IMPLEMENTACION DE LA PRIMERA ETAPA DEL LABORATORIO … · FACULTAD DE INGENIERIA DE SISTEMAS...
125
IMPLEMENTACION DE LA PRIMERA ETAPA DEL LABORATORIO DE AUTOMATIZACION INDUSTRIAL JOSÉ AGUSTÍN RUBIANO BÁEZ JOSÉ JAVIER VELÁSQUEZ HERNÁNDEZ CORPORACION UNIVERSITARIA RAFAEL NUÑEZ FACULTAD DE INGENIERIA DE SISTEMAS CARTAGENA DE INDIAS, D.T. Y C. 2005
Transcript of IMPLEMENTACION DE LA PRIMERA ETAPA DEL LABORATORIO … · FACULTAD DE INGENIERIA DE SISTEMAS...

IMPLEMENTACION DE LA PRIMERA ETAPA DEL LABORATORIO DE
AUTOMATIZACION INDUSTRIAL
JOSÉ AGUSTÍN RUBIANO BÁEZ
JOSÉ JAVIER VELÁSQUEZ HERNÁNDEZ
CORPORACION UNIVERSITARIA RAFAEL NUÑEZ
FACULTAD DE INGENIERIA DE SISTEMAS
CARTAGENA DE INDIAS, D.T. Y C.
2005

IMPLEMENTACION DE LA PRIMERA ETAPA DEL LABORATORIO DE
AUTOMATIZACION INDUSTRIAL
JOSÉ AGUSTÍN RUBIANO BÁEZ
JOSÉ JAVIER VELÁSQUEZ HERNÁNDEZ
Monografía para optar el titulo de
Ingeniero de sistemas.
Director
LUÍS FERNANDO MURILLO
Ingeniero Electrónico
CORPORACION UNIVERSITARIA RAFAEL NUÑEZ
FACULTAD DE INGENIERIA DE SISTEMAS
CARTAGENA DE INDIAS, D.T. Y C.
2005

Cartagena DT y C, Sep. 10 del 2005 Señores Comité de Investigación de Proyectos Facultad de Ingeniería de Sistemas Corporación Universitaria Rafael Núñez LC Apreciados señores:
Por la presente nos permitimos hacer entrega formal del proyecto de grado titulado “IMPLEMENTACION DE LA PRIMERA ETAPA DEL LABORATORIO DE AUTOMATIZACION INDUSTRIAL”, como requisito necesario para obtener el titulo de Ingeniero de Sistemas. Cordialmente, _______________________ ____________________________ José Agustín Rubiano Baez José Javier Velásquez Hernández C.C. 79872308 Bogota. C.C. 75078978 Manizales.

Cartagena DT y C, Sep. 10 del 2005 Señores Comité de Investigación de Proyectos Facultad de Ingeniería de Sistemas Corporación Universitaria Rafael Núñez LC Apreciados señores: Me dirijo a ustedes, como director del proyecto de grado Titulado “IMPLEMENTACION DE LA PRIMERA ETAPA DEL LABORATORIO DE AUTOMATIZACION INDUSTRIAL”, presentado por los estudiantes José Agustín Rubiano Baez e José Javier Velásquez Hernández, Para hacer entrega formal, la cual fue revisada en su totalidad.
Cordialmente,
____________________________
Ing. LUIS FERNANDO MURRILLO. CC. 73.159.544 Cartagena Director del Proyecto

Nota de aceptación
_________________________________
_________________________________
_________________________________
_________________________________
Presidente del jurado
_________________________________
Jurado
_________________________________
Jurado
Cartagena, 10 de Septiembre del 2005.

A Dios por mostrarme el Camino en la dirección correcta y nunca abandonarme,
en especial cuando las condiciones de salud no fueron las mejores. Al Ing. Arturo
Bustamante, y muy especialmente a Mi hermano Alf Báez, mi madre Maria Blanca
Báez y Elizabeth Arias. Por brindarme todo el apoyo que he necesitado,
permitiéndome salir adelante y no desfallecer.
José Agustín Rubiano Baez

A Dios por iluminarme y bendecirme en lo que va de mi vida, y darme su santa
mano al inicio de este proyecto cuando mas lo necesitaba. Agradecimientos
especiales a mi madre Amparo Hernández y a mi padre Javier Velásquez que me
han brindado su apoyo incondicional y a Ruby Hernández que ha sido como una
segunda madre con su constancia y amor.
José Javier Velásquez Hernández

AGRADECIMIENTOS
Los autores expresan su agradecimiento a:
Dios por darnos la fuerza y fortaleza para culminar este proyecto.
A nuestros padres, por habernos apoyado y guiado en toda la carrera.
A la Corporación Universitaria Rafael Núñez, especialmente a la facultad de
Ingeniería de Sistemas que junto a todo el cuerpo docente nos brindaron sus
conocimientos a través de la carrera, los cuales fueron pilar fundamental para
guiar nuestra investigación.
Y a todas las demás personas que nos ayudaron al desarrollo de este proyecto de
grado, entre los que mencionamos:
Nuestro Director y Asesor: Ing. Luis Murillo, Coordinador de investigaciones de la
facultad, por sus constantes aportes y en especial su apoyo incondicional.
ARTURO PAEZ PATRON (Ing. Mecánico): Le agradecemos los constantes
aportes en el momento indicado, sobre todo su paciencia y apoyo cuando tuvimos
dificultades.
CONTENIDO
INTRODUCCION
1. CONCEPTOS BASICOS ACERCA DE LOS PLC’s 10
1.1. QUE ES UN PLC 10
1.2. ESTRUCTURA DE UN PLC 11
1.2.1. Estructura externa 12
1.2.2. Estructura interna 13
1.2.3. Memoria 15
1.2.4. CPU 16
1.2.5. Unidades de E/S 17
1.2.6. Interfaces 17
1.2.7. Equipos de unidades de programación 18
1.3. NECESIDADES Y USOS DEL PLC 19
1.4. CAMPOS DE APLICACIÓN 20
1.5. VENTAJAS DE LOS PLC’s 22
2. ESTRUCTURA DE HARDWARE DEL PLC TWIDO 23
2.1. MODULO BASE TWIDO TWD2MDA20DTK 25
2.1.1. Características de funcionamiento normal del modulo base
TWD2MDA20DTK 25
2.1.2. Características de la batería de seguridad 26
2.1.3. Características eléctricas 27
2.1.4. Características de entrada CC 28
2.1.5. Esquema de cableado del modulo base 29
2.2. MODULO DE E/S ANALOGICAS TWDA2M3HT 30
2.2.1. Características generales de los módulos de E/S analógicos 30
2.2.2. Esquema de cableado del modulo E/S analógicas 31
2.3. MODULO DE AMPLIACION DE COMUNICACIONES TWDNO2232D 32
2.3.1. Características técnicas de los adaptadores recomunicación
De los módulos de ampliación 32
2.4. MODULO DE AMPLIACION DE VISUALIZACION DEL OPERADOR
TWDXCPOOM 33
2.4.1. Características generales del modulo de visualización del
Operador 34
2.5. CABLE DE E/S DIGITALES DEL MODULO BASE TWDFCW30M 02 34
2.6. CABLE DE COMUNICACIONES 36
2.7. FUENTE DE ALIMENTACION 36
2.7.1. Características de la fuente de alimentación 37
3. DIMENCIONES DEL PLC 38
3.1. DIMENCIONES DEL PLC TWIDO 38
3.2. MONTAJE E INTERCONEXION DE LOS MODULOS 39
3.2.1. Procedimiento de ensamblaje de un PLC Twido 40
3.3. INSTALACION DE UN PLC TWIDO EN RIEL DIN 43
3.4. EXTRACCION DE UN PLC EN UN RIEL DIN 44
4. BANCO DE PARACTICAS 46
4.1. CONEXIÓN DEL PLC TWIDO AL PC 48
5. RECOMENDACIONES PARA EL ENSAMBLE Y PUESTA EN
MARCHA DEL PLC 50
5.1. OPERACIÓN INVOLUNTARIA DE EQUIPOS 50
5.2. PROCEDIMIENTO DE ARRANQUE DEL PLC POR PRIMERA VEZ 51
5.2.1. Autodiagnóstico de arranque 51
5.2.2. Procedimiento de arranque por primera vez 52
5.2.3. Solución de problemas utilizando los LED del controlador 53
5.3. PROCEDIMIENTO DE COMPROBACION DE CONEXIONES DE E/S 54
6. NECESIDADES DEL SOFTWARE 55
6.1. REQUISITOS PARA INSTALACION 55
6.1.1. Capacidad del pc 56

7. UTILIZACION DEL SOFTWARE DE PROGRAMACION 57
7.1. CONCEPTOS BASICOS DE TWIDOSOFT 57
7.2. VENTANA PRINCIPAL 58
7.2.1. Descripción de la ventana principal 59
7.2.2. Navegador de la aplicación 60
7.2.2.1. Ventana del navegador de aplicaciones 60
7.2.2.2. Descripción del navegador de aplicaciones 61
7.2.3. Barra de estado 63
7.2.3.1. Descripción de la barra de estado 63
7.3. EDITORES Y VIZUALIZADORES 64
7.3.1. Visualizador de ladder logic 64
7.3.1.1. Ventana del visualizador de ladder logic 65
7.3.1.2. Componentes de la ventana visualizador de ladder logic 66
7.3.2. Editor de ladder logic 67
7.3.2.1. Ventana del editor de ladder logic 67
7.3.2.2. Componentes del editor de ladder logic 68
7.3.3. Editor de lista 70
7.3.3.1. Componentes del editor de lista 70
8. DIAGRAMA DE LADDER LOGIC 71
8.1. ESCALONES LADDER LOGIC 71
8.2. PRINCIPIOS DE PROGRAMACION PARA DIAGRAMAS DE
LADDER LOGIC 73
8.2.1. Áreas de reticulado 74
8.2.2. Introducción de instrucciones en el reticulado 75
8.2.3. Cabeceras de escalón 75
8.3. BLOQUE DE DIAGRAMAS DE LADDER LOGIC 76
8.3.1. Elementos gráficos del lenguaje ladder logic 76
8.3.1.1. Contactos 77
8.3.1.2. Elementos de conexión 77
8.3.1.3. Bobinas 78
8.3.1.4. Bloques de función 79
8.3.1.5. Bloques de operación y comparación 79
9. LENGUAJE DE PROGRMACION DE LISTA 80
9.1. OPERACIÓN DE LAS INTRUCCIONES DE LISTA 82
9.1.1. Funcionamiento 82
9.1.2. Instrucciones admitidas 83
9.2. INSTRUCCIONES DE LENGUAJE LISTA 84
9.2.1. Instrucciones de prueba 84
9.2.2. Instrucciones de acción 86
9.2.3. Instrucciones sobre bloques de función 87
10. DESCRIPCION DE LAS GUIAS DE LABORATORIO 88
10.1. PARTES DEL FORMATO DE LA GUIA 88
10.2. LISTADO DE LAS GUIAS 90
11. CONCLUCIONES 94
LISTA DE FIGURAS
Figura 01. Estructura de un controlador lógico programable 22
Figura 02. Ciclo del PLC 27
Figura 03. Modulo base 36
Figura 04. Esquema de cableado del modulo 41
Figura 05. Modulo de E/S 41
Figura 06. Esquema del cableado del modulo E/S Analógicas 43
Figura 07. Modulo de ampliación de comunicaciones 44
Figura 08. Modulo de visualización del operador 45
Figura 09. Cable de E/S digital del modulo base 47
Figura 10. Cable de comunicaciones 48
Figura 11. Fuente de alimentación 49
Figura 12. PLC Twido ensamblado 51
Figura 13. Ensamble del PLC, paso 2 53
Figura 14. Ensamble del PLC, paso 3 54
Figura 15. Ensamble del PLC, paso 5 54
Figura 16. Ensamble del PLC, paso 7 55
Figura 17. Ensamble del PLC, paso 9 55
Figura 18. Instalación de un PLC Twido en un riel DIN, paso 2 56
Figura 19. Instalación de un PLC Twido en un riel DIN, paso 3 56
Figura 20. Extracción de un PLC Twido en un riel DIN, paso 1 57
Figura 21. Extracción de un PLC Twido en un riel DIN, paso 3 58
Figura 22. Banco De Trabajo 59
Figura 23. Conexión del PLC Twido al PC. 62
Figura 24. Ventana principal de TwidoSoft 72
Figura 25. Ventana del Navegador de Aplicación 74
Figura 26. Barra de estado de TwidoSoft 76
Figura 27. Ventana del visualizador de Ladder Logic 78
Figura 28. Editor de Ladder Logic 80
Figura 29. Editor de Lista 82
Figura 30. Circuitos equivalentes 84
Figura 31. Ejemplo de un programa en Ladder Logic 86
Figura 32. Retícula de programación 87
Figura 33. Ejemplo de un programa de Lista 93
Figura 34. Encabezado del formato 101
Figura 35. Pie de página del formato 103

LISTA DE TABLAS
Tabla 01. Componentes del Modulo Base Twido 36
Tabla 02. Componentes del Modulo de E/S analógicas 42
Tabla 03. Componentes del Modulo de Comunicaciones 44
Tabla 04. Componentes del Modulo Visualizador 46
Tabla 05. Características del cable TWDFCW30M-02 47
Tabla 06. Estados de los led’s del PLC Twido 66
Tabla 07. Probación de las conexiones de E/S 67
Tabla 08. Descripción de la ventana principal 72
Tabla 09. Descripción del navegador de aplicaciones 75
Tabla 10. Descripción de la barra de estado 77
Tabla 11. Descripción de la ventana del visualizador de Ladder Logic 79
Tabla 12. Descripción del Editor de Ladder Logic 81
Tabla 13. Componentes del Editor de Lista 83
Tabla 14. Elementos gráficos de los contactos 90
Tabla 15. Elementos gráficos de conexión 90
Tabla 16. Elementos gráficos de bobinas 91
Tabla 17. Elementos gráficos de bloques de función 92
Tabla 18. Bloques de operación y comparación 92
Tabla 19. Instrucciones de lenguaje admitido 96
Tabla 20. Instrucciones de prueba 98
Tabla 21. Instrucciones de acción 99
Tabla 22. Instrucciones sobre bloques de función 100

LISTA DE ANEXOS
Anexo A. Banco de prácticas
Anexo B. Guías de laboratorio
Anexo C. Artículo científico

GLOSARIO
Actuadores: Son los dispositivos por los cuales salen las señales del PLC.
Arranque: El modo ARRANQUE es ejecutado durante la transición del modo
STOP al modo RUN. Puede ser activado mediante manipulación en la unidad de
programación.
Bus: Es el medio físico o cables por donde se transporta la información o datos
que interactúan con el sistema y el PLC.
Consolas de programación: Las consolas son pequeños dispositivos que
permiten la programación, ajuste y diagnostico del PLC, con un Display apto para
observar una o pocas líneas de programa, literal o de esquema de contactos, y un
teclado alfanumérico.
Contadores: El bloque de función del contador cuenta los eventos de forma
progresiva y regresiva. Estas dos operaciones se pueden realizar
simultáneamente.
Contador de pasos: Un bloque de función del contador de pasos proporciona una
serie de pasos a los que se pueden asignar las acciones.
Capturadotes: Son los dispositivos por los cuales ingresan las señales al PLC.
Editor de Ladder Logic: Es un editor de programas basado en gráficos y utilizado
para crear y editar diagramas en lenguaje Ladder.
EPROM: Es una memoria permanente, no requiere batería, utiliza luz ultravioleta
para borrar, es difícil de modificar.
EEPROM: Es una memoria permanente, no requiere batería, se puede modificar
en cualquier momento.
Escalón: Es un editor de lista pequeño, que Permite al usuario visualizar y
modificar las partes del programa Ladder Logic.
E/S: Entrada/salida.
Fuente de alimentación: También conocida como fuente de poder. Es el
dispositivo por el cual el PLC obtiene la corriente para su funcionamiento eléctrico.
Interfase: Es el ambiente grafico que interactúa con el usuario final.
Ladder Logic: Los diagramas Ladder Logic emplean la misma representación
gráfica que la de los circuitos de relé en lógica de relé. En dichos esquemas, los
elementos gráficos, como las bobinas, los contactos y los bloques, representan las
instrucciones del programa.
LED ERR: Led que se enciende cuando se produce un error en el PLC.

LED IN: Led que se enciende cuando la entrada correspondiente está activa.
Todos los módulos disponen de estos LED IN.
LED OUT: Led que se enciende cuando la salida correspondiente está activa.
Todos los módulos disponen de estos LED.
LED PWR: Led que se enciende cuando se suministra alimentación al PLC.
LED RUN: Led que se enciende cuando el PLC está ejecutando un programa.
LED STAT: Led que cuando parpadea indica un estado específico del programa
de aplicación.
Lenguaje de lista de instrucciones: Programa escrito en el lenguaje de la lista
de instrucciones, compuesto por una serie de instrucciones ejecutadas de forma
secuencial por un PLC.
Módulo de entrada: Es el puerto por donde se capturan los datos o información
entrante al PLC.
Módulo de salidas: es el puerto por donde salen los resultados de los cálculos u
ordenes provenientes de la CPU, la cuales funcionan como actuadores.
Periféricos: Son los hardware que interactúan con el PLC, y se ubican a las
entradas o salidas del sistema, estos pueden ser sensores, medidores,
impresoras, etc.
PLC: Controlador lógico programable.
Relé: Es una bobina de un contacto eléctrico normalmente abierto que se usa en
circuitos de corriente continua y corriente alterna. Están basados en la
conmutación mecánica.
ROM: (Read Only Memory) Memoria de Solo Lectura, la memoria encargada de
almacenar el código fuente y de mas información que el PLC necesita constante
mente. Esta memoria no es volátil.
Software para la programación: Son paquetes de software para programación
de PLC´s, convierten un PC en un equipo de programación específico,
aprovechando sus potentes recursos de interfaz con otros sistemas (impresoras,
otros PC) y con el usuario (teclado, monitor).
Terminales de programación: Se distingue de la consola por su teclado
alfanumérico y su pantalla de gran tamaño, que permite la visualización de
bloques completos de programa, con identificación simbólica de las variables y
menús de ayuda “on-line” (por lo general son PLC´s o Workstations).
TwidoSoft: TwidoSoft es un entorno de desarrollo gráfico para crear, configurar y
mantener aplicaciones para autómatas programables Twido.
Unidad Central de Procesos o CPU: Se encarga del procesamiento de los datos
u ordenes provenientes de los módulos de entrada y del código de programación
previamente instalado.
Visualizador de Ladder Logic: Permite ver y editar un programa en lenguaje
Ladder.

RESUMEN ANALITICO
El objetivo principal del proyecto es desarrollar un conjunto guías didácticas
dirigidas a los estudiantes y profesores de la Corporación Universitaria Rafael
Nuñez indicándoles como se configura y programa el PLC Twido de
TELEMECANIQUE, facilitando las practicas que se realizan en el laboratorio de
control automático y robótica.
En este manual encontrará información referente a los PLC´s programables,
donde se explica de manera amigable conceptos básicos tales como definición,
funcionamiento, campos de aplicación, ventajas.
El desarrollo de este manual se basa primordialmente en un sistema Twido,
compuesto por el controlador base TWDLMDA20DTK, un modulo de visualización,
un modulo de E/S análogas y un modulo de comunicaciones de
TELEMECANIQUE, el cual gracias a sus características técnicas de desempeño
en la gama baja de PLC´s, con entradas y salidas digitales, es una herramienta
poderosa para la implementación de las prácticas en procesos industriales de
automatización.
Así mismo el diseño e implementación de un banco de prácticas para el Sistema
Twido Pack y un conjunto de guías de laboratorio, lo cual nos permitirá realizar
prácticas directamente en el PLC de forma ágil y segura, ya que contara con
elementos de fácil conexión.

También se brinda información sobre los diferentes lenguajes de programación, y
se darán pautas de cómo se programa este PLC por medio del software
Administrador TWIDOSOFT.
Los ejemplos diseñados para realizar en el banco de prácticas permitirán simular
algunos procesos industriales representando las entradas (Sensores inductivos,
capacitivos, ópticos, Interruptores, Pulsadores, Llaves, Finales de carrera,
Detectores de proximidad); y las salidas (Contactores, electroválvulas, Variadores
de velocidad, Alarmas).
Compilando todo lo que ofrece el proyecto, la C.U.R.N esta adquiriendo una
poderosa herramienta para el desarrollo de prácticas en el futuro laboratorio de
Automatización y robótica.

INTRODUCCION
Hasta no hace mucho tiempo el control de procesos industriales se hacía de
forma cableada por medio de contactores y relés. Al operario que se
encontraba a cargo de este tipo de instalaciones, se le exigía tener altos
conocimientos técnicos para poder realizarlas y posteriormente mantenerlas.
Además, cualquier variación en el proceso suponía modificar físicamente gran
parte de las conexiones de los montajes, siendo necesario para ello un gran
esfuerzo técnico y un mayor costo económico.
La utilización de controladores lógicos programables (PLC), en los sistemas de
control de procesos industriales se ha extendido tan rápido en los últimos años
que, en la actualidad, es difícil encontrar una industria en la que no se
manejen. Estos dispositivos de control electrónico, son sistemas que han
evolucionado con una versatilidad considerable. Se puede afirmar que casi
todo tipo de control de procesos que se requiera, se puede realizar con un
PLC; y ésta es justamente la razón por la cual son tan populares en la
actualidad. Además de tener la capacidad de comunicación con las interfaces
hombre-máquina (HMI), desde las que el operador puede obtener e introducir
datos y realizar operaciones relativas al control del proceso, y la posible adición

de módulos especializados, el PLC tiene la capacidad de integrarse en
sistemas más grandes y de mayor complejidad. Éstos se constituyen de un
determinado número de unidades (del mismo tipo o diferentes) que se
comunican entre ellas de manera directa o remota y pueden llegar a integrarse
en complejos, y en ocasiones enormes, Sistemas de Manufactura asistida por
Computadora (CIM), por medio de la comunicación en redes de diversos
niveles. El PLC, dado su amplio campo de aplicación, es materia de estudio
necesaria de toda persona que tenga la expectativa de trabajar en las
diferentes áreas técnicas de la industria contemporánea.
El diseño e implementación de la primera etapa del laboratorio de
automatización industrial tiene como objetivo, lograr una mejor comprensión
acerca de los controladores PLC (Controlador Lógico Programable) en la
asignatura de automatización industrial, esencial para la formación de los
futuros Ingenieros de sistemas egresados de la CURN y para la creciente
comunidad industrial que exige profesionales íntegros, capaces de mejorar los
actuales procesos industriales.

PROBLEMA Y OBJETIVOS DE LA INVESTIGACION.
DESCRIPCION Y ANALISIS DEL PROBLEMA.
Actualmente la tecnología crece a pasos agigantados, son muchas las alternativas
para el control de procesos industriales, que se consiguen en el mercado. Una de
esas alternativas son los PLC’s, los cuales han demostrado una gran
adaptabilidad y versatilidad a las diferentes líneas de producción industrial.
En la actualidad el uso de los PLC’s es muy extendido en todo el espectro
Industrial, son la forma mas practica y económica de realizar control de maquinas
y robots industriales. Su principal ventaja es la de ser un consola de mando en
tiempo real.
El programa de ingeniería de sistemas de la CURN contemplan en su pensum
académico la asignatura de Automatización Industrial, lo cual acorde con la
realidad actual del mercado contempla el estudio y programación de los PLC’s, el
cual desafortunadamente no cuentan con un laboratorio para el desarrollo practico
de talleres o actividades para el conocimiento y aprendizaje de los diferentes tipos
de controladores.

Es necesario que los ingenieros de sistemas egresados de la CURN cuenten con
excelentes bases en sus conocimientos en el área de automatización industrial,
permitiendo ampliar el campo de acción y manteniéndolos a la vanguardia de
avances tecnológicos en el ámbito industrial.

JUSTIFICACION DE LA INVESTIGACION.
Con este proyecto, se busca integrar diferentes tecnologías de tipo industrial para
ofrecerles a los estudiantes de ingeniería de sistemas de la CURN, acceso a
laboratorios de automatización industrial, ya que no se cuenta en este momento
con las herramientas que permita un fácil aprendizaje y conocimiento de los
diferentes formas de programar los PLC’s, algo que debe ser tratado con suma
importancia porque la industria de la región y el resto del país, está adoptando
nuevas tecnologías para mejorar sus procesos.
Creándose esta primera etapa del laboratorio de automatización industrial se
estará ampliando la capacidad de aprendizaje de los estudiantes de ingeniería de
sistemas, dándoles una perspectiva diferente sobre los conceptos y aplicaciones
de los controladores lógicos programables.
En nuestra institución no se ha realizado una investigación o implementación que
aborde este tipo de proyectos, la cual esta incluida implícitamente en los objetivos
del área de automatización industrial, materia que es requisito propuesto por
CURN para la obtención del titulo de Ingeniero de Sistemas.
OBJETIVOS DE LA INVESTIGACION
OBJETIVOS GENERALES
Diseñar e implementar un conjunto de guías de laboratorio y un banco de
prácticas de un controlador lógico programable que permita a los estudiantes de
Ingeniería de Sistemas de la CURN, desarrollar prácticas de Automatización
Industrial.
OBJETIVOS ESPECÍFICOS.
Recopilar y analizar información sobre los diferentes PLC’s.
Selección del equipo y sus componentes para el diseño e implementación
del proyecto.
Diseño e implementación del banco de prácticas.
Elaborar un conjunto de guías de laboratorio para la programación del PLC
Twido.
METAS DE LA INVESTIGACION:
Con este proyecto se pretende abarcar el área de automatización industrial que
esta poco explorada por la ingeniería de sistemas, brindando un soporte técnico y
académico para futuras investigaciones en el tema, ofreciendo a los estudiantes
guías de laboratorios y talleres prácticos en controladores lógicos programables.
Contribuyendo de esta manera a el avance tecnológico de la institución, y de la
región en general.
PRODUCTOS DE LA INVESTIGACION.
Al finalizar este proyecto se entregaran los siguientes productos:
Banco de practicas para PLC, que incluye:
Controlador Base.
Entradas y salidas análogas.
Modulo Visualizador.
Banco de prácticas.
Modulo de comunicaciones.
Software de programación y configuración del PLC.
Conjunto de guías para prácticas con el PLC.
Manuales de entrenamiento para el PLC Twido en CD ROM.

ESTRATEGIA METODOLOGICA
CLASE O MODALIDAD DE LA INVESTIGACION
La investigación es tecnológica aplicada, ya que se implementa en diferentes
procesos automáticos.
MARCO TEORICO
Antecedentes del problema
Los controladores lógicos programables aparecieron en los Estados Unidos de
América en los años 1969 a 1970, y más particularmente en el sector de la
industria del automóvil; fueron empleados en Europa alrededor de dos años más
tarde. Su fecha de creación coincide, pues con el comienzo de la era del
microprocesador y con la generación de la lógica cableada modular.
El controlador lógico programable es la primera máquina con lenguaje, es decir, un
calculador lógico cuyo juego de instrucciones se orienta hacia los sistemas de
evolución secuencial. Sabiendo que una de las principales ventajas observadas
desde el inicio de su creación es la versatilidad y adaptabilidad a toda clase de
procesos industriales.
Teniendo en cuenta la importancia de los PLC en el área de automatización
industrial las principales universidades e instituciones técnicas del país, se han
inclinado por la adquisición de equipos que brinden instrucción a sus alumnos en
la automatización de procesos. Entre las instituciones que mas podemos destacar
en la ciudad, se encuentran el SENA y la Universidad Tecnológica de Bolívar, los
cuales han adquirido estos equipos para la implementación en sus laboratorios
1. CONCEPTOS BÁSICOS ACERCA DE LOS PLC’S
1.1 QUE ES UN PLC
Una definición precisa de Autómata Programable, o PLC (Controlador Lógico
Programable), es toda máquina electrónica, diseñada para controlar en tiempo real
y en medio industrial procesos secuénciales. Su manejo y programación puede ser
realizada por personal eléctrico o electrónico sin conocimientos avanzados de
informática. Realiza desde funciones lógicas, temporizaciones, conteos y otras
más potentes como cálculos matemáticos, algoritmos de regulaciones, etc.
La mayoría de los PLC’s están conformados por bloques de entrada o captadores,
a los que se conectan pulsadores, finales de carrera, fotocélulas, detectores e
infinidad de dispositivos de captura, los cuales son las entradas del equipo; por
otro lado, los bloques de salida o actuadores, a los que se conectan bobinas de
contacto, electroválvulas, lámparas, etc, de forma que la actuación de estos
últimos está en función de las señales de entrada que estén activadas en cada
momento, según el programa almacenado en la memoria del dispositivo.

µpPrograma
y memoria
del sistema
o firmware ROM (*)
Memoria
De Datos
RAM
Memoria
De Trabajo o
Usuario RAM
Otros Eloementos
Analogicosy
Digitales del
sistema
Área De La CPU
Área De Memorias
Bus - CPU
Fuente De
Alimentación
Interfaz
De unidad de
Programación
Interfaces
De
periféricos
Interfaces
De
Entradas y
Salidas
Entradas Salidas
Área de Interfaces Área de E/S
Red De
Alimentación
A unidad de
Programación
A
Periféricos De
Captadores
A ActuadoresA Bus
Externo
µpPrograma
y memoria
del sistema
o firmware ROM (*)
Memoria
De Datos
RAM
Memoria
De Trabajo o
Usuario RAM
Otros Eloementos
Analogicosy
Digitales del
sistema
Área De La CPU
Área De Memorias
Bus - CPU
Fuente De
Alimentación
Interfaz
De unidad de
Programación
Interfaces
De
periféricos
Interfaces
De
Entradas y
Salidas
Entradas Salidas
Área de Interfaces Área de E/S
Red De
Alimentación
A unidad de
Programación
A
Periféricos De
Captadores
A ActuadoresA Bus
Externo
Figura 01. Estructura de un Controlador Lógico Programable
1.2 ESTRUCTURA DE UN CONTROLADOR LÓGICO PROGRAMABLE.
Para explicar el funcionamiento del PLC, se pueden distinguir en las siguientes
estructuras.
Estructura externa
Estructura interna
Memoria
CPU
Unidades de entrada / salida
Interfaces
Equipos o unidades de programación
El usuario ingresa el programa a través del dispositivo adecuado (un cargador de
programa o PC) y éste es almacenado en la memoria de la CPU.
La CPU, que es el “cerebro” del PLC, procesa la información que recibe del
exterior a través de la interfaz de entrada y de acuerdo con el programa, activa
una salida a través de la correspondiente interfaz de salida.
Evidentemente, las interfaces de entrada y salida se encargan de adaptar las
señales internas a niveles de la CPU. Por ejemplo, cuando la CPU ordena la
activación de una salida, la interfaz adapta la señal y acciona un componente
(transistor, relé, etc.)
1.2.1 Estructura externa. Todos los PLC’s programables, poseen una de las
siguientes estructuras:
Compacta: En un solo bloque están todos lo elementos.
Modular: Existen dos tipos de estructuras:
Estructura americana: Separa las E / S del resto del PLC.
Estructura europea: Cada módulo es una función (fuente de alimentación,
CPU, E/S, etc.).
Exteriormente se encontrarán cajas que contienen una de estas estructuras, las
cuales poseen indicadores y conectores en función del modelo y fabricante.

Para el caso de una estructura modular se dispone de la posibilidad de fijar los
distintos módulos en rieles normalizados, para que el conjunto sea compacto y
resistente.
1.2.2 Estructura interna: Los elementos esenciales, que todo PLC programable
posee como mínimo, son los siguientes:
Sección de entradas: Se trata de líneas de entrada, las cuales pueden ser de
tipo digital o analógico. En ambos casos los rangos de tensión son diferentes,
éstos se encuentran en las hojas de características del fabricante. A estas líneas
se conectarán sensores, interruptores entre otros.
Sección de salidas: Son una serie de líneas de salida, que también pueden ser
de carácter digital o analógico. A estas líneas se conectarán los actuadores.
Unidad central de proceso (CPU): Se encarga de procesar el programa de
usuario que se le introduzca. Para ello se dispone de diversas zonas de memoria,
registros, e instrucciones de programa.
Adicionalmente, en determinados modelos más avanzados, se dispone de
funciones ya integradas en la CPU; como reguladores PID, control de posición,
otros.

Tanto las entradas como las salidas están aisladas de la CPU según el tipo de
PLC que se utilice. Normalmente se suelen emplear optó acopladores en las
entradas y relés/optó acopladores en las salidas.
Aparte de estos elementos se puede disponer de los siguientes:
Unidad de alimentación (algunas CPU la llevan incluida): Es la que convierte el
voltaje 110 VDC o 220 VDC a 24 VCC, que es con lo que finalmente trabaja la
mayoría de PLC.
Unidad o consola de programación: Que permitirá introducir, modificar y
supervisar el programa de usuario.
Dispositivos periféricos: Como nuevas unidades de E/S, más memoria,
unidades de comunicación en red, etc.
Interfaces: Facilitan la comunicación del PLC mediante enlace serie con otros
dispositivos (como un PC).

1.2.3 Memoria. Dentro de la CPU se dispone de un área de memoria, la cual se
emplea para diversas funciones:
Memoria del programa de usuario: Aquí se introduce el programa que el PLC va
a ejecutar cíclicamente.
Memoria de la tabla de datos: Se suele subdividir en zonas según el tipo de
datos (como marcas de memoria, temporizadores, contadores, etc.).
Memoria del sistema: Aquí se encuentra el programa en código máquina que
monitoriza el sistema (programa del sistema o software). Este programa es
ejecutado directamente por el microprocesador / microcontrolador que posea el
PLC.
Memoria de almacenamiento: Se trata de memoria externa que se emplea para
almacenar el programa de usuario, y en ciertos casos parte de la memoria de la
tabla de datos. Suele ser de uno de los siguientes tipos: EPROM, EEPROM, o
FLASH.
Cada PLC divide su memoria de esta forma genérica, haciendo subdivisiones
específicas según el modelo y fabricante.
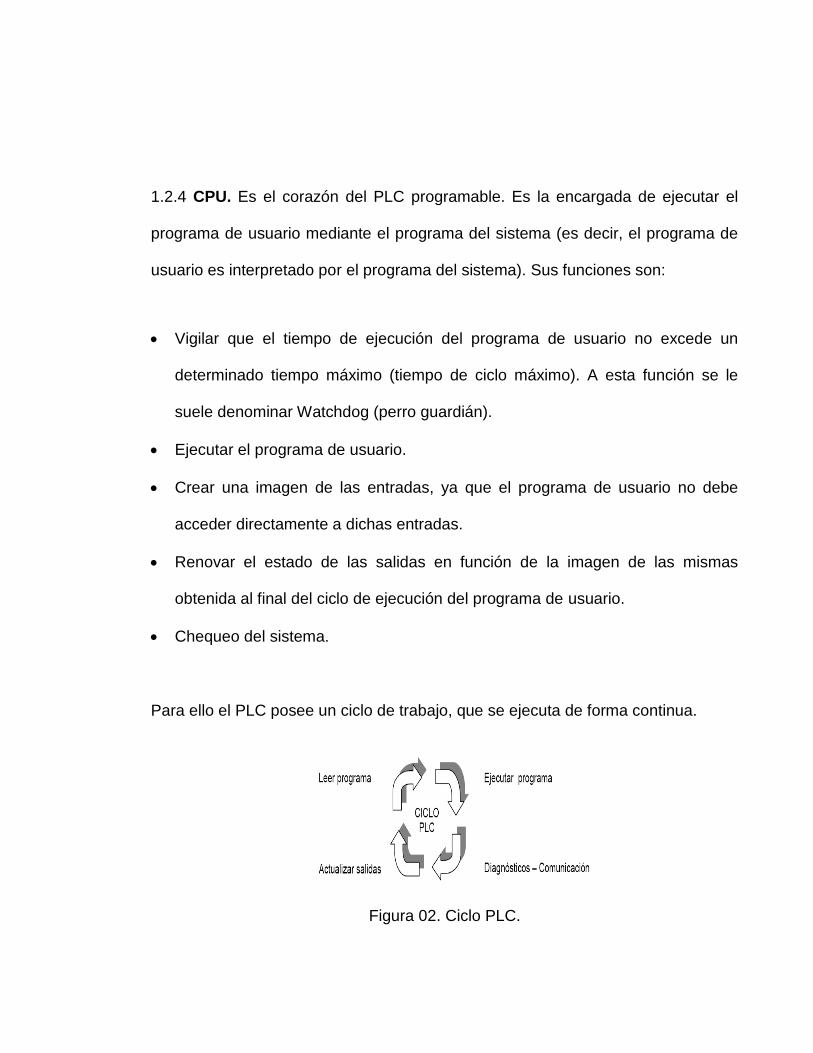
1.2.4 CPU. Es el corazón del PLC programable. Es la encargada de ejecutar el
programa de usuario mediante el programa del sistema (es decir, el programa de
usuario es interpretado por el programa del sistema). Sus funciones son:
Vigilar que el tiempo de ejecución del programa de usuario no excede un
determinado tiempo máximo (tiempo de ciclo máximo). A esta función se le
suele denominar Watchdog (perro guardián).
Ejecutar el programa de usuario.
Crear una imagen de las entradas, ya que el programa de usuario no debe
acceder directamente a dichas entradas.
Renovar el estado de las salidas en función de la imagen de las mismas
obtenida al final del ciclo de ejecución del programa de usuario.
Chequeo del sistema.
Para ello el PLC posee un ciclo de trabajo, que se ejecuta de forma continua.
Figura 02. Ciclo PLC.
1.2.5 Unidades de E / S. Generalmente encontraremos dos tipos de E / S:
Digital.
Analógica.
Las E/S digitales se basan en el principio de todo o nada, es decir, o no conducen
señal alguna o poseen un nivel mínimo de tensión. Estas E/S se manejan a nivel
de bit dentro del programa de usuario.
Las E/S analógicas pueden poseer cualquier valor dentro de un rango
determinado especificado por el fabricante. Se basan en conversores A/D y D/A
aislados de la CPU (ópticamente o por etapa de potencia). Estas señales se
manejan a nivel de byte o palabra (8/16 bits) dentro del programa de usuario.
Las E/S son leídas y escritas dependiendo del modelo y del fabricante, es decir,
pueden estar incluidas sus imágenes dentro del área de memoria o ser manejadas
a través de instrucciones específicas de E/S.
1.2.6 Interfaces. Todo PLC, salvo casos excepcionales, posee la virtud de poder
comunicarse con otros dispositivos (como un PC).
Lo normal es que posea una E/S serie del tipo RS-232 / RS-485.

A través de esta línea se pueden manejar todas las características internas del
PLC, incluido la programación del mismo, y suele emplearse para monitorización
del proceso en otro lugar separado.
1.2.7 Equipos o unidades de programación. El PLC debe disponer de alguna
forma de programación, la cual se suele realizar empleando alguno de los
siguientes elementos:
Unidad de programación: Suele ser en forma de calculadora. Es la forma más
simple de programar el PLC, y se suele reservar para pequeñas modificaciones
del programa o la lectura de datos en el mismo lugar donde se encuentra el PLC.
Consola de programación: Es un terminal a modo de ordenador que proporciona
una forma más cómoda de realizar el programa de usuario y observar parámetros
internos del PLC. Desfasado actualmente.
PC: Es el modo más potente y empleado en la actualidad. Permite programar
desde un computador personal estándar, con todo lo que ello supone:
Herramientas más potentes, posibilidad de almacenamiento en soporte magnético,
impresión, transferencia de datos, monitorización mediante software SCADA, etc.

1.3 NECESIDADES Y USOS DEL PLC
El PLC por sus especiales características de diseño tiene un campo de aplicación
muy extenso. La constante evolución del hardware y software amplía
constantemente este campo para poder satisfacer las necesidades que se
detectan en el espectro de sus posibilidades reales.
Un PLC programable suele emplearse en procesos industriales que tengan una o
varias de las siguientes necesidades:
Espacio reducido.
Procesos de producción periódicamente cambiantes.
Procesos secuenciales.
Maquinaria de procesos variables.
Instalaciones de procesos complejos y amplios.
Chequeo de programación centralizada de las partes del proceso.
Aplicaciones generales:
Maniobra de máquinas.
Maniobra de instalaciones.
Señalización y control.
Esto se refiere a los PLC’s programables industriales, dejando de lado los
pequeños PLC’s para uso más personal (que se pueden emplear, incluso, para

automatizar procesos en el hogar, como la puerta de una cochera o las luces de la
casa).
1.4 CAMPOS DE APLICACIÓN
Su utilización se da fundamentalmente en aquellas instalaciones en donde es
necesario un proceso de maniobra, control, señalización y otros, por tanto, su
aplicación abarca desde procesos de fabricación industriales de cualquier tipo a
transformaciones industriales, control de instalaciones, etc.
Las aplicaciones más generales son:
Sistemas de transporte: Gracias a su sencillez, permite programar y monitorear
rápidamente aplicaciones, como por ejemplo, cintas transportadoras. La
programación basada en “ arrastrar y soltar “ ayuda a configurar lógica de
marcha/paro para motores con mando por pulsador
y permite asimismo seleccionar contadores para supervisar el número de piezas.
Controles de entrada y salida: Gracias a su diseño compacto, permite además
una integración fácil en dispositivos de espacio reducido. Como ejemplo, se puede
detectar un vehículo tanto a la entrada como a la salida, abriendo o cerrando la
barrera automáticamente. La cantidad de vehículos estacionados resulta fácil de
comprobar programando simplemente un contador.
Sistemas de elevación: El potente juego de instrucciones de un PLC, permite
que controle una gran variedad de sistemas de elevación de material. La vigilancia
de secuencias de control (arriba/abajo) así como la capacidad de tomar decisiones
eficientes en cuanto a tareas de control complejas, son algunas de las tareas
asistidas por todas las instrucciones residentes en el PLC.
Otras aplicaciones: Cabe considerar algunas de las tareas de automatización,
para las que los PLC’s constituyen la solución ideal:
Líneas de ensamblaje
Sistemas de embalaje
Máquinas expendedoras
Controles de bombas

Mezclador
Equipos de tratamiento y manipulación de material
Maquinaria para trabajar madera
Otros.
1.5 VENTAJAS DE LOS PLC’S
No todos los PLC’s ofrecen las mismas ventajas sobre la lógica cableada, ello es
debido, principalmente, a la variedad de modelos existentes en el mercado y las
innovaciones técnicas que surgen constantemente.
Entre las ventajas se tienen:
Menor tiempo de elaboración de proyectos.
Posibilidad de agregar modificaciones sin costo, añadido otros
componentes.
Mínimo espacio de ocupación.
Menor costo de mano de obra.
Mantenimiento económico.
Mando remoto.
Posibilidad de gobernar varias máquinas con el mismo PLC.
Menor tiempo de puesta en funcionamiento.

Si el PLC queda pequeño para el proceso industrial puede seguir siendo de
utilidad en otras máquinas o sistemas automáticos.
2. ESTRUCTURA DE HARDWARE DEL PLC TWIDO
El PLC programable Twido consta de los siguientes componentes:
Unidad central de procesamiento (CPU), que constituye el “cerebro” del
sistema y toma decisiones con base en la aplicación del programa
introducido por el operario.
Módulo de entrada y salida análogas: Este módulo convierte las señales
digitales del PLC Twido en señales analógicas para el proceso. Es una
herramienta indispensable para convertidores de frecuencias, regulaciones,
etc. Se dispone de 3 canales y tiene una resolución de 4 bits, con
posibilidad de configuración para señales tipo tensión o corriente.
Modulo de visualización del operador: Es la forma más sencilla de
programar el PLC, permitiendo realizar la lectura de datos o pequeñas
modificaciones de programa en el sitio mismo del PLC.
Modulo de comunicaciones: Permite la comunicación con el PC u otro a
través de un segundo puerto RS 232.
Cable de programación: Permite la comunicación entre el PLC y el PC.
Existen otros componentes que se adaptan a los requerimientos de los usuarios:
Fuente de energía: esta puede ser comprada al fabricante del PLC o
fabricada por un electrónico, cumpliendo con las características requeridas
por el PLC.
Módulos de extensión adicional que permiten aumentar la capacidad de E/S
análogas y digitales del PLC.
En los módulos de entrada pueden ser conectados:
Sensores inductivos, capacitivos, ópticos
Interruptores
Pulsadores
Llaves
Finales de carrera
Detectores de proximidad
En los módulos de salida pueden ser conectados:

Contactores
Electroválvulas
Variadores de velocidad
Alarmas
A continuación se enunciaran los componentes necesarios para el montaje de un
PLC Twido, indicando su función, principales características y su respectiva
ilustración para mejor comprensión.
2.1 MODULO BASE TWDLMDA20DTK
Figura 03. Modulo Base Twido
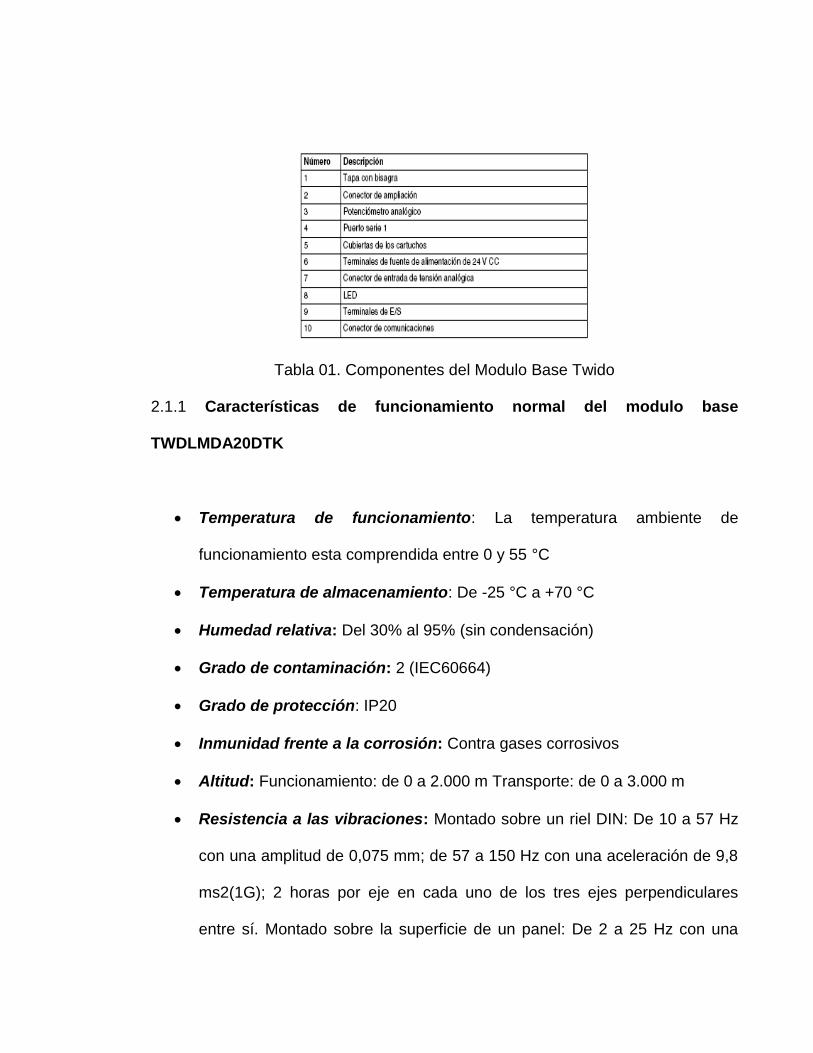
Tabla 01. Componentes del Modulo Base Twido
2.1.1 Características de funcionamiento normal del modulo base
TWDLMDA20DTK
Temperatura de funcionamiento: La temperatura ambiente de
funcionamiento esta comprendida entre 0 y 55 °C
Temperatura de almacenamiento: De -25 °C a +70 °C
Humedad relativa: Del 30% al 95% (sin condensación)
Grado de contaminación: 2 (IEC60664)
Grado de protección: IP20
Inmunidad frente a la corrosión: Contra gases corrosivos
Altitud: Funcionamiento: de 0 a 2.000 m Transporte: de 0 a 3.000 m
Resistencia a las vibraciones: Montado sobre un riel DIN: De 10 a 57 Hz
con una amplitud de 0,075 mm; de 57 a 150 Hz con una aceleración de 9,8
ms2(1G); 2 horas por eje en cada uno de los tres ejes perpendiculares
entre sí. Montado sobre la superficie de un panel: De 2 a 25 Hz con una

amplitud de 1,6 mm; de 25 a 100 Hz con una aceleración de 39,2 ms2(4G);
Lloyd's, 90 min. por eje en cada uno de los tres ejes perpendiculares entre
sí.
Resistencia a golpes: 147 ms2(15G), 11 ms de duración, 3 golpes por eje
en los tres ejes perpendiculares entre sí (IEC 61131).
Peso: 140g.
2.1.2 Características de la batería de seguridad
Elementos guardados: RAM interna: variables internas, bits y palabras,
temporizadores, contadores, registros de desplazamiento...
Duración: Aproximadamente 30 días a 25 °C después de haber cargado
totalmente la batería.
Tipo de batería: Acumulador de litio no intercambiable
Tiempo de carga: Aproximadamente 15 horas para cargar hasta el 90% de
la capacidad total.
Vida útil: 10 años
2.1.3 Características eléctricas
Tensión de red nominal: 24 V CC
Rango de tensión permitido: De 20,4 a 26,4 V CC (ondulación incluida)
Corriente de entrada máxima: Autómata más módulos de cuatro E/S, 15
W (26,4 V CC)
Interrupción momentánea de alimentación permitida: 10 ms (a 24 V CC)
Rigidez dieléctrica: Entre los terminales de alimentación y los de tierra:
500 V CA, 1 minuto Entre los terminales de E/S y los de tierra: 1.500 V CA,
1 minuto
Resistencia de aislamiento: Entre los terminales de alimentación y los de
tierra: mínimo 10 MΩ (500 V CC) Entre los terminales de E/S y los de tierra:
mínimo 10 MΩ (500 V CC)
Resistencia a ruidos: Terminales de alimentación de CC: 1 kV, de 50 ns a
1 µs Terminales de E/S (abrazadera de unión): 1,5 kV, de 50 ns a 1 µs
Cable de puesta a tierra: 0,33 mm2(UL1015 22 AWG), 0,82 mm2(UL1007
18 AWG)
Cable de alimentación: 0,33 mm2(UL1015 22 AWG), 0,82 mm2(UL1007
18 AWG)
2.1.4 Características de entrada CC
Número de entrada: 12 entradas con común

Tensión de entrada nominal: Señal de entrada de lógica positiva/negativa
de 24 V CC.
Rango de tensión de entrada: de 20,4 a 26,4 V CC
Corriente de entrada nominal: I0, I1, I6, I7: 5 mA/entrada (24 V CC). De I2
a I5, de I8 a I23: 7 mA/entrada (24 V CC).
Impedancia de entrada: I0, I1, I6, I7: 5,7 kΩ De I2 a I5, de I8 a I23: 3,4 kΩ
Tiempo de encendido (ON Time): De I0 a I7 35 µs + valor de filtrado. De
I8 a I23 40 µs + valor de filtrado
Tiempo de apagado (OFF Time): I0, I1, I6, I7: 45 µs + valor de filtrado. De
I2 a I5, de I8 a I23: 150 µs + valor de filtrado.
Aislamiento: Entre los terminales de entrada: no aislado Circuito interno:
fotoacoplador aislado
Filtrado: De I0 a I11 y de I12 a I23
Tipo de entrada: Tipo 1 (IEC 61131).
Carga externa para interconexión de E/S: No es necesaria.
Método de determinación de señales: Estático
Efecto de una conexión de entradas incorrecta: Se pueden conectar
señales de entrada tanto de lógica positiva como de lógica negativa. Sin
embargo, si se aplica alguna entrada que supere el valor nominal, pueden
producirse daños permanentes.
Longitud de cable: 3 m para cumplir la inmunidad electromagnética.

Número medio de conexiones y desconexiones en el conector: 100
veces mínimo
2.1.5 Esquema de cableado del modulo base
Figura 04. Esquema de cableado del modulo base
El esquema de cableado es solo externo.
Los números I y Q son entradas y salidas en el PLC.
Los terminales COM (+) están conectados entre sí internamente.
Los terminales COM y COM (+) no están conectados entre sí internamente.
Los terminales -V están conectados entre sí internamente.
Conecte un fusible adecuado para la carga.
2.2 MODULO DE E/S ANALÓGICAS TWDALM3HT

Figura 05. Modulo E/S analógicas
Tabla 02. Componentes del Modulo de E/S análogas.
2.2.1 Características generales de los módulos de E/S analógicas
Tensión de red nominal: 24 V CC
Rango de tensión permitido: de 20,4 a 28,8 V CC
Número medio de conexiones y desconexiones del conector: 100
veces mínimo
Llamada de corriente interna - fuente de alimentación interna: 50 mA (5
V CC), 0 mA (24 V CC)
Llamada de corriente interna - fuente de alimentación externa: 40 mA
(24 V CC)
Peso: 85 g
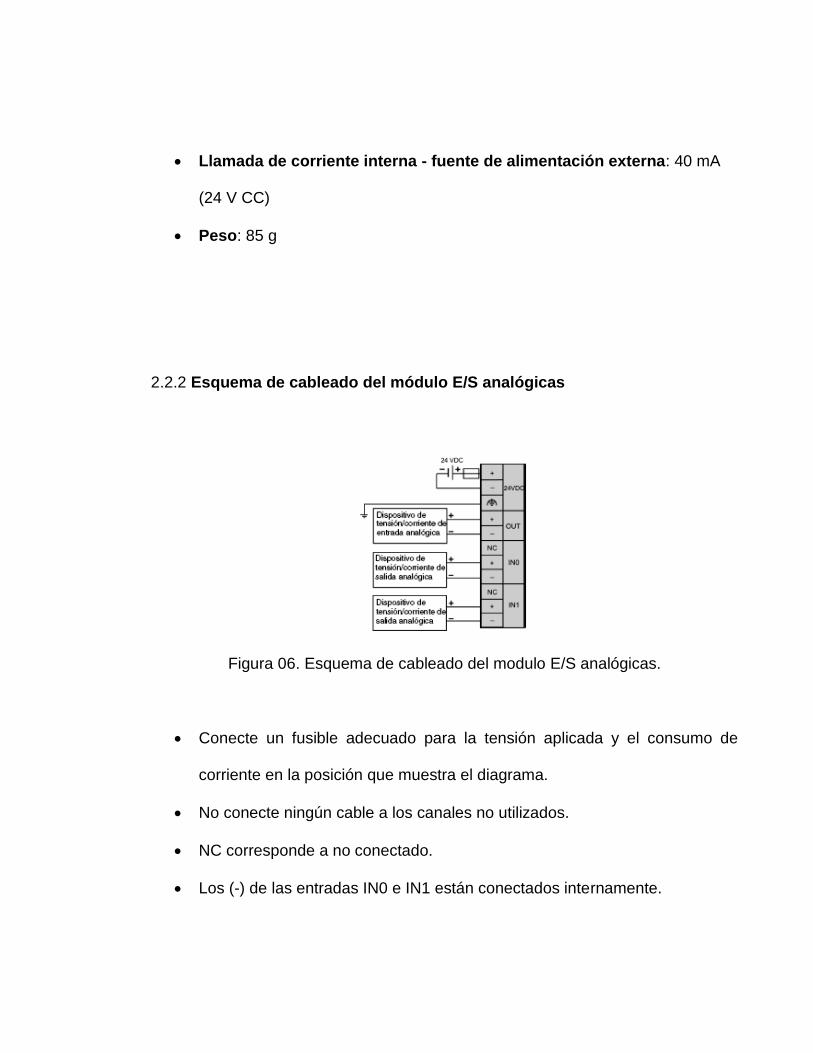
2.2.2 Esquema de cableado del módulo E/S analógicas
Figura 06. Esquema de cableado del modulo E/S analógicas.
Conecte un fusible adecuado para la tensión aplicada y el consumo de
corriente en la posición que muestra el diagrama.
No conecte ningún cable a los canales no utilizados.
NC corresponde a no conectado.
Los (-) de las entradas IN0 e IN1 están conectados internamente.

2.3 MÓDULO DE AMPLIACIÓN DE COMUNICACIONES TWDNOZ232D
Figura 07. Módulo de ampliación de comunicaciones
Tabla 03. Componentes del Modulo de Comunicaciones

2.3.1 Características técnicas de los adaptadores de comunicación y de los
módulos de ampliación
Tasa de baudios máxima: 19.200 bps
Comunicación Modbus (RTU master/slave): Posible
Comunicación ASCII: Posible
Comunicación remota: Imposible
Longitud máxima del cable: Distancia máxima entre el PLC base y el PLC
remoto: 10 m
Separación de potencial entre el circuito interno y el puerto de
comunicaciones: Sin separación de potencial
2.4 MÓDULO DE AMPLIACIÓN DE VISUALIZACIÓN DEL OPERADOR
TWDXCPODM.

Figura 08. Módulo visualización del operador
Tabla 04. Componentes del Modulo de Visualización

2.4.1 Características generales del Modulo de visualización del operador
Peso: 78 g
Llamada de corriente interna: 200 mA CC
2.5 CABLE DE E/S AL MODULO BASE TWDFCW30M 02
Figura 09. Cable de E/S digitales del Modulo Base
Características
La tabla siguiente contiene las características del cable TWDFCW30M 02 con
conductores libres para controladores modulares de 26 pins.

Conector de pin A, Lado del
conector Twido
Color del conductor para
la entrada
Color del conductor para
la salida
Entrada/ salida
26 Marrón/Negro I0
24 Marrón/Rojo I1
22 Marrón/Azul I2
20 Rosa/Marrón I3
18 Gris/Marrón I4
16 Amarillo/Marrón I5
14 Marrón/Verde I6
12 Rojo/Azul I7
10 Violeta I8
8 Rojo I9
6 Rosa I10
4 Amarillo I11
2 Marrón COM
Conector de pin A, Lado del
conector Twido
Color del conductor para
la entrada
Color del conductor para
la salida
Entrada/ salida
25 Blanco/Negro Q0
23 Blanco/Rojo Q1
21 Blanco/Azul Q2
19 Blanco/Rosa Q3
17 Blanco/Gris Q4
15 Blanco/Amarillo Q5
13 Blanco/Verde Q6
11 Gris/Rosa Q7
9 Sin conexión COM (+)
7 Azul COM (+)
5 Gris COM (+)
3 Verde -V
1 Blanco -V
Tabla 05. Características del cable TWDFCW30M 02.

2.6 CABLE DE COMUNICACIONES
Figura 10. Cable de comunicaciones
Descripción
El cable de comunicaciones esta compuesto por un conector hembra D-sub de
nueve pines, el cual va conectado al PC. Un conmutador rotativo, el cual se
establece en la posición dos para el PLC Twido. Un conector macho miniDin el
cual se conecta al puerto serie del PLC.
2.7 FUENTE DE ALIMENTACIÓN

Figura 11. Fuente de alimentación
2.7.1 Características de la fuente de alimentación
Tensión de fuente de alimentación:
o Tensión de red nominal: 24 V CC.
o Rango permitido: de 20,4 a 26,4 V CC
o La detección de la ausencia de alimentación eléctrica depende del nombre
de entradas y de salidas utilizadas. En general, se detecta una ausencia de
alimentación eléctrica cuando la tensión cae por debajo de 20,4 V CC y el
PLC se detiene para evitar un funcionamiento incorrecto.
Nota: Las interrupciones momentáneas de alimentación de 10 ms o menos a
24 V CC no se reconocen como fallo.

3. DIMENSIONES DEL PLC TWIDO
Las dimensiones del PLC Twido varían acuerdo a la cantidad de módulos de
expansión que sean instalados adicionalmente, para el proyecto se trabajo sobre
la base de tres módulos, intercambiando el modulo de visualización por el de
comunicaciones RS 232 teniendo presente los requerimientos de momento.
3.1 DIMENSIONES DEL PLC TWIDO
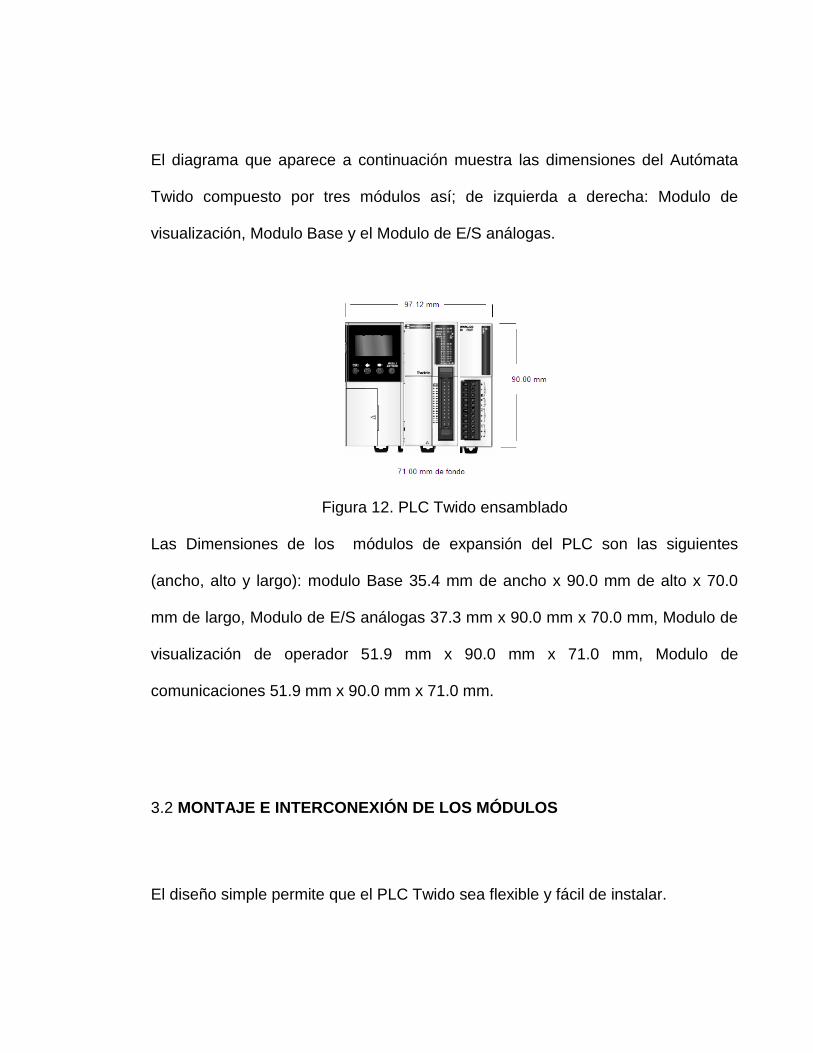
El diagrama que aparece a continuación muestra las dimensiones del Autómata
Twido compuesto por tres módulos así; de izquierda a derecha: Modulo de
visualización, Modulo Base y el Modulo de E/S análogas.
Figura 12. PLC Twido ensamblado
Las Dimensiones de los módulos de expansión del PLC son las siguientes
(ancho, alto y largo): modulo Base 35.4 mm de ancho x 90.0 mm de alto x 70.0
mm de largo, Modulo de E/S análogas 37.3 mm x 90.0 mm x 70.0 mm, Modulo de
visualización de operador 51.9 mm x 90.0 mm x 71.0 mm, Modulo de
comunicaciones 51.9 mm x 90.0 mm x 71.0 mm.
3.2 MONTAJE E INTERCONEXIÓN DE LOS MÓDULOS
El diseño simple permite que el PLC Twido sea flexible y fácil de instalar.
Para el montaje en el riel DIN los módulos son enganchados de la parte superior
del riel, ajustándola hasta el tope, igualmente en la parte inferior, la ventaja más
significativa en el montaje es que no requiere de tornillos para su instalación.
En cuanto a la interconexión de módulos se refiera, éstos llevan incorporados
slot’s en los costados que permite una fácil conexión sin cables, requiriendo una
pequeña presión, así mismo traen unos ganchos que terminan asegurando los
módulos un pequeño “click”, brindando mayor seguridad al proceso de ensamble y
Comunicación del PLC.
3.2.1 Procedimiento de ensamblaje de un PLC Twido
Existen dos configuraciones posibles para el PLC Twido adquirido para el presente
proyecto; la configuraron de la izquierda corresponde a un PLC con modulo de
visualización y la configuración de la derecha corresponde a un PLC con un
modulo de expansión RS 232.
1. Extraer la cubierta del conector de comunicaciones situada en el lateral
izquierdo del controlador modular.

2. Asegurarse de que el botón de retención negro del módulo de ampliación
de visualización del operador (izquierdo) o el modulo de comunicaciones
(derecho) se encuentre en la posición superior.
Figura 13. Ensamble del PLC, paso 2
3. Alinear la abertura del conector del lateral izquierdo del controlador modular
con el conector del lateral derecho del módulo de ampliación de
visualización del operador o el modulo de comunicaciones.
Figura 14. Ensamble del PLC, paso 3
4. Presionar el módulo de ampliación de visualización del operador o el
modulo de comunicaciones contra el controlador modular hasta oír un "clic".

5. Colocar el botón de retención negro de la parte superior del módulo en la
posición inferior para asegurar el módulo de expansión en el controlador
modular.
Figura 15. Ensamble del PLC, paso 5
6. Asegurarse de que el botón de retención negro del modulo de E/S análogas
se encuentre en la posición superior.
7. Alinear la abertura del conector del lateral izquierdo del controlador modular
con el conector del lateral derecho del módulo de ampliación de
visualización del operador o el modulo de E/S análogas.

Figura 16. Ensamble del PLC, paso 7
8. Presionar el módulo de ampliación de E/S análoga contra el controlador
modular hasta oír un "clic".
9. Colocar el botón de retención negro de la parte superior del módulo en la
posición inferior para asegurar el módulo en el controlador modular.
Figura 17. Ensamble del PLC, paso 9
10. Instale el PLC en un riel tipo DIN
3.3 INSTALACIÓN DE UN PLC TWIDO EN UN RIEL DIN.
A continuación se ilustran los pasos necesarios para el montaje de un PLC Twido
en un riel tipo DIN.
1. Asegurar el riel DIN a un panel utilizando tornillos.
2. Bajar la abrazadera de la parte inferior del PLC y del módulo
Ensamblado.

Figura 18. Instalación de un Autómata Twido en un riel DIN, paso 2
3. Colocar la ranura superior del PLC y del módulo en el riel DIN y presionar
contra el riel.
Figura 19. Instalación de un PLC Twido en un riel DIN, paso 3
4. Empujar la abrazadera hacia arriba para bloquear el PLC en el riel DIN.
5. Colocar abrazaderas de montaje a ambos lados de los módulos para que el
sistema no se mueva hacia los lados.
3.4 EXTRACCIÓN DE UN PLC DE UN RIEL DIN.
A continuación se ilustran los pasos necesarios para el desmonte de un PLC
Twido en un riel tipo DIN.
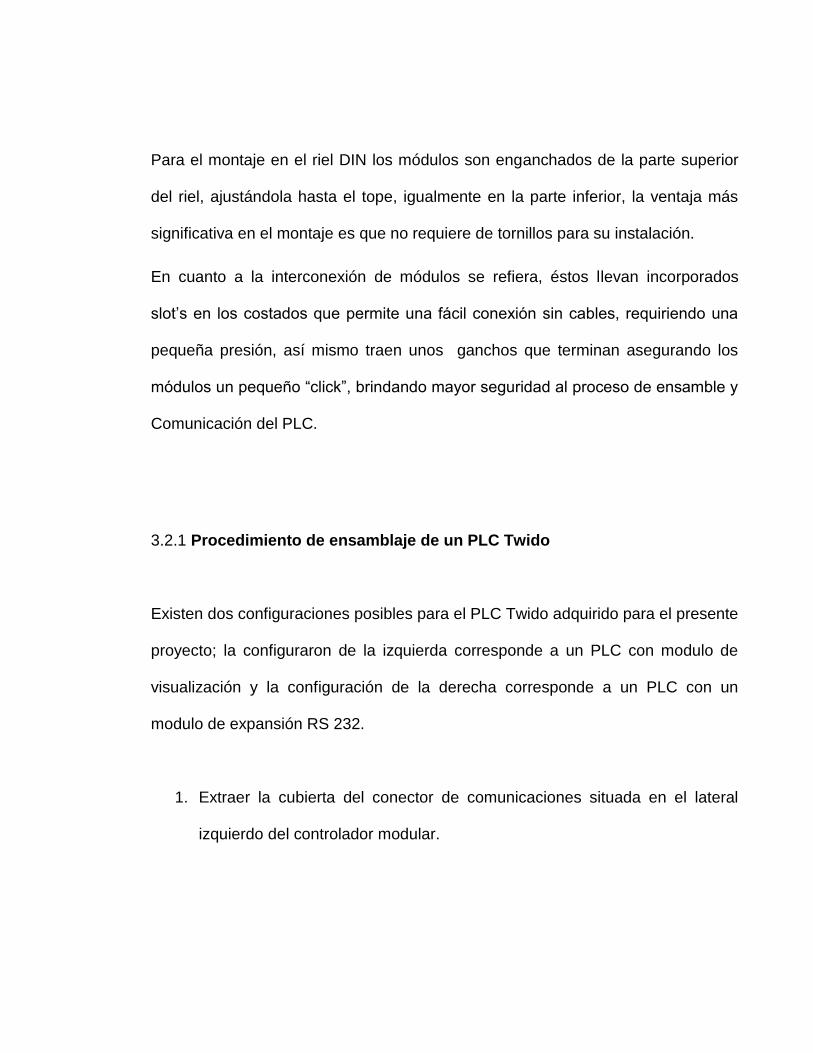
1. Introducir un destornillador plano en el slot de la abrazadera.
Figura 20. Extracción de un PLC Twido de un riel DIN, paso 1
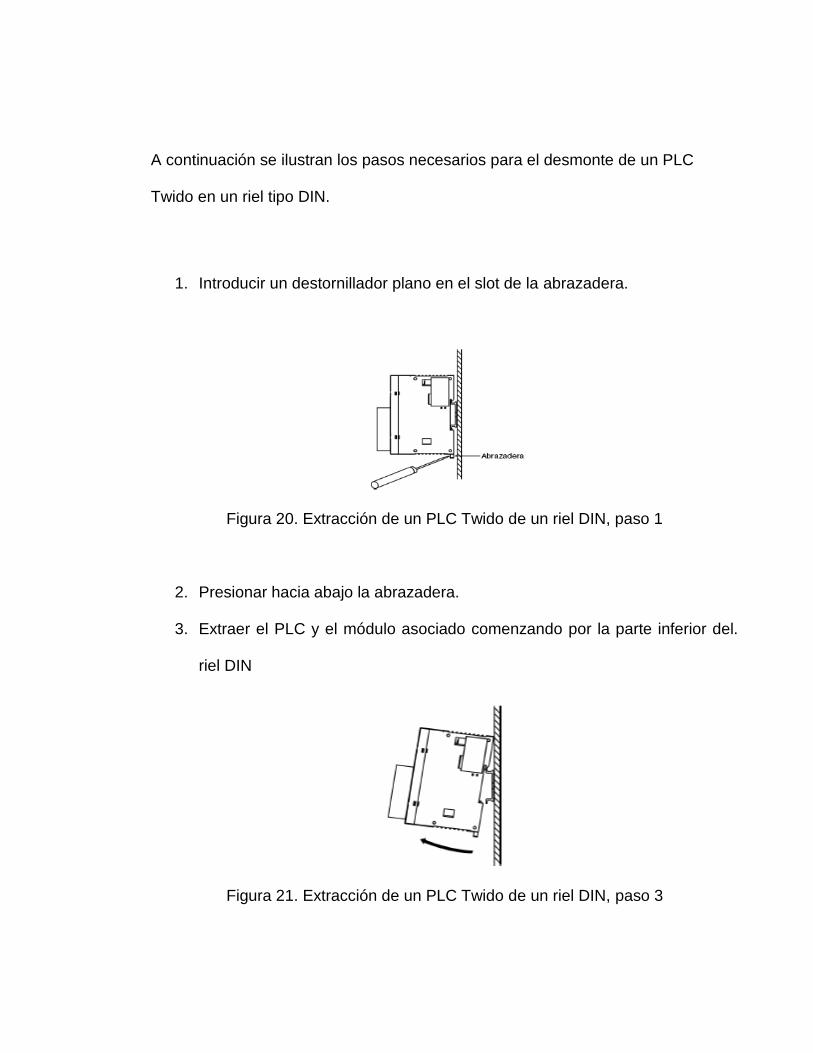
2. Presionar hacia abajo la abrazadera.
3. Extraer el PLC y el módulo asociado comenzando por la parte inferior del.
riel DIN
Figura 21. Extracción de un PLC Twido de un riel DIN, paso 3

4. BANCO DE PRÁCTICAS.
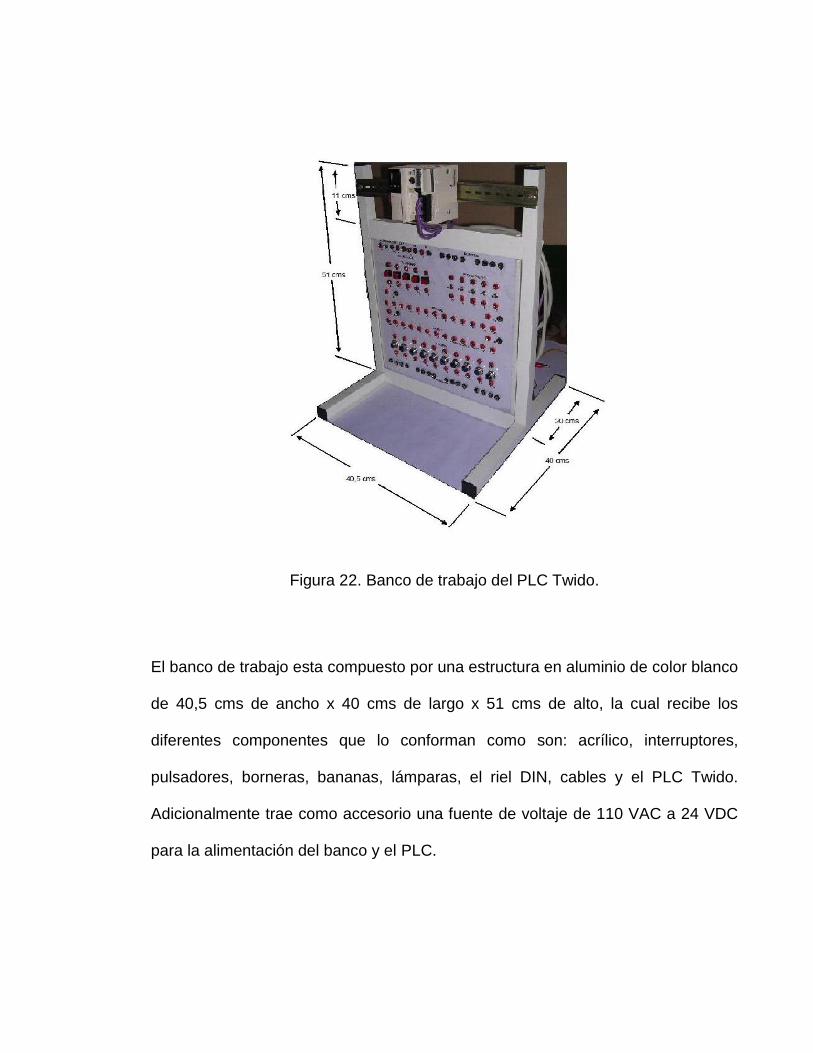
Figura 22. Banco de trabajo del PLC Twido.
El banco de trabajo esta compuesto por una estructura en aluminio de color blanco
de 40,5 cms de ancho x 40 cms de largo x 51 cms de alto, la cual recibe los
diferentes componentes que lo conforman como son: acrílico, interruptores,
pulsadores, borneras, bananas, lámparas, el riel DIN, cables y el PLC Twido.
Adicionalmente trae como accesorio una fuente de voltaje de 110 VAC a 24 VDC
para la alimentación del banco y el PLC.

Descripción del panel frontal del Banco de trabajo.
En el panel encontramos los siguientes componentes:
05 pulsadores, los cuales son identificados con la nomenclatura P1, P2,…,
P5 y 05 interruptores los cuales se identifican con la nomenclatura I1, I2,…,
I5; los cuales representaran las entradas al PLC.
10 lámparas de 24 VDC identificadas con la nomenclatura L, L2, L3,…, L10;
las cuales representaran las salidas del PLC.
04 salidas de 24VDC para la manipulación de las entradas (pulsadores y/o
interruptores), las salidas (lámparas) y la alimentación del PLC.
20 borneras de conexión o derivación cuando el circuito lo requiera.
Así mismo el panel posee las siguientes características:
Las entradas y salidas análogas se encuentran en la parte superior
izquierda.
Todas las salidas análogas y digitales del PLC van conectadas
independientemente.
Todas las entradas análogas y digitales del PLC van conectadas
independientemente.
Las tres salidas digitales (COM +) están conectadas entre si y van
conectadas a +24 VDC.
Las dos salidas digitales –V están conectadas entre si y van conectadas a -
24VDC.
Las entradas digitales se identifican con I0, I1, I2,…, I11.
Las salidas del PLC se identifican con Q0, Q1, Q2,…, Q7.
4.1 CONEXIÓN DEL PLC TWIDO AL PC
La conexión PLC al PC se puede realizar de dos formas (por cable o por línea
telefónica utilizando un modem), para el presente proyecto utilizaremos la
configuración por Cable de comunicación (TSXPCX1031).
El PC se conecta al PLC Twido a través de un cable de Comunicación, este se
conecta desde el puerto serial RS232 del PC a la PLC Twido por medio del puerto
RS485.
El diagrama siguiente muestra un ejemplo de conexión del cable de comunicación
de un PC a un PLC Twido.
NOTA: No conecte el cable de comunicación al PLC antes de conectarlo
al PC. Siempre debe conectarlo al PC en primer lugar.

Figura 23. Conexión del PLC Twido al PC
5. RECOMENDACIONES PARA EL ENSAMBLAJE Y PUESTA EN
MARCHA DEL PLC POR PRIMERA VEZ
5.1 RECOMENDACIONES PARA LA OPERACIÓN DEL EQUIPO

Asegúrese de conectar el conductor de puesta a tierra correctamente.
Guarde el espacio adecuado para que haya una correcta ventilación y para
mantener la temperatura ambiente entre 0 °C y 55 °C.
No coloque dispositivos que desprendan calor, como transformadores
y fuentes de alimentación, debajo o a los costados del PLC Twido.
El mantenimiento de equipos eléctricos deberá ser realizado sólo por
personal cualificado.
Las personas responsables de la aplicación, la implementación y el uso de
este equipo deben asegurarse de que se hayan tenido en cuenta todas las
consideraciones de diseño necesarias y se hayan respetado totalmente las
leyes, los requisitos de seguridad y de rendimiento, las regulaciones, los
códigos y las normas aplicables.
Desconecte la alimentación antes de instalar, desmontar, cablear o realizar
labores de mantenimiento.
Este producto no está diseñado para su uso en condiciones peligrosas para
la seguridad. En caso de que exista riesgo para el personal o los equipos,
utilice los dispositivos de bloqueo de seguridad adecuados.
No desmonte, repare o modifique los módulos.
Este controlador está diseñado para su uso dentro de una caja.
Instale los módulos en las condiciones de funcionamiento descritas.

Utilice la alimentación de sensores sólo para alimentar los sensores
conectados al módulo.
Cuando manipule los cartuchos, no toque los pins. Los elementos eléctricos
del cartucho son sensibles a la electricidad estática. Utilice procedimientos
adecuados cuando manipule un cartucho.
Utilice un fusible en la línea de alimentación y en el circuito de salida para
responder a las necesidades de tensión y corriente.
5.2 PROCEDIMIENTO DE ARRANQUE DEL PLC POR PRIMERA VEZ
5.2.1 Autodiagnóstico de arranque
En el momento del arranque, firmware realizará pruebas para garantizar el
correcto funcionamiento del controlador. Se evaluará a cada uno de los principales
componentes del hardware. Esto incluye a la memoria de señal y PROM
integrados.
Más adelante, durante la secuencia de arranque, se evaluará la aplicación
utilizando una suma de control, antes de ejecutarla.

5.2.2 Procedimiento de arranque por primera vez
Hay cuatro LED de estado que muestran el estado del controlador. El LED con la
etiqueta PWR supervisa directamente la alimentación que recibe el controlador. La
aplicación no puede cambiarlo y el firmware Executive no puede modificarlo.
La primera vez que se arranca un controlador, estará en un estado no configurado
y sin ninguna programación de aplicación. Este estado está indicado por un LED
ERR intermitente. Si el LED ERR no parpadea o alguno de los LED de entrada/
salida están iluminados sin presencia de una señal externa, desconecte la
alimentación antes de instalar, desmontar, cablear o realizar labores de
mantenimiento.
5.2.3 Solución de problemas utilizando los LED del controlador
Esta sección contiene información sobre el estado de funcionamiento del
controlador y sobre la solución de problemas utilizando los LED.
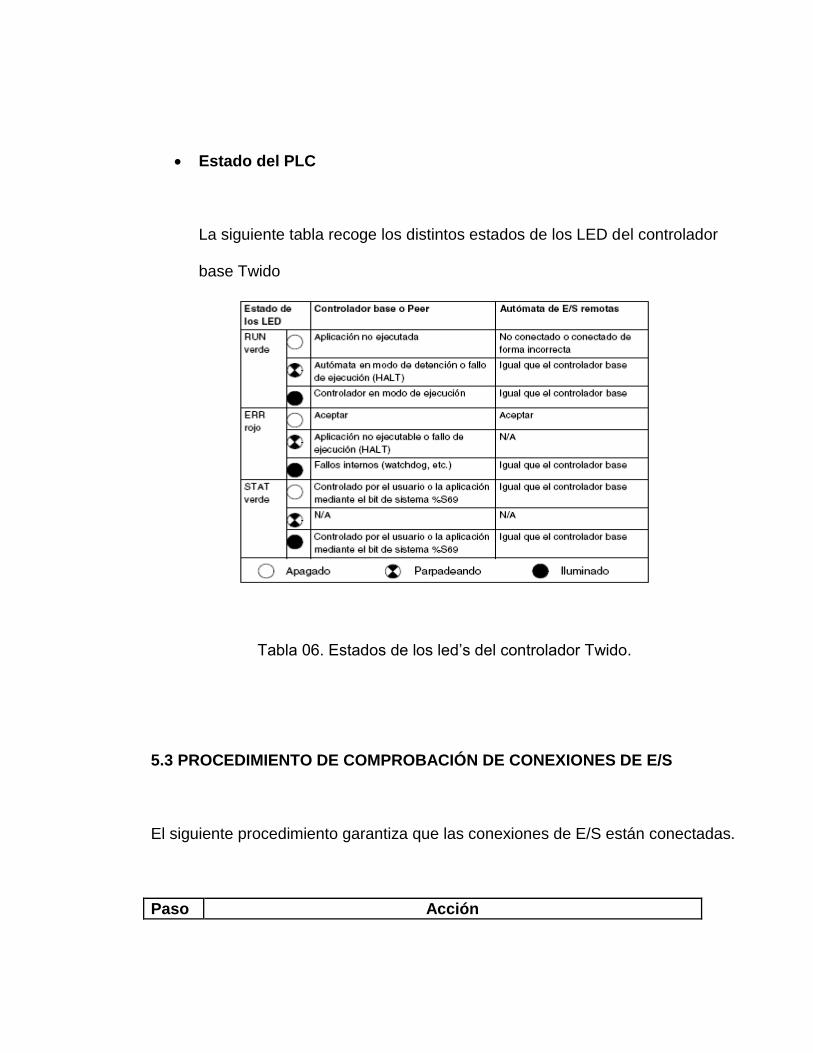
Estado del PLC
La siguiente tabla recoge los distintos estados de los LED del controlador
base Twido
Tabla 06. Estados de los led’s del controlador Twido.
5.3 PROCEDIMIENTO DE COMPROBACIÓN DE CONEXIONES DE E/S
El siguiente procedimiento garantiza que las conexiones de E/S están conectadas.
Paso Acción
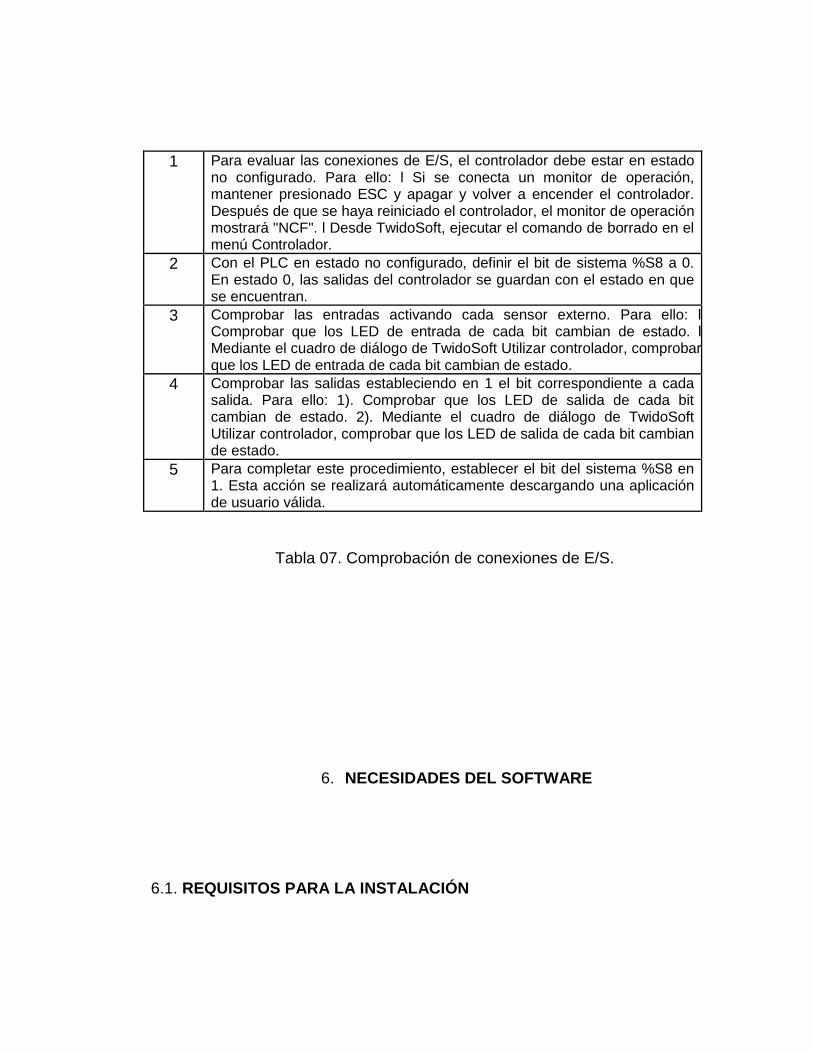
1 Para evaluar las conexiones de E/S, el controlador debe estar en estado no configurado. Para ello: l Si se conecta un monitor de operación, mantener presionado ESC y apagar y volver a encender el controlador. Después de que se haya reiniciado el controlador, el monitor de operación mostrará "NCF". l Desde TwidoSoft, ejecutar el comando de borrado en el menú Controlador.
2 Con el PLC en estado no configurado, definir el bit de sistema %S8 a 0. En estado 0, las salidas del controlador se guardan con el estado en que se encuentran.
3 Comprobar las entradas activando cada sensor externo. Para ello: l Comprobar que los LED de entrada de cada bit cambian de estado. l Mediante el cuadro de diálogo de TwidoSoft Utilizar controlador, comprobar que los LED de entrada de cada bit cambian de estado.
4 Comprobar las salidas estableciendo en 1 el bit correspondiente a cada salida. Para ello: 1). Comprobar que los LED de salida de cada bit cambian de estado. 2). Mediante el cuadro de diálogo de TwidoSoft Utilizar controlador, comprobar que los LED de salida de cada bit cambian de estado.
5 Para completar este procedimiento, establecer el bit del sistema %S8 en 1. Esta acción se realizará automáticamente descargando una aplicación de usuario válida.
Tabla 07. Comprobación de conexiones de E/S.
6. NECESIDADES DEL SOFTWARE
6.1. REQUISITOS PARA LA INSTALACIÓN
TwidoSoft es un entorno de desarrollo gráfico para crear, configurar y gestionar
aplicaciones para los PLC’s programables Twido. TwidoSoft es un programa
basado en Windows de 32 bits para un ordenador personal (PC) que se ejecute
con los sistemas operativos Microsoft Windows 98 segunda edición o Microsoft
Windows 2000 Professional, así mismo Microsoft Internet Explorer 5.0 o 4.0,
Protocolo TCP/IP. Las versiones de TwidoSoft superiores o iguales a 1.13
funcionan también con Microsoft Windows XP.
Las principales funciones del software TwidoSoft son:
Interfase de usuario estándar de Windows
Programación y configuración de PLC’s Twido
Control y comunicaciones del PLC
El software TwidoSoft incluye un programa SETUP que ejecuta automáticamente
la instalación. Los mensajes que van apareciendo en pantalla guían al usuario
paso a paso a través de todo el proceso de instalación
6.1.1 Capacidad requerida del PC.

TwidoSoft deberá instalarse en un procesador Pentium de 300 Mhz y disponer de
unos 128 MB, menos la memoria principal para crear archivos de intercambio
TwidoSoft (es decir, aprox. 32 MB con una memoria principal de 32 MB).
Se habrán de reservar aproximadamente 40 MB para los datos de usuario.
Como mínimo se requiere 1 MB libre en la unidad C: para el programa de
instalación Setup (los archivos del setup se borran al terminar la instalación).
7. UTILIZACION DEL SOFTWARE DE PROGRAMACIÓN TWIDOSOFT

TwidoSoft proporciona una interfase de usuario intuitiva basada en Windows,
compuesta por funciones de Windows estándar, incluida información sobre
herramientas y una ayuda en línea.
7.1 CONCEPTOS BÁSICOS DE TWIDOSOFT
En esta sección se indican los elementos básicos de la interfase que permiten
utilizar TwidoSoft.
Navegador de aplicación: Utilice el navegador de aplicación para ver,
configurar, programar y gestionar una aplicación. Puede emplear de forma
fácil los mismos comandos que los disponibles en los menús. Configure el
hardware mediante una representación gráfica de los PLC’s, las E/S de
ampliación y las opciones.
Asignación de memoria: Compruebe el indicador de evaluación de la
memoria de la barra de estado (visible en el editor de memoria) para ver el
porcentaje de la memoria total que emplea el programa. A medida que la
memoria disponible va reduciéndose, aparece una advertencia.

Modos online y offline: En modo offline, TwidoSoft no está conectado al
PLC y los cambios sólo pueden realizarse en la aplicación de la memoria
del PC. Utilice el modo offline para desarrollar y configurar una aplicación.
En el modo online, TwidoSoft está conectado directamente al PLC y los
cambios pueden realizarse en la aplicación de la memoria del PLC. Utilice
el modo online para ejecutar el PLC y para depurar y modificar una
aplicación.
Protección de la aplicación: Una aplicación puede protegerse para evitar
la visualización, modificación o duplicación no autorizadas.
7.2 VENTANA PRINCIPAL
La ventana principal de TwidoSoft proporciona fácil acceso a los menús y
comandos, ventanas y barras de herramientas, y vistas de una aplicación.

Figura 24. Ventana principal de TwidoSoft
7.2.1 Descripción de la ventana principal
En la tabla siguiente se describen los componentes de la ventana principal.
Tabla 08. Descripción de la ventana principal

7.2.2 Navegador de aplicación
El Navegador de aplicación es una ventana adicional que proporciona una vista
en árbol de una aplicación. Las ventanas y las barras de herramientas flotantes
pueden trasladarse y colocarse en los bordes de una ventana principal. Los
elementos de una aplicación aparecen en orden lógico dependiendo su relación
dentro de la aplicación. Los elementos se organizan en una estructura en árbol
que se puede ampliar o reducir. El navegador de aplicación organiza los
elementos de la aplicación de tal modo que no sea necesario buscarlos de manera
individual.
7.2.2.1 Ventana del Navegador de aplicación
La ilustración siguiente muestra un ejemplo del Navegador de aplicación. Las
selecciones de cada aplicación varían según la configuración.

Figura 25.Ventana del navegador de aplicación.
7.2.2.2 Descripción del Navegador de aplicación
En la tabla siguiente se describen los componentes del Navegador de aplicación.

Tabla 09. Navegador de aplicaciones.
7.2.3 Barra de estado
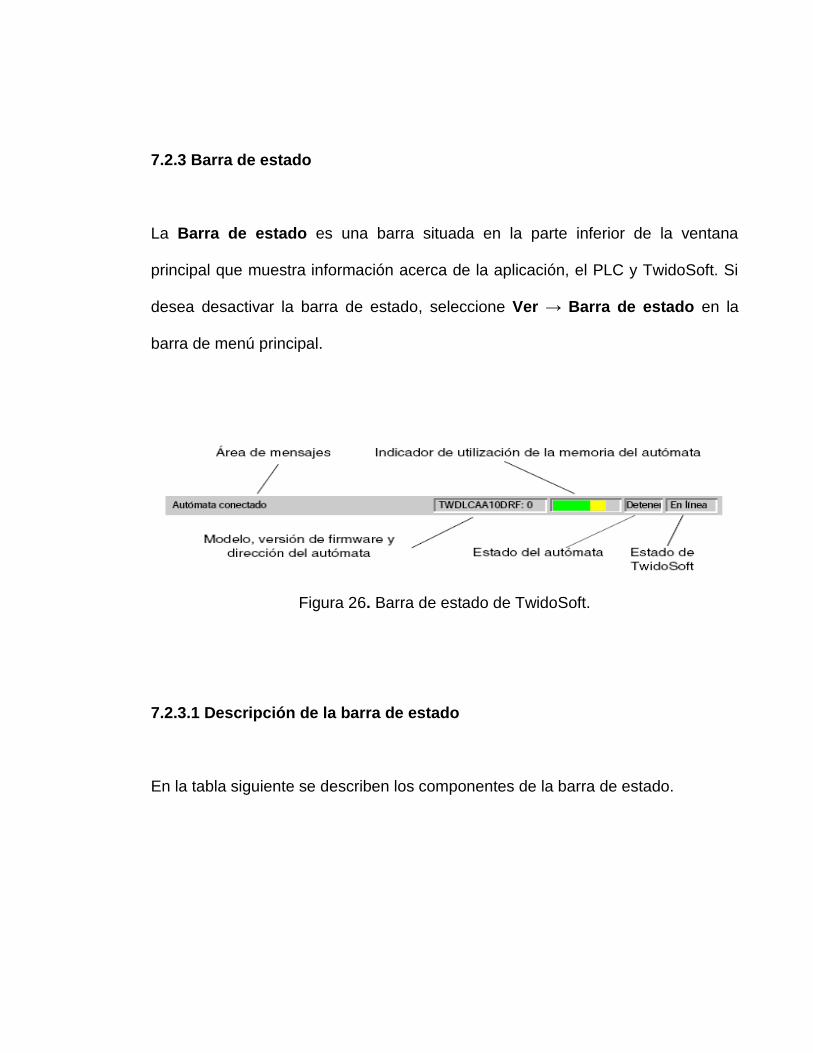
La Barra de estado es una barra situada en la parte inferior de la ventana
principal que muestra información acerca de la aplicación, el PLC y TwidoSoft. Si
desea desactivar la barra de estado, seleccione Ver → Barra de estado en la
barra de menú principal.
Figura 26. Barra de estado de TwidoSoft.
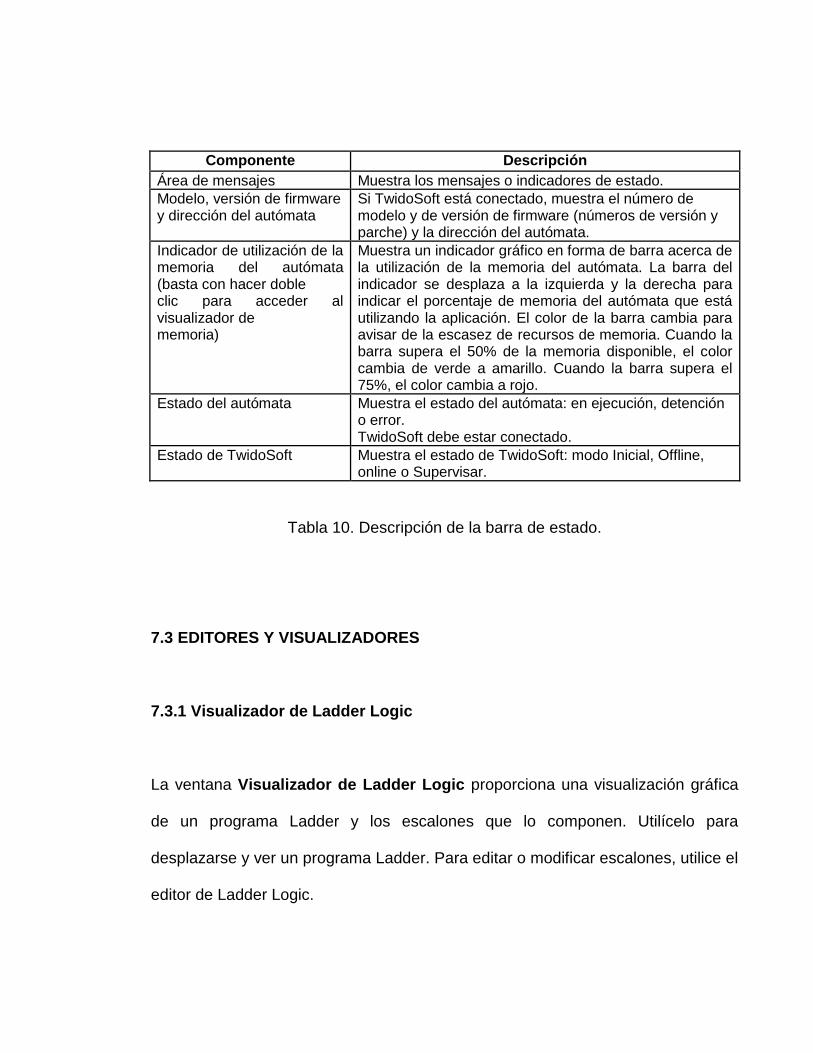
7.2.3.1 Descripción de la barra de estado
En la tabla siguiente se describen los componentes de la barra de estado.
Componente Descripción
Área de mensajes Muestra los mensajes o indicadores de estado.
Modelo, versión de firmware y dirección del autómata
Si TwidoSoft está conectado, muestra el número de modelo y de versión de firmware (números de versión y parche) y la dirección del autómata.
Indicador de utilización de la memoria del autómata (basta con hacer doble clic para acceder al visualizador de memoria)
Muestra un indicador gráfico en forma de barra acerca de la utilización de la memoria del autómata. La barra del indicador se desplaza a la izquierda y la derecha para indicar el porcentaje de memoria del autómata que está utilizando la aplicación. El color de la barra cambia para avisar de la escasez de recursos de memoria. Cuando la barra supera el 50% de la memoria disponible, el color cambia de verde a amarillo. Cuando la barra supera el 75%, el color cambia a rojo.
Estado del autómata Muestra el estado del autómata: en ejecución, detención o error. TwidoSoft debe estar conectado.
Estado de TwidoSoft
Muestra el estado de TwidoSoft: modo Inicial, Offline, online o Supervisar.
Tabla 10. Descripción de la barra de estado.
7.3 EDITORES Y VISUALIZADORES
7.3.1 Visualizador de Ladder Logic
La ventana Visualizador de Ladder Logic proporciona una visualización gráfica
de un programa Ladder y los escalones que lo componen. Utilícelo para
desplazarse y ver un programa Ladder. Para editar o modificar escalones, utilice el
editor de Ladder Logic.
Comandos disponibles
Funciones disponible del visualizador de Ladder Logic:
Visualización de un programa Ladder.
Personalización del visualizador de Ladder Logic.
Apertura del Editor de Ladder Logic para crear y editar escalones.
Apertura del editor de escalón de lista para editar una instrucción de lista no
reversible.
Inserción o eliminación de un escalón.
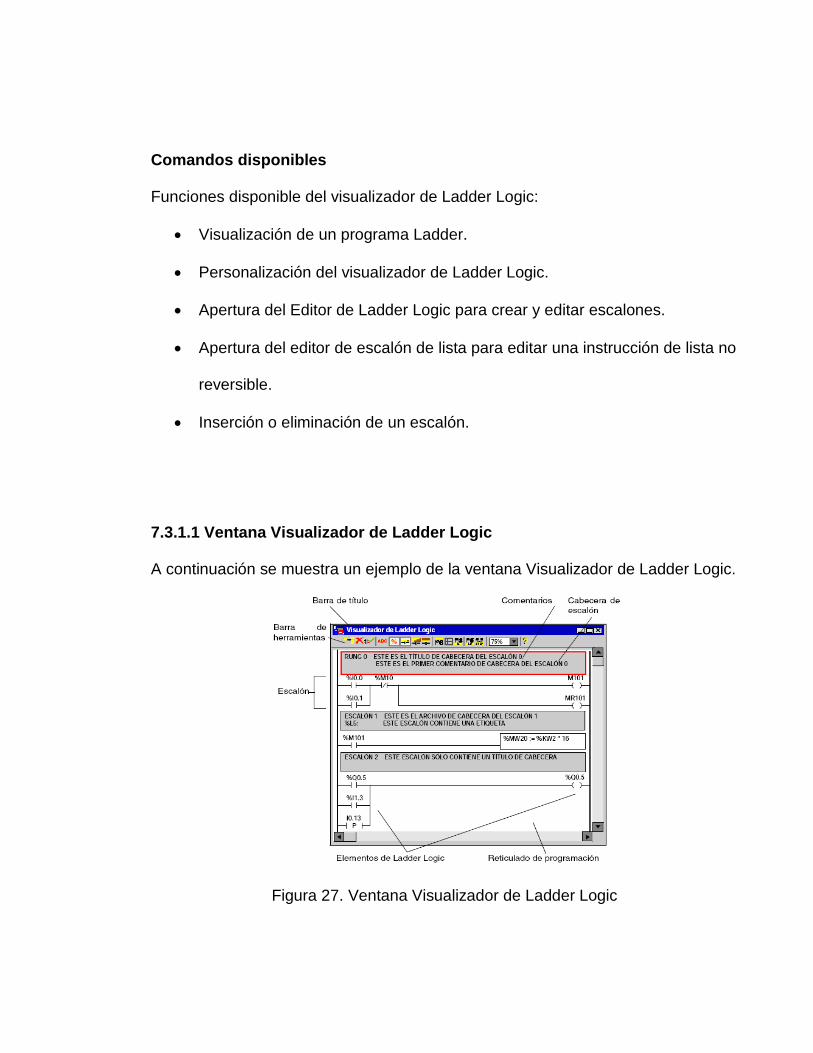
7.3.1.1 Ventana Visualizador de Ladder Logic
A continuación se muestra un ejemplo de la ventana Visualizador de Ladder Logic.
Figura 27. Ventana Visualizador de Ladder Logic
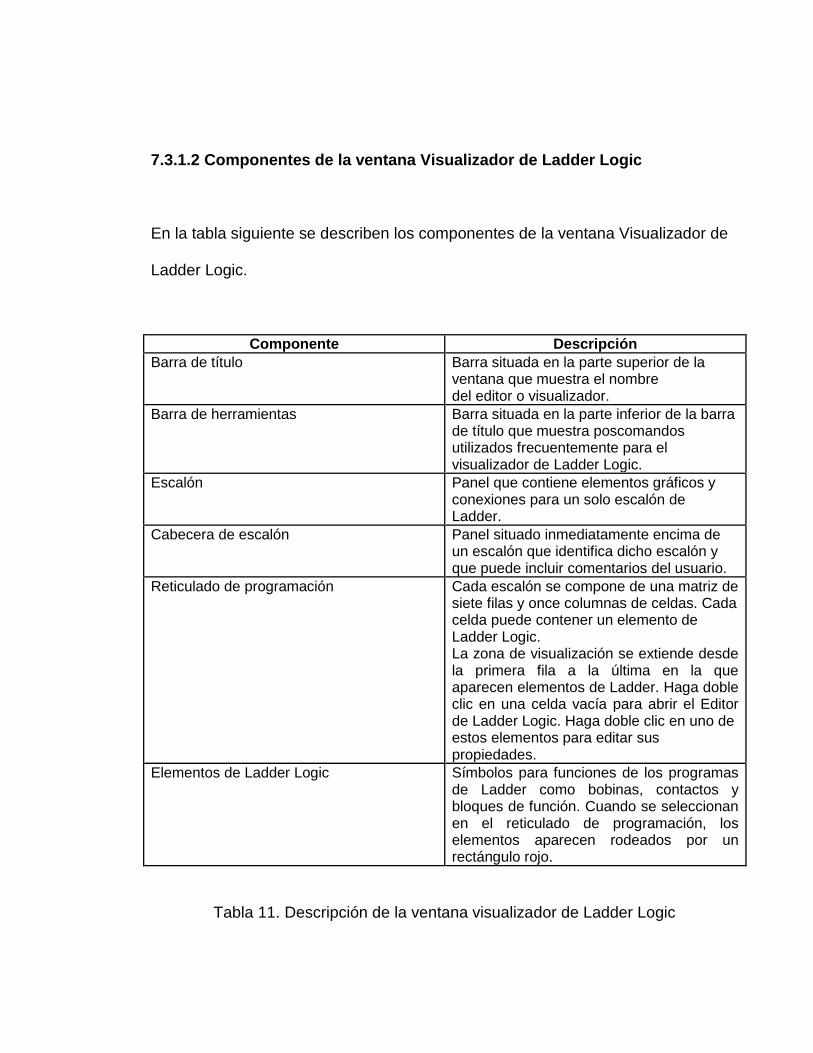
7.3.1.2 Componentes de la ventana Visualizador de Ladder Logic
En la tabla siguiente se describen los componentes de la ventana Visualizador de
Ladder Logic.
Componente Descripción
Barra de título Barra situada en la parte superior de la ventana que muestra el nombre del editor o visualizador.
Barra de herramientas
Barra situada en la parte inferior de la barra de título que muestra poscomandos utilizados frecuentemente para el visualizador de Ladder Logic.
Escalón Panel que contiene elementos gráficos y conexiones para un solo escalón de Ladder.
Cabecera de escalón Panel situado inmediatamente encima de un escalón que identifica dicho escalón y que puede incluir comentarios del usuario.
Reticulado de programación Cada escalón se compone de una matriz de siete filas y once columnas de celdas. Cada celda puede contener un elemento de Ladder Logic. La zona de visualización se extiende desde la primera fila a la última en la que aparecen elementos de Ladder. Haga doble clic en una celda vacía para abrir el Editor de Ladder Logic. Haga doble clic en uno de estos elementos para editar sus propiedades.
Elementos de Ladder Logic
Símbolos para funciones de los programas de Ladder como bobinas, contactos y bloques de función. Cuando se seleccionan en el reticulado de programación, los elementos aparecen rodeados por un rectángulo rojo.
Tabla 11. Descripción de la ventana visualizador de Ladder Logic

7.3.2 Editor de Ladder Logic
El Editor de Ladder Logic es un editor de programas basado en gráficos y
utilizado para crear y editar diagramas Ladder.
Consulte Programación en lenguaje Ladder, p. 191.
7.3.2.1 Ventana del Editor de Ladder Logic
A continuación se muestra un ejemplo de la ventana del Editor de Ladder Logic.
Figura 28. Editor de Ladder Logic.
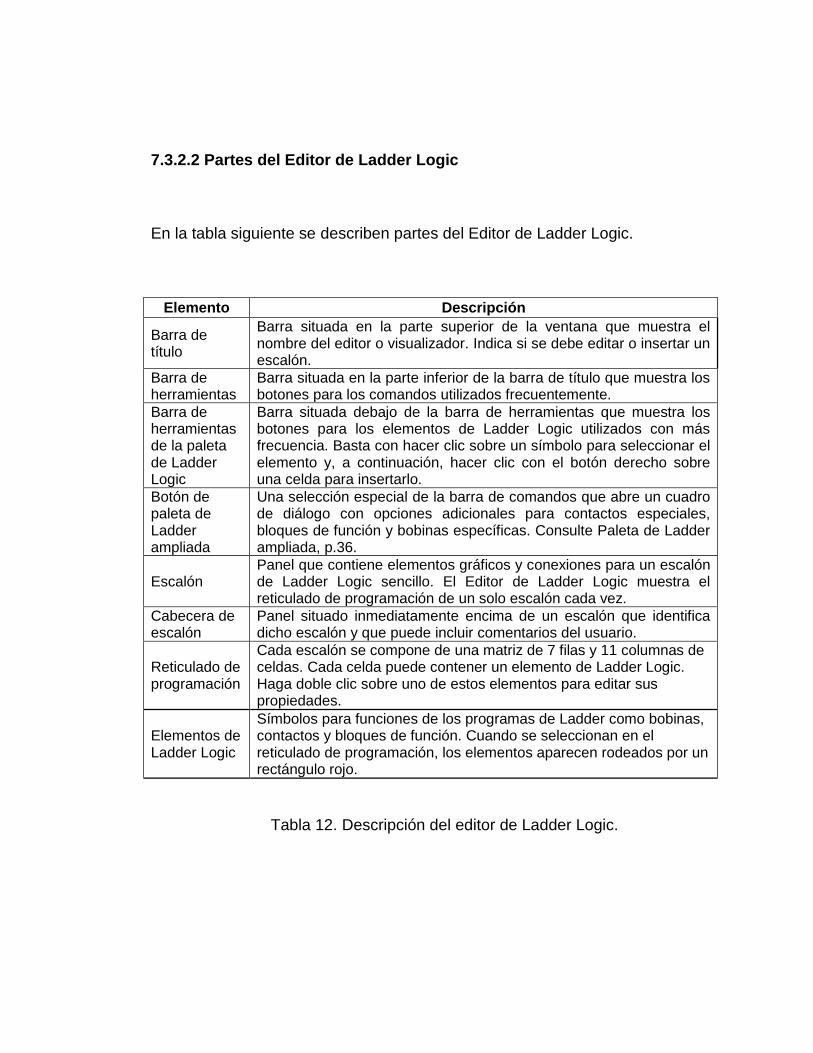
7.3.2.2 Partes del Editor de Ladder Logic
En la tabla siguiente se describen partes del Editor de Ladder Logic.
Elemento Descripción
Barra de título
Barra situada en la parte superior de la ventana que muestra el nombre del editor o visualizador. Indica si se debe editar o insertar un escalón.
Barra de herramientas
Barra situada en la parte inferior de la barra de título que muestra los botones para los comandos utilizados frecuentemente.
Barra de herramientas de la paleta de Ladder Logic
Barra situada debajo de la barra de herramientas que muestra los botones para los elementos de Ladder Logic utilizados con más frecuencia. Basta con hacer clic sobre un símbolo para seleccionar el elemento y, a continuación, hacer clic con el botón derecho sobre una celda para insertarlo.
Botón de paleta de Ladder ampliada
Una selección especial de la barra de comandos que abre un cuadro de diálogo con opciones adicionales para contactos especiales, bloques de función y bobinas específicas. Consulte Paleta de Ladder ampliada, p.36.
Escalón Panel que contiene elementos gráficos y conexiones para un escalón de Ladder Logic sencillo. El Editor de Ladder Logic muestra el reticulado de programación de un solo escalón cada vez.
Cabecera de escalón
Panel situado inmediatamente encima de un escalón que identifica dicho escalón y que puede incluir comentarios del usuario.
Reticulado de programación
Cada escalón se compone de una matriz de 7 filas y 11 columnas de celdas. Cada celda puede contener un elemento de Ladder Logic. Haga doble clic sobre uno de estos elementos para editar sus propiedades.
Elementos de Ladder Logic
Símbolos para funciones de los programas de Ladder como bobinas, contactos y bloques de función. Cuando se seleccionan en el reticulado de programación, los elementos aparecen rodeados por un rectángulo rojo.
Tabla 12. Descripción del editor de Ladder Logic.

7.3.3 Editor de lista
El editor de lista es un solo editor de línea para crear y editar programas de listas
de instrucciones en lenguaje de lista.
Ventana del Editor de lista
A continuación se muestra un ejemplo de la ventana del Editor de lista.
Figura 29. Editor de Lista

7.3.3.1 Componentes del Editor de lista
En la tabla siguiente se describen los componentes del Editor de lista.
Tabla 13. Componentes del Editor de Lista

8. DIAGRAMAS LADDER LOGIC
Los diagramas Ladder Logic emplean la misma representación gráfica que la de
los circuitos de relé en lógica de relé, de tal manera que, en un diagrama Ladder
Logic:
Todas las entradas están representadas por símbolos de contactos .
Todas las salidas están representadas por símbolos de bobinas .
Las operaciones numéricas están incluidas en el conjunto de instrucciones
de Ladder Logic gráfico.
Equivalentes Ladder Logic a los circuitos de relé.
La siguiente ilustración muestra un diagrama simplificado del cableado de un
circuito de lógica de relé y el diagrama Ladder Logic equivalente.
Figura 30. Circuitos equivalentes.
En la ilustración anterior, todas las entradas asociadas a un periférico de
conmutación en el circuito de lógica de relé se representan en forma de contactos
del diagrama Ladder Logic. La bobina de salida M1 del circuito en lógica de relé se
representa mediante un símbolo de bobina en el diagrama Ladder Logic. Los
números de direcciones que aparecen encima del símbolo de cada contacto y de
cada bobina del diagrama Ladder Logic son referencias de los emplazamientos de
las conexiones externas de entrada y salida hacia el autómata.
8.1 ESCALONES LADDER LOGIC
Un programa en lenguaje de diagrama Ladder Logic está formado por "escalones"
que representan el conjunto de instrucciones gráficas y aparecen entre dos barras
verticales. El autómata ejecuta los escalones de forma secuencial.
El conjunto de instrucciones gráficas representa las siguientes funciones:
Entradas/salidas del controlador (botones de comando, sensores, relés,
luces de pilotos, etc.)
Funciones del controlador (temporizadores, contadores, etc.)
Operaciones lógicas y matemáticas (adición, división, AND, XOR, etc.)
Operadores de comparación y otras operaciones numéricas (A<B, A=B,
desplazamiento, rotación, etc.)

Variables internas del controlador (bits, palabras, etc.)
Estas instrucciones gráficas se organizan con conexiones horizontales y verticales
que conducen a una o varias salidas o acciones. Los escalones no admiten más
de un grupo de instrucciones vinculadas.
Ejemplo de escalones Ladder Logic: El siguiente diagrama es un ejemplo de un
programa Ladder Logic compuesto por dos escalones.
Figura 31. Ejemplo de un programa en Ladder Logic
8.2 PRINCIPIOS DE PROGRAMACIÓN PARA DIAGRAMAS LADDER LOGIC
Reticulado de programación
Cada escalón de Ladder Logic se compone de un reticulado de siete filas por once
columnas organizadas en dos áreas como se muestra en la siguiente ilustración.

Figura 32. Reticulado de programación.
8.2.2 Áreas del reticulado
El reticulado de programación del diagrama Ladder Logic está dividido en dos
áreas:
Área de prueba: Contiene las condiciones que se han de probar a fin de
realizar acciones. Está formada por las columnas 1 a 10 y contiene
contactos, bloques de función y bloques de comparación.
Área de actividad: Contiene la salida u operación que será realizada según
sean los resultados de las pruebas llevadas a cabo en el área de prueba.
Está formada por las columnas 8 a 11 y contiene bobinas y bloques de
operación.

8.2.3 Introducción de instrucciones en el reticulado
Un escalón de Ladder Logic proporciona un reticulado de programación de siete
por once que comienza en la primera celda de la esquina superior izquierda del
reticulado. La programación consiste en introducir instrucciones en las celdas del
reticulado. Las funciones, comparaciones e instrucciones de prueba se introducen
en celdas en el área de prueba y se alinean a la izquierda. La lógica de prueba
proporciona continuidad al área de actividad donde se introducen bobinas,
operaciones numéricas e instrucciones de flujo del programa y se justifican a la
derecha.
El escalón se soluciona o ejecuta (pruebas realizadas y salidas asignadas) dentro
del reticulado de arriba a abajo y de izquierda a derecha.
8.2.4 Cabeceras de escalón
Además del escalón, una cabecera de escalón aparece directamente por encima
del escalón. Utilice la cabecera de escalón para documentar el propósito lógico del
escalón. La cabecera de escalón puede contener la siguiente información:
Número de escalón
Etiquetas (%Li)
Declaraciones de subrutina (SRi:)
Título de escalón
Comentarios de escalón
Para obtener más información acerca de la utilización de la cabecera de escalón
para documentar los programas, consulte Documentación del programa, p. 233.
8.3 BLOQUE DE DIAGRAMAS LADDER LOGIC
Los diagramas Ladder Logic están compuestos por bloques que representan el
flujo de programas y las funciones, por ejemplo:
Contactos
Bobinas
Instrucciones de flujo de programas
Bloques de función
Bloques de comparación
Bloques de operación
8.3.1 Elementos gráficos del lenguaje Ladder Logic
Las instrucciones de los diagramas Ladder Logic se componen de elementos
gráficos.
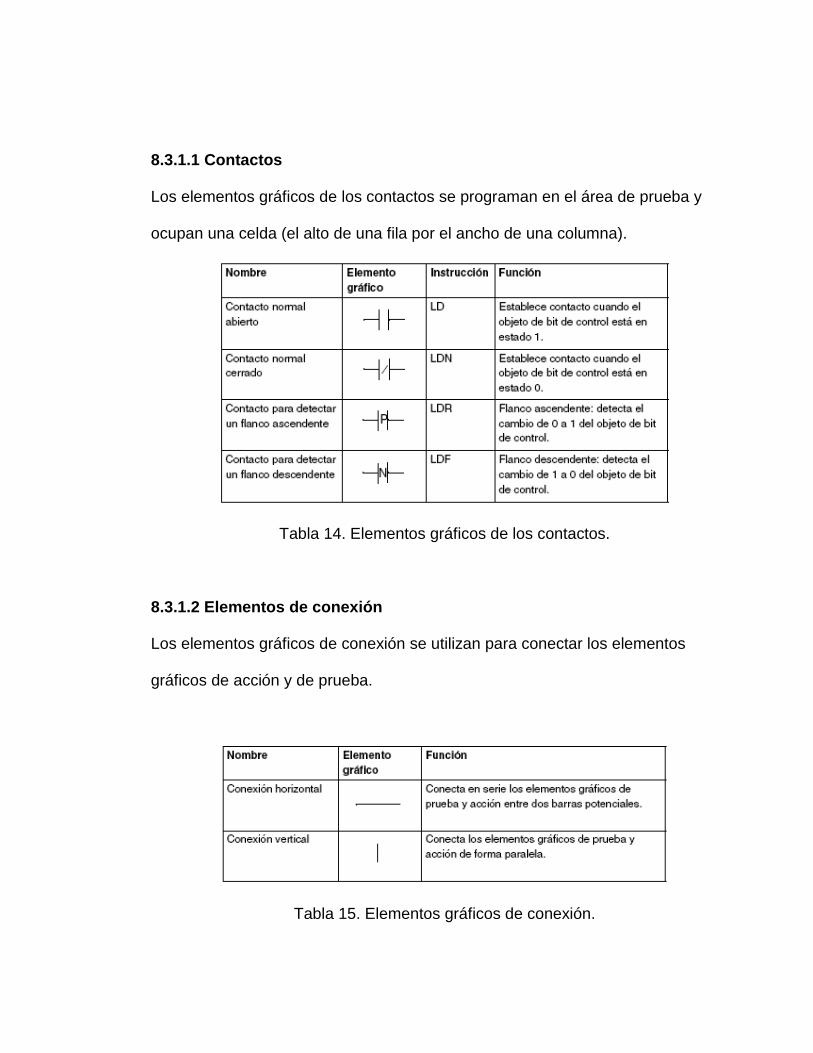
8.3.1.1 Contactos
Los elementos gráficos de los contactos se programan en el área de prueba y
ocupan una celda (el alto de una fila por el ancho de una columna).
Tabla 14. Elementos gráficos de los contactos.
8.3.1.2 Elementos de conexión
Los elementos gráficos de conexión se utilizan para conectar los elementos
gráficos de acción y de prueba.
Tabla 15. Elementos gráficos de conexión.

8.3.1.3 Bobinas
Los elementos gráficos de bobina se programan en el área de acción y ocupan
una celda (el alto de una fila por el ancho de una columna).
Tabla 16. Elementos gráficos de bobinas.

8.3.1.4 Bloques de función
Los elementos gráficos de los bloques de función se programan en el área de
prueba y requieren cuatro filas y dos columnas de celdas (excepto para
contadores muy rápidos que requieren cinco filas y dos columnas).
Tabla 17. Elementos gráficos de bloque.
8.3.1.5 Bloques de operación y comparación
Los bloques de comparación se programan en el área de prueba, mientras que los
de operación lo hacen en el área de acción.
Tabla 18. Bloques de operario y comparación

9. LENGUAJE DE PROGRAMACION DE LISTA
Un programa escrito en lenguaje de lista está formado por una serie de
instrucciones que el controlador ejecuta de forma secuencial. Cada instrucción de
lista está representada por una línea de programa y tiene tres componentes:
Número de línea
Código de instrucción
Operando(s)
Ejemplo de un programa de lista
A continuación se muestra un ejemplo de un programa de lista.
Figura 33. Ejemplo de un programa de lista.
Número de línea: Los números de línea se generan automáticamente al
introducir una instrucción.
Las líneas vacías y las líneas de comentario no tienen números de línea.

Código de instrucción: El código de instrucción es un símbolo para un
operador que identifica la operación que se va a realizar utilizando los
operandos. Los operadores típicos especifican operaciones numéricas y
boolearias.
En el programa de ejemplo anterior, LD es la abreviatura del código de instrucción
LOAD. La instrucción LOAD coloca (carga) el valor del operando %I0.1 en un
registro interno llamado el acumulador.
Hay dos tipos de instrucciones básicas:
Instrucciones de prueba: Estas instrucciones configuran o
comprueban las condiciones necesarias para realizar una acción. Por
ejemplo, LOAD (LD) y AND.
Instrucciones de acción: Estas instrucciones realizan acciones
como resultado de las condiciones configuradas. Por ejemplo,
instrucciones de asignación como STORE (ST) y RESET (R).
Operando: Un operando es un número, dirección o símbolo que representa
un valor que puede manipular un programa en una instrucción. Por ejemplo,
en el programa de ejemplo anterior, el operando %I0.1 es una dirección que
tiene asignado el valor de una entrada del controlador. Una instrucción
puede tener de cero a tres operandos dependiendo del tipo de código de
instrucción.
Los operandos pueden representar los siguientes elementos:
Entradas y salidas del controlador, como sensores, botones y relés.
Funciones de sistema predefinidas, como temporizadores y
contadores.
Operaciones aritméticas, numéricas y de comparación.
Variables internas del controlador, como bits y palabras.
9.1 OPERACIÓN DE LAS INSTRUCCIONES DE LISTA
Las instrucciones de lista sólo poseen un operando explícito, ya que el otro es
implícito. El operando implícito corresponde al valor del acumulador booleario. Por
ejemplo, en la instrucción LD %I0.1, %I0.1 es el operando explícito. Un operando
implícito se almacena en el acumulador y el valor de %I0.1 lo sobrescribe.
9.1.1 Funcionamiento
Una instrucción en lenguaje lista ejecuta una operación específica en el contenido
del acumulador y en el operando explícito y, a continuación, sustituye el contenido
del acumulador por el resultado obtenido. Por ejemplo, la operación AND %I1.2
realiza un AND lógico entre el contenido del acumulador y el de la entrada 1.2, al
tiempo que sustituye el contenido del acumulador por el de dicho resultado.

El conjunto de las instrucciones boolearias, exceptuando las instrucciones de
carga, de almacenamiento y las instrucciones NOT, funciona con dos operandos.
El valor de los dos operandos puede ser True o False, y la ejecución de las
instrucciones por parte del programa genera un valor único: puede ser True o
False.
Las instrucciones de carga colocan en valor del operando en el acumulador,
mientras que las instrucciones de almacenamiento transfieren el valor del
acumulador al operando. La instrucción NOT no contiene ningún operando
explícito y su único fin es invertir el estado del acumulador.
9.1.2 Instrucciones de lista admitidas
En la siguiente tabla se muestran algunas instrucciones de lista:
Tabla 19. Instrucciones de Lista admitidas.

9.2 INSTRUCCIONES DEL LENGUAJE DE LISTA
Un lenguaje de lista se compone de los siguientes tipos de instrucciones:
Instrucciones de prueba
Instrucciones de acción
Instrucciones sobre bloques de función
En esta sección se identifican y describen las instrucciones Twido para la
programación de listas.

9.2.1 Instrucciones de prueba
La siguiente tabla describe las instrucciones de prueba en lenguaje de listas.
Nombre
Elemento gráfico equivalente
Función
LD
El resultado booleario es el mismo que el estado del operando.
LDN
El resultado booleario es el mismo que el estado inverso del operando.
LDR
El resultado booleario cambia a 1 durante la detección del operando (flanco ascendente) que cambia de 0 a 1.
LDF
El resultado booleario cambia a 1 durante la detección del operando (flanco descendente) que cambia de 1 a 0.
AND
El resultado booleario es igual a la instrucción lógica AND entre el resultado booleario de la instrucción anterior y el estado del operando.
ANDN
El resultado booleario es igual a la instrucción lógica AND entre el resultado booleario de la instrucción anterior y el estado inverso del operando.
ANDR
El resultado booleario es igual a la instrucción lógica AND entre el resultado booleario de la instrucción anterior y el flanco ascendente del operando (1 = flanco ascendente).
ANDF
El resultado booleario es igual a la instrucción lógica AND entre el resultado booleario de la instrucción anterior y la detección del flanco descendente del operando (1 = flanco descendente).
OR
El resultado booleario es igual a la instrucción lógica OR entre el resultado booleario de la instrucción anterior y el estado del operando.
AND(
Instrucción lógica AND (8 niveles de paréntesis)
OR(
Instrucción lógica OR (8 niveles de paréntesis)
XOR, XORN, XORR, XORF
OR exclusivo
MPS MRD MPP
Conmutación a las bobinas.
N - Negación (NOT)
Tabla 20. Instrucciones de prueba.

9.2.2 Instrucciones de acción
La siguiente tabla describe las instrucciones de acción en lenguaje de listas.
Tabla 21. Instrucciones de acción.
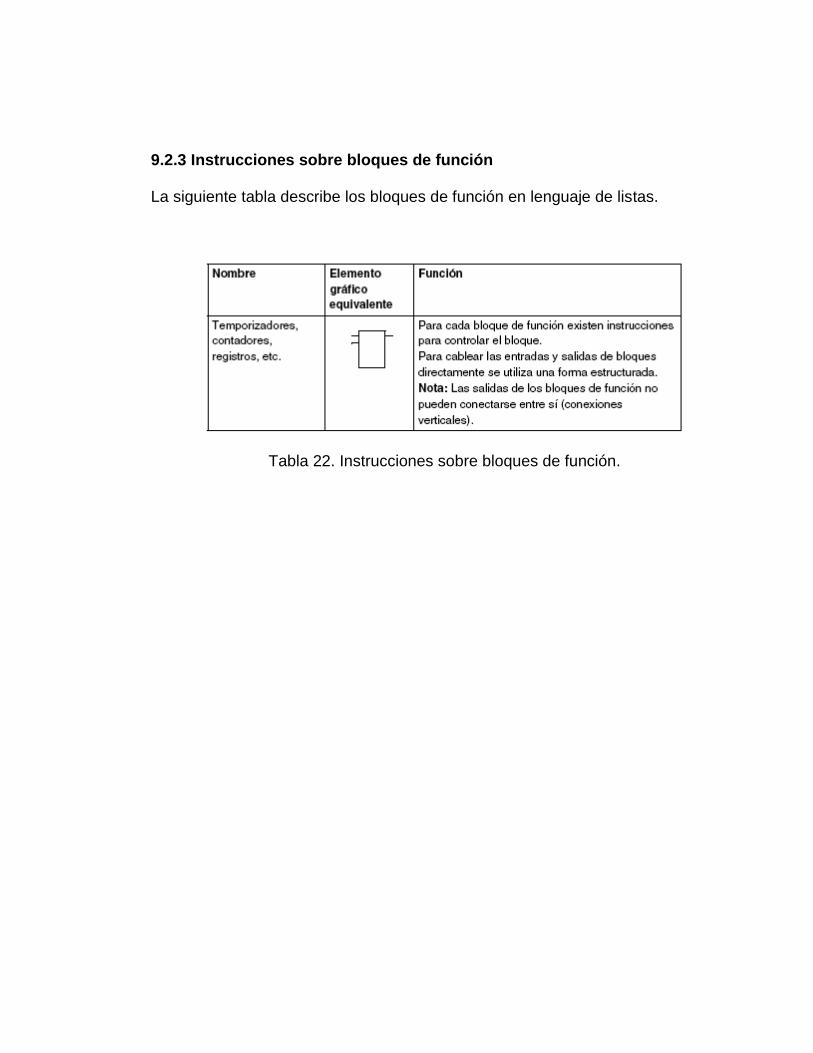
9.2.3 Instrucciones sobre bloques de función
La siguiente tabla describe los bloques de función en lenguaje de listas.
Tabla 22. Instrucciones sobre bloques de función.

10. DESCRIPCIÓN DE LAS GUÍAS DE LABORATORIO.
Las guías de laboratorio están basadas en el manejo del software TwidoSoft y
la configuración del PLC Twido, las cuales llevaran al estudiante en el proceso
de aprendizaje del lenguaje de programación Ladder y Lista, básicos para la
programación del PLC Twido.
Las guías se deben estudiar en estricto orden a menos que tenga un
conocimiento avanzado sobre PLC, en especial de los PLC Twido.
10.1 PARTE DEL FORMATO DE LA GUIA
Encabezado: El encabezado brinda información clara y concisa a cerca de la
guía, el cual esta compuesto por el número de guía, el número de páginas de
la guía, el nombre de la universidad, el titulo de la guía, el escudo de la
universidad y el área de aplicación del laboratorio.
Figura 34. Encabezado del formato.

Titulo: En el titulo se encuentra la información general del tema a tratar en la guía.
Objetivos: En el objetivo se encuentra una breve descripción del alcance de la
guía.
Materiales: En los materiales se enumeran los materiales necesarios para el
desarrollo de la guía tales como banco de prácticas, manuales, computador, etc.
Conocimientos previos: En este ítem se brindan los conocimientos básicos para
el desarrollo de la guía.
Procedimiento: En este punto se describen los pasos que se deben seguir para
el desarrollo de la guía de forma fácil, secuencial y ilustrada para que el alumno
pueda desarrollarla sin complicaciones.
Ejercicios: En este punto se sugieren ejercicios al estudiante para que apliquen
los conocimientos adquiridos hasta este momento.
Pie de página: En el pie de pagina encontramos un formato en el cual se debe
consignar el nombre del estudiante que desarrolla la guía, el nombre del revisor, el
nombre de quien aprueba la actividad y la fecha en la cual fue desarrolla.

Figura 35. Pie de página del formato.
10.2 LISTADO DE LAS GUIAS.
El de conjunto de guías esta compuesto por trece unidades, distribuidas de la
siguiente manera:
Guía No 1: Apertura en TwidoSoft de una aplicación existente y ejecución
de la misma en el banco de prácticas. Tiene por objetivo familiarizar al
estudiante con el entorno TwidoSoft y la comunicación entre el computador
y el PLC.
Guía No 2: Procedimiento para la conexión de componentes en el banco de
practicas. Tiene por objetivo conocer el Banco de prácticas del PLC Twido,
familiarizando a los estudiantes con cada uno de sus componentes y la
forma de manipulación.
Guía No 3: Configuración del hardware del PLC Twido. Tiene por objetivo
familiarizar al estudiante con el software de programación TwidoSoft y
Conocer las pautas para configurar los módulos del PLC Twido
Guía No 4: Realizar un programa en Ladder Logic. Tiene por objetivo
realizar un programa sencillo en lenguaje Ladder Logic que permita
familiarizar al estudiante con la programación del PLC Twido.
Guía No 5: Instrucciones de carga (LD, LDN LDR, LDF) y De asignación
(ST, STN, S, R). Tiene por objetivo conocer el manejo de las instrucciones
de carga y asignación en el lenguaje de programación Ladder Logic y su
equivalente en lenguaje Lista.
Guía No 6: Instrucciones AND lógicas (AND, ANDN, ANDR, ANDF). Tiene
por objetivo conocer las principales características y aplicaciones de la
instrucción lógica AND, ANDN, ANDR y ANDF, así como su representación
en lenguaje Ladder Logic.
Guía No 7: Instrucciones OR lógicas (OR, ORN, ORR, ORF). Tiene por
objetivo conocer las principales características y aplicaciones de la
instrucción lógica OR, ORN, ORR y ORF, así como su representación en
lenguaje Ladder Logic.
Guía No 8: Instrucción lógica OR exclusivo, instrucciones (XOR, XORN,
XORR, XORF). Tiene por objetivo conocer las principales características y
aplicaciones de la instrucción lógica XOR, XORN, XORR, XORF, así como
su representación en lenguaje Ladder Logic.
Guía No 9: Bloque de función temporizador. Tiene por objetivo conocer el
funcionamiento del bloque temporizador, sus principales características y
programación en lenguaje Ladder Logic.
Guía No 10: Bloque de función del contador progresivo/regresivo. Tiene por
objetivo conocer las principales características y aplicaciones del bloque de
función de contador progresivo/regresivo, así como su representación en
lenguaje Ladder Logic y lenguaje Lista.
Guía No 11: Bloques de función del contador de pasos. Tiene por objetivo
brindar a los alumnos los conocimientos básicos para que puedan realizar
aplicaciones sencillas con los bloques de contador de pasos, conociendo
sus principales características y aplicaciones.

Guía No 12: Instrucciones aritméticas. Tienen por objetivo conocer las
principales características y aplicaciones de la instrucción aritméticas de
asignación, comparación y la operación con números enteros, así como su
representación en lenguaje Ladder Logic.
Guía No 13: Bloque de función del registro de bits de desplazamiento. Tiene
por objetivo conocer las principales características y aplicaciones del bloque
de función del registro de desplazamiento, así como su representación en
lenguaje Ladder Logic.

11. CONCLUSIONES
Nuestra principal meta en el desarrollo de esta monografía fue la de facilitar el
aprendizaje a los alumnos en la programación y configuración de esta herramienta
denominada PLC, recogiendo en un solo texto los contenidos que se encuentran
dispersos en el medio de los temas tratados y adecuándolos a un nivel de fácil
comprensión.
Para la realización de esta guía se recurrió a libros y publicaciones electrónicas en
Internet donde se destacan los manuales suministrados por TELEMECANIQUE y
las ayudas del software TwidoSoft, no siendo nuestra intención apropiándonos de
las ideas y contenidos reflejados en ellas, sino únicamente de facilitar al estudiante
de la CURN el material mas apropiado y de mejor calidad.
Es importante mencionar algunas de las características del PLC ya que
frecuentemente es adaptado al entorno industrial.
Los PLC son equipos modernos fácil de utilizar, adaptables a espacios reducidos,
que se programan de manera fácil, su aplicación en el ámbito industrial es muy
amplia y adicional a esto se esta utilizando en la automatización de hogares.

La velocidad de ejecución es lo suficientemente elevada como para permitir un
control del proceso en tiempo real, igualmente por el solo hecho de ser sistemas
versátiles son programables, su mantenimiento es sencillo ya que se puede
incorporar funciones de diagnostico que permita localizar fácilmente la avería, a
así mismo por su diseño modular permite sustituir el módulo averiado sin
necesidad de sacar todo el sistema fuera de servicio.
En la presente monografía se realizaron un conjunto de trece de guías con la
intención que el alumno aprenda lo básico, familiarizándose con los PLC y la
programación de los mismos, rompiendo con el miedo que existe al enfrentarse a
nuevas tecnologías. Se pueden realizar muchas otras simulaciones en este PLC
además de las ya planteadas, pero esta de parte del estudiante el aprender e
ingeniarse nuevas aplicaciones.
Algunas de las principales áreas de aplicación de los PLC son:
Metalurgia y Siderurgia. En carga de hornos altos, automatización de la
fundición, análisis de gases, control de calidad, control de colada continúa.
Mecánica y automóvil. Se encuentra en línea de fabricación y montaje,
banco de ensayo de motores, prensas, tornos automáticos, rectificadoras,
maquinas de soldar.
Industria Química: Producción, dosificación y mezcla de productos,
depuración y transformación de plásticos.
Industria Petrolífera: En estaciones de bombeo, mando y vigilancia de los
oleoductos, estaciones de carga y descarga, distribución de gases y
líquidos.
Industria Agrícola y Alimenticia: Mezcla, secado y control de productos.
Procesos de fabricación en secuencia como embotellado, etiquetado,
pesaje y dosificación.
Teniendo el alumno como base esta monografía puede profundizar en las otras
ampliaciones que ofrece el PLC, de mayor volumen o más complejas que
requieran de una programación de alto nivel o lenguajes gráficos que exijan el uso
de módulos análogos y digitales, así como modulo de comunicaciones, aplicando
la tecnología de bus. En este caso, el Modulo base puede aplicarse tanto como
maestro como esclavo.
Por lo tanto el presente proyecto es una herramienta indispensable en el
aprendizaje de los futuros ingenieros de sistemas, ya que con este equipo se ha
fortalecido la facultad de I.S y en especial el área de automatización industrial y
robótica, porque se esta llenando un vació que se tenia por falta de un laboratorio
donde los alumnos pudieran realizar las practicas de automatización industrial.
El banco de prácticas no esta limitado a personas expertas en el manejo y
programación de PLC, ya que las guías del laboratorio están diseñadas para ser
utilizadas por cualquier persona que tenga conocimientos básicos, aprendiendo de
manera fácil y segura a manipular y configurar el PLC. A los estudiantes que
tienen contacto por primera vez con este tipo de equipos se les recomienda seguir
el estricto orden de las guías a menos que tenga conocimientos previos sobre
PLC.

BIBLIOGRAFÍA
INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS Y CERTIFICACIÓN. Tesis
y otros trabajos de grado. Santa Fe de Bogotá: ICONTEC, 1996. 132 p. NTC
1486.
BALLECS Joseph. Autómatas Programables. México: Alfaomega y Marcobo,
1998. p.67-111.
PORRAS C, Alejandro. Autómatas Programables. Fundamento, manejo y practica.
Edit. McGraw Hill. SIMON, Andrés. Autómatas Programables. Programación,
automatismos y lógica programada.
Guia de referencia de controladores programables Twido. [CD-Rom] Colombia:
Schneider Electric, 2004.
Guia de referencia Schneider Electric. [CD-Rom] Colombia:
Schneider Electric, 2004.
ACCESIBILIDAD
PLC Y SUS APLICACIONES. [en línea]URL:
<http://www.noticias3d.com/articulos/200306/plc/4.asp>>. (Consultada: 18
de septiembre, 2004).
SITEMA SCADA. [en línea]URL: <http://www.PLCs.org/redes/scadas.htm>.
(Consultada: 25 de Octubre, 2004).
MIGUEL ANGEL RÁEZ. Introducción Al Estándar IEC 1131-3. [en
línea]URL: <www.PLCs.org/software.htm>. (Consultada: 29 de octubre,
2004).
PLCS, Generalidades, por Avalle Andrés. Partes de Un Autómata. [en línea]
URL:<<http://www.PLCs.org/hardware.htm>>. (Consultada: 01 de octubre,
2004).
PRICIPIOS DE PLC. [en línea] URL:
<http://www.uclm.es/profesorado/rcarcelen_plc/Index.htm>. (Consultada: 07
de octubre, 2004).
TWIDO PACK Y SUS APLICACIONES. [en línea] URL:
<http://www.schneider-electric.com.co> (Consultada: 10 octubre, 2004).

NOMBRE DE LA GUIA
OBJETIVOS
MATERIALES
CONOCIMIENTOSPREVIOS
EJERCICIOS
LABORATORIO DE CONTROL
AUTOMATICO
GUIA No 1
TITULO DE LA GUIA PAGINA 114 DE 125
CORPORACION UNIVERSITARIA
RAFAEL NUNEZ