se trabaja, el de
las herramientas, el de las mquinas, el de los asientos, el calzado y el del
puesto de trabajo, incluidos elementos como el trabajo en turnos, las
pausas y los horarios de comidas. En el anexo H se muestra la
informacin relacionada con los principios bsicos de ergonoma tocante
al trabajo que se realiza sentado o de pie, las herramientas, el trabajo
fsico pesado y el diseo de los puestos de trabajo.
Funciones de la ergonoma, aplicada al Puesto de Trabajo:
1. Muchos trabajadores padecen lesiones y enfermedades
provocadas por el trabajo manual y el aumento de la mecanizacin del
trabajo.
2. La ergonoma busca la manera de que el puesto de trabajo se
adapte al trabajador, en lugar de obligar al trabajador a adaptarse a aqul.
-
34
3. Se puede emplear la ergonoma para mejorar unas condiciones
laborales deficientes. Tambin para evitar que un puesto de trabajo est
mal diseado si se aplica cuando se concibe un lugar de trabajo,
herramientas o lugares de trabajo.
La principal fuente de daos a la salud es el trabajo repetitivo, ya
que es una causa habitual de lesiones y enfermedades del sistema
oseomuscular (y relacionadas con la tensin). Las lesiones provocadas
por el trabajo repetitivo se denominan generalmente Lesiones Provocadas
por Esfuerzos Repetitivos (LER). Son muy dolorosas y pueden incapacitar
permanentemente.
A continuacin en el Cuadro N 4, se presentan algunas de las
lesiones ms comunes producidas por riesgos disergonmicos en el
puesto de trabajo, los sntomas que producen esos riesgos en la salud de
los trabajadores y causas tpicas que las producen.
Cuadro 4. Lesiones y Enfermedades ms habituales que causan las Labores repetitivas o mal concebidas.
Lesiones Sntomas Causas Tpicas
Bursitis: inflamacin de la cavidad que existe entre la piel y el hueso o el hueso y el tendn. Se puede producir en la rodilla, el codo o el hombro.
Inflamacin en el
lugar de la lesin.
Arrodillarse, hacer presin
sobre el codo o movimientos
repetitivos de los hombros.
Celulitis: infeccin de la palma de la mano a raz de roces repetidos.
Dolores e
inflamacin de la
palma de la mano.
Empleo de herramientas
manuales: como martillos y
palas, junto con abrasin por
polvo y suciedad.
Cuello u hombro tensos: inflamacin del cuello y de los msculos y tendones de los hombros.
Dolor localizado en
el cuello o en los
hombros.
Tener que mantener una
postura rgida.
Dedo engatillado: inflamacin de los tendones y/o las vainas de los tendones de los dedos.
Incapacidad de
mover libremente
los dedos, con o sin
Movimientos repetitivos.
Tener que agarrar objetos
durante demasiado tiempo,
-
35
dolor. con mucha fuerza o
frecuencia.
Epicondilitis: inflamacin de la zona en que se unen el hueso y el tendn. Se llama "codo de tenista" cuando sucede en el codo.
Dolor e inflamacin
en el lugar de la
lesin.
Tareas repetitivas, a menudo
en empleos agotadores como
ebanistera, enyesado o
colocacin de ladrillos.
Cuadro 4. Lesiones y Enfermedades ms habituales que causan las Labores repetitivas o mal concebidas. (Continuacin) Lesiones Sntomas Causas Tpicas
Ganglios: un quiste en una articulacin o en una vaina de tendn. Normalmente, en el dorso de la mano o la mueca.
Hinchazn dura,
pequea y redonda,
que normalmente no
produce dolor.
Movimientos repetitivos de la
mano.
Sndrome del tnel del carpo bilateral: presin sobre los nervios que se transmiten a la mueca.
Hormigueo, dolor y
entumecimiento del
dedo gordo y de los
dems dedos, sobre
todo de noche.
Trabajo repetitivo con la
mueca encorvada
Utilizacin de instru- mentos
vibratorios. A veces va
seguido de tenosinovitis
Tendinitis: inflamacin de la zona en que se unen el msculo y el tendn.
Dolor, inflamacin,
reblandecimiento y
enrojecimiento de la
mano, la mueca
y/o el antebrazo.
Dificultad para
utilizar la mano.
Movimientos repetitivos.
Tenosinovitis: inflamacin de los tendones y/o las vainas de los tendones.
Dolores,
reblandecimiento,
inflamacin, grandes
dolores y dificultad
para utilizar la
mano.
Movimientos repetitivos, a
menudo no agotadores.
Puede provocarlo un
aumento repentino de la
carga de trabajo o la
implantacin de nuevos
procedimientos de trabajo.
Fuente: Organizacin Internacional del Trabajo
Biomecnica
-
36
La biomecnica es una disciplina cientfica que tiene por objeto el
estudio de las estructuras de carcter mecnico que existen en los seres
vivos, fundamentalmente del cuerpo humano. Esta rea de conocimiento
se apoya en diversas ciencias biomdicas, utilizando los conocimientos de
la mecnica, la ingeniera, la anatoma, la fisiologa y otras disciplinas,
para estudiar el comportamiento del cuerpo humano y resolver los
problemas derivados de las diversas condiciones a las que puede verse
sometido.
La biomecnica est ntimamente ligada a la binica y usa algunos
de sus principios, ha tenido un gran desarrollo en relacin con las
aplicaciones de la ingeniera a la medicina, la bioqumica y el medio
ambiente, tanto a travs de modelos matemticos para el conocimiento de
los sistemas biolgicos como en lo que respecta a la realizacin de partes
u rganos del cuerpo humano y tambin en la utilizacin de nuevos
mtodos diagnsticos.
La biomecnica ocupacional, estudia la interaccin del cuerpo
humano con los elementos con que se relaciona en diversos mbitos (en
el trabajo, en casa, en la conduccin de automviles, en el manejo de
herramientas) para adaptarlos a sus necesidades y capacidades. En este
mbito se relaciona con otra disciplina como es la ergonoma.
ltimamente se ha hecho popular y se ha adoptado la Biomecnica
ocupacional que proporciona las bases y las herramientas para reunir y
evaluar los procesos biomecnicas en lo que se refiera a la actual
evolucin de las industrias, con nfasis en la mejora de la eficiencia
general de trabajo y la prevencin de lesiones relacionadas con el trabajo,
esta est ntimamente relacionada con la ingeniera mdica y de
informacin de diversas fuentes y ofrece un tratamiento coherente de los
principios que subyacen a la biomecnica bien diseado y ergonoma de
trabajo que es ciencia que se encarga de adaptar el cuerpo humano a las
tareas y las herramientas de trabajo.
-
37
Identificacin de las Empresas 1. Industrias Techo Duro S.A.
Techo Duro es una empresa dedicada a producir y distribuir techos
de zinc, los cuales vienen en largas tiras producidas por SIDOR, el trabajo
de la empresa es galvanizar las lminas para luego corrugarlas.
-
38
Cuadro 5. Productos elaborados por Techo Duro S.A.
LAMINAS
GALVANIZADAS
DE ZINC
Lmina tipo Normal (corrugadas) de 8, 10 y 12
Lmina tipo Techoral de 3 de 8, 10 y 12
Lmina tipo Techoral de 4 de 8, 10 y 12
Descripcin del Proceso Productivo Descripcin de las Etapas para la Elaboracin de los productos
Etapa 1: preparacin
Recepcin de la Materia Prima: La materia prima llega a la empresa directamente desde sus proveedores, las lminas son despachadas por
SIDOR. Los Procesos son:
1. Inspeccin de las Bobinas: se corta la envoltura que trae la bobina
y el fleje que esta alrededor, as como verificar la cantidad de grasa que
posee la misma.
2. 2-Transporte de las Bobinas: se trasladan las bobinas en el carro
transportador hasta la estacin de espera.
3. 3-Estacin de Espera: se colocan las bobinas que van a procesar.
Contienen un carro, movido por medio de un motor elctrico, para
trasladar la bobina hasta el desenrrollador.
Etapa 2: corte
Procesos:
1. Desenrrollador: equipo donde se coloca la bobina para ser
desenrollada a la velocidad del equipo.
2. Rodillos Guas y de Aplanado: cumple con eliminar las tensiones
del material y darles forma plana, es decir, quitndole las ondas que
pueden traer a veces y tambin la tendencia de volverse a enrollar.
3. Mesa Joroba: su funcin es mantener el material o la lmina en
forma de arco mientras el extremo de la lmina choca con un tope para
que efectu el corte de la lmina.
-
39
4. Cortadora: equipo que consta de una cuchilla inferior fija y otra
superior movible acoplada por un eje excntrico movido por un motor
elctrico, que realiza automticamente el corte de la lmina cuando el
extremo de esta llega exactamente al tope de la medida a cortar y es
detectada por el sensor durante el corte, la lamina es mantenida fija por
medio de un pisn de goma.
5. Mesa Medidora: es un transportador de bandas que tiene
adherida horizontalmente una cinta mtrica en uno de sus lados y un
carro que se mueve manualmente, con el objeto de graduar la medida a
cortar.
Etapa 3: Pre-tratado
Procesos:
1. Desengrape: es el primer proceso que recibe las lminas, el cual
cumple con el trabajo de remover o quitar sucio y aceite contenido en
ellas. El desengrasante, es un producto hecho para remover la grasa de
manera rpida dada su gran alcalinidad y fuerte concentracin.
2. Primer Enjuague: consiste en pasar las laminas por unos tanques
de agua caliente (60 o 70 C), eliminando los residuos de jabn, para
proceder con el paso siguiente que es el decapado.
3. Decapado: Consiste en pasar las lminas por los tanques de
Acido Clorhdrico, para limpiar superficies oxidadas y agentes metlicos
extraos que quedan.
4. Segundo Enjuague: consiste en pasar las lminas nuevamente
por otros tanques de agua caliente (60 o 70 C), para eliminar los residuos
de Acido y as evitar de que se depositen en el horno.
5. Pre-Calentado: consiste en pasar las lminas por el horno de
precalentado para subir su temperatura de 70 C aproximadamente, a la
temperatura de 100C; para evitar choques trmicos en el momento de
entrar las lminas al horno de galvanizado, evitando la absorcin de tanto
calor del horno.
Etapa 4 galvanizado en caliente
-
40
Procesos:
1. Crisol o Caldero: es donde se calienta el Plomo, Zinc y Cloruro
de Amonio Fundido.
2. Guas de Entrada a las Guas Principales: su proceso es
cambiar el sentido de movimiento de las lminas, de horizontal (en el
transportador de entrada), a vertical (hacia la gua principal).
3. Rodillo Fundente: son los que empujan las lminas que
provienen del bao de Zinc para el galvanizado.
4. Caja fundente: contiene Cloruro de Amonio flotando sobre el
plomo, utilizando sus paredes de sello para que el amoniaco no se salga.
Preparando la superficie para el galvanizado.
5. Guas Principales: como su nombre lo indica guan en sus
recorridos desde los rodillos fundentes hasta los rodillos de acabado. Las
guas estn sujetas a un chasis que sirve de contenedor al Zinc fundido,
ya que los pares que lo forman entran lo suficiente en el plomo, para que
el Zinc se mantenga dentro del mencionado chasis o caja de Zinc.
6. Rodillo de Acabado: esta sumergido en el Zinc y empujan las
lminas fuera del bao, se controlan o gradan por medio de ajuste de
apriete al espesor del Zinc.
7. Cristalizado: esta constituido por un tambor que gira a la misma
velocidad de las lminas, esta se adhiere a el por medio de unos imanes
fijos que hay en su interior y es enfriado por aire que sale a travs de
perforaciones que tiene la superficie del tambor, igualmente existen dos
tubos que soplan aire por la parte superior de la lmina.
Etapa 5 pos-tratado
Procesos:
1. Enfriamiento: consiste en pasar las lminas a travs de un tanque
con agua en circulacin, con el propsito de ayudar el acero de la lmina
a recuperar su dureza, adems permite mayor fijacin de la capa de Zinc.
2. Pasivado: es un tanque que contiene Acido Crmico destinado a
dejar una pelcula de ambos lados de la lmina con el fin de conservar su
-
41
brillo y prevenir oxidaciones prematuras que perjudique el acabado de la
lmina como el Oxido de Zinc (oxido blanco)
3. Secado: despus del pasivazo es llevado al secado por medio de
otra mesa transportadora por cadenas donde las lminas pasan entre dos
(02) ventiladores centrifugados donde le proporcionan el respectivo
secado por la parte inferior y superior de las lminas.
4. Aplanadora final: elimina el resto de tensiones internas de las
lminas producidas por los cambios bruscos de temperatura, ocasionados
por el paso de las lminas por el horno de galvanizado, el soplado y
enfriado. Al trabajar con espesores pequeos (0,18 y/o 0.20mm), son
despreciables dichas tensiones.
Etapa 6 acabado
Procesos:
1. Lmina de Tipo Techoral 3 y 4: para este tipo de lmina se
dispone de una mesa transportadora de bandas, el cual las dirige hacia
los trenes de perfilados dependiendo del tipo de techoral. Seguidamente
como ltimo paso del proceso es recibido en empaquetado o flejados.
Luego se lleva para el almacn de producto terminado. La materia prima
que se requiere para el proceso son, bobinas fras y secas, de acero de
900 mm de ancho, 0.19 mm de espesor y 10 toneladas de peso. Tradas
desde SIDOR (Siderrgica del Orinoco).
2. Lminas de Tipo Normal (corrugado): despus de salir las lminas
del aplanado fino, es recibido en control de calidad, el cual se encarga de
recopilar bultos de diversos nmeros, dependiendo del tamao de las
lminas (8,10,12). Luego se traslada los bultos de lminas lisas para la
mesa de rodillo de la corrugadora para realizar su perfil en ella y es
recibido nuevamente por control de calidad y seleccionarla en bultos
flejados. Luego se lleva para el almacn de producto terminado.
Forma de Organizacin del Trabajo
Esta presenta una estructura funcional, la cual se construye
alrededor de los insumos utilizados para lograr que se realicen las tareas
-
de la or
funciones
Es u
por lotes
Organigr
Se p
la empres
2. Indust
Indu
tubos cu
rganizaci
s.
una planta
segn esp
rama de In
presenta e
sa.
trias Unico
ustrias Uni
adrados y
n, y se
a de produ
pecificacion
ndustrias
el organigra
on C.A.
con C.A. e
y redondos
agrupan
uccin con
nes de sus
Techo Du
ama de la
es una em
s, adems
segn la
tinua, la c
s clientes.
uro S.A.
divisin t
mpresa ded
produce
especializ
cual realiza
cnica y ad
dicada a la
flejes y pl
zacin de
a los produ
dministrativ
producci
etinas, pa
42
e las
uctos
va de
n de
ara la
-
43
fabricacin de los mismos, se adquieren largas tiras producidas por
SIDOR.
Cuadro N6. Productos elaborados en Industrias Unicon C.A.
Tubos estructurales
Redondos Cuadrados de: 1 a 9 pulgadas Flejes
Descripcin del Proceso Productivo:
Descripcin de las Etapas para la elaboracin de los productos.
El proceso principal que debe seguir el material funcional, el rollo de
lmina, esta constituido por una serie de operaciones, inspecciones,
transportes y almacenaje que se describen a continuacin:
Recepcin e Inspeccin de la Materia Prima:
La materia prima utilizada en la fabricacin de los tubos con costura,
es suministrada por SIDOR en forma de rollos o bobinas. Esta bobinas
son inspeccionadas (peso, dureza, espesor y aspecto fsico), para llevar
un control y verificar que la materia prima es apta para alimentar el
proceso productivo. Luego de ser aceptadas por control de calidad son
almacenadas de acuerdo al tipo de lmina.
Traslado de Materia Prima:
Las bobinas son trasladadas desde el almacn hasta el patio, donde
son inspeccionadas y preparadas para ser llevadas al rea de corte. Se
trasladas y son colocadas en las cortadoras de acuerdo a las rdenes de
fabricacin.
Corte de Bobinas:
-
44
En la cortadora SACMA I, pueden ser cortadas bobinas de hasta 14
Tn, = 1.9 mts. 1.2 mts. de ancho y hasta 6.3 mm de espesor. Las
lminas de mayores dimensiones sern cortadas en la SACMA II. Luego
de ser cortadas las bobinas de sus diferentes desarrollos (tiras), son
inspeccionadas, pesadas, etiquetadas y trasladadas a las diferentes
maquinas formadoras de tubos.
Operaciones de Fabricacin.
Alimentacin. Luego de almacenado temporalmente las tiras son trasladadas al
desenrollado de cada mquina, estas son unidas con la tira que se
encuentra en el floop, a travs de soldaduras con gas inerte; para evitar
que las lneas se detengan al terminar con los rollos de tiras, se utiliza el
ROTARY FLOOP, el cual se encarga de acumular suficientes lminas
para alimentar las mquinas formadoras de tubos.
Formacin:
El ancho de la tira que alimenta es igual al desarrollo del tubo de
fabricar, siendo centrada por cuatro rodillos al salir el floop y a la entrada
de la mesa de formacin. Luego la lmina pasa por una serie de rodillos
en posicin horizontal y otro en posicin vertical, encargados de darle
forma tubular a la lmina de una serie de pasos consecutivos.
Soldadura:
Luego que la lmina ha adquirido la forma tubular, se procede a
realizar la costura del tubo mediante un proceso de soldadura sin aporte
de material, la cual puede ser realizada de diferentes maneras
dependiendo del espesor del tubo.
a) Soldadura por Induccin:
Esta se produce al hacer pasar una corriente de alta frecuencia por
un serpentn de cobre colocado alrededor del tubo, induciendo en este
una corriente que al circular por los borde de la lmina produce una
calentamiento al rojo de estos.
Una ferrita colocando en el interior del tubo hace del primario,
considerado el sistema como un transformador, en donde el tubo de
-
45
soldar es el secundario. La unin de los bordes, calentados hasta cerca
del punto de fusin del material, se realiza al pasar el tubo por un conjunto
de rodillos que presionan los bordes hasta que se produzca la:
b) Soldadura por Contacto:
Se realiza en tubos de mas de 2 de dimetro y mas de 2mm de
espesor, este se produce al hacer circular directamente por la lmina una
corriente, produciendo tambin el calentamiento al rojo de los bordes. La
unin de los bordes se realiza de la misma manera que la soldadura por
contacto.
La rebaba produccin por la unin de los borde de la lmina, es
eliminada mediante una cuchilla colocada despus de los rodillos de
soldadura. Una cuchilla colocada exteriormente elimina la rebaba exterior.
Durante el proceso de formacin del tubo, este se calienta debido a
la deformacin que sufre la lmina y principalmente a la soldadura que se
realiza, este calor es disipado mediante la utilizacin de un lquido
intercambiador de calor y aceite emulsionante (taladrina), el cual adems
de lubricar el tubo, reduce la alta temperatura presente en este.
Calibracin:
Luego de completado el proceso de formacin se procede a darle al
tubo las medidas normalizadas, hacindolo pasar por una serie de rodillos
que por presin, semejante a un proceso de laminacin, donde se calibra
el tubo con medidas a las finales exactas.
Corte:
Despus de realizada la calibracin, se procede al corte del tubo a la
longitud deseada, mediante una cortada que se desplaza con el tubo
mientras se realiza el corte.
Los tubos de mayor dimetro y espesor, son cortados con sierra
elctrica la cual posee un disco dentado que gira a alta velocidad y que al
hacer contacto con la superficie del tubo, lo corta sin deformarlo,
Operaciones de Acabado:
1. Reenfrentado y Biselado:
-
46
Estas operaciones se realizan en tubos que presentan rebaba y
superficie irregular en los extremos, con el fin de darles un buen acabado
2. Enderezado:
A causa de la longitud del tubo (4 a 6 mts), los choques trmicos
debidos al proceso de formacin, provocan una deficiencia en la rectitud
del tubo por lo que esta operacin es necesaria para la correccin de este
defecto.
Almacenaje de Produccin:
Luego de realizado el proceso anterior, son trasladados al almacn
de productos terminados Forma de Organizacin del Trabajo
Esta presenta una estructura funcional, la cual se construye
alrededor de los insumos utilizados para lograr que se realicen las tareas
de la organizacin, y se agrupan segn la especializacin de las
funciones.
Es una planta de produccin continua, la cual realiza los productos
por lotes segn especificaciones de sus clientes.
-
47
Organigrama de Industrias Unicon C.A.
3. Empresa SIDETUR
SIDETUR es una empresa dedicada a la manufactura y
comercializacin de productos siderrgicos y metalmecnicos, como
tubos estructurales y tubos doble T, estos se fabrican producto del
reciclaje de todo tipo de metales tipo chatarra que otras empresas o
personas venden a la planta. Cuadro 7. Productos que se elaboran en SIDETUR
Productos Cabillas
Pletinas
Barras cuadradas
Barras redondas
Perfiles IPN UPL y L
Mallas
Cerchas electrosoldadas
Alambre trefilado
Tipo de Actividad
La empresa SIDETUR es una empresa de manufactura, cuya
actividad econmica es la del sector metalmecnica.
GERENCIA DE
PRODUCCION P6
UNIDAD DE DISTRIB Y LOGISTICA
UNIDAD DE SEG..
SALUD LABORAL Y AMBT
UNIDAD DE ASG.
DE CALIDAD
UNIDAD TECNICA
UNIDAD DE MTTO
MEC/ECO
UNIDAD DE PRODUCCI
ON
-
48
Debido a problemas tcnicos la empresa SIDETUR no pudo dar la
informacin requerida sobre las etapas y procesos de produccin.
-
49
Definicin de Trminos Accidente de Trabajo: Todo suceso que produzca en la trabajadora o el trabajador, una lesin funcional o corporal, permanente o temporal,
inmediata o posterior, o la muerte, resultante de una accin que pueda ser
determinada o sobrevenida en el curso del trabajo, por el hecho o con
ocasin del trabajo. Norma Tcnica Programa de Seguridad y Salud en el
Trabajo (NT-01-2008)
Actividad: Es la intervencin del ser humano que opera interactuando entre objeto y medios de trabajo, es decir, la inversin fsica e intelectual
de la trabajadora o el trabajador, que incluye las tareas con su conjunto
de operaciones y acciones realizadas, para cumplir con la intencin de
trabajo, donde existe la interaccin dinmica con el objeto que ha de ser
transformado y los medios (herramientas, mquinas, equipos, entre otros)
que intervienen en dicha transformacin. Norma Tcnica Programa de
Seguridad y Salud en el Trabajo (2008).
Amputacin: (Ciruga) Separacin de una extremidad o porcin corporal del resto del cuerpo; puede ser producida de forma espontnea
patolgica, por un traumatismo o quirrgicamente como un tratamiento.
Dicciomed (2008).
Contingencia: Es un evento sbito donde existe la probabilidad de causar daos a personas, el ambiente o los bienes, considerndose una
perturbacin de las actividades normales en todo centro de trabajo,
establecimiento, unidad de explotacin, empresas, instituciones pblicas o
privadas y que demanda una accin inmediata. Norma Tcnica Programa
de Seguridad y Salud en el Trabajo (2008).
-
50
Control: Para intervenir un problema mediante acciones ergonmicas, podemos usar dos tipos de acciones de control, controles administrativos
y controles de ingeniera.
Controles Administrativos: Procedimientos y mtodos, definidos por el empleador, que reducen significativamente la exposicin a factores de
riesgo mediante modificaciones a la forma en que se desempean las
tareas; ej.: rotacin de puestos, ampliacin del mbito de la tarea, ajustes
al ritmo de trabajo.
Controles de Ingeniera: Cambios fsicos a la tarea que controlan la exposicin a riesgos. Los controles de ingeniera actan sobre la fuente
de los riesgos, sin necesidad de que el trabajador use auto-proteccin o
realice acciones individuales de cuidado. Ej.: cambiar el ngulo de agarre
de una herramienta, disminuir el peso de los elementos a cargar, proveer
de sillas ajustables.
Fuerza: Cantidad de esfuerzo muscular requerido para desarrollar una tarea. Generalmente, a mayor necesidad de fuerza, mayor es el grado de
riesgo. Un alto uso de fuerza se relaciona con desarrollo de lesiones
msculo-tendinosas en cuello, hombro, espalda, antebrazo, mueca y
mano.
Incidente: Suceso acaecido en el curso del trabajo o en relacin con el
trabajo que no implica daos a la salud, que interrumpe el curso normal
de las actividades que pudiera implicar daos materiales o ambientales.
Norma Tcnica Programa de Seguridad y Salud en el Trabajo (2008).
Lesiones: Efectos negativos en la salud por la exposicin en el trabajo a los procesos peligrosos, condiciones peligrosas y condiciones inseguras e
insalubres, existentes en los procesos productivos. Norma Tcnica
Programa de Seguridad y Salud en el Trabajo (2008).
-
51
Lesin por Aplastamiento: Esta lesin se presenta cuando una parte del cuerpo es sometida a un alto grado de fuerza o presin, usualmente
despus de ser aplastada entre dos objetos pesados. Medineplus (2009).
Manejo Manual de Materiales: Tareas realizadas por personas, incluyendo levante, transporte y movilizacin de materiales, realizadas sin
ayuda de elementos mecnicos.
Medidas de Prevencin: Son las acciones individuales y colectivas cuya eficacia ser determinada, en funcin a la participacin de las
trabajadoras y los trabajadores del centro de trabajo, permitiendo la
mejora de la seguridad y salud. Estas acciones estarn enfocadas a la
identificacin, evaluacin y control de los riesgos derivados de los
procesos peligrosos. Su aplicacin constituye un deber por parte de la
empleadora o del empleador. Norma Tcnica Programa de Seguridad y
Salud en el Trabajo (2008).
Medio Ambiente de Trabajo: Los lugares, locales o sitios, cerrados o al aire libre, donde personas presten servicios a empresas, centros de
trabajo, explotaciones, faena y establecimientos, cualquiera sea el sector
de actividad econmica; as como otras formas asociativas comunitarias
de carcter productivo o de servicio; o de cualquier otra naturaleza, sean
pblicas o privadas. Asimismo, son las situaciones de orden socio-
cultural, de organizacin del trabajo y de infraestructura fsica que de
forma inmediata rodean la relacin hombre y mujer --- trabajo,
condicionando la calidad de vida de las trabajadoras o trabajadores y la
de sus familias. Igualmente, se entienden por aquellos espacios areos,
acuticos y terrestres situados alrededor de la empresa, centro de trabajo,
explotacin, faena, establecimiento; as como de otras formas asociativas
comunitarias de carcter productivo o de servicio y que formen parte de
las mismas. Norma Tcnica Programa de Seguridad y Salud en el Trabajo
(2008).
-
52
Proceso de Trabajo: Conjunto de actividades humanas que, bajo una organizacin de trabajo interactan con objeto y medios, formando parte
del proceso productivo. Norma Tcnica Programa de Seguridad y Salud
en el Trabajo (2008).
Proceso Productivo: Conjunto de actividades que transforma objetos de trabajo e insumos en productos, bienes o servicios. Norma Tcnica
Programa de Seguridad y Salud en el Trabajo (2008).
Posturas forzadas: La postura es la posicin que adquiere el cuerpo al desarrollar las actividades del trabajo. Una postura forzada est asociada
a un mayor riesgo de lesin. Se entiende que mientras ms se desva una
articulacin de su posicin neutral (natural), mayor ser el riesgo de
lesin.
Repeticin: La repeticin es el nmero de acciones similares realizadas
durante una tarea. Un trabajador de una bodega puede levantar tres cajas
por minuto, desde el piso hasta un mesn; un operario de ensamblaje
puede hacer 20 unidades por hora. Los movimientos repetidos se asocian
con lesiones y discofort.
Riesgo: Es la probabilidad de que ocurra dao a la salud, a los materiales, o ambos. Norma Tcnica Programa de Seguridad y Salud en
el Trabajo (2008).
Vigilancia Epidemiolgica: Es un proceso continuo de recoleccin y anlisis de los problemas de salud laboral y de sus determinantes,
seguidas de acciones de promocin y prevencin; con la finalidad de
conocer las caractersticas de las condiciones de trabajo y salud de
amplios sectores de la poblacin laboral, sirviendo para optimizar los
recursos y prioridades en los programas de promocin, prevencin y
proteccin. Norma Tcnica Programa de Seguridad y Salud en el Trabajo
(2008).
-
CAPITULO IV MARCO METODOLOGICO
Naturaleza de la Investigacin
Este estudio se enmarca en el paradigma cualicuantitativo, en la cual
Cook y Reichardt (1986), sealan que la combinacin de ambos enfoques
paradigmticos se adecua a las necesidades de la investigacin,
complementndose unos del otro.
El estudio comenz con la recoleccin de informacin estadstica
aportada por el INPSASEL, correspondiente a los aos 2006-2008, donde
se infiri estadsticamente para obtener los resultados estadsticos de la
presente investigacin.
Tipo de Investigacin
El tipo de estudio que se elabor fue un proyecto tanto descriptivo
como explicativo, ya que al utilizar estadsticas se habla de un proyecto
descriptivo, que segn Best (1978), la investigacin descriptiva refiere
minuciosamente e interpreta lo que es; al elaborar una Propuesta se
explica como prevenir el problema en estudio, que segn Sabino (1978),
la investigacin explicativa se refiere a la explicacin de una teora o de
una forma de actividad. Aunque ocurre tambin, que al recoger los datos
en forma directa de la realidad donde ocurre el evento que se estudia, se
incurre en una investigacin de campo, segn la definicin de Sabino
-
(2000); ya que se estudiaron y se visitaron tres (03) industrias del sector
metalmecnico.
-
48
Poblacin y Muestra Poblacin
La poblacin segn Cook y Reichardt (1986), es la totalidad del
fenmeno a estudiar, donde las unidades de poblacin poseen una
caracterstica comn, la que se estudia y da origen a los datos de la
investigacin. La poblacin estudiada fue la Industria Metalmecnica de
la ciudad de Barquisimeto, la cual cuenta con ms de 541 empresas
Manufactureras, segn los datos suministrados por el Instituto Nacional de
Estadsticas (INE) para los aos 2001-2004 (ltimo censo econmico
registrado) siendo en la actualidad mucho mayor su nmero.
Muestra
La muestra segn Cook y Reichardt (1986), es un conjunto de
unidades, una porcin del total que representa la conducta del universo
en su conjunto. Aunque se cuenta con una amplia clasificacin de tipos de
muestra, la utilizada en la presente investigacin fue de tipo estratificada,
que segn Cook y Reichardt (1986), es la que se obtiene separando los
elementos de la poblacin en grupos disjuntos, llamados estratos, y
seleccionando una muestra dentro de cada estrato.
Con base en el tipo de muestra seleccionada; esta se tomo en la
Zona Industrial I, II y III de la ciudad de Barquisimeto, donde se
escogieron tres (3) industrias; de acuerdo con el tipo de accidentes
reportados al INPSASEL, siendo estas; la gran, la median ay la pequea
industria; las cuales son las siguientes:
1. SIDETUR (mayores a 250 trabajadores)
-
49
2. INDUSTRIAS UNICON C.A.(de 100 a 250 trabajadores)
3. TECHO DURO S.A. (Menor a 100 trabajadores)
Tcnica e Instrumentos utilizados para la Recoleccin de la Informacin
Para la recoleccin de la informacin se utilizaron los siguientes
instrumentos de acuerdo a las cuatro fases de estudio, con la finalidad de
identificar los Procesos Peligrosos y estado de las maquinarias en los
puestos de trabajo.
Fase 1: Se realiza el diagnostico inicial, aplicando las siguientes
tcnicas:
Observacin: se realiz una observacin a todo el centro de trabajo
para buscar detalladamente los procesos peligrosos existentes en las
empresas, mediante el diseo de un formato (ver anexo C)
Encuestas: Es un instrumento escrito donde se realiz preguntas
sobre un tema en especfico a los operadores de las mquinas que se
estudiaron. Se realizaron dos (2) Formularios de encuestas, el primero
para el Departamento de Higiene y Seguridad de la compaa y el
segundo para los operadores de las mquinas. La finalidad de las
encuestas es la de realizar el segundo objetivo especifico para la cual se
utilizo un formato (ver anexo B).
Entrevistas: Es un instrumento verbal donde se realiz una serie de
preguntas a varias personas sobre el tema o situacin de inters, en este
caso el uso de las mquinas; en esta participo el entrevistador y el
entrevistando. Se realiz un anlisis de la operacin in-situ donde se
pregunto a los operarios sobre el tema en estudio.
Fase 2: En esta fase se analizan los datos e informacin obtenidos
en la Fase I, mediante las siguientes tcnicas:
-
50
Matriz FODA: : Es una matriz en la que se evaluaron las Debilidades
y Fortalezas de cada empresa visitada y las Oportunidades y Amenazas
del entorno en el que esa empresa se encuentra. Guiltinan, J. (2001). Se
realizo un formato de la matriz (ver anexo D).
Escenarios: Es una estrategia que consiste en enumerar todas las
posibles situaciones que se puedan presentar en una empresa y como
solucionarlas. Guiltinan, J.(2001).
Grficos De Barras Simples: Se utilizaron fundamentalmente para
representar distribuciones de frecuencias de una variable cualitativa o
cuantitativa discreta y, ocasionalmente, en la representacin de series
cronolgicas o histricas. Uno de los ejes sirve para inscribir las
frecuencias, ya sean absolutas o relativas (%), y el otro para la escala de
clasificacin utilizada. Bestarfield D. (1995).
Diagrama de Pareto: Es una grfica en donde se organizaron
diversas clasificaciones de datos por orden descendente, de izquierda a
derecha por medio de barras sencillas despus de haber reunido los
datos para calificar las causas. De modo que se pueda asignar un orden
de prioridades. Bestarfield D. (1995).
Fase 3:
Diagrama de Proceso: Es una representacin grfica de los pasos
que se siguen en toda una secuencia de actividades, dentro de un
proceso o un procedimiento, identificndolos mediante smbolos de
acuerdo con su naturaleza; incluye, adems, toda la informacin que se
considera necesaria para el anlisis, tal como distancias recorridas,
cantidad considerada y tiempo requerido. Estas se conocen bajo los
trminos de operaciones, transportes, inspecciones, retrasos o demoras y
almacenajes. De igual manera que un plano o dibujo de taller presenta en
conjunto detalles de diseo como ajustes tolerancia y especificaciones,
todos los detalles de fabricacin o administracin se aprecian globalmente
en un diagrama de operaciones de proceso. Bestarfield D. (1995).
-
51
Diagrama de Flujo: Consisti en expresar grficamente las distintas
operaciones que componen un procedimiento o parte de este,
estableciendo su secuencia cronolgica. Segn su formato o propsito,
puede contener informacin adicional sobre el mtodo de ejecucin.
Bestarfield D. (1995).
Fase 4:
Mtodo Delphi: es una metodologa de investigacin multidisciplinar
para la realizacin de pronsticos y predicciones. Su objetivo es la
consecucin de un consenso basado en la discusin entre expertos. Es
un proceso repetitivo. Su funcionamiento se basa en la elaboracin de un
cuestionario que ha de ser contestado por los expertos. Una vez recibida
la informacin, se vuelve a realizar otro cuestionario basado en el anterior
para ser contestado de nuevo. Finalmente el responsable del estudio
elaborar sus conclusiones a partir de la explotacin estadstica de los
datos obtenidos.
Bestarfield D. (1995). El cuestionario fue aplicado a los expertos del
INPSASEL y los expertos de las empresas visitadas. (ver anexo A).
Ilustraciones: decoracin de un libro o texto con lminas o grabados,
(ver Capitulo II y Capitulo VI).
Reingeniera de Procesos: La Reingeniera de Procesos (Business
Process Reengineering) es una herramienta gerencial mediante la cual se
redisean radicalmente los procesos medulares de una empresa, para
lograr mejoras dramticas en productividad, tiempos de ciclo y calidad.
Champy James (2003), ver Capitulo de propuestas.
Diseo de formas: es el uso de la ingeniera para disear o mejorar
formas industriales (ver Capitulo de propuestas).
Se presentan en el siguiente cuadro todas las tcnicas utilizadas de
manera resumida.
-
52
Cuadro. 8. Tcnicas e Instrumentos de Trabajo Fase Tcnica Instrumento
Fase 1
Observacin
Gua de observacin Lista de chequeo Matriz de anlisis
Entrevista Gua de entrevista
Encuesta Cuestionario Prueba de conocimiento
Fase 2 Anlisis de diagnostico Matriz DOFA Escenarios Matriz Causa-Efecto
Fase 3 Procesamiento y anlisis de
datos
Diagrama de Proceso Diagrama de Flujo Grficos De Barras Simples
Diagrama de Pareto
Fase 4 Aplicacin de tcnicas de
ingeniera
Mtodo Delphi Ilustraciones Reingeniera de procesos Diseo de formas
Procedimientos y Pasos que fueron Requeridos para la Resolucin del Problema
1. Primero se diagnostic el problema por medio de las bases
tericas presentadas, luego por medio de las tcnicas de entrevista y
encuesta se busc la informacin en las empresas tomadas como
muestra.
-
53
2. Se recolect toda la informacin buscada, tanto las bases tericas
asociadas con el tema, como la informacin suministrada por las
empresas.
3. Se identific los riesgos y Procesos Peligrosos por medio de la
matriz FODA, los posibles escenarios y la matriz causa y efecto.
4. Se realiz un estudio estadstico de la informacin estadstica
suministrada por INPSASEL, para esto se realizaron grficos simples y
diagramas de pareto.
5. Se hicieron comparaciones de los cuadros estadsticos con los
riesgos identificados en los resultados obtenidos.
6. Por el mtodo Delphi se recolecto el conocimiento de diferentes
expertos en el rea de Seguridad Industrial e Ingeniera y en el trabajo en
plantas Metalmecnicas.
7. Se realizo Reingeniera de procesos, analizando y diseando
mejoras y modificaciones al puesto de trabajo, mquinas y equipos.
8. Por medio de las ilustraciones, se presento la propuesta de
diseos.
-
54
CAPITULO V RESULTADOS
La interpretacin de los anlisis presentados, forman parte del
resultado de la previa aplicacin del instrumento diseado, con la finalidad
de recabar la informacin requerida en funcin de los objetivos de la
investigacin, donde el primordial inters fue identificar los Proceso
Peligrosos, la Ergonoma y Biomecnica aplicada al puesto de trabajo,
los tipos y cantidades de resguardos y dispositivos presentes en la
mquinas para cumplir con los objetivos especficos de la presente
investigacin, como son la identificacin, anlisis y comparacin de los
procesos encontrados. Todo lo antes expuesto con el propsito de analizar sus resultados,
detectando en los mismos Procesos y Mtodos inadecuados de trabajo,
Evaluacin de fallas en Mquinas, Posturas y Movimientos
disergonomicos; a fin de disear una propuesta de reingeniera de
Procesos, Mtodos y reas, que mejore la calidad del Trabajo en los
puestos antes mencionados, evitando la accidentalidad. Luego de aplicar los instrumentos se obtuvieron los resultados, los
cuales se mostraran divididos en las tres empresas estudiadas como lo
fueron Industrias Techo Duro, Industrias Unicon y SIDETUR, adems se
muestra el anlisis FODA de cada una de las plantas y sus respectivas
conclusiones, para comparar la diferencia entre la pequea, la mediana y
la gran industria, a continuacin se muestran los resultados:
-
55
PROCESO PRODUCTIVO DE LA EMPRESA TECHO DURO S.A. rea del Horno Operador del horno uno (01):
Realiza la actividad en bipedestacin (de pie), luego se coloca de cuclillas
para sostener y levantar de forma manual lingotes de zinc de aproximadamente
24 Kg., para el levantamiento manual utiliza ambos miembros superiores, con
agarre de puos, seguido de flexin y extensin en ambos codos para sostener
el mismo, luego se desplaza a una distancia aproximada de 1.5 M, con la
finalidad de lanzar o colocar el lingote en el horno ubicado a nivel del piso,
haciendo que el trabajador nuevamente adopte la posicin de cuchilla.
Adems flexione y extienda ambos codos para as volver a la posicin de
bipedestacin y agarrar una barra de hierro para mezclar el lingote con la
mezcla ya derretida y repetir nuevamente esta tarea cada cinco (05) minutos.
Adems este operador debe detener la maquinaria en caso de atascamiento de
la lmina, y cada dos (02) horas debe dirigirse a la mquina de corte que se
encuentra aproximadamente a unos veinte metros (20 M) para programar
digitalmente el proceso de corte requerido por el cliente.
Operador del horno dos (02):
Realiza la actividad en bipedestacin (de pie), luego se coloca de cuclillas
para sostener y levantar de forma manual lingotes de zinc de aproximadamente
24 Kg., para el levantamiento manual utiliza ambos miembros superiores, con
agarre de puos, seguido de flexin y extensin en ambos codos para sostener
el mismo.
Luego de los pasos anteriores, el operario se desplaza a una distancia
aproximada de 1.5 M, con la finalidad de lanzar o colocar el lingote en el horno
ubicado a nivel del piso, haciendo que el trabajador nuevamente adopte la
posicin de cuchilla, flexione y extienda ambos codos para as volver a la
posicin de bipedestacin y agarrar una barra de hierro para mezclar el lingote
co