Seis Sigma
146
Módulo Seis Sigma MSc. Alejandro A. Penabad Salgado apenabad finlay.edu.cu
-
Upload
harold-coila-chacon -
Category
Documents
-
view
81 -
download
1
Transcript of Seis Sigma

MóduloSeis Sigma
MSc. Alejandro A. Penabad Salgado
apenabad finlay.edu.cu
Programa Programa Programa Programa
Tema 1
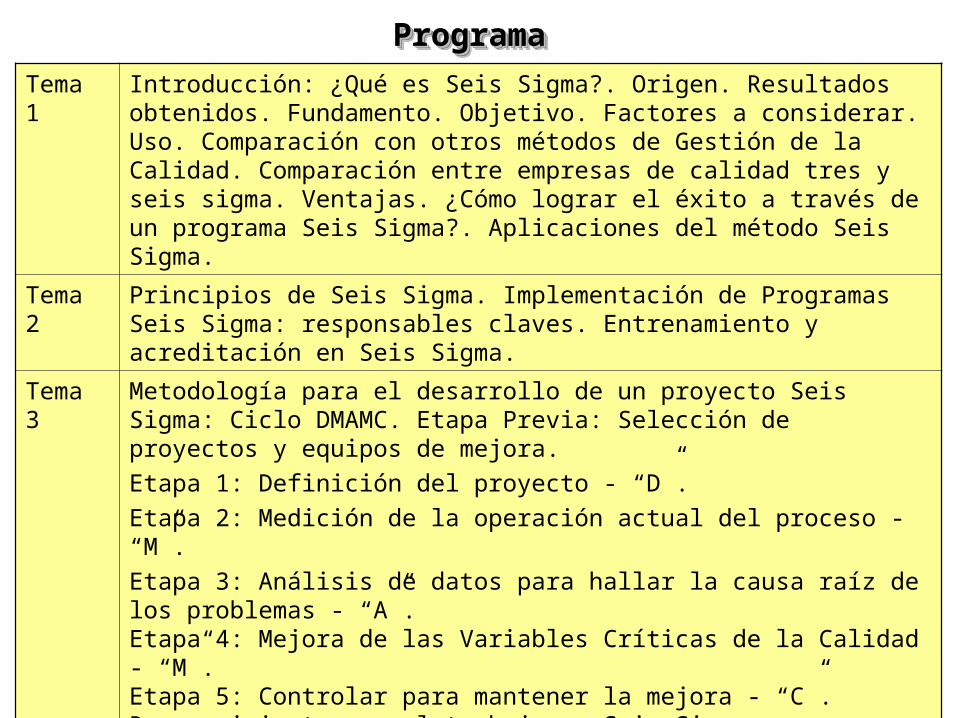
Introducción: ¿Qué es Seis Sigma?. Origen. Resultados obtenidos. Fundamento. Objetivo. Factores a considerar. Uso. Comparación con otros métodos de Gestión de la Calidad. Comparación entre empresas de calidad tres y seis sigma. Ventajas. ¿Cómo lograr el éxito a través de un programa Seis Sigma?. Aplicaciones del método Seis Sigma.
Tema 2
Principios de Seis Sigma. Implementación de Programas Seis Sigma: responsables claves. Entrenamiento y acreditación en Seis Sigma.
Tema 3
Metodología para el desarrollo de un proyecto Seis Sigma: Ciclo DMAMC. Etapa Previa: Selección de proyectos y equipos de mejora. Etapa 1: Definición del proyecto - “D”. Etapa 2: Medición de la operación actual del proceso - “M”. Etapa 3: Análisis de datos para hallar la causa raíz de los problemas - “A”.Etapa 4: Mejora de las Variables Críticas de la Calidad - “M”.Etapa 5: Controlar para mantener la mejora - “C”.Reconocimiento por el trabajo en Seis Sigma. Comunicación de los Programas Seis Sigma.Herramientas básicas de Seis Sigma.Mediciones de Seis Sigma.Ejemplos y ejercicios.
Tema 1Tema 1
IntroducciónIntroducción
Tema 1Tema 1
IntroducciónIntroducción
¿¿Qué es Seis Sigma?Qué es Seis Sigma?¿¿Qué es Seis Sigma?Qué es Seis Sigma?
Sigma (σ) es una letra del alfabeto griego.
Símbolo de la desviación estándar, una de las medidas de la variación de un proceso.
Como metodología: iniciativa estratégica de alto nivel para avanzar hacia la excelencia organizacional.
Enfoque sistemático para reducir la ocurrencia de defectos críticos, tanto para clientes externos como internos.
Método que contribuye a disminuir fallas o no conformidades a través de la reducción de la variabilidad de los procesos.
Sistema estadístico y, a la vez, una filosofía de gestión.
Enfoque cuantitativo de la calidad impulsado por la necesidad de reducir costos y alcanzar la mejora sustancial en el desempeño.Método basado en datos para llevar la calidad a niveles cercanos a la perfección.
¿¿Qué es Seis Sigma?Qué es Seis Sigma?¿¿Qué es Seis Sigma?Qué es Seis Sigma?
En resumenEn resumen::
Seis SigmaSeis Sigma es una estrategia para la mejora continua de una es una estrategia para la mejora continua de una
organización organización
que pretende encontrar y eliminar causas de errores, defectos y/o que pretende encontrar y eliminar causas de errores, defectos y/o
retrasos retrasos
en sus procesos, enfocándose hacia aspectos que son críticos para en sus procesos, enfocándose hacia aspectos que son críticos para
el cliente.el cliente.
Década de los 80’sDécada de los 80’sDécada de los 80’sDécada de los 80’s
Mikel HarryMikel Harry, ingeniero de , ingeniero de MotorolaMotorola, desarrolló la , desarrolló la ““Metodología Seis Metodología Seis
Sigma”Sigma” para reducir defectos en los productos electrónicos de para reducir defectos en los productos electrónicos de
esta firma esta firma
y poder hacer frente a la competencia en materia de calidad de y poder hacer frente a la competencia en materia de calidad de
las las
empresas japonesas a través de la mejora de los procesos.empresas japonesas a través de la mejora de los procesos.
Bob GalvinBob Galvin, Director de esta compañía, fijó como objetivo , Director de esta compañía, fijó como objetivo alcanzar la alcanzar la
meta de meta de 3,4 defectos por millón3,4 defectos por millón de oportunidadesde oportunidades en todos en todos los los
procesos de la misma.procesos de la misma.
OrigenOrigenOrigenOrigen
ResultadosResultados obtenidos obtenidosResultadosResultados obtenidos obtenidos
• Se Se quintuplicaronquintuplicaron de la ventas. de la ventas.
• Las utilidades crecieron alrededor de un Las utilidades crecieron alrededor de un 20% anual20% anual. .
• Se obtuvieron ahorros cercanos a los Se obtuvieron ahorros cercanos a los USD 14 000 millonesUSD 14 000 millones
(alrededor de (alrededor de USD 1 000 millones en sólo tres añosUSD 1 000 millones en sólo tres años). ).
• Se elevaron las ganancias en el precio de las acciones de la Se elevaron las ganancias en el precio de las acciones de la
compañía a una tasa anual de un compañía a una tasa anual de un 21,3%21,3%..
• La compañía obtuvo el La compañía obtuvo el Premio “Malcolm Baldrige”Premio “Malcolm Baldrige” en 1988. en 1988.
Lawrence BossidyLawrence Bossidy implanta la “ implanta la “Metodología Seis Sigma”Metodología Seis Sigma” en en Allied Allied
SignalSignal (1994). (1994).
Jack WelchJack Welch la implanta en la implanta en GEGE (1995). (1995).
Con posterioridad comenzaron a desarrollarla e implementarla Con posterioridad comenzaron a desarrollarla e implementarla
otras otras
compañías, entre ellas:compañías, entre ellas:
- Shell - Aventis - NASA- Shell - Aventis - NASA
- Dupont - Vodafone - Black & Decker- Dupont - Vodafone - Black & Decker
- Bombardier - BASF - Toshiba - Bombardier - BASF - Toshiba
- Eastman - Philips - Sony- Eastman - Philips - Sony
- Carterpillar - Siemens - Lockheed- Carterpillar - Siemens - Lockheed
- Aventis - BMW - Mabe- Aventis - BMW - Mabe
- G.E. - Polaroid- G.E. - Polaroid
Década de los 90’sDécada de los 90’s Década de los 90’sDécada de los 90’s
OrigenOrigenOrigenOrigen
Allied SignalAllied Signal: Obtuvo más de Obtuvo más de USD 2 000 millonesUSD 2 000 millones en ahorros en ahorros entre entre
1994 y 1999.1994 y 1999.
GEGE: Alcanzó más de Alcanzó más de USD 2 250 millonesUSD 2 250 millones en ahorros en dos años en ahorros en dos años
(1998-1999).(1998-1999).________Allied SignalAllied Signal:: Compañía diversificada en áreas de la industrias aeroespacial, automotriz y Compañía diversificada en áreas de la industrias aeroespacial, automotriz y De los materiales, entre otras. Tiene más de De los materiales, entre otras. Tiene más de 70 000 empleados70 000 empleados y sus ingresos anuales y sus ingresos anuales rondan los rondan los USD 25 000 millonesUSD 25 000 millones..
GEGE:: Gigante corporativo desplegado en todo el mundo en diversas esferas, que incluyen los Gigante corporativo desplegado en todo el mundo en diversas esferas, que incluyen los sectores aeroespacial, del entretenimiento, los equipos médicos, etc. Cuenta con más de sectores aeroespacial, del entretenimiento, los equipos médicos, etc. Cuenta con más de 300 000 empleados300 000 empleados y su capital supera los y su capital supera los USD 450 000 millonesUSD 450 000 millones..
ResultadosResultados obtenidos obtenidosResultadosResultados obtenidos obtenidos
Tomado de las Memorias de Jack Welch, 2001, Capítulo 25:
““En el año 1998 insistí en que no se debía tener en cuenta para En el año 1998 insistí en que no se debía tener en cuenta para
los puestos de dirección a nadie que no tuviese un los puestos de dirección a nadie que no tuviese un Green BeltGreen Belt
como mínimo[...] nos costó tres años incorporar a nuestra mejor como mínimo[...] nos costó tres años incorporar a nuestra mejor
gente a Seis Sigma[...]. Con todo, en el primer año formamos a gente a Seis Sigma[...]. Con todo, en el primer año formamos a 30 30
000 trabajadores000 trabajadores en Seis Sigma [...]. La fase siguiente fue en Seis Sigma [...]. La fase siguiente fue
aplicar Seis Sigma al aplicar Seis Sigma al diseño de nuevos productos diseño de nuevos productos [...]”.[...]”.
OrigenOrigenOrigenOrigen
Pasamos de Pasamos de 3 000 proyectos3 000 proyectos Seis Sigma en 1996 a Seis Sigma en 1996 a 6 000 proyectos 6 000 proyectos en en
1997 y obtuvimos 1997 y obtuvimos USD 320 millones en beneficios y gananciasUSD 320 millones en beneficios y ganancias de de
productividadproductividad[...]. Hacia el año 1998 habíamos generado [...]. Hacia el año 1998 habíamos generado USD 750 USD 750
millones en ahorrosmillones en ahorros. Al año siguiente obtendríamos el doble: . Al año siguiente obtendríamos el doble: USD 1500USD 1500
millonesmillones [...]. Nuestros márgenes operativos pasaron del [...]. Nuestros márgenes operativos pasaron del 14.8%14.8% en 1996 en 1996
al al 18,9%18,9% en el 2000”. en el 2000”.
Varias empresas han aplicado iniciativas Varias empresas han aplicado iniciativas “Seis “Seis
Sigma”,Sigma”, algunas de ellas filiales de empresas algunas de ellas filiales de empresas
trasnacionales: trasnacionales: Minera EscondidaMinera Escondida, , 3M3M, , Coca Coca
ColaCola ….….
En ChileEn ChileEn ChileEn Chile
Fundamento Fundamento de la Metodologíade la Metodología “Seis Sigma” “Seis Sigma”Fundamento Fundamento de la Metodologíade la Metodología “Seis Sigma” “Seis Sigma”
Las variables asociadas a las características de un producto, Las variables asociadas a las características de un producto, servicio o servicio o
proceso siguen generalmente un comportamiento ajustable a la proceso siguen generalmente un comportamiento ajustable a la Distribución Normal. Distribución Normal.
Estadísticamente eso significaEstadísticamente eso significa: :
68%68% de los valores de la variable de los valores de la variable se distribuyen en un intervalo se distribuyen en un intervalo
de de
± 1± 1σσ respecto al respecto al valor promedio de dicha variablevalor promedio de dicha variable, lo que , lo que
significa que el significa que el 32% 32% restanterestante se encuentran por encima y por se encuentran por encima y por
debajo de estos límites.debajo de estos límites.
95%95% de los valores de la variable de los valores de la variable se distribuyen en un intervalo se distribuyen en un intervalo
de de
± 2± 2σσ respecto al respecto al valor promedio de la variablevalor promedio de la variable y y el el 5%5% restanterestante
se ubica por encima y por debajo de estos límites.se ubica por encima y por debajo de estos límites.
99%99% de los valores de la variable de los valores de la variable se agrupan en un intervalo de se agrupan en un intervalo de
± 3± 3σσ respecto al respecto al valor valor promedio, ypromedio, y por tanto sólo por tanto sólo el el 1%1% se ubica se ubica
por encima y por debajo de estos límites.por encima y por debajo de estos límites.
““σσ”” mide la mide la dispersión de los valores de una variabledispersión de los valores de una variable
alrededor del alrededor del
valor promedio de dicha variable valor promedio de dicha variable ((μμ).).
Fundamento Fundamento de la metodologíade la metodología “Seis Sigma” “Seis Sigma”Fundamento Fundamento de la metodologíade la metodología “Seis Sigma” “Seis Sigma”
Un proceso Un proceso “Seis Sigma”“Seis Sigma” es aquel en el que se establece es aquel en el que se establece
y mantiene una distancia de y mantiene una distancia de seis desviaciones estándarseis desviaciones estándar (6 (6σσ)) entre entre
el el valor promediovalor promedio de la variable y cada uno de los de la variable y cada uno de los límites de la límites de la
especificaciónespecificación de la característica evaluada a través de la misma. de la característica evaluada a través de la misma.
Fundamento Fundamento de la metodologíade la metodología “Seis Sigma” “Seis Sigma”Fundamento Fundamento de la metodologíade la metodología “Seis Sigma” “Seis Sigma”
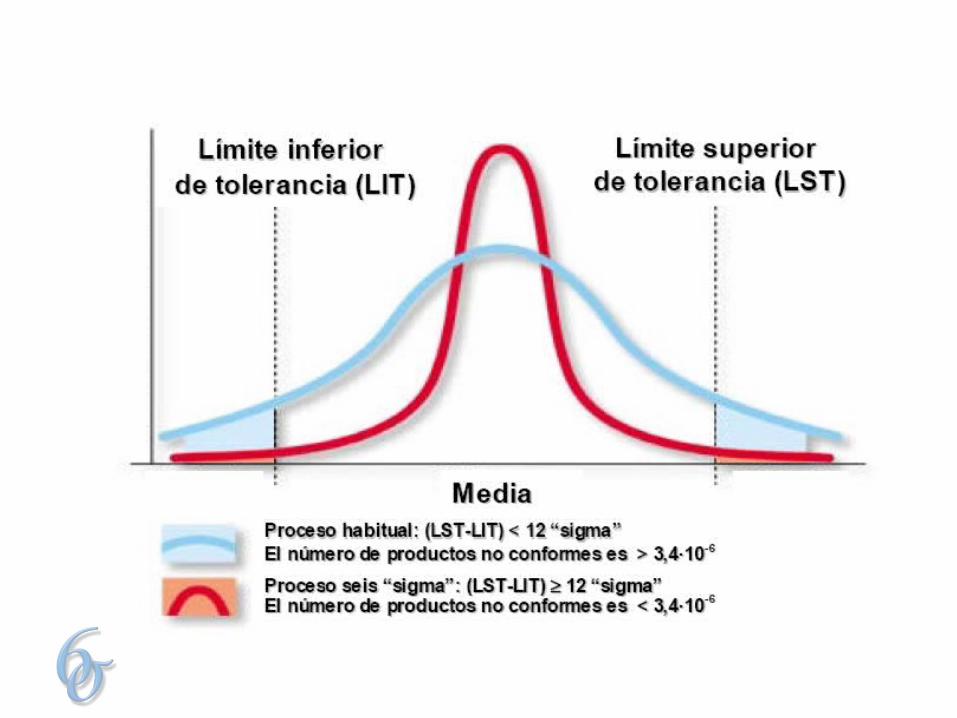
Por tanto, en un proceso ajustado a Por tanto, en un proceso ajustado a ± 6± 6σσ el el
99,9996699,99966%%
de los valores de la variable se encuentran de los valores de la variable se encuentran
comprendidos en un intervalo equivalente a comprendidos en un intervalo equivalente a 12 12 σσ. .
Fundamento Fundamento de la metodologíade la metodología “Seis Sigma” “Seis Sigma”Fundamento Fundamento de la metodologíade la metodología “Seis Sigma” “Seis Sigma”
Si los límites de este intervalo coincidiecen con los Si los límites de este intervalo coincidiecen con los límites de lalímites de la
especificaciónespecificación de la característica del procesode la característica del proceso, la , la
probabilidad de obtener resultados probabilidad de obtener resultados fuera de especificaciónfuera de especificación
siempre que el proceso se encuentre en siempre que el proceso se encuentre en estado de controlestado de control
sería sería 0,0000034%0,0000034%,, lolo que equivale a: que equivale a:
En la mayoria de las organizaciones el promedio era 35 000 defectos por 35 000 defectos por millmillónón de o de oportunidadesportunidades.
En la industria las En la industria las operaciones se realizan bien,operaciones se realizan bien, por lo general por lo general,, unas unas 97 97 vecesveces de cada 100de cada 100, lo que equivale a , lo que equivale a un nivel un nivel que estáque está entre entre 3 y 43 y 4 Sigma Sigma..
3,4 oportunidades de error, fallo o no conformidades por 3,4 oportunidades de error, fallo o no conformidades por
millón de oportunidadesmillón de oportunidades
Por tanto: la “Por tanto: la “Metodología Seis Sigma”Metodología Seis Sigma” está basada está basada en …en …
Por tanto: la “Por tanto: la “Metodología Seis Sigma”Metodología Seis Sigma” está basada está basada en …en …
la oportunidad de hacer las cosas la oportunidad de hacer las cosas bienbien o o malmal, de , de tener éxitotener éxito o de o de
fracasarfracasar, de , de alcanzaralcanzar o o no alcanzarno alcanzar los requisitos especificados, los requisitos especificados,
lo que significalo que significa
Conseguir o no la satisfacción del Conseguir o no la satisfacción del cliente !!!cliente !!!
Objetivo de Objetivo de “Seis Sigma”“Seis Sigma”Objetivo de Objetivo de “Seis Sigma”“Seis Sigma”
Ofrecer Ofrecer mejores productos y serviciosmejores productos y servicios a los clientes, de una a los clientes, de una
manera manera
más rápidamás rápida y y más económicamás económica, mediante la , mediante la disminución de disminución de
la la
variabilidad de los procesosvariabilidad de los procesos..
Se toman en consideración tres factores para evaluar el Se toman en consideración tres factores para evaluar el
cumplimiento de los objetivos trazados con la aplicación de la cumplimiento de los objetivos trazados con la aplicación de la
““Metodología Seis Sigma”Metodología Seis Sigma”
Costo $Costo $
TiempoTiempo
Factores a considerarFactores a considerarFactores a considerarFactores a considerar
O sea, los programas O sea, los programas ““Seis Sigma”Seis Sigma” están dirigidos a: están dirigidos a:
Mejorar la satisfacción de los clientes, y/oMejorar la satisfacción de los clientes, y/o
Reducir los tiempos de ciclo, y/oReducir los tiempos de ciclo, y/o
Disminuir los costos.Disminuir los costos.
Factores a considerarFactores a considerarFactores a considerarFactores a considerar
Comparación del método “Seis Sigma” con otros Comparación del método “Seis Sigma” con otros métodos de Control de la Calidadmétodos de Control de la Calidad
Comparación del método “Seis Sigma” con otros Comparación del método “Seis Sigma” con otros métodos de Control de la Calidadmétodos de Control de la Calidad
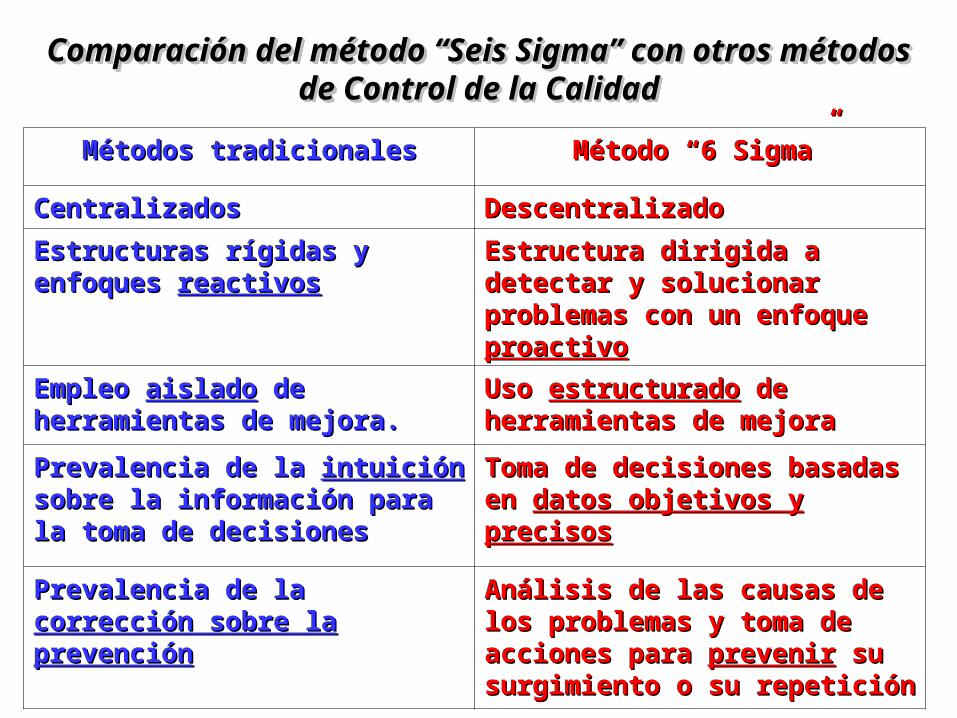
Métodos tradicionalesMétodos tradicionales Método “6 Sigma”Método “6 Sigma”
CentralizadosCentralizados DescentralizadoDescentralizado
Estructuras rígidas y Estructuras rígidas y enfoques enfoques reactivosreactivos
Estructura dirigida a Estructura dirigida a detectar y solucionar detectar y solucionar problemas con un enfoque problemas con un enfoque proactivoproactivo
Empleo Empleo aisladoaislado de de herramientas de mejora.herramientas de mejora.
Uso Uso estructuradoestructurado de de herramientas de mejoraherramientas de mejora
Prevalencia de la Prevalencia de la intuiciónintuición sobre la información para la sobre la información para la toma de decisionestoma de decisiones
Toma de decisiones basadas Toma de decisiones basadas en en datos objetivos y datos objetivos y precisosprecisos
Prevalencia de la Prevalencia de la corrección corrección sobre la prevenciónsobre la prevención
Análisis de las causas de los Análisis de las causas de los problemas y toma de problemas y toma de acciones para acciones para prevenirprevenir su su surgimiento o su repetición surgimiento o su repetición
Comparación entre empresas de calidad Comparación entre empresas de calidad 33 y y
66 Comparación entre empresas de calidad Comparación entre empresas de calidad 33 y y
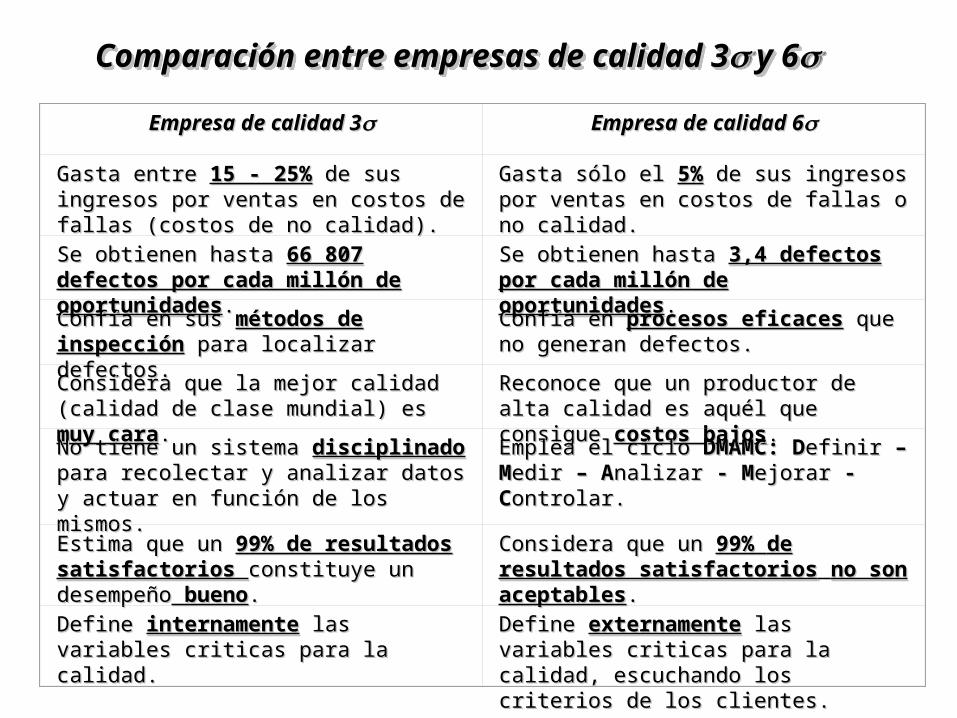
66 Empresa de calidad 3Empresa de calidad 3 Empresa de calidad 6Empresa de calidad 6
Gasta entre Gasta entre 15 - 25%15 - 25% de sus ingresos de sus ingresos por ventas en costos de fallas (costos por ventas en costos de fallas (costos de no calidad).de no calidad).
Gasta sólo el Gasta sólo el 5%5% de sus ingresos por de sus ingresos por ventas en costos de fallas o no ventas en costos de fallas o no calidad.calidad.
Se obtienen hasta Se obtienen hasta 66 807 defectos 66 807 defectos por cada millón de por cada millón de oportunidadesoportunidades..
Se obtienen hasta Se obtienen hasta 3,4 defectos por 3,4 defectos por cada millón de oportunidadescada millón de oportunidades..
Confía en sus Confía en sus métodos de métodos de inspeccióninspección para localizar defectos. para localizar defectos.
Confía en Confía en procesos eficacesprocesos eficaces que no que no generan defectos.generan defectos.
Considera que la mejor calidad Considera que la mejor calidad (calidad de clase mundial)(calidad de clase mundial) es es muy muy caracara..
Reconoce que un productor de alta Reconoce que un productor de alta calidad es aquél que consigue calidad es aquél que consigue costos costos bajosbajos..
No tiene un sistema No tiene un sistema disciplinadodisciplinado para recolectar y analizar datos y para recolectar y analizar datos y actuar en función de los mismos.actuar en función de los mismos.
Emplea el ciclo Emplea el ciclo DMAMC: DDMAMC: Definirefinir – – MMediredir – A – Analizarnalizar - M - Mejorarejorar - - CControlar.ontrolar.
Estima que un Estima que un 99% de resultados 99% de resultados satisfactorios satisfactorios constituye un constituye un desempeñodesempeño bueno bueno..
Considera que un Considera que un 99% 99% de de resultados satisfactoriosresultados satisfactorios no son no son aceptablesaceptables..
Define Define internamenteinternamente las variables las variables criticas para la calidad.criticas para la calidad.
Define Define externamenteexternamente las variables las variables criticas para la calidad, escuchando criticas para la calidad, escuchando los criterios de los clientes.los criterios de los clientes.
Ventajas del empleoVentajas del empleo del método “Seis Sigma” del método “Seis Sigma”Ventajas del empleoVentajas del empleo del método “Seis Sigma” del método “Seis Sigma”
• Está enfocado al desarrollo de Está enfocado al desarrollo de todos los niveles de la organizacióntodos los niveles de la organización..
• Proporciona Proporciona objetivosobjetivos y el y el método de evaluarlosmétodo de evaluarlos..
• Combina Combina objetivos objetivos - - método de mejoramétodo de mejora - - herramientas para la mejoraherramientas para la mejora..
• Ayuda a conocer mejor el comportamiento de los procesos para su Ayuda a conocer mejor el comportamiento de los procesos para su mejora continuamejora continua..
• Contribuye a que las cosas se hagan correctamente, reduciendo los Contribuye a que las cosas se hagan correctamente, reduciendo los costos por fallascostos por fallas y permitiendo que el precio de los productos o servicios y permitiendo que el precio de los productos o servicios en el mercado sea en el mercado sea más competitivomás competitivo..
• Correlaciona Correlaciona disminución de fallasdisminución de fallas - - costocosto - - mejoramejora..
• Genera Genera ciclos más cortosciclos más cortos y niveles de calidad y niveles de calidad más altosmás altos..
• Constituye un Constituye un programa exitosoprograma exitoso basado en basado en resultados económicosresultados económicos que contribuye a alcanzar la excelencia en las organizaciones.que contribuye a alcanzar la excelencia en las organizaciones.
¿Cómo alcanzar una calidad Seis Sigma?¿Cómo alcanzar una calidad Seis Sigma? ¿Cómo alcanzar una calidad Seis Sigma?¿Cómo alcanzar una calidad Seis Sigma?
Es un proceso que puede durar años.
Pasar de 4 a 6 puede llegar a demorar hasta 5 años
(M. Harry, 2000).
¿¿Cómo lograr el éxito a través de un Cómo lograr el éxito a través de un programa“Seis Sigma”?programa“Seis Sigma”?
¿¿Cómo lograr el éxito a través de un Cómo lograr el éxito a través de un programa“Seis Sigma”?programa“Seis Sigma”?
El proyecto debe ser dirigido por la El proyecto debe ser dirigido por la Alta DirecciónAlta Dirección..
Deben evaluarse los resultados e identificarse las mejoras en Deben evaluarse los resultados e identificarse las mejoras en cuanto a cuanto a calidadcalidad, , costoscostos y/o y/o rendimientorendimiento..
Su implantación debe enfocarse a Su implantación debe enfocarse a mediano o largomediano o largo plazos. plazos.
Debe establecerse como objetivo de un proyecto típico “Seis Debe establecerse como objetivo de un proyecto típico “Seis
Sigma” la obtención de ahorros sustanciales, que en Sigma” la obtención de ahorros sustanciales, que en
empresas de gran tamaño pudieran llegar a estar entre empresas de gran tamaño pudieran llegar a estar entre USD USD
100 000 - USD 200 000100 000 - USD 200 000..
Aplicaciones de la Metodología Seis SigmaAplicaciones de la Metodología Seis SigmaAplicaciones de la Metodología Seis SigmaAplicaciones de la Metodología Seis Sigma
En AlmacenesEn Almacenes:: Para lograr la reducción de Para lograr la reducción de
faltantes.faltantes.
En Servicio a ClientesEn Servicio a Clientes:: Para disminuir el Para disminuir el tiempo de atención a las solicitudes tiempo de atención a las solicitudes formuladas.formuladas.
En PersonalEn Personal:: Para hacer menor la cantidad de Para hacer menor la cantidad de
plazas por cubrir en un período determinado.plazas por cubrir en un período determinado.
En IngenieríaEn Ingeniería:: Para reducir la cantidad de Para reducir la cantidad de planos devueltos por contener errores.planos devueltos por contener errores.
En FinanzasEn Finanzas:: Para reducir la cantidad de cuentas pagadas Para reducir la cantidad de cuentas pagadas
después de haber vencido el período establecido para su después de haber vencido el período establecido para su
liquidación.liquidación.
Aplicaciones de la “Metodología Seis Sigma”Aplicaciones de la “Metodología Seis Sigma”Aplicaciones de la “Metodología Seis Sigma”Aplicaciones de la “Metodología Seis Sigma”
En VentasEn Ventas:: Para disminuir la cantidad de Para disminuir la cantidad de
errores en el completamiento de pedidos.errores en el completamiento de pedidos.
En DespachoEn Despacho:: Para eliminar las reclamaciones de Para eliminar las reclamaciones de clientes por entregas equivocadas.clientes por entregas equivocadas.
ResumiendoResumiendo::
Los proyectos “Seis Sigma” deben emplearse en todos losLos proyectos “Seis Sigma” deben emplearse en todos los
procesos identificados en los que se requiere y resulta procesos identificados en los que se requiere y resulta
factible introducir mejoras importantes.factible introducir mejoras importantes.
Aplicaciones de la “Metodología Seis Sigma”Aplicaciones de la “Metodología Seis Sigma”Aplicaciones de la “Metodología Seis Sigma”Aplicaciones de la “Metodología Seis Sigma”
Tema 2Tema 2
Principios de Seis Sigma. Principios de Seis Sigma. Implementación de Programas Seis Sigma: Implementación de Programas Seis Sigma:
responsables claves. responsables claves. Entrenamiento y acreditación en Seis Sigma.Entrenamiento y acreditación en Seis Sigma.
Tema 2Tema 2
Principios de Seis Sigma. Principios de Seis Sigma. Implementación de Programas Seis Sigma: Implementación de Programas Seis Sigma:
responsables claves. responsables claves. Entrenamiento y acreditación en Seis Sigma.Entrenamiento y acreditación en Seis Sigma.
Principios de Seis SigmaPrincipios de Seis SigmaPrincipios de Seis SigmaPrincipios de Seis Sigma
Principio No. 1 Principio No. 1 “Enfoque al cliente”“Enfoque al cliente”
Principio No. 1 Principio No. 1 “Enfoque al cliente”“Enfoque al cliente”
A) Dar prioridad a los clientes incrementando su grado de A) Dar prioridad a los clientes incrementando su grado de satisfacción en calidad, tiempo y costo mediante la creación satisfacción en calidad, tiempo y costo mediante la creación de nuevos valores para estos.de nuevos valores para estos.
C) Lograr que los niveles de desempeño en toda la organización C) Lograr que los niveles de desempeño en toda la organización tiendantiendan
a un estándar de calidad a un estándar de calidad “Seis Sigma”.“Seis Sigma”.
B) Evaluar el incremento del grado de satisfacción.B) Evaluar el incremento del grado de satisfacción.
Al desarrollar una estrategia Al desarrollar una estrategia Seis SigmaSeis Sigma debe profundizarse en: debe profundizarse en: Comprensión del cliente y sus necesidades Comprensión del cliente y sus necesidades Revisión crítica de los procesos de la organizaciónRevisión crítica de los procesos de la organización..
Principio No. 1 Principio No. 1 “Enfoque al cliente”“Enfoque al cliente”
Principio No. 1 Principio No. 1 “Enfoque al cliente”“Enfoque al cliente”
De acuerdo con lo anterior, deben De acuerdo con lo anterior, deben establecerse prioridadesestablecerse prioridades y y
desarrollarse nuevos conceptos, procesos, productos y/o serviciosdesarrollarse nuevos conceptos, procesos, productos y/o servicios
que que satisfagansatisfagan o o excedanexcedan las expectativas de los clientes. las expectativas de los clientes.
A) Los A) Los datosdatos y el y el pensamiento estadísticopensamiento estadístico deben orientar la deben orientar la
estrategia estrategia “Seis Sigma”.“Seis Sigma”.
B) Los datos deben emplearse para identificar las B) Los datos deben emplearse para identificar las Variables Variables Críticas de CalidadCríticas de Calidad (VCC) (VCC) y los y los procesos o áreas a procesos o áreas a mejorarmejorar..
C) Las mejoras no deben implementarse al azar porque el apoyo C) Las mejoras no deben implementarse al azar porque el apoyo ($$$) a los proyectos depende de que los datos obtenidos ($$$) a los proyectos depende de que los datos obtenidos demuestren que su ejecución generará diferencias que serán demuestren que su ejecución generará diferencias que serán percibidas y sentidas por el clientepercibidas y sentidas por el cliente..
D) Los datos que se recopilan, procesan y analizan deben D) Los datos que se recopilan, procesan y analizan deben
permitir la determinación de las permitir la determinación de las características claves a características claves a
evaluarevaluar e identificar, evaluar y solucionar los problemas en e identificar, evaluar y solucionar los problemas en
forma eficaz y permanente, atacando las forma eficaz y permanente, atacando las causas que los causas que los
generangeneran. .
Principio No. 2Principio No. 2“Dirección basada en datos y hechos”“Dirección basada en datos y hechos”
Principio No. 2Principio No. 2“Dirección basada en datos y hechos”“Dirección basada en datos y hechos”
““Seis Sigma”Seis Sigma” se concentra en los se concentra en los procesosprocesos. Al dominarlos se . Al dominarlos se
conseguirán importantes ventajas competitivas para la conseguirán importantes ventajas competitivas para la
organización.organización.
Principio No.3Principio No.3“Los procesos están donde está la acción”“Los procesos están donde está la acción”
Principio No.3Principio No.3“Los procesos están donde está la acción”“Los procesos están donde está la acción”
Adoptar hábitos como:Adoptar hábitos como:
A) Definir A) Definir metas ambiciosasmetas ambiciosas y y revisarlas frecuentementerevisarlas frecuentemente..
B) Fijar B) Fijar prioridades clarasprioridades claras. .
C) Enfocar los esfuerzos hacia la C) Enfocar los esfuerzos hacia la prevención de los prevención de los problemasproblemas..
D) Cuestionarse D) Cuestionarse por qué las cosas se hacen de la forma en por qué las cosas se hacen de la forma en que se que se
hacenhacen..
Principio No. 4Principio No. 4““Dirección proactiva”Dirección proactiva”
Principio No. 4Principio No. 4““Dirección proactiva”Dirección proactiva”
Poner especial atención en Poner especial atención en
derribar las barreras que impiden el trabajo en equipoderribar las barreras que impiden el trabajo en equipo
entre los miembros de la organización, logrando una entre los miembros de la organización, logrando una mejormejor
comunicacióncomunicación y un y un mejor flujo en el trabajomejor flujo en el trabajo..
Principio 5Principio 5“Colaboración sin barreras”“Colaboración sin barreras”
Principio 5Principio 5“Colaboración sin barreras”“Colaboración sin barreras”
Las organizaciones que aplican “Seis Sigma” deben fijarse como Las organizaciones que aplican “Seis Sigma” deben fijarse como metameta
alcanzar una calidad alcanzar una calidad cada día más perfectacada día más perfecta, a la vez que deben , a la vez que deben estarestar
dispuestas a aceptar y gestionar dispuestas a aceptar y gestionar reveses ocasionalesreveses ocasionales..
Principio 6Principio 6“Búsqueda de la perfección”“Búsqueda de la perfección”
Principio 6Principio 6“Búsqueda de la perfección”“Búsqueda de la perfección”
Implementación de “Programas Seis Sigma”Implementación de “Programas Seis Sigma”Responsables clavesResponsables claves
Implementación de “Programas Seis Sigma”Implementación de “Programas Seis Sigma”Responsables clavesResponsables claves
Implementación de “Programas Seis Sigma”Implementación de “Programas Seis Sigma”Responsables clavesResponsables claves
Implementación de “Programas Seis Sigma”Implementación de “Programas Seis Sigma”Responsables clavesResponsables claves
El éxito de un El éxito de un “Programa Seis Sigma”“Programa Seis Sigma” depende de la depende de la integración entre: integración entre:
Líderes de la organización - Líderes de proyectos – Expertos - Líderes de la organización - Líderes de proyectos – Expertos - Facilitadores Facilitadores
Algunos roles de las personas que intervienen en los Algunos roles de las personas que intervienen en los “Programas Seis “Programas Seis
Sigma”Sigma” se han tomado de las artes marciales, reflejando el nivel de se han tomado de las artes marciales, reflejando el nivel de
compromiso y dedicación requeridos.compromiso y dedicación requeridos.

Roles usualmente reconocidos dentro de los Roles usualmente reconocidos dentro de los “Programas Seis Sigma”“Programas Seis Sigma”
Roles usualmente reconocidos dentro de los Roles usualmente reconocidos dentro de los “Programas Seis Sigma”“Programas Seis Sigma”
Comité Seis SigmaComité Seis Sigma
LíderLíder
Líder de ImplementaciónLíder de Implementación
Campeón o Patrocinador Campeón o Patrocinador (Champion)(Champion)
Cinturón Negro Maestro Cinturón Negro Maestro (Master Black Belt(Master Black Belt - - MBB)MBB)
Cinturón Negro Cinturón Negro (Black Belt - BB)(Black Belt - BB)
Cinturón Verde Cinturón Verde (Green Belt - GB)(Green Belt - GB)
Cinturón Amarillo Cinturón Amarillo (Yellow Belt - YB)(Yellow Belt - YB)
LíderLíderLíderLíder
JerarquíaJerarquía::
Ejecutivo de más alto rango de la organización.Ejecutivo de más alto rango de la organización.
CalificaciónCalificación::
Dominio del lenguaje y los conceptos claves de Dominio del lenguaje y los conceptos claves de “Seis Sigma”“Seis Sigma” , ,
de modo que pueda desplegar su responsabilidad con el propio de modo que pueda desplegar su responsabilidad con el propio
ejemplo y conocimiento del tema.ejemplo y conocimiento del tema.
ResponsabilidadResponsabilidad::
Dirección, desarrollo e involucramiento de todo el personal dela Dirección, desarrollo e involucramiento de todo el personal dela
organización en la filosofía organización en la filosofía “Seis Sigma”.“Seis Sigma”.
Líder de implementaciónLíder de implementaciónLíder de implementaciónLíder de implementación
Otras denominacionesOtras denominaciones::
- “Vicepresidente para Seis Sigma” - “Vicepresidente para Seis Sigma”
- “Director Ejecutivo de Seis Sigma”- “Director Ejecutivo de Seis Sigma”
- “Vicepresidente de Productividad”, .... - “Vicepresidente de Productividad”, ....
JerarquíaJerarquía::
Por lo general depende del ejecutivo de la organización de más Por lo general depende del ejecutivo de la organización de más
alto rango. alto rango.
ResponsabilidadResponsabilidad::
Dirección ejecutiva del Dirección ejecutiva del “Programa Seis Sigma”.“Programa Seis Sigma”.
Líder de implementación ...Líder de implementación ...Líder de implementación ...Líder de implementación ...
CalificaciónCalificación::
- Profesional con experiencia en temas de Calidad y Mejora. - Profesional con experiencia en temas de Calidad y Mejora.
- Experiencia de trabajo en la organización.- Experiencia de trabajo en la organización.
- Poseedor de reconocidas habilidades para impulsar cambios e - Poseedor de reconocidas habilidades para impulsar cambios e
iniciativas novedosas.iniciativas novedosas.
MisiónMisión::
- Impulsar el pensamiento y aplicación de los Principios y - Impulsar el pensamiento y aplicación de los Principios y
herramientasherramientas de de “Seis Sigma”“Seis Sigma” en toda la organización. en toda la organización.
- Logro de que el “- Logro de que el “Programa Seis Sigma”Programa Seis Sigma” refleje refleje beneficios beneficios
financierosfinancieros y y satisfacción para los clientessatisfacción para los clientes..
Campeón o Patrocinador Campeón o Patrocinador (Champion)(Champion) Campeón o Patrocinador Campeón o Patrocinador (Champion)(Champion)
DesignaciónDesignación::
Debe ser uno de los líderes de la organización: Gerente de Debe ser uno de los líderes de la organización: Gerente de
Planta o Área, Planta o Área,
miembro del Consejo Directivo o de otro órgano de dirección. miembro del Consejo Directivo o de otro órgano de dirección.
• MisiónMisión::
- Atención a los problemas identificados en el marco de un - Atención a los problemas identificados en el marco de un
“Programa “Programa
Seis Sigma”. Seis Sigma”.
- Apoyo a los equipos de proyecto.- Apoyo a los equipos de proyecto.
Su desempeño práctico es determinante para el éxito de la Su desempeño práctico es determinante para el éxito de la
iniciativa iniciativa
““Seis Sigma”Seis Sigma” por constituir un mensaje para el resto de la por constituir un mensaje para el resto de la
organización organización
sobre la importancia de ésta.sobre la importancia de ésta.
ResponsabilidadesResponsabilidades::
- Garantizar el éxito de la implementación de la “Metodología - Garantizar el éxito de la implementación de la “Metodología Seis Sigma” Seis Sigma” en sus áreas de influencia.en sus áreas de influencia.
- Identificar problemas y establecer prioridades acordes con las - Identificar problemas y establecer prioridades acordes con las metas metas de la organización.de la organización.
- Asegurar que los proyectos - Asegurar que los proyectos “Seis Sigma”“Seis Sigma” estén alineados con estén alineados con los los objetivos generales de la organización y re-direccionarlos objetivos generales de la organización y re-direccionarlos cuando cuando se aparten de estos.se aparten de estos.
- Mantener informados a los demás miembros del Comité Seis - Mantener informados a los demás miembros del Comité Seis
Sigma y Sigma y al Consejo Directivo acerca del progreso de los proyectos al Consejo Directivo acerca del progreso de los proyectos “Seis “Seis Sigma”.Sigma”.
- Gestionar ante terceros y proveer los recursos necesarios- Gestionar ante terceros y proveer los recursos necesarios
(financiamiento, asesoría) para los proyectos bajo su (financiamiento, asesoría) para los proyectos bajo su
supervisión.supervisión.
- Conducir reuniones periódicas de revisión de los proyectos - Conducir reuniones periódicas de revisión de los proyectos “Seis “Seis Sigma”.Sigma”.
Campeón o Patrocinador Campeón o Patrocinador (Champion) ...(Champion) ... Campeón o Patrocinador Campeón o Patrocinador (Champion) ...(Champion) ...
Cinturón Negro Maestro Cinturón Negro Maestro (Master Black Belt - (Master Black Belt - MBB)MBB)
Cinturón Negro Maestro Cinturón Negro Maestro (Master Black Belt - (Master Black Belt - MBB)MBB)
DesignaciónDesignación::
Líderes que se dedican por lo general a Líderes que se dedican por lo general a tiempo completotiempo completo a los a los proyectos “proyectos “Seis Sigma”.Seis Sigma”.
• MisiónMisión::
- Servir como asesores.- Servir como asesores.
- Actuar como entrenadores, mentores o consultores de los BB.- Actuar como entrenadores, mentores o consultores de los BB.
- Mantener la Cultura de Calidad dentro de la organización.- Mantener la Cultura de Calidad dentro de la organización.
- Servir como agentes de cambio, ayudando a promocionar el - Servir como agentes de cambio, ayudando a promocionar el
uso de los uso de los métodos y soluciones que ofrece la aplicación de la métodos y soluciones que ofrece la aplicación de la “Metodología “Metodología Seis Sigma”.Seis Sigma”.
- Mantener vivo y bien direccionado el proceso de cambio.- Mantener vivo y bien direccionado el proceso de cambio.
CalificaciónCalificación::
Amplio dominio (experto) en las herramientas de Amplio dominio (experto) en las herramientas de “Seis Sigma”.“Seis Sigma”.
ResponsabilidadesResponsabilidades::
- Participar en la selección de los proyectos y apoyar el - Participar en la selección de los proyectos y apoyar el monitoreo de su monitoreo de su progreso.progreso.
- Participar en forma parcial en la formación de otros agentes - Participar en forma parcial en la formación de otros agentes
de de ““Seis Sigma”Seis Sigma” y en la dirección de algunos proyectos y en la dirección de algunos proyectos especiales.especiales.
- Supervisar el entrenamiento de los equipos de proyecto.- Supervisar el entrenamiento de los equipos de proyecto.
- Asegurar que los equipos de proyecto permanezcan - Asegurar que los equipos de proyecto permanezcan
enfocados, enfocados, completen su trabajo adecuadamente y cumplan completen su trabajo adecuadamente y cumplan sucesivamente las sucesivamente las etapas del Ciclo DMAMC. etapas del Ciclo DMAMC.
Cinturón Negro Maestro Cinturón Negro Maestro (Master Black Belt - (Master Black Belt - MBB)MBB)
Cinturón Negro Maestro Cinturón Negro Maestro (Master Black Belt - (Master Black Belt - MBB)MBB)
Cinturón NegroCinturón Negro (Black Belt - BB) (Black Belt - BB) Cinturón NegroCinturón Negro (Black Belt - BB) (Black Belt - BB)
DesignaciónDesignación::
- Por lo general es un personal a tiempo completo para - Por lo general es un personal a tiempo completo para “Seis “Seis
Sigma”Sigma” .
- Deben seleccionarse entre los mandos intermedios y/o jefes - Deben seleccionarse entre los mandos intermedios y/o jefes
con futuro con futuro en la organización.en la organización.
- Es deseable que se seleccionen de diferentes áreas para que - Es deseable que se seleccionen de diferentes áreas para que entre ellos entre ellos haya expertos en actividades disímiles como procesos haya expertos en actividades disímiles como procesos administrativos, administrativos, finanzas, manufactura, ingeniería, calidad, atención a finanzas, manufactura, ingeniería, calidad, atención a clientes .....clientes .....
MisiónMisión::
- Liderear, inspirar, dirigir, ejecutar, supervisar, delegar y - Liderear, inspirar, dirigir, ejecutar, supervisar, delegar y entrenar.entrenar.
- Desarrollar y asesorar proyectos (pueden ser entre 8 - 12 - Desarrollar y asesorar proyectos (pueden ser entre 8 - 12 inclusive).inclusive).
Constituye el “alma operacional” de la estrategia Seis Constituye el “alma operacional” de la estrategia Seis
Sigma !!Sigma !!
CalificaciónCalificación::
- Experto en la - Experto en la “Metodología Seis Sigma”“Metodología Seis Sigma” y el y el Ciclo DMAMCCiclo DMAMC. .
- Buen nivel de formación, conocimientos y experiencia en los - Buen nivel de formación, conocimientos y experiencia en los métodos y métodos y
herramientas de herramientas de “Seis Sigma”.“Seis Sigma”.
ResponsabilidadesResponsabilidades::
- Dirigir el equipo de proyecto, trabajando junto con él.- Dirigir el equipo de proyecto, trabajando junto con él.
- Diagnosticar sus necesidades de resursos.- Diagnosticar sus necesidades de resursos.
- Lograr que éste comience el proyecto y vaya tomando - Lograr que éste comience el proyecto y vaya tomando progresivamente progresivamente confianza en el mismo.confianza en el mismo.
- Observar y tomar parte en el entrenamiento de sus miembros.- Observar y tomar parte en el entrenamiento de sus miembros.
- Seleccionar las herramientas a aplicar en cada proyecto.- Seleccionar las herramientas a aplicar en cada proyecto.
- Gestionar el avance de los proyectos y mantenerlo en marcha - Gestionar el avance de los proyectos y mantenerlo en marcha para el para el logro de los objetivos. logro de los objetivos.
- Reportar los resultados de los proyectos.- Reportar los resultados de los proyectos.
Cinturón NegroCinturón Negro (Black Belt - BB) (Black Belt - BB) Cinturón NegroCinturón Negro (Black Belt - BB) (Black Belt - BB)
Otros requisitosOtros requisitos::
- Tener capacidad para la solución de problemas, analizándolos - Tener capacidad para la solución de problemas, analizándolos de de
acuerdo a una secuencia lógica y apoyándose en datos y acuerdo a una secuencia lógica y apoyándose en datos y hechos para la hechos para la
toma de decisiones y el desarrollo de acciones de mejora.toma de decisiones y el desarrollo de acciones de mejora.
- Tener habilidades para la toma y análisis de datos, la - Tener habilidades para la toma y análisis de datos, la realización de realización de análisis costo-beneficio y la cuantificación de logros de un análisis costo-beneficio y la cuantificación de logros de un proyecto: proyecto: costos, reducción de los tiempos de ciclo, calidad, costos, reducción de los tiempos de ciclo, calidad, seguridad, ...).seguridad, ...).
- Ser capaz de explicar claramente la “Metodología Seis Sigma” - Ser capaz de explicar claramente la “Metodología Seis Sigma” y el Cicloy el Ciclo
DMAMC. DMAMC.
- Ser conocedor de la gestión de proyectos bajo restricciones de - Ser conocedor de la gestión de proyectos bajo restricciones de tiempo y tiempo y recursos.recursos.
Cinturón NegroCinturón Negro (Black Belt - BB) (Black Belt - BB) Cinturón NegroCinturón Negro (Black Belt - BB) (Black Belt - BB)
DesignaciónDesignación::
- Ingenieros, analistas financieros y otros expertos de la - Ingenieros, analistas financieros y otros expertos de la
organización organización dotados de capacidad para analizar problemas de sus áreas dotados de capacidad para analizar problemas de sus áreas
siguiendo siguiendo el Ciclo DMAMC.el Ciclo DMAMC.
- Se dedican a tiempo parcial a - Se dedican a tiempo parcial a Seis Sigma.Seis Sigma. CalificaciónCalificación::
Reciben por lo general el mismo entrenamiento formal de los Reciben por lo general el mismo entrenamiento formal de los
BB, BB,
participando como líderes o miembros de los equipos de participando como líderes o miembros de los equipos de proyecto.proyecto.
MisiónMisión:: Implementar la Implementar la “Metodología Seis Sigma”.“Metodología Seis Sigma”.
Cinturón Verde Cinturón Verde (Green Belt)(Green Belt)Cinturón Verde Cinturón Verde (Green Belt)(Green Belt)
ResponsabilidadesResponsabilidades::
- - Participar activamente en los proyectos de mejora.Participar activamente en los proyectos de mejora.
- Recopilar datos e informaciones.- Recopilar datos e informaciones.
- Determinar el proceso a analizar.- Determinar el proceso a analizar.
- Identificar las causas de los problemas y plantear soluciones.- Identificar las causas de los problemas y plantear soluciones.
- Implementar las soluciones y el proyecto de mejora.- Implementar las soluciones y el proyecto de mejora.
- Monitorear el nuevo proceso y hacer correcciones durante la - Monitorear el nuevo proceso y hacer correcciones durante la realización realización
cotidiana del trabajo.cotidiana del trabajo.
Cinturón Verde Cinturón Verde (Green Belt)(Green Belt)Cinturón Verde Cinturón Verde (Green Belt)(Green Belt)
DesignaciónDesignación::
Personal de las áreas que confrontan problemas. Personal de las áreas que confrontan problemas.
CalificaciónCalificación::
Entrenamiento en herramientas y conceptos básicos de calidad y Entrenamiento en herramientas y conceptos básicos de calidad y solución de problemas.solución de problemas.
ResponsabilidadesResponsabilidades::
Participan en proyectos Participan en proyectos “Seis Sigma”“Seis Sigma” de su área por su de su área por su percepción percepción
directa de los problemas.directa de los problemas.
Otros requisitosOtros requisitos:: Ser personas motivadas, con conocimiento y voluntad para el Ser personas motivadas, con conocimiento y voluntad para el
cambio.cambio.
Cinturón Amarillo Cinturón Amarillo (Yellow Belt)(Yellow Belt) Cinturón Amarillo Cinturón Amarillo (Yellow Belt)(Yellow Belt)
Su entrenamiento corre a cargo de los MBB, los BB o especialistas Su entrenamiento corre a cargo de los MBB, los BB o especialistas externos externos
en coordinación con los anteriores.en coordinación con los anteriores.
““Green Belts”Green Belts” && “Yellow Belts”“Yellow Belts” ““Green Belts”Green Belts” && “Yellow Belts”“Yellow Belts”
Entrenamiento y acreditación en Seis SigmaEntrenamiento y acreditación en Seis SigmaEntrenamiento y acreditación en Seis SigmaEntrenamiento y acreditación en Seis Sigma
La aplicación de un La aplicación de un “Programa Seis Sigma”“Programa Seis Sigma” se apoya en la se apoya en la
capacitación capacitación
y el entrenamientoy el entrenamiento de todos sus participantes. de todos sus participantes.
GeneralGeneral GeneralGeneral
El personal que integra o participa en el Programa debe recibir una El personal que integra o participa en el Programa debe recibir una capacitación y el entrenamiento previo en la capacitación y el entrenamiento previo en la Metodología Seis Sigma, el Metodología Seis Sigma, el Ciclo DMANCCiclo DMANC y en las y en las herramientas de mejoraherramientas de mejora. .
La capacitación y acreditación se lleva a cabo generalmente sobre la La capacitación y acreditación se lleva a cabo generalmente sobre la base de un base de un proyecto en desarrollo paralelo al entrenamiento teóricoproyecto en desarrollo paralelo al entrenamiento teórico, , lo cual proporciona a ésta un soporte práctico.lo cual proporciona a ésta un soporte práctico.
Cinturón NegroCinturón Negro (Black Belt - BB) (Black Belt - BB)
Entrenamiento amplio, que pudiera llegar a ser equivalente a un Entrenamiento amplio, que pudiera llegar a ser equivalente a un
Diplomado en Ingeniería de la Calidad.Diplomado en Ingeniería de la Calidad.
• DuraciónDuración:: Entre Entre 140 - 200 horas140 - 200 horas..
• RequisitosRequisitos::
- Para acceder a un programa de entrenamiento BB deben presentarse - Para acceder a un programa de entrenamiento BB deben presentarse los aspectos primarios de un proyecto en el que el alumno será líder. los aspectos primarios de un proyecto en el que el alumno será líder.
- El proyecto debe asignarse por un - El proyecto debe asignarse por un “Campeón”“Campeón”, , debiendo constituirdebiendo constituir un un reto para el alumno quien deberá tener la necesidad real de aplicar reto para el alumno quien deberá tener la necesidad real de aplicar herramientas de herramientas de Seis Sigma.Seis Sigma.
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Cinturón NegroCinturón Negro (Black Belt - BB) (Black Belt - BB)
• Método y frecuenciaMétodo y frecuencia: :
- - Cuatro o cinco semanas no consecutivas de Cuatro o cinco semanas no consecutivas de capacitación capacitación
intensivaintensiva relacionadas con las cinco etapas del Ciclo DMAMC.relacionadas con las cinco etapas del Ciclo DMAMC. En este período, el personal En este período, el personal no participano participa en sus actividades en sus actividades cotidianas.cotidianas.
- Después de cada semana de capacitación - Después de cada semana de capacitación 3 ó 4 semanas de receso3 ó 4 semanas de receso.. El personal regresa a sus actividades normales para aplicar los El personal regresa a sus actividades normales para aplicar los conocimientos adquiridos en el desarrollo del proyecto.conocimientos adquiridos en el desarrollo del proyecto.
- Según la secuencia del Ciclo DMAMC, se van enseñando en forma - Según la secuencia del Ciclo DMAMC, se van enseñando en forma
práctica las herramientas de mayor utilidad en cada etapa.práctica las herramientas de mayor utilidad en cada etapa.
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
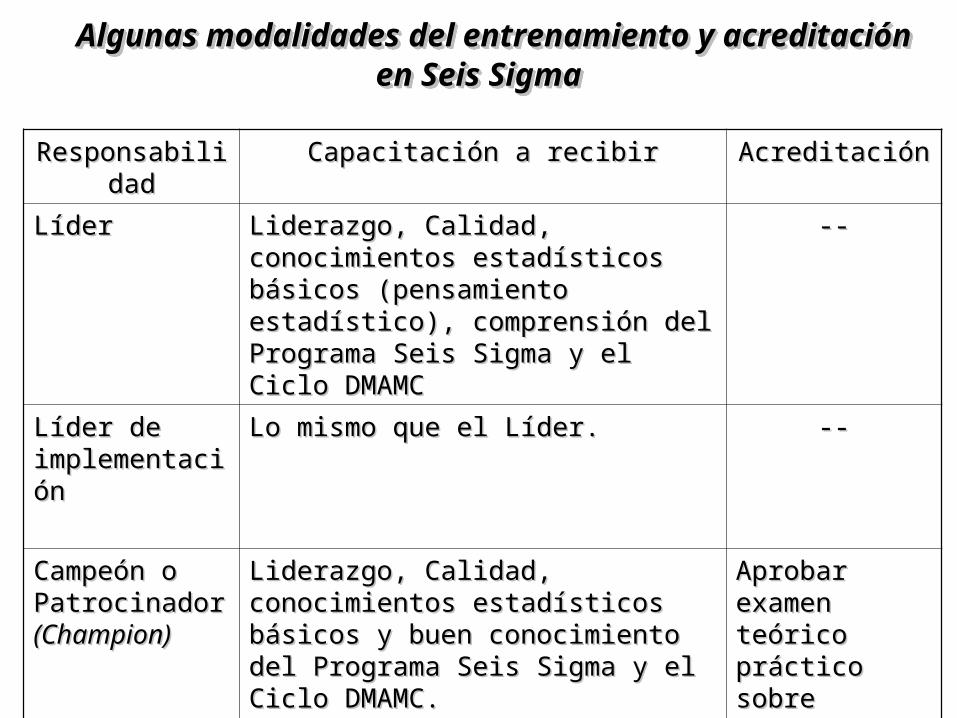
ResponsabilidResponsabilidadad
Capacitación a recibirCapacitación a recibir AcreditaciónAcreditación
LíderLíder Liderazgo, Calidad, conocimientos Liderazgo, Calidad, conocimientos estadísticos básicos (pensamiento estadísticos básicos (pensamiento estadístico), comprensión del estadístico), comprensión del Programa Seis Sigma y el Ciclo Programa Seis Sigma y el Ciclo DMAMC DMAMC
----
Líder de Líder de implementaciimplementaciónón
Lo mismo que el Líder.Lo mismo que el Líder. ----
Campeón o Campeón o Patrocinador Patrocinador (Champion)(Champion)
Liderazgo, Calidad, conocimientos Liderazgo, Calidad, conocimientos estadísticos básicos y buen estadísticos básicos y buen conocimiento del Programa Seis conocimiento del Programa Seis Sigma y el Ciclo DMAMC.Sigma y el Ciclo DMAMC.
Aprobar Aprobar examen examen teórico teórico práctico sobre práctico sobre aspectos aspectos generales de generales de Seis Sigma y Seis Sigma y el Ciclo el Ciclo DMAMC.DMAMC.
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
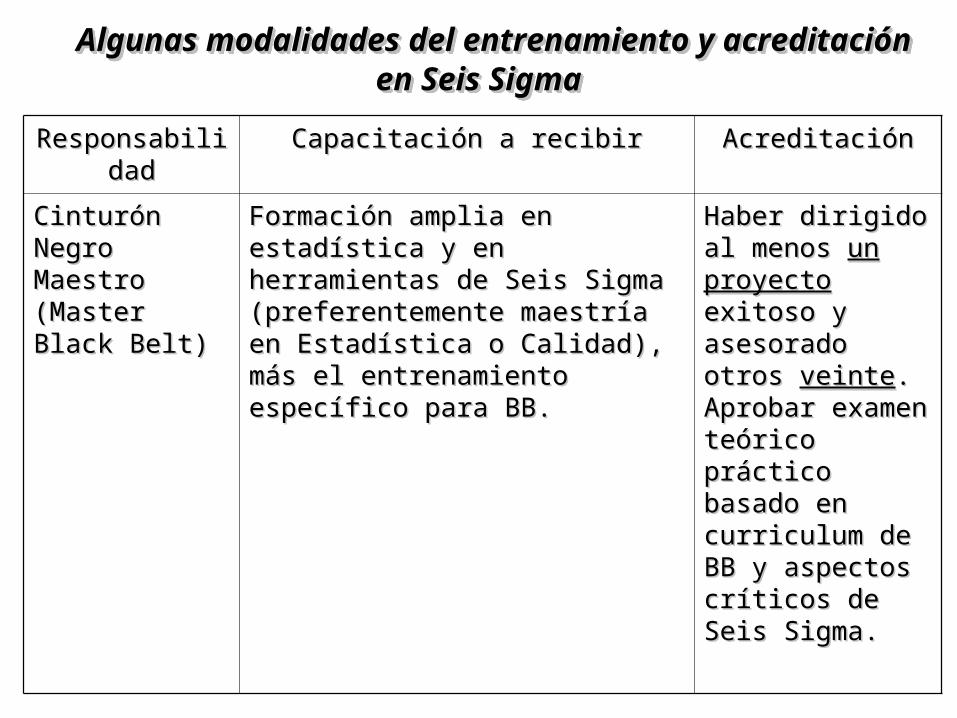
ResponsabilidResponsabilidadad
Capacitación a recibirCapacitación a recibir AcreditaciónAcreditación
Cinturón Cinturón Negro Maestro Negro Maestro (Master Black (Master Black Belt)Belt)
Formación amplia en estadística Formación amplia en estadística y en herramientas de Seis y en herramientas de Seis Sigma (preferentemente Sigma (preferentemente maestría en Estadística o maestría en Estadística o Calidad), más el entrenamiento Calidad), más el entrenamiento específico para BB.específico para BB.
Haber dirigido al Haber dirigido al menos menos un un proyectoproyecto exitoso exitoso y asesorado y asesorado otros otros veinteveinte. . Aprobar examen Aprobar examen teórico práctico teórico práctico basado en basado en curriculum de curriculum de BB y aspectos BB y aspectos críticos de Seis críticos de Seis Sigma.Sigma.
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
ResponsabilidResponsabilidadad
Capacitación a recibirCapacitación a recibir AcreditaciónAcreditación
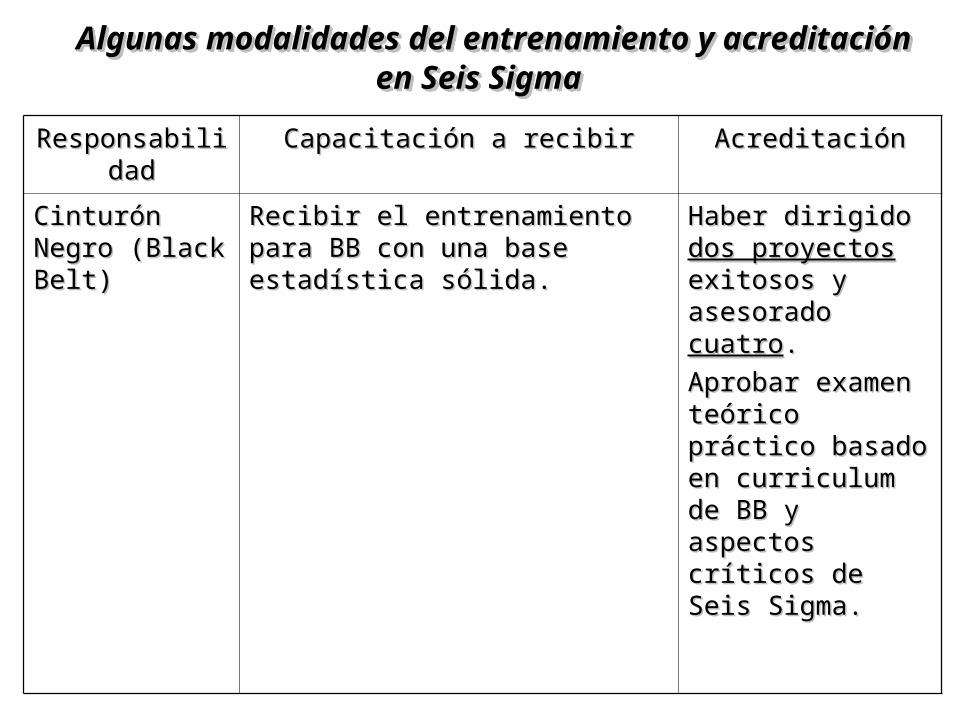
Cinturón Cinturón Negro (Black Negro (Black Belt)Belt)
Recibir el entrenamiento para Recibir el entrenamiento para BB con una base estadística BB con una base estadística sólida.sólida.
Haber dirigido Haber dirigido dos proyectosdos proyectos exitosos y exitosos y asesorado asesorado cuatrocuatro..
Aprobar examen Aprobar examen teórico práctico teórico práctico basado en basado en curriculum de BB curriculum de BB y aspectos y aspectos críticos de Seis críticos de Seis Sigma.Sigma.
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
ResponsabilidResponsabilidadad
Capacitación a recibirCapacitación a recibir AcreditaciónAcreditación
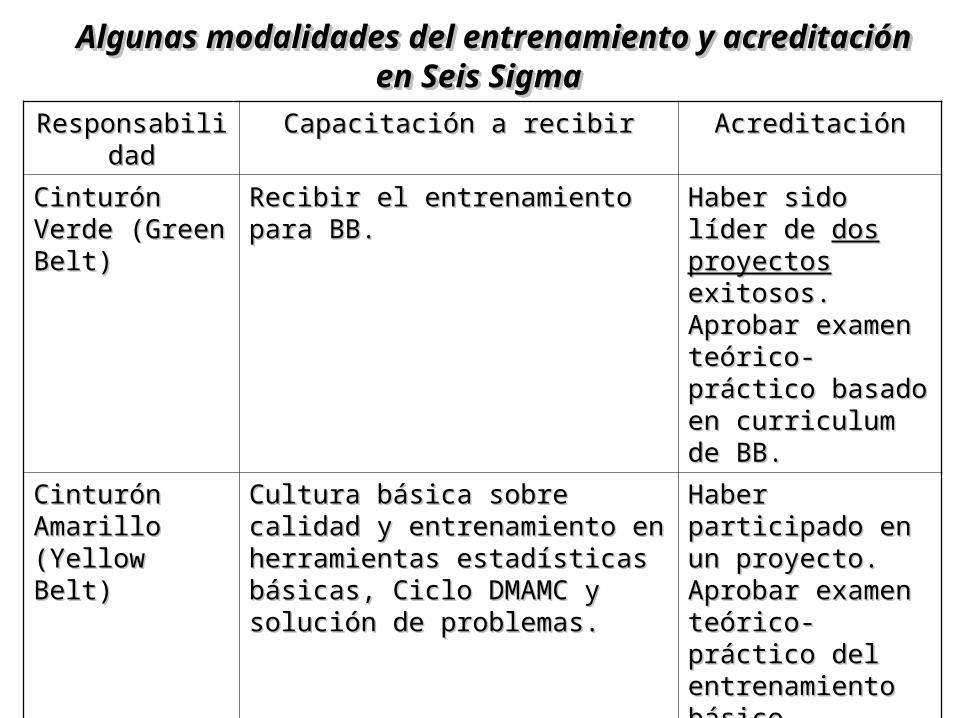
Cinturón Cinturón Verde (Green Verde (Green Belt)Belt)
Recibir el entrenamiento para Recibir el entrenamiento para BB.BB.
Haber sido líder Haber sido líder de de dos proyectosdos proyectos exitosos. Aprobar exitosos. Aprobar examen teórico- examen teórico- práctico basado práctico basado en curriculum de en curriculum de BB. BB.
Cinturón Cinturón Amarillo Amarillo (Yellow Belt)(Yellow Belt)
Cultura básica sobre calidad y Cultura básica sobre calidad y entrenamiento en entrenamiento en herramientas estadísticas herramientas estadísticas básicas, Ciclo DMAMC y básicas, Ciclo DMAMC y solución de problemas.solución de problemas.
Haber participado Haber participado en un proyecto. en un proyecto. Aprobar examen Aprobar examen teórico-práctico teórico-práctico del del entrenamiento entrenamiento básico recibido.básico recibido.
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
La capacitación basada en el La capacitación basada en el curriculum BBcurriculum BB es el entrenamiento es el entrenamiento mínimomínimo
requerido para el desarrollo de proyectos Seis Sigma enfocados a requerido para el desarrollo de proyectos Seis Sigma enfocados a la la
reducción de defectos. reducción de defectos.
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
En algunas ocasiones se puede requerir el conocimiento de técnicas En algunas ocasiones se puede requerir el conocimiento de técnicas estadísticas adicionales para profundizar en la búsqueda de causas y estadísticas adicionales para profundizar en la búsqueda de causas y la solución de problemas como: la solución de problemas como:
- Confiabilidad básica - Confiabilidad básica
- Diseño robusto- Diseño robusto
- Optimización multirespuesta- Optimización multirespuesta
- Ensayos acelerados .....- Ensayos acelerados .....
La capacitación se puede desarrollar en dos formas:La capacitación se puede desarrollar en dos formas:
a) Intensiva, por lo general en una semana.a) Intensiva, por lo general en una semana.
b) Menos intensiva, ejemplo:b) Menos intensiva, ejemplo:
- 10 ó 12 horas semanales en dos sesiones. - 10 ó 12 horas semanales en dos sesiones.
- 15 horas semanales en dos o tres sesiones, descansando después - 15 horas semanales en dos o tres sesiones, descansando después una semana. una semana.
En todos los casos se planifican actividades extra-clase relacionadas con En todos los casos se planifican actividades extra-clase relacionadas con el proyecto de aplicación.el proyecto de aplicación.
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
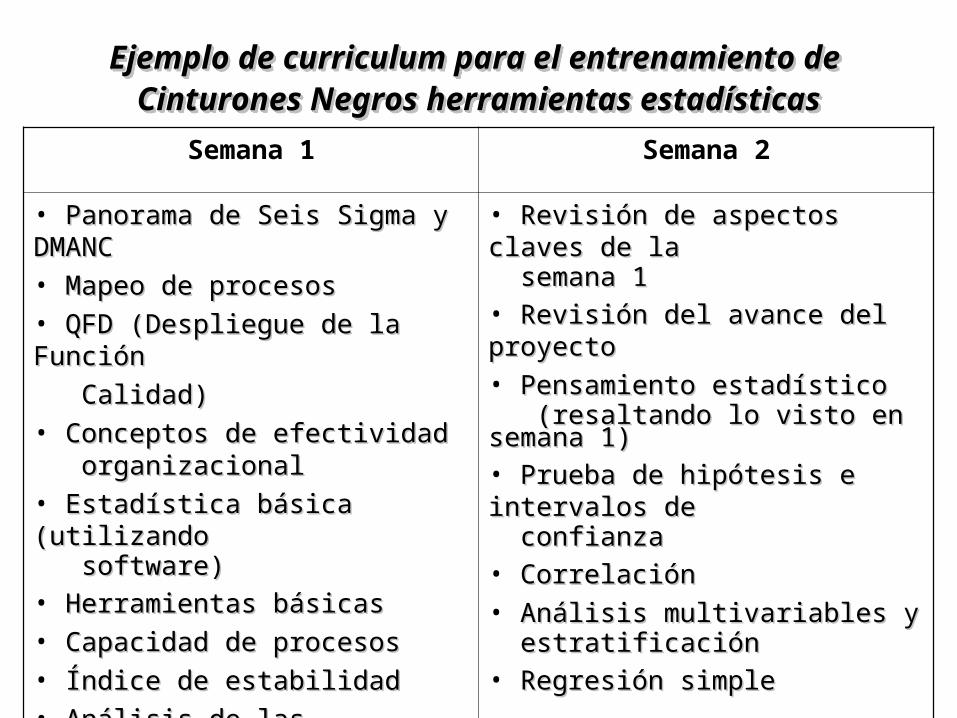
Semana 1 Semana 2
• Panorama de Seis Sigma y Panorama de Seis Sigma y DMANCDMANC• Mapeo de procesosMapeo de procesos• QFD (Despliegue de la Función QFD (Despliegue de la Función
Calidad)Calidad)• Conceptos de efectividad Conceptos de efectividad organizacionalorganizacional• Estadística básica (utilizando Estadística básica (utilizando software)software)• Herramientas básicasHerramientas básicas• Capacidad de procesosCapacidad de procesos• Índice de estabilidadÍndice de estabilidad• Análisis de las medicionesAnálisis de las mediciones
• Revisión de aspectos claves Revisión de aspectos claves de la de la semana 1semana 1• Revisión del avance del Revisión del avance del proyectoproyecto• Pensamiento estadístico Pensamiento estadístico (resaltando lo visto en (resaltando lo visto en semana 1)semana 1)• Prueba de hipótesis e Prueba de hipótesis e intervalos de intervalos de confianzaconfianza• CorrelaciónCorrelación• Análisis multivariables y Análisis multivariables y estratificaciónestratificación• Regresión simpleRegresión simple
Ejemplo de curriculum para el entrenamiento Ejemplo de curriculum para el entrenamiento de de
Cinturones Negros herramientas estadísticasCinturones Negros herramientas estadísticas
Ejemplo de curriculum para el entrenamiento Ejemplo de curriculum para el entrenamiento de de
Cinturones Negros herramientas estadísticasCinturones Negros herramientas estadísticas
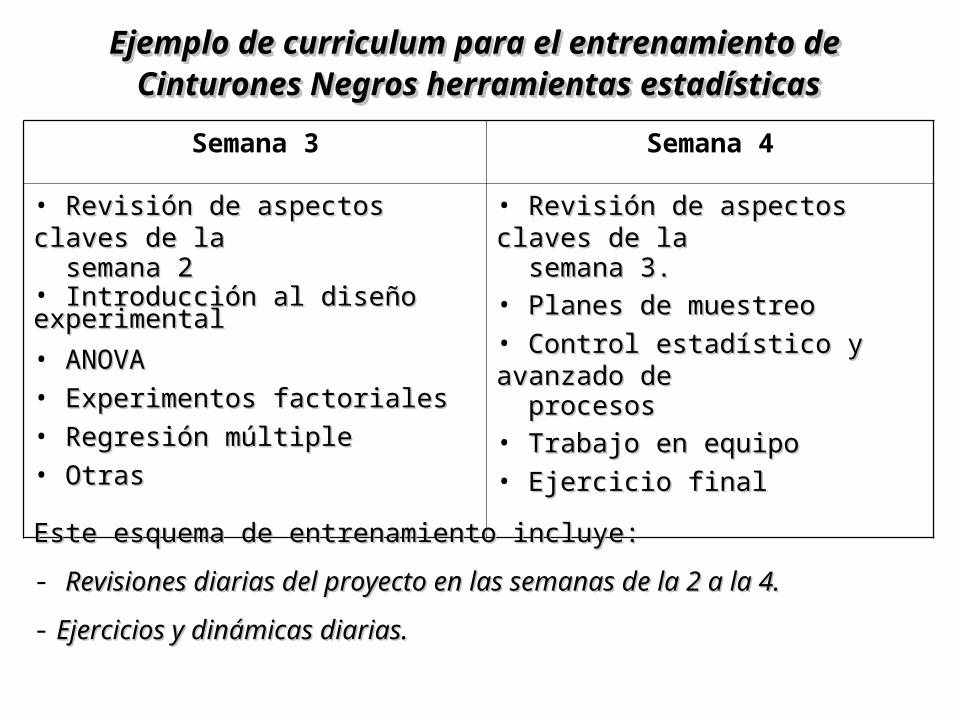
Semana 3 Semana 4
• Revisión de aspectos claves de Revisión de aspectos claves de la la semana 2semana 2• Introducción al diseño Introducción al diseño experimental experimental
• ANOVAANOVA• Experimentos factorialesExperimentos factoriales• Regresión múltipleRegresión múltiple• OtrasOtras
• Revisión de aspectos claves Revisión de aspectos claves de la de la semana 3.semana 3.• Planes de muestreoPlanes de muestreo• Control estadístico y Control estadístico y avanzado de avanzado de procesosprocesos• Trabajo en equipoTrabajo en equipo• Ejercicio finalEjercicio final
Este esquema de entrenamiento incluye:Este esquema de entrenamiento incluye:
- Revisiones diarias del proyecto en las semanas de la 2 a la 4.Revisiones diarias del proyecto en las semanas de la 2 a la 4.
- Ejercicios y dinámicas diarias.Ejercicios y dinámicas diarias.
Ejemplo de curriculum para el entrenamiento Ejemplo de curriculum para el entrenamiento de de
Cinturones Negros herramientas estadísticasCinturones Negros herramientas estadísticas
Ejemplo de curriculum para el entrenamiento Ejemplo de curriculum para el entrenamiento de de
Cinturones Negros herramientas estadísticasCinturones Negros herramientas estadísticas
Cada organización adopta sus propios criterios tratando de seguirCada organización adopta sus propios criterios tratando de seguir
los criterios generales que el los criterios generales que el tiempotiempo y la y la experienciaexperiencia han han
establecido.establecido.
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
Algunas modalidades del entrenamiento y Algunas modalidades del entrenamiento y acreditación en Seis Sigmaacreditación en Seis Sigma
ConclusionesConclusiones
Para alcanzar la acreditación como alguno de los membros de los Para alcanzar la acreditación como alguno de los membros de los
equipos Seis Sigma equipos Seis Sigma no existe una metodología estandarizadano existe una metodología estandarizada..
Tema 3 Tema 3
Metodología para el desarrollo de un proyecto Metodología para el desarrollo de un proyecto Seis Sigma. Seis Sigma. Ciclo DMAMCCiclo DMAMC
Tema 3 Tema 3
Metodología para el desarrollo de un proyecto Metodología para el desarrollo de un proyecto Seis Sigma. Seis Sigma. Ciclo DMAMCCiclo DMAMC
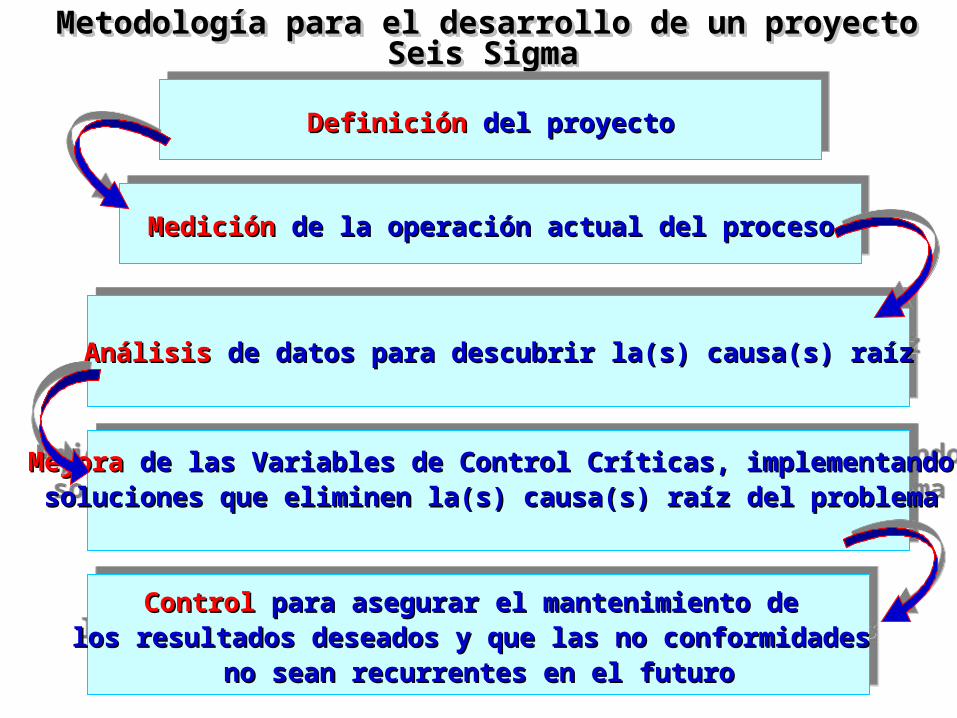
Metodología para el desarrollo de un proyecto Seis SigmaMetodología para el desarrollo de un proyecto Seis Sigma Metodología para el desarrollo de un proyecto Seis SigmaMetodología para el desarrollo de un proyecto Seis Sigma
DefiniciónDefinición del proyecto del proyectoDefiniciónDefinición del proyecto del proyecto
MediciónMedición de la operación actual del proceso de la operación actual del procesoMediciónMedición de la operación actual del proceso de la operación actual del proceso
Análisis Análisis de datos para descubrir la(s) causa(s) raízde datos para descubrir la(s) causa(s) raízAnálisis Análisis de datos para descubrir la(s) causa(s) raízde datos para descubrir la(s) causa(s) raíz
MejoraMejora de las Variables de Control Críticas, de las Variables de Control Críticas, implementando implementando soluciones que eliminen la(s) causa(s) raíz del problema soluciones que eliminen la(s) causa(s) raíz del problema
MejoraMejora de las Variables de Control Críticas, de las Variables de Control Críticas, implementando implementando soluciones que eliminen la(s) causa(s) raíz del problema soluciones que eliminen la(s) causa(s) raíz del problema
Control Control para asegurar el mantenimiento de para asegurar el mantenimiento de los resultados deseados y que las no conformidades los resultados deseados y que las no conformidades
no sean recurrentes en el futurono sean recurrentes en el futuro
Control Control para asegurar el mantenimiento de para asegurar el mantenimiento de los resultados deseados y que las no conformidades los resultados deseados y que las no conformidades
no sean recurrentes en el futurono sean recurrentes en el futuro
Etapa Previa:Etapa Previa: Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa Previa:Etapa Previa: Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
ContenidoContenido::
a)a) Tener una visión clara del problema a resolver.Tener una visión clara del problema a resolver.
b) Precisar el impacto del problema sobre el cliente.b) Precisar el impacto del problema sobre el cliente.
c) Identificar las Variables Críticas a Controlar (VCC).c) Identificar las Variables Críticas a Controlar (VCC).
d) Definir el alcance del proyecto.d) Definir el alcance del proyecto.
e) Esbozar metas concretas a alcanzar. e) Esbozar metas concretas a alcanzar.
f) Precisar los beneficios potenciales que se pudiera esperar del f) Precisar los beneficios potenciales que se pudiera esperar del proyecto.proyecto.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Aspectos a tener cuenta para la selección de un proyectoAspectos a tener cuenta para la selección de un proyectoAspectos a tener cuenta para la selección de un proyectoAspectos a tener cuenta para la selección de un proyecto
a) Que esté relacionado con las prioridades de la organización.
b) Que tenga una correspondencia con sus planes estratégicos y operacionales.
c) Que sea de significación para la organización por constituir una mejora importante para el desempeño de un proceso y/o en el aspecto económico.
d) Que tenga un alcance razonable (si resultara demasiado ambicioso se correría el riesgo de carecer del apoyo necesario para su conclusión.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
e) Que puedan determinarse métodos cuantitativos claros y comprensibles para su evaluación.
f) Que se establezca con exactitud: denominación, situación al comienzo del mismo (baseline) y metas a lograr.
g) Que su importancia esté clara para toda la organización de modo que el personal lo entienda y apoye.
h) Que cuente con el respaldo y aprobación de la Dirección para que pueda contar con recursos, se eliminen las barreras en su ejecución y se sostenga hasta su conclusión.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Aspectos a tener cuenta para la selección de un proyectoAspectos a tener cuenta para la selección de un proyectoAspectos a tener cuenta para la selección de un proyectoAspectos a tener cuenta para la selección de un proyecto
Es recomendable !!!
Que se pueda ejecutar en un período de tres a seis meses,
porque con frecuencia el apoyo a un proyecto por la Alta Dirección
comienza a decaer después de los seis meses.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Ejemplos de áreas potenciales de mejoraEjemplos de áreas potenciales de mejoraEjemplos de áreas potenciales de mejoraEjemplos de áreas potenciales de mejora
• Reducción del desperdicio.Reducción del desperdicio.
• Mejora de la capacidad de los procesos.Mejora de la capacidad de los procesos.
• Reducción de los tiempos de ciclo.Reducción de los tiempos de ciclo.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Ejemplos de posibles efectos para la organización y Ejemplos de posibles efectos para la organización y la satisfacción del clientela satisfacción del cliente
Ejemplos de posibles efectos para la organización y Ejemplos de posibles efectos para la organización y la satisfacción del clientela satisfacción del cliente
• Beneficios económicos relevantes de acuerdo al tamaño de la organización.
• Que el proyecto se ejecute en un tiempo razonable.
• Obtención de beneficios a corto plazo a partir de su implementación (aproximadamente un año).
• Entrega en tiempo de los pedidos de los clientes.
• Reducción de la cantidad de defectos tolerables según lo acordado con los clientes.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Cuestiones que deben evitarse al seleccionar un proyectoCuestiones que deben evitarse al seleccionar un proyectoCuestiones que deben evitarse al seleccionar un proyectoCuestiones que deben evitarse al seleccionar un proyecto
• Que sus objetivos sean vagos o imprecisos.Que sus objetivos sean vagos o imprecisos.
• Que se planteen un gran número de objetivos a alcanzar.Que se planteen un gran número de objetivos a alcanzar.
• Que las formas de medición de su impacto sean inadecuadas.Que las formas de medición de su impacto sean inadecuadas.
• Que no se establezca un vínculo con los aspectos financieros.Que no se establezca un vínculo con los aspectos financieros.
• Que su alcance sea demasiado amplio.Que su alcance sea demasiado amplio.
• Que no guarde relación con los planes estratégicos y Que no guarde relación con los planes estratégicos y operacionales de la organización.operacionales de la organización.
• Que las soluciones planteadas no sean bien definidas.Que las soluciones planteadas no sean bien definidas.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Posibles fuentes para la definición de proyectos Seis SigmaPosibles fuentes para la definición de proyectos Seis SigmaPosibles fuentes para la definición de proyectos Seis SigmaPosibles fuentes para la definición de proyectos Seis Sigma
• Etapa más crítica de los procesos (todos los procesos tienen al menos una).
• Rechazos y desperdicios.
• Retrasos considerables en la producción o la prestación de un servicio.
• Productos fabricados o servicios prestados en grandes cantidades (en los que pequeñas mejoras pueden representar beneficios importantes).
• Problemas a solucionar para cumplir los planes anuales.
• Problemas con clientes o ambientales de alto impacto económico.
• Fabricación de artículos de costo unitario alto.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Definición del alcance del proyectoDefinición del alcance del proyecto(marco preliminar)(marco preliminar)
Definición del alcance del proyectoDefinición del alcance del proyecto(marco preliminar)(marco preliminar)
- Definir lo que se espera con el proyecto.Definir lo que se espera con el proyecto.
- Lograr que el equipo de mejora se concentre en el mismo.Lograr que el equipo de mejora se concentre en el mismo.
- Conseguir que los criterios del equipo se mantengan alineados - Conseguir que los criterios del equipo se mantengan alineados con las prioridades de la organización.con las prioridades de la organización.
Se desarrolla por escrito por el Se desarrolla por escrito por el ““CampeónCampeón””..
Posteriormente se completa con el proyecto desarrollado por el Posteriormente se completa con el proyecto desarrollado por el
equipo de equipo de
Mejora, el cual es consultado con el Mejora, el cual es consultado con el ““CampeónCampeón””..
Debe existir un compromiso al respecto entre los líderes de Debe existir un compromiso al respecto entre los líderes de la organización y el equipo de mejora.la organización y el equipo de mejora.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Formación del equipo de mejoraFormación del equipo de mejoraFormación del equipo de mejoraFormación del equipo de mejora
- Debe llevarse a cabo después de la identificación del proyecto.
- Se constituye por el “Campeón”“Campeón” quien debe apoyarse en los “MBB” y “BB”.
- Primero se escoge al Líder, que por lo general debe ser un“BB”.
No debe asignarse la responsabilidad de un equipo a personas que no tengan la debida preparación y
motivación, y que carezcan del liderazgo para encausar el trabajo del resto de los miembros de éste.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Características del líder del equipo de mejoraCaracterísticas del líder del equipo de mejoraCaracterísticas del líder del equipo de mejoraCaracterísticas del líder del equipo de mejora
a) Buen conocimiento operacional del problema, pero a) Buen conocimiento operacional del problema, pero no debe no debe
ser parte del mismoser parte del mismo..
b) Dominio de la Metodología Seis Sigma, incluyendo sus b) Dominio de la Metodología Seis Sigma, incluyendo sus métodos y herramientas, así como de las etapas del Ciclo métodos y herramientas, así como de las etapas del Ciclo DMAMC. DMAMC.
c) Saber enfrentar retos, darles seguimiento y evaluar la c) Saber enfrentar retos, darles seguimiento y evaluar la
importancia de los resultados que se alcanzan.importancia de los resultados que se alcanzan.
d) Intervenir en la formación del equipo de mejora.d) Intervenir en la formación del equipo de mejora.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Características de los otros miembros del equipo de mejoraCaracterísticas de los otros miembros del equipo de mejoraCaracterísticas de los otros miembros del equipo de mejoraCaracterísticas de los otros miembros del equipo de mejora
- Deben escogerse de acuerdo a lo que cada uno pueda aportar al
equipo.
- Prever la necesidad de contar en el equipo con diferentes puntos de vista, experiencias y especialidades.
- Integrar el equipo después de que se haya definido preliminarmente el proyecto y se tenga una idea a priori de lo que podría implicar su solución y los recursos que conllevará.
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa PreviaEtapa Previa Selección del proyecto y del equipo de mejoraSelección del proyecto y del equipo de mejora
Etapa 1: Etapa 1: Definición del proyecto (“D”) Definición del proyecto (“D”)
Etapa 1: Etapa 1: Definición del proyecto (“D”) Definición del proyecto (“D”)
Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”)
1.1 1.1 Descripción general del problema a solucionarDescripción general del problema a solucionar
Explicación acerca de en que consiste el problema y la importancia de su
solución. EjemploEjemplo: :
En los dos últimos trimestres se han incrementado las En los dos últimos trimestres se han incrementado las reclamaciones de los reclamaciones de los
Clientes debido al aumento en un 15% del número de fallas de Clientes debido al aumento en un 15% del número de fallas de determinados componentes electrónicos.determinados componentes electrónicos.
Al ensayar las unidades devueltas por estos, se ha comprobado Al ensayar las unidades devueltas por estos, se ha comprobado que, que,
efectivamente, la calidad no es satisfactoria, situación que no fue efectivamente, la calidad no es satisfactoria, situación que no fue detectada detectada
en los controles aplicados al proceso de fabricación de los mismos.en los controles aplicados al proceso de fabricación de los mismos. De acuerdo con la Política de Calidad de la organización, que De acuerdo con la Política de Calidad de la organización, que
señala que laseñala que lasatisfacción de los clientes constituye la prioridad de ésta, se satisfacción de los clientes constituye la prioridad de ésta, se
determinó que determinó que resultaba necesario realizar una evaluación profunda de este resultaba necesario realizar una evaluación profunda de este
problema problema debido a las afectaciones que está generando a estos y porque, a debido a las afectaciones que está generando a estos y porque, a
su vez, su vez, está provocando pérdidas económicas y dañando el prestigio de la está provocando pérdidas económicas y dañando el prestigio de la organización.organización.
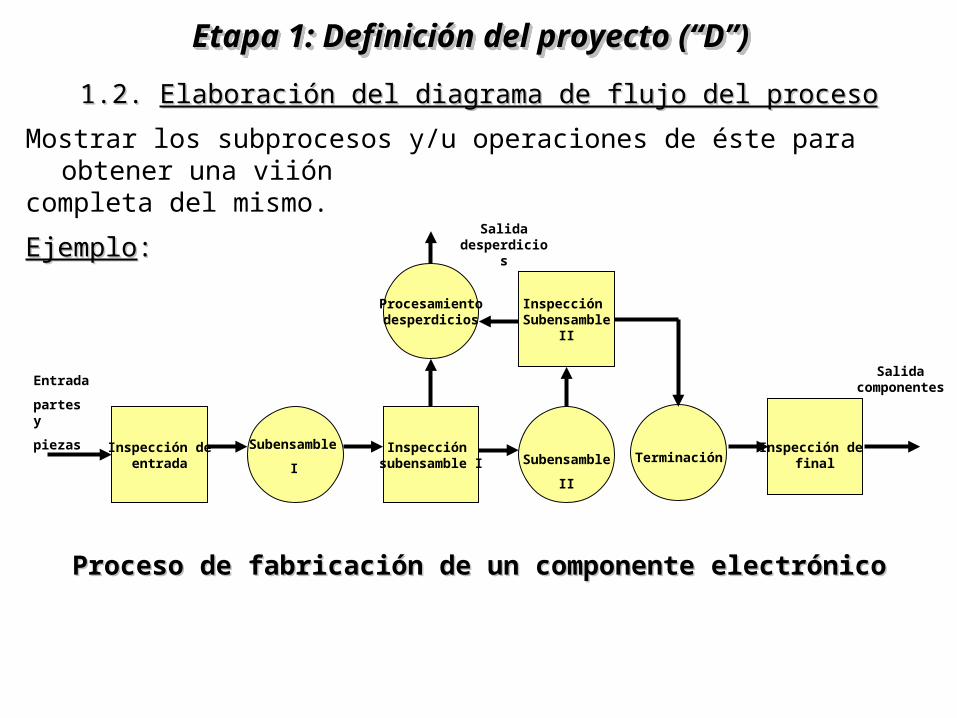
1.2. 1.2. Elaboración del diagrama de flujo del procesoElaboración del diagrama de flujo del proceso
Mostrar los subprocesos y/u operaciones de éste para obtener una viión
completa del mismo.
EjemploEjemplo::
Inspección de entrada Subensamble
II
Inspección subensamble I
Inspección de final
Procesamientodesperdicios
Terminación
Inspección Subensamble
II
Entrada
partes y
piezasSubensamble
I
Salida componentes
Salida desperdicios
Proceso de fabricación de un componente electrónicoProceso de fabricación de un componente electrónico
Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”)
Además del diagrama de flujo, deberá hacerse una descripción Además del diagrama de flujo, deberá hacerse una descripción
general del proceso completo y de los subprocesos, señalando general del proceso completo y de los subprocesos, señalando
cómo cada uno de ellos afecta el resultado final (Variables de cómo cada uno de ellos afecta el resultado final (Variables de
Salida).Salida).
Etapa 1: Definición del proyecto (“D”)Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”)Etapa 1: Definición del proyecto (“D”)
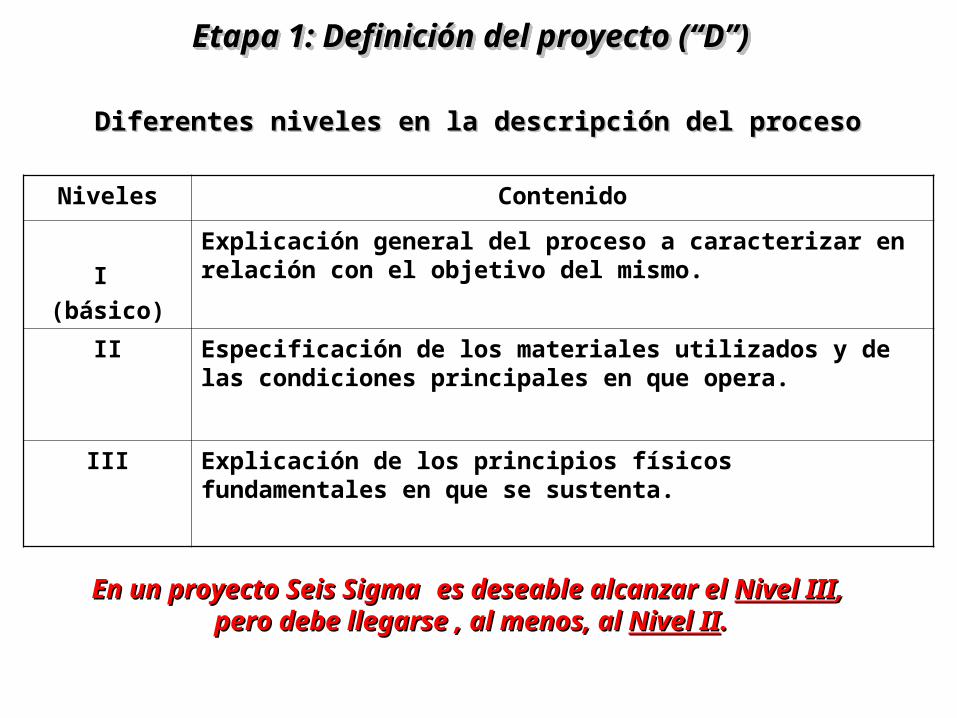
Diferentes niveles en la descripción del procesoDiferentes niveles en la descripción del proceso
Niveles Contenido
I (básico)
Explicación general del proceso a caracterizar en relación con el objetivo del mismo.
II Especificación de los materiales utilizados y de las condiciones principales en que opera.
III Explicación de los principios físicos fundamentales en que se sustenta.
En un proyecto Seis SigmaEn un proyecto Seis Sigma es deseable alcanzar el es deseable alcanzar el Nivel IIINivel III, , pero debe llegarse , al menos, al pero debe llegarse , al menos, al Nivel IINivel II..
Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”)
1.3 1.3 Selección de las Variables de Control Críticas (VCC)Selección de las Variables de Control Críticas (VCC)
• Para evaluar el cumplimiento de los objetivos del proyecto. Para evaluar el cumplimiento de los objetivos del proyecto.
Pueden estar relacionadas conPueden estar relacionadas con: : calidad, costo, tiempo de ciclo, calidad, costo, tiempo de ciclo,
productividad, quejas, etc.productividad, quejas, etc.
• Deben estar asociadas con la Deben estar asociadas con la satisfacción del clientesatisfacción del cliente. .
EjemploEjemplo
Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”)
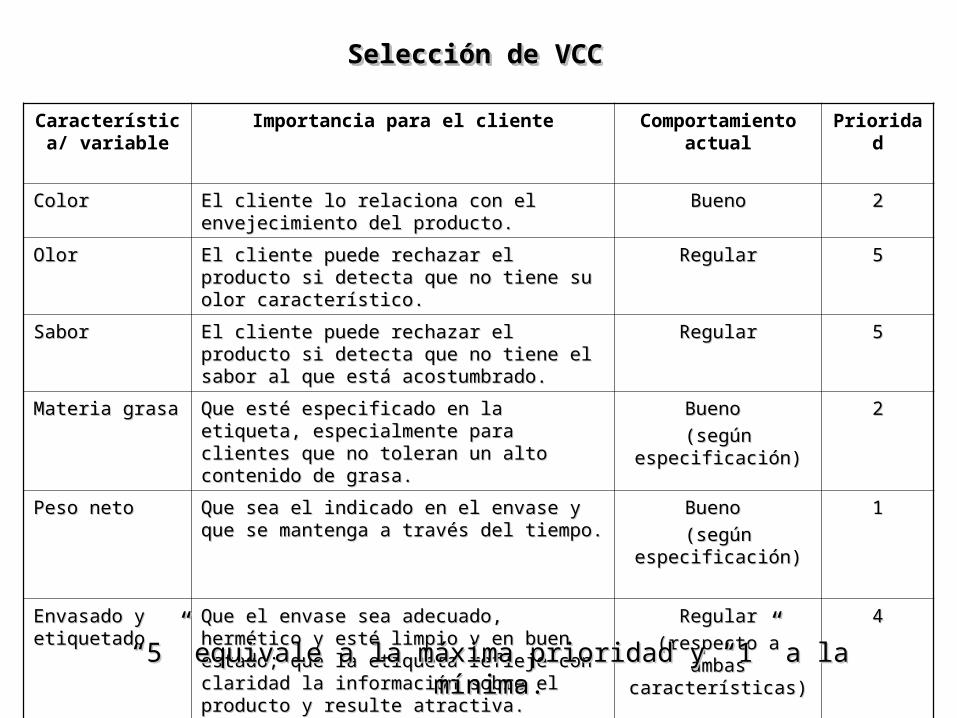
Selección de VCCSelección de VCCSelección de VCCSelección de VCC
Característica/ variable
Importancia para el cliente Comportamiento actual
Prioridad
ColorColor El cliente lo relaciona con el El cliente lo relaciona con el envejecimiento del producto.envejecimiento del producto.
BuenoBueno 22
OlorOlor El cliente puede rechazar el producto si El cliente puede rechazar el producto si detecta que no tiene su olor característico.detecta que no tiene su olor característico.
RegularRegular 55
SaborSabor El cliente puede rechazar el producto si El cliente puede rechazar el producto si detecta que no tiene el sabor al que está detecta que no tiene el sabor al que está acostumbrado.acostumbrado.
RegularRegular 55
Materia grasaMateria grasa Que esté especificado en la etiqueta, Que esté especificado en la etiqueta, especialmente para clientes que no especialmente para clientes que no toleran un alto contenido de grasa.toleran un alto contenido de grasa.
Bueno Bueno
(según (según especificación)especificación)
22
Peso netoPeso neto Que sea el indicado en el envase y que se Que sea el indicado en el envase y que se mantenga a través del tiempo.mantenga a través del tiempo.
Bueno Bueno
(según (según especificación)especificación)
11
Envasado y Envasado y etiquetadoetiquetado
Que el envase sea adecuado, hermético y Que el envase sea adecuado, hermético y esté limpio y en buen estado; que la esté limpio y en buen estado; que la etiqueta refleje con claridad la información etiqueta refleje con claridad la información sobre el producto y resulte atractiva.sobre el producto y resulte atractiva.
RegularRegular
(respecto a ambas (respecto a ambas características)características)
44
““5” equivale a la máxima prioridad y “1” a la mínima.5” equivale a la máxima prioridad y “1” a la mínima.
1.41.4 Delimitación del problemaDelimitación del problema
• Decidir qué parte del problema se abordará en el proyecto, de Decidir qué parte del problema se abordará en el proyecto, de acuerdo acuerdo
con su magnitud.con su magnitud.
Recordar queRecordar que::
La duración de un proyecto debe estar entre los La duración de un proyecto debe estar entre los 4 - 6 meses4 - 6 meses..
• Analizar los subprocesos para determinar la contribución de Analizar los subprocesos para determinar la contribución de
cada uno a cada uno a
las VCC.las VCC.
• Establecer un orden de prioridad respecto a las Establecer un orden de prioridad respecto a las VCCVCC en que en que
deben centrarse los esfuerzos de mejora.deben centrarse los esfuerzos de mejora.
Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”)
1.51.5 Realización de la primera precisión del problema a resolverRealización de la primera precisión del problema a resolver
Etapa 1: Definición del proyecto (“D”)Etapa 1: Definición del proyecto (“D”) Etapa 1: Definición del proyecto (“D”)Etapa 1: Definición del proyecto (“D”)
• Haciendo referencia a las VCC relacionadas con el cliente y/o Haciendo referencia a las VCC relacionadas con el cliente y/o con el con el desempeño de la organización. desempeño de la organización.
• Expresando el mismo en forma cuantitativa, siempre que sea Expresando el mismo en forma cuantitativa, siempre que sea posible.posible.
• Vinculándolo a los resultados de la organización, estableciendo Vinculándolo a los resultados de la organización, estableciendo
comparaciones y evaluando brechas a través de marcas de comparaciones y evaluando brechas a través de marcas de referencia referencia
(Benchmarking).(Benchmarking).
• Emplear la técnica de los Emplear la técnica de los “cuatro cuáles”“cuatro cuáles”::
- Cuál es el problema, a nivel de proceso.- Cuál es el problema, a nivel de proceso.
- Cuál(es) es(son) el(los) problema(s) a nivel de subproceso.- Cuál(es) es(son) el(los) problema(s) a nivel de subproceso.
- Cuál es el resultado que presentan otras organizaciones.- Cuál es el resultado que presentan otras organizaciones.
- Cuál es el impacto del problema en la satisfacción del cliente - Cuál es el impacto del problema en la satisfacción del cliente y en los y en los costos para la organización.costos para la organización.
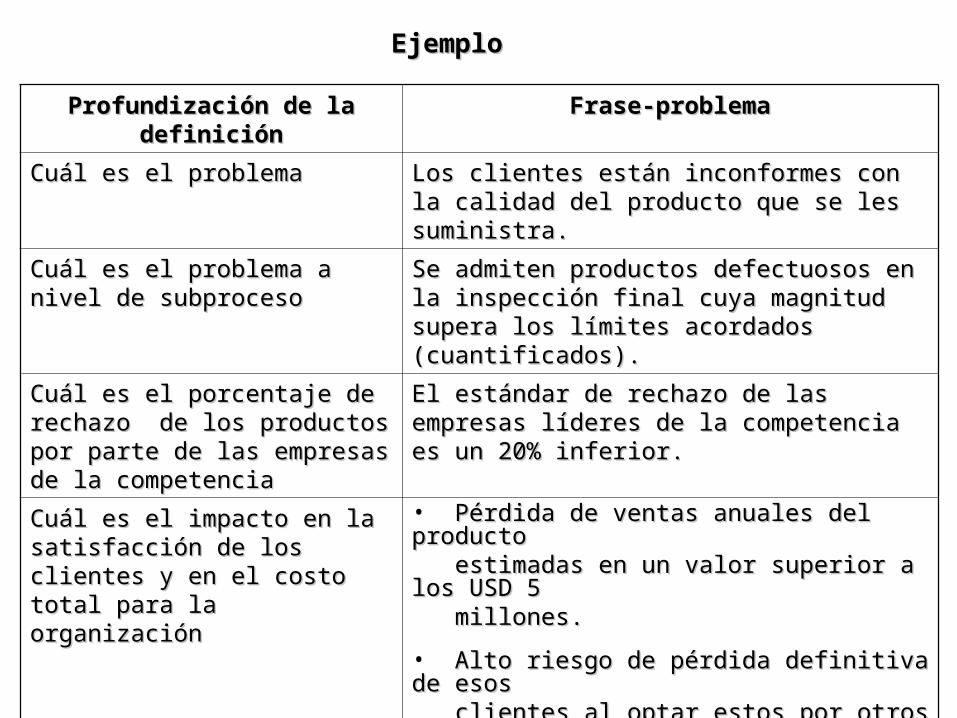
Profundización de la Profundización de la definicióndefinición
Frase-problemaFrase-problema
Cuál es el problemaCuál es el problema Los clientes están inconformes con la Los clientes están inconformes con la calidad del producto que se les suministra.calidad del producto que se les suministra.
Cuál es el problema a nivel Cuál es el problema a nivel de subprocesode subproceso
Se admiten productos defectuosos en la Se admiten productos defectuosos en la inspección final cuya magnitud supera los inspección final cuya magnitud supera los límites acordados (cuantificados). límites acordados (cuantificados).
Cuál es el porcentaje de Cuál es el porcentaje de rechazo de los productos por rechazo de los productos por parte de las empresas de la parte de las empresas de la competenciacompetencia
El estándar de rechazo de las empresas El estándar de rechazo de las empresas líderes de la competencia es un 20% líderes de la competencia es un 20% inferior.inferior.
Cuál es el impacto en la Cuál es el impacto en la satisfacción de los clientes y satisfacción de los clientes y en el costo total para la en el costo total para la organizaciónorganización
• Pérdida de ventas anuales del producto Pérdida de ventas anuales del producto estimadas en un valor superior a los estimadas en un valor superior a los USD 5 USD 5 millones. millones.
• Alto riesgo de pérdida definitiva de esos Alto riesgo de pérdida definitiva de esos clientes al optar estos por otros clientes al optar estos por otros proveedores. proveedores.
• Creación de una mala imagen para la Creación de una mala imagen para la organización que limite la posibilidad organización que limite la posibilidad del del acceso a otros clientes potenciales.acceso a otros clientes potenciales.
EjemploEjemplo
1.6 Definición final del problema1.6 Definición final del problema
Los clientes se han quejado de que reciben productos defectuosos Los clientes se han quejado de que reciben productos defectuosos
en un porcentaje que supera los límites permisibles acordados en en un porcentaje que supera los límites permisibles acordados en
el contrato, lo cual les está generando inconvenientes en sus el contrato, lo cual les está generando inconvenientes en sus
procesos (retrasos en el tiempo de ciclo e incremento de los procesos (retrasos en el tiempo de ciclo e incremento de los
costos de inspección), por lo que están buscando otras costos de inspección), por lo que están buscando otras
alternativas de productos similares en empresas de la alternativas de productos similares en empresas de la
competencia. competencia.
Las pérdidas financieras anuales para la organización que Las pérdidas financieras anuales para la organización que
provocaría que estos clientes decidieran optar por otros provocaría que estos clientes decidieran optar por otros
proveedores ascendería a más de USD 5 millones, a lo que se proveedores ascendería a más de USD 5 millones, a lo que se
agregaría la pérdida de imagen y las dificultades para poder agregaría la pérdida de imagen y las dificultades para poder
captar a otros clientes potenciales. captar a otros clientes potenciales.
EjemploEjemplo
¡ Definir correctamente un problema equivale a ¡ Definir correctamente un problema equivale a
alrededor del alrededor del 50%50% de su solución ! de su solución !
Etapa 2: Etapa 2: Medición de la operación actual del proceso (“M”)Medición de la operación actual del proceso (“M”)
Etapa 2: Etapa 2: Medición de la operación actual del proceso (“M”)Medición de la operación actual del proceso (“M”)
Medición de la situación actual Medición de la situación actual (baseline)(baseline) del desempeño o del desempeño o rendimiento del rendimiento del
proceso a través de las VCC seleccionadas, que servirán proceso a través de las VCC seleccionadas, que servirán
posteriormente para posteriormente para
evaluar el impacto del proyecto de mejora.evaluar el impacto del proyecto de mejora.
Acciones a acometerAcciones a acometer::
2.1 Verificar que las VCC puedan medirse en forma consistente.2.1 Verificar que las VCC puedan medirse en forma consistente. 2.2 Realizar un estudio de 2.2 Realizar un estudio de capacidadcapacidad y y estabilidadestabilidad de las VCC: de las VCC:
- Estableciendo una perspectiva de su variación a través del - Estableciendo una perspectiva de su variación a través del tiempo. tiempo.
- Empleando Gráficos de Control o Gráficas de Corrida - Empleando Gráficos de Control o Gráficas de Corrida tt vs. vs.
VCC.VCC.
2.3 Establecer metas para las VCC balanceando que sean 2.3 Establecer metas para las VCC balanceando que sean ambiciosasambiciosas, pero , pero alcanzablesalcanzables..
PreguntaPregunta: :
¿Cuál seria un buen logro capaz de obtenerse en un año o ¿Cuál seria un buen logro capaz de obtenerse en un año o menos?menos?
Etapa 2: Etapa 2: Medición de la operación actual del proceso (“M”)Medición de la operación actual del proceso (“M”)
Etapa 2: Etapa 2: Medición de la operación actual del proceso (“M”)Medición de la operación actual del proceso (“M”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Análisis de cómo se generaAnálisis de cómo se genera el problema e identificación de la el problema e identificación de la
causa (o causa (o
las causas) raíz dellas causas) raíz del mismo. mismo.
Acciones a acometerAcciones a acometer::
a) Desarrollar hipótesis sobre cómo las causas raíz inciden a) Desarrollar hipótesis sobre cómo las causas raíz inciden sobre el sobre el
problema.problema.
b) Confirmar las hipótesis con los datos disponibles.b) Confirmar las hipótesis con los datos disponibles.
c) Determinar las c) Determinar las causas vitalescausas vitales que están generando el que están generando el problema.problema.
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
d) Procesar los datos con el empleo de diversas herramientas, incluidas
las estadísticas:
- Lluvia de ideas. - Diagrama de Ishikawa. - Diagrama de Pareto. - Histograma de frecuencia. - Diagrama de dispersión. - Gráfico de control.
Tener en cuentaTener en cuenta::
- Los procesos productivos o se servicio son aleatorios, o sea, están sujetos a variaciones, por lo que sus resultados no siempre coinciden.
- La variación inherente de un proceso es la principal responsable de las no conformidades que se originan.
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
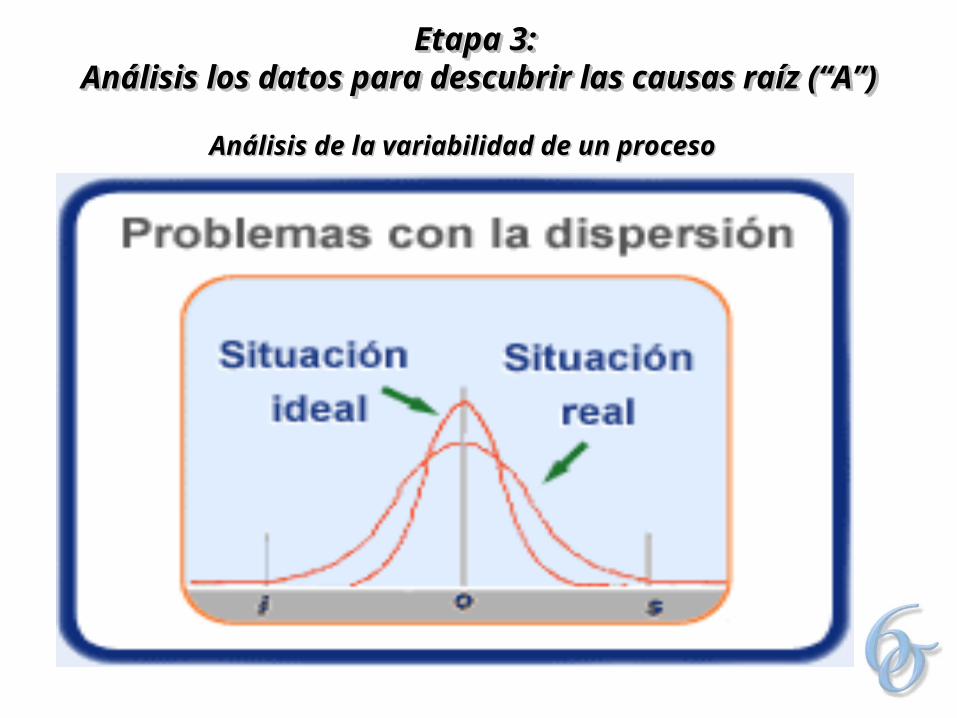
Análisis de la variabilidad de un procesoAnálisis de la variabilidad de un proceso
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
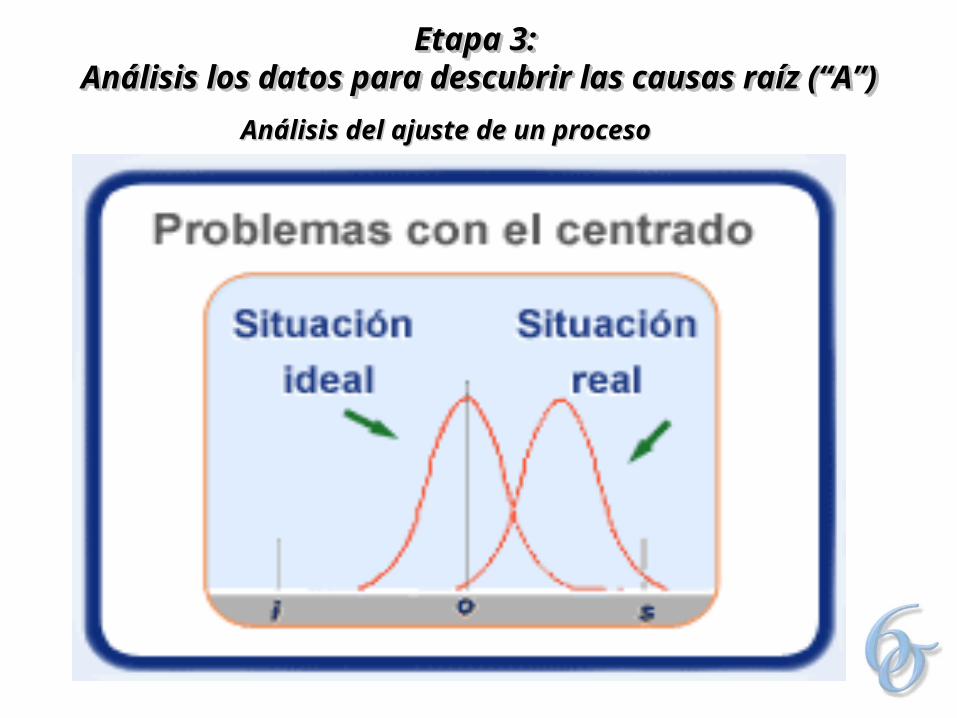
Análisis del ajuste de un procesoAnálisis del ajuste de un proceso
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
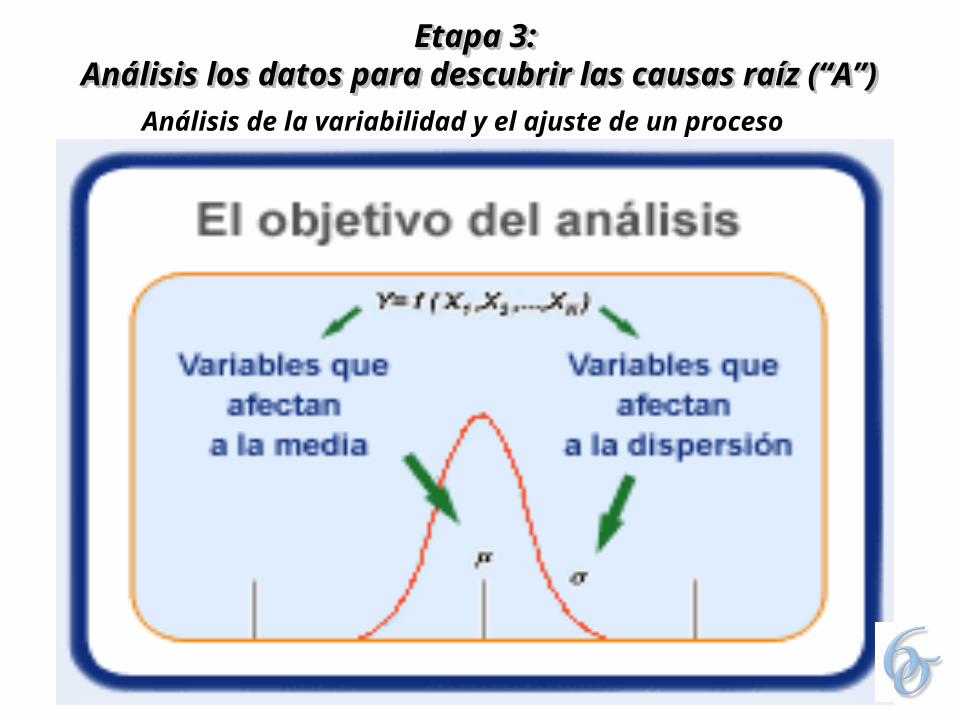
Análisis de la variabilidad y el ajuste de un proceso
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
El equipo de mejora debe asegurarse de que realmente fueron El equipo de mejora debe asegurarse de que realmente fueron
encontradas las encontradas las causas raízcausas raíz y que se ha identificado el y que se ha identificado el por quépor qué
de las mismas empleando la técnica de los de las mismas empleando la técnica de los “cinco por qué”.“cinco por qué”.
Deben determinarse:Deben determinarse:
- Causas de la desviación del valor promedio y - Causas de la desviación del valor promedio y
- Causas de la dispersión de los resultados observados.- Causas de la dispersión de los resultados observados.
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
EjemploEjemplo
Problema El mármol al monumento a Jefferson en USA se está deteriorando
1er. ¿por qué?
Porque hay que limpiarlo frecuentemente con detergente.
2do. ¿por qué?
Para limpiar el excremento de los gorriones del lugar.
3er. ¿por qué?
Los gorriones son atraídos por las arañas.
4to. ¿por qué?
Las arañas son atraídas por los pequeños insectos del lugar.
5to. ¿por qué?
Los insectos son atraídos por las intensas luces que se emplean para iluminar el monumento.
CAUSA RAIZ !!!!
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
PasosPasos
3.1 Elaborar una lista de las causas del problema y de las 3.1 Elaborar una lista de las causas del problema y de las variables de variables de
entrada:entrada: a) Llevar a cabo un proceso reflexivo profundo para la a) Llevar a cabo un proceso reflexivo profundo para la
determinación de determinación de las causas del problema.las causas del problema.
b) Generar las causas mediante una “Lluvia de Ideas” y b) Generar las causas mediante una “Lluvia de Ideas” y organizarlas a organizarlas a
través de un “Diagrama de Causa-Efecto”.través de un “Diagrama de Causa-Efecto”. c) Si las variables del proceso sufren transformación física, c) Si las variables del proceso sufren transformación física,
identificarlasidentificarlas como VCC “independientes”. como VCC “independientes”. EjemplosEjemplos: temperatura, presión, : temperatura, presión, velocidad angular, ....velocidad angular, .... d) Agregar otros aspectos que se estime que pudieran afectar d) Agregar otros aspectos que se estime que pudieran afectar las VCC: características de los insumos, condiciones las VCC: características de los insumos, condiciones
ambientales, ambientales, mano de obra, métodos de trabajo, ....mano de obra, métodos de trabajo, ....
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
3.2 Establecer la relación entre las variables de entrada y de 3.2 Establecer la relación entre las variables de entrada y de salida salida
y determinar las VCC, obteniendo y determinar las VCC, obteniendo una clara visualización de las diferentes variables involucradas en el problema.
3.3 Seleccionar las causas principales del problema 3.3 Seleccionar las causas principales del problema (“causas (“causas vitales”)vitales”) y y
confirmarlas.confirmarlas.
- Escoger las que se consideren como principales, explicando las razones
y confirmando con datos lo sucedido. - Tener presente el estado de capacidad del proceso y la
estabilidad de las VCC.
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 3: Etapa 3: Análisis los datos para descubrir las causas raíz Análisis los datos para descubrir las causas raíz
(“A”)(“A”)
Etapa 4: Mejora de las VCC (“M”)Etapa 4: Mejora de las VCC (“M”)Etapa 4: Mejora de las VCC (“M”)Etapa 4: Mejora de las VCC (“M”)
ObjetivosObjetivos::
- Proponer, implementar y evaluar soluciones a las causas raíz del Proponer, implementar y evaluar soluciones a las causas raíz del problema. problema.
- Demostrar con datos que las soluciones propuestas resuelven el Demostrar con datos que las soluciones propuestas resuelven el problema problema
y conducen a la mejora buscada. y conducen a la mejora buscada.
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
PasosPasos
4.1 Generar diferentes soluciones para cada causa raíz Generar diferentes soluciones para cada causa raíz identificada:identificada:
- Crear alternativas de solución con el uso de diversas herramientas: lluvia de ideas, técnicas de creatividad, hojas de verificación, diseño de experimentos, ....
- Pensar siempre en soluciones que incidan sobre la fuente del problema (causas) y no sobre el resultado (efecto).
- Evaluar e implementar soluciones que garanticen el aumento de la
capacidad del proceso y la disminución de su variabilidad.
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
La modificación de los valores de las VCC y su control con el La modificación de los valores de las VCC y su control con el
empleo de los mecanismos de regulación disponibles permite de empleo de los mecanismos de regulación disponibles permite de
mostrar si los resultados del proyecto son los deseados. mostrar si los resultados del proyecto son los deseados.
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
4.2 Emplear una 4.2 Emplear una matriz multicriteriomatriz multicriterio para elegir la mejor para elegir la mejor solución, solución,
reflejando los diferentes reflejando los diferentes criterioscriterios y y prioridadesprioridades sobre cuya sobre cuya base base
deberá tomarse la decisión. deberá tomarse la decisión.
4.3 Implementar la solución elaborando un plan que especifique y 4.3 Implementar la solución elaborando un plan que especifique y
describa: describa:
a) Tareas a realizar.a) Tareas a realizar.
b) Descripción de las mismas. b) Descripción de las mismas.
c) Modo en que se van a desarrollar. c) Modo en que se van a desarrollar.
d) Responsables de éstas.d) Responsables de éstas.
e) Dónde se van a implementar.e) Dónde se van a implementar.
f) Fechas de cumplimiento y recursos que se necesitarán.f) Fechas de cumplimiento y recursos que se necesitarán.
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
4.4 Evaluar el impacto de la mejora sobre las VCC:4.4 Evaluar el impacto de la mejora sobre las VCC:
- Comparar el estado del proceso antes y después de la realización de - Comparar el estado del proceso antes y después de la realización de
las acciones previstas, repitiendo el estudio de capacidad y las acciones previstas, repitiendo el estudio de capacidad y
estabilidad de las VCC. estabilidad de las VCC.
- Si los resultados - Si los resultados no fuesen satisfactoriosno fuesen satisfactorios, revisar por qué la mejora , revisar por qué la mejora
no funcionó y, de acuerdo con ello, revisar lo hecho en ésta y en las no funcionó y, de acuerdo con ello, revisar lo hecho en ésta y en las
etapas anteriores del Ciclo DMAMC.etapas anteriores del Ciclo DMAMC.
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
ConclusiónConclusión::
La La Mejora de las VCCMejora de las VCC es la etapa de mayor creatividad del es la etapa de mayor creatividad del
proyecto Seis Sigma, debiendo extremarse en ésta por el equipo proyecto Seis Sigma, debiendo extremarse en ésta por el equipo
de proyecto el de proyecto el ingenioingenio y la y la generación de ideasgeneración de ideas que, que,
adecuadamente contrastadas y puestas en práctica, garanticen el adecuadamente contrastadas y puestas en práctica, garanticen el
el éxito del mismo.el éxito del mismo.
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
Etapa 4: Etapa 4: Mejora de las VCC (“M”)Mejora de las VCC (“M”)
Etapa 5: Control para asegurar el mantenimiento Etapa 5: Control para asegurar el mantenimiento de los resultados deseados (“C”)de los resultados deseados (“C”)
Etapa 5: Control para asegurar el mantenimiento Etapa 5: Control para asegurar el mantenimiento de los resultados deseados (“C”)de los resultados deseados (“C”)
a) Diseñar un sistema de control que contribuya a mantener las a) Diseñar un sistema de control que contribuya a mantener las
mejoras mejoras
alcanzadas (control de las alcanzadas (control de las “x” vitales“x” vitales). ).
b) Cierre del proyecto (una vez logrado lo anterior). b) Cierre del proyecto (una vez logrado lo anterior).
c) Desarrollar por parte del equipo de proyecto un conjunto de c) Desarrollar por parte del equipo de proyecto un conjunto de
actividades dirigidas a mantener el estado y desempeño del actividades dirigidas a mantener el estado y desempeño del
proceso a un proceso a un
nivel que satisfaga las necesidades del cliente y sirva de base nivel que satisfaga las necesidades del cliente y sirva de base
para la para la
mejora continua ulterior del mismo.mejora continua ulterior del mismo.
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
El El sistema de controlsistema de control deberá deberá::
- Prevenir que el problema vuelva a repetirse. Prevenir que el problema vuelva a repetirse.
- Impedir que las mejoras y el conocimiento alcanzado se Impedir que las mejoras y el conocimiento alcanzado se pierdan.pierdan.
- Mantener el desempeño del proceso.Mantener el desempeño del proceso.
- Alentar la mejora continua.- Alentar la mejora continua.
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Las acciones de control deben estar relacionadas con Las acciones de control deben estar relacionadas con
el el procesoproceso, la , la documentacióndocumentación y el y el monitoreomonitoreo..
PasosPasos
5.1 5.1 Estandarizar el procesoEstandarizar el proceso
Decidir las acciones a desarrollar para asegurar las mejoras Decidir las acciones a desarrollar para asegurar las mejoras
introducidas introducidas
a través de los cambios realizados al proceso, buscando lograr a través de los cambios realizados al proceso, buscando lograr
una una
dependencia lo menor posible del control y la vigilancia del dependencia lo menor posible del control y la vigilancia del
desempeño. desempeño.
5.2 5.2 Documentar el plan de controlDocumentar el plan de control
Mejorar o desarrollar procedimientos que hagan posible el Mejorar o desarrollar procedimientos que hagan posible el
cumplimiento de los nuevos estándares de operación cumplimiento de los nuevos estándares de operación
establecidos. establecidos.
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Aspectos a considerar al elaborar o revisar los Aspectos a considerar al elaborar o revisar los procedimientosprocedimientos
- Involucrar a las personas que lo aplican y supervisan.
- Probar el procedimiento tal como quedó documentado.
- Incluir detalles hasta el punto en que resulte necesario.
- Garantizar que el procedimiento se encuentre disponible.
- Disponer de un método para la revisión y actualización de los procedimientos.
- Fechar los procedimientos.
- Retirar del uso los procedimientos obsoletos.
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
5.3 5.3 Monitorear el procesoMonitorear el proceso
- Aplicarlo a las VCC.
- Conservar evidencias sobre el mantenimiento del nivel de mejora
alcanzado.
- Emplear herramientas adecuadas, como los Gráficos de Control, para
monitorear y analizar el desempeño del proceso.
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Aspectos a considerar en el monitoreo de un proceso en Aspectos a considerar en el monitoreo de un proceso en relación con sus VCCrelación con sus VCC
- Conocimiento de las especificaciones y valores meta óptimos.Conocimiento de las especificaciones y valores meta óptimos.
- VCC que habrán de controlarse a través de los Gráficos de VCC que habrán de controlarse a través de los Gráficos de Control.Control.
- Forma en que se realizará.Forma en que se realizará.
- Frecuencia con que se llevará a cabo.Frecuencia con que se llevará a cabo.
- Capacidad y estabilidad del proceso.Capacidad y estabilidad del proceso.
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
5.4 5.4 Cerrar y difundir el proyectoCerrar y difundir el proyecto
- Asegurar que el proyecto Seis Sigma desarrollado e implementado sea fuente de evidencias de logros y de aprendizaje, y herramienta de difusión para fortalecer la estrategia de mejora de la organización.
- Acordar y llevar a cabo actividades de difusión de lo realizado y de los logros alcanzados, incluyendo:
Preparación de un reporte técnico. Presentación ante colegas y directivos Divulgación interna por los canales adecuados.
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Etapa 5: Etapa 5: Control para asegurar el mantenimiento de los Control para asegurar el mantenimiento de los
resultados deseados (“C”)resultados deseados (“C”)
Si el ciclo “Si el ciclo “DMAMCDMAMC” se aplica con rigor se limitará la ” se aplica con rigor se limitará la
variabilidad del proceso y se comprenderá mejor el variabilidad del proceso y se comprenderá mejor el
mismo.mismo.
Las propuestas de mejoras serán las más eficaces y Las propuestas de mejoras serán las más eficaces y eficientes.eficientes.
RESUMENRESUMENRESUMENRESUMEN
• Seis SigmaSeis Sigma se sostiene en el tiempo reconociendo a los líderes se sostiene en el tiempo reconociendo a los líderes
en que se apoya el programa y a los equipos que desarrollan en que se apoya el programa y a los equipos que desarrollan
proyectos exitosos. proyectos exitosos.
EjemploEjemplo: En : En GE GE el 40% de la compensación de sus el 40% de la compensación de sus
directivos depende de los resultados de los proyectos directivos depende de los resultados de los proyectos
Seis Sigma.Seis Sigma.
• Se recomienda involucrar en los proyectos de mejora Se recomienda involucrar en los proyectos de mejora Seis Seis
SigmaSigma a empleados a los que se les ve futuro en la a empleados a los que se les ve futuro en la
organización.organización.
Reconocimiento por el trabajo en Seis SigmaReconocimiento por el trabajo en Seis SigmaReconocimiento por el trabajo en Seis SigmaReconocimiento por el trabajo en Seis Sigma
• Objetivo: generar Objetivo: generar comprensióncomprensión, , apoyoapoyo y y compromisocompromiso, tanto , tanto
en el interior de la organización como en el exterior en el interior de la organización como en el exterior
(proveedores, clientes claves). (proveedores, clientes claves).
• Debe partirse de una explicación del significado de Debe partirse de una explicación del significado de Seis SigmaSeis Sigma
y de por qué es necesario trabajar por alcanzar dicha meta. y de por qué es necesario trabajar por alcanzar dicha meta.
• Incluir los resultados obtenidos con los proyectos Incluir los resultados obtenidos con los proyectos Seis SigmaSeis Sigma
como parte del programa de comunicación de la organización.como parte del programa de comunicación de la organización.
Comunicación de los Programas Seis SigmaComunicación de los Programas Seis SigmaComunicación de los Programas Seis SigmaComunicación de los Programas Seis Sigma
Herramientas Básicas de Seis SigmaHerramientas Básicas de Seis SigmaHerramientas Básicas de Seis SigmaHerramientas Básicas de Seis Sigma
Herramientas básicas de Seis Herramientas básicas de Seis SigmaSigma
Herramientas básicas de Seis Herramientas básicas de Seis SigmaSigma
Son eficaces, simples y de fácil comprensión. Son eficaces, simples y de fácil comprensión.
No requieren de No requieren de un personal altamente calificado para un personal altamente calificado para su empleo su empleo e interpretación.e interpretación.
Están dispopnibles Están dispopnibles softwaressoftwares para su aplicación: para su aplicación: Minitab, Minitab, Statgraphics, etc.Statgraphics, etc.
Adecuadamente explicadas a los que deben utilizarlas Adecuadamente explicadas a los que deben utilizarlas pueden aportar beneficios notables en la mejora de los pueden aportar beneficios notables en la mejora de los procesos.procesos.
1.1. Gráfico de RegistroGráfico de Registro
2. Gráficos Simples2. Gráficos Simples
3. Histograma de Frecuencia3. Histograma de Frecuencia
4. Gráfico de Tendencias4. Gráfico de Tendencias
5. Diagrama de Dispersión5. Diagrama de Dispersión
6. Matriz Multicriterio6. Matriz Multicriterio
7. Diagrama Causa- Efecto7. Diagrama Causa- Efecto
8. Diagrama de Pareto8. Diagrama de Pareto
9. Gráfico de Control9. Gráfico de Control
Herramientas básicas de Seis Herramientas básicas de Seis SigmaSigma
Herramientas básicas de Seis Herramientas básicas de Seis SigmaSigma
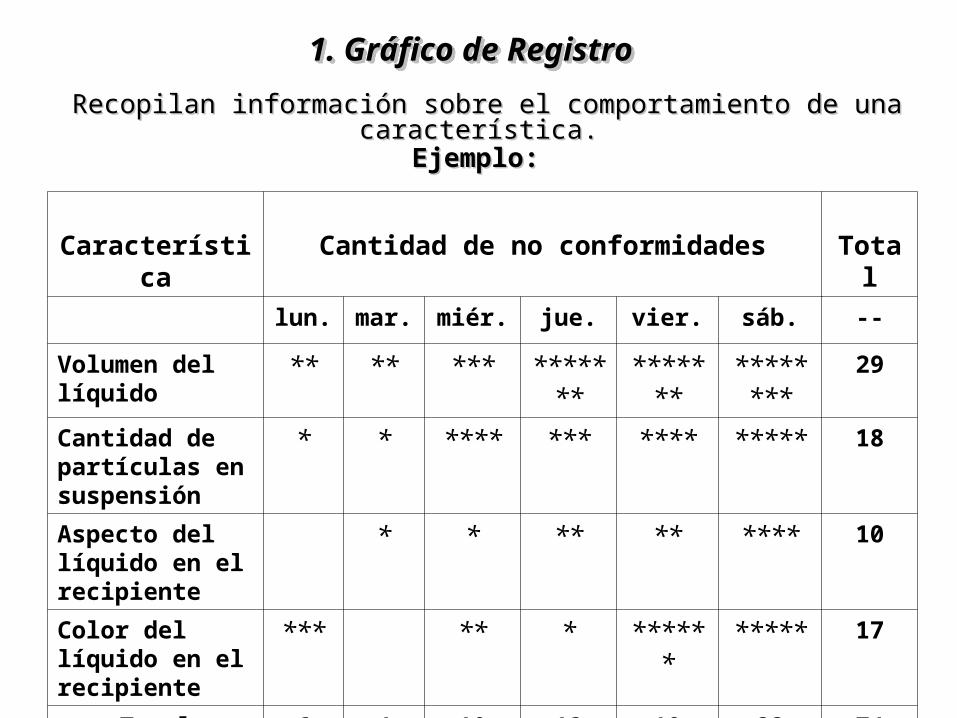
1. Gráfico de Registro1. Gráfico de Registro1. Gráfico de Registro1. Gráfico de Registro
Recopilan información sobre el comportamiento de una Recopilan información sobre el comportamiento de una característica. característica.
Característica
Cantidad de no conformidades Total
lun. mar. miér. jue. vier. sáb. --
Volumen del líquido
** ** *** *******
*******
********
29
Cantidad de partículas en suspensión
* * **** *** **** ***** 18
Aspecto del líquido en el recipiente
* * ** ** **** 10
Color del líquido en el recipiente
*** ** * ****** ***** 17
Total 6 4 10 13 19 22 74
Ejemplo:Ejemplo:
2. Gráficos Simples2. Gráficos Simples2. Gráficos Simples2. Gráficos Simples
Los datos se representan mediante figuras o esquemas.Los datos se representan mediante figuras o esquemas.
Ayudan a determinar tendencias y muestran la información de Ayudan a determinar tendencias y muestran la información de
una manera fácilmente visible.una manera fácilmente visible.
TiposTipos::
- Poligonal- Poligonal
- De Barras- De Barras
- Circular- Circular
3. Histograma de Frecuencias3. Histograma de Frecuencias3. Histograma de Frecuencias3. Histograma de Frecuencias
Permiten representar gráficamente la Permiten representar gráficamente la distribución de distribución de frecuencias de una variable aleatoriafrecuencias de una variable aleatoria..
Lo forman una serie de rectángulos de igual base y un área Lo forman una serie de rectángulos de igual base y un área total que es proporcional a la frecuencia con que se obtienen total que es proporcional a la frecuencia con que se obtienen los diferentes valores de la variable.los diferentes valores de la variable.
Sirven para analizar el comportamiento de la Sirven para analizar el comportamiento de la tendencia tendencia centralcentral y la y la variabilidadvariabilidad de a característica estudiada.de a característica estudiada.
TiposTipos::
- Histograma de datos repetidosHistograma de datos repetidos- Histograma de datos dentro de ciertos límitesHistograma de datos dentro de ciertos límites
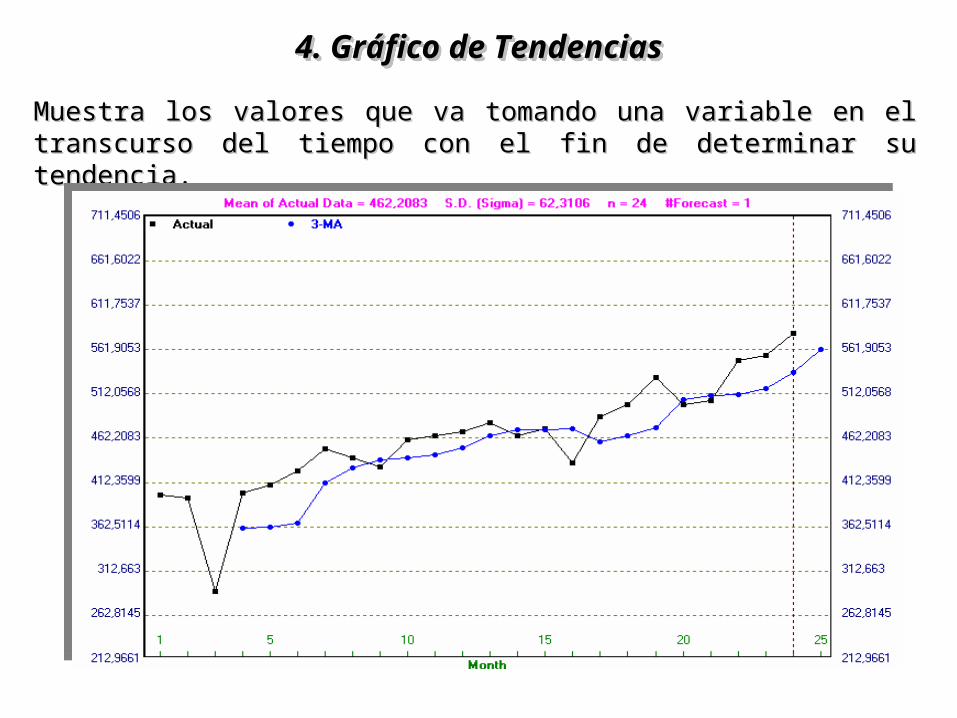
4. Gráfico de Tendencias4. Gráfico de Tendencias4. Gráfico de Tendencias4. Gráfico de Tendencias
Muestra los valores que va tomando una variable en el Muestra los valores que va tomando una variable en el transcurso del tiempo con el fin de determinar su tendencia.transcurso del tiempo con el fin de determinar su tendencia.
5. Diagrama de Dispersión5. Diagrama de Dispersión5. Diagrama de Dispersión5. Diagrama de Dispersión
Permite Permite visualizar el grado de relación existente entre dos variables.
X
Y
.
..
.
.
.
.
.
.
.
..
La relación lineal entre las variables se determina a través del La relación lineal entre las variables se determina a través del
Coeficiente de CorrelaciónCoeficiente de Correlación (r). (r).
5. Diagrama de Dispersión ...5. Diagrama de Dispersión ...5. Diagrama de Dispersión ...5. Diagrama de Dispersión ...
SiSi r r es cercano a 1 es cercano a 1 Relación Relación fuerte y directafuerte y directa
Si Si rr es cercano a -1 es cercano a -1 Relación Relación fuerte e inversafuerte e inversa
SiSi r r es cercanoes cercano a 0 a 0 No existe correlación entre las No existe correlación entre las variablesvariables
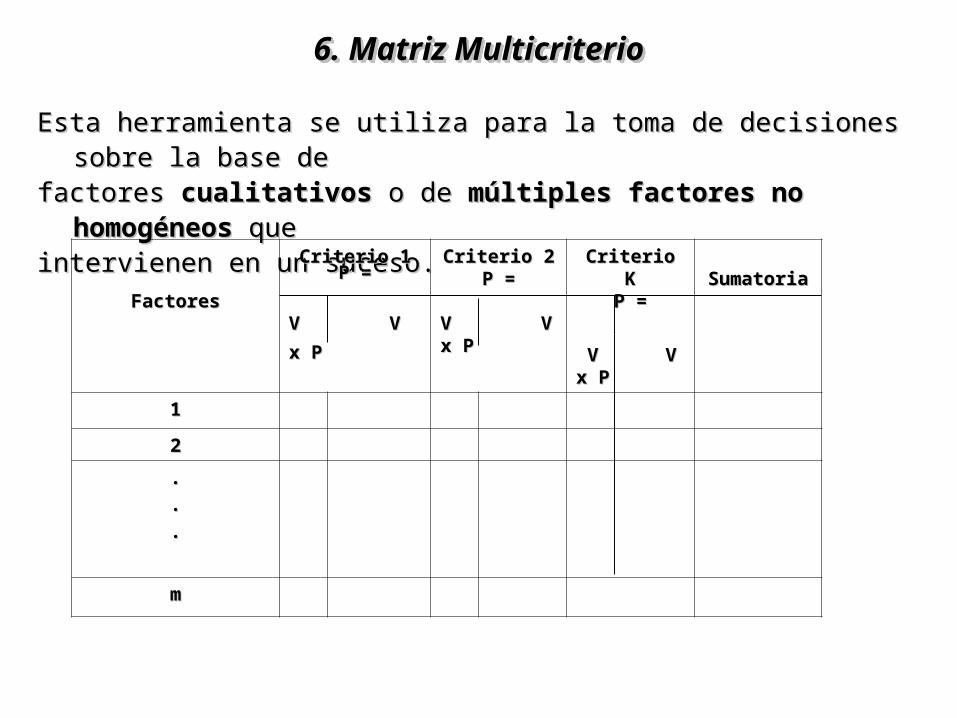
6. Matriz Multicriterio6. Matriz Multicriterio6. Matriz Multicriterio6. Matriz Multicriterio
Esta herramienta se utiliza para la toma de decisiones sobre la Esta herramienta se utiliza para la toma de decisiones sobre la base de base de
factores factores cualitativos cualitativos o de o de múltiples factores no homogéneosmúltiples factores no homogéneos que que
intervienen en un suceso.intervienen en un suceso.FactoresFactores
Criterio 1Criterio 1P P ==
V V x PV V x P
Criterio 2Criterio 2P P ==
V V x V V x PP
Criterio KCriterio KP P ==
V V x V V x PP
SumatoriaSumatoria
11
22
..
..
..
mm
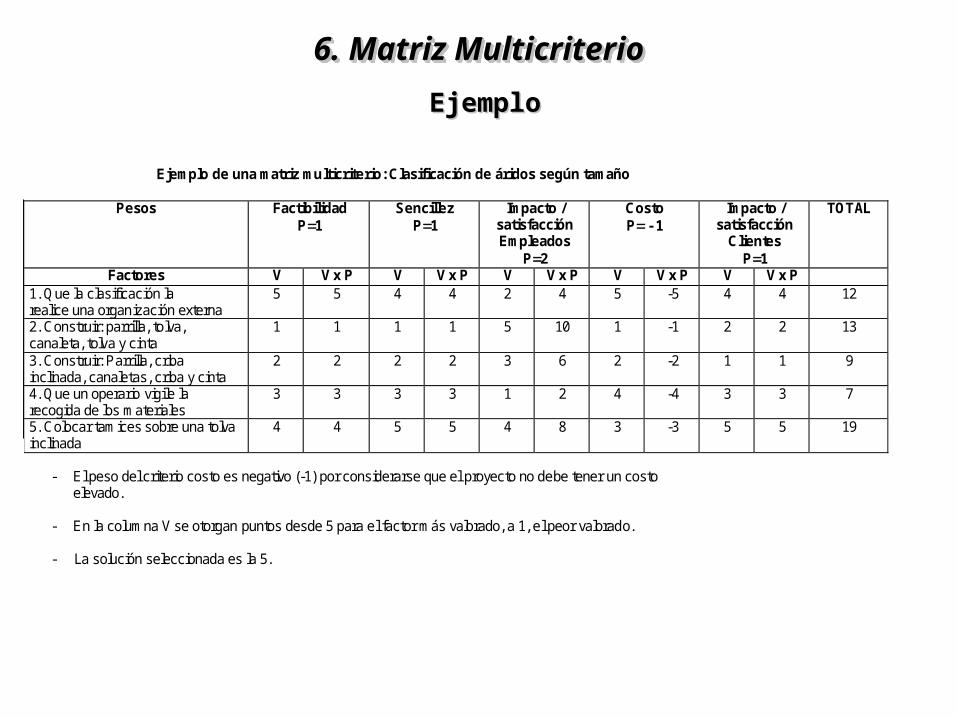
Ejemplo de una matriz multicriterio: Clasificación de áridos según tamaño
Pesos
Factibilidad P1
Sencillez P1
Impacto / satisfacción Empleados
P2
Costo P - 1
Impacto / satisfacción
Clientes P1
TOTAL
Factores V V x P V V x P V V x P V V x P V V x P 1. Que la clasificación la realice una organización externa
5 5 4 4 2 4 5 -5 4 4 12
2. Construir: parrilla, tolva, canaleta, tolva y cinta
1 1 1 1 5 10 1 -1 2 2 13
3. Construir: Parrilla, criba inclinada, canaletas, criba y cinta
2 2 2 2 3 6 2 -2 1 1 9
4. Que un operario vigile la recogida de los materiales
3 3 3 3 1 2 4 -4 3 3 7
5. Colocar tamices sobre una tolva inclinada
4 4 5 5 4 8 3 -3 5 5 19
- El peso del criterio costo es negativo (-1) por considerarse que el proyecto no debe tener un costo
elevado. - En la columna V se otorgan puntos desde 5 para el factor más valorado, a 1, el peor valorado.
- La solución seleccionada es la 5.
6. Matriz Multicriterio6. Matriz Multicriterio6. Matriz Multicriterio6. Matriz Multicriterio
EjemploEjemplo
7. Diagrama Causa – Efecto7. Diagrama Causa – Efecto(o de la Espina de Pescado)(o de la Espina de Pescado)7. Diagrama Causa – Efecto7. Diagrama Causa – Efecto(o de la Espina de Pescado)(o de la Espina de Pescado)
Muestra la relación entre un efecto y sus causas. Muestra la relación entre un efecto y sus causas.
Pasos para su construcciónPasos para su construcción
1.1. Se escribe el “efecto” a un lado (generalmente a la derecha) y Se escribe el “efecto” a un lado (generalmente a la derecha) y
se encierra en un rectángulo.se encierra en un rectángulo. 2. Se escriben las “causas primarias” que inciden sobre el efecto 2. Se escriben las “causas primarias” que inciden sobre el efecto
((huesos grandeshuesos grandes) y también se encierran en rectángulos. ) y también se encierran en rectángulos.
3. Se escriben las “causas secundarias” (3. Se escriben las “causas secundarias” (huesos medianoshuesos medianos) ) relacionadas con las primarias; y a continuación, si las hubiere, relacionadas con las primarias; y a continuación, si las hubiere, las terciarias (las terciarias (huesos pequeñoshuesos pequeños).).
4. Se determina la importancia de cada causa y se encierran en 4. Se determina la importancia de cada causa y se encierran en círculos las que se consideran que tienen un impacto círculos las que se consideran que tienen un impacto significativo sobre el efecto. significativo sobre el efecto.
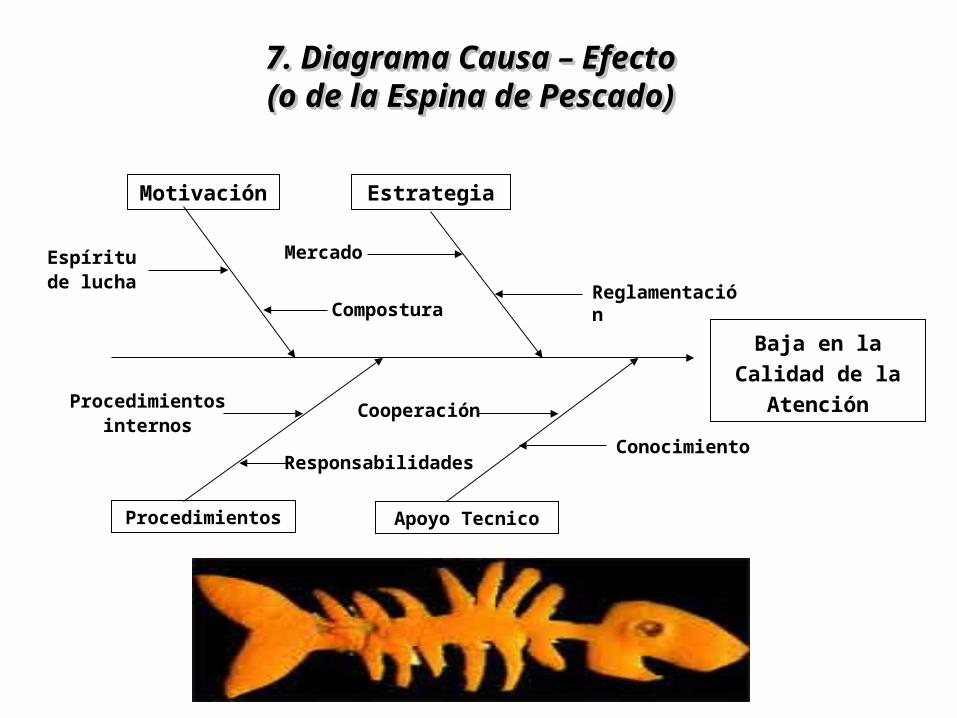
Motivación Estrategia
Espíritu de lucha
ComposturaReglamentación
Mercado
Baja en la Calidad
de la AtenciónProcedimientos
internosCooperación
ConocimientoResponsabilidades
Procedimientos Apoyo Tecnico
7. Diagrama Causa – Efecto7. Diagrama Causa – Efecto(o de la Espina de Pescado)(o de la Espina de Pescado)7. Diagrama Causa – Efecto7. Diagrama Causa – Efecto(o de la Espina de Pescado)(o de la Espina de Pescado)
8. Diagrama de Pareto8. Diagrama de Pareto8. Diagrama de Pareto8. Diagrama de Pareto
Se usa para ordenar gráficamente los datos correspondientes relativos a Se usa para ordenar gráficamente los datos correspondientes relativos a
una variable según su una variable según su prioridadprioridad o o importanciaimportancia..
Principio de ParetoPrincipio de Pareto
““Si se hace una lista con todas las causas que contribuyen a la obtención o Si se hace una lista con todas las causas que contribuyen a la obtención o
aparición de un efecto que interesa analizar, ordenándolas de mayor a aparición de un efecto que interesa analizar, ordenándolas de mayor a
menor según la magnitud de la contribución de cada una sobre dicho menor según la magnitud de la contribución de cada una sobre dicho
efecto, se encontrará que la importancia relativa de las primeras es tan efecto, se encontrará que la importancia relativa de las primeras es tan
grande en comparación con las últimas que, aproximadamente, el grande en comparación con las últimas que, aproximadamente, el 20%20% de de
dichas dichas causascausas son responsables del son responsables del 80% 80% deldel efecto total efecto total, mientras el , mientras el
80%80% restante de las restante de las causas causas son responsables solamente del son responsables solamente del 20% 20% del del
efecto total”efecto total”..
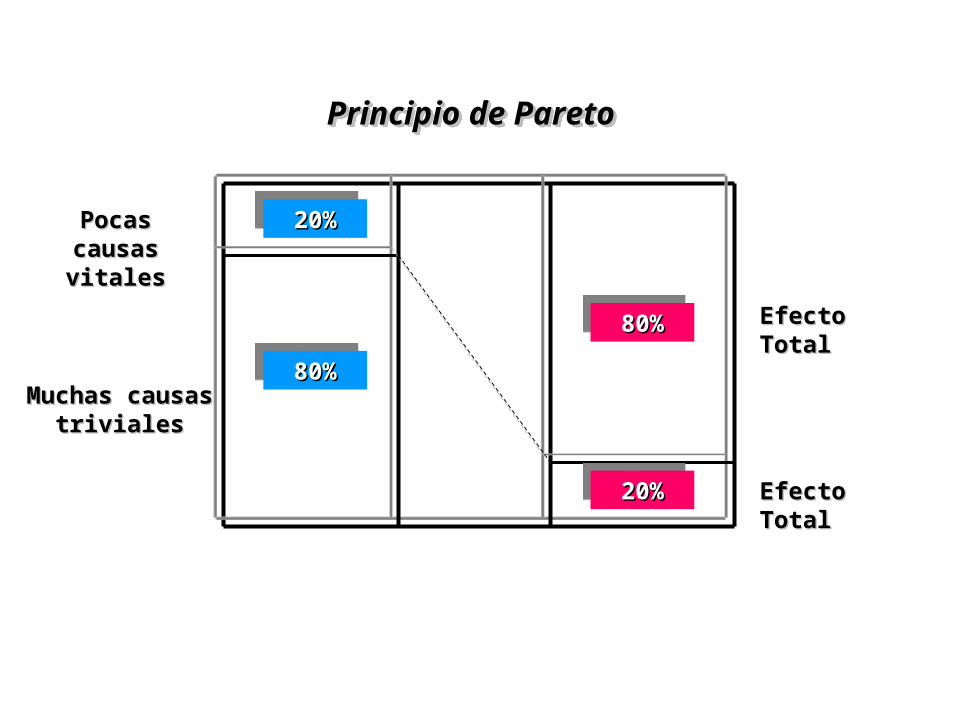
20%20%20%20%
20%20%20%20%
80%80%80%80%
80%80%80%80%
Pocas causas Pocas causas vitalesvitales
Muchas causas Muchas causas trivialestriviales
Efecto TotalEfecto Total
Efecto TotalEfecto Total
Principio de ParetoPrincipio de ParetoPrincipio de ParetoPrincipio de Pareto
9. Gráfico de Control9. Gráfico de Control9. Gráfico de Control9. Gráfico de Control
Gráfico sobre el que se plotean estadígrafos que corresponden Gráfico sobre el que se plotean estadígrafos que corresponden
a una serie de muestras seleccionadas en forma secuencial.a una serie de muestras seleccionadas en forma secuencial.
Incluye Incluye Límites de ControlLímites de Control (superior e/o inferior) que indican (superior e/o inferior) que indican
los valores entre los que el estadígrafo escogido para evaluar los valores entre los que el estadígrafo escogido para evaluar
una característica tiene una una característica tiene una alta probabilidadalta probabilidad de de
encontrarse cuando el proceso está encontrarse cuando el proceso está en controlen control..
Incorpora también una Incorpora también una Línea CentralLínea Central que ayuda a visualizar que ayuda a visualizar
la tendencia que deberían seguir los valores ploteados, la tendencia que deberían seguir los valores ploteados,
representada generalmente por el representada generalmente por el valor promediovalor promedio del del
estadígrafo estimado en un período de tiempo largo.estadígrafo estimado en un período de tiempo largo.
Se emplean cuando la evaluación de las características Se emplean cuando la evaluación de las características no se realiza en no se realiza en
forma cuantitativaforma cuantitativa, sino a partir de la identificación de la cantidad de las, sino a partir de la identificación de la cantidad de las
no conformidades.no conformidades.
Mediciones de Seis SigmaMediciones de Seis SigmaMediciones de Seis SigmaMediciones de Seis Sigma
Es aplicable tanto a Es aplicable tanto a produccionesproducciones como a como a serviciosservicios..
DPU: Defectos Por UnidadDPU: Defectos Por Unidad
DPU DPU = d / U= d / U
d: número de defectos observadosd: número de defectos observados
U: número de unidades producidas (o servicios prestados) U: número de unidades producidas (o servicios prestados)
Ambos referidos a un periodo de tiempo determinado.Ambos referidos a un periodo de tiempo determinado.
Mediciones de Seis SigmaMediciones de Seis SigmaMediciones de Seis SigmaMediciones de Seis Sigma
EjemploEjemplo
Cantidad de unidades producidas o servicios prestados en un Cantidad de unidades producidas o servicios prestados en un turno de turno de
trabajo: U = 500trabajo: U = 500
Cantidad de defectos detectados d = 100Cantidad de defectos detectados d = 100
DPU DPU = 100 / 500 = 0,20= 100 / 500 = 0,20
Significa que el promedio de defectos por unidad de producto Significa que el promedio de defectos por unidad de producto
producida o servicio prestado es producida o servicio prestado es del del 20%20%..
Otras mediciones de Seis SigmaOtras mediciones de Seis SigmaOtras mediciones de Seis SigmaOtras mediciones de Seis Sigma
DPO: Defectos Por OportunidadDPO: Defectos Por Oportunidad
Toma en cuenta la complejidad de la unidad de producto o del Toma en cuenta la complejidad de la unidad de producto o del
servicio, servicio,
según las oportunidades de defectos que pueden presentarse.según las oportunidades de defectos que pueden presentarse.
DPO DPO = d / U x O = d / U x O = DPU / 0= DPU / 0
Otras mediciones de Seis SigmaOtras mediciones de Seis SigmaOtras mediciones de Seis SigmaOtras mediciones de Seis Sigma
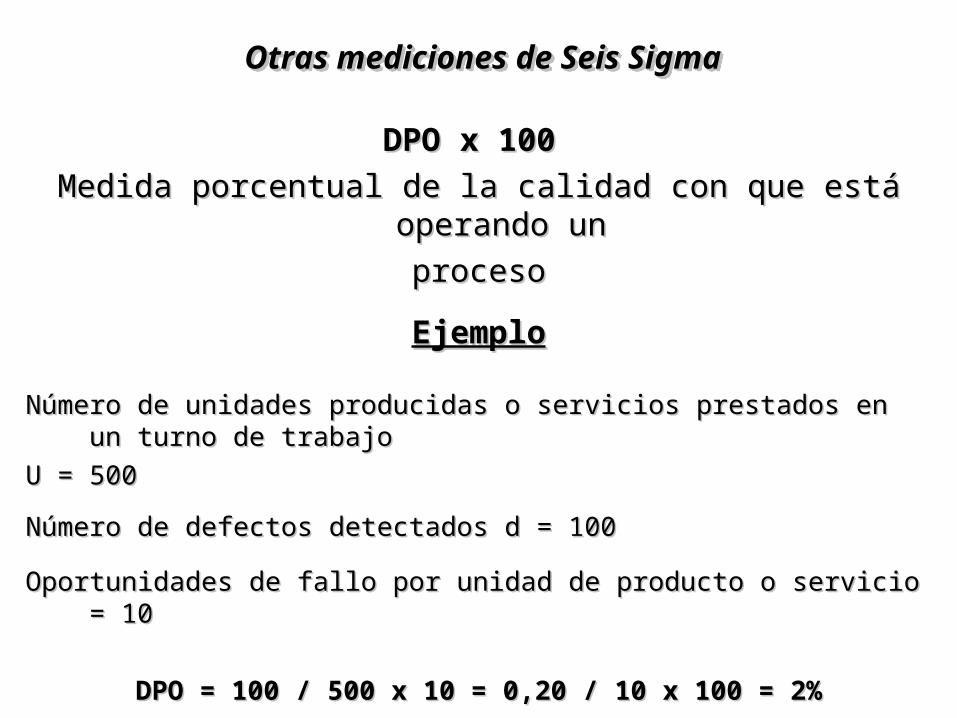
DPO x 100DPO x 100
Medida porcentual de la calidad con que está operando Medida porcentual de la calidad con que está operando un un
procesoproceso
EjemploEjemplo
Número de unidades producidas o servicios prestados en un turno Número de unidades producidas o servicios prestados en un turno de trabajo de trabajo
U = 500U = 500
Número de defectos detectados d = 100Número de defectos detectados d = 100
Oportunidades de fallo por unidad de producto o servicio = 10Oportunidades de fallo por unidad de producto o servicio = 10
DPO DPO = 100 / 500 x 10 = 100 / 500 x 10 = 0,20 / 10 x 100 = 2%= 0,20 / 10 x 100 = 2%
La probabilidad de error por unidad de producto o servicio es La probabilidad de error por unidad de producto o servicio es 2%2%
Otras mediciones de Seis SigmaOtras mediciones de Seis SigmaOtras mediciones de Seis SigmaOtras mediciones de Seis Sigma
Módulo Seis Sigma
Ing. Alejandro A. Penabad Salgado
apenabad operamail.com