
NOTAS DE DISEÑO AVANZADO - … · 2.2 RAZONES PARA AUTOMATIZAR 24 ... 4.9 REDES DE PETRI...
137
Diseño Avanzado 1 Luis Edo García Jaimes Luis Edo García Jaimes NOTAS DE DISEÑO AVANZADO Institución Universitaria de Envigado 2017
Transcript of NOTAS DE DISEÑO AVANZADO - … · 2.2 RAZONES PARA AUTOMATIZAR 24 ... 4.9 REDES DE PETRI...
Diseño Avanzado 1
Luis Edo García Jaimes
Luis Edo García Jaimes
NOTAS DE DISEÑO AVANZADO
Institución Universitaria de Envigado
2017
Diseño Avanzado 2
Luis Edo García Jaimes
TABLA DE CONTENIDO
1. LA EMPRESA PRODUCTIVA 6
1.1. TIPOS DE EMPRESAS 7
1.1.1. Según el Sector de Actividad 7
1.1.2 Según el Tamaño. 7
1.1.3 Según la Propiedad del Capital 9
1.1.4 Departamentos de una empresa 9
1.1.5 Actividad de una empresa 9
1.2 EL PROCESO PRODUCTIVO 10
1.3 ETAPAS DEL PROCESO DE PRODUCCIÓN 11
1.3.1 Acopio/ etapa analítica 11
1.3.2 Producción/ etapa de síntesis 11
1.3.3 Procesamiento/ etapa de acondicionamiento 11
1.4 TIPOS DE PROCESO DE PRODUCCIÓN 11
1.4.1 Producción bajo pedido 11
1.4.2 Producción por lotes 12
1.4.3 Producción en masa 12
1.4.4 Producción continua 12
1.4.5 Producción Justo a Tiempo (JUST IN TIME) 12
1.4.6 Producción por encargo o pedido 14
1.5 UBICACIÓN DE LOS PROCESOS 14
1.5.1 Producto en posición fija 14
1.5.2 Por clases de procesos 15
1.5.3 En flujo de producto 15
1.5.4 Por tecnología de grupo 16
2. LA AUTOMATIZACIÓN INDUSTRIAL 17
2.1 ESTRUCTURA DE LA AUTOMATZACIÓN 20
2.1.1 La automatización fija 21
2.1.2 La automatización programable 21
2.1.3 La automatización flexible 22
Diseño Avanzado 3
Luis Edo García Jaimes
2.1.4 La automatización total 22
2.1.5 Automatización integrada 22
2.2 RAZONES PARA AUTOMATIZAR 24
2.3 ETAPAS DE UN PROYECTO DE AUTOMATIZACIÓN INDUSTRIAL 24
2.3.1 Etapa I (Definición del proyecto) 24
2.3.2 Etapa II (Definición General de dispositivos de campo) 24
2.3.3 Etapa III (Especificación y selección del controlador) 24
2.3.4 Etapa IV (Selección de dispositivos de campo) 25
2.3.5 Etapa V (Programación del PLC) 25
2.3.6 Etapa VI (Comunicación, SCADA y HMI) 26
2.4 VENTAJAS E INCONVENIENTES DE LA AUTOMATIZACIÓN 26
2.5 ELEMENTOS DE LA AUTOMATIZACIÓN 27
2.5.1 Mecánica 27
2.5.2 Eléctrica 28
2.5.3 Tecnología Electrónica 28
2.5.4 Neumática y electro-neumática 28
2.5.5 Hidráulica y electro-hidráulica 28
2.5.6 Aplicaciones de Control e Informática Industrial 28
2.6 NIVELES DE LA AUTOMATIZACIÓN 29
2.6.1 Nivel de Acción / Sensado (nivel de célula) 29
2.6.2 Nivel de Control (nivel de campo) 29
2.6.3 Nivel de Supervisión (nivel de planta) 30
2.6.4 Nivel de Gestión (nivel de fábrica) 30
2.7 IDENTIFICACIÓN DE PROBLEMAS DE AUTOMATIZACIÓN 31
2.8 PROCEDIMIENTO BÁSICO PARA PLANEAR UNA
AUTOMATIZACIÓN
33
2.8.1 Análisis del proceso 33
2.8.2 Subdividir el proceso en áreas y tareas 34
2.8.3 Describir el funcionamiento de las diferentes áreas 36
2.8.4 Listado de entradas y salidas 38
2.8.5 Definir los requerimientos de seguridad 39
Diseño Avanzado 4
Luis Edo García Jaimes
2.8.6 Describir los elementos necesarios para manejo y monitoreo 40
2.8.7 Crear un esquema de configuración 40
2.9 AHORROS QUE PRODUCE LA AUTOMATIZACIÓN 41
2.10 ALGUNOS EGRESOS QUE PRODUCE LA AUTOMATIZACIÓN 42
2.10.1 Valor actual neto (VAN) 44
2.10.2 Tasa Interna de Retorno (TIR) 48
2.10.3 Relación beneficio/costo 49
2.10.4 Periodo de Recuperación de la Inversión (PRI) 49
3 DISTRIBUCIÓN DE PLANTA Y DIAGRAMAS DE RECORRIDO 53
3.1 BENEFICIOS DE LA DISTRIBUCIÓN EN PLANTA 53
3.2 OBJETIVOS DE LA DISTRIBUCIÓN EN PLANTA 54
3.3 ¿CUÁNDO ES NECESARIA UNA NUEVA DISTRIBUCIÓN? 57
3.4 FACTORES QUE INFLUYEN EN LA SELECCIÓN DE LA
DISTRIBUCIÓN EN PLANTA
59
3.5 TIPOS BÁSICOS DE DISTRIBUCIÓN EN PLANTA DE LOS
MEDIOS DE
61
3.5.1 Distribución por posición fija 62
3.5.2 Distribución en cadena, en serie, en línea o por producto 63
3.5.3 Distribución por proceso, por función o por secciones 63
3.5.4 Células de trabajo o células de fabricación flexible 64
3.6 VENTAJAS E INCONVENIENTES DE LAS DISTINTAS
DISTRIBUCIONES
67
3.6.1 Distribución de posición fija 68
3.6.2 Distribución orientada a producto: 68
3.6.3 Distribución orientada a proceso: 68
3.7 PRINCIPIOS BÁSICOS DE LA DISTRIBUCIÓN DE PLANTA 69
3.8 CRITERIOS PARA REALIZAR LA DISTRIBUCIÓN DE PLANTA 70
3.8.1 Método de la carta viajera (Costo del transporte) 71
3.8.2 Método de la Tabla de Preferencia. (Prioridad de cercanía) 81
4. REDES DE PETRI 92
4.1. DEFINICIÓN Y CONCEPTOS 92
Diseño Avanzado 5
Luis Edo García Jaimes
4.2. DEFINICIÓN FORMAL DE UNA RED DE PETRI 94
4.3. REGLAS DE EVOLUCIÓN DE MARCADO. 96
4.4. REPRESENTACIÓN MATRICIAL DE UN RED DE PETRI 99
4.4.1. Matriz de incidencia previa 99
4.4.2. Matriz de incidencia posterior 99
4.4.3. Matriz de incidencia 100
4.4.4. Evolución del marcaje 101
4.5 SEMÁNTICA DE LAS REDES DE PETRI 102
4.6 ESTRUCTURAS BÁSICAS DE LAS REDES DE PETRI 103
4.7 ÁRBOL DE ALCANZABILIDAD DE UNA REDE DE PETRI 104
4.7.1 Árbol de alcanzabilidad: máquina de testigos (marcas) 106
4.7.2 Árbol de alcanzabilidad finito 107
4.8 REDES DE PETRI Y AUTOMATIZACIÓN INDUSTRIAL 107
4.9 REDES DE PETRI INTERPRETADAS 114
Diseño Avanzado 6
Luis Edo García Jaimes
1. LA EMPRESA PRODUCTIVA
Una empresa productiva es un ente socio económico capaz de adecuar
parcialmente dos flujos esenciales que concurren en el mercado: producción y
consumo. Por un lado, por medio de estudios de mercado, determina las
necesidades del consumidor y le transfiere los productos que demanda y, por otro,
produce los productos que le va a trasferir. Hay otras empresas, de servicios, en las
que los productos se sustituyen por servicios.
Por un lado, por medio de estudios de mercado, determina las necesidades del
consumidor y le transfiere los productos que demanda y, por otro, produce los
productos que le va a trasferir.
Producir: consiste en incrementar la utilidad de los bienes para satisfacer
necesidades humanas. Ello implica realizar todas las operaciones necesarias para
poner un bien a disposición del consumidor (adquisición de materia prima,
transformación, almacenamiento y transporte de los bienes para distribuirlos y
venderlos en el momento y lugar adecuados).
La utilidad total de un bien se puede descomponer en cuatro tipos de utilidades
que van añadiendo valor al bien:
Utilidad de forma: al transformar las materias primas en productos con la forma
y cualidades que el consumidor desea.
Utilidad de lugar: al situar el producto en lugar cercano y cómodo para el
consumidor.
Utilidad de tiempo: al permitir que el producto esté a disposición del cliente en
el momento que lo necesite.
Utilidad de propiedad: al facilitar la formalización de la venta y la entrega del
producto al cliente, con el consiguiente traspaso de su propiedad.
Diseño Avanzado 7
Luis Edo García Jaimes
La función productiva se encarga de crear la utilidad de forma (transformación de
materias primas en productos) mientras que del resto de utilidades se ocupa la
función de Mercadeo.
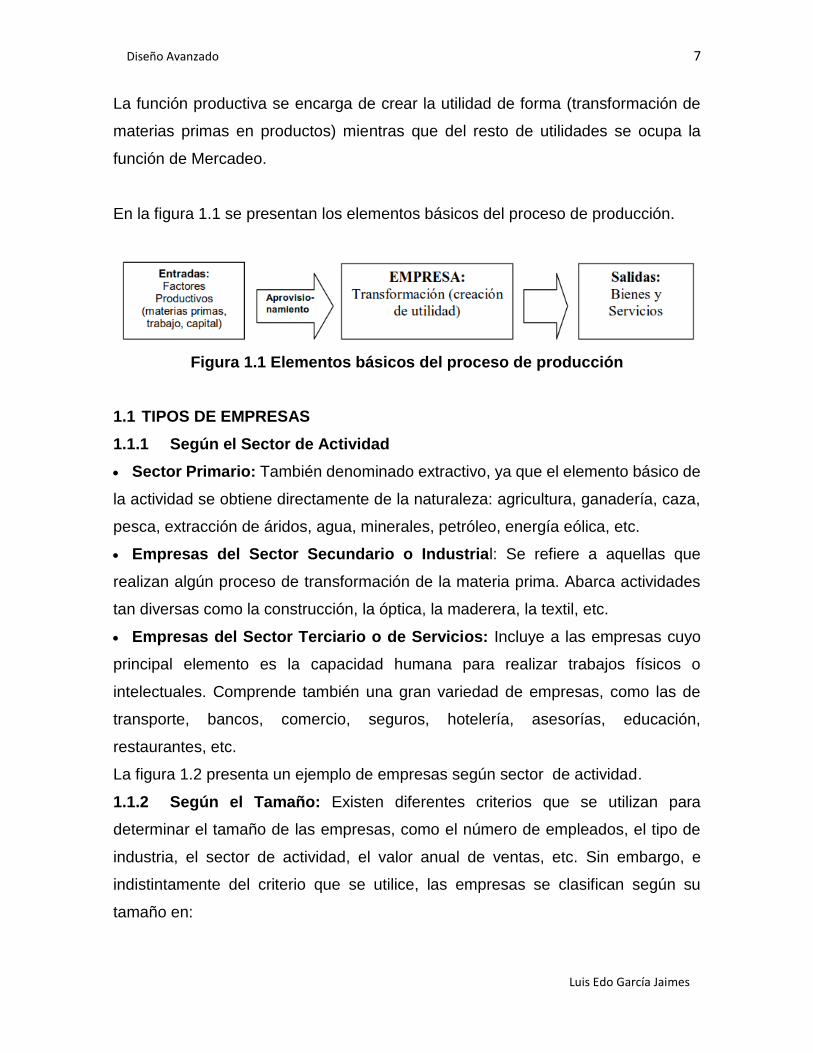
En la figura 1.1 se presentan los elementos básicos del proceso de producción.
Figura 1.1 Elementos básicos del proceso de producción
1.1 TIPOS DE EMPRESAS
1.1.1 Según el Sector de Actividad
Sector Primario: También denominado extractivo, ya que el elemento básico de
la actividad se obtiene directamente de la naturaleza: agricultura, ganadería, caza,
pesca, extracción de áridos, agua, minerales, petróleo, energía eólica, etc.
Empresas del Sector Secundario o Industrial: Se refiere a aquellas que
realizan algún proceso de transformación de la materia prima. Abarca actividades
tan diversas como la construcción, la óptica, la maderera, la textil, etc.
Empresas del Sector Terciario o de Servicios: Incluye a las empresas cuyo
principal elemento es la capacidad humana para realizar trabajos físicos o
intelectuales. Comprende también una gran variedad de empresas, como las de
transporte, bancos, comercio, seguros, hotelería, asesorías, educación,
restaurantes, etc.
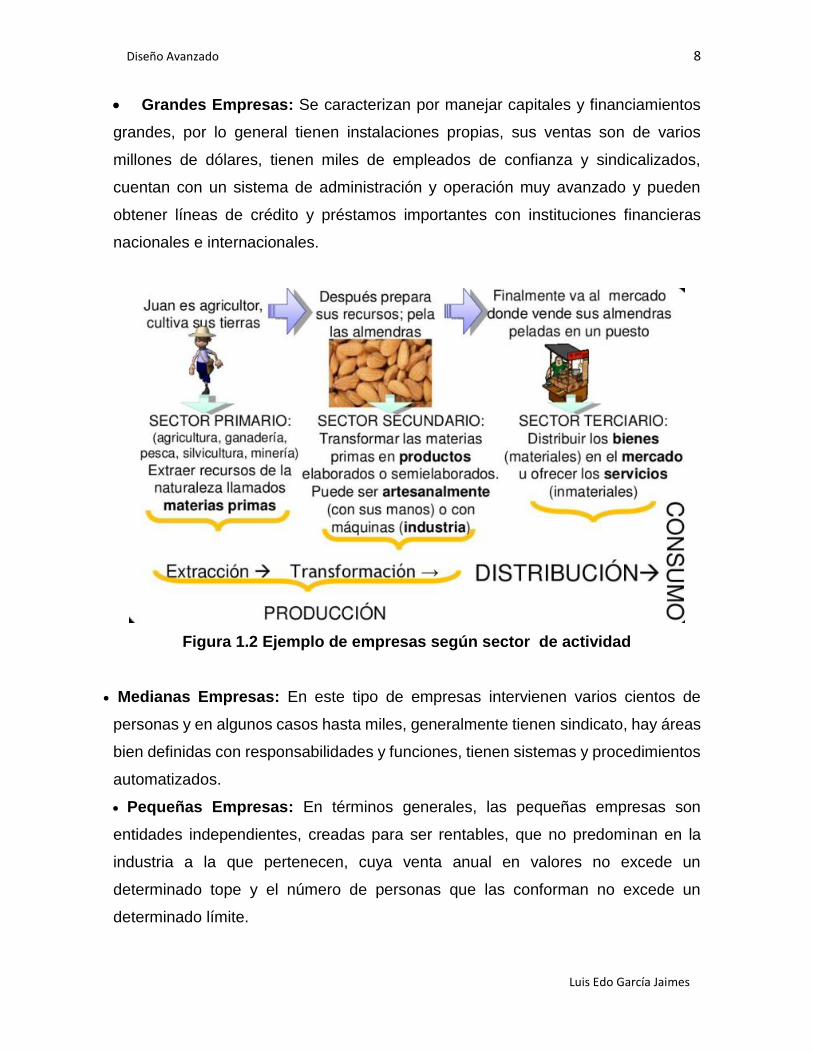
La figura 1.2 presenta un ejemplo de empresas según sector de actividad.
1.1.2 Según el Tamaño: Existen diferentes criterios que se utilizan para
determinar el tamaño de las empresas, como el número de empleados, el tipo de
industria, el sector de actividad, el valor anual de ventas, etc. Sin embargo, e
indistintamente del criterio que se utilice, las empresas se clasifican según su
tamaño en:
Diseño Avanzado 8
Luis Edo García Jaimes
Grandes Empresas: Se caracterizan por manejar capitales y financiamientos
grandes, por lo general tienen instalaciones propias, sus ventas son de varios
millones de dólares, tienen miles de empleados de confianza y sindicalizados,
cuentan con un sistema de administración y operación muy avanzado y pueden
obtener líneas de crédito y préstamos importantes con instituciones financieras
nacionales e internacionales.
Figura 1.2 Ejemplo de empresas según sector de actividad
Medianas Empresas: En este tipo de empresas intervienen varios cientos de
personas y en algunos casos hasta miles, generalmente tienen sindicato, hay áreas
bien definidas con responsabilidades y funciones, tienen sistemas y procedimientos
automatizados.
Pequeñas Empresas: En términos generales, las pequeñas empresas son
entidades independientes, creadas para ser rentables, que no predominan en la
industria a la que pertenecen, cuya venta anual en valores no excede un
determinado tope y el número de personas que las conforman no excede un
determinado límite.
Diseño Avanzado 9
Luis Edo García Jaimes
Microempresas: Por lo general, la empresa y la propiedad son de propiedad
individual, los sistemas de fabricación son prácticamente artesanales, la maquinaria
y el equipo son elementales y reducidos, los asuntos relacionados con la
administración, producción, ventas y finanzas son elementales y reducidos y el
director o propietario puede atenderlos personalmente.
1.1.3 Según la Propiedad del Capital: Se refiere a si el capital está en poder de
los particulares, de organismos públicos o de ambos. En sentido se clasifican en:
Empresa Privada: La propiedad del capital está en manos privadas.
Empresa Pública: Es el tipo de empresa en la que el capital le pertenece al
Estado, que puede ser Nacional, Provincial o Municipal.
Empresa Mixta: Es el tipo de empresa en la que la propiedad del capital es
compartida entre el Estado y los particulares.
1.1.4 Departamentos de una empresa: La empresa se articula en
departamentos o secciones de los que los más importantes tradicionalmente son
los siguientes:
Finanzas
Gestión
Compras
Almacén de materias primas
Producción
Almacén de productos terminados
Ventas
Todos estos departamentos no son, ni mucho menos, los únicos existentes sino que
a su vez se articulan en otros departamentos y secciones que en función del tamaño
de la empresa pueden ser de mayor o menor complejidad. Los nombrespueden
cambiar según sea el contexto en que se enmarque o se estudie la empresa.
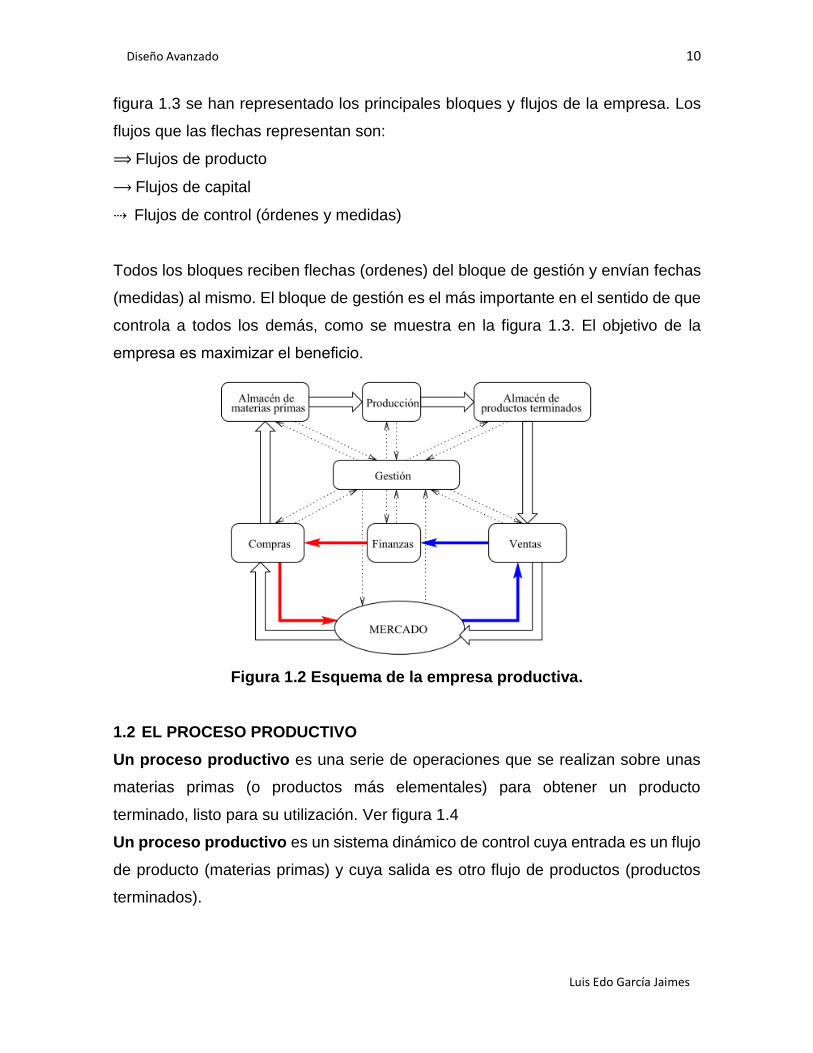
1.1.5 Actividad de una empresa: La actividad de la empresa se puede
representar por medio de un diagrama de bloques en el que los bloques son los
procesos y las fechas son los flujos de entrada y salida de cada proceso. En la
Diseño Avanzado 10
Luis Edo García Jaimes
figura 1.3 se han representado los principales bloques y flujos de la empresa. Los
flujos que las flechas representan son:
⟹ Flujos de producto
⟶ Flujos de capital
⇢ Flujos de control (órdenes y medidas)
Todos los bloques reciben flechas (ordenes) del bloque de gestión y envían fechas
(medidas) al mismo. El bloque de gestión es el más importante en el sentido de que
controla a todos los demás, como se muestra en la figura 1.3. El objetivo de la
empresa es maximizar el beneficio.
Figura 1.2 Esquema de la empresa productiva.
1.2 EL PROCESO PRODUCTIVO
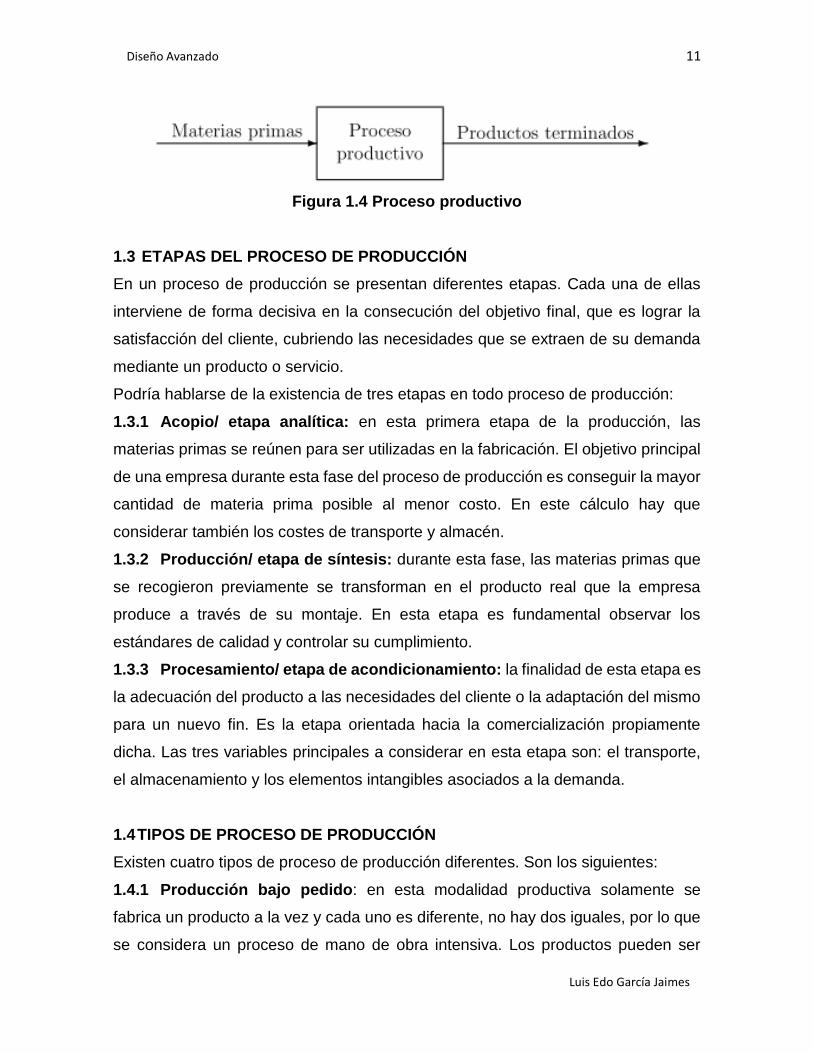
Un proceso productivo es una serie de operaciones que se realizan sobre unas
materias primas (o productos más elementales) para obtener un producto
terminado, listo para su utilización. Ver figura 1.4
Un proceso productivo es un sistema dinámico de control cuya entrada es un flujo
de producto (materias primas) y cuya salida es otro flujo de productos (productos
terminados).
Diseño Avanzado 11
Luis Edo García Jaimes
Figura 1.4 Proceso productivo
1.3 ETAPAS DEL PROCESO DE PRODUCCIÓN
En un proceso de producción se presentan diferentes etapas. Cada una de ellas
interviene de forma decisiva en la consecución del objetivo final, que es lograr la
satisfacción del cliente, cubriendo las necesidades que se extraen de su demanda
mediante un producto o servicio.
Podría hablarse de la existencia de tres etapas en todo proceso de producción:
1.3.1 Acopio/ etapa analítica: en esta primera etapa de la producción, las
materias primas se reúnen para ser utilizadas en la fabricación. El objetivo principal
de una empresa durante esta fase del proceso de producción es conseguir la mayor
cantidad de materia prima posible al menor costo. En este cálculo hay que
considerar también los costes de transporte y almacén.
1.3.2 Producción/ etapa de síntesis: durante esta fase, las materias primas que
se recogieron previamente se transforman en el producto real que la empresa
produce a través de su montaje. En esta etapa es fundamental observar los
estándares de calidad y controlar su cumplimiento.
1.3.3 Procesamiento/ etapa de acondicionamiento: la finalidad de esta etapa es
la adecuación del producto a las necesidades del cliente o la adaptación del mismo
para un nuevo fin. Es la etapa orientada hacia la comercialización propiamente
dicha. Las tres variables principales a considerar en esta etapa son: el transporte,
el almacenamiento y los elementos intangibles asociados a la demanda.
1.4 TIPOS DE PROCESO DE PRODUCCIÓN
Existen cuatro tipos de proceso de producción diferentes. Son los siguientes:
1.4.1 Producción bajo pedido: en esta modalidad productiva solamente se
fabrica un producto a la vez y cada uno es diferente, no hay dos iguales, por lo que
se considera un proceso de mano de obra intensiva. Los productos pueden ser
Diseño Avanzado 12
Luis Edo García Jaimes
hechos a mano o surgir como resultado de la combinación de fabricación manual e
interacción de máquinas y/o equipos.
1.4.2 Producción por lotes: se produce una pequeña cantidad de productos
idénticos con la frecuencia que sea necesario. Podría considerarse como un
proceso de producción intensivo en mano de obra, pero no suele ser así, ya que lo
habitual es incorporar patrones o plantillas que simplifican la ejecución. Las
máquinas se pueden cambiar fácilmente para producir un lote de un producto
diferente, si se plantea la necesidad.
1.4.3 Producción en masa: es como se denomina a la manufactura de cientos de
productos idénticos, por lo general en una línea de fabricación. Este proceso de
producción, a menudo, implica el montaje de una serie de sub-conjuntos de
componentes individuales y, generalmente, gran parte de cada tarea se halla
automatizada lo que permite utilizar un número menor de trabajadores sin perjuicio
de la fabricación de un elevado número de productos.
1.4.4 Producción continua: permite fabricar muchos miles de productos idénticos
y, a diferencia de la producción en masa, en este caso la línea de producción se
mantiene en funcionamiento 24 horas al día, siete días a la semana. De esta forma
se consigue maximizar el rendimiento y eliminar los costes adicionales de arrancar
y parar el proceso de producción, está altamente automatizado y requieren pocos
trabajadores.
1.4.5 Producción Justo a Tiempo (JUST IN TIME). Más que un sistema de
producción es considerado como una verdadera filosofía. Esta filosofía lleva a cabo
todo proceso de fabricación con dos estrategias básicas:
Eliminar toda actividad innecesaria o fuente de despilfarro, por lo que intenta
desarrollar el proceso de producción utilizando un mínimo de personal,
materiales, espacio y tiempo.
Fabricar solo lo que se necesite, en el momento en que se necesite y con la
máxima calidad posible.
Las metas planteadas en una fabricación “Justo a Tiempo”, se fundamentanen la
teoría de los cinco ceros:
Diseño Avanzado 13
Luis Edo García Jaimes
Cero Defectos: Se parte de un concepto de calidad total, incorporando ésta desde
la etapa de diseño del producto y continuando en todo su proceso de fabricación.
Se crean programas participativos con incentivos que promuevan mejoras de la
calidad, se emplean programas permanentes de mantenimiento preventivo, y, por
último se lleva a cabo una comprobación continua de la línea de producción
mediante sistemas automáticos y por el propio personal de la factoría.
Cero Averías (o cero tiempo inoperativo): En una empresa que pretenda servir a
sus clientes justo en el momento necesario y justo en la cantidad requerida, y todo
ello sin mantener inventarios, es lógico que cualquier avería de la maquinaria sea
considerada como algo “diabólico” que puede provocar el incumplimiento de los
objetivos. La lucha contra las averías y el tiempo improductivo se facilita mediante
la elección de una distribución en planta adecuada, con programas permanentes y
muy exigentes de mantenimiento productivo y con un personal polivalente, bien
formado y motivado.
Cero Stock: Si recurrimos a la famosa analogía que compara a la empresa con un
barco que navega tranquilamente por un río plagado de rocas (problemas), un nivel
adecuado de los inventarios (nivel de agua), podrá conseguir que la empresa
“navegue” plácidamente. Sin embargo, la filosofía “Justo a Tiempo” lucha contra
cualquier política de empresa que implique mantener altos inventarios, al considerar
a los stocks como el derroche más dañino, como la estrategia de confort que hay
que empezar a abandonar ya que, además de los costes que implican, vienen a
disimular diversos problemas, tales como: incertidumbres de las entregas de los
proveedores, paradas de máquinas, falta de calidad, rupturas de stocks, demanda
incierta, cuellos de botella en recursos clave, etc., evitando de esta forma que
podamos luchar contra ellos y buscar así su solución definitiva.
Cero Plazos: En un entorno competitivo como el nuestro, las empresas que
comercialicen primero gozarán de la oportunidad de establecer el liderazgo de su
marca. Además, para poder reducir los niveles de stocks y conseguir flexibilidad
para adaptarse a los cambios de la demanda, es preciso reducir el ciclo de
fabricación de los productos. Por tanto, es crítico eliminar al máximo todos los
Diseño Avanzado 14
Luis Edo García Jaimes
tiempos no directamente indispensables, en particular los tiempos de espera, de
preparaciones y de tránsito.
Cero Papel (o cero burocracia): El JIT intenta eliminar, en la medida de lo posible,
cualquier burocracia de la empresa. Además apuesta por captar y distribuir la
información a través de ordenadores que agilicen la captación, actualización,
transmisión y acceso desde las distintas divisiones funcionales a la información
almacenadas en las bases de datos corporativas, lo cual simplifica
considerablemente las tareas administrativas.
1.4.6 También se pueden considerar otros tipos de producción como son:
Producción por encargo o pedido: necesita solicitud del cliente, y se asegura
la venta.
Producción para el mercado: se produce en general para su venta en el
mercado, no estando asegurada la venta.
Producción artesanal: productos diferenciados y en cantidades pequeñas
1.5 UBICACIÓN DE LOS PROCESOS
La disposición de los procesos dentro de la planta de producción es importante por-
que de ella dependen muchos factores del proceso de producción así como la
comodidad del personal, los cableados de alimentación, buses de comunicaciones,
etc.
Tradicionalmente se consideran cuatro posibilidades de ubicación
Producto en posición fija
Por clases de proceso.
En flujo de producto
Por tecnología de grupo
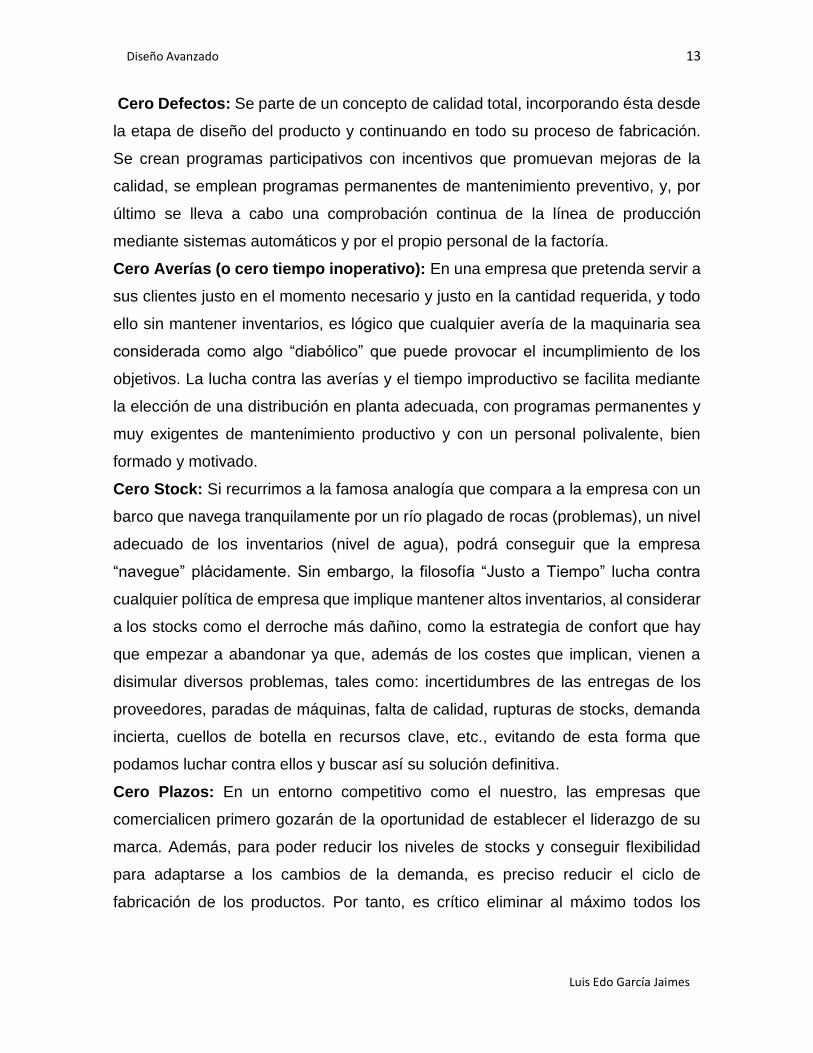
1.5.1 Producto en posición fija: Cuando el producto es muy grande, muy pesado
o, por alguna otra razón, no debe moverse, hay que ubicar las herramientas y los
otros equipos de fabricación en la zona más idónea para, en su momento, incidir en
el producto. A veces se precisa realizar obras e instalaciones especiales para poner
todo en una buena disposición. Es la disposición más indicada en las industrias
naval y aeronáutica.
Diseño Avanzado 15
Luis Edo García Jaimes
Figura 1.5 Producto en posición fija
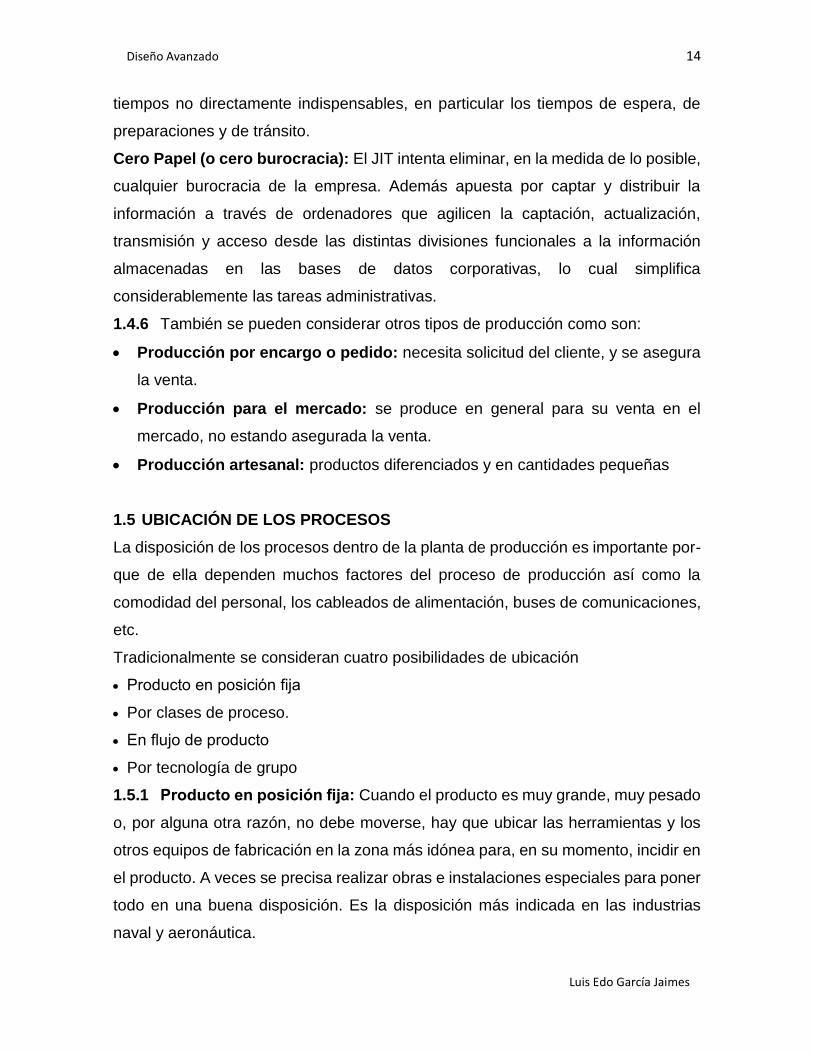
1.5.2 Por clases de procesos: Las máquinas de producción se ubican en zonas
o locales de la fábrica por clases de procesos. En cada zona o local solo se realiza
un proceso. Es una distribución que se implanta mucho para procesos de
mecanizado de piezas: la misma pieza va pasando por las distintas zonas hasta
finalizar su mecanizado.
Figura 1.6 producción por clase de procesos
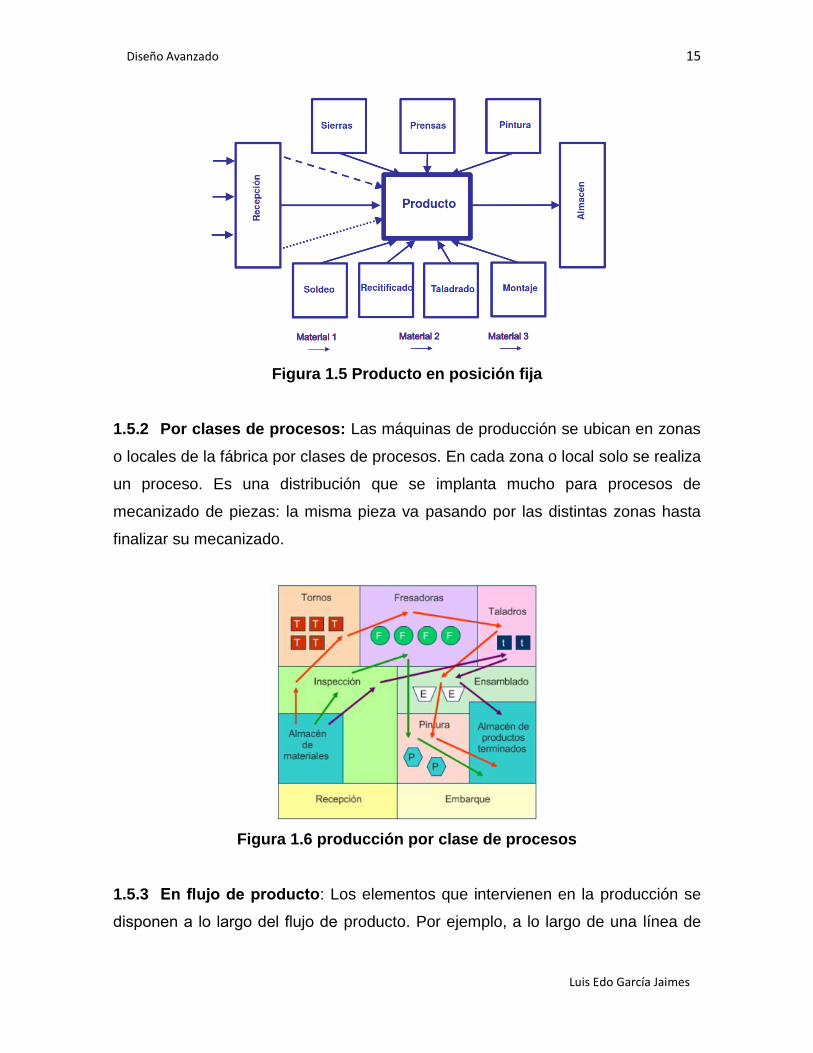
1.5.3 En flujo de producto: Los elementos que intervienen en la producción se
disponen a lo largo del flujo de producto. Por ejemplo, a lo largo de una línea de
Diseño Avanzado 16
Luis Edo García Jaimes
montaje en una fabricación de líneas dedicadas o a lo largo del flujo de producto en
una producción continua. No es fácil hacer cambios en el proceso.
Figura 1.7 Flujo de producto
1.5.4 Por tecnología de grupo: Agrupa máquinas diferentes en centros de trabajo
(o celdas), para trabajar sobre productos que tienen formas y necesidades de
procesamiento similares. La tecnología de grupo, se parece a la distribución por
proceso, ya que se diseñan las celdas para realizar un conjunto de procesos
específicos. También es semejante a la distribución por producto, pues las celdas
se dedican a una gama limitada de productos.
Se basa en clasificar en familias las piezas a fabricar (sin importar el producto en el
que irán montadas) por su semejanza en su diseño y fabricación. Con esto se logra
organizar la producción en dos partes: 1) por clases de procesos, (que fabricaría las
familias de piezas) y 2) en flujo de producto (que fabricaría el resto de las piezas y
haría los montajes pertinentes).
Ejemplo: manufactura de circuitos impresos para computador, confecciones.
Diseño Avanzado 17
Luis Edo García Jaimes
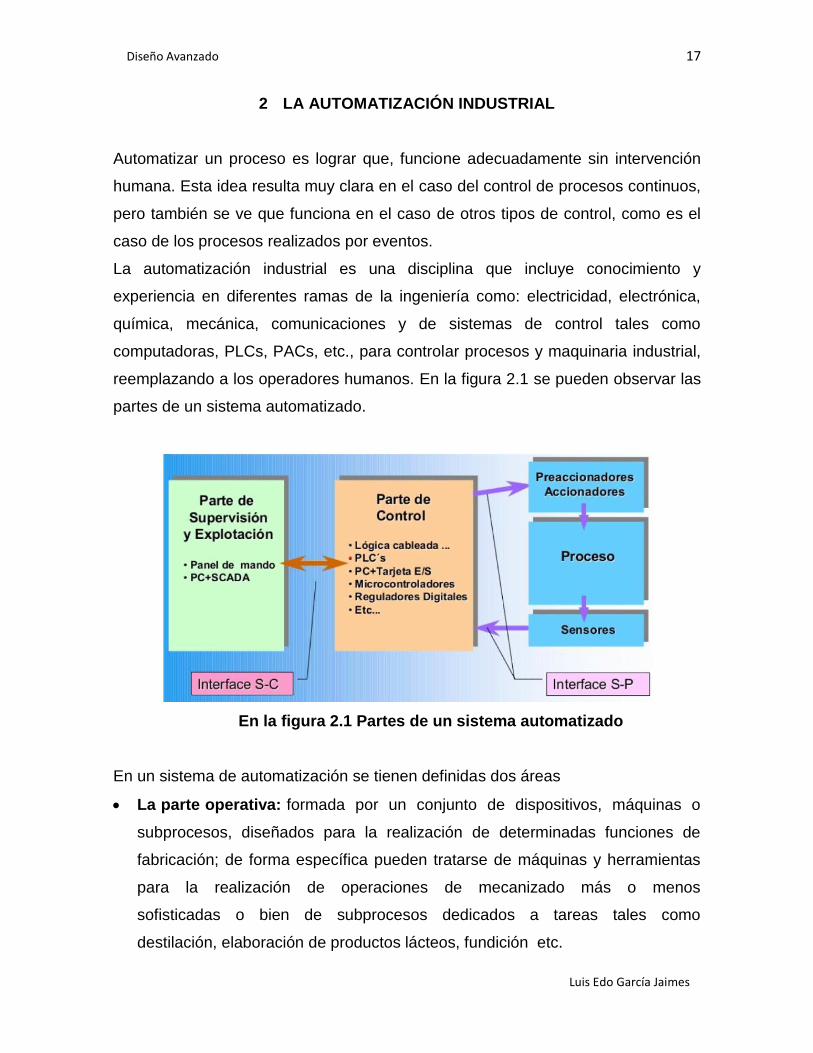
2 LA AUTOMATIZACIÓN INDUSTRIAL
Automatizar un proceso es lograr que, funcione adecuadamente sin intervención
humana. Esta idea resulta muy clara en el caso del control de procesos continuos,
pero también se ve que funciona en el caso de otros tipos de control, como es el
caso de los procesos realizados por eventos.
La automatización industrial es una disciplina que incluye conocimiento y
experiencia en diferentes ramas de la ingeniería como: electricidad, electrónica,
química, mecánica, comunicaciones y de sistemas de control tales como
computadoras, PLCs, PACs, etc., para controlar procesos y maquinaria industrial,
reemplazando a los operadores humanos. En la figura 2.1 se pueden observar las
partes de un sistema automatizado.
En la figura 2.1 Partes de un sistema automatizado
En un sistema de automatización se tienen definidas dos áreas
La parte operativa: formada por un conjunto de dispositivos, máquinas o
subprocesos, diseñados para la realización de determinadas funciones de
fabricación; de forma específica pueden tratarse de máquinas y herramientas
para la realización de operaciones de mecanizado más o menos
sofisticadas o bien de subprocesos dedicados a tareas tales como
destilación, elaboración de productos lácteos, fundición etc.

Diseño Avanzado 18
Luis Edo García Jaimes
La parte de control: que, independientemente de su implementación
tecnológica electrónica, neumática, hidráulica etc., es el sistema encargado de
realizar la coordinación de las distintas operaciones encaminadas a mantener a
la Parte Operativa bajo control. En ella se encuentran los dispositivos de control
propiamente dichos (PLC’s, PAC’s, PC’s Industriales…) que realizan las
acciones de control en conjunto con los actuadores.
El adecuado funcionamiento del sistema se logra mediante el mantenimiento
continuo de un intercambio de información entre la parte Operativa y la parte de
Control o mando. Dicho intercambio se establece a través de los sensores binarios,
transductores analógicos y digitales y los dispositivos de preaccionamiento. A
partir de los dos primeros se recoge información de los valores de las
magnitudes físicas a controlar, así como de sus cambios de estado, enviando
dicha información a la parte de Control para su tratamiento. Tras el tratamiento de
la información se envían acciones de mando a través de los preaccionadores.
En la figura 2.1 se presenta un esquema de las áreas de un sistema de
automatización
Figura 2.1 Áreas de un sistema de automatización
Diseño Avanzado 19
Luis Edo García Jaimes
Un PLC es un dispositivo electrónico con una memoria programable para el
almacenamiento de instrucciones, permitiendo la implementación de tareas
específicas con funciones lógicas, secuenciales, temporizadas, de conteo y
aritméticas y la implementación de algoritmos de control como PI y PID con el objeto
de controlar máquinas y procesos. También se puede definir como un equipo
electrónico, el cual realiza la ejecución de un programa de forma cíclica. Estos
controladores son utilizados en ambientes industriales donde la decisión y la acción
deben ser tomadas en forma muy rápida, para responder en tiempo real. Los PLC
son utilizados donde se requieran tanto controles lógicos como secuenciales o
ambos a la vez.
Un PAC (Programmable Automation Controller) es una tecnología industrial
orientada al control automatizado avanzado, al diseño de equipos para
laboratorios y a la medición de magnitudes análogas. El PAC se refiere al conjunto
formado por un controlador (una CPU típicamente), módulos de entradas y salidas,
y uno o múltiples buses de datos que lo interconectan todo.
Los PAC combinan las mejores características de la PC, incluyendo el procesador,
la RAM y software potente, con la confiabilidad, robustez, y naturaleza distribuida
del PLC.
Un ejemplo de PAC es la combinación del Compact Field Point de National
Instruments y el software de LabVIEW de NI. En conjunto, estos productos ofrecen
una plataforma de control industrial fusionado diseñado con la flexibilidad de una
PC y la confiabilidad del PLC.
Las PC estándar, e incluso algunas computadoras industriales, no ofrecen la
confiabilidad demandada por las aplicaciones de control de automatización
industrial. Las PCs con sistemas operativos estándar y hardware genérico son muy
frágiles y temperamentales como para satisfacer la confiabilidad demandada en
control industrial.
Diseño Avanzado 20
Luis Edo García Jaimes
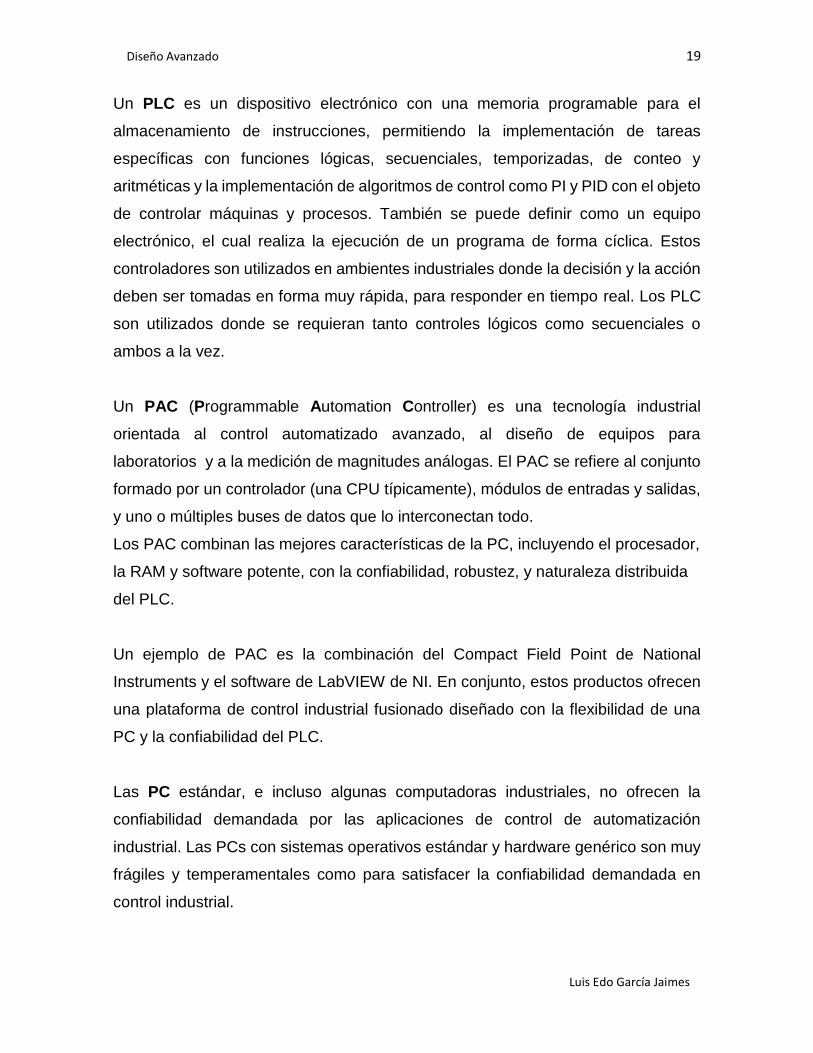
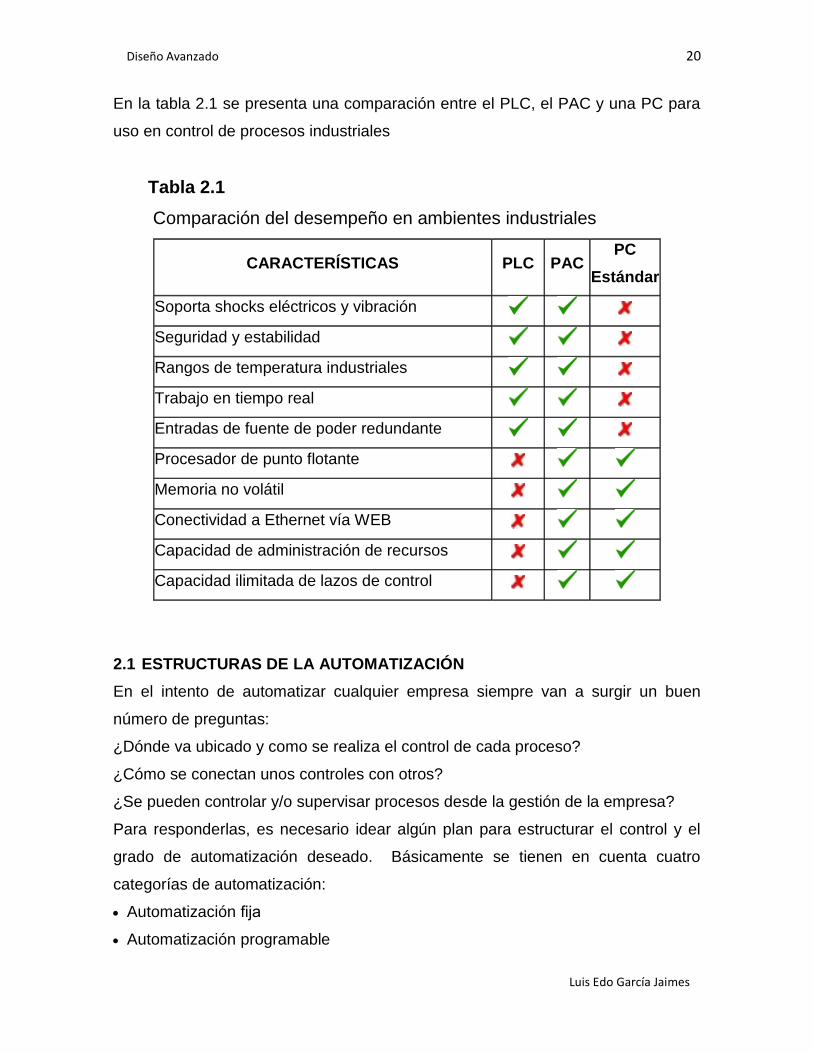
En la tabla 2.1 se presenta una comparación entre el PLC, el PAC y una PC para
uso en control de procesos industriales
Tabla 2.1
Comparación del desempeño en ambientes industriales
CARACTERÍSTICAS PLC PAC PC
Estándar
Soporta shocks eléctricos y vibración
Seguridad y estabilidad
Rangos de temperatura industriales
Trabajo en tiempo real
Entradas de fuente de poder redundante
Procesador de punto flotante
Memoria no volátil
Conectividad a Ethernet vía WEB
Capacidad de administración de recursos
Capacidad ilimitada de lazos de control
2.1 ESTRUCTURAS DE LA AUTOMATIZACIÓN
En el intento de automatizar cualquier empresa siempre van a surgir un buen
número de preguntas:
¿Dónde va ubicado y como se realiza el control de cada proceso?
¿Cómo se conectan unos controles con otros?
¿Se pueden controlar y/o supervisar procesos desde la gestión de la empresa?
Para responderlas, es necesario idear algún plan para estructurar el control y el
grado de automatización deseado. Básicamente se tienen en cuenta cuatro
categorías de automatización:
Automatización fija
Automatización programable
Diseño Avanzado 21
Luis Edo García Jaimes
Automatización flexible
Automatización total
Automatización integrada
2.1.1 La automatización fija: Consiste en una fabricación continua del mismo
producto en grandes cantidades. Se utiliza cuando el volumen de producción es
muy alto y, por tanto, se puede justiciar económicamente el alto costo del diseño de
equipo especializado para procesar el producto, con un rendimiento alto y tasas de
producción elevadas. Un ejemplo típico puede ser la fabricación de automóviles. Un
inconveniente de la automatización fija es que su ciclo de vida depende de la
vigencia del producto en el mercado.
Características:
Está constituida por una secuencia sencilla de operaciones
Requiere una gran inversión debido a la demanda de equipos muy
especializados
Posee unos elevados ritmos de producción
No se adapta a variaciones de la demanda.
2.1.2 La automatización programable: Se Realiza la fabricación de pocos
productos en pequeñas cantidades y costes bajos, permitiendo una fácil
programación y la realización de diferentes tareas. Se emplea cuando el volumen
de producción es relativamente bajo y hay una diversidad de productos a obtener.
En este caso el equipo de producción es diseñado para adaptarse a las variaciones
de configuración del producto y esta adaptación se realiza por medio de Software.
Un ejemplo podría ser la fabricación de diferentes tipos de tornillos bajo pedido.
Características:
Existencia de un periodo previo para la fabricación de los distintos lotes.
Para realizar lotes de productos distintos, se introducen cambios en el
programa y en la disposición física de los elementos.
Se realiza una gran inversión en equipos de aplicación general como por
ejemplo las máquinas de control numérico.
Diseño Avanzado 22
Luis Edo García Jaimes
Un ejemplo de este tipo de automatización son los PLC (Controladores lógicos
programables) y los robots.
2.1.3 La automatización flexible: es más adecuada para un rango de producción
medio. Los sistemas flexible poseen características de la automatización fija y de la
automatización programada. Suelen estar constituidos por una serie de estaciones
de trabajo interconectadas entre sí por sistemas de almacenamiento y manipulación
de materiales, controlados en su conjunto por una computadora.
Características:
Equipos de propósito general más específicos o sofisticados que la anterior
Producciones medias
Alta inversión en equipos a medida.
Producción continua de mezclas variables de productos.
Flexibilidad para acomodar variaciones en el diseño del producto.
2.1.4 La automatización total: es aquella en la que, idealmente, la fabricación se
realizaría sin intervención humana.
2.1.5 Automatización integrada: Su objetivo es la integración dentro del sistema
productivo de los distintos tipos de automatización.
Características
Se reduce el tamaño de los lotes
Existe una mayor diversificación del producto en muchos casos superior a la
automatización flexible.
Permite agilizar los plazos de entrega del producto.
Su implantación está justificada en procesos de producción discretos y en
continuos. Por ejemplo tiene una gran implantación en industrias químicas.
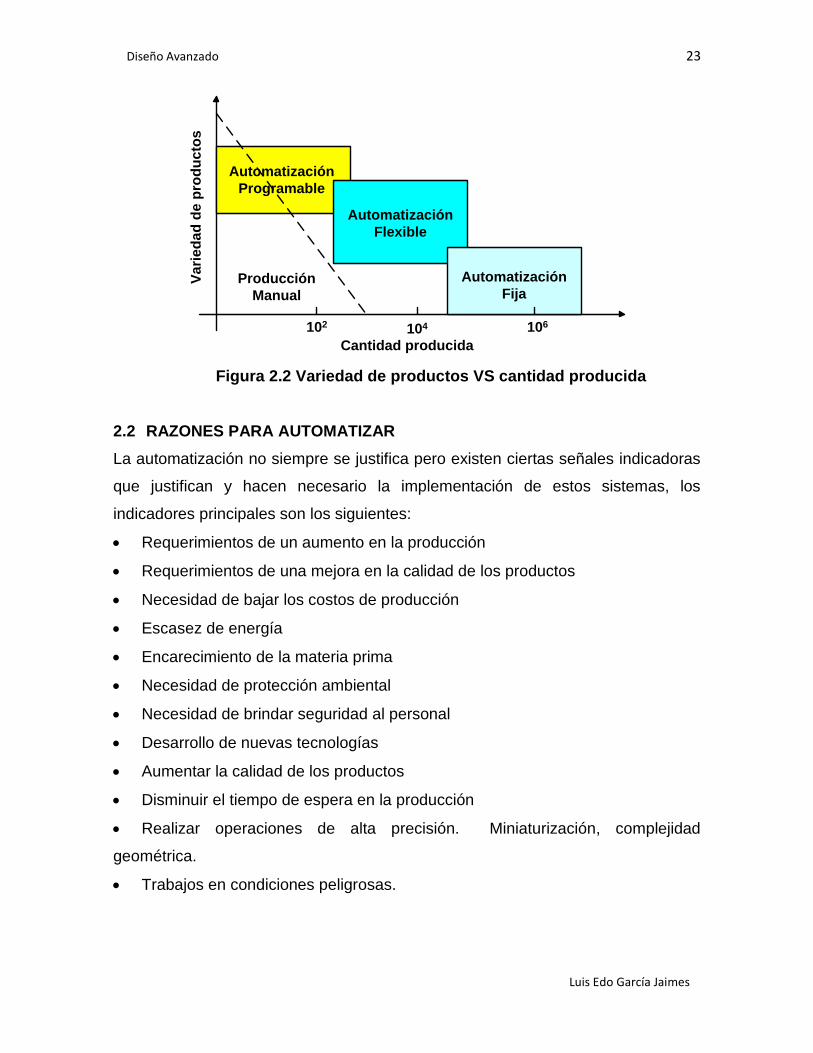
En la figura 2.2 se muestra una comparación entre la cantidad de productos y la
variedad de los mismos en cada tipo de automatización
Diseño Avanzado 23
Luis Edo García Jaimes
102 104 106
Cantidad producida
Va
rie
da
d d
e p
rod
uc
tos
Automatización
Programable
Automatización
Flexible
Automatización
FijaProducción
Manual
Figura 2.2 Variedad de productos VS cantidad producida
2.2 RAZONES PARA AUTOMATIZAR
La automatización no siempre se justifica pero existen ciertas señales indicadoras
que justifican y hacen necesario la implementación de estos sistemas, los
indicadores principales son los siguientes:
Requerimientos de un aumento en la producción
Requerimientos de una mejora en la calidad de los productos
Necesidad de bajar los costos de producción
Escasez de energía
Encarecimiento de la materia prima
Necesidad de protección ambiental
Necesidad de brindar seguridad al personal
Desarrollo de nuevas tecnologías
Aumentar la calidad de los productos
Disminuir el tiempo de espera en la producción
Realizar operaciones de alta precisión. Miniaturización, complejidad
geométrica.
Trabajos en condiciones peligrosas.
Diseño Avanzado 24
Luis Edo García Jaimes
2.3 ETAPAS DE UN PROYECTO DE AUTOMATIZACIÓN INDUSTRIAL
La automatización de un proceso conlleva una serie de etapas y actividades que se
deben realizar para lograr los resultados esperados. A continuación un ejemplo de
las etapas que componen un proyecto de automatización industrial:
2.3.1 Etapa I (Definición del proyecto)
Actividades a realizar:
Estudiar la viabilidad financiera y técnica del proceso a automatizar.
Documentación:
Descripción del proceso
Esquema del proceso
Descripción de mejoras cualitativas
2.3.2 Etapa II (Definición General de dispositivos de campo)
Actividades a realizar:
Identificar tipo de sensores y actuadores necesarios para la totalidad del
proceso, especificando si son digitales o analógicos y que variables miden o
accionan.
Calcular la cantidad necesaria de E/S digitales y analógicas para seleccionar
luego el controlador.
Identificar los elementos HMI necesarios. Descripción general de tableros de
comando, PC´s y otros elementos HMI a colocar.
Identificar las interfaces de comunicación necesarias en cada dispositivo.
Documentación:
Esquema de ubicación de dispositivos de campo.
Descripción general de HMI
Listado de E/S y funciones de comunicación.
2.3.3 Etapa III (Especificación y selección del controlador)
Actividades a realizar:
Especificar las características técnicas del controlador necesario
Realizar la gestión técnica de compras. Realizar la comparación entre los
productos seleccionados indicando los pros y los contras de cada uno, teniendo
en cuenta las funciones adicionales que ofrecen.
Diseño Avanzado 25
Luis Edo García Jaimes
Documentación:
Especificaciones técnicas.
Documentación de compras.
Listado de marcas y modelos disponibles
Preselección de productos
Ficha técnica de cada producto seleccionado
2.3.4 Etapa IV (Especificación y Selección de dispositivos de campo)
Actividades a realizar:
Especificar las características técnicas de cada uno de estos elementos de
acuerdo a la aplicación. Este es el tipo de documentación que se envía al sector
de compras para la adquisición de los equipos.
Realizar la gestión técnica de compras de estos elementos.
Realizar la comparación entre los productos seleccionados indicando los pros y
los contras de cada uno igual que como se hizo con el controlador.
Documentación:
Para cada uno de los elementos:
Especificación técnica.
Documentación de compras.
Listado de marcas y modelos disponibles.
Preselección de productos.
Ficha técnica de cada producto.
2.3.5 Etapa V (Programación del PLC)
Actividades a realizar:
Seleccionar el lenguaje más adecuado para la aplicación específica (ladder o
grafcet).
Descripción detallada de las funciones que se automatizan, mediante diagrama
de flujo, diagrama temporal, etc.
Incluir un listado de todas las variables internas utilizadas , indicando su
funciones y sus estados.
Documentación
Esquema de conexionado de entradas y salidas.
Diseño Avanzado 26
Luis Edo García Jaimes
Descripción de funciones a programar
Descripción del programa.
Listado de instrucciones
Listado de variables utilizadas.
Medio magnético con el programa.
2.3.6 Etapa VI (Comunicación, SCADA y HMI)
Actividades a realizar:
Definición de las necesidades de comunicación con otros automatismos y con
sistemas de supervisión, gestión y mantenimiento. Se debe indicar en cada caso
para que se realiza la comunicación y cuál es la interface utilizada (lo mínimo a
definir es el medio físico, el protocolo y los equipos necesarios).
Definición de las necesidades de supervisión. Descripción de las pantallas
necesarias para la operación y mantenimiento (esta descripción se debe realizar
en forma de esquema como documento de base para quien deba programar las
pantallas).
Selección del software de supervisión a utilizar.
Documentación
Esquemas de las pantallas de supervisión.
Descripción de las necesidades de comunicación
Selección de un software de supervisión comercial.
2.4 VENTAJAS E INCONVENIENTES DE LA AUTOMATIZACIÓN
La automatización de un proceso frente al control manual del mismo proceso, brinda
ciertas ventajas y beneficios de orden económico, social, y tecnológico, pero
también puede generar algunas desventajas que se deben tener en cuenta al
momento de tomar la decisión de automatizar un proceso.
Entre las ventajas se pueden citar:
Se asegura una mejora en la calidad del trabajo del operador y en el desarrollo
del proceso, esta dependerá de la eficiencia del sistema implementado.
Se obtiene una reducción de costos, puesto que se racionaliza el trabajo, se
reduce el tiempo y dinero dedicado al mantenimiento.
Diseño Avanzado 27
Luis Edo García Jaimes
Existe una reducción en los tiempos de procesamiento de información.
Flexibilidad para adaptarse a nuevos productos (fabricación flexible y
multifabricación).
Se obtiene un conocimiento más detallado del proceso, mediante la recopilación
de información y datos estadísticos del proceso.
Se obtiene un mejor conocimiento del funcionamiento y performance de los
equipos y máquinas que intervienen en el proceso.
Factibilidad técnica en procesos y en operación de equipos.
Factibilidad para la implementación de funciones de análisis, optimización y
autodiagnóstico.
Aumento en el rendimiento de los equipos y facilidad para incorporar nuevos
equipos y sistemas de información.
Disminución de la contaminación y daño ambiental.
Racionalización y uso eficiente de la energía y la materia prima.
Aumento en la seguridad de las instalaciones y la protección a los trabajadores.
Disminuye el coste del producto
Entre las desventajas están:
Incremento del paro en la sociedad
Incremento de la energía consumida por producto
Repercusión de la inversión en el coste del producto
Exigencia de mayor nivel de conocimientos de los operarios
2.5 ELEMENTOS DE LA AUTOMATIZACIÓN
Hay muchas áreas y tecnologías que intervienen en la Automatización. Las más
importantes, junto con algunos de sus elementos, son:
2.5.1 Mecánica
Herramientas
Mecanismos
Maquinas
Elementos de transporte
Diseño Avanzado 28
Luis Edo García Jaimes
2.5.2 Eléctrica
Automatismos eléctricos
Motores eléctricos de CC. y CA.
Cableados de potencia y de mando
Componentes eléctricos en general
2.5.3 Tecnología Electrónica
Controladores analógicos
Sensores / Transductores
Pre-accionadores
Drivers de accionamientos
Comunicaciones
Telemando y Telemetría
Sistemas de comunicación inalámbrica
2.5.4 Neumática y electro-neumática
Cilindros neumáticos
Válvulas neumáticas y electro-neumáticas
Automatismos neumáticos
2.5.5 Hidráulica y electro-hidráulica
Cilindros hidráulicos
Válvulas hidráulicas y electro-hidráulicas
Automatismos hidráulicos
2.5.6 Aplicaciones de Control e Informática Industrial
Controladores de procesos
Control por computador
Control embebido
Autómatas programables
Visión artificial
Robótica
Mecatrónica / Control de movimiento
Células de fabricación flexible
Células de Mecanizado
Diseño Avanzado 29
Luis Edo García Jaimes
Células de Montaje Automático
Control Numérico
Sistema CAD-CAM (Computer Aided Design & Manufacturing)
Sistema CIM (Computer Integrated Manufacturing System)
Redes y buses de comunicaciones.
2.6 NIVELES DE LA AUTOMATIZACIÓN
En la práctica, la automatización de la industria alcanza diferentes niveles y grados
ya que la posibilidad concreta de su implementación en los procesos de fabricación
industrial varía considerablemente según se trate de procesos de producción
continua o en serie.
Básicamente se consideran los siguientes niveles de automatización:
2.6.1 Nivel de Acción / Sensado (nivel de célula): También llamado nivel de
instrumentación. Está formado por los elementos de medida (sensores) y mando
(actuadores) distribuidos en una línea de producción. Son los elementos más
directamente relacionados con el proceso productivo ya que los actuadores son los
encargados de ejecutar las órdenes de los elementos de control para modificar el
proceso productivo, y los sensores miden variables en el proceso de producción,
como por ejemplo: nivel de líquidos, caudal, temperatura, presión, posición. Como
ejemplo de actuadores se tienen los motores, válvulas, calentadores.
2.6.2 Nivel de Control (nivel de campo): En este nivel se sitúan los elementos
capaces de gestionar los actuadores y sensores del nivel anterior tales como
autómatas programables o equipos de aplicación específica basados en
microprocesador como robots, máquinas herramienta o controladores de motor.
Estos dispositivos son programables y permiten que los actuadores y sensores
funcionen de forma conjunta para ser capaces de realizar el proceso industrial
deseado. Los dispositivos de este nivel de control junto con los del nivel inferior de
acción/sensado poseen entidad suficiente como para realizar procesos productivos
por sí mismos. Es importante que posean unas buenas características de
interconexión para ser enlazados con el nivel superior (supervisión), generalmente
a través de buses de campo.
Diseño Avanzado 30
Luis Edo García Jaimes
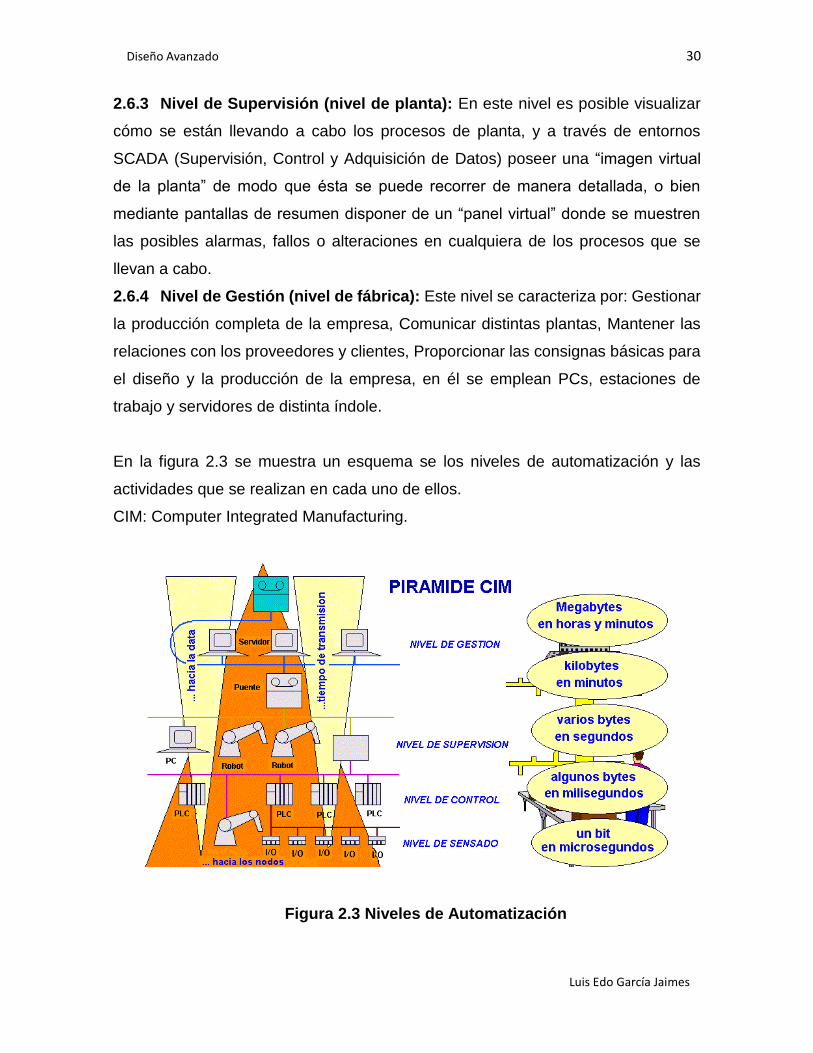
2.6.3 Nivel de Supervisión (nivel de planta): En este nivel es posible visualizar
cómo se están llevando a cabo los procesos de planta, y a través de entornos
SCADA (Supervisión, Control y Adquisición de Datos) poseer una “imagen virtual
de la planta” de modo que ésta se puede recorrer de manera detallada, o bien
mediante pantallas de resumen disponer de un “panel virtual” donde se muestren
las posibles alarmas, fallos o alteraciones en cualquiera de los procesos que se
llevan a cabo.
2.6.4 Nivel de Gestión (nivel de fábrica): Este nivel se caracteriza por: Gestionar
la producción completa de la empresa, Comunicar distintas plantas, Mantener las
relaciones con los proveedores y clientes, Proporcionar las consignas básicas para
el diseño y la producción de la empresa, en él se emplean PCs, estaciones de
trabajo y servidores de distinta índole.
En la figura 2.3 se muestra un esquema se los niveles de automatización y las
actividades que se realizan en cada uno de ellos.
CIM: Computer Integrated Manufacturing.
Figura 2.3 Niveles de Automatización
Diseño Avanzado 31
Luis Edo García Jaimes
2.7 IDENTIFICACIÓN DE PROBLEMAS DE AUTOMATIZACIÓN
Cada día la automatización gana más terreno en el sector industrial y de servicios,
permitiendo mayor productividad y más competitividad para el mundo globalizado.
Con frecuencia las empresas industriales y de servicios requieren la solución de
problemas de automatización, para lo cual diseñan el sistema de automatización a
la medida de las necesidades de una maquinaria específica. No obstante no se
dispone de un equipo con el cual se pueda verificar el funcionamiento del sistema
diseñado, previo a la compra de los componentes y la instalación del mismo. En
caso de mal funcionamiento del sistema diseñado, se requiere hacer las
correcciones en la máquina, lo cual ocasiona incrementos en costos y tiempo,
interfiriendo también con el proceso de producción.
El reto actual en la industria ya no es el proceso, sino la sincronización del mismo
con los sistemas administrativos, para con esto disminuir costos, tiempos muertos,
retrasos y baja calidad. Para lograr lo anterior es necesario tanto automatizar las
partes del proceso como integrar las diferentes áreas, entregando a los usuarios
información confiable y en tiempo real.
Respecto al control del Proceso, se pueden identificar como problemas:
La obsolescencia o falta de equipo automático de medición y control lo que
dificulta la visualización y control de las variables operativas.
La necesidad de ampliación o modernización, del hardware (HW)) y del software
(SW).
Tecnología poco modular y dificultad de programación e integración con otros
sistemas.
La falta de sincronización de las operaciones de producción y la cadena de
suministros.
La necesidad de alimentar el Departamento de planeación de recursos
(Enterprise Resource Planning, ERP) con información de la planta actualizada
en forma automática.
los tiempos muertos largos para la detección de errores.
Diseño Avanzado 32
Luis Edo García Jaimes
La falta de visualización de las variables de proceso.
La falta de información histórica para rastrear fallas
La detención de la producción por falta de planeación en mantenimiento de
equipo preventivo y correctivo.
Los Reportes de Producción sufren por falta de hardware de instrumentación y
control para la medición de variables de producción y la falta de información
totalizada y confiable de las mismas, las cuales deben realizarse a mano con riesgo
de errores.
La Documentación se ve afectada por la falta los siguientes puntos: procedimientos
para detección de fallas, especificaciones, visualización de los manuales y
especificaciones en estaciones de operación, información de proceso y control en
formato de tiempo real e histórico. Todo esto dificulta la certificación.
Para la Sincronización de Planeación de Producción con el Proceso hay que prestar
atención en la falta de SW y HW para medición de variables y para captura de
información de proceso.
Los problemas del área de Calidad se manifiestan por la falta de SW y HW para
medición de variables y para control estadístico en línea, la falta de históricos para
toma de decisiones y corrección de producto y la falta de calidad en productos
entregados al cliente.
En cuanto a la Trazabilidad del Producto se pueden mencionar como problemas la
falta de medición de variables y de su información histórica, y la falta de toma de
decisiones por no poder rastrear la información del producto ni del proceso.
La Administración de Activos necesita de Información del proceso para toma de
decisiones, los problemas que esto presenta son la falta SW y HW para medición
de variables y para visualización del proceso, y la información falseada y no actual
Diseño Avanzado 33
Luis Edo García Jaimes
del proceso, capturada a mano con grandes pérdidas de tiempo y sujeta a errores,
lo cual deriva en exceso de papeleos incompletos.
Por su parte el área de Sistemas necesita alimentarse con los datos de planta,
siendo sus problemas la falta de SW y HW para medición de variables, la necesidad
de actualizar en forma confiable el inventario, órdenes de trabajo, trazabilidad del
producto, etc. y la necesidad de dar seguimiento de los productos a través de los
procesos operativos.
Problema de
Automatización
Técnica
Cableada
Técnica
Programada
Fluídica
NeumáticaEléctrica
RelésElectrónica
Estática
Sistemas a
Propósito
Sistemas
Modulares
PC
Industrial
Autómata
Programable
Control
Numérico
Control
Robotizado
Bus de
Control
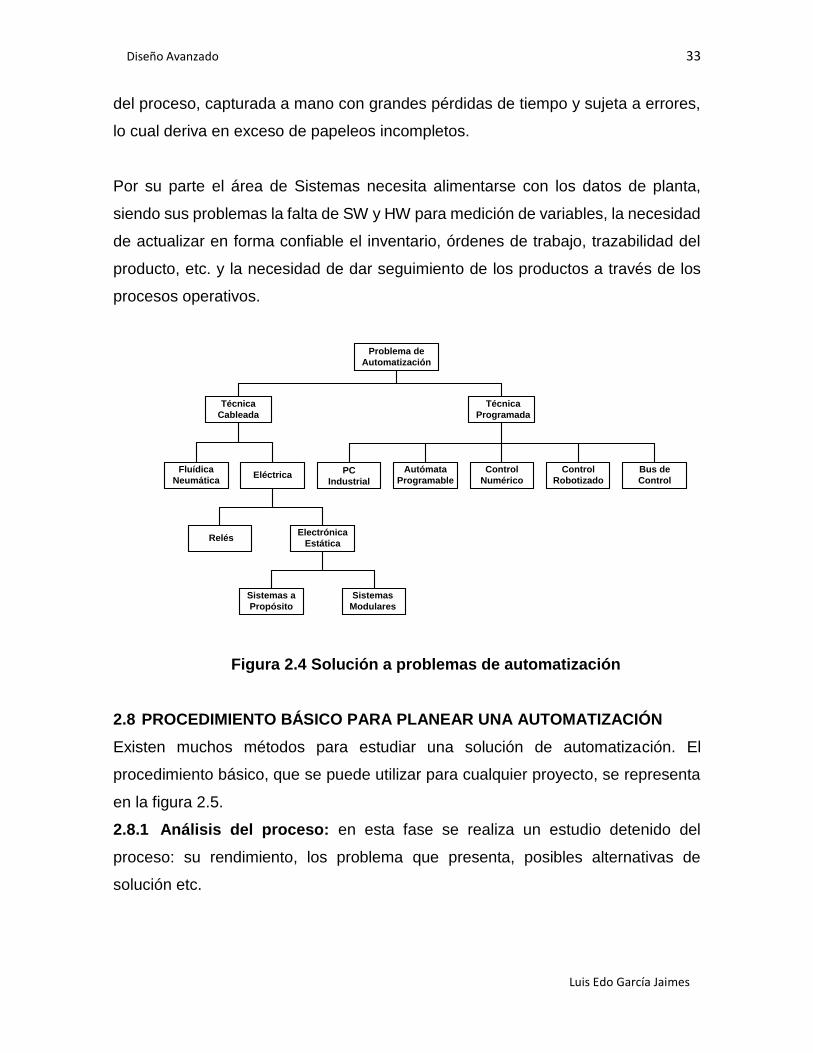
Figura 2.4 Solución a problemas de automatización
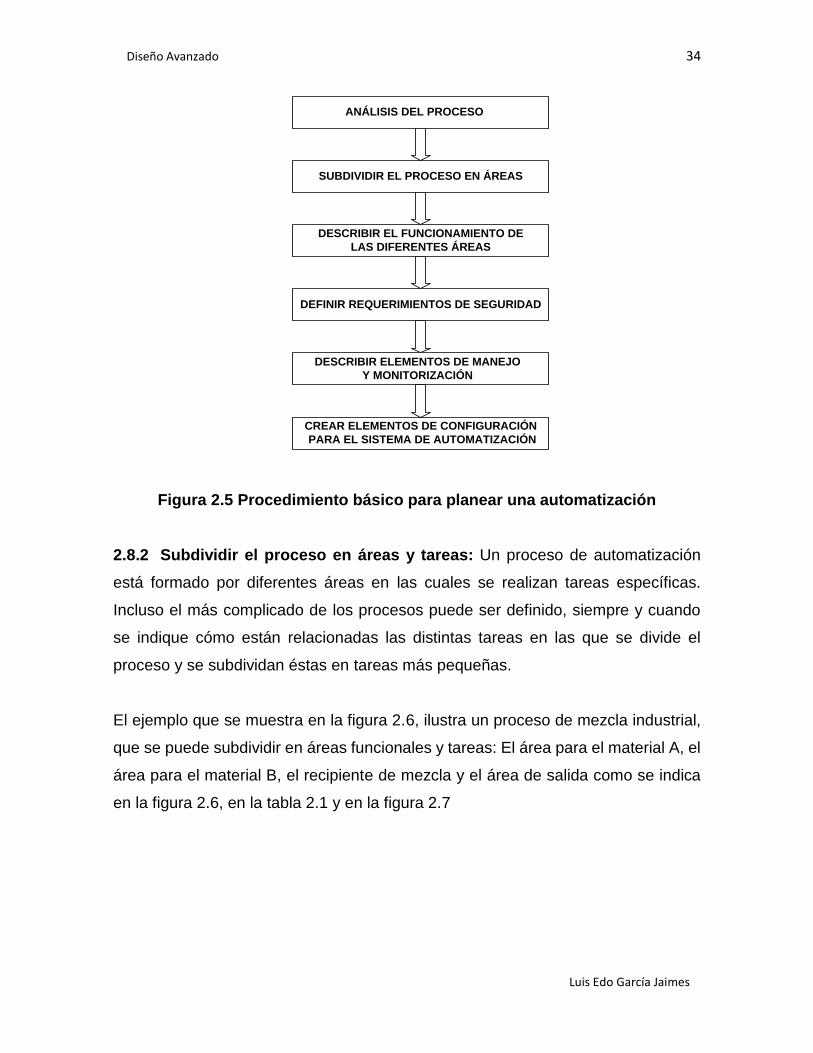
2.8 PROCEDIMIENTO BÁSICO PARA PLANEAR UNA AUTOMATIZACIÓN
Existen muchos métodos para estudiar una solución de automatización. El
procedimiento básico, que se puede utilizar para cualquier proyecto, se representa
en la figura 2.5.
2.8.1 Análisis del proceso: en esta fase se realiza un estudio detenido del
proceso: su rendimiento, los problema que presenta, posibles alternativas de
solución etc.
Diseño Avanzado 34
Luis Edo García Jaimes
ANÁLISIS DEL PROCESO
SUBDIVIDIR EL PROCESO EN ÁREAS
DESCRIBIR EL FUNCIONAMIENTO DE
LAS DIFERENTES ÁREAS
DEFINIR REQUERIMIENTOS DE SEGURIDAD
DESCRIBIR ELEMENTOS DE MANEJO
Y MONITORIZACIÓN
CREAR ELEMENTOS DE CONFIGURACIÓN
PARA EL SISTEMA DE AUTOMATIZACIÓN
Figura 2.5 Procedimiento básico para planear una automatización
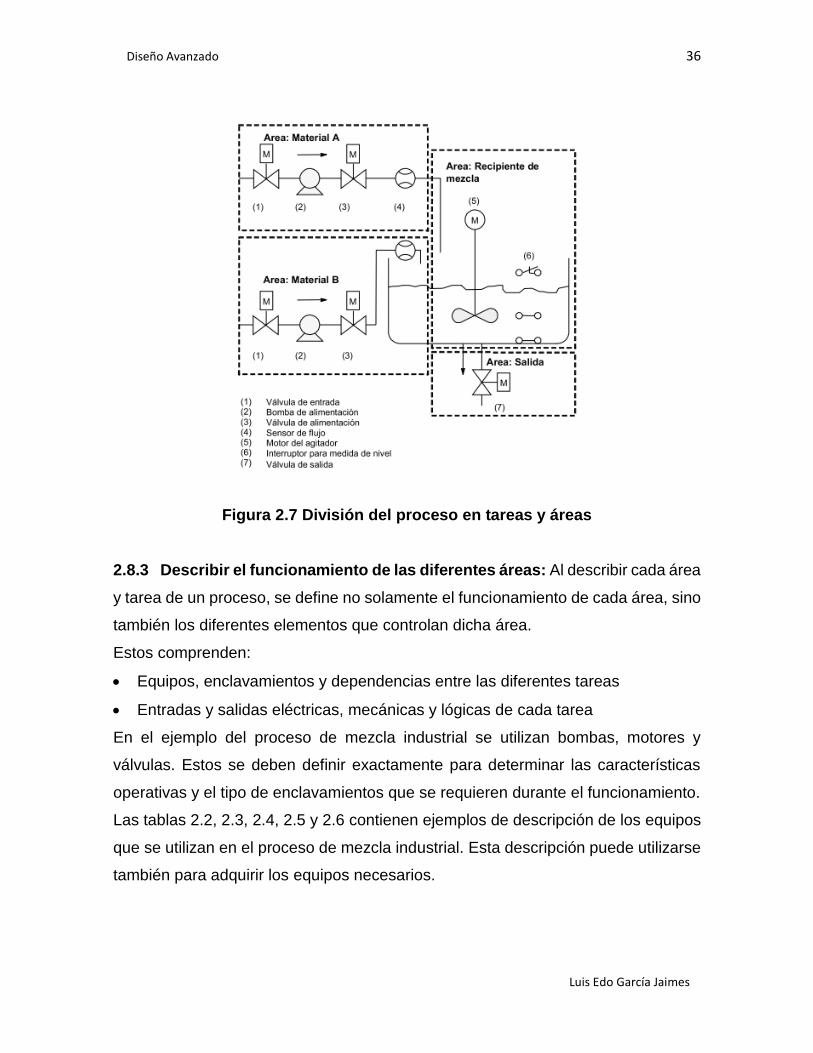
2.8.2 Subdividir el proceso en áreas y tareas: Un proceso de automatización
está formado por diferentes áreas en las cuales se realizan tareas específicas.
Incluso el más complicado de los procesos puede ser definido, siempre y cuando
se indique cómo están relacionadas las distintas tareas en las que se divide el
proceso y se subdividan éstas en tareas más pequeñas.
El ejemplo que se muestra en la figura 2.6, ilustra un proceso de mezcla industrial,
que se puede subdividir en áreas funcionales y tareas: El área para el material A, el
área para el material B, el recipiente de mezcla y el área de salida como se indica
en la figura 2.6, en la tabla 2.1 y en la figura 2.7

Diseño Avanzado 35
Luis Edo García Jaimes
Figura 2.6 Proceso de mezcla Industrial
Tabla 2.1 Áreas funcionales del proceso
Área funcional Equipos correspondientes
Material A
Bomba de alimentación para material A
Válvula de entrada para material A
Válvula de alimentación para el material A
Sensor de flujo para el material A
Material B
Bomba de alimentación para material B
Válvula de entrada para material B
Válvula de alimentación para el material B
Sensor de flujo para el material B
Tanque de Mezcla Motor del agitador
Swiche de nivel
Salida Válvula de salida
Diseño Avanzado 36
Luis Edo García Jaimes
Figura 2.7 División del proceso en tareas y áreas
2.8.3 Describir el funcionamiento de las diferentes áreas: Al describir cada área
y tarea de un proceso, se define no solamente el funcionamiento de cada área, sino
también los diferentes elementos que controlan dicha área.
Estos comprenden:
Equipos, enclavamientos y dependencias entre las diferentes tareas
Entradas y salidas eléctricas, mecánicas y lógicas de cada tarea
En el ejemplo del proceso de mezcla industrial se utilizan bombas, motores y
válvulas. Estos se deben definir exactamente para determinar las características
operativas y el tipo de enclavamientos que se requieren durante el funcionamiento.
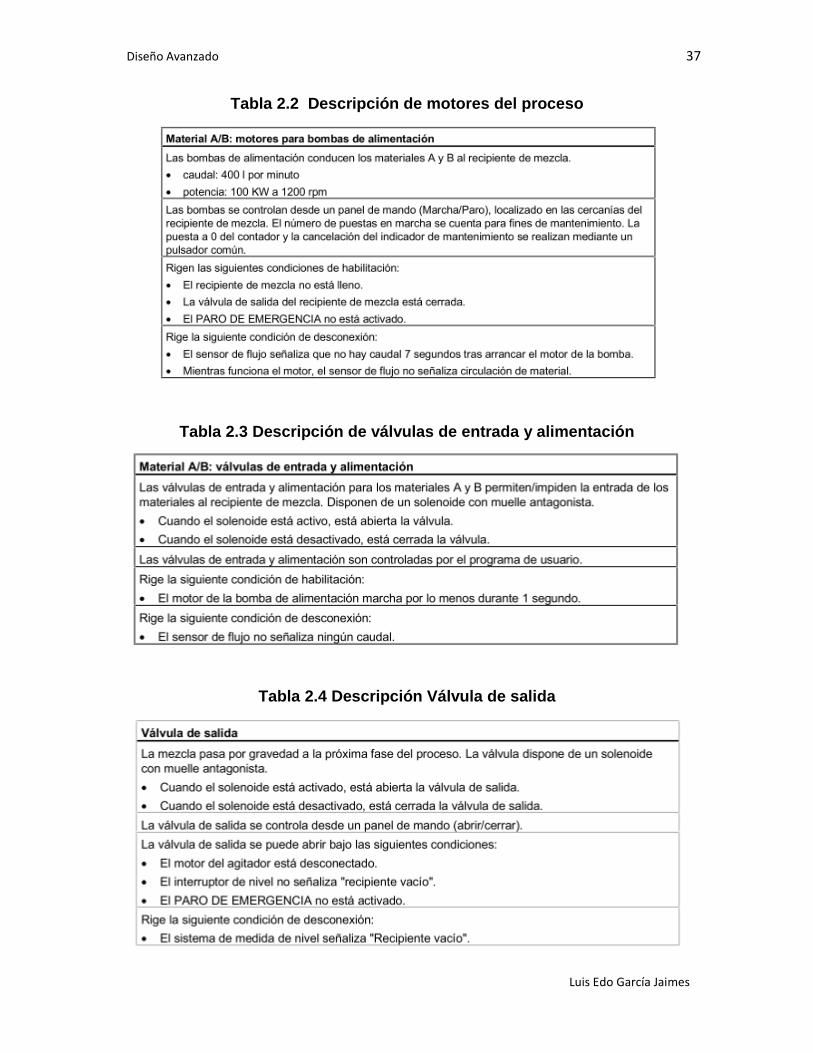
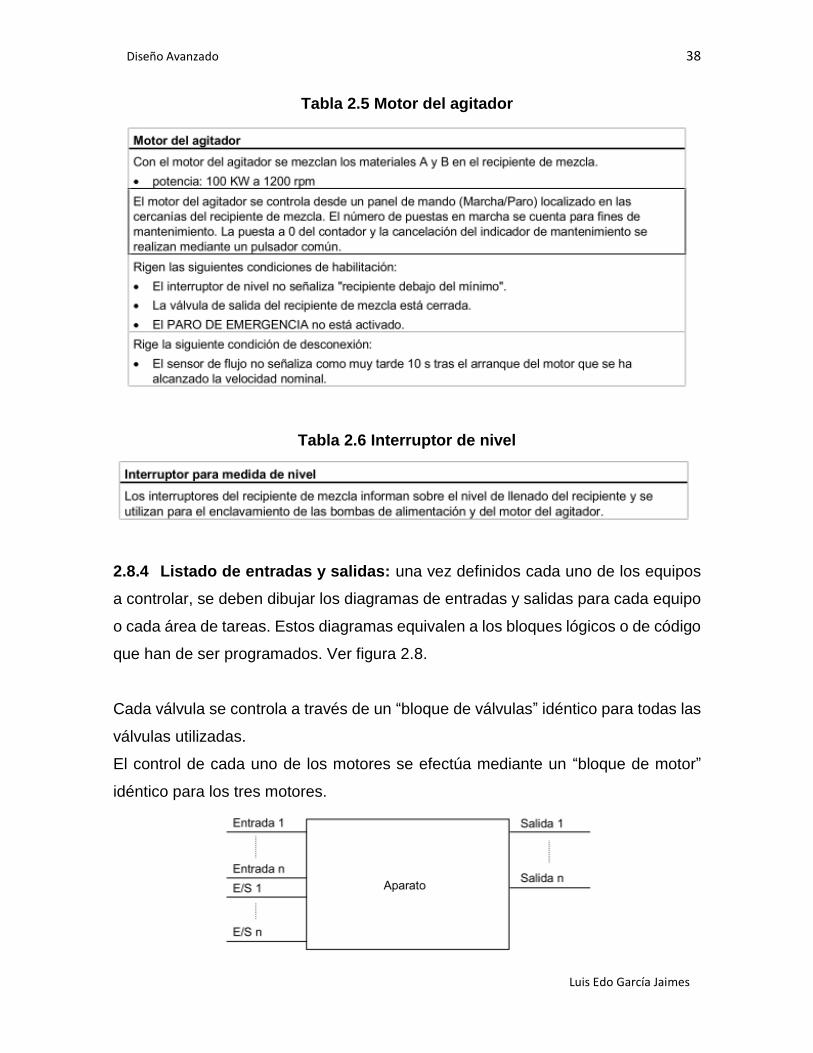
Las tablas 2.2, 2.3, 2.4, 2.5 y 2.6 contienen ejemplos de descripción de los equipos
que se utilizan en el proceso de mezcla industrial. Esta descripción puede utilizarse
también para adquirir los equipos necesarios.
Diseño Avanzado 37
Luis Edo García Jaimes
Tabla 2.2 Descripción de motores del proceso
Tabla 2.3 Descripción de válvulas de entrada y alimentación
Tabla 2.4 Descripción Válvula de salida
Diseño Avanzado 38
Luis Edo García Jaimes
Tabla 2.5 Motor del agitador
Tabla 2.6 Interruptor de nivel
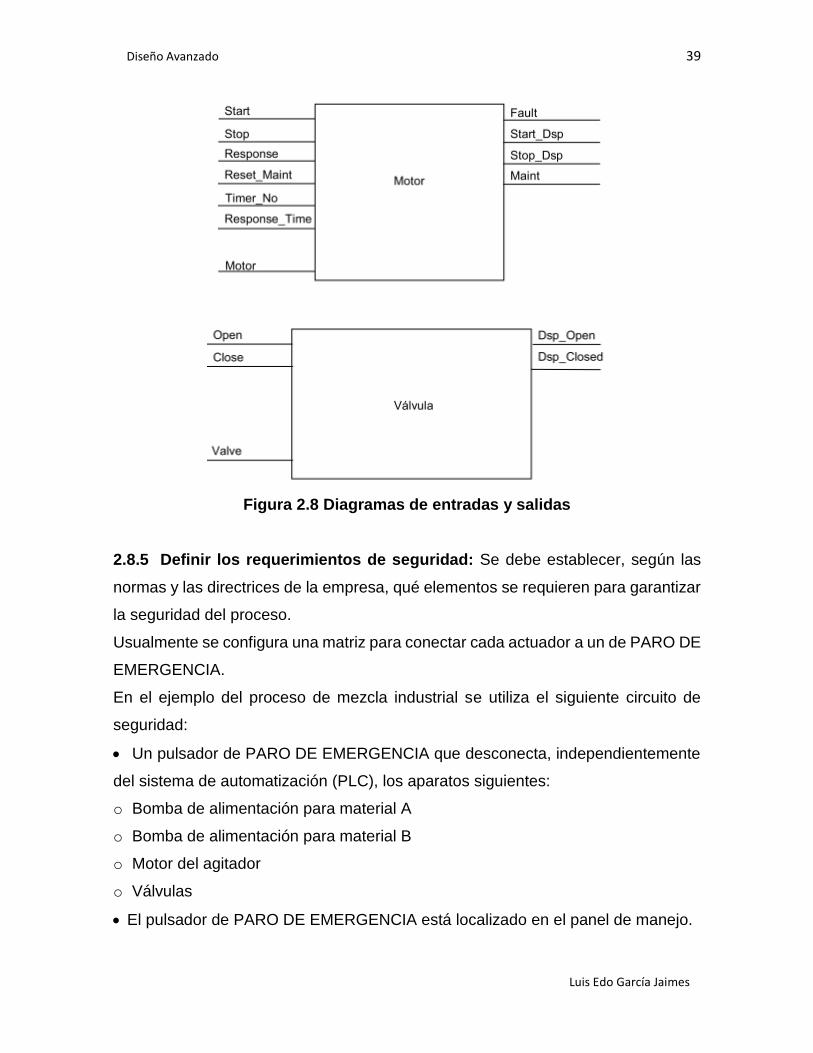
2.8.4 Listado de entradas y salidas: una vez definidos cada uno de los equipos
a controlar, se deben dibujar los diagramas de entradas y salidas para cada equipo
o cada área de tareas. Estos diagramas equivalen a los bloques lógicos o de código
que han de ser programados. Ver figura 2.8.
Cada válvula se controla a través de un “bloque de válvulas” idéntico para todas las
válvulas utilizadas.
El control de cada uno de los motores se efectúa mediante un “bloque de motor”
idéntico para los tres motores.
Diseño Avanzado 39
Luis Edo García Jaimes
Figura 2.8 Diagramas de entradas y salidas
2.8.5 Definir los requerimientos de seguridad: Se debe establecer, según las
normas y las directrices de la empresa, qué elementos se requieren para garantizar
la seguridad del proceso.
Usualmente se configura una matriz para conectar cada actuador a un de PARO DE
EMERGENCIA.
En el ejemplo del proceso de mezcla industrial se utiliza el siguiente circuito de
seguridad:
Un pulsador de PARO DE EMERGENCIA que desconecta, independientemente
del sistema de automatización (PLC), los aparatos siguientes:
o Bomba de alimentación para material A
o Bomba de alimentación para material B
o Motor del agitador
o Válvulas
El pulsador de PARO DE EMERGENCIA está localizado en el panel de manejo.
Diseño Avanzado 40
Luis Edo García Jaimes
2.8.6 Describir los elementos necesarios para manejo y monitoreo: Cada
proceso requiere un sistema de manejo y monitoreo que permita que las personas
puedan intervenir en dicho proceso. Como parte de la descripción del proyecto se
define también la estructura del panel de mando.
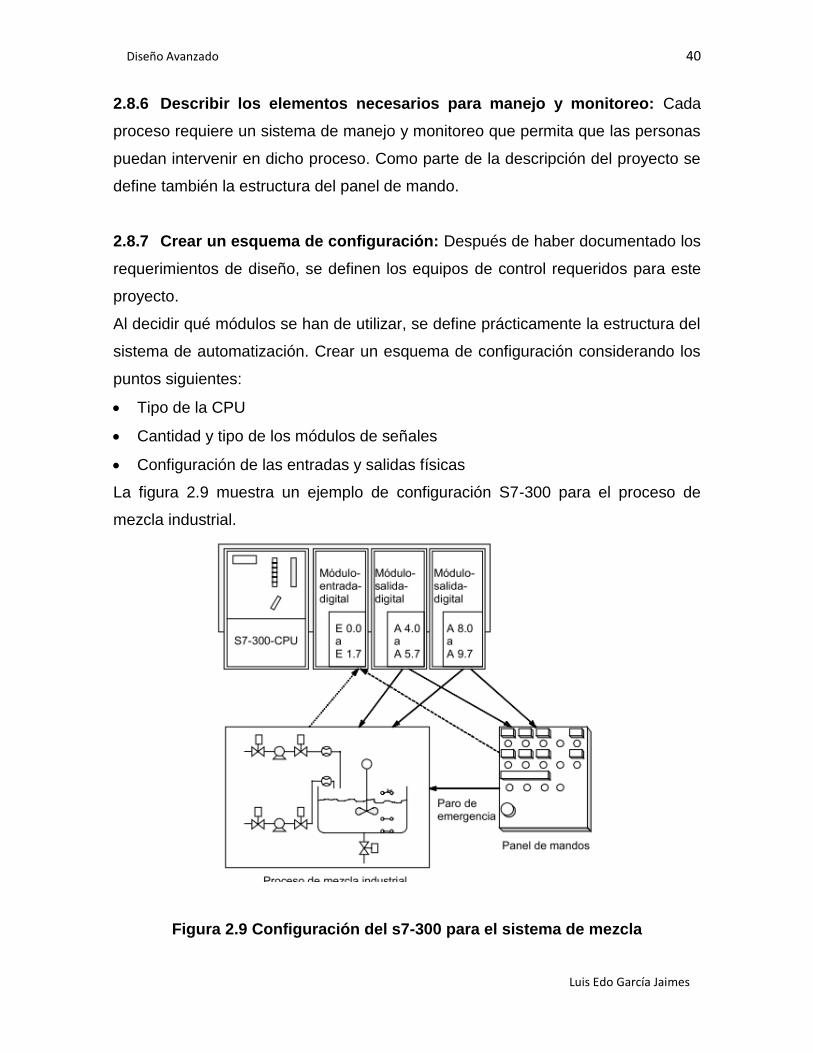
2.8.7 Crear un esquema de configuración: Después de haber documentado los
requerimientos de diseño, se definen los equipos de control requeridos para este
proyecto.
Al decidir qué módulos se han de utilizar, se define prácticamente la estructura del
sistema de automatización. Crear un esquema de configuración considerando los
puntos siguientes:
Tipo de la CPU
Cantidad y tipo de los módulos de señales
Configuración de las entradas y salidas físicas
La figura 2.9 muestra un ejemplo de configuración S7-300 para el proceso de
mezcla industrial.
Figura 2.9 Configuración del s7-300 para el sistema de mezcla
Diseño Avanzado 41
Luis Edo García Jaimes
Otros autores proponen las siguientes etapas para llevar a cabo la automatización
de un proceso
Identificar problemas y posibles soluciones
Elegir la mejor solución dependiendo de las prioridades de planta
Dividir el proyecto en etapas
Elaborar un alcance detallado del proyecto
Elegir HW y SW para cada etapa tecnológica.
Elegir proveedores para equipos e ingeniería
Elaborar carta Gantt
Nombrar Jefes de Proyecto por parte de planta y por parte de los proveedores
2.9 AHORROS QUE PRODUCE LA AUTOMATIZACIÓN
A continuación se suministra una lista de algunos ahorros que se pueden producir
al ejecutar un proyecto de automatización:
Seguridad: Ahorros estimados en: compra de implementos de seguridad para
trabajos en zonas peligrosas (cascos, botas, guantes, iluminación, trajes especiales,
arneses, etc.), seguros de vida, hospitalización y accidentes, indemnizaciones a
familiares, costos de representación legal, multas provenientes de organismos
reguladores de la actividad laboral, tiempo fuerde servicio de los equipos al
producirse un accidente, reemplazo o reparación de equipos afectados.
Calidad: Ahorros estimados en: “Retrabajo” o reparación de piezas, reducción de
la frecuencia de los servicios de mantenimiento, reparación y garantías ofrecidos al
cliente, aumento de la demanda debido a la mejora esperada de la calidad del
producto, disminución de la devolución de artículos por parte del consumidor,
aumento de la demanda por parte de clientes nacionales y/o internacionales
debido a la continuidad en el cumplimiento de las especificaciones, ingreso a nuevos
mercados y aumento de la demanda al obtener una certificación por parte de un
organismo supervisor de calidad, aumento de la demanda debido a la capacidad de
ofrecer tiempo de garantía mayores.
Mercadeo y Productos: Ahorros estimados en: disminución del tiempo de
respuesta de la producción a la variación de la demanda (almacenaje, materias
Diseño Avanzado 42
Luis Edo García Jaimes
primas empleadas, etc.), disminución del tiempo de respuesta a los cambios de
gusto del consumidor, demanda estimada de una nueva línea de productos,
aumento de ingresos debido al aumento de la capacidad de producción.
Logística: Ahorros estimados en: disminución de los costos de almacenamiento
e inventarios, disminución de los costos operacionales y el tiempo de
procesamiento de órdenes de compra, originados por el “papeleo”, demanda
estimada a causa de la reducción de los tiempos de entrega.
Desechos: Ahorros estimados en: disminución del almacenamiento de productos
de desecho, utilización más eficiente de la materia prima y de la energía,
disminución en los costos involucrados en la eliminación o transporte de los
desperdicios.
Ambiente: Ahorros estimados en: disminución de la generación de desechos
tóxicos, con la correspondiente disminución de los gastos de: tratamiento,
eliminación, transporte, almacenaje, efectos sobre el personal, efectos sobre la
comunidad, etc., disminución o eliminación de multas por contaminación de
ambiente, disminución de gastos de representación legal en el caso de violación
de regulaciones ambientales, disminución de gastos médicos e indemnizaciones
a las personas (internas o externas a la empresa) afectadas por la contaminación
generada por la industria.
Laboral: Ahorros estimados en: sueldos y salarios del personal asociado al proceso
a automatizar, promociones, seguro social, prestaciones, pensiones, bonos,
sobretiempos y otros ingresos del personal, paro de la producción, producción fuera
de especificaciones, daño de equipos, tiempo de respuesta, y otros originadas por
errores humanos.
Energía: Ahorros estimados en: disminución o uso más eficiente de la energía
(eléctrica o provenientes de combustibles), disminución de los costos al utilizar una
fuente alterna de energía.
2.10 ALGUNOS EGRESOS QUE PRODUCE LA AUTOMATIZACIÓN
A continuación se suministra una lista de algunos egresos que se pueden producir
al ejecutar un proyecto de automatización:
Diseño Avanzado 43
Luis Edo García Jaimes
Costo inicial de los equipos y del software
Costo de los repuestos para el equipo.
Mantenimiento del sistema y actualizaciones del software y del hardware del
sistema.
Costo de la ingeniería, construcción, pruebas en fábrica, pruebas en sitio,
arranque y puesta en marcha, pruebas de disponibilidad, actualización de
documentos y auditoria del sistema, costos de nacionalización de equipos
importados.
Impuestos asociados a la compra, seguros, fianzas, embalaje y transporte de los
equipos, costo de entrenamiento del personal que se encargar del sistema y costo
de la inducción de la organización al nuevo esquema de trabajo, costos de viáticos
de alimentación y transporte, costos de instalación del sistema (cableado,
gabinetes, conexiones, desmovilización de equipos existentes).
Estimación de las paradas de planta o disminución en la producción a ser
generadas durante el arranque y puesta en marcha del sistema, costos de servicios
asociados al nuevo sistema: energía eléctrica, iluminación y aire acondicionado.
Adecuación de los sitios donde serán ubicados los diferentes elementos del
sistema, costos asociados a la documentación inicial del sistema, actualización de
la documentación y planos en el tiempo de vida útil, costos asociados al control
del proyecto.
Económicamente para que un proyecto de automatización sea viable, se deben
realizar ciertos análisis en base a los valores calculados del Valor Presente Neto, la
Tasa Interna de Retorno, el Periodo de Recuperación de la inversión y la
Relación Beneficio-Costo.
El Valor Actual Neto (VAN) debe ser mayor o igual a cero.
La Tasa Interna de Retorno (TIR) debe ser mayor o igual que la tasa de descuento.
El Periodo de Recuperación de la inversión (PRI) debe ser en el corto plazo.
La Relación Costo-Beneficio (RCB) debe ser mayor que 1.
Diseño Avanzado 44
Luis Edo García Jaimes
2.10.1 Valor actual neto (VAN): El valor actual neto o valor presente neto de una
inversión es el beneficio económico que genera un proyecto luego de asumir el
riesgo de la inversión.
El Método del Valor Actual Neto (VAN) es uno de los de uso más extendido en la
Evaluación Financiera de cualquier tipo de proyecto, pues permite “transformar” los
costos a lo largo de la vida del proyecto a valores actuales, teniendo en cuenta el
efecto de las tasas de interés financieras.
Es un procedimiento que permite calcular el valor presente de un determinado
número de flujos de caja futuros, originados por una inversión. La metodología
consiste en descontar al momento actual (es decir, actualizar mediante una tasa)
todos los flujos de caja futuros del proyecto. A este valor se le resta la inversión
inicial, de tal modo que el valor obtenido es el valor actual neto del proyecto.
El método del valor presente es uno de los métodos más utilizados en la evaluación
de un proyecto de inversión, pues en su cálculo considera el cambio del valor del
dinero en el tiempo, efecto conocido como inflación.
El valor actual neto se estima mediante la ecuación:
𝑉𝐴𝑁 = −𝐼𝑜 + ∑𝑄𝑛
(1 + 𝑟)𝑛
𝑁
𝑛=1
2.1
𝐼𝑜 =Inversión inicial
𝑄𝑛 =Flujos netos de efectivo.
𝑟 = Tasa de descuento (Interés)
𝑁 =Número de periodos considerado (Periodo de vida del proyecto).
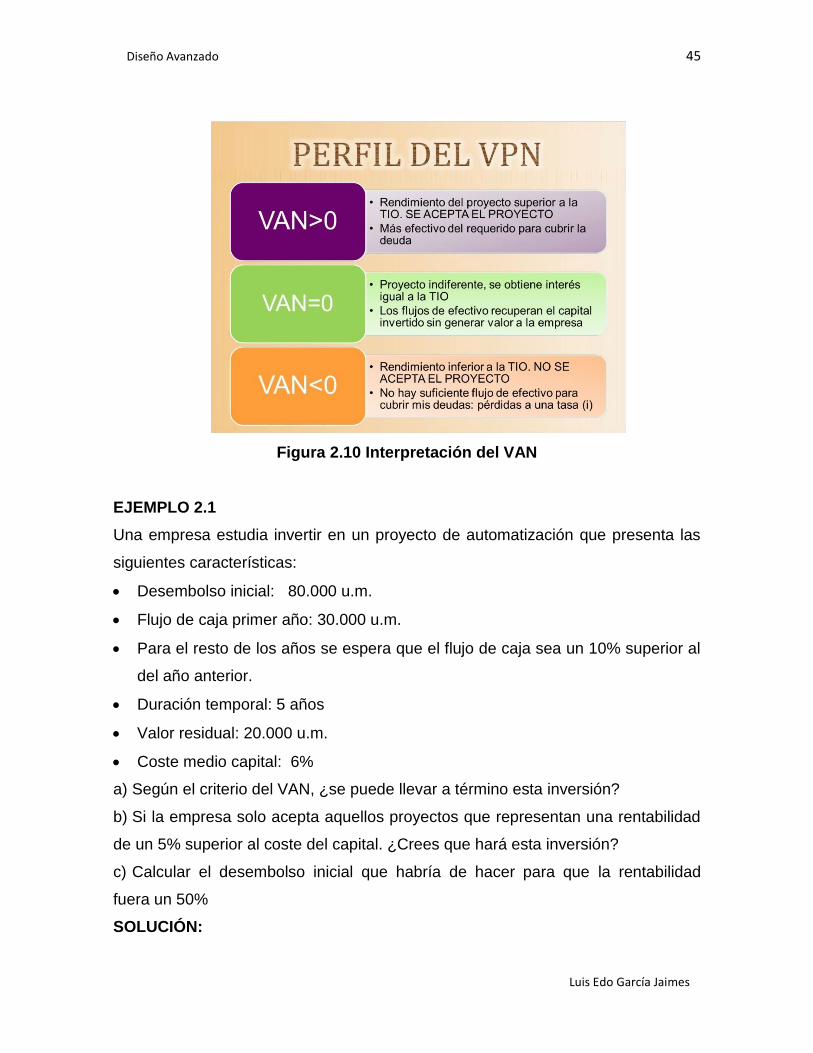
Interpretación del VAN:
Si VAN>0: La inversión producirá ganancias por encima de la rentabilidad
exigida 𝑟. El proyecto puede aceptarse si problemas.
Si VAN=0: La inversión no producirá ganancias ni pérdidas. Dado que el
proyecto no agrega valor monetario por encima de la rentabilidad exigida ®,
la decisión debería basarse en otros criterios, como la obtención de una mejor
calidad del producto u otros factores.
Si VAN<0: La inversión produciría pérdidas por encima de la rentabilidad exigida
®. El proyecto debería rechazarse. (Ver figura 2.10)
Diseño Avanzado 45
Luis Edo García Jaimes
Figura 2.10 Interpretación del VAN
EJEMPLO 2.1
Una empresa estudia invertir en un proyecto de automatización que presenta las
siguientes características:
Desembolso inicial: 80.000 u.m.
Flujo de caja primer año: 30.000 u.m.
Para el resto de los años se espera que el flujo de caja sea un 10% superior al
del año anterior.
Duración temporal: 5 años
Valor residual: 20.000 u.m.
Coste medio capital: 6%
a) Según el criterio del VAN, ¿se puede llevar a término esta inversión?
b) Si la empresa solo acepta aquellos proyectos que representan una rentabilidad
de un 5% superior al coste del capital. ¿Crees que hará esta inversión?
c) Calcular el desembolso inicial que habría de hacer para que la rentabilidad
fuera un 50%
SOLUCIÓN:
Diseño Avanzado 46
Luis Edo García Jaimes
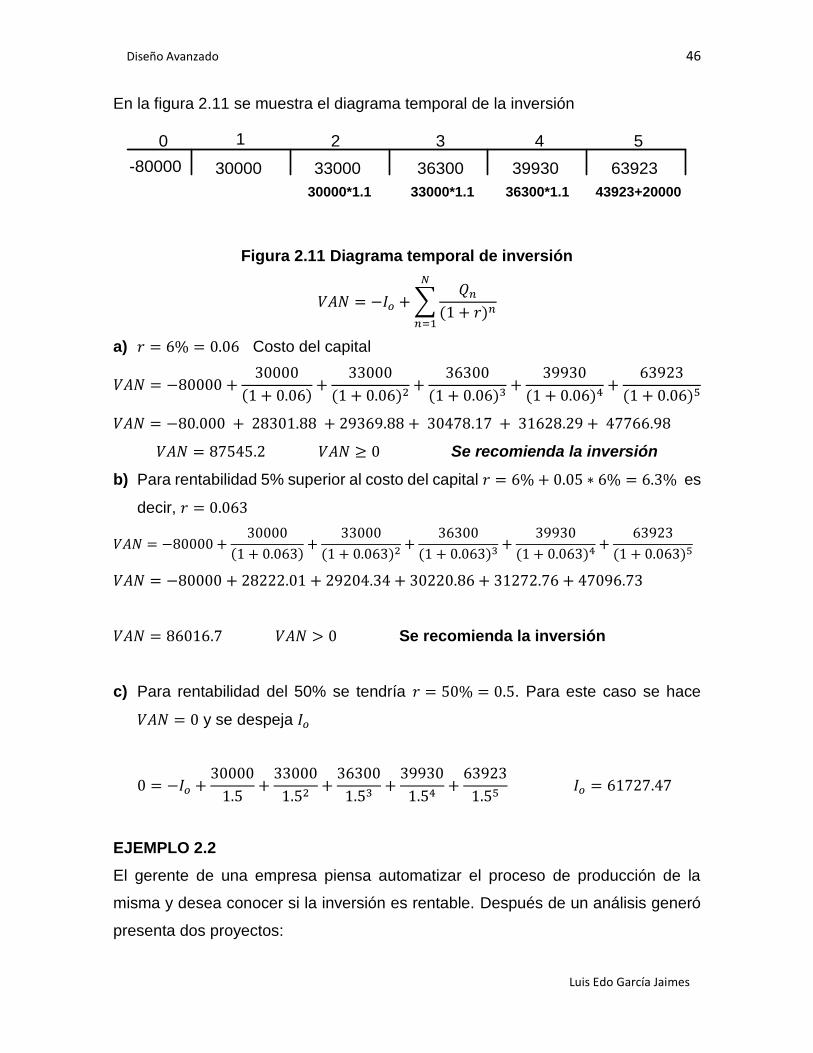
En la figura 2.11 se muestra el diagrama temporal de la inversión
0 1 2 3 4 5
-80000 30000 33000 36300 39930
43923+20000
63923
30000*1.1 33000*1.1 36300*1.1
Figura 2.11 Diagrama temporal de inversión
𝑉𝐴𝑁 = −𝐼𝑜 + ∑𝑄𝑛
(1 + 𝑟)𝑛
𝑁
𝑛=1
a) 𝑟 = 6% = 0.06 Costo del capital
𝑉𝐴𝑁 = −80000 +30000
(1 + 0.06)+
33000
(1 + 0.06)2+
36300
(1 + 0.06)3+
39930
(1 + 0.06)4+
63923
(1 + 0.06)5
𝑉𝐴𝑁 = −80.000 + 28301.88 + 29369.88 + 30478.17 + 31628.29 + 47766.98
𝑉𝐴𝑁 = 87545.2 𝑉𝐴𝑁 ≥ 0 Se recomienda la inversión
b) Para rentabilidad 5% superior al costo del capital 𝑟 = 6% + 0.05 ∗ 6% = 6.3% es
decir, 𝑟 = 0.063
𝑉𝐴𝑁 = −80000 +30000
(1 + 0.063)+
33000
(1 + 0.063)2+
36300
(1 + 0.063)3+
39930
(1 + 0.063)4+
63923
(1 + 0.063)5
𝑉𝐴𝑁 = −80000 + 28222.01 + 29204.34 + 30220.86 + 31272.76 + 47096.73
𝑉𝐴𝑁 = 86016.7 𝑉𝐴𝑁 > 0 Se recomienda la inversión
c) Para rentabilidad del 50% se tendría 𝑟 = 50% = 0.5. Para este caso se hace
𝑉𝐴𝑁 = 0 y se despeja 𝐼𝑜
0 = −𝐼𝑜 +30000
1.5+
33000
1.52+
36300
1.53+
39930
1.54+
63923
1.55 𝐼𝑜 = 61727.47
EJEMPLO 2.2
El gerente de una empresa piensa automatizar el proceso de producción de la
misma y desea conocer si la inversión es rentable. Después de un análisis generó
presenta dos proyectos:
Diseño Avanzado 47
Luis Edo García Jaimes
Proyecto A: Planta actual sin automatización, solo haciendo una inversión inicial
para mantenimiento:
Desembolso inicial para mantenimiento:20000 €
Cobros anuales: 50000 €
Pagos anuales: 16000 €
Valor residual: 10000 €
Duración temporal 4 años
Proyecto B: Plan con el proyecto de automatización:
Costo inicial de la automatización: 100000 €
Costes fijos anuales 25000 €
Costes variables unitarios 100 €
Precio venta unitario 250 €
Duración temporal 3 años
Volumen anual estimado de ventas: Año 1: 700 u
Año 2: 900 u
Año 3: 1.100 u
a) Realizar la representación gráfica del diagrama temporal de los proyectos A y B
b) Si el coste del capital se considera constante para todo el tiempo que dure la
inversión 𝑟 = 6%. Seleccionar la mejor inversión por el criterio del VAN
c) ¿Cual tendría que ser la inversión inicial del proyecto B para que la rentabilidad
de la inversión fuera del 30%?
SOLUCIÓN:
Análisis del Proyecto A (Sin automatización)
Año 0: Inversión 20000
Año 1, año 2 y año 3: Flujo de caja: 50000-16000=34000
Año 4: 50000-16000+10000=44000
Análisis del proyecto B (Con automatización)
Año 0: inversión: 100000
Año1: 700*250-700*100-25000=80000
Año 2: 900*250-900*100-25000=110000
Año 3: 1100*250-1100*100-25000=140000
Diseño Avanzado 48
Luis Edo García Jaimes
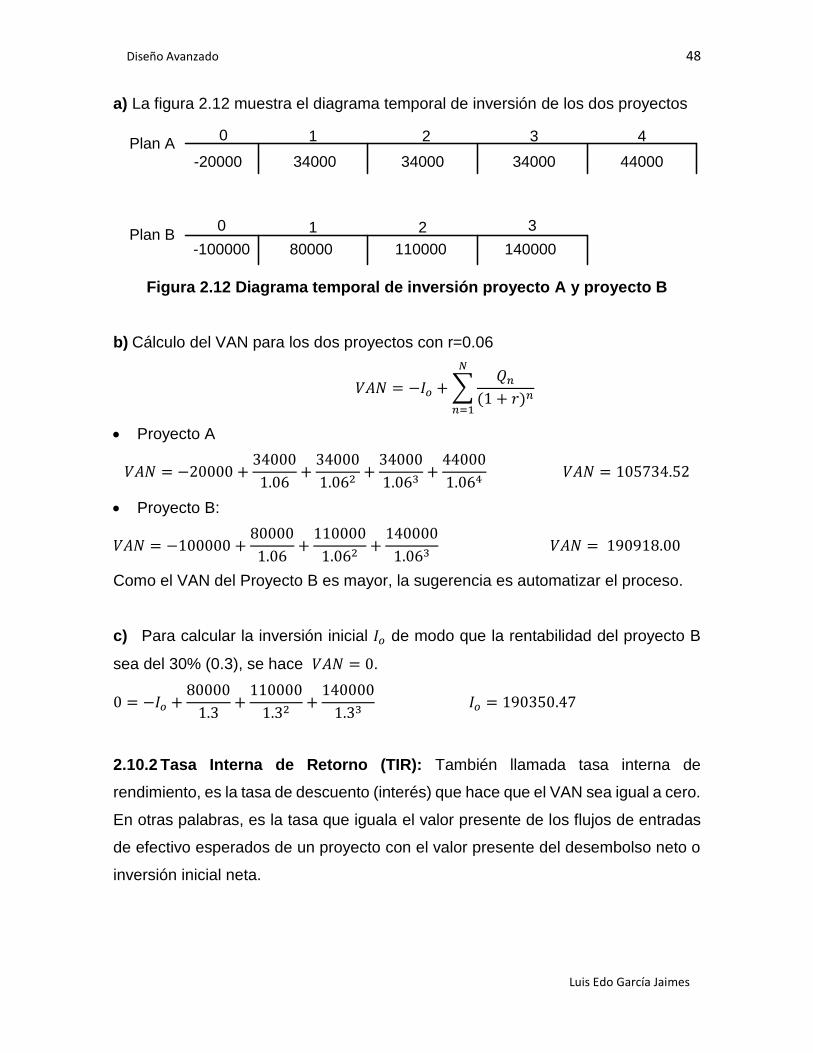
a) La figura 2.12 muestra el diagrama temporal de inversión de los dos proyectos
0 1 2 3
0 1 2 3 4
34000 34000-20000 34000 44000
Plan A
Plan B-100000 80000 110000 140000
Figura 2.12 Diagrama temporal de inversión proyecto A y proyecto B
b) Cálculo del VAN para los dos proyectos con r=0.06
𝑉𝐴𝑁 = −𝐼𝑜 + ∑𝑄𝑛
(1 + 𝑟)𝑛
𝑁
𝑛=1
Proyecto A
𝑉𝐴𝑁 = −20000 +34000
1.06+
34000
1.062+
34000
1.063+
44000
1.064 𝑉𝐴𝑁 = 105734.52
Proyecto B:
𝑉𝐴𝑁 = −100000 +80000
1.06+
110000
1.062+
140000
1.063 𝑉𝐴𝑁 = 190918.00
Como el VAN del Proyecto B es mayor, la sugerencia es automatizar el proceso.
c) Para calcular la inversión inicial 𝐼𝑜 de modo que la rentabilidad del proyecto B
sea del 30% (0.3), se hace 𝑉𝐴𝑁 = 0.
0 = −𝐼𝑜 +80000
1.3+
110000
1.32+
140000
1.33 𝐼𝑜 = 190350.47
2.10.2 Tasa Interna de Retorno (TIR): También llamada tasa interna de
rendimiento, es la tasa de descuento (interés) que hace que el VAN sea igual a cero.
En otras palabras, es la tasa que iguala el valor presente de los flujos de entradas
de efectivo esperados de un proyecto con el valor presente del desembolso neto o
inversión inicial neta.
Diseño Avanzado 49
Luis Edo García Jaimes
Este método considera que una inversión es aconsejable si la TIR resultante es
igual o superior a la tasa exigida por el inversor, y entre varias alternativas,
la más inversión más conveniente será aquella que ofrezca una TIR mayor.
Para calcular la TIR, se parte del supuesto que el 𝑉𝐴𝑁 = 0, entonces se buscará
encontrar una tasa de actualización con la cual el valor actualizado de las entradas
de un proyecto, se haga igual al valor actualizado de las salidas.
La ecuación de la TIR es la siguiente:
0 = −𝐼𝑜 + ∑𝑄𝑛
(1 + 𝑟)𝑛
𝑁
𝑛=1
2.10.3 Relación beneficio/costo : es el cociente de dividir el valor actualizado de
los beneficios del proyecto (ingresos) entre el valor actualizado de los costos
(egresos) a una tasa de actualización igual a la tasa de rendimiento mínima
aceptable (TREMA), a menudo también conocida como tasa de actualización o tasa
de evaluación. Toma los ingresos y egresos presentes netos del estado de
resultado, para determinar cuáles son los beneficios por cada peso que se invierte
en el proyecto.
Situaciones que se pueden presentar en la Relación Beneficio Costo:
B/C > 1: implica que los ingresos son mayores que los egresos, entonces el
proyecto es aconsejable.
B/C = 1: implica que los ingresos son iguales que los egresos, en este caso el
proyecto es indiferente.
B/C < 1: implica que los ingresos son menores que los egresos, entonces el
proyecto no es aconsejable.
La relación beneficio/costo se calcule mediante la ecuación:
𝐵
𝐶=
𝑇𝑜𝑡𝑎𝑙 𝐼𝑛𝑔𝑟𝑒𝑠𝑜𝑠 𝐴𝑐𝑡𝑢𝑎𝑙𝑖𝑧𝑎𝑑𝑜𝑠
𝑇𝑜𝑡𝑎𝑙 𝐶𝑜𝑠𝑡𝑜𝑠 𝐴𝑐𝑡𝑢𝑎𝑙𝑖𝑧𝑎𝑑𝑜𝑠 + 𝐼𝑛𝑣𝑒𝑟𝑠𝑖ó𝑛
Dónde:
𝐵/𝐶 = Relación Beneficio / Costo
2.10.4 Periodo de Recuperación de la Inversión (PRI): Mide en cuanto tiempo se
recuperará el total de la inversión a valor presente, es decir, nos revela la fecha en
Diseño Avanzado 50
Luis Edo García Jaimes
la cual se cubre la inversión inicial en años, meses y días, para calcularlo se utiliza
la siguiente Fórmula:
𝑷𝑅𝐼 = 𝐴ñ𝑜 𝐴𝑛𝑡𝑒𝑟𝑖𝑜𝑟 𝑎 𝑙𝑎 𝑅𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛 𝑇𝑜𝑡𝑎𝑙 +𝐼𝑛𝑣𝑒𝑟𝑠𝑖ó𝑛 𝑛𝑜 𝑟𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑑𝑎
𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝐶𝑎𝑗𝑎 𝑃𝑒𝑟𝑖𝑜𝑑𝑜 𝑆𝑖𝑔𝑢𝑖𝑒𝑛𝑡𝑒
EJEMPLO 2.3
El gerente de una empresa piensa automatizar el proceso de producción de la
misma. Después de un análisis el proyecto de automatización presenta los
siguientes costos e ingresos:
Costo inicial de la automatización: 100000 €
Costes fijos anuales 25000 €
Costes variables unitarios 100 €
Precio venta unitario 250 €
Duración temporal 3 años
Volumen anual estimado de ventas: Año 1: 700 u
Año 2: 900 u
Año 3: 1.100 u
Si el coste del capital se considera constante para todo el tiempo que dure la
inversión 𝑟 = 6%, calcular para el proyecto: a) La tasa interna de retorno (TIR). b)
La relación Beneficio/costo (B/C). c) El Periodo de Recuperación de la Inversión
(PRI).
SOLUCIÓN:
Inversiones
Año 0: 100000
Año 1: 25000+100*700=95000€
Año 2: 25000+100*900=115000€
Año 3: 25000+100*1100=135000€
Ingresos
Año 0: 0
Año 1: 250*700=175000€
Año 2: 250*900=225000€
Año 3: 250*1100=275000€
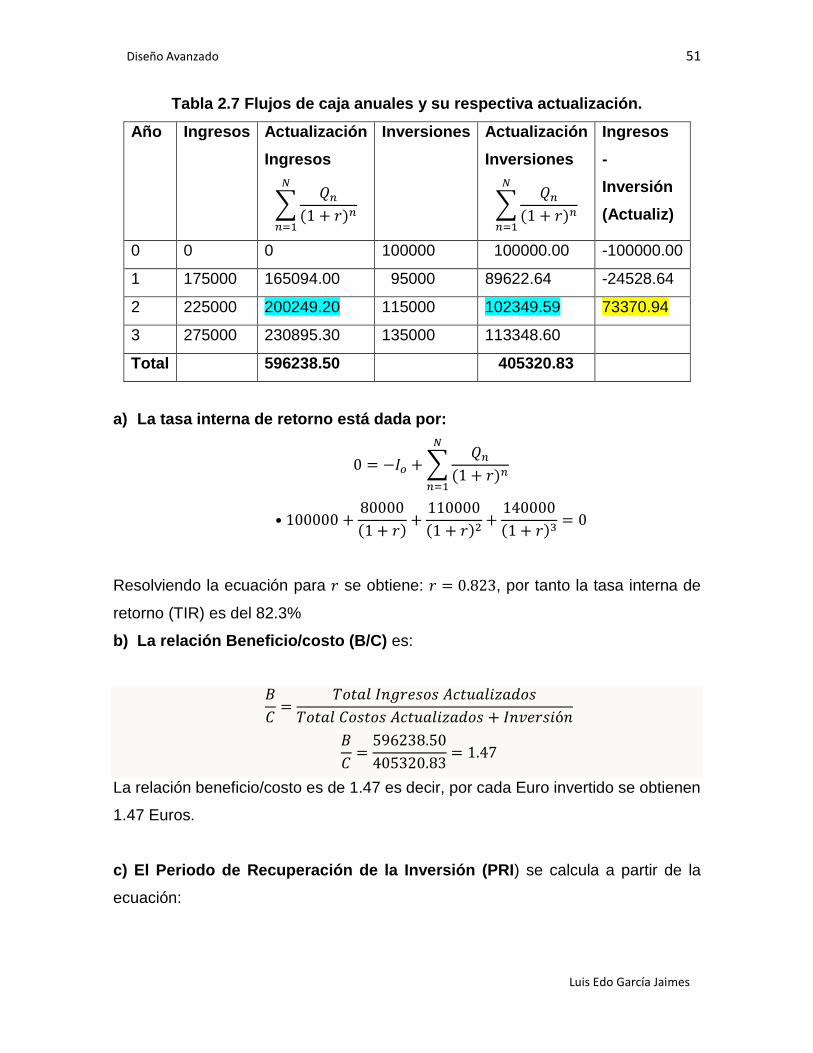
En la tabla 2.7 se muestran los flujos de caja anuales y su respectiva actualización.
Diseño Avanzado 51
Luis Edo García Jaimes
Tabla 2.7 Flujos de caja anuales y su respectiva actualización.
Año Ingresos Actualización
Ingresos
∑𝑄𝑛
(1 + 𝑟)𝑛
𝑁
𝑛=1
Inversiones Actualización
Inversiones
∑𝑄𝑛
(1 + 𝑟)𝑛
𝑁
𝑛=1
Ingresos
-
Inversión
(Actualiz)
0 0 0 100000 100000.00 -100000.00
1 175000 165094.00 95000 89622.64 -24528.64
2 225000 200249.20 115000 102349.59 73370.94
3 275000 230895.30 135000 113348.60
Total 596238.50 405320.83
a) La tasa interna de retorno está dada por:
0 = −𝐼𝑜 + ∑𝑄𝑛
(1 + 𝑟)𝑛
𝑁
𝑛=1
• 100000 +80000
(1 + 𝑟)+
110000
(1 + 𝑟)2+
140000
(1 + 𝑟)3= 0
Resolviendo la ecuación para 𝑟 se obtiene: 𝑟 = 0.823, por tanto la tasa interna de
retorno (TIR) es del 82.3%
b) La relación Beneficio/costo (B/C) es:
𝐵
𝐶=
𝑇𝑜𝑡𝑎𝑙 𝐼𝑛𝑔𝑟𝑒𝑠𝑜𝑠 𝐴𝑐𝑡𝑢𝑎𝑙𝑖𝑧𝑎𝑑𝑜𝑠
𝑇𝑜𝑡𝑎𝑙 𝐶𝑜𝑠𝑡𝑜𝑠 𝐴𝑐𝑡𝑢𝑎𝑙𝑖𝑧𝑎𝑑𝑜𝑠 + 𝐼𝑛𝑣𝑒𝑟𝑠𝑖ó𝑛
𝐵
𝐶=
596238.50
405320.83= 1.47
La relación beneficio/costo es de 1.47 es decir, por cada Euro invertido se obtienen
1.47 Euros.
c) El Periodo de Recuperación de la Inversión (PRI) se calcula a partir de la
ecuación:
Diseño Avanzado 52
Luis Edo García Jaimes
𝑷𝑅𝐼 = 𝐴ñ𝑜 𝐴𝑛𝑡𝑒𝑟𝑖𝑜𝑟 𝑎 𝑙𝑎 𝑅𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛 𝑇𝑜𝑡𝑎𝑙 +𝐼𝑛𝑣𝑒𝑟𝑠𝑖ó𝑛 𝑛𝑜 𝑟𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑑𝑎
𝐹𝑙𝑢𝑗𝑜 𝑑𝑒 𝐶𝑎𝑗𝑎 𝑃𝑒𝑟𝑖𝑜𝑑𝑜 𝑆𝑖𝑔𝑢𝑖𝑒𝑛𝑡𝑒
De la tabla 2.8 se observa que la inversión se ha recuperado totalmente en el año
2, por lo tanto:
𝑃𝑅𝐼 = 1 +24528.64
200249.2 − 102349.59= 1.25
La inversión se recupera en 1.25 años es decir, 1 año y 3 meses
Diseño Avanzado 53
Luis Edo García Jaimes
3 DISTRIBUCIÓN DE PLANTA Y DIAGRAMAS DE RECORRIDO
La distribución en planta se define como la ordenación física de los elementos que
constituyen una instalación sea industrial o de servicios. Ésta ordenación
comprende los espacios necesarios para los movimientos, el almacenamiento, los
colaboradores directos o indirectos y todas las actividades que tengan lugar en
dicha instalación. Una distribución en planta puede aplicarse en una instalación ya
existente o en una en proyección.
La distribución de planta se refiere a la disposición física de los puestos de trabajo,
de sus componentes, materiales y la ubicación de la maquinaria, para que fluyan de
mejor manera los procesos, garantizando la seguridad del trabajador y su
satisfacción por el trabajo que realiza.
El estudio de la distribución de planta busca contribuir al incremento de la eficiencia
de las actividades que realizan las unidades que conforman una organización; así
como también proporcionar a los directivos y empleados el espacio suficiente,
adecuado y necesario para desarrollar sus funciones de manera eficiente y eficaz.
El objetivo de un trabajo de diseño y distribución en planta es hallar una ordenación
de las áreas de trabajo y del equipo que sea la más eficiente en costos, al mismo
tiempo que sea la más segura y satisfactoria para los colaboradores de la
organización.
3.1 BENEFICIOS DE LA DISTRIBUCIÓN EN PLANTA
Reducción de riesgos de enfermedades profesionales y accidentes de
trabajo: Se contempla el factor seguridad desde el diseño y es una perspectiva vital
desde la distribución, de esta manera se eliminan las herramientas en los pasillos;
los pasos peligrosos, se reduce la probabilidad de resbalones, los lugares
insalubres, la mala ventilación, la mala iluminación, etc.
Mejora la satisfacción del trabajador: Con la ingeniería del detalle que se
aborda en el diseño y la distribución se contemplan los pequeños problemas que
afectan a los trabajadores, el sol de frente, las sombras en el lugar de trabajo, son
Diseño Avanzado 54
Luis Edo García Jaimes
factores que al solucionarse incrementan la moral del colaborador al sentir que la
dirección se interesa en ellos.
Incremento de la productividad: Muchos factores que son afectados
positivamente por un adecuado trabajo de diseño y distribución logran aumentar la
productividad general, algunos de ellos son la minimización de movimientos, el
aumento de la productividad del colaborador, etc.
Disminuyen los retrasos: Al balancear las operaciones se evita que los
materiales, los colaboradores y las máquinas tengan que esperar. Debe buscarse
como principio fundamental, que las unidades de producción no toquen el suelo.
Optimización del espacio: Al minimizar las distancias de recorrido y distribuir
óptimamente los pasillos, almacenes, equipo y colaboradores, se aprovecha mejor
el espacio. Como principio se debe optar por utilizar varios niveles, ya que se
aprovecha la tercera dimensión logrando ahorro de superficies.
Reducción del material en proceso: Al disminuir las distancias y al generar
secuencias lógicas de producción a través de la distribución, el material permanece
menos tiempo en el proceso.
Optimización de la vigilancia: En el diseño se planifica el campo de visión que
se tendrá con fines de supervisión.
3.2 OBJETIVOS DE LA DISTRIBUCIÓN EN PLANTA
La distribución de planta tiene por objetivo general encontrar la ordenación de los
equipos y de las áreas de trabajo que sea más económica y eficiente, al mismo
tiempo que sea segura y satisfactoria para el personal que ha de realizar el trabajo.
De forma más detallada, se podría decir que este objetivo general se alcanza a
través de la consecución de hechos como:
Disminución de la congestión.
Supresión de áreas ocupadas innecesariamente.
Reducción del trabajo administrativo e indirecto.
Mejora de la supervisión y el control.
Mayor facilidad de ajuste a los cambios de condiciones.
Mayor y mejor utilización de la mano de obra, la maquinaria y los servicios.
Diseño Avanzado 55
Luis Edo García Jaimes
Reducción de las manutenciones y del material en proceso.
Disminución del riesgo para el material o su calidad.
Reducción del riesgo para la salud y aumento de la seguridad de los
trabajadores.
Elevación de la moral y la satisfacción del personal.
Disminución de los retrasos y del tiempo de fabricación e incremento de la
producción.
Es evidente que, aunque los factores enumerados puedan ser ventajas concretas a
conseguir, no todas podrán ser alcanzadas al mismo tiempo y, en la mayoría de los
casos, la mejor solución será un equilibrio en la consecución de los mismos.
En resumen, con una buena distribución en planta se debe obtener:
Unidad: con esto se pretende que no haya sensación de pertenecer a unidades
distintas ligada exclusivamente a la distribución en planta.
Circulación mínima: El movimiento de productos, personas o Información se
debe minimizar.
Seguridad: La Seguridad en el movimiento y el trabajo de personas y materiales
es una exigencia en cualquier diseño de distribución en planta.
Flexibilidad: Es la necesidad de diseñar la distribución en plana atendiendo
a los cambios que ocurrirán en el corto y medio plazo en volumen y en
proceso de producción.
El movimiento en los medios directos de producción es imprescindible para el
desarrollo del proceso productivo. En algunos casos son los operarios
los que se trasladarán a los puntos donde se realizan las diferentes
operaciones; en otros casos es el material o incluso la maquinaria la que se
desplaza.
Fundamentalmente, existen sólo siete modos de relacionar, en cuanto al
movimiento, estos tres elementos de producción:
Diseño Avanzado 56
Luis Edo García Jaimes
Movimiento de material: Es probablemente el elemento más comúnmente movido.
El material se mueve de un lugar de trabajo a otro, de una operación a la siguiente,
de un departamento a un almacén o viceversa.
Movimiento del hombre: Los operarios se mueven de un lugar de trabajo al
siguiente, llevando a cabo las operaciones necesarias sobre cada pieza de material.
Movimiento de maquinaria: El trabajador mueve diversas herramientas o
máquinas para actuar sobre una pieza grande.
Movimiento de material y de hombres: El trabajador se mueve con el material
llevando a cabo una cierta operación en cada máquina o lugar de trabajo.
Movimiento de material y de maquinaria: Los materiales y la maquinaria o
herramientas van hacia los hombres que llevan a cabo la operación.
Movimiento de hombres y de maquinaria: Los trabajadores se mueven con las
herramientas y equipo generalmente alrededor de una gran pieza.
Movimiento de materiales, hombres y maquinaria. Generalmente es demasiado
costo e innecesario el moverlos a los tres.
El ordenamiento de las áreas de trabajo, el personal y los medios de producción
debe ser lo más económico posible, al mismo tiempo que el más seguro y
satisfactorio para los empleados.
Debe de tenerse en cuenta que al menos uno de los tres elementos debe moverse,
pues de lo contrario no puede haber producción en un sentido industrial. Pero lo
más común industrialmente hablando, es mover el material.
Al material pueden sucederle tres cosas en la obtención de un producto:
1. El cambio de forma (elaboración o fabricación)
2. El cambio de características (tratamiento)
3. La adición de otros materiales a una primera pieza o material (montaje)
Las diferentes combinaciones de movimiento de los medios directos de producción
pueden apreciarse en la figura 3.1
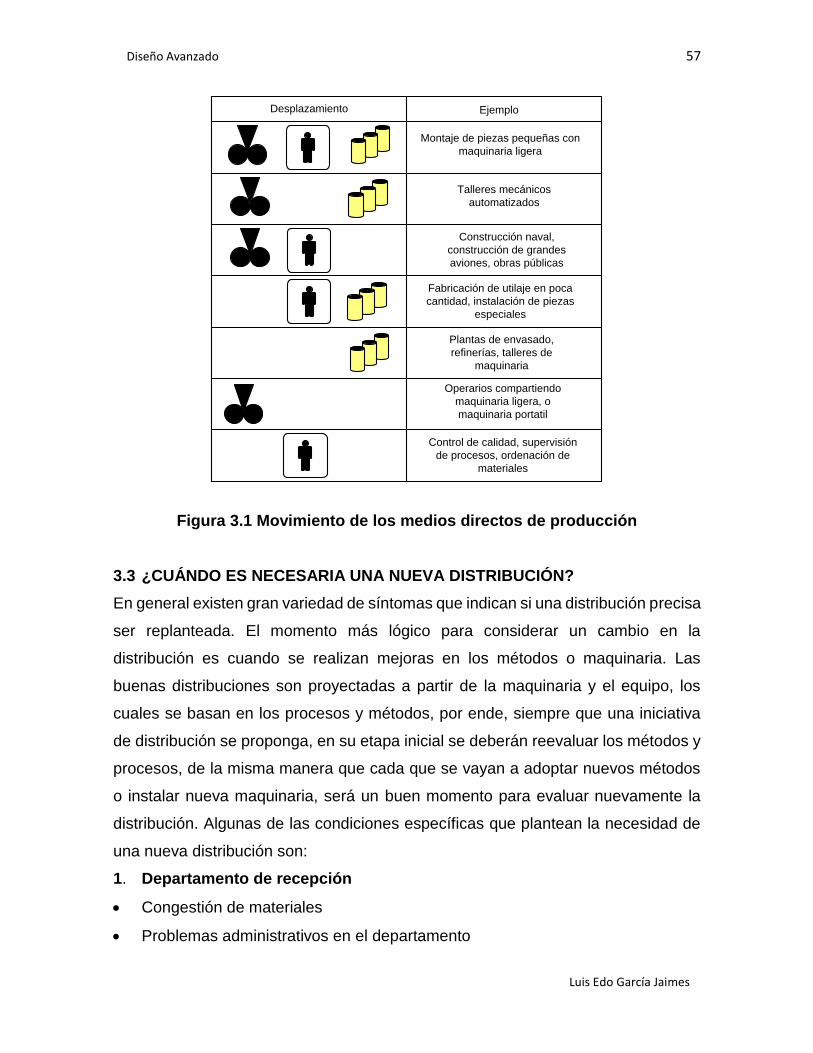
Diseño Avanzado 57
Luis Edo García Jaimes
Desplazamiento Ejemplo
Montaje de piezas pequeñas con
maquinaria ligera
Talleres mecánicos
automatizados
Construcción naval,
construcción de grandes
aviones, obras públicas
Fabricación de utilaje en poca
cantidad, instalación de piezas
especiales
Plantas de envasado,
refinerías, talleres de
maquinaria
Operarios compartiendo
maquinaria ligera, o
maquinaria portatil
Control de calidad, supervisión
de procesos, ordenación de
materiales
Figura 3.1 Movimiento de los medios directos de producción
3.3 ¿CUÁNDO ES NECESARIA UNA NUEVA DISTRIBUCIÓN?
En general existen gran variedad de síntomas que indican si una distribución precisa
ser replanteada. El momento más lógico para considerar un cambio en la
distribución es cuando se realizan mejoras en los métodos o maquinaria. Las
buenas distribuciones son proyectadas a partir de la maquinaria y el equipo, los
cuales se basan en los procesos y métodos, por ende, siempre que una iniciativa
de distribución se proponga, en su etapa inicial se deberán reevaluar los métodos y
procesos, de la misma manera que cada que se vayan a adoptar nuevos métodos
o instalar nueva maquinaria, será un buen momento para evaluar nuevamente la
distribución. Algunas de las condiciones específicas que plantean la necesidad de
una nueva distribución son:
1. Departamento de recepción
Congestión de materiales
Problemas administrativos en el departamento
Diseño Avanzado 58
Luis Edo García Jaimes
Demoras de los vehículos proveedores
Excesivos movimientos manuales o remanipulación
Necesidad de horas extras
2. Almacenes
Demoras en los despachos
Daños a materiales almacenados
Pérdidas de materiales
Control de inventarios insuficientes
Elevada cantidad de material
Piezas obsoletas en inventarios
Espacio insuficiente para almacenar
Almacenamiento caótico
3. Departamento de producción
Frecuentes redisposiciones parciales de equipos
Operarios calificados que mueven materiales
Materiales en el piso
Congestión en pasillos
Disposición inadecuada del centro de trabajo
Tiempo de movimiento de materiales elevado
Máquinas paradas en espera de material a procesar
4. Expedición
Demoras en los despachos
Roturas o pérdidas de materiales
5. Ambiente
Condiciones inadecuadas de iluminación, ventilación, ruido, limpieza
Elevados índices de accidentalidad, incidentalidad o repentina alteración de la
tendencia
Alta rotación del personal
6. Condiciones generales
Programa de producción caótico
Diseño Avanzado 59
Luis Edo García Jaimes
Elevados gastos indirectos
7. Expansión de la producción: Muchas de las hoy plantas de producción
pequeñas, serán mañana fábricas de tamaño medio. Éste crecimiento se tornará
gradual y constante y deberá considerarse siempre la distribución de la planta en la
planeación estratégica de la organización.
8. Nuevos métodos
9. Nuevos productos: Aun cuando para la fabricación de nuevos productos se
utilicen los procesos existentes en la compañía, siempre deberán considerarse los
posibles nuevos retos de manipulación de materiales, que con seguridad se
presentarán. Del mismo modo que aumentará la presión sobre el espacio para
fabricación con que se cuenta.
10. Instalaciones nuevas: La función principal de una instalación nueva es la
de permitir una distribución más eficiente. En éste caso se tiene la oportunidad de
eliminar todos aquellos aspectos estructurales y de diseño que restringen un óptimo
funcionamiento de la organización. El diseño del nuevo edificio debe facilitar el
crecimiento y la expansión que se estimen necesarios.
3.4 FACTORES QUE INFLUYEN EN LA SELECCIÓN DE LA
DISTRIBUCIÓN EN PLANTA
Los factores que tienen influencia sobre cualquier distribución de planta pueden
encuadrarse en ocho grupos:
Los materiales: En este caso se deben considerar el tamaño, forma, volumen,
peso y características físicas y químicas de los mismos, las cuales influyen
decisivamente en los métodos de producción y en las formas de manipulación y
almacenamiento. La bondad de una distribución en planta dependerá en gran
medida de la facilidad que aporta en el manejo de los distintos productos y
materiales con los que se trabaja.
La maquinaria: Para lograr una distribución adecuada es indispensable tener
información de los procesos a emplear, de la maquinaria, utillaje y equipos
necesarios, así como de la utilización y requerimientos de los mismos. La
importancia de los procesos radica en que éstos determinan directamente los
Diseño Avanzado 60
Luis Edo García Jaimes
equipos y máquinas a utilizar y ordenar. En lo que se refiere a la maquinaria, se
habrá de considerar su tipología y el número existente de cada clase, así como
el tipo y cantidad de equipos y utillaje. El conocimiento de factores relativos a
la maquinaria en general, tales como espacio requerido, forma, altura y peso,
cantidad y clase de operarios requeridos, riesgos para el personal, necesidad de
servicios auxiliares, etc., se muestra indispensable para poder afrontar un
correcto y completo estudio de distribución en planta.
La mano de obra: También la mano de obra ha de ser ordenada en el
proceso de distribución, englobando tanto la directa como la de supervisión y
demás servicios auxiliares. Al hacerlo, debe considerarse la seguridad de los
empleados, junto con otros factores, tales como luminosidad, ventilación,
temperatura, ruidos, etc. De igual forma habrá de estudiarse la cualificación y
flexibilidad del personal requerido, así como el número de trabajadores
necesarios en cada momento y el trabajo que habrán de realizar.
El movimiento: En relación con este factor, hay que tener presente que las
manutenciones no son operaciones productivas, pues no añaden ningún valor al
producto. Debido a ello, hay que intentar que sean mínimas y que su
realización se combine en lo posible con otras operaciones, sin perder de vista que
se persigue la eliminación de manejos innecesarios y antieconómicos.
Las esperas: Uno de los objetivos que se persiguen al estudiar la
distribución en planta es conseguir que la circulación de los materiales sea
fluida, evitando así el coste que suponen las esperas y demoras que tienen lugar
cuando dicha circulación se detiene. Si se programan esperas, es necesario que
sean considerados los espacios necesarios para los materiales en espera.
Los servicios auxiliares: Los servicios auxiliares permiten y facilitan la actividad
principal que se desarrolla en una planta. Entre ellos, podemos citar los relativos al
personal (por ejemplo: vías de acceso, protección contra incendios, primeros
auxilios, supervisión, seguridad, etc.), los relativos al material (por ejemplo:
inspección y control de calidad) y los relativos a la maquinaria (por ejemplo:
mantenimiento y distribución de líneas de servicios auxiliares). Estos servicios
aparecen ligados a todos los factores que toman parte en la distribución
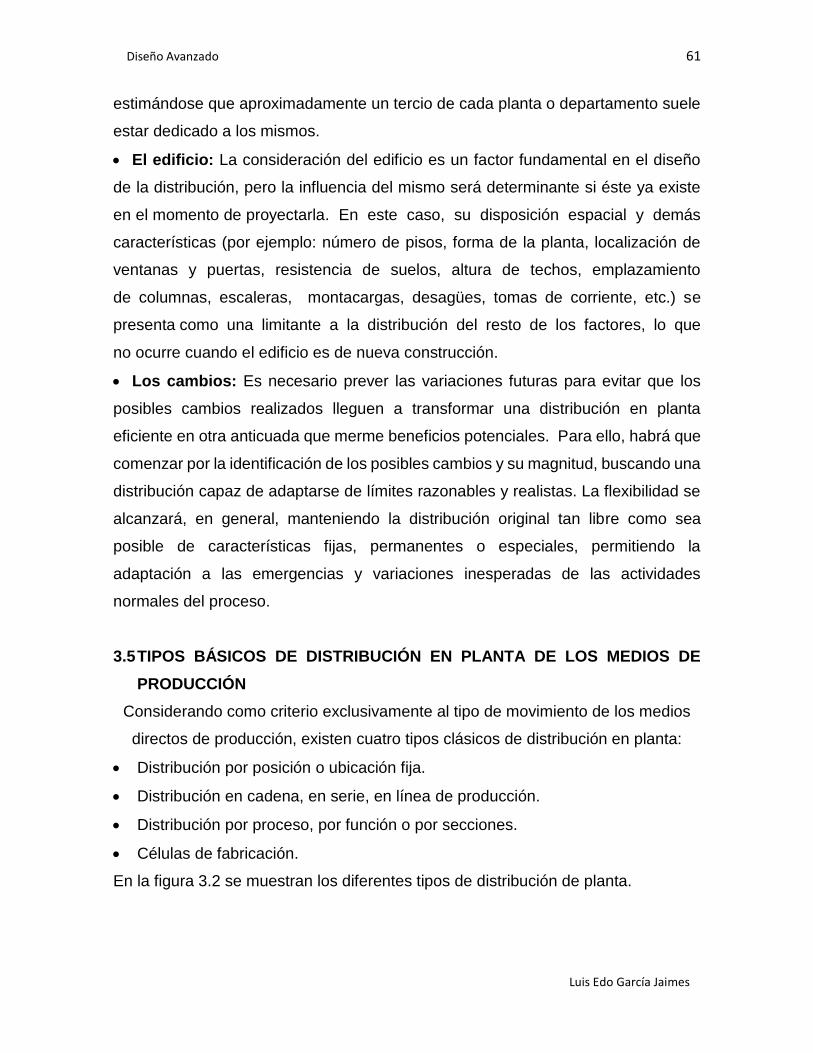
Diseño Avanzado 61
Luis Edo García Jaimes
estimándose que aproximadamente un tercio de cada planta o departamento suele
estar dedicado a los mismos.
El edificio: La consideración del edificio es un factor fundamental en el diseño
de la distribución, pero la influencia del mismo será determinante si éste ya existe
en el momento de proyectarla. En este caso, su disposición espacial y demás
características (por ejemplo: número de pisos, forma de la planta, localización de
ventanas y puertas, resistencia de suelos, altura de techos, emplazamiento
de columnas, escaleras, montacargas, desagües, tomas de corriente, etc.) se
presenta como una limitante a la distribución del resto de los factores, lo que
no ocurre cuando el edificio es de nueva construcción.
Los cambios: Es necesario prever las variaciones futuras para evitar que los
posibles cambios realizados lleguen a transformar una distribución en planta
eficiente en otra anticuada que merme beneficios potenciales. Para ello, habrá que
comenzar por la identificación de los posibles cambios y su magnitud, buscando una
distribución capaz de adaptarse de límites razonables y realistas. La flexibilidad se
alcanzará, en general, manteniendo la distribución original tan libre como sea
posible de características fijas, permanentes o especiales, permitiendo la
adaptación a las emergencias y variaciones inesperadas de las actividades
normales del proceso.
3.5 TIPOS BÁSICOS DE DISTRIBUCIÓN EN PLANTA DE LOS MEDIOS DE
PRODUCCIÓN
Considerando como criterio exclusivamente al tipo de movimiento de los medios
directos de producción, existen cuatro tipos clásicos de distribución en planta:
Distribución por posición o ubicación fija.
Distribución en cadena, en serie, en línea de producción.
Distribución por proceso, por función o por secciones.
Células de fabricación.
En la figura 3.2 se muestran los diferentes tipos de distribución de planta.
Diseño Avanzado 62
Luis Edo García Jaimes
Figura 3.2 Diferentes tipos de distribución de planta
3.5.1 Distribución por posición fija: La distribución por posición fija se emplea
fundamentalmente en grandes proyectos en los que el material permanece
estático, mientras que tanto los operarios como la maquinaria y equipos se
trasladan a los puntos de operación.
Generalmente se trata de grandes productos de los que se fabrican pocas
unidades de manera discontinua en el tiempo.
Ejemplos de distribución por posición fija: la disposición habitualmente
adoptada en los astilleros durante la fabricación de grandes barcos, en la
fabricación de grandes aviones o motores o en la construcción de obras públicas.
Ver figura 3.3
Figura 3.3 Distribución por posición fija
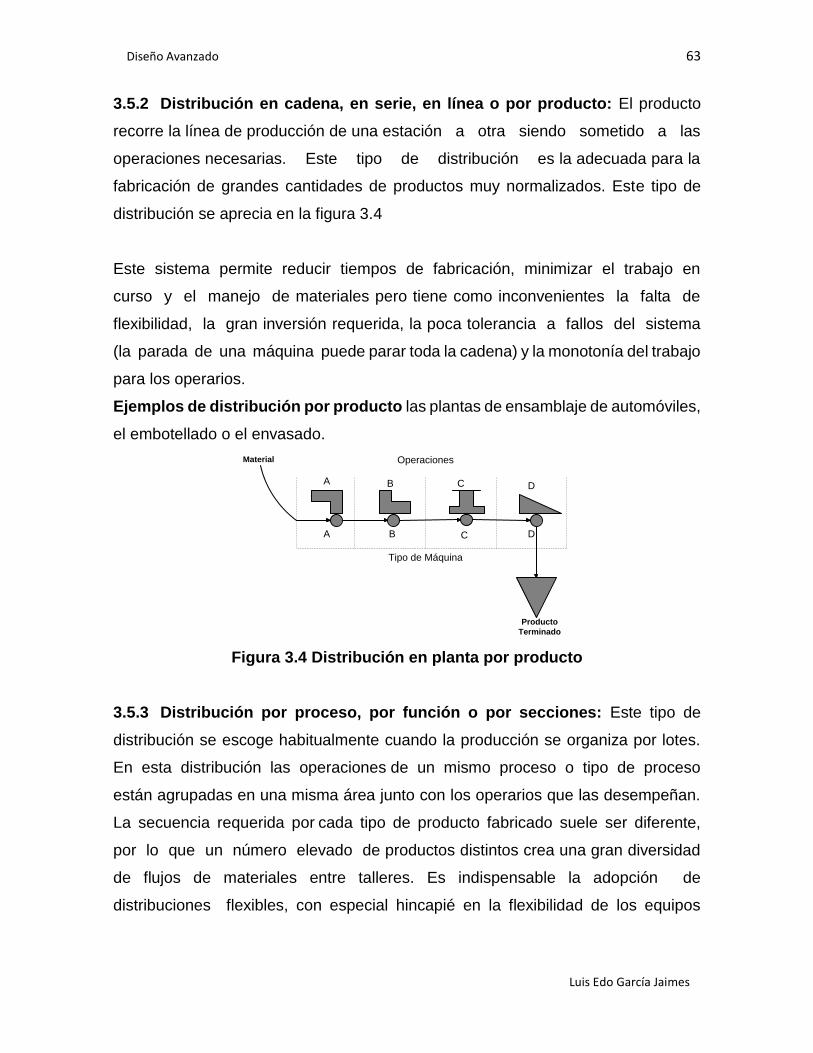
Diseño Avanzado 63
Luis Edo García Jaimes
3.5.2 Distribución en cadena, en serie, en línea o por producto: El producto
recorre la línea de producción de una estación a otra siendo sometido a las
operaciones necesarias. Este tipo de distribución es la adecuada para la
fabricación de grandes cantidades de productos muy normalizados. Este tipo de
distribución se aprecia en la figura 3.4
Este sistema permite reducir tiempos de fabricación, minimizar el trabajo en
curso y el manejo de materiales pero tiene como inconvenientes la falta de
flexibilidad, la gran inversión requerida, la poca tolerancia a fallos del sistema
(la parada de una máquina puede parar toda la cadena) y la monotonía del trabajo
para los operarios.
Ejemplos de distribución por producto las plantas de ensamblaje de automóviles,
el embotellado o el envasado.
Material
Producto
Terminado
Operaciones
Tipo de Máquina
A B C D
A B C D
Figura 3.4 Distribución en planta por producto
3.5.3 Distribución por proceso, por función o por secciones: Este tipo de
distribución se escoge habitualmente cuando la producción se organiza por lotes.
En esta distribución las operaciones de un mismo proceso o tipo de proceso
están agrupadas en una misma área junto con los operarios que las desempeñan.
La secuencia requerida por cada tipo de producto fabricado suele ser diferente,
por lo que un número elevado de productos distintos crea una gran diversidad
de flujos de materiales entre talleres. Es indispensable la adopción de
distribuciones flexibles, con especial hincapié en la flexibilidad de los equipos
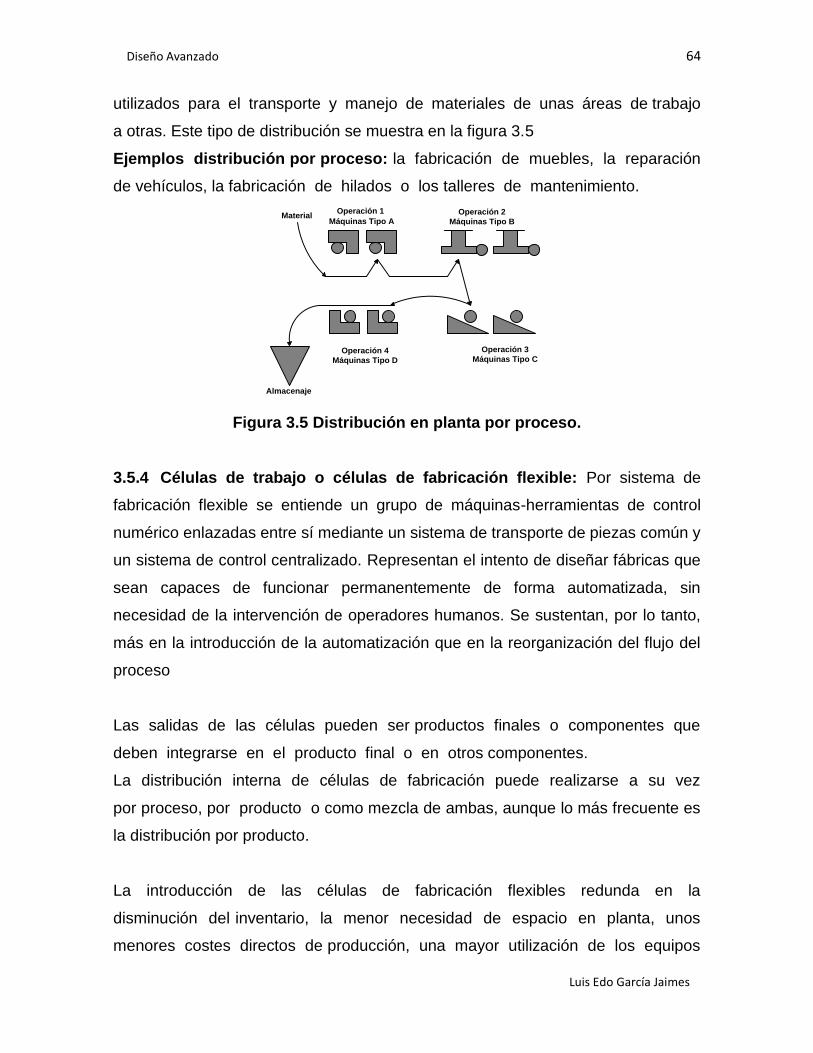
Diseño Avanzado 64
Luis Edo García Jaimes
utilizados para el transporte y manejo de materiales de unas áreas de trabajo
a otras. Este tipo de distribución se muestra en la figura 3.5
Ejemplos distribución por proceso: la fabricación de muebles, la reparación
de vehículos, la fabricación de hilados o los talleres de mantenimiento.
MaterialOperación 1
Máquinas Tipo AOperación 2
Máquinas Tipo B
Operación 3
Máquinas Tipo COperación 4
Máquinas Tipo D
Almacenaje
Figura 3.5 Distribución en planta por proceso.
3.5.4 Células de trabajo o células de fabricación flexible: Por sistema de
fabricación flexible se entiende un grupo de máquinas-herramientas de control
numérico enlazadas entre sí mediante un sistema de transporte de piezas común y
un sistema de control centralizado. Representan el intento de diseñar fábricas que
sean capaces de funcionar permanentemente de forma automatizada, sin
necesidad de la intervención de operadores humanos. Se sustentan, por lo tanto,
más en la introducción de la automatización que en la reorganización del flujo del
proceso
Las salidas de las células pueden ser productos finales o componentes que
deben integrarse en el producto final o en otros componentes.
La distribución interna de células de fabricación puede realizarse a su vez
por proceso, por producto o como mezcla de ambas, aunque lo más frecuente es
la distribución por producto.
La introducción de las células de fabricación flexibles redunda en la
disminución del inventario, la menor necesidad de espacio en planta, unos
menores costes directos de producción, una mayor utilización de los equipos
Diseño Avanzado 65
Luis Edo García Jaimes
y participación de los empleados, y en algunos casos, un aumento de la
calidad pero requieren un gran desembolso en equipos que sólo es justificable
a partir de determinados volúmenes de producción.
Un elemento determinante para los Sistemas Flexibles de Manufactura son los
robots multipropósito o de ensamble, que sustituyen la actividad humana en los
procesos productivos; se puede decir que sin ellos, no se tiene un sistema de
manufactura flexible. El aspecto flexible de una celda de manufactura flexible indica
que la celda no está restringida a sólo un tipo de parte o proceso, más bien puede
acomodarse fácilmente a distintas partes y productos, usualmente dentro de familias
de propiedades físicas y características dimensionales similares. (Figura 3.6)
Figura 3.6 Células de fabricación flexible
Tabla 3.1 Características de los tipos de distribución en planta.
POR
PRODUCTO
POR PROCESO POSICIÓN
FIJA
SIST.
FLEXIBLE
Producto
Productos
estándar
Varios productos
con operaciones
comunes
Bajo pedido Series
pequeñas y
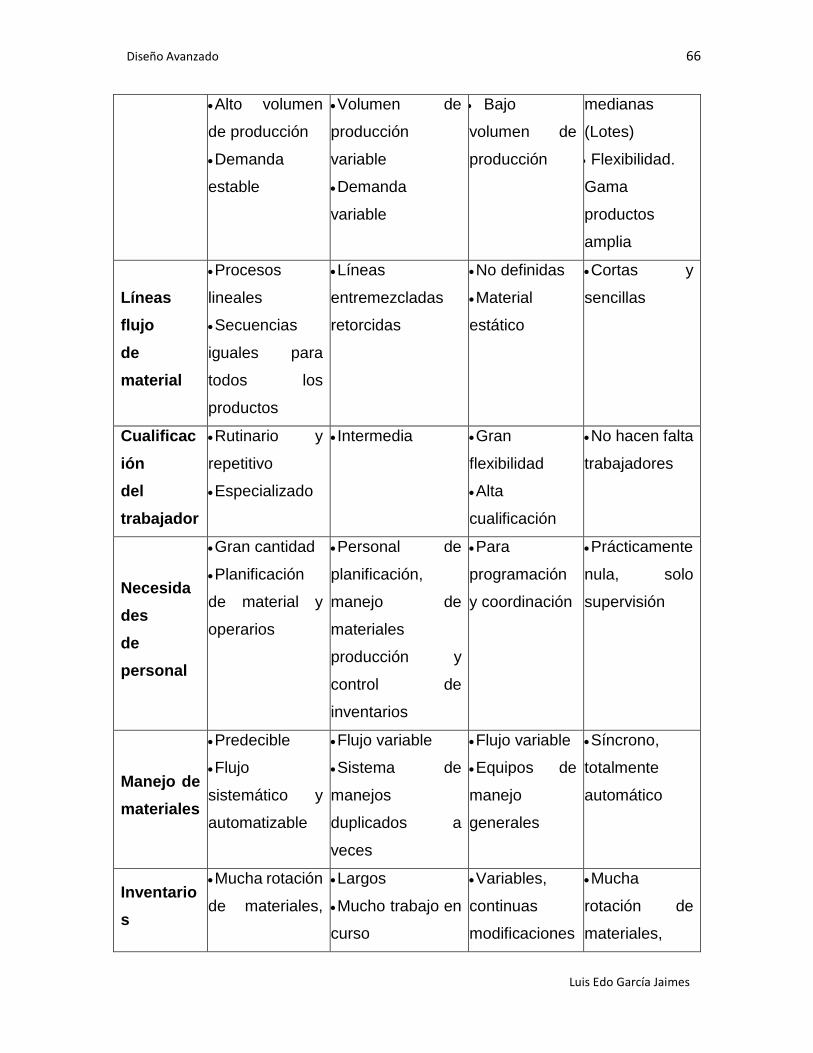
Diseño Avanzado 66
Luis Edo García Jaimes
Alto volumen
de producción
Demanda
estable
Volumen de
producción
variable
Demanda
variable
Bajo
volumen de
producción
medianas
(Lotes)
Flexibilidad.
Gama
productos
amplia
Líneas
flujo
de
material
Procesos
lineales
Secuencias
iguales para
todos los
productos
Líneas
entremezcladas
retorcidas
No definidas
Material
estático
Cortas y
sencillas
Cualificac
ión
del
trabajador
Rutinario y
repetitivo
Especializado
Intermedia Gran
flexibilidad
Alta
cualificación
No hacen falta
trabajadores
Necesida
des
de
personal
Gran cantidad
Planificación
de material y
operarios
Personal de
planificación,
manejo de
materiales
producción y
control de
inventarios
Para
programación
y coordinación
Prácticamente
nula, solo
supervisión
Manejo de
materiales
Predecible
Flujo
sistemático y
automatizable
Flujo variable
Sistema de
manejos
duplicados a
veces
Flujo variable
Equipos de
manejo
generales
Síncrono,
totalmente
automático
Inventario
s
Mucha rotación
de materiales,
Largos
Mucho trabajo en
curso
Variables,
continuas
modificaciones
Mucha
rotación de
materiales,
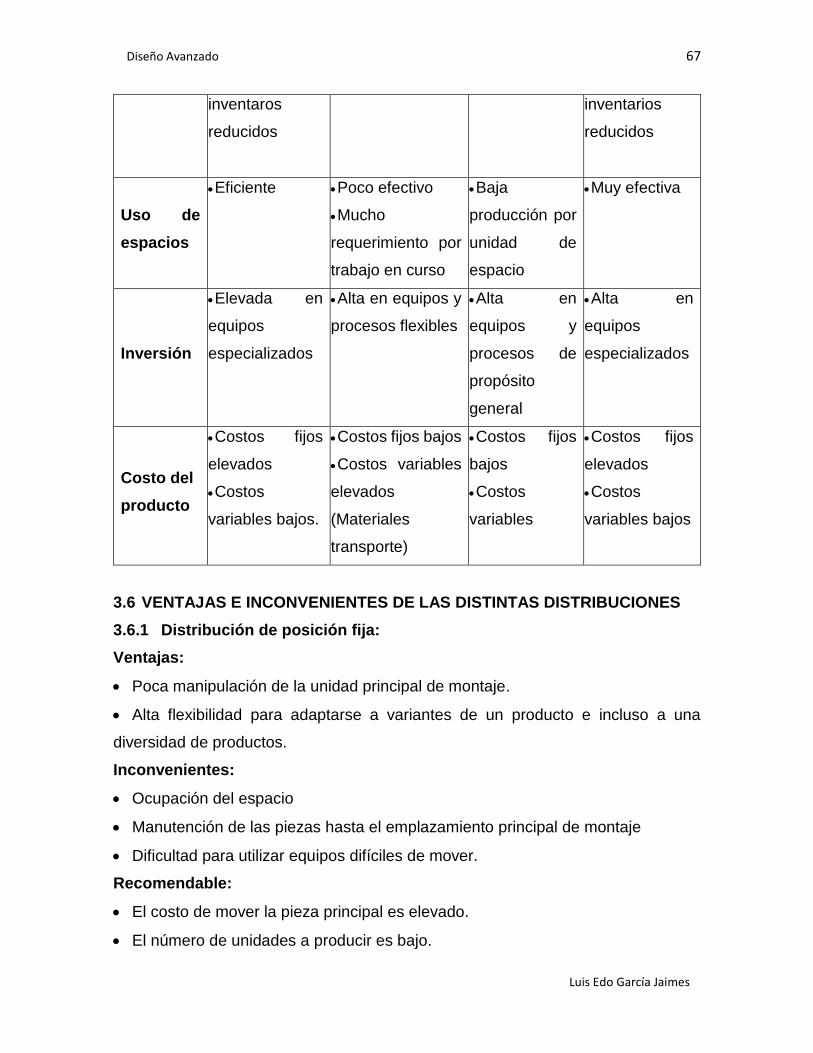
Diseño Avanzado 67
Luis Edo García Jaimes
inventaros
reducidos
inventarios
reducidos
Uso de
espacios
Eficiente Poco efectivo
Mucho
requerimiento por
trabajo en curso
Baja
producción por
unidad de
espacio
Muy efectiva
Inversión
Elevada en
equipos
especializados
Alta en equipos y
procesos flexibles
Alta en
equipos y
procesos de
propósito
general
Alta en
equipos
especializados
Costo del
producto
Costos fijos
elevados
Costos
variables bajos.
Costos fijos bajos
Costos variables
elevados
(Materiales
transporte)
Costos fijos
bajos
Costos
variables
Costos fijos
elevados
Costos
variables bajos
3.6 VENTAJAS E INCONVENIENTES DE LAS DISTINTAS DISTRIBUCIONES
3.6.1 Distribución de posición fija:
Ventajas:
Poca manipulación de la unidad principal de montaje.
Alta flexibilidad para adaptarse a variantes de un producto e incluso a una
diversidad de productos.
Inconvenientes:
Ocupación del espacio
Manutención de las piezas hasta el emplazamiento principal de montaje
Dificultad para utilizar equipos difíciles de mover.
Recomendable:
El costo de mover la pieza principal es elevado.
El número de unidades a producir es bajo.
Diseño Avanzado 68
Luis Edo García Jaimes
Las operaciones requieren principalmente trabajo manual o herramientas o
maquinas ligeras.
3.6.2 Distribución orientada a producto:
Ventajas:
Mínima manipulación de los materiales
Reducción de tiempo entre el inicio del proceso y la obtención del producto final.
Menos material en proceso.
Mano de obra más fácil de entrenar y de sustituir.
Programación y control sencillos.
Inconvenientes:
Mayor inversión
Rigidez
Diseño y puesta a punto más complejo.
El ritmo de producción lo marca la maquina más lenta
Una avería puede interrumpir todo el proceso
Tiempos muertos en algunos puestos de trabajo
El aumento del rendimiento individual no repercute en el rendimiento global.
Recomendable:
Alto volumen de producción de unidades idénticas o bastante parecidas.
Demanda estable.
3.6.3 Distribución orientada a proceso:
Ventajas:
Menor inversión, equipos de uso general.
Flexibilidad para cambios en los productos y en el volumen de la demanda.
Facilidad de mantener el sistema en funcionamiento ante averías o fallas.
Posibilidad de individualizar rendimientos.
Inconvenientes:
Alta manipulación de materiales.
Alto stock de materiales en curso de elaboración.
Programación compleja.
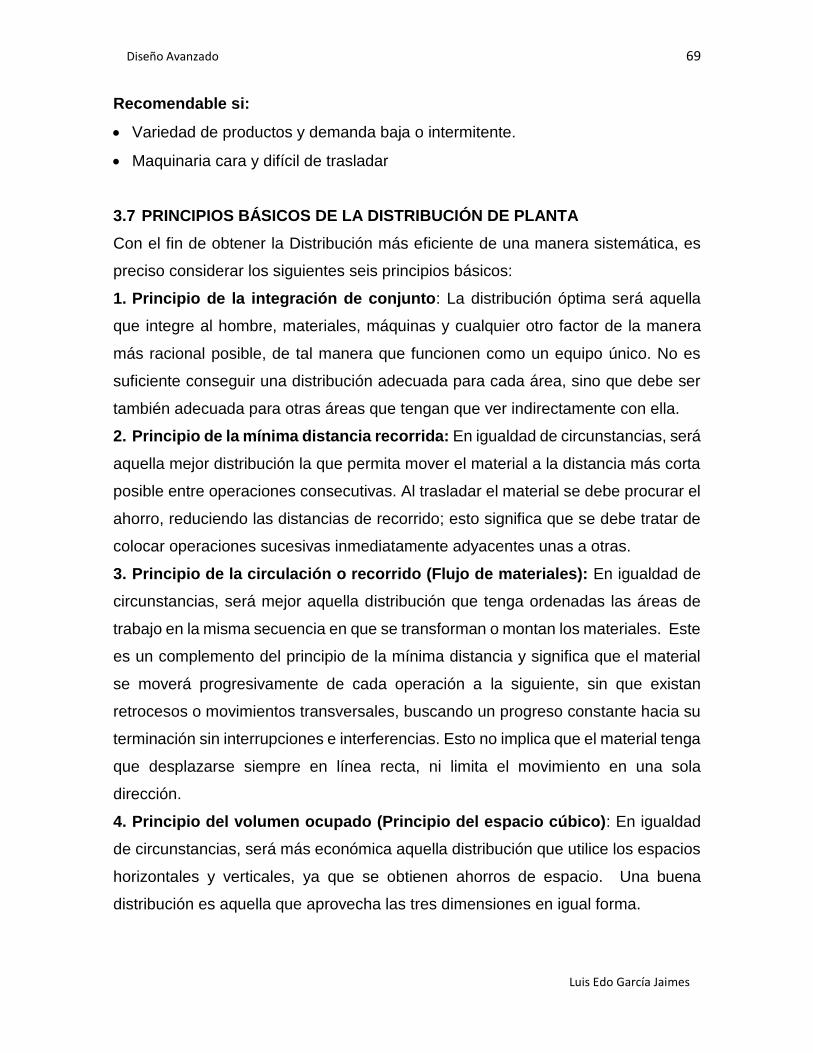
Diseño Avanzado 69
Luis Edo García Jaimes
Recomendable si:
Variedad de productos y demanda baja o intermitente.
Maquinaria cara y difícil de trasladar
3.7 PRINCIPIOS BÁSICOS DE LA DISTRIBUCIÓN DE PLANTA
Con el fin de obtener la Distribución más eficiente de una manera sistemática, es
preciso considerar los siguientes seis principios básicos:
1. Principio de la integración de conjunto: La distribución óptima será aquella
que integre al hombre, materiales, máquinas y cualquier otro factor de la manera
más racional posible, de tal manera que funcionen como un equipo único. No es
suficiente conseguir una distribución adecuada para cada área, sino que debe ser
también adecuada para otras áreas que tengan que ver indirectamente con ella.
2. Principio de la mínima distancia recorrida: En igualdad de circunstancias, será
aquella mejor distribución la que permita mover el material a la distancia más corta
posible entre operaciones consecutivas. Al trasladar el material se debe procurar el
ahorro, reduciendo las distancias de recorrido; esto significa que se debe tratar de
colocar operaciones sucesivas inmediatamente adyacentes unas a otras.
3. Principio de la circulación o recorrido (Flujo de materiales): En igualdad de
circunstancias, será mejor aquella distribución que tenga ordenadas las áreas de
trabajo en la misma secuencia en que se transforman o montan los materiales. Este
es un complemento del principio de la mínima distancia y significa que el material
se moverá progresivamente de cada operación a la siguiente, sin que existan
retrocesos o movimientos transversales, buscando un progreso constante hacia su
terminación sin interrupciones e interferencias. Esto no implica que el material tenga
que desplazarse siempre en línea recta, ni limita el movimiento en una sola
dirección.
4. Principio del volumen ocupado (Principio del espacio cúbico): En igualdad
de circunstancias, será más económica aquella distribución que utilice los espacios
horizontales y verticales, ya que se obtienen ahorros de espacio. Una buena
distribución es aquella que aprovecha las tres dimensiones en igual forma.
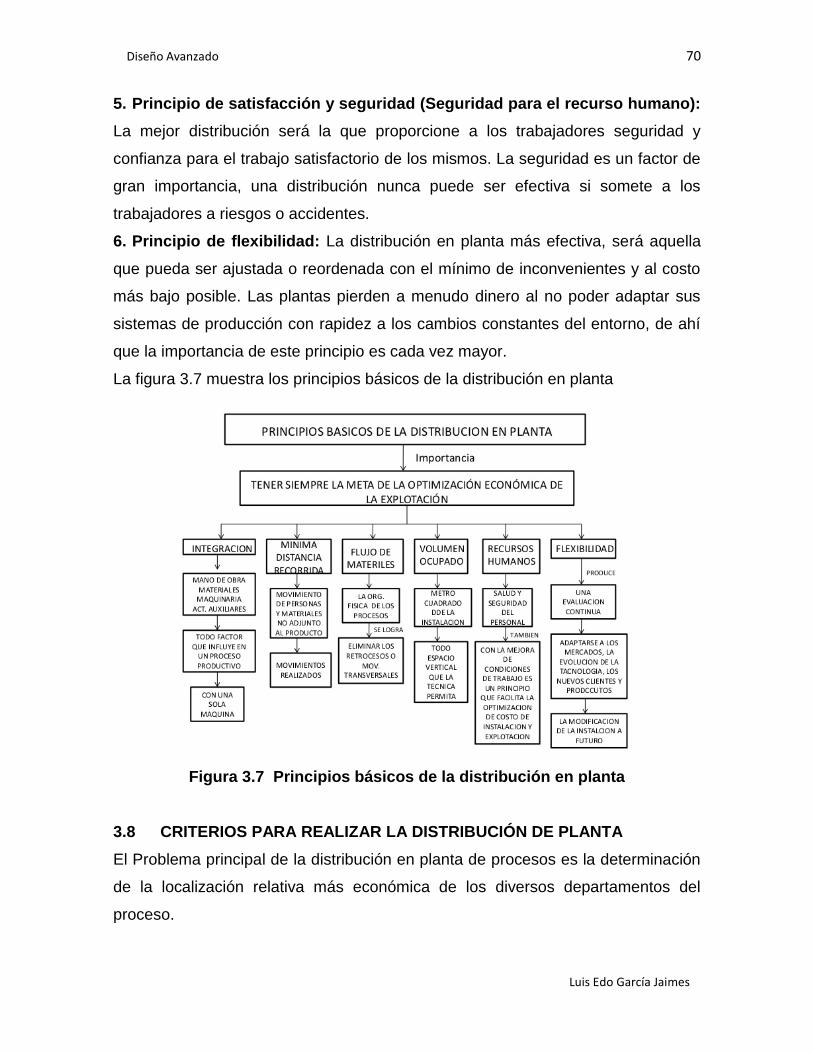
Diseño Avanzado 70
Luis Edo García Jaimes
5. Principio de satisfacción y seguridad (Seguridad para el recurso humano):
La mejor distribución será la que proporcione a los trabajadores seguridad y
confianza para el trabajo satisfactorio de los mismos. La seguridad es un factor de
gran importancia, una distribución nunca puede ser efectiva si somete a los
trabajadores a riesgos o accidentes.
6. Principio de flexibilidad: La distribución en planta más efectiva, será aquella
que pueda ser ajustada o reordenada con el mínimo de inconvenientes y al costo
más bajo posible. Las plantas pierden a menudo dinero al no poder adaptar sus
sistemas de producción con rapidez a los cambios constantes del entorno, de ahí
que la importancia de este principio es cada vez mayor.
La figura 3.7 muestra los principios básicos de la distribución en planta
Figura 3.7 Principios básicos de la distribución en planta
3.8 CRITERIOS PARA REALIZAR LA DISTRIBUCIÓN DE PLANTA
El Problema principal de la distribución en planta de procesos es la determinación
de la localización relativa más económica de los diversos departamentos del
proceso.
Diseño Avanzado 71
Luis Edo García Jaimes
El criterio principal en la selección del arreglo es el costo del manejo de materiales.
Por lo tanto, conviene hacer un arreglo que coloque las tareas de proceso de tal
forma que se minimicen los costos del manejo de materiales de todas las piezas a
través de los departamentos.
Para la solución a este problema, se analizan los siguientes métodos:
Método de la Carta Viajera. (Costo del transporte)
Método de la Tabla de Preferencia. (Prioridad de cercanía)
3.8.1 Método de la carta viajera (Costo del transporte): Es un método
cuantitativo que utiliza una tabla matricial como elemento básico de análisis. El
criterio principal es buscar un arreglo que minimice el costo de desplazamiento de
materiales entre secciones. La combinación que tenga el costo total menor será la
distribución que se busca.
Para una distribución dada, el coste total del transporte sería:
𝐶𝑇𝑇 = ∑∑𝑉𝑖𝑗𝐷𝑖𝑗𝐶𝑖𝑗 = 𝑚í𝑛𝑖𝑚𝑜 3.1
𝑛
𝑗=1
𝑛
𝑖=1
𝑉𝑖𝑗 = Número de cargas por período de tiempo entre los departamentos 𝑖 y 𝑗.
𝐷𝑖𝑗 = Distancia entre los departamentos 𝑖 y 𝑗.
𝐶𝑖𝑗 =Costo para transportar un producto entre los departamentos 𝑖 y 𝑗.
De las variables mencionadas, la única que depende de la localización relativa de
los departamentos es 𝐷𝑖𝑗, por lo que, el problema a resolver será determinar
aquella distribución o combinación particular de 𝐷𝑖𝑗 que minimice 𝐶𝑇𝑇. La
resolución se complica demasiado, debido al elevado número de posibles
combinaciones existentes, dado que el número de casos posibles cuando existen
𝑛 secciones es 𝑛!. (Por ejemplo, un proceso con 6 secciones contaría en principio
con 720 alternativas). Aunque para problemas pequeños podría obtenerse la
solución óptima si se analizaran todas las combinaciones existentes, para los
casos más comunes esto suele ser imposible incluso con la ayuda del ordenador.
Metodología para realizar la distribución:
1. Se determina el número de departamentos necesarios y sus respectivas áreas
requeridas
Diseño Avanzado 72
Luis Edo García Jaimes
2. Se establecen las restricciones del problema
3. Se establecen las condiciones y premisas del estudio.
4. Se recolectan datos, como la secuencia de operaciones, las unidades y tipos de
productos a fabricar.
5. Se prepara una tabla resumen con la secuencia de producción y otros datos de
interés.
6. Se prepara una matriz de carga (volumen) en base a las unidades a producir, la
secuencia de operaciones y la especificaciones de cada producto.
7. Se plantea una distribución base (tentativa) tratando de ubicar juntos aquellos
departamentos que tengan mayor carga, según la matriz de carga (volumen).
8. Se prepara una matriz distancia para la distribución base.
9. Se construye una nueva matriz, llamada distancia – volumen, multiplicando los
valores de las casillas de posición idéntica de la matriz carga por la matriz distancia.
10. Se determinan los elementos críticos de la distribución base, es decir, se
estudia la posibilidad de permutar aquellos departamentos que no están adyacentes
y que tienen movimientos críticos. Se trata de reducir el total de las sumas de los
renglones de la matriz distancia – volumen.
11. Se realiza una nueva distribución y se vuelve al paso 7. Si el arreglo tiene un
costo total menor que la distribución anterior, se toma como la distribución buscada.
El proceso se repite tantas veces como el analista estime necesario. Se toma como
guía encontrar más o menos un 5 % de ganancia entre la última distribución
encontrada y la penúltima mejor distribución analizada.
12. Se presenta la mejor distribución que se encontró.
EJEMPLO 3.1
Se desea organizar los ocho departamentos de una fábrica de juguetes para
minimizar el costo del manejo de material entre los departamentos.
Inicialmente, todos los departamentos tienen la misma cantidad de espacio (12 m
por 12 m) y el edificio tiene 24 m de ancho y 48 m de largo (así, es compatible con
las dimensiones de los departamentos). Todo el material es transportado en un
montacargas. Los costos de transporte son de un dólar para mover una carga
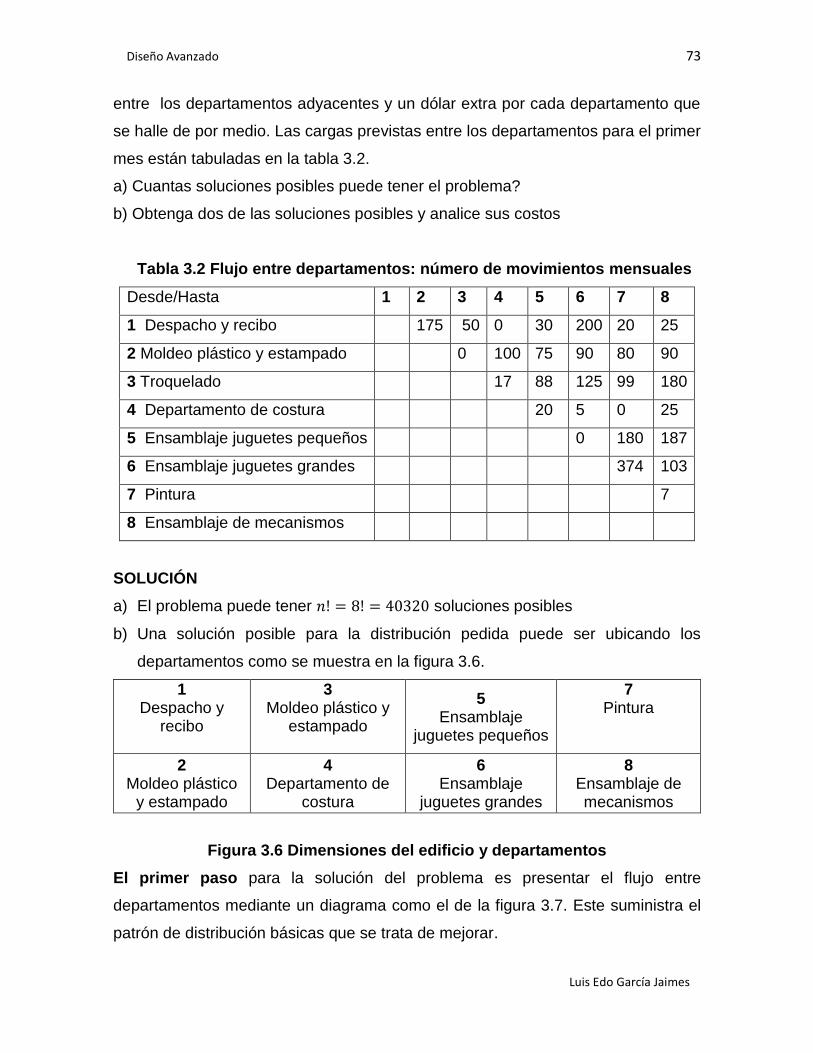
Diseño Avanzado 73
Luis Edo García Jaimes
entre los departamentos adyacentes y un dólar extra por cada departamento que
se halle de por medio. Las cargas previstas entre los departamentos para el primer
mes están tabuladas en la tabla 3.2.
a) Cuantas soluciones posibles puede tener el problema?
b) Obtenga dos de las soluciones posibles y analice sus costos
Tabla 3.2 Flujo entre departamentos: número de movimientos mensuales
Desde/Hasta 1 2 3 4 5 6 7 8
1 Despacho y recibo …. 175 .50 0 30 200 20 25
2 Moldeo plástico y estampado 0 100 75 90 80 90
3 Troquelado 17 88 125 99 180
4 Departamento de costura 20 5 0 25
5 Ensamblaje juguetes pequeños 0 180 187
6 Ensamblaje juguetes grandes 374 103
7 Pintura 7
8 Ensamblaje de mecanismos
SOLUCIÓN
a) El problema puede tener 𝑛! = 8! = 40320 soluciones posibles
b) Una solución posible para la distribución pedida puede ser ubicando los
departamentos como se muestra en la figura 3.6.
1 Despacho y
recibo
3 Moldeo plástico y
estampado
5 Ensamblaje
juguetes pequeños
7 Pintura
2 Moldeo plástico
y estampado
4 Departamento de
costura
6 Ensamblaje
juguetes grandes
8 Ensamblaje de mecanismos
Figura 3.6 Dimensiones del edificio y departamentos
El primer paso para la solución del problema es presentar el flujo entre
departamentos mediante un diagrama como el de la figura 3.7. Este suministra el
patrón de distribución básicas que se trata de mejorar.
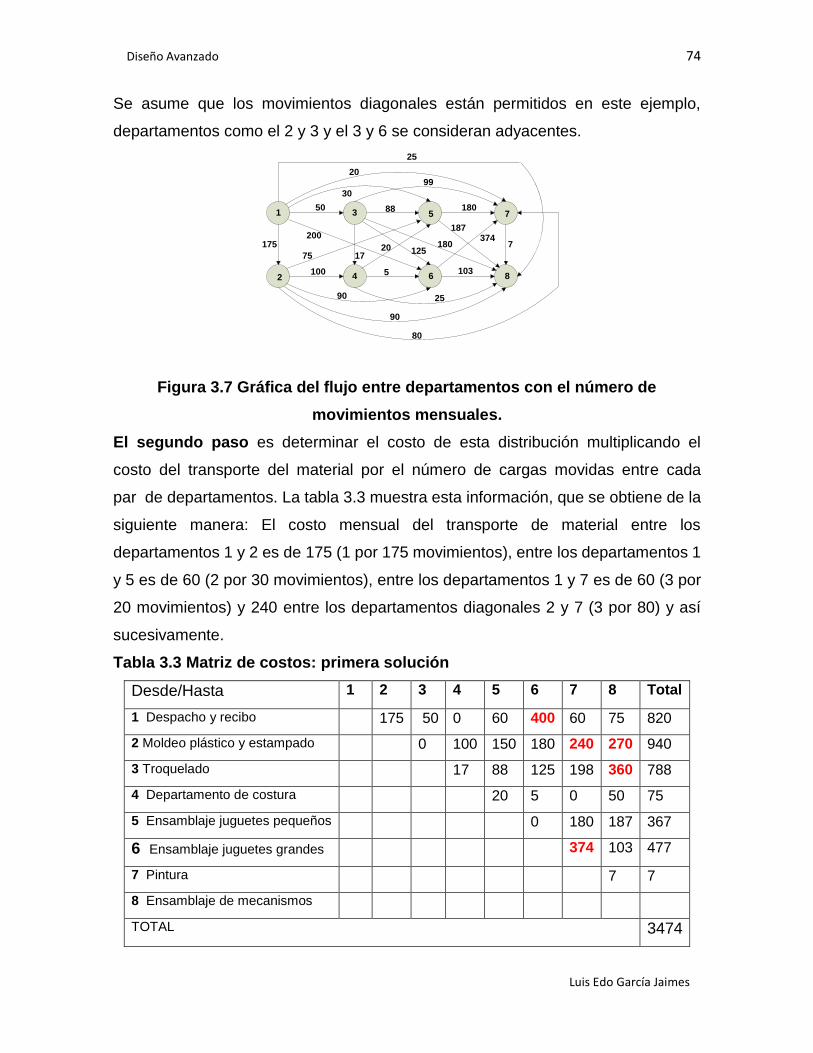
Diseño Avanzado 74
Luis Edo García Jaimes
Se asume que los movimientos diagonales están permitidos en este ejemplo,
departamentos como el 2 y 3 y el 3 y 6 se consideran adyacentes.
1 3 5 7
2 4 6 8
175
50
30
200
20
25
100
75
90
80
90
17
88
125
99
18020
25
180
187374
103
7
5
Figura 3.7 Gráfica del flujo entre departamentos con el número de
movimientos mensuales.
El segundo paso es determinar el costo de esta distribución multiplicando el
costo del transporte del material por el número de cargas movidas entre cada
par de departamentos. La tabla 3.3 muestra esta información, que se obtiene de la
siguiente manera: El costo mensual del transporte de material entre los
departamentos 1 y 2 es de 175 (1 por 175 movimientos), entre los departamentos 1
y 5 es de 60 (2 por 30 movimientos), entre los departamentos 1 y 7 es de 60 (3 por
20 movimientos) y 240 entre los departamentos diagonales 2 y 7 (3 por 80) y así
sucesivamente.
Tabla 3.3 Matriz de costos: primera solución
Desde/Hasta 1 2 3 4 5 6 7 8 Total
1 Despacho y recibo …. 175 .50 0 60 400 60 75 820
2 Moldeo plástico y estampado 0 100 150 180 240 270 940
3 Troquelado 17 88 125 198 360 788
4 Departamento de costura 20 5 0 50 75
5 Ensamblaje juguetes pequeños 0 180 187 367
6 Ensamblaje juguetes grandes 374 103 477
7 Pintura 7 7
8 Ensamblaje de mecanismos
TOTAL 3474
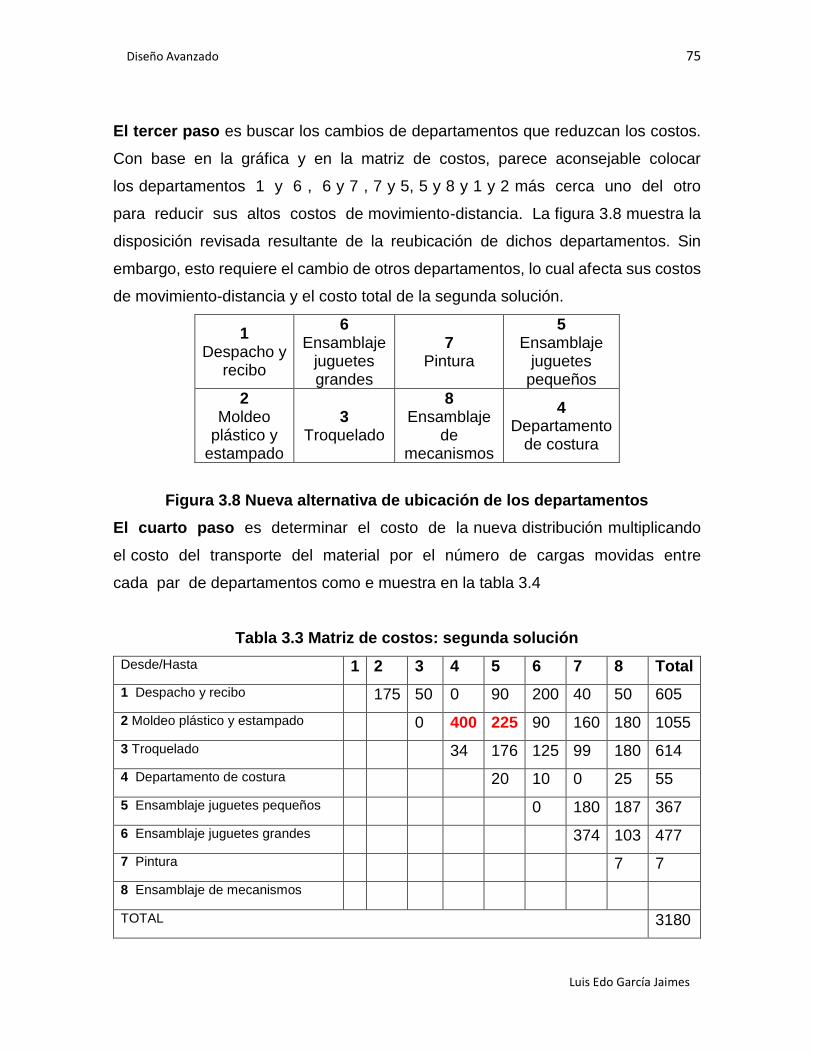
Diseño Avanzado 75
Luis Edo García Jaimes
El tercer paso es buscar los cambios de departamentos que reduzcan los costos.
Con base en la gráfica y en la matriz de costos, parece aconsejable colocar
los departamentos 1 y 6 , 6 y 7 , 7 y 5, 5 y 8 y 1 y 2 más cerca uno del otro
para reducir sus altos costos de movimiento-distancia. La figura 3.8 muestra la
disposición revisada resultante de la reubicación de dichos departamentos. Sin
embargo, esto requiere el cambio de otros departamentos, lo cual afecta sus costos
de movimiento-distancia y el costo total de la segunda solución.
1 Despacho y
recibo
6 Ensamblaje
juguetes grandes
7 Pintura
5 Ensamblaje
juguetes pequeños
2 Moldeo
plástico y estampado
3 Troquelado
8 Ensamblaje
de mecanismos
4 Departamento
de costura
Figura 3.8 Nueva alternativa de ubicación de los departamentos
El cuarto paso es determinar el costo de la nueva distribución multiplicando
el costo del transporte del material por el número de cargas movidas entre
cada par de departamentos como e muestra en la tabla 3.4
Tabla 3.3 Matriz de costos: segunda solución
Desde/Hasta 1 2 3 4 5 6 7 8 Total
1 Despacho y recibo . 175 50 0 90 200 40 50 605
2 Moldeo plástico y estampado 0 400 225 90 160 180 1055
3 Troquelado 34 176 125 99 180 614
4 Departamento de costura 20 10 0 25 55
5 Ensamblaje juguetes pequeños 0 180 187 367
6 Ensamblaje juguetes grandes 374 103 477
7 Pintura 7 7
8 Ensamblaje de mecanismos
TOTAL 3180
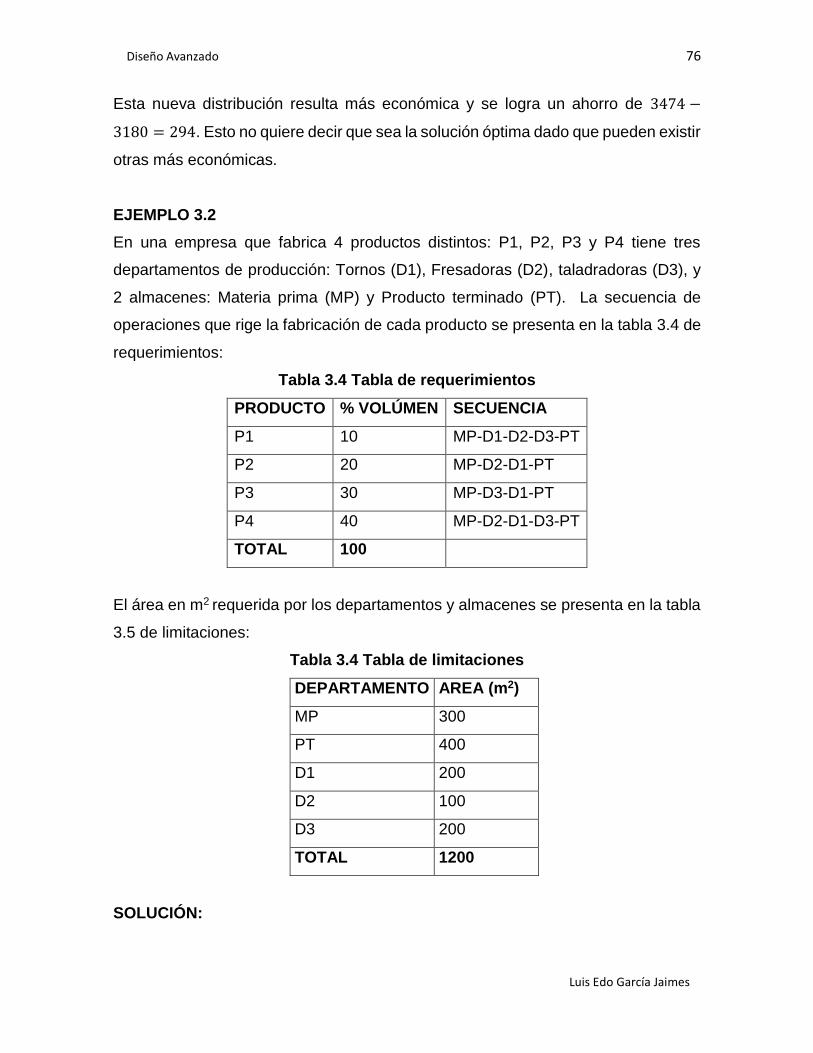
Diseño Avanzado 76
Luis Edo García Jaimes
Esta nueva distribución resulta más económica y se logra un ahorro de 3474 −
3180 = 294. Esto no quiere decir que sea la solución óptima dado que pueden existir
otras más económicas.
EJEMPLO 3.2
En una empresa que fabrica 4 productos distintos: P1, P2, P3 y P4 tiene tres
departamentos de producción: Tornos (D1), Fresadoras (D2), taladradoras (D3), y
2 almacenes: Materia prima (MP) y Producto terminado (PT). La secuencia de
operaciones que rige la fabricación de cada producto se presenta en la tabla 3.4 de
requerimientos:
Tabla 3.4 Tabla de requerimientos
PRODUCTO % VOLÚMEN SECUENCIA
P1 10 MP-D1-D2-D3-PT
P2 20 MP-D2-D1-PT
P3 30 MP-D3-D1-PT
P4 40 MP-D2-D1-D3-PT
TOTAL 100
El área en m2 requerida por los departamentos y almacenes se presenta en la tabla
3.5 de limitaciones:
Tabla 3.4 Tabla de limitaciones
DEPARTAMENTO AREA (m2)
MP 300
PT 400
D1 200
D2 100
D3 200
TOTAL 1200
SOLUCIÓN:
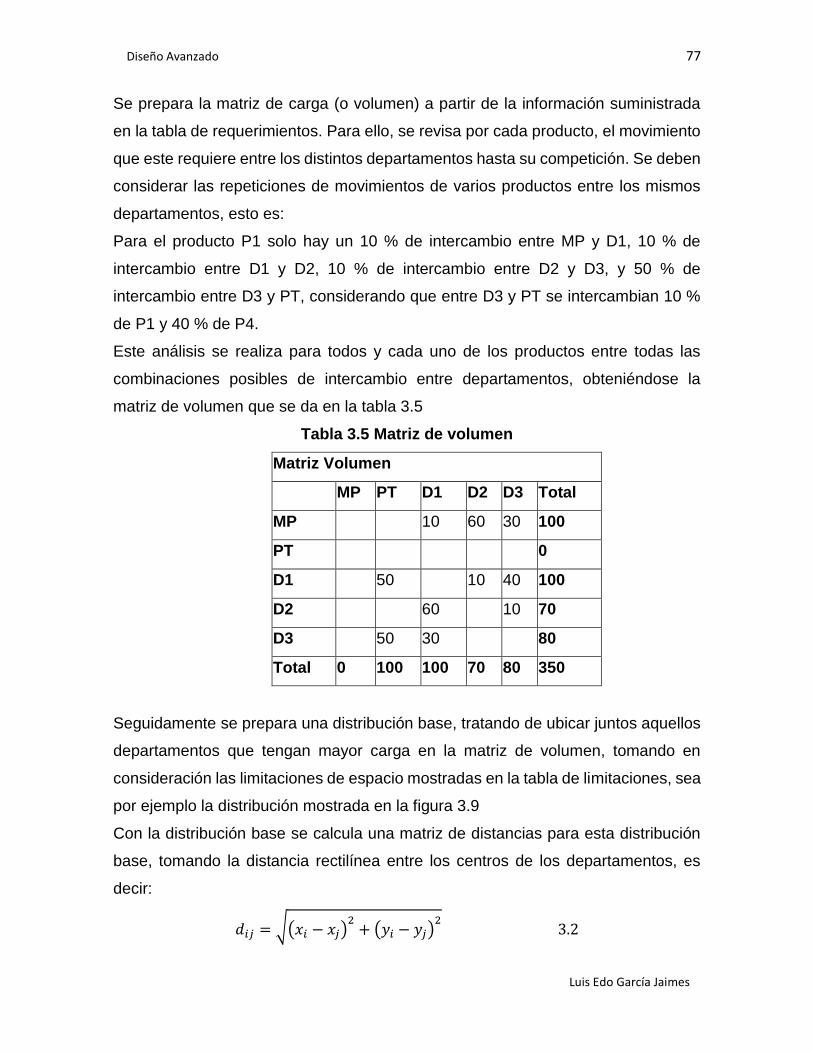
Diseño Avanzado 77
Luis Edo García Jaimes
Se prepara la matriz de carga (o volumen) a partir de la información suministrada
en la tabla de requerimientos. Para ello, se revisa por cada producto, el movimiento
que este requiere entre los distintos departamentos hasta su competición. Se deben
considerar las repeticiones de movimientos de varios productos entre los mismos
departamentos, esto es:
Para el producto P1 solo hay un 10 % de intercambio entre MP y D1, 10 % de
intercambio entre D1 y D2, 10 % de intercambio entre D2 y D3, y 50 % de
intercambio entre D3 y PT, considerando que entre D3 y PT se intercambian 10 %
de P1 y 40 % de P4.
Este análisis se realiza para todos y cada uno de los productos entre todas las
combinaciones posibles de intercambio entre departamentos, obteniéndose la
matriz de volumen que se da en la tabla 3.5
Tabla 3.5 Matriz de volumen
Matriz Volumen
MP PT D1 D2 D3 Total
MP 10 60 30 100
PT 0
D1 50 10 40 100
D2 60 10 70
D3 50 30 80
Total 0 100 100 70 80 350
Seguidamente se prepara una distribución base, tratando de ubicar juntos aquellos
departamentos que tengan mayor carga en la matriz de volumen, tomando en
consideración las limitaciones de espacio mostradas en la tabla de limitaciones, sea
por ejemplo la distribución mostrada en la figura 3.9
Con la distribución base se calcula una matriz de distancias para esta distribución
base, tomando la distancia rectilínea entre los centros de los departamentos, es
decir:
𝑑𝑖𝑗 = √(𝑥𝑖 − 𝑥𝑗)2+ (𝑦𝑖 − 𝑦𝑗)
2 3.2
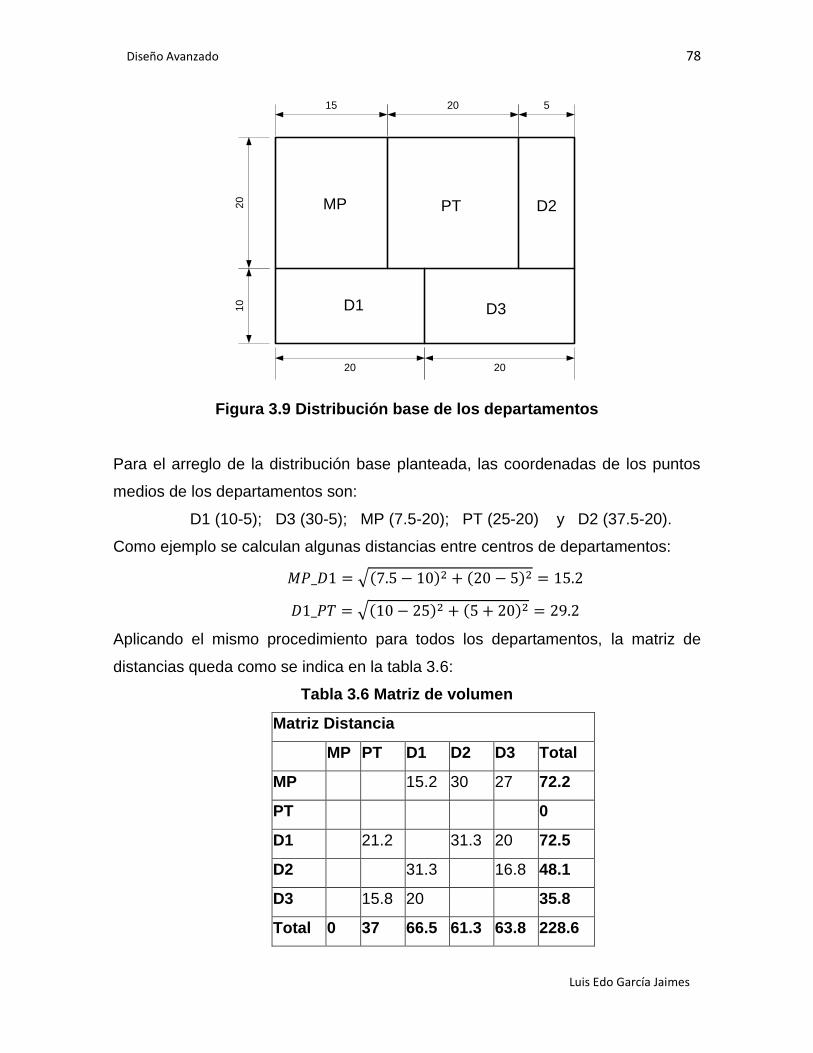
Diseño Avanzado 78
Luis Edo García Jaimes
15 20 5
20
10
20 20
MP PT D2
D1 D3
Figura 3.9 Distribución base de los departamentos
Para el arreglo de la distribución base planteada, las coordenadas de los puntos
medios de los departamentos son:
D1 (10-5); D3 (30-5); MP (7.5-20); PT (25-20) y D2 (37.5-20).
Como ejemplo se calculan algunas distancias entre centros de departamentos:
𝑀𝑃_𝐷1 = √(7.5 − 10)2 + (20 − 5)2 = 15.2
𝐷1_𝑃𝑇 = √(10 − 25)2 + (5 + 20)2 = 29.2
Aplicando el mismo procedimiento para todos los departamentos, la matriz de
distancias queda como se indica en la tabla 3.6:
Tabla 3.6 Matriz de volumen
Matriz Distancia
MP PT D1 D2 D3 Total
MP 15.2 30 27 72.2
PT 0
D1 21.2 31.3 20 72.5
D2 31.3 16.8 48.1
D3 15.8 20 35.8
Total 0 37 66.5 61.3 63.8 228.6
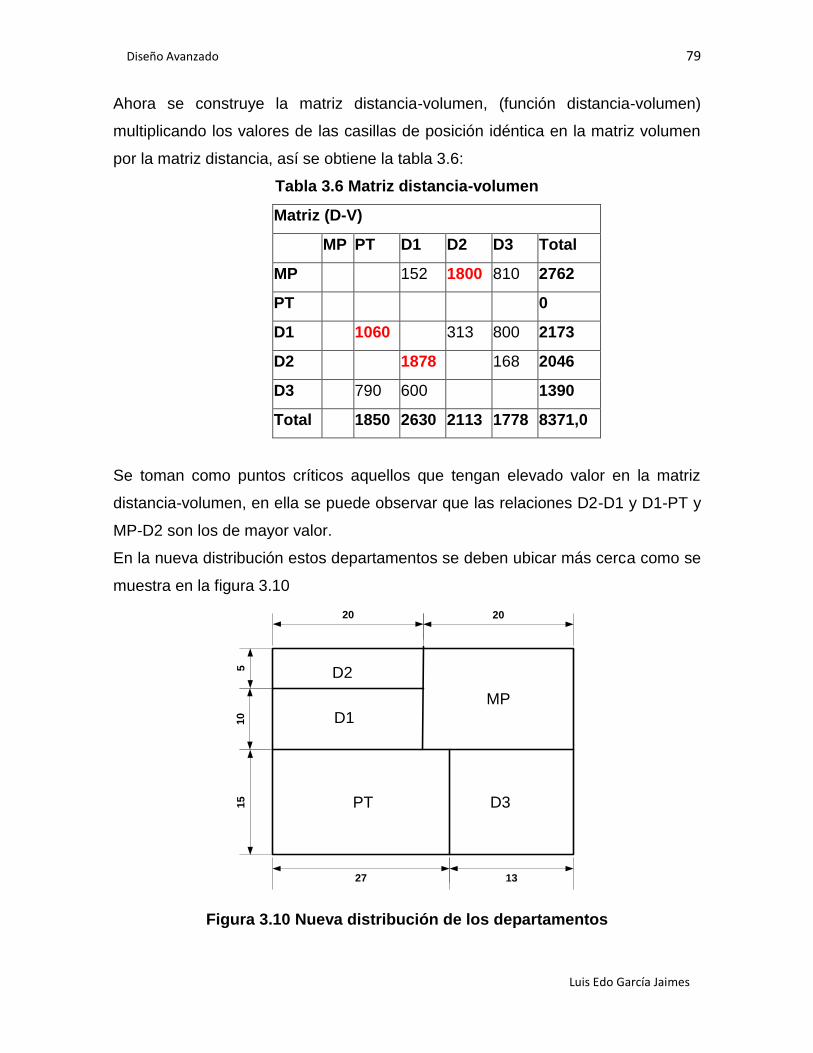
Diseño Avanzado 79
Luis Edo García Jaimes
Ahora se construye la matriz distancia-volumen, (función distancia-volumen)
multiplicando los valores de las casillas de posición idéntica en la matriz volumen
por la matriz distancia, así se obtiene la tabla 3.6:
Tabla 3.6 Matriz distancia-volumen
Matriz (D-V)
MP PT D1 D2 D3 Total
MP 152 1800 810 2762
PT 0
D1 1060 313 800 2173
D2 1878 168 2046
D3 790 600 1390
Total 1850 2630 2113 1778 8371,0
Se toman como puntos críticos aquellos que tengan elevado valor en la matriz
distancia-volumen, en ella se puede observar que las relaciones D2-D1 y D1-PT y
MP-D2 son los de mayor valor.
En la nueva distribución estos departamentos se deben ubicar más cerca como se
muestra en la figura 3.10
20 20
10
15
27 13
MP
PT
D2
D1
D3
5
Figura 3.10 Nueva distribución de los departamentos
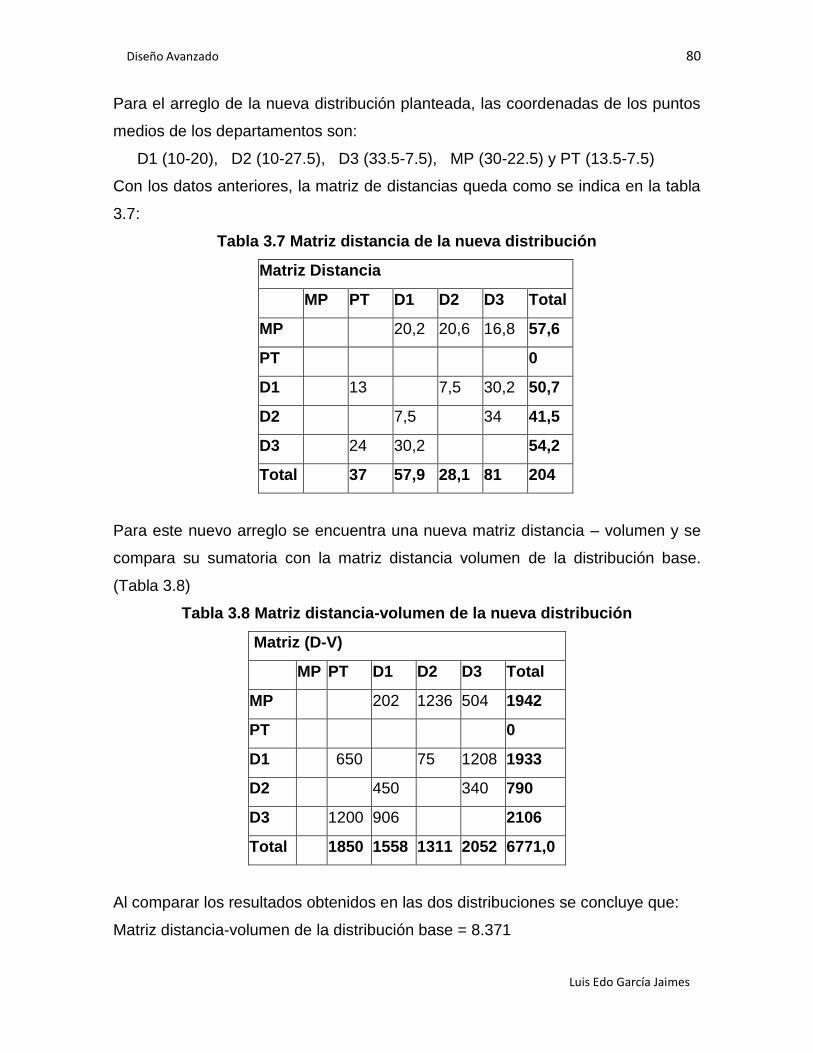
Diseño Avanzado 80
Luis Edo García Jaimes
Para el arreglo de la nueva distribución planteada, las coordenadas de los puntos
medios de los departamentos son:
D1 (10-20), D2 (10-27.5), D3 (33.5-7.5), MP (30-22.5) y PT (13.5-7.5)
Con los datos anteriores, la matriz de distancias queda como se indica en la tabla
3.7:
Tabla 3.7 Matriz distancia de la nueva distribución
Matriz Distancia
MP PT D1 D2 D3 Total
MP 20,2 20,6 16,8 57,6
PT 0
D1 13 7,5 30,2 50,7
D2 7,5 34 41,5
D3 24 30,2 54,2
Total 37 57,9 28,1 81 204
Para este nuevo arreglo se encuentra una nueva matriz distancia – volumen y se
compara su sumatoria con la matriz distancia volumen de la distribución base.
(Tabla 3.8)
Tabla 3.8 Matriz distancia-volumen de la nueva distribución
Matriz (D-V)
MP PT D1 D2 D3 Total
MP 202 1236 504 1942
PT 0
D1 650 75 1208 1933
D2 450 340 790
D3 1200 906 2106
Total 1850 1558 1311 2052 6771,0
Al comparar los resultados obtenidos en las dos distribuciones se concluye que:
Matriz distancia-volumen de la distribución base = 8.371
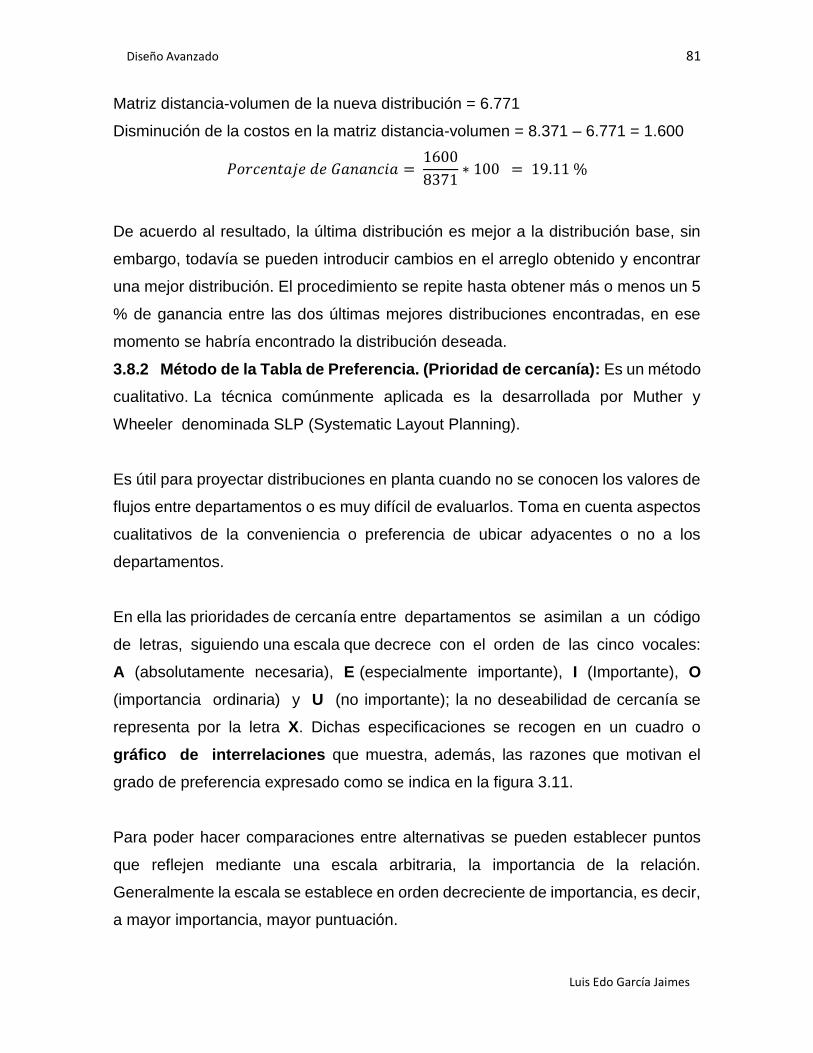
Diseño Avanzado 81
Luis Edo García Jaimes
Matriz distancia-volumen de la nueva distribución = 6.771
Disminución de la costos en la matriz distancia-volumen = 8.371 – 6.771 = 1.600
𝑃𝑜𝑟𝑐𝑒𝑛𝑡𝑎𝑗𝑒 𝑑𝑒 𝐺𝑎𝑛𝑎𝑛𝑐𝑖𝑎 = 1600
8371∗ 100 = 19.11 %
De acuerdo al resultado, la última distribución es mejor a la distribución base, sin
embargo, todavía se pueden introducir cambios en el arreglo obtenido y encontrar
una mejor distribución. El procedimiento se repite hasta obtener más o menos un 5
% de ganancia entre las dos últimas mejores distribuciones encontradas, en ese
momento se habría encontrado la distribución deseada.
3.8.2 Método de la Tabla de Preferencia. (Prioridad de cercanía): Es un método
cualitativo. La técnica comúnmente aplicada es la desarrollada por Muther y
Wheeler denominada SLP (Systematic Layout Planning).
Es útil para proyectar distribuciones en planta cuando no se conocen los valores de
flujos entre departamentos o es muy difícil de evaluarlos. Toma en cuenta aspectos
cualitativos de la conveniencia o preferencia de ubicar adyacentes o no a los
departamentos.
En ella las prioridades de cercanía entre departamentos se asimilan a un código
de letras, siguiendo una escala que decrece con el orden de las cinco vocales:
A (absolutamente necesaria), E (especialmente importante), I (Importante), O
(importancia ordinaria) y U (no importante); la no deseabilidad de cercanía se
representa por la letra X. Dichas especificaciones se recogen en un cuadro o
gráfico de interrelaciones que muestra, además, las razones que motivan el
grado de preferencia expresado como se indica en la figura 3.11.
Para poder hacer comparaciones entre alternativas se pueden establecer puntos
que reflejen mediante una escala arbitraria, la importancia de la relación.
Generalmente la escala se establece en orden decreciente de importancia, es decir,
a mayor importancia, mayor puntuación.
Diseño Avanzado 82
Luis Edo García Jaimes
Prioridad
de cercanía
Código
de líneasCódigo
Ordinaria
Figura 3.11 Gráficos de interrelaciones
Metodología:
1. Se determina el número de departamentos o actividades relacionadas y sus
respectivas áreas requeridas.
2. Se establecen las restricciones del problema.
3. Se recolectan los datos.
4. Se prepara la tabla resumen con la secuencia de producción o en el caso evaluar
aspectos cualitativos, establecer prioridades del proceso.
5. Se establece, si es necesario, una escala de valoración para indicar la
importancia de la relación.
6. Se construye la tabla de preferencia, llenando los cuadros con los valores que
establecen la relación con cada área o departamento.
7. Se hace un arreglo inicial tomando en cuenta aquellos cuadros con alta
puntuación para su ubicación adyacente.
8. Se suma la puntuación de los departamentos adyacentes para usarlos como
referencia.
9. Se hace un nuevo arreglo y se vuelve a calcular la puntuación obtenida, el
proceso se repite tantas veces como se justifique.
10. Se selecciona la alternativa que tenga la mayor puntuación.
11. Se presenta a alternativa seleccionada.
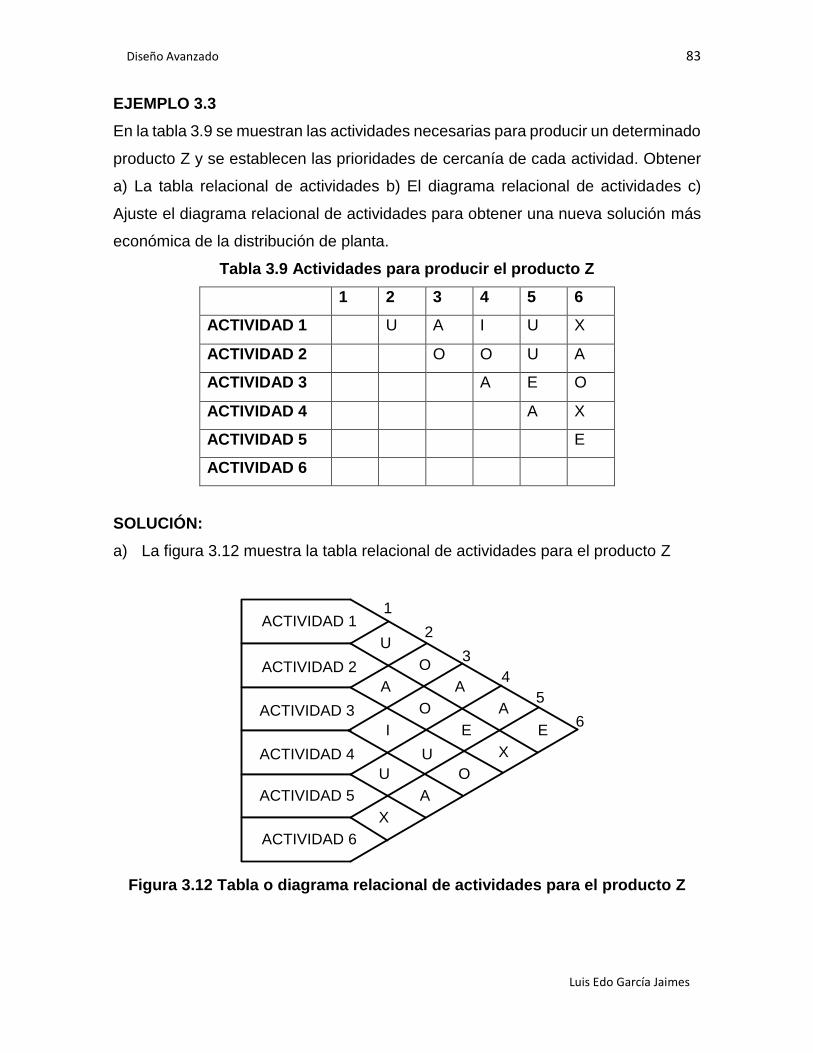
Diseño Avanzado 83
Luis Edo García Jaimes
EJEMPLO 3.3
En la tabla 3.9 se muestran las actividades necesarias para producir un determinado
producto Z y se establecen las prioridades de cercanía de cada actividad. Obtener
a) La tabla relacional de actividades b) El diagrama relacional de actividades c)
Ajuste el diagrama relacional de actividades para obtener una nueva solución más
económica de la distribución de planta.
Tabla 3.9 Actividades para producir el producto Z
1 2 3 4 5 6
ACTIVIDAD 1 U A I U X
ACTIVIDAD 2 O O U A
ACTIVIDAD 3 A E O
ACTIVIDAD 4 A X
ACTIVIDAD 5 E
ACTIVIDAD 6
SOLUCIÓN:
a) La figura 3.12 muestra la tabla relacional de actividades para el producto Z
ACTIVIDAD 1
ACTIVIDAD 3
ACTIVIDAD 2
ACTIVIDAD 4
ACTIVIDAD 5
ACTIVIDAD 6
U
A
I
U
X
O
O
U
A
A
E
O
A
X
E
1
2
3
4
5
6
Figura 3.12 Tabla o diagrama relacional de actividades para el producto Z
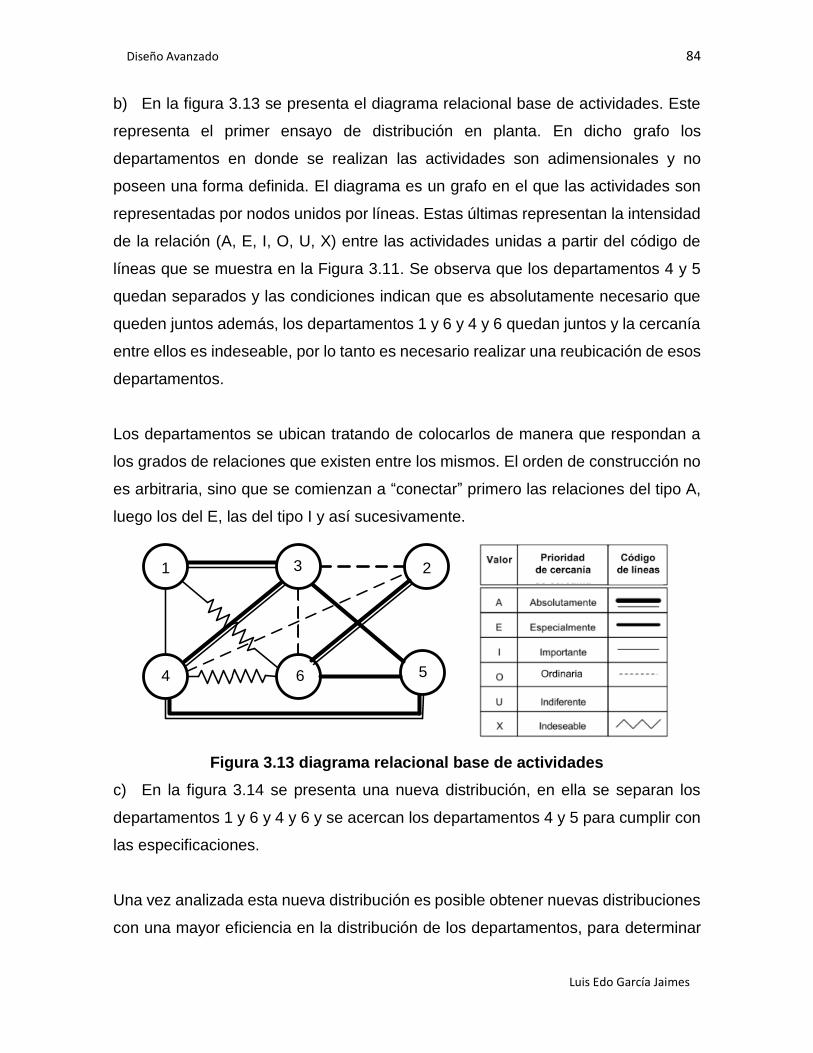
Diseño Avanzado 84
Luis Edo García Jaimes
b) En la figura 3.13 se presenta el diagrama relacional base de actividades. Este
representa el primer ensayo de distribución en planta. En dicho grafo los
departamentos en donde se realizan las actividades son adimensionales y no
poseen una forma definida. El diagrama es un grafo en el que las actividades son
representadas por nodos unidos por líneas. Estas últimas representan la intensidad
de la relación (A, E, I, O, U, X) entre las actividades unidas a partir del código de
líneas que se muestra en la Figura 3.11. Se observa que los departamentos 4 y 5
quedan separados y las condiciones indican que es absolutamente necesario que
queden juntos además, los departamentos 1 y 6 y 4 y 6 quedan juntos y la cercanía
entre ellos es indeseable, por lo tanto es necesario realizar una reubicación de esos
departamentos.
Los departamentos se ubican tratando de colocarlos de manera que respondan a
los grados de relaciones que existen entre los mismos. El orden de construcción no
es arbitraria, sino que se comienzan a “conectar” primero las relaciones del tipo A,
luego los del E, las del tipo I y así sucesivamente.
1 3 2
4 6 5
3
Figura 3.13 diagrama relacional base de actividades
c) En la figura 3.14 se presenta una nueva distribución, en ella se separan los
departamentos 1 y 6 y 4 y 6 y se acercan los departamentos 4 y 5 para cumplir con
las especificaciones.
Una vez analizada esta nueva distribución es posible obtener nuevas distribuciones
con una mayor eficiencia en la distribución de los departamentos, para determinar
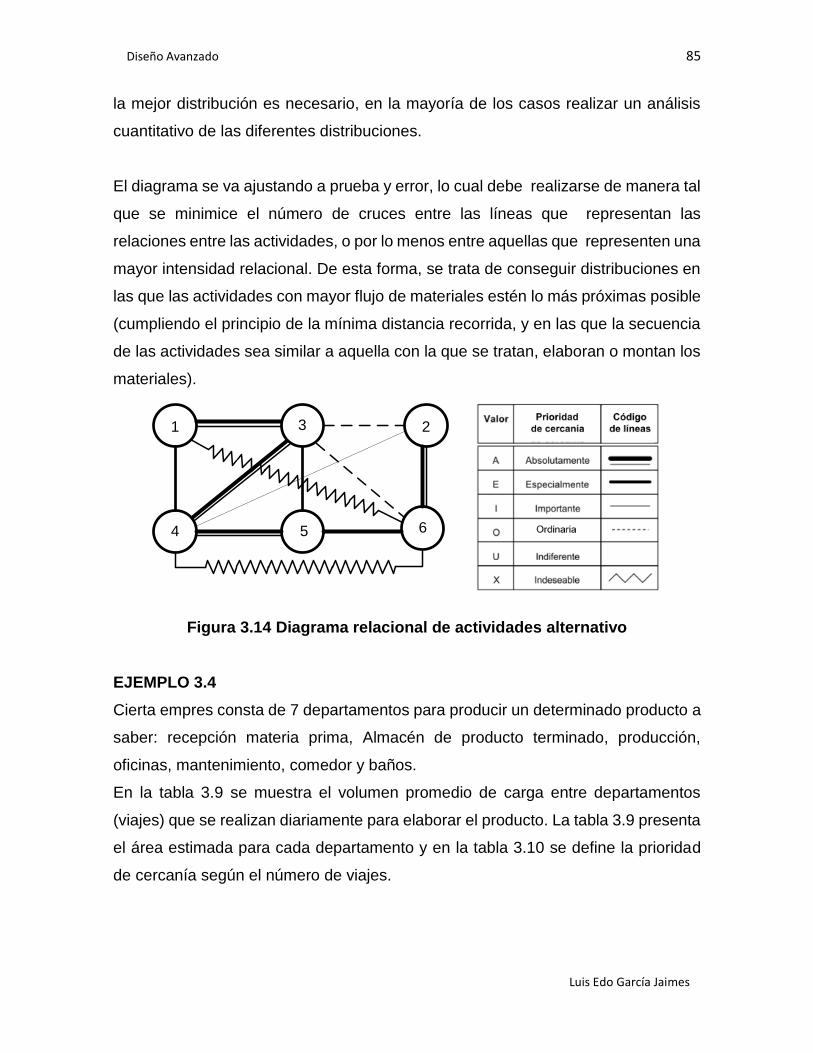
Diseño Avanzado 85
Luis Edo García Jaimes
la mejor distribución es necesario, en la mayoría de los casos realizar un análisis
cuantitativo de las diferentes distribuciones.
El diagrama se va ajustando a prueba y error, lo cual debe realizarse de manera tal
que se minimice el número de cruces entre las líneas que representan las
relaciones entre las actividades, o por lo menos entre aquellas que representen una
mayor intensidad relacional. De esta forma, se trata de conseguir distribuciones en
las que las actividades con mayor flujo de materiales estén lo más próximas posible
(cumpliendo el principio de la mínima distancia recorrida, y en las que la secuencia
de las actividades sea similar a aquella con la que se tratan, elaboran o montan los
materiales).
1 3 2
4 5 6
3
Figura 3.14 Diagrama relacional de actividades alternativo
EJEMPLO 3.4
Cierta empres consta de 7 departamentos para producir un determinado producto a
saber: recepción materia prima, Almacén de producto terminado, producción,
oficinas, mantenimiento, comedor y baños.
En la tabla 3.9 se muestra el volumen promedio de carga entre departamentos
(viajes) que se realizan diariamente para elaborar el producto. La tabla 3.9 presenta
el área estimada para cada departamento y en la tabla 3.10 se define la prioridad
de cercanía según el número de viajes.
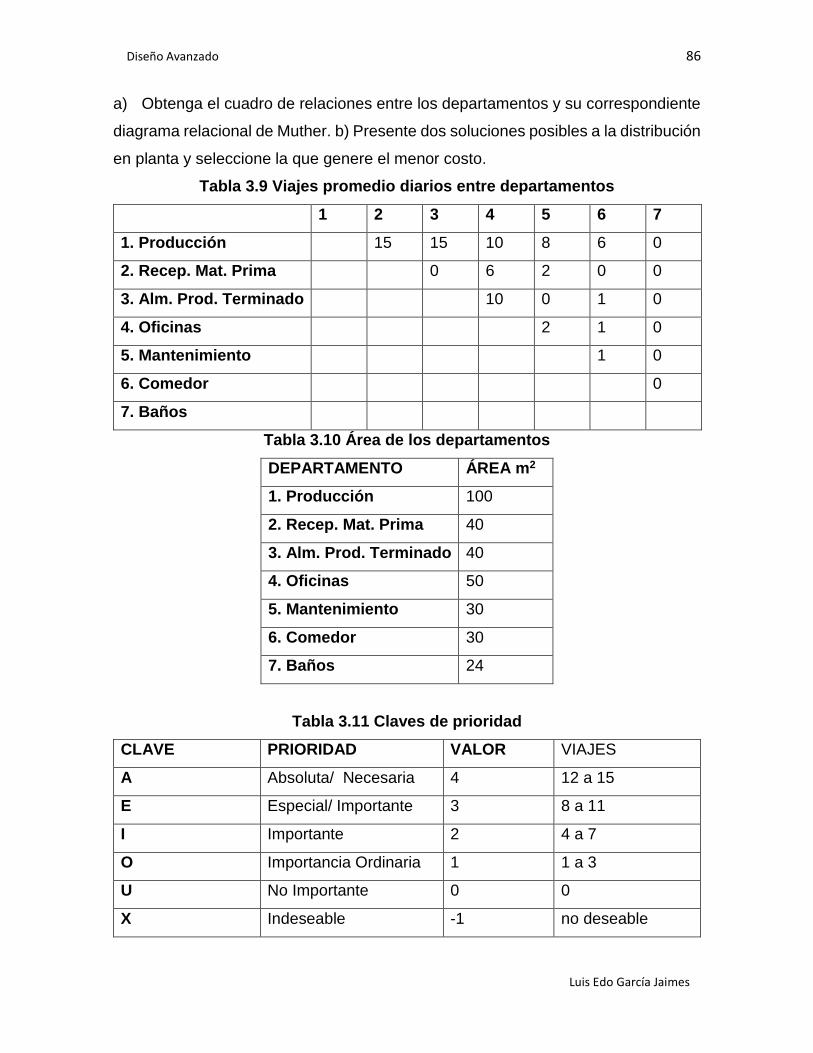
Diseño Avanzado 86
Luis Edo García Jaimes
a) Obtenga el cuadro de relaciones entre los departamentos y su correspondiente
diagrama relacional de Muther. b) Presente dos soluciones posibles a la distribución
en planta y seleccione la que genere el menor costo.
Tabla 3.9 Viajes promedio diarios entre departamentos
1 2 3 4 5 6 7
1. Producción 15 15 10 8 6 0
2. Recep. Mat. Prima 0 6 2 0 0
3. Alm. Prod. Terminado 10 0 1 0
4. Oficinas 2 1 0
5. Mantenimiento 1 0
6. Comedor 0
7. Baños
Tabla 3.10 Área de los departamentos
DEPARTAMENTO ÁREA m2
1. Producción 100
2. Recep. Mat. Prima 40
3. Alm. Prod. Terminado 40
4. Oficinas 50
5. Mantenimiento 30
6. Comedor 30
7. Baños 24
Tabla 3.11 Claves de prioridad
CLAVE PRIORIDAD VALOR VIAJES
A Absoluta/ Necesaria 4 12 a 15
E Especial/ Importante 3 8 a 11
I Importante 2 4 a 7
O Importancia Ordinaria 1 1 a 3
U No Importante 0 0
X Indeseable -1 no deseable
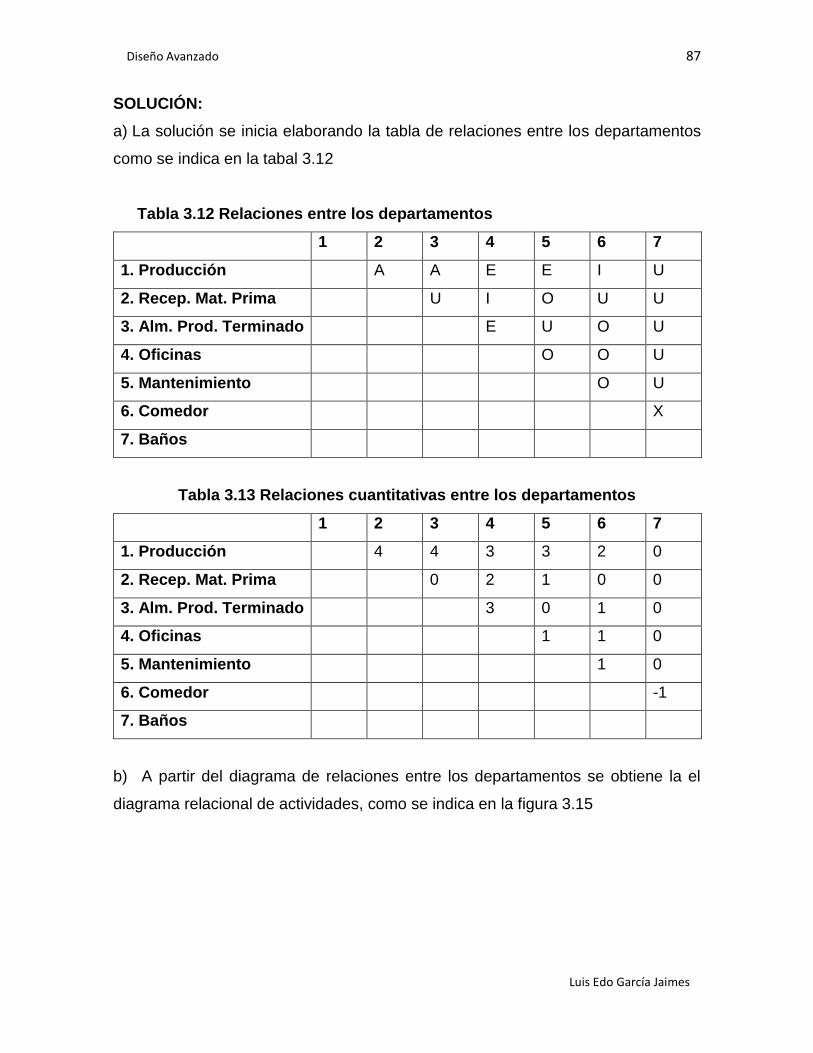
Diseño Avanzado 87
Luis Edo García Jaimes
SOLUCIÓN:
a) La solución se inicia elaborando la tabla de relaciones entre los departamentos
como se indica en la tabal 3.12
Tabla 3.12 Relaciones entre los departamentos
1 2 3 4 5 6 7
1. Producción A A E E I U
2. Recep. Mat. Prima U I O U U
3. Alm. Prod. Terminado E U O U
4. Oficinas O O U
5. Mantenimiento O U
6. Comedor X
7. Baños
Tabla 3.13 Relaciones cuantitativas entre los departamentos
1 2 3 4 5 6 7
1. Producción 4 4 3 3 2 0
2. Recep. Mat. Prima 0 2 1 0 0
3. Alm. Prod. Terminado 3 0 1 0
4. Oficinas 1 1 0
5. Mantenimiento 1 0
6. Comedor -1
7. Baños
b) A partir del diagrama de relaciones entre los departamentos se obtiene la el
diagrama relacional de actividades, como se indica en la figura 3.15
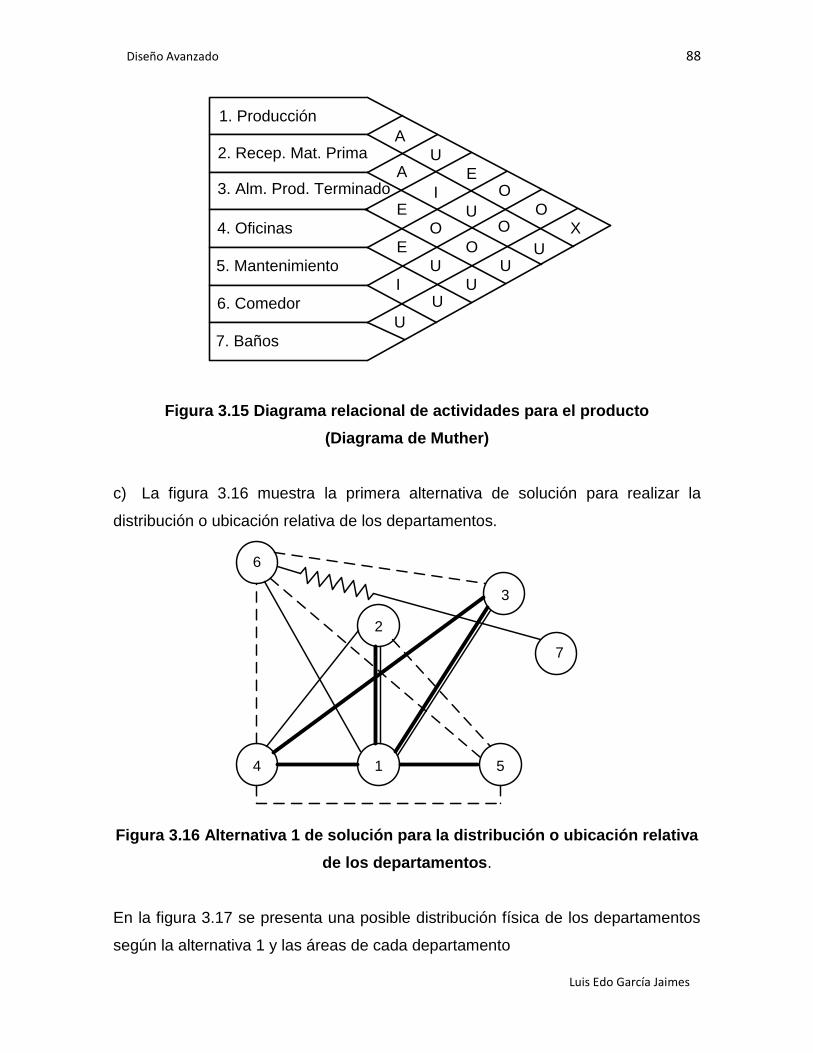
Diseño Avanzado 88
Luis Edo García Jaimes
1. Producción
2. Recep. Mat. Prima
3. Alm. Prod. Terminado
4. Oficinas
5. Mantenimiento
6. Comedor
7. Baños
A
A
E
E
I
U
U
I
O
U
U
E
U
O
U
O
O
U
O
U
X
Figura 3.15 Diagrama relacional de actividades para el producto
(Diagrama de Muther)
c) La figura 3.16 muestra la primera alternativa de solución para realizar la
distribución o ubicación relativa de los departamentos.
2
3
6
4 1 5
7
Figura 3.16 Alternativa 1 de solución para la distribución o ubicación relativa
de los departamentos.
En la figura 3.17 se presenta una posible distribución física de los departamentos
según la alternativa 1 y las áreas de cada departamento
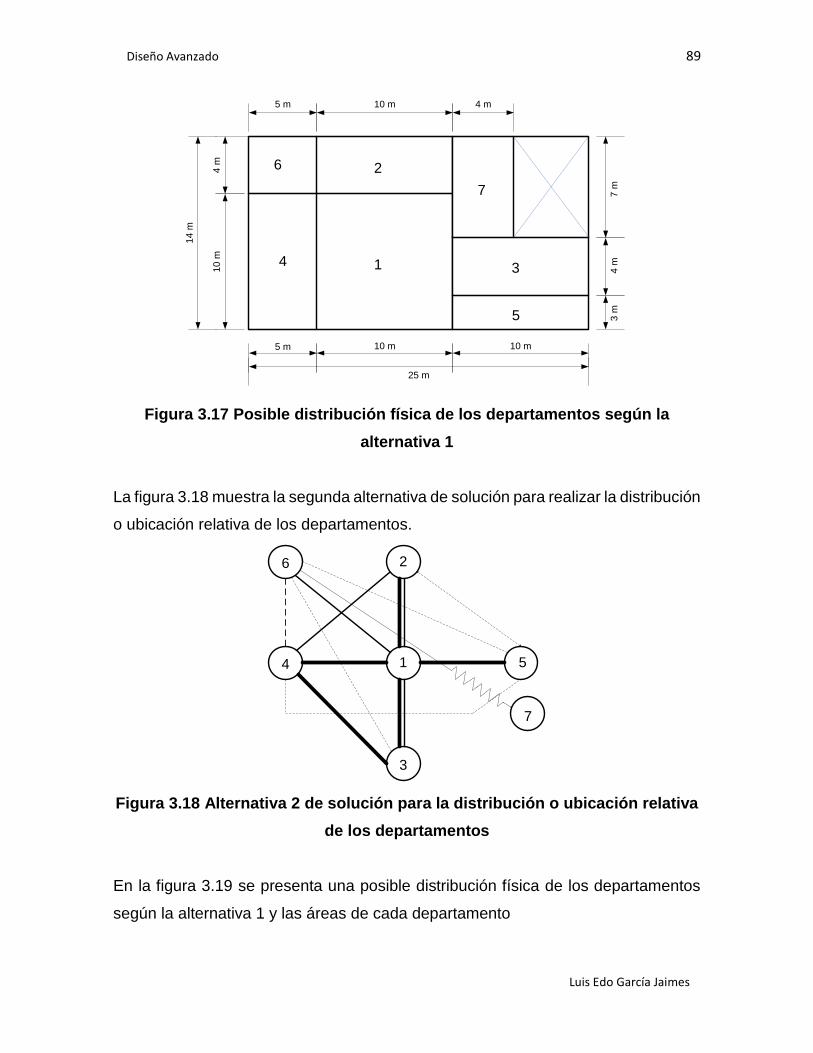
Diseño Avanzado 89
Luis Edo García Jaimes
25 m
5 m 10 m 10 m
14
m
10
m4
m
5 m 10 m 4 m
7 m
4 m
3 m
4 1
5
3
7
26
Figura 3.17 Posible distribución física de los departamentos según la
alternativa 1
La figura 3.18 muestra la segunda alternativa de solución para realizar la distribución
o ubicación relativa de los departamentos.
6 2
514
3
7
Figura 3.18 Alternativa 2 de solución para la distribución o ubicación relativa
de los departamentos
En la figura 3.19 se presenta una posible distribución física de los departamentos
según la alternativa 1 y las áreas de cada departamento
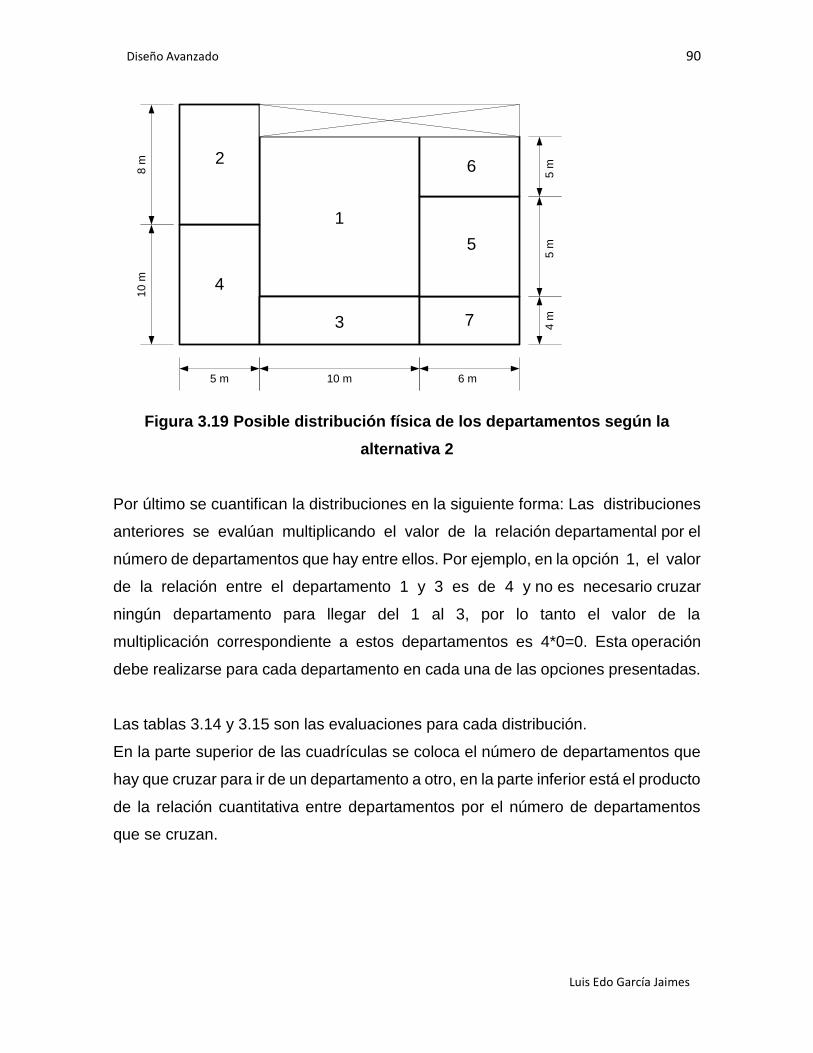
Diseño Avanzado 90
Luis Edo García Jaimes
2
1
4
3 7
5
6
5 m 10 m 6 m
10
m8
m
4 m
5 m
5 m
Figura 3.19 Posible distribución física de los departamentos según la
alternativa 2
Por último se cuantifican la distribuciones en la siguiente forma: Las distribuciones
anteriores se evalúan multiplicando el valor de la relación departamental por el
número de departamentos que hay entre ellos. Por ejemplo, en la opción 1, el valor
de la relación entre el departamento 1 y 3 es de 4 y no es necesario cruzar
ningún departamento para llegar del 1 al 3, por lo tanto el valor de la
multiplicación correspondiente a estos departamentos es 4*0=0. Esta operación
debe realizarse para cada departamento en cada una de las opciones presentadas.
Las tablas 3.14 y 3.15 son las evaluaciones para cada distribución.
En la parte superior de las cuadrículas se coloca el número de departamentos que
hay que cruzar para ir de un departamento a otro, en la parte inferior está el producto
de la relación cuantitativa entre departamentos por el número de departamentos
que se cruzan.
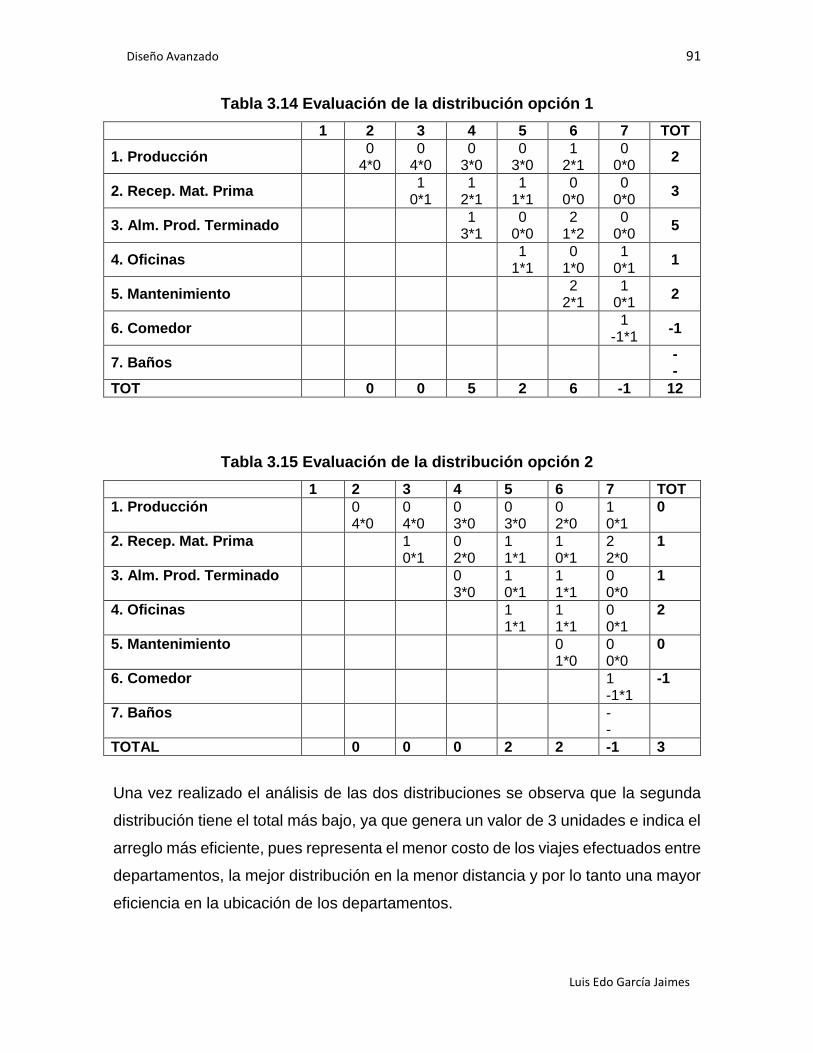
Diseño Avanzado 91
Luis Edo García Jaimes
Tabla 3.14 Evaluación de la distribución opción 1
1 2 3 4 5 6 7 TOT
1. Producción 0
4*0 0
4*0 0
3*0 0
3*0 1
2*1 0
0*0 2
2. Recep. Mat. Prima 1
0*1 1
2*1 1
1*1 0
0*0 0
0*0 3
3. Alm. Prod. Terminado 1
3*1 0
0*0 2
1*2 0
0*0 5
4. Oficinas 1
1*1 0
1*0 1
0*1 1
5. Mantenimiento 2
2*1 1
0*1 2
6. Comedor 1
-1*1 -1
7. Baños - -
TOT 0 0 5 2 6 -1 12
Tabla 3.15 Evaluación de la distribución opción 2
1 2 3 4 5 6 7 TOT
1. Producción 0 4*0
0 4*0
0 3*0
0 3*0
0 2*0
1 0*1
0
2. Recep. Mat. Prima 1 0*1
0 2*0
1 1*1
1 0*1
2 2*0
1
3. Alm. Prod. Terminado 0 3*0
1 0*1
1 1*1
0 0*0
1
4. Oficinas 1 1*1
1 1*1
0 0*1
2
5. Mantenimiento 0 1*0
0 0*0
0
6. Comedor 1 -1*1
-1
7. Baños - -
TOTAL 0 0 0 2 2 -1 3
Una vez realizado el análisis de las dos distribuciones se observa que la segunda
distribución tiene el total más bajo, ya que genera un valor de 3 unidades e indica el
arreglo más eficiente, pues representa el menor costo de los viajes efectuados entre
departamentos, la mejor distribución en la menor distancia y por lo tanto una mayor
eficiencia en la ubicación de los departamentos.

Diseño Avanzado 92
Luis Edo García Jaimes
4. REDES DE PETRI
4.1 DEFINICIÓN Y CONCEPTOS
Las redes de Petri son una herramienta gráfica desarrollada por Carl Petri en 1962.
Son utilizadas para representar fenómenos tales como la dinámica de eventos, la
evolución en paralelo, la dependencia condicional (como la sincronización), la
competencia por recursos, etc. Estos fenómenos aparecen frecuentemente en
sistemas de producción, protocolos de comunicaciones, computadoras y redes de
computadoras, software de tiempo real, sistemas de transporte, etc. Todos estos
sistemas son conocidos en la actualidad como sistemas de eventos discretos.
Las redes de Petri (RP) se describen entonces como una herramienta de naturaleza
gráfica para el diseño y análisis de sistemas dinámicos de eventos discretos.
Una red de Petri se representa gráficamente por un grafo orientado con dos tipos
de nodos: lugares y transiciones unidos por arcos (ver figura 4.1).
Figura 4.1 representación de una red de Petri
Los lugares: se representan por círculos y corresponden a las variables que
definen el estado del sistema. Habitualmente los lugares pueden representar
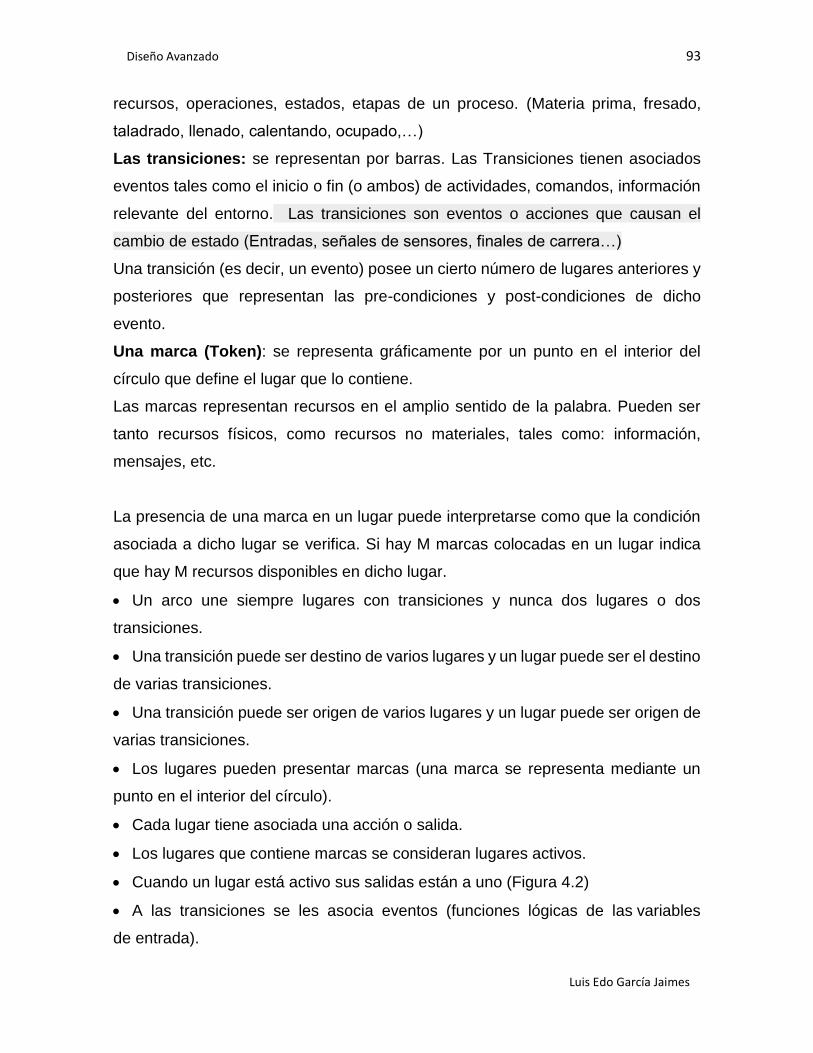
Diseño Avanzado 93
Luis Edo García Jaimes
recursos, operaciones, estados, etapas de un proceso. (Materia prima, fresado,
taladrado, llenado, calentando, ocupado,…)
Las transiciones: se representan por barras. Las Transiciones tienen asociados
eventos tales como el inicio o fin (o ambos) de actividades, comandos, información
relevante del entorno. Las transiciones son eventos o acciones que causan el
cambio de estado (Entradas, señales de sensores, finales de carrera…)
Una transición (es decir, un evento) posee un cierto número de lugares anteriores y
posteriores que representan las pre-condiciones y post-condiciones de dicho
evento.
Una marca (Token): se representa gráficamente por un punto en el interior del
círculo que define el lugar que lo contiene.
Las marcas representan recursos en el amplio sentido de la palabra. Pueden ser
tanto recursos físicos, como recursos no materiales, tales como: información,
mensajes, etc.
La presencia de una marca en un lugar puede interpretarse como que la condición
asociada a dicho lugar se verifica. Si hay M marcas colocadas en un lugar indica
que hay M recursos disponibles en dicho lugar.
Un arco une siempre lugares con transiciones y nunca dos lugares o dos
transiciones.
Una transición puede ser destino de varios lugares y un lugar puede ser el destino
de varias transiciones.
Una transición puede ser origen de varios lugares y un lugar puede ser origen de
varias transiciones.
Los lugares pueden presentar marcas (una marca se representa mediante un
punto en el interior del círculo).
Cada lugar tiene asociada una acción o salida.
Los lugares que contiene marcas se consideran lugares activos.
Cuando un lugar está activo sus salidas están a uno (Figura 4.2)
A las transiciones se les asocia eventos (funciones lógicas de las variables
de entrada).
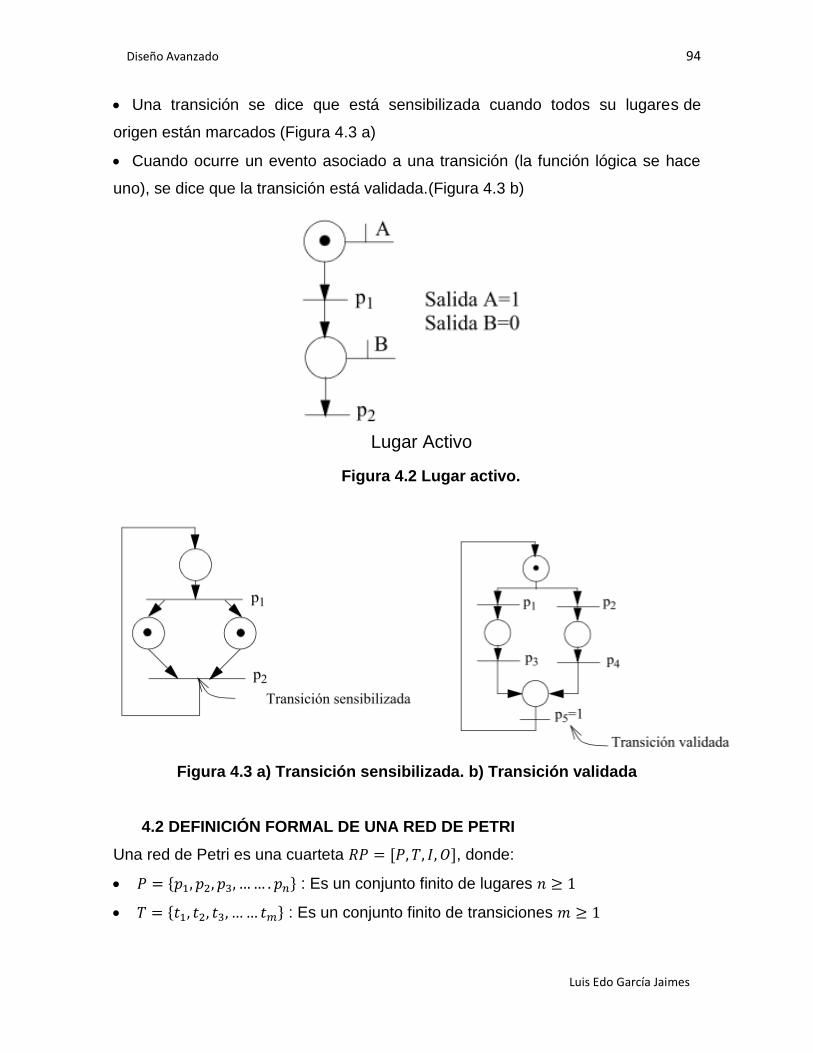
Diseño Avanzado 94
Luis Edo García Jaimes
Una transición se dice que está sensibilizada cuando todos su lugares de
origen están marcados (Figura 4.3 a)
Cuando ocurre un evento asociado a una transición (la función lógica se hace
uno), se dice que la transición está validada.(Figura 4.3 b)
Lugar Activo
Figura 4.2 Lugar activo.
Figura 4.3 a) Transición sensibilizada. b) Transición validada
4.2 DEFINICIÓN FORMAL DE UNA RED DE PETRI
Una red de Petri es una cuarteta 𝑅𝑃 = [𝑃, 𝑇, 𝐼, 𝑂], donde:
𝑃 = {𝑝1, 𝑝2, 𝑝3, …… . 𝑝𝑛} : Es un conjunto finito de lugares 𝑛 ≥ 1
𝑇 = {𝑡1, 𝑡2, 𝑡3, …… 𝑡𝑚} : Es un conjunto finito de transiciones 𝑚 ≥ 1
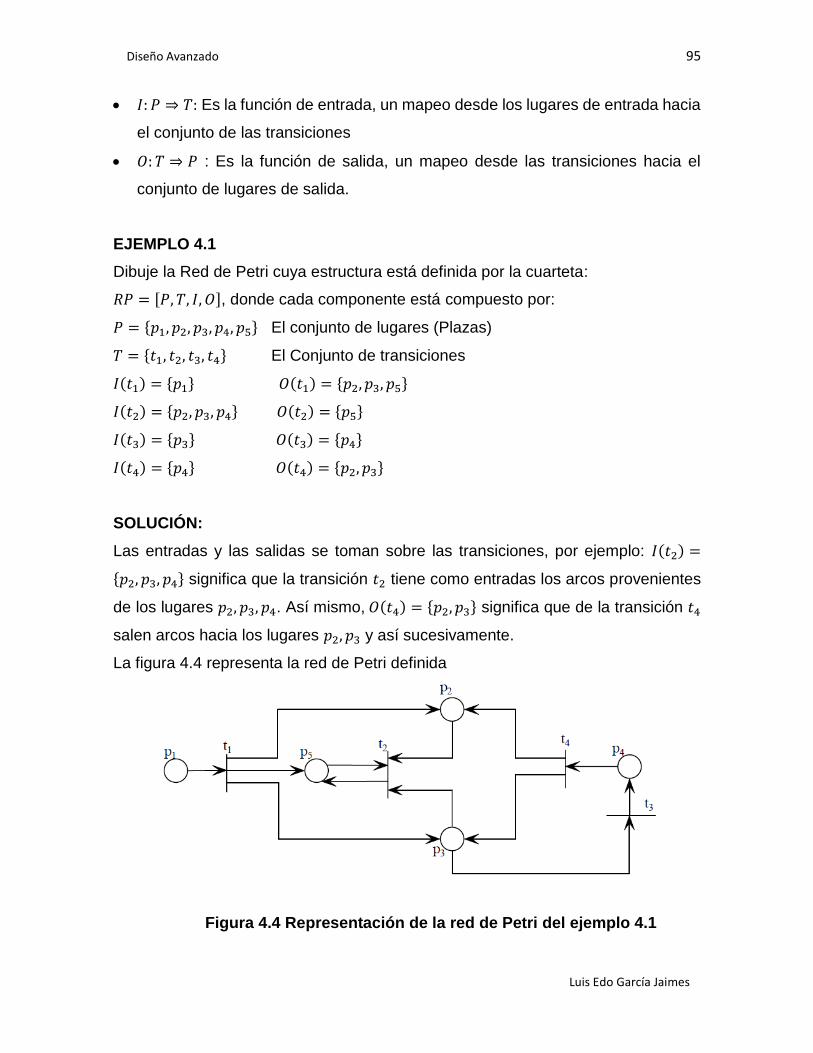
Diseño Avanzado 95
Luis Edo García Jaimes
𝐼: 𝑃 ⇒ 𝑇: Es la función de entrada, un mapeo desde los lugares de entrada hacia
el conjunto de las transiciones
𝑂: 𝑇 ⇒ 𝑃 : Es la función de salida, un mapeo desde las transiciones hacia el
conjunto de lugares de salida.
EJEMPLO 4.1
Dibuje la Red de Petri cuya estructura está definida por la cuarteta:
𝑅𝑃 = [𝑃, 𝑇, 𝐼, 𝑂], donde cada componente está compuesto por:
𝑃 = {𝑝1, 𝑝2, 𝑝3, 𝑝4, 𝑝5} El conjunto de lugares (Plazas)
𝑇 = {𝑡1, 𝑡2, 𝑡3, 𝑡4} El Conjunto de transiciones
𝐼(𝑡1) = {𝑝1} 𝑂(𝑡1) = {𝑝2, 𝑝3, 𝑝5}
𝐼(𝑡2) = {𝑝2, 𝑝3, 𝑝4} 𝑂(𝑡2) = {𝑝5}
𝐼(𝑡3) = {𝑝3} 𝑂(𝑡3) = {𝑝4}
𝐼(𝑡4) = {𝑝4} 𝑂(𝑡4) = {𝑝2, 𝑝3}
SOLUCIÓN:
Las entradas y las salidas se toman sobre las transiciones, por ejemplo: 𝐼(𝑡2) =
{𝑝2, 𝑝3, 𝑝4} significa que la transición 𝑡2 tiene como entradas los arcos provenientes
de los lugares 𝑝2, 𝑝3, 𝑝4. Así mismo, 𝑂(𝑡4) = {𝑝2, 𝑝3} significa que de la transición 𝑡4
salen arcos hacia los lugares 𝑝2, 𝑝3 y así sucesivamente.
La figura 4.4 representa la red de Petri definida
Figura 4.4 Representación de la red de Petri del ejemplo 4.1
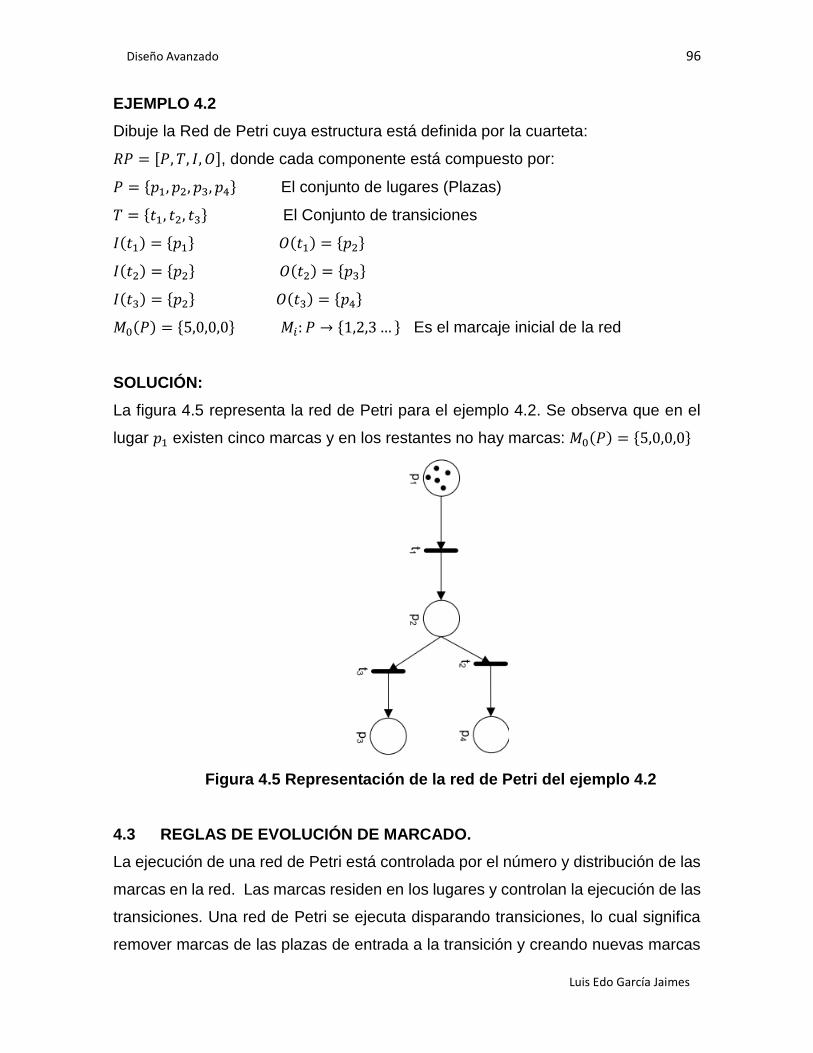
Diseño Avanzado 96
Luis Edo García Jaimes
EJEMPLO 4.2
Dibuje la Red de Petri cuya estructura está definida por la cuarteta:
𝑅𝑃 = [𝑃, 𝑇, 𝐼, 𝑂], donde cada componente está compuesto por:
𝑃 = {𝑝1, 𝑝2, 𝑝3, 𝑝4} El conjunto de lugares (Plazas)
𝑇 = {𝑡1, 𝑡2, 𝑡3} El Conjunto de transiciones
𝐼(𝑡1) = {𝑝1} 𝑂(𝑡1) = {𝑝2}
𝐼(𝑡2) = {𝑝2} 𝑂(𝑡2) = {𝑝3}
𝐼(𝑡3) = {𝑝2} 𝑂(𝑡3) = {𝑝4}
𝑀0(𝑃) = {5,0,0,0} 𝑀𝑖: 𝑃 → {1,2,3… } Es el marcaje inicial de la red
SOLUCIÓN:
La figura 4.5 representa la red de Petri para el ejemplo 4.2. Se observa que en el
lugar 𝑝1 existen cinco marcas y en los restantes no hay marcas: 𝑀0(𝑃) = {5,0,0,0}
Figura 4.5 Representación de la red de Petri del ejemplo 4.2
4.3 REGLAS DE EVOLUCIÓN DE MARCADO.
La ejecución de una red de Petri está controlada por el número y distribución de las
marcas en la red. Las marcas residen en los lugares y controlan la ejecución de las
transiciones. Una red de Petri se ejecuta disparando transiciones, lo cual significa
remover marcas de las plazas de entrada a la transición y creando nuevas marcas
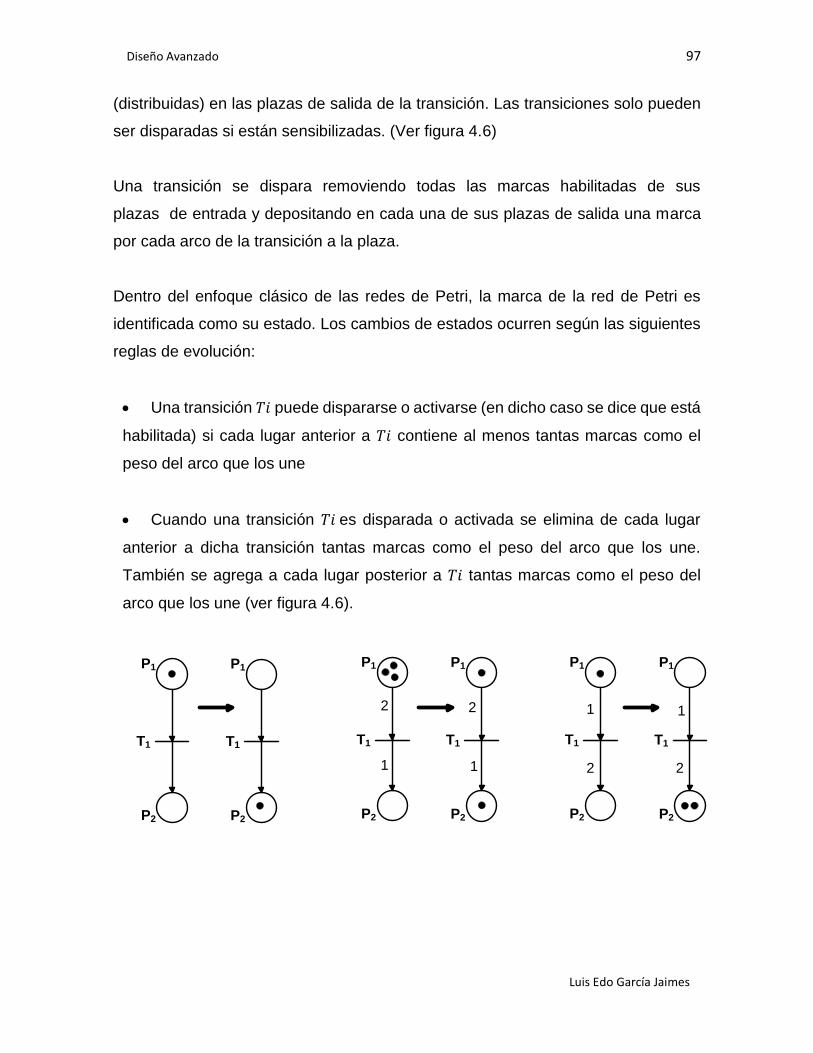
Diseño Avanzado 97
Luis Edo García Jaimes
(distribuidas) en las plazas de salida de la transición. Las transiciones solo pueden
ser disparadas si están sensibilizadas. (Ver figura 4.6)
Una transición se dispara removiendo todas las marcas habilitadas de sus
plazas de entrada y depositando en cada una de sus plazas de salida una marca
por cada arco de la transición a la plaza.
Dentro del enfoque clásico de las redes de Petri, la marca de la red de Petri es
identificada como su estado. Los cambios de estados ocurren según las siguientes
reglas de evolución:
Una transición 𝑇𝑖 puede dispararse o activarse (en dicho caso se dice que está
habilitada) si cada lugar anterior a 𝑇𝑖 contiene al menos tantas marcas como el
peso del arco que los une
Cuando una transición 𝑇𝑖 es disparada o activada se elimina de cada lugar
anterior a dicha transición tantas marcas como el peso del arco que los une.
También se agrega a cada lugar posterior a 𝑇𝑖 tantas marcas como el peso del
arco que los une (ver figura 4.6).
P1
P2
T1
P1
P2
T1
P1
P2
T1
P1
P2
T1
P1
P2
T1
P1
P2
T1
2
1
2
1
1
2
1
2
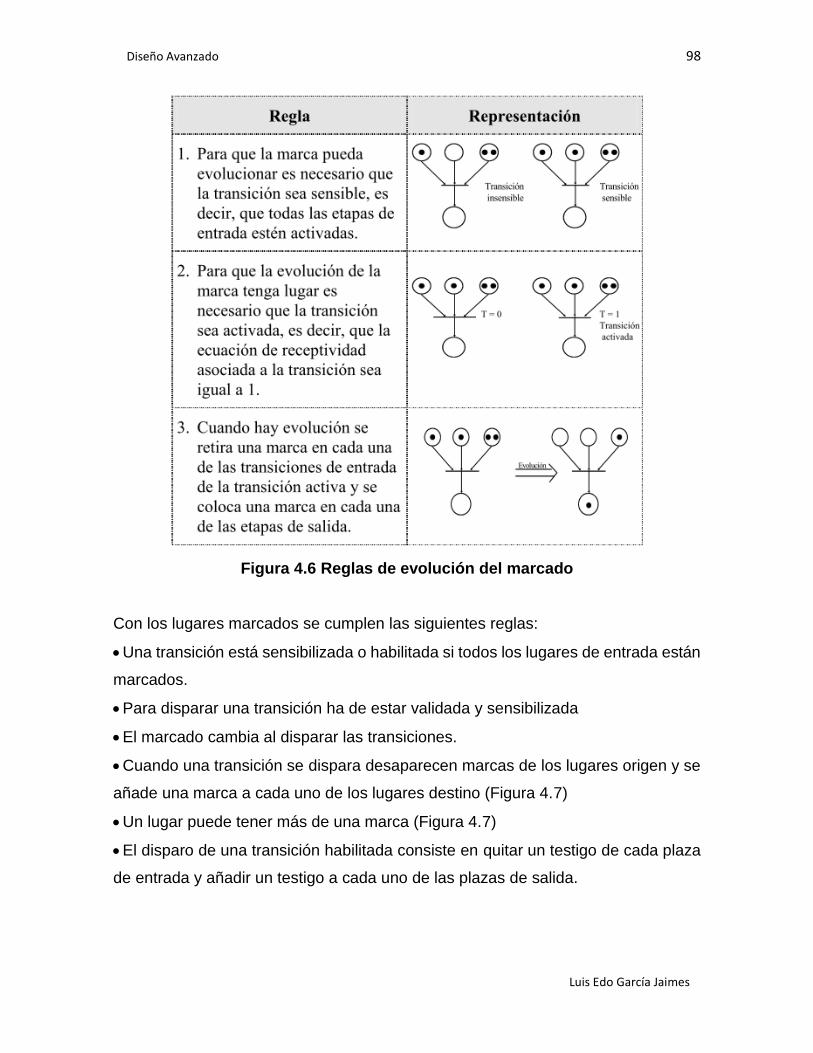
Diseño Avanzado 98
Luis Edo García Jaimes
Figura 4.6 Reglas de evolución del marcado
Con los lugares marcados se cumplen las siguientes reglas:
Una transición está sensibilizada o habilitada si todos los lugares de entrada están
marcados.
Para disparar una transición ha de estar validada y sensibilizada
El marcado cambia al disparar las transiciones.
Cuando una transición se dispara desaparecen marcas de los lugares origen y se
añade una marca a cada uno de los lugares destino (Figura 4.7)
Un lugar puede tener más de una marca (Figura 4.7)
El disparo de una transición habilitada consiste en quitar un testigo de cada plaza
de entrada y añadir un testigo a cada uno de las plazas de salida.
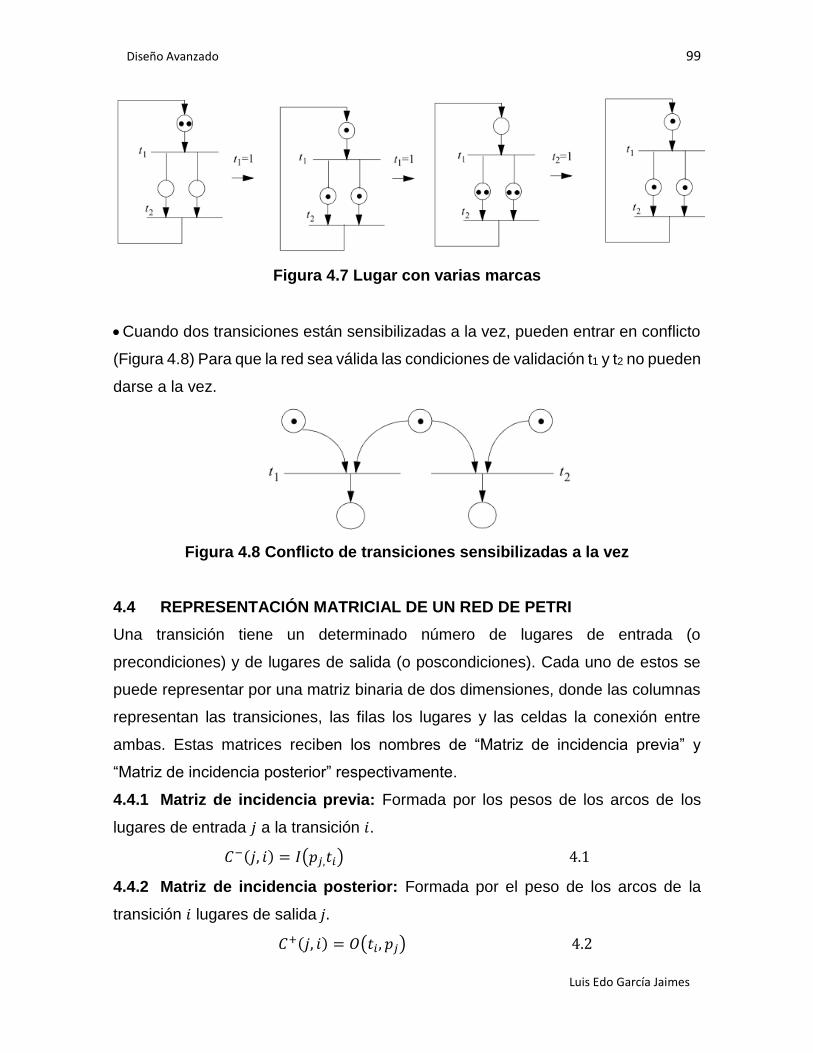
Diseño Avanzado 99
Luis Edo García Jaimes
Figura 4.7 Lugar con varias marcas
Cuando dos transiciones están sensibilizadas a la vez, pueden entrar en conflicto
(Figura 4.8) Para que la red sea válida las condiciones de validación t1 y t2 no pueden
darse a la vez.
Figura 4.8 Conflicto de transiciones sensibilizadas a la vez
4.4 REPRESENTACIÓN MATRICIAL DE UN RED DE PETRI
Una transición tiene un determinado número de lugares de entrada (o
precondiciones) y de lugares de salida (o poscondiciones). Cada uno de estos se
puede representar por una matriz binaria de dos dimensiones, donde las columnas
representan las transiciones, las filas los lugares y las celdas la conexión entre
ambas. Estas matrices reciben los nombres de “Matriz de incidencia previa” y
“Matriz de incidencia posterior” respectivamente.
4.4.1 Matriz de incidencia previa: Formada por los pesos de los arcos de los
lugares de entrada 𝑗 a la transición 𝑖.
𝐶−(𝑗, 𝑖) = 𝐼(𝑝𝑗,𝑡𝑖) 4.1
4.4.2 Matriz de incidencia posterior: Formada por el peso de los arcos de la
transición 𝑖 lugares de salida 𝑗.
𝐶+(𝑗, 𝑖) = 𝑂(𝑡𝑖, 𝑝𝑗) 4.2
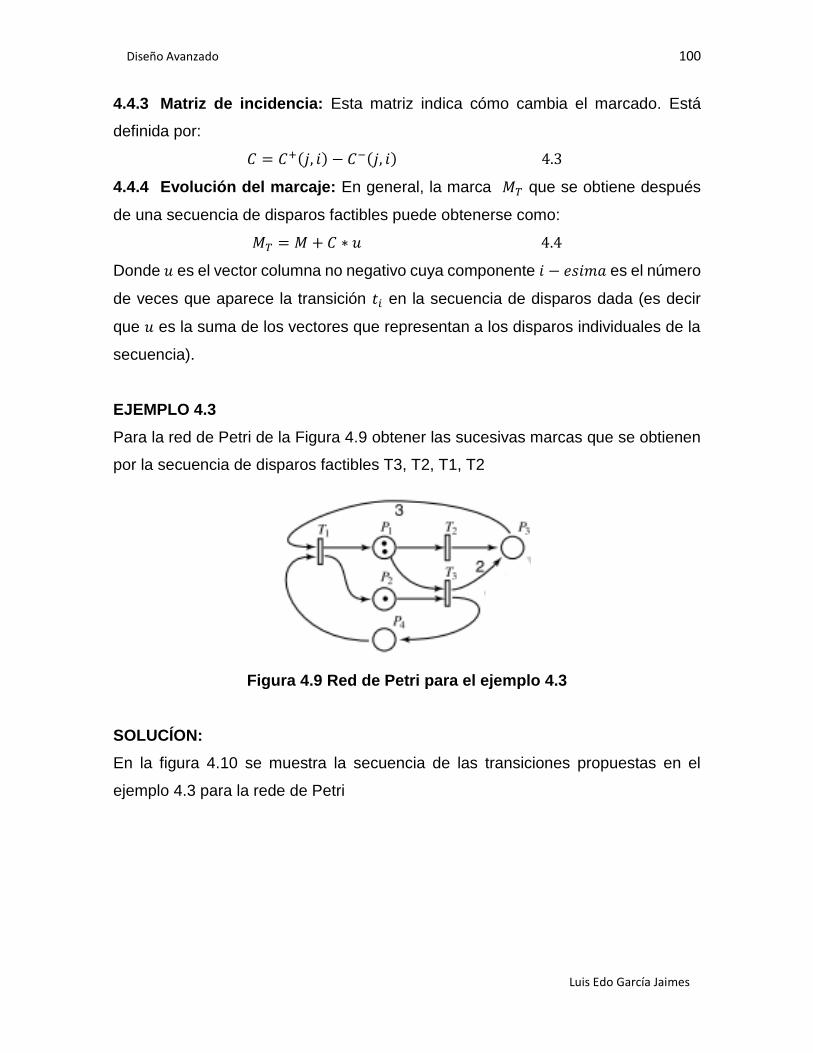
Diseño Avanzado 100
Luis Edo García Jaimes
4.4.3 Matriz de incidencia: Esta matriz indica cómo cambia el marcado. Está
definida por:
𝐶 = 𝐶+(𝑗, 𝑖) − 𝐶−(𝑗, 𝑖) 4.3
4.4.4 Evolución del marcaje: En general, la marca 𝑀𝑇 que se obtiene después
de una secuencia de disparos factibles puede obtenerse como:
𝑀𝑇 = 𝑀 + 𝐶 ∗ 𝑢 4.4
Donde 𝑢 es el vector columna no negativo cuya componente 𝑖 − 𝑒𝑠𝑖𝑚𝑎 es el número
de veces que aparece la transición 𝑡𝑖 en la secuencia de disparos dada (es decir
que 𝑢 es la suma de los vectores que representan a los disparos individuales de la
secuencia).
EJEMPLO 4.3
Para la red de Petri de la Figura 4.9 obtener las sucesivas marcas que se obtienen
por la secuencia de disparos factibles T3, T2, T1, T2
Figura 4.9 Red de Petri para el ejemplo 4.3
SOLUCÍON:
En la figura 4.10 se muestra la secuencia de las transiciones propuestas en el
ejemplo 4.3 para la rede de Petri
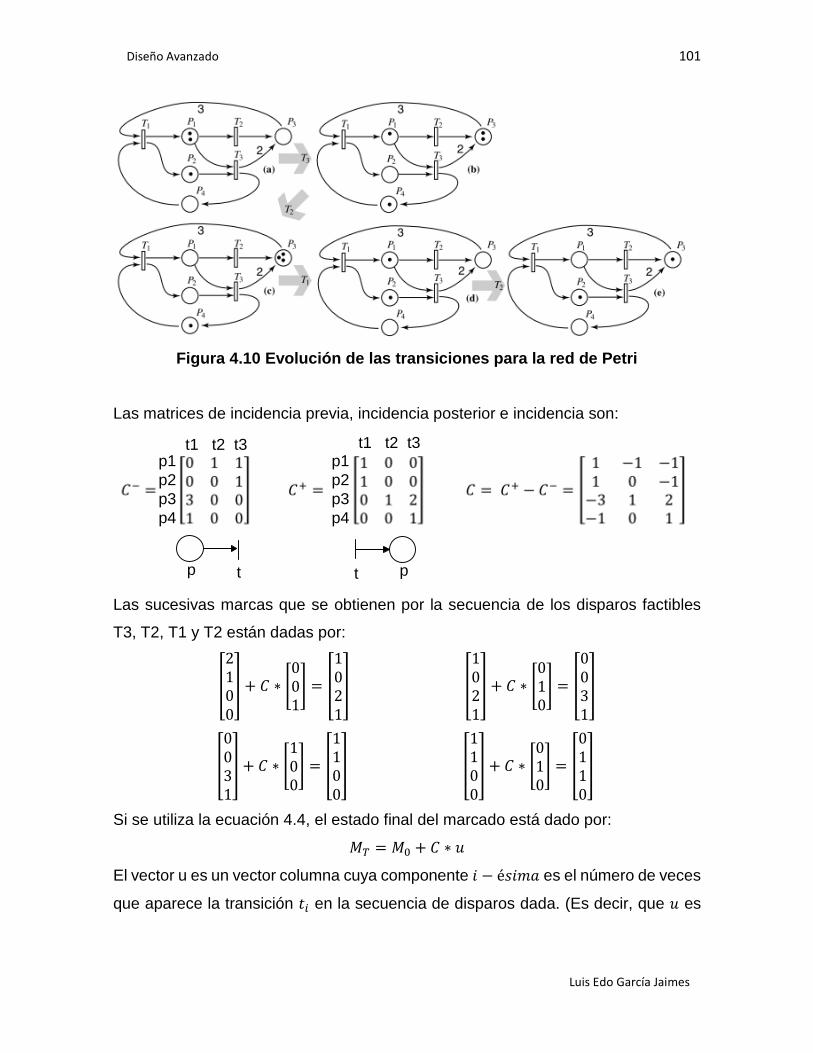
Diseño Avanzado 101
Luis Edo García Jaimes
Figura 4.10 Evolución de las transiciones para la red de Petri
Las matrices de incidencia previa, incidencia posterior e incidencia son:
p1
p2
p3
p4
p1
p2
p3
p4
t1 t2 t3 t1 t2 t3
p t t p
Las sucesivas marcas que se obtienen por la secuencia de los disparos factibles
T3, T2, T1 y T2 están dadas por:
[
2100
] + 𝐶 ∗ [001] = [
1021
] [
1021
] + 𝐶 ∗ [010] = [
0031
]
[
0031
] + 𝐶 ∗ [100] = [
1100
] [
1100
] + 𝐶 ∗ [010] = [
0110
]
Si se utiliza la ecuación 4.4, el estado final del marcado está dado por:
𝑀𝑇 = 𝑀0 + 𝐶 ∗ 𝑢
El vector u es un vector columna cuya componente 𝑖 − é𝑠𝑖𝑚𝑎 es el número de veces
que aparece la transición 𝑡𝑖 en la secuencia de disparos dada. (Es decir, que 𝑢 es
Diseño Avanzado 102
Luis Edo García Jaimes
la suma de los vectores que representan a los disparos individuales de lasecuencia).
Por lo tanto, para el ejemplo dado:
𝑀𝑇 = 𝑀0 + 𝐶 ∗ 𝑢 = [
2100
] + [
1 −1 −11 0 −1
−3 1 2−1 0 1
] ∗ [121] = [
0110
]
4.5 SEMÁNTICA DE LAS REDES DE PETR
Los diferentes componentes de una red de Petri tienen habitualmente las siguientes
interpretaciones:
Las marcas representan recursos en el amplio sentido de la palabra. Pueden ser
tanto recursos físicos, como recursos no materiales, tales como: información,
mensajes, etc.
Los lugares es donde los recursos pueden esperar o almacenarse.
Las transiciones representan acciones que consumen recursos para luego
transformarlos, o bien producir nuevos recursos.
Los pesos de los arcos que van de un lugar a una transición representan el
número mínimo de recursos de la clase almacenada en dicho lugar que son
producidos al llevarse a cabo la acción que representa la transición.
Los pesos de los arcos que van de una transición a un lugar representan el
número de recursos de la clase que es almacenada en dicho lugar que son
producidos al llevarse a cabo la acción que representa la transición.
El número total de marcas en una red de Petri no necesariamente debe
conservarse pues, por ejemplo, una transición puede representar la operación de
ensamblaje de una parte compleja a partir de partes elementales, o bien
inversamente, puede representar el desguace de una parte compleja en partes
elementales. También los mensajes pueden combinarse para producir un nuevo
mensaje (por ejemplo, sumar dos números) o un mismo mensaje puede enviarse a
varios lugares.
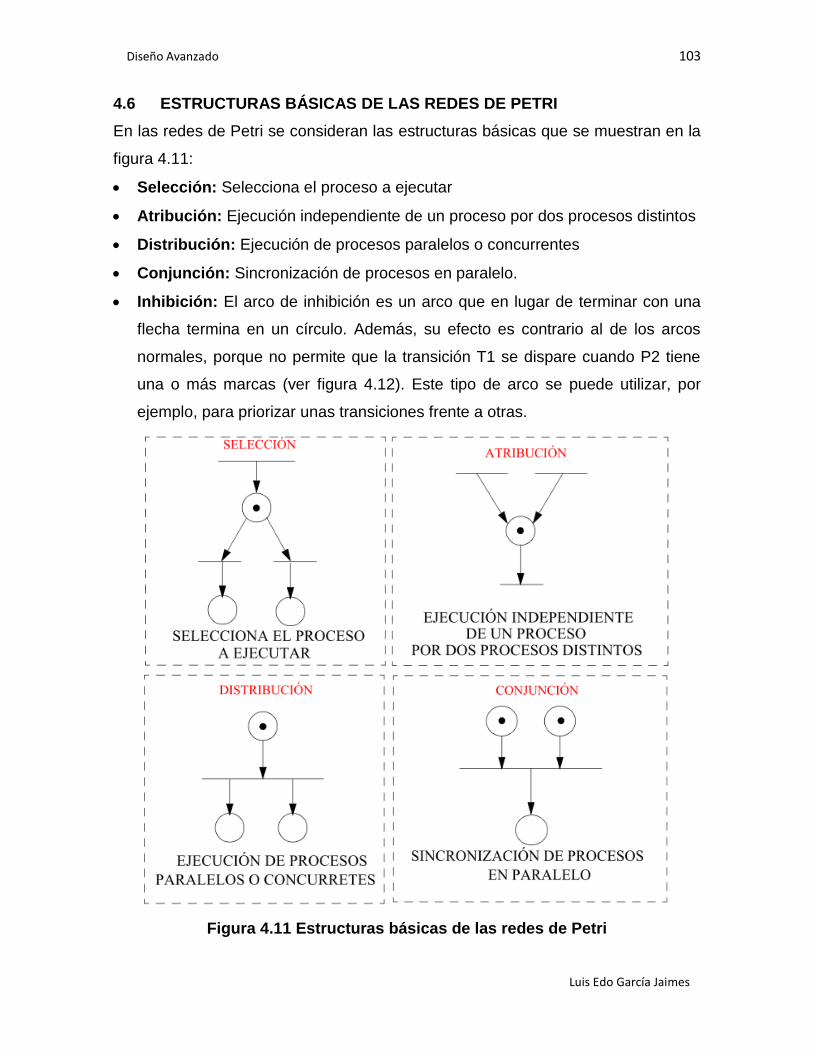
Diseño Avanzado 103
Luis Edo García Jaimes
4.6 ESTRUCTURAS BÁSICAS DE LAS REDES DE PETRI
En las redes de Petri se consideran las estructuras básicas que se muestran en la
figura 4.11:
Selección: Selecciona el proceso a ejecutar
Atribución: Ejecución independiente de un proceso por dos procesos distintos
Distribución: Ejecución de procesos paralelos o concurrentes
Conjunción: Sincronización de procesos en paralelo.
Inhibición: El arco de inhibición es un arco que en lugar de terminar con una
flecha termina en un círculo. Además, su efecto es contrario al de los arcos
normales, porque no permite que la transición T1 se dispare cuando P2 tiene
una o más marcas (ver figura 4.12). Este tipo de arco se puede utilizar, por
ejemplo, para priorizar unas transiciones frente a otras.
Figura 4.11 Estructuras básicas de las redes de Petri
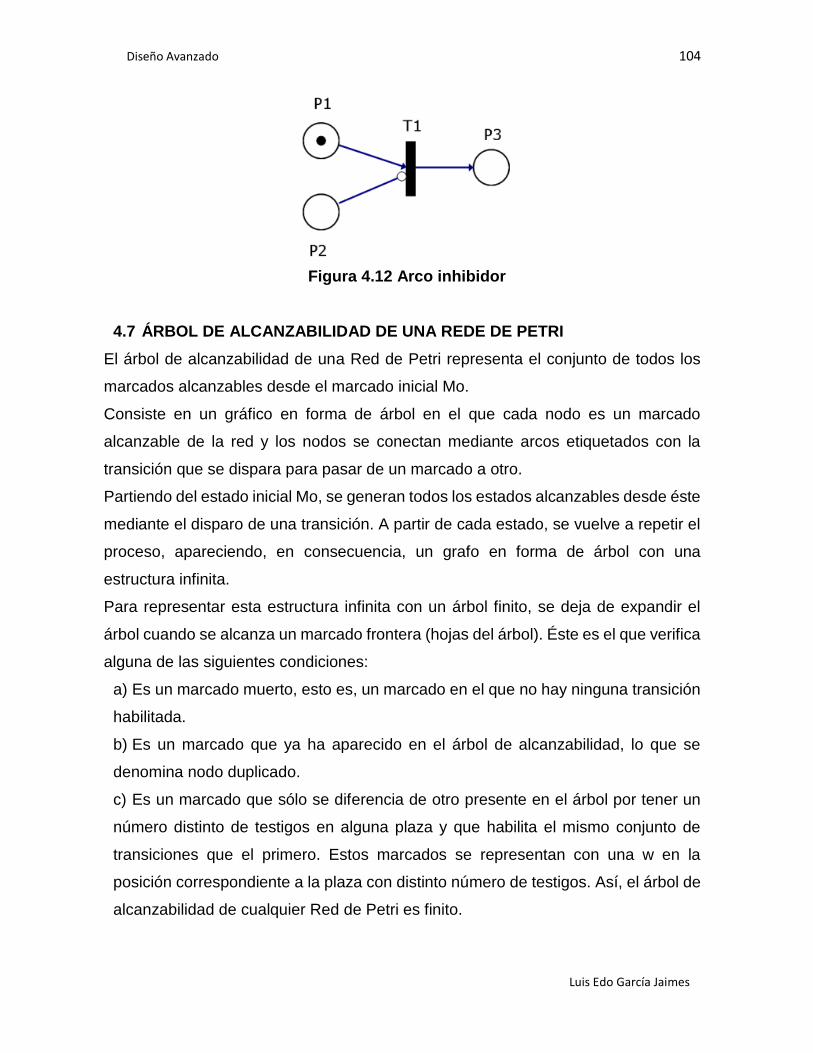
Diseño Avanzado 104
Luis Edo García Jaimes
Figura 4.12 Arco inhibidor
4.7 ÁRBOL DE ALCANZABILIDAD DE UNA REDE DE PETRI
El árbol de alcanzabilidad de una Red de Petri representa el conjunto de todos los
marcados alcanzables desde el marcado inicial Mo.
Consiste en un gráfico en forma de árbol en el que cada nodo es un marcado
alcanzable de la red y los nodos se conectan mediante arcos etiquetados con la
transición que se dispara para pasar de un marcado a otro.
Partiendo del estado inicial Mo, se generan todos los estados alcanzables desde éste
mediante el disparo de una transición. A partir de cada estado, se vuelve a repetir el
proceso, apareciendo, en consecuencia, un grafo en forma de árbol con una
estructura infinita.
Para representar esta estructura infinita con un árbol finito, se deja de expandir el
árbol cuando se alcanza un marcado frontera (hojas del árbol). Éste es el que verifica
alguna de las siguientes condiciones:
a) Es un marcado muerto, esto es, un marcado en el que no hay ninguna transición
habilitada.
b) Es un marcado que ya ha aparecido en el árbol de alcanzabilidad, lo que se
denomina nodo duplicado.
c) Es un marcado que sólo se diferencia de otro presente en el árbol por tener un
número distinto de testigos en alguna plaza y que habilita el mismo conjunto de
transiciones que el primero. Estos marcados se representan con una w en la
posición correspondiente a la plaza con distinto número de testigos. Así, el árbol de
alcanzabilidad de cualquier Red de Petri es finito.
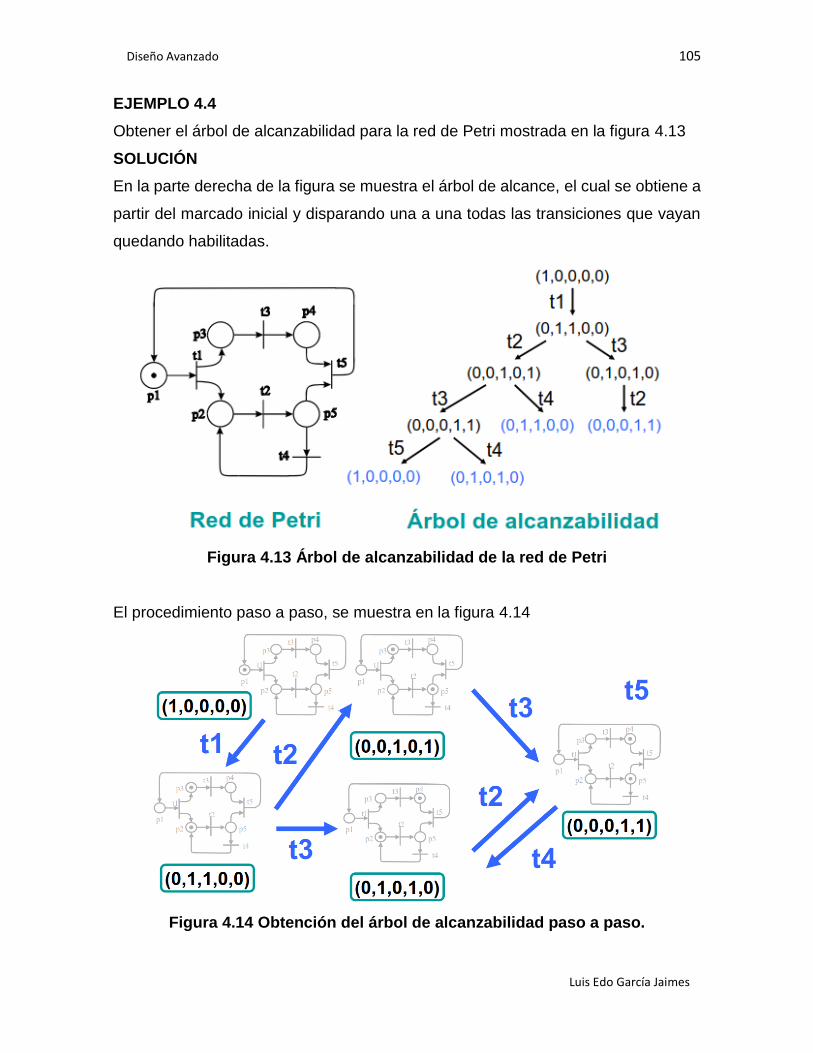
Diseño Avanzado 105
Luis Edo García Jaimes
EJEMPLO 4.4
Obtener el árbol de alcanzabilidad para la red de Petri mostrada en la figura 4.13
SOLUCIÓN
En la parte derecha de la figura se muestra el árbol de alcance, el cual se obtiene a
partir del marcado inicial y disparando una a una todas las transiciones que vayan
quedando habilitadas.
Figura 4.13 Árbol de alcanzabilidad de la red de Petri
El procedimiento paso a paso, se muestra en la figura 4.14
Figura 4.14 Obtención del árbol de alcanzabilidad paso a paso.
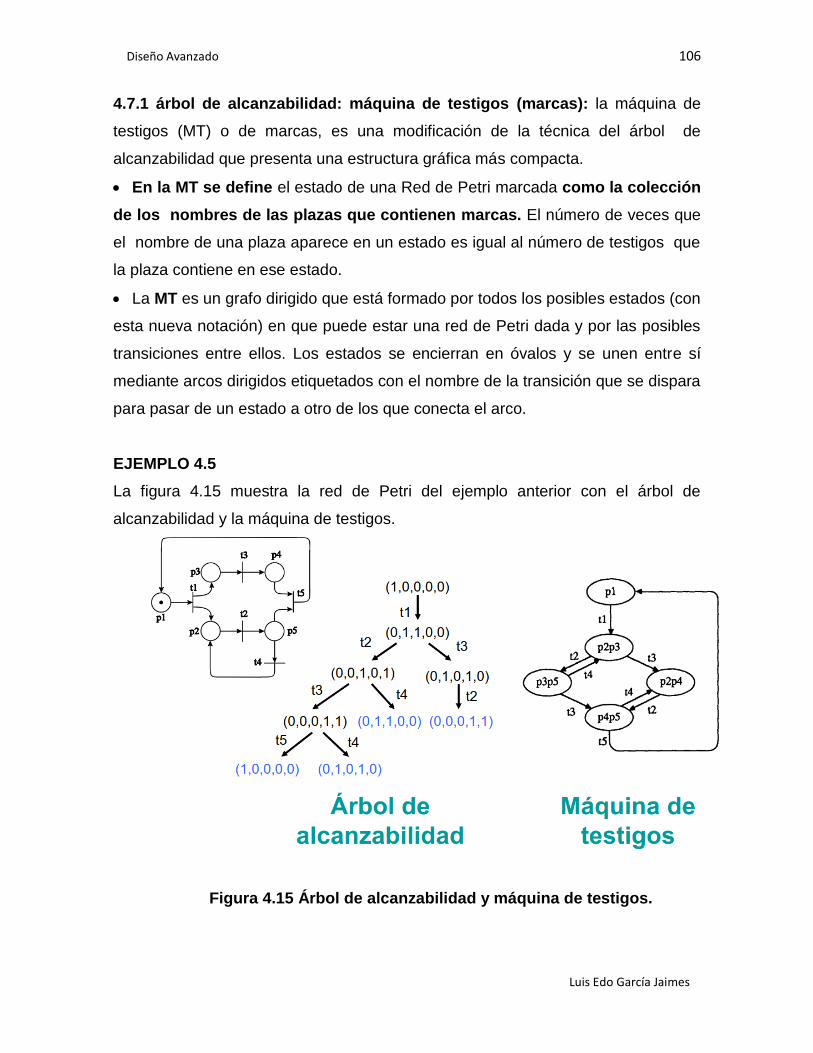
Diseño Avanzado 106
Luis Edo García Jaimes
4.7.1 árbol de alcanzabilidad: máquina de testigos (marcas): la máquina de
testigos (MT) o de marcas, es una modificación de la técnica del árbol de
alcanzabilidad que presenta una estructura gráfica más compacta.
En la MT se define el estado de una Red de Petri marcada como la colección
de los nombres de las plazas que contienen marcas. El número de veces que
el nombre de una plaza aparece en un estado es igual al número de testigos que
la plaza contiene en ese estado.
La MT es un grafo dirigido que está formado por todos los posibles estados (con
esta nueva notación) en que puede estar una red de Petri dada y por las posibles
transiciones entre ellos. Los estados se encierran en óvalos y se unen entre sí
mediante arcos dirigidos etiquetados con el nombre de la transición que se dispara
para pasar de un estado a otro de los que conecta el arco.
EJEMPLO 4.5
La figura 4.15 muestra la red de Petri del ejemplo anterior con el árbol de
alcanzabilidad y la máquina de testigos.
Figura 4.15 Árbol de alcanzabilidad y máquina de testigos.
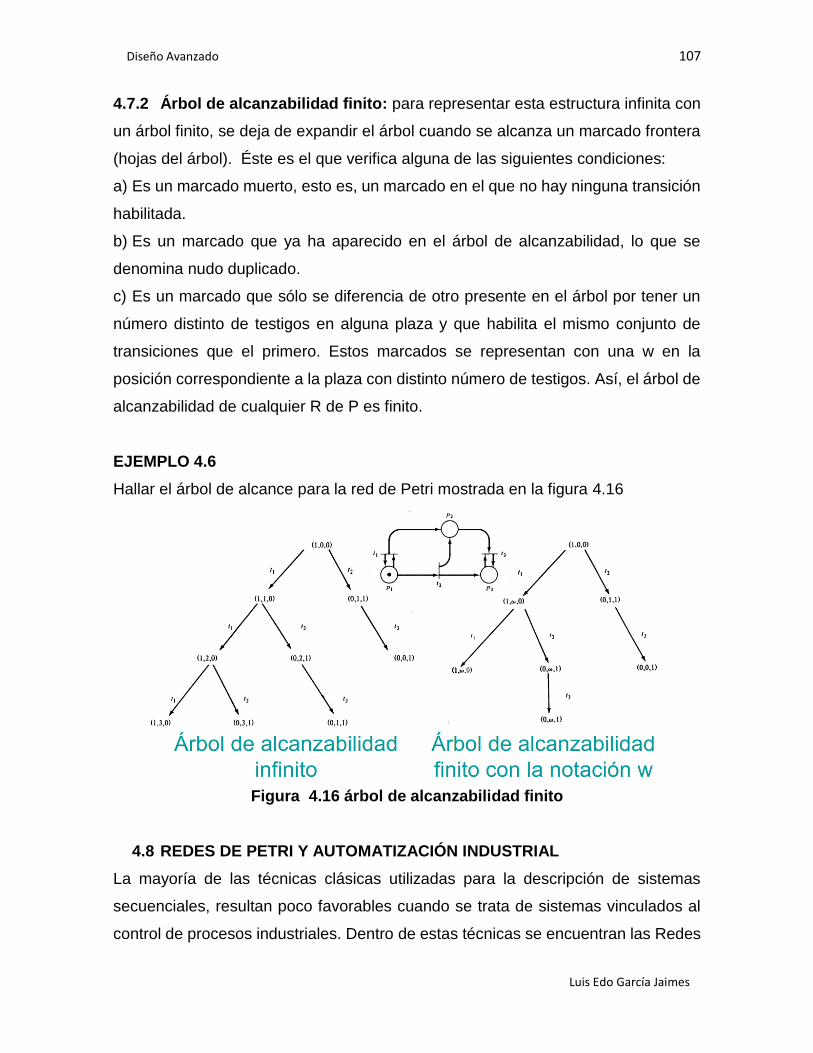
Diseño Avanzado 107
Luis Edo García Jaimes
4.7.2 Árbol de alcanzabilidad finito: para representar esta estructura infinita con
un árbol finito, se deja de expandir el árbol cuando se alcanza un marcado frontera
(hojas del árbol). Éste es el que verifica alguna de las siguientes condiciones:
a) Es un marcado muerto, esto es, un marcado en el que no hay ninguna transición
habilitada.
b) Es un marcado que ya ha aparecido en el árbol de alcanzabilidad, lo que se
denomina nudo duplicado.
c) Es un marcado que sólo se diferencia de otro presente en el árbol por tener un
número distinto de testigos en alguna plaza y que habilita el mismo conjunto de
transiciones que el primero. Estos marcados se representan con una w en la
posición correspondiente a la plaza con distinto número de testigos. Así, el árbol de
alcanzabilidad de cualquier R de P es finito.
EJEMPLO 4.6
Hallar el árbol de alcance para la red de Petri mostrada en la figura 4.16
Figura 4.16 árbol de alcanzabilidad finito
4.8 REDES DE PETRI Y AUTOMATIZACIÓN INDUSTRIAL
La mayoría de las técnicas clásicas utilizadas para la descripción de sistemas
secuenciales, resultan poco favorables cuando se trata de sistemas vinculados al
control de procesos industriales. Dentro de estas técnicas se encuentran las Redes
Diseño Avanzado 108
Luis Edo García Jaimes
de Petri, las cuales nacieron en el año 1962 con la finalidad de resolver problemas
de paralelismo en sistemas informáticos. A partir de ellas y aprovechando sus
ventajas, en 1973 se comienzan a utilizar para resolver problemas de sistemas
secuenciales para aplicaciones industriales. Debido al desarrollo de esta tecnología,
en 1977 los franceses crearon un método para unificar el lenguaje empleado por los
ingenieros y técnicos de las plantas. Este método recibió el nombre de GRAFCET.
En los problemas de automatización industrial, los elementos componentes de una
Red de Petri tienen las siguientes características:
Lugares o plazas (etapas): representan los estados estables en el proceso. Se
asocian a las órdenes que se envían al proceso.
La plaza ubicada antes de una transición se denomina plaza de entrada y la que
está después de una transición se conoce como plaza de salida.
La plaza o estado presente (plaza activa) se diferencia con un elemento en su
interior llamado marca o “token”. El marcaje será la disposición dada a las marcas
durante la operación del sistema.
Cada lugar de una red de Petri representa un estado, condición o recurso
(Llenando, calentado, fresando, esperando, materia prima…) y se asocia en los
diagramas de lógica cableada con uno de los escalones que en general deben
controlar un contador que hace las veces de bobina, pero a su vez permite el control
de marcas en el lugar asociado.
Transiciones: Las transiciones en una red de Petri permiten el paso (transición)
de un estado del proceso a otro. Cada transición tiene asociada una ecuación lógica
denominada Receptividad, que indica las condiciones necesarias para la evolución
del proceso.
Las transiciones corresponden con los eventos o acciones que permiten la
evolución del marcado y se asocian con los contactos, que a su vez deben realizar
la regla de evolución de retirar marcas de los lugares previos, restar en los
contadores, y sumar marcas en los lugares siguientes, sumar en los contadores
respectivos .
Para iniciar, en la Figura 4.17 se muestra la forma de reemplazar una arquitectura
secuencial.

Diseño Avanzado 109
Luis Edo García Jaimes
Figura 4.17 Arquitectura Secuencial a Lógica Cableada
De forma general, los arcos en la red de Petri pueden tener asociado un peso, que
a su vez puede ser distinto para cada uno. En este caso la regla de la evolución
exige que en el lugar previo deben existir como mínimo tantas marcas como peso
tiene el arco que lo une con la transición y se deben adicionar en el lugar de salida
tantas marcas como peso tiene el arco que la une con la transición. Ver figura 4.18.
Figura 4.18 Arcos con Pesos a Lógica Cableada
Otro elemento básico de las redes de Petri es el arco inhibidor, el cual exige la no
presencia de marcas en el lugar de partida para permitir la sensibilización de la
transición a la cual llega. Para el caso de implementación en lógica cableada, este
arco inhibidor se puede interpretar como un contacto normalmente cerrado asociado
al lugar de salida del arco con el fin de verificar la no presencia de marcas. En la
figura 4.19 se muestra su representación.
Figura 4.19 Arco Inhibidor a Lógica Cableada
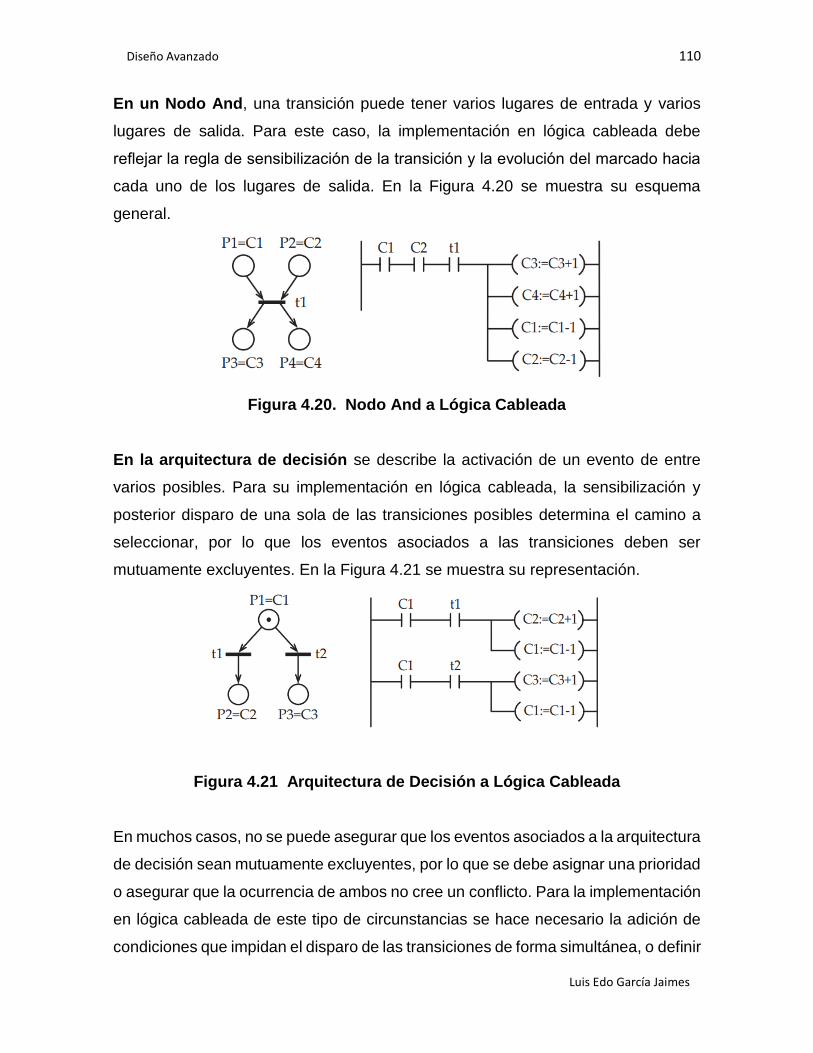
Diseño Avanzado 110
Luis Edo García Jaimes
En un Nodo And, una transición puede tener varios lugares de entrada y varios
lugares de salida. Para este caso, la implementación en lógica cableada debe
reflejar la regla de sensibilización de la transición y la evolución del marcado hacia
cada uno de los lugares de salida. En la Figura 4.20 se muestra su esquema
general.
Figura 4.20. Nodo And a Lógica Cableada
En la arquitectura de decisión se describe la activación de un evento de entre
varios posibles. Para su implementación en lógica cableada, la sensibilización y
posterior disparo de una sola de las transiciones posibles determina el camino a
seleccionar, por lo que los eventos asociados a las transiciones deben ser
mutuamente excluyentes. En la Figura 4.21 se muestra su representación.
Figura 4.21 Arquitectura de Decisión a Lógica Cableada
En muchos casos, no se puede asegurar que los eventos asociados a la arquitectura
de decisión sean mutuamente excluyentes, por lo que se debe asignar una prioridad
o asegurar que la ocurrencia de ambos no cree un conflicto. Para la implementación
en lógica cableada de este tipo de circunstancias se hace necesario la adición de
condiciones que impidan el disparo de las transiciones de forma simultánea, o definir
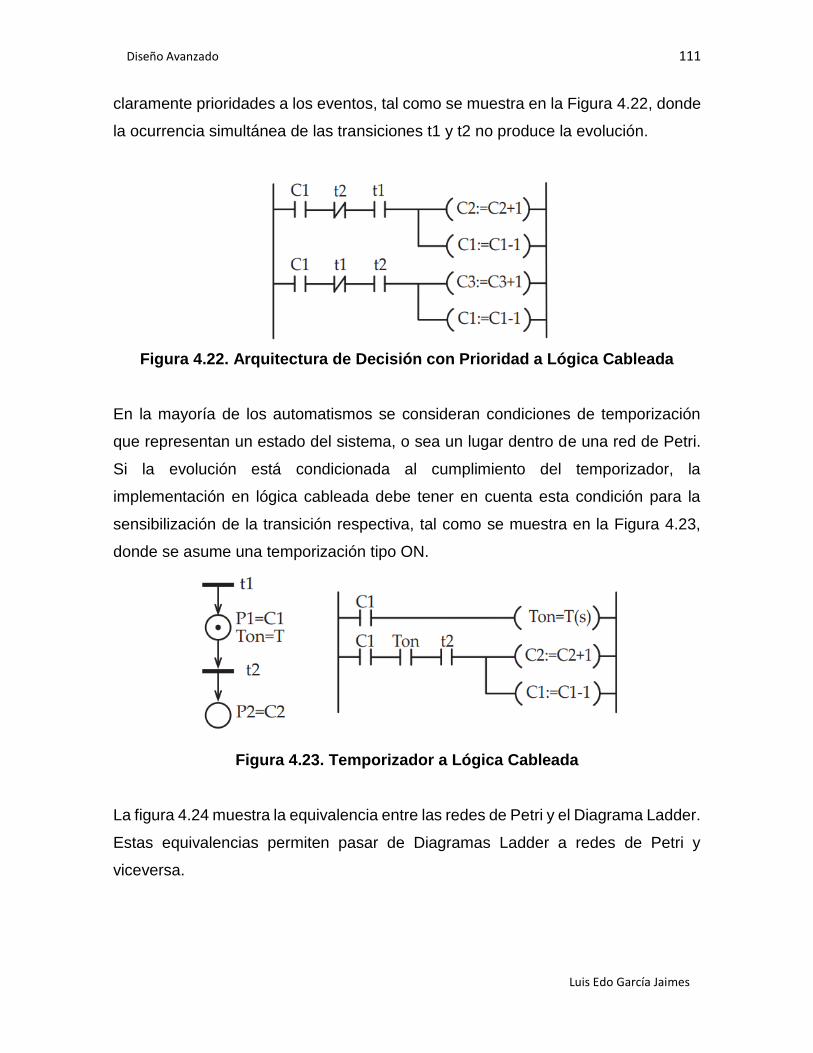
Diseño Avanzado 111
Luis Edo García Jaimes
claramente prioridades a los eventos, tal como se muestra en la Figura 4.22, donde
la ocurrencia simultánea de las transiciones t1 y t2 no produce la evolución.
Figura 4.22. Arquitectura de Decisión con Prioridad a Lógica Cableada
En la mayoría de los automatismos se consideran condiciones de temporización
que representan un estado del sistema, o sea un lugar dentro de una red de Petri.
Si la evolución está condicionada al cumplimiento del temporizador, la
implementación en lógica cableada debe tener en cuenta esta condición para la
sensibilización de la transición respectiva, tal como se muestra en la Figura 4.23,
donde se asume una temporización tipo ON.
Figura 4.23. Temporizador a Lógica Cableada
La figura 4.24 muestra la equivalencia entre las redes de Petri y el Diagrama Ladder.
Estas equivalencias permiten pasar de Diagramas Ladder a redes de Petri y
viceversa.
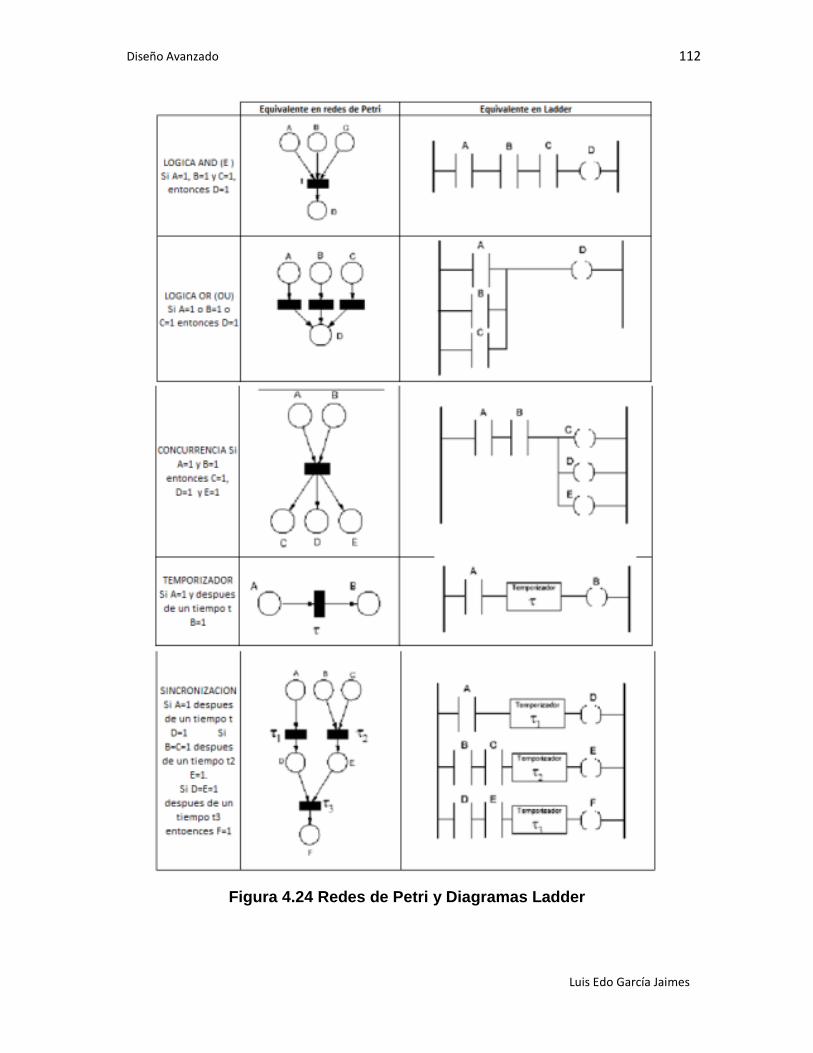
Diseño Avanzado 112
Luis Edo García Jaimes
Figura 4.24 Redes de Petri y Diagramas Ladder
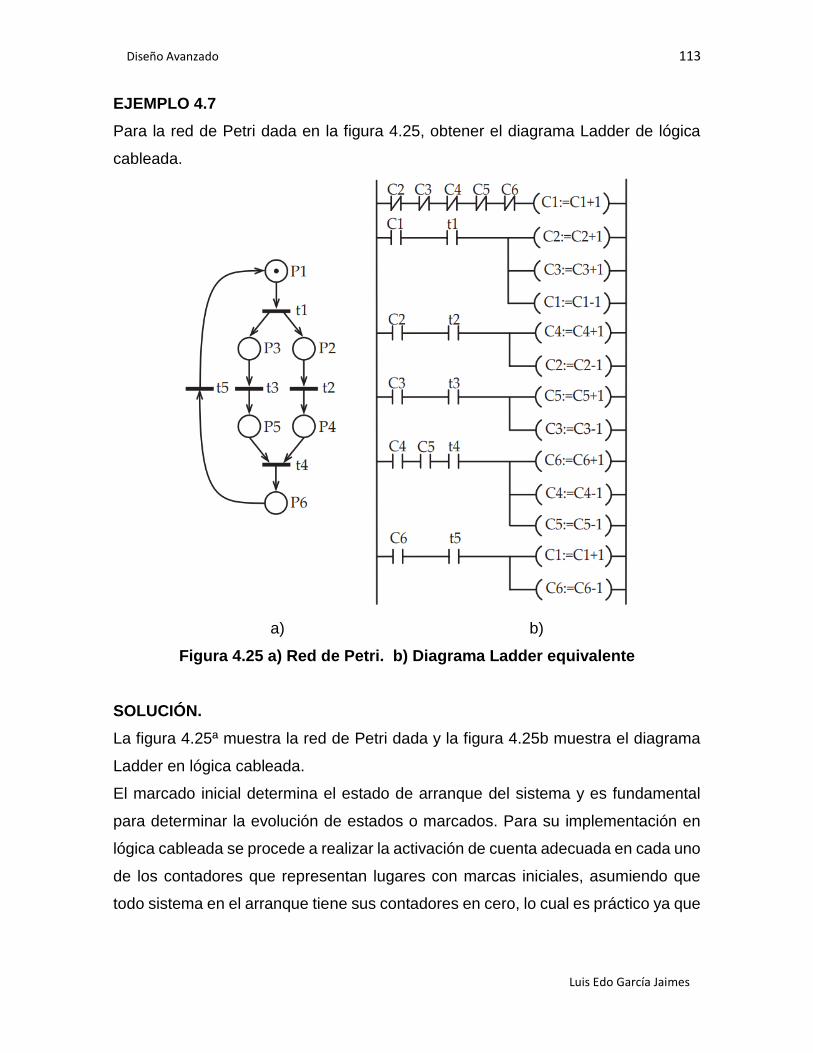
Diseño Avanzado 113
Luis Edo García Jaimes
EJEMPLO 4.7
Para la red de Petri dada en la figura 4.25, obtener el diagrama Ladder de lógica
cableada.
a) b)
Figura 4.25 a) Red de Petri. b) Diagrama Ladder equivalente
SOLUCIÓN.
La figura 4.25ª muestra la red de Petri dada y la figura 4.25b muestra el diagrama
Ladder en lógica cableada.
El marcado inicial determina el estado de arranque del sistema y es fundamental
para determinar la evolución de estados o marcados. Para su implementación en
lógica cableada se procede a realizar la activación de cuenta adecuada en cada uno
de los contadores que representan lugares con marcas iniciales, asumiendo que
todo sistema en el arranque tiene sus contadores en cero, lo cual es práctico ya que
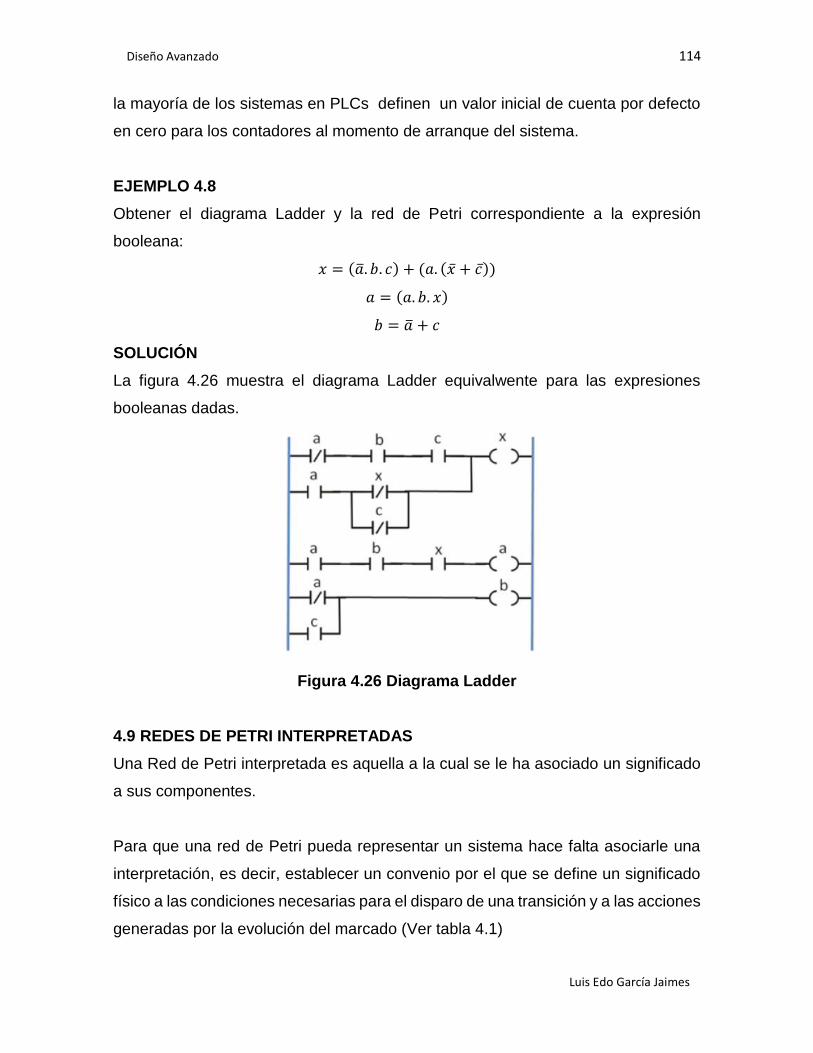
Diseño Avanzado 114
Luis Edo García Jaimes
la mayoría de los sistemas en PLCs definen un valor inicial de cuenta por defecto
en cero para los contadores al momento de arranque del sistema.
EJEMPLO 4.8
Obtener el diagrama Ladder y la red de Petri correspondiente a la expresión
booleana:
𝑥 = (�̅�. 𝑏. 𝑐) + (𝑎. (�̅� + 𝑐̅))
𝑎 = (𝑎. 𝑏. 𝑥)
𝑏 = �̅� + 𝑐
SOLUCIÓN
La figura 4.26 muestra el diagrama Ladder equivalwente para las expresiones
booleanas dadas.
Figura 4.26 Diagrama Ladder
4.9 REDES DE PETRI INTERPRETADAS
Una Red de Petri interpretada es aquella a la cual se le ha asociado un significado
a sus componentes.
Para que una red de Petri pueda representar un sistema hace falta asociarle una
interpretación, es decir, establecer un convenio por el que se define un significado
físico a las condiciones necesarias para el disparo de una transición y a las acciones
generadas por la evolución del marcado (Ver tabla 4.1)
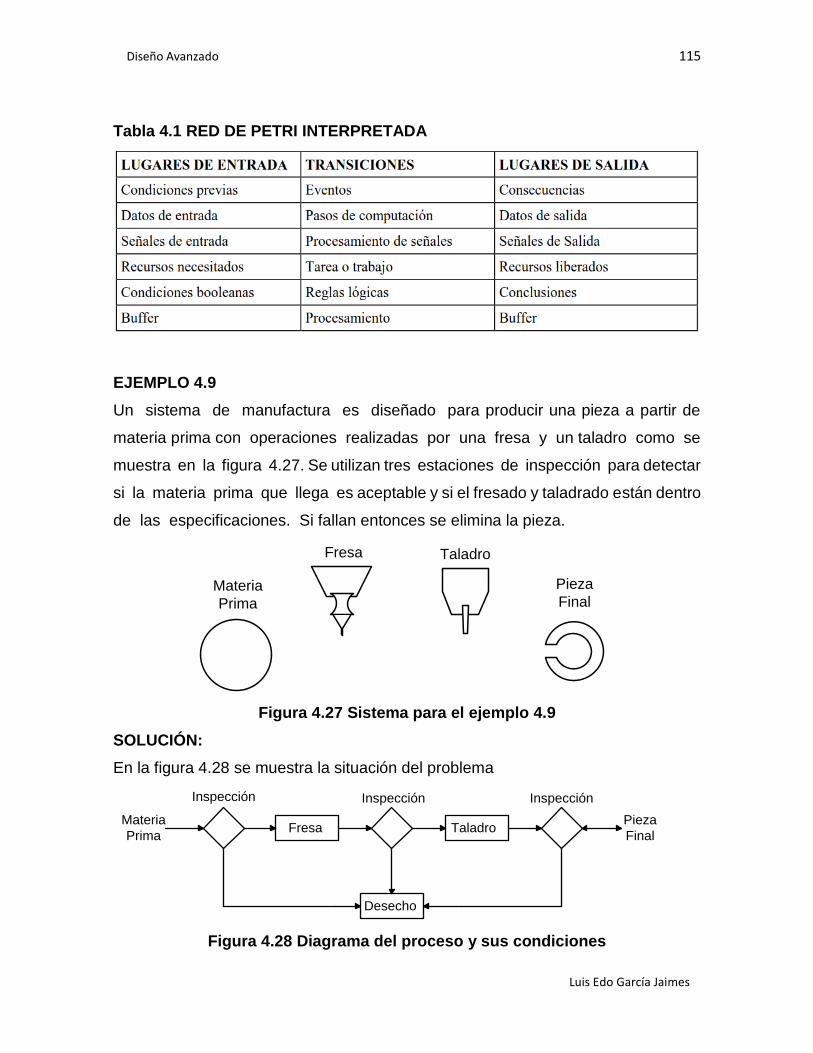
Diseño Avanzado 115
Luis Edo García Jaimes
Tabla 4.1 RED DE PETRI INTERPRETADA
EJEMPLO 4.9
Un sistema de manufactura es diseñado para producir una pieza a partir de
materia prima con operaciones realizadas por una fresa y un taladro como se
muestra en la figura 4.27. Se utilizan tres estaciones de inspección para detectar
si la materia prima que llega es aceptable y si el fresado y taladrado están dentro
de las especificaciones. Si fallan entonces se elimina la pieza.
Materia
Prima
Fresa Taladro
Pieza
Final
Figura 4.27 Sistema para el ejemplo 4.9
SOLUCIÓN:
En la figura 4.28 se muestra la situación del problema
Inspección Inspección Inspección
Desecho
Fresa TaladroMateria
Prima
Pieza
Final
Figura 4.28 Diagrama del proceso y sus condiciones
Diseño Avanzado 116
Luis Edo García Jaimes
Para modelar el sistema como una red de Petri, es necesario establecer
inicialmente todos los estados posibles . Se dibuja un círculo por cada estado. Los
estados son: materia prima, fresado, taladrado, pieza final, desecho.
Para los estados definidos, se establecen todos los eventos que pueden tomar lugar
en cada estado. Entonces se coloca una transición por cada evento y se enlazan
con las plazas mediante arcos.
La tabla 4.1 muestra la interpretación de los estados/plazas y las transiciones.
Tabla 4.1 Interpretación de estados/lugares y transiciones
Plazas Interpretación Transiciones Interpretación
P1 Materia Prima t1 Comienza fresado
P2 Fresado t2 Comienza desecho de parte
inaceptable
P3 Taladrado t3 Comienza taladrado
P4 Pieza Final t4 Comienza desecho de parte fresado
erróneo
P5 Desecho t5 Completa el proceso de manufactura
t6 Comienza el desecho de parte mal
taladrada
Tomando por ejemplo del estado ‘Materia Prima’, en este estado pueden ocurrir
dos eventos: ‘Comienza fresado’ como resultado de un material aceptable, o
‘Comienza desecho’. Entonces se crean dos transiciones t1 y t2 y se agregan los
arcos de P1 (materia prima) a t1 y t2 y de t1 a P2 (fresa) y de t2 a P5 (desecho).
Se continúa con el proceso hasta que todos los estados se consideren. La figura
4.29 muestra el resultado final en la red de Petri.
Se marca P1 solo con un token para indicar el estado inicial del sistema.
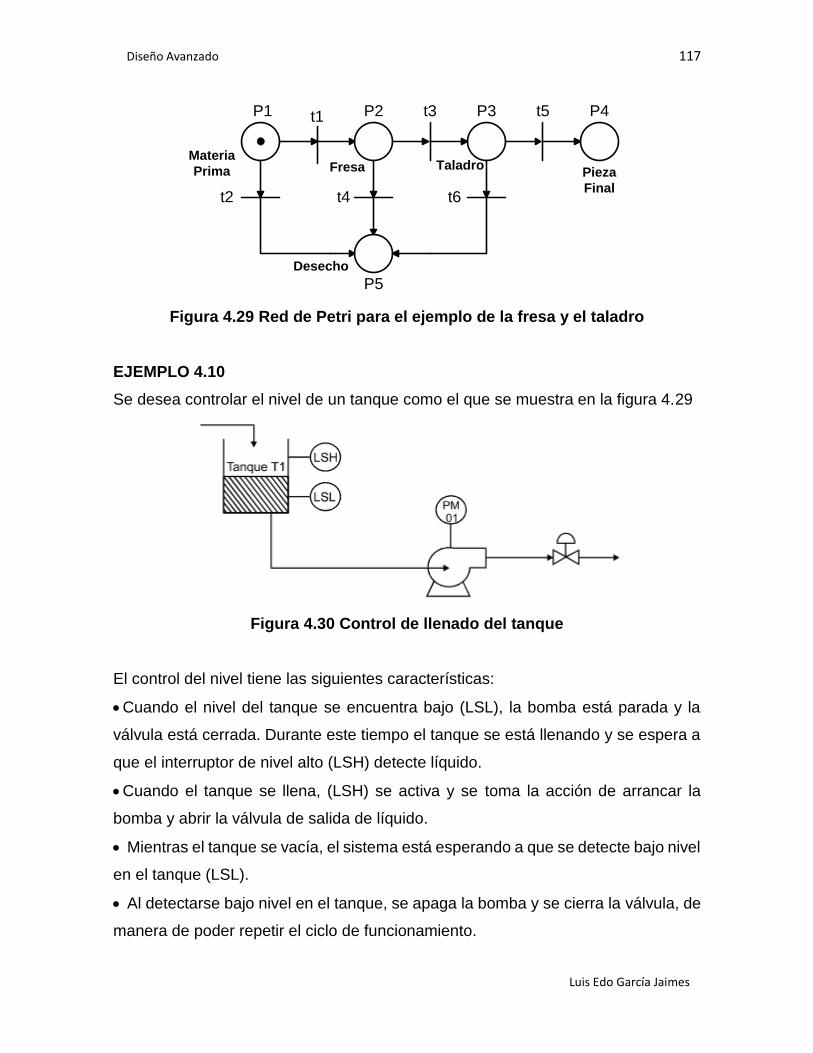
Diseño Avanzado 117
Luis Edo García Jaimes
Materia
Prima Fresa TaladroPieza
Final
Desecho
t1 t3 t5
t2 t4 t6
P1 P2 P3 P4
P5
Figura 4.29 Red de Petri para el ejemplo de la fresa y el taladro
EJEMPLO 4.10
Se desea controlar el nivel de un tanque como el que se muestra en la figura 4.29
Figura 4.30 Control de llenado del tanque
El control del nivel tiene las siguientes características:
Cuando el nivel del tanque se encuentra bajo (LSL), la bomba está parada y la
válvula está cerrada. Durante este tiempo el tanque se está llenando y se espera a
que el interruptor de nivel alto (LSH) detecte líquido.
Cuando el tanque se llena, (LSH) se activa y se toma la acción de arrancar la
bomba y abrir la válvula de salida de líquido.
Mientras el tanque se vacía, el sistema está esperando a que se detecte bajo nivel
en el tanque (LSL).
Al detectarse bajo nivel en el tanque, se apaga la bomba y se cierra la válvula, de
manera de poder repetir el ciclo de funcionamiento.
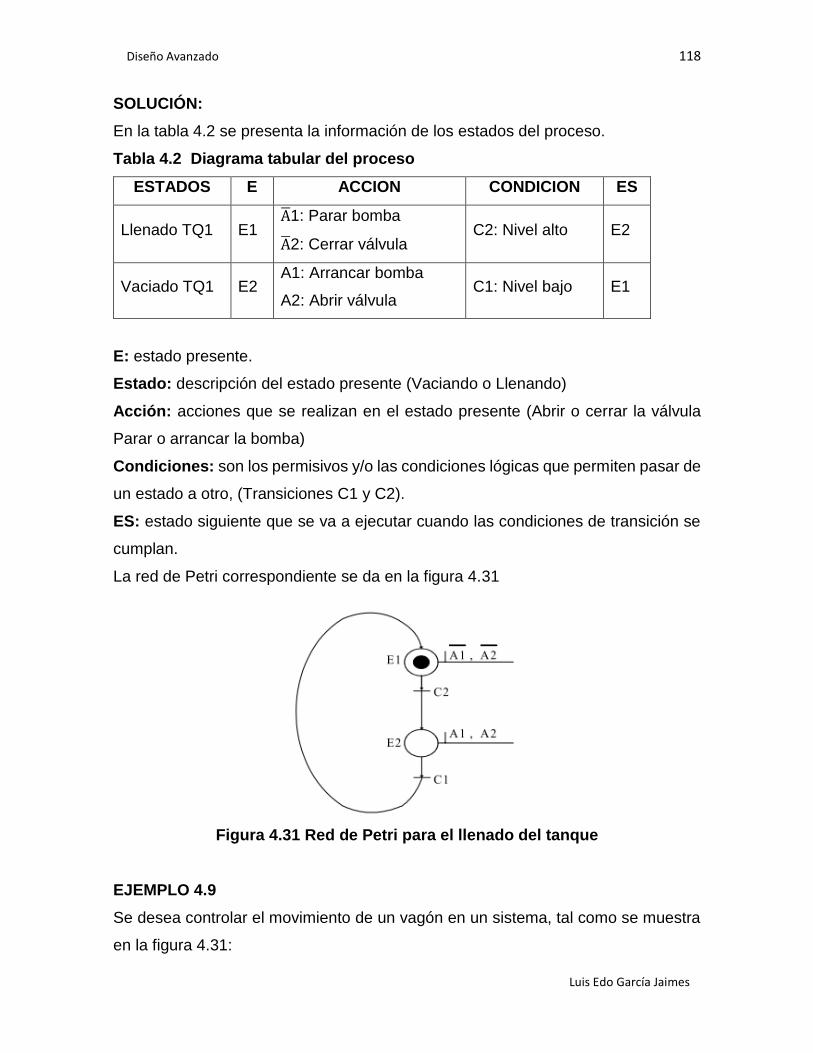
Diseño Avanzado 118
Luis Edo García Jaimes
SOLUCIÓN:
En la tabla 4.2 se presenta la información de los estados del proceso.
Tabla 4.2 Diagrama tabular del proceso
ESTADOS E ACCION CONDICION ES
Llenado TQ1 E1 A̅1: Parar bomba
A̅2: Cerrar válvula C2: Nivel alto E2
Vaciado TQ1 E2 A1: Arrancar bomba
A2: Abrir válvula C1: Nivel bajo E1
E: estado presente.
Estado: descripción del estado presente (Vaciando o Llenando)
Acción: acciones que se realizan en el estado presente (Abrir o cerrar la válvula
Parar o arrancar la bomba)
Condiciones: son los permisivos y/o las condiciones lógicas que permiten pasar de
un estado a otro, (Transiciones C1 y C2).
ES: estado siguiente que se va a ejecutar cuando las condiciones de transición se
cumplan.
La red de Petri correspondiente se da en la figura 4.31
Figura 4.31 Red de Petri para el llenado del tanque
EJEMPLO 4.9
Se desea controlar el movimiento de un vagón en un sistema, tal como se muestra
en la figura 4.31:
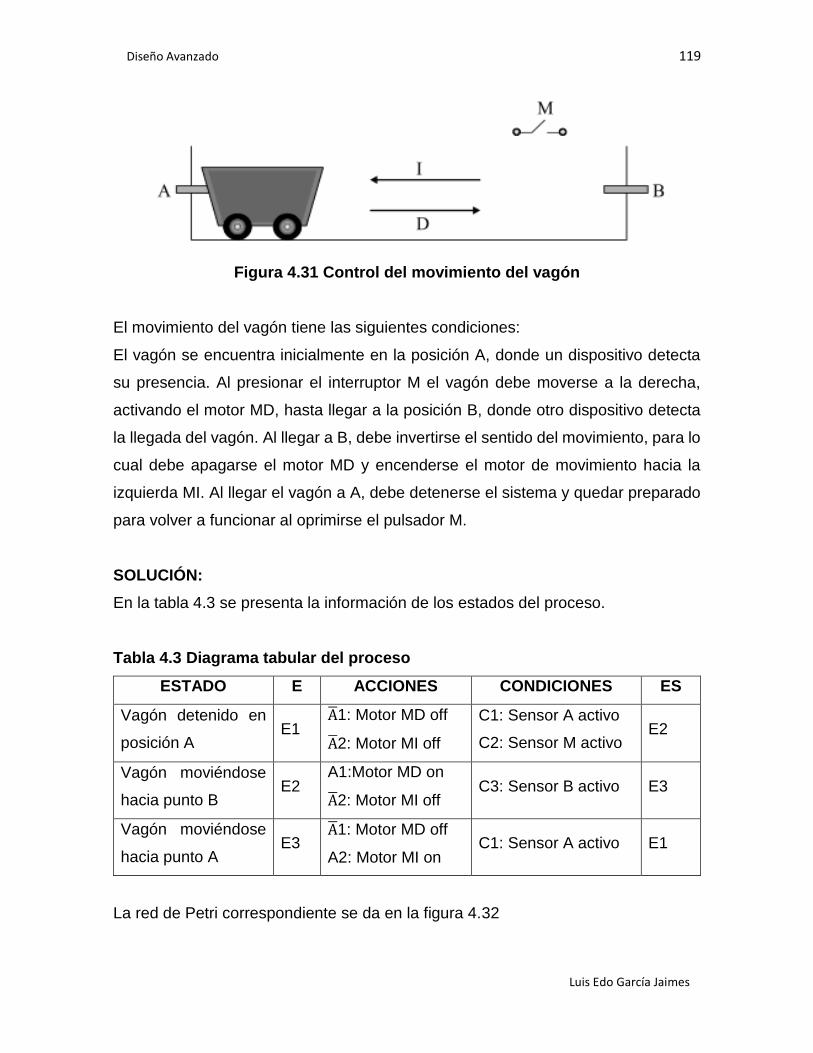
Diseño Avanzado 119
Luis Edo García Jaimes
Figura 4.31 Control del movimiento del vagón
El movimiento del vagón tiene las siguientes condiciones:
El vagón se encuentra inicialmente en la posición A, donde un dispositivo detecta
su presencia. Al presionar el interruptor M el vagón debe moverse a la derecha,
activando el motor MD, hasta llegar a la posición B, donde otro dispositivo detecta
la llegada del vagón. Al llegar a B, debe invertirse el sentido del movimiento, para lo
cual debe apagarse el motor MD y encenderse el motor de movimiento hacia la
izquierda MI. Al llegar el vagón a A, debe detenerse el sistema y quedar preparado
para volver a funcionar al oprimirse el pulsador M.
SOLUCIÓN:
En la tabla 4.3 se presenta la información de los estados del proceso.
Tabla 4.3 Diagrama tabular del proceso
ESTADO E ACCIONES CONDICIONES ES
Vagón detenido en
posición A E1
A̅1: Motor MD off
A̅2: Motor MI off
C1: Sensor A activo
C2: Sensor M activo E2
Vagón moviéndose
hacia punto B E2
A1:Motor MD on
A̅2: Motor MI off C3: Sensor B activo E3
Vagón moviéndose
hacia punto A E3
A̅1: Motor MD off
A2: Motor MI on C1: Sensor A activo E1
La red de Petri correspondiente se da en la figura 4.32
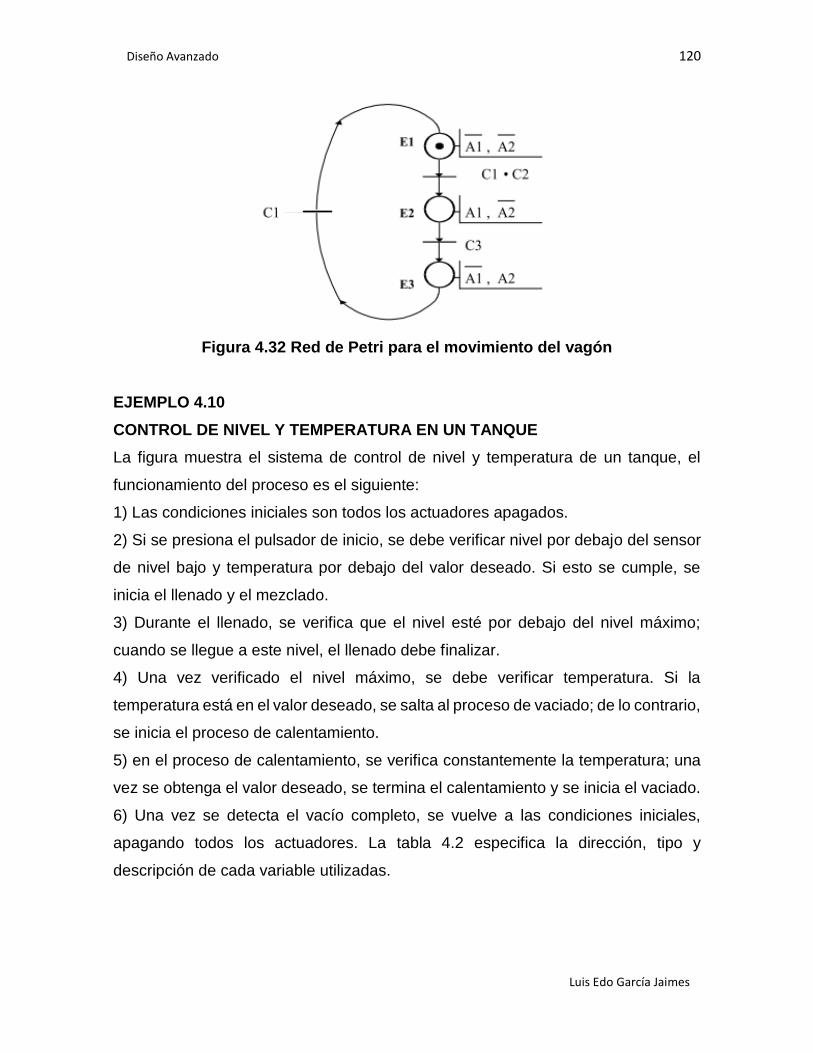
Diseño Avanzado 120
Luis Edo García Jaimes
Figura 4.32 Red de Petri para el movimiento del vagón
EJEMPLO 4.10
CONTROL DE NIVEL Y TEMPERATURA EN UN TANQUE
La figura muestra el sistema de control de nivel y temperatura de un tanque, el
funcionamiento del proceso es el siguiente:
1) Las condiciones iniciales son todos los actuadores apagados.
2) Si se presiona el pulsador de inicio, se debe verificar nivel por debajo del sensor
de nivel bajo y temperatura por debajo del valor deseado. Si esto se cumple, se
inicia el llenado y el mezclado.
3) Durante el llenado, se verifica que el nivel esté por debajo del nivel máximo;
cuando se llegue a este nivel, el llenado debe finalizar.
4) Una vez verificado el nivel máximo, se debe verificar temperatura. Si la
temperatura está en el valor deseado, se salta al proceso de vaciado; de lo contrario,
se inicia el proceso de calentamiento.
5) en el proceso de calentamiento, se verifica constantemente la temperatura; una
vez se obtenga el valor deseado, se termina el calentamiento y se inicia el vaciado.
6) Una vez se detecta el vacío completo, se vuelve a las condiciones iniciales,
apagando todos los actuadores. La tabla 4.2 especifica la dirección, tipo y
descripción de cada variable utilizadas.
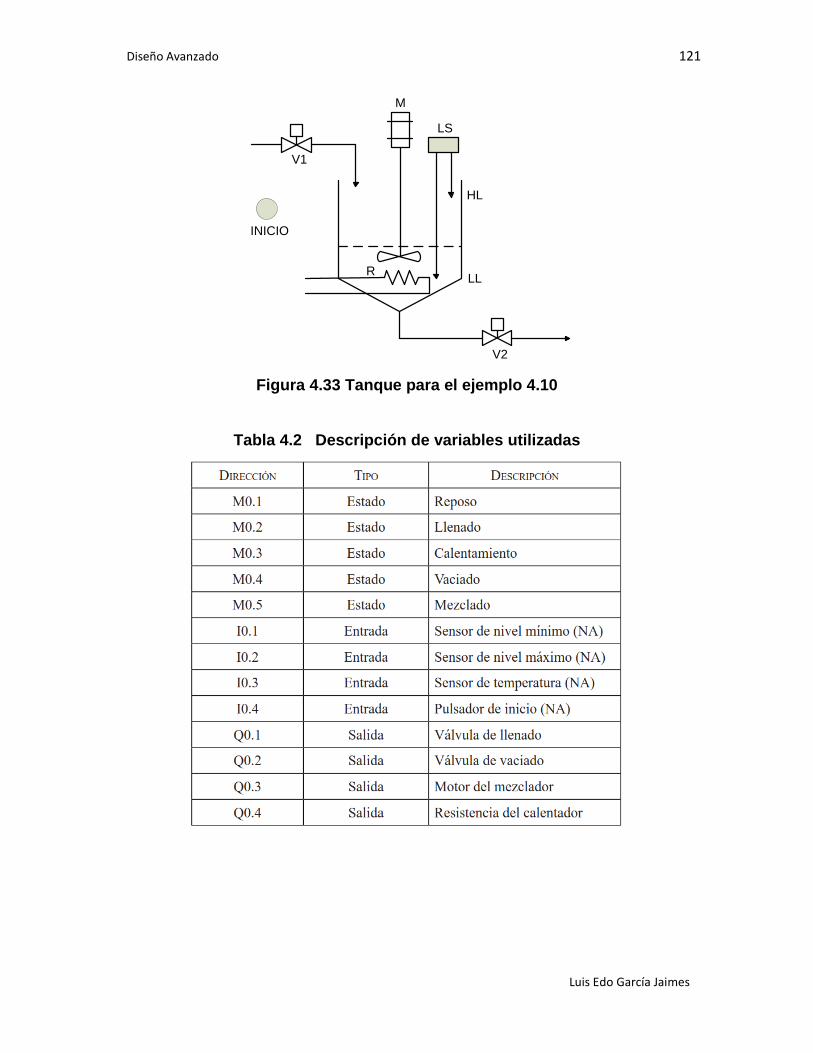
Diseño Avanzado 121
Luis Edo García Jaimes
V1
V2
M
LS
HL
LLR
INICIO
Figura 4.33 Tanque para el ejemplo 4.10
Tabla 4.2 Descripción de variables utilizadas
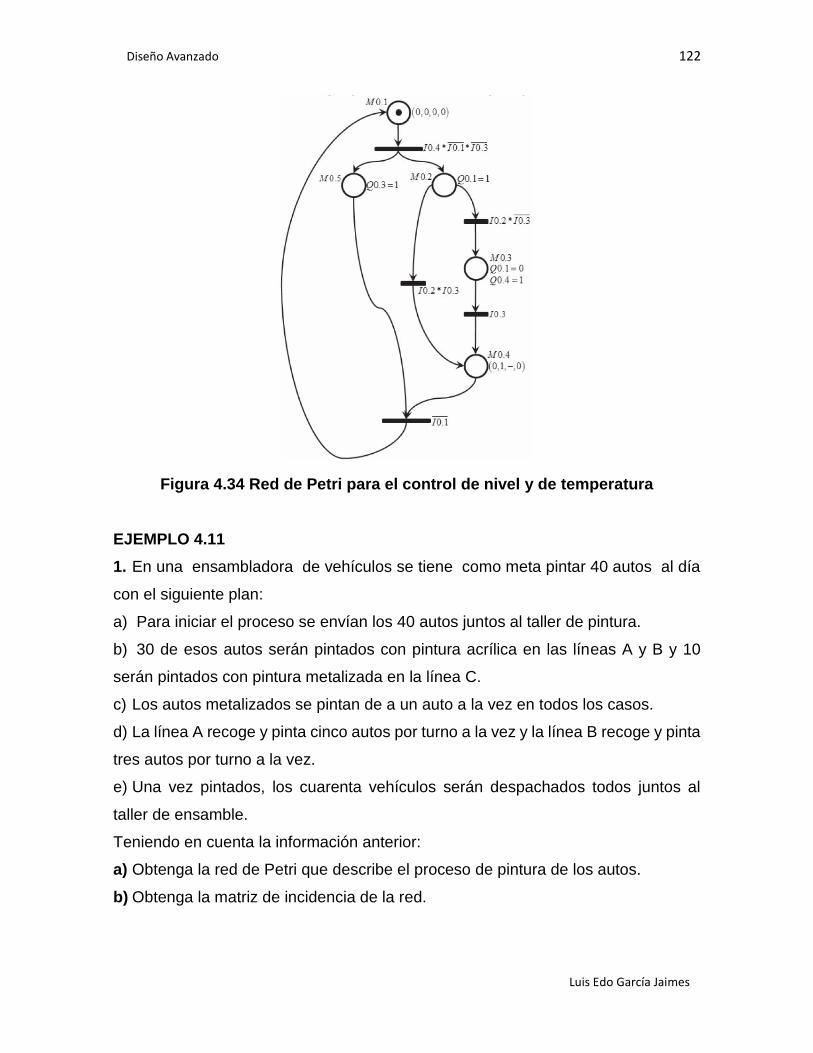
Diseño Avanzado 122
Luis Edo García Jaimes
Figura 4.34 Red de Petri para el control de nivel y de temperatura
EJEMPLO 4.11
1. En una ensambladora de vehículos se tiene como meta pintar 40 autos al día
con el siguiente plan:
a) Para iniciar el proceso se envían los 40 autos juntos al taller de pintura.
b) 30 de esos autos serán pintados con pintura acrílica en las líneas A y B y 10
serán pintados con pintura metalizada en la línea C.
c) Los autos metalizados se pintan de a un auto a la vez en todos los casos.
d) La línea A recoge y pinta cinco autos por turno a la vez y la línea B recoge y pinta
tres autos por turno a la vez.
e) Una vez pintados, los cuarenta vehículos serán despachados todos juntos al
taller de ensamble.
Teniendo en cuenta la información anterior:
a) Obtenga la red de Petri que describe el proceso de pintura de los autos.
b) Obtenga la matriz de incidencia de la red.
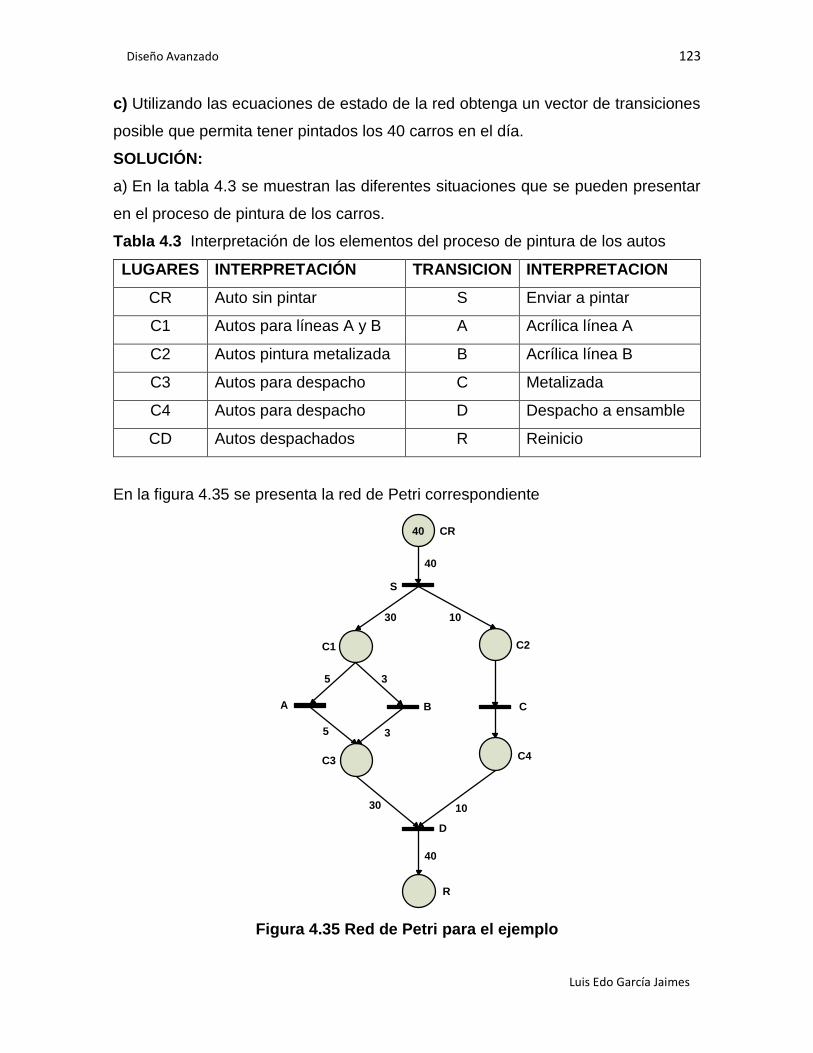
Diseño Avanzado 123
Luis Edo García Jaimes
c) Utilizando las ecuaciones de estado de la red obtenga un vector de transiciones
posible que permita tener pintados los 40 carros en el día.
SOLUCIÓN:
a) En la tabla 4.3 se muestran las diferentes situaciones que se pueden presentar
en el proceso de pintura de los carros.
Tabla 4.3 Interpretación de los elementos del proceso de pintura de los autos
LUGARES INTERPRETACIÓN TRANSICION INTERPRETACION
CR Auto sin pintar S Enviar a pintar
C1 Autos para líneas A y B A Acrílica línea A
C2 Autos pintura metalizada B Acrílica línea B
C3 Autos para despacho C Metalizada
C4 Autos para despacho D Despacho a ensamble
CD Autos despachados R Reinicio
En la figura 4.35 se presenta la red de Petri correspondiente
CR
40
S
30 10
C1
5 3
5 3
30
40
C3
C2
C4
A B
D
C
40
R
10
Figura 4.35 Red de Petri para el ejemplo

Diseño Avanzado 124
Luis Edo García Jaimes
b) Las matrices de incidencia previa, incidencia posterior y de incidencia para la
red de la figura 4.35 son:
𝐶− =
𝐶𝑅𝐶1𝐶2𝐶3𝐶4𝑅
|
|
𝑆 𝐴 𝐵 𝐶 𝐷40 0 0 0 00 5 3 0 00 0 0 1 00 0 0 0 300 0 0 0 100 0 0 0 0
𝐶+ =
𝐶𝑅𝐶1𝐶2𝐶3𝐶4𝑅
|
|
𝑆 𝐴 𝐵 𝐶 𝐷0 0 0 0 030 0 0 0 010 0 0 0 00 5 3 0 00 0 0 1 00 0 0 0 40
𝐶 = 𝐶+ − 𝐶− =
[ −40 0 0 0 030 −5 −3 0 010 0 0 −1 00 5 3 0 −300 0 0 1 −100 0 0 0 40 ]
𝑀0 =
[ 4000000 ]
c) Obtención del vector de transiciones posible que permita tener pintados los 40
carros en el día.
Para tener pintados los 40 carros en el día el marcado final de la red está dado
por: 𝑀𝑇 = [0 0 0 0 0 40]𝑇
Teniendo en cuenta la ecuación de estado de la red se obtiene:
𝑀𝑇 = 𝑀0 + 𝐶 ∗ 𝑢
[ 0000040]
=
[ 4000000 ]
+
[ −40 0 0 0 030 −5 −3 0 010 0 0 −1 00 5 3 0 −300 0 0 1 −100 0 0 0 40 ]
∗
[ 𝑆𝐴𝐵𝐶𝐷]
Realizando operaciones:
[ −40000040 ]
=
[
−40𝑆30𝑆 − 5𝐴 − 3𝐵
10𝑆 − 𝐶5𝐴 + 3𝐵 − 30𝐷
𝐶 − 10𝐷40𝐷 ]
Resolviendo las ecuaciones resultantes se obtienen tres posibles variantes para la
ejecución de las transiciones:
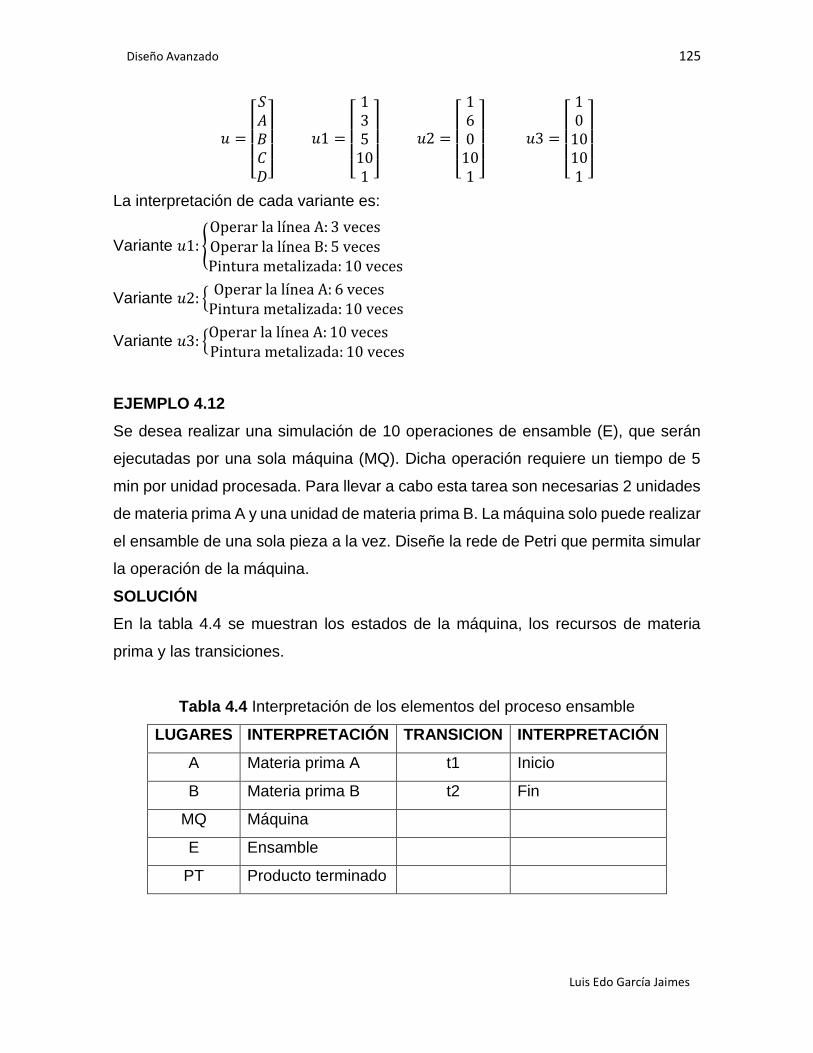
Diseño Avanzado 125
Luis Edo García Jaimes
𝑢 =
[ 𝑆𝐴𝐵𝐶𝐷]
𝑢1 =
[ 135101 ]
𝑢2 =
[ 160101 ]
𝑢3 =
[ 1010101 ]
La interpretación de cada variante es:
Variante 𝑢1: {Operar la línea A: 3 veces Operar la línea B: 5 veces Pintura metalizada: 10 veces
Variante 𝑢2: {Operar la línea A: 6 veces Pintura metalizada: 10 veces
Variante 𝑢3: {Operar la línea A: 10 veces Pintura metalizada: 10 veces
EJEMPLO 4.12
Se desea realizar una simulación de 10 operaciones de ensamble (E), que serán
ejecutadas por una sola máquina (MQ). Dicha operación requiere un tiempo de 5
min por unidad procesada. Para llevar a cabo esta tarea son necesarias 2 unidades
de materia prima A y una unidad de materia prima B. La máquina solo puede realizar
el ensamble de una sola pieza a la vez. Diseñe la rede de Petri que permita simular
la operación de la máquina.
SOLUCIÓN
En la tabla 4.4 se muestran los estados de la máquina, los recursos de materia
prima y las transiciones.
Tabla 4.4 Interpretación de los elementos del proceso ensamble
LUGARES INTERPRETACIÓN TRANSICION INTERPRETACIÓN
A Materia prima A t1 Inicio
B Materia prima B t2 Fin
MQ Máquina
E Ensamble
PT Producto terminado
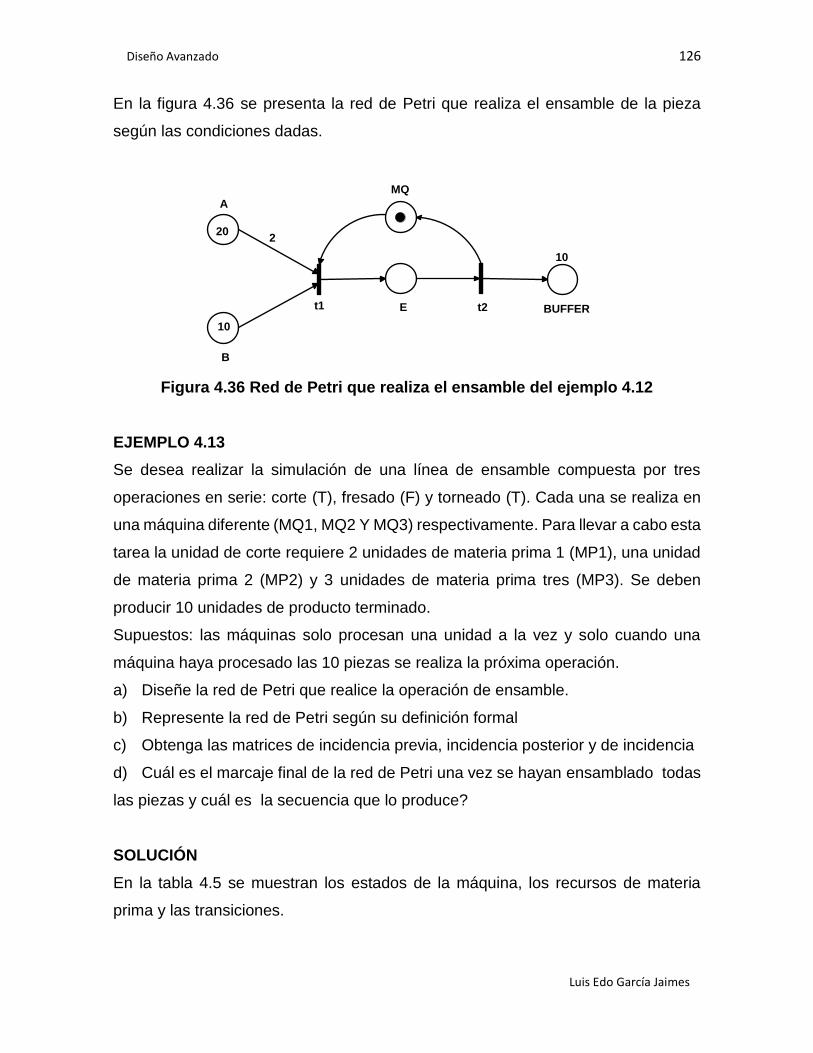
Diseño Avanzado 126
Luis Edo García Jaimes
En la figura 4.36 se presenta la red de Petri que realiza el ensamble de la pieza
según las condiciones dadas.
A
B
E
MQ
BUFFERt1 t2
20
10
10
2
Figura 4.36 Red de Petri que realiza el ensamble del ejemplo 4.12
EJEMPLO 4.13
Se desea realizar la simulación de una línea de ensamble compuesta por tres
operaciones en serie: corte (T), fresado (F) y torneado (T). Cada una se realiza en
una máquina diferente (MQ1, MQ2 Y MQ3) respectivamente. Para llevar a cabo esta
tarea la unidad de corte requiere 2 unidades de materia prima 1 (MP1), una unidad
de materia prima 2 (MP2) y 3 unidades de materia prima tres (MP3). Se deben
producir 10 unidades de producto terminado.
Supuestos: las máquinas solo procesan una unidad a la vez y solo cuando una
máquina haya procesado las 10 piezas se realiza la próxima operación.
a) Diseñe la red de Petri que realice la operación de ensamble.
b) Represente la red de Petri según su definición formal
c) Obtenga las matrices de incidencia previa, incidencia posterior y de incidencia
d) Cuál es el marcaje final de la red de Petri una vez se hayan ensamblado todas
las piezas y cuál es la secuencia que lo produce?
SOLUCIÓN
En la tabla 4.5 se muestran los estados de la máquina, los recursos de materia
prima y las transiciones.
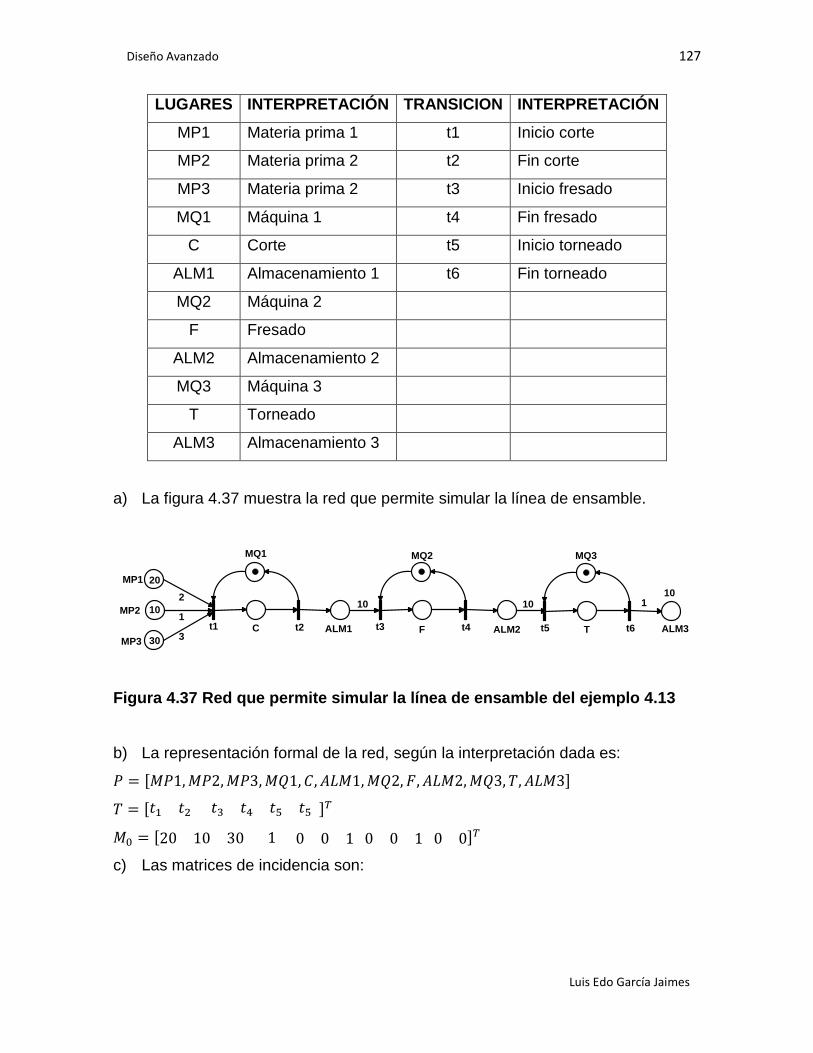
Diseño Avanzado 127
Luis Edo García Jaimes
LUGARES INTERPRETACIÓN TRANSICION INTERPRETACIÓN
MP1 Materia prima 1 t1 Inicio corte
MP2 Materia prima 2 t2 Fin corte
MP3 Materia prima 2 t3 Inicio fresado
MQ1 Máquina 1 t4 Fin fresado
C Corte t5 Inicio torneado
ALM1 Almacenamiento 1 t6 Fin torneado
MQ2 Máquina 2
F Fresado
ALM2 Almacenamiento 2
MQ3 Máquina 3
T Torneado
ALM3 Almacenamiento 3
a) La figura 4.37 muestra la red que permite simular la línea de ensamble.
t1 t2 t3 t4 t5 t6
MP1
MP2
MP3
MQ1
C ALM1
MQ2
F ALM2
MQ3
T ALM3
2
1
3
10 10 1
20
10
30
10
Figura 4.37 Red que permite simular la línea de ensamble del ejemplo 4.13
b) La representación formal de la red, según la interpretación dada es:
𝑃 = [𝑀𝑃1,𝑀𝑃2,𝑀𝑃3,𝑀𝑄1, 𝐶, 𝐴𝐿𝑀1,𝑀𝑄2, 𝐹, 𝐴𝐿𝑀2,𝑀𝑄3, 𝑇, 𝐴𝐿𝑀3]
𝑇 = [𝑡1 𝑡2 𝑡3 𝑡4 𝑡5 𝑡5 ]𝑇
𝑀0 = [20 10 30 1 0 0 1 0 0 1 0 0]𝑇
c) Las matrices de incidencia son:
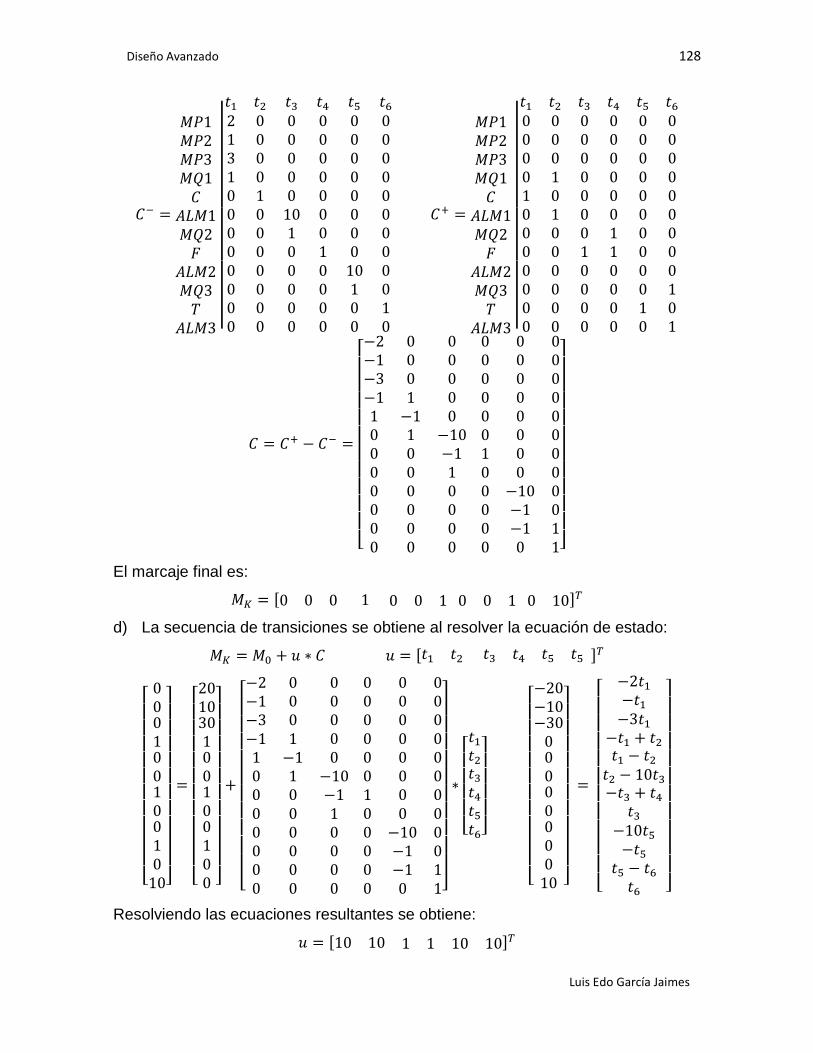
Diseño Avanzado 128
Luis Edo García Jaimes
𝐶− =
𝑀𝑃1𝑀𝑃2𝑀𝑃3𝑀𝑄1
𝐶𝐴𝐿𝑀1𝑀𝑄2
𝐹𝐴𝐿𝑀2𝑀𝑄3
𝑇𝐴𝐿𝑀3
|
|
|
|
𝑡1 𝑡2 𝑡3 𝑡4 𝑡5 𝑡62 0 0 0 0 01 0 0 0 0 03 0 0 0 0 01 0 0 0 0 00 1 0 0 0 00 0 10 0 0 00 0 1 0 0 00 0 0 1 0 00 0 0 0 10 00 0 0 0 1 00 0 0 0 0 10 0 0 0 0 0
𝐶+ =
𝑀𝑃1𝑀𝑃2𝑀𝑃3𝑀𝑄1
𝐶𝐴𝐿𝑀1𝑀𝑄2
𝐹𝐴𝐿𝑀2𝑀𝑄3
𝑇𝐴𝐿𝑀3
|
|
|
|
𝑡1 𝑡2 𝑡3 𝑡4 𝑡5 𝑡60 0 0 0 0 00 0 0 0 0 00 0 0 0 0 00 1 0 0 0 01 0 0 0 0 00 1 0 0 0 00 0 0 1 0 00 0 1 1 0 00 0 0 0 0 00 0 0 0 0 10 0 0 0 1 00 0 0 0 0 1
𝐶 = 𝐶+ − 𝐶− =
[ −2 0 0−1 0 0−3 0 0−1 1 01 −1 00 1 −100 0 −10 0 10 0 00 0 00 0 00 0 0
0 0 00 0 00 0 00 0 00 0 00 0 01 0 00 0 00 −10 00 −1 00 −1 10 0 1]
El marcaje final es:
𝑀𝐾 = [0 0 0 1 0 0 1 0 0 1 0 10]𝑇
d) La secuencia de transiciones se obtiene al resolver la ecuación de estado:
𝑀𝐾 = 𝑀0 + 𝑢 ∗ 𝐶 𝑢 = [𝑡1 𝑡2 𝑡3 𝑡4 𝑡5 𝑡5 ]𝑇
[ 0001001001010]
=
[ 201030100100100 ]
+
[ −2 0 0−1 0 0−3 0 0−1 1 01 −1 00 1 −100 0 −10 0 10 0 00 0 00 0 00 0 0
0 0 00 0 00 0 00 0 00 0 00 0 01 0 00 0 00 −10 00 −1 00 −1 10 0 1]
∗
[ 𝑡1𝑡2𝑡3𝑡4𝑡5𝑡6]
[ −20−10−300000000010 ]
=
[
−2𝑡1−𝑡1−3𝑡1
−𝑡1 + 𝑡2𝑡1 − 𝑡2
𝑡2 − 10𝑡3−𝑡3 + 𝑡4
𝑡3−10𝑡5−𝑡5
𝑡5 − 𝑡6𝑡6 ]
Resolviendo las ecuaciones resultantes se obtiene:
𝑢 = [10 10 1 1 10 10]𝑇
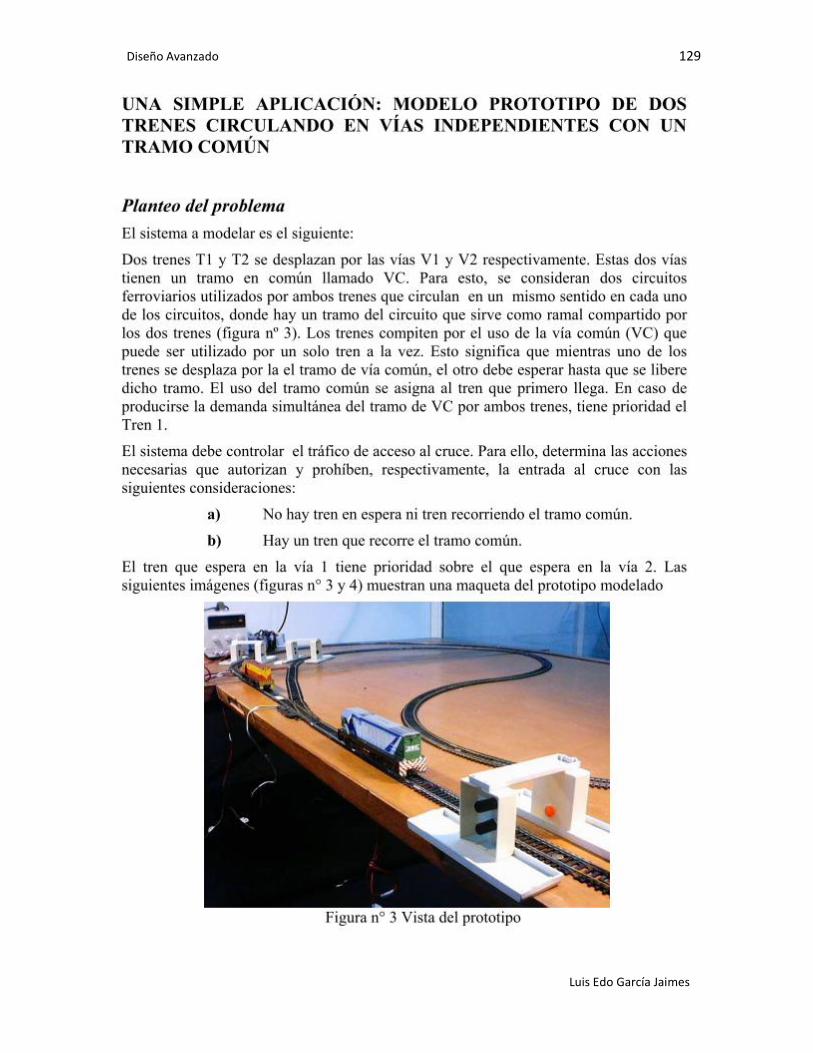
Diseño Avanzado 129
Luis Edo García Jaimes
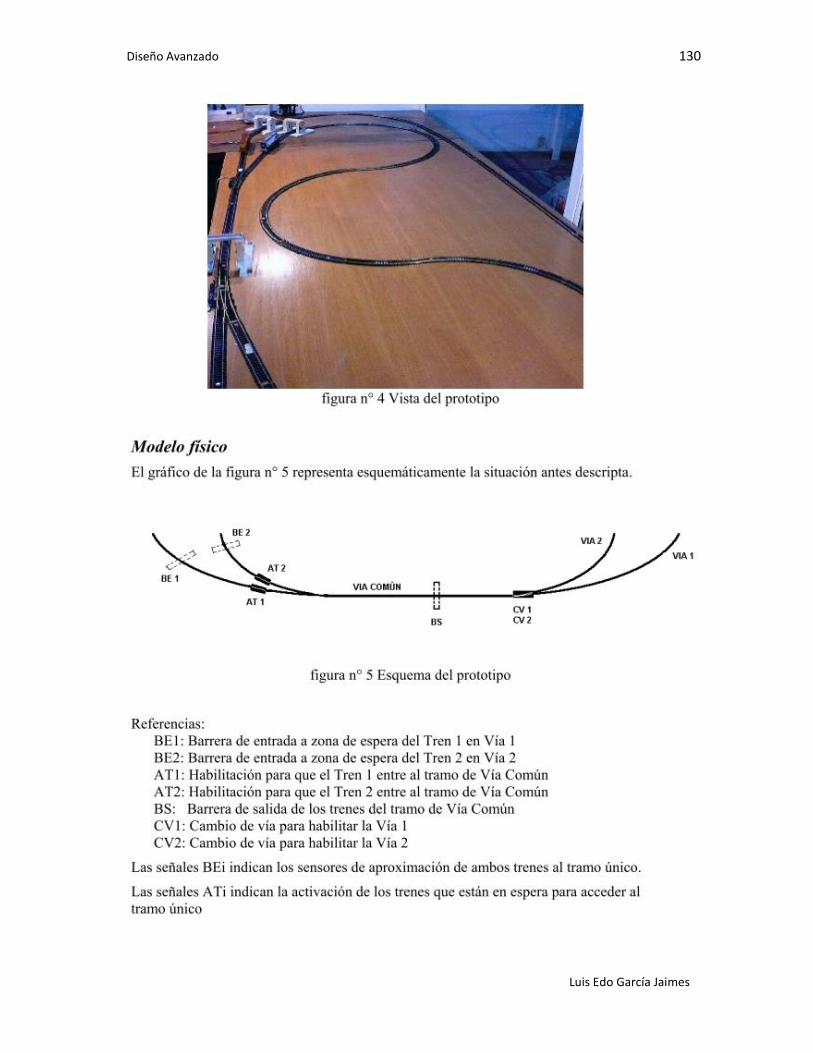
Diseño Avanzado 130
Luis Edo García Jaimes
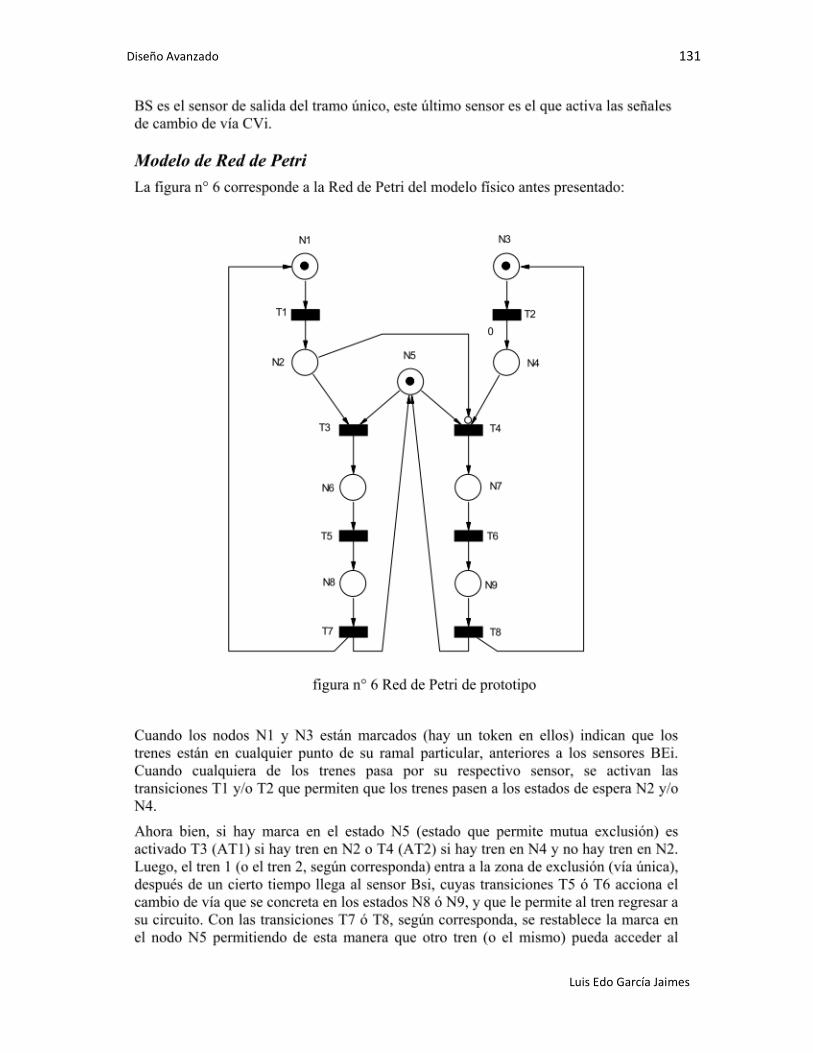
Diseño Avanzado 131
Luis Edo García Jaimes
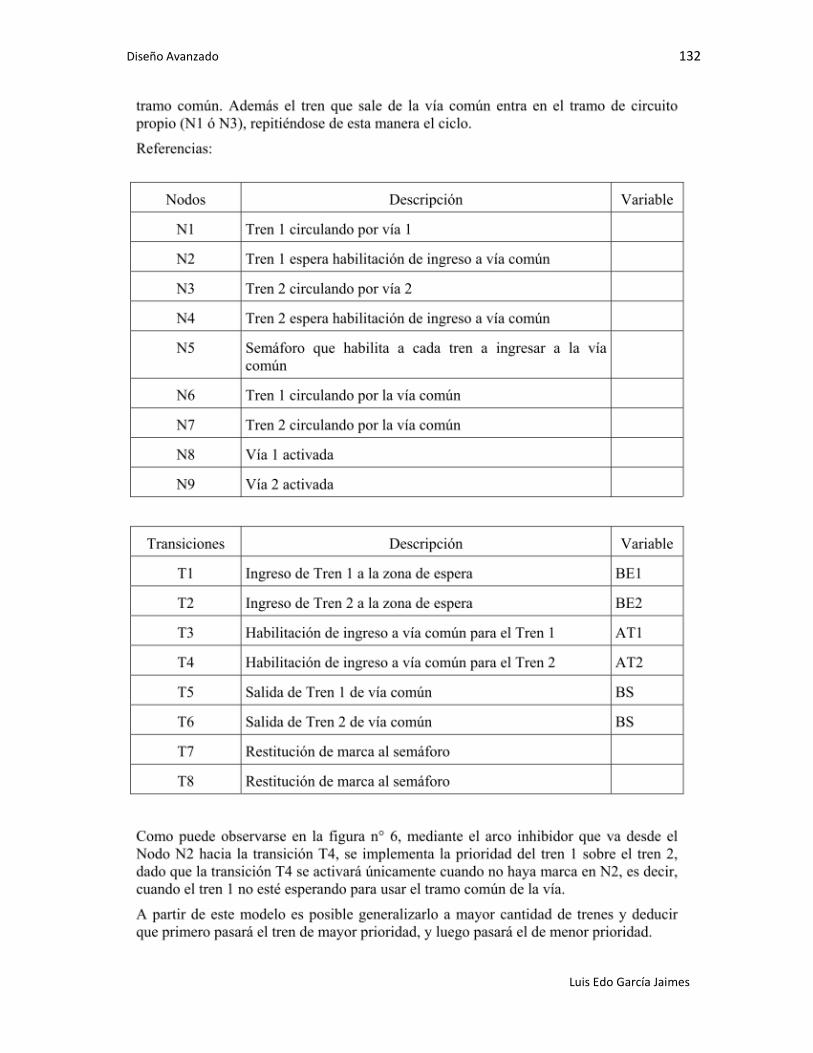
Diseño Avanzado 132
Luis Edo García Jaimes
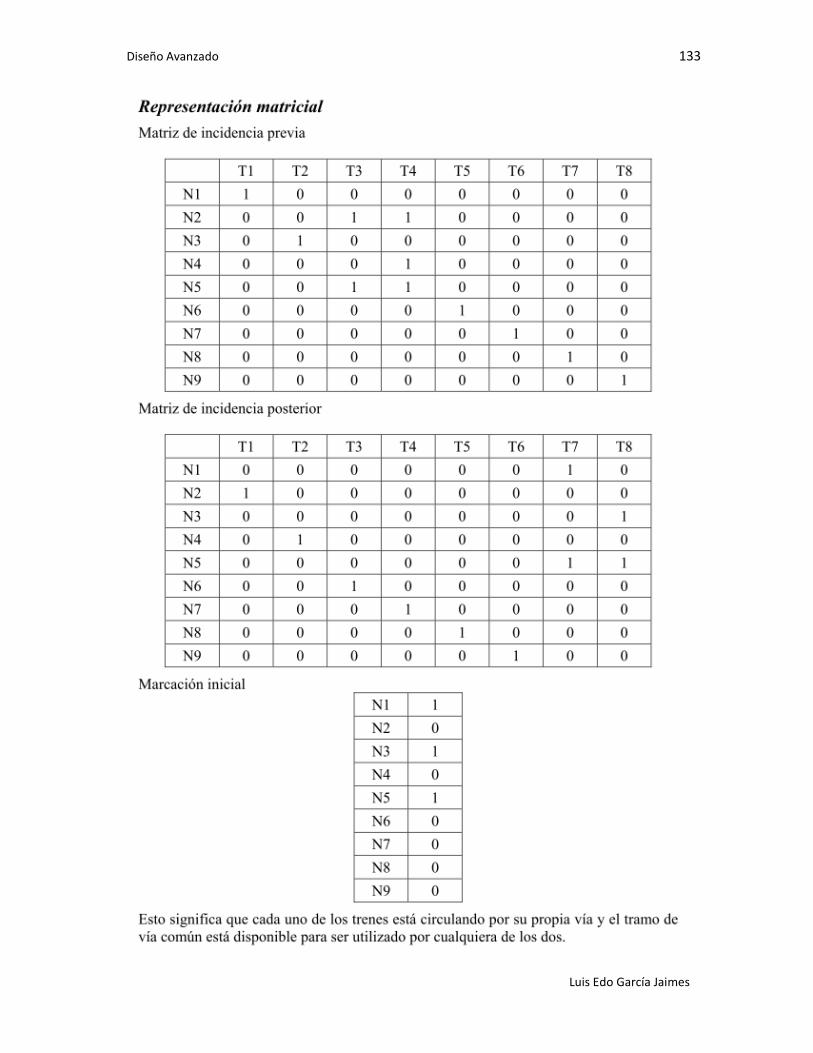
Diseño Avanzado 133
Luis Edo García Jaimes
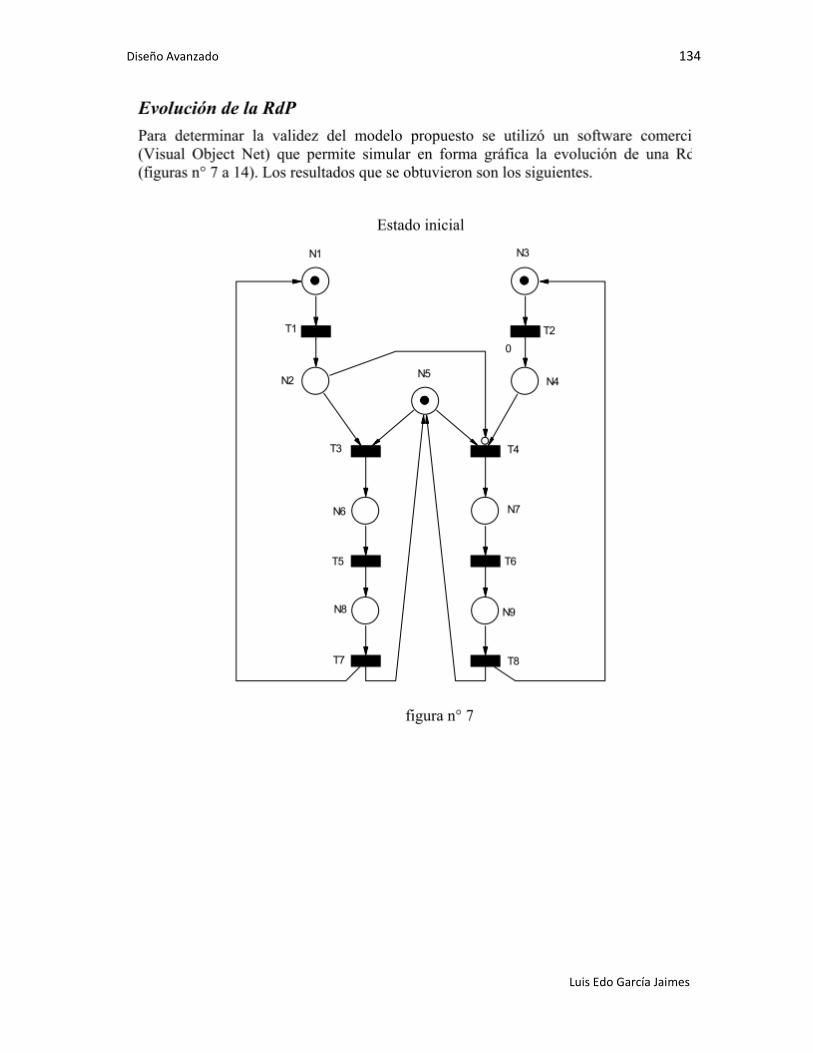
Diseño Avanzado 134
Luis Edo García Jaimes
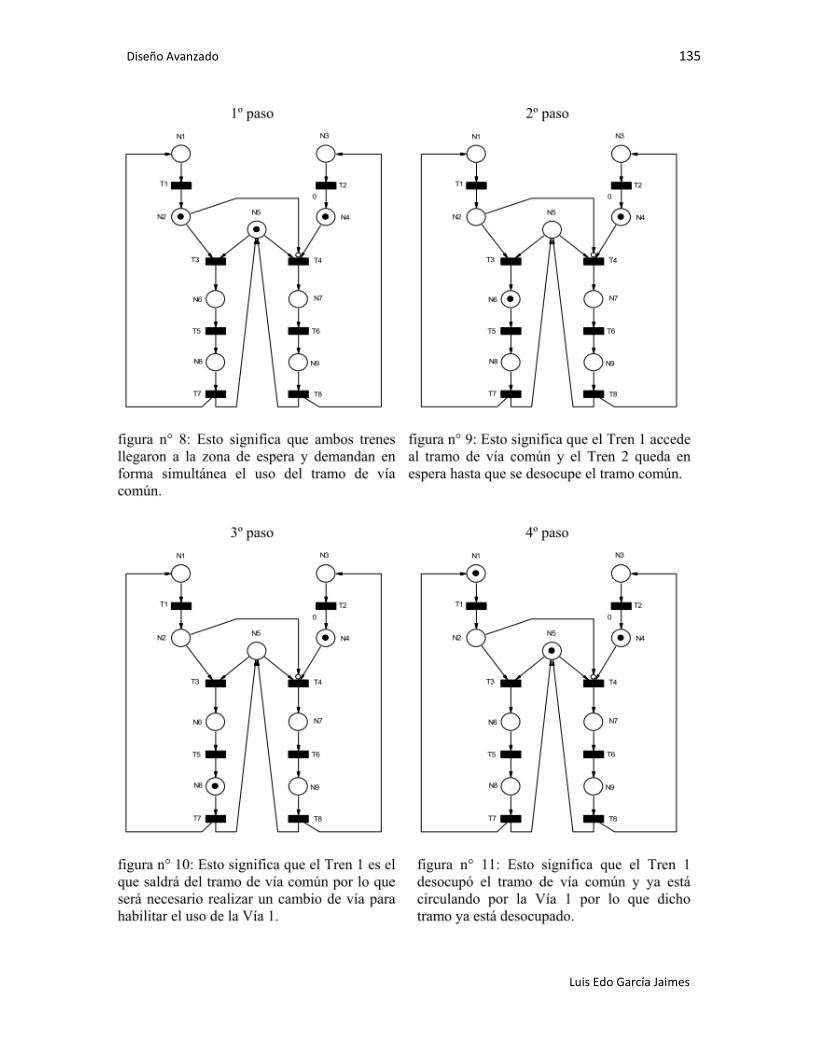
Diseño Avanzado 135
Luis Edo García Jaimes
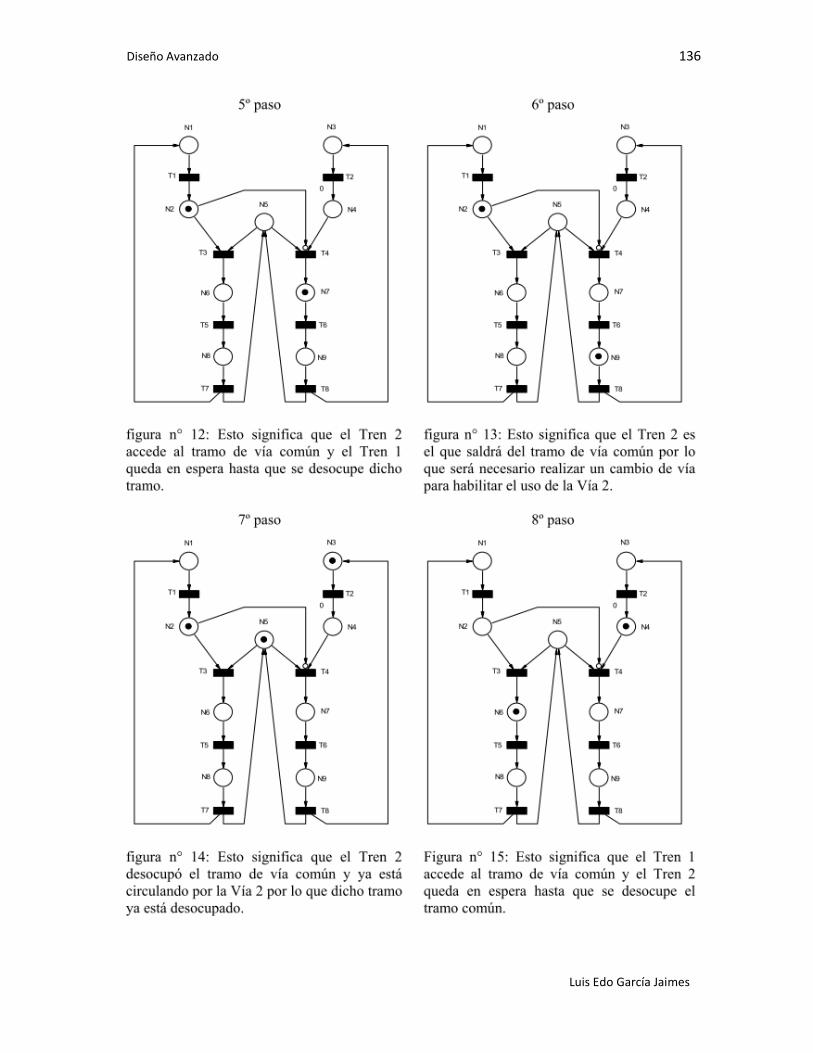
Diseño Avanzado 136
Luis Edo García Jaimes

Diseño Avanzado 137
Luis Edo García Jaimes


















