Evaluación técnica ETE 13/0780 europea de 29/8/2018 · ETE 13/0780 de 29/08/2018 – Página 3 de...
17
Instituto Técnico y de Ensayos de Construcción de Praga Prosecká 811/76a 190 00 Praga República Checa [email protected] Miembro de www.eota.eu ETE 13/0780 de 29/08/2018 – Página 1 de 17 090-042260 Evaluación técnica europea ETE 13/0780 de 29/8/2018 Organismo de evaluación técnica que emite la ETE: Instituto Técnico y de Ensayos de Construcción de Praga Nombre comercial del producto de construcción MO-H, MO-HS para conexión de armaduras Familia de productos a la que pertenece el producto de construcción Código de área de producto: 33 Conexiones de armaduras instaladas posteriormente con mortero de inyección MO-H, MO-HS Fabricante Index Técnicas Expansivas, S.L. P.I. La Portalada II C. Segador 13 26006 Logroño España Planta de fabricación Planta 1 de Index Esta evaluación técnica europea contiene 17 páginas, incluidos 13 anexos que forman parte integrante de esta evaluación. La presente evaluación técnica europea se emite de acuerdo con el Reglamento (UE) n.º 305/2011, a partir del DEE 330087-00-0601 Esta versión sustituye a ETE 13/0780, emitido el 25/06/2013
Transcript of Evaluación técnica ETE 13/0780 europea de 29/8/2018 · ETE 13/0780 de 29/08/2018 – Página 3 de...

Instituto Técnico y de Ensayos de Construcción de Praga Prosecká 811/76a 190 00 Praga República Checa [email protected]
Miembro de
www.eota.eu
ETE 13/0780 de 29/08/2018 – Página 1 de 17 090-042260
Evaluación técnica europea
ETE 13/0780 de 29/8/2018
Organismo de evaluación técnica que emite la ETE: Instituto Técnico y de Ensayos de Construcción de Praga
Nombre comercial del producto de construcción
MO-H, MO-HS para conexión de armaduras
Familia de productos a la que pertenece el producto de construcción
Código de área de producto: 33 Conexiones de armaduras instaladas posteriormente con mortero de inyección MO-H, MO-HS
Fabricante
Index Técnicas Expansivas, S.L. P.I. La Portalada II C. Segador 13 26006 Logroño España
Planta de fabricación Planta 1 de Index
Esta evaluación técnica europea contiene
17 páginas, incluidos 13 anexos que forman parte integrante de esta evaluación.
La presente evaluación técnica europea se emite de acuerdo con el Reglamento (UE) n.º 305/2011, a partir del
DEE 330087-00-0601
Esta versión sustituye a ETE 13/0780, emitido el 25/06/2013

ETE 13/0780 de 29/08/2018 – Página 2 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Las traducciones de la presente evaluación técnica europea a otros idiomas se corresponderán plenamente con el documento emitido original y se identificarán como tales. La comunicación de la presente evaluación técnica europea, incluida su transmisión por medios electrónicos, será en su totalidad (con excepción de los anexos confidenciales indicados arriba). Sin embargo, será posible realizar una reproducción parcial con el consentimiento por escrito del organismo de evaluación técnica emisor, el Instituto Técnico y de Ensayos de Construcción de Praga. Toda reproducción parcial deberá identificarse como tal.

ETE 13/0780 de 29/08/2018 – Página 3 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
1. Descripción técnica del producto
Se utiliza el sistema de inyección MO-H y MO-HS (tiempo de curado mayor) para la conexión, por anclaje o solapamiento, de varillas de refuerzo (armaduras) en estructuras existentes de hormigón de peso normal. El cálculo de las conexiones de armaduras instaladas posteriormente se realiza de acuerdo con la normativa de construcción de hormigón armado.
Para la conexión de las armaduras se emplean varillas de refuerzo de acero con un diámetro d de 8 a 25 mm y mortero químico MO-H, MO-HS. El elemento de acero se coloca en un orificio previamente taladrado y rellenado de mortero de inyección y se fija mediante adherencia entre el elemento instalado, el mortero y el hormigón.
La ilustración y la descripción del producto figuran en el anexo A.
2. Especificaciones del uso previsto de acuerdo con el DEE aplicable
Los desempeños indicados en la sección 3 solo son válidos si el anclaje se utiliza de conformidad con las especificaciones y condiciones que figuran en el anexo B.
Las disposiciones de la presente evaluación técnica europea parten de una vida útil estimada de 50 años para el anclaje. Las indicaciones sobre la vida útil no deben interpretarse como una garantía por parte del productor, sino que deben considerarse un método para seleccionar los productos en relación con la vida útil económicamente razonable prevista de las obras.
3. Desempeño del producto y referencias a los métodos utilizados para su evaluación
3.1 Estabilidad y resistencia mecánica (BWR 1)
Característica esencial Desempeño
Fuerza de adherencia de la armadura instalada posteriormente
Véase el anexo C1
Factor de reducción Véase el anexo C1
Factor de amplificación para longitud mínima de anclaje Véase el anexo C1
3.2 Seguridad en caso de incendio (BWR 2)
Característica esencial Desempeño
Reacción ante el fuego Clase (A1) de acuerdo con la norma EN 13501-1
Resistencia al fuego No se ha evaluado el rendimiento
3.3 Aspectos generales en relación con la idoneidad de uso
La durabilidad y la capacidad funcional solo están garantizadas si se cumplen las especificaciones de uso previsto de conformidad con el anexo B1.
4. Sistema de evaluación y verificación de la constancia del rendimiento (AVCP) aplicado con referencia a su base legal
De acuerdo con la Decisión 96/582/CE de la Comisión Europea1, se aplica el sistema de evaluación y verificación de la constancia del rendimiento (véase anexo V del Reglamento (UE) n.º 305/2011) indicado en la siguiente tabla.
Producto Uso previsto Nivel o clase Sistema Anclajes metálicos para su uso en hormigón
Para la fijación o sujeción de elementos estructurales de hormigón o elementos pesados como revestimientos y techos suspendidos
- 1
1 Diario Oficial de las Comunidades Europeas L 254 de 8/10/1996

ETE 13/0780 de 29/08/2018 – Página 4 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
5. Detalles técnicos necesarios para la implementación del sistema AVCP según lo dispuesto en el DEE aplicable
5.1 Funciones del fabricante
El fabricante solo puede utilizar materias primas incluidas en la documentación técnica de la presente evaluación técnica europea.
El control de producción de fábrica cumplirá el plan de control que forma parte de la documentación técnica de la presente evaluación técnica europea. El plan de control está basado en el contexto del sistema de control de producción en fábrica del fabricante y consignado en el Instituto Técnico y de Ensayos de Construcción de Praga.2 Los resultados del control de producción en fábrica se registrarán y evaluarán de acuerdo con las disposiciones del plan de control.
5.2 Funciones de los organismos notificados
El organismo notificado conservará los puntos esenciales de sus acciones arriba indicadas y declarará los resultados y conclusiones obtenidos en un informe por escrito.
El organismo de certificación notificado establecido por el fabricante emitirá un certificado de constancia del rendimiento del producto indicando el cumplimiento de las disposiciones de la presente evaluación técnica europea.
En caso de que las disposiciones de la evaluación técnica europea y su plan de control ya no se cumplan, el organismo notificado anulará el certificado de constancia del rendimiento e informará acto seguido al Instituto Técnico y de Ensayos de Construcción de Praga.
Dado en Praga el 29/8/2018
Por
Ing. Mária Schaan Jefa del organismo de evaluación técnica
2 El plan de control es una parte confidencial de la documentación de la evaluación técnica europea que no se
publica junto con la ETE y solo se facilita al organismo autorizado encargado del procedimiento de AVCP.

ETE 13/0780 de 29/08/2018 – Página 5 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
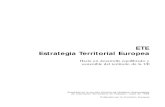
Figura A1: Junta de solapamiento para conexiones de armadura de placas y vigas
Figura A2: Junta de solapamiento en la base de una columna o pared donde las armaduras estén sometidas a tracción
Figura A3: Anclaje de los extremos de placas o vigas, diseñadas como simplemente apoyadas
Figura A4: Conexión de armaduras para elementos sometidos a compresión. Las armaduras están cargadas a compresión.
Figura A5: Anclaje de armadura para cubrir la línea de la fuerza de tracción activa
Nota a las figuras A1 - A5:
Las figuras no presentan las armaduras transversales. La armadura transversal debe estar presente según los requisitos del EC2.
La transferencia de cortantes entre el hormigón nuevo y viejo debe ser diseñada según el EC2.
MO-H, MO-HS para conexión de armaduras
Anexo A1 Descripción del producto Condiciones de instalación y ejemplos de uso de armaduras

ETE 13/0780 de 29/08/2018 – Página 6 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Cartucho coaxial (CC)
MO-H, MO-HS 150 ml 380 ml 400 ml 410 ml
Cartucho en paralelo (SBS)
MO-H, MO-HS 350 ml 825 ml
Dos compartimentos en un cartucho de un único pistón (FCC) MO-H, MO-HS 150 ml
170 ml 300 ml 550 ml 850 ml
Cartucho de empuje (PLR)
MO-H, MO-HS 280 ml
Marcado de los cartuchos de mortero Marca identificativa del fabricante, nombre comercial, número de código de carga, fecha de caducidad, tiempo de curado y tiempo de manipulación.
Cánula mezcladora KW
TB
La cánula mezcladora TB se recomienda para orificios de más de 400 mm de profundidad.
RM
MO-H, MO-HS para conexión de armaduras
Anexo A2 Descripción del producto Sistema de inyección

ETE 13/0780 de 29/08/2018 – Página 7 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Armadura Ø8, Ø10, Ø12, Ø 14, Ø16, Ø20, Ø25
Figura A6: Varilla de refuerzo
Valor mínimo del área respectiva de las corrugas fR,min según la norma EN 1992-1-1:2004.
El diámetro exterior máximo de la armadura por encima de las corrugas será: Diámetro nominal de la corruga d + 2 • h (h≤0,07 • d)
(d: diámetro nominal de la varilla; h: altura de la corruga de la varilla) Tabla A1: Materiales
Forma del producto Varillas y espárragos desenrollados
Clase B C
Límite elástico característico fyk o f0,2k (MPa) 400 - 600
Valor mínimo de k = (ft / fy)k ≥ 1,08 ≥ 1,15 < 1,35
Deformación característica con fuerza máxima εuk (%)
≥ 5,0 ≥ 7,5
Plegabilidad Ensayo de plegado / replegado
Desviación máxima de la masa nominal (varilla individual) (%)
Tamaño nominal de la varilla (mm) ≤ 8 > 8
± 6,0 ± 4,5
Adherencia: Área mínima relativa del punto elástico, fR,min
Tamaño nominal de la varilla (mm) 8 - 12 > 12
0,040 0,056
MO-H, MO-HS para conexión de armaduras
Anexo A3 Descripción del producto Armadura y materiales

ETE 13/0780 de 29/08/2018 – Página 8 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Especificaciones del uso previsto
Anclajes sujetos a:
Carga estática y cuasiestática.
Materiales base
Hormigón armado o no armado de peso normal según la norma EN 206:2013
Clases de resistencia C12/15 - C50/60 según la norma EN 206:2013.
Contenido de cloruro máximo del 0,40 % (CL 0.40) en el hormigón en relación con el contenido de cemento según la norma EN 206:2013.
Hormigón no carbonatado. Nota: En caso de una superficie carbonatada en las estructuras de hormigón existentes, la capa carbonatada debe ser eliminada en la zona de la conexión con la armadura instalada posteriormente (con un diámetro de ds + 60 mm) antes de la instalación de la armadura nueva. La profundidad del hormigón que habrá que retirar debe corresponder como mínimo a la cobertura mínima del hormigón de acuerdo con la norma EN 1992-1-1. Lo anterior puede ser obviado si los elementos de construcción son nuevos o no están carbonatados.
Rango de temperatura:
Entre -40 °C y +80 °C (temperatura máxima a corto plazo: +80 °C y temperatura máxima a largo plazo: +50 °C)
Condiciones de uso (condiciones ambientales)
Las armaduras pueden utilizarse con hormigón seco o húmedo. Diseño:
El diseño de los anclajes es responsabilidad de un ingeniero experimentado en anclajes y trabajos en hormigón.
Se deben preparar planos y cálculos verificables teniendo en cuenta las cargas que se van a transmitir.
Diseño conforme con las normas EN 1992-1-1 y EN 1992-1-2.
La posición del refuerzo en la estructura existente se determinará a partir de la documentación de construcción y se tendrá en cuenta durante el diseño.
Instalación:
Hormigón seco o húmedo.
No debe instalarse en orificios inundados.
Taladrar en modo percusión o mediante aire comprimido.
La instalación de una armadura de instalación posterior solo puede ser realizada por un técnico con la formación adecuada y bajo supervisión en el lugar de la obra. Las condiciones que determinan si una persona tiene la formación adecuada y las condiciones de supervisión en el lugar de la obra dependen de los Estados miembros en los que se lleve a cabo la instalación.
Compruebe la posición de las armaduras existentes (si no se conoce la posición, deberá ser determinada con un detector de armaduras adecuado para este fin)
MO-H, MO-HS para conexión de armaduras
Anexo B1 Uso previsto Especificaciones

ETE 13/0780 de 29/08/2018 – Página 9 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
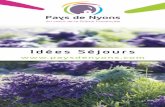
Figura B1: Normas generales de diseño para armaduras hormigonadas
Solo pueden ser transmitidas las fuerzas de tracción del eje de la armadura
La transmisión de las fuerzas de corte entre el hormigón nuevo y la estructura existente será diseñada aparte de acuerdo con la norma EN 1992-1-1.
Las uniones de hormigón deben rasparse hasta el punto de que sobresalga el conglomerado. borde del elemento
1) Si la distancia de separación entre las armaduras solapadas supera 4ds, la longitud del
solapamiento debe aumentarse con la diferencia entre la distancia de separación y 4ds c cobertura de hormigón de la armadura hormigonada c1 cobertura de hormigón en la cara frontal de la armadura hormigonada min c cobertura mínima de hormigón según la tabla B1 de la presente evaluación ds diámetro de la armadura hormigonada ℓ0 longitud del solapamiento según la norma EN 1992-1-1:2004 ℓv profundidad de anclaje efectiva ≥ ℓ0 + c1
d0 diámetro nominal de la broca, véase la tabla B3
MO-H, MO-HS para conexión de armaduras
Anexo B2 Uso previsto Normas generales para el diseño de la construcción

ETE 13/0780 de 29/08/2018 – Página 10 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Tabla B1: Cobertura mínima de hormigón cmin dependiendo del método de taladro
Método de taladro Diámetro de la
armadura ɸ
Taladro sin apoyo cmin
Taladro con apoyo cmin
Por percusión < 25 mm 30 mm + 0,06 ℓv ≥ 2 ɸ 30 mm + 0,02 ℓv ≥ 2 ɸ
≥ 25 mm 40 mm + 0,06 ℓv ≥ 2 ɸ 40 mm + 0,02 ℓv ≥ 2 ɸ
Por aire comprimido < 25 mm 50 mm + 0,08 ℓv 50 mm + 0,02 ℓv
≥ 25 mm 60 mm + 0,08 ℓv ≥ 2 ɸ 60 mm + 0,02 ℓv ≥ 2 ɸ
Figura B2: Ejemplo de taladro con apoyo
Longitud mínima de anclaje ℓbd,PIR y longitud mínima de solapamiento del anclaje ℓ0,PIR
Longitud mínima de anclaje ℓb,PIR = αlb • ℓb,min
αlb = factor de amplificación para la longitud mínima de anclaje (véase anexo C1, tabla C2)
ℓb,min = longitud mínima de anclaje de armaduras moldeadas según la norma EN 1992-1-1, ecuación 8,6
Longitud mínima de solapamiento ℓ0,PIR = αlb • ℓ0,min
αlb = factor de amplificación para la longitud mínima de anclaje (véase anexo C1, tabla C2)
ℓ0,min = longitud mínima de solapamiento de armaduras moldeadas según la norma EN 1992-1-1, ecuación 8,11
Tabla B2: Diámetro de la broca y profundidad máxima de anclaje
Diámetro de la armadura
Diámetro nominal de la broca
Profundidad máxima admisible
de anclaje dnom
1) dcut ℓv,max
[mm] [mm] [mm]
8 12 (10) 400
10 14 (12) 500
12 16 600
14 18 700
16 20 800
20 25 1,000
25 32 1,000 1) El diámetro exterior máximo de la armadura por encima de las corrugas será:
diámetro nominal de la armadura dnom + 0,20 dnom
MO-H, MO-HS para conexión de armaduras
Anexo B3 Uso previsto Cobertura mínima de hormigón Longitud mínima de anclaje Longitud máxima de instalación

ETE 13/0780 de 29/08/2018 – Página 11 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Tabla B4: Tiempo de manipulación y carga
MO-H
Temperatura de aplicación Tiempo de procesamiento Tiempo de carga
Entre +5 y +10 °C 10 min 145 min
Entre +10 y +15°C 8 min 85 min
Entre +15 y +20°C 6 min 75 min
Entre +20 y +25°C 5 min 50 min
Entre +25 y +30°C 4 min 40 min
El tiempo de procesamiento hace referencia a la temperatura más alta del rango. El tiempo de carga hace referencia a la temperatura más baja del rango. El cartucho debe estar acondicionado a un mínimo de +5 °C.
MO-HS
Temperatura de aplicación Tiempo de procesamiento Tiempo de carga
Entre +15 y +20°C 15 min 5 h
Entre +20 y +25°C 10 min 145 min
Entre +25 y +30°C 7,5 min 85 min
Entre +30 y +35°C 5 min 50 min
Entre +35 y +40°C 3,5 min 40 min
El tiempo de procesamiento hace referencia a la temperatura más alta del rango. El tiempo de carga hace referencia a la temperatura más baja del rango. El cartucho debe estar acondicionado a un mínimo de +15°C.
MO-H, MO-HS para conexión de armaduras
Anexo B4 Uso previsto Tiempo de manipulación y carga

ETE 13/0780 de 29/08/2018 – Página 12 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Tabla B5: Pistola aplicadora
Pistola aplicadora Cartucho Pistola aplicadora Cartucho
A
Coaxial 380 ml 400 ml 410 ml
B
En paralelo 350 ml
C
Salchicha 150 ml 300 ml 550 ml
D
Salchicha 150 ml 300 ml Empuje 280 ml
E
Coaxial 150 ml
F
En paralelo 825 ml
G
Salchicha 850 ml
H
En paralelo 825 ml
MO-H, MO-HS para conexión de armaduras
Anexo B5 Uso previsto Pistola aplicadora

ETE 13/0780 de 29/08/2018 – Página 13 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Tabla B6: Cepillo
Tamaños Ø8 Ø10 Ø12 Ø14 Ø16 Ø20 Ø25
Diámetro del orificio taladrado d0 [mm] 12(10) 14(12) 16 18 20 25 32
Diámetro de la cabeza del cepillo [mm] 14 14 19 22 22 29 40
Longitud de la cabeza del cepillo [mm] 75
Si fuera necesario, utilice accesorios y extensiones adicionales en la boquilla de aire y el cepillo para llegar al fondo del orificio.
Profundidad máxima del orificio
Cepillo / ajuste de extensión Componente
250 mm Cepillo estándar (a)
550 mm Cabeza del cepillo + mango (b)+(c)
850 mm Cabeza del cepillo + extensión + mango (b)+(d)+(c)
1150 mm Cabeza del cepillo + 2 extensiones + mango (b)+(d)+(d)+(c)
Pieza (a) Pieza (b)
Pieza (c)
Pieza (d)
Tabla B7: Cánula alargadora para orificios profundos
Tamaños Ø8 Ø10 Ø12 Ø14 Ø16 Ø20 Ø25
Diámetro del orificio [mm] 10 12 16 18 20 25 32
Cánula alargadora [mm] 9 14
Retenedor de resina [mm] - - - - 18 22 30
MO-H, MO-HS para conexión de armaduras
Anexo B6 Uso previsto Cepillo Cánula alargadora para orificios profundos

ETE 13/0780 de 29/08/2018 – Página 14 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Perforación del orificio
Taladre el orificio a la profundidad de anclaje necesaria con un taladro percutor con juego de brocas de carburo en modo percutor rotativo, o un taladro de aire comprimido.
Taladro de percusión Taladro de aire comprimido
Antes de taladrar retire el hormigón carbonizado. En caso de taladro fallido, el orificio deberá rellenarse con mortero.
Mantenga la cobertura de hormigón c según el plan de ajuste y la tabla B1
Perfore en paralelo al borde y a la armadura existente
Limpieza del orificio
El orificio taladrado debe estar libre de polvo, restos, agua, hielo, aceite, grasa y demás contaminantes antes de la inyección del mortero.
Sople dos veces desde el fondo del orificio con aire comprimido sin aceite (mín. 6 bar) hasta que el aire saliente no tenga aparentemente polvo.
Cepille dos veces con el cepillo de tamaño especial (Ø cepillo ≥ Ø orificio taladrado) insertando el cepillo hasta el fondo del orificio con un movimiento de giro. El cepillo encontrará una resistencia natural al entrar en el orificio de anclaje. Si no es así, utilice un cepillo nuevo o uno que tenga mayor diámetro.
Repita los pasos 1 y 2.
Sople una vez más con aire comprimido hasta que el aire saliente no tenga polvo.
MO-H, MO-HS para conexión de armaduras
Anexo B7 Uso previsto Instrucciones de instalación I

ETE 13/0780 de 29/08/2018 – Página 15 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Inyección de mortero
Si el orificio acumula agua después de la limpieza inicial, dicha agua debe eliminarse antes de inyectar la resina.
Antes de utilizarla, asegúrese de que la armadura no tenga aceite ni otros residuos.
Marque la profundidad de anclaje en la armadura (por ejemplo, con cinta adhesiva) ℓv
Inserte la armadura en el orificio taladrado para comprobar la profundidad del orificio y la de colocación ℓv
Compruebe la fecha de caducidad: véase la que está impresa en el cartucho. No utilice productos caducados.
Temperatura del paquete de lámina: debe estar entre +5 °C y +40 °C durante el uso
Temperatura del material base en el momento de la instalación: debe estar entre +5 °C y +40 °C
Instrucciones de transporte y almacenamiento: conservar en un lugar seco, frío y oscuro entre +5 °C y +20 °C para alcanzar el periodo de almacenamiento máximo
Seleccionar la cánula estática adecuada para la instalación, abrir el cartucho/lámina y enroscar en la boquilla del cartucho. Insertar el cartucho en la pistola de aplicación adecuada.
Desechar la primera parte del cartucho hasta que se consiga un color homogéneo sin manchas en la resina
Si es necesario, cortar el tubo alargador a la profundidad del orificio e insertarlo en el extremo de la cánula presionando, y (para armaduras de 16 mm o más) ajustar el retenedor de resina correcto en el otro extremo. Colocar el tubo alargador y el retenedor de resina.
Insertar la cánula (retenedor de resina / tubo alargador si es necesario) hasta el fondo del orificio. Comenzar a inyectar la resina y retirar lentamente la cánula del orificio asegurándose de que no queden burbujas de aire mientras se retira la cánula. Rellenar aproximadamente ½ o ¾ del orificio y retirar la cánula por completo.
MO-H, MO-HS para conexión de armaduras
Anexo B8 Uso previsto Instrucciones de instalación II
Marca de anclaje

ETE 13/0780 de 29/08/2018 – Página 16 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Inserción de la armadura
Marca del nivel de mortero
Marque el nivel de mortero necesario ℓm y la profundidad de anclaje ℓv con cinta
adhesiva o rotulador en el tubo de extensión de inyección.
Estimación rápida: ℓm = 1/2 • ℓv
Continúe inyectando mortero hasta que aparezca la marca de nivel ℓm.
Insertar la armadura sin aceites u otros agentes hasta el fondo del orificio con un movimiento giratorio hasta que toda la rosca esté debidamente cubierta. Ajustar hasta la posición correcta sin exceder el tiempo de manipulación establecido.
La resina sobrante saldrá del orificio uniformemente alrededor del componente metálico indicando que el orificio está lleno. Dicha resina sobrante debe retirarse de la boca del orificio antes de que se seque.
Dejar que se solidifique el mortero.
No tocar el anclaje hasta que haya pasado el tiempo de carga/curado adecuado dependiendo de las condiciones del sustrato y de la temperatura ambiente.
MO-H, MO-HS para conexión de armaduras
Anexo B9 Uso previsto Instrucciones de instalación III

ETE 13/0780 de 29/08/2018 – Página 17 de 17 en sustitución de la ETE 13/0780, emitida el 25/6/2013
Fuerza de adherencia de diseño de la armadura de instalación posterior fbd,PIR
fbd,PIR = kb • fbd kb = factor de reducción fbd = fuerza de adherencia de diseño de armaduras moldeadas según la norma EN
1992-1-1 Tabla C1: Valores de la fuerza de adherencia de diseño de la armadura de instalación posterior
fbd,PIR para todos los métodos de taladrado con condiciones buenas de adherencia
Ø armadura de 8 a 16
Clase de hormigón
C12/15 C16/20 C20/25 C25/30 C30/37 C35/45 C40/50 C45/55 C50/60
kb [-] 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0
fbd,PIR [N/mm2] 1,6 2,0 2,3 2,7 3,0 3,4 3,7 4,0 4,3
Ø armadura 20
Clase de hormigón
C12/15 C16/20 C20/25 C25/30 C30/37 C35/45 C40/50 C45/55 C50/60
kb [-] 1,0 1,0 1,0 1,0 1,0 1,0 1,0 0,92 0,86
fbd,PIR [N/mm2] 1,6 2,0 2,3 2,7 3,0 3,4 3,7
Ø armadura 25
Clase de hormigón
C12/15 C16/20 C20/25 C25/30 C30/37 C35/45 C40/50 C45/55 C50/60
kb [-] 1,0 1,0 1,0 1,0 1,0 0,90 0,82 0,76 0,71
fbd,PIR [N/mm2] 1,6 2,0 2,3 2,7 3,0
Los valores de la tabla son válidos para buenas condiciones de adherencia de acuerdo con la norma EN 1992-1-1. Para otras condiciones de adherencia, multiplique los valores por 0,7. Tabla C2: Factor de amplificación para longitud mínima de anclaje
Armadura Factor de amplificación
Clase de hormigón
De C12/15 a C50/60
De Ø 8 a Ø 25 αlb 1,0
MO-H, MO-HS para conexión de armaduras
Anexo C1 Desempeños Valores de diseño de la resistencia última de adherencia