
Monografía Proyecto de grado -...
120
1 DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA DE CONTROL PID PARA LA SUPERVISIÓN DE LA TEMPERATURA DEL REACTOR MULTIPROPÓSITO EDWIN CAMILO MEJÍA BERNAL CÓD. 20151383008 RAFAEL O. OCAMPO LÓPEZ CÓD. 20152383009 TESIS DE INGENIERÍA EN CONTROL UNIVERSIDAD DISTRITAL “FRANCISCO JOSÉ DE CALDAS” FACULTAD TECNOLÓGICA INGENIERÍA DE CONTROL Bogotá, Septiembre de 2018
Transcript of Monografía Proyecto de grado -...
1
DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA DE CONTROL PID PARA LA
SUPERVISIÓN DE LA TEMPERATURA DEL REACTOR MULTIPROPÓSITO
EDWIN CAMILO MEJÍA BERNAL
CÓD. 20151383008
RAFAEL O. OCAMPO LÓPEZ
CÓD. 20152383009
TESIS DE INGENIERÍA EN CONTROL
UNIVERSIDAD DISTRITAL “FRANCISCO JOSÉ DE CALDAS”
FACULTAD TECNOLÓGICA
INGENIERÍA DE CONTROL
Bogotá, Septiembre de 2018
2
DISEÑO E IMPLEMENTACIÓN DE UN SISTEMA DE CONTROL PID PARA LA
SUPERVISIÓN DE LA TEMPERATURA DEL REACTOR MULTIPROPÓSITO
EDWIN CAMILO MEJÍA BERNAL
RAFAEL O. OCAMPO LÓPEZ
Tesis presentada al programa de Ingeniería en Control de la Universidad
Distrital “Francisco José De Caldas” Facultad Tecnológica, para optar por el título de Ingeniero en
Control
Programa:
Ingeniería en Control
Director del Proyecto
Ing. JORGE EDUARDO PORRAS BOHADA
Evaluador del Proyecto
Ing. EDUARDO DELGADILLO
Bogotá, Septiembre de 2018
3
NOTA DE ACEPTACIÓN
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
_____________________________
Jurado 1
_____________________________
Jurado 2

4
RESUMEN
El proyecto a continuación fue abordado bajo el enfoque de ingeniería completo a pequeña escala, donde
en la etapa inicial se realizó un estudio de factibilidad en el que se determinaron los potenciales del diseño
desde el punto de vista académico y de negocios. Posteriormente en la etapa de ingeniería conceptual se
identificó la viabilidad técnica y económica del proyecto y se definieron las pautas para el desarrollo de
etapas futuras. Aquí se plantearon los retos de ingeniería conceptual como el diseño del reactor con base a
las necesidades de los posibles procesos que se pudiesen llevar a cabo, etapas que van desde la
concepción de las ideas, diseño de las partes, selección de los materiales de su construcción, logística de
fabricación, funcionamiento eléctrico, selección de equipos de instrumentación y el diseño del tablero de
control.
En la etapa de ingeniería básica se llevó a cabo un plan de ejecución del proyecto, se definieron aspectos
de seguridad con base a las diferentes normas técnicas, y se definieron las filosofías de operación de cada
una de las partes que conforman el mecanismo hasta llegar a la construcción final de la planta. En este
punto se analizaron posibles fallos para ser corregidos, se estudió el comportamiento del sistema y se
realiza el diseño del sistema de control y la automatización que gobernaría el proceso que finalmente se
ejecutaría.
En la etapa de ingeniería de detalle se llevó a cabo la finalización de todos los faltantes y se definieron los
entregables que muestran detalladamente aspectos de la planta tales como características de los
materiales, características de operación de los equipos que le componen, métodos de fabricación y
ensamble, pruebas de funcionamiento, definición de los rangos de operación, aspectos geométricos y
dimensiones de los componentes y manuales de operación.
Palabras Clave: control PID temperatura, reactor, biodiesel, biocombustibles.

5
ABSTRACT
The project was addressed under the small-scale complete engineering approach where, in the initial
stage, was carried out a feasibility study in potential designs determined from the academic and business
point of view. Later in the stage of conceptual engineering was identified the technical and economic
feasibility of the project and the guidelines for the development of future stages. Here were raised the
challenges of conceptual engineering, such as the design of the reactor based on the needs of the possible
processes that could be carried out, stages that go from the conception of the ideas, parts desing, selection
of the construction materials, manufacturing logistics, electrical operation, selection of instrumentation
equipment and the design of the control board.
In the basic engineering stage, was carried out project execution plan, was carried out safety aspects based
on the different technical standards, and the operating philosophies of each of the parts that make up the
mechanism were defined until reaching the final construction of the plant. At this point were analyzed
possible faults to be corrected, studied the system’s behavior, design the system control and the
automation that would govern the process finally carried out.
In the detailed engineering stage, were carried out the completion of all the missing items and defined the
deliverables, which show in detail aspects of the plant, such as characteristics of the materials, operating
characteristics of the equipment that make it up, manufacturing methods and assembly, operation tests,
definition of the operating ranges, geometrical aspects and dimensions of the components and operation
manuals.
Keywords: PID temperature control, reactor, biodiesel, biofuels
6
Tabla de Contenido
pág.
1. INTRODUCCIÓN ................................................................................................................................ 10
2. PLANTEAMIENTO Y DESCRIPCIÓN DEL PROBLEMA ................................................................. 12
3. OBJETIVOS......................................................................................................................................... 13
3.1 Objetivo general ..................................................................................................................................... 13 3.2 Objetivos específicos .............................................................................................................................. 13
4. ESTADO DEL ARTE ........................................................................................................................... 14
5. MARCOS DE REFERENCIA .............................................................................................................. 18
5.1 Definición de términos ............................................................................................................................ 18 5.2 Identificación de los sistemas .................................................................................................................. 25 5.2.1 Modelos de entrada-salida ...................................................................................................... 25 5.2.2 Método Paramétrico ............................................................................................................... 26
6. FABRICACIÓN DEL REACTOR ........................................................................................................ 30
6.1 Diseño y construcción del reactor ............................................................................................................. 30 6.2 Sensores ................................................................................................................................................ 42 6.3 Actuadores ............................................................................................................................................. 48
7. IDENTIFICACIÓN POR EL MÉTODO DE LA CAJA NEGRA .......................................................... 56
7.1 Caja negra .............................................................................................................................................. 56 7.2 Metodología de la identificación .............................................................................................................. 56 7.3 Diseño del controlador PID ..................................................................................................................... 62 7.4 Implementación del controlador ............................................................................................................... 64
8. IMPLEMENTACIÓN DE LA HMI ...................................................................................................... 68
8.1 Estándar ISA 101 ................................................................................................................................... 68 8.2 HMI implementada ................................................................................................................................. 70
9. EXPERIMENTO DE COMPROBACIÓN: FABRICACIÓN DE BIODIESEL ..................................... 71
9.1 Antecedentes .......................................................................................................................................... 71 9.2 La importancia de controlar la temperatura en la fabricación del biodiesel ................................................... 73 9.3 Fabricación de biodiesel en el reactor ....................................................................................................... 74 9.3.1 Previo a la experimentación .................................................................................................... 74 9.3.2 Inicialización del proceso ....................................................................................................... 77
10. PRUEBAS Y RESULTADOS ............................................................................................................... 84
10.1 Construcción del reactor .......................................................................................................................... 84 10.2 Identificación de la planta........................................................................................................................ 85 10.3 Diseño del control pid ............................................................................................................................. 88 10.4 Implementación de la HMI ...................................................................................................................... 90 10.5 Experimento de comprobación: fabricación del biodiesel ........................................................................... 91
11. CONCLUSIONES ................................................................................................................................ 92
12. BIBLIOGRAFÍA .................................................................................................................................. 94
13. ANEXOS .............................................................................................................................................. 96

7
LISTA DE FIGURAS
pág.
Figura 1. Elementos de un sistema de control en lazo cerrado .................................................................................... 19
Figura 2. Diagrama de bloques de un controlador on-off [8] ...................................................................................... 22
Figura 3. Diagrama de bloques de un controlador PID [8] .......................................................................................... 24
Figura 4. Simulación inicial de la planta y planta en la actualidad .............................................................................. 30
Figura 5. Diagrama P&ID del reactor .......................................................................................................................... 31
Figura 6 .Simulación del reactor con sus entradas y reactor en la actualidad .............................................................. 32
Figura 7 .Simulación de la tapa con sus entradas y tapa actual ubicada en el reactor ................................................. 33
Figura 8. Representación del reactor ........................................................................................................................... 33
Figura 9. Representación de la tapa inferior semiesférica ........................................................................................... 36
Figura 10 .Simulación de la torre de destilación y su equivalente en el entorno real .................................................. 38
Figura 11. Tablero con su respectivo cableado ............................................................................................................ 39
Figura 12 .Unidad de refrigeración y serpentín ubicado dentro del reactor ................................................................. 40
Figura 13 .Compresor modificado por el grupo de trabajo para generar vacío ........................................................... 41
Figura 14 . Tanque Catalizador instalado en la estructura e interior del mismo .......................................................... 41
Figura 15. Simulación del sensor de nivel y sensor instalado en el reactor ................................................................. 43
Figura 16. Actual sensor de temperatura implementado .............................................................................................. 45
Figura 17. Barómetro instalado en la tapa del reactor ................................................................................................. 47
Figura 18. Vacuómetro instalado en la tapa del reactor ............................................................................................... 47
Figura 19. Resistencia instalada al interior del reactor ................................................................................................ 49
Figura 20. SCR3L utilizado junto a la resistencia trifásica .......................................................................................... 51
Figura 21. Simulación del mezclador junto al sello mecánico..................................................................................... 52
Figura 22. Toma del motor instalado en la parte superior del tanque .......................................................................... 52
Figura 23. Válvula de alivio actual .............................................................................................................................. 54
Figura 24. Válvula solenoide de ½ pulgada ubicada sobre la tapa del reactor ............................................................ 55
Figura 25. Diagrama de un sistema de “Caja Negra” .................................................................................................. 56
Figura 26. Etapas de la señal de control ...................................................................................................................... 57
Figura 27. Respuesta de Corriente Vs. Señal de control del SCR3L ........................................................................... 58
Figura 28. Señal paso, estímulo para determinar la reacción de la planta ................................................................... 58
Figura 29. Respuesta al paso del sensor de temperatura (PT100) ................................................................................ 59
Figura 30. Retardo de la planta de los primeros 75 [s] del tiempo muerto .................................................................. 59
Figura 31. Configuración del Transfer Functions y respuesta del Plant Identification ............................................... 60
Figura 32. Modelo de salida Vs. Respuesta al paso (96.83% de similitud) ................................................................. 61
Figura 33. Lugar de las raíces, polos y ceros de la función ......................................................................................... 61
Figura 34. Ejemplo de la arquitectura de control. ........................................................................................................ 62
Figura 35. Gráfica del lugar de las raíces en lazo abierto ............................................................................................ 63
8
Figura 36. Respuesta de la señal de control y detalle de la señal de control con criterio del 3% ................................ 63
Figura 37. Sistema de control de temperatura modelado en Simulink ......................................................................... 67
Figura 38. Respuesta del sistema de control en temperatura simulado en Simulink ................................................... 67
Figura 39. Ciclo de vida de la HMI (adaptado de [28] ) .............................................................................................. 69
Figura 40. Vista de una de la pestaña inicial de la HMI del reactor ............................................................................ 70
Figura 41. Ciclo de fabricación del Biodiesel [29] ...................................................................................................... 73
Figura 42. El aceite utilizado para el proceso; adquiere propiedades más pesadas en color y viscosidad ................... 76
Figura 43. Metanol [34] utilizado en la fabricación..................................................................................................... 76
Figura 44. Soda cáustica utilizada en la fabricación .................................................................................................... 77
Figura 45. Ejemplos de la solicitud de condiciones iniciales del reactor ..................................................................... 78
Figura 46. Se habilita el botón “Inicio” en la HMI para poder comenzar el proceso .................................................. 78
Figura 47. La HMI muestra el estado actual del proceso ............................................................................................. 79
Figura 48. Animación del acondicionamiento de la materia prima ............................................................................. 80
Figura 49. Se ingresa el catalizador al tanque que permite su succión hacia el reactor ............................................... 80
Figura 50. Estado del proceso al momento de la transesterificación ........................................................................... 81
Figura 51. Visualización del proceso de decantación posterior a la transesterificación. ............................................. 81
Figura 52. Estado del proceso ...................................................................................................................................... 82
Figura 53. Proceso de lavado ....................................................................................................................................... 83
Figura 54. Diferentes etapas de la construcción del reactor......................................................................................... 84
Figura 55. Sensor de nivel análogo (a), serpentín de torre (b) y sello mecánico de la tapa (c) .................................... 85
Figura 56. Resultados experimento A y resultados experimento B ............................................................................. 86
Figura 57. Porcentaje de estimación caso A y porcentaje de estimación caso B ......................................................... 87
Figura 58. Función de transferencia para caso A y función de transferencia para caso B ........................................... 87
Figura 59. Respuesta del controlador en el PLC sin corrección de sobreimpulso ....................................................... 89
Figura 60. Respuesta del control PID a diferentes temperaturas (60°C – 75°C – 100°C) ........................................... 89
Figura 61. Modo Manual y modo Semiautomático ..................................................................................................... 90
Figura 62. Estado previo a la extracción y muestra del Biodiesel recuperado ............................................................. 91
9
LISTA DE TABLAS
pág.
Tabla 1. Linealización del sensor de nivel ........................................................................................................ 44
Tabla 2. Resultados de la linealización del sensor respecto a los elementos patrón y la salida del PLC .................. 45
Tabla 3. Ficha técnica del vacuómetro ............................................................................................................. 48
Tabla 4. Ficha técnica del motor trifásico implementado ................................................................................... 53
Tabla 5. Detalles técnicos de uno de los solenoides seleccionados ...................................................................... 55
Tabla 6. Asignación de memorias .................................................................................................................... 66
Tabla 7. Características del Diesel contra el Biodiesel tipo 1-B [29] ................................................................... 72
Tabla 8. Caso A, 4 horas 25 minutos, Caso B, 4 horas 45 minutos...................................................................... 86
LISTA DE ANEXOS
Anexo 1: Planos eléctricos del reactor multipropósito ....................................................................................... 96
Anexo 2. Manual de Usuario. ........................................................................................................................ 102
Anexo 3. Programación del PLC ................................................................................................................... 107
Anexo 4. Manual de seguridad del Alcohol Metílico (Metanol) ....................................................................... 110
Anexo 5. Manual de seguridad del Hidróxido de Sodio (NaOH) ...................................................................... 114
Anexo 6. Diagrama P&ID del reactor (Norma ISA 5.1) ................................................................................... 120

10
1. INTRODUCCIÓN
En el amplio espectro de la ingeniería en control, la automatización es una de las ramas más importantes,
pues se encarga de implementar toda la sensórica y actuadores necesarios para lograr obtener, medir,
convertir y transmitir las variables presentes en un sistema y de esta manera entender el funcionamiento
de entornos que alguna vez fueron desconocidos y volátiles.
No obstante, su sola identificación no es suficiente para manipular a gusto dicho sistema e interactuar con
ellos, de forma que sea posible la generación de diferentes aplicaciones que se traduzcan en la
materialización de productos finales, en el caso puntual, la introducción hacia la fabricación de
biocombustibles a partir de diferentes materias primas; para que dicha experimentación sea completa es
indispensable la aplicación de un control que permita no sólo conocer las condiciones físicas y químicas
que posee dicho sistema, sino que además permita maniobrar dichas condiciones a gusto, para llegar a
ese producto final. La presente investigación pretende ejemplificar la aplicación de estas dos áreas de
conocimiento: la automatización (acompañada de la instrumentación) y los sistemas de control.
Para analizar esta interacción se construyó una planta de pruebas que consta de un reactor, una torre de
destilación y un tanque catalizador ubicados dentro de una estructura de soporte con su respectivo tablero
de control en el cual están ubicados los distintos elementos que permiten la manipulación de las variables
que se midan del reactor.
El interés nace precisamente de la necesidad de implementar los conceptos aprendidos a lo largo de la
carrera y materializarlos en un dispositivo, junto a todas la tareas necesarias para este cometido: el diseño
inicial de toda la planta en un software para simular las condiciones de presión, vacío y temperatura en las
que va a operar; el trabajo de corte y soldado de dichos elementos y su ubicación final; el proceso
necesario para la selección e instalación de la instrumentación necesaria para su mínima operación y
finalmente el diseño de un experimento con el cual comprobar el funcionamiento de la planta, que parte
de la selección de una variable física a manipular, la identificación de los sensores y actuadores
11
(previamente instalados) necesarios para dicha experimentación, y las pruebas que permiten obtener los
datos necesarios con los cuales se diseña el método de control necesario para su completa operatividad.
A lo largo de este documento se irán explicando cada una de las etapas por las cuales pasó la construcción
y puesta en marcha del reactor, los análisis de los datos adquiridos producto de la identificación del
mismo, el método de control utilizado y las respectivas conclusiones a las que se llegó.

12
2. PLANTEAMIENTO Y DESCRIPCIÓN DEL PROBLEMA
La construcción del reactor multipropósito permitió entender todas la implicaciones de un proyecto en la
vida real: desde el diseño en papel y su posterior traspaso a un software de simulación, pasando por la
investigación de los posibles materiales para su construcción, la búsqueda de la sensórica necesaria para
su utilización y el análisis de costos que ello implicó y, finalmente, el proceso de ensamblado e
instalación final tanto del reactor y sus diferentes aditamentos, como de los sensores y actuadores que
permiten su correcto funcionamiento.
Para poner en operación el reactor con el fin de llevar a cabo el proceso de fabricación de
biocombustibles, se analizó en detalle las características del proceso, teniendo en cuenta aspectos como la
calidad de la materia prima, la temperatura de proceso, la proporción de los agentes químicos que
intervienen, la naturaleza de las variables físicas, los tiempos de las etapas del proceso entre otros, esto
lleva al grupo de trabajo a pensar en un sistema de control que garantice su funcionamiento, y qué mejor
forma de hacerlo que la generación de un experimento en el que se evidencie el proceso de identificación
de las variables a manipular mediante los sensores instalados y la acción de control que ejercen los
actuadores sobre la materia prima en la cual se desea generar algún tipo de reacción. Este proceso,
además, necesita de un soporte matemático que permita el diseño de un sistema de control para conocer el
estado de dichas variables y su manipulación. Al analizar la naturaleza del proceso (tipo batch), surge
también la necesidad de implementar una interfaz que le permita al usuario conocer e interactuar con las
diferentes etapas del proyecto (HMI).

13
3. OBJETIVOS
3.1 Objetivo general
Diseñar e implementar un control PID para manipular la variable de temperatura en el reactor
multipropósito del laboratorio de instrumentación.
3.2 Objetivos específicos
Analizar la dinámica del sistema mediante el método de caja negra.
Realizar la verificación del PID mediante un conjunto de pruebas (definidas para los parámetros
del sistema)
Implementar una interfaz HMI que permita visualizar el estado del proceso de producción que se
esté llevando a cabo.
Plantear un experimento que permita verificar el correcto funcionamiento del reactor y un manual
de usuario que explique su correcta manipulación.

14
4. ESTADO DEL ARTE
Los procesos para la producción y fabricación de hidrocarburos han sido tema de investigación alrededor
del mundo, sobre todo en países con economías emergentes donde se plantean fuentes energéticas
distintas a los combustibles fósiles con el fin de mitigar de alguna manera las fluctuaciones en costos del
petróleo, evitando su dependencia al invertir en producción de combustibles limpios derivados de
azucares vegetales o grasas animales.
Desde el marco internacional es rescatable el trabajo desarrollado en “Biodiesel Production From Used
Cooking Oil Using Controlled Reactor Plant” (Producción de biodiesel a partir de aceite de cocina usado
en una planta de reactor controlado)[1] . Los autores plantean que la transesterificación de los desechos
del aceite de cocina representan un medio económico y medioambientalmente amigable de producir
biodiesel. En países de recursos ambientales y capitales reducidos tales como África y Nigeria, la
producción de biodiesel a partir de aceite de cocina usado también sirve para eliminar o al menos reducir
un posible riesgo potencial para la salud asociado con el consumo de aceite de cocina usado, porque no,
transformándolo en combustible, y desde ahí se proyecta el objetivo de este artículo, en el diseño y la
construcción de un reactor químico de mesa compacto para llevar a cabo la transesterificación del aceite
de cocina usado para la producción de biodiesel.
Primero se diseña un filtro especial usado para colar el aceite vegetal usado. Este filtro, hecho de fieltro de
carbón activo, tiene una superficie equivalente de 1300 m2/g. Posteriormente, se desarrolla un proceso
para producir biodiesel a partir de una planta de reactor químico compacta con un sistema de control que
utiliza sensores de temperatura y un variador eléctrico de velocidad ajustable. Se obtienen las condiciones
de operación detalladas y el diseño del equipo para el proceso y se analizan las propiedades características
del producto para su posterior evaluación de los beneficios técnicos y económicos, incluyendo los efectos
ambientales. El análisis muestra que el biodiesel producido usando aceite de cocina usado (aceite vegetal)
cumplió con estándares internacionales como ASTM D 6751-07b. El costo del mismo producido a escala
15
piloto fue de $0.52 por litro, lo que equivale a la mitad del precio del diesel de petróleo en Nigeria, por lo
tanto, el biodiesel de aceite de cocina usado resultó ser técnicamente y económicamente factible y puede
ser una alternativa competitiva al diesel de petróleo de alto precio
Un trabajo similar se plantea en “Comparison between Adaptive and Fuzzy Logic Controllers for
Advance Microwave Biodiesel Reactor” (Comparación entre los controladores de lógica adaptativa y
difusa para el reactor de biodiesel de microondas avanzado)[2]. En este artículo los autores proyectan
tratar los procesos de esterificación como sistemas no lineales en donde la temperatura resulta crucial para
obtener un biodiesel de mejor calidad utilizando un microondas especialmente adaptado para poder ser
controlado mediante un interfaz de Labview. Estos reactores implican un conjunto altamente complejo de
reacciones químicas y transferencias de calor; al ser modelados como sistemas no lineales requieren un
algoritmo de control eficiente para controlar la variación de los parámetros del proceso operativo y el
efecto de las perturbaciones del proceso mediante la implementación de lógica difusa y controladores
adaptativos para generar la correcta reacción del biodiesel en el microondas. El control del proceso es
complejo y no lineal: por un lado, el control adaptativo tiene más tiempo y no es muy fiable en el
tratamiento de los parámetros del sistema, incluyendo la temperatura, la potencia de microondas, el caudal
de líquido, así como la predicción de la reacción química.
Debido a las ineficiencias del control adaptativo inicial se propone un control de lógica difusa que
facilitará un control preciso de la temperatura y una fase de calentamiento más rápida con una mejor
respuesta a las perturbaciones con un mínimo de sobrepaso y subestimado donde las técnicas de control
adaptativo no pueden satisfacer estos desafíos adicionales. Se usan controladores fuzzy y adaptativos de
bucle cerrado para ajustar automática y continuamente la potencia aplicada del reactor de microondas bajo
diferentes perturbaciones y con la herramienta de software basada en Labview se visualiza la medición y
el control de todo el sistema, con monitoreo en tiempo real.

16
Ya en un marco nacional hay trabajos tales como el titulado “Estudio y obtención de biodiesel a partir de
residuos grasos de origen bovino” [3]. El artículo desglosa todo el tema relacionado con la historia,
definición, contexto mundial y local, tipos de materias primas y obtención del biodiesel desde la
perspectiva artesanal hasta la preparación industrial.
Este documento recoge además la fundamentación físico-química de la grasa (lo que, para este contexto
es de vital conocimiento debido a ser la materia prima con la cual se desea trabajar), analizando
condiciones de humedad, acidez, saponificación y demás variables que se deben tener en cuenta al
momento de formular la receta con la cual hacer el experimento. Finalmente realiza un experimento de
verificación para demostrar con los valores teóricos tenidos en cuenta inicialmente pueden ser replicables
desde el punto de vista experimental. Dentro del artículo también se rescata la falta de investigación a
nivel nacional, los pocos estudios en biodiesel obtenidos de materias primas diferentes a aceites vegetales,
y cómo se han aprovechado las materias primas de segunda generación. En cuanto a la grasa animal, se
aclara que hasta el momento solo se encuentra un estudio en el país, pero respecto a éste último no se
aclara la calidad del uso de las grasas animales como materia prima para la producción de biodiesel, ni se
discute la calidad el producto final comparado con lo que exigen las normas y el desempeño en motores.
Esto le da significado a esta investigación, ya que se hace un aporte en el país sobre la calidad del sebo
bovino como materia prima, la calidad final y desempeño de un biodiesel fabricado a partir de esta fuente
renovable.
Por otro lado, en el artículo “Producción de biodiesel a partir de grasa animal utilizando catálisis
heterogénea” [4], los autores exponen la posibilidad de generar biodiesel a partir de grasas animales
utilizando puntualmente la grasa del pollo y realizando la debida experimentación. Parten de que en la
actualidad debido al uso irracional de derivados del petróleo se deben busca alternativas más amigables
con el medio ambiente, una de éstas es el biodiesel. En este trabajo se estudia el uso de la grasa de pollo
cruda como materia prima para la obtención de biodiesel por medio de la reacción de transesterificación
utilizando hidróxido de potasio soportado en γ-alúmina como catalizador (KOH/γ-Al2O3). Los

17
investigadores determinaron los efectos del tiempo de reacción y forma de extracción de la grasa sobre las
propiedades de los ésteres metílicos. El catalizador fue caracterizado por fisisorción (El proceso donde un
elemento o compuesto químico se adhiere a una superficie, que puede estar formada por el mismo tipo de
compuesto o diferente) de nitrógeno y rayos X; finalmente determinaron la densidad, viscosidad y hollín
producido de los ésteres con resultados favorables además de la cromatografía de gases.
A nivel Universidad es poca la investigación enfocada a la producción de biocombustibles, el caso más
cercano a la aplicación de este proyecto resulta el titulado “Potencial de producción de Bioetanol a partir
de Caña Panelera: dinámica entre contaminación, seguridad alimentaria y uso del suelo” [5]. El trabajo
inicia abogando que los altos costos de los combustibles fósiles obligan a buscar alternativas
medioambientales mejores, que suplan la situación energética actual. Debido a esto investigan la
posibilidad de utilizar la caña de azúcar como materia prima por poseer un gran rendimiento para la
producción de (en este caso) bioetanol; teniendo en cuenta que Colombia es el segundo mayor productor
de panela del mundo, se analiza la dinámica de la producción de bioetanol desde un enfoque prospectivo
y teniendo en cuenta la utilización del suelo, un tema de alto impacto en este artículo. Finalmente
concluyen su investigación analizando la evidente falta de áreas de sembrado para caña panelera, pero sí
su mejora en el rendimiento de las hectáreas. No niegan la necesidad puntual de incrementar los
sembrados de esta planta, pero todo este incremento viene acompañado de un alza en los precios producto
de los nuevos derivados, como la producción misma de bioetanol.
Es imperativo mejorar la investigación en esta clase de temas, desde el punto de vista ambiental hasta el
económico; el uso de biomasa para la fabricación de biocombustibles sugiere una excelente alternativa
ante las actuales condiciones de dependencia de hidrocarburos fósiles que solo contribuyen a
desestabilizar el equilibrio medioambiental, además promueve la investigación en materiales que hasta
ahora no habían sido utilizados para mejorar la calidad y el octanaje del biodiesel.

18
5. MARCOS DE REFERENCIA
5.1 Definición de términos
Sistemas de Control
En [6] se definen los sistemas de control como el conjunto constituido por componentes que regulan el
comportamiento de un sistema (o de sí mismos) para lograr un objetivo, o en otras palabras, un entorno
caracterizado por poseer variables de entrada que ingresan a un entorno particular (en el futuro
denominado Planta) y del cual se extrae un resultado, no obstante, para poder denominarlo “control”,
dicho resultado ingresa por las entradas iniciales para realimentarlo y de esta forma manipular y conocer
todas las partes del sistema en cuestión, como se evidencia en la figura 1.
Visto como un esquema, los sistemas de control posee varios elementos que vale la pena rescatar, entre os
cuales están:
Sistemas. Un sistema es una combinación de componentes que actúan juntos y realizan un objetivo
determinado; no está necesariamente limitado a los sistemas físicos. Conceptualmente se puede aplicar a
fenómenos abstractos y dinámicos, como en la economía, las finanzas o en caso de la ingeniería
estrictamente cuantitativo. Por tanto, la palabra sistema debe interpretarse en un sentido amplio que
comprenda sistemas físicos, biológicos, económicos y similares.
Planta. Una planta es cualquier objeto físico a ser controlado. Como ejemplo se puede tomar un horno, un
reactor químico o el conjunto de partes de maquinaria que funcionan de manera conjunta para llevar a
cabo una operación particular, como un sistema de seguimiento o una nave espacial.
Proceso. En general se define como una operación progresiva o el desarrollo marcado mediante una serie
de cambios graduales que se suceden unos a otros de una manera relativamente fija y conducen hacia un
resultado o fin determinado; es toda operación que pretende ser controlada, tal como los procesos
químicos, económicos o biológicos. [6]

19
Control realimentado. El control realimentado se refiere a una operación que, en presencia de
perturbaciones, tiende a reducir la diferencia entre la salida de un sistema y alguna entrada de referencia,
y lo realiza tomando en cuenta esta diferencia. Aquí sólo se especifican con este término las
perturbaciones impredecibles, ya que las perturbaciones predecibles o conocidas siempre pueden
compensarse dentro del sistema.
Señal de control y variable manipulada. La señal de control o variable manipulada es la cantidad o
condición que el controlador modifica para afectar el valor de la variable controlada. Normalmente, la
variable controlada es la salida del sistema. La variable controlada es la cantidad o condición que se mide
y controla. Controlar significa medir el valor de la variable controlada del sistema y aplicar la variable
manipulada al sistema para corregir o limitar la desviación del valor medido respecto del valor deseado.
Perturbaciones. Una perturbación es una señal que tiende a afectar negativamente el valor de la salida de
un sistema. Si la perturbación se genera dentro del sistema se denomina interna, mientras que una
perturbación externa se genera fuera del sistema y es una entrada.
Figura 1. Elementos de un sistema de control en lazo cerrado
Sistemas de control lineales y no lineales
Un sistema lineal, se puede describir mediante ecuaciones diferenciales o en diferencias lineales. Un
sistema lineal e invariante en el tiempo es aquel en el que los coeficientes en la ecuación diferencial o en

20
diferencias no varían con el tiempo, lo que quiere decir que sus propiedades no cambian con el pasar del
tiempo.
Por otro lado, un sistema es no lineal si no se aplica el principio de superposición, lo que involucra que la
respuesta a dos entradas no puede calcularse tratando cada entrada a la vez y sumando los resultados. En
la práctica, muchos sistemas electromecánicos, hidráulicos, neumáticos, etc., involucran relaciones no
lineales entre las variables. Por ejemplo, la salida de un componente puede saturarse para señales de
entrada grandes. Puede haber una zona muerta que afecte a las señales pequeñas. (La zona muerta de un
componente es un rango pequeño de variaciones de entrada a las cuales el componente es insensible.) [7]
Esta clasificación está hecha de acuerdo con los métodos de análisis de diseño, así que puntualmente
hablando los sistemas lineales no existen en la práctica, pues todos los sistemas físicos son no lineales en
algún grado de su operación
Sistemas de control en tiempo continuo y en tiempo discreto
Los sistemas de control en tiempo discreto son aquellos sistemas en los cuales una o más de las variables
que intervienen pueden varias solo en valores discretos de tiempo [6] . Estos instantes se denotarán
mediante
kT o tk (k 0,1,2,3 n)
(1)
Pueden especificar los tiempos en los que se lleva a cabo alguna medición de tipo físico o los tiempos en
los que se extraen los datos.
Los sistemas de control en tiempo discreto difieren de los continuos en que las señales para los primeros
están en la forma de datos muestreados o en la forma digital; por otro lado, los sistemas en tiempo
continuo, cuyas señales son continuas en el tiempo, se pueden describir mediante ecuaciones
diferenciales. Los sistemas en tiempo discreto, los cuales involucran señales de datos muestreados o

21
señales digitales y posiblemente señales en tiempo continuo, también se pueden describir mediante
ecuaciones en diferencias después de la apropiada discretización de las señales en tiempo continuo.
Sistemas de control en lazo abierto y en lazo cerrado
Según [8], Los sistemas en los cuales la salida no tiene efecto sobre la acción de control se denominan
sistemas de control en lazo abierto. Es decir, en un sistema de control en lazo abierto no se mide la salida
ni se realimenta para compararla con la entrada. En cualquier sistema de control en lazo abierto, la salida
no se compara con la entrada de referencia. Así, a cada entrada de referencia le corresponde una
condición de operación fija; como resultado de ello, la precisión del sistema depende de la calibración.
Ante la presencia de perturbaciones, un sistema de control en lazo abierto no realiza la tarea deseada. En
la práctica, el control en lazo abierto sólo se usa si se conoce la relación entre la entrada y la salida y si no
hay perturbaciones internas ni externas. Evidentemente estos sistemas no son de control realimentado.
Respecto a los sistemas de control realimentados (también denominan sistemas de control en lazo
cerrado) se alimenta al controlador la señal de error de actuación, que es la diferencia entre la señal de
entrada y la señal de realimentación (que puede ser la propia señal de salida o una función de la señal de
salida y sus derivadas y/o integrales), con el fin de reducir el error y llevar la salida del sistema a un valor
deseado. El término control en lazo cerrado siempre implica el uso de una acción de control realimentado
para reducir el error del sistema. En la práctica, los términos control realimentado y control en lazo
cerrado se usan indistintamente.
22
Clasificación de los controladores industriales
Teniendo en cuenta sus acciones de control los controladores industriales se clasifican como:
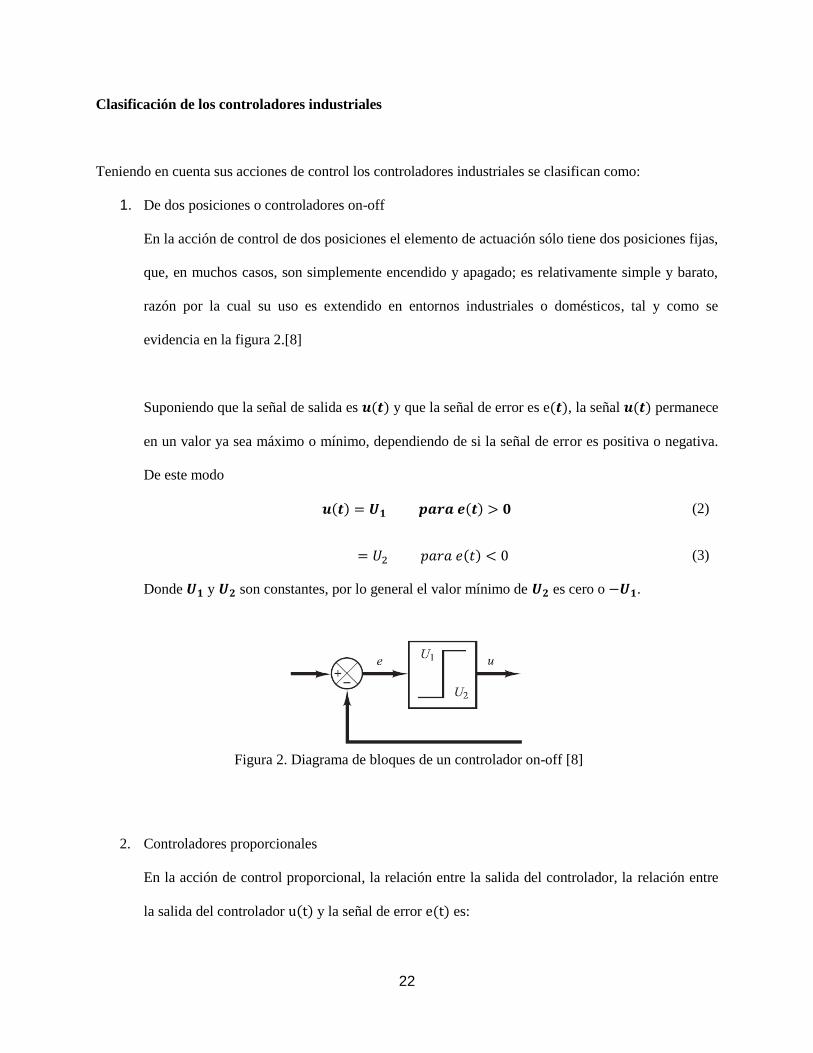
1. De dos posiciones o controladores on-off
En la acción de control de dos posiciones el elemento de actuación sólo tiene dos posiciones fijas,
que, en muchos casos, son simplemente encendido y apagado; es relativamente simple y barato,
razón por la cual su uso es extendido en entornos industriales o domésticos, tal y como se
evidencia en la figura 2.[8]
Suponiendo que la señal de salida es ( ) y que la señal de error es e( ), la señal ( ) permanece
en un valor ya sea máximo o mínimo, dependiendo de si la señal de error es positiva o negativa.
De este modo
( ) ( ) (2)
( ) (3)
Donde y son constantes, por lo general el valor mínimo de es cero o .
Figura 2. Diagrama de bloques de un controlador on-off [8]
2. Controladores proporcionales
En la acción de control proporcional, la relación entre la salida del controlador, la relación entre
la salida del controlador ( ) y la señal de error ( ) es:

23
u(t) ( ) (4)
O bien, como transformada de Laplace
(5)
Donde se considera la ganancia proporcional, que en cualquier caso es un amplificador de
ganancia ajustable [8]
3. Controladores integrales
En un controlador con acción integral el valor de la salida ( ) se cambia a una razón
proporcional al error ( ), es decir
( )
( ) ( ) ∫ ( )
(6)
Donde es una constante ajustable, cuya función de trasferencia es
(7)
4. Controladores proporcionales-integrales
Un controlador proporcional-integral o PI se define como
( ) ( ) ∫ ( )
(8)
Y su respectiva función de transferencia es
(
)
(9)
Donde se denomina tiempo integral [8]

24
5. Controladores proporcionales-derivativos
Un controlador proporcional-derivativo o PD se define mediante la expresión
( ) ( ) ( )
(10)
6. Controladores proporcionales-integrales-derivativos
El control PID es la combinación de la acción proporcional, la integral y la derivativa, que posee
las ventaja de cada una de las tres individuales y está definida como
( ) ( )
∫ ( )
( )
(11)
Y cuya función de transferencia es
(
)
(12)
Donde es la ganancia proporcional, es el tiempo integral y es el tiempo derivativo. La
figura 3 representa el diagrama de bloques de un controlador PID
Figura 3. Diagrama de bloques de un controlador PID [8]

25
5.2 Identificación de los sistemas
De acuerdo con [9], la identificación de sistemas es la teoría y el arte de construir modelos matemáticos
de sistemas dinámicos de acuerdo a las entradas y salidas observadas.
Construir modelos para sistemas desconocidos es un objetivo importante de la Ingeniería de control, un
proceso construido a partir de técnicas estadísticas, en particular en los métodos de regresión lineal y no-
lineal.
En términos generales, el proceso de identificación comprende los siguientes pasos:
Obtención de datos de entrada - salida.
Tratamiento previo de los datos registrados.
Elección de la estructura del modelo.
Obtención de los parámetros del modelo.
Validación del modelo.
Dependiendo de la causa estimada, deberá repetirse el proceso de identificación desde el punto
correspondiente, Por tanto, la identificación es un proceso iterativo.
5.2.1 Modelos de entrada-salida
Este tipo de modelo describe un sistema dinámico con base en los datos de entrada y de salida. Este tipo
de modelos supone que la salida del sistema puede ser predicha a partir de las entradas y salidas pasadas
del sistema. Si el sistema se supone, además determinista, invariante en el tiempo, de una entrada – una
salida (single in-single out SISO, por sus siglas en inglés), el modelo de entrada-salida es:
( ) ( ( ) ( ( ) ( ) ( ) ( ) ( )) (13)

26
Donde ( ) ( ) representan entrada-salida en el tiempo . Los enteros positivos y son el orden del
sistema y el número de entradas pasadas. En la práctica, es normalmente menor o igual que . puede
ser cualquier función no-lineal definida desde el espacio de entradas y salidas pasadas hasta el espacio de
salidas futuras.[9]
Si el sistema es lineal, es una función lineal y su respectiva ecuación reescrita es:
( ) ( ) ( ) ( ) ( ) ( ) ( )
(14)
5.2.2 Método Paramétrico
En este método se hace una elección o aproximación a una posible estructura y un número finito de
parámetros que relacionan las señales del sistema (entrada, salida y perturbaciones), debido a un amplio
estándar de sistemas dinámicos que permiten describir el comportamiento de cualquier sistema lineal. Los
modelos paramétricos se describen en el dominio discreto, estos modelos se basan en la obtención de
datos por muestreo que sirven de base para la identificación. En el caso que se requiere un modelo
continuo, siempre es posible realizar una transformación del dominio discreto al continúo.
La expresión general de un modelo discreto es
( ) (15)
Dónde:
( ) modela la salida debido a perturbaciones.
( ) salida debido a la señal de entrada.
( ) salida medible del sistema.
En las siguientes ecuaciones se puede observar otra expresión para cada una de las variables anteriores
(16), (17) y (18).

27
( ) ( ) ( ) (16)
( ) ( ) ( ) (17)
( ) ( ) ( ) (18)
Dónde:
( ): Operador de retardo
: Vector de parámetros
( ): Entradas del sistema
( ): Ruido de la entrada
( ): Salida de interés del sistema
Tanto, ( ) como ( ) son cocientes de polinomios del tipo:
( ) ( )
( )
(19)
( ) ( )
( )
(20)
Y ( ) un polinomio del tipo:
( )
(21)
El vector de parámetros contiene los coeficientes y de las funciones de transferencia
anteriores. La estructura genérica de estos modelos es por tanto:
( ) ( ) ( ) ( ) ( ) ( ) ( )
( ) ( )
( )
( ) ( )
(22)
Para elegir la estructura de este tipo de modelos hay que determinar el orden de cada uno de los
polinomios anteriores, es decir y el retardo entre la entrada y la salida . Una vez

28
elegidos estos valores, sólo queda determinar el vector de coeficientes ( ) que hacen que el
modelo se ajuste a los datos de entrada - salida del sistema real.
Los métodos paramétricos tienen como objetivo el cálculo de parámetros para una estructura previamente
escogida. Para no ahondar en aplicaciones especiales, es una necesidad para la identificación de sistemas
comprender en profundidad los relevantes desarrollos estadísticos en análisis de la regresión [9].
Algunos de los modelos lineales más conocidos son:
ARX (Auto-Regressive with eXogenous inputs), cuya expresión es:
( ) ( ) ( ) ( ) (23)
Este modelo permite determinar el siguiente valor de la salida dadas las observaciones anteriores
y las entradas. ( ) y ( )son polinomios en el operador desplazamiento hacia atrás( )
e ( ), ( ), y ( ) son las salidas, entradas y el ruido, respectivamente. El ruido ( ) es una
sucesión aleatoria normalmente distribuida de media cero y varianza .[10]
OE (Output Error) cuya expresión es
( ) ( )
( ) ( ) ( )
(24)
con la fuente de error e(t) que es la diferencia (error) entre la salida real y la salida libre de ruido
(teórica).
ARMAX (Auto-Regressive Moving Average with eXogenous inputs), cuya expresión es
( ) ( ) ( ) ( ) ( ) ( ) (25)
Aquí la expresión ( ) ( ) ( ) representa la auto-regresión, ( ) ( ) ( )
representan la media móvil de ruido blanco, mientras que ( ) ( ) representan la entrada

29
externa. Otros modelos pueden ser usados, como por ejemplo la representación en el espacio de
estados o el modelo de ceros y polos.[10]
30
6. FABRICACIÓN DEL REACTOR
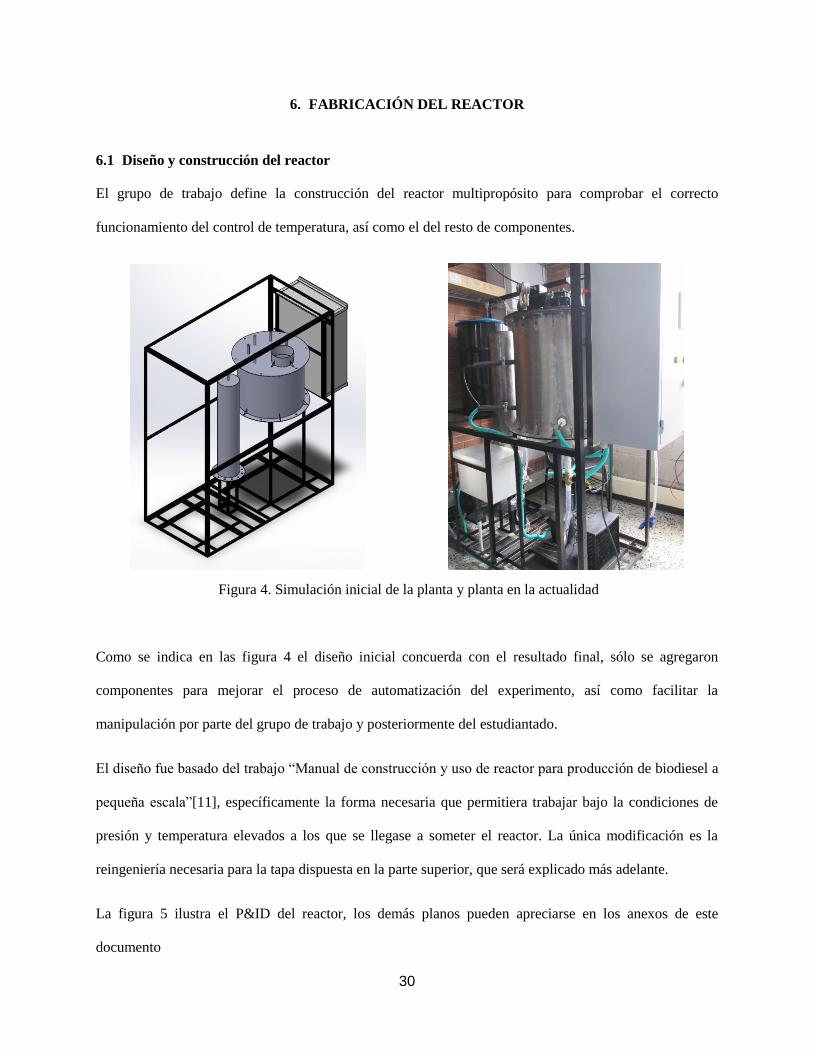
6.1 Diseño y construcción del reactor
El grupo de trabajo define la construcción del reactor multipropósito para comprobar el correcto
funcionamiento del control de temperatura, así como el del resto de componentes.
Figura 4. Simulación inicial de la planta y planta en la actualidad
Como se indica en las figura 4 el diseño inicial concuerda con el resultado final, sólo se agregaron
componentes para mejorar el proceso de automatización del experimento, así como facilitar la
manipulación por parte del grupo de trabajo y posteriormente del estudiantado.
El diseño fue basado del trabajo “Manual de construcción y uso de reactor para producción de biodiesel a
pequeña escala”[11], específicamente la forma necesaria que permitiera trabajar bajo la condiciones de
presión y temperatura elevados a los que se llegase a someter el reactor. La única modificación es la
reingeniería necesaria para la tapa dispuesta en la parte superior, que será explicado más adelante.
La figura 5 ilustra el P&ID del reactor, los demás planos pueden apreciarse en los anexos de este
documento

31
Figura 5. Diagrama P&ID del reactor
Reactor:
El reactor tiene una altura de 75 [cm], un diámetro de 60 [cm] y un volumen de 200 [L], para las pruebas
realizadas la cantidad de líquido utilizado fue de 90 [L] de aceite y 11,25L del componente catalizador;
construido en acero inoxidable de 1,6 [mm] de grosor, resiste presiones de 15 [psi] y vacío de 10 [inHg].
Tanque: El tanque se realizó utilizando lámina de acero inoxidable calidad 316L en calibre 16.
La parte inferior del tanque es semiesférica para compensar la presión general, y aunque la parte
superior debería tener la misma forma se construyó una tapa plana reforzada para facilitar la
instalación del motor, el agitador y el resto de sensores y válvulas. [11]
En el perímetro del tanque se ubica un racor de 1½” para la instalación de la resistencia trifásica,
uno de ½” para el sensor de temperatura, dos entradas de ⅛” que conectan la unidad de
enfriamiento con el serpentín ubicado dentro del reactor y uno de 1” para futuras instalaciones de
sensores de nivel, de pH o de turbidez; en la parte inferior del tanque un racor de 1” para la
evacuación de la materia prima presente en el interior en ese momento.

32
Figura 6 .Simulación del reactor con sus entradas y reactor en la actualidad
Tapa: Cuenta con 6 racores de ½” para conexión de elementos (válvulas y sensores), 1 racor de
1” por donde pasa el agitador procedente del motor y un racor de ¼” donde se instala con una “T”
el sensor de presión análogo y el vacuómetro para conocer las condiciones de presión y vacío del
interior.
En la parte interna, del mismo tamaño de la circunferencia hay una lámina de acero inoxidable
del mismo calibre que se usó en el resto del reactor, esto por el hecho de que dicho material no
contamina la materia prima ingresada por su calidad industrial; y con el fin de generar un cierre
hermético con el resto del tanque, sobre el perímetro y con un ancho de 3 [cm], un sello de corcho
caucho; en el exterior tiene 2 refuerzos en hierro de 0,8 [cm] cada uno, el primero es un segundo
anillo que mejora la fuerza generada por los tornillos de sujeción, el segundo es la lámina
completa en la cual descansa el motor trifásico, las válvulas, el bulbo del sensor de nivel, el
sensor de presión y el vacuómetro mediante una “T”, como se puede apreciar en las figura 7.

33
Figura 7 .Simulación de la tapa con sus entradas y tapa actual ubicada en el reactor
Volumen del Reactor
El reactor está conformado por una tapa semiesférica unida a un cilindro de 30 [cm] de radio y 60
[cm] de altura. Este mismo radio tiene la boca de la semiesfera con una profundidad de 15 [cm],
por lo cual se determina primero el cálculo del volumen de la semiesfera y luego se calcula el
volumen del cilindro. La suma total de estos valores será el correspondiente al volumen total del
tanque reactor.
Figura 8. Representación del reactor
En la figura 8 se muestra el círculo que representa el borde de la semiesfera. Dicha semiesfera
corresponde al corte de una sección de una esfera de radio aún desconocido. Para calcular el
volumen de la tapa abombada del tanque se representará al círculo sombreado en azul de la
imagen como un cilindro de altura infinitesimal y de esta forma, la sucesión de cilindros
infinitesimales de radio variable que componen la semiesfera. Para ello se selecciona al eje y
como eje de referencia.

34
Como se sabe, la ecuación de una circunferencia con el centro en el origen es de la forma
(26)
Como se busca calcular el volumen del diferencial del círculo del borde de la tapa abombada,
se despeja .
√ (27)
Como el valor en corresponde al radio que varía dependiendo de la altura y la altura del cilindro
que se va a calcular es infinitesimal, se toma la altura y como el radio.
√ (28)
(29)
Luego se procede a calcular el volumen de dicho disco infinitesimal.
( ) (30)
Se reemplaza
( ) (31)
Como se necesita el volumen de todos los discos infinitesimales que componen la semiesfera, se
define la integral donde los límites de integración van desde - hasta donde
corresponde a la altura de la tapa abombada del tanque reactor.
∫ ( )
(32)

35
Sacando la constante de la integral definida por los límites, queda así
∫ ( )
(33)
Se separan las integrales
*∫ ( )
∫ ( )
+ (34)
Se procede a hacer la integración
*
+ ( )
( )
(35)
Sustituyendo los límites de la integral
(* ( )
( )
+ * ( )
( )
+)
(36)
Expandiendo la expresión
(* )
( )
+ *
+)
(37)
Al hacer las operaciones internas
(*
+ *
+)
(38)
Finalmente el volumen de la semiesfera queda expresado como
([ ]) (39)

36
Luego de esto se debe encontrar el radio R que corresponde al radio de la esfera a la cual
corresponde la semiesfera que se usó como tapa inferior del reactor, como se aprecia en la figura
9.
Figura 9. Representación de la tapa inferior semiesférica
Conociendo uno de los lados del triángulo rectángulo que se sabe, es el radio del cilindro que
conforma el tanque reactor y por ende el radio del borde de la semiesfera que representa a la tapa
inferior, se aplica el teorema de Pitágoras de los triángulos rectángulos para encontrar el radio de
la esfera.
( ) (40)
Despejando
( ) (41)
(42)
(43)
[ ] (44)
37
Después de haber encontrado el radio de la esfera imaginaria se reemplaza en la ecuación de
.
([ ( ) ]) (45)
[ ] [ ] (46)
Después de haber calculado el volumen, se suma con el volumen del cilindro del tanque el cual
esta expresado como
(47)
Donde
[ ]
[ ]
[ ] (48)
Calculando el volumen total del reactor se obtiene
(49)
[ ] [ ] (50)
Torre de destilación:
La fabricación de la torre de destilación se realizó usando el mismo acero inoxidable utilizado en el
reactor, sus dimensiones son de 110 [cm] alto y 20 [cm] de diámetro como se puede apreciar en la figura
10; cuenta con un serpentín en el interior dispuesto de tal manera que permita generar el proceso de
destilación, no obstante, su construcción también le permite trabajar como intercambiador de calor
externo, y puede comunicarse fácilmente con el reactor pues posee las mismas entradas; su
implementación está destinada a procesos futuros de generación de biocombustibles a partir de destilación
de materia prima (Bioetanol).

38
Figura 10 .Simulación de la torre de destilación y su equivalente en el entorno real
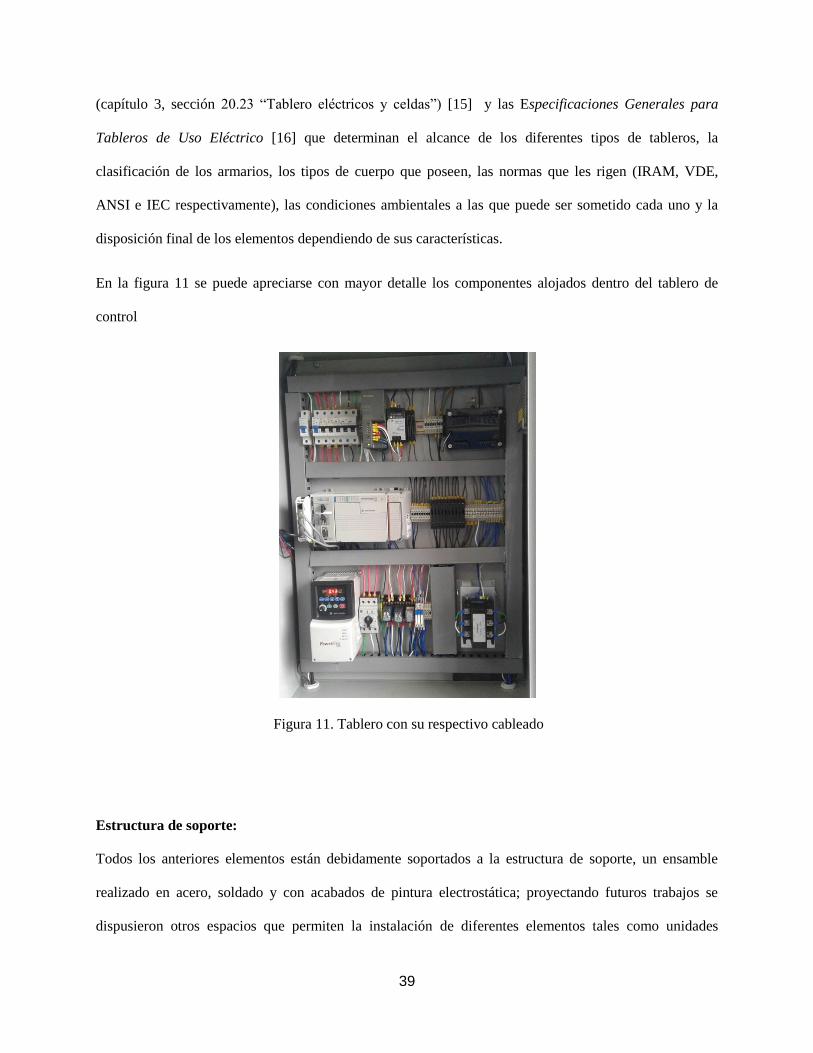
Tablero de control:
Todos los elementos de procesamiento, captación y adecuación de señales entrantes y procedentes del
reactor están alojados dentro del tablero de control. Actualmente posee 5 brackers dedicados para las
diferentes etapas eléctricas (de izquierda a derecha: breacker principal, breaker del variador de velocidad,
breacker de fuentes de 24 V, breacker para alimentación del PLC y breacker triple para la alimentación de
la resistencia trifásica); 2 fuentes de 24 V, una RTU [12] que sirve como módulo de salidas análogas cuya
base de operación es una Raspberry Pi [13]; en la sección media está el PLC y las respectivas borneras de
entradas, salidas y derivaciones de las fuentes del nivel superior; finalmente en el último nivel está el
variador de velocidad del motor con su respectivo guarda motor, los relés para la activación de los
distintos actuadores y un relé de estado sólido exclusivo para la resistencia trifásica; en la tapa del
dispositivo se ubica la HMI que permite la visualización y manipulación del sistema SCADA, tres LED’s
que indican el estado de funcionamiento del reactor y un botón de parado de emergencia.
La selección del gabinete adecuado para esta implementación se realizó respecto a las Normas Globales
para Gabinetes en la Industria Eléctrica [14], pues es un gabinete UL50 que permite su utilización para
panel de control industrial; su respectivo cableado y conexión fue generado con base en la norma RETIE
39
(capítulo 3, sección 20.23 “Tablero eléctricos y celdas”) [15] y las Especificaciones Generales para
Tableros de Uso Eléctrico [16] que determinan el alcance de los diferentes tipos de tableros, la
clasificación de los armarios, los tipos de cuerpo que poseen, las normas que les rigen (IRAM, VDE,
ANSI e IEC respectivamente), las condiciones ambientales a las que puede ser sometido cada uno y la
disposición final de los elementos dependiendo de sus características.
En la figura 11 se puede apreciarse con mayor detalle los componentes alojados dentro del tablero de
control
Figura 11. Tablero con su respectivo cableado
Estructura de soporte:
Todos los anteriores elementos están debidamente soportados a la estructura de soporte, un ensamble
realizado en acero, soldado y con acabados de pintura electrostática; proyectando futuros trabajos se
dispusieron otros espacios que permiten la instalación de diferentes elementos tales como unidades

40
mecánicas (Bombas, compresores) y demás componentes que propicien experimentaciones posteriores.
La estructura posee una dimensiones de 190 [cm] de alto, 159 [cm] de ancho y 80 [cm] de profundidad.
Unidad de refrigeración:
Con el fin de garantizar que la temperatura del fluido depositado en el reactor no supere los parámetros
establecidos por experimentación se dispuso la instalación de una unidad de refrigeración que permite
corregir estos factores.
Dicha unidad de refrigeración (adaptada de un antiguo refrigerador industrial) está instalada directamente
al serpentín del reactor, mediante un capilar permite hacer un proceso de refrigeración rápido y uniforme
en todo el recorrido del serpentín.
Como se puede apreciar en la figura 12 fue necesaria su instalación en la parte inferior de la estructura
para permitir el camino más corto hacia el serpentín del reactor; también se puede observar el serpentín
ubicado dentro del reactor por el cual viaja el gas a presión generando el cambio de temperatura.
Figura 12 .Unidad de refrigeración y serpentín ubicado dentro del reactor
Compresor
Otra de las novedades dentro del sistema de carga de la materia prima es el compresor; originalmente
construido para generar presión de expulsión, fue modificado por el grupo de trabajo para generar vacío
de hasta 15 [inHg], suficiente para succionar el fluido que se desea someter a reacción desde el recipiente

41
tanque catalizador, como se evidencia en la figura 13. La implementación de un elemento de este tipo
permite su activación desde el tablero de control y debido a su naturaleza neumática se reduce
considerablemente el mantenimiento correctivo pues nunca tiene contacto ni con la materia prima ni con
el catalizador.
Figura 13 .Compresor modificado por el grupo de trabajo para generar vacío
Tanque catalizador
El tanque catalizador es un recipiente que permite preparar y tener lista la mezcla del fluido elegido para
que haga reacción con la materia prima, con unas dimensiones de 40 [cm] ancho, 26 [cm] de largo y 26
[cm] de profundidad, como se puede observar en la figura 14; está adaptado con una bomba de lavadora
para recircular el elemento reactivo, garantizando su correcta disolución con el fin de prepararlo para el
ingreso hacia el reactor. Este último proceso también se realiza mediante el compresor generando vacío,
lo que permite que el químico catalizador no se contamine con ningún otro fluido, ya que posee un canal
dedicado para su ingreso.
Figura 14 . Tanque Catalizador instalado en la estructura e interior del mismo

42
6.2 Sensores
Finalizada la etapa de construcción del reactor con todos sus componentes es necesario adaptar elementos
que permitan capturar las variables físicas y químicas de la materia prima que se desea procesar en el
interior del tanque, de ahí la importancia de instalar los sensores necesarios para cumplir dicha tarea.
A continuación se hará el desglose de los elementos para medición implementados en el reactor teniendo
en cuenta una breve explicación de su principio de funcionamiento, el sensor elegido y las características
del mismo
Sensor de Nivel:
Uno de los retos más interesantes fue el sensor de nivel cuyo diseño, fabricación e implementación fue
generado enteramente por el equipo de trabajo.
Consta de una serie de switches ubicados en posiciones equidistantes y cuya activación, generada por un
imán, entrega una diferencia de potencial de 0 a 10 [V], valores que se traducen en distancias de 20 [cm].
Varios fueron los modelos desarrollados, no obstante su capacidad de flotabilidad implicó realizar varias
pruebas de campo. El eje principal es un tubo de acero inoxidable de ½ pulgada en cuyo interior se ubica
el circuito que se activa mediante un imán, este último, localizado dentro del flotador fabricado en acero
inoxidable y soldado a presión para evitar cualquier filtración de fluido.
Una de las características más importantes de este sensor es precisamente su fabricación en acero
inoxidable, pues garantiza su funcionalidad indiferente del fluido con el que tengo contacto, no obstante y
como parte del proceso de identificación del sensor, se garantiza su correcto funcionamiento a
temperaturas entre -10 [°C] y 86 [°C] y en contacto con fluidos con características de corrosión no muy
altas (no ha sido probado en ácidos). En la figura 15 se puede observar el diseño final del sensor, de
bastante simpleza y efectividad así como una toma del sensor en la vida real, en cuyo interior está alojado
el circuito que se activa mediante magnetismo

43
Figura 15. Simulación del sensor de nivel y sensor instalado en el reactor
Este tipo de sensor se conoce como medidor de nivel de tipo desplazamiento [17], y consiste en un
flotador parcialmente sumergido en el líquido en cuyo interior habita un elemento ferromagnético que
permite la activación del circuito alojado en el interior del tubo eje, este último conectado al debido
transmisor de señal que permite interpretar la activación o desactivación como diferencias en el nivel
vertical; el tubo proporciona además un cierre estanco entre el flotador y el exterior del tanque.
Según el principio de Arquímedes, el flotador sufre un empuje hacia arriba que viene dado por la fórmula
(51)
En la que:
= empuje del líquido
= sección del flotador
= altura sumergida del flotador
= densidad del líquido
= 9,8 [m/s2]

44
El sensor de nivel está diseñado para detectar tres niveles distintos (mínimo, medio, máximo) se
determina la altura a la cual corresponden estos niveles con respecto a la tapa superior del tanque reactor
y se determina el volumen de líquido al que corresponde cada nivel.
Nivel de liquido Volumen [L]
Mínimo 55
Medio 85
Máximo 165
Tabla 1. Linealización del sensor de nivel
Sensor de Temperatura:
Este sensor, ubicado en un costado del reactor, consta de una PT100 [18] con rango de 0 a 100 [°C], cuya
ubicación (y gracias a la acción del mezclador) permite conocer la temperatura del fluido depositado
dentro del tanque.
La PT100 es un sensor de temperatura de resistencia, que consiste en un arrollamiento de hilo muy fino
del conductor adecuado bobinado entre capas de material aislante y protegido con revestimiento de vidrio
o de cerámica, como se puede observar en la figura 16.
El material que forma el conductor se caracteriza por el llamado “coeficiente de temperatura de
resistencia” que expresa en una temperatura especificada la variación de la resistencia en ohmios de
conductor por cada grupo que cambia su temperatura [17]
La relación entre estos factores puede verse en la expresión
( ) (52)
En la que
= resistencia en ohmios a 0 [°C]
= resistencia en ohmios a t [°C]
= coeficiente de temperatura de la resistencia (0,003850 ) (IPTS-68) [17]

45
Figura 16. Actual sensor de temperatura implementado
Su respectivo proceso de linealización está representado en la siguiente tabla:
Tabla 2. Resultados de la linealización del sensor respecto a los elementos patrón y la salida del PLC
Termómetro
Calibrado
Termocupla
MultímetroPT100 Señal PLC
Termómetro
Calibrado
Termocupla
MultímetroPT100 Señal PLC
17º 18º 17º 11112 52º 50º 52º 20017
18º 18º 18º 11201 53º 51º 53º 20332
19º 19º 19º 11351 54º 52º 54º 20510
20º 19º 20º 11541 55º 53º 55º 20780
21º 21º 21º 11879 56º 54º 56º 21121
22º 20º 22º 12145 57º 55º 57º 21276
23º 21º 23º 12340 58º 56º 58º 21500
24º 22º 24º 12640 59º 58º 59º 21785
25º 23º 25º 12885 60º 59º 60º 22122
26º 24º 26º 13125 61º 60º 61º 22380
27º 24º 27º 13403 62º 61º 62º 22540
28º 25º 28º 13709 63º 61º 63º 22830
29º 26º 29º 13920 64º 62º 64º 23060
30º 27º 30º 14195 65º 63º 65º 23502
31º 28º 31º 14486 66º 64º 66º 23786
32º 29º 32º 14715 67º 65º 67º 24035
33º 30º 33º 14934 68º 66º 68º 24260
34º 31º 34º 13242 69º 67º 69º 22522
35º 33º 35º 15494 70º 68º 70º 24756
36º 34º 36º 15809 71º 69º 71º 25160
37º 35º 37º 16071 72º 70º 72º 25324
38º 36º 38º 16317 73º 71º 73º 25703
39º 36º 39º 16680 74º 72º 74º 25976
40º 37º 40º 16880 75º 74º 75º 26250
41º 38º 41º 17180 76º 75º 76º 26511
42º 39º 42º 17402 77º 76º 77º 26690
43º 40º 43º 17640 78º 77º 78º 27070
44º 41º 44º 17970 79º 77º 79º 27227
45º 42º 45º 18190 80º 78º 80º 27274
46º 44º 46º 18401 81º 79º 81º 27705
47º 45º 47º 18672 82º 80º 82º 27940
48º 46º 48º 18970 83º 81º 83º 28263
49º 47º 49º 19207 84º 82º 84º 28517
50º 48º 50º 19430 85º 83º 85º 28753
51º 49º 51º 19730 86º 84º 86º 29093

46
Como se observa en la tabla 2, el proceso de linealización se hizo usando dos elementos para hacer
comparación en las mediciones, en primera instancia un termómetro con certificado de calibración[19] ,
adquirido para tener una medida patrón, la termocupla que viene al adquirir el multímetro UT39C [20] de
la empresa UNI-T, y finalmente la señal capturada por la PT100 junto a la señal interpretada por el PLC;
nótese que las medidas del termómetro calibrado y de la señal de la PT100 son equivalentes, en cambio la
señal de la termocupla del multímetro UT39C siempre estuvo 2 [°C] por debajo de la medida de las otras
2, y en ocasiones se salta valores. Cabe resaltar que la prueba se hizo dentro del reactor usando agua
normal y llevándola hasta el punto de ebullición, de ahí que los rangos obtenidos están entre 17 [°C]
(temperatura ambiente del agua) hasta 86 [°C] (punto de ebullición).
Luego de obtener los datos se observa que la tendencia del sensor es lineal; se calcula una regresión lineal
para encontrar la pendiente de la recta de Temperatura Vs. Corriente y usar esta ecuación de la recta para
convertir los valores digitales en términos de la variable de temperatura en [°C].
(53)
Donde es la temperatura en °C y es el valor de la señal digital de temperatura en Bit.
Indicador de presión
El indicador de presión o Barómetro [17] instalado opera bajo la premisa de la fuerza generada por
unidad de superficie. Es un elemento completamente mecánico que utiliza un diafragma para traducir la
presión recibida en el movimiento de la aguja indicadora del visor. El diafragma consiste en una o varias
cápsulas circulares conectadas rígidamente entre sí por soldadura, de forma que al aplicar presión, cada
cápsula se deforma y la suma de los pequeños desplazamientos es amplificada por un juego de palancas.
El sistema se proyecta de tal modo que al aplicar presión el movimiento se aproxima a una relación lineal
en un intervalo de medida lo más amplio posible con un mínimo de histéresis y de desviación permanente
en el cero del instrumento. En la figura 17 se puede apreciar el barómetro instalado en el reactor.

47
Figura 17. Barómetro instalado en la tapa del reactor
Indicador de vacío
El Vacuómetro [21] (o indicador de vacío) también se fundamenta en el principio de funcionamiento del
muelle Bourdon. Un extremo del muelle, realizado a partir de tubos perfilados de una aleación especial de
cobre, es soldado al perno roscado del vacuómetro, formando con este un único cuerpo; el otro extremo
cerrado, en cambio, es liberado. Al aumentar la depresión o la presión en su interior, el muelle tiende a
deformarse, modificando su posición original (efecto Bourdon). El movimiento del extremo libre del
muelle determina la depresión-presión. Para facilitar la lectura, este movimiento es amplificado a través
de una palanca de conexión y transmitido al indicador. La figura 18 muestra el vacuómetro utilizado.
Figura 18. Vacuómetro instalado en la tapa del reactor

48
Tabla 3. Ficha técnica del vacuómetro
6.3 Actuadores
La selección e instalación de sensores en la planta no son suficientes para su correcto y óptimo
funcionamiento: hacen falta elementos que permitan manipular las variables físicas a favor de las
condiciones deseadas por el usuario.
Un actuador (también conocido como elemento final de control [17]) es un dispositivo que tiene la
capacidad de transformar energía hidráulica, neumática o eléctrica en la activación de un proceso
automatizado. El actuador recibe la orden de un controlador (quien además actúa respecto a la magnitud
obtenida por el sensor) y en función de ella genera el accionamiento de una válvula, el arranque de un
motor o la activación de una resistencia eléctrica, todos estos elementos que influyen directamente en la
señal de salida del automatismo, ya que modifican su magnitud según las instrucciones que reciben de la
unidad de control.
A continuación se explicarán los actuadores instalados en el reactor
Resistencia Calefactora
La resistencia instalada en el reactor cuenta con alimentación trifásica de 110 [V] por línea, un largo de
28 [cm] y fabricada en una base para conexión de 1½ pulgada, el alambre es de níquel-cromo en una
relación de 8:2 respectivamente. Este dispositivo eléctrico (cuyo objetivo es la producción de calor)

49
funciona bajo el principio del Efecto Joule [17]. Las resistencias eléctricas calefactoras pueden realizar el
calentamiento tanto por convección, conducción o radiación. La ecuación de la energía calorífica está
dada por:
(54)
Dónde:
= Variación de energía calorífica
= masa del fluido
= calor específico del fluido
= variación de temperatura
Figura 19. Resistencia instalada al interior del reactor
La resistencia trifásica está conectada en configuración Δ (delta) y disipa 5600 [W], similar a la reflejada
en la figura 19; el valor de dicha potencia está dado por
(55)
Dónde:
= Potencia
= Voltaje entre fases
= Corriente entre fases

50
Relé de Estado Sólido SCR3L
Para facilitar la transmisión de la señal desde el PLC hacia la resistencia, se instaló un relé de estado
sólido (SSR por sus siglas en inglés) cuyas propiedades permiten variar la intensidad de corriente, una
condición directamente proporcional a la temperatura del fluido depositado en el reactor.
El Three-phase Intelligent AC voltaje regulator SCR3L [22] es un módulo de integración de energía de
tiristores trifásicos, un circuito de activación de cambio de fase de un solo chip, sensor de detección de
señal y regulador de voltaje. Con todas las bondades que posee, este dispositivo es ampliamente utilizado
en elementos con carga inductiva y carga resistiva, como en el caso del variador de velocidad de un motor
AC, en automatización industrial, en control de calefacción eléctrica, en integración mecánica y eléctrica,
en la industria química, textil, comunicaciones y otros campos.
Desde el punto de vista de funcionamiento, el dispositivo recibe la señal de 4-20 mA procedente del RTU,
y la envía hacia la resistencia en valores de corriente [A], de esta manera la resistencia se activa para
comenzar a calentar el fluido y reduce su carga en corriente al momento de alcanzar el valor del set point.
Datos técnicos
Tensión nominal: trifásico 380VAC (trifásico de cuatro hilos)
Corriente clasificada: 60, 100 y 200 [A]
Frecuencia: 50 – 60 [Hz]
Fuente de alimentación de trabajo: este producto tiene alimentación incorporada
Tensión de funcionamiento 220 [V] AC
Voltaje de salida: Asimetría de voltaje de salida ≤ 5% [22]
La figura 20 muestra el SCR3L implementado en el tablero del reactor

51
Figura 20. SCR3L utilizado junto a la resistencia trifásica
Mezclador:
Este dispositivo también es producto del diseño y construcción del equipo de trabajo, su estructura
permite homogenizar la mezcla entre la materia prima y el catalizador depositado, así como apoyar a la
resistencia en la labor de conducción térmica, permitiendo distribuir la energía generada por la resistencia
a lo largo del fluido depositado, y de igual forma cuando la unidad refrigeradora está activada.
Está fabricado en el mismo calibre del acero inoxidable utilizado en el resto del reactor y con sus piezas
soldadas entre sí; el eje también es de acero inoxidable, con 75 [cm] de largo permite hacer su conexión
desde la caja reductora del motor y hasta el interior del tanque, atravesando el orificio concéntrico de la
tapa. Lo que se aprecia en la parte superior de la figura 21 es el sello mecánico que permite el trabajo de
rotación por parte del motor para generar el batido del mezclador pero evita que el tanque pierda presión
producto de pérdida de aire por la ranura resultante entre el eje del agitador y la tapa

52
Figura 21. Simulación del mezclador junto al sello mecánico
Motor
El motor utilizado en el reactor es un motorreductor Siemens de alimentación trifásica para configurar en
triángulo o estrella (Δ o Υ) como el que se ve en la figura 22, elegido especialmente por su facilidad de
implementación, en este caso, la caja reductora trabaja perpendicular al resto del motor, lo que permite
una conexión directa con el mezclador.
Un motorreductor tiene un motor acoplado directamente, la sencillez del principio de funcionamiento y su
grado de utilidad en una gran variedad de aplicaciones es lo que ha construido la trascendencia de este
invento al través de los siglos.
Figura 22. Toma del motor instalado en la parte superior del tanque

53
El principio de operación del motor radica en el “torque” o “par de torsión” [23], que no es más que la
fuerza de giro cuyas unidades son kilogramos/metro, libra/pie, libras/pulgada, o Newton/metro,
dependiendo de la escala utilizada. El torque está expresado como
[
⁄ ]
(56)
Donde
= torque o par
= Fuerza tangencial
= Distancia al centro de giro
Los datos técnicos del actual motor instalado son:
Tabla 4. Ficha técnica del motor trifásico implementado
Válvula de Alivio
La válvula de alivio es un dispositivo cuya misión es liberar la presión dentro del reactor cuando supera
los límites preestablecidos (también conocido como presión de tarado [17]), paralelo a esto evita la
explosión del reactor lo que le convierte en un dispositivo de seguridad. Este elemento es graduable de
manera mecánica, y dicho proceso se realiza elevando la presión a su nivel máximo (visualizado en el
barómetro) y ajustando la válvula mediante roscado para que se active al llegar a este nivel. La figura 23
evidencia la válvula de alivio instalada en el reactor.
INS CLF TP 55
V Hz HP kW A RPM
254/440 60 1.2 0.9 3 1690
11 Kg
THREE PHASE INDUCTION MOTOR
www.transmisiones.de
TYPE Y2-802 4 (B14) NO. 041105 CON Δ / Υ

54
Figura 23. Válvula de alivio actual
Válvula Solenoide
Las válvulas utilizadas para el reactor son del tipo solenoide, es decir, activadas por una señal eléctrica.
Solo cuentan con 2 posiciones: abierto y cerrado, y es precisamente la característica más peculiar de este
tipo de válvula.
La válvula solenoide eléctrica normalmente cerrada (N/C) está construida con un cuerpo de latón durable,
puertos de entrada y salida de dos vías con conexiones roscadas hembra y junta de caucho de nitrilo
(NBR). Ideal para uso con agua fría o caliente, gas, aire, fluidos de muy baja viscosidad (<20 cst), aceites
e hidrocarburos, por ejemplo, gasolina, queroseno o combustible diesel. La figura 24 muestra una de las
válvulas instaladas en la parte superior del reactor, sobre la tapa; como bien lo indica el fabricante puede
ser usada en exteriores.
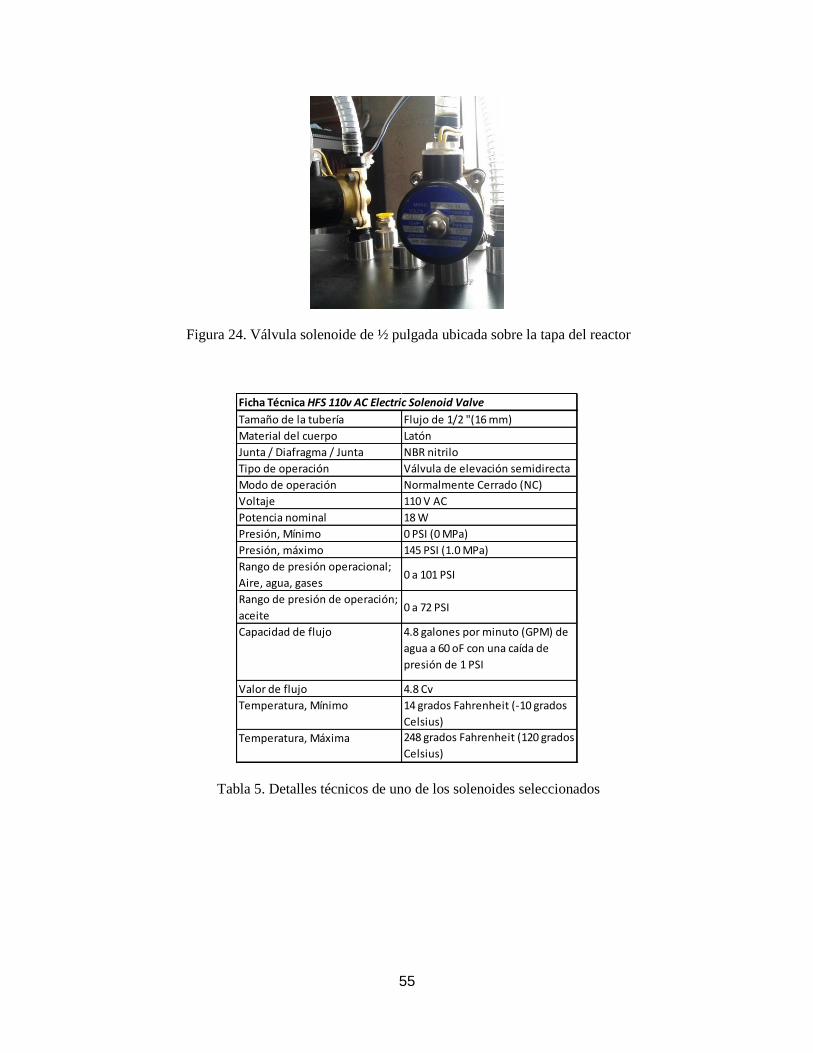
55
Figura 24. Válvula solenoide de ½ pulgada ubicada sobre la tapa del reactor
Tabla 5. Detalles técnicos de uno de los solenoides seleccionados
Tamaño de la tubería Flujo de 1/2 "(16 mm)
Material del cuerpo Latón
Junta / Diafragma / Junta NBR nitrilo
Tipo de operación Válvula de elevación semidirecta
Modo de operación Normalmente Cerrado (NC)
Voltaje 110 V AC
Potencia nominal 18 W
Presión, Mínimo 0 PSI (0 MPa)
Presión, máximo 145 PSI (1.0 MPa)
Rango de presión operacional;
Aire, agua, gases0 a 101 PSI
Rango de presión de operación;
aceite0 a 72 PSI
Capacidad de flujo 4.8 galones por minuto (GPM) de
agua a 60 oF con una caída de
presión de 1 PSI
Valor de flujo 4.8 Cv
Temperatura, Mínimo 14 grados Fahrenheit (-10 grados
Celsius)
Temperatura, Máxima 248 grados Fahrenheit (120 grados
Celsius)
Ficha Técnica HFS 110v AC Electric Solenoid Valve

56
7. IDENTIFICACIÓN POR EL MÉTODO DE LA CAJA NEGRA
7.1 Caja negra
El concepto de caja negra se refiere a un sistema cuyo interior no puede ser descubierto, cuyos elementos
internos son desconocidos y que sólo puede conocerse “por fuera”, a través de manipulaciones externas o
de observación externa, es decir, un elemento que es estudiado desde el punto de vista de las entradas que
recibe y las salidas o respuestas que produce, sin tener en cuenta su funcionamiento interno.
En la ingeniería en control, el proceso de caja negra es utilizado cuando se manipula una dispositivo en el
cual se desconoce su operación interna, pero que posee terminales de entrada (donde se aplican tensiones
o cualquier otra perturbación) y terminales de salida (donde se observa o se sensa el resultado causado por
la perturbación).[24]
Figura 25. Diagrama de un sistema de “Caja Negra”
Como se muestra en la figura 25, el método de la caja negra resulta completamente experimental, pues
permite obtener el modelo del sistema a partir de datos reales tomados de la planta que se está estudiando,
en ese orden de ideas, esta metodología resulta muy eficaz para realizar la identificación del reactor.
7.2 Metodología de la identificación
Con el fin de hallar un modelo matemático cuya respuesta se asemeje al comportamiento dinámico de la
planta, se estimula el sistema en lazo abierto con una señal tipo paso, que pueda llevar a la planta a un
punto de estabilidad y conocer en detalle su respuesta ante cambios abruptos, a esta respuesta se le conoce

57
como curva de reacción de proceso. El análisis minucioso de esta curva permite identificar en la planta el
tiempo de retardo y la tasa de reacción que es la velocidad con la que cambia la respuesta del sistema ante
la entrada de una señal tipo paso.
En la planta, la señal que permite una variación en la temperatura es la corriente que circula a través de la
resistencia de inmersión trifásica anteriormente descrita como el actuador de temperatura de la planta, la
cual disipa la potencia en forma de calor el cual es transferido por contacto con el fluido del proceso. Para
esto se debe establecer cuál es la relación que hay entre la señal de control y la corriente que circula por la
resistencia.
La señal de control es una señal digital que varía de 0 a 255 bits, esta llega al módulo RTU [12] el cual
mediante un circuito de acondicionamiento la convierte en una señal de corriente que va desde los 8.5
[mA] a 20 [mA], esta señal estimula al circuito del SCR3L [22] de tres fases el cual regula la corriente de
salida desde 0 [A] a 8,4 [A]. La figura 26 muestra el diagrama de la transición de la señal de control.
Figura 26. Etapas de la señal de control
La medición de la variación de corriente respecto a la señal de control se hizo con una pinza
amperimétrica marca U-NIT UT200A y la curva de respuesta en corriente del SCR3L ante la entrada de
la señal de control se muestra en la figura 27.

58
.
Figura 27. Respuesta de Corriente Vs. Señal de control del SCR3L
Una vez se determinan las características de las señales que intervienen en la dinámica del sistema, se
estimula la planta en lazo abierto con una señal paso de 255 bits con la cual se busca ver la respuesta del
sistema. Se hace la toma de los datos con un tiempo de muestreo de 1 [s] como se muestra en la gráfica
28, mientras que la figura 29 muestra la respuesta del sensor de temperatura durante la experimentación.
Figura 28. Señal paso, estímulo para determinar la reacción de la planta

59
Figura 29. Respuesta al paso del sensor de temperatura (PT100)
Al analizar la gráfica en detalle se puede observar que durante los primeros 75 [s] luego de haber iniciado
el experimento el sistema no muestra respuesta alguna ante el estímulo de la señal paso, indicando que la
planta tiene un tiempo de retardo de 75 [s]. Considerando que el tiempo de estabilización del sensor es de
aproximadamente 4 horas (tiempo en el que agua llega a punto de ebullición, por ende no puede
incrementar más su temperatura) y dado que el sistema cuenta con un eficiente sistema de agitación que
permite homogenizar la temperatura en el fluido al interior de la planta, no se toma en cuenta este
pequeño tiempo de retardo de la planta para el cálculo de la función de transferencia, no obstante, en la
figura 30 se puede evidenciar dicha condición.
Figura 30. Retardo de la planta de los primeros 75 [s] del tiempo muerto

60
Ya con esta información se exportan los datos obtenidos al Workspace de Matlab[25] y se guardan en
forma de vectores. Luego de esto se utiliza la herramienta Sistem Identification [26] de Matlab para
estimar un modelo matemático que tenga un comportamiento dinámico muy similar al de la planta. Al
estimar la función de transferencia se le pide al sistema que realice los cálculos para un sistema de primer
orden, ya que el comportamiento dinámico de la planta corresponde al de un sistema de primer orden,
agregando un polo y ningún cero en la función de transferencia.
Figura 31. Configuración del Transfer Functions y respuesta del Plant Identification
Como se puede apreciar en la figura 31, en el reporte de la estimación de la función de transferencia del
sistema, se logró una estimación del modelo con una aproximación del 96.83 %, numero de polos: 1 y
numero de ceros: 0.
Por lo cual la función de transferencia de la planta es
( ) ( )
( )
( )
(57)

61
Se puede apreciar además que el modelo de salida en efecto tiene un porcentaje de aproximación muy
cercano al del comportamiento real de la planta con un modelo de primer orden, tal y como se evidencia
en la figura 32.
Figura 32. Modelo de salida Vs. Respuesta al paso (96.83% de similitud)
De igual manera se puede observar en la figura 33 la gráfica del lugar de las raíces, donde se rescata el
polo del sistema y la ausencia de ceros por su naturaleza de primer orden.
Figura 33. Lugar de las raíces, polos y ceros de la función

62
7.3 Diseño del controlador PID
Una vez obtenida la función de transferencia del tanque reactor, se procede a utilizar la herramienta
Sisotool [26] de Matlab para sistemas de una sola entrada y una sola salida. Se busca que el controlador
tenga un máximo sobre impulso inferior al 10% y un error de estado estacionario de entre el 0% y el 3%,
además que tenga una respuesta rápida.
Un controlador que ofrece estas prestaciones es el control PID, como se observa en la figura 34. Para
poder encontrar la respuesta adecuada del controlador ante una señal de entrada, y mediante la
herramienta Sisotool se escoge la arquitectura de control necesaria.
Figura 34. Ejemplo de la arquitectura de control.
En dicha arquitectura se rescata que
= Señal de referencia
= Controlador
= Planta
= Sensor de la variable de salida
Como representa la función de transferencia del sensor que mide la variable de salida (PT100), no se
tiene en consideración para la arquitectura ya que anteriormente fue tenido en cuenta en el cálculo de la
función de transferencia de la planta como elemento de salida.
Mediante la herramienta Automated Tuning [26], se hace una sintonización de un control PID que
responda a las características de la planta, posteriormente se hacen los ajustes por el método de

63
sintonización gráfica, modificando el lugar de las raíces en lazo abierto del controlador para obtener la
respuesta deseada, como se observa en la figura 35.
Figura 35. Gráfica del lugar de las raíces en lazo abierto
En la gráfica de la simulación (figura 36) de la respuesta al paso en lazo cerrado del control de la
temperatura, se observan dos líneas paralelas horizontales puestas alrededor de la referencia. Estas líneas
demarcan la zona de estabilidad de acuerdo con el criterio del 3%, y una línea vertical que define el punto
en el que la respuesta del control entra en la zona de estabilidad.
Figura 36. Respuesta de la señal de control y detalle de la señal de control con criterio del 3%
Como se puede apreciar, la señal de la respuesta del control en lazo cerrado tiene un máximo sobre
impulso y entra en la zona de estabilidad después de los [s]. Finalmente se observa que
se tiene un error de estado estacionario del en la simulación, cumpliendo así con los criterios de
diseño definidos, tal y como se muestra en la función de trasferencia continuación.

64
( ) ( )
( )
( )( )
( )( )
[ ]
(58)
Función de transferencia del control PID de temperatura
7.4 Implementación del controlador
Para la implementación del control PID, se obtiene la función de transferencia del controlador que se
diseñó con la herramienta Sisotool y se realiza el procedimiento matemático para encontrar una ecuación
en diferencias que represente la dinámica del sistema en tiempo discreto.
A continuación se muestra en detalle el procedimiento para encontrar la ecuación en diferencias.
Se sustituye
( ) [ ] en ( ).
( ) ( )
( )
( [ ])( [ ])
( [ ])( [ ])
(59)
Se reescribe la ecuacion para eliminar los corchetes internos.
( ) ( )
( )
( )( )
( )( )
(60)
Se suman y restan los valores dentro de los parentecis
( ) ( )
( )
( )( )
( )( )
(61)
Factorizando se obtiene
( ) ( )
( )
(
) (
)
(
) (
)
(62)

65
Multiplicando los factores la expresión como
( ) ( )
( )
(
) (
)
(
) (
)
(63)
Luego se obtienen los polinomios en el numerador y el denominador
( ) ( )
( )
( )
( )
(64)
Y adecuando la expresión queda
( ) ( )
( ) ( )
( )
(65)
Como los polinomios tienen potencias positivas, se debe reescribir la expresión con potencias negativas
para poder aplicar la transformada Z inversa.
( ) ( )
( ) ( )
( )
(66)
Resultando una expresión de la forma
( ) ( )
( ) ( )
( )
(67)
Se despeja ( )
( ) ( ) ( ) ( ) (68)
Operando los términos queda
( ( )) ( ) ( )) ( ( ) ( ) ( )) (69)
Organizando los terminos y despejando ( )
( ) ( ) ( ) ( ) ( ) ( ) (70)
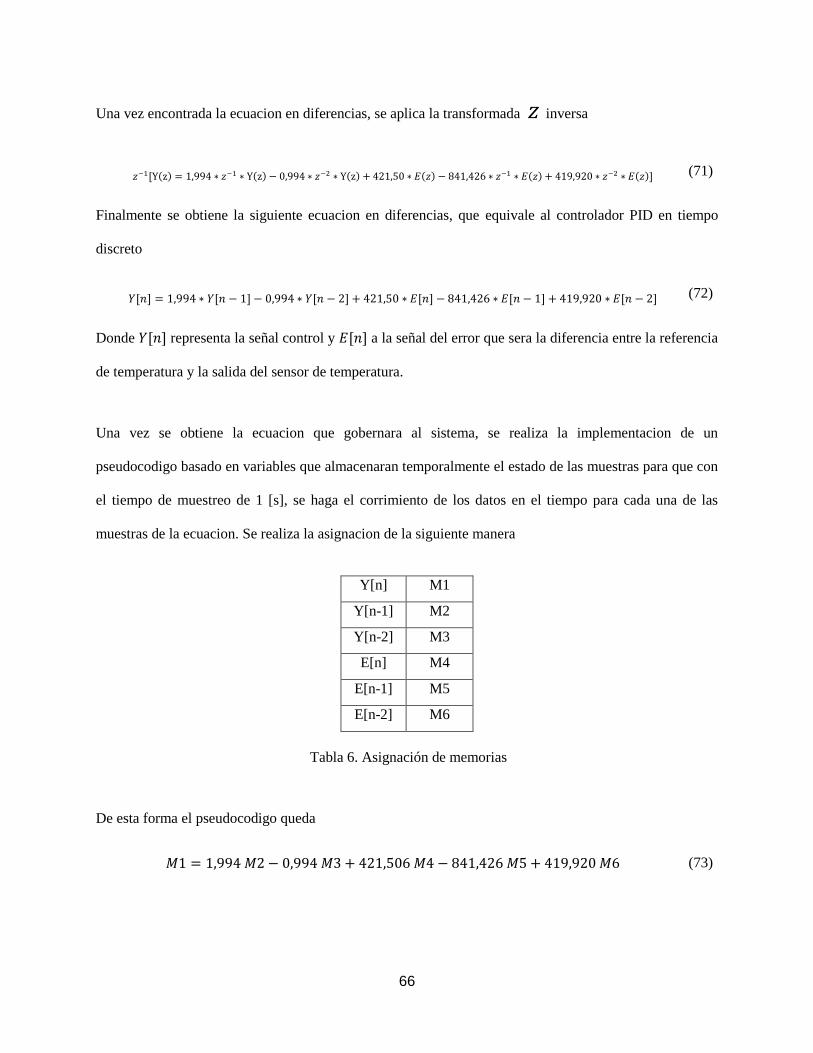
66
Una vez encontrada la ecuacion en diferencias, se aplica la transformada inversa
[ ( ) ( ) ( ) ( ) ( ) ( )] (71)
Finalmente se obtiene la siguiente ecuacion en diferencias, que equivale al controlador PID en tiempo
discreto
[ ] [ ] [ ] [ ] [ ] [ ] (72)
Donde [ ] representa la señal control y [ ] a la señal del error que sera la diferencia entre la referencia
de temperatura y la salida del sensor de temperatura.
Una vez se obtiene la ecuacion que gobernara al sistema, se realiza la implementacion de un
pseudocodigo basado en variables que almacenaran temporalmente el estado de las muestras para que con
el tiempo de muestreo de 1 [s], se haga el corrimiento de los datos en el tiempo para cada una de las
muestras de la ecuacion. Se realiza la asignacion de la siguiente manera
Y[n] M1
Y[n-1] M2
Y[n-2] M3
E[n] M4
E[n-1] M5
E[n-2] M6
Tabla 6. Asignación de memorias
De esta forma el pseudocodigo queda
(73)

67
Con asignaciones equivalentes a
( 74)
Una ves calculada la funcion de transferencia del controlador y la de la planta se procede a validar el
diseño con una simulacion en Matlab. Usando la herramienta Simulink [25], se construye una
representación del sistema de control en lazo cerrado como se muestra en la figura 37
Figura 37. Sistema de control de temperatura modelado en Simulink
Así mismo, se puede apreciar la respuesta de la salida visualizada en el Scope de la simulación en la
figura 38: la parte superior indica la señal paso a 60 [°C], mientras que la parte inferior indica la reacción
de la acción de control para alcanzar el valor deseado y mantenerse en dicho valor
Figura 38. Respuesta del sistema de control en temperatura simulado en Simulink

68
8. IMPLEMENTACIÓN DE LA HMI
8.1 Estándar ISA 101
El propósito del estándar ISA 101 [27] permite abordar el diseño, la implementación y el mantenimiento
de las interfaces hombre-máquina (HMI) para sistemas de automatización de procesos. El uso de este
estándar debe:
Proporcionar orientación para diseñar, construir, operar y mantener HMI efectivos que resulten en un
control más seguro, más efectivo y eficiente del proceso, tanto en situaciones normales como
anormales.
Mejorar las capacidades del usuario para detectar, diagnosticar y responder adecuadamente a
situaciones anormales.
Este estándar se dirige a las HMI para equipos y procesos automatizados, si se sigue el estándar, las
prácticas recomendadas y la metodología, el resultado debería permitir a los usuarios ser más efectivos en
el rendimiento, mejorar en aspectos de seguridad, calidad, producción y confiabilidad.
Las prácticas en este estándar son aplicables a procesos continuos, discontinuos y discretos, y a cualquier
proceso que utilice un HMI para interactuar con un sistema controlado.
La implementación de un interfaz HMI provee bastantes beneficios tales como consistencia en la
ejecución, facilidad de implementar nuevas aplicaciones y de transferir a desarrolladores de terceros, así
como reducción en el tiempo para capacitar a los usuarios, menos error del operador como resultado de un
diseño efectivo consistente.
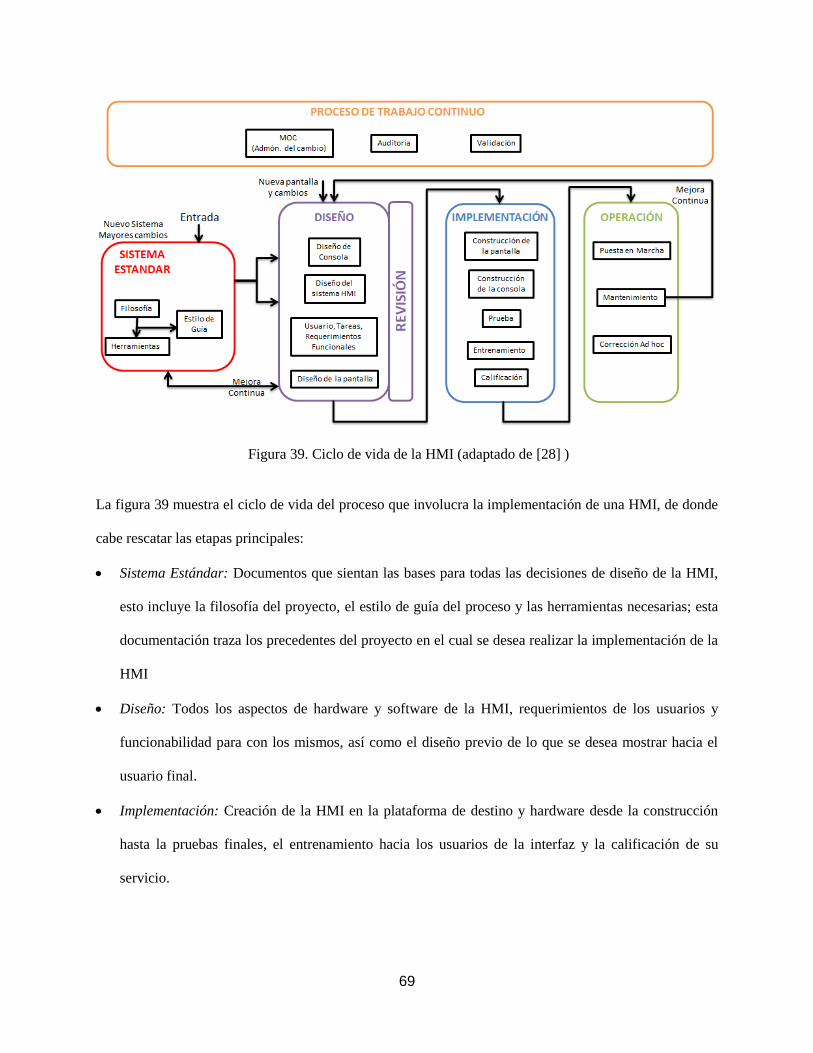
69
Figura 39. Ciclo de vida de la HMI (adaptado de [28] )
La figura 39 muestra el ciclo de vida del proceso que involucra la implementación de una HMI, de donde
cabe rescatar las etapas principales:
Sistema Estándar: Documentos que sientan las bases para todas las decisiones de diseño de la HMI,
esto incluye la filosofía del proyecto, el estilo de guía del proceso y las herramientas necesarias; esta
documentación traza los precedentes del proyecto en el cual se desea realizar la implementación de la
HMI
Diseño: Todos los aspectos de hardware y software de la HMI, requerimientos de los usuarios y
funcionabilidad para con los mismos, así como el diseño previo de lo que se desea mostrar hacia el
usuario final.
Implementación: Creación de la HMI en la plataforma de destino y hardware desde la construcción
hasta la pruebas finales, el entrenamiento hacia los usuarios de la interfaz y la calificación de su
servicio.

70
Operación: Incluye la operación y el mantenimiento normales, así como la corrección. La puesta en
marcha permite revisar la funcionabilidad del por parte del usuario y de ser necesario corregir errores
que se presenten o que no hayan sido tenidos en cuenta. [27]
Proceso de trabajo continuo: Gestión del cambio, auditoría y validación. El proceso MOC
(Managment of change o administración del cambio por sus siglas en inglés) tiene como objetivo
asegurar las consideraciones necesarias en todos los impactos, que va de la mano con la auditoría del
proceso y revisar que se proceda con buenas prácticas, que finalmente conduce a la validación de los
procesos: de la implementación de la HMI y de su desempeño
Finalmente, la norma ISA 101 ofrece una estructura con la que el usuario puede implementar una HMI,
una guía, así que se rescató lo necesario para la implementación de la interfaz, como se explica a
continuación.
8.2 HMI implementada
Figura 40. Vista de una de la pestaña inicial de la HMI del reactor

71
Como se muestra en la figura 40 se implementó una HMI para que el usuario pueda manipular el reactor
sin necesidad de depender de un dispositivo alterno (computador). El diseño del mismo estuvo pensado en
la facilidad de su operación, el contraste de colores que permitan una correcta visualización y la
ilustración de las diferentes etapas por las cuales pasa el proceso. Su implementación estuvo guiada por el
estándar ISA 101 explicado anteriormente, donde lo importante es ofrecer al usuario un entorno que le
permita manipular y conocer el proceso que se está desarrollando (en este caso la producción de
biodiesel), así mismo guía al operador durante las distintos pasos que deben realizarse para dicha
producción. En el proceso fue necesario realizar modificaciones al entorno con el fin de cumplir con los
objetivos que determina el estándar.
9. EXPERIMENTO DE COMPROBACIÓN: FABRICACIÓN DE BIODIESEL
Posterior a la identificación y las respectivas pruebas de funcionamiento del PID, el grupo de trabajo
propone la fabricación de un producto con el cual verificar el correcto funcionamiento de todas las partes
de la planta y sus componentes: la producción de biodiesel a partir de aceite procesado o usado
9.1 Antecedentes
El biodiesel es un reemplazo al diesel para uso en motores de combustión. Se fabrica a partir de aceites
vegetales (por ejemplo, aceite de soja, aceite de semilla de algodón, aceite de canola, aceite de maíz).
Grasas o aceites de cocina reciclados, como la grasa amarilla y grasas animales como el sebo de ternera o
la manteca de cerdo, y sus respectivas combinaciones dependiendo de las características con las que se
desea producir este biocombustible.[29]
Sus ventajas respecto al diesel convencional son soberbios: es renovable, desplaza el combustible diesel
derivado del petróleo y puede ser utilizado en la mayoría de los equipos diesel con ninguna o solo

72
modificaciones menores; al ser de origen orgánico reduce el calentamiento global producto de las
emisiones de gases de efecto invernadero; es no tóxico, biodegradable y adecuado para ambientes
sensibles y actualmente en el país se produce a partir de residuos agrícolas o reciclados.
A nivel mecánico el biodiesel aporta grandes ventajas a los motores: incluso en concentraciones muy
bajas, mejora la lubricidad del combustible y aumenta el número de cetano del mismo, condición que se
ve reflejada en la velocidad de combustión. Los motores diesel dependen de la lubricidad del combustible
para evitar que las piezas móviles, especialmente las bombas de combustible y los inyectores, se
desgasten prematuramente. El biodiesel puede impartir una lubricidad adecuada a los combustibles diesel
con poca lubricidad natural a niveles de mezcla tan bajos como 1%, la especificación ASTM D975 para
combustible diésel se modificó para agregar un requisito de lubricidad que es el diámetro máximo de
desgaste en la prueba de alta frecuencia de aparejo [HFRR] de 520 [μm].
La tabla 7 muestra las propiedades generales del Diesel convencional en comparación con el Biodiesel
Tabla 7. Características del Diesel contra el Biodiesel tipo 1-B [29]
El proceso de fabricación de biodiesel convierte los aceites y grasas en productos químicos llamados
ésteres monoalquílicos de cadena larga. Estos productos químicos también se denominan ésteres metílicos
Propiedad de combustible Diesel Biodiesel 1-B
Estándar de combustible ASTM D975 ASTM D6751
Mayor valor de calentamiento, Btu/gal
Menor valor de calentamiento, Btu/gal
~138,49
~129,488
~119,55
~127,960
Viscosidad cinemática, @ 40°C (104°F) 1.3 – 4.1 4.0 – 6.0
Gravedad específica @ 15.5°C (60°F) 0.85 0.88
Densidad, lb / gal @ 15.5 °C (60°F) 7.1 7.3
Carbono,% en peso 87 77
Hidrógeno,% en peso 13 12
Oxígeno, por dif. wt% 0 11
Azufre,% en peso [ppm] 15 ppm max 0 – 15 ppm
Punto de ebullición, °C (°F) 180 – 340 (356 – 644) 315 – 350 (599 – 662)
Punto de inflamación, °C (°F) 60 – 80 (140 – 176) 100 – 170 (212 – 338)
Punto de nube, °C (°F) -35 – 5 (-31 – 41) -3 – 15 (26 – 59)
Número de cetano 40 – 55 47 – 65
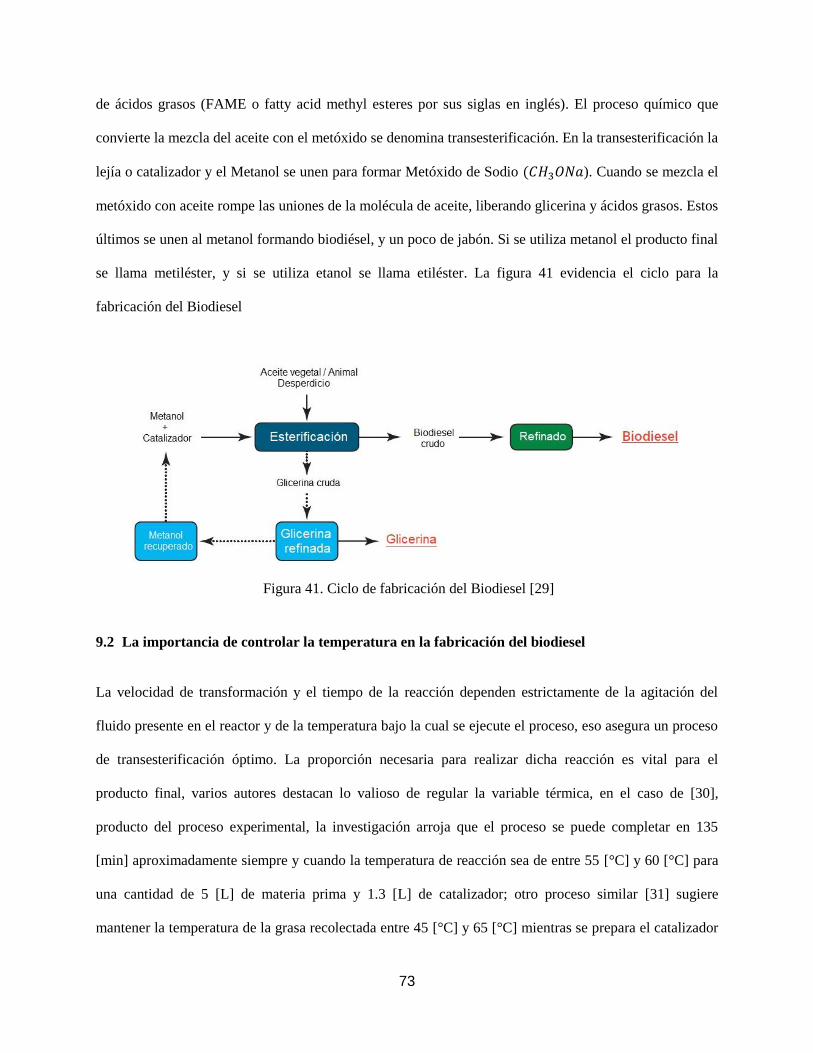
73
de ácidos grasos (FAME o fatty acid methyl esteres por sus siglas en inglés). El proceso químico que
convierte la mezcla del aceite con el metóxido se denomina transesterificación. En la transesterificación la
lejía o catalizador y el Metanol se unen para formar Metóxido de Sodio ( ). Cuando se mezcla el
metóxido con aceite rompe las uniones de la molécula de aceite, liberando glicerina y ácidos grasos. Estos
últimos se unen al metanol formando biodiésel, y un poco de jabón. Si se utiliza metanol el producto final
se llama metiléster, y si se utiliza etanol se llama etiléster. La figura 41 evidencia el ciclo para la
fabricación del Biodiesel
Figura 41. Ciclo de fabricación del Biodiesel [29]
9.2 La importancia de controlar la temperatura en la fabricación del biodiesel
La velocidad de transformación y el tiempo de la reacción dependen estrictamente de la agitación del
fluido presente en el reactor y de la temperatura bajo la cual se ejecute el proceso, eso asegura un proceso
de transesterificación óptimo. La proporción necesaria para realizar dicha reacción es vital para el
producto final, varios autores destacan lo valioso de regular la variable térmica, en el caso de [30],
producto del proceso experimental, la investigación arroja que el proceso se puede completar en 135
[min] aproximadamente siempre y cuando la temperatura de reacción sea de entre 55 [°C] y 60 [°C] para
una cantidad de 5 [L] de materia prima y 1.3 [L] de catalizador; otro proceso similar [31] sugiere
mantener la temperatura de la grasa recolectada entre 45 [°C] y 65 [°C] mientras se prepara el catalizador
74
(Hidróxido de potasio “KOH” o Hidróxido de Sodio “NaOH”) en proporción de 1 [L] de catalizador por
cada 7 [L] de aceite, y tras la mezcla con este último elevar la temperatura a 80 [°C] manteniendo en
constante agitación para evitar la formación de jabón por saponificación.
El diseño del controlador PID garantiza que, sin importar la temperatura a la que se desee someter la
reacción, ésta siempre será alcanzada y se mantendrá en dicho valor hasta que el usuario o el proceso
decidan modificarla, así como la velocidad de agitación del motor, una característica que se debe tener en
cuenta. Esta variable permite mantener una mezcla uniforme durante todo el proceso, evita la formación
de cristales y minerales que terminen dificultando la extracción final del biodiesel así como el
mantenimiento del reactor. Mientras que en ciertas investigaciones mencionan velocidades de agitación
constantes [32], en otras varían las revoluciones dependiendo del estado del proceso: inicialmente una
cocción previa a mínimo 150 [rpm], e incrementa entre 200 y 500 [rpm] conforme aumenta la
temperatura para garantizar la homogeneidad en la mixtura final [33].
9.3 Fabricación de biodiesel en el reactor
El grupo de trabajo ha diseñado el debido procedimiento para poder conseguir la fabricación del
Biodiesel, que será explicado a continuación:
9.3.1 Previo a la experimentación
Antes de comenzar a operar la planta en es necesario tener en cuenta las siguientes consideraciones:
Utilice las medidas de seguridad necesarias al momento de manipular el tanque y los diferentes
fluidos con los que se trabajarán; se recomienda el uso de guantes para evitar problemas cutáneos,
bata para evitar contacto de la ropa convencional con las diferentes partes de la planta y calzado
antideslizante para evitar accidentes si se presentan derrames en el proceso.

75
Verifique el correcto estado físico de los alrededores de la planta, que no existan charcos de
fluido en el piso o evidencia de fugas en alguno de los tanques, esto con el fin de evitar
cortocircuitos y accidentes.
Revise el estado de los diferentes elementos mecánicos de la planta (válvulas, tablero de control,
unidad de refrigeración, compresor), que no se vean oxidados, que las correas que permiten su
operación estén en condiciones operativas, que las mangueras que permiten el transporte de
fluidos entre los tanques no presenten cortadas, con rupturas o desgastes que evolucionen en
fugas de los fluidos.
Note el estado de los cables eléctricos que permiten la alimentación de los elementos de la planta,
que no presenten cortes o humedad de algún tipo, y que estén correctamente ponchados a los
enchufes que permiten su conexión.
Ahora que las condiciones son óptimas para trabajar es necesario conocer los fluidos con lo que se
realizará la reacción:
Aceite:
El aceite destinado para la reacción fue adquirido por medio de un vendedor de productos fritos del
sector, quien siempre compra el aceite del mimos proveedor, eso garantiza que el aceite utilizado
proviene del mismo lado; para el caso puntual el grupo de trabajo fueron necesarios 100 [L] de aceite que
ha sido utilizado en procesos de cocción, por lo que adquiere un color oscuro y mayor viscosidad, como
se puede observar en la figura 42.
76
Figura 42. El aceite utilizado para el proceso; adquiere propiedades más pesadas en color y viscosidad
Catalizador:
Es el fluido que permite generar la reacción química, o catalizador, acelera la ruptura molecular gracias a
los reactivos por los que está compuesto:
Metanol ( ): También conocido como Alcohol metílico, con pureza del 99%, lo que quiere
decir que posee 1% (o menos si es posible) de agua. Como reemplazo puede utilizarse etanol (alcohol
etílico), pero es más difícil de conseguir y su precio es más elevado; generalmente el alcohol etílico
de tipo farmacéutico tiene una pureza de hasta 96%. La figura 43 muestra el contenedor del Metanol
utilizado para el proceso.
Figura 43. Metanol [34] utilizado en la fabricación

77
Hidróxido de sodio( ): también conocido como soda cáustica o lejía, se recomienda tener
especial cuidado con este componente para mantenerlo seco, pues la humedad puede ralentizar la
reacción. La figura 44 muestra el recipiente que contiene la soda cáustica utilizada.
Figura 44. Soda cáustica utilizada en la fabricación
Para el experimento se utilizó una relación de 15 [L] de catalizador (14,3 [L] de Metanol y 350 [gr] de
Hidróxido de Sodio) para los 100 [L] de aceite depositados. Se deben alistar con anterioridad estos
reactivos para conformar el catalizador, pues el sistema indicará el momento en el que deben ser
cargados.
9.3.2 Inicialización del proceso
Habiendo realizado el diagnóstico previo y teniendo a la mano los reactivos necesarios para hacer el
catalizador ya es posible comenzar a operar la planta
1. El grupo de trabajo ha generado un programa preinstalado en el tablero de control y cuya
operación se hace completamente desde la HMI, por lo que el usuario no tendrá la necesidad de
operar el reactor usando algún otro elemento. En primera instancia se pide al usuario definir las
condiciones iniciales necesarias para los diferentes estados del proceso. Estas condiciones son: la
cantidad de materia prima con la que se va a producir el lote de biodiesel, la temperatura del

78
proceso de transesterifiación, la temperatura de deshidratación, el tiempo que se va a destinar para
la transesterificación, el tiempo de decantación posterior a la transesterificación, el tiempo de
lavado para eliminar residuos de metanol e hidroxido de sodio, el tiempo de decantación posterior
al lavado y finalmente el tiempo de deshidratación en donde se eliminan particulas de agua
presentes en el producto final. En la figura 45 se evidencia dicha etapa.
Figura 45. Ejemplos de la solicitud de condiciones iniciales del reactor
2. Luego de haber ingresado las condiciones iniciales se habilitará el boton de “Inicio” el cual
tambien tiene la funcion de habilitar el uso de los diferentes actuadores de la panta para poder
comenzar el proceso. Cabe aclarar que de tener el accionado el botón de “Paro de emergencia”,
no se podrá hacer uso del botón de “Inicio” ni de ninguno de los actuadores hasta tanto no se haya
corregido la falla y se haya desenclavado el paro de emergencia. La figura 46 muestra el interfaz
en esta etapa.
Figura 46. Se habilita el botón “Inicio” en la HMI para poder comenzar el proceso

79
3. En la primera etapa del proceso se introduce la materia prima en el tanque, para ello el sensor de
nivel detecta el estado actual de la cantidad de material y lo compara con el setpoint escogido por
el usuario en las condiciones iniciales. En este proceso se activa la válvula solenoide de la materia
prima y el sistema de vacío para que comience a succionar el aceite hasta cuando el sensor de
nivel indique que se ha alcanzado la cantidad necesaria. Este proceso puede tardar teniendo en
cuenta la viscosidad del fluido y el nivel del mismo introducido inicialmente.
Al presionar el botón de proceso de desplegará una ventana nueva en la interfaz de usuario, en
donde se visualiza el estado actual del proceso que se está llevando a cabo dentro del reactor. La
figura 47 muestra la etapa en la que se encuentra el proceso, en ese caso, el ingreso de la materia
prima al reactor.
Figura 47. La HMI muestra el estado actual del proceso
4. Después de terminar el proceso de llenado se inicia el acondicionamiento de la materia prima; en
este paso se activa el sistema de agitación para homogenizar la temperatura y se activa el control
PID para calentar la materia prima a la temperatura de proceso deseada. Se debe tener en cuenta
que la temperatura de proceso para la producción de biodiesel esta entre 55ºC y 60ºC.
Como se puede evidenciar en la figura 48 se visualiza el proceso que se esté llevando. Estará
disponible en la HMI una interfaz donde se muestra la temperatura de referencia escogida por el
usuario, la temperatura actual del proceso, y una animación en la que el color del fluido cambia
con relación al proceso que se está llevando acabo
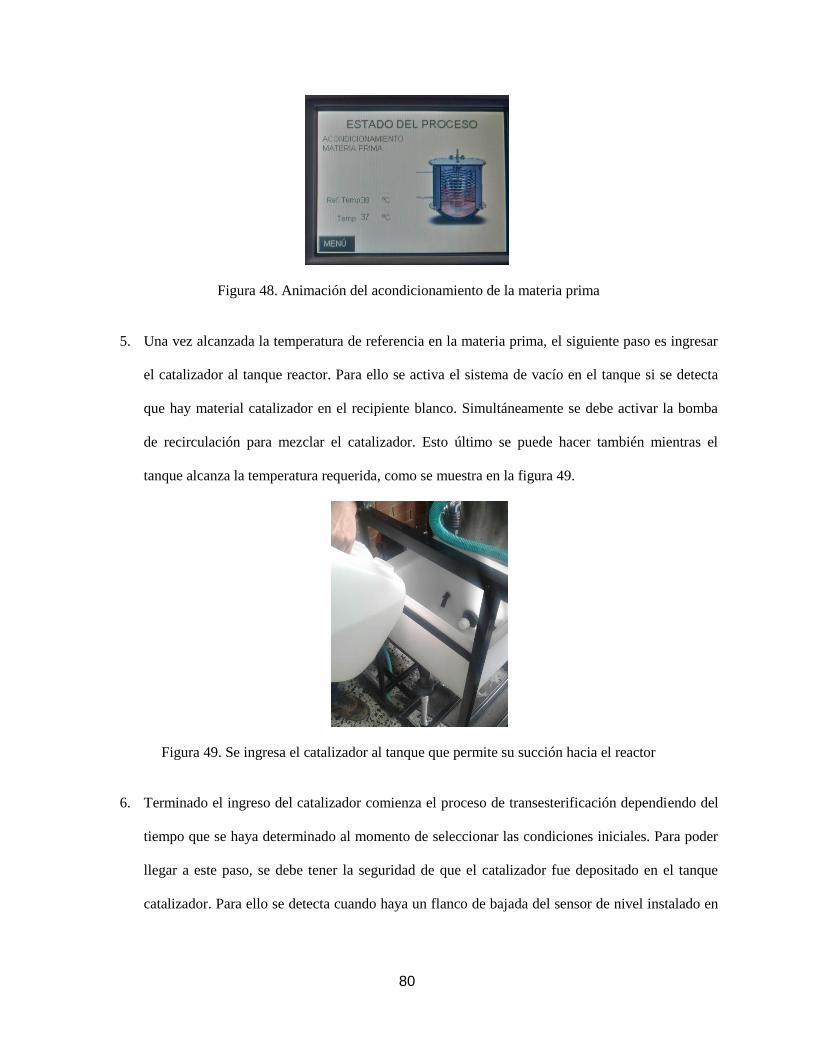
80
Figura 48. Animación del acondicionamiento de la materia prima
5. Una vez alcanzada la temperatura de referencia en la materia prima, el siguiente paso es ingresar
el catalizador al tanque reactor. Para ello se activa el sistema de vacío en el tanque si se detecta
que hay material catalizador en el recipiente blanco. Simultáneamente se debe activar la bomba
de recirculación para mezclar el catalizador. Esto último se puede hacer también mientras el
tanque alcanza la temperatura requerida, como se muestra en la figura 49.
Figura 49. Se ingresa el catalizador al tanque que permite su succión hacia el reactor
6. Terminado el ingreso del catalizador comienza el proceso de transesterificación dependiendo del
tiempo que se haya determinado al momento de seleccionar las condiciones iniciales. Para poder
llegar a este paso, se debe tener la seguridad de que el catalizador fue depositado en el tanque
catalizador. Para ello se detecta cuando haya un flanco de bajada del sensor de nivel instalado en

81
el tanque catalizador. La figura 50 muestra el principio y el final del proceso de
transesterificación.
Figura 50. Estado del proceso al momento de la transesterificación
7. Una vez culminado el tiempo de transesterificación el siguiente paso es la activación del tiempo
de decantación, este tiempo es determinado por el usuario en la ventana de condiciones iniciales y
es el tiempo que tardará en separarse la glicerina con el biodiesel. En este paso se detiene la
acción del sistema de agitación y la acción del controlador PID. En general todo el material entra
en un estado de reposo para garantizar que la separación se dé adecuadamente. Mientras se esté
llevando a cabo este proceso, se podrá visualizar en el HMI una animación en la que se visualiza
una separación en la mezcla del material más denso en el fondo (glicerina), y el material menos
denso en la parte superior (biodiesel) como se puede apreciar en la figura 51.
Figura 51. Visualización del proceso de decantación posterior a la transesterificación.

82
Dependiendo del estado inicial de la materia prima, es decir, si se trata de aceite reutilizado o
aceite virgen, se debe tomar o no la decisión de hacer una nueva transesterificación. Si se decide
hacer nuevo un proceso para mejorar la pureza del producto el programa repetirá esta etapa, en
caso contrario, se continúa con el proceso de lavado. Para que el usuario pueda determinar el
curso del proceso, en la interfaz de usuario se habilitan los botones “Repetir reacción” y
“Continuar proceso”. Para poder seleccionar cualquiera de estas dos opciones, se debe garantizar
que el usuario previamente realizó un drenado para extraer el material residual (Glicerina). Una
vez el drenado se haya realizado, se podrá continuar.
8. El siguiente paso es el proceso de lavado, el cual consiste en ingresar al reactor una cantidad
determinada de agua (similar a la cantidad de catalizador utilizada para la transesterificación) la
cual se encargará de disolver los restos de metanol, hidróxido de sodio y componentes
hidrosolubles, que serán eliminados posteriormente extrayéndolos por decantación; la figura 52
muestra el estado del proceso de lavado.
Figura 52. Estado del proceso
Durante el proceso de lavado, de llegarse a presentar el caso de querer adicionar más agua al
proceso se activa nuevamente el sistema de vacío y la válvula de catalizador. Una vez se haya
ingresado la totalidad de agua, se reinicia el contador de tiempo de lavado, (ingresado en la
ventana de condiciones iniciales). En la interfaz de usuario, aparecerá el aviso de proceso de
lavado.
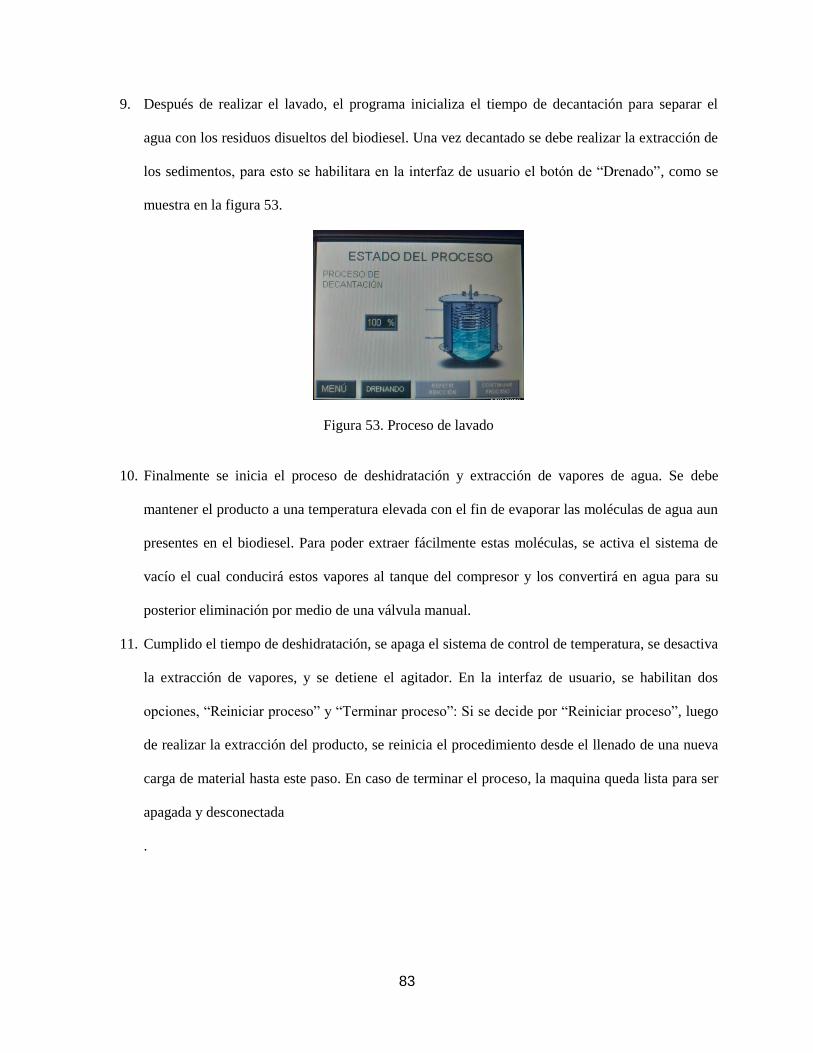
83
9. Después de realizar el lavado, el programa inicializa el tiempo de decantación para separar el
agua con los residuos disueltos del biodiesel. Una vez decantado se debe realizar la extracción de
los sedimentos, para esto se habilitara en la interfaz de usuario el botón de “Drenado”, como se
muestra en la figura 53.
Figura 53. Proceso de lavado
10. Finalmente se inicia el proceso de deshidratación y extracción de vapores de agua. Se debe
mantener el producto a una temperatura elevada con el fin de evaporar las moléculas de agua aun
presentes en el biodiesel. Para poder extraer fácilmente estas moléculas, se activa el sistema de
vacío el cual conducirá estos vapores al tanque del compresor y los convertirá en agua para su
posterior eliminación por medio de una válvula manual.
11. Cumplido el tiempo de deshidratación, se apaga el sistema de control de temperatura, se desactiva
la extracción de vapores, y se detiene el agitador. En la interfaz de usuario, se habilitan dos
opciones, “Reiniciar proceso” y “Terminar proceso”: Si se decide por “Reiniciar proceso”, luego
de realizar la extracción del producto, se reinicia el procedimiento desde el llenado de una nueva
carga de material hasta este paso. En caso de terminar el proceso, la maquina queda lista para ser
apagada y desconectada
.
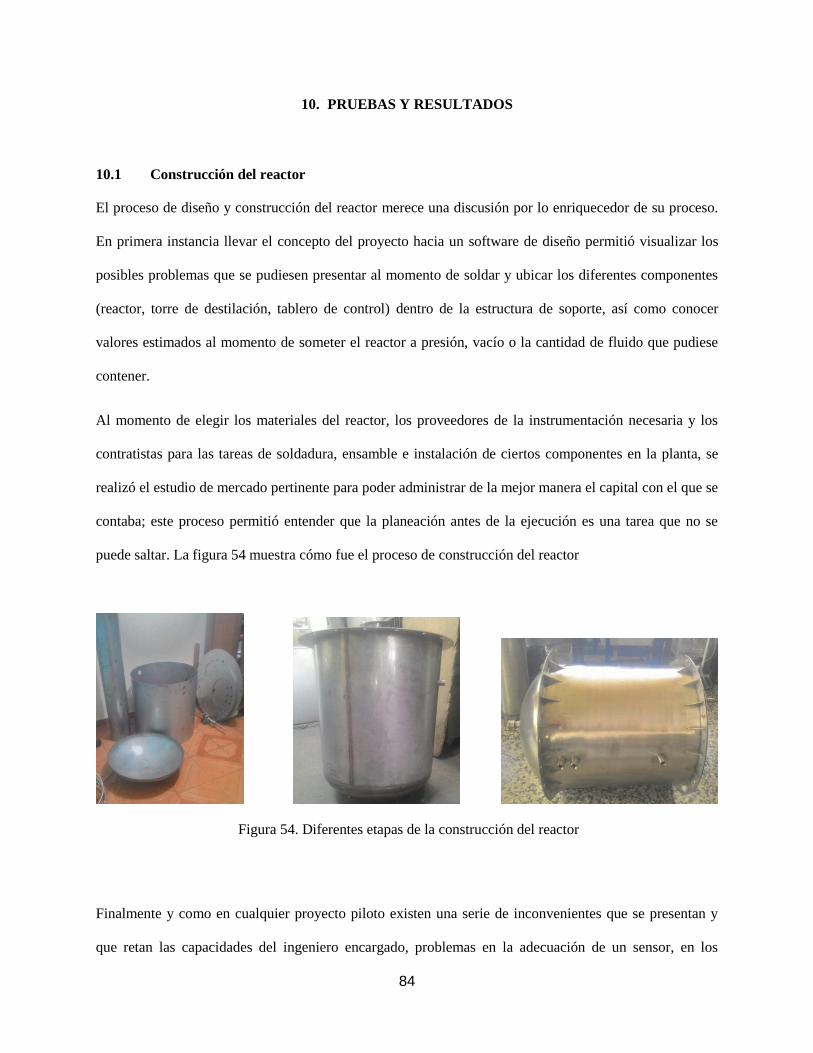
84
10. PRUEBAS Y RESULTADOS
10.1 Construcción del reactor
El proceso de diseño y construcción del reactor merece una discusión por lo enriquecedor de su proceso.
En primera instancia llevar el concepto del proyecto hacia un software de diseño permitió visualizar los
posibles problemas que se pudiesen presentar al momento de soldar y ubicar los diferentes componentes
(reactor, torre de destilación, tablero de control) dentro de la estructura de soporte, así como conocer
valores estimados al momento de someter el reactor a presión, vacío o la cantidad de fluido que pudiese
contener.
Al momento de elegir los materiales del reactor, los proveedores de la instrumentación necesaria y los
contratistas para las tareas de soldadura, ensamble e instalación de ciertos componentes en la planta, se
realizó el estudio de mercado pertinente para poder administrar de la mejor manera el capital con el que se
contaba; este proceso permitió entender que la planeación antes de la ejecución es una tarea que no se
puede saltar. La figura 54 muestra cómo fue el proceso de construcción del reactor
Figura 54. Diferentes etapas de la construcción del reactor
Finalmente y como en cualquier proyecto piloto existen una serie de inconvenientes que se presentan y
que retan las capacidades del ingeniero encargado, problemas en la adecuación de un sensor, en los

85
tamaños de los actuadores, en los tiempos de entrega de las piezas o demoras en las compras nacionales e
internacionales son factores que en ocasiones no pueden controlarse por completo y deben ser abordados
con soluciones eficaces y rápidas. En la figura 55 se evidencia el proceso necesario para adecuar el sensor
análogo de nivel (a), el serpentín de la torre de destilación (b) y el sello mecánico dispuesto en el interior
del reactor para que se conserve la presión (c) aún con el movimiento del agitador.
(a) (b) (c)
Figura 55. Sensor de nivel análogo (a), serpentín de torre (b) y sello mecánico de la tapa (c)
10.2 Identificación de la planta
De los experimentos para verificar la identificación se eligieron 2 cuyas características permiten tener un
marco de comparación para determinar la importancia que tiene la adquisición de la mayor cantidad de
datos posibles al momento de generar el modelo resultante de Matlab que más se acerque a la
experimentación directa en la planta: el primero con un tiempo de muestreo de 30 [s] y el segundo con
tiempo de muestreo de 1 [s], ambos llevando el agua desde temperatura ambiente hasta su punto de
ebullición, donde el sensor entra en un punto de estabilización; el primero, arrojo 505 datos, mientras que
el segundo arrojo 14936 en períodos de tiempo muy similares.

86
Tabla 8. Caso A, 4 horas 25 minutos, Caso B, 4 horas 45 minutos
Las tablas en (8) muestran las primeras 24 muestras y las últimas 24 en cada uno de los experimentos
generados. Los datos obtenidos en cada caso se ingresan como vectores a Matlab, y utilizando la
herramienta ident se procede a determinar las funciones de trasferencia de cada experimento:
Figura 56. Resultados experimento A y resultados experimento B
Senal_Control temp1 [°C] Senal_Control temp1 [°C]
0 24 255 87
0 24 255 87
0 24 255 87
0 24 255 87
255 24 255 87
255 24 255 87
255 25 255 87
255 25 255 87
255 25 255 87
255 25 255 87
255 25 255 87
255 25 255 87
255 25 255 87
255 26 255 87
255 26 255 87
255 26 255 87
255 26 255 87
255 26 255 87
255 26 255 87
255 27 255 87
255 27 255 87
255 27 255 87
255 27 255 87
255 27 255 87
Experimento A con Ts = 30 [s]
Senal_Control temp2 [°C] Senal_Control temp2 [°C]
0 12,409603 255 90,967003
0 12,413403 255 90,970802
0 12,413403 255 90,978401
0 12,413403 255 90,978401
0 12,417202 255 90,970802
0 12,417202 255 90,970802
0 12,417202 255 90,970802
0 12,424801 255 90,970802
0 12,4286 255 90,970802
0 12,4286 255 90,970802
0 12,417202 255 90,967003
0 12,417202 255 90,967003
0 12,417202 255 90,978401
0 12,417202 255 91,001205
255 12,417202 255 91,046806
255 12,417202 255 91,081001
255 12,417202 255 91,081001
255 12,417202 255 91,081001
255 12,417202 255 91,096199
255 12,424801 255 91,103806
255 12,417202 255 91,100006
255 12,424801 255 91,111404
255 12,424801 255 91,062004
255 12,424801 255 91,031601
Experimento B con Ts = 1 [s]

87
Seguido a esto se obtiene la función de transferencia del modelo mediante la opción Transfer Function
Models (interna de la herramienta ident); la gráfica resultante de ambos casos (figura 56) permite
interpretar la planta como de primer orden, por lo que se configura 1 polo y 0 ceros para determinar qué
tanto se acerca la estimación de la señal de temperatura gracias a la herramienta Plant Identification
Progress, dicha respuesta se puede apreciar en la figura 57.
Figura 57. Porcentaje de estimación caso A y porcentaje de estimación caso B
Para conocer la función de transferencia de la planta se exportan los resultados al Workspace de Matlab,
donde el programa entregará, en tiempo discreto, las respuestas de cada caso, como se puede evidenciar
en las figura 58.
Figura 58. Función de transferencia para caso A y función de transferencia para caso B
88
Finalmente se opta por elegir la función de transferencia del experimento B, debido a que su porcentaje de
estimación es mejor que el del experimento; dicha condición resulta de la captura de una mayor cantidad
de datos en tiempos de operación muy similares, por lo que la herramienta de simulación cuenta con
mayor cantidad de datos con los cuales acercarse al modelo de la planta.
10.3 Diseño del control pid
Respecto al control PID, luego de su diseño e implementación en el pseudocódigo de la programación del
PLC, se procedió a realizar las pruebas de funcionamiento para comparar la respuesta real de la acción de
control sobre la planta.
Como bien se mencionó en la descripción de las partes de la planta, el sistema cuenta con dos elementos
principales para el control de la temperatura, estos actuadores son la resistencia de inmersión trifásica de
5600 [W] y la unidad de refrigeración. Dada la inercia térmica con la que cuentan la mayoría de sistemas
de control de temperatura, se consideró la implementación de un elemento de control que pudiera extraer
energía del sistema rápidamente y de esta forma evitar sobreimpulsos y errores en la estabilidad del
sistema. De esta forma cuando la respuesta del sistema tenga un sobreimpulso o un error de estado
estacionario por encima de la referencia podrá ser corregido rápidamente por la acción de control de la
unidad de refrigeración. La figura 59 muestra el experimento en el que se prescinde de la unidad de
refrigeración para mostrar el comportamiento de la respuesta del control.

89
Figura 59. Respuesta del controlador en el PLC sin corrección de sobreimpulso
Las lineas punteadas verdes delimitan la zona de estabilidad de acuerdo con el criterio del 3% y la linea
negra demarca el maximo sobreimpulso. Como se puede apreciar, el maximo sobreimpulso es del 5.5%, a
pesar de no ser un porcentaje para considerar si tiene un tiempo de estabilizacion de 4500 [s] haciendo
mas demorada la respuesta del control.
La figura 60 presenta la gráfica de la respuesta del control en lazo cerrado usando la unidad de
refrigeracion como elemento para extraer energia al sistema en caso de haber sobreimpulso, se lleva el
sistema a diferentes puntos de operación y se analiza la respuesta del controlador.
Figura 60. Respuesta del control PID a diferentes temperaturas (60°C – 75°C – 100°C)
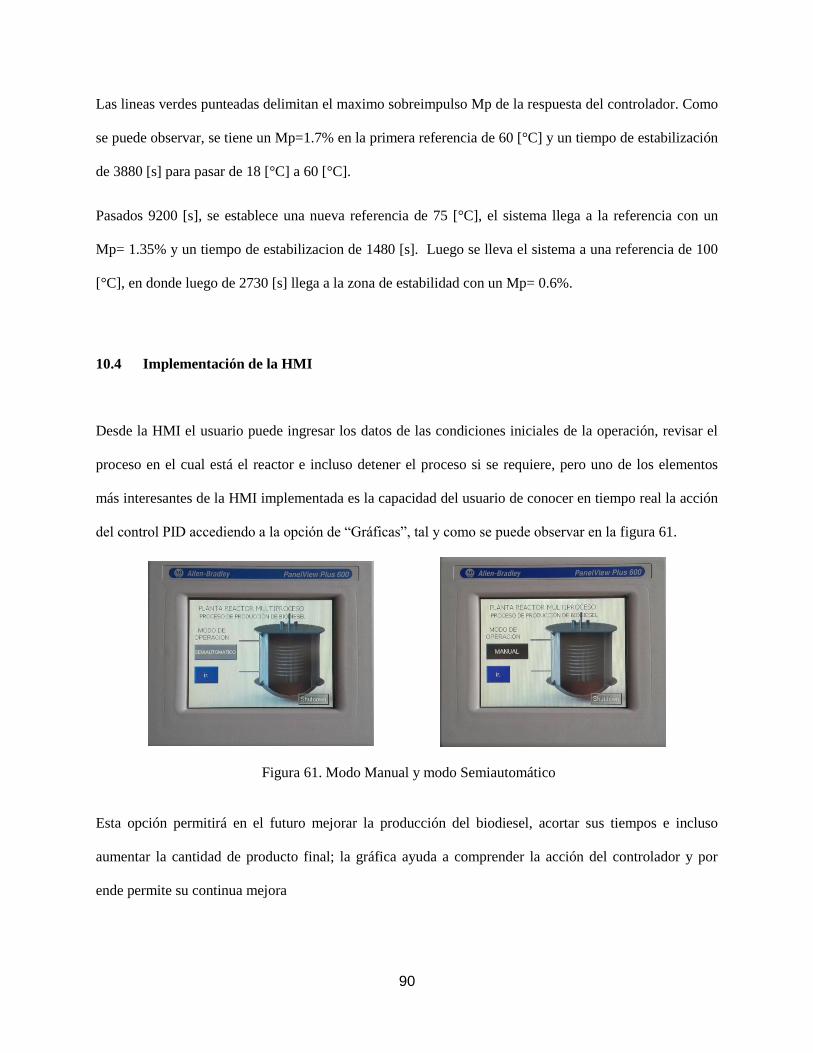
90
Las lineas verdes punteadas delimitan el maximo sobreimpulso Mp de la respuesta del controlador. Como
se puede observar, se tiene un Mp=1.7% en la primera referencia de 60 [°C] y un tiempo de estabilización
de 3880 [s] para pasar de 18 [°C] a 60 [°C].
Pasados 9200 [s], se establece una nueva referencia de 75 [°C], el sistema llega a la referencia con un
Mp= 1.35% y un tiempo de estabilizacion de 1480 [s]. Luego se lleva el sistema a una referencia de 100
[°C], en donde luego de 2730 [s] llega a la zona de estabilidad con un Mp= 0.6%.
10.4 Implementación de la HMI
Desde la HMI el usuario puede ingresar los datos de las condiciones iniciales de la operación, revisar el
proceso en el cual está el reactor e incluso detener el proceso si se requiere, pero uno de los elementos
más interesantes de la HMI implementada es la capacidad del usuario de conocer en tiempo real la acción
del control PID accediendo a la opción de “Gráficas”, tal y como se puede observar en la figura 61.
Figura 61. Modo Manual y modo Semiautomático
Esta opción permitirá en el futuro mejorar la producción del biodiesel, acortar sus tiempos e incluso
aumentar la cantidad de producto final; la gráfica ayuda a comprender la acción del controlador y por
ende permite su continua mejora

91
10.5 Experimento de comprobación: fabricación del biodiesel
Respecto al proceso de fabricación del biodiesel hay varios aspectos a tener en cuenta posteriores a la
experiencia. En primera instancia el estado de la materia prima (el aceite usado) es uno de los factores que
influye en el resultado final, pues, entre más filtrado esté, mejor; por ende, para futuros experimentos, el
aceite debe someterse a un proceso de filtrado o tamizado para garantizar que las impurezas recogidas en
el momento en que fue usado para cocción sean retiradas en la mayor cantidad posible.
Por otro lado el cálculo necesario para el catalizador varía en proporción a la pureza del aceite, es decir,
las condiciones de la materia prima obligan a utilizar mayor cantidad de catalizador, y esto resulta siendo
un inconveniente si se analiza desde el punto de vista químico (mayor tiempo de ingreso del material y
mayor tiempo de reacción), así como desde el punto de vista económico, pues la obtención del catalizador
está restringido legalmente por su uso para fabricación de estupefacientes (por usuario máximo 1 galón y
2 botellas al mes)
Finalmente, y como se puede apreciar en la figura 62, la proporción obtenida de biodiesel óptimo es
menor a la planteada al comienzo del experimento, pero este resultado es producto de las condiciones
químicas y no de las físicas-operativas del reactor, que es lo que concierne al grupo de trabajo.
Figura 62. Estado previo a la extracción y muestra del Biodiesel recuperado

92
11. CONCLUSIONES
Inicialmente se consideró en el diseño del sistema de control el uso de la resistencia de inmersión
trifásica como actuador de la planta para inyectar energía al sistema en forma de calor; a pesar de que
el diseño del controlador PID cuenta con un Mp del 4.75% en la práctica este se incrementa al
5.5% y adicional a esto tarda más en entrar a la zona de estabilidad usando el criterio del 3% puesto
que por efectos de la hermeticidad del tanque este se comporta como un proceso térmico adiabático
produciendo un Ess (Error de estado estacionario) en la respuesta del controlador. Al implementar la
unidad de refrigeración, el sistema cuenta con un elemento de control que le permite no solo reducir
el sobreimpulso al 1.6% sino eliminar el Ess optimizando así la respuesta del control, y brindando
precisión y mayor rapidez.
Comparando la respuesta de la simulación del diseño con la del experimento de validación, se puede
notar que la respuesta de la simulación entra en la zona de estabilidad es de casi 1800 segundo antes
que la respuesta del controlador, esto se debe a que cuando se realizó el experimento de identificación
se usó una cantidad de fluido menor a la cantidad de fluido con la que se realizó el experimento de
validación
Al realizar el experimento de identificación de la planta se encontró que cuenta con un retardo de tan
solo 70 [s] cuando el sistema de agitación está funcionando. Se encontró una relación entre la
velocidad de agitación del fluido y el tiempo de retardo en donde a mayor velocidad de agitación el
sistema tarda menos tiempo en responder y cuando no se encuentra activo el sistema de agitación, se
evidencia un incremento en la zona muerta del sistema de hasta 260 [s].
El relé de estado sólido cuenta con una zona muerta que va desde los 4mA a los 8.5mA y no se puede
desperdiciar parte de la ventana de control. Para solucionar esto se ajusta el zero del RTU en 8.5
[mA], con esto se consigue una ventana de control de 0 a 255 bits la cual por medio del RTU se
transforma en una señal análoga en corriente de 8.5 [mA] a 20 [mA] eliminando la zona muerta del
actuador.

93
La experiencia adquirida en el proceso de la fabricación del biodiesel permitirá en futuros procesos
optimizar el producto resultante teniendo en cuenta la importancia de la preparación previa tanto de la
materia prima (filtrándola antes de ingresarla al reactor), cómo de los reactivos necesarios para la
fractura molecular y sus respectivas proporciones.
La utilización de sensores y actuadores de calidad garantiza la efectividad de la implementación del
control diseñado respecto su aplicación. Al contar con elementos de nivel industrial los errores de
medición se reducen considerablemente, una característica que permite lograr resultados comparables
entre los cálculos matemáticos y las pruebas finales operativas.
94
12. BIBLIOGRAFÍA
[1] E. K. Okoye, C. P. C. Edeh, C. O. Ezumezu, and E. C. Ejiogu, “Biodiesel production from used
cooking oil using controlled reactor plant,” IEEE AFRICON Conf., pp. 1–4, 2013.
[2] W. A. Wali, J. D. Cullen, K. H. Hassan, A. Mason, and A. I. Al-Shamma’A, “Comparison
between Adaptive and Fuzzy logic controllers for advance microwave biodiesel reactor,” in ISCI
2011 - 2011 IEEE Symposium on Computers and Informatics, 2011, pp. 23–28.
[3] A. M. Vivas Castaño, “Estudio y obtención de biodiesel a partir de residuos grasos de origen
bovino,” p. 136, 2010.
[4] J. Oliva-Montes, J. Flores-Rodríguez, R. López-Medina, J. Santos-Camacho, J. Contreras-Ruíz,
and M. Vaca-Mier, “Producción de biodiesel a partir de grasa animal utilizando catálisis
heterogénea,” Rev. Iberoam. Cienc., vol. 2 No5, no. 2013, pp. 93–102, 2015.
[5] J. A. O. Castro, I. Huertas, J. C. F. García, D. Kalenatic, and K. Cadena, “Potential production
bioethanol from the panela cane: dynamics between pollution, food safety and land use,”
Ingeniería, vol. 16, no. 1, pp. 6–26, 2011.
[6] K. Ogata, Sistemas de Control en Tiempo Discreto. 1996.
[7] B. C Kuo, Sistemas de Control Automático. 1996.
[8] K. Ogata, Ingeniería de Control Moderna, vol. 53, no. 9. 2013.
[9] S. Garrido, “Identificación , Estimación y Control de Sistemas No-lineales mediante RGO,”
Control, p. 187, 1999.
[10] A. Ricardo and B. Combariza, “Metodología para la Identificación del Sistema de Excitación de
un Generador Eléctrico de Potencia para propósitos de control,” 2010.
[11] F. Acosta, P. Castro, and E. Cortijo, “Manual de construcción y uso de Reactor para producción de
biodiésel a pequeña escala,” 2008.
[12] P. Nel, T. Castillo, I. Jorge, and E. Porras, “NIVEL Y TEMPERATURA INDEPENDIENTES EN
DOS TANQUES DE LA PLANTA DE PROCESOS ANÁLOGOS,” 2018.
[13] A. (Universidad politécnica de V. Perles, “Empezaar con la Raspberry PI (RPI),” 2017.
[14] I. E. Commission, L. Norma, and N. E. Manufacturer, Normas globales para gabinetes en la
industria eléctrica. .
[15] RETIE, “RETIE resolución 9 0708 de agosto 30 de 2013 con sus ajustes,” 2013.
[16] T. Pbyc, “Trafo PBYC – B: Condiciones Técnicas (Anexo) 1,” 2003, pp. 1–26.
[17] A. Creus, Instrumentación Industrial_Antonio Creus.pdf. 1997.
[18] S. Freud, “Capitulo VII. Sensores,” La Identificación” en Obras Complet. Psicol. …, pp. 108–136,
1979.

95
[19] I. Ingeniería, “Protocolo de metrología para termómetro,” 2017.
[20] UNI-T, “Model UT39A/B/C: OPERATING MANUAL,” 2014.
[21] Vuototecnica, “vaCUÓMETROS Y MaNÓMETROS,” 2002.
[22] CHNSSR, “Three-phase Intelligent AC voltage regulator ( SCR ),” 2017.
[23] Potencia Electromecánica, “¿Cómo funciona un Reductor o Motorreductor?,” 18 De Junio, 2013.
[Online]. Available: http://www.potenciaelectromecanica.com/calculo-de-un-motorreductor/.
[24] J. Pérez, “Las variables en el método científico,” Rev Soc Quím Perú, vol. 3, no. 73, pp. 171–177,
2007.
[25] M. M. Alberdi, Manejo básico de Matlab. 2008.
[26] L. Ljung, “System identification toolbox,” Matlab user’s Guid., vol. 1, p. 237, 2011.
[27] B. A. Fitzpatrick, “ISA 101 and HMI Workshop,” MESA Int., pp. 1–104, 2012.
[28] M. E. Hawrylo, “ISA101, Human Machine Interfaces: Applying ISA101 Concepts to Existing
HMI Applications,” ISA Mag., p. 34, 2015.
[29] Laboratory_National_Renewable_Energy, Biodiesel handling and use Guide, no. November. 2009.
[30] E. Alberto and B. Pereira, “Diseño del proceso de producción del biodiesel a partir de aceites de
fritura,” 2014.
[31] G. Mendow, N. S. Veizaga, B. S. Sánchez, and C. A. Querini, “Bioresource Technology Biodiesel
production by two-stage transesterification with ethanol by washing with neutral water and water
saturated with carbon dioxide,” Bioresour. Technol., vol. 118, pp. 598–602, 2012.
[32] I. Rivera, G. Villanueva, and G. Sandoval, “Producción de biodiesel a partir de residuos grasos
animales por vía enzimática,” Grasas y Aceites, vol. 60, no. 5, pp. 470–476, 2009.
[33] C. T. TOVAR, L. T. BENÍTEZ, Á. V. ORTIZ, and L. M. RODRÍGUEZ, “OBTENCIÓN DE
BIODIESEL A PARTIR DE DIFERENTES TIPOS DE GRASA RESIDUAL DE ORIGEN
ANIMAL,” Luna Azul, no. 34, pp. 240–256, 2012.
[34] t3quimica, “Metanol (Alcohol Metílico): Hoja de datos de seguridad,” 2017.

96
13. ANEXOS Anexo 1: Planos eléctricos del reactor multipropósito

97

98

99

100

101

102
Anexo 2. Manual de Usuario.

103

104

105

106

107
Anexo 3. Programación del PLC
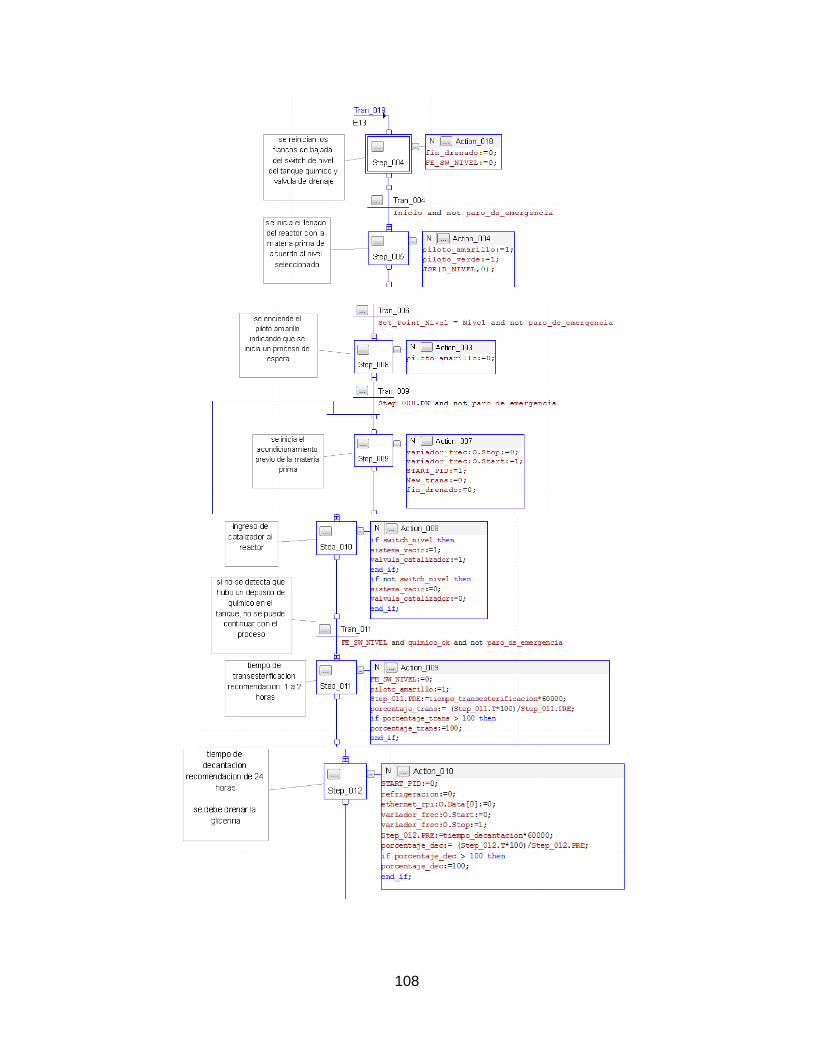
108

109

110
Anexo 4. Manual de seguridad del Alcohol Metílico (Metanol)
111

112
113

114
Anexo 5. Manual de seguridad del Hidróxido de Sodio (NaOH)

115

116
117

118

119

120
Anexo 6. Diagrama P&ID del reactor (Norma ISA 5.1)


















