
IV. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN 1....
27
1 IV. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN 1. RESUMEN En la elaboración del pan se utilizan harinas inadecuadas con falta o exceso de fuerza, desequilibradas en tenacidad y extensibilidad e incorrecta actividad enzimática. En México la mayor cantidad de harinas producidas son tenaces, con FN superiores a 300 lo que las caracteriza como no adecuadas para panificación. La calidad de las harinas esta relacionada, con el contenido de proteínas, gluten, cenizas, azúcares, propiedades reológicas, características fermentativas, estabilidad, producción y retención de CO 2 . Para cada producto de pan elaborado se requiere de harinas con determinadas características, para obtener productos de alta calidad para el consumidor. Las enzimas son de los coadyuvantes más importantes que pueden utilizarse para mejorar la calidad panadera de una harina actúan como aceleradores de los procesos químicos, cada una interactúa con diferentes componentes de la masa panaria en las fases de amasado, fermentado y horneado. En este trabajo se determinaron los cambios reológicos, la estabilidad y producción de CO 2 que presentaron dos masas provenientes de harinas: tenaz (HCSE) y fuerte (HTRM40SE) por la adición de enzimas; α-amilasa (0, 10, 20, 30 mg)/kg -1 harina y proteasa (0, 50, 100, 150 mg)/kg -1 harina para (HCSE) y. α-amilasa (0, 40, 80, 120 mg)/kg -1 harina y proteasa (0, 100, 200, 300 mg)/kg -1 harina para (HTRM40SE). A las harinas utilizadas se les determinaron, contenido de gluten, humedad, cenizas, proteína y FN. Los alveogramas se obtuvieron con el Alveógrafo NG de Chopin, los reofermentogramas en el reofermentómetro F2. A las masas de cada lote se les evaluó fuerza (W), tenacidad (P), extensibilidad (L), relación de P/L, altura máxima de la masa (Hm), altura segunda fermentación (H), (H´m) altura máxima del desprendimiento gaseoso, (T´1) tiempo máximo de desarrollo, (Tx) tiempo de fermentación, volumen total de CO 2 , (Vt), perdido (Vp), retenido (Vr), coeficiente de retención (Cr). Con base en el análisis estadístico y con p≤0.05; se concluye que las diferentes concentraciones de enzimas tienen efectos significativos en la reología de las masas. La mejor respuesta reológica durante la fermentación de la masa de harina tenaz (HCSE), fue de 30 mg α-amilasa/kg -1 harina, con un coeficiente de retención de CO 2 de 79.7% considerado como normal; de porosidad prematura, y muy buena estabilidad; proteasa 100 mg/kg -1 harina, con coeficiente de retención de 79.4%. Para HTRM40SE los mejores resultados de estabilidad y fermentación se logran a las concentraciones de 80 mg de α-amilasa y 100 mg de proteasa por kilogramo de harina. Con coeficiente de retención de 87.2% y 86% respectivamente considerados como muy bueno, de porosidad normal y muy buena estabilidad. Palabras clave: harina, reofermentograma, reología. 2. INTRODUCCIÓN En el mercado mexicano existen varias marcas de harina provenientes de diferentes variedades de trigo o mezclas de los mismos, por lo que se tiene variabilidad en la calidad panadera de las harinas lo que genera problemas en la estandarización de las fases del proceso de panificación en la mediana y pequeña empresa.
Transcript of IV. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN 1....
1
IV. DESARROLLO TÉCNICO DE LA INVESTIGACIÓN 1. RESUMEN
En la elaboración del pan se utilizan harinas inadecuadas con falta o exceso de fuerza, desequilibradas en tenacidad y extensibilidad e incorrecta actividad enzimática. En México la mayor cantidad de harinas producidas son tenaces, con FN superiores a 300 lo que las caracteriza como no adecuadas para panificación. La calidad de las harinas esta relacionada, con el contenido de proteínas, gluten, cenizas, azúcares, propiedades reológicas, características fermentativas, estabilidad, producción y retención de CO2. Para cada producto de pan elaborado se requiere de harinas con determinadas características, para obtener productos de alta calidad para el consumidor. Las enzimas son de los coadyuvantes más importantes que pueden utilizarse para mejorar la calidad panadera de una harina actúan como aceleradores de los procesos químicos, cada una interactúa con diferentes componentes de la masa panaria en las fases de amasado, fermentado y horneado. En este trabajo se determinaron los cambios reológicos, la estabilidad y producción de CO2 que presentaron dos masas provenientes de harinas: tenaz (HCSE) y fuerte (HTRM40SE) por la adición de enzimas; α-amilasa (0, 10, 20, 30 mg)/kg-1 harina y proteasa (0, 50, 100, 150 mg)/kg-1harina para (HCSE) y. α-amilasa (0, 40, 80, 120 mg)/kg-1 harina y proteasa (0, 100, 200, 300 mg)/kg-1 harina para (HTRM40SE). A las harinas utilizadas se les determinaron, contenido de gluten, humedad, cenizas, proteína y FN. Los alveogramas se obtuvieron con el Alveógrafo NG de Chopin, los reofermentogramas en el reofermentómetro F2. A las masas de cada lote se les evaluó fuerza (W), tenacidad (P), extensibilidad (L), relación de P/L, altura máxima de la masa (Hm), altura segunda fermentación (H), (H´m) altura máxima del desprendimiento gaseoso, (T´1) tiempo máximo de desarrollo, (Tx) tiempo de fermentación, volumen total de CO2, (Vt), perdido (Vp), retenido (Vr), coeficiente de retención (Cr). Con base en el análisis estadístico y con p≤0.05; se concluye que las diferentes concentraciones de enzimas tienen efectos significativos en la reología de las masas. La mejor respuesta reológica durante la fermentación de la masa de harina tenaz (HCSE), fue de 30 mg α-amilasa/kg-1 harina, con un coeficiente de retención de CO2 de 79.7% considerado como normal; de porosidad prematura, y muy buena estabilidad; proteasa 100 mg/kg-1 harina, con coeficiente de retención de 79.4%. Para HTRM40SE los mejores resultados de estabilidad y fermentación se logran a las concentraciones de 80 mg de α-amilasa y 100 mg de proteasa por kilogramo de harina. Con coeficiente de retención de 87.2% y 86% respectivamente considerados como muy bueno, de porosidad normal y muy buena estabilidad. Palabras clave: harina, reofermentograma, reología.
2. INTRODUCCIÓN En el mercado mexicano existen varias marcas de harina provenientes de diferentes variedades de trigo o mezclas de los mismos, por lo que se tiene variabilidad en la calidad panadera de las harinas lo que genera problemas en la estandarización de las fases del proceso de panificación en la mediana y pequeña empresa.
2
Los métodos para evaluar la calidad de una harina son: pruebas fisicoquímicas, reológicas y de panificación. Las que determinan la funcionalidad de harinas de trigo son las denominadas reológicas, que tienen como objetivo estudiar las propiedades físicoquímicas del gluten hidratado formado después del amasado y su comportamiento durante la fermentación y el horneado. Los resultados están estrechamente vinculados con parámetros de procesamiento, absorción de agua, tiempo óptimo de amasado, reposo, estabilidad y producción de CO2 durante el fermentado, calidad de formado y producto terminado (Calaveras, 1996). Después de hidratada la harina se forma una masa panaria fuerte, cohesiva, capaz de retener gas y producir panes de textura esponjosa (Hoseney et. al., 1969). Estas características se atribuyen a las proteínas que conforman el gluten (gliadinas y gluteninas), consideradas como estructurales. La Saccharomyces cerevisiae utiliza la glucosa como sustrato para producir CO2 y etanol, además numerosos productos metabólicos son secretados por la levadura en la fase acuosa de la masa tales como alcoholes, ésteres, ácidos orgánicos, aldehídos, compuestos que en conjunto acondiciona la masa produciendo un pan ligero y poroso. Como consecuencia de lo anterior se obtiene mejor sabor olor, mayor valor nutricio (Cheftel et. al., 1976). El desarrollo de volumen de los productos de trigo durante el horneado, depende directamente de la cantidad y calidad de proteínas, así como de la cantidad de CO2 producido y retenido en la masa durante la fase de fermentación. Para obtener la calidad de masa deseada los molineros y panaderos adicionan aditivos, que coadyuven a obtener las características requeridas. Las enzimas son de los compuestos importantes que pueden utilizarse para mejorar la calidad panadera de una harina y quizás sean éstas, la base fundamental en el futuro de los mejorantes. Las enzimas actúan como aceleradores de los procesos, rompiendo grandes moléculas de grasa, carbohidratos o proteínas, formando pequeños fragmentos que son asimilados por los seres vivos. Su aplicación es muy amplia: fabricación de detergentes, derivados lácteos, zumos de frutas, cuero textil, papel, azúcares, cervecería, alcohol, aceites y grasas, piensos y pan. El propósito del uso de las enzimas en panificación radica en la optimización de las propiedades reológicas y fermentativas de la masa, siendo más notable la acción enzimática en ésta ultima. La evaluación de los efectos que éstas causan pueden ser cuantificados mediante, el alveógrafo y reofermentómetro (Calaveras, 1996; Quaglia, 1991). La falta de estandarización en la calidad de las harinas y el desconocimiento de los cambios reológicos que sufre el gluten por la adición de enzimas, causa problemas económicos a los productores de pan, debido a que no pueden uniformizar sus procesos esto se manifiesta en el producto terminado, obteniendo pan de baja calidad y por ende no competitivo. Por lo que en esta investigación, se analizaron las variaciones en los valores de W, P, L, Hm, H, H´m, T´1, Tx, Vt, Vp, Vr y Cr, que presentan las masas provenientes de harina: tenaz y fuerte al adicionarles α-amilasa y proteasa en cuatro concentraciones cada una y para cada harina. Con la finalidad de determinar el efecto que causan en la reología de la masa y la concentración de uso más adecuada. Se mantuvo constante: humedad de la harina, tiempo y temperatura de amasado, humedad relativa en el local.
3
O B J E T I V O
Determinar el comportamiento reológico y producción de bióxido de carbono de dos masas panarias, a las cuales se les adicionó enzimas. Cuantificar la sinergia de α-amilasa y proteasa en dos masas panarias.
M E T A S
Cuantificar los cambios reológicos de dos masas panarias debido a la adición de enzimas. Determinar el tiempo óptimo de fermentación de dos masas panarias. Cuantificar volumen total de la masa y CO2 producido, perdido, retenido y coeficiente de retención. Cuantificar el efecto de α-amilasa y proteasa en la reología de la masa. Evaluar la influencia de enzimas en la calidad panadera de harinas. Definir la concentración adecuada de α-amilasa y proteasa a utilizar.
H I P Ó T E S I S
La reología de las masas panarias cambia por la adición de enzimas, la concentración de las mismas es importante para dar resultados positivos o negativos en la calidad de las masas.
JUSTIFICACIÓN
Con los resultados de esta investigación se asesorará a panaderos y productores de harinas en el uso adecuado de enzimas en harinas tenaces y fuertes. Contribuyendo así a mejorar la calidad de las harinas y por ende del pan, siendo competitivo en el mercado, lo que permite mantener las fuentes de empleo.
3. MATERIALES Y MÉTODOS 3.1. Materias primas.
Se utilizó harina comercial marca Celeste (HCSE) y Turbo Remix 40 (HTRM40SE), ambas libres de enzimas a las que se les determinaron sus características fisicoquímicas y reológicas más importantes entre ellas: humedad, cenizas, proteína, contenido de gluten, índice de caída , estabilidad de masa, producción de C02 y coeficiente de retención . Se utilizó, α-amilasa fungal de Aspergillus oryzae, IUB 3.2.1.1 número CAS 9000-90-2, actividad enzimática >1728 AZ por gramo (60.000 SKB por gramo) marca röhm enzyme Veron M4. Proteasa fungal de Aspergillus oryzae, IUB 3.4.2X.XX número CAS 9001-92-7, actividad enzimática >227 UHb por gramo3, marca röhm enzyme Veron PS. (Röhm Enzyme GmbH, 1998. Enzimas VERON para la industria panadera, EUA.). Sal Hada y agua destilada.
3.2. Métodos y técnicas. 3.2.1. Toma de muestras de harina.

4
Las muestras fueron recolectadas de la harinera la Providencia S.A. de C.V. y de Molinera de México S.A. de C.V., mediante un muestreo estratificado, tomando como existencia mínima 50 bultos. La cantidad de harina obtenida fue de 100 Kg. de HCSE y HTRM40SE respectivamente de cada una (Fig. 1) (Spiegel, 1991).
COSTALES
MUESTRA
TAMIZADO (3 veces)
ALMACENADO (Recipientes de plástico)
Fig.1. Muestreo de harinas.
3.2.2. Análisis fisicoquímico.
Los análisis fisicoquímicos se llevaron a cabo mediante los métodos de la AACC, 2001: Humedad. Método (44-15a); Cenizas. Método (08-01); Proteínas. Método Macrokjeldahl (46-10); Gluten. Método (38-10).
3.2.2.1. Determinación de gluten. La determinación de gluten (Fig. 2) se realizó con la finalidad de tener un indicador de la cantidad probable de proteína que tienen las harinas.
PESADO Harina 33.33 g.
ADICIÓN 17 ml de solución de NaCl al 2%.
AMASADO En mortero manualmente.
REPOSO 1 h en agua.
LAVADO Hasta que salga el agua cristalina.
SECADO Peso constante (100º C).
% DE GLUTEN
Fig. 2. Determinación de gluten.
Análisis Fisicoquímico
Pruebas reológicas, Alveógrafo Reofermentómetro, Falling Number

5
3.2.3. Evaluación reológica. 3.2.3.1. Determinación de alveogramas.
Las eterminaciones de W, P, L y la relación de P/L de las masas panarias se realizaron en el Alveógrafo NG (Chopin) de acuerdo a las instrucciones de uso del equipo (Figs.3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16 y 17) y al método del AACC, 54-30A, 2001, (Faridi, 1991).
TAMIZADO 3 veces.
DETER. HUMEDAD Por triplicado.
PESADO 250 g. harina.
AMASADO (ALVEÓGRAFO)
Adición: enzimas, solución salina. al 2.5%, 8 min.
OBTENCIÓN DE
PLATONES 5 piezas.
FERMENTADO 20 min.
ALVEOGRAMA Quintuplicado.
Fig. 3. Obtención de alveogramas.
En las figuras 4-17 se muestra la secuencia de obtención de los alveogramas.
Fig. 4. Det. humedad.
Fig. 5. Adición de harina.
Fig. 6. Adición de agua.
Fig. 7. Amasado.
Fig. 8. Extracción
de plastón. Fig. 9. Laminado. Fig. 10. Cortado. Fig. 11. Cámara de
reposo.
6
Fig. 12. Plastón a platina.
Fig. 13. Formación de burbuja.
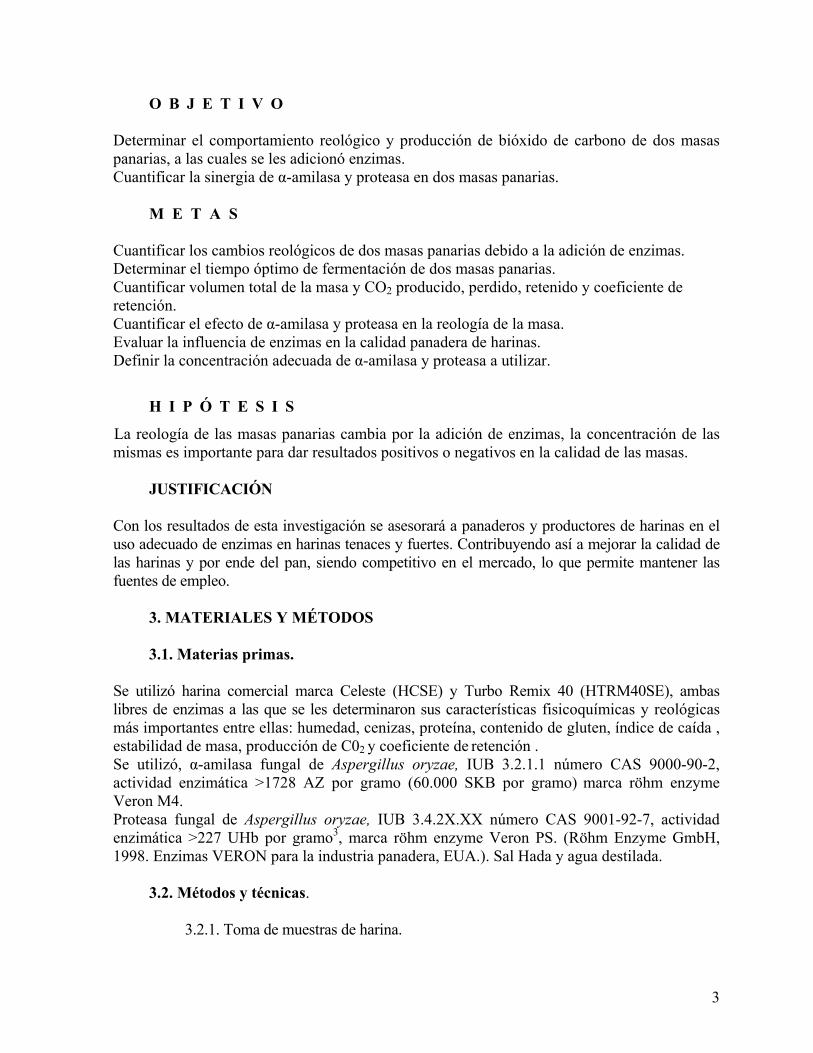
Fig. 14. Alveograma HCSE; C0C0.
Fig. 15. Alveograma HCSE; C3C3.
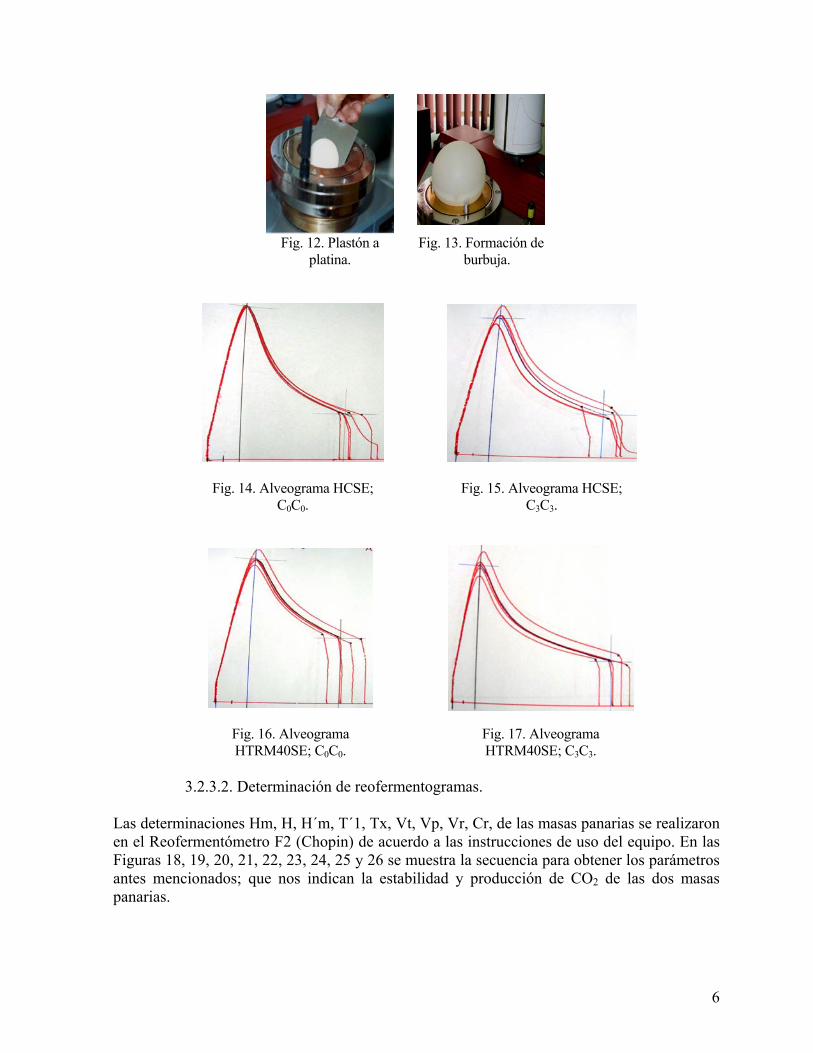
Fig. 16. Alveograma HTRM40SE; C0C0.
Fig. 17. Alveograma HTRM40SE; C3C3.
3.2.3.2. Determinación de reofermentogramas.
Las determinaciones Hm, H, H´m, T´1, Tx, Vt, Vp, Vr, Cr, de las masas panarias se realizaron en el Reofermentómetro F2 (Chopin) de acuerdo a las instrucciones de uso del equipo. En las Figuras 18, 19, 20, 21, 22, 23, 24, 25 y 26 se muestra la secuencia para obtener los parámetros antes mencionados; que nos indican la estabilidad y producción de CO2 de las dos masas panarias.

7
El comportamiento reológico de las masas ha sido por varias décadas tema de investigación en la química de los cereales, ya que el flujo y la deformación están reconocidos como parámetros centrales en la manufactura de productos horneados.
PESADO 250 g harina.
TAMIZADO Tres veces.
DETER. HUMEDAD Por triplicado.
AMASADO (ALVEÓGRAFO)
Adición: enzimas, levadura, sal, agua, 8 min.
OBTENCIÓN DE MASA 315 g.
REOFERMENTÓMETRO 3 h.
Fig. 18. Obtención de reofermentogramas.
.
Fig. 19. Deter.
Humedad. Fig. 20. Ad.
Harina, enzimas, sal, lev.
Fig. 21. Adición de agua.
Fig. 22. Amasado.
Fig. 23.
Reofermentómetro. Fig. 24.
Reofermentograma. Fig. 25. Desarrollo de la
masa. Fig. 26.
Desprendimiento gaseoso.
3.2.3.3. Determinación del (Falling Number).
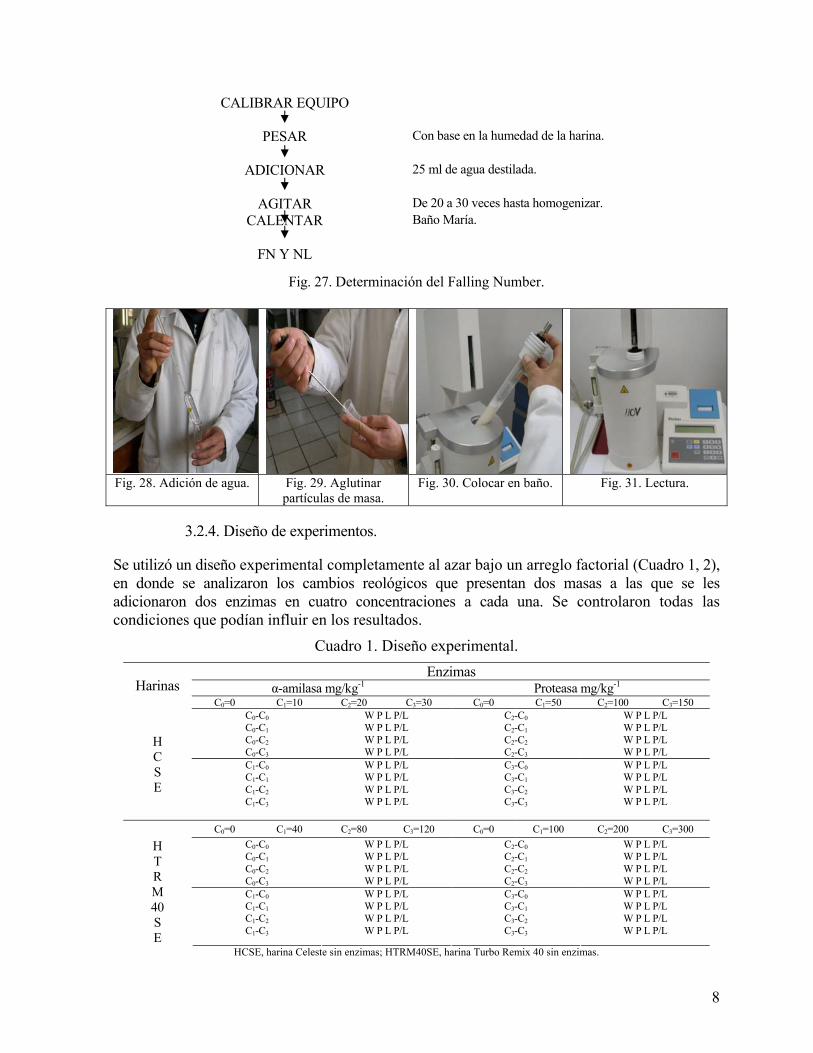
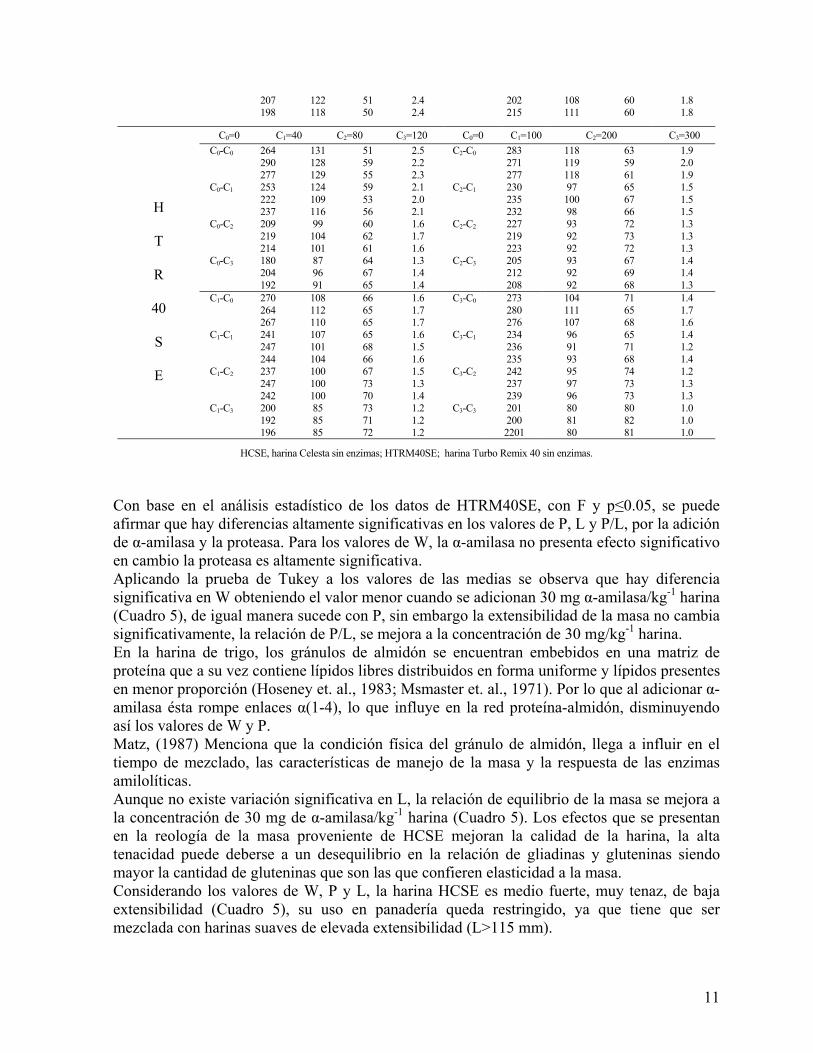
La determinación del índice de caída. Se realizó en un Falling Number 1500 Chopin de acuerdo al método 56-81B de la AACC 2001 y a la metodología descrita en el manual del aparato (Perten Instruments AB, 1994), donde se determinó la actividad alfa amilásica (Figs. 27, 28, 29, 30, 31).
8
CALIBRAR EQUIPO
PESAR Con base en la humedad de la harina.
ADICIONAR 25 ml de agua destilada.
AGITAR De 20 a 30 veces hasta homogenizar. CALENTAR Baño María.
FN Y NL
Fig. 27. Determinación del Falling Number.
Fig. 28. Adición de agua. Fig. 29. Aglutinar partículas de masa.
Fig. 30. Colocar en baño. Fig. 31. Lectura.
3.2.4. Diseño de experimentos.
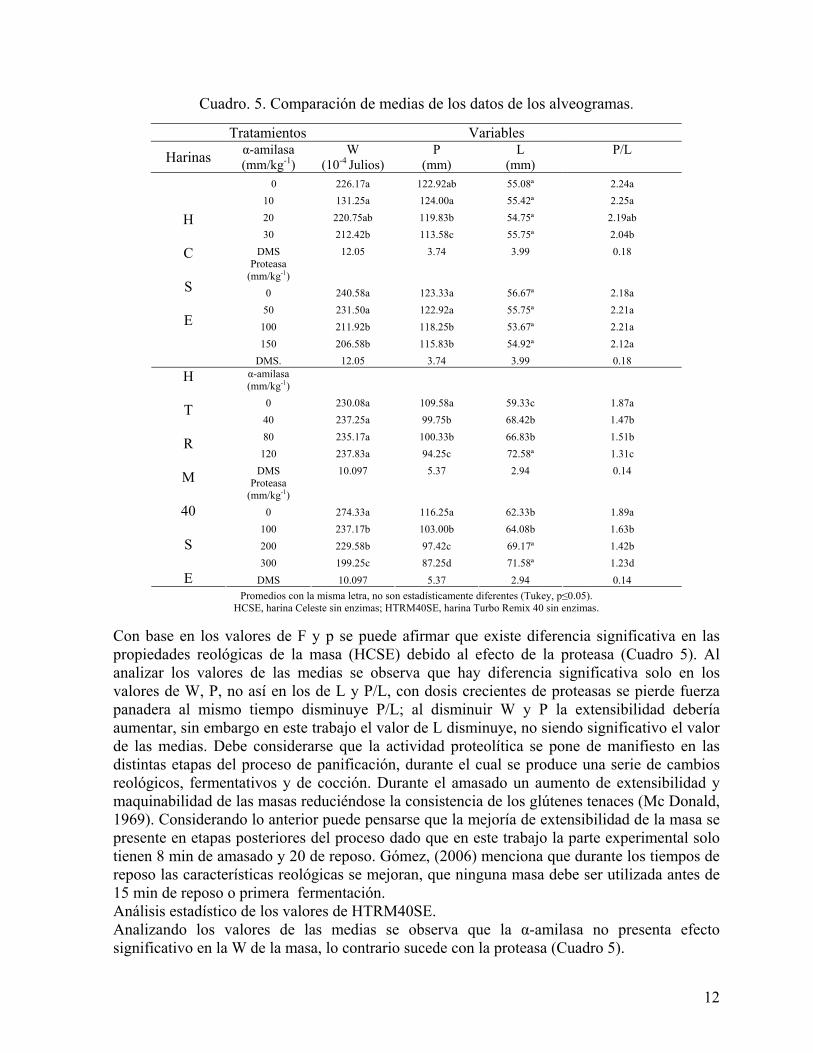
Se utilizó un diseño experimental completamente al azar bajo un arreglo factorial (Cuadro 1, 2), en donde se analizaron los cambios reológicos que presentan dos masas a las que se les adicionaron dos enzimas en cuatro concentraciones a cada una. Se controlaron todas las condiciones que podían influir en los resultados.
Cuadro 1. Diseño experimental.
Enzimas α-amilasa mg/kg-1 Proteasa mg/kg-1 Harinas
C0=0 C1=10 C2=20 C3=30 C0=0 C1=50 C2=100 C3=150 C0-C0 C0-C1 C0-C2 C0-C3
W P L P/L W P L P/L W P L P/L W P L P/L
C2-C0 C2-C1 C2-C2 C2-C3
W P L P/L W P L P/L W P L P/L W P L P/L
H C S E
C1-C0 C1-C1 C1-C2 C1-C3
W P L P/L W P L P/L W P L P/L W P L P/L
C3-C0 C3-C1 C3-C2 C3-C3
W P L P/L W P L P/L W P L P/L W P L P/L
C0=0 C1=40 C2=80 C3=120 C0=0 C1=100 C2=200 C3=300
C0-C0 C0-C1 C0-C2 C0-C3
W P L P/L W P L P/L W P L P/L W P L P/L
C2-C0 C2-C1 C2-C2 C2-C3
W P L P/L W P L P/L W P L P/L W P L P/L
H T R M 40 S E
C1-C0 C1-C1 C1-C2 C1-C3
W P L P/L W P L P/L W P L P/L W P L P/L
C3-C0 C3-C1 C3-C2 C3-C3
W P L P/L W P L P/L W P L P/L W P L P/L
HCSE, harina Celeste sin enzimas; HTRM40SE, harina Turbo Remix 40 sin enzimas.

9
Los efectos o respuestas que se evaluaron fueron: W, P, L, y Hm, H, H´m, T´1, Tx, Vt, Vp, Vr y Cr. Los datos obtenidos se analizaron mediante un análisis de varianza, a un nivel de significancía de p≤0.05 y comparación de medias por la prueba de Tukey. Se utilizó el paquete estadístico SAS, Versión 9.0 (SAS Institute Inc., 2004), (Cuadro 4, 5).
Cuadro 2. Diseño de experimento.
Enzimas α-amilasa mg/kg-1 Proteasa mg/kg-1 Harinas
C0=0 C1=10 C2=20 C3=30 C0=0 C1=50 C2=100 C3=150 C0-C0 C0-C1 C0-C2 C0-C3
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
C2-C0 C2-C1 C2-C2 C2-C3
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
H C S E
C1-C0 C1-C1 C1-C2 C1-C3
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
C3-C0 C3-C1 C3-C2 C3-C3
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
C0=0 C1=40 C2=80 C3=120 C0=0 C1=100 C2=200 C3=300 C0-C0 C0-C1 C0-C2 C0-C3
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
C2-C0 C2-C1 C2-C2 C2-C3
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
H T R M 40 S E
C1-C0 C1-C1 C1-C2 C1-C3
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
C3-C0 C3-C1 C3-C2 C3-C3
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm, T1, h, H´m, T´1, Tx, Vt, Vp, Vr, cr
Hm (mm), T1 (min), h (mm), H´m (mm), T´1 (min), Tx (min), Vt (ml), Vp (ml), Vr(ml), cr (%).
HCSE, harina Celeste sin enzimas; HTRM40SE, harina Turbo Remix sin enzima.
4. RESULTADOS 4.1. Análisis fisicoquímico.
Los datos obtenidos del análisis fisicoquímico de las harinas, se indican en el Cuadro 3.
Cuadro 3. Análisis fisicoquímico de las harinas utilizadas.
Determinación (%) HCSE HTRM40SE
Gluten* 10.27 ± 0.05 11.00 ± 0.04
Humedad 12.30 ± 0.01 11.80 ± 0.01
Cenizas* 0.70 ± 0.01 0.52 ± 0.01
Proteína (f = 5.7)* 11.00 ± 0.02 12.01 ± 0.02
FN 373 500 HCSE, harina Celeste sin enzimas.
HTRM40SE, harina Turbo Remix 40 sin enzimas; *Base seca.
Con base en los datos de cenizas (Cuadro 3), la HCSE es de alta extracción aproximadamente 74%, la HTRM40SE de 66%, según la escala de Mohs.

10
Considerando la cantidad de gluten y proteína la harina Celeste es tenaz (P>60 mm) de baja extensibilidad (L<90 mm), con relación de P/L = 2.1, lo que indica que es panificable en procesos que no requieren tiempos prolongados de fermentación y para pan de poco volumen, es de difícil maquinabilidad (Cuadros 3, 4). La HTRM40SE es tenaz (P>60 mm), de baja extensibilidad (L<90 mm), con relación de P/L=2.5 y buen contenido de proteína, es panificable, para procesos que requieran de tiempos prolongados de fermentación (Cuadros 3, 4). Los valores de humedad se encuentran dentro de lo especificado en la Norma Oficial Mexicana. Analizando los datos de FN Cuadro 3, las dos harinas presentan actividad amilásica débil, siendo aún menor en HTRM40SE; de usarse en panificación sin adicionar enzimas se tiene el riesgo de obtener un pan compacto de miga cerrada seca, con poco desarrollo de volumen (Quaglia, 1991). En las panaderías que existen en el estado de Durango se utilizan harinas con FN de 280 a 310, obteniéndose panes de buen desarrollo y miga suave (Gómez, 2006), en la literatura Española (Calaveras, 1996) se menciona que el FN adecuado es de 250 con base en sus harinas.
4.2. Pruebas reológicas Los resultados de los efectos reológicos que presentan las masas a las diferentes concentraciones de α-amilasa y proteasa se muestran en el Cuadro 4.
4.3. Análisis estadístico de los resultados.
Del análisis estadístico de los datos de HCSE, con base en los valores F y p≤0.05, se puede afirmar que la α-amilasa y la proteasa tienen efecto altamente significativo en los valores de W, P y no significativos para L, en la relación de P/L el uso de α-amilasa presenta significancía no así la proteasa (Cuadro 5).
Cuadro 4. Resultados de las pruebas reológicas.
Enzimas α-amilasa mg/kg-1 Proteasa mg/kg-1 Harinas
C0=0 C1=10 C2=20 C3=30 C0=0 C1=50 C2=100 C3=150
C0-C0
C0-C1
C0-C2
C0-C3
W 243 247 245 242 229 235 205 212 208 216 216 216
P 115 128 121 127 129 128 122 123 122 120 120 120
L 60 58 59 58 51 54 51 49 50 55 59 57
P/L 2.1 2.2 2.0 2.2 2.5 2.4 2.4 2.5 2.4 2.2 2.0 2.1
C2-C0
C2-C1
C2-C2
C2-C3
W 235 255 245 226 238 232 213 205 209 191 203 197
P 128 126 127 122 119 120 118 118 118 112 116 114
L 53 62 57 55 59 57 53 52 52 52 53 52
P/L 2.4 2.0 2.2 2.2 2.0 2.1 2.2 2.3 2.3 2.1 2.2 2.2
H
C
S
E
C1-C0
C1-C1
C1-C2
C1-C3
254 245 249 250 251 250 238 217 227 189
131 131 131 128 129 128 120 117 118 115
56 52 54 58 59 58 61 58 59 49
2.3 2.5 2.4 2.2 2.0 2.2 2.0 2.0 2.0 2.3
C3-C0
C3-C1
C3-C2
C3-C3
226 220 223 211 206 208 204 202 203 229
116 112 114 115 115 115 114 115 114 114
59 54 56 52 55 53 55 51 53 61
2.0 2.1 2.0 2.2 2.1 2.2 2.0 2.2 2.1 1.8
11
207 198
122 118
51 50
2.4 2.4
202 215
108 111
60 60
1.8 1.8
C0=0 C1=40 C2=80 C3=120 C0=0 C1=100 C2=200 C3=300 C0-C0
C0-C1
C0-C2
C0-C3
264 290 277 253 222 237 209 219 214 180 204 192
131 128 129 124 109 116 99 104 101 87 96 91
51 59 55 59 53 56 60 62 61 64 67 65
2.5 2.2 2.3 2.1 2.0 2.1 1.6 1.7 1.6 1.3 1.4 1.4
C2-C0
C2-C1
C2-C2
C2-C3
283 271 277 230 235 232 227 219 223 205 212 208
118 119 118 97 100 98 93 92 92 93 92 92
63 59 61 65 67 66 72 73 72 67 69 68
1.9 2.0 1.9 1.5 1.5 1.5 1.3 1.3 1.3 1.4 1.4 1.3
H
T
R
40
S
E
C1-C0
C1-C1
C1-C2
C1-C3
270 264 267 241 247 244 237 247 242 200 192 196
108 112 110 107 101 104 100 100 100 85 85 85
66 65 65 65 68 66 67 73 70 73 71 72
1.6 1.7 1.7 1.6 1.5 1.6 1.5 1.3 1.4 1.2 1.2 1.2
C3-C0
C3-C1
C3-C2
C3-C3
273 280 276 234 236 235 242 237 239 201 200 2201
104 111 107 96 91 93 95 97 96 80 81 80
71 65 68 65 71 68 74 73 73 80 82 81
1.4 1.7 1.6 1.4 1.2 1.4 1.2 1.3 1.3 1.0 1.0 1.0
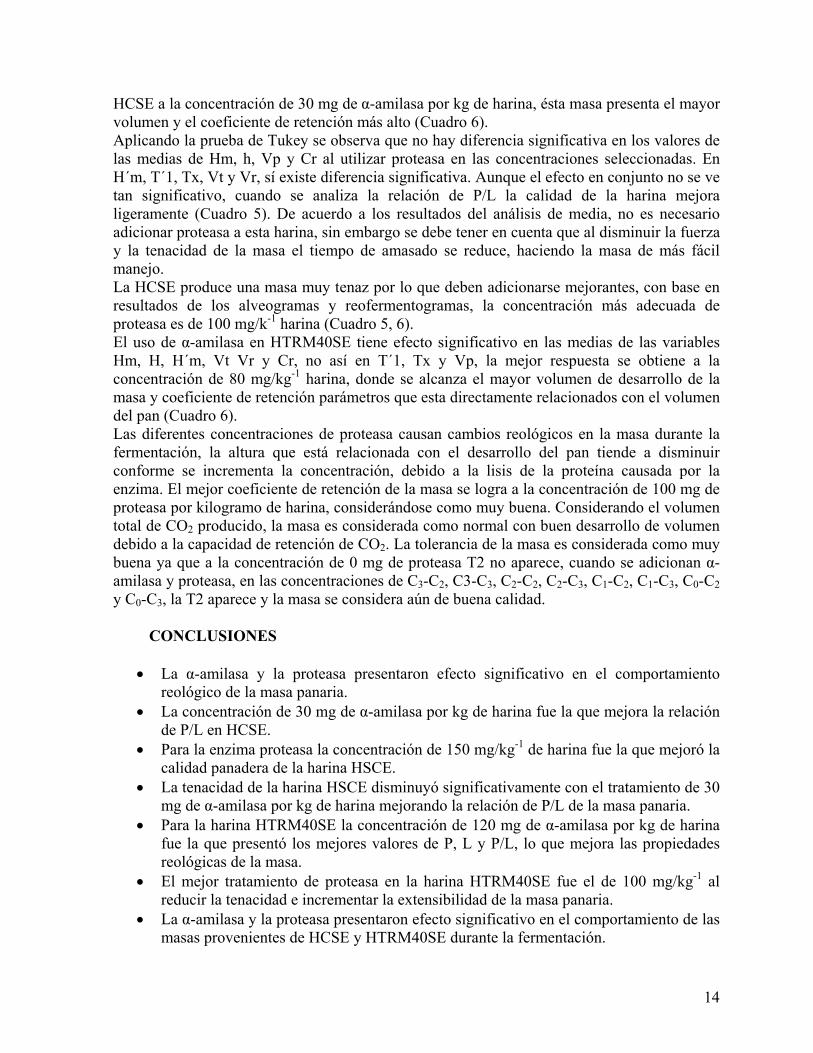
HCSE, harina Celesta sin enzimas; HTRM40SE; harina Turbo Remix 40 sin enzimas. Con base en el análisis estadístico de los datos de HTRM40SE, con F y p≤0.05, se puede afirmar que hay diferencias altamente significativas en los valores de P, L y P/L, por la adición de α-amilasa y la proteasa. Para los valores de W, la α-amilasa no presenta efecto significativo en cambio la proteasa es altamente significativa. Aplicando la prueba de Tukey a los valores de las medias se observa que hay diferencia significativa en W obteniendo el valor menor cuando se adicionan 30 mg α-amilasa/kg-1 harina (Cuadro 5), de igual manera sucede con P, sin embargo la extensibilidad de la masa no cambia significativamente, la relación de P/L, se mejora a la concentración de 30 mg/kg-1 harina. En la harina de trigo, los gránulos de almidón se encuentran embebidos en una matriz de proteína que a su vez contiene lípidos libres distribuidos en forma uniforme y lípidos presentes en menor proporción (Hoseney et. al., 1983; Msmaster et. al., 1971). Por lo que al adicionar α-amilasa ésta rompe enlaces α(1-4), lo que influye en la red proteína-almidón, disminuyendo así los valores de W y P. Matz, (1987) Menciona que la condición física del gránulo de almidón, llega a influir en el tiempo de mezclado, las características de manejo de la masa y la respuesta de las enzimas amilolíticas. Aunque no existe variación significativa en L, la relación de equilibrio de la masa se mejora a la concentración de 30 mg de α-amilasa/kg-1 harina (Cuadro 5). Los efectos que se presentan en la reología de la masa proveniente de HCSE mejoran la calidad de la harina, la alta tenacidad puede deberse a un desequilibrio en la relación de gliadinas y gluteninas siendo mayor la cantidad de gluteninas que son las que confieren elasticidad a la masa. Considerando los valores de W, P y L, la harina HCSE es medio fuerte, muy tenaz, de baja extensibilidad (Cuadro 5), su uso en panadería queda restringido, ya que tiene que ser mezclada con harinas suaves de elevada extensibilidad (L>115 mm).
12
Cuadro. 5. Comparación de medias de los datos de los alveogramas.
Promedios con la misma letra, no son estadísticamente diferentes (Tukey, p≤0.05). HCSE, harina Celeste sin enzimas; HTRM40SE, harina Turbo Remix 40 sin enzimas.
Con base en los valores de F y p se puede afirmar que existe diferencia significativa en las propiedades reológicas de la masa (HCSE) debido al efecto de la proteasa (Cuadro 5). Al analizar los valores de las medias se observa que hay diferencia significativa solo en los valores de W, P, no así en los de L y P/L, con dosis crecientes de proteasas se pierde fuerza panadera al mismo tiempo disminuye P/L; al disminuir W y P la extensibilidad debería aumentar, sin embargo en este trabajo el valor de L disminuye, no siendo significativo el valor de las medias. Debe considerarse que la actividad proteolítica se pone de manifiesto en las distintas etapas del proceso de panificación, durante el cual se produce una serie de cambios reológicos, fermentativos y de cocción. Durante el amasado un aumento de extensibilidad y maquinabilidad de las masas reduciéndose la consistencia de los glútenes tenaces (Mc Donald, 1969). Considerando lo anterior puede pensarse que la mejoría de extensibilidad de la masa se presente en etapas posteriores del proceso dado que en este trabajo la parte experimental solo tienen 8 min de amasado y 20 de reposo. Gómez, (2006) menciona que durante los tiempos de reposo las características reológicas se mejoran, que ninguna masa debe ser utilizada antes de 15 min de reposo o primera fermentación. Análisis estadístico de los valores de HTRM40SE. Analizando los valores de las medias se observa que la α-amilasa no presenta efecto significativo en la W de la masa, lo contrario sucede con la proteasa (Cuadro 5).
Tratamientos Variables
Harinas α-amilasa (mm/kg-1)
W (10-4 Julios)
P (mm)
L (mm)
P/L
0 226.17a 122.92ab 55.08ª 2.24a 10 131.25a 124.00a 55.42ª 2.25a 20 220.75ab 119.83b 54.75ª 2.19ab 30 212.42b 113.58c 55.75ª 2.04b
DMS 12.05 3.74 3.99 0.18 Proteasa
(mm/kg-1) 0 240.58a 123.33a 56.67ª 2.18a 50 231.50a 122.92a 55.75ª 2.21a
100 211.92b 118.25b 53.67ª 2.21a 150 206.58b 115.83b 54.92ª 2.12a
H
C
S
E
DMS. 12.05 3.74 3.99 0.18 α-amilasa (mm/kg-1)
0 230.08a 109.58a 59.33c 1.87a 40 237.25a 99.75b 68.42b 1.47b 80 235.17a 100.33b 66.83b 1.51b
120 237.83a 94.25c 72.58ª 1.31c DMS 10.097 5.37 2.94 0.14
Proteasa (mm/kg-1)
0 274.33a 116.25a 62.33b 1.89a 100 237.17b 103.00b 64.08b 1.63b 200 229.58b 97.42c 69.17ª 1.42b 300 199.25c 87.25d 71.58ª 1.23d
H
T
R
M
40
S
E DMS 10.097 5.37 2.94 0.14

13
La tenacidad y relación P/L, disminuyen al incrementar la concentración de α-amilasa obteniéndose los mejores resultados para ambas variables a la concentración de 120 mg/kg-1
harina. La extensibilidad se incrementa. Los efectos que se presentan en la reología de la masa proveniente de HTRM40SE mejoran la calidad panadera de la harina (Cuadro 5). Con base en el análisis de las medias se observa que existe diferencia significativa en las propiedades reológicas de la masa (HTRM40SE) debido al efecto de la proteasa (Cuadro 5). Los valores de W, P y P/L, disminuyen, ocasionando que la harina sea suave y menos tenaz mejorando la relación de P/L a la concentración de 300 mg/kg-1 harina. La extensibilidad se incrementa mejorando en conjunto la calidad panadera de la harina. Sin embargo es necesario considerar que durante el proceso de panificación existen diferentes etapas en las cuales las propiedades reológicas de la masa pueden ser afectadas o beneficiadas, lo anterior depende de la estandarización y control del proceso.
Cuadro 6. Análisis de medias de los parámetros evaluados con el reofermentómetro.
Tratamientos Variables H Α-amilasa mg/kg-1 Hm h H´m T´1 Tx Vt Vp Vr Cr T1
0 34.2c 33.8c 69.1a 42.7b 28.0b 1763.6a 413.3ª 1349.3a 76.7b 179.4ab 10 39.1b 38.7b 67.2ab 48.7ab 26.5b 1724.2ab 400.6ab 1322.7ab 77.2ab 175.7b 20 41.0a 40.8a 66.9ab 53.2a 25.0b 1697.2ab 387.3ab 1308.7b 77.5ab 182.0a 30 42.5a 42.1a 64.5b 55.5a 39.2a 1645.1b 337.4b 1306.2b 79.7ª 182.4a
DMS 1.49 1.47 3.37 8.97 10.66 99.26 74.64 30.41 3.0 4.7 Proteasa mg/kg-1
0 39.4a 39.2a 66.8ab 47.2a 28.7ab 1715.9ab 387.0a 1327.7ab 77.8ª 185.3a 50 39.8a 39.6a 67.1ab 52.5a 28.7ab 1702.1ab 391.3ª 1309.6b 77.4ª 182.7a 100 38.6a 38.3a 64.9b 54.0a 38.5a 1651.2b 343.9ª 1306.1b 79.4ª 182.6a 150 39.1a 38.3a 68.9a 46.5a 22.7b 1760.8a 416.4ª 1343.7a 76.4ª 169.1b
H C S E
DMS 1.5 1.5 3.4 8.9 10.6 99.2 74.6 30.4 3.0 4.7 α-amilasa mg/kg-1
0 57.4b 50.9b 58.7b 63.0a 84.2a 1432.7b 205.6ª 1226.2b 85.8ab 153.7a 40 64.9a 55.2a 62.9a 62.2ª 88.0a 1506.7a 237.5ª 1268.2a 84.6ab 141.4a 80 64.9a 55.7a 60.6ab 66.0a 91.0a 1423.9b 193.5ª 1229.4b 87.2ª 142.8a 120 65.2a 57.1a 62.2a 63.7ª 85.0a 1489.8ab 239.7ª 1248.9ab 84.1b 145.6a
DMS 1.4 2.3 2.8 6.6 11.5 74.0 53.5 25.6 3.0 13.3 Proteasa mg/kg-1
0 64.4a 63.9a 60.6b 64.5ab 82.0b 1437.7b 211.6b 1225.2b 85.7ab 177.9a 100 64.3a 61.0b 60.9ab 63.0ab 86.5ab 1472.6ab 207.7b 1264.2a 86.0a 149.8b 200 63.7a 50.4c 63.7a 60.0b 84.2ab 1532.7a 265.2ª 1266.4a 82.8b 130.0c 300 60.0b 43.4d 59.2b 67.5ª 95.5a 1410.1b 192.2b 1217.0b 87.1ª 125.7c
H T R M 40 S E
DMS 1.4 2.3 2.8 6.6 11.5 74.0 53.5 25.6 3.0 13.3 Promedios con la misma letra no son estadísticamente diferentes (Tukey p≤0.05).
Del análisis estadístico de los datos de HCSE, se puede afirmar que la α-amilasa tiene efecto altamente significativo en los valores de Hm, H, H´m, T´1 Tx, Vr y significativo en Vt, Vp, y Cr. La proteasa tiene efecto altamente significativo en los valores de Tx, Vr, significativo en H, H´m, y no significativo en T´1, Vp, y Cr. En HTRM40SE la α-amilasa tiene efecto altamente significativo en los valores de Hm, H, H´m, Vt, Vr, y significativo en Cr, en los demás parámetros es no significativo. La proteasa tiene efecto altamente significativo en los valores de Hm, H, H´m, Vt, Vp, Vr, Cr, significativo en T´1, Tx, H, H´m. Al comparar la HCSE con HTRM40SE podemos afirmar que con la HTRM40SE se pueden obtener panes de mayor volumen, lo anterior se basa en que desarrolla mayor altura la masa (Hm), por lo que el pan tendrá mayor volumen, considerando el coeficiente de retención la harina Celeste se considera como normal y Turbo remix como muy buena (Cuadro 6). Al analizar los valores de las medias, se observa que existen diferencias significativas en todos los parámetros evaluados debido al efecto de α-amilasa, obteniendo la mejor respuesta de
14
HCSE a la concentración de 30 mg de α-amilasa por kg de harina, ésta masa presenta el mayor volumen y el coeficiente de retención más alto (Cuadro 6). Aplicando la prueba de Tukey se observa que no hay diferencia significativa en los valores de las medias de Hm, h, Vp y Cr al utilizar proteasa en las concentraciones seleccionadas. En H´m, T´1, Tx, Vt y Vr, sí existe diferencia significativa. Aunque el efecto en conjunto no se ve tan significativo, cuando se analiza la relación de P/L la calidad de la harina mejora ligeramente (Cuadro 5). De acuerdo a los resultados del análisis de media, no es necesario adicionar proteasa a esta harina, sin embargo se debe tener en cuenta que al disminuir la fuerza y la tenacidad de la masa el tiempo de amasado se reduce, haciendo la masa de más fácil manejo. La HCSE produce una masa muy tenaz por lo que deben adicionarse mejorantes, con base en resultados de los alveogramas y reofermentogramas, la concentración más adecuada de proteasa es de 100 mg/k-1 harina (Cuadro 5, 6). El uso de α-amilasa en HTRM40SE tiene efecto significativo en las medias de las variables Hm, H, H´m, Vt Vr y Cr, no así en T´1, Tx y Vp, la mejor respuesta se obtiene a la concentración de 80 mg/kg-1 harina, donde se alcanza el mayor volumen de desarrollo de la masa y coeficiente de retención parámetros que esta directamente relacionados con el volumen del pan (Cuadro 6). Las diferentes concentraciones de proteasa causan cambios reológicos en la masa durante la fermentación, la altura que está relacionada con el desarrollo del pan tiende a disminuir conforme se incrementa la concentración, debido a la lisis de la proteína causada por la enzima. El mejor coeficiente de retención de la masa se logra a la concentración de 100 mg de proteasa por kilogramo de harina, considerándose como muy buena. Considerando el volumen total de CO2 producido, la masa es considerada como normal con buen desarrollo de volumen debido a la capacidad de retención de CO2. La tolerancia de la masa es considerada como muy buena ya que a la concentración de 0 mg de proteasa T2 no aparece, cuando se adicionan α-amilasa y proteasa, en las concentraciones de C3-C2, C3-C3, C2-C2, C2-C3, C1-C2, C1-C3, C0-C2 y C0-C3, la T2 aparece y la masa se considera aún de buena calidad.
CONCLUSIONES
• La α-amilasa y la proteasa presentaron efecto significativo en el comportamiento reológico de la masa panaria.
• La concentración de 30 mg de α-amilasa por kg de harina fue la que mejora la relación de P/L en HCSE.
• Para la enzima proteasa la concentración de 150 mg/kg-1 de harina fue la que mejoró la calidad panadera de la harina HSCE.
• La tenacidad de la harina HSCE disminuyó significativamente con el tratamiento de 30 mg de α-amilasa por kg de harina mejorando la relación de P/L de la masa panaria.
• Para la harina HTRM40SE la concentración de 120 mg de α-amilasa por kg de harina fue la que presentó los mejores valores de P, L y P/L, lo que mejora las propiedades reológicas de la masa.
• El mejor tratamiento de proteasa en la harina HTRM40SE fue el de 100 mg/kg-1 al reducir la tenacidad e incrementar la extensibilidad de la masa panaria.
• La α-amilasa y la proteasa presentaron efecto significativo en el comportamiento de las masas provenientes de HCSE y HTRM40SE durante la fermentación.
15
• A la concentración de 30 mg de α-amilasa por kg de harina se obtuvo mayor volumen y el coeficiente de retención más alto de 79.7% considerado como normal.
• La concentración más adecuada de proteasa para HCSE fue la de 100 mg/kg-1 de harina, a ésta se obtienen las mejores características fermentativas, con coeficiente de retención de 79.4%.
• Para HTRM40SE los mejores resultados de estabilidad y fermentación se logran a las concentraciones de 80 mg de α-amilasa y 100 mg de proteasa por kilogramo de harina.
• La HCSE presenta muy buena estabilidad durante las tres horas que dura la fermentación. De igual manera sucede con HTRM40SE.
• La HCSE presenta porosidad prematura y HTRM40SE normal. • El tiempo de fermentación más adecuado (Tx) para HCSE se obtiene a los 39.2 min
para HTRM40SE a los 86.5 min. • Una producción excesiva de CO2 debilita la estructura viscoelástica de la masa,
disminuyendo el coeficiente de retención hasta ser considerado como débil. 100 mg de proteasa
IMPACTO
El conocimiento del comportamiento reológico que presentan las masas durante la fermentación permitirá estandarizar esta fase, para diferentes masas panarias obteniendo así panes con mayor volumen, mejor color, olor, textura, suavidad y mayor vida de anaquel. Lo anterior facilita el trabajo, elimina pérdidas económicas disminuye el tiempo de fabricación, asegura la calidad del pan y lo hace competitivo en el mercado, dando estabilidad a la micro y mediana empresa lo que mantiene las fuentes de empleo. Los resultados obtenidos en este proyecto se incluyeron en el material didáctico entregado a los participantes del curso de transferencia de tecnología en panificación realizado en la Planta Piloto del Tecnológico de Durango, e Instituto Tecnológico de Villa Montemorelos, El Mezquital y Coyotes Durango durante el año 2006, a un total de 140 alumnos, lo anterior generó dos micro empresas una ubicada en el Mezquital y otra en José María Morelos, Durango. Clave de registro del curso MBCNS/25/2/2005. La transferencia de los resultados obtenidos en ocho proyectos de investigación en el área de panificación, ha servido para el diseño y selección de equipo de una planta piloto en la cual se imparten cursos a la comunidad y a los alumnos de la carrera de Ing. Bioquímica, se ha contribuido a la creación de cinco micro panaderías, generando 55 empleos directos. La mayoría de los técnico en panificación que se han formado en los cursos que hemos impartido, trabajan en panificadoras. La preparación de las personas en un oficio coadyuva a disminuir la pobreza, el desempleo y la delincuencia.
BIBLIOGRAFÍA AACC 2001. (American Association of Cereal Chemist) Approved Method of the Association. 10th.Vol. II. Ed.St. Paul Minnesota, USA. Badui Dergal, Salvador 2006. Química de los alimentos. Cuarta edición. Pearson Educación, México

16
Balbín et al. 2006. Enzimas en la panificación y confitería. Universidad Nacional del Centro del Perú. Huancayo Perú. Calavera, J. 1996. Tratado de Panificación y Bollería Ed. Mundi-Prensa ( Pág. 78-82) España. Camacho, M.A.C. 1997. El trabajo en el contexto de la Producción Agrícola Nacional y Mundial. En Memorias del Primer Simposio internacional del trigo. INIFAP-CIMM y T- Chopin, M. 1978. Metódica del ensayo alveografico de la harina. Manual del alveografo. Paris, Francia. Cosbert, J. 1998. Tecnología Enzimática en Panificación Rev. Pan año XLV No.539 Septiembre (Pág. 66-86), México. Faridi, K 1991. Softwhe products in “Handbook of Cereal Science and Technology” First Ed. Ed. Decker, M.D.I., New York USA. Gómez, O. S. 1996. Informe técnico Calidad panificable de las harinas de trigo, CIIDIR-IPN U. Durango, México. Gómez, O. S. 2006. Informe técnico Cambios reológicos en una msa panaria tipo bizcocho durante el tiempo de reposo, CIIDIR-IPN U. Durango, México. Hoseney, R.C., K.F. Finney, M.P. Shogren y Y. Pomeranz. 1969. Functional (Breadmaking) and Biochemical Properties of Wheat Flour Components III. Characterization of Gluten Protein Fraction Obtained by Ultracentrifugation. Cereal. Chem. 46(2): 126-135, USA. Jackel, S. S., and Diachuk. 1969. Cereal Sci. Today 14(9),312. Khan, K. Tamminga, G. and Lukow, O. 1989. The effect of wheat flour proteins on mixing and baking. Correlations with protein fractions and high molecular weight glutenin subunit composition by gel electrophoresis. Cereal Chem. Mc Donald, E. C. 1969. Proteolytic enzymes of wheat and their relation to baking quality. Baker´s Dig. Mac. Ritchie, F., Kasarda, D.D. and Kuzmicki, D. D. 1991. Characterization of wheat protein fractions differing in contributions to bread making quality. Cereal Chem. Miralbés, 2000. Enzimas en panadería. Ed. Montagud, Barcelona España. Perten Instruments AB, febrero 1994, PO Box 5101, S-141 05 Huddinge SUECIA Pyler, E. J. 1988. Baking science & technology. Third edition. Vol. I, II. USA. Sosland Publishing Company. Pomeranz, Y. 1983. Molecular approach to breadmaking: An update and new perspectives. Baker’s Digest 57(4): 72-86. Potus, J.; Poiffait A.; Drappon, R. 1994. influence of dough-making conditions on the concentration of individual sugars and their utilization during fermentation. Cereal Chem. 71, 505-508. Quaglia, G. 1991. Ciencia y tecnologia de la panificasion. 2da Ed. Acriba, España. Ranum. R.; De Stefanis, V.A. 1990. Use of fungal alpha-amilase in Milling and Baking. I. Cereal Foods World. 931-933. Röhm Enzyme GmbH, 1998. Enzimas VERON para la industria panadera, EUA. Schofield, et. al. 1932. The relationship between viscosity, elasticity and Proc. Roy. Soc. (London) A138: 707-718. SECOFI, 1982. Norma Mexicana de Comercialización de harina de trigo NOM-F-7 Méx. Spiegel, M.R. 1991. Estadistica 2da Ed. McGraw-Hill/Interamericana España.
17
METODOLOGÍA DE USO ADECUADO DE ENZIMAS EN MASAS TENACES Y FUERTES PARA LA OBTENCIÓN DE PRODUCTOS DE PANADERÍA DE BUENA
CALIDAD INTRODUCCIÓN
En el mercado mexicano existen varias marcas de harina provenientes de diferentes variedades de trigo o mezclas de los mismos, por lo que se tiene variabilidad en la calidad panadera de las harinas lo que genera problemas en la estandarización de las fases del proceso de panificación en la mediana y pequeña empresa. Para corregir las deficiencias de calidad en harinas los molineros y panaderos adicionan aditivos siendo las enzimas de los más importantes y probablemente sean la base fundamental para el mejoramiento de harinas en el futuro. Las pruebas más importantes para determinar la funcionalidad de harinas de trigo son las denominadas reológicas, que tienen como objetivo estudiar las propiedades físicoquímicas del gluten hidratado formado después del amasado y fermentado. Los resultados están estrechamente vinculados con parámetros de procesamiento, absorción de agua, tiempo de amasado óptimo, tiempo de reposo, fermentado, calidad de formado y producto terminado (Calaveras, 1996). Las enzimas son proteínas de origen orgánico que catalizan reacciones biológicas dentro y fuera de la célula con un cierto grado de especificidad, por lo que no se producen reacciones laterales imprevistas. Las enzimas pueden tener una acción favorable o dañina en el producto terminado, por lo que deben conocerse las propiedades de cada una de ellas para aprovecharlas adecuadamente. Desde el punto de vista de la salud, puede considerarse que las acciones enzimáticas son, en último extremo, naturales. La estructura química de las enzimas es de carácter proteico-globular y puede requerir de otra molécula llamada cofactor (vitaminas, minerales y compuestos orgánicos) para desarrollar su actividad biológica. La parte proteica de la enzima se llama apoenzima, que al unirse con el cofactor forma la haloenzima que actúa como catalizador (Pyler, 1988). Las enzimas se dividen en seis grupos: • Oxidorreductasas; catalizan reacciones de oxidorreducción. • Transferasas; catalizan reacciones de transferencias de grupos. • Hidrolasas; catalizan reacciones hidrolíticas. • Liasas; catalizan reacciones de ruptura de enlaces sin participación de agua; se efectúa por un re-arreglo interno de las valencias disponibles. • Isomerazas; catalizan reacciones de isomerización. • Ligazas o sintetazas; catalizan reacciones que consisten en la unión de dos moléculas, acopladas con la intervención de un enlace pirofosfato de ATP o de un trifosfato similar (Badui, 2006). Las enzimas son coadyuvantes tecnológicos en la industria del pan, las mas importantes actúan principalmente sobre las proteínas rompiéndolas y son las llamadas enzimas proteolíticas. Otro grupo de enzimas actúan en la degradación del almidón hasta obtener glucosa que es el alimento de la levadura. La α-amilasa, es una enzima dextrinizante (endoamilasa) rompe la macromolécula de almidón, formando moléculas más pequeñas de distintas dimensiones, principalmente dextrinas; en cambio la β-amilasa (exoamilasa) transforma el almidón en maltosa. Las investigaciones han demostrado que el uso de α-amilasa tiene mayor efecto que la β-amilasa.
18
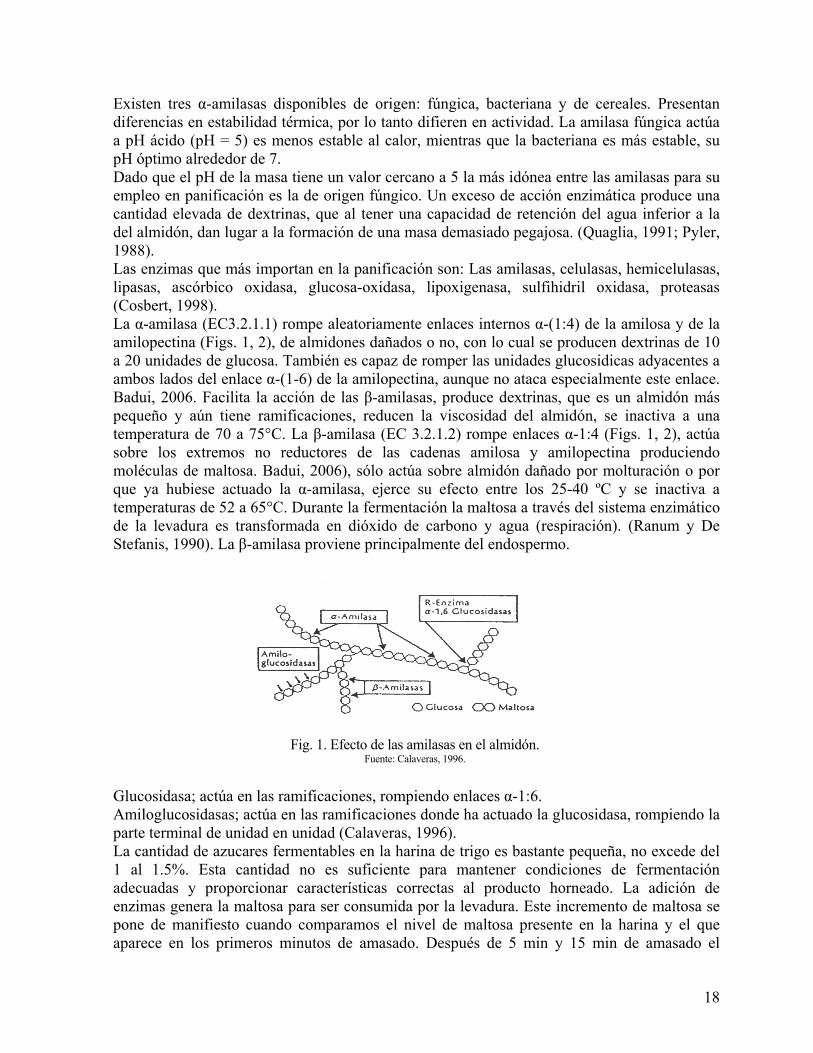
Existen tres α-amilasas disponibles de origen: fúngica, bacteriana y de cereales. Presentan diferencias en estabilidad térmica, por lo tanto difieren en actividad. La amilasa fúngica actúa a pH ácido (pH = 5) es menos estable al calor, mientras que la bacteriana es más estable, su pH óptimo alrededor de 7. Dado que el pH de la masa tiene un valor cercano a 5 la más idónea entre las amilasas para su empleo en panificación es la de origen fúngico. Un exceso de acción enzimática produce una cantidad elevada de dextrinas, que al tener una capacidad de retención del agua inferior a la del almidón, dan lugar a la formación de una masa demasiado pegajosa. (Quaglia, 1991; Pyler, 1988). Las enzimas que más importan en la panificación son: Las amilasas, celulasas, hemicelulasas, lipasas, ascórbico oxidasa, glucosa-oxidasa, lipoxigenasa, sulfihidril oxidasa, proteasas (Cosbert, 1998). La α-amilasa (EC3.2.1.1) rompe aleatoriamente enlaces internos α-(1:4) de la amilosa y de la amilopectina (Figs. 1, 2), de almidones dañados o no, con lo cual se producen dextrinas de 10 a 20 unidades de glucosa. También es capaz de romper las unidades glucosidicas adyacentes a ambos lados del enlace α-(1-6) de la amilopectina, aunque no ataca especialmente este enlace. Badui, 2006. Facilita la acción de las β-amilasas, produce dextrinas, que es un almidón más pequeño y aún tiene ramificaciones, reducen la viscosidad del almidón, se inactiva a una temperatura de 70 a 75°C. La β-amilasa (EC 3.2.1.2) rompe enlaces α-1:4 (Figs. 1, 2), actúa sobre los extremos no reductores de las cadenas amilosa y amilopectina produciendo moléculas de maltosa. Badui, 2006), sólo actúa sobre almidón dañado por molturación o por que ya hubiese actuado la α-amilasa, ejerce su efecto entre los 25-40 ºC y se inactiva a temperaturas de 52 a 65°C. Durante la fermentación la maltosa a través del sistema enzimático de la levadura es transformada en dióxido de carbono y agua (respiración). (Ranum y De Stefanis, 1990). La β-amilasa proviene principalmente del endospermo.
Fig. 1. Efecto de las amilasas en el almidón.
Fuente: Calaveras, 1996.
Glucosidasa; actúa en las ramificaciones, rompiendo enlaces α-1:6. Amiloglucosidasas; actúa en las ramificaciones donde ha actuado la glucosidasa, rompiendo la parte terminal de unidad en unidad (Calaveras, 1996). La cantidad de azucares fermentables en la harina de trigo es bastante pequeña, no excede del 1 al 1.5%. Esta cantidad no es suficiente para mantener condiciones de fermentación adecuadas y proporcionar características correctas al producto horneado. La adición de enzimas genera la maltosa para ser consumida por la levadura. Este incremento de maltosa se pone de manifiesto cuando comparamos el nivel de maltosa presente en la harina y el que aparece en los primeros minutos de amasado. Después de 5 min y 15 min de amasado el
19
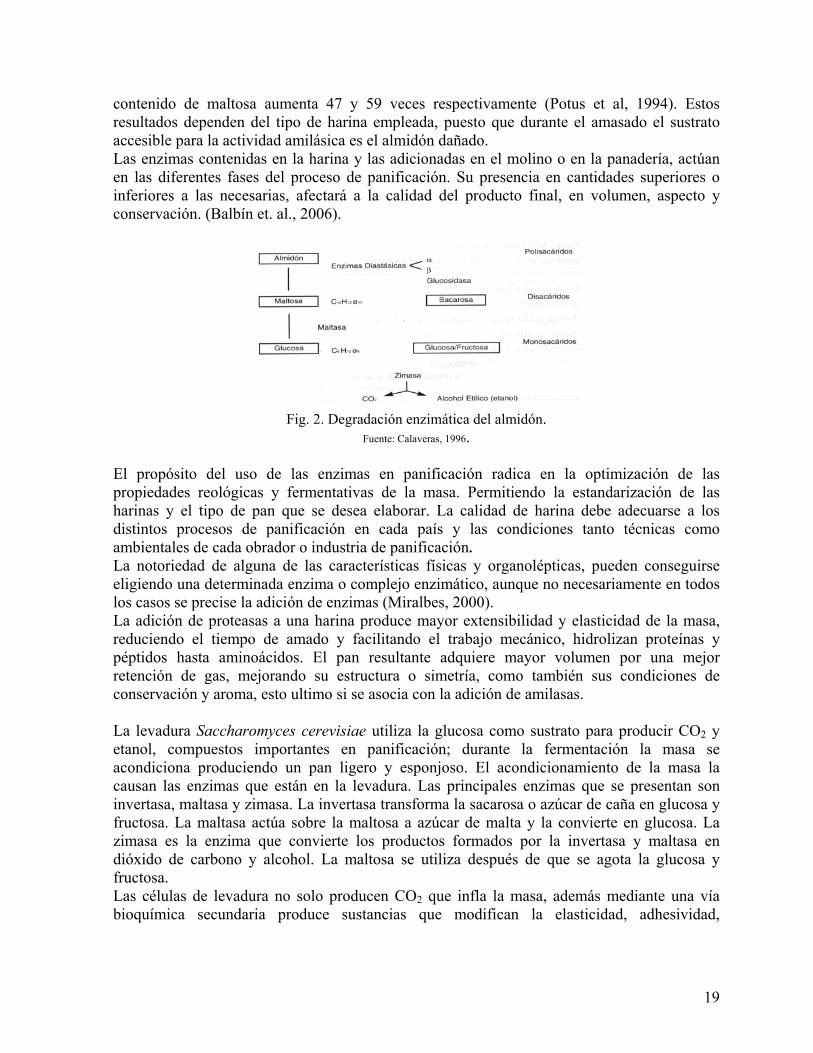
contenido de maltosa aumenta 47 y 59 veces respectivamente (Potus et al, 1994). Estos resultados dependen del tipo de harina empleada, puesto que durante el amasado el sustrato accesible para la actividad amilásica es el almidón dañado. Las enzimas contenidas en la harina y las adicionadas en el molino o en la panadería, actúan en las diferentes fases del proceso de panificación. Su presencia en cantidades superiores o inferiores a las necesarias, afectará a la calidad del producto final, en volumen, aspecto y conservación. (Balbín et. al., 2006).
Fig. 2. Degradación enzimática del almidón.
Fuente: Calaveras, 1996. El propósito del uso de las enzimas en panificación radica en la optimización de las propiedades reológicas y fermentativas de la masa. Permitiendo la estandarización de las harinas y el tipo de pan que se desea elaborar. La calidad de harina debe adecuarse a los distintos procesos de panificación en cada país y las condiciones tanto técnicas como ambientales de cada obrador o industria de panificación. La notoriedad de alguna de las características físicas y organolépticas, pueden conseguirse eligiendo una determinada enzima o complejo enzimático, aunque no necesariamente en todos los casos se precise la adición de enzimas (Miralbes, 2000). La adición de proteasas a una harina produce mayor extensibilidad y elasticidad de la masa, reduciendo el tiempo de amado y facilitando el trabajo mecánico, hidrolizan proteínas y péptidos hasta aminoácidos. El pan resultante adquiere mayor volumen por una mejor retención de gas, mejorando su estructura o simetría, como también sus condiciones de conservación y aroma, esto ultimo si se asocia con la adición de amilasas. La levadura Saccharomyces cerevisiae utiliza la glucosa como sustrato para producir CO2 y etanol, compuestos importantes en panificación; durante la fermentación la masa se acondiciona produciendo un pan ligero y esponjoso. El acondicionamiento de la masa la causan las enzimas que están en la levadura. Las principales enzimas que se presentan son invertasa, maltasa y zimasa. La invertasa transforma la sacarosa o azúcar de caña en glucosa y fructosa. La maltasa actúa sobre la maltosa a azúcar de malta y la convierte en glucosa. La zimasa es la enzima que convierte los productos formados por la invertasa y maltasa en dióxido de carbono y alcohol. La maltosa se utiliza después de que se agota la glucosa y fructosa. Las células de levadura no solo producen CO2 que infla la masa, además mediante una vía bioquímica secundaria produce sustancias que modifican la elasticidad, adhesividad,

20
propiedades de flujo de la masa y aporta sabor olor, mayor valor nutricio y retarda el crecimiento de bacterias no deseadas (Cheftel y col., 1976). La cuantificación de la fase fermentativa se hace mediante el reofermentómetro con el que se evalúan: las cualidades reológicas de la masa fermentada, calidad de la red proteica que constituye la estructura, evolución del desarrollo de la masa, estabilidad en la resistencia a la carga que depende de la estructura proteica y comportamiento de las masas al choque térmico en la cocción. Lo anterior son parámetros relacionados con la tolerancia de las masas en su utilización industrial o artesanal.
RESULTADOS
Con la finalidad de entender los cambios reológicos que suceden durante el proceso fermentativo, se evaluó el comportamiento de dos masas a las cuales se les adicionaron α-amilasa y proteasa en cuatro concentraciones de cada una, los resultados se muestran en los Cuadros 1, 2, 3.
Cuadro 1. Análisis fisicoquímico de las harinas utilizadas.
Determinación (%) HCSE HTRM40SE
Gluten* 10.27 ± 0.05 11.00 ± 0.04
Humedad 12.30 ± 0.01 11.80 ± 0.01
Cenizas* 0.70 ± 0.01 0.52 ± 0.01
Proteína (f = 5.7)* 11.00 ± 0.02 12.01 ± 0.02
FN 373 500 HCSE, harina Celeste sin enzimas.
HTRM40SE, harina Turbo Remix 40 sin enzimas; *Base seca.
Con base en los datos de cenizas (Cuadro 1), la HCSE es de alta extracción aproximadamente 74%, la HTRM40SE de 66%, según la escala de Mohs. Considerando la cantidad de gluten y proteína la harina Celeste es tenaz (P>60 mm) de baja extensibilidad (L<90 mm), con relación de P/L = 2.1, lo que indica que es panificable en procesos que no requieren tiempos prolongados de fermentación y para pan de poco volumen, es de difícil maquinabilidad (Cuadros 1, 2). La HTRM40SE es tenaz (P>60 mm), de baja extensibilidad (L<90 mm), con relación de P/L=2.5 y buen contenido de proteína, es panificable, para procesos que requieran de tiempos prolongados de fermentación (Cuadro 1, 2). Los valores de humedad se encuentran dentro de lo especificado en la Norma Oficial Mexicana. Analizando los datos de FN Cuadro 1, las dos harinas presentan actividad amilásica débil, siendo aún menor en HTRM40SE; de usarse en panificación sin adicionar enzimas se tiene el riesgo de obtener un pan compacto de miga cerrada seca, con poco desarrollo de volumen (Quaglia, 1991). En las panaderías que existen en el estado de Durango se utilizan harinas con FN de 280 a 310, obteniéndose panes de buen desarrollo y miga suave (Gómez, 2006), en la literatura Española (Calaveras, 1996) se menciona que el FN adecuado es de 250 con base en sus harinas. Los resultados de los efectos reológicos que presentan las masas a las diferentes concentraciones de α-amilasa y proteasa se muestran en los Cuadros 2, 3.

21
Cuadro .2. Comparación de medias de los datos de los alveogramas.
Promedios con la misma letra, no son estadísticamente diferentes (Tukey, p≤0.05). HCSE, harina Celeste sin enzimas; HTRM40SE, harina Turbo Remix 40 sin enzimas.
Análisis estadístico de los resultados.
Del análisis estadístico de los datos de HCSE, con base en los valores F y p≤0.05, se puede afirmar que la α-amilasa y la proteasa tienen efecto altamente significativo en los valores de W, P y no significativos para L, en la relación de P/L el uso de α-amilasa presenta significancía no así la proteasa. Con base en el análisis estadístico de los datos de HTRM40SE, con F y p≤0.05, se puede afirmar que hay diferencias altamente significativas en los valores de P, L y P/L, por la adición de α-amilasa y la proteasa. Para los valores de W, la α-amilasa no presenta efecto significativo en cambio la proteasa es altamente significativa. Aplicando la prueba de Tukey a los valores de las medias se observa que hay diferencia significativa en W obteniendo el valor menor cuando se adicionan 30 mg α-amilasa/kg-1 harina (Cuadro 3), de igual manera sucede con P, sin embargo la extensibilidad de la masa no cambia significativamente, la relación de P/L, se mejora a la concentración de 30 mg/kg-1 harina. En la harina de trigo, los gránulos de almidón se encuentran embebidos en una matriz de proteína que a su vez contiene lípidos libres distribuidos en forma uniforme y lípidos presentes en menor proporción (Hoseney et. al., 1983; Msmaster et. al., 1971). Por lo que al adicionar α-
Tratamientos Variables
Harinas α-amilasa (mm/kg-1)
W (10-4 Julios)
P (mm)
L (mm)
P/L
0 226.17a 122.92ab 55.08a 2.24ª 10 131.25a 124.00a 55.42a 2.25ª 20 220.75ab 119.83b 54.75a 2.19ab 30 212.42b 113.58c 55.75a 2.04b
DMS 12.05 3.74 3.99 0.18 Proteasa
(mm/kg-1) 0 240.58a 123.33a 56.67a 2.18ª 50 231.50a 122.92a 55.75a 2.21ª
100 211.92b 118.25b 53.67a 2.21ª 150 206.58b 115.83b 54.92a 2.12ª
H
C
S
E
DMS. 12.05 3.74 3.99 0.18 α-amilasa (mm/kg-1)
0 230.08a 109.58a 59.33c 1.87ª 40 237.25a 99.75b 68.42b 1.47b 80 235.17a 100.33b 66.83b 1.51b
120 237.83a 94.25c 72.58a 1.31c DMS 10.097 5.37 2.94 0.14
Proteasa (mm/kg-1)
0 274.33a 116.25a 62.33b 1.89ª 100 237.17b 103.00b 64.08b 1.63b 200 229.58b 97.42c 69.17a 1.42b 300 199.25c 87.25d 71.58a 1.23d
H
T
R
M
40
S
E DMS 10.097 5.37 2.94 0.14

22
amilasa ésta rompe enlaces α(1-4), lo que influye en la red proteína-almidón, disminuyendo así los valores de W y P. Matz, (1987) Menciona que la condición física del gránulo de almidón, llega a influir en el tiempo de mezclado, las características de manejo de la masa y la respuesta de las enzimas amilolíticas. Aunque no existe variación significativa en L, la relación de equilibrio de la masa se mejora a la concentración de 30 mg de α-amilasa/kg-1 harina (Cuadro 2). Los efectos que se presentan en la reología de la masa proveniente de HCSE mejoran la calidad de la harina, la alta tenacidad puede deberse a un desequilibrio en la relación de gliadinas y gluteninas siendo mayor la cantidad de gluteninas que son las que confieren elasticidad a la masa. Considerando los valores de W, P y L, la harina HCSE es medio fuerte, muy tenaz, de baja extensibilidad (Cuadro 2), su uso en panadería queda restringido, ya que tiene que ser mezclada con harinas suaves de elevada extensibilidad (L>115 mm). Con base en los valores de F y p se puede afirmar que existe diferencia significativa en las propiedades reológicas de la masa (HCSE) debido al efecto de la proteasa (Cuadro 2). Al analizar los valores de las medias se observa que hay diferencia significativa solo en los valores de W, P, no así en los de L y P/L, con dosis crecientes de proteasas se pierde fuerza panadera al mismo tiempo disminuye P/L; al disminuir W y P la extensibilidad debería aumentar, sin embargo en este trabajo el valor de L disminuye, no siendo significativo el valor de las medias. Debe considerarse que la actividad proteolítica se pone de manifiesto en las distintas etapas del proceso de panificación, durante el cual se produce una serie de cambios reológicos, fermentativos y de cocción. Durante el amasado un aumento de extensibilidad y maquinabilidad de las masas reduciéndose la consistencia de los glútenes tenaces (Mc Donald, 1969). Considerando lo anterior puede pensarse que la mejoría de extensibilidad de la masa se presente en etapas posteriores del proceso dado que en este trabajo la parte experimental solo tienen 8 min de amasado y 20 de reposo. Gómez, (2006) menciona que durante los tiempos de reposo las características reológicas se mejoran, que ninguna masa debe ser utilizada antes de 15 min de reposo o primera fermentación. Análisis estadístico de los valores de HTRM40SE. Analizando los valores de las medias se observa que la α-amilasa no presenta efecto significativo en la W de la masa, lo contrario sucede con la proteasa (Cuadro 2). La tenacidad y relación P/L, disminuyen al incrementar la concentración de α-amilasa obteniéndose los mejores resultados para ambas variables a la concentración de 120 mg/kg-1
harina. La extensibilidad se incrementa. Los efectos que se presentan en la reología de la masa proveniente de HTRM40SE mejoran la calidad panadera de la harina (Cuadro 2). Con base en el análisis de las medias se observa que existe diferencia significativa en las propiedades reológicas de la masa (HTRM40SE) debido al efecto de la proteasa (Cuadro 2). Los valores de W, P y P/L, disminuyen, ocasionando que la harina sea suave y menos tenaz mejorando la relación de P/L a la concentración de 300 mg/kg-1 harina. La extensibilidad se incrementa mejorando en conjunto la calidad panadera de la harina. Sin embargo es necesario considerar que durante el proceso de panificación existen diferentes etapas en las cuales las propiedades reológicas de la masa pueden ser afectadas o beneficiadas, lo anterior depende de la estandarización y control del proceso. Del análisis estadístico de los datos de HCSE, se puede afirmar que la α-amilasa tiene efecto altamente significativo en los valores de Hm, H, H´m, T´1 Tx, Vr y significativo en Vt, Vp, y Cr. La proteasa tiene efecto altamente significativo en los valores de Tx, Vr, significativo en H, H´m, y no significativo en T´1, Vp, y Cr.

23
Cuadro 3. Análisis de medias de los parámetros evaluados con el reofermentómetro.
Tratamientos Variables H Α-amilasa mg/kg-1 Hm h H´m T´1 Tx Vt Vp Vr Cr T1
0 34.2c 33.8c 69.1a 42.7b 28.0b 1763.6a 413.3ª 1349.3a 76.7b 179.4ab 10 39.1b 38.7b 67.2ab 48.7ab 26.5b 1724.2ab 400.6ab 1322.7ab 77.2ab 175.7b 20 41.0a 40.8a 66.9ab 53.2a 25.0b 1697.2ab 387.3ab 1308.7b 77.5ab 182.0a 30 42.5a 42.1a 64.5b 55.5a 39.2a 1645.1b 337.4b 1306.2b 79.7ª 182.4a
DMS 1.49 1.47 3.37 8.97 10.66 99.26 74.64 30.41 3.0 4.7 Proteasa mg/kg-1
0 39.4a 39.2a 66.8ab 47.2a 28.7ab 1715.9ab 387.0a 1327.7ab 77.8ª 185.3a 50 39.8a 39.6a 67.1ab 52.5a 28.7ab 1702.1ab 391.3ª 1309.6b 77.4ª 182.7a 100 38.6a 38.3a 64.9b 54.0a 38.5a 1651.2b 343.9ª 1306.1b 79.4ª 182.6a 150 39.1a 38.3a 68.9a 46.5a 22.7b 1760.8a 416.4ª 1343.7a 76.4ª 169.1b
H C S E
DMS 1.5 1.5 3.4 8.9 10.6 99.2 74.6 30.4 3.0 4.7 α-amilasa mg/kg-1
0 57.4b 50.9b 58.7b 63.0a 84.2a 1432.7b 205.6ª 1226.2b 85.8ab 153.7a 40 64.9a 55.2a 62.9a 62.2ª 88.0a 1506.7a 237.5ª 1268.2a 84.6ab 141.4a 80 64.9a 55.7a 60.6ab 66.0a 91.0a 1423.9b 193.5ª 1229.4b 87.2ª 142.8a 120 65.2a 57.1a 62.2a 63.7ª 85.0a 1489.8ab 239.7ª 1248.9ab 84.1b 145.6a
DMS 1.4 2.3 2.8 6.6 11.5 74.0 53.5 25.6 3.0 13.3 Proteasa mg/kg-1
0 64.4a 63.9a 60.6b 64.5ab 82.0b 1437.7b 211.6b 1225.2b 85.7ab 177.9a 100 64.3a 61.0b 60.9ab 63.0ab 86.5ab 1472.6ab 207.7b 1264.2a 86.0a 149.8b 200 63.7a 50.4c 63.7a 60.0b 84.2ab 1532.7a 265.2ª 1266.4a 82.8b 130.0c 300 60.0b 43.4d 59.2b 67.5ª 95.5a 1410.1b 192.2b 1217.0b 87.1ª 125.7c
H T R M 40 S E
DMS 1.4 2.3 2.8 6.6 11.5 74.0 53.5 25.6 3.0 13.3 Promedios con la misma letra no son estadísticamente diferentes (Tukey p≤0.05).
En HTRM40SE la α-amilasa tiene efecto altamente significativo en los valores de Hm, H, H´m, Vt, Vr, y significativo en Cr, en los demás parámetros es no significativo. La proteasa tiene efecto altamente significativo en los valores de Hm, H, H´m, Vt, Vp, Vr, Cr, significativo en T´1, Tx, H, H´m. Al comparar la HCSE con HTRM40SE podemos afirmar que con la HTRM40SE se pueden obtener panes de mayor volumen, lo anterior se basa en que desarrolla mayor altura la masa (Hm), por lo que el pan tendrá mayor volumen, considerando el coeficiente de retención la harina Celeste se considera como normal y Turbo remix como muy buena (Cuadro 3). Al analizar los valores de las medias, se observa que existen diferencias significativas en todos los parámetros evaluados debido al efecto de α-amilasa, obteniendo la mejor respuesta de HCSE a la concentración de 30 mg de α-amilasa por kg de harina, ésta masa presenta el mayor volumen y el coeficiente de retención más alto (Cuadro 3). Aplicando la prueba de Tukey se observa que no hay diferencia significativa en los valores de las medias de Hm, h, Vp y Cr al utilizar proteasa en las concentraciones seleccionadas. En H´m, T´1, Tx, Vt y Vr, sí existe diferencia significativa. Aunque el efecto en conjunto no se ve tan significativo, cuando se analiza la relación de P/L la calidad de la harina mejora ligeramente (Cuadro 5). De acuerdo a los resultados del análisis de media, no es necesario adicionar proteasa a esta harina, sin embargo se debe tener en cuenta que al disminuir la fuerza y la tenacidad de la masa el tiempo de amasado se reduce, haciendo la masa de más fácil manejo. La HCSE produce una masa muy tenaz por lo que deben adicionarse mejorantes, con base en resultados de los alveogramas y reofermentogramas, la concentración más adecuada de proteasa es de 100 mg/k-1 harina (Cuadro 3). El uso de α-amilasa en HTRM40SE tiene efecto significativo en las medias de las variables Hm, H, H´m, Vt Vr y Cr, no así en T´1, Tx y Vp, la mejor respuesta se obtiene a la concentración de 80 mg/kg-1 harina, donde se alcanza el mayor volumen de desarrollo de la masa y coeficiente de retención parámetros que esta directamente relacionados con el volumen del pan (Cuadro 3).

24
Las diferentes concentraciones de proteasa causan cambios reológicos en la masa durante la fermentación, la altura que está relacionada con el desarrollo del pan tiende a disminuir conforme se incrementa la concentración, debido a la lisis de la proteína causada por la enzima. El mejor coeficiente de retención de la masa se logra a la concentración de 100 mg de proteasa por kilogramo de harina, considerándose como muy buena. Considerando el volumen total de CO2 producido, la masa es considerada como normal con buen desarrollo de volumen debido a la capacidad de retención de CO2. La tolerancia de la masa es considerada como muy buena ya que a la concentración de 0 mg de proteasa T2 no aparece, cuando se adicionan α-amilasa y proteasa, en las concentraciones de C3-C2, C3-C3, C2-C2, C2-C3, C1-C2, C1-C3, C0-C2 y C0-C3, la T2 aparece y la masa se considera aún de buena calidad. CONCLUSIONES Y RECOMENDACIONES
• La α-amilasa y la proteasa presentaron efecto significativo en el comportamiento
reológico de la masa panaria. • La concentración de 30 mg de α-amilasa por kg de harina fue la que mejora la relación
de P/L en HCSE. • Para la enzima proteasa la concentración de 150 mg/kg-1 de harina fue la que mejoró la
calidad panadera de la harina HSCE. • La tenacidad de la harina HSCE disminuyó significativamente con el tratamiento de 30
mg de α-amilasa por kg de harina mejorando la relación de P/L de la masa panaria. • Para la harina HTRM40SE la concentración de 120 mg de α-amilasa por kg de harina
fue la que presentó los mejores valores de P, L y P/L, lo que mejora las propiedades reológicas de la masa.
• El mejor tratamiento de proteasa en la harina HTRM40SE fue el de 100 mg/kg-1 al reducir la tenacidad e incrementar la extensibilidad de la masa panaria.
• La α-amilasa y la proteasa presentaron efecto significativo en el comportamiento de las masas provenientes de HCSE y HTRM40SE durante la fermentación.
• A la concentración de 30 mg de α-amilasa por kg de harina se obtuvo mayor volumen y el coeficiente de retención más alto de 79.7% considerado como normal.
• La concentración más adecuada de proteasa para HCSE fue la de 100 mg/kg-1 de harina, a ésta se obtienen las mejores características fermentativas, con coeficiente de retención de 79.4%.
• Para HTRM40SE los mejores resultados de estabilidad y fermentación se logran a las concentraciones de 80 mg de α-amilasa y 100 mg de proteasa por kilogramo de harina.
• La HCSE presenta muy buena estabilidad durante las tres horas que dura la fermentación. De igual manera sucede con HTRM40SE.
• La HCSE presenta porosidad prematura y HTRM40SE normal. • El tiempo de fermentación más adecuado (Tx) para HCSE se obtiene a los 39.2 min
para HTRM40SE a los 86.5 min. • Una producción excesiva de CO2 debilita la estructura viscoelástica de la masa,
disminuyendo el coeficiente de retención hasta ser considerado como débil. 100 mg de proteasa
Un desarrollo óptimo de la masa se logra a temperaturas de 24 a 26°C y de 75 a 80% de HR. La fermentación máxima de las levaduras ocurre a un pH de 4 a 6.
25
Para complementar lo antes analizado presentamos algunos indicadores de valores obtenidos de los alveogramas. La tenacidad de la masa se expresa en mm. Representa la resistencia de la masa a la deformación y esta relacionada con la fuerza y la estabilidad de la masa. Las harinas con elevada tenacidad tienden a absorber cantidades relativamente importantes de agua y muestran glútenes de corta extensibilidad Valores de P o T>60 muy tenaz.
50≤P≤60 tenaz. 35≤P≤50 normal.
Extensibilidad (L), es la capacidad que tiene la masa para extenderse se expresa en mm y es la longitud de la abscisa o base de la grafica (Calavera, 1996).
L>115 masa muy extensible. 90≤L≤115 buena extensibilidad. 70≤L≤90 limitada extensibilidad.
La relación P/L. Sirve como índice para definir el comportamiento del gluten. Cuando es elevado, indica que se trata de harinas de difícil trabajo mecánico que producen panes con poco desarrollo y de miga compacta. Por el contrario, cuando es bajo, significa que son harinas muy extensibles y débiles, de difícil trabajo puesto que a menudo dan masas pegajosas, los panes son aplanados, con falta de volumen, dado que no pueden mantener la expansión de los gases de fermentación. A dosis de alfa amilasa se produce una disminución de la tenacidad y un aumento de la extensibilidad. Si bien no actúa como una proteasa, ejerce efectos similares pero en menos extensión. Esto se debe por que al actuar sobre el almidón dañado, libera el agua que este absorbe inicialmente, dando lugar a que esta agua libre reduzca la consistencia de la masa. La actividad proteolítica se pone de manifiesto en las distintas etapas de proceso de panificación, se produce una serie de cambios reológicos, fermentativos y de cocción. Durante el amasado, aumenta la extensibilidad y maquinabilidad de las masas permite reducir en un 20% el tiempo de amasado cuando se adicionan en sistemas tipo esponja. Durante la fermentación mejora la capacidad de retención de gases y un aumento de la estabilidad de la masa. Sin embargo debe dosificarse adecuadamente de lo contrario los efectos son negativos.
Valores de P/L 1.5 a 2 para masas, mejoradoras (W>250). 0.8 a 1.5 masas elevada fuerza (200-W-250). 0.6 a 0.8 masas de fuerza (150-W-250). 0.4 a 0.6 masas media fuerza (90-W-150); (Calavera, 1996).
Las harinas de trigos de Norte América, algunos autores las clasifican como: W>400 son masas de harinas de trigos extremadamente duros. 300<W<400, masas de harinas fuertes. 200<W<300, medio fuertes. W<200, débiles; (Pyler, 1983; Quaglia, 1991).
Desprendimiento gaseoso y retención durante la fermentación.
Liberación de CO2 VCO2 > a 2000 mL muy bueno. 1500 < VC02 < 2000 mL normal. 1000 < VCO2 < 1500 mL débil. VCO2 < 1000 mL insuficiente.
26
Coeficiente de retención 85% a 100% muy bueno. 80% a 85% bueno. 75% a 80% normal. Menor a 75% insuficiente.
Las enzimas se deben utilizar en las concentraciones indicadas, considerando el mejor desarrollo de la masa, tolerancia de la misma, calidad de red proteica, velocidad de desarrollo total de CO2 producido, perdido, retenido y coeficiente de retención considerando los rangos enunciados con anterioridad.
IMPACTO
El conocimiento del comportamiento reológico que presentan las masas durante la fermentación permitirá estandarizar esta fase, para diferentes masas panarias obteniendo así panes con mayor volumen, mejor color, olor, textura, suavidad y mayor vida de anaquel. Lo anterior facilita el trabajo, elimina pérdidas económicas disminuye el tiempo de fabricación, asegura la calidad del pan y lo hace competitivo en el mercado, dando estabilidad a la micro y mediana empresa lo que mantiene las fuentes de empleo. Los resultados obtenidos en este proyecto se incluyeron en el material didáctico entregado a los participantes del curso de transferencia de tecnología en panificación realizado en la Planta Piloto del Tecnológico de Durango, e Instituto Tecnológico de Villa Montemorelos, El Mezquital y Coyotes Durango durante el año 2006, a un total de 140 alumnos, lo anterior generó dos micro empresas una ubicada en el Mezquital y otra en José María Morelos, Durango. Clave de registro del curso MBCNS/25/2/2005. La transferencia de los resultados obtenidos en ocho proyectos de investigación en el área de panificación, ha servido para el diseño y selección de equipo de una planta piloto en la cual se imparten cursos a la comunidad y a los alumnos de la carrera de Ing. Bioquímica, se ha contribuido a la creación de cinco micro panaderías, generando 55 empleos directos. La mayoría de los técnico en panificación que se han formado en los cursos que hemos impartido, trabajan en panificadoras. La preparación de las personas en un oficio coadyuva a disminuir la pobreza, el desempleo y la delincuencia.
BIBLIOGRAFÍA AACC 2001. (American Association of Cereal Chemist) Approved Method of the Association. 10th.Vol. II. Ed.St. Paul Minnesota, USA. Badui Dergal, Salvador 2006. Química de los alimentos. Cuarta edición. Pearson Educación, México Balbín et al. 2006. Enzimas en la panificación y confitería. Universidad Nacional del Centro del Perú. Huancayo Perú. Calavera, J. 1996. Tratado de Panificación y Bollería Ed. Mundi-Prensa ( Pág. 78-82) España. Camacho, M.A.C. 1997. El trabajo en el contexto de la Producción Agrícola Nacional y Mundial. En Memorias del Primer Simposio internacional del trigo. INIFAP-CIMM y T- Chopin, M. 1978. Metódica del ensayo alveografico de la harina. Manual del alveografo. Paris, Francia.
27
Cosbert, J. 1998. Tecnología Enzimática en Panificación Rev. Pan año XLV No.539 Septiembre (Pág. 66-86), México. Faridi, K 1991. Softwhe products in “Handbook of Cereal Science and Technology” First Ed. Ed. Decker, M.D.I., New York USA. Gómez, O. S. 1996. Informe técnico Calidad panificable de las harinas de trigo, CIIDIR-IPN U. Durango, México. Gómez, O. S. 2006. Informe técnico Cambios reológicos en una msa panaria tipo bizcocho durante el tiempo de reposo, CIIDIR-IPN U. Durango, México. Hoseney, R.C., K.F. Finney, M.P. Shogren y Y. Pomeranz. 1969. Functional (Breadmaking) and Biochemical Properties of Wheat Flour Components III. Characterization of Gluten Protein Fraction Obtained by Ultracentrifugation. Cereal. Chem. 46(2): 126-135, USA. Jackel, S. S., and Diachuk. 1969. Cereal Sci. Today 14(9),312. Khan, K. Tamminga, G. and Lukow, O. 1989. The effect of wheat flour proteins on mixing and baking. Correlations with protein fractions and high molecular weight glutenin subunit composition by gel electrophoresis. Cereal Chem. Mc Donald, E. C. 1969. Proteolytic enzymes of wheat and their relation to baking quality. Baker´s Dig. Mac. Ritchie, F., Kasarda, D.D. and Kuzmicki, D. D. 1991. Characterization of wheat protein fractions differing in contributions to bread making quality. Cereal Chem. Miralbés, 2000. Enzimas en panadería. Ed. Montagud, Barcelona España. Perten Instruments AB, febrero 1994, PO Box 5101, S-141 05 Huddinge SUECIA Pyler, E. J. 1988. Baking science & technology. Third edition. Vol. I, II. USA. Sosland Publishing Company. Pomeranz, Y. 1983. Molecular approach to breadmaking: An update and new perspectives. Baker’s Digest 57(4): 72-86. Potus, J.; Poiffait A.; Drappon, R. 1994. influence of dough-making conditions on the concentration of individual sugars and their utilization during fermentation. Cereal Chem. 71, 505-508. Quaglia, G. 1991. Ciencia y tecnologia de la panificasion. 2da Ed. Acriba, España. Ranum. R.; De Stefanis, V.A. 1990. Use of fungal alpha-amilase in Milling and Baking. I. Cereal Foods World. 931-933. Röhm Enzyme GmbH, 1998. Enzimas VERON para la industria panadera, EUA. Schofield, et. al. 1932. The relationship between viscosity, elasticity and Proc. Roy. Soc. (London) A138: 707-718. SECOFI, 1982. Norma Mexicana de Comercialización de harina de trigo NOM-F-7 Méx. Spiegel, M.R. 1991. Estadistica 2da Ed. McGraw-Hill/Interamericana España.


















