Esp. Tec. Fabricación de Es. Met,
31
(VSHFLILFDFLRQHV7pFQLFDV )DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 12––5HYLVLyQ 28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG ª Página 1 de 31 FO-32-001 Revisión 3 2%-(7,926 Las especificaciones aquí descritas, establecen los requisitos generales aplicables a la fabricación de estructuras metálicas y de calderería. En caso de discrepancias entre esta especificación y las notas indicadas en los planos, se dará preferencia a las notas de los planos por tratarse de casos particulares. $/&$1&( Estas especificaciones serán aplicables al suministro y fabricación de las siguientes estructuras y caldererías fabricadas con aceros al carbono: Elementos estructurales para edificios y cubiertas. Estructuras soportantes de equipos, tuberías, ductos, etc. Tuberías de gran diámetro, ductos, piezas especiales, chimeneas, etc. ’(),1,&,21(6 C.S.H.: Compañía Siderúrgica Huachipato El ingeniero: Representante de la empresa de ingeniería o de ingeniería C.S.H. que es responsable por el diseño de la obra. El Fabricante: Empresa seleccionada por C.S.H. para realizar la fabricación de las estructuras. I.T.O.: Inspección Técnica de la obra, será un representante debidamente autorizado por C.S.H. para realizar la fiscalización, ya sea en taller o en terreno, la correcta ejecución de los trabajos de acuerdo planos y especificaciones. Inspección Interna: Será el personal técnico encargado por parte del fabricante de realizar la fiscalización de la correcta ejecución de trabajos de acuerdo a planos y especificaciones. 5()(5(1&,$6 ’RFXPHQWRV Excepto a lo anotado en los planos todo el acero estructural y acero misceláneo será conforme a los documentos listados más abajo. Estos documentos serán parte integrante de ésta especificación. ASD Manual of Steel Construction AlSC Detailing for Steel Construction, American Institute of Steel Construction
-
Upload
samsung130 -
Category
Documents
-
view
42 -
download
2
description
CSH
Transcript of Esp. Tec. Fabricación de Es. Met,
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 1 de 31
FO-32-001 Revisin 3
2%-(7,926Las especificaciones aqu descritas, establecen los requisitos generales aplicables a la fabricacin de estructuras metlicas y de calderera. En caso de discrepancias entre esta especificacin y las notas indicadas en los planos, se dar preferencia a las notas de los planos por tratarse de casos particulares.
$/&$1&(
Estas especificaciones sern aplicables al suministro y fabricacin de las siguientes estructuras y caldereras fabricadas con aceros al carbono:
Elementos estructurales para edificios y cubiertas. Estructuras soportantes de equipos, tuberas, ductos, etc. Tuberas de gran dimetro, ductos, piezas especiales, chimeneas, etc.
'(),1,&,21(6
C.S.H.: Compaa Siderrgica Huachipato El ingeniero: Representante de la empresa de ingeniera o de
ingeniera C.S.H. que es responsable por el diseo de la obra.
El Fabricante: Empresa seleccionada por C.S.H. para realizar la fabricacin de las estructuras.
I.T.O.: Inspeccin Tcnica de la obra, ser un representante debidamente autorizado por C.S.H. para realizar la fiscalizacin, ya sea en taller o en terreno, la correcta ejecucin de los trabajos de acuerdo planos y especificaciones.
Inspeccin Interna: Ser el personal tcnico encargado por parte del fabricante de realizar la fiscalizacin de la correcta ejecucin de trabajos de acuerdo a planos y especificaciones.
5()(5(1&,$6 'RFXPHQWRV
Excepto a lo anotado en los planos todo el acero estructural y acero miscelneo ser conforme a los documentos listados ms abajo. Estos documentos sern parte integrante de sta especificacin.
ASD Manual of Steel Construction AlSC Detailing for Steel Construction, American Institute of Steel
Construction
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 2 de 31
FO-32-001 Revisin 3
Manual de Diseo para Estructuras de Acero, por el lnstituto Chileno del Acero
Specification for High Strenght Carbon Steel Bolts for structural joins including Suitable Nuts and Plain Hardened Washers.
ASME-section Vlll y IX Structural Welding Code-Steel. D1.1 AWS. Specification for Carbon Steel Covered Arc Welding Electrodes of the
American Welding Society. NCh 203 Of. 77 Acero paro uso estructural - Requisitos. NCh 209 Of. 71 Planchas gruesas paro usos generales. NCh 212 Of. 79: Planchas delgadas laminadas en caliente para usos
generales. NCh 216 Of. 71: Planchas gruesas laminadas en caliente. NCh 301 Of. 63: Pernos de acero con cabeza y tuerca hexagonal. NCH 304 of. 69: Electrodos para soldar arco manual Terminologa y
clasificacin. NCh 305 0f 69: Electrodos para soldar al arco manual acero al carbono y
de baja aleacin. Cdigo de designacin e identificacin. NCh 307 Of. 69: Electrodos revestidos para soldar al arco acero al carbono
y de baja aleacin. Preparacin de probetas, para realizar ensayos.
NCH 308 Of. 62: Examen de soldadores que trabajan con arco elctrico. NCh 428 Of. 57: Ejecucin de construcciones de acero. NCh 730 Of. 71: Perfiles estructurales soldados al arco sumergido. NCH 776E of. 70: Electrodos desnudos para soldar el arco sumergido, acero
al carbono y aceros de baja aleacin, Especificaciones. 9LJHQFLDGHODVQRUPDV
Para la vigencia de las normas, se considerar vlida la ltima versin vigente a la fecha del respectivo llamado a propuesta o pedido de cotizacin.
'(6&5,3&,1 0$7(5,$/(6
Todos los materiales que se empleen en la fabricacin sern de procedencia clara, conocida y debern haber sido fabricados para satisfacer las especificaciones del caso o de alguna condicin substancialmente equivalente.
2ULJHQ\SURFHGHQFLD
La procedencia y origen de los materiales deber ser demostrable mediante las Guas de Despacho o Facturas del fabricante o proveedor; y su calidad mediante los certificados de los anlisis, ensayos y pruebas a que hayan sido sometidos.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 3 de 31
FO-32-001 Revisin 3
(VWDGRGHFRQVHUYDFLyQ Al momento de su recepcin en el taller del fabricante, los materiales no debern presentar evidencias de uso anterior ni daos por desgaste, deformaciones o corrosin. (PEDODMHURWXODFLyQLGHQWLILFDFLyQ Los materiales que se reciban en envase o embalajes debern ser presentados ntegros y, si es el caso, convenientemente sellados y rotulados para su correcta identificacin.
$OPDFHQDPLHQWR\FRQWURO
Una vez recibidos en el taller del fabricante, los materiales sern convenientemente almacenados, considerando en especial lo siguiente: Las planchas de acero sern apiladas en forma ordenada, de acuerdo con
su calidad, espesor y dimensiones, de manera tal de evitar su dao por corrosin o deformaciones.
En lo posible, debern ser almacenadas bajo techo. Las soldaduras, fundentes y materiales de aporte sern almacenados en una
bodega temperada y de ambiente seco, y dentro de sus envases originales. Las pinturas, revestimientos y otros materiales que contengan resinas o
plsticos, sern almacenados en ambiente fresco o protegidos de la radiacin solar, en conformidad con las especificaciones del fabricante de estos materiales.
Los pernos sern almacenados separadamente por calidad. y dimensiones, y protegidos contra la corrosin.
Los flanges, coplas, niples, pernos de anclaje, ejes y elementos mecanizados, en general, sern protegidos de modo que sus superficies mecanizadas no sufran daos por golpes o corrosin.
En todo momento el fabricante mantendr un inventario actualizado de los materiales, indicando su ubicacin fsica.
El fabricante llevar un adecuado control del uso y destino de los materiales, de modo de evitar su empleo equivocado, prdidas o extravo
5HTXHULPLHQWRVGHFDOLGDG
Los materiales que se empleen en la fabricacin debern cumplir con los requisitos de calidad que se indican a continuacin, a menos que se indique lo contrario en planos o especificaciones tcnicas particulares.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 4 de 31
FO-32-001 Revisin 3
$FHURHVWUXFWXUDO El acero estructural ser calidad A42-27ES conforme a los requisitos de la Norma NCh 203 Of. 77. El acero estructural para insertos ser calidad A42-27ES. 7XERVHVWUXFWXUDOHV
La tubera estructural ser de acero calidad A42-27ES.
%DUDQGDV
Las caeras para barandas sern de calidad ASTM-53 Schedule 40. 3DUULOODVGHSLVR
Las parrillas de piso sern de pletinas soldadas con barras separadoras (tipo RS/TP) en acero calidad A42-37ES o equivalente, con los espesores indicados en los planos
3ODQFKDVGHSLVR
Las planchas de acero sern de acero calidad soldable con resaltes y con el espesor indicado en los planos.
3HUQRVGHDOWDUHVLVWHQFLD
Los pernos de alta resistencia (P.A.R.), sern calidad ASTM-A325. 3HUQRVFRUULHQWHV\FROJDGRUHV
Los pernos corrientes sern de acero calidad A42-23, segn la Norma NCh 206 y debern cumplir los requisitos de las Normas NCh 300 y 301. Los colgadores sern de acero A42-27ES.
6ROGDGXUDV\IXQJLEOHV
Los electrodos, revestimientos, fundentes, y en general los materiales fungibles para soldar debern cumplir con los requisitos de calidad de la Norma AWS. Los electrodos sern calidad E70XX para acero A42-27ES y E60XX para acero A37-24ES, para corriente continua y posicin adecuada que no requiera alivio de tensiones. Para las soldaduras de Columnas y Vigas se emplear electrodo E7018, o una combinacin Fundente-Alambre F7A0-EL12 en caso de utilizar sistema Arco Sumergido.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 5 de 31
FO-32-001 Revisin 3
3HUILOHVIDEULFDGRV Los perfiles fabricados por soldadura o plegado de planchas estructurales, debern cumplir con las siguientes condiciones: Haber sido las soldaduras ejecutadas con un mtodo precalificado, con
diseo, tcnica e inspeccin de acuerdo con los requisitos del cdigo de soldadura estructural AWS D1.1.
Haber sido inspeccionadas las soldaduras de empalme de alas o almas de aquellos de perfiles doble T indicados en los planos, en un 20% mediante radiografa o ultrasonido de acuerdo con AWS D1.1 parte D, seccin 8.
Tener los cantos esmerilados hasta eliminar las irregularidades del corte y las aristas vivas
No haberse utilizado para la fabricacin de perfiles estructurales planchas provenientes de rollos.
3LQWXUDV Las pinturas debern cumplir con los requisitos de la Especificacin Tcnica para Pinturas del Proyecto, NO-90-016. La maestranza deber verificar que se certifique la calidad y composicin de todos los materiales. La inspeccin no aceptar el empleo de materiales cuya composicin sea cuestionada o no est claramente definida.
',6326,&,21(6&216758&7,9$6
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 6 de 31
FO-32-001 Revisin 3
Los elementos sern detallados y fabricados en sub-conjuntos tan grandes como resulte posible, por razones de transporte y montaje.
Las escaleras de construccin soldada se fabricarn en tramos completos, con sus limones y peldaos soldados en taller.
Los ngulos de conexiones y gussets se soldarn en todo su contorno, y si as no estuviera detallado, se soldarn las zonas no indicadas con un filete de la dimensin mnima especificada.
Todas las superficies de contacto en las conexiones deben estar limpias, exentas de grasa, aceites, xidos, laminilla o cualquier otra sustancia que impida la friccin entre planchas. Se aceptan superficies pintadas, pero en las uniones tipo "friccin", indicado en los planos, se deber cumplir con lo especificado en, ASTM A325.
Las caras de asiento de las columnas sern cepilladas. lgual requisito ser vlido para las caras de asiento entre tramos de
columnas apernados en terreno. Los insertos sern fabricados empleando acero estructural indicado en el
punto 5.1.5 de la presente especificacin, las patas embebidas en el hormign se fabricarn de acero de la misma calidad del inserto; si se usa otro material equivalente, ste deber ser de soldabilidad garantizada.
Se proveern las secciones exactas, los perfiles, los espesores, los tamaos, los pesos y los detalles de construccin indicados en los planos. La sustitucin de uniones o la modificacin de detalles se har solo con la aprobacin del Ingeniero.
Todos los miembros y secciones sern de calce adecuado y bien encuadrados y en la posicin precisa requerida para permitir un montaje seguro y un ensamble apropiado en terreno. Se podr aceptar ligeros desplazamientos para atraer partes a conectarse, pero no se permitir la tendencia a aumentar agujeros mal ubicados.
7XEHUtDVGXFWRV\FKLPHQHDV
Disposiciones constructivas aplicables a tuberas de gran dimetro y ductos. En general las tuberas de gran dimetro y ductos sern fabricados de acuerdo a la norma ASTM A-134.
,QVHUWRV\3HUQRVGHDQFODMH
Los pernos de anclaje, insertos y elementos miscelneos embebidos en el hormign sern fabricados de acuerdo a lo indicado en los planos de detalle. Los pernos de anclaje debern llevar el mismo esquema de proteccin de la estructura a que pertenecen; este esquema ser aplicado en taller en la zona de proyeccin del perno. En general, los insertos sern pintados con el sistema de pintura de terreno segn especificacin de pintura que corresponda, en ningn caso se aplicar pintura en aquellas zonas que quedarn embebidas en el hormign.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 7 de 31
FO-32-001 Revisin 3
)$%5,&$&,21(17$//(5
Los procedimientos de fabricacin en taller sern estudiados y planeados de modo que se asegure una calidad en estricto acuerdo con los requisitos estipulados en las presentes especificaciones. Dichos procedimientos se debern encontrar registrados en documentos que puedan ser revisados y evaluados previamente por la I.T.O. El registro de los procedimientos contendr los antecedentes ms relevantes de cada operacin e indicar los controles que el fabricante efectuar en cada caso. Los requisitos mnimos que se debern considerar en las diferentes etapas de fabricacin son lo siguientes:
0DQHMRGHPDWHULDOHV
Las planchas, perfiles y materiales bases sern estrobados. izados y transportados hasta los talleres, de modo de no producir en ellos deformaciones, desgarros ni otros daos mecnicos.
$SURYHFKDPLHQWRGH0DWHULDOHV
En caso de que los materiales base sean suministrados por C.S.H, su aprovechamiento ser estudiado de manera de conseguir un uso eficiente de ellos, reduciendo a un mnimo el tamao de los despuntes y trozos no aprovechables. El acero en planchas suministrado por C.S.H se entregar con un 7% adicional en peso (S.I.C.), computado tericamente sobre la base del espesor nominal y un peso especifico de 7,85 kg/dm3.
7UD]DGR\2ULHQWDFLyQGH&RUWHV
El trazado y orientacin de cortes ser planificado de manera que, de preferencia, la orientacin del sentido de laminacin sea coincidente con la de los esfuerzos principales a que estar sometido el elemento a fabricar.
0pWRGRGHFRUWH
Los cortes se efectuarn con soplete oxigs, guillotina, plasma elctrico, sierras de corte o friccin u otro medio adecuado, dependiendo del tipo de acero a procesar y del grado de terminacin requerido por los cantos a obtener.
&RQIRUPDGRHQ)UtR
El conformado en fro se efectuar mediante prensas, dobladoras, cilindradoras, rebordeadoras, curvadoras de perfiles o, en general, mquinas especiales que
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 8 de 31
FO-32-001 Revisin 3
lleven gradualmente el material hasta la forma requerida, sin aumentar desmedidamente su acritud. No se permitir el conformado mediante golpes de machos o martinetes. El doblado en fro de planchas formando ngulos rectos o agudos, se har con un radio que considere el espesor y ductilidad del material a procesar.
Si por alguna razn no resultase posible efectuar el doblado en fro dentro de las dimensiones mostradas en planos, el proceso se efectuar en caliente, previa autorizacin de la I.T.O.
&RQIRUPDGRHQFDOLHQWH
Se preferir el doblado en caliente para las piezas que sean posteriormente sometidas a galvanizado, excepto que se haya planificado un alivio de tensiones previo. Al formar planchas gruesas en caliente, es importante evitar el rango crtico de 200 a 300. Al trabajar una plancha a esta temperatura, a menudo se producen crecimientos anmalos de la estructura cristalina del acero, originndose as una marcada acritud en el material. Esta acritud puede llegar a tal extremo que golpes suaves e incluso cambios de temperatura, pueden causar fracturas extensas de la pieza. Al formar una pieza en caliente, se recomienda calentarla a temperaturas sustancialmente superiores, asegurndose que la operacin de formacin se efecte en lo posible por encima de 800C. Para evitar deformaciones de la pieza, es recomendable que el enfriamiento posterior se efecte en aire quieto. En aquellos aceros de un contenido de carbono superior a 0,3%, puede ser aconsejable cubrir la pieza con un material inerte y aislante que asegure un enfriamiento especialmente lento y evitar as cualquier efecto de temple que pueda producirse como consecuencia de un enfriamiento rpido. Esta precaucin es especialmente recomendable en aceros que adems de un carbono superior al 0.30% tienen contenidos significativos de elementos como Mn, Cr, Ni, V, u otros que aumentan la templabilidad del acero.
7HUPLQDFLyQGH&DQWRV
Todos los cantos sern esmerilados o trabajados de modo de obtener una rugosidad mnima de 25 micrones, segn ANSI B 46.1. Todas las mordeduras o desgarros que puedan haberse producido durante el corte y que no desaparezcan con el esmerilado, sern reparadas con soldadura y terminados a rugosidad requerida.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 9 de 31
FO-32-001 Revisin 3
3HUIRUDFLyQR$JXMHUHDGXUD
Las perforaciones o agujeros se efectuarn mediante punzonado, taladrado, se permitir efectuar mecanizado o mediante una secuencia de ellos. No se permitir efectuar perforaciones mediante soplete oxigas. Las perforaciones en elementos a ser sometidos a un posterior galvanizado, se harn de preferencia mediante taladro, excepto en planchas de acero de espesores
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 10 de 31
FO-32-001 Revisin 3
mtodos de limpieza y remocin de escorias, perfil y dimensin de los cordones, uso de planchas de respaldo y tratamientos trmicos, si son requeridos. El fabricante deber contar con registros y certificados de las pruebas de calificacin, salvo que cuando se trate de estructuras, emplee mtodos precalificados de acuerdo a AWS D1.1 "Cdigo de Soldadura Estructural". Cuando a juicio de la I.T.O. existan dudas acerca de la competencia de un soldador, se podr exigir su reemplazo o nueva calificacin, cuyo costo ser de cargo del fabricante. Se emplearn de preferencia, mtodos y procedimientos que minimicen la distorsin de los elementos a soldar. En todo momento se considerar el efecto de las soldaduras en la estabilidad dimensional de las piezas y en las dimensiones sujetas a tolerancias. Para soldadura de columnas y vigas portagras se disearn mtodos de soldadura que eliminen distorsiones y no obliguen a tratamiento trmico. Este procedimiento debe ser aprobado por la I.T.O. En los casos en que se requiera precalentar deber procederse segn AWS D1.1, Tabla 4.2. En la soldadura manual por arco, se emplearn mquinas soldadoras rotativas o estticas con entrega de corriente continua. Los agujeros, ratones de gussets y atiesadores no debern sellarse con soldadura.
(QGHUH]DGR
Despus de soldadas las piezas sern inspeccionadas, y toda distorsin fuera de tolerancia ser corregida. Los enderezados sern de preferencia efectuados por medios mecnicos, en fro. El enderezado por medio de calentamientos controlados y localizados solo ser permitido en el caso de piezas de grandes dimensiones, en que la fuerza requerida para hacerlo exceda la capacidad del equipo disponible y previa autorizacin de la I.T.O. En todo caso, el enderezado por calentamiento se efectuar sin la aplicacin adicional de fuerza. La temperatura de calentamiento no deber exceder los 650 C en ningn caso, excepto para los aceros con tratamientos trmicos de temple y revenido, en que el lmite ser de 600C.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 11 de 31
FO-32-001 Revisin 3
3UH$UPDGR
Se realizar el pre-armado de los elementos y/o conjuntos de los elementos estructurales que se indiquen expresamente en los planos o bases tcnicas correspondientes.
7UDWDPLHQWRV7pUPLFRV
Cuando sea expresamente indicado en los planos, despus de terminadas todas las perforaciones, soldadura y enderezado, los elementos fabricados sern sometidos a un tratamiento trmico de alivio de tensiones. Los trabajos de mecanizado y pequeos ajuste o enderezados en fro debern ser efectuados despus del tratamiento trmico de alivio de tensiones. Las piezas y elementos sern tratados en un horno calefacionado elctricamente o por combustin. En este ltimo caso, la atmsfera del horno ser controlada de modo de evitar la excesiva oxidacin de las superficies expuestas. El horno contar con un equipo de control para verificar en todo momento la temperatura en los puntos representativos de todo su volumen, y para regular adecuadamente las velocidades de su calentamiento y enfriamiento. Las piezas, elementos o conjuntos a tratar, se colocarn dentro del horno convenientemente apoyados y asegurados con el fin de evitar su distorsin durante el proceso. Los elementos estructurales sern tratados con parmetros de calentamiento, mantencin y enfriamiento de acuerdo con el punto 4.4 de AWS D1.1.
3UHSDUDFLyQGHVXSHUILFLHV
La preparacin de la superficie a pintar se efectuar en estricto acuerdo con el grado de limpieza requerido por la especificacin del sistema de proteccin a emplear. La secuencia de preparacin incluir, como mnimo, lo siguiente:
Esmerilado de los cantos y aristas vivas, hasta un grado de rugosidad
concordante con la preparacin del resto de las superficies. Remocin de toda la escoria adherida en los depsitos de soldadura y
raspado hasta eliminar las salpicaduras en el material base. Inspeccin visual y reparacin de todas las imperfecciones y daos
producidos en el metal base durante el proceso de fabricacin. En general, se deber asegurar que los elementos no sean sometidos a
reparaciones despus de la limpieza superficial. Limpieza manual, con herramientas mecnicas o granallado, hasta el grado
requerido en la Especificacin de pinturas del Proyecto.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 12 de 31
FO-32-001 Revisin 3
El trabajo de limpieza superficial se realizar en un recinto cerrado protegido de la intemperie y ambientado convenientemente para evitar la condensacin de humedad en las superficies a preparar.
3LQWXUDV
La aplicacin de pinturas se efectuar en taller en un recinto cerrado, protegido de la intemperie y convenientemente separado de la instalacin para limpieza, con una atmsfera seca y temperada, libre de polvo y humos industriales, y con una humedad relativa controlada. Los trabajos de pintura en terreno se limitarn a reparaciones de zonas daadas en el transporte, montaje y aquellas estructuras especficamente indicadas con pintura de terreno. Las piezas preparadas para pintar sern mantenidas dentro de la instalacin el tiempo requerido para su ambientacin, previo a iniciarse el proceso de pintura. Las pinturas sern preparadas y aplicadas de acuerdo con la Especificacin de Pintura del Proyecto. Terminado el proceso de pintura, las piezas sern protegidas contra la intemperie, contaminacin o dao mecnico de la capa de pintura, durante el tiempo necesario para su secado y curado.
0DUFDV
Para el marcado de estructuras ver especificaciones NO-90-017. /LEURGHREUD
Ser obligacin del fabricante llevar un "Libro de Obra", en triplicado, con el objeto de dejar constancia del desarrollo del trabajo. Sin tener el carcter restrictivo, se anotar en ste lo siguiente, indicando las fechas que correspondan:
Observaciones u rdenes especiales emanadas de la I.T.O., instrucciones
que tendrn el carcter de obligatorias para el fabricante. Observaciones, peticiones o situaciones que el fabricante estime necesario
dejar constancia escrita. Anotaciones de las piezas que se encuentren en condiciones de inspeccin,
en negro, o terminadas. Aceptacin o rechazo por parte de la I.T.O. de las piezas notificadas para
inspeccin del fabricante.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 13 de 31
FO-32-001 Revisin 3
En relacin con las faenas de proteccin superficial de las estructuras metlicas y calderera, la I.T.O. anotar diariamente en el Libro de Obra las indicaciones siguientes:
Hora de inicio de la faena. Humedad relativa y temperatura de inicio. Medicin de espesores y adherencia de la pelcula seca de pintura. Se anotarn las piezas con defectos en cualquiera de las manos del
proceso. Humedad relativa y temperatura de trmino. Hora de trmino de la faena.
Adems de las anotaciones indicadas, se podrn incluir todos aquellos detalles que sean considerados importantes en el proceso de pintura.
72/(5$1&,$6'()$%5,&$&,21
Los elementos estructurales y de calderera sern fabricados con las dimensiones normales indicadas en los planos de fabricacin, dentro de las tolerancias dimensionales para cada caso.
7ROHUDQFLDV'LPHQVLRQDOHVHQHOHPHQWRVHVWUXFWXUDOHV 9LJDV&RVWDQHUDV'LDJRQDOHV3XQWDOHV(QUHMDGRV\&HUFKDV
Largo "L" del elemento, definido como la distancia entre las caras de conexin, o como la distancia entre los centros de gravedad de las bateras de perforaciones, de las conexiones de ambos extremos. Dimensiones en milmetros
L 0,5 cuando L
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 14 de 31
FO-32-001 Revisin 3
G0.5 mm
Flecha "F" definida como la longitud de la desviacin del eje real del elemento o perfil individual dentro del elemento, con respecto a su eje terico.
para L 13.300 F < 10 mm.
&ROXPQDV
Largo total de la columna o tramo de columna entre extremos cepillados. L 1.0 mm
Largo total de la columna o tramo de la columna, entre placa base y el
extremo cepillado. L 1.5 mm
Largo total de la colurnna entre la placa base y el extremo no cepillado.
L 3.0 mm
Altura "H" entre placa base y eje terico de una corrida o batera de perforaciones.
H 3.0 mm
Gramil "G" definido como la distancia existente entre la ubicacin de una corrida de perforaciones o perforacin individual, con respecto al eje terico del perfil, cara de referencia o eje terico de la batera de perforaciones.
G 0.5 mm
Escuadramiento de las perforaciones de la placa base definido como la diferencia de longitud entre diagonales D 1-D2.
D1-D2 < +2.0 mm 9LJDV3RUWDJU~DV
Todas las tolerancias relativas a la fabricacin debern cumplir con lo siguiente:
La desviacin mxima en horizontal y vertical, medidas en cada una de las alas, no exceder de 1/2400 de la luz de la viga.
La tolerancia de longitud de las vigas medidas en las alas ser de +3mm.
La tolerancia para la altura total de las vigas en cualquier punto ser de
+3mm.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 15 de 31
FO-32-001 Revisin 3
La excentricidad del alma de las vigas con respecto a los centros de las alas medidas en cualquier seccin de la viga tendr una tolerancia de +4mm.
La tolerancia de desviacin angular vertical del alma de la viga queda
definida por:
+10002
a
La tolerancia de desviacin angular vertical de los atiesadores de apoyo
queda definida por:
+10002
a
Contraflechas
Salvo indicacin contraria especificada en los planos, las vigas portagras
tendrn las siguientes contraflechas: Vigas portagras L < 20 m sin contraflecha Vigas portagras L > 20 m 10 mm de contraflecha
7ROHUDQFLDV'LPHQVLRQDOHVHQWXEHUtDVGXFWRV\FKLPHQHDV
Tolerancia en el dimetro, definida como la diferencia de longitud entre el
desarrollo terico, calculado a partir del dimetro exterior especificado y el desarrollo medido en cualquier seccin del estanque: 1:0,15%.
Tolerancia de redondez, definida como la diferencia de longitud entre el dimetro mnimo y el mximo, medido por el interior en cualquier seccin del estanque: 1.0% del dimetro nominal.
Tolerancia de largo total o altura total: +0,5% del largo total o altura especificada.
Tolerancia de alineamiento de las uniones soldadas: 25% del espesor de la plancha ms delgada, pero en ningn caso mayor que 2 mm en uniones longitudinales, ni mayor que 3 mm en uniones circunferenciales.
Tolerancias de planitud y ondulacin en el piso de estanques cilndricos verticales segn ASTM A-320
7ROHUDQFLDVGLPHQVLRQDOHVSDUDDOJXQRVFDVRVHVSHFLDOHV
Para casos especiales no cubiertos por las presentes especificaciones, el fabricante debe considerar las exigencias indicadas en los planos de diseo y las que razonablemente se infieran de los requerimientos de montaje y servicio de los elementos fabricados.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 16 de 31
FO-32-001 Revisin 3
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 17 de 31
FO-32-001 Revisin 3
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 18 de 31
FO-32-001 Revisin 3
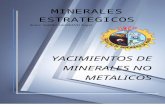
3HUILOHV& H 0.015 H : mx 3 mm. A 0.015 A : mx 4 mm. F < 0.03 : mx. 3 mm. H + F Y H - F E 0.02 A R 0.1 R
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 19 de 31
FO-32-001 Revisin 3
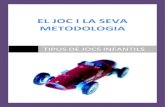
3HUILOHV/ R 0.1 R A 0.02 A : max. 4 mm. F < 0.02 A : mx. 3 mm.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 20 de 31
FO-32-001 Revisin 3
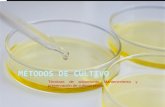
3HUILOHV7 H + H/50 : mx. 6 mm H H/100: mx. 4 mm A A/50 : mx 4 mm. E < A/50 : mx. 4 mm. F < 0.02 H : mx. 3 mm.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 21 de 31
FO-32-001 Revisin 3
72/(5$1&,$6$3/,&$%/(6$3(5),/(6)$%5,&$'263HUILOHV+ H + H/50 : mx. 6 mm H H/100 : mx. 4 mm. A A/50 : mx. 4 mm. T < A/100 : mx. 3 mm E < A/50 : mx. 4 mm.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 22 de 31
FO-32-001 Revisin 3
G < 0.01 H : mx 2 mm
+1000
2a
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 23 de 31
FO-32-001 Revisin 3
I < 0.02 A : mx. 3 mm
I < 0.02 A : mx. 3 mm X < H + I O < 0.01 A : mx. 3 mm.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 24 de 31
FO-32-001 Revisin 3
,163(&&,21(6
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 25 de 31
FO-32-001 Revisin 3
defectuosas, bajo la responsabilidad del contratista, previa aprobacin de la I.T.O. La I.T.O. verificar, asimismo, la adecuacin de las instalaciones y maquinarias del fabricante, requeridas para desarrollar los procedimientos evaluados. &DOLILFDFLyQGHOSHUVRQDO
La inspeccin revisar la nmina del personal que intervendr en la fabricacin, la que se indicar su respectiva especialidad y calificacin. Todo el personal deber estar familiarizado y entrenado para desarrollar sus funciones. Los soldadores debern contar con un certificado de calificacin vigente para desarrollar los procedimientos de soldadura especificados. El caso de las pinturas, ser deseable que, a lo menos el jefe de este grupo, cuente con algn certificado de perfeccionamiento en su ramo, como los que imparten ciertas industrias de pinturas a travs de seminarios, o en otros organismos. En su defecto, la I.T.O. evaluar que los conocimientos sean los necesarios para el desempeo de su especialidad.
OQVSHFFLyQGHORVSURFHVRVGHIDEULFDFLyQ
Durante el desarrollo de la fabricacin en taller, la inspeccin efectuar controles requeridos para cada etapa; verificar el cumplimiento de las especificaciones de calidad y controlar las variables de cada proceso. Ser responsabilidad de la inspeccin interna del fabricante efectuar los controles preventivos necesarios para evitar el rechazo de los elementos por no cumplir con los requisitos de calidad o tolerancias dimensionales. Si en forma reiterada se encuentran defectos que no hubieren sido detectados por la inspeccin interna del fabricante, la I.T.O., podr suspender su labor de inspeccin hasta que se constate que se han arbitrado los medios para una mayor eficiencia en el control. El tiempo que se encuentre suspendida la inspeccin ser computado en el plazo de fabricacin de las estructuras, si fuese el caso.
OQVSHFFLyQGLPHQVLRQDO\SUHVHQWDFLRQHV
La I.T.0, efectuar los controles visuales y dimensionales al trmino de la fabricacin de cada elemento, previo a su paso a la etapa de limpieza superficial y pintura. Los elementos en esta etapa debern estar ya inspeccionados y aprobados por la inspeccin interna del fabricante. Los elementos que requieran presentacin y ajustes, de acuerdo con el punto 5.3.11, sern inspeccionados y controlados en conjunto por la inspeccin interna y la inspeccin de la I.T.O.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 26 de 31
FO-32-001 Revisin 3
Para una mejor labor de inspeccin, el material por inspeccionar deber ser presentado en un lugar cubierto y protegido, y en posicin fsica accesible y cmoda. El fabricante deber proporcionar en forma oportuna el personal necesario para el cambio de posicin de las piezas examinadas, como tambin para colaborar en la medicin de estas. Si no se contara con las condiciones descritas, la labor de inspeccin no podr llevarse a efecto.
OQVSHFFLRQHVHVSHFLDOHV
En general, la I.T.O. efectuar solo controles visuales y dimensionales. Ser responsabilidad del fabricante ejecutar y contratar inspecciones y ensayos especiales necesarios, tales como:
Anlisis y ensayo de materiales no identificados o certificados. Pruebas para
la calificacin de procedimientos de soldadura y de soldadores. lnspecciones y ensayos no destructivos de materiales y soldaduras, cuando
stos sean requeridos por planos de acuerdo a las especificaciones o normas aplicables.
Control dimensional de precisin.
Sin perjuicio de lo anterior. la I.T.0 podr ejecutar u ordenar la ejecucin de anlisis y ensayos especiales para verificar la calidad de los trabajos suministrados por ste. El costo de estos ensayos ser por cuenta del fabricante si los materiales o el trabajo muestran defectos que sean causal de rechazo.
(QVD\RVQRGHVWUXFWLYRV
Las alas y almas de las vigas portagras y columnas sern sometidas a un barrido ultrasnico segn ASTM A435. Las uniones a tope de las vigas portagras sern radiografiadas en la siguiente extensin:
Alas superiores: Una radiografa por metro con un mnimo de una unin.
100% de la soldadura. Alas inferiores: 100% de la soldadura. Almas: Radiografas de las intersecciones y extremos.
El 20% de las soldaduras de columnas y vigas portagras ser examinado por ultrasonido.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 27 de 31
FO-32-001 Revisin 3
El 100% de la unin ala superior-alma de las vigas portagras ser examinado por ultra sonido. El criterio de aceptacin para la inspeccin ser como sigue:
No se aceptarn defectos que presenten un factor de penetracin "K" mayor
de 0.8 o mayor de 25 mm de longitud. Adems la soldadura especialmente en la conexin con el alma, debe estar libre de socavaciones.
Todos los certificados de los ensayos no destructivos debern ser entregados para el anlisis y aprobacin de la I.T.O. 5HFKD]RV\UHSDUDFLRQHV
Todo el material o elementos que no cumplan con los requisitos de calidad, o estn fuera de las tolerancias dimensionales estipuladas sern rechazados por la inspeccin, y el fabricante deber reponerlos o repararlos, segn sea el caso. El costo de los anlisis y ensayos especiales que sean requeridos para verificar una reparacin originada en un rechazo, ser cargo del fabricante. 'RFXPHQWRVSDUDUHYLVLyQ\DSUREDFLyQGHOD,72
Los siguientes documentos sern oportunamente sometidos a la revisin y aprobacin de la I.T.O. por el fabricante: Documentos que acrediten la calidad de los materiales suministrados por el
fabricante, y que sern empleados en la fabricacin. Registro de los procedimientos de fabricacin que se propone emplear. Nmina del personal que intervendr el la fabricacin e inspeccin, con su
respectiva cargo y calificacin. Certificados de calificacin de los procedimientos de soldadura y de los
soldadores, asimismo para la pintura y pintores, de acuerdo con el punto 5.5.4, calificacin del personal.
Programa de fabricacin 5HFHSFLyQSURYLVRULD
Al trmino del proceso de fabricacin e inspeccin, la I.T.O. entregar al fabricante un Acta de Recepcin Provisoria. La recepcin definitiva de los elementos fabricados o suministrados ser efectuada una vez que los elementos sean recibidos conforme en las respectivas bodegas de la Planta o donde lo indique el contrato.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 28 de 31
FO-32-001 Revisin 3
9HULILFDFLyQSUHYLD
Todo y cada unos de los elementos estructurales y de calderera que se fabriquen, debern ser verificados por la I.T.0, antes de ser despachados. En caso contrario, podrn ser devueltos a taller, o pedir su inspeccin en terreno. Los gastos que se originen en cualquiera de los casos sern de cuenta del fabricante.
,QVSHFFLyQHQREUDV\WDOOHUHV
La I.T.O. enviar inspectores a la obra o talleres para verificar que el trabajo se ejecute de acuerdo a las normas, planos y especificaciones. El contratista debe dar a los inspectores las facilidades necesarias para el desempeo de sus funciones. La recepcin por parte de los Inspectores, no exime al contratista de la obligacin de ejecutar el trabajo de acuerdo las normas, planos y especificaciones. La inspeccin debe recibir los materiales, de acuerdo al siguiente procedimiento:
Acero estructural, segn NCh 203. Se exigirn certificados de calidad del
fabricante. Pinturas, segn certificados y anlisis de los fabricantes o del organismo inspector aceptado.
Electrodos, segn AWS A5.1 y AWS Pernos y tuercas, segn NCh 301. Pernos de alta resistencia, segn ASTM A-325 , A-490.
El fabricante establecer un sistema de inspeccin de taller que contenga una cantidad suficiente de ensayos que especifiquen el cumplimiento de los requisitos del material. La inspeccin de los elementos metlicos cubrir a lo menos los siguientes puntos:
Certificado de competencia de los soldadores, expedido por IDIEM,
ENDESA, ENAP; CESMEC, u otra institucin autorizada. En su defecto, se exigirn pruebas de calificacin especificadas en las Normas AWS D1.1 o NCh 308, para soldadores estructurales.
Dimensiones de las piezas antes de soldar en taller. Calidad de las soldaduras. Limpieza antes de pintar. Calidad y espesor de las pinturas con Elkometer o instrumentos similares. Elementos terminados. Ubicacin de pernos.
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 29 de 31
FO-32-001 Revisin 3
Geometra general de la estructura (ubicacin, niveles, elevaciones, ejes). Tensin inicial de ensamble de los pernos.
La soldadura se inspeccionara visualmente y se emplear otro tipo de inspeccin en caso de dudas, el que se determinar en terreno. El criterio de inspeccin visual de la soldadura ser la aplicacin de las disposiciones de la Norma AWS D1.1 Adems de las fallas clsicas, como socavaciones, cordones levantados y deprimidos, falta de penetracin, porosidad, inclusiones de escoria, tec., el mal aspecto ser causal de rechazo de un cordn soldado. Las soldaduras rechazadas sern reparadas o soldadas segn indicacin de la inspeccin, de acuerdo a las normas citadas.
'(63$&+2'(/26(/(0(1726
En general, los elementos sern entregados por el fabricante puestos sobre camin o FFCC en la bodega que indique el respectivo contrato de suministro y fabricacin.
5HTXLVLWRVSUHYLRVDOGHVSDFKR
Antes de su despacho, los elementos fabricados debern contar con una recepcin provisoria por parte de la I.T.O. En caso de elementos pintados, se deber cumplir adems, que las pinturas se encuentren secas o con grado de curado que permita su manipulacin, carguo y transporte sin que se produzcan daos en su recubrimiento.
3URWHFFLRQHV
Las superficies mecanizadas que no lleven recubrimiento sern protegidas contra daos por corrosin durante su exposicin a la intemperie y contra daos mecnicos. Los ductos y tuberas de gran dimetro llevarn atiesados sus extremos con cruceta de madera paro evitar su deformacin. Las planchas de manto para estanques o partes de estanques que sern armados en terreno, sern convenientemente empaquetadas y apoyadas para evitar su deformacin. Los elementos mecanizados sern embalados en cajones y sus superficies protegidas con grasa u otro recubrimiento fcilmente removible que evite su corrosin.
&DUJXLRHVWLED\DPDUUDV
El carguio, estiba y amarre de los elementos sobre el camin ser efectuado de modo que los elementos no queden sometidos a vibraciones o cargas
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 30 de 31
FO-32-001 Revisin 3
dinmicas que les puedan causar daos o deformaciones. En general, los elementos debern descansar en toda su longitud sobre la plataforma del camin, y si por su geometra esto no fuera posible, lo harn en apoyos de madera distribuidos adecuadamente. Todos los elementos sern convenientemente amarrados o asegurado para evitar su perdida o extravi. Durante el proceso de fabricacin debern colocarse los elementos necesarios que faciliten el manejo o desplazamiento de la piezas que lo requieran, como ser: cncamos, orejas, apoyos, etc.
*XtDVGHGHVSDFKR
La operacin de carguio ser supervisada por la inspeccin. La gua de despacho ser visada por la I.T.O., la que recibir una copia de este documento. La I.T.O. confeccionar anticipadamente el "lnforme de lnspeccin Tcnica en Maestranza", para que una copia sea incluida con las Guas de Despacho de los elementos a la planta. Copias de este "lnforme" quedarn en poder de la I.T.0, y del fabricante. El original servir como comprobante para acompaar a las facturas que presente el fabricante para el pago de los elementos fabricados.
5HFHSFLyQ
La recepcin ser de acuerdo con los procedimientos normales de CSH cuyos formularios se encuentran en las bases del contrato.
5(*,67526
No Existe. $1(;26 ,1',&(
-
(VSHFLILFDFLRQHV7pFQLFDV)DEULFDFLyQ(VWUXFWXUDV0HWiOLFDV 125HYLVLyQ28/09/2006 &DOLGDG $PELHQWH 6HJXULGDG
Pgina 31 de 31
FO-32-001 Revisin 3
9,&725%867260(//$'2Ingeniero de Proyectos
Elaborado por:
5(1(3(=23$',//$Jefe de Proyectos
)5('58'1,&.9Jefe Divisin Ingeniera Revisado por:
Aprobado por: )5$1./,1&$086*Gerente de Ingeniera