Procesos Especiales de Manufactura - Fundamentos del EDM
19
Unidad 1: Fundamentos de corte por hilo EDM Procesos especiales de manufactura
-
Upload
aby-valenzuela -
Category
Documents
-
view
241 -
download
0
Transcript of Procesos Especiales de Manufactura - Fundamentos del EDM

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 1/19
Unidad 1: Fundamentos de corte
por hilo EDM
Procesos especiales de manufactura

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 2/19
Repaso
• Existen dos tipos de procesos de maquinado:
1. Tradicional:
• Eliminación de material por el contacto mecánico
directo de la herramienta y la pieza de trabajo
2. No tradicional
• Eliminación del material mediante energía térmica,
química o mecánica.

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 3/19
Repaso
Tradicional No tradicional
• Descarga eléctrica
• Electroquímica
• Haz de electrones
• Rayo láser
• Ultrasónico
• Chorro de agua
• Torneado
• Fresado
• Taladrado
• Afilado

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 4/19
Introducción
• La mayoría de los procesos tradicionales de maquinado quitanmaterial formando virutas, o lo hacen por abrasión. No obstante,existen numerosos casos en que estos procesos no sonsatisfactorios o simplemente no son posibles por alguna de lassiguientes razones:
•El material tiene dureza o resistencia muy elevada, o el mismo esdemasiado frágil
• La pieza es demasiado flexible o resulta difícil sujetar las partes
• La forma de la pieza es compleja
• El acabado superficial y la tolerancia dimensional son muy rigurosos
•El aumento de la temperatura y los esfuerzos residuales en la piezano son deseables ni aceptables

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 5/19
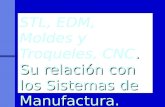
¿Qué es el mecanizado por descarga
eléctrica (EDM)?
• Es el proceso de
mecanizado no
tradicional más
utilizado
• El material de la pieza
de trabajo se funde y se
elimina por el calor de
las descargas eléctricasde alta densidad.
• También conocido
como descarga eléctrica
o electroerosión por
chispa.

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 6/19
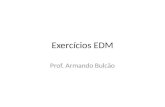
Mecanismo

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 7/19
1. Una pieza con forma y una pieza de trabajo son conectadas a unafuente de corriente directa y colocadas dentro de un fluidoeléctrico.
2. Cuando el voltaje aplicado es lo suficientemente alto, se produceuna ruptura localizada del dieléctrico y se generan chispas a través
de la abertura, entre la herramienta y la pieza de trabajo.3. Las chispas tienen una densidad de corriente muy alta lo que
ocasiona la formación de un canal de plasma, vaporizando partede la herramienta y de la pieza de trabajo.
4. La vaporización produce una burbuja a una presión muy alta quese expande rápidamente, expulsando una pequeña cantidad dematerial y dejando un pequeño cráter en la superficie.
5. El rango de la temperatura de la columna momentánea de plasmava desde los 10,000 a los 40,000 °C

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 8/19
Materiales de trabajo

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 9/19
Electrodo
1. Alta conductividad eléctrica
2. Facilidad de fabricación
3. Resistencia al desgaste4. Punto de fusión alto
• Los más comunes son: cobre, tungsteno,
grafito, zinc y latón

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 10/19
Fluido dieléctrico
1. Químicamente neutral
2. Baja viscosidad
3. Ausencia de vapor tóxico
4. Ausencia de tendencia a la inflamación
5. Refrigerante
6. Expulsa la partícula erosionada
• Los más utilizados: queroseno y agua desionizada

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 11/19
Parámetros críticos del proceso
1. Voltaje abierto (V)
2. Corriente (I)
3. Resistencia (R)
4. Capacitancia (C)
5. Voltaje de descarga (Vd)
6. Pulso de encendido
7. Pulso de apagado8. Abertura de la chispa
9. Sistema de expulsión

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 12/19
Principio
• La pieza a mecanizar y elutensilio se situan en laposición de trabajo de modoque no haya contacto entre sí.El espacio sobrante se llena
con“dieléctrico”
líquido.A la fuente de alimentación decorriente continua se conectatanto la pieza como el útilmediante cable.El suministro de intensidad es
controlado medianteinterruptor. Al cerrarlo seproduce una tensión entre lapieza y el utensilio.

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 13/19
Componentes
• En el elemento utilizadocomo utensilio se producencráteres mínimos. Este sedenomina popularmente"ELECTRODO".
• El elemento donde seproduce el cráter mayor y aconsecuencia el principaldesprendimiento dematerial, se denomina“PIEZA”
.• El proceso de electroerosiónse desarrolla en un líquidodenominado“DIELÉCTRICO".
Electrodo
Pieza

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 14/19
Debido a que el dieléctrico actúa de
capa aislante, en principio no hay paso
de corriente.
Al disminuir el espacio intermedio entre
los elementos, se produce el disparo de la
descarga por medio de una chispa a una
distancia (muy corta) determinada.
Durante esta descarga, decrece la tensióny la temperatura aumenta considerable-
mente al paso de corriente en el punto de
incidencia de la chispa. Las partículas de
metal se funden y se vaporizan por el
efecto térmico.

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 15/19
Formación de la superficie
• Al abrir el interruptor, elmaterial fundido sedispierde tal como sucedeen una explosión, el canalde descarga se desioniza
quedando un pequeñocráter.
• Si se permite la sucesión demultiples descargasconsecutivas, se obtiene un
gran número de cráteresuno junto al otro de modoque se produce undesprendimiento de niveluniforme.

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 16/19
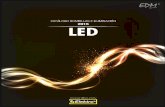
Tipos de electroerosionado
Electroerosión por hilo Electroerosión por penetración

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 17/19
Ventajas
• Alta precisión
• Calidad de la superficie
• Se utilizan materiales conductores
• No existen limitaciones de dureza
• Corte sin rebabas
• Adecuado para la fabricación de moldes
• Adecuado para maquinar piezas difíciles decortar o formas en 3D complejas

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 18/19

7/22/2019 Procesos Especiales de Manufactura - Fundamentos del EDM
http://slidepdf.com/reader/full/procesos-especiales-de-manufactura-fundamentos-del-edm 19/19
Limitaciones
• Alto consumo de energía específica
• Bajo MRR
• Limitado para materiales conductores
• Formación de una capa de refundición y zonaafectada térmicamente
• Dificultad para producir una esquina aguda,
debido al desgaste del electrodo• Riesgos para el operador (producción de humo,
irritación de la piel)