Reporte Proyecto Final Automatizacion de Tolvas
13
S. E. P. D.G.E.S.T. INSTITUTO TECNOLÓGICO DE ORIZABA DEPARTAMENTO DE INGENIERÍA ELÉCTRICA-ELECTRÓNICA (ÁREA ELECTRÓNICA) LABORATORIO DE AUTOMATIZACIÓN PROGRAMABLE PROYECTO FINAL AUTOMATIZACION DE TOLVAS INTEGRANTES: Clemente Rodríguez Jesús Guerrero López Alejandro Vidal Rosas Alberto
-
Upload
alejandro-guerrero -
Category
Documents
-
view
18 -
download
2
description
REPORTE FINAL DE AUTOMATIZACION UTILIZANDO PLC LOGO
Transcript of Reporte Proyecto Final Automatizacion de Tolvas
S. E. P. D.G.E.S.T.INSTITUTO TECNOLÓGICO DE ORIZABA
DEPARTAMENTO DE INGENIERÍAELÉCTRICA-ELECTRÓNICA
(ÁREA ELECTRÓNICA)
LABORATORIO DE AUTOMATIZACIÓN PROGRAMABLEPROYECTO FINAL
AUTOMATIZACION DE TOLVAS
INTEGRANTES: Clemente Rodríguez JesúsGuerrero López AlejandroVidal Rosas Alberto
_________________________________________Vo. Bo. M. C. Víctor Hugo Pérez Concha

I. DESARROLLO TEÓRICO
1.1 Marco teórico
MARCO TEÓRICO
LOGO! es un módulo lógico universal para la electrotecnia, que permite solucionar las aplicaciones cotidianas con un confort decisivamente mayor y menos gastos."
Toda la programación se realiza, de una forma bastante sencilla, con las 6 teclas que están situadas en su frontal. La visualización del programa, estado de entradas y salidas, parámetros, etc., se realiza en una pequeña pantalla LCD de forma gráfica.
La intensidad permanente en los bornes de salida varia según el modelo, siendo en todos los casos inferior a 10 A, por lo tanto si el poder de corte que necesitamos es mayor, están disponibles un contactores auxiliares, a 24 ó 230v, de hasta 25A, que puede ser alojado directamente en el raíl del cuadro de protección.
El modelo LOGO! 230 RLB dispone de una entrada para el bus ASi (Interface Actuador Sensor) y puede conectarse como esclavo junto a un autómata de la serie S7-200.
Todos los modelos de LOGO! permiten ser conectados a un PC con un cable especial que distribuye la propia Siemens.
Las funciones básicas (and, or, nand, nor, etc...) son idénticas en todos lo modelos. La funciones especiales, como relojes, temporizadores, etc, están limitadas en alguno de los modelos de gama baja, por lo tanto se hace imprescindible consultar las características para saber si el Logo! adquirido puede realizar lo que teníamos previsto.
Existen 3 modos de funcionamiento:
Modo programación - Para elaborar el programa
Modo RUN - Para poner en marcha el Logo!
Modo parametrización - Para modificar los parámetros de algunas de las funciones, tiempo, computo, relojes, etc.
El modo parametrización resulta muy interesante ya que permite al usuario realizar los ajustes de la instalación sin modificar el programa.
El técnico, en modo programación, decidirá cuales son los parámetros que el usuario pueda cambiar. Es decir que si desea que el tiempo de un temporizador no sea modificado, se puede configurar dicho bloque para que no esté disponible en la parametrización
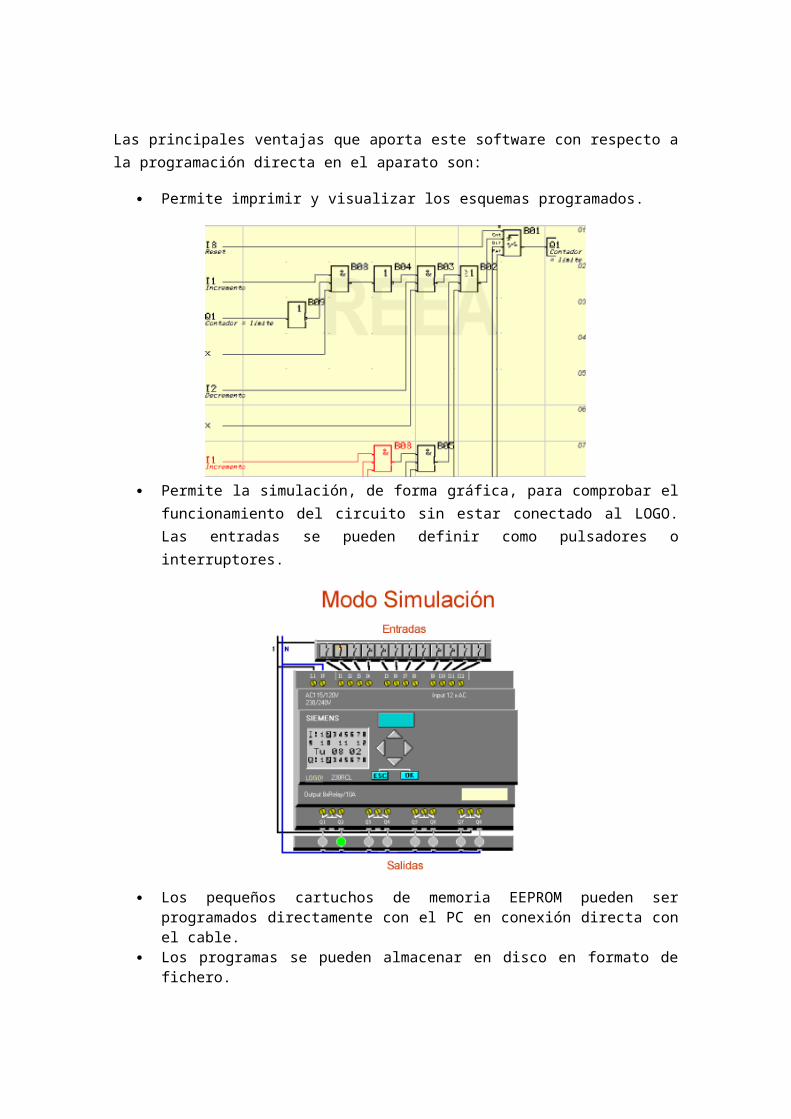
Las principales ventajas que aporta este software con respecto a la programación directa en el aparato son:
Permite imprimir y visualizar los esquemas programados.
Permite la simulación, de forma gráfica, para comprobar el funcionamiento del circuito sin estar conectado al LOGO. Las entradas se pueden definir como pulsadores o interruptores.
Los pequeños cartuchos de memoria EEPROM pueden ser programados directamente con el PC en conexión directa con el cable.
Los programas se pueden almacenar en disco en formato de fichero. Las entradas y salidas tienen la posibilidad de etiquetarse con comentarios. La Ayuda es un estupendo manual de usuario en el que podemos aclarar cualquier
duda de programación. Incluyendo las características técnicas de todos los modelos de LOGO! disponibles en la actualidad.
Limitaciones relacionadas con la capacidad de almacenamiento y magnitud del circuito: Entre una salida y una entrada es posible prever hasta 7 bloques en serie.
Un programa no puede tener más de 30 bloques. Si se utilizan varias funciones especiales el número de bloque se reduce correspondientemente.
FUNCIONES GENERALES
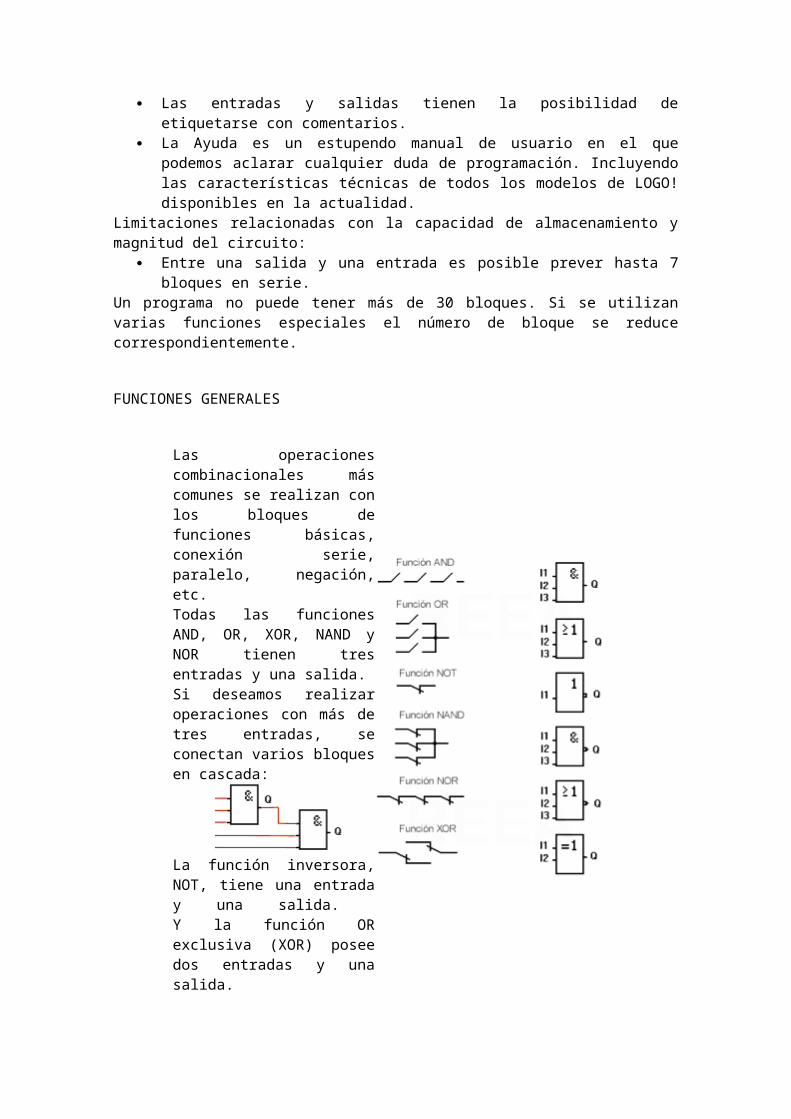
Las operaciones combinacionales más comunes se realizan con los bloques de funciones básicas, conexión serie, paralelo, negación, etc. Todas las funciones AND, OR, XOR, NAND y NOR tienen tres entradas y una salida. Si deseamos realizar operaciones con más de tres entradas, se conectan varios bloques en cascada:
La función inversora, NOT, tiene una entrada y una salida. Y la función OR exclusiva (XOR) posee dos entradas y una salida.
FUNCIONES ESPECÍFICAS
.
Temporizador con retardo a la conexión Activa la salida Q una vez que ha transcurrido el tiempo programado. Temporizador con retardo a la desconexión Desactiva la salida una vez transcurrido el tiempo programado. El temporizador se pone en marcha en flanco descendente Relé de impulsos Tiene el mismo funcionamiento que un telerruptor. La salida cambia de estado, de 0 a 1, cada vez que cambia la señal en la entrada Trg. Reloj Permite controlar los instantes de activación y desactivación de la salida en un día de la semana y a una hora determinada con la precisión de un minuto. Relé de automantenimiento Función biestable R-S. Permite realizar la función paro-marcha típica de los automatismos a contactores. La situación no permitida R=1 S=1 se soluciona dando preferencia a R. Generador de pulsos Genera pulsos de reloj a intervalos iguales. Funcionamiento similar a un intermitente.
Temporizador a la conexión con memoria De funcionamiento similar al temporizador a la conexión, pero con la característica que no es necesario mantener la señal en Trg para que el temporizador funcione. Contador progresivo/regresivo Permite contar y descontar los pulso aplicados a su entrada CNT. Contador de horas de servicio Permite medir el tiempo que está activada la entrada En. Esta función solamente se puede utilizar como bloque inicial.
Relé de supresión Activa la salida hasta que haya transcurrido el tiempo de T. Si éste no ha terminado y Trg se pone a 0 la salida también lo hace. Esta función solamente se puede utilizar como bloque inicial. Conmutador de valor de umbral para frecuencias Permite contar los impulsos aplicados a su entra y dependiendo de éstos conmutar la salida. En el Logo! L con entras a 24v, la entrada I12 esta preparada para procesos de cómputo rápidos: máx. 150 Hz Esta función solamente se puede utilizar como bloque inicial.
II. DESARROLLO PRÁCTICO
OBJETIVOEl grupo de alumnos desarrollará el problema propuesto eligiendo las herramientas adecuadas de acuerdo al tipo de problema y las características de los equipos programables estudiados.
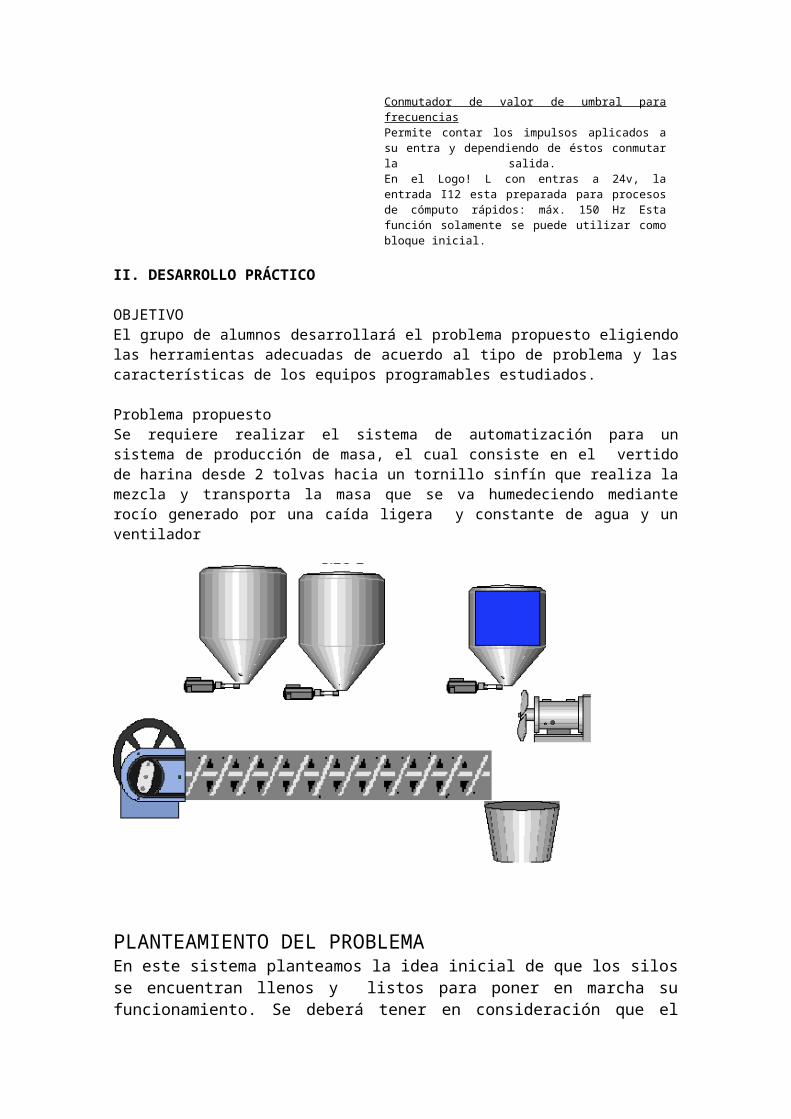
Problema propuestoSe requiere realizar el sistema de automatización para un sistema de producción de masa, el cual consiste en el vertido de harina desde 2 tolvas hacia un tornillo sinfín que realiza la mezcla y transporta la masa que se va humedeciendo mediante rocío generado por una caída ligera y constante de agua y un ventilador
PLANTEAMIENTO DEL PROBLEMAEn este sistema planteamos la idea inicial de que los silos se encuentran llenos y listos para poner en marcha su funcionamiento. Se deberá tener en consideración que el proceso aquí planteado no muestra el llenado de los silos así que eso constará a otra instancia. El llenado de los silos puede ser por:
1. Un tiempo determinado2. Por sensores de máximos y mínimos 3. De forma manual por el operario
Habiendo resuelto esto, el siguiente punto en consideración sería el motor que gobierna al sinfín. La potencia máxima a las velocidades previstas para el movimiento del tornillo sinfín es de 0.12 Kw Para motivos teóricos un motor asíncrono trifásico de 0.25Kw y rendimiento del 71% es la solución adoptada. El estudio de revoluciones y velocidad ha llevado a la elección de 2915 rpm (dos polos).El accionamiento del motor será por medio de un convertidor de frecuencia ya que, aunque sea sólo un prototipo, deberá pensarse en las normas establecidas y de seguridad.
Nota: Hay que tener en cuenta que un sistema completo deberá tener, además, indicadores luminosos de información al usuario, como son:
Presencia de energía eléctrica Presencia de energía neumática Silos en proceso de llenado Siempre que el tornillo sinfín este en movimiento
MATERIALES Y HERRAMIENTAS
MAQUINARIA Y HERRAMIENTA DE PROCESO
Un tornillo sinfín que se encuentre dentro de una vaina de acero inoxidable Un motor asíncrono trifásico para gobernar al tornillo sinfín Dos silos de capacidad considerable (o en su defecto dos tolvas de similar
capacidad) Contenedor para almacenamiento de agua Un ventilador
Herramienta y equipo de automatización6 sensores ópticos infrarrojos3 electroválvulas (salidas)
1 PLC siemens logo 230RC
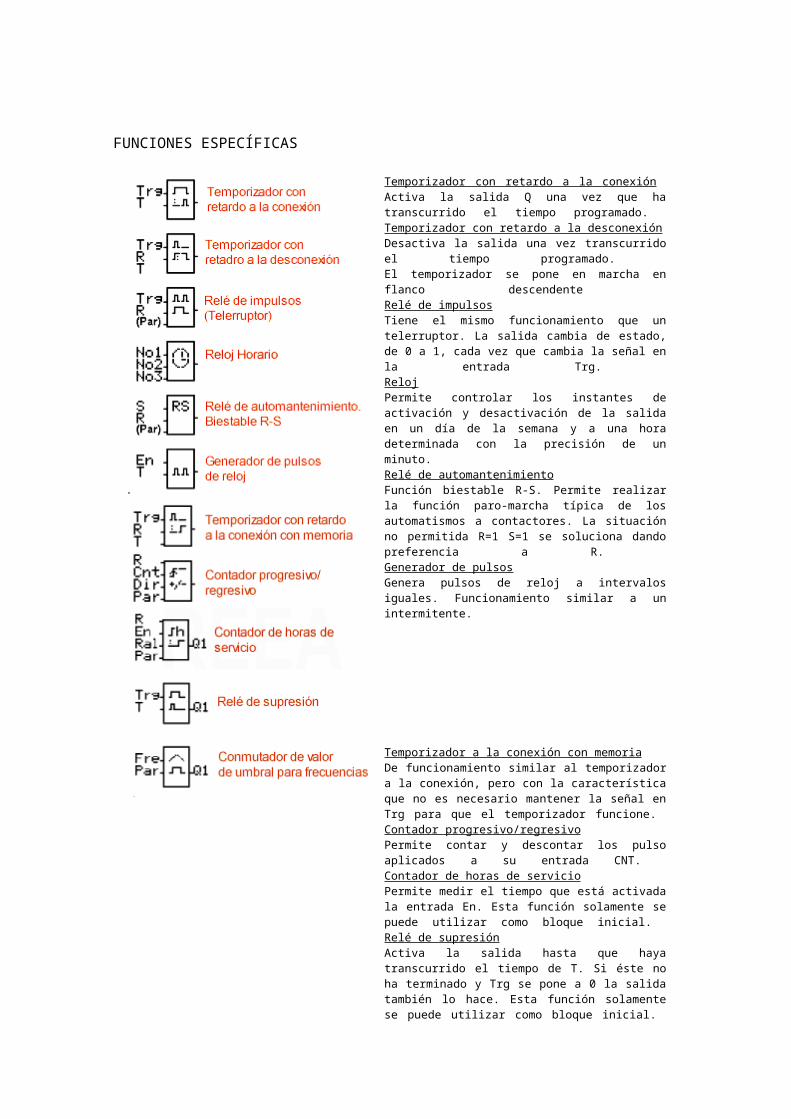
DIAGRAMA DE FLUIDSIM
Se acciona el interruptor principal esto hará que comience a operar el sistema y el botón de paro debe detener todos los procesos.
Se activan los contactores correspondientes a los motores del sinfín y del ventilador, de forma que el proceso queda en espera de la harina y el agua.
Se activa la caída de agua para humedecer el tornillo sin fin un mínimo antes de que inicie la caída de los silos. Esto ocurre un tiempo después de que arranca el tornillo y el ventilador juntos.
Utilizando los sensores de máximo y mínimo se propone una lógica como se indica: si las 2 tolvas y el contenedor de agua están llenos el sistema continua con su funcionamiento, en caso de que los sensores de las tolvas o el contenedor de agua indiquen que se ha vaciado cualquiera de los 3 el sistema hará un paro inmediato cerrando las salidas de las tolvas, el sinfín y el ventilador continúan funcionando durante un corto periodo de tiempo para limpiar el área de la masa que quede acumulada, cuando el contenedor que se ha quedado vacío vuelva a marcar lleno, el sistema arrancara desde el comienzo.
Lo único que debe permanecer funcionando después de que cualquier contenedor se quede vacio será el tornillo para terminar de desplazar la harina ya realizada y evitar se provoque una acumulación de masa. Así se mantiene limpio el tornillo y se gana tiempo mientras se continúa con el llenado de las tolvas y de esta manera no se desperdicia la materia prima.