Lean Manufacturing

of 37
-
Upload
meli-verdejo -
Category
Documents
-
view
9 -
download
0
description
Lean Manufacturing
Transcript of Lean Manufacturing
-
Carta del presidente 3
Resumen ejecutivo 4
Introduccin y objetivos 5
Lean Manufacturing herramienta clave para la mejora de la productividad empresarial 6
Pensando en Lean 7
Cmo reducir costes en la gestin de mi empresa? 8
Lean Manufacturing y sistemas de informacin 9
Lean Manufacturing 11
Metodologa del estudio 12
Captulo uno: Poblacin estudiada 13
Captulo dos: Situacin actual 14
Retos competitivos externos 14
Problemas internos 15
Medidas para afrontar los retos 16
Captulo tres: Implantadores Lean 17
Qu implantan? 17
Cmo lo implantan? 17
Cundo y dnde lo implantan? 20
Qu han obtenido? 20
Captulo cuatro:no implantadores Lean 22
Percepcin de la implantacin de la produccin Lean 22
Posibilidad de implantacin 23
Captulo cinco: Respuesta a las preguntas de los encuestados 24
Comienzos de la implantacin 24
aplicacin 24
Mejoras obtenidas 25
Gemba Kaizen 26
Captulo seis: Breve comparacin con Italia 27
Captulo siete: entrevistas personales 28
Joan Martnez Maci. Group Industrial Manager de la divisin de operaciones de Puig Beauty and Fashion Group 29
Joan Gros Garca. Director Industrial del Grupo Panrico S.L.U. 30
Ignacio Pujol Soler. Continuous Improvement Managing Director Ficosa 31
Juan Carlos Mariscal. Director de Inhalados y Logstica de GlaxoSmithKline 32
anexo a: Glosario 33
anexo B: Implicados en el estudio 35
NDICE
Los Cuadernos del CEL
-
Edicin:Centro Espaol de Logstica (CEL)
www.cel-logistica.org
Direccin Tcnica:Ramn Garca
Director de Innovacin y Proyectos del CEL
Concepto Editorial: Movimiento de Ideas
www.movimientodeideas.com
Coordinacin:Jana Milenkovic
Diseo grfico e infografa:Movimiento de Ideas
Fotomecnica e impresin:Graphotel, Artes Grficas
Depsito legal:B-6618-05
Primera edicin:2008
Los Cuadernos del CEL
-
-3-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
el futuro de la industria de la manufactura representa un problema no solamente espaol, sino internacional ya que los mercados estn cada vez ms saturados, los clientes son cada vez ms exigentes, hay mayor rivalidad entre los competidores y una mayor rapidez en la imitacin de los productos y servicios. Frente a los problemas que supone la deslocalizacin de empresas, herramientas como el Lean Manufacturing ofrece, por su versatilidad un arma difcil de vencer por empresarios situados en otros pases. La frmula que ofrece el Lean Manufacturing para afrontar estos retos es mejorar a pequeos pasos y de forma continua, con mayor rapi-dez y en mayor grado que los competidores mediante la mejora continua de los procesos para producir pro-ductos y servicios, cada vez mejores y a menor coste y la capacidad de la organizacin para definir y resolver los problemas. es necesario involucrar la participacin de todos, movilizando todo el conocimiento y toda la energa de la organizacin para transformar objetivos de mejora en resultados tangibles.
Como consecuencia de sta situacin el Centro espaol de Logstica decidi la puesta en marcha de un grupo de trabajo para analizar el estado del Lean Manufacturing en espaa, siendo este cuaderno el resultado del tra-bajo realizado por los profesionales del Grupo Glgano, Centro espaol de Logstica y l rea de Ingeniera de Organizacin de la Universidad Carlos III de Madrid, a
los cuales querra aprovechar la ocasin para agrade-cerles el tiempo y esfuerzo invertidos en la consecucin de este objetivo y su compromiso con el aumento de la productividad del tejido empresarial espaol.
Despus de analizar los resultados obtenidos somos optimistas porque se observa que la poblacin de la industria espaola sometida a estudio claramente tiene conocimientos de Lean y mayoritariamente lo aplica, existiendo una tendencia en la que los que no lo aplican vayan a hacerlo por inters o necesidad y los que lo apli-can vayan a extender su aplicacin. Por tanto podemos considerar que el Lean est vivo en espaa, se usa y se van abriendo oportunidades para su implantacin. Pero parece que cuesta conseguir que sea una forma de vida dentro de las empresas, se ve que implantan herramientas de mejora rpida para obtener cambios a corto plazo, sin llegar a conseguir vivir dentro de la eficiencia, salvo en algunos casos.
Una vez ms, una de las misiones del Centro espaol de Logstica queda realizada con la publicacin y difu-sin de los resultados de este estudio. aun as, desde hoy ya se han puesto en marcha nuevos estudios, contactos y colaboraciones para ofrecer a nuestros asociados y al mundo empresarial en general nuevas pautas de funcionamiento y mtodos para mejorar la productividad empresarial.
Vicente Snchez Cabezn
Presidente del Centro espaol de Logstica
Podemos considerar que el LEAN est vivo en Espaa, se usa y se van abriendo oportunidades para su implantacin.
Somos optimistas porque se observa que la poblacin de la industria espaola sometida a estudio claramente tiene conocimientos de LEAN.
-
-4-
Los Cuadernos del CEL
el objetivo de este estudio es conocer la situacin global de las industrias espaolas en lo referente al conoci-miento y aplicacin de la filosofa Lean. Despus del estudio la conclusin es que el Lean Manufacturing es mayoritariamente conocido 76,44% donde el 50,85% son implantadores y el 35,59% no lo implantan pero lo conocen. Solo un 13,56% no tiene conocimiento de estas teoras.
Las filosofas ms implantadas son Lean Manufacturing e ISO 9000/ eFQM/ Gestin por procesos. Las herra-mientas KPI, 5S, SMeD y eventos de mejora rpida (Kaizen). no hay una filosofa o herramienta que apa-rezca totalmente implantada con una puntuacin que supere el 53% (Tabla 1 y Tabla 2). Por lo que no se ve que haya una tendencia clara de implantacin. Los pro-yectos se afrontan desde la confianza de las facilidades y las ventajas que ofrecen las teoras Lean (Tabla 3) y necesitando la presencia de un cargo con responsabili-dad para llevarlo a cabo. Pero deben enfrentarse a una serie de dificultades de tipo interno, principalmente la resistencia de la mano de obra (Grfica 7). no se ha
mostrado insatisfaccin por elegir la aplicacin de estas teoras, si no todo lo contrario y se pretende continuar por este camino potencindolo y extendindolo a otras reas (Tabla 4). Se han conseguido grandes mejoras en eficiencia, en reduccin de complejidad de los pro-cesos, reduccin de costes y de tiempos, no tanto en reduccin de fallos de calidad (Tabla 5).
en cuanto a los no implantadores consideran el Lean Manufacturing como una necesidad futura y su opinin sobre las ventajas que les puede ofrecer coinciden con las de los implantadores (Grfica 8) pero la falta de recursos internos y apoyo de la alta direccin son las principales dificultades para que se lleve a cabo (Grfica 9).
esto nos muestra que la aplicacin de Lean Manufactu-ring est presente en la industria espaola y con expec-tativas de crecimiento. Se consiguen resultados pero se necesita un esfuerzo, especialmente interno, para llevar a buen trmino los proyectos. Y existen muchas dudas de cmo empezar de cero a afrontar los problemas de la empresa mediante la aplicacin de las teoras Lean.
RESUMEN EJECUTIVO
Se han conseguido grandes me-joras en eficiencia, en reduccin de complejidad de los procesos, reduccin de costes y de tiempos, no tanto en reduccin de fallos de calidad.
-
-5-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
en estos momentos las empresas europeas se enfrentan al mayor reto competitivo de su historia. en la actualidad no solo los pases desarrollados tradicionales marcan el ritmo de la competencia. Japn ha mostrado, en las ltimas dcadas como nuevos pases pueden emerger rpidamente con pujanza en este mundo global de la com-petencia, pero an es ms preocupante que pases como China e India, el sudeste asitico, pases de europa del este o Iberoamrica estn llamados tambin a participar en una lucha global que ha comenzado a plantearse a es-cala mundial. Sin embargo algunas compaas consiguen hacer frente a estos retos a travs del uso de filosofas de gestin innovadoras, como el Lean Manufacturing.
en resumen, las empresas se mueven en un entorno muy competitivo, donde:
- Los mercados estn cada vez ms saturados.- Los clientes son cada vez ms exigentes.- Hay mayor rivalidad entre los competidores.- Hay mayor rapidez en la imitacin de los productos
y servicios.
Cmo pueden afrontar estos retos?
Mejorando a pequeos pasos y de forma continua, con mayor rapidez y en mayor grado que los competidores /demandas usuarios. a travs de la implantacin de un Sistema Productivo Lean Manufacturing que nos conduzca a:
- La mejora continua de los procesos para produ-cir productos y servicios, cada vez mejores y a menor coste.
- La capacidad de la organizacin para definir y resolver los problemas.
- Con la participacin de todos, movilizando todo el conocimiento y toda la energa de la organizacin para transformar objetivos de mejora en resultados tangibles.
Qu se quiere conseguir?
Conseguir resultados que permitirn mejorar la productividad:
- La Calidad (producir ms y mejor).- el Plazo (producir en el plazo que necesita el
Cliente).- el Coste (producir a un coste que permita generar
ms recursos).- Las Condiciones de trabajo (trabajar mejor).
Por qu aplicar un sistema de Produccin Lean?
- Los sistemas de produccin Lean son tiles para todas las empresas porque todas desarrollan ope-raciones para dar valor al cliente.
- empresas productivas y de servicios ven en los sistemas de produccin giles la oportunidad para mejorar sus operaciones.
- gil significa mejorar reduciendo: dinero, personas, equipos grandes, inventario y espacio, con dos ob-jetivos: sin despilfarro y reduciendo la variabilidad.
Si bien ha habido muchos grandes casos en los que la filosofa Lean ha sido un xito, tambin ha habido fracasos y existen reticencias e incredulidades hacia su aplicacin y utilidad. el cambio de mentalidad de las empresas productoras tradicionales es un problema que hay que superar, as como la falta de conocimiento de sta filosofa, sus herramientas y utilidades. Cada vez ms empresas notan esta falta conceptual y desean concentrar sus esfuerzos en la comprensin del Lean Manufacturing.
Para profundizar en estas carencias, conocer y valorar el impacto que dicha filosofa est teniendo en las industrias espaolas se ha desarrollado un cuestionario con el que se ha contrastado la opinin de gerentes y directores de produccin, operaciones, calidad, organizacin, etc. de empresas espaolas de diferentes sectores. adicionalmente, el estudio forma parte de una investigacin paneuropea en la que participan pases como Italia o Francia.
el propsito principal de este estudio es conocer globalmen-te la situacin de las industrias espaolas en lo referente al conocimiento y aplicacin de la filosofa Lean. Para ello interesa saber cuales son sus exigencias competitivas, los problemas a los que deben enfrentarse y las medidas que toman para resolverlos. Una vez conocida la situacin de partida de las empresas, interesa hacer una comparacin de las empresas que aplican el Lean Manufacturing y las que no lo aplican, sus motivaciones, los obstculos que han encontrado, los resultados deseados y obtenidos y los prximos pasos que pretenden dar. as como cualquier cuestin que tengan al respecto, lo cual aporta de primera mano las necesidades de las empresas en la comprensin del Lean Manufacturing.
INTRODUCCIN Y OBJETIVOS
-
-6-
Los Cuadernos del CEL
en estos momentos las empresas europeas se enfrentan al mayor reto competitivo de su historia. en la actualidad no solo los pases desarrollados tradicionales marcan el ritmo de la competencia. Japn ha mostrado, en las ltimas dcadas como nuevos pases pueden emerger rpidamente con pujanza en este mundo global de la competencia, pero an es ms preocupante que pases como China e India, el sudeste asitico, pases de europa del este o Iberoamrica estn llamados tambin a participar en una lucha global que ha comenzado a plantearse a escala mundial. Sin embargo algunas compaas consiguen hacer frente a estos retos a travs del uso de filosofas de gestin innovadoras, como el Lean Manufacturing. a travs de este modelo se pueden superar estos retos y mejorar la productividad; Los sistemas de produccin Lean son tiles para todas las empresas porque todas desarrollan operaciones para dar valor al cliente, las empresas productivas y de servicios ven en los sistemas de produccin giles la oportunidad para mejorar sus operaciones, ya que gil significa mejorar reduciendo: dinero, personas, equipos grandes, inventario y espacio, con dos objetivos: sin despilfarro y reduciendo la variabilidad.
De acuerdo con el ltimo estudio sobre inversin tecno-lgica, aparecido el 3 de marzo de 2008 y elaborado por el Think Tank The Lisbon Council, espaa lidera la lista de inversin tecnolgica en la Ue, pero se mantiene a la cola en cuanto a productividad laboral. Finlandia, Irlanda y Dinamarca encabezan la clasificacin general, que tiene en cuenta parmetros como el crecimiento econmico, el empleo, la inversin o la salud de las finanzas pblicas. en este listado espaa es el dcimo clasificado con la misma puntuacin que Holanda, por delante de Blgica y de Francia, austria e Italia, los tres pases del informe que quedan por debajo de la media de la Ue-15.
Pese a los buenos datos en inversin tecnolgica segn el informe, espaa sigue estando a la cola de europa en pro-ductividad laboral, pese a haber mejorado sus estadsticas. el estudio destaca adems la mejora de la preparacin de
los trabajadores, con un 29% de los europeos ocupados entre 25 y 64 aos con ttulos superiores. Finlandia es lder en este apartado, con un 40% de su fuerza laboral con educacin terciaria, seguida de Blgica e Irlanda. espaa, es destacada por tener un acceso igualitario a la educacin superior, al igual que Irlanda. Y ascendi adems, del sexto al quinto puesto por crecimiento econmico, slo superada por Polonia, Irlanda y Finlandia.
en espaa, el Lean Manufacturing no es un fenmeno nuevo. Sin embargo, no se conoce exactamente hasta qu punto es conocida esta nueva filosofa y las tcnicas que de ella derivan, ni cul es su grado de asimilacin por parte de las empresas espaolas.
el propsito principal de este estudio es conocer glo-balmente la situacin de las industrias espaolas en lo referente al conocimiento y aplicacin de la filosofa Lean. Para ello nos hemos interesado en cuales son sus exigencias competitivas, los problemas a los que se debe enfrentar y las medidas que toman para resolverlos. Una vez conocida la situacin de partida de las empresas, nos hemos interesado en hacer una comparacin de las empresas que aplican el Lean Manufacturing y las que no lo aplican, sus motivaciones, los obstculos que han encontrado, los resultados deseados y obtenidos y los prximos pasos que pretenden dar. as como cualquier cuestin que tengan al respecto, lo cual nos aporta de primera mano las necesidades de las empresas en la comprensin del Lean Manufacturing.
Para profundizar en estas carencias, conocer y valorar el impacto que dicha filosofa est teniendo en las industrias espaolas se ha desarrollado un cuestionario con el que se ha contrastado la opinin de gerentes y directores de produccin, operaciones, calidad, organizacin, etc. de em-presas espaolas de diferentes sectores. adicionalmente, el estudio forma parte de una investigacin paneuropea en la que participan pases como Italia o Francia.
LEAN MANUfACTURINg hERRAMIENTA CLAVE PARA LA MEJORA DE LA PRODUCTIVIDAD EMPRESARIAL
Ramn garca garca
Director Innovacin y Proyectos
Centro espaol de Logstica
-
-7-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
Profundizar en la etimologa de las palabras revela a menudo cuestiones de inters que se derivan de su propio significado. La palabra Lean significa robusto, pero sin exceso, lo que, aplicado a una persona, le permite mantenerse gil y flexible. Lean tambin tiene su opuesto en fat que, al contrario que Lean, significa grueso, con exceso de grasa, lo que hace a cualquier persona fat, pesada y lenta y con poca flexibilidad.
a menudo observar los comportamientos de las personas permite una reflexin tambin til para las organizacio-nes. no en vano cualquier empresa u organizacin, de gestin pblica o privada, eso aqu no importa, puede considerarse como un sistema de naturaleza socio-tcnica y como tal, se rige por reglas, tanto tcnicas como sociales.
no hay duda el sobrepeso y buena forma fsica es algo que preocupa a muchas personas en las socieda-des desarrolladas actuales. La proliferacin de dietas, gimnasios, tiendas y tcnicas deportivas, constituyen una prueba inequvoca de que el problema existe. Sin embargo y an reconociendo su efecto a menudo saludable de las tcnicas empleadas para reducir los problemas de sobrepeso, lo cierto es que este tipo de problemas parece afectar a un nmero cada vez mayor de personas.
Lo cierto es hoy da existen muchas personas que conocen a la perfeccin todo tipo de dietas, estn al da el las ltimas novedades de tcnicas para perder peso, pero tambin es cierto que aunque cambian de gimnasio con frecuencia, no dejan de consumir recursos
en exceso (los alimentos es slo uno de los mltiples recursos que se pueden consumir), muchas veces, sin darse cuenta!
en lo que se refiere a las organizaciones, la produccin en masa que en su da, eso no hay que olvidarlo, per-miti el acceso al consumo de bienes en masa a gran parte de la poblacin mundial, ha producido tambin un consumo en masa. Las personas que consumen recursos en exceso no son diferentes de las que traba-jan en las fbricas o consumen los productos que stas producen. Lo cierto es que las organizaciones, al igual que ocurre actualmente con muchas personas, aunque conocen muchas tcnicas Lean tampoco pueden, en muchas ocasiones evitar el excesivo desperdicio. Las rutinas y costumbres que se han ido desarrollando du-rante un siglo de xitos continuados de la produccin en masa les conduce al despilfarro de recursos tambin sin darse cuenta!
esta reflexin Lean nos lleva a pensar que si bien la aplicacin de tcnicas Lean suele ser por si mismo algo saludable para las organizaciones, de la misma forma que una dieta que va bien a una persona no es adecuada para otras, ni todas las personas necesitan las misma sesiones de gimnasio, cualquier aplicacin Lean precisa tener en cuenta la cultura del sistema socio-tcnico donde se aplica puesto que tcnicas lean que son eficaces en una cultura organizativa, no lo son (o lo son menos) en otras y posponer el objetivo final de cambiar los hbitos que llevan a las organizaciones a consumir recursos en exceso, suele conducir a repetir los mismos errores una y otra vez.
PENSANDO EN LEAN
AUTOR: Bernardo Prida Romero
Catedrtico de la
Universidad Carlos III de Madrid
-
-8-
Los Cuadernos del CEL
esta es, seguramente, una de las preguntas que ms se hacen los empresarios de cualquier organizacin. Unos han optado por la deslocalizacin; mientras otros han apostado por el outsourcing, o la integracin de cadenas de suministro. Pero lo que muchos desconocen todava es el mtodo del Lean Manufacturing.
a diferencia de las dems tcnicas, el Lean Manufactu-ring se concentra en la mejora intensiva de los procesos de produccin. a pesar de que no son muchas las empresas que implantan con xito estas tcnicas en nuestro pas, creo que es necesario destacar un ejem-plo que de bien seguro todos hemos odo hablar y que ayudar a contextualizar la evolucin de este fenmeno que empieza a despegar con fuerza.
en el primer trimestre de 2007 salt la noticia de que Toyota se ha erigido como primer fabricante mundial de automviles superando por primera vez en la historia a General Motors. Y uno de los pilares que cimenta su liderazgo es su sistema de produccin.
Pero, cmo se consigue esta mejora en los procesos de produccin? La palabra Lean aplicada a un sistema productivo significa gil, flexible, es decir, la capacidad de adaptarse sin esfuerzo a las cambiantes necesida-des del cliente. Y, a diferencia de lo que comnmente se piensa, este sistema es apto para implantarse en cualquier tipo de organizacin (industria, servicios y administracin pblica).
La clave de este sistema de produccin se sustenta en la identificacin y eliminacin sistemtica del despilfarro que es cualquier actividad desarrollada por una organizacin que consume recursos y no produce valor para el cliente.
Con una buena implantacin se pueden conseguir resultados espectaculares, que se sitan en un au-mento de ms del 30% de productividad. Muchos se preguntarn por qu, si esas cifras son ciertas, tan slo un 5% de empresas en el mundo lo aplican con xito. La respuesta es que la implantacin de estas tcnicas requieren que la filosofa Lean sea asumida desde la direccin de la empresa hasta el ltimo trabajador. en este sentido, hablamos de las tres revoluciones.
La primera de ellas pasa por analizar y corregir los flujos y procesos en los que se producen los despilfarros: en las personas, las mquinas, la informacin, las operaciones, los materiales, la calidad y en los tiles. La segunda re-volucin determina que las empresas deben alcanzar una cadena o sistema de produccin sincronizada y de acuerdo a las necesidades y demandas del mercado para evitar la generacin de stocks que hay que financiar y reducir los plazos de entrega a clientes. Por ltimo, la tercera revolu-cin exige que seamos veloces en nuestra mejora. es decir, si siguiendo correctamente todas las pautas anteriores no logramos una mejora relevante en unos pocos das... Volvamos a empezar! Hemos cometido algn error.
a veces la solucin la tenemos ms cerca de lo que creemos. Y dicho esto... te atreves a revolucionar tu empresa? Vamos a crear valor!
CMO REDUCIR COSTES EN LA gESTIN DE MI EMPRESA?
AUTOR: Bruno Juanes grate
Socio director de Grupo Galgano
Con una buena implantacin se pueden conseguir resultados espectaculares, que se sitan en un aumento de ms del 30% de productividad.
-
-9-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
no es fcil responder a las exigencias que la economa global exige a las empresas industriales. Cunto se puede acortar el tiempo de entrega? Cunto se pueden reducir las prdidas de produccin? Podemos mejorar los tiempos de cambio de formato? Realmente, qu hay detrs de esas preguntas?
Goldratt (La Meta) indica que ser productivo para la empresa todo aquello que contribuya a conseguir ganar dinero y se centraba en el estudio de los cuellos de botella e incrementar su capacidad. Podramos decir
que ya no hay espacio para la ineficacia ni el derroche en ningn aspecto de la cadena de valor.
Para ello muchas organizaciones han adoptado la filosofa Lean Manufacturing en un intento de cambiar el modo en que se gestionan las operaciones. Se puede planificar y cambiar el modelo organizativo, pero la realidad es que cualquier cambio necesita el soporte de todas las partes implicadas, desde direccin a los operarios. Despus de todo, son los que van a hacer posible ese incremento de productividad o no.
as, una vez establecidos los Key Performance Indicators (KPIs) que van a medir esa mejora nos enfrentamos al trabajo de recopilar esos datos repartidos por toda la fbrica y transformarla en informacin que necesitamos.
es ah donde los sistemas de Wonderware se convierten en una herramienta bsica para la implementacin de la metodologa Lean, proporcionando la visibilidad de la produccin necesaria en trminos de informacin imparcial, exacta y nica, disponiendo de ella en tiempo real.
existe una gran diferencia entre saber qu me pas en el turno de ayer a saberlo cuando realmente est pasando. La gran mayora de ineficiencias en el proceso productivo son operacionales, es decir, no se deben a causas estructurales y por tanto repetitivas. Saber qu problema est afectando a mi rendimiento, dnde y por qu en el momento que se produce marcan la diferencia.
Performance Software de Wonderware proporciona la informacin necesaria en tiempo real a las personas
que la necesitan, ya sea a los operarios, supervisores o a gerencia facilitando la toma de decisiones basadas en informacin fiable.
Del mismo modo, dispondremos de un repositorio de informacin sobre el que se podr analizar tendencias, impacto de mejoras propuestas, identificar los cuellos de botella siendo accesible de un modo fcil e intuitivo a travs de web.
La cada vez mayor competitividad del sector industrial, hace imprescindible la diferenciacin de las empresas para su supervivencia. Dicha diferenciacin es unicamente viable, siendo la consecucin de la excelencia productiva y operacional uno de sus pilares fundamentales. Las soluciones que Wonderware facilita, proporcionan la informacin necesaria de los procesos en tiempo real, permitiendo la ptima gestin de la planta mediante la correcta toma de decisiones.
Cada vez ms, empresas de mltiples sectores con complejos sistemas de produccin, bien por la gran cantidad de procesos de desarrollo, o bien por el nmero de plantas distribuidas en diferentes reas geogrficas, han confiado en las soluciones Wonderware. Tal es el caso de grandes firmas como: Boehringer Ingelheim, almirall, Grifols, Finsa, Masterfoods, Pepsico, Gallina Blanca, Rianxeira, Panrico, LOreal, Procter&Gamble, Sara Lee, Ford, Volkswagen, Seat, Opel, etc.
LEAN MANUfACTURINg Y SISTEMAS DE INfORMACIN
AUTOR: Xavier Marf
Key account Manager
Wonderware Spain
-
-10-
Los Cuadernos del CEL
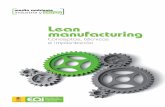
Best Practices Lean and MeS
MetricsHow and When Are Metrics calculated?Overall equipment effectiveness - Oee
When is Oee Calculated?
about 15 min.
each Hour
By shift
Daily
Monthly
Weekly
Quaterly
0% 10% 20% 30%
59%
5%
5%
14%
23%
0%
27%
18%
0% 10% 20% 30%
3%
3%
3%
0%
0%
6%
9%
Leaders Followers
How is Oee Calculated?
MeS
Spreadsheet Software
Manually Calculated
automation System
eRP
0% 20% 40% 60%
59%
23%
9%
9%
0%
0% 20% 40% 60%
6%
13%
0%
3%
16%
Leaders Followers
sum = 100% sum = 38%
-
-11-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
el Sistema Lean Manufacturing tiene su origen en el sistema de produccin desarrollado por Taiichi Ohno en los aos 50 -durante su trayectoria profesional en la compaa automovilstica Toyota-, conocido como Toyota Production System (TPS). La superioridad de este sistema de produccin qued demostrada cuan-do, en los aos 70, durante la crisis del petrleo, la compaa Toyota se recuper de una forma ms rpida y menos dolorosa que el resto de sus competidores de la industria del automvil. en la dcada de los 80, empresas japonesas, americanas y europeas ya conocan este sistema de produccin y comenzaban a aplicarlo. Pero no fue hasta el ao 1990, cuando J. P. Womack y D. T. Jones, documentaron el Sistema de produccin Toyota en su libro The Machine that changed the world, al que titularon Lean Manufactu-ring. Desde entonces la filosofa Lean se ha aplicado a muchas otras industrias y se ha visto que posee amplias aplicaciones profesionales. el inters en este tipo de produccin se centra en la evidente obtencin de ventajas competitivas. Pero se debe tener siempre claro que el Lean Manufacturing slo se puede llevar a cabo a lo largo del tiempo, y no se puede usar como
una panacea para resolver problemas competitivos a corto plazo (Womack and Jones, 1996).
el pensamiento Lean puede resumirse en cinco princi-pios: especificar con precisin el concepto de valor para cada producto especfico, identificar el flujo de valor para producto, hacer que el valor fluya sin interrupciones, dejar que el consumidor atraiga hacia s (pull) el valor procedente del fabricante, y perseguir la perfeccin, este ltimo puede dividirse en eliminar el MUDa, equilibrar el trabajo y mejorar continuamente. el pensamiento lean es lean porque proporciona un mtodo de hacer ms y ms con menos y menos menos esfuerzo humano, me-nos equipamiento, menos tiempo y menos espacio-, al tiempo que se acerca ms y ms a ofrecer a los clientes aquello que quieren exactamente. el pensamiento Lean tambin proporciona un modo de trabajar ms satisfac-torio ofreciendo un feedback inmediato de los esfuerzos para convertir muda en valor. Y, en fuerte contraste con la moda reciente de la reingeniera de procesos, propor-ciona un mtodo para crear nuevo trabajo, en lugar de simplemente destruir puestos de trabajo en nombre de la eficiencia (Womack and Jones, 2003).
LEAN MANUfACTURINgEn el estudio realizado, al hablar de LEAN MANUfACTURINg no se refiere nicamente a la aplicacin de conceptos LEAN al mbito productivo, sino a la filosofa global que se puede aplicar a todos los mbitos y reas de una empresa.
Enfoque Lean
Organizacin Lean
1. Definir el valor desde el punto de vista del cliente
2. Identificar el flujo de valor de cada producto
4. hacer fluir el valor sin interrupciones
6. Equilibrar el trabajo
3. Eliminar el MUDA
5. Dejar que el cliente tire del valor
7. Mejorar continuamente
Principios de la Filosofa LeAn.
-
-12-
Los Cuadernos del CEL
Para llevar a cabo el estudio se desarroll un cuestio-nario electrnico. el cuestionario fue realizado con el trabajo conjunto del equipo formado por Grupo Gal-gano, el Centro espaol de Logstica y la Universidad Carlos III de Madrid. el Politcnico di Milano colabor proporcionando un cuestionario creado para un estudio similar de las industrias italianas (a. Portioli Stauda-cher & M. Tantardini 2007) en vistas a poder hacer una comparativa a nivel europeo. Dicho cuestionario sirvi de referencia para realizar una adaptacin que fuese ms acorde con la situacin del mercado espaol. el cuestionario fue enviado a los directores de produccin de las empresas o, en su defecto, a algn miembro del equipo directivo con suficiente conocimiento y respon-sabilidad sobre los procesos operativos. estando activo durante los meses de octubre y noviembre de 2007.
en la estructura del cuestionario se pueden distinguir dos partes. La primera parte, comn a todos, donde es identificada la poblacin encuestada y la situacin competitiva actual a la que se enfrentan. al pasar a la segunda parte una divisin conduce a un diferente cuestionario a las empresas que implantan Lean Manu-facturing y a las que no lo implantan, descartando a las empresas que no han odo hablar de esta filosofa.
Para las empresas implantadoras de Lean lo pri-mero que interesa saber es desde hace cuanto estn implantndolo, a qu nivel y si tienen en mente conti-nuar profundizando en ello. Los siguientes puntos del cuestionario tratan sobre las herramientas que usan, la forma de organizar los proyectos y adquirir conoci-mientos y los obstculos que han encontrado y finaliza preguntando por los resultados obtenidos y un juicio de su satisfaccin con esta metodologa.
Para las empresas no implantadoras, interesa saber porqu, a pesar de conocer esta filosofa, no la han implantado, qu visin tienen del Lean y qu ventajas
y facilidades creen que conseguiran si lo implantaran. Y por supuesto qu obstculos consideran que existen, para finalizar preguntando sobre las intenciones futuras en lo referente a su uso.
Tanto para las empresas que lo implantan, como para las que no, el cuestionario finaliza pidiendo que expongan las preguntas que surgen sobre Lean Manufacturing.
Interpretacin de las grficas y tablas:
Las grficas de barras que aparecen en el estudio re-presentan el promedio de las votaciones realizadas por los encuestados, en una escala de 1 a 5. aplicando, a estas grficas, el principio de Pareto para representar la informacin ms relevante.
en las tablas, el porcentaje representa la parte de la poblacin que eligi esa opcin, tambin tienen apli-cado el principio de Pareto. en el caso de tablas como la Tabla 1 Grado de implantacin de las filosofas, la distribucin de las votaciones en horizontal abarca el total de la poblacin.
Participantes en el estudio:
ramn Garca Garca, Director de Innovacin y Proyectos del Centro espaol de Logstica (CeL).
Bernardo Prida romero, Catedrtico de la Universidad Carlos III de Madrid.
teresa snchez chaparro, Profesora de la Universidad Carlos III de Madrid.
Bruno Juanes Grate, Socio Director de Grupo Galgano.
carlos noriega, Consultor Senior de Grupo Galgano.
Andrs Palacios Gonzlez, Consultor de Grupo Galgano.
METODOLOgA DEL ESTUDIO
-
-13-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
Para la realizacin del estudio ha sido usada una base de datos conjunta de Grupo Galgano y el CeL en la que solamente aparecen empresas del sector industrial a nivel nacional. La poblacin total a la que fue enviada la encuesta supone 1142 contactos, todos jefes de produccin, directivos y altos cargos. De estos respon-dieron 59, resultando una participacin del 5,17%. esta participacin de los encuestados aparece representada en los siguientes grficos:
La poblacin participante ha resultado estar com-puesta por altos cargos de empresas mayoritariamente medianas y grandes. Por ello sus opiniones son de gran relevancia, poseen cargos de responsabilidad a nivel de planta, nacional e internacional en un porcentaje semejante y ello permite obtener informacin no solo a pie de fbrica, si no tambin con una visin ms global de la situacin a la que se enfrentan las empresas industriales nacionales.
POBLACIN ESTUDIADAEl 13,56% de la poblacin que res-
pondi la encuesta se declararon no conocedores de la filosofa LEAN.
El35,59%declararonserconocedoresde las teoras LEAN pero no implanta-dores de las mismas.
El 50,85% respondieron ser implan-tadores de esta filosofa a distintos niveles.
Captulo Uno:
Grfica 1. Desglose de los encuestados por geografa.Grfica 3. nmero de empleados. Grfica 2. Desglose de los encuestados por sector industrial.
Menos de 10016,07%
Ms de 50039,28%
De 100 a 50046,64%
51,78%
21,42%
5,35%
3,57%
3,57%
3,57%
1,78%
1,78%
1,78%
1,78%
Catalua
Comunidad de Madrid
andaluca
Pas Vasco
Principado de asturias
Cantabria
Comunidad Valenciana
Galicia
Castilla La Mancha
Regin de Murcia
aragn
La Rioja
1,78%
1,78%
alimentacin y bebidas 19,64%
Industria qumica, farmacia, droguera
17,85%
automocin 12,5%
Otros 10,71%
Metalurgia 8,92%
Informtica, electrnica y telecomunicaciones
5,35%
Maquinaria, equipo mecnico. electrodomsticos
5,35%
electricidad, material elctrico
3,57%
aeronutica 3,57%
Fab. Productos minerales no metlicos
1,78%
Papeleras y celulosas 1,78%
-
-14-
Los Cuadernos del CEL
Flexibilidad, rapidez, exigencias externas, averas, mer-mas, productividad, inventarios. Hay cientos de razones que se interponen entre las empresas y una ventajosa posicin competitiva. ante todas ellas intentan tomar medidas, unas veces planificadas otras desesperadas.
Las amenazas de mano de obra baratas y demandas cada vez ms exigentes, no solo en calidad tambin
en personalizacin del producto, aparecen reflejadas en las votaciones de la poblacin estudiada.
Tienen que enfrentarse a la necesidad de reduccin en los precios, capacidad de diferenciacin en calidad, en rapidez y fiabilidad de aprovisionamientos y en conseguir desarrollos de productos cada vez ms rpidos (Grfica 4 - Retos competitivos externos).
SITUACIN ACTUALRetos competitivos: Presin sobre
los precios, calidad, tiempos breves y fiabilidad.
Problemas internos: Previsin de lademanda, plazos de entrega, gestin de la informacin, productividad de la mano de obra.
Medidas tomadas: Mejora de calidady eficiencia, inversin en personas, LEAN MANUfACTURINg, automatiza-cin de procesos.
Captulo Dos:
Grfica 4. Retos competitivos externos.
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50 4,003,85
3,803,95
3,75
3,663,83
3,673,00
3,663,77
3,713,13
3,673,52
2,50
3,36
3,622,38
3,273,37
3,332,75
3,203,30
3,242,75
3,103,10
3,192,88
3,053,17
3,102,50
3,46
3,43
Promedio de las puntuaciones a los retos competitivos ms importantes
Puntuacin sobre los precios(precios a la baja)
exigencia de mayor calidad del producto
Tiempos de reaprovisionamientos cada vez ms breves y fiables
necesidad de tiempos de desarrollo (time to market) cada vez ms breves
Mejora del desempeo de los proveedores
exigencia de mayor grado de personalizacin del producto
Demanda creciente de nuevos productos (ciclos de vida ms reducidos)
Solicitud de modificaciones frecuentes sobre las fechas de entrega
Modificaciones sobre los proyectos inducidas por el cliente en cualquier fase
Puntuacin total Puntuacin implantadores Puntuacin no implantadores Puntuacin no conocedores
-
-15-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
Grfica 5. Problemas internos.
a estos retos externos hay que sumar los problemas internos. en ellos destaca la dificultad de la previsin de la demanda, el cumplir con los plazos de entrega, los problemas de planificacin y control mediante gestin de la informacin y la productividad de la mano de obra (Grfica 5 - Problemas internos).
Promedio de las puntuaciones a los problemas internos ms relevantes
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50 4,003,63
3,83
3,20
3,083,07
3,143,00
2,833,10
2,672,25
2,802,57
3,003,13
2,802,50
3,003,38
2,642,73
2,572,50
2,532,17
3,002,63
2,713,07
2,621,63
3,03
2,75
3,533,00
2,50
3,433,38
3,242,97
3,00
2,383,103,10
Dificultades en la previsin de la demanda
Fiabilidad y longitud de los plazos de entrega
Dificultades en la Gestin de la informacin (planificacin, control, etc.)
Baja productividad de la mano de obra
Problemas en aprovisionamientos
Demasiada complejidad del producto
Problemas de organizacin de los puestos de trabajo
Problemas de logstica y distribucin
excesiva complejidad del proceso de produccin
excesivo inventario
excesivo nmero de averas
Puntuacin total Puntuacin implantadores Puntuacin no implantadores Puntuacin no conocedores
-
-16-
Los Cuadernos del CEL
Grfica 6. Medidas para afrontar los retos.
Para responder a estas dificultades. Las medidas que toman son, principalmente, programas de mejora de calidad y eficiencia, la inversin en personas y la apli-cacin de Lean Manufacturing, buscando con todo esto aumentar la fiabilidad y flexibilidad (Grfica 6 - Medidas para afrontar los retos).
Promedio de las puntuaciones a las medidas tomadas para afrontar los retos
Programas de mejora de la calidad y de la eficencia
Inversin en personas (seleccin, formacin, capacitacin...)
Lean Manufacturing
automatizacin de procesos
Potenciacin de la I+D+i
Inversin en sistemas de informacin (S.I.)
estandarizacin de productos reduccin de la complejidad
Outsorcing
Integracin de cadenas de suministro
Puntuacin total Puntuacin implantadores Puntuacin no implantadores Puntuacin no conocedores
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50 4,00 4,503,80
4,033,52
3,63
3,563,63
3,573,25
3,494,33
2,812,13
3,633,14
3,32
3,003,25
3,253,60
2,763,25
3,103,27
2,88
3,232,76
2,863,07
2,622,75
3,57
3,42
2,95
2,95
3,38
2,38
-
-17-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
Qu implantan?
Para saber qu implantan y en qu medida, la poblacin implantadora puntu el grado de implantacin de unas filosofas y herramientas propuestas.
- Filosofas:Las principales filosofas que implantan son Lean Manu-facturing, que la mayora de la poblacin implantadora lo considera parcialmente implantado e ISO 9000/ eFQM/ Gestin por procesos, en este caso se considera en su mayora Totalmente implantado (Tabla 1 - Grado de implan-tacin de las filosofas).
- Herramientas:Las principales herramientas implantadas son los Cuadro de mando de indicadores de gestin (KPI), 5S, SMeD y eventos Kaizen. Herramientas de control y de mejora rpidas. Y las consideran, en su mayora, parcialmente implantadas (Tabla 2 - Grado de implantacin de las herramientas).
Viendo las filosofas y herramientas que tienen mayor grado de implantacin confirman los deseos de los
participantes en la encuesta de ganar en calidad, eficiencia y flexibilidad. Mostrando que han centrado sus esfuerzos en estos problemas y han dejado de lado las mejoras e innovaciones en el diseo de productos, ya que han quedado fuera herramientas como 3P, Triz, Diseo para seis sigma... estas herramientas resultaran tiles teniendo en cuenta que entre los retos y proble-mas internos estaba la demanda continua de nuevos productos, mayor grado de personalizacin y demasiada complejidad en los mismos. Por lo que parece que prefieren mejorar la situacin actual sin apostar por an-ticiparse a la competencia en la innovacin productiva. La amenaza ms urgente es la de costes y calidad.
Cmo lo implantan?
en la organizacin de los proyectos de implantacin de Lean Manufacturing, algo ms del 50% de los partici-pantes reconoce afrontarlo de forma interna. Mientras que ms del 40% recurren al soporte de un consultor. en ambos casos la principal fuente de aprendizaje han sido las empresas especializadas (consultoras), sirviendo de apoyo textos de gestin y la participacin en eventos temticos.
IMPLANTADORES LEANApuestanpormejorar la eficiencia y
la calidad, no siendo prioritarias la innovacin y mejoras en diseo.
Aplicado a medio largo plazo, comopoltica de empresa en todo el centro productivo y en el rea de operaciones.
Suele ser apoyado por la direccinpero hay resistencia por parte de los empleados.
Haymejoraseneficienciaproductiva,costes, tiempos y complejidad de procesos, pero no consiguen ventajas competitivas en las relaciones con los proveedores ni en diseo de nuevos productos.
Captulo Tres:
Grado de implantacin de las filosofas
no interesa
no implantado
Implantar futuro
Parcialmente implantado
Totalmente implantado
Lean Manufacturing
ISO 9000/eFQM/Gestin de procesos
Seis Sigma
Lean Sigma
10,34%
20,68%
58,62%
20,68%
31,03%
17,24%
10,71%
6,89%34,48%
7,69%34,61%
7,14%
15,38%
28,57%
30,76%
53,57%
11,53%
tabla 1. Grado de implantacin de las filosofas.
-
-18-
Los Cuadernos del CEL
Las principales motivaciones que encuentran son la gran mejora obtenida y la rapidez con la cual se consigue a partir de unos procedimientos y teora sencillos (Tabla 3 - Principales ayudas para la implantacin).
Los proyectos Lean tienen un tiempo medio de implantacin de entre 6 meses y un ao, siendo el responsable de operaciones/produccin o el director de fbrica la figura ms comn para ocuparse de los proyectos, informando de la evolucin de los mismos al director general.
Los obstculos ms importantes que han encontrado en la implantacin de Lean Manufacturing han sido: resistencia por parte de los trabajadores, este problema es una constante en otros estudios y en el da a da de la implantacin Lean. Falta de formacin del personal, la necesidad de adaptar los sistemas de informacin y falta de recursos internos (Grfica 7 - Dificultades en la implantacin de Lean Manufacturing).
Los encuestados implantadores de Lean mostraron, en su mayora (62,06%), estar muy satisfechos de haber elegido la aplicacin de estas tcnicas y no consideran que vaya a ser especialmente complicado continuar llevando a cabo proyectos. ninguno se ha mostrado insatisfecho.
Grado de implantacin de las filosofas
no interesa
no implantado
Implantar futuro
Parcialmente implantado
Totalmente implantado
Cuadros de mando de indicadores de gestin (KPI)
5S
Reduccin de tiempos de cambio de formato (SMeD)
Intervenciones de mejora rpida (Gemba Kaizen/ Blitz Kaizen...)
estandarizacin
Definir, Medir, analizar, Mejorar y Controlar (DMaIC)
Mapa de la cadena de valor (VSM)
Mantenimiento Productivo Total (TPM)
Control estadstico de procesos (CeP)
Despliegue de la funcin calidad (QFD)
Kanban / Pull / supermercado / Flujo pieza a pieza
nivelado de cargas de produccin (Heijunka)
Gestin visual (andon)
3,44%
3,44%
31,03%
51,72%
51,72%
20,68%3,44%
20,68%
13,79%
14,81%
3,57% 14,28%
3,7%
14,28%
48,14%
39,28%
33,33%
28,57%
10,71%
60,71%
14,28%14,28%
3,57%
3,84%
3,84%
3,84%
7,40%
17,85%
7,40%
8,00%
28,57%
11,53%
15,38%
11,53%
14,81%
21,42%
44,44%
40,00%
17,85%
19,23%
15,38%
26,92%
29,62%
7,14%
14,81%
24,00%
14,28%
50,00%
50,00%
38,46%
33,33%
46,42%
29,62%
20,00%
35,71%
15,38%
15,38%
19,23%
14,81%
7,14%
3,70%
8,00%
tabla 2. Grado de implantacin de las herramientas.
-
-19-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
el elevado grado de mejora obtenido
La velocidad con la cual se han obtenido los resultados
La sencillez de los procedimientos y simplicidad de la teora
La escasa inversin financiera necesaria
Otros
La ptima relacin entre beneficios y honorarios
La oportunidad para salir de una situacin de crisis
58,62%
55,17%
41,37%
31,03%
20,68%
13,79%
3,44%
Tabla 3. Principales ayudas para la implantacin.
Principales ayudas para la implantacin
Grfica 7. Dificultades en la implantacin de Lean Manufacturing.
Promedio de las puntuaciones a las dificultades en la implantacin de Lean Manufacturing
Resistencia al cambio por parte de los trabajadores
Falta de formacin del personal
necesidad de modificar substancialmente los sistemas de informacin (SI)
Falta de recursos internos para los proyectos
no visibilidad de resultados a corto plazo
ningn obstaculo
Dificultad de los proyectos Lean
Falta de ayuda de consultores externos
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50
3,43
3,07
2,77
2,77
2,27
2,27
2,27
1,80
-
-20-
Los Cuadernos del CEL
Cundo y dnde lo implantan?
La mayora de los encuestados llevan ms de un ao participando en implantaciones Lean. Su aplicacin alcanza, en un 41,37%, la totalidad del centro pro-ductivo llegando a ser a nivel nacional en un 27,58%. el rea de aplicacin por excelencia es el rea de operaciones (93,1%), siguiendo Logstica (48,27%) y compras (44,82%). Los prximos pasos lgicos en los participantes de la encuesta es extender el proyecto a otras reas y mbitos de su empresa, consolidndolo y potencindolo en las que ya est implantado (Tabla 4 - Prximos pasos en la implantacin). esto mejorar los problemas internos, pero para solucionar los pro-blemas con la demanda no predecible y los tiempos de aprovisionamiento, en definitiva rivalizar con los competidores internacionales, se debe extender esta filosofa a los proveedores y clientes. Tienen que dejar de ser relaciones de fuerza lo cual no es compatible con la eficiencia industrial, deben llegar a un compromiso mutuo de aprovisionamiento a largo plazo.
Qu han obtenido?
Segn las respuestas acerca de las filosofas y he-rramientas implantadas y por los resultados globales de la aplicacin de estas tcnicas, muestran que son unos resultados consecuentes. Se ha aplicado Lean Manufacturing e ISO/eFQM/Gestin por procesos como principales filosofas y las principales herra-mientas aplicadas han sido de eficiencia, mejora de calidad y mejora de procesos (KPI, 5S, SMeD, Kaizen, DMaIC). as los resultados ms importan-tes han sido mejoras en eficiencia productiva, dis-minucin de la complejidad de procesos, reduccin de costes de fabricacin, reduccin de tiempos de preparacin, calidad y fiabilidad de la informacin, disminucin de los costes de no calidad Por lo cual las herramientas usadas estn consiguiendo mejorar los principales problemas y retos que ms preocupan a los encuestados.
tabla 4. Prximos pasos en la implantacin.
extender el proyecto a otras reas/mbitos de la empresa
Consolidar y potenciar en las reas en las que ya est implantado
extender el proyecto fuera de la empresa (proveedores, clientes...)
Otros
68,96%
51,72%
20,68%
3,44%
-
-21-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
Ha empeorado
no ha variado significativamente
Ha mejorado
eficiencia productiva
Disminucin de la complejidad de procesos
Reduccin de costes fabricacin
Reduccin tiempos de preparacin
Calidad y fiabilidad de la informacin
Disminucin de los costes de no calidad
Reduccin de costes de entrega
Reduccin del espacio necesario
Motivacin del personal
Reduccin del inventario
Disminucin de incumplimiento de entregas a clientes
Capacidad de innovacin
Reduccin fallos de calidad del producto
6,89%
17,24%
13,79%
20,68%
27,58%
31,03%
31,03%
31,03%
31,03%
34,48%
34,48%
48,27%
65,51%
tabla 5. Resultados de la implantacin de Lean Manufacturing.
93,1%
82,75%
86,2%
79,81%
72,41%
68,96%
68,96%
68,96%
68,96%
65,51%
65,51%
51,72%
34,48%
-
-22-
Los Cuadernos del CEL
Percepcin de la implantacin de Lean Manufacturing.
el 63,15% de los encuestados no implantadores ha admitido conocer la filosofa Lean, pero no poderla implantar por falta de medios (humanos, econmicos) y un 10,52% directamente ha reconocido no disponer de apoyo de la direccin. esto a pesar de que ms de la mitad considera la implantacin como un objetivo realista a medio plazo, mientras que un 32,57% lo considera atractivo en teora pero difcil de alcanzar en la prctica.
La mayora, al igual que los implantadores, considera que el mbito de aplicacin para la metodologa Lean son los procesos productivos y la organizacin completa. no con-sideran, en gran medida, las posibilidades de aplicacin a procesos no manufactureros (contabilidad y finanzas, compras, logstica, etc.) nicamente el 10,52% tiene en cuenta esta posibilidad. Las ventajas que piensan que pueden obtener con la filosofa Lean son muy parecidas a las que han buscado y obtenido los implantadores, reduc-cin de costes y eficiencia productiva, tambin consideran importante la calidad, pero en menor medida (Grfica 8 - Ventajas de Lean Manufacturing).
NO IMPLANTADORES LEANLasventajas,facilidadesydificultades
de la aplicacin de LEAN MANUfAC-TURINg son percibidas de la misma forma para los no implantadores que para los implantadores.
La faltadeapoyoporpartede ladi-reccin y la falta de recursos impiden su aplicacin.
Lamayorapretendeimplantarlameto-dologa LEAN en los prximos 3 aos.
Captulo Cuatro:
Grfica 8. Ventajas de Lean Manufacturing.
Promedio de las puntuaciones a las ventajas de Lean Manufacturing
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50 4,00
3,95
3,95
3,80
3,76
3,48
3,29
3,29
Reduccin de los costes y/o mejora de los beneficios
Mejora de la eficiencia
Mejora del nivel de servicio
Mejora de los tiempos de entrega
Reduccin de los inventarios
Mejora de la calidad de los productos
Reduccin del desperdicio
-
-23-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
Grfica 9. Obstculos en la implantacin de Lean Manufacturing.
Grfica 10. elementos facilitadores de al implantacin de Lean Manufacturing.
Promedio de las puntuaciones a los obstculos en la implantacin de Lean Manufacturing
Promedio de las puntuaciones a los elementos que facilitan la implantacin de Lean Manufacturing
Posibilidades de implantacin.
a pesar de que la mayora no disponga de medios pa-ra la implantacin de la produccin Lean, el 57,89% tiene en mente la posibilidad de poner en marcha una iniciativa Lean en los prximos 3 aos y un 15,78% est convencido de ello, lo cual se debe a que la gran mayora cree que podra tener la necesidad o exigen-cia de acercarse al modelo de Lean Manufacturing en un futuro.
ante la proposicin de puntuar los obstculos para su implantacin los problemas principales son la resisten-cia por parte de los trabajadores y el escaso apoyo de la alta direccin (Grfica 9 - Obstculos en la implantacin de Lean Manufacturing). Si comparamos a los implan-tadores de Lean con los no implantadores observamos que ambos grupos consideran esta oposicin de los tra-bajadores como la ms importante, pero no coinciden en cuanto al apoyo de la direccin. en cuanto al resto de obstculos los dos grupos los consideran de forma bastante semejante, exceptuando que los implantado-res consideran ms prioritaria la formacin del personal que los no implantadores.
en cuanto a las facilidades que les pueden motivar a la implantacin sus puntuaciones las han clasificado de forma idntica a como lo han hecho los implantadores, por lo que confirma que a pesar de no ponerlo en prctica s poseen conocimientos bien encaminados, siendo la elevada mejora conseguida, la velocidad de resultados y la sencillez las principales ventajas que tiene el adentrarse en el Lean Manufacturing (Grfica 10 - Elementos facilitadores de la implantacin de Lean Manufacturing).
el elevado grado de mejora que se obtiene
La velocidad con la cual se obtienen resultados
La sencillez de los procedimientos y de la modalidad operativa
La simplicidad de la teora
La escasa inversin financiera necesaria
La ptima relacin entre beneficios y honorarios
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50
2,71
2,48
2,33
2,52
2,95
2,86
0,00 0,50 1,00 1,50 2,00 2,50 3,00 3,50
3,19
3,14
3,10
2,76
2,67
3,00
2,86
Resistencia al cambio por parte de los trabajadores
escaso apoyo de la alta direccin
Falta de recursos internos para los proyectos
necesidad de modificar substancialmente los sistemas de informacin (SI)
no visibilidad de resultados a corto plazo
Falta de formacin de personal
necesidad de inversin elevada
-
-24-
Los Cuadernos del CEL
COMIenzOS De La IMPLanTaCIn:
Por dnde empiezo?
aunque la respuesta depende de la situacin de parti-da, suele ser un buen inicio comenzar por la realizacin de un mapa del flujo de valor (Value Stream Map) del estado actual que identifique con claridad para cada familia de productos- las oportunidades de mejora. a partir de l se puede construir el mapa de valor del es-tado futuro (Future Stream Map) en el que se recoger cmo se pueden poner en marcha los principios bsicos Lean (Flujo, produccin pieza a pieza, pull).
Cmo pasar de la teora a la prctica?Cmo empezar con una parte sencilla?
La necesidad suele venir de enfrentar una situacin com-plicada o de planificar el evitar tenerla. en cualquier caso recomendamos que el mejor modo de practicar algo es, valga la redundancia, practicndolo. Una intervencin de mejora rpida (Gemba Kaizen) nos puede permitir obtener resultados tangibles en un cortsimo periodo de tiempo (de 3 a 5 das laborables) que tienen un efecto demostracin considerable dado que a) se obtienen resultados, b) se practican herramientas, c) se ve la aplicabilidad del enfoque y d) fomenta la participacin activa del personal. est claro que una semana de estas caractersticas no resuelve por si sola el problema pero s puede actuar de catalizador para iniciar el despliegue de un plan Lean a medio/ largo plazo.
no hay que comenzar primero con la cultura de mejora continua?
Precisamente empezar con la teora, la formacin y el eslogan es lo que ha condenado al fracaso a muchas
iniciativas anteriores de mejora. el enfoque Lean combi-na la estrategia y la visin a largo plazo con la actuacin operativa inmediata que produce los resultados que hace cambiar la actitud de las personas. Cuando las personas ven resultados tangibles en un periodo corto de tiempo y en los que han podio participar se motivan, se implican y llegan a cambiar sus actitudes hacia el programa lo que le da un vigor extraordinario. La cultura es un aspecto funda-mental que, en un entorno Lean, se trabaja primero con hechos y despus con programas especficos (formacin, comunicacin, involucracin, commitment).
aPLICaCIn:
Cmo extenderlo correctamente en otros m-bitos como en el desarrollo de nuevos produc-tos, Dpto. comercial, reas de administracin, diseo?
en una ptica lean existen tres procesos empresariales bsicos:
a) De la idea al producto manufacturable.b) De las materias primas al producto terminado.c) Del pedido al cobro.
Lo ms lgico (y lo ms habitual) consiste en empezar a trabajar la implantacin en el entorno manufacturero (o de operaciones, en caso de organizaciones de servicios), demostrar resultados y entonces proponer su extensin a otras reas. no obstante, debemos tener en cuenta que muchas veces las mayores oportunidades de mejora en las variables que perseguimos mejorar (calidad, productividad, leadtimes) no estn en el mbito manufacturero sino en el transaccional (procesos b y c) por lo que conviene incorporar esos mbitos (compras, comercial, administra-cin, logstica, Ingeniera, I+D+i, calidad) a la discusin estratgica para incorporarlos en el programa Lean.
RESPUESTAS A LAS PREgUNTAS DE LOS ENCUESTADOS
Los encuestados han tenido la opor-tunidad de exponer las preguntas que les surgan en relacin a la produccin LEAN. Bruno Juanes grate, Socio director de grupo galgano, da respuesta a estas preguntas.
Captulo Cinco:
AUTOR: Bruno Juanes grate
Socio director de Grupo Galgano
-
-25-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
Cmo aplicar Lean Manufacturing en una cadena de suministro global? Qu recursos internos necesita?
no existe una respuesta universal a esa pregunta, aunque s recomendaciones generales que deben ser adaptadas a cada realidad empresarial. Por ejemplo, es conveniente disponer de recursos internos dedicados a la mejora Lean Sigma pero esto no implica contratar ms indirectos. estos recursos deben salir liberados del trabajo de mejora que haya propiciado el programa Lean. Deben estar formados en tcnicas Lean Sigma aprendidas en la prctica de los proyectos en un 90% y en aula en un 10%. Debe haber algn responsable tc-nico con formacin slida que pueda orientar a la orga-nizacin desde el proceso de despliegue de prioridades (Hoshin Kanri) pasando por la seleccin de proyectos de mejora alineados con la estrategia de la Compaa hasta la mejora manera/ tcnica/ metodologa/ recurso para abordar la mejora. Dicho experto puede contar con recursos a tiempo parcial en los distintos territorios/ de-partamentos/ procesos. adems recomendamos la gua de un Sensei (maestro) para acompaar en las etapas iniciales del despliegue del programa.
Quin es la persona ms adecuada para liderar este proyecto?
no existen personas ms o menos adecuadas. Toyota busca personas de capacidad media que operen en procesos brillantes. La clave del xito es la mejora continua e incremental de los estndares de trabajo (Kaizen) combinada con mejoras drsticas a travs de la innovacin (Kayrio). en cada caso, el perfil de lder puede variar. Lo que no cambia es la voluntad de mejora continua de los estndares de trabajo.
Cul es el grado de formacin del personal?
La formacin LeanSigma se adquiere practicando en el lugar de trabajo (Gemba) y en el aula, aunque en mucha menor proporcin. existen diversas certificaciones de conocimientos asociadas a los distintos mtodos de me-jora; hablamos de black, Yellow y Green belts en entornos Seis Sigma, de niveles Oro, plata y bronce en entornos Lean no importa tanto (excepto para posiciones muy concretas y muy tcnicas) el punto de partida de la formacin sino la capacidad de aplicar conceptos y participar en un proceso de aprendizaje y mejora con-tinua. Hoy en da todava vemos que ms del 60% de los problemas que suceden en los procesos operativos siguen siendo resolubles con las 7 herramientas bsicas de resolucin de problemas ms el PDCa. no hace falta ser ingeniero superior para aplicar esto.
MeJORaS OBTenIDaS:
Cul es el potencial de mejora estimado del proyecto?
La bibliografa Lean describe en profusin las hor-quillas de mejora esperables para cada variable que queramos mejorar en un entorno lean (productividad, calidad, stocks, leadtimes, espacio necesario para la operacin, distancia recorrida, errores). Sin entrar en cuantificar cada una porque insisto- ya est descrito, simplemente decir dos cosas: los porcentajes de mejora son de dos o ms dgitos y por encima del 50% en todos los casos y, el porcentaje de mejora es mayor en industrias de produccin discretas (por lotes y colas) como los montajes, que en el caso de industrias de pro-duccin en continuo como las qumicas, por ejemplo. en cualquier caso y por citar un solo ejemplo, mientras que la productividad en industrias de montaje puede
mejorarse entre un 300 y un 400%, en industrias en continuo la mejora de productividad se situara en entornos de slo el 100%.
Cul es el tiempo estimado en detectarse las mejoras segn su experiencia?
aunque se puede caer en la tentacin de obtener ni-camente resultados a corto plazo y detenerse ah, reco-mendamos estructurar un plan completo de actuacin lean sigma que en un plazo de entre tres y cinco aos nos pueda ofrecer resultados completos en todas las reas del negocio. evidentemente durante este periodo de tiempo tambin deberemos obtener esos resultados a corto que generen masa crtica de mejora y motiven a las personas.
Cmo visualizar los resultados a nivel finan-ciero y cul es la relacin coste beneficio?
entre otros parmetros, contablemente podemos hablar de varios tipos de beneficios:
ahorros directos: reduccin FTes, reduccin de subocupacin de la MOD, disminucin de mermas, re-duccin de errores, reduccin de costes de inspeccin, reduccin de intervenciones en garanta, etc.).
ahorros financieros: reduccin de circulante y de su necesidad de financiacin adjunta (lneas de crdito, de descuento, costes de financiacin, seguros, impuestos, aduanas, etc.).
Reduccin de la necesidad de inversin: aumento de capacidad de lneas a coste cero, cancelacin de inver-siones en activo inmovilizado (almacenes, nuevas lneas de produccin, nuevas instalaciones, etc.).
-
-26-
Los Cuadernos del CEL
Como mnimo podemos esperar una relacin 1:10 entre los euros invertidos y los euros generados por un pro-yecto Lean, aunque este ratio depende naturalmente del sector y de la problemtica especfica.
Cmo mantener las mejoras realizadas, el clima de colaboracin y optimismo actual?: Factores clave para que los resultados sean sostenibles.
a medida que el programa avanza se debe velar por la sostenibilidad de las mejoras y esto lo hacemos median-te dos aproximaciones. La primera es la estandarizacin sistemtica de las mejoras realizadas. no podemos dar por concluida una mejora hasta que no tengamos un nuevo estndar de trabajo o una modificacin del existente, la formacin de las personas afectadas, la verificacin de su funcionamiento y su inclusin en un ciclo de mejora continua. adicionalmente, la tecnologa es un factor estandarizador importante que podemos aprovechar para evitar que la mejora se venga atrs. automatizar un proceso despus de su optimizacin fuerza a que todos sus usuarios trabajen de la misma manera.el segundo elemento con el que podemos con-tar es con la Oficina de Promocin del Kaizen (KPO; Kaizen Promotion Office), formada por personal libe-rado gracias al esfuerzo Lean en determinadas reas y cuya misin es la de dinamizar la mejora continua a todos los niveles. el grado de eficacia del KPO se mide por las mejoras implantadas, los estndares generados y los ahorro (cuanti y cualitativos) obtenidos.
GeMBa KaIzen:
Puede cambiarse la semana Gemba Kaizen por el ao Gemba Kaizen?
el Gemba Kaizen se puede entender como concepto no limitado a un tiempo determinado aunque su du-racin estndar sea de una semana. Hemos realizado implantaciones de eventos Kaizen que han durado tres das, una semana, o que se han transformado en los viernes del Kaizen una vez al mes para siempre cada empresa debe adaptar la filosofa Kaizen a sus propios ritmos y capacidad de absorcin de mejoras.
el Gemba Kaizen como plan de choque es efectivo, pero Y la continuidad de las pro-puestas de los operarios?
Las propuestas de mejora de los operarios no pueden ser gestionadas como hasta ahora. La participacin de los mismos en eventos Kaizen, los buzones de suge-rencias mviles (Kaizen Teian), su formacin en PDCa y tcnicas Lean bsicas, la cultura de estandarizacin obsesiva, hacen que sus sugerencias sean implantadas y sean sostenibles sin necesidad de recurrir a comits de anlisis, buzones u otros mtodos cuya escasa efectividad ya ha quedado suficientemente demostrada en el pasado.
-
-27-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
en ambos pases aparecen como principales problemas externos la calidad, los tiempos de entrega cada vez ms cortos y fiables, y los precios cada vez ms bajos.
el principal problema interno en los dos estudios ha sido la dificultad de previsin de la demanda, en espaa le siguen los plazos de entrega, la gestin de la informacin y la productividad de la mano de obra, en Italia se considera ms problemtico la variedad en los productos, la resolucin de problemas urgentes (Fire fighting management), bajos Lead times y la fiabilidad de los proveedores.
en Italia las principales medidas las toman, tanto los implantadores como los no implantadores, en relacin a Organizacin/procedimientos y a tcnicas de gestin.
Los implantadores italianos se centran en la cadena de suministros, incluyendo a clientes y proveedores. Los no implantadores italianos se centran en incrementar el nivel de automatizacin, la innovacin de los procesos tecnolgicos y mejorar las tecnologas de la informacin. en espaa se busca principalmente mejorar la calidad, la eficiencia e invertir en personas. Los implantadores espaoles se centran en Lean Manufacturing y los no implantadores muestran ms inters en automatizacin de procesos e inversin en I+D+i, esto muy parecido a la mentalidad italiana. Pero en espaa, a diferencia de Italia, hay una carencia de implicacin de toda la cadena de suministros para conseguir una mejora mayor.
el estudio Italiano muestra que SMeD, 5S, Kanban y VSM son lo ms implantado, por otro lado muy pocos
implantadores han comenzado a usar Seis sigma o TPM. Comparando esto con el caso nacional coinciden en varias herramientas, especialmente en SMeD y 5S, tam-bin se implanta Kanban y VSM pero en menor medida, y seis sigma es, al igual que en Italia, la filosofa menos implantada pero se diferencian en la implantacin de TPM, que en espaa s tiene cierta relevancia.
el 70% de la poblacin italiana de implantadores con-sidera estar casi plenamente satisfechos, en espaa el 62,06% consideran el mismo nivel de satisfaccin que los italianos pero hay que aadir que el 27,58% restante puntu el mximo de satisfaccin.
en ambos pases la dificultad principal para la implan-tacin es la resistencia por parte de los trabajadores.
BREVE COMPARACIN CON ITALIAPara tener una visin ms global de la situacin nacional, el estudio ha sido comparado con el realizado por Alberto Portioli Staudacher y Marco Tantardini LEAN Production implementation: a survey in Italy (Internacional Conference on Industrial Engineering & Industrial Management- CIO 2007).
Captulo Seis:
-
-28-
Los Cuadernos del CEL
ENTREVISTAS PERSONALES
Como complemento a la visin global que ofrece este estudio de la situacin del Lean en Espaa, han sido realizadas una serie de entrevistas a altos cargos de empresas de los sectores que han resultado ms significativos en el estudio, Alimentacin y bebidas; Industria qumica, farmacia y droguera; y Automocin. En dichas entrevistas el inters ha girado en torno a los puntos principales de este estudio, las amenazas competitivas, las medidas que toman para enfrentarse a esta competitividad y qu repercusin tiene el Lean en su da a da.
Captulo Siete:
-
-29-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
La competencia en nuestro sector est cada vez ms concentrada. Para hacer frente a esta situacin, es necesario contar con marcas potentes que arrastren al consumo. es importante diferenciar entre dos segmen-tos: el segmento prestige, que permite tener fbricas en una sola ubicacin y abastecer el mercado global; y el segmento consumo, que requiere cercana al mercado natural. el producto de gran consumo es una commodi-ty y las marcas blancas o marcas de distribucin cada vez tienen ms peso.
Lo que es evidente es que para hacer frente a la competen-cia, el rea de operaciones debe acompaar a la estrategia de negocio. Por eso, el Lean es una necesidad para no-sotros. Los equipos de marketing tienen unas estrategias y la divisin de operaciones debe ser un elemento facilitador del negocio en la implantacin de estrategias.
empezamos a implantar Lean en 1992. entonces ramos un grupo que facturaba 200 millones de euros. Desde 1997 y hasta 2004, el gran reto era transaccional: fusionar desde el punto de vista de operaciones todas las empresas del grupo con un modelo comn operativo basado en una herramienta eRP. empezamos a buscar sinergias y a fusionar la produccin, planificacin, compras, ventas La tarea no ha sido fcil y podemos decir que hasta 2007 no hemos concluido el proceso de racionalizacin de las capacidades productivas.
Comenzar un anlisis del valor de tus procesos e identificar todo aquello que no es necesario es un ejercicio muy saludable para cualquier organizacin. aplicar Lean es motivador, incentivador, las personas participan en el negocio, hay ms transparencia no es un proceso fcil porque requiere estar dispuesto a hacer cambios y a escuchar a tu gente. adems, no se puede hacer desde fuera sino desde dentro. Pero creo que aplicar Lean reporta ganancias y hace que la gente se anime.
ENTREVISTAS PERSONALES:
EL REA DE OPERACIONES DEBE ACOMPAAR A LA ESTRATEgIA DE NEgOCIO
Joan Martnez Maca
Group Industrial Manager de la divisin de Operaciones de Puig Beauty and Fashion Group
-
-30-
Los Cuadernos del CEL
La amenaza ms importante que vive ahora mismo el sector es el gran incremento en la creacin de marcas de distribucin, que ha derivado en una competencia en precios y mrgenes muy importante. esto nos fuerza a maximizar los componentes de innovacin, cambio y nuevos productos. Debemos responder a estos retos teniendo una gran agilidad para poder presentar nue-vas propuestas que nos diferencien de los productos similares que el sector produce, que comienzan a ser ya habituales, y que estn situados en parmetros de precio mucho ms bajos.
La clave es cambiar rpido e identificar las nuevas oportunidades sin que esto repercuta negativamente en el coste de nuestros productos. Lgicamente, si el coste de la materia prima es cada vez ms caro, tambin debemos implementar medidas para no desperdiciar esa materia prima.
el Lean sirve para reducir costes, mejorar las productividad y ser giles en los niveles de ejecucin. empezamos con la implantacin Lean hace 3 aos y lo hemos utilizado en la creacin de equipos de mejora. Hemos mejorado la eficiencia de las lneas, aplicando la metodologa de las 5S, pero sin entenderlo como una metodologa rgida, sino adap-tndola a las oportunidades y necesidades que hemos ido identificando en las diferentes fbricas que poseemos y en las diferentes lneas de productos. La valoracin del proyecto ha sido muy buena y hemos avanzado en la cultura orientada a la eliminacin de aquellos elementos que no aaden valor. Su aplicacin, a diferencia de otras herramientas, tiene un planteamiento bastante rgido que hay que adaptar a cada empresa y cada sector. Por eso, lo ms importante es buscar la forma de transformar y llevar esos conceptos a la realidad prctica de cada organizacin. en la medida en que se extienden a todo el conjunto de la empresa, el Lean es cada vez ms y ms potente.
ENTREVISTAS PERSONALES:
LO MS IMPORTANTE ES BUSCAR LA fORMA DE TRANSfORMAR Y LLEVAR LOS CONCEPTOS LEAN A LA REALIDAD PRCTICA DE CADA ORgANIZACIN
Joan gros garca
Director Industrial del Grupo Panrico S.L.U.
-
-31-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
el gran reto es poder ser competitivo. Los consumidores queremos cada vez ms productos ms especializados. esta necesidad se transmite a los fabricantes en la ca-dena de valor. esto dnde nos lleva? Como fabricantes de componentes de vehculos nos debemos especializar cada vez un poco ms en aquello que nos pide el cliente. Pero tener que especializarnos en productos cada vez ms limitados hace que tengamos una gran variedad de productos para satisfacer al cliente. este es un gran riesgo que tiene el mercado actual porque desde los pases del este o asia cada vez nos llega una mayor competencia a nivel de coste.
Cmo nos enfrentamos a esta situacin? Sin que esto signifique renunciar a todas las plantas que tenemos en europa, hemos trasladado a pases de bajo coste las que pueden ser de complejidad logstica baja y que, en cambio, requieren un porcentaje de mano de obra alto.
Pienso que hay que analizar la complejidad de la estruc-tura de costes e identificar las pequeas ineficiencias. Desde el punto de vista interno, nosotros estudiamos muy bien la interioridad de nuestros procesos. Ficosa naci en 1949 de pequeos grupos de empresas. en el 2000 pasamos de tener 12 a 23 plantas. era un momento en que, organizados por divisiones, cada uno de los directores de operaciones tuvo que aplicar mucho la eliminacin de desperdicios. Ya en el 2003 constituimos finalmente los grupos de Mejora Continua Corporativa. aunque an queda mucho camino por re-correr -est muy bien implantada en plantas, bastante bien en proyectos (ingeniera, proyectos e investigacin) y menos en la parte de administracin- estoy conven-cido de que la mejora continua es el nico camino que tienen las empresas para mantenerse competitivas.
ENTREVISTAS PERSONALES:
ESTOY CONVENCIDO DE QUE LA MEJORA CONTINUA ES EL NICO CAMINO QUE TIENEN LAS EMPRESAS PARA MANTENERSE COMPETITIVAS
Ignacio Pujol Soler
Continuous Improvement Managing Director de Ficosa
-
-32-
Los Cuadernos del CEL
Un aspecto primordial que influye en la competitividad en la industria farmacutica es la posesin de la paten-te frente a la amenaza de los productos genricos, a esto hay que sumarle lo sensibles que son las empresas a la presin sobre los precios que ejerce el gobierno. Si se habla de globalizacin, su impacto en el sector farmacutico se ha notado en la apertura de mercados, permitiendo realizar externamente las fases previas de fabricacin de materias primas. Un inconveniente, por esta situacin, ha sido la ruptura de muchos mercados obligando a la simplificacin de las empresas mediante cierre de fbricas, reduccin del nmero de proveedores y disminucin de la diversificacin de productos.
en multinacionales como GlaxoSmithKline (GSK) prima la calidad pero en los ltimos aos nos hemos tenido que enfrentar a una bsqueda continua para mejorar la eficiencia. La forma para enfrentarse a estos retos es mediante iniciativas a nivel global. entre estas inicia-tivas: programas de calidad; programas de seguridad; cambios de organizacin y desarrollo de estrategias. Relacionado con los conceptos Lean y Six Sigma, GSK tiene programas para alcanzar la excelencia operativa, Operational Excellence (Oe), soportados mediante recursos globales y locales. aparte se recibe formacin en Six Sigma desarrollando cursos en europa, eeUU y espaa. Todo esto ha contribuido a expandir los conceptos Lean, lo cual ha sido muy positivo, y se ha logrado un cambio de mentalidad. Se usan todo tipo de herramientas de mejora. Como muestras de ello decir que se realizan Gemba tours, se dispone de un sistema kanban de abastecimiento automtico adaptado al SaP, se utiliza Visual Management con reas de control visual y paneles de resultados a todos los niveles, se realizan reuniones top5 varias veces al da Los conceptos Lean, en el caso de GSK, estn dentro de la vida de la empresa. es una teora cuyos conceptos estn basados en la lgica lo que hace que est destinada al xito, a pesar de ello su implantacin hay que afrontarla con
cuidado. La filosofa est muy bien, pero hay que tener en cuenta que la realidad es muy rica, hay que poner los pies en el suelo, ser realista, las reglas del juego son diferentes para cada industria y cada fbrica. Pero con la visin de que la mejora siempre es posible.
ENTREVISTAS PERSONALES:
LOS CONCEPTOS LEAN EN EL CASO DE gSK, ESTN DENTRO DE LA VIDA DE LA EMPRESA. ES UNA TEORA CUYOS CONCEPTOS ESTN BASADOS EN LA LgICA LO QUE hACE QUE EST DESTINADA AL XITO
Juan Carlos Mariscal Miguel
Director de Inhalados y Logstica de GlaxoSmithKline
-
-33-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
gLOSARIO
En el estudio, a parte de LEAN MANUfACTURINg, interesa el grado de implantacin de otras filosofas y una serie de herramientas LEAN. Por ello puede ser til un pequeo resumen de estos conceptos.
Anexo A:
SeIS SIGMa: es una filosofa de trabajo y una meto-dologa de gestin de la calidad, la cual se basa en el enfoque hacia el cliente, en un manejo eficiente de los datos y metodologas y diseos robustos, y centrada en el control de procesos, que permite eliminar la varia-bilidad en los mismos y alcanzar un nivel de defectos menor o igual a 3,4 defectos por milln.
Lean SIGMa: metodologa de mejora que combina herramientas tanto de Lean Manufacturing como de Seis Sigma. Lo cual da como resultado mejorar la calidad ms rpidamente pudiendo enfrentarse a cualquier tipo de pro-blema de proceso con la herramienta ptima para ello.
ISO 9000: conjunto de normas de calidad establecidas por la Organizacin Internacional para la estandari-zacin (ISO) que se pueden aplicar en cualquier tipo de organizacin (empresa de produccin, empresa de servicios, administracin pblica...).
MODeLO De exCeLenCIa eFQM: modelo para la autoevaluacin de las organizaciones e incentivo para participar en las actividades de mejora enfocadas en lograr la excelencia, buscando que la calidad total sea factor decisivo en el logro de la ventaja competitiva a nivel global.
GeSTIn POR PROCeSOS: busca reducir la variabilidad innecesaria que aparece habitualmente cuando se produ-cen o prestan determinados servicios y trata de eliminar las ineficiencias asociadas a la repetitividad de las acciones o actividades, al consumo inapropiado de recursos, etc.
DeSPLIeGUe De La FUnCIn CaLIDaD (QFD): Un procedimiento visual de toma de decisiones para equipos de proyecto pluridisciplinares que desarrolla un conocimiento comn de la voz del cliente y un consenso respecto a las especificaciones tcnicas del producto. La aplicacin de QFD elimina costosas vueltas atrs y rectificaciones cuando los proyectos se acercan a su puesta en prctica.
DISeO PaRa SeIS SIGMa (DFSS): se centra en el diseo de nuevos procesos, productos y servicios con niveles de rendimiento 6 sigma.
DeFInIR, MeDIR, anaLIzaR, MeJORaR Y COn-TROLaR (DMaIC): Herramienta de la metodologa Seis Sigma, enfocada en la mejora incremental de procesos existentes.
ManTenIMIenTO PRODUCTIVO TOTaL (TPM): Una serie de mtodos, creados originalmente por nippo-denso (miembro del grupo Toyota), para garantizar que cada mquina de un proceso productivo siempre pueda realizar la tarea para la que est preparada, a fin de evitar cualquier interrupcin de la produccin.
KanBan: Tarjeta situada en las cajas de piezas que re-gula la demanda interna en el sistema de produccin, al indicar la produccin y entregas a realizar aguas arriba.
SISTeMa PULL: Un sistema de instrucciones de pro-duccin y entrega en cascada que van desde el final del flujo producto (aguas abajo) hacia su inicio (aguas arriba), en el que nada se fabrica por el proveedor
-
-34-
Los Cuadernos del CEL
ubicado aguas arriba hasta que el cliente situado aguas abajo, expresa una necesidad. Se contrapone a push.
SUPeRMeRCaDO: Un supermercado es un buffer de inventario basado en Kanban, ubicado entre los centros de trabajo de produccin, para absorber las fluctuacio-nes causadas por las diferencias en los tiempos de tra-bajo, la frecuencia del pull, los ndices de produccin, y los ndices de consumo.
FLUJO PIeza a PIeza: Situacin en la que los pro-ductos avanzan, de uno en uno, por las diversas etapas de diseo, gestin de pedidos y produccin, sin inte-rrupcin, movimientos contraflujo o desperdicios. en contraposicin a la produccin de lotes y colas.
5S: Denominado as por englobar a cinco palabras que empiezan por la letra ese en japons, utilizadas para crear un entorno de trabajo adecuado para el control visual y la produccin lean. Seiri separar; Seiton identificar y organizar Seiso limpieza; Seiket-su estandarizar; Shitsuke respetar.
InTeRVenCIOneS De MeJORa RPIDa, KaIzen: Mejora continua y progresiva de una actividad para crear ms valor con menos muda. Gemba Kaizen; Gemba: (Si-tio de trabajo). Blitz Kaizen; Blitz: (mejora relmpago).
ReDUCCIn De TIeMPOS De CaMBIO De FORMaTO (SMeD): Single Minute Exchange of Dies. Un conjunto de tcnicas ideadas por Shigeo Shingo para realizar en menos de diez minutos la preparacin de una mquina para otro tipo de fabricacin.
GeSTIn aCeLeRaDa De InnOVaCIn (TRIz): Teo-ra para la Resolucin de Problemas Inventivos. es una tcnica para la simplificacin de productos y procesos, permite resolver conflictos y contradicciones tcnicas y reducir el proceso de creacin de nuevos productos y procesos concibindolos de forma ms rpida y dismi-nuyendo el ciclo de desarrollo de los mismos.
DISeO Lean De PRODUCTOS Y PROCeSOS (3P): Pro-duction Preparation Process se enfoca en la eliminacin del desperdicio a travs del diseo del producto y el proceso.
JIDOKa: Transferencia de inteligencia humana a un sistema automatizado en el cual las mquinas son capaces de detectar anomalas de fabricacin y de pararse inmediatamente sealando el problema.
nIVeLaDO De CaRGaS De PRODUCCIn (HeI-JUnKa): La creacin de una programacin nivelada secuenciando los pedidos segn una pauta repetitiva y suavizando las variaciones cotidianas para adaptarse a la demanda a largo plazo.
estandarizacin: Descripcin precisa de cada tarea que especifica el tiempo de ciclo, el takt time, el orden de ejecucin de las tareas y el stock mnimo de piezas necesario para realizar la actividad.
GeSTIn VISUaL (anDOn): Sistema de control visual situado en el rea de fabricacin, compuesto de un tablero electrnico a base de luces, que informa de la situacin de las operaciones de produccin y alerta a los miembros del equipo de problemas que surgen.
COnTROL eSTaDSTICO De PROCeSOS (CeP): SPC es la agrupacin de una serie de herramientas que permiten tomar decisiones para la mejora de un proce-so mediante la recopilacin y anlisis de datos lo que lleva a identificar y eliminar los problemas que puedan existir. Se puede aplicar a cualquier proceso siempre que se pueda medir y sea repetitivo.
MaPa De La CaDena De VaLOR (VSM): Value stream map. Identificacin de todas las actividades especficas que ocurren a lo largo de un flujo de valor para un producto o familia de productos.
CUaDROS De ManDO De InDICaDOReS De GeSTIn (KPI): Son herramientas de gestin del rendimiento para conocer y controlar lo que est sucediendo y saber si se deben tomar medidas de mejora.
Nota: Definiciones sacadas del libro Lean Thinking (Womack & Jones 2003)
-
-35-
LEAN como clave competitiva: Conocimiento, aplicacin y resultados de Lean Manufacturing en las empresas espaolas
La misin del centro espaol de Logstica, fundado en 1978, es aportar valor a sus socios a travs del cono-cimiento y contribuir al desarrollo del sector logstico en espaa. es una organizacin sin nimo de lucro que basa su estrategia de actuacin en tres polticas clave.
La Universidad carlos iii de Madrid, creada en el ao 1989 nace con el objetivo ltimo de prestar a la sociedad un servicio pblico eficaz y de calidad, contribuyendo a hacer efectivo el derecho a la educacin contemplado en nuestra Constitucin. Pretende ofrecer un modelo de educacin integral, dentro del concepto unitario y global de la ciencia y de la cultura.
IMPLICADOS ENEL ESTUDIO
Anexo B:
el Grupo Galgano es la empresa lder en la implantacin de proyectos de transformacin Lean en nuestro pas. Con ms de cuarenta aos de existencia y ms de quince aos en espaa, ha desarrollado proyectos de mejora de las operaciones en empresas de muy distintos sectores de actividad. apoyamos a nuestros clientes desde la definicin hasta la implantacin de las mejoras, formando al personal y a