Obtención de azúcares fermentables por medio de hidrolisis ...
79
Universidad de La Salle Universidad de La Salle Ciencia Unisalle Ciencia Unisalle Ingeniería Ambiental y Sanitaria Facultad de Ingeniería 1-1-2016 Obtención de azúcares fermentables por medio de hidrolisis Obtención de azúcares fermentables por medio de hidrolisis subcrítica en una unidad de laboratorio semicontinua, a partir de subcrítica en una unidad de laboratorio semicontinua, a partir de la hoja de maíz (Zea mays) la hoja de maíz (Zea mays) Alexandra López Vanegas Universidad de La Salle, Bogotá Juan David Rodríguez Buitrago Universidad de La Salle, Bogotá Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_ambiental_sanitaria Citación recomendada Citación recomendada López Vanegas, A., & Rodríguez Buitrago, J. D. (2016). Obtención de azúcares fermentables por medio de hidrolisis subcrítica en una unidad de laboratorio semicontinua, a partir de la hoja de maíz (Zea mays). Retrieved from https://ciencia.lasalle.edu.co/ing_ambiental_sanitaria/340 This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería Ambiental y Sanitaria by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].
Transcript of Obtención de azúcares fermentables por medio de hidrolisis ...

Universidad de La Salle Universidad de La Salle
Ciencia Unisalle Ciencia Unisalle
Ingeniería Ambiental y Sanitaria Facultad de Ingeniería
1-1-2016
Obtención de azúcares fermentables por medio de hidrolisis Obtención de azúcares fermentables por medio de hidrolisis
subcrítica en una unidad de laboratorio semicontinua, a partir de subcrítica en una unidad de laboratorio semicontinua, a partir de
la hoja de maíz (Zea mays) la hoja de maíz (Zea mays)
Alexandra López Vanegas Universidad de La Salle, Bogotá
Juan David Rodríguez Buitrago Universidad de La Salle, Bogotá
Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_ambiental_sanitaria
Citación recomendada Citación recomendada López Vanegas, A., & Rodríguez Buitrago, J. D. (2016). Obtención de azúcares fermentables por medio de hidrolisis subcrítica en una unidad de laboratorio semicontinua, a partir de la hoja de maíz (Zea mays). Retrieved from https://ciencia.lasalle.edu.co/ing_ambiental_sanitaria/340
This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería Ambiental y Sanitaria by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].

1
OBTENCIÓN DE AZÚCARES FERMENTABLES POR MEDIO DE HIDROLISIS
SUBCRITICA EN UNA UNIDAD DE LABORATORIO SEMICONTINUA, A PARTIR
DE LA HOJA DE MAÍZ (ZEA MAYS).
Trabajo de Grado Presentado Para Obtener El Título de Ingeniero Ambiental y Sanitario
Universidad de La Salle, Bogotá
Alexandra López Vanegas & Juan David Rodríguez
Noviembre 2016

2
OBTENCIÓN DE AZÚCARES FERMENTABLES POR MEDIO DE HIDROLISIS
SUBCRITICA EN UNA UNIDAD DE LABORATORIO SEMICONTINUA, A PARTIR
DE LA HOJA DE MAÍZ (ZEA MAYS).
ALEXANDRA LOPEZ VANEGAS
JUAN DAVID RODRIGUEZ BUITRAGO
Proyecto de grado para obtener el título de
Ingeniero Ambiental y Sanitario
Director
Víctor Fernando Marulanda Cardona
Ingeniero químico, Doctor en Ingeniería
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA AMBIENTAL Y SANITARIA
2016

3
NOTA DE ACEPTACIÓN
Director: Ph. Víctor Marulanda
Jurado
Jurado
Bogotá D.c. Noviembre del 2016

4
Dedicatoria
Agradezco inicialmente a Dios por hacerme llegar hasta esta instancia de finalizar mi carrera
profesional junto con un gran aprendizaje y con un amor inmenso a mi carrera. Agradezco a mis
Padres Luis Alberto Rodríguez y Offir Buitrago que son los artífices de este logro al permitirme
culminar mis estudios gracias a su sacrificio, motivación amor y ternura que me brindaban
diariamente. Agradezco a todos mis compañeros y docentes presentes en el transcurso de mi
carrera, los cuales aportaron de gran manera en mi crecimiento académico y personal.
Es un orgullo llegar a este punto y saber que aún queda más por recorrer a fin de vivir feliz y
retribuirle a mis padres y hermana lo que han realizado por mí.
Juan David Rodríguez Buitrago
Quiero agradecer en primera instancia a mi familia, la cual ha sido el motor para mi construcción
profesional y personal; doy gracias a mi madre Marybel Vanegas Flórez y a mi padre Diego
López, ya que gracias a cada uno de sus esfuerzos he podido terminar esta etapa profesional de
mi vida.
Agradezco a mi hermana Maritza López Vanegas por cada uno de sus consejos y sacrificios los
cuales siempre fueron un gran apoyo para mi formación y la toma de las mejores decisiones.
Finalmente, debo agradecer a cada uno de mis amigos, compañeros y docentes los cuales fueron
una parte vital para mi formación académica.
Sin cada uno de ellos este sueño cumplido no hubiera sido posible.
Alexandra López Vanegas

5
AGRADECIMIENTOS
Principalmente queremos agradecer al Ingeniero Víctor Marulanda, quien confió en nuestras
cualidades y nos brindó la confianza de terminar este proyecto con gran satisfacción. Damos
gracias por su paciencia y motivación, lo cual fue determinante para la finalización de nuestras
carreras académicas.
A Paola Marulanda, quien fue una persona de gran importancia para el desarrollo de este proyecto
de grado, ya que por sus conocimientos y amistad nos ayudó a la finalización de este trabajo.
Finalmente, queremos agradecer a cada una de nuestras familias, amigos y docentes, los cuales
con cada uno de sus consejos nos ayudaron a formar nuestra carrera profesional.

6
TABLA DE CONTENIDO
Tabla de Ilustraciones................................................................................................................... 8
CAPITULO I ................................................................................................................................. 9
1.1. DESCRIPCION DEL PROBLEMA ............................................................................ 9
1.2. JUSTIFICACION Y DELIMITACION DEL PROBLEMA ................................... 10
1.3. OBJETIVO GENERAL .............................................................................................. 10
1.3.1. Objetivos específicos ............................................................................................. 10
1.4. GLOSARIO .................................................................................................................. 11
1.5. MARCO TEORICO .................................................................................................... 14
1.5.1. Composición de la biomasa .................................................................................. 14
1.5.2. Biocombustibles de segunda generación ............................................................. 20
1.5.3. Generalidades de la Hoja de mazorca (Zea mays) ............................................. 22
1.5.4. Producción de Mazorca ........................................................................................ 24
1.5.5. Hidrólisis ................................................................................................................ 29
1.6. MARCO LEGAL ......................................................................................................... 34
CAPITULO II ............................................................................................................................. 35
2.1. METODOLOGIA ............................................................................................................ 35
2.1.1. Fase I (Revisión Bibliográfica) ............................................................................. 35
2.1.2. Fase II (Pre-experimental) ................................................................................... 35
2.1.3. Fase III (Experimental) ........................................................................................ 38
CAPITULO III ............................................................................................................................ 45
3.1. RESULTADOS Y ANÁLISIS DE LA EXPERIMENTACIÓN .............................. 45
3.1.1. Diseño factorial 23 ................................................................................................. 45
3.1.2. Corridas Experimentales...................................................................................... 46
3.1.3. Paralelo entre los resultados obtenidos contra otros estudios realizados en
condiciones subcriticas. ...................................................................................................... 60
3.1.4. Relación del pH con la concentración de azúcares reductores ......................... 61
3.2. ANALISIS DE VARIANZA ........................................................................................ 64
3.2.1. Efectos de los parámetros en el porcentaje de azúcares reductores ................ 71
3.2.2. Efecto de las interacciones de los factores significativos ................................... 71
4. CONCLUSIONES............................................................................................................... 74
5. RECOMENDACIONES .................................................................................................... 76
6. REFERENCIAS BIBLIOGRAFICAS .............................................................................. 77

7
Lista de Tablas
Tabla 1. Características biométricas de la fibra de la hoja de maíz. ............................................. 22 Tabla 2. Composición química de la Hoja de Mazorca (Zea mays L.) ........................................ 23
Tabla 3. Principales países productores de maíz en el 2011. ........................................................ 24 Tabla 4. Cantidad de residuos generados a 2010 en las plazas de mercado de Bogotá. ............... 29 Tabla 5 Disoluciones de patrón de Glucosa .................................................................................. 41 Tabla 6 Lecturas en absorbancia de 540 nm de los patrones de calibración ................................ 42 Tabla 7 Condiciones a trabajar ..................................................................................................... 45
Tabla 8 Diseño Factorial ............................................................................................................... 45 Tabla 9 Resultados obtenidos en la Fase experimental ................................................................ 51 Tabla 10 Compilado de las corridas experimentales .................................................................... 54 Tabla 11 Comparación entre los resultados de otros estudios realizados en la Universidad de La
Salle contra los resultados obtenidos en el presente trabajo. ........................................................ 60 Tabla 12 Gráficas de pH vs Concentración de las corridas experimentales ................................. 63
Tabla 13Análisis de varianza ........................................................................................................ 68

8
Tabla de Gráficas
Gráfica 1 Maíz Tradicional en Colombia (2010 -2014) ............................................................... 25 Gráfica 2 Maíz tecnificado en Colombia (2010-2014) ................................................................. 26
Gráfica 3 Rendimiento maíz tradicional en Colombia (2010- 2014) ........................................... 27 Gráfica 4 Rendimiento maíz tecnificado en Colombia (2010- 2014) ........................................... 27 Gráfica 5 Curva de Calibración .................................................................................................... 44 Gráfica 6 Porcentaje de azúcares reductores acumulados vs Tiempo en cada Corrida para el
caudal de 9 ml/min ........................................................................................................................ 57
Gráfica 7 Porcentaje de azúcares reductores acumulados vs Tiempo en cada Corrida para el
caudal de 12 ml/min ...................................................................................................................... 59 Gráfica 8 Normal de efectos estandarizados ................................................................................. 70 Gráfica 9 Valores residuales vs Valores ajustados ....................................................................... 70
Gráfica 10 Efectos principales para el porcentaje de azúcares reductores ................................... 71 Gráfica 11 Interacción AB ............................................................................................................ 72
Gráfica 12 Interacción AC ............................................................................................................ 72
Tabla de Ilustraciones
Ilustración 1. Matriz Lignocelulósica ........................................................................................... 14 Ilustración 2. Estructura molecular de la celulosa ........................................................................ 15 Ilustración 3. Formación de puentes de hidrógeno de la estructura de la celulosa. ...................... 16
Ilustración 4 Representación de tejidos y microfibrillas de la Celulosa. ...................................... 17 Ilustración 5. Diferentes mónomeros presentes en cadena principal y cadena lateral de
hemicelulosas ................................................................................................................................ 19
Ilustración 6 Mecanismo de reacción en la Hidrolisis .................................................................. 31
Ilustración 7 Hidrolisis Básica (Transformación de un éster en carboxilato) ............................... 32 Ilustración 8 Hidrolisis ácida de Amidas en presencia de una solución de ácido Sulfúrico ......... 33 Ilustración 9 Reducción de Tamaño de la Hoja de Mazorca (Zea mays.) .................................... 36
Ilustración 10 Diagrama de la unidad semi continua del laboratorio de Ingeniería Ambiental y
Sanitaria ........................................................................................................................................ 37
Ilustración 11 Funcionamiento de la unidad semi continua .......................................................... 38 Ilustración 12 Diagrama de Flujo para Determinación de azúcares por el método DNS ............. 41 Ilustración 13. Corrida 1 - 2 .......................................................................................................... 46
Ilustración 14. Corrida 3 - 5 .......................................................................................................... 47 Ilustración 15. Corrida 4 ............................................................................................................... 47 Ilustración 16 Corrida 6 ................................................................................................................ 48
Ilustración 17 Corrida 7 - 8 ........................................................................................................... 48
Ilustración 18 Muestras para medición método DNS corrida 2 .................................................... 57 Ilustración 19 Muestras para medición método DNS corrida 8 .................................................... 57 Ilustración 20 Datos ingresados al programa ................................................................................ 65 Ilustración 21 Pasos para definir el diseño factorial en MiniTab ................................................. 66 Ilustración 22 Pasos para definir el diseño factorial en MiniTab ................................................. 66
Ilustración 23 Pasos para definir el diseño factorial en MiniTab ................................................. 67 Ilustración 24 Pasos para definir el diseño factorial en MiniTab ................................................. 67

9
CAPITULO I
El presente capitulo muestra una vista general a cerca de las problemáticas que dan pie a nuestra
investigación, los objetivos y los principales conceptos que abarcan el estudio desarrollado.
1.1. DESCRIPCION DEL PROBLEMA
Los residuos sólidos de cualquier origen siguen siendo un problema no solamente ambiental, sino
también económico y social, ya que tanto consumidores como productores asumen costos y
consecuencias de la disposición de dichos residuos por su cantidad, afectando notablemente la
salud, el paisaje, aspectos bióticos y abióticos, entre otros. Los desechos agroindustriales o de plaza
son residuos los cuales se generan a gran escala y que necesitan de nuevas alternativas de
aprovechamiento.
En cuanto a la generación de residuos en las plazas de mercado se obtiene una alta participación
del componente verduras (mayor al 50%), le sigue las frutas (promedio del 14%), lo cual es una
cantidad de desechos con gran potencial de aprovechamiento, las plazas de mercado generan un
total de 70.5 ton/día de residuos sólidos, donde el 88.5% corresponde a residuos vegetales
(CONSORCIO NAM LTDA & VELZEA LTDA, 2008), siendo dispuestos finalmente en los
rellenos sanitarios.
La gran proporción de biomasa hace que los residuos de plaza como el caso de la hoja de la
mazorca, puedan ser aprovechados de diversas formas para la obtención de diferentes compuestos
químicos que desarrollan un papel clave como materia prima de biocombustibles; a esto se le suma
la problemática ambiental que se viene teniendo en cuanto a la producción de energía y sus fuentes
no renovables. El gran impacto ambiental que presenta este problema ha tenido inmensurables
consecuencias en diferentes ámbitos, por esto la biomasa no apta para el consumo humano es una
alternativa viable como fuente de productos químicos y energía renovable. La celulosa es uno de
los principales componentes de esta biomasa. Con el fin de alcanzar un nivel de sostenibilidad
adecuada, nuevas políticas se han iniciado para promover el uso de energías renovables y el uso
racional de las materias primas.

10
1.2. JUSTIFICACION Y DELIMITACION DEL PROBLEMA
El desconocimiento del potencial energético de la biomasa y la mezcla de residuos orgánicos e
inorgánicos, son problemáticas que limitan las alternativas de aprovechamiento, impactando
negativamente la demanda de recursos naturales y la vida útil de los sitios de disposición final. De
esta manera, se concibe en la biomasa residual de las plazas de mercado, un recurso energético
renovable intrínseco en el desarrollo de la vida humana, por tanto, inagotable, de los cuales se
puede obtener glucosa, ácidos orgánicos y alcoholes que pueden comercializarse. Así mismo, si se
reduce la cantidad dispuesta de residuos.
Basado en lo anterior, en el presente trabajo se plantea la evaluación de la producción de azúcares
reductores obtenidos a partir de la cáscara de la mazorca, la cual no tiene valor comercial, por
medio de hidrólisis en agua subcrítica, como alternativa de aprovechamiento, ya que en éste
proceso no se requiere de catalizadores y por tanto no se generan subproductos, las condiciones de
operación son más seguras y se maneja una tasa de reacción más rápida que la de hidrólisis
convencional.
1.3. OBJETIVO GENERAL
Realizar un estudio experimental de obtención de azúcares reductores a partir de los residuos
lignocelulosicos de la cosecha de maíz, específicamente el amero o cascara de este; por medio de
la reacción de hidrolisis bajo condiciones subcríticas en una unidad semi continua del laboratorio.
1.3.1. Objetivos específicos
Utilizar un sistema semi-continuo para la obtención de azúcares reductores por medio de
la cascara de maíz y definir la metodología experimental para la realización de corridas
experimentales, en donde se permita analizar condiciones (Temperatura, presión y tiempos
de residencia) evaluando la concentración de azúcares reductores.

11
Evaluar el efecto combinado de Temperatura, presión y tiempo de residencia en la
obtención de azúcares reductores a partir de la hidrolisis subcrítica.
Definir las condiciones de Temperatura, presión y tiempo de residencia que permitan el
máximo rendimiento en la obtención de azúcares reductores del residuo lignocelulosico del
amero o cascara de la mazorca.
Hacer un paralelo entre el porcentaje de azúcares reductores obtenidos en esta
investigación contra los estudios que han derivado azúcares reductores de otros residuos
lignocelulósicos en condiciones de agua subcrítica.
1.4. GLOSARIO
Ácido 3,5-Dinitrosalicico (DNS): Compuesto químico con un anillo bencénico sustituido por dos
grupos nitro, un hidroxilo y un carboxilo, es un sólido de color amarillo, inodoro con punto de
fusión de 182ºC, altamente soluble en alcohol y moderadamente en agua. Este reacciona en la
reducción de azúcares y otras moléculas reductoras para formar acido 3-amino-5-nitrosalicilico,
que absorbe fuertemente la luz a 540nm. (Lide, 1998)
Azúcares reductores: Sustancias las cuales presentan un carbono libre perteneciente al grupo
carbonilo en su estructura molecular, de modo que pueden reducir en determinadas condiciones a
otras moléculas que reaccionen con dicho grupo funcional. La glucosa, fructuosa, lactosa y maltosa
son los principales ejemplos de este tipo de azúcares. (Textos cientificos, 2013)
Celulosa: Homopolisacárido (es decir, compuesto de un único tipo de monómero) rígido,
insoluble, que contiene desde varios cientos hasta varios miles de unidades de glucosa. Esta
biomolécula orgánica es la más abundante en su especie debido a que forma la mayor parte de la
biomasa terrestre. (Fong, 2008)
Condiciones críticas: Se define como condiciones críticas o punto crítico de un fluido al momento
o estado en que las condiciones (presión y temperatura) a las que este expuesto dicho fluido hace

12
que el volumen de la fracción liquida y la fracción vapor de éste sean exactamente iguales. En
otras palabras, son las temperaturas o presiones máximas necesarias a las cuales una sustancia
puede cambiar de estado, más allá de estas condiciones no sé podría efectuar el cambio.
(Yesodharan, 2002)
Condiciones subcríticas: Aquellas condiciones en lo que se refiere a presión y temperatura que
se acercan a la región o zona del punto supercrítico de alguna sustancia. (L. Xiuyang, 2000)
Fluido supercrítico: Sustancia que se encuentra en unas condiciones operativas de presión y
temperatura superiores a las de su punto crítico. Un diagrama de fases de una sustancia pura
presenta un comportamiento particular en la región supercrítica, la lineal de separación de fases
líquido-gas se interrumpe no quedando definida por líneas continuas, allí hay una transición
continua desde estado líquido a estado supercrítico por aumento de la temperatura a presión
constante, o desde estado gaseoso a supercrítico por incremento de la presión a temperatura
constante. (Yesodharan, 2002)
Glucosa: Monosacárido que contiene en su estructura molecular 6 átomos de carbono (Hexosa) y
dos enantiómeros, siendo a la vez una aldosa al tener su grupo carbonilo al extremo de su
estructura. También llamada dextrosa, es el carbohidrato más abundante que de forma libre o
combinada se encuentra en la naturaleza, siendo la fuente primaria de síntesis de energía en las
células. (Textos cientificos, 2013)
Hemicelulosa: Polisacáridos no celulósicos que aparecen en las paredes celulares, estando
compuestas de hexosas, pentosas y en la mayoría de los casos, de ácidos urónicos. Las
hemicelulosas pueden construir hasta un 25% en las maderas y entre 20 y 40% en los residuos de
cosechas. El metabolismo completo de estos compuestos orgánicos puede llegar a la formación
final de azúcares de 5 y 6 carbones. La hidrólisis de la hemicelulosa produciría principalmente,
glucosa, galactosa, manosa, xilosa, arabinosa y ácidos orgánicos. (S. Mood, 2013)

13
Hidrolisis: Descomposición o alteración de alguna sustancia química orgánica expresada en el
rompimiento de un enlace por medio de la acción del agua, es decir, la división de una molécula
en dos mediante la adición de una molécula de agua. (L. Xiuyang, 2000)
Lignina: Molécula muy compleja construida de unidades de fenilpropano en una estructura
tridimensional que es particularmente difícil para biodegradarse. La lignina es el componente más
recalcitrante de la pared celular de la planta, y cuanto mayor sea la proporción de lignina, mayor
será la resistencia a la degradación química y enzimática. (N. Taherzadeh, 2008)
Residuos orgánicos: Es un conjunto de desechos biológicos originados por seres humanos, plantas
o animales. Estos restos generalmente son biodegradables teniendo la capacidad de desintegrarse
rápidamente, convirtiéndose así en otro tipo de materia orgánica, pudiendo ser recuperada con
múltiples métodos no muy complejos. (Gladys Jaramillo, 2008)
Sistemas continuos: Proceso de producción o transformación en donde las instalaciones o
procesos se adaptan a ciertos itinerarios y flujos de operación, que siguen una escala no afectada
por interrupciones , así pues la materia prima se transforma en producto de forma ininterrumpida
en el tiempo, en otras palabras las corrientes de alimentación y descarga fluyen de manera continua
durante todo el proceso, es decir, aquel en que se transfiere material por la frontera del sistema;
esto es, entra en el sistema, sale del sistema o ambas cosas. (Contreras, 2005)
Sistema intermitente o por lotes (Batch): La alimentación se carga al comienzo del proceso en
un recipiente, y transcurrido cierto tiempo, se retira el contenido de dicho recipiente. No hay
transferencia de masa más allá de los límites del sistema desde el momento en que se carga la
alimentación hasta que se retira el producto. (Contreras, 2005)
Sistema semicontinuo: Proceso en el cual uno o más materiales se cargan en el equipo donde
permanecen durante cierto tiempo mientras otros salen o entran continuamente del mismo. Su
régimen de funcionamiento es no estacionario o transitorio. (Contreras, 2005)

14
1.5. MARCO TEORICO
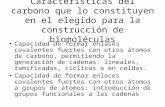
1.5.1. Composición de la biomasa
Los materiales lignocelulósicos o también llamados biomasa vegetal, son compuestos orgánicos
de biomasa leñosa y herbácea que abundan en la naturaleza. La biomasa lignocelulósica puede
presentarse virgen o en forma de residuo, entre la biomasa virgen se incluyen las plantas terrestres
como árboles, arbustos y hierba. La biomasa de residuo es producida como subproducto industrial
como por ejemplo hojas y tallos de maíz, bagazo de la caña de azúcar, paja, aserrín, etc.
La lignocelulosa es el principal componente de la pared celular de las plantas que está constituido
por los tejidos de los vegetales cuyas células son formadas por microfibras de celulosa
estableciendo envolturas de hemicelulosas y sobre las que se deposita la lignina, como se puede
observar en la ilustración 1. La morfología de las microfibras depende de la composición y
estructura de los constituyentes ya mencionados: celulosa, hemicelulosa y lignina.
Ilustración 1. Matriz Lignocelulósica
Fuente:(Bidlack et al, 1992)
Los componentes del material lignocelulósico se pueden subdividir en componentes estructurales
y secundarios.

15
Componentes estructurales:
Se compone de tres polímeros, la celulosa, hemicelulosa y lignina. Estos polisacáridos que se
pueden clasificar en polímeros de hidratos de carbono (celulosa y hemicelulosa), y un polímero
aromático (lignina). En general los compuestos que forman los materiales lignocelulósicos constan
de un 40%- 50% de celulosa, de un 25%-30% hemicelulosa y un restante de lignina. (Morales,
2014)
Componentes secundarios:
Se constituyen de compuestos fenólicos y compuestos minoritarios. Los compuestos fenólicos
mayoritariamente están presente en la estructura de lignina, pueden ser hidrosolubles o extraíbles
en solventes orgánicos. Los compuestos minoritarios en los análisis químicos se establecen como
cenizas entre los cuales pueden estar minerales, lípidos, proteínas, etc.
1.5.1.1. Celulosa
La celulosa es el componente orgánico más abundante de la Tierra, es el biopolímero principal de
la pared celular de las plantas, es de estructura fibrosa, establecida por un gran número de
moléculas de glucosa unidas por enlaces glicosídico, formando cadenas lineales de celobiosa (D-
glucopiranosil-β-1,4-D-glucopiranosa) construyendo así un homopolímero de complejas cadenas
de enlaces covalentes formadas por puentes de hidrogeno entre los grupos hidroxilo de las cadenas
adyacentes, lo que le confiere una estructura cristalina, pero el empaquetamiento de la celulosa
contiene también zonas amorfas.
Ilustración 2. Estructura molecular de la celulosa
Fuente: (Gonzalez, 2004)

16
Los enlaces glicosídico son formados por la reacción del grupo hidroxilo (OH) del carbono 1 de
la β-D-glucopiranosa con el grupo hidroxilo (OH) del carbono 4 de la siguiente β-D-glucopiranosa,
esta reacción ocurre n veces, con un grado de polimerización n de 200 a 10000 unidades. La forma
más estable para las conformaciones de pitañosa en la estructura de la celulosa es la proyección de
silla, lo que le facilita las reacciones de los grupos hidroxilo (1-4).
Ilustración 3. Formación de puentes de hidrógeno de la estructura de la celulosa.
Fuente: (Andión, s.f)
Debido a la configuración β de los enlaces glucosídicos, se favorecen estructuras muy extendidas
que contribuyen a la formación de puentes de hidrógeno entre los grupos hidroxilo de las piranosas
de una misma cadena o de cadenas vecinas como se logra ver en la ilustración 3. De esta manera
muchas cadenas individuales de celulosa se conforman en grandes fibras, organizándose de forma
paralela y además uniéndose íntimamente entre sí por puentes de hidrogeno. Por este motivo a la
estructura de la celulosa se le atribuye su insolubilidad en agua y su gran resistencia mecánica.

17
Ilustración 4 Representación de tejidos y microfibrillas de la Celulosa.
Fuente:(Bidlack et al, 1992)
En la Ilustración 4se observa la representación gráfica de los tejidos de la celulosa (A), así como de
sus macro-fibrillas (B) y micro-fibrillas (C). El contenido de micro-fibrillas ordenadas es una
propiedad característica de las moléculas de celulosa, formando así haces paralelos de
aproximadamente de 8-20 nm (D). La unidad fibrilar más pequeña que se ha detectado es llamada
fibrilla elemental, estas forman regiones cristalinas completamente orden que le confiere
resistencia a las fibras, tiene una sección transversal aproximada de 3.0-3.5 nm. Las fibrillas
elementales, separadas por regiones menos ordenadas, es decir regiones no cristalinas o amorfas
que le confiere elasticidad a las fibras, (Browning, 1968), están agrupadas formando micro-fibras
con diámetros superiores a 25 nm (E). Estas fibras elementales las conforman las moléculas de la
celulosa (F), constituidas por moléculas de celobiosa las cuales están unidas por moléculas glucosa
(G).

18
1.5.1.2. Hemicelulosa
Las hemicelulosas forman cadena ramificadas de menor grado de polimerización que la celulosa
y no tienen, por tanto, zonas cristalinas. Además, los puentes de hidrogeno son menos eficaces,
haciendo de las hemicelulosas polisacáridos más accesibles al ataque de reactivos. (Casillas, 2010).
La función principal es su interacción con la celulosa y lignina para proporcionar rigidez a la pared
celular. Las cadenas de hemicelulosas se asocian con las microfibrillas de celulosa tras su carácter
polar (puentes de hidrógeno). Su comportamiento físico-químico, principalmente su capacidad de
enlace y su comportamiento visco-elástico. Sin embargo en procesos de biorrefinería tratan de
convertir hemicelulosa con mezclas de enzimas que actúan sobre celulosas y hemicelulosas
simultáneamente, frecuentemente en la segunda fase de hidrólisis. (Prinsen, 2010).
Los polisacáridos hemicelulosicos están constituidos por una cadena lineal realmente larga sobre
la que pueden aparecer cadenas laterales relativamente cortas. En la mayoría de las plantas, el
xiloglucano es el polisacárido no celulósico más abundante, aunque dependiendo de las especies
y de los tejidos presentan unidades estructurales diferentes. Está constituido por un eje central de
β-(1-->4) glucano idéntico al de la celulosa, pero más corto. Además, a diferencia de esta, gran
parte de los restos de glucosa están unidos a restos de xilosa mediante un enlace α-(1-->6) como
se observa en la ilustración 5. Estas sustituciones suelen disponerse ordenadamente, de manera
que la unidad estructural básica está formada por 3 restos de glucosa sustituidos enlazados a un
cuarto resto no sustituido (Glc4-Xil3). A su vez, parte de los restos de xilosa pueden llevar unidos
al C2 cadenas laterales de β-D-galactosa o, en menor proporción de L-fructosa-α-(1-->2) -D-
galactosa. El xiloglucano no presentan fructosa y los restos de xilosa se encuentran sustituidos de
forma permanente por α-L-arabionosa-(1-->2) y β-D-galactosa-(1-->2) (Zeiger, 2006)

19
Ilustración 5. Diferentes mónomeros presentes en cadena principal y cadena lateral de hemicelulosas
Fuente:(Fengel & Wegener, 1984)
Las cadenas de xiloglucano pueden unirse mediante puentes de hidrogeno a la celulosa y cubrir
las microfibrillas con una monocapa de hemicelulosa. Teniendo en cuenta que, en la mayoría de
las plantas, la celulosa y el xiloglucano están presentes en la pared celular en cantidades casi
iguales, solo una parte del xiloglucano puede enlazarse directamente a la celulosa, mientras que el
resto estaría situado en los espacio entre las microfibrillas, pudiendo una molécula de xiloglucano
unir 2 o más microfibrillas para forma la red xiloglucano-celulosa. (Fengel & Wegener, 1984)
1.5.1.3. Lignina
La lignina después de la celulosa, es la sustancia orgánica más abundante en las plantas, es un
polímero altamente ramificado que proporciona el soporte estructural a las paredes de las células
de las plantas. La lignina está constituida por unidades de fenilpropano derivados casi
exclusivamente de los ácidos ƿ-cumárico, ferúlico y sinápico, unidos entre sí por enlaces carbono-
carbono (C-C) o éter (C-O-C) y por la acción de enzimas que generan intermediarios en forma de
radicales libres, esto genera una estructura compleja ramifica en tres dimensiones. (Zeiger, 2006)

20
Una de las funciones principales de la lignina es proporcionar soporte estructural para las plantas,
ella es quien encierra las moléculas de celulosa y hemicelulosa haciendo de difícil alcance, este
entrelazamiento es el que causa que el material lignocelulosico sea difícil de hidrolizar sin un
pretratamiento, la concentración de cada producto puede variar dependiendo del tipo de planta.
La combinación de lignina y hemicelulosa proporciona una capa protectora alrededor de la
celulosa, la cual puede ser modificada o removida eficientemente antes de que pueda ocurrir la
hidrólisis de la celulosa, ya que esta capa contribuye a hacer insoluble la estructura cristalina de la
celulosa y a hacerla resistente a cualquier ataque
Las ligninas tienen las siguientes características(Hamelinck, 2004):
Son polímeros vegetales construidos a base de unidades de fenilpropanoides
Presentan la mayor parte de los grupos metoxilo contenidos en la madera.
Son resistentes a la hidrólisis ácida, fácilmente oxidables, solubles en bisulfito o álcalis
caliente, y fácilmente condensables con fenoles o tioles
Cuando se hace reaccionar con nitrobenceno en una solución alcalina caliente, las ligninas
producen principalmente vainillina, siringaldehído y p-hidroxibenzaldehído en función del
origen de las ligninas
Cuando se colocan a ebullición en una solución etanólica de ácido clorhídrico, las ligninas
forman monómeros del tipo ̈ cetonas de Hibbert¨ (mezcla de cetonas aromáticas resultantes
de la ruptura de los principales enlaces éter (β-O-4) entre unidades de lignina)
1.5.2. Biocombustibles de segunda generación
Actualmente, la mayoría de los procesos industriales tales como la producción industrial y el
transporte de productos y personas; se basan principalmente en la combustión de productos fósiles
tales como el petróleo, el cual es un recurso no renovable. Dada las problemáticas causadas por la
explotación masiva de estos hidrocarburos, existe el interés de crear nuevas alternativas para
obtener energía de forma renovable, a partir de métodos no convencionales de recursos naturales
tales como la energía eólica, solar y biocombustibles.

21
Los biocombustibles son considerados actualmente como la forma más importante de producción
de energía renovable. Estos son alcoholes, éteres, ésteres y otros compuestos químicos, producidos
a partir de biomasa, como las plantas herbáceas y leñosas, residuos de la agricultura y actividad
forestal, y una gran cantidad de desechos industriales, como los desperdicios de la industria
alimenticia (Sattra, 2000). La obtención de biocombustibles procede por distintos métodos
dependiendo de las materias primas que se utilicen; cuando la obtención de etanol es a partir de
carbohidratos de origen vegetal o de polímeros simples como la sacarosa y el almidón estos son
denominados de primera generación; no obstante cuando el etanol es obtenido a partir de polímeros
más complejos tales como la hemicelulosa y la celulosa son denominados de segunda generación.
Cabe mencionar que los materiales que son utilizados en la producción de biocombustibles de
primera generación tales como frutos y tubérculos son menos abundantes como las materias primas
de los biocombustibles de segunda generación; ya que estas materias primas se componen
principalmente de biomasa de alimentos no consumibles por el ser humano tales como las hojas
de caña, pastos, entre otros. (Zamora-Hernandez, 2012).
Las materias primas vegetales para la producción de etanol se pueden clasificar en cuatro grupos:
jugos frutales, biomasa de pastos, tubérculos y residuos agroindustriales. Los jugos frutales son la
materia prima base de la mayoría de los biocombustibles obtenidos, como es el caso de la caña de
azúcar en países tales como Brasil y Estados Unidos. No obstante, se pueden producir azúcares
fermentables a partir de residuos lignocelulósicos o agroindustriales que no tienen un uso tales
como las hojas de distintos materiales como lo es la Mazorca, los cuales tienen el beneficio de ser
abundantes en zonas tales como las plazas de mercado. Sin embargo, para la obtención de azúcares
fermentables de las materias primas de segunda generación como lo son los residuos
agroindustriales es necesario utilizar métodos no convencionales para liberar carbohidratos
simples como la glucosa, el cual se encuentra entre estructuras más complejas como la
Lignocelulosa. (Zamora-Hernandez, 2012)
Para la obtención de biocombustibles, se puede utilizar la biomasa celulósica como fuente de
carbono; sin embargo, la principal limitante para aprovechar la biomasa es la disponibilidad de
los compuestos fermentables en la etapa de obtención de etanol, por esta razón es necesario
incorporar pretratamientos mecánicos y de hidrólisis que modifiquen la estructura de la biomasa.

22
La mayoría de la glucosa en la lignocelulosa está localizada dentro de los polímeros cristalinos de
la celulosa. La hemicelulosa también los contiene pero en forma de copolímeros conformados por
glucosa, xilosa y otros. Sin embargo, la lignina que es el tercer componente mayoritario en la
lignocelulosa dificulta los procesos de hidrólisis al estar integrado por un polímero aromático
complejo. Por lo anterior es necesario incorporar tratamientos de hidrólisis que disminuyan la
formación de compuestos inhibitorios que afecten el proceso de fermentación. (Islas., 2012)
1.5.3. Generalidades de la Hoja de mazorca (Zea mays)
La descripción de los elementos que conforman la hoja de mazorca de maíz se puede comprender
teniendo en cuenta que el maíz es una planta que se encuentra dentro del grupo de las
monocotiledóneas, las cuales transportan las sales disueltas y los fotosintatos, desde las raíces
hacia las hojas, y viceversa, a través de los vasos de xilema y floema. Estos vasos, están reforzados
por fibras, conformando, junto con tejido parenquimático, los haces fibrovasculares que se ordenan
en nervaduras paralelinervas en toda la lámina. (Prado Martinez et al., 2012).
El tejido de las hojas de maíz tiene una estructura celular conformada por células parenquimatosas
de paredes delgadas y con numerosas perforaciones características en las gramíneas como el
bagazo de caña de azúcar. Algunos de los vasos que se encuentran presentes son cribosos y otros
espiralados.
Las fibras son de pared celular gruesa, lumen medio, moderadamente largas y se caracterizan por
presentar extremos romos, agudos, además de otras fibras dentadas y horquilladas con puntos en
sus superficies. Las células epidérmicas o peines son rectangulares y presentan dientes en los
bordes laterales. Otra característica morfológica de las hojas es la presencia de pelos epidérmicos
o tricromas. (Prado Martinez et al., 2012). En la Tabla 1se exponenlas características
fisicoquímicas de la hoja de maíz.
Tabla 1. Características biométricas de la fibra de la hoja de maíz.
Propiedad Valor Unidad
Longitud promedio 1,86 mm
Ancho de la fibra 47,4 µm
Lumen 32,1 µm
Espesor 7,5 µm

23
Fuente: (Prado Martinez et al., 2012)
Los residuos del maíz, específicamente la hoja, contienen entre el 30 y 40 % de celulosa (polímero
de glucosa), entre 24 y 29% de hemicelulosa (mezcla de polisacáridos compuestos principalmente
por glucosa, manosa, xilosa y arabinosa) y 10-20% de lignina Para usar dichos materiales como
fuente de azúcares para la producción de bioetanol, éstos deben ser hidrolizados para su posterior
fermentación (Ángeles-Ramírez. et al, s.f)
Sin embargo, los rangos de porcentajes de estos compuestos pueden variar según el tipo de maíz,
sus formas de cultivo y las diferentes edades de crecimiento en la que este.
Técnicamente el cultivo de maíz se recolecta en un tiempo de 130 a 150 días, en donde cada
periodo cambia gradualmente su porcentaje de compuestos químicos, estos son los rangos dados
para un estudio basado en la fenología del maíz de los porcentajes de los compuestos en la hoja de
maíz. (Amador & Boschini, 2000)
Tabla 2. Composición química de la Hoja de Mazorca (Zea mays L.)
Rangos de días Hemicelulosa (%) Celulosa (%) Lignina (%)
37 – 149 25,29 – 35, 68 27,89 - 37,08 2,68 – 4,28
Fuente:(Amador & Boschini, 2000)
Para el día de recolección, que equivale al día 150 el porcentaje de hemicelulosa es de 29,67%, de
celulosa 31,40 % y de lignina de 4,28%, siendo está la composición inicial, se espera que los
resultados de la investigación sean aproximados a estos rangos.

24
1.5.4. Producción de Mazorca
1.5.4.1. Nivel Nacional
Colombia es uno de los países que tiene mayor diversidad de maíces nativos y criollos, que se
expresa en las numerosas variedades y ecotipos de maíces presentes en las diferentes regiones y
agro ecosistemas del país, asociadas a las diversas expresiones culturales y socioeconómicas de
las comunidades indígenas, afrocolombianas y campesinas. (Campaña Semillas de Indentidad,
s.f)
Mundialmente Colombia para el 2011 se encontraba entre los 50 países con mayor producción
de maíz en el mundo (Puesto 47) como se observa en el ranking de la tabla 3, a pesar que
nacionalmente el maíz era el cereal cuyo cultivo ocupaba la segunda mayor extensión con
137.200 hectáreas en 2010 con una producción cercana a 688.000 toneladas y un rendimiento de
5 ton/ha. (Superintendencia de Industria y Comerio, 2011)
Tabla 3. Principales países productores de maíz en el 2011.
No. País Producción (Ton)
1 Estados Unidos de América 313.918.000
2 China 192.904.232
3 Brasil 55.660.400
4 Argentina 23.799.800
5 Ucrania 22.837.900
6 India 21.570.000
7 México 17.635.400
8 Indonesia 17.629.000
9 Francia 15.703.000
10 Rumania 11.717.600
47 Colombia 1.498.270
Fuente: FAOSTAT | © FAO Dirección de Estadística 2013
Actualmente Estados Unidos, China y Brasil siguen siendo los principales productores de este
producto, generando 345.486.000, 224.580.000 y 70.000.000 de toneladas en el periodo
2015/2016 hasta la fecha (Producción Mundial de Maíz , 2016). En Colombia predomina la

25
producción de maíz basada en dos grandes sistemas, el tecnificado que considera genotipos
criollos, un uso razonable de mano de obra y mínimos niveles por no decir nulos de agroquímicos,
y el sistema tecnificado que utiliza genotipos mejorados, mecanización y una tasa considerada de
agroquímicos para la optimización.
Colombia posee diversas regiones potenciales y con grandes ventajas para la siembra y cultivo
de maíz como es la Orinoquia, siendo el Meta su principal productor, la región atlántica con
Córdoba y Bolívar y la región central con Valle del Cauca y Tolima, departamentos que
representan entre ellos más del 60% de producción del país. El DANE determinó que el área de
siembra se encuentra distribuida entre dos tipos: maíz blanco que ocupa el 33,2% de la superficie
y maíz amarillo con el 66,8%, el primero dedicado preferentemente al consumo humano y el
segundo al consumo animal, ya sea en forma directa o como insumo para la fabricación de
alimentos balanceados. La producción de ambos tipos de maíz tiene los mismos requerimientos,
de manera que el área se desplaza hacia el uno o el otro dependiendo de las condiciones del
mercado. (Superintendencia de Industria y Comerio, 2011).
Gráfica 1 Maíz Tradicional en Colombia (2010 -2014)
Fuente: (Ministerio de Agricultura, Agronet, 2016)
En la gráfica 1 se muestra que para el año 2014 la producción y área ocupada para cultivo de
maíz tradicional en Colombia arrojo la mayor cifra, teniendo un total de 431.153 hectáreas
ocupadas para este oficio, produciendo 651.598 toneladas de mazorca, siendo Bolívar, Córdoba
y Sucre los mayores productores con 146.359 toneladas, 75.613 toneladas y 51.579 toneladas

26
respectivamente. Cundinamarca se ubica en el sexto lugar con 31.539 toneladas y Guanía en el
último lugar de producción con 122.00 toneladas de maíz tradicional.
Gráfica 2 Maíz tecnificado en Colombia (2010-2014)
Fuente: (Ministerio de Agricultura, Agronet, 2016)
En lo que equivale al maíz tecnificado, Colombia para el 2014 dedico 164.261 hectáreas para la
producción de maíz tecnificado, dando como resultado 804.918 toneladas de maíz cultivado por
este sistema, siendo de cierto modo mayor que la producción de maíz tradicional en prácticamente
un poco más de la cuarta parte de hectáreas utilizadas para producir maíz tradicional . Los
mayores departamentos productores de este tipo de maíz son Tolima: 217.467 toneladas, Meta:
211.507 toneladas y Córdoba 94.578 toneladas de maíz; Cundinamarca produjo 9.208 toneladas,
estando entre los departamentos de media producción nacional y Antioquia se posicionó en el
último lugar con no más de 70 toneladas.
La diferencia de producción entre los dos sistemas de cultivo radica en el rendimiento productivo
de cada hectárea, en las gráficas 3 y 4 se puede observar que por hectárea de cultivo tradicional
se produce 1,48 mazorcas en el 2014, en cambio para el mismo caso del cultivo tecnificado, se
producen 4,48 mazorcas.

27
Gráfica 3Rendimiento maíz tradicional en Colombia (2010- 2014)
Fuente: (Ministerio de Agricultura, Agronet, 2016)
Gráfica 4Rendimiento maíz tecnificado en Colombia (2010- 2014)
Fuente: (Ministerio de Agricultura, Agronet, 2016)

28
1.5.4.2. Producción y expendio en Bogotá (Plazas de mercado)
Los residuos sólidos generados en las plazas de mercado son en su gran mayoría de
origenorgánico, lo que permitiría que se pudiera realizar tratamientos de aprovechamiento de
dichos residuos, sin embargo en la ciudad de Bogotá el 98% de estos desechos son llevados
directamente al relleno sanitario. Bogotá cuenta con 44 plazas de mercado entre públicas y
privadas, de estas, 19 son de propiedad del Distrito. Estos sitios comerciales de acopio se
encuentran ubicadas en las diferentes localidades de la ciudad, en donde los residuos se
consideran como nulos en provecho, es así como los camiones distribuidos por las mismas
empresas de servicio público, se encargan de los desechos de la localidad en general sin darse
cuenta de lo que se puede hacer con los residuos orgánicos que dichas plazas producen.
La principal plaza de mercado que tiene Bogotá es la central de abastos CORABASTOS, como
mercado mayorista se calcula que comercializa el 10% de la demanda por alimentos de la ciudad.
Esta plaza entrega diariamente entre 80 a 100 toneladas de residuos al relleno sanitario de Doña
Juana, lo que representa el 1.4% del total de residuos dispuestos diariamente en el vertedero. No
se posee una cifra exacta en lo que equivale a residuos de la propia naturaleza de la hoja de maíz,
no obstante se conoce que entre las 70 toneladas de residuos generados en las plazas de mercado,
10 toneladas son aprovechadas, en donde un porcentaje de este aprovechamiento pertenece a
amero u hoja de maíz. (Castillo, 2014)

29
Tabla 4. Cantidad de residuos generados a 2010 en las plazas de mercado de Bogotá.
Fuente: (UAESP, 2010)
Los residuos sólidos generados en plazas de mercado están compuestos por residuos de origen
vegetal y animal, alimentos procesados, empaques, otros residuos como textiles y papeles, y
residuos inorgánicos (no susceptibles de ser degradados biológicamente). Donde el mayor
porcentaje corresponde a residuos de vegetales, frutas y hortalizas con el 88,5 % (UAESP, 2010),
no se posee un dato exacto de la cantidad de los residuos de la hoja de maíz como tal, no obstante
es claro que abarca un gran porcentaje en esta fracción de residuos vegetales.
1.5.5. Hidrólisis
La obtención de glucosa a partir de residuos lignocelulósicos, se hace por medio de una reacción
denominada hidrólisis de tipo convencional, la cual es la descomposición o alteración de alguna
sustancia química orgánica expresada en el rompimiento de un enlace por medio de la acción del
agua. A través de un sistema semi continuo o por baches (SemiBacth) el cual tiene los beneficios
de la obtención de los productos esperados de forma acelerada en comparación a sistemas
tradicionales. (Tellez, 1997). La reacción de hidrolisis se lleva a cabo mediante la disociación de
una molécula de agua del medio. El hidrógeno del agua se une al oxigeno del extremo de una de

30
las moléculas de azúcar; el OH se une al carbono libre del otro residuo de azúcar. El resultado de
esta reacción, es la liberación de un monosacárido y el resto de la molécula que puede ser un
monosacárido si se trataba de un disacárido o bien del polisacárido restante si se trataba de un
polisacárido más complejo. (UNAM, 03)
Las condiciones de hidrólisis que favorecen la disponibilidad de azúcares fermentables mediante
el cambio de propiedades de la lignocelulosa son la temperatura, la agitación, la concentración del
sustrato y el pH. Cada uno de estos factores debe ser evaluado debido a que determinan el
porcentaje de azúcar disponible en el proceso fermentativo. En tanto, la combinación del
tratamiento químico y el hidrotérmico ha buscado favorecer la velocidad de reacción de la
hidrólisis de lignocelulosa. Es por estos antecedentes que en la hidrólisis se deben valorar los
factores (pH, temperatura, hidrólisis, agitación y tiempo de reacción) asociados a la ruptura de los
enlaces de los polímeros de carbohidratos y evitar la formación de subproductos que afecten la
fermentación mediante inhibición (furfural e hidroximetilfurfural, principalmente). (Islas., 2012)
Cabe mencionar que existen varios tipos de hidrolisis además de la convencional; hay dos
principales procesos químicos de hidrólisis de biomasa, que utilizan ácidos o bases, cuya elección
depende principalmente de la estructura y características de material deseado para los productos
que deben recuperarse.
La conversión hidrotérmica de los polisacáridos usando agua en estado subcritico resulta en la
descomposición de las cadenas de monómeros que básicamente son azúcares reductores, la
conversión hidrotérmica de celulosa empieza débilmente desde 463 K (189,8˚C) (Bobleter, 1986).
La velocidad de descomposición incrementa en relación proporcional al acercamiento del agua a
sus condiciones críticas, teniendo productos diferentes dependiendo de la temperatura, si la
reacción se realiza a condiciones subcríticas sobresale la reacciones de degradación y
desoxigenación de los productos hidrolizados, por debajo del punto crítico del agua, las reacciones
hidrotérmicas de la biomasa presentan un mecanismo de reacción principalmente de iones y
radicales libres.(Castro Vega et al, 2007)

31
El proceso resultante se desencadena molecularmente gracias al paso del H2O donde el H+ realiza
el papel de un ataque protónico a la unión entre las unidades de glucosa, conocida como enlace
beta-acetal (B-acetal) dada en los carbones 1- 4, rompiendo así el enlace y formando un
carbocatión (radical libre) el cual reacciona con el agua produciendo grupos terminales hidroxilo
o carboxilo (Chavez, 2008), igualmente ataca los grupos acetilo de la hemicelulosa formando ácido
acético, el cual genera nuevamente una desencadenamiento de protones que atacan los enlaces éter
del material lignocelulosico, produciéndose la solubilidad parcial o incluso total de la hemicelulosa
con buenos rendimientos a monosacáridos como resulta en la ilustración 6. (Casillas, 2010)
Esto permite que se solubilice principalmente la hemicelulosa para tener un mejor acceso a la
celulosa, de paso evitando formación de inhibidores, siendo así un tipo de pretratamiento que
resulta en la obtención de azúcares reductores. (Ortiz, 2014)
Ilustración 6 Mecanismo de reacción en la Hidrolisis
Fuente: (Castro Vega et al, 2007)
1.5.5.1. Hidrolisis básica o alcalina
La hidrolisis alcalina consiste en utilizar soluciones de NaOH, Ca(OH)2 o amoniaco con el fin de
obtener la liberación de diferentes compuestos por medio de la remoción de la lignina. También

32
se refiere a la saponificación de los enlaces intermoleculares entre la lignina y otros compuestos
como la hemicelulosa. Se debe tener en cuenta que este pretratamiento químico en comparación a
otros como la hidrolisis acida tiene menor posibilidad de solubilizacion de compuestos tales como
la hemicelulosa lo que indica que este proceso tiene mayor efectividad.(N. Taherzadeh, 2008)
Se efectúa en presencia de un ácido muy débil y una base fuerte, en donde la base actúa como
catalizadora de la descomposición de la molécula orgánica en presencia de agua, también es
conocida como saponificación. Este mecanismo se puede observar en la ilustración 7.
Ilustración 7 Hidrolisis Básica (Transformación de un éster en carboxilato)
Fuente: (Fernandez, s.f.)
Se debe tener en cuenta que la hidrolisis alcalina para obtener su mayor eficiencia se debe exponer
a temperaturas altas, a tiempos de residencia de horas hasta días y altas concentraciones de las
bases a utilizar. Al analizar los diferentes estudios realizados bajo este tipo de hidrolisis, se
demuestra que bajo este tratamiento se muestra mayor eficiencia en la solubilización de
hemicelulosa en residuos agroindustriales que en maderas, pero en comparación a otros métodos
se obtienen mayores eficiencias en residuos agroindustriales con hidrolisis de tipo acida.
1.5.5.2. Hidrolisis ácida
La hidrolisis acida se realiza con ácido sulfúrico en concentraciones entre 0,5% y 10% p/p las
cuales son consideradas baja. A temperaturas entre 150 °C y 220 °C obteniendo un 52% de
biomasa (Cantero, 2014). También se puede definir como un tipo de Hidrolisis la cual se lleva a
cabo gracias de un ácido fuerte y una base débil, en donde el ácido actúa como catalizador en la
ruptura del enlace químico por medio de una reacción de sustitución nucleofilica en presencia de
agua. Por lo general, se lleva a cabo bajo ácido sulfúrico, ácido clorhídrico y ácido nítrico, en

33
condiciones de bajas o altas temperaturas dependiendo de la concentración del ácido. La reacción
que se lleva a cabo se observa en la ilustración 8.
Ilustración 8 Hidrolisis ácida de Amidas en presencia de una solución de ácido Sulfúrico
Fuente: (Fernandez, s.f.)
Este método puede ser considerado como el más aplicado como pretratamiento en la obtención de
azúcares fermentables, esto se debe a sus altas eficiencias las cuales oscilan entre el 80-100%. No
obstante los mayores inconvenientes de este método son la formación de inhibidores como
compuestos fenólicos y el desarrollo en condiciones de bajos pH. Por lo general, la utilización de
ácidos no afecta el proceso de la hidrolisis, pero si inhiben el crecimiento microbiano el cual es
vital para la fermentación de azúcares.
1.5.5.3. Hidrolisis enzimática
Se conoce a la hidrolisis enzimática como un tipo de hidrolisis que se efectúa a través del uso de
enzimas llamadas hidrolasas las cuales tienen la capacidad de actuar como un catalizador
hidrolizante en descomposiciones o transformaciones dadas por las rupturas de enlaces por el
contacto con el agua.
Uno de los métodos más acordes y con mejor resultados en la determinación de los azúcares con
carácter reductor, es el método (DNS), método que ha sufrido varias modificaciones a través
de los años para adecuarse al análisis de diferentes materiales y su principal ventaja radica en su
alta sensibilidad y productividad debido a que es un método espectrofotométrico; el
procedimiento se basa en una reacción redox que ocurre entre el DNS y los azúcares reductores
presentes en la muestra, sin embargo a nivel industrial no es recomendable utilizarlo cuando
dicha trata sustancias tales como mieles y caldos de fermentación que lo contengan, esto
debido a según estudios realizados en la materia, a los altos niveles de dispersión. (Guzman, 2013)

34
1.6. MARCO LEGAL
Constitución política de Colombia 1991: Normas para fortalecer la unidad de la Nación
y asegurar a sus integrantes la vida, la convivencia, el trabajo, la justicia, la igualdad, el
conocimiento, la libertad y la paz, dentro de un marco jurídico, democrático y participativo
que garantice un orden político, económico y social justo. Art 78 y 79 en donde se rectifica
el papel del estado en cuanto a garantizar un ambiente sano, proteger la diversidad e
integridad del medio ambiente, previniendo factores de deterioro ambiental.
Política para la gestión integral de residuos (1997) Ministerio del Medio Ambiente:
La política de residuos que busca minimizar eficientemente los riesgos para los seres
humanos y el medio ambiente que ocasionan los residuos sólidos y peligrosos.
CONPES (Consejo Nacional de Política Económica y Social) 3530 de 2008:
Lineamientos y estrategias para fortalecer el servicio público de aseo en el marco de la
gestión integral de residuos sólidos.
CONPES (Consejo Nacional de Política Económica y Social) 3510 de 2008:
Lineamientos de política para promover la producción sostenible de biocombustibles en
Colombia.

35
CAPITULO II
2.1. METODOLOGIA
2.1.1. Fase I (Revisión Bibliográfica)
La revisión bibliográfica tuvo como objetivo principal analizar y recopilar información sobre las
condiciones más favorables donde el agua con diferentes tipos de materiales lignocelulosicos ha
sido expuesta a hidrolisis subcrítica, con el fin de desarrollarlas durante la fase experimental del
estudio. Cabe mencionar que los estudios realizados en la Universidad de La Salle, con materiales
tales como la vaina de la arveja y el pasto kikuyo, fueron los principales antecedentes para obtener
la metodología de manejo del sistema de hidrolisis con que cuenta el laboratorio de Ingeniería
Ambiental y Sanitaria. Además, en esta etapa se utilizaron bases de datos para la recopilación de
artículos científicos que ayudaron con la búsqueda de información sobre las principales
características de la hidrolisis subcrítica, de la materia prima que corresponde a la Hoja de Maíz
(Zea mays L.) y de diferentes trabajos que se han realizado bajo esta metodología. Esta fase tuvo
una duración de dos semanas en donde los principales resultados obtenidos fueron las condiciones
más adecuadas para trabajar la Hoja de maíz bajo la hidrolisis subcrítica, para desarrollar el diseño
factorial que arrojo la cantidad de corridas que se realizaron.
2.1.2. Fase II (Pre-experimental)
i) Recolección y adecuación del Material
El material utilizado en el desarrollo del trabajo fue la cascara de Mazorca (Zea mays L.), también
conocida como el amero de este, el cual se obtuvo en la plaza de mercado Paloquemao ya que este
material es denominado como residuo agroindustrial al no tener aprovechamiento, verificando que
el material no tenga ningún tipo de descomposición en su estructura. Esta materia prima fue
expuesta a un pre tratamiento físico, el cual correspondió a un secado a temperatura ambiente
durante 24 horas, esto con el fin de eliminar la humedad contenida en la materia prima.
El reactor que se utilizó para el desarrollo de las corridas preliminares y experimentales, fue el que
ya se encontraba construido de diferentes estudios anteriores realizados en la Universidad de la
Salle, el cual es de acero inoxidable de 9,9 cm de longitud con un diámetro de 0,93cm.

36
Dado el tamaño del reactor a utilizar, se debió reducir el tamaño con un molino analítico a
partículas de 1-3mmm en donde finalmente el material tomo una textura fibrosa y de color opaco
como se observa en la ilustración 9.
Ilustración 9Reducción de Tamaño de la Hoja de Mazorca (Zea mays.)
Fuente: (Autores, 2016)
ii) Corridas Preliminares
Antes de exponer el material a hidrolisis térmica, se revisaron los rangos de las condiciones a las
cuales se trabajó. Teniendo en cuenta los antecedentes que fueron estudiados anteriormente, se
eligieron las condiciones a trabajar. Las corridas preliminares se realizaron con el fin de evidenciar
previamente el desarrollo de cada corrida para evitar cualquier tipo de fuga durante el proceso y
verificar el funcionamiento eficiente de éste.
Este proceso inicia con la alimentación del reactor, la cual se desarrolló teniendo en cuenta el
funcionamiento de la operación semi continua, la cual se lleva a cabo en una unidad construida en
el laboratorio de Ingeniería Ambiental y sanitaria de la Universidad de la Salle. Dicha unidad
consiste en dos tanques de almacenamientos que contiene agua desionizada con el fin de alimentar
la operación a través de una bomba de alta presión Williams Milton Roy.
La unidad contiene un sistema de precalentamiento e intercambiadores de calor, las cuales fueron
construidas a partir de tuberías y accesorios de alta presión de 1/8” y resistencias eléctricas que
fueron manejadas por medio de dos controladores de temperatura. Cabe mencionar que el sistema
cuenta con cuatro termocuplas distribuidas en la unidad, encargadas de medir la temperatura, para
obtener un mayor control de la temperatura de reacción. Además el sistema cuenta con un reactor

37
tubular empacado, el cual contiene el material que será expuesto a las condiciones y finalmente
tiene una válvula de despresurización con el fin de controlar la presión la cual está conectada a un
recipiente de toma de muestras finales.
Además por las altas temperaturas que se manejan en el desarrollo de la hidrolisis térmica, la
unidad semi continua tiene un sistema de enfriamiento justo antes de obtener el producto final. En
la Ilustración 10 se observa el diagrama del sistema:
Ilustración 10Diagrama de la unidad semi continua del laboratorio de Ingeniería Ambiental y Sanitaria
Fuente: Marulanda (2010)
El funcionamiento de la unidad semi continúa se basa principalmente en la remoción del reactor
tubular empacado para colocar la cantidad de material que se utilizará en cada corrida, el cual
correspondió de 1,5 g en promedio, dado los antecedentes trabajados y el tamaño del reactor.
Luego se monta el reactor tubular justo antes del intercambiador de calor conectándolo a la tubería
de alimentación, teniendo en cuenta que no exista ningún tipo de fugas. Así mismo, a través de la
bomba de alta presión se maneja a que caudal se bombeará el agua para que este llegue hasta el
reactor tubular por medio de la tubería de alimentación del sistema. En una corrida típica, se
bombea agua y se presuriza el sistema con la presión deseada en cada corrida, luego se empieza a
calentar el sistema con ayuda de los controladores de temperaturas y las resistencias eléctricas,
hasta que se llegue a la temperatura con que se realizara la corrida. Finalmente cuando se obtengan
las condiciones deseadas tanto de presión como de temperatura, se empieza a bombear el sistema
con el flujo obteniendo cada una de las muestras.

38
Ilustración 11 Funcionamiento de la unidad semi continua
Fuente: (Autores, 2016)
Luego de la exposición del material a las corridas con la combinación de los factores (Temperatura,
Presión y Tiempo de residencia), se tomaron muestras por cada corrida durante 15 minutos en
promedio, donde en cada minuto se recogió el producto final en tubos de ensayos los cuales fueron
refrigerados con el fin de evitar la fermentación de los azúcares obtenidos.
2.1.3. Fase III (Experimental)
i) Planteamiento del Diseño factorial 23
Con el objetivo de evaluar el efecto combinado de los anteriores parámetros, se realizó un diseño
factorial 2k completamente aleatorio, el cual se determinó un diseño de 23 al manejarse 3 factores
y 2 niveles de trabajo que corresponden a ALTO (+) Y BAJO (-). La combinación de estas
condiciones da como resultado 8 corridas experimentales.
ii) Hidrolisis Subcrítica
Se realizó una planeación previa al diseño de experimentos, en la cual se dedujo el objetivo del
proceso de hidrólisis; que es encontrar las condiciones donde se obtienen mayor porcentaje de
azúcares reductores. Seguido de esto se identificaron las variables que afectan el proceso y se
analizaron cada una de ellas, para realizar un diseño de experimentos que involucre las variables
más relevantes y así obtener mejores resultados.

39
Las variables más relevantes, involucradas en el proceso son:
Variables dependientes:
Presión: En la experimentación se trató con un fluido subcrítico, y para que este fuese
considerado subcritico se debió manejar presiones altas de 1500- 200 psi, con el fin de que
el agua fuese manejada en su punto subcritico y evitar su evaporación.
Temperatura: Según la literatura investigada, se encuentra que la hidrólisis se favorece a
temperaturas entre 200 °C y 300 °C; en los rangos de temperaturas menores, no
transforman las cadenas de celulosa a glucosa, por esta razón se trabajó con temperaturas
en un rango de 240 °C y 290°C, no se trabajó con temperaturas mayores a 300°C, ya que
los azúcares empiezan a degradarse.
Tiempo: Como el proceso de hidrólisis trabaja a temperaturas altas, los tiempos del proceso
deben ser mayores a 15 minutos para garantizar una buena conversión de celulosa a
glucosa, sin embargo no es recomendable, que los tiempos de operación excedan los 20
minutos, para evitar la degradación de la glucosa.
Variables independientes:
Porcentaje de azúcares reductores: Es la variable respuesta, representa la concentración de
glucosa transformada.
iii) Determinación de Azúcares Reductores por el método DNS
Para la medición de azúcares reductores se realizó a través del método DNS, basado en la
reducción de este reactivo lo cual hace referencia en el cambio de color durante su reacción. Para
la preparación del reactivo se tuvieron que disolver 30 g de Tartato de Na-Km en 30 ml de agua
destilada caliente para obtener una disolución que se denominó solución 1. Seguidamente se
disolvió 1 g de ácido 3,5 dinitrosalisílico en 30 ml de agua destilada a 45°C y se adicionó
lentamente 1.6 g de hidróxido de Sodio hasta que se disolviera por completo, obteniendo la
solución 2. Finalmente se agregó la solución 1 en la solución 2 gradualmente, luego se dejó enfriar

40
y se aforó a 100 ml y se envaso en un frasco ámbar durante 24 horas para su posterior uso. Para la
utilización del método DNS, se hace necesario la construcción de una curva de calibración para
relacionar La absorbancia obtenida con la concentración de azúcares reductores, por lo anterior se
preparó un patrón de glucosa el cual se basó en la disolución de 0,1g de Glucosa en 100 ml de
agua destilada obteniendo un concentración 1 mg/ml.
a) Curva de Calibración (Absorbancia vs. Concentración de azúcares g/L)
Luego de obtener el patrón de glucosa, se realizó la curva de calibración en donde se colocaban
diferentes concentraciones desde a reaccionar con el reactivo DNS; estas concentraciones
oscilaban desde 0,05 mg/ ml hasta 1 mg/ml. El procedimiento para la medición se tomó cada
concentración de glucosa y se añadió 1 ml de reactivo DNS; seguidamente se coloca en el
termoreactor NANOCOLOR a una temperatura de 100 °C durante 15 minutos, después se añade
1 ml de agua destilada y se deja reposar en la oscuridad en agua con hielo por 15 minutos.
Finalmente se procede a medir en absorbancia de 540 nm con el espectrofotómetro NANOCOLOR
500 D obteniendo una ecuación de la curva sin olvidar que el ajuste a la curva tiene que ser mayor
al 0,99.Lo anterior con el fin de establecer una relación entre absorbancia y concentraciones, ya
que con la ecuación de la curva se logrará hallar la concentración de azúcares reductores que se
obtuvieron en las corridas experimentales.
En el siguiente diagrama de flujo se ve representado el procedimiento anteriormente mencionado:

41
Ilustración 12 Diagrama de Flujo para Determinación de azúcares por el método DNS
Fuente: (Autores, 2016)
Continuando con el método de determinación de azúcares reductores se realiza la curva de
calibración, para ello se tiene tubos de ensayo los cuales se le adicionan los volúmenes del patrón
de glucosa con aguas destilada para cumplir con cada una de las disoluciones para formar la curva
de calibración. Estos volúmenes se muestran en la siguiente tabla:
Tabla 5 Disoluciones de patrón de Glucosa
Patrón Volumen de Glucosa (µl) Volumen de Agua (µl) Concentración (mg/ml)
Blanco 0 1000 0
1 50 950 0,05
2 70 930 0,07
3 90 910 0,09
4 100 900 0,1
5 150 850 0,15
6 200 800 0,2
7 250 750 0,25
8 300 700 0,3

42
Patrón Volumen de Glucosa (µl) Volumen de Agua (µl) Concentración (mg/ml)
9 350 650 0,35
10 400 600 0,4
11 450 550 0,45
12 500 500 0,5
13 600 400 0,6
14 650 350 0,65
15 700 300 0,7
16 750 250 0,75
17 800 200 0,8
18 850 150 0,85
19 900 100 0,9
20 950 50 0,95
21 1000 0 1
Fuente: (Autores, 2016)
Como se mencionaba anteriormente, luego de preparar cada uno de los patrones se realiza el
procedimiento para la lectura de la determinación de azúcares reductores obteniendo los siguientes
resultados presentados en la Tabla 6 medidos en absorbancia de 540 nm.
Tabla 6 Lecturas en absorbancia de 540 nm de los patrones de calibración
Patrón Absorbancia Absorbancia Corregida
Blanco 0,002 0
1 0,06 0,058
2 0,093 0,091
3 0,14 0,138
4 0,175 0,173
5 0,269 0,267
6 0,443 0,441
7 0,525 0,523

43
Patrón Absorbancia Absorbancia Corregida
8 0,629 0,627
9 0,733 0,731
10 0,851 0,849
11 0,974 0,972
12 1,079 1,077
13 1,372 1,37
14 1,525 1,523
15 1,669 1,667
16 1,674 1,672
17 1,759 1,757
18 1,883 1,881
19 1,968 1,966
20 2,094 2,092
21 2,178 2,176
Fuente: (Autores, 2016)
Con los anteriores datos se realiza una regresión lineal para determinar el ajuste a la curva de las
concentraciones del patrón de glucosa y las absorbancias leídas, teniendo en cuenta que este ajuste
no debe ser menor a 0,99, con el fin de comprobar la adecuada lectura de los resultados arrojados
en el estudio.

44
Gráfica5 Curva de Calibración
Fuente: (Autores, 2016)
Al obtener la ecuación de la recta a través de la regresión lineal de la curva de calibración, la cual
se define como 𝑦 = 𝑚𝑥 + 𝑏, se despeja en función de X el cual para este caso hace referencia a
la concentración de azúcares en mg/ml.
𝑦 = 2,2849𝑥 − 0,05 (1)
𝑥 = 𝑦 − 0,05
2,3849
No obstante, se deben aplicar factores como la cantidad de material en el reactor, el volumen
obtenido de cada muestra, el factor para expresar en porcentaje y el factor para el cambio de
unidades de miligramos a gramos:
% 𝐴𝑧𝑢𝑐𝑎𝑟𝑒𝑠 𝑅𝑒𝑑𝑢𝑐𝑡𝑜𝑟𝑒𝑠 = 𝐴𝑏𝑠−𝑏
𝑚 𝑥
𝑉 𝑀𝑢𝑒𝑠𝑡𝑟𝑎
𝑊 𝑀𝑎𝑡𝑒𝑟𝑖𝑎𝑙 𝑥
100
1000 (2)
y = 2.2849x - 0.05R² = 0.9968
00.20.40.60.8
11.21.41.61.8
22.22.4
0 0.2 0.4 0.6 0.8 1 1.2
Ab
sorb
anci
a a
54
0 n
m
Concentración de Glucosa mg/ml
Curva de calibración(Concentración de glucosa Vs. Absorbancia corregida)

45
CAPITULO III
3.1. RESULTADOS Y ANÁLISIS DE LA EXPERIMENTACIÓN
3.1.1. Diseño factorial 23
El resultado del planteamiento del Diseño factorial los siguientes datos presentados en la Tabla 7.
Tabla 7 Condiciones a trabajar
NIVELES/FACTOR PRESIÓN (PSI) TEMPERATURA
(˚C)
CAUDAL (ml/min)
BAJO (-1) 1500 240 9
ALTO (+1) 2000 290 12
Fuente: (Autores, 2016)
Con los niveles alto y bajo de cada uno de los factores manejados, se pueden establecer las 8
combinaciones posibles, en donde -1 hace referencia al nivel bajo y +1 hace referencia al nivel
alto.
Tabla 8 Diseño Factorial
CORRIDAS PRESIÓN
(PSI)
TEMPERATURA
(˚C)
CAUDAL
(ml/min)
1 +1 -1 -1
2 -1 +1 -1
3 +1 -1 +1
4 -1 -1 +1
5 +1 +1 +1
6 -1 -1 -1
7 -1 +1 +1
8 +1 +1 -1
Fuente: (Autores, 2016)

46
3.1.2.Corridas Experimentales
En la totalidad de las corridas se obtuvieron muestras con resultados de hidrolizados solubles e
insolubles en agua. Las muestras obtenidas a partir de la reacción consisten en celulosa,
hemicelulosa y lignina sin reaccionar y los hidrolizados solubles en agua, los compuestos sin
reaccionar constituyen principalmente los hidrolizados insolubles, mientras que los hidrolizados
solubles incluyen los azúcares fermentables y productos de descomposición de
hidrolizados.(Olanrewaju, 2012)
Ilustración13. Corrida 1 - 2
Fuente: (Autores, 2016)

47
Ilustración 14. Corrida 3 - 5
Fuente: (Autores, 2016)
Ilustración15. Corrida 4
Fuente: (Autores, 2016)

48
Ilustración16 Corrida 6
Fuente: (Autores, 2016)
Ilustración17 Corrida 7 - 8
Fuente: (Autores, 2016)
Algo en común que se puede observar es que las muestras que presentan una coloración más opaca,
acompañadas de un olor dulce, son las que en la Tabla 10arrojan la mayor concentración de
azúcares, equivalente a esto se observa que las muestras más claras muestran una deficiencia en
su contenido de azúcares, resultante de la exposición del material a condiciones que nos permiten
visualizar que no son las más óptimas para el objetivo de la investigación. Siendo así estos
resultados nos dan en primera instancia un indicio de que corridas y a qué condiciones.

49
A continuación se muestra la tabla con los resultados obtenidos de cada muestra equivalente a una
corrida específica, inicialmente se tienen los factores Presión, Temperatura y Caudal y el
respectivo nivel al que se trabajó, seguido a esto se encuentra el peso inicial del material ya tratado,
donde para la corrida 1 se tiene un peso diferente a las demás corridas (1 g), por ende el número
de muestras y el tiempo de la corrida fue menor.
Seguido a esto encontramos la absorbancia medida a 540 nanómetros en el equipo Nanocolor
400D, la cual es el dato clave para la determinación de la concentración de azúcares basados en la
curva de calibración realizada (Ver Gráfica5) e igualmente está la columna de Volumen de muestra
expresada en ml, donde se midió el líquido resultante de cada muestra del proceso en el reactor
semicontinuo en probetas graduadas de 10 ml.
Para la obtención de la concentración de azúcares en las muestras se usó el dato de absorbancia
obtenida para cada muestra y se usó la ecuación de la línea de tendencia lineal de la curva de
calibración, de este modo:
𝑦 = 2,284𝑥 − 0,05
Conociendo en este caso la ordenada (y), siendo la absorbancia medida, se procede a despejar el
dato en la abscisa (x), siendo la concentración inicial a conocer, por consiguiente se hace la
siguiente operación:
Corrida 1 – muestra 1:
0,473 = 2,284𝑥 − 0,05 (3)
𝑥 =(0,473 + 0,05)
2,284
𝑥 = 0,228 𝑚𝑔/𝑚𝑙
Cabe resaltar que en esta operación de obtención de concentración inicial se multiplico el factor
de dilución para los casos que aplican, como el siguiente donde el factor de dilución fue 1:4

50
Corrida 1 - muestra2:
0,392 = 2,284𝑥 − 0,05 (4)
𝑥 =(0,392 + 0,05)
2,284
𝑥 = 0,193𝑚𝑔
𝑚𝑙 ∗ 4
𝑥 = 0,772 𝑚𝑔/𝑚𝑙
De este modo se obtienen todos los datos de concentración de las muestras respectivas a cada
corrida.
Para la determinación del peso de azúcares se multiplico la concentración de azúcares de cada
muestra por su respectivo volumen y este resultado fue divido en 1000 para expresar el resultado
en gramos, de la siguiente manera:
Corrida 1 – muestra 1:
0,22889𝑚𝑔
𝑚𝑙∗ 7 𝑚𝑙 = 1,6022 𝑚𝑔 (5)
1,6022 𝑚𝑔 ∗1 𝑔
1000 𝑚𝑔= 0,001062 𝑔
Ya finalmente con los datos obtenidos se prosigue a calcular el porcentaje de azúcares obtenidos
en las muestras, para esto se tuvo en cuenta el peso inicial de material lignocelulosico ingresado
al reactor, el peso de azúcares y su respectiva concentración total en cada muestra, como se ve en
el siguiente cálculo:
Corrida 1- muestra1:
0,228𝑚𝑔
𝑚𝑙∗ (
7 𝑚𝑙
1𝑔 𝑑𝑒 𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑙) (
1𝑔
1000 𝑚𝑔) ∗ 100 = 0.160% (6)
El resultado de azúcares recuperados por muestra, se obtuvo a través del producto de la
concentración de azúcar (teniendo en cuenta el factor de dilución), y el volumen especifico de cada
muestra, las cuales fueron obtenidas en distintos tiempos de la corrida (Ver tabla 10).

51
Ya por último se obtiene el porcentaje de azúcares reductores totales acumulados de cada corrida,
sumando el porcentaje de azúcares reductores recuperados en cada muestra en las mismas
condiciones.
Tabla 9 Resultados obtenidos en la Fase experimental
Co
rrid
a
Factores
Pes
o I
nic
ial
de
Mat
eria
l
(g)
Ab
sorb
anci
a
(540
nm
)
Co
nce
ntr
ació
n I
nic
ial
(mg
/ml)
Dil
uci
ón
Co
nce
ntr
ació
n c
on
Fac
tor
de
Dil
uci
ón
(mg
/ml)
V
olu
men
de
Mu
estr
a
(ml)
Pes
o d
e az
úca
res
(g)
% A
zúca
res
% d
e az
úca
res
red
uct
ore
s to
tale
s
acu
mu
lad
os
Pre
sió
n (
psi
)
Tem
per
atu
ra (
°C)
Cau
dal
(m
l/m
in)
C1
1
20
00
235
9 1
0,473 0,229 1 0,229 7,0 0,002 0,160 0,160
2 235 0,392 0,193 1:04 0,774 6,8 0,005 0,526 0,526
3 237 1.117 0,511 1:04 2,043 7,3 0,015 1,491 2,018
4 239 0,271 0,140 1:04 0,562 7,0 0,004 0,393 2,411
5 245 0,544 0,260 1 0,260 6,8 0,002 0,177 2,588
6 248 0,469 0,227 1 0,227 6,9 0,002 0,157 2,744
7 249 0,389 0,192 1 0,192 7,0 0,001 0,134 3,039
C2
1
15
00
280
9 1,5
0,012 0,027 1:20 0,543 9,2 0,005 0,333 0,333
2 289 0,618 0,292 1:20 5,847 7,8 0,046 3,040 3,373
3 290 0,752 0,351 1:20 7,020 8,2 0,058 3,838 7,211
4 286 0,285 0,147 1:20 2,932 8,6 0,025 1,681 8,892
5 287 0,264 0,137 1:20 2,749 9,0 0,025 1,649 10,541
6 290 0,582 0,277 1:20 5,532 8,4 0,047 3,098 13,639
7 290 0,373 0,185 1:20 3,703 8,4 0,031 2,073 15,713
8 287 0,235 0,125 1:20 2,495 10,1 0,025 1,680 17,392
9 286 0,09 0,061 1:20 1,225 11,0 0,014 0,899 18,291
10 285 0,016 0,029 1:20 0,578 10,8 0,006 0,416 18,707
11 283 0,02 0,031 1:20 0,613 9,8 0,006 0,400 19,107
C3
1
20
00
235
12 1,5
0,308 0,157 1 0,157 13,2 0,002 0,138 0,138
2 238 1,002 0,460 1 0,460 6,9 0,003 0,212 0,350
3 240 0,727 0,340 1:04 1,360 7,1 0,010 0,644 0,994
4 241 2,305 1,031 1:04 4,123 6,9 0,028 1,896 2,890
5 241 2,857 1,272 1:04 5,089 7,3 0,037 2,477 5,367
6 241 1,809 0,814 1:04 3,254 7,4 0,024 1,606 6,972
7 239 0,927 0,428 1 1,710 8,4 0,014 0,958 7,930
8 236 2,13 0,954 1 0,954 8,8 0,008 0,560 8,490
9 233 1,073 0,492 1 0,492 8,7 0,004 0,285 8,775
10 228 0,618 0,292 1 0,292 9,2 0,003 0,179 8,954

52
Co
rrid
a
Factores
Pes
o I
nic
ial
de
Mat
eria
l
(g)
Ab
sorb
anci
a
(540
nm
)
Co
nce
ntr
ació
n I
nic
ial
(mg
/ml)
Dil
uci
ón
Co
nce
ntr
ació
n c
on
Fac
tor
de
Dil
uci
ón
(mg
/ml)
V
olu
men
de
Mu
estr
a
(ml)
Pes
o d
e az
úca
res
(g)
% A
zúca
res
% d
e az
úca
res
red
uct
ore
s to
tale
s
acu
mu
lad
os
Pre
sió
n (
psi
)
Tem
per
atu
ra (
°C)
Cau
dal
(m
l/m
in)
11 225 0,352 0,176 1 0,176 11,2 0,002 0,131 9,085
12 223 0,183 0,102 1 0,102 9,8 0,001 0,067 9,152
14 222 0,101 0,066 1 0,066 10,0 0,001 0,044 9,196
C4
1
15
00
233
12 1,5
0,311 0,158 1:10 1,580 8,0 0,013 0,843 0,843
2 237 0,124 0,076 1:10 0,762 8,4 0,006 0,426 1,269
3 243 0,584 0,277b5 1:10 2,775 7,7 0,021 1,424 2,693
4 243 1,759 0,792 1:10 7,917 8,4 0,067 4,434 7,127
5 244 0,989 0,455 1:10 4,547 7,4 0,034 2,243 9,370
6 243 0,616 0,292 1:10 2,915 8,6 0,025 1,671 11,042
7 240 0,192 0,106 1:10 1,059 9,1 0,010 0,643 11,684
8 239 0,078 0,056 1:10 0,560 9,2 0,005 0,344 12,028
9 239 0,047 0,043 1:10 0,425 9,1 0,004 0,258 12,285
10 235 0,06 0,048 1:10 0,481 10,3 0,005 0,331 12,616
11 232 0,013 0,028 1:10 0,276 9,0 0,003 0,165 12,781
12 227 0,012 0,027 1:10 0,271 10,7 0,003 0,194 12,975
C5
1
20
00
289
12 1,5
0,263 0,137 1:10 1,370 19,5 0,027 1,781 1,781
2 292 0,159 0,092 1:10 0,915 5,9 0,005 0,360 2,141
3 292 0,216 0,116 1:10 1,164 7,0 0,008 0,543 2,684
4 292 0,362 0,180 1:10 1,803 8,1 0,015 0,974 3,658
5 290 0,659 0,310 1:10 3,103 7,0 0,022 1,448 5,106
6 290 1,249 0,569 1:10 5,685 7,0 0,040 2,653 7,759
7 289 1,554 0,702 1:10 7,020 7,2 0,051 3,370 11,128
8 286 0,754 0,352 1:10 3,519 8,6 0,030 2,017 13,146
9 283 0,371 0,184 1:10 1,843 7,4 0,014 0,909 14,055
10 285 0,174 0,098 1:10 0,980 7,4 0,007 0,484 14,538
11 281 0,177 0,099 1:10 0,994 7,6 0,008 0,503 15,042
12 283 0,139 0,083 1:10 0,827 8,9 0,007 0,165 15,532
13 280 0,032 0,036 1:10 0,359 8,6 0,003 0,194 15,738
C6
1
15
00
228
9 1,5
0,061 0,049 1:10 0,486 9,2 0,005 0,298 0,298
2 234 0,004 0,024 1:10 0,236 8,3 0,002 0,131 0,429
3 235 0,094 0,063 1:10 0,630 6,4 0,004 0,269 0,698
4 238 0,5 0,241 1:10 2,407 7,5 0,018 1,204 1,901

53
Co
rrid
a
Factores
Pes
o I
nic
ial
de
Mat
eria
l
(g)
Ab
sorb
anci
a
(540
nm
)
Co
nce
ntr
ació
n I
nic
ial
(mg
/ml)
Dil
uci
ón
Co
nce
ntr
ació
n c
on
Fac
tor
de
Dil
uci
ón
(mg
/ml)
V
olu
men
de
Mu
estr
a
(ml)
Pes
o d
e az
úca
res
(g)
% A
zúca
res
% d
e az
úca
res
red
uct
ore
s to
tale
s
acu
mu
lad
os
Pre
sió
n (
psi
)
Tem
per
atu
ra (
°C)
Cau
dal
(m
l/m
in)
5 242 1,269 0,577 1:10 5,773 7,4 0,043 2,848 4,749
6 243 1,422 0,644 1:10 6,442 7,4 0,048 3,178 7,927
7 243 0,852 0,395 1:10 3,948 7,0 0,028 1,842 9,769
8 243 0,436 0,213 1:10 2,127 8,9 0,019 1,262 11,031
9 242 0,16 0,092 1:10 0,919 9,0 0,008 0,551 11,583
10 240 0,07 0,053 1:10 0,525 8,5 0,005 0,298 11,881
11 239 0,003 0,023 1:10 0,232 8,8 0,002 0,136 12,017
12 238 0,004 0,024 1:10 0,236 9,7 0,002 0,153 12,169
C7
1
15
00
295
12 1,5
0,701 0,329 1:10 3,287 6,3 0,021 1,380 1,380
2 298 0,531 0,254 1:10 2,543 6,2 0,016 1,051 2,431
3 296 0,584 0,278 1:10 2,775 6,6 0,018 1,221 3,652
4 297 0,51 0,245 1:10 2,451 5,7 0,014 0,931 4,584
5 300 0,758 0,354 1:10 3,536 7,4 0,026 1,745 6,328
6 298 0,747 0,349 1:10 3,488 8,2 0,029 1,907 8,235
7 294 0,311 0,158 1:10 1,580 7,2 0,011 0,758 8,993
8 291 0,769 0,358 1:10 3,584 7,4 0,027 1,768 10,762
9 289 0,163 0,093 1:10 0,932 8,8 0,008 0,547 11,309
10 289 0,101 0,066 1:10 0,661 9,8 0,007 0,432 11,740
11 288 0,005 0,024 1:10 0,241 7,0 0,002 0,112 11,853
C8
1
20
00
280
9 1,5
0,11 0,070 1:10 0,700 12,3 0,009 0,574 0,574
2 297 0,056 0,046 1:10 0,464 8,8 0,004 0,272 0,846
3 300 0,907 0,419 1:10 4,188 7,5 0,031 2,094 2,941
4 300 1,565 0,707 1:10 7,068 8,1 0,057 3,817 6,757
5 297 1,169 0,534 1:10 5,335 7,6 0,041 2,703 9,460
6 295 0,615 0,291 1:10 2,910 7,8 0,023 1,513 10,974
7 295 0,533 0,255 1:10 2,552 7,5 0,019 1,276 12,250
8 293 0,452 0,220 1:10 2,197 7,4 0,016 1,084 13,333
9 291 0,447 0,218 1:10 2,175 7,2 0,016 1,044 14,378
10 289 0,394 0,194 1:10 1,943 7,2 0,014 0,933 15,310
11 289 0,329 0,166 1:10 1,659 7,1 0,012 0,785 16,095
12 289 0,254 0,133 1:10 1,331 7,5 0,010 0,665 16,761
13 287 0,145 0,085 1:10 0,853 7,6 0,007 0,432 17,193

54
Co
rrid
a
Factores
Pes
o I
nic
ial
de
Mat
eria
l
(g)
Ab
sorb
anci
a
(540
nm
)
Co
nce
ntr
ació
n I
nic
ial
(mg
/ml)
Dil
uci
ón
Co
nce
ntr
ació
n c
on
Fac
tor
de
Dil
uci
ón
(mg
/ml)
V
olu
men
de
Mu
estr
a
(ml)
Pes
o d
e az
úca
res
(g)
% A
zúca
res
% d
e az
úca
res
red
uct
ore
s to
tale
s
acu
mu
lad
os
Pre
sió
n (
psi
)
Tem
per
atu
ra (
°C)
Cau
dal
(m
l/m
in)
14 286 0,411 0,202 1:10 2,018 7,8 0,016 1,049 18,242
15 286 0,05 0,044 1:10 0,438 7,4 0,003 0,216 18,458
Fuente: (Autores)
En la siguiente tabla se puede observar de manera más concreta los datos resultantes para cada
muestra junto con el tiempo total de corrida y el total de azucares acumulados, de esta tabla
podemos obtener en la Gráfica 6 y en la Gráfica 7que permiten analizar a qué condiciones se
obtuvieron los mejores resultados.
Tabla 10 Compilado de las corridas experimentales
Corrida /Parámetros Tiempo
(min)
Concentración
(mg/ml) Masa de azúcar (g)
% Azúcares
recuperados
% azúcares
reductores
acumulados
Corrida 1
240˚C; 2000 PSI; 9 ml/min
Peso inicial: 1,000 g
2 0,2289 0.0016 0,16022583 0,52616745
4 0,7738 0.0053 0,52616745 2,01754125
6 2,0429 0.0149 1,4913738 2,41090639
8 0,5619 0.0039 0,39336514 2,58768436
9 0,2599 0.0018 0,17677798 2,74441332
10 0,2271 0.0016 0,15672896 2,87890498
12 0,1921 0.0013 0,13449166 3,03913082
Corrida 2
290˚C; 1500 PSI; 9 ml/min
Peso inicial: 1,500 g
2 0,5427 0,0050 0,33285191 0,33285191
4 5,8471 0,0456 3,04048317 3,37333508
6 7,0200 0,0576 3,83760048 7,21093556
8 2,9323 0,0252 1,68118225 8,89211782
10 2,7485 0,0247 1,64908749 10,5412053
12 5,5320 0,0465 3,09790363 13,6391089
14 3,7026 0,0311 2,07343866 15,7125476
16 2,4946 0,0252 1,6797234 17,392271
18 1,2254 0,0135 0,89865348 18,2909245
20 0,5777 0,0062 0,41594818 18,7068727
22 0,6127 0,0060 0,40030928 19,1071819
Corrida 3
240˚C; 2000 PSI; 12
ml/min
2 0,1567 0,0021 0,13787912 0,13787912
3 0,4604 0,0032 0,21179045 0,34966957
5 1,3602 0,0097 0,64384437 0,99351394
6 4,1227 0,0284 1,89645061 2,88996455

55
Corrida /Parámetros Tiempo
(min)
Concentración
(mg/ml) Masa de azúcar (g)
% Azúcares
recuperados
% azúcares
reductores
acumulados
Peso inicial: 1,500 g 8 5,0891 0,0372 2,47667732 5,36664187
9 3,2544 0,0241 1,60550863 6,9721505
10 1,7104 0,0144 0,95780122 7,92995171
11 0,9541 0,0084 0,55973274 8,48968445
12 0,4915 0,0043 0,2850628 8,77474725
14 0,2924 0,0027 0,17931055 8,9540578
15 0,1759 0,0020 0,1313668 9,0854246
16 0,1020 0,0010 0,0666229 9,1520475
17 0,0661 0,0007 0,04405736 9,19610486
Corrida 4
240˚C; 1500 PSI; 12
ml/min
Peso inicial: 1,500 g
2 1,5799 0,0126 0,84263352 0,84263352
3 0,7615 0,0064 0,42645192 1,26908545
5 2,7747 0,0214 1,42436576 2,69345121
6 7,9172 0,0665 4,43362948 7,12708069
8 4,5472 0,0336 2,24330751 9,3703882
9 2,9148 0,0251 1,67114535 11,0415335
10 1,0591 0,0096 0,64253724 11,6840708
11 0,5602 0,0052 0,34358907 12,0276599
12 0,4245 0,0039 0,25754592 12,2852058
14 0,4814 0,0050 0,3305761 12,6157819
15 0,2757 0,0025 0,16543394 12,7812158
16 0,2713 0,0029 0,19356062 12,9747764
Corrida 5
290˚C; 2000 PSI; 12
ml/min
Peso inicial: 1,500 g
2 1,3699 0,0267 1,78082192 1,78082192
3 0,9147 0,0054 0,35978234 2,14060426
5 1,1642 0,0081 0,54327688 2,68388113
6 1,8031 0,0146 0,97369688 3,65757801
7 3,1030 0,0217 1,44805754 5,10563555
8 5,6852 0,0398 2,65307016 7,75870571
9 7,0200 0,0505 3,36960042 11,1283061
10 3,5188 0,0303 2,01741871 13,1457248
11 1,8425 0,0136 0,90898216 14,054707
12 0,9803 0,0073 0,48363896 14,538346
13 0,9935 0,0076 0,50336266 15,0417086
14 0,8272 0,0074 0,16543394 15,532496
15 0,3589 0,0031 0,19356062 15,7382526
Corrida 6
240˚C; 1500 PSI; 9 ml/min
Peso inicial: 1,500 g
2 0,4858 0,0045 0,29795615 0,29795615
3 0,2363 0,0020 0,13077159 0,42872773
4 0,6302 0,0040 0,26889579 0,69762353
6 2,4071 0,0181 1,20355377 1,90117729
8 5,7727 0,0427 2,84785622 4,74903351
10 6,4423 0,0477 3,1781989 7,92723241
11 3,9477 0,0276 1,84223963 9,76947204
12 2,1270 0,0189 1,2620246 11,0314966

56
Corrida /Parámetros Tiempo
(min)
Concentración
(mg/ml) Masa de azúcar (g)
% Azúcares
recuperados
% azúcares
reductores
acumulados
14 0,9191 0,0083 0,55144645 11,5829431
16 0,5252 0,0045 0,29760602 11,8805491
18 0,2320 0,0020 0,13608181 12,0166309
20 0,2363 0,0023 0,15282945 12,1694604
Corrida 7
290˚C; 1500 PSI; 12
ml/min
Peso inicial: 1,500 g
2 3,2868 0,0207 1,38045429 1,38045429
3 2,5428 0,0158 1,05101609 2,43147038
4 2,7747 0,0183 1,22088494 3,65235532
5 2,4509 0,0140 0,93133179 4,58368711
6 3,5363 0,0262 1,74455483 6,32824194
7 3,4881 0,0286 1,90683764 8,23507958
8 1,5799 0,0114 0,75837017 8,99344975
9 3,5844 0,0265 1,76830496 10,7617547
10 0,9322 0,0082 0,54689483 11,3086495
11 0,6609 0,0065 0,43176215 11,7404117
12 0,2407 0,0017 0,11233168 11,8527434
Corrida 8
290˚C; 2000 PSI; 9 ml/min
Peso inicial: 1,500 g
2 0,7002 0,0086 0,57420456 0,57420456
4 0,4639 0,0041 0,27216362 0,84636819
5 4,1884 0,0314 2,09418355 2,94055174
6 7,0681 0,0573 3,81679723 6,75734897
8 5,3350 0,0405 2,70307964 9,46042861
10 2,9104 0,0227 1,51341415 10,9738428
11 2,5515 0,0191 1,27576699 12,2496098
12 2,1970 0,0163 1,08386946 13,3334792
13 2,1751 0,0157 1,04407195 14,3775512
14 1,9432 0,0140 0,93273229 15,3102835
16 1,6587 0,0118 0,78512553 16,095409
18 1,3305 0,0100 0,66523699 16,760646
19 0,8534 0,0065 0,43240404 17,19305
20 2,0176 0,0157 1,04914876 18,2421988
22 0,4377 0,0032 0,21591025 18,458109
Fuente: (Autores, 2016)
A continuación, se observan las muestras de las muestras respectivas las corridas con mayor
porcentaje de acumulación de azúcares reductores para la medición por el método DNS usando el
Nanocolor 500D.

57
Ilustración 18 Muestras para medición método DNS corrida 2
Fuente: (Autores, 2016)
Ilustración 19 Muestras para medición método DNS corrida 8
Fuente: (Autores, 2016)
Gráfica 6Porcentaje de azúcares reductores acumulados vs Tiempo en cada Corrida para el caudal de 9 ml/min
Fuente: (Autores, 2016)
0123456789
101112131415161718192021
0 2 4 6 8 10 12 14 16 18 20 22 24
% A
zúca
res
Re
du
cto
res
Acu
mu
lad
os
TIEMPO (min)
CAUDAL 9 ml/min
240˚C - 2000 PSI 290˚C-1500 PSI 240˚C- 1500 PSI 290˚C- 2000 PSI

58
La Gráfica 6expone los resultados obtenidos en las corridas que se manejó un caudal de 9 ml/min,
en donde se puede observar que el mayor porcentaje de azúcares reductores logrado fue en la
corrida que manejo 290 ˚C y 1500 psi, dando como resultado un porcentaje de azúcares reductores
acumulados de 19,1%, siendo este el más alto. A su vez se identifica que la corrida a 240 ˚C y
1500 psi arrojo el valor mínimo de azúcares reductores acumulados en esta investigación, teniendo
en cuenta que fue la corrida en la que menos se usó material lignocelulosico (1 g). Igualmente el
segundo mayor porcentaje de azúcares reductores lo encontramos a este mismo caudal de
operación, resultando con un porcentaje de 18,45% a temperatura de 290 ˚C y 2000 psi.
A diferencia de los resultados con caudal mayor, estas corridas tienen la ventaja de que el material
va estar en mayor tiempo de contacto con el agua, lo cual es favorable para la cinética de la reacción
de hidrólisis, el promedio de tiempo de las corridas resultantes en la gráfica 6 fue de 19, 5 min.
De acuerdo con la composición teórica que han reportado otros autores, la hoja de maíz tiene un
porcentaje de hemicelulosa que oscila entre el 27% y 34% (Amador & Boschini, 2000), a pesar de
que hay una cantidad de glucosa que se puede formar a partir de la celulosa, se deduce que el
máximo porcentaje de azúcares reductores resultante en este estudio es en cierto modo favorable
con respecto al contenido de hemicelulosa contenida en la materia prima. En este caso la máxima
esperada sería 27%, sin embargo, teniendo en cuenta que existen procesos de descomposición, el
mayor porcentaje de azúcares reductores obtenido en esta investigación fue la de la corrida 2con
un 19% con respecto a la biomasa cargada en una corrida con una duración de 22 minutos y 11
muestras.
Con respecto a las condiciones de esta corrida, se considera la temperatura como un factor
importante en la reacción de hidrolisis, ya que a mayores temperaturas que oscilaban en el rango
de 280-290 °C, se obtendrá mayor cantidad de azúcares reductores en la reacción de hidrolisis. Lo
anterior explica que el agua a una temperatura mayor, se adecua mejor a la desintegración de la
pared vegetal del material mediante la separación de la mezcla entre la lignina y la celulosa
contenida en la pared celular del material y la descomposición de polisacáridos tales como la

59
hemicelulosa, la cual se encuentra en gran porcentaje en la composición química de la hoja de
mazorca (Zea mays.), en monosacáridos como la glucosa.
Gráfica 7Porcentaje de azúcares reductores acumulados vs Tiempo en cada Corrida para el caudal de 12 ml/min
Fuente: (Autores, 2016)
Ya para las corridas en que se manejó el caudal en su nivel máximo, siendo este 12 ml/min se
logró obtener que la mayor eficiencia se encontró a una temperatura de 290 ˚C y presión de 2000
psi, siendo nuevamente el nivel máximo de temperatura el que presenta mayor acumulación de
azúcares reductores recuperados (15,73 %), como se puede observar en la gráfica 7.
No obstante, se observa que las eficiencias de las corridas experimentales van disminuyendo de
acuerdo a la disminución de temperatura al nivel bajo (235-245 °C) y al aumento del caudal. Lo
anterior, hace referencia que al tener un caudal menor que corresponde a 9 ml/min, permite que la
reacción de hidrolisis en las corridas tengan una mayor recuperación de azucares reductores puesto
que el agua tendrá mayor tiempo de residencia o de contacto lo que asegura que exista un mayor
tiempo de reacción entre el agua y el material a trabajar,
0123456789
1011121314151617
0 2 4 6 8 10 12 14 16 18
% A
zúca
res
red
uct
ore
s ac
um
ula
do
s
TIEMPO (min)
CAUDAL 12 ml/min240˚C- 2000 PSI 240˚C- 1500 PSI 290˚C- 2000 PSI 290˚C- 1500 PSI

60
3.1.3. Paralelo entre los resultados obtenidos contra otros estudios realizados en condiciones subcriticas.
Tabla 11 Comparación entre los resultados de otros estudios realizados en la Universidad de La Salle contra los
resultados obtenidos en el presente trabajo.
Materia
Prima
% de
azucares
reductores
inicial
Proceso de
obtención
% de azucares
recuperados Condiciones Autores
Pasto
Kikuyo* 53
Sistema semi
continuo 23
T: 300 C Paola
Marulanda,
2015.
P: 2000 PSI
Vaina de
arveja** 57
Sistema
Batch 23,64
T: 300 C Itzayana
Gonzalez.
2014.
P:3650 PSI
Hoja de
Mazorca 53
Sistema semi
continuo 19,1
T: 290 C Juan David
Rodriguez-
Alexandra
López,
2016-
P:1500 PSI
Fuente: (Autores, 2016)
En las investigaciones realizadas en los sistemas de la Universidad de La Salle se evidencia que
los mejores resultados se obtienen cuando la temperatura se encuentra en su nivel más alto del
rango utilizado en cada investigación. La Tabla 11 muestra los resultados obtenidos en los estudios
realizados con diferentes tipos de residuos agroindustriales, como lo son el Pasto Kikuyo y la vaina
de arveja. Además también se evidencia que las presiones que se manejaron fueron altas, dando
como conclusión que las condiciones altas de temperaturas y presiones evidencian mayor
eficiencia en la obtención de azucares reductores, teniendo en cuenta los porcentajes iniciales de
azúcares reductores en cada uno de los materiales lignocelulosicos. No obstante, al analizar los
resultados obtenidos por el sistema Batch, se observa que la presión a la cual se tuvo que llevar el
material fue demasiado alta, por lo cual podría causar problemas durante la realización de este
estudio y el gasto de energía que se produjo al llevar la hidrolisis a esta presión fue muy alto.

61
Cabe mencionar que otros trabajos realizados arrojaron los resultados con mayor porcentajes
exponiendo su materia prima con los niveles más altos de temperatura y a 5000 psi, siendo aún
subcriticos y con el nivel mayor de tiempo de reacción (Olanrewaju, 2012) que en este caso se ve
reflejado en el caudal, teniendo en cuenta que ha menor caudal mayor tiempo de contacto del agua
con la partícula de la materia prima. Olanrewaju obtuvo 30,4% de eficiencia en obtención de
azúcares reductores de una muestra de celulosa cristalina, expuesta a 340 C, donde el mayor azúcar
reductor obtenido fue glucosa, seguido de fructosa.
Igualmente en un estudio en que se realizó el mismo estudio usando el olote de la mazorca se
determinó que la temperatura no solamente fue un factor determinante sobre la generación de
grupos carboxílicos en la fracción soluble de la muestra, es decir los azúcares reductores presentes,
sino que también tuvo un impacto significativo sobre los rendimientos de los sólidos insolubles
del olote, junto con el tiempo de residencia. (Arias, 2014)
3.1.4. Relación del pH con la concentración de azúcares reductores
El pH asociado a las muestras recolectadas por corrida (hidrolizados solubles) obedecen un
comportamiento donde se observa que a mayor concentración de azúcares se va a encontrar un
menor pH (ácido), el rango de pH de las muestras oscilo entre 3 y 5, esto puede darse debido al
desprendimiento y presencia de azúcares ácidos resultantes como productos o subproductos del
mecanismo de reacción y descomposición hidrotérmica de los elementos lignocelulosicos,
obtenidos por la oxidación de algún átomo de carbono del monosacárido de origen a grupo
carboxilo, como por ejemplo el ácido celobiónico, que es un subproducto de la hidrolisis de la
celobiosa. (Purificación y caracterización de endoglucana III de Trichodema reesei QM9414,
1992) Si el carbono oxidado es el carbono carbonilico se obtiene los ácidos aldónicos (Andión,
s.f),
La Tabla 12expone de forma ordenada la tendencia del pH con respecto a las concentraciones de
azúcares, los datos se organizaron de forma tal que la muestra con menor concentración de cada
corrida sea el primer dato y la de mayor concentración el último dato, permitiendo evidenciar el
descenso del pH.

62

63
Tabla 12 Gráficas de pH vs Concentración de las corridas experimentales
Corrida 1 Corrida 2
Corrida 3 Corrida 4
3.6
3.65
3.7
3.75
3.8
3.85
3.9
3.95
4
4.05
0 0.5 1 1.5 2 2.5
pH
Concentración mg/ml
3.55
3.6
3.65
3.7
3.75
3.8
3.85
3.9
3.95
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 7 7.5
pH
Concentración mg/ml
3.5
3.7
3.9
4.1
4.3
4.5
4.7
4.9
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5
pH
Concentración mg/ml
3
3.2
3.4
3.6
3.8
4
4.2
4.4
4.6
4.8
5
00.511.522.533.544.555.566.577.588.5
pH
Concentración mg/ ml

64
Corrida 5 Corrida 6
Corrida 7 Corrida 8
Fuente: (Autores, 2016)
3.2. ANALISIS DE VARIANZA
Para el análisis de resultados arrojados por las corridas experimentales, se hizo uso del Software
MiniTab 17 por las herramientas que presenta y su facilidad de manejo para la interpretación de
datos estadísticamente. Primeramente se tabularon en ingresaron los datos obtenidos en las 8
corridas, teniendo en cuenta los niveles que se trabajaron, como se observa en la siguiente tabla:
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 7 7.5
pH
Concentración mg/ml
3.53.73.94.14.34.54.74.95.15.35.5
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 7
pH
Concentración mg/ml
3.3
3.4
3.5
3.6
3.7
3.8
3.9
4
4.1
0 0.5 1 1.5 2 2.5 3 3.5 4
pH
Concentración mg/ml
3
3.2
3.4
3.6
3.8
4
4.2
4.4
4.6
4.8
5
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 7 7.5
pH
Concentración mg/ml

65
Ilustración 20 Datos ingresados al programa
Fuente: (Autores, 2016)
Posteriormente se creó el diseño factorial teniendo en cuenta dos niveles para cada variable como
se nombró anteriormente, ingresando por la opción Stat> DOE > Factorial >Define Custom
Factorial Desing. En la ventana que se despliega se escogen los factores Temperatura (A), Presión
(B) y Caudal (C), rectificando a la vez los niveles de trabajo alto y bajo para cada factor o variable.
Definido el diseño factorial por el software en esta primera parte, se realizar ahora el análisis del
diseño factorial, donde se selecciona la respuesta del experimento, que en este caso es el porcentaje
de azúcares reductores acumulado por corrida. En esta opción se incluyen los términos a analizar
e interacciones de a dos variables (A, B, C e interacciones entre términos), finalmente se generan
las gráficas debidas para el posterior análisis.
A continuación, encontramos el paso a paso de lo anterior en el software hasta la generación de
gráficas:

66
Ilustración 21 Pasos para definir el diseño factorial en MiniTab
Fuente: (Autores, 2016)
Ilustración 22 Pasos para definir el diseño factorial en MiniTab
Fuente: (Autores, 2016)

67
Ilustración 23 Pasos para definir el diseño factorial en MiniTab
Fuente: (Autores, 2016)
Ilustración 24 Pasos para definir el diseño factorial en MiniTab
Fuente: (Autores, 2016)

68
Después de ejecutar el análisis factorial se obtiene la tabla de análisis la cual expone los valores P
(valor para determinar si los resultados son estadísticamente significativos) para cada factor e
interacciones analizadas. Para el rango de significancia se utilizaron valores menores a 0,05
(cercanos a cero), siendo estos los valores significativos en el presenta trabajo. De este modo
podemos observar en la tabla12 que el término temperatura y las interacciones Temperatura –
Caudal y Temperatura – Presión son significativas con respecto a la respuesta de porcentaje
acumulado de azúcares reductores.
Tabla 13Análisis de varianza
Termino Efecto Coef Coef EE T P
Temperatura
(A)
6,9500 3,4750 0,0975 35,64 0,018
Presión(B) -2,4500 -1,2125 0,0975 -12,44 0,051
Caudal (C) -0,7600 -0,3800 0,0975 -3,90 0,160
AB 4,0400 2,0200 0,0975 20,72 0,031
AC -4,2250 -2,1125 0,0975 -21,67 0,029
BD 2,4700 1.2350 0,0975 12,67 0,050
S= 0,275772 R2=99,96% R2 ajustado= 99,72% R2 pred. = 97,44%
Fuente: (Autores, 2016)
La Gráfica 8 nos reafirma la magnitud y significancia estadística de los efectos principales actuando
individualmente y en sus interacciones, siendo la temperatura (A) y la interacción Temperatura –
Presión (AB) efectos significativos positivos y la interacción Temperatura – Caudal un efecto
significativo negativo al resultado del porcentaje de azúcares reductores obtenidos, dejando la
Presión (B) , Caudal (C) y la interacción entre estos como no significativa en el proceso, como se
analizó en la Gráfica 6 y la Gráfica 7.

69

70
Gráfica 8 Normal de efectos estandarizados
Fuente: (Autores, 2016)
Gráfica 9 Valores residuales vs Valores ajustados
Fuente: (Autores, 2016)
La Gráfica 9 Valores residuales vs Valores ajustados muestra un patrón aleatorio de residuales a ambos
costados del cero, sin ningún patrón reconocible. Por lo tanto, se deduce que el modelo es correcto,
debido a dicha distribución estadística.

71
3.2.1.Efectos de los parámetros en el porcentaje de azúcares reductores
Gráfica 10 Efectos principales para el porcentaje de azúcares reductores
Fuente: (Autores, 2016)
En la Gráfica 10se observa los efectos principales para el porcentaje de azúcares reductores los
cuales corresponden a la Temperatura y la presión, en donde entre mayor sea la temperatura (en
este caso a 290°C), con una presión de nivel bajo de 1500 psi, se obtendrá el mayor porcentaje en
la obtención de azúcares. No obstante se observa que para el caso del caudal, aunque no sea
considerado un factor significativo si se maneja en valores bajos (en este caso de 9 ml/min) se
obtendrá mayores porcentajes de azúcares, ya que existirá un mayor tiempo de contacto entre el
fluido subcritico y el material lignocelulosico, teniendo mayor tiempo de reacción.
3.2.2.Efecto de las interacciones de los factores significativos
Cabe mencionar los efectos principales no tienen mayor relevancia cuando hay interacciones
importantes involucradas(Montgomery, 2001). De modo que se analizaron las interacciones
obtenidas en la Gráfica 8, que corresponden a AB, AC, y A, mediante gráficas arrojadas por el
software, que se presentan a continuación:

72
Gráfica11 Interacción AB
Fuente: (Autores, 2016)
La Gráfica11de la interacción de AB y la gráfica de contornos sugiere que el mejor nivel de trabajo
es a 290°C y a una presión de 1500 psi, es decir, el porcentaje de azúcares aumenta cuando se
trabaja a altas temperaturas y una presión que no sea tan alta, esto con el fin de que el fluido no
supere sus puntos críticos y evite su evaporación.
Gráfica12 Interacción AC
Fuente: (Autores, 2016)

73
Para la interacción AC se establece según la Gráfica12que a mayor temperatura y menor caudal el
porcentaje de azúcares aumenta. Para este caso, el mejor nivel de trabajo se da a 290°C y 9 ml/min.

74
4. CONCLUSIONES
Se definió como metodología experimental un diseño factorial de dos niveles (Bajo y Alto) con
cada variante a trabajar que correspondían a la temperatura, presión y caudal o tiempo de
residencia; en donde se obtuvo como resultado 8 corridas combinando los niveles de cada variante,
con el fin evaluar el efecto combinado de estos para la obtención de azúcares reductores a partir
de la hidrolisis subcritica en este sistema.
Al analizar el efecto combinado de cada una de las variantes, se determinó que los factores de
mayor relevancia corresponden a la temperatura y las interacciones de esta con el caudal y la
presión, ya que los mejores resultados obtenidos correspondían a las corridas donde la temperatura
estaba en nivel Alto correspondiente a 290°C.Lo anterior se logró confirmar gracias al manejo del
Software estadístico MiniTab17, el cual arrojo que la temperatura y sus interacciones con las
demás variantes daban efectos significativos positivos, reafirmando la magnitud y significancia
estadística de esta variable en los resultados obtenidos en cada una de las corridas.
Los mejores resultados se obtuvieron en la corrida N° 2 donde las condiciones corresponden a
290°C, 1500 psi y un caudal de 9ml/min, las cuales se consideraron como las condiciones más
óptimas en la obtención de azúcares reductores, ya que estas permitieron transformar el material
lignocelulósico de la hoja de mazorca en un jugo fermentable con concentración aproximada de
3,021mg/ml de azúcares reductores, obteniendo el mayor porcentaje de azúcares reductores
acumulados correspondiente a 19,10%.
En cuanto a la parte experimental, se observó que al trabajar con el material totalmente molido, es
decir que la materia prima estuviese convertida en polvo, ocasionó problemas en la parte
metodológica del sistema, ya que este material produjo que existieran taponamientos en el reactor.
Por lo anterior, la materia prima se utilizó con un tamaño de 3mm y de aspecto fibroso, de este
modo se pudo operar de forma más eficiente el sistema, logrando que el agua subcrítica pudiera
estar en contacto con el material más grande evitando taponamientos en el sistema.

75
Cabe mencionar, que después de cada corrida, al obtener las muestras un aspecto importante era
el color y olor de cada una de estas, en donde se suponía que las muestras con color más oscuro y
un olor característico a la melaza, contenía la mayor cantidad de azúcares en su composición. No
obstante, ese color oscuro también hace referencia a la carbonización del material, es decir, la
degradación de azúcares lo cual se debe evitar, lo cual se referencio en que la corrida con mejores
resultados en sus muestras no tenía el color más oscuro de la todas las corridas.
Al adquirir el porcentaje máximo de azucares reductores totales acumulados, se comparó con la
composición química teórica del material lignocelulosico, exactamente de biopolímeros tales
como la hemicelulosa y celulosa, los cuales a través de su hidrolisis producen azucares reductores.
Se ultimó, que el porcentaje experimental que se obtuvo, dio muy similar al porcentaje teórico que
se esperaba; por lo anterior, se concluyó que la metodología utilizada de un sistema semicontinuo
para la hidrolisis de la cascara de mazorca, resulto ser eficiente al manejar los parámetros de
caudal, temperatura y presión.
Las investigaciones realizadas usando agua en estado subcritico como medio para lograr la
hidrolisis del material lignocelulosico, consiguen los mejores resultados en niveles de alta
temperatura, reafirmando que este es el factor principal para la obtención de azúcares reductores
y descomposición de la estructura lignocelulosica. Igualmente se concluye que teniendo en cuenta
el porcentaje inicial de holocelulosa de la materia prima, el tratamiento en sistema semicontinuo
se puede considerar apto para la recuperación de estos según los resultados finales, no obstante
hay que considerar en futuros trabajos, la energía usada para la adecuación del sistema.

76
5. RECOMENDACIONES
Se determinó que para hacer un análisis más exacto y amplio en la investigación, teniendo en
cuenta los resultados estadísticos arrojados por el Software Minita 17, se deben realizar mayor
número de corridas experimentales o preliminares para re ajustar resultados y para ver más a fondo
la significancia de los valores y niveles significativos.
Para el pretratamiento del material se realizó previamente una deshidratación, con el fin de manejar
con mayor facilidad el material lignocelulosico y así poder obtener los mejores resultados. Se
recomienda que se reduzca el tamaño al material, para que este pueda incorporarse al reactor
circular de forma más sencilla. No obstante, para residuos agroindustriales como la Hoja de
Mazorca no es recomendable que sea manejado en forma de polvo, ya que la composición de este
material hace que a la hora de hidrolizarse se aglomere causando taponamientos en el sistema, por
lo anterior la materia prima en este estudio se manejó con tamaños de 3 mm,
Se recomienda realizar corridas experimentales con niveles o puntos medios, ya que es necesario
e importante para obtener resultados estadísticos con mayor exactitud.

77
6. REFERENCIAS BIBLIOGRAFICAS
Amador, A. L., & Boschini, C. (2000). FENOLOGÍA PRODUCTIVA Y NUTRICIONAL DE
MAÍZ PARA LA PRODUCCIÓN DE FORRAJE. Costa Rica: AGRONOMÍA
MESOAMERICANA.
Andión, A. P. (s.f). Glucidos. Obtenido de Curso de Biología:
http://www.bionova.org.es/biocast/documentos/tema07.pdf
Ángeles-Ramírez. et al, K. (s.f). HIDRÓLISIS DE HOJA DE MAÍZ CON NaOH PARA LA
OBTENCIÓN DE AZÚCARES. Hidalgo, México.
Arias, J. A. (2014). Degradación hidrotérmica del olote en condiciones subcríticas y la
identificación de los productos químicos de valor agregado. Tesis de doctorado,
Universidad de Gualadajara , Zapopan, Jalisco.
Bidlack et al, J. (1992). Molecular structure and component integration of secondary cell wall in
plants. Academy of Science(72), 51 - 56.
Bobleter, O. (1986). Hydrolysis of Cellulose in Dilute Sulfuric Acid and Under Hydrothermal
Conditions. Journal of Carbohydrate, Chemistry, Vol. 5.
Browning, B. (1968). Methods of wood chemistry. Journal of polymer science Polymer Physics,
6(2).
Campaña Semillas de Indentidad. (s.f). Diágnostico de maíces criollos en Colombia. Bogotá,
Colombia: Grupo Semillas.
Cardoso, J. M. (2014). Clases de maíz, variedades del maíz , caracteristicas de la planta.
Bogotá: Fundación Universitaria CAFAN.
Casillas, M. B. (2010). Pretratamiento de biomasa celulósica para la obtención de etanol en el
marco de una biorrefineria. Universidad Politecnica de Madrid, Madrid.
Castillo, H. H. (2014). Plazas de mercado en Bogotá, generadoras de residuos y desarrollo.
Bogotá: CONAMA 2014.
Castro Vega et al, A. A. (2007). Conversión hidrotérmica subcrítica de residuos orgánicos y
biomasa. Mecanismos de reacción. Bogotá: Ing. Investig. vol.27 no.1.
Chavez, A. O. (01 de Septiembre de 2008). Mecanismos Quimicos de la transformación de
papel. Obtenido de Mecanismos Quimicos de la transformación de papel:
http://www.adabi.org.mx/content/Notas.jsfx?id=388
Contreras, C. (2005). Introducción a la Ingenieria Quimica.
FAO. (2006). Producción Mundial de Maiz.
Fenalce, F. N. (s.f.). Maiz. Recuperado el 23 de Julio de 2016, de Maiz:
http://www.fenalce.org/nueva/pg.php?pa=7&busca_r=s&a_bus=mazorca
Fengel, D., & Wegener, G. (Noviembre de 1984). Wood—chemistry, ultrastructure reactions.
Journal of Polymer Science Part C: Polymer Letters, 23(11), 601 -602.
Fernandez, G. (s.f.). Esteres. Recuperado el Mayo de 2016, de Quimica Organica:
http://www.quimicaorganica.org/esteres.html
Fong, F. J. (2008). Determinación de la composición quimica de la madera obtenida del primer
clareo en árboles de Melina (Gmelina arborea Roxb.), de una plantación proveniente del
departamentos de Izabal. Guatemala.
Gladys Jaramillo, L. Z. (2008). APROVECHAMIENTO DE LOS RESIDUOS SÓLIDOS
ORGÁNICOS EN COLOMBIA . Antioquia, Colombia: Universidad de Antioquia.

78
Gonzalez, A. M. (22 de 10 de 2004). Azùcares o Glùcidos. Obtenido de Hipertexto del àrea de
Biologìa: http://www.biologia.edu.ar/macromoleculas/azucar.htm
Hamelinck, C. N. (Abril de 2004). Ethanol from lignocellulosic biomass: techno-economic
performance in short-, middle- and long-term. Biomass and Bioenergy, 28(4), 384 - 410.
L. Xiuyang, S. A. (2000). Descomposition of Cellulose by Continius Near-Critical water
reaction. China: Chinese Journal of chemical.
Lide, D. (1998). Handbook Chemistry and Physics.
Ministerio de Agricultura, Agronet. (23 de Julio de 2016). Red de información y comunicación
del sector agropecuario Colombiano, Agronet. Obtenido de Red de información y
comunicación del sector agropecuario Colombiano, Agronet:
http://www.agronet.gov.co/Paginas/default.aspx
Montgomery, D. (2001). Desing and analysis of experiment. Wiley.
Morales, H. (2014). Producción De Bioetanol a Partir De Material Lignocelulósico De Moringa
Oleífera. Universidad Nacional de Colombia. Bogotá, Colombia.: Facultad de Ingeniería,
Departamento Ingeniería Mecánica y Mecatrónica.
N. Taherzadeh, K. K. (2008). Pretreatment of Lignocellulosic Wastes to Improve Ethanol and
Biogas production : A review. . International Journal of Molecular Sciences.
Olanrewaju, K. B. (2012). Reaction kinetics of cellulose hydrolysis in subcritical and
supercritical water.Iowa: University of Iowa.
Ortiz, W. G. (2014). Tratamientos Aplicables a Materiales Lignocelulósicos para la Obtención de
Etanol y Productos Químicos. Revista de Tecnología - Journal of Technology , 13(1), 39
- 44.
Textos Cientificos. (01 de Febrero de 2013). Polisacaridos. Recuperado el 13 de Agosto de
2016, de Textos cientificos:
http://www.textoscientificos.com/quimica/carbohidratos/polisacaridos
Prado Martinez et al., M. (Enero de 2012). Caracterización de hojas de mazorca de maíz y de
bagazo de caña para la elaboración de una pulpa celulósica mixta. Madera bosques,
18(3).
Prinsen, P. (2010). Composición química de diversos materiales lignocelulósicos de interés
industrial y análisis estructural de sus ligninas. Amsterdam: University of Amsterdam.
Superintendencia de Industria y Comercio. (23 de Julio de 2016). Obtenido de Producción
Mundial de Maíz: https://www.produccionmundialmaiz.com
Purificación y caracterización de endoglucana III de Trichodema reesei QM9414.Madrid:
Universidad Complutense de Madrid.
S. Mood, A. G. (2013). Lignocellulosic biomass to bioethanol, a comparative review with a
focus on pretratment. .Renewable and Sustainable Energy Reviews.
Superintendencia de Industria y Comerio. (2011). Cadena productiva del Maíz. Colombia.
UAESP, U. d. (2010). PROGRAMA PARA LAGESTIÓN DE LOS RESIDUOS SÓLIDOS
ORGANICOS PARA LA CIUDAD DE BOGOTÁ D.C. Bogotá.
Yesodharan, S. (2002). Supercritical water Oxidation: An environmentally safe method for the
disposal of organic wastes. .Current Science.
Zamora-Hernández et al, T. (2013). Demostraciones prácticas de los retos y oportunidades de la
producción de bioetanol de primera y segunda generación a partir de cultivos tropicales.
Oaxaca, México: Educación química para un futuro sostenible.
Zeiger, E. (2006). Fisiología Vegetal. España: Universitat Jaume.