Tesina de control numerico computarizado
54
1 TESINA DE CONTROL NUMERICO COMPUTARIZADO Nombre Escuela: Centro de Bachillerato Tecnológico Industrial y de Servicios No. 145 Nombre Modulo: Realizar maquinado de piezas en CNC Nombre Alumno: Diego López Cristino Nombre Maestro: Jorge Moreno Mendoza Fecha entrega: 29 octubre 2012
-
Upload
diego-lopez-cristino -
Category
Documents
-
view
1.375 -
download
1
Transcript of Tesina de control numerico computarizado

1
TESINA DE CONTROL NUMERICO COMPUTARIZADO
Nombre Escuela: Centro de Bachillerato Tecnológico Industrial y de Servicios No. 145
Nombre Modulo: Realizar maquinado de piezas en CNC
Nombre Alumno: Diego López Cristino
Nombre Maestro: Jorge Moreno Mendoza
Fecha entrega: 29 octubre 2012

2
INDICE
CONTENIDO PAG
1. INTRODUCCION 3
2. INVESTIGACION TEORICA 4
2.1 Historia de CNC 4
3. PROYECTO 30
3.1 INTRODUCCION AL PROYECTO 30
4. PIEZAS 31
5. REALIZACION DE PIEZAS EN SIMULADOR CNC 31
6. DIBUJO DE PIEZAS EN SOLID WORKS 36
7.DIBUJO COMPLETO EN SOLID WORKS 44
8. DISEÑO EN HOJAS MILIMETRICAS 48
9. FOTOGRAFIAS DEL HELICOPTERO ENSAMBLADO 53

3
INTRODUCCION
En la sociedad actual se enfrenta al avance impresionante de la
tecnología que favorece en todos los ámbitos al sector laboral y el
área de maquinado de piezas en CNC no podría ser la excepción.
Esto se debe a que antes en los principios de este programa las
maquinas de ese entonces no cabían inclusive en un cuarto grande
eran de un costo extremadamente alto y solo podían utilizarlas
ingenieros altamente capacitados para poder ocupar todas las
facilidades que en ese tiempo eran consideradas lo máximo para el
maquinado de piezas en CNC.
Pero con los avances tecnológicos que presentaron las computadoras
fueron paulatinamente reduciendo los costos de elaboración y espacio
de las maquinas CNC haciéndolas cada vez mas practicas y sencillas
de operar y ya no era necesario de personas extremadamente
capacitadas para poder operarlas. Con el paso de los años estas
maquinas han ido adquiriendo mas utilidades que permiten realizar
mas de una función a la vez

4
INVESTIGACION TEORICA
El control numérico (NC) puede definirse como un método de controlar
con precisión la operación de una maquina mediante una serie de
instrucciones codificadas, formadas por números, letras del alfabeto,
símbolos que la unidad de control de la maquina (MCU)(MCU) puede
comprender. Estas instrucciones se convierten en pulsos eléctricos de
corriente, que los motores y controles de la maquina siguen para llevar
a cabo las operaciones de maquinado sobre una pieza de trabajo. Los
números, letras y símbolos son instrucciones codificadas que se
refieren a distancias, posiciones, funciones o movimientos específicos
que la máquina herramienta puede comprender al maquinar la pieza.
Los dispositivos de medición y de registro incorporados en las
maquinas herramienta de control numérico por computadora aseguran
que la pieza que se está manufacturando será exacta. Las máquinas
de control numérico por computadora (CNC) minimizan el error
humano.
TEORIA DEL CONTROL NUMERICO POR COMPUTADORA (CNC)
El control numérico por computadora (CNC) y la computadora han
aportado cambios significativos a la industria metalmecánica. Nuevas
máquinas herramienta, en combinación con CNC, le permiten a la
industria producir de manera consistente componentes y piezas con
precisiones imposibles de imaginar hace solo unos cuantos años. Si
el programa CNC ha sido apropiadamente preparado, y la maquina ha
sido puesta a punto correctamente, se puede producir la misma pieza
con el mismo grado de precisión cualquier cantidad de veces. Los
comandos de operación que controlan la maquina herramienta son
ejecutados automáticamente con una velocidad, eficiencia, precisión y
capacidad de repetición asombrosas.

5
EL PAPEL DE UNA COMPUTADORA EN CNC
La computadora tiene también muchos usos en el proceso general de
manufactura. Se utiliza para el diseño de las piezas mediante el diseño
asistido por computadora (CAD), sin embargo, la computadora ha
causado profundos efectos en las técnicas de manufactura, mismos
que seguirá teniendo en el futuro. Las computadoras llenan tres
papeles importantes en el control numérico por computadora (CNC) :
1. Prácticamente todas las unidades de control de la maquina
(MCU) incluyen o incorporan una computadora en su operación.
Estas unidades generalmente se llaman CONTROL NUMERICO
POR COMPUTADORA(CNC)
2. La mayor parte de la programación de piezas para las maquinas
herramienta CNC se lleva a cabo con asistencia de
computadoras fuera de línea.
3. Un número cada vez mayor de máquinas herramienta esta
controlado o supervisado por computadoras que pueden estar
situadas en un cuarto de control separado o incluso en otra
planta. Esto se conoce mas comúnmente como CONTROL
NUMERICO DIRECTO (CND)
Procesamiento de datos Salida de datos
Almacenamiento
de datos
Entrada de datos

6
En el siguiente esquema se muestra la función principal de la
computadora que es aceptar, procesar y entregar datos.
FUNCIONES DE LAS COMPUTADORAS
La función de una computadora es recibir instrucciones codificadas
(DATOS DE ENTRADA) en forma numérica, procesar dicha
información y producir datos de salida que hagan que una máquina
herramienta funcione, Se están utilizando muchos métodos para
introducir información en una computadora, como es cinta perforada o
punzonada, cinta magnética, disquetes y sensores especialmente
diseñados.
RENDIMIENTO CNC
CNC ha tenido grandes procesos desde que se introdujo por primera
vez la NC a mediados de los años 50 como un medio de guiar de
manera automática los movimientos de la maquinas herramienta, sin
ayuda humana. Las primeras máquinas eran capaces solo de un
posicionamiento de punto a punto (MOVIMIENTOS EN LINEA
RECTA), eran maquinas muy costosas y requerían de técnicos muy
preparados y de matemáticos para producir los programas en cinta.
No solamente han mejorado de manera dramática las maquinas
herramienta y sus controles, sino que el costo se ha venido
continuamente reduciendo. Las maquinas CNC ahora están dentro del
alcance financiero de los pequeños talleres de manufactura y de las
instituciones educativas. Su aceptación mundial ha sido el resultado
de su precisión, confiabilidad, capacidad de repetición y productividad
CNC ofrece
PRECISION CONFIABILIDAD CAPACIDAD DE
REPETICION
PRODUCTIVIDAD

7
En este esquema se muestra algunas de las muchas ventajas que
CNC le ofrece a la industria.
PRECISION
Las maquinas herramienta CNC no hubieran sido aceptadas por la
industria de no ser capaces de efectuar maquinados con tolerancias
muy estrechas. Cuando se estaba desarrollando CNC, la industria
estaba buscando una manera de mejorar las velocidades de
producción y lograr una mayor precisión en sus productos. Un
mecánico diestro es capaz de trabajar con tolerancias estrechas, como
por ejemplo: ±.001 plg (0.025 mm), o incluso menos en la mayor parte
de las maquinas herramienta. Le ha tomado al mecánico muchos años
de experiencia para adquirir esa destreza, pero esta persona no puede
ser capaz de trabajar con esta precisión todo el tiempo. Algún error
humano significara que alguna pieza producida tendrá que enviarse al
desperdicio.
Las maquinas herramienta modernas CNC son capaces
consistentemente de producir piezas que tienen una precisión con
tolerancias de hasta .0001 a .0002 pulg (0.0025 a 0.005 mm). Las
maquinas herramienta están mejor fabricadas y los sistemas de
control electrónicos aseguran que se producirán las piezas con las
tolerancias permitidas por los planos de ingeniería.
CONFIABILIDAD
El rendimiento de las maquinas herramienta CNC y de sus sistemas
de control tenia que se por lo menos tan confiable como los
mecanismos herramentistas y matriceros para que la industria
aceptara este concepto de maquinado. En vista que los consumidores
en todo el mundo estaban demandando de productos mejores y más
confiables, había una gran necesidad de equipo que pudiera maquinar
a estrechas tolerancias y que se pudiera contar en su capacidad de
repetir lo anterior una y otra vez, Las mejorías en las correderas,

8
cojinetes, tornillos de bolas y mesas de las maquinas, todas ella
ayudaron a que las maquinas fueran más robustas y más precisas. Se
desarrollaron nuevas herramientas de corte y sus soportes que
correspondían a la precisión de la máquina herramienta y que hacían
posible la producción de manera consistente de piezas precisas.
CAPACIDAD DE REPETICION
La capacidad de repetición y la confiabilidad son muy difíciles de
separar porque muchas de las mismas variables afectan a ambas. La
capacidad de repetición de una máquina herramienta involucra la
comparación de cada una de las piezas producida en dicha máquina
para ver cómo se comparan con otras piezas en lo que se refiere a
tamaño y precisión. La capacidad de repetición de una maquina CNC
debe ser por lo menos la mitad de la tolerancia más pequeña de la
pieza. Las maquinas herramientas capaces de la máxima precisión y
repetición naturalmente son más costosas, debido a la precisión
incorporada en la máquina herramienta y/o control del sistema.
PRODUCTIVIDAD
Ha sido la meta de la industria producir productos mejores a precios
competitivos o menores para alcanzar una porción más grande del
mercado. Para hacer frente a la competencia del extranjero, los
fabricantes deben producir productos de una calidad másalta, y al
mismo tiempo mejorando el rendimiento sobre el capital invertido y
reduciendo los costos de manufactura y de mano de obra. Estos
factores son suficientes para justificar el uso de CNC y para
automatizar las plantas. Proporcionan la oportunidad de producir
bienes de mejor calidad más rápido y aun costo menor.
La unidad de control de la maquina CNC moderna tiene varias
características que no se encontraban en las unidades de control de
circuitos físicos anteriores a 1970.

9
Ventajas del CNC
CNC, ha crecido con una velocidad cada vez más rápida y su uso
seguirá creciendo dadas las muchas ventajas que le ofrece a la
industria. Algunas de las ventajas de mayor importancia de CNC se
van a enumerar a continuación:
1) MAYOR SEGURIDAD DEL OPERADOR-CNC: Los sistemas
CNC se operan por lo general desde una consola ubicada lejos
del área de maquinado, misma que en la mayor parte de las
maquinas está cerrada. Por lo tanto, el operador esta menos
expuesto a partes en movimiento o a la herramienta del corte.
2) MAYOR EFICIENCIA DEL OPERADOR: Una maquina CNC no
requiere tanta atención como una maquina convencional,
permitiendo que el operador lleve a cabo otras tareas mientras la
maquina está funcionando.
3) REDUCCION DE DESPERDICIO: En vista del alto grado de
precisión de los sistemas CNC, el desperdicio ha sido
drásticamente abatido.
4) TIEMPOS DE ENTREGA MAS CORTOS PARA LA
PRODUCCION: Por lo general la preparación y puesta a punto
de programas para maquinas controladas numéricamente por
computadora es breve. Muchos de los dispositivos y plantillas
antes necesarios ya no se requieren.
5) REDUCCION DEL ERROR HUMANO: El programa CNC reduce
o elimina la necesidad de que un operador efectúe cortes de
prueba, efectué movimientos de posicionamiento o cambie de
herramental.

10
6) ELEVADO GRADO DE PRECISION: CNC se asegura que todas
las piezas producidas serán precisas y de una calidad uniforme.
7) OPERACIONES COMPLEJAS DE MAQUINADO: Se pueden
efectuar operaciones complejas con rapidez y precisión utilizando
CNC y equipo electrónico de medición.
8) MENORES COSTOS DE HERRAMENTAL: Las maquinas CNC
utilizan generalmente dispositivos simples de sujeción, lo que
reduce el costo del herramental hasta en un 70%. Herramientas
de torneado y de fresado estándar eliminan la necesidad de
herramientas de perfiles especiales.
9) INCREASED PRODUCTIVITY: En vista que el sistema CNC
controla todas las funciones de la máquina, las piezas se
producen con mayor rapidez y con menos tiempo de puesta a
punto y de entrega.
10) MENOR INVENTARIO DE PIEZAS: Ya no es necesario un gran
inventario de refacciones dado que se pueden fabricar piezas
adicionales con la misma precisión al utilizar de nuevo el mismo
programa.
11) MAYOR SEGURIDAD DE LA MAQUINA HERRAMIENTA:
Virtualmente se elimina el daño a las máquinas herramienta
debido a errores del operador en vista de la menor intervención
de este último.
12) NECESIDAD DE UNA MENOR INSPECCION:Debido a que las
maquinas CNC producen piezas de calidad uniforme, se requiere
de menos tiempo de inspección.
13) MAYOR USO DE LA MAQUINA: Los ritmos de producción
pueden incrementarse hasta en un 80% porque se requiere de

11
menos tiempo para la puesta a punto y para los ajustes del
operador.
14) MENORES REQUERIMIENTOS DE ESPACIO: Un sistema
CNC requiere de menos plantillas y dispositivos y por lo tanto de
menos espacio de almacenamiento.

12
1 8
9
2
10
3
11
4
5 12
13
6
14
7
VENTAJAS DE
CNC
MAYOR
SEGURIDAD DEL
OPERAADOR
MAYOR
EFICIENCIA DEL
OPERADOR
REDUCCION DEL
DESPERDICIO
MENOR TIEMPO
DE ENTREGA DE
PRODUCCION
MENOS
OPORTUNIDADES
DE ERROR
HUMANO
MAXIMA PRECISION E
INTERCAMBIABILIDA
D DEL LAS PIEZAS
OPERACIONES DE
MAQUINADO
COMPLEJAS
MENORES
COSTOS DE
HERRAMENTAL
MAYOR
PRODUCTIVIDAD
INVENTARIO
MINIMO DE
REFACCIONES
MAYOR
SEGURIDAD DE LA
MAQUINA
HERRAMIENTA
MENOS HORAS
DEL TRABAJADOR
DE INSPECCION
MAYOR
UTILIZACION DE
LA MAQUINA
MENORES
REQUISITOS DE
ESPACIO
Como se observa en el esquema CNC
le ofrece a la industria muchas
ventajas que incrementa la
productividad y la manufactura de
productos de calidad.

13
COORDENADAS CARTESIANAS
Prácticamente todo lo que se pueda producir en una máquina
herramienta convencional se puede fabricar en una máquina
herramienta de control numérico, con sus muchas ventajas. Los
movimientos de la máquina herramienta que sutilizan para la
producción de un producto son de dos tipos básicos: punto a punto
(movimientos rectilíneos) y trayectoria continua (movimientos de
contorneado).
El sistema de coordenadas cartesiano o rectangular permite que
cualquier punto específico de un trabajo sea descrito en términos
matemáticos en relación con cualquier otro punto a lo largo de tres
ejes perpendiculares. Esto se adecua perfectamente a las maquinas
herramienta ya que su construcción por lo general se basa en tres ejes
de movimiento (X, Y,Z) más un eje de rotación. En una maquina
fresadora vertical, el eje X está en el movimiento horizontal (a la
derecha o a la izquierda) de la mesa, el eje Y en el movimiento
transversal de la mesa (hacia o alejándose de la columna) y el eje Z
en el movimiento vertical de la rodilla o el husillo. Los sistemas CNC
se apoyan en el uso de coordenadas rectangulares porque el
programador puede localizar con precisión cada punto de un trabajo.
EJE
Y
EJE X
-X
ORIGEN O
PUNTO RECTO
+Y
+X
-Y
Como se muestra en este
esquema el punto cero se
establece donde las líneas que
se cruzan forman ángulos
rectos.

14
GUIAS DE ACCION
En vista que CNC depende de forma tan importante en el sistema de
coordenadas rectangulares, es fundamental seguir ciertas reglas. De
esta manera todos los involucrados en la manufactura de una pieza –
el ingeniero, el dibujante, el programador y el operador de la maquina
comprenderán de manera exacta lo que se requiere.
1. Utilice de ser posible puntos de referencia sobre la pieza misma.
Esto facilita la verificación de la ´precisión posterior de la pieza
por parte del personal de control de calidad.
2. Utilice coordenadas cartesianas- especificando planos X, Y y Z
para definir todas las superficies de la pieza.
3. Establezca planos de referencia a lo largo de superficies de la
pieza que sean paralelas a los ejes de la máquina.
4. Establezca las tolerancias permisibles en la etapa de diseño.
5. Describa la pieza de manera que resulte fácil reconocer su forma
sin cálculos ni estimaciones.
6. Dimensione la pieza de manera que resulte fácil reconocer su
forma sin cálculos ni estimaciones.
EJES DE LA MAQUINA
Toda máquina CNC tiene ejes controlables deslizantes y
giratorios. A fin de controlar estos ejes, se utilizan letras
(llamadas direcciones) para identificar cada dirección de
movimiento de la mesa o del husillo. En combinación con un
numero para formar una palabra, establece la distancia que se
mueve el eje. Estas palabras son necesarias para que el
programador pase la información respecto a la tarea a las
personas responsables de la puesta a punto y de la operación de
la maquina CNC. Los constructores de máquinas herramienta

15
según estándares establecidos por la Electronics Industries
Association (EIA), misma que asigna el sistema de codificación
para los ejes de las maquinas CNC. Los ejes principales son X,
Y y Z, que se aplican a la mayor parte de las maquinas
herramienta con algunas excepciones. La norma EIA dice que el
movimiento del eje horizontal más largo, que es paralelo a la
mesa de trabajo es el eje X. X. El movimiento a lo largo del
husillo de la maquina es el eje Z y se le asigna al eje Y Y al
movimiento perpendicular (en ángulo recto) tanto a los ejes X y
Z.
Además de los ejes principales, existen ejes secundarios
paralelos a los ejes X, Y y Z. Las direcciones (letras) A.B y C se
refieren a ejes de movimiento rotativo alrededor de los ejes
principales. I, J y K son letras también utilizadas para ejes
rotativos en algunas máquinas cuando se utiliza interpolación
circular para la programación de círculos o arcos parciales, en
tanto que en otras máquinas, una letra R representa radio de un
círculo. Algunos centros de mandriles y de torneado también
utilizan las letras U y W para movimientos incrementales
paralelos a los ejes principales X y Z.
SISTEMAS DE PROGRAMACION
Para CNC se utilizan dos modos de tipo de programación, el
sistema incremental y el sistema absoluto. Ambos sistemas
encuentran aplicación en la programación CNC, y ningún
sistema es el más adecuado en toda ocasión. La mayor parte
de los controles de las maquinas herramienta son capaces de
manejar la programación tanto incremental como absoluta
mediante la modificación del código entre los comandos G90
(absoluto) y G91 (incremental).

16
SISTEMA INCREMENTAL
El sistema incremental, las dimensiones o posiciones están dadas a
partir del punto actual. Las dimensiones incrementales en un plano de
un trabajo se muestran en la figura que ubica debajo de este texto.
Como se observa en la figura, las dimensiones de cada barreno están
dadas a partir del barreno anterior. Una desventaja de la programación
o posicionamiento incremental es que, si se ha cometido un error en
cualquiera de las posiciones, este error es automáticamente arrastrado
a las localizaciones siguientes. E l comando G91 le indica a la
computadora y al MCU que el programa debe considerarse en modo
incremental. Los códigos de comando que le indican a la maquina
como mover la mesa, el husillo y la rodilla se explican aquí utilizando
una maquina fresadora vertical como ejemplo:
Un comando “mas X” (+X) hace que se localice la herramienta
de corte a la derecha del último punto.
Un comando “menos X” (-X) hace que se localice la herramienta
de corte a la izquierda del último punto.
Un comando “mas Y” (+Y) hace que localice la herramienta de
corte hacia la columna.
Un comando “menos Y” (-Y) hace que se localice la herramienta
de corte alejándose de la columna.
Un comando “más Z” (+Z) hace que la herramienta de corte o el
husillo se mueva hacia o se aleje de la pieza de trabajo
POSICIONAMIENTO DE
LOS SISTEMAS DE
REFERENCIA
INCREMENTAL ABSOLUTO
Como lo muestra el esquema
la programación CNC utiliza
dos sistemas , el absoluto y el
incremental.

17
Un comando “menos Z” (-Z) hace que la herramienta de corte se
mueva hacia abajo o hacia dentro de la pieza de trabajo.
SISTEMA ABSOLUTO
En el sistema absoluto, todas las dimensiones o posiciones
están dados a partir de un punto de referencia sobre el trabajo o
sobre la máquina. En la próxima figura a mostrarse se utilizó la
misma pieza que la anterior pero se dan todas las dimensiones a
partir del cero o punto de referencia. Que para este caso es la
esquina superior izquierda de la pieza. Por lo tanto en el sistema
superior absoluto de dimensionar o de programar un error, pero
este no es arrastrado a ninguna otra localización.
En la programación absoluta, el comando G90 indica a la
computadora y al MCU que el programa estar en el modo
absoluto.
Un comando “mas X” (+X) hace que la herramienta de corte se
localice a la derecha del cero o punto de origen.
Un comando “menos X” (-X) hace que la herramienta de corte se
localice a la izquierda del cero o punto de origen.
Un comando “mas Y” (+Y) hace que la herramienta de corte
quede localizada hacia la columna (por encima del cero o punto
de origen.
Un comando “menos Y” (-Y) hace que la herramienta de corte se
localice lejos de la columna (por debajo del cero o punto de
origen)
Un comando “más Z” (+Z) hace que la herramienta de corte
quede por encima del programa Z0 (por lo general la superficie
superior de la pieza)
Un comando “menos Z” (-Z) hace que la herramienta de corte se
mueva por debajo del programa Z0.

18
SISTEMAS DE POSICIONAMIENTO CNC
La programación CNC se clasifica en dos categorías diferentes,
punto por punto y trayectoria continua que pueden ser
manejadas por la mayor parte de las unidades de control. Es
necesario tener conocimiento de ambos métodos de
programación para comprender que aplicación tiene cada una de
ellas en CNC.
CONTROL POR COMPUTADORA
Existen dos tipos de unidades de control utilizados en la industria
para el trabajo de control numérico. El control CNC, que
evoluciono a partir de las primeras aplicaciones DNC a principios
de los años 70, se utiliza generalmente para controlar maquinas
individuales. El control DNC se utiliza por lo general donde están
involucradas seis o más maquinas CNC en un programa
completo de manufactura, por ejemplo en un sistema de
manufactura flexible.
POSICIONAMIENTO PUNTO A PUNTO
El posicionamiento punto a punto está formado por cualquier
cantidad de puntos programados unidos entre sí por líneas
rectas. Este método se utiliza para localizar con precisión el
husillo, o la pieza montada sobre la mesa de la máquina, en una
o más localizaciones especificas a fin de llevar a cabo
operaciones como taladrado, rimado, mandrilado, machueleado
y punzonado. El posicionamiento de punto a punto (G00,
SISTEMAS DE
POSICIONAMIENTO
CNC
PUNTO A PUNTO O
POSICIONAMIENTO
TRAYECTORIA
CONTINUA O
PERFILADO
En este esquema se
muestran los tipos
de sistemas de
posicionamiento en
CNC

19
posicionamiento rápido), es el proceso de posicionar de una
posición de coordenadas (X-Y) o localización a otra, en la
ejecución de operación de maquinado, es el retiro de la
herramienta del trabajo y el paso a la siguiente localización hasta
que todas las operaciones han sido terminadas en todas las
localizaciones programadas.
Los taladros o máquinas de punto a punto, son idealmente
adecuados para el posicionamiento de la máquina herramienta
(ej. Taladrado) a una localización o punto exacto, la ejecución de
la operación de maquinado (taladrar una perforación) y después
pasando a la siguiente localización (donde se podría taladrar otra
perforación). Siempre que este identificado cada punto o
localización de perforación dentro del programa, esta operación
puede ser repetida tantas veces se requiera.
El maquinado de punto a punto, se mueve de punto a punto, se
mueve de un punto al siguiente tan aprisa como sea posible
(rápido) siempre que la herramienta de corte este por arriba de la
superficie de trabajo. El recorrido rápido se utiliza para
posicionar con rapidez la herramienta de trabajo o la pieza entre
cada punto de localización antes de que inicie la acción de corte.
La velocidad de recorrido rápido es por lo común entre 200/800
pulg/min (5 y 20 m/min). Ambos ejes (X y Y) se mueven
simultáneamente y a la misma velocidad durante los traslados
rápidos. Esto da como resultado un movimiento a lo largo de una
línea a 45º hasta que se llega a un eje y entonces hay un
movimiento en línea recta hasta el otro eje.

20
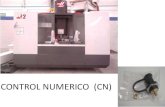
CONTROL NUMERICO POR COMPUTADORA
Existen cuatro partes o elementos principales en un sistema de
control numérico por computadora:
1. Una computadora de uso general, que recolecta y
almacena la información programada.
2. Una unidad de control, que se comunica y dirige el flujo de
información entre la computadora y la unidad de control de
la máquina.
3. La lógica de la máquina, que recibe información y que la
pasa a la unidad de control de la máquina.
4. La unidad de control de la máquina, que contiene las
unidades servo los controles de velocidad y de avance y de
las operaciones de la maquina como los movimientos del
husillo y de la mesa y el cambiador automático de
herramientas (ATC).
El sistema CNC, construido con base en una poderosa
minicomputadora, contiene una gran capacidad de
memoria y tiene muchas características de ayuda en la
programación. Estas podrían incluir operaciones como
edición de programas sobre la máquina, puesta a punto,
operación y mantenimiento de la máquina. Muchas de
estas características son juegos de instrucciones de
máquina y de control, almacenados en la memoria que
pueden ser extraídos para su uso en el programa de la
pieza o por el operador de la máquina.
Algunos sistemas CNC todavía utilizan lectores de cinta
para leer el programa de la pieza que ha sido preparado en
una oficina de unidad fuera de línea y entregado a la
maquina en forma de una cinta perforada. En este sistema,
la cinta se lee una vez y el programa de la pieza se
almacena en la memoria para un maquinado repetitivo.
CNC no requiere volver a leer la cinta para cada pieza,
como era el caso en NC. Conforme evolucionaron las

21
maquinas CNC, se incorporaron minicomputadoras y
posteriormente microcomputadoras en sus controles y la
cinta perforada fue eliminada. Esto le permite al operador
de la maquina la introducción manual del programa
requerido para producir la pieza de la maquina CNC. El
programa queda almacenado en la memoria de la
computadora para la producción de piezas adicionales. La
ventaja principal de este sistema es su capacidad de
operar en modo vivo, o conversacional, con comunicación
directa entre la máquina y la computadora. Esta
característica le permite al programador efectuar cambios
en el programa sobre la máquina, o incluso desarrollar un
programa sobre la máquina, y la entrada a la computadora
es traducida de inmediato en movimientos de la máquina.
Por lo tanto los cambios al programa se pueden observar
inmediatamente y efectuar las revisiones si es necesario.
Esta idea de control de la máquina, Permite que los
programas sean probados, corregidos y revisados en una
fracción del tiempo requerido por los sistemas de cinta.
VENTAJAS DE LA PROGRAMACION DE CNC
Más flexible porque se pueden efectuar cambios al
programa en vez de preparar una nueva cinta, como
lo requerían los controles convencionales.
Puede diagnosticar los programas en una pantalla de
despliegue gráfico, misma que muestra las funciones
de la máquina y del control antes de producir la
pieza. Otras máquinas utilizan el modo de ejecución
en vacío, que usualmente pasan por alto el
movimiento del eje Z y la rotación del husillo.
Puede ser integrado con sistemas DNC en sistemas
complejos de manufactura mediante el uso de un
lazo de comunicación.
Incrementa la productividad debido a la facilidad de
programación.

22
Efectúa correcciones sobre la primera pieza posible,
lo que reduce los costos de todo el lote al utilizar
desplazamientos y compensación de radios del
cortador.
Resulta práctico e incluso redituable la producción de
lotes pequeños.
CONTROL NUMERICO DIRECTO
En un sistema DNC varias maquinas agrupadas con CNC están
controladas a partir de una computadora Mainframe. Esto puede ser
manejar la programación del trabajo y puede descargar un programa
completo en la memoria de la maquina cuando se requieren nuevas
piezas. En vista que la mayor parte de las maquinas CNC están
equipadas con su propia minicomputadora o microcomputadora, es
posible operar cada maquina de manera individual de mediante CNC
en el caso que la computadora Mainframe fallara. En una instalación
de manufactura mas reducida, se puede utilizar una
microcomputadora para fines DNC.
VENTAJAS DE LA PROGRAMACION DE DNC
El lector de cinta de la maquina es pasado por alto o
eliminado.
Una única computadora puede controlar simultáneamente
muchas maquinas herramienta.
Se ahorra tiempo al eliminar errores de programa o su
revisión. El programador puede efectuar revisiones o
correcciones en un teclado de tipo maquina de escribir
directamente en la maquina herramienta.
La programación es más rápida, mas sencilla y mas
flexible.
La unidad de control principal se puede tener en un cuarto
de procesamiento limpio lejos del ambiente sucio del taller.
Cuando tres o mas maquinas están controladas por DNC,
el costo inicial es inferior al NC convencional.

23
Los costos de operación son inferiores que con NC.
MEDIOS DE ENTRADA
Conforme evolucionaba el control numérico por computadoras, los
medios de entrada usados para cargar datos en la computadora de la
maquina también evolucionaban. El medio principal durante muchos
años fue la cinta perforada de 1 pulg de ancho con 8 pistas. Otros
tipos de medios de entrada, como la cinta magnética, las tarjetas
perforadas, los discos magnéticos y la introducción manual de datos,
(MDI) también se utilizan en menor grado. La cinta perforada esta
siendo rápidamente reemplazada por otros métodos
Las maquinas CNC modernas utilizan un teclado de computadora de
formato de acuerdo con la norma del American Standard
CodeforInformationInterchange (ASCII) para introducir información
sobre programas directamente a la unidad de control de la maquina.
Para una operación correcta, el uso del teclado requería algún tipo de
software de comunicación y una conexión compatible entre el teclado
de la computadora y la unidad de control de la maquina. El control
numérico directo (DNC), que utiliza una microcomputadora junto con
software de comunicación, esta convirtiéndose en el método de
entrada preferido. Con DNC, los datos del programa pueden ser
enviados a la CNC para el maquinado de piezas. Para la introducción
manual de datos se necesita un teclado alfanumérico en el panel de
control del operador. Si se hace edición al programa, esta nueva
información también puede ser enviada de regreso a través del enlace
DNC para que sea almacenado para uso futuro.
FORMATO DE PROGRAMACION
El tipo mas común de formato de programación utilizado para los
sistemas de programación CNC, es el formato de dirección de palabra.

24
Este formato contiene un gran numero de códigos diferentes para
transferir información de programa a los servos, relevadores, micro
interruptores, etcétera de la maquina a fin de ejecutar los movimientos
necesarios para la fabricación de una pieza. Estos códigos, que
cumplen con estándares establecidos, se reúnen en una secuencia
lógica conocida como un bloque de información.Cada bloque de
solamente debe contener la información suficiente para llevar a cabo
un paso de una operación de maquinado .
FORMATO DE DIRECCION DE PALABRA
Los programas para las piezas deben ponerse en un formato que
pueda comprender la unidad de control de la maquina. El formato
utilizado en un sistema CNC esta determinado por el fabricante de la
maquina herramienta y se basa en la unidad de control de la maquina.
Comúnmente se utiliza un formato de bloques variables que utilizan
(letras), cada palabra de instrucción esta formada por un carácter de
dirección, como S,X,Y,T,F o M. Este carácter alfabético antecede
datos numéricos utilizados para identificar una función especifica de
un grupo de palabras, o para dar un valor de distancia, velocidad de
avance o velocidad.
CODIGOS
Los códigos mas comunes utilizados para la programación CNC son
los códigos G (comandos preparatorios) y los códigos m (funciones
misceláneas).Los códigos F,S,D,H,P y T se utilizan para representar
funciones tales como avance, velocidad, excentricidad diametral del
cortador, compensación de la longitud de la herramienta, llamada de
subrutina, numero de la herramienta, etc. Los códigos A (ángulo) y R
(radio) se utilizan para localizar puntos sobre arcos y círculos que
involucran ángulos y radios.
Los códigos G llamados a veces códigos de ciclo, se refieren a alguna
acción que ocurre en los ejes X,Y, y/o Z de una maquina herramienta.
Estos códigos están agrupados en categorías, como el grupo numero

25
01. Que contiene los códigos G00,G01,G02 y G03. Estos códigos
causan algún movimiento de la mesa o del cabezal de la maquina.
Un código G00 se utiliza para posicionar con rapidez la
herramienta de corte o la pieza de trabajo de un punto de
la misma a otro. Durante el rápido recorrido, se puede
mover el eje X o el eje Y o ambos ejes simultáneamente.
La velocidad de recorrido rápido puede variar de maquina
a maquina y puede ir desde 200 hasta 800 plg/min (5 a
20m/min)
Los códigos G01,G02 y G03 mueven los ejes a una
velocidad controlada de avance.
1. G01 se utiliza para interpolación lineal (movimiento
en línea recta)
2. G02 (con las manecillas del reloj) se utilizan para
interpolación circular (arcos y círculos)
Algunos códigos G se clasifican como modales o no modales. Los
códigos modales se mantienen en efecto en el programa hasta que
son modificados por otro código dl mismo grupo. Los códigos no
modales se mantienen en efecto solo durante una operación y deben
ser programados de nuevo siempre que se requieran. En el grupo 01,
por ejemplo, solamente uno de los cuatro códigos de este grupo se
puede utilizar en cualquier momento. Si un programa se inicia con un
G00 y se escribe un G01 después, el G00 queda cancelado del
programa hasta que se le vuelve a escribir. Si se introduce en el
programa un código G02 o G03, el G01 quedara cancelado y asi
sucesivamente.
Los códigos M se utilizan para activar o desactivar diferentes
funciones que controlan las operaciones de la máquina herramienta.
Los códigos M por lo general no se agrupan por categorías, aunque
varios códigos pueden controlar el mismo tipo de operación para
ciertos componentes de la máquina. Por ejemplo, tres códigos M03,
M04, M05, todos controlan alguna función del husillo de la maquina
herramienta:

26
M03 hace girar el husillo de la maquina en sentido de las
manecillas del reloj
M04 hace girar el husillo de la maquina en el sentido contrario a
las manecillas del reloj
M05 desactiva el husillo
Los tres códigos se consideran modales porque se conservan validos
hasta que se introduce otro código que los reemplacen.
CODIGOS DE G (CODIGOS PREPARATORIOS EIA DE USO
COMUN, DE ACUERDO CON LA NORMA EIA-274-D)
GRUPO CODIGO G FUNCION
01 G00 Posicionamiento rápido
01 G01 Interpolación Lineal
01 G02 Interpolación circular en el sentido de las manecillas del reloj
01 G03 Interpolación circular en el sentido contrario a las manecillas del
reloj
00 G04 Descanso
00 G10 Ajuste de excentricidad
02 G17 Selección plano XY
02 G18 Selección plano ZX
02 G19 Selección plano YZ
06 G20 Entrada en pulgadas (pulg)
06 G21 Entrada métrica (mm)
00 G27 Verificación de regreso a punto de referencia
00 G28 Regreso a punto de referencia
00 G29 Regreso del punto de referencia
07 G40 Cancelación de compensación del

27
cortador
07 G41 Compensación cortador izquierda
07 G42 Compensación cortador derecha
08 G43 Compensación de longitud de herramienta
en dirección positiva (+)
08 G44 Compensación de longitud de herramienta en dirección negativa
(-)
08 G49 Cancelación de compensación de
longitud de herramienta
09 G80 Cancelación de ciclo enlatado
09 G81 Ciclo de taladro, perforación de marcado
09 G82 Ciclo de taladro, contrataladro
09 G83 Ciclo de taladrado peck
09 G84 Ciclo de machueleado
09 G85 Ciclo de barrenado 1
09 G86 Ciclo de barrenado 2
09 G87 Ciclo de barrenado 3
09 G88 Ciclo de barrenado 4
09 G89 Ciclo de barrenado 5
03 G90 Programación Absoluta
03 G91 Programación Incremental
00 G92 Ajuste del punto cero del programa
05 G94 Avance por minuto
CODIGOS DE M (LOS CODIGOS M DE LA EIA MAS COMUNES QUE
SIRVEN PARA CONTROLAR FUNCIONES MISCELANEAS DE LA
MAQUINA)

28
CODIGO FUNCION
M00 Paro de programa
M01 Paro opcional
M02 Fin de programa
M03 Arranque del husillo (hacia adelante en el sentido de las
manecillas del reloj)
M04 Arranque del husillo (en reversa contra el sentido de las
manecillas del reloj)
M05 Paro del husillo
M06 Cambio de herramienta
M07 Niebla de refrigerante activada
M08 Chorro de refrigerante activado
M09 Refrigerante desactivado
M19 Orientación del husillo
M30 Fin de la cinta (regreso a principio de la memoria)
M48 Liberación de cancelación
M49 Cancelación
M98 Transferencia a subprograma
M99 Transferencia a subprograma principal (fin de subprograma)
INTERPOLACION
La interpolación, es decir la generación de puntos de datos
entre posiciones de coordenadas dadas de los ejes, es
necesaria para cualquier tipo de programación. Dentro de
la unidad de control de la máquina, un dispositivo conocido
como un interpolador hace que los impulsores se muevan
simultáneamente desde el principio del comando hasta su
terminación. En las aplicaciones de programación CNC se
utilizan con mayor frecuencia la interpolación lineal y la
interpolación circular.

29
La interpolación lineal se utiliza para el maquinado en línea
recta entre dos puntos.
La interpolación circular se utiliza para círculos y arcos.
La interpolación helicoidal, utilizada para roscas y formas
helicoidales, está disponible en muchas maquinas CNC.
Se utiliza la interpolación parabólica y cubica en industrias
que manufacturan piezas de formas complejas como son
componentes aeroespaciales. Y moldes para carrocerías
de automóviles.
En este esquema se muestran los tipos más comunes de
interpolación utilizados en maquinas CNC.
INTERPOLACION
CIRCULAR HELICOIDAL PARABOLICA
AA
CUBICA LINEAL

30
PROYECTO
INTRODUCCION AL PROYECTO
Se decidió elaborar un helicóptero como proyecto de CNC
debido a que en él se puede emplear gran parte de lo aprendido
durante la carrera de Electromecánica, en este helicóptero
MATERIAL EMPLEADO:
Barra de balance
Conector
Hélices del rotor principal
Carcasa
Base del motor
Motor de hélice A
Motor de hélice B
Estabilizador

31
PIEZAS DE PROYECTO EN SIMULADOR PORTA
PIEZAS 1 Y 2

32
PIEZAS 3, 4, 5 Y 6

33
CARROCERIA DEL HELICOPTERO

34

35

36
DIBUJO DE PIEZAS EN SOLID WORKS

37

38

39

40

41

42

43

44
DIBUJO COMPLETO EN SOLID WORKS

45

46

47

48
DISEÑO EN HOJAS MILIMETRICAS

49

50

51

52
FOTOGRAFIAS DEL HELICOPTERO ENSAMBLADO

53

54